Dody Firmanda 2012 - Materi Kuliah Clinical Governance KARS 9
Upload
truongkhueCategory
view
214download
0
PENGARUH FRAKSI VOLUME SERAT PADA
SIFAT MEKANIS KOMPOSIT UNSATURATED POLYESTER
YANG DIPERKUAT SERAT KENAF
SKRIPSI
Diajukan sebagai salah satu syarat untuk memperoleh gelar
Sarjana Teknik
Oleh :
WISNU HERNANDAR NIM. I0499005
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET
SURAKARTA 2004

PENGARUH FRAKSI VOLUME SERAT PADA SIFAT MEKANIS KOMPOSIT UNSATURATED POLYESTER
YANG DIPERKUAT SERAT KENAF
Disusun oleh :
Wisnu Hernandar NIM. I0499005
Dosen Pembimbing
Ir. Wijang Wisnu R, MT NIP. 132 231 469
Dody Ariawan, ST, MT NIP. 132 230 848
Telah dipertahankan di hadapan Tim Dosen Penguji pada hari kamis tanggal 29 Juli 2004 1. 2.
Bambang Kusharjanta, ST, MT NIP. 132 162 023 Joko Triyono, ST, MT NIP. 132 161 220
……………………............ …………………………….
Mengetahui,
Pembantu Dekan I
Ir. Paryanto, MS NIP. 131 569 244
Ketua Jurusan Teknik Mesin
Ir. Agustinus Sujono, MT NIP.131 472 632

Langkah awal untuk meraih keberhasilan adalah menerima kenyataan bahwa
tidak ada yang dapat menggantikan kerja keras
(My beloved mother)

Karya ini kupersembahkan dengan sepenuh jiwaku kepada :
Ibundaku tercinta disurga… andai engkau melihat apa yang telah kucapai sekarang…
ketika semua sungguh tak mudah tanpamu… …ibu pasti kan bangga…
…andai…

KATA PENGANTAR
Assalamu’alaikum Wr.Wb.
Pertama-tama penulis memanjatkan puji dan syukur kehadirat Allah SWT
yang telah melimpahkan rahmat dan hidayah-Nya, sehingga penulis dapat
menyelesaikan tugas akhir ini dengan baik. Penulis juga menyadari bahwa tulisan
ini masih mempunyai banyak kekurangan, oleh karena itu penulis selalu
mengharapkan kritik dan saran yang bersifat membangun demi kesempurnaan
tugas akhir ini.
Dalam kesempatan ini, penulis mengucapkan banyak terima kasih kepada :
1. Bapak Ir. Agustinus Sujono, MT selaku ketua Jurusan Teknik Mesin FT
UNS Surakarta.
2. Bapak Ir. Wijang Wisnu Raharjo, MT selaku dosen pembimbing tugas
akhir yang telah banyak memberikan masukan dan koreksi demi
kesempurnaan hasil dan laporan penelitian.
3. Bapak Dody Ariawan, ST, MT selaku dosen pembimbing tugas akhir yang
telah memberikan bantuan arahan dan koreksi selama penyusunan laporan
tugas akhir ini.
4. Iman Soedarsono, ayahandaku tercinta. Sujud syukurku atas semua kasih
sayang, pengorbanan dan petuah-petuah bijakmu sehingga ananda bisa
mencapai semua ini.
5. Widi Hermansyah, adikku tersayang yang telah menemaniku bersama-
sama menjalani berbagai kesulitan hidup.
6. Rekan-rekan di unit PUC PT. Bank Negara Indonesia (Persero) Tbk.
Kantor Cabang Surakarta. Thanks for all the beautiful moments !
7. Rekan-rekan komposit seperjuangan, ada Barokah, Woro, Zaki, Mascuk.
Terus maju !
8. Teman-teman baikku, Bowo, BomBom (you teach me about life), Aa Gun
(still looking for someone?), makasih untuk bantuan tulus kalian…
9. Seluruh rekan-rekan di Teknik Mesin UNS ’99. I’m just nothing without
you, guys…..

10. Anak-anak BENSIN (Band-nya anak Mesin), Kurnia Dien, Hendi, Edi,
Harry Puter. Rock ‘em all! Lets do something wild guys…
11. Hendro Setya Wibowo, SP. Sahabat terbaikku. Just can’t wait to see u
again…
12. Teman-teman FRANIDA community, Edy (Aja turu bae!), Keman SE,
Udik Salep, Itenk (masa depanmu layak diperjuangkan!), Si Gondrong
Dangdut Idrus, Jarot A.Md (duet mawut ‘99), Manti “Conscrypt”.
13. Saudara-saudaraku di Sabilarrosyad yang telah memberikan warna indah
pada hari-hariku selama ini. Cak Lek, Asigit ST (cepet kerja Bang !), Jalil
(thanks a lot for the printer!), Rohmat, Joko Sukit, Starmoon, dek Ari W,
Frida, dek Indah, dek Nia Kacamata, Lulu’ maniez, Kiki, Wahyu, dan
semuanya yang tak bisa kusebut satu persatu. Aljzkl !!!
14. Teman-teman yang udah duluan lulus, Anton, As’ad, Dodo, Erwin, Yuri,
Rince Agustin (bahagiaku untuk dirimu…), mbak Liz, mbak Arifah, mbak
Erli. Sukses buat kalian…
15. Rahyll Community, Yoen, mbak Dyah, Diana, Enjang, Tari, Rina,
dan…ehm princess Reni (ssttt…we have secret to keep, OK?).
16. Ivana Ariani. No matter what happen, you’re always be my sunshine…
17. Semua pihak yang secara langsung maupun tidak langsung turut
membantu terselesaikannya tugas akhir ini.
Semoga Allah SWT membalas amal baik bapak-bapak dan rekan-rekan
sekalian, Amin.
Wassalamu’alaikum Wr. Wb.
Surakarta, Juli 2004
Wisnu Hernandar

PENGARUH FRAKSI VOLUME SERAT PADA SIFAT MEKANIS KOMPOSIT UNSATURATED POLYESTER
YANG DIPERKUAT SERAT KENAF
(Wisnu Hernandar, I0499005)
ABSTRAK
Penelitian ini mengemukakan tentang sifat tarik dan lengkung komposit unsaturated polyester yang diperkuat serat kenaf lokal dalam bentuk serat panjang dan searah serta pengaruh fraksi volume serat terhadap permukaan patah tarik dan lengkung. Pelaksanaan pengujian tarik dan lengkung komposit menggunakan metode ASTM D3039 dan D790. Kekuatan tarik dan modulus Young dari serat kenaf adalah sebesar 380.4 MPa dan 16.3 GPa. Kekuatan tarik menunjukkan peningkatan secara linear seiring dengan fraksi volume serat, hal sama juga terjadi pada modulus tarik. Kekuatan lengkung juga mengalami peningkatan secara linear seiring dengan fraksi volume serat, begitu juga dengan modulus lengkung komposit. Penyebab utama pada kasus ini adalah ikatan antara serat dan matrik yang relatif baik didalam komposit. Sedangkan untuk analisa permukaaan patah menunjukkan bahwa pull-out serat dan kerusakan interfacial mempengaruhi kekuatan komposit. Hasil dari penelitian ini menunjukkan bahwa serat kenaf memiliki potensi untuk digunakan sebagai penguat plastik dalam rangka mendapatkan material yang murah namun memilki kekuatan yang tinggi. Kata kunci : komposit unsaturated polyester, serat kenaf, fraksi volume serat, sifat
mekanik.

THE EFFECT OF FIBER VOLUME FRACTION ON THE MECHANICAL PROPERTIES OF KENAF FIBER – REINFORCED UNSATURATED POLYESTER COMPOSITE
(Wisnu Hernandar, I0499005)
ABSTRACT
This research investigates the tensile and flexural behavior of unsaturated polyester composites reinforced with continuous unidirectional kenaf fiber plant origin and effect of fiber volume fraction on the tensile and bending fracture surface. Tensile and flexural test in this research use some methods according to ASTM D3039 and ASTM D790. The tensile strength and Young’s modulus of kenaf fiber is approximately 380.4 MPa and 16.3 GPa, respectively. Tensile strength of composites are increasing linearly with fiber volume fraction (vf) and the result shows good agreement with the Young’s modulus. The flexural strength are also increasing linearly with vf and the result also shows a good agreement with the flexural modulus of elasticity. The major cause of this case is because of the good interfacial bonding between the fiber and matrix. The analysis of fracture indicates that fiber pull out and interface fracture are the major influences towards the high strength of these composites. The results of this research show that kenaf fiber have potentials reinforcing fillers in plastics in order to produce inexpensive materials with a high strength. Keywords : unsaturated polyester composites, kenaf fiber, fiber volume fraction,
mechanical properties.

DAFTAR ISI
Halaman Judul…………………………………………………………………. Halaman Pengesahan…………………………..………………………………. Motto …………………………………………………………………………... Halaman Persembahan……………….…………………………….................... Kata Pengantar…………………………………………………………………. Abstrak………………………………………………………………………..... Abstract………………………………………………………………………… Daftar Isi……………………………………………………………………….. Daftar Tabel……………………………………………………………………. Daftar Gambar…………………………………………………………………. BAB I PENDAHULUAN
1.1. Latar Belakang………………………………………………………. 1.2. Maksud dan Tujuan………………………………………………….. 1.3. Batasan Masalah……………………………………………………... 1.4. Hipotesis……………………………………………………………... 1.5. Sistematika Penulisan………………………………………………...
BAB II TINJAUAN PUSTAKA 2.1. Kajian Yang Telah Dilakukan……………………………………….. 2.2. Komponen Penyusun Komposit Serat………………………………
2.2.1. Matrik Unsaturated Polyester…………………………… 2.2.2. Penguat / Serat…………………………………………… 2.2.3. Katalis…………………………………………………….
2.3. Metode Fabrikasi Komposit Serat…………………………………… 2.4. Sifat-Sifat Fisik Komposit Serat…………………………………….. 2.5. Aspek Geometris……………………………………………………..
BAB III METODE DAN CARA PENELITIAN 3.1. Alat dan Bahan………………………………………………………. 3.2. Variasi Penelitian……………………………………………………. 3.3. Cara Penelitian………………………………………………………. 3.4. Bentuk dan Ukuran Spesimen………………………………………..
3.4.1. Uji Tarik Serat Tunggal………………………………….. 3.4.2. Uji Tarik Komposit………………………………………. 3.4.3. Uji Lengkung Komposit………………………………….
BAB IV PEMBAHASAN 4.1. Densitas dan Fraksi Volume Serat…………………………………... 4.2. Sifat Mekanis…………………………………………………………
4.2.1. Kekuatan Tarik Serat Kenaf……………………………... 4.2.2. Kekuatan dan Modulus Tarik Komposit…………………. 4.2.3. Kekuatan dan Modulus Lengkung Komposit…………….
i ii iii iv v vi vii viii ix x 1 2 2 2 3 4 6 6 9 13 13 14 17
25 26 26 30 30 30 31
32 33 33 34 42

BAB V PENUTUP 5.1. Kesimpulan…………………………………………………………... 5.2. Saran………………………………………………………………….
DAFTAR PUSTAKA………………………………………………………….. LAMPIRAN…………………………………………………………………….
47 47
xi
xii

DAFTAR TABEL
Tabel 2.1. Sifat resin 157 BQTN-EX setelah mengeras……………………….. Tabel 2.2. Sifat Fisik Laminat resin 157 BQTN-EX…………………………... Tabel 2.3. Parameter dimensi serat…………………………………………….. Tabel 2.4. Komposisi kimia kenaf……………………………………………... Tabel 4.1 Tabel data densitas serat, matrik dan komposit…………………….. Tabel 4.2 Tabel data fraksi volume serat teoritis dan eksperimen…………….. Tabel 4.3 Perbandingan kekuatan mekanis serat alam yang sering digunakan.. Tabel 4.4 Perbandingan KFRP dengan komposit serat alam lain……………...
7 8 12 12 32 33 33 38

DAFTAR GAMBAR
Gambar 2.1 Tanaman Kenaf………………………………………………….. Gambar 2.2 Hand Lay Up / Contact Moulding………………………………. Gambar 2.3 Lamina unidirectional dengan serat kontinyu…………………… Gambar 2.4 Komposit lamina serat serba searah dibawah pembebanan
longitudinal……………………………………………………… Gambar 2.5 Kurva hubungan tegangan –regangan pada kondisi εm
* > εf*…...
Gambar 2.6 Kurva hubungan fraksi volume serat komposit dengan kekuatan tarik longitudinal pada kondisi εm
* < εf*…………………………
Gambar 2.7 Grafik hubungan tegangan-regangan pada kondisi εm* < εf
*……. Gambar 2.8 Grafik hubungan fraksi volume serat komposit dengan kekuatan
tarik longitudinal pada kondisi εm* < εf
*………………………… Gambar 2.9 Gaya lengkung F ysng bekerja pada spesimen ketika pengujian
lengkung…………………………………………………………. Gambar 2.10 Penampang spesimen bentuk square……………………………. Gambar 2.11 Beban terpusat pada simply supported beam……………………. Gambar 3.1. Skema pengujian densitas komposit……………………………... Gambar 3.2 Skema alur penelitian…………………………………………….. Gambar 3.3 Model spesimen uji tarik serat tunggal…………………………... Gambar 3.4 Bentuk spesimen uji tarik KFRP…………………………………. Gambar 3.5 Uji lengkung KFRP………………………………………………. Gambar 4.1 Grafik kekuatan tarik (σmaks) – fraksi volume serat (vf)………….. Gambar 4.2 Grafik modulus tarik (Emaks) – fraksi volume serat (vf)………….. Gambar 4.3 Perbandingan kekuatan tarik komposit teoritis dan eksperimen…. Gambar 4.4 Perbandingan modulus tarik komposit teoritis dan eksperimen…. Gambar 4.5 Foto makro permukaan patah tarik KFRP vf = 0.25,
Perbesaran 25X………………………………………………….. Gambar 4.6 Foto makro permukaan patah tarik KFRP vf = 0.32,
Perbesaran 25X………………………………………………….. Gambar 4.7 Foto makro permukaan patah tarik KFRP vf = 0.41,
Perbesaran 25X………………………………………………….. Gambar 4.8 Foto makro permukaan patah tarik KFRP vf = 0.53,
Perbesaran 25X………………………………………………….. Gambar 4.9 Foto makro permukaan patah tarik KFRP vf = 0.68,
Perbesaran 25X………………………………………………….. Gambar 4.10 Foto makro penampang lintang KFRP (a).vf = 0.25,
(b).vf = 0.68, Perbesaran 110X………………………………….. Gambar 4.11.Grafik kekuatan lengkung (σb maks) – fraksi volume serat(vf)…... Gambar 4.12 Grafik modulus lengkung(Elengkung) – fraksi volume serat (vf)…. Gambar 4.13 Foto makro penampang patah lengkung KFRP vf = 0.25,
Perbesaran 12.5X………………………………………………... Gambar 4.14 Foto makro penampang patah lengkung KFRP vf = 0.32,
Perbesaran 12.5X………………………………………………... Gambar 4.15 Foto makro penampang patah lengkung KFRP vf = 0.41,
Perbesaran 12.5X………………………………………………...
11 14 17
18 18
19 20
20
21 22 23 27 29 30 30 31 34 35 36 37
39
39
39
40
40
41 42 43
44
44
45

Gambar 4.16 Foto makro penampang patah lengkung KFRP vf =0. 53, Perbesaran 12.5X………………………………………………...
Gambar 4.17 Foto makro penampang patah lengkung KFRP vf =0. 68, Perbesaran 12.5X………………………………………………...
45
45

BAB I
PENDAHULUAN
1.1. Latar Belakang
Penggunaan material komposit sebagai material alternatif sangat
menjanjikan karena berbagai keunggulannya dibandingkan dengan material
yang hanya tersusun dari satu jenis material atau monolitik.
Komposit serat sebagai salah satu bagian dari keluarga besar komposit
adalah jenis komposit yang sedang menjadi topik utama dalam produksi
komposit saat ini. Diantara berbagai macam komposit serat, jenis yang paling
banyak diproduksi untuk berbagai keperluan ialah komposit serat gelas atau
GFRP (Glass Fiber Reinforced Plastics). Hal ini dikarenakan berbagai
keunggulannya yaitu selain harga serat gelas sebagai serat sintetis paling
murah juga serat gelas paling banyak diproduksi.
Namun diantara seringnya penggunaan GFRP sebagai material
pilihan, ternyata produksi serat sintetis seperti GFRP memiliki berbagai
kelemahan terutama limbahnya yang tidak biodegradable selain itu juga
kesehatan operator terancam jika tidak memperhatikan tindakan keamanan.
Hal ini dikarenakan ukuran serat gelas yang sangat kecil dan hampir tidak
kasat mata, serat gelas dapat masuk ke pori-pori kulit maupun terhirup tanpa
disadari. Dengan demikian, jika memperhatikan faktor-faktor tersebut diatas
maka proses produksi GFRP harus benar-benar dikontrol dengan ketat dan
tentu saja ini memerlukan biaya cukup besar sehingga proses ini tidak dapat
dilakukan oleh pengusaha-pengusaha kecil.
Dengan pertimbangan-pertimbangan diatas maka penulis memandang
bahwa perlu dilakukan penelitian mengenai komposit serat alam sebagai serat
alternatif untuk menggantikan serat sintetis terutama untuk struktur yang
tidak memerlukan kekuatan tinggi (low performance structure) karena
bagaimanapun juga kalau ditinjau dari segi kekuatan dan rekayasa, serat
sintetis jauh lebih unggul dibandingkan dengan serat alam.
Serat yang dipilih dalam penelitian ini adalah serat kenaf (Hibiscus
Cannabinus L) yang merupakan salah satu jenis serat alam yang saat ini

banyak diproduksi dan dipergunakan untuk keperluan pembuatan pulp dan
karung goni. Kelebihan serat ini antara lain mudah diproduksi, memiliki
kekuatan tarik yang cukup tinggi, biaya pemeliharaan tanaman rendah (masa
tanamnya pendek) dan jauh lebih aman jika dibandingkan dengan serat gelas.
Untuk selanjutnya dalam penelitian ini komposit serat kenaf akan disingkat
KFRP (Kenaf Fiber Reinforced Plastics). Penyebutan ini hanya berlaku
didalam skripsi ini dan tidak sesuai dengan standar istilah yang baku.
1.2. Maksud dan Tujuan
Penyusunan tugas akhir ini dimaksudkan untuk memenuhi persyaratan
kelulusan sarjana S-1 di jurusan Teknik Mesin, Fakultas Teknik, Universitas
Sebelas Maret Surakarta. Sedangkan tujuan dari penelitian tugas akhir ini
adalah :
1. Meneliti pengaruh fraksi volume serat terhadap kekuatan tarik dan
lengkung KFRP.
2. Meneliti pengaruh fraksi volume serat terhadap permukaan patah tarik
dan lengkung KFRP.
1.3. Batasan Masalah
Penelitian ini hanya meneliti sifat-sifat mekanik komposit lamina
dengan serat serba searah dibawah pembebanan longitudinal dengan penguat
serat kenaf yang terdiri atas kekuatan tarik dan kekuatan lengkung metode
tiga titik. Bentuk ,dimensi spesimen uji dan standar pengujian menggunakan
standar ASTM.
1.4. Hipotesis
Dalam penelitian ini, dapat diberikan hipotesis bahwa komposit
dengan penguat serat kenaf akan mengalami peningkatan kekuatan dan
modulus baik tarik maupun lengkung seiring dengan semakin meningkatnya
fraksi volume serat didalam komposit.

1.5. Sistematika Penulisan
Penulisan skripsi ini disusun dengan sistematika sebagai berikut :
BAB I PENDAHULUAN
Berisi latar belakang, maksud dan tujuan serta batasan masalah dalam
pemyusunan skripsi.
BAB II TINJAUAN PUSTAKA
Terdiri atas uraian mengenai dasar teori (kajian pustaka) tentang komposit
serat dan kajian-kajian yang sudah dilaksanakan sebelumnya.
BAB III METODE DAN CARA PENELITIAN
Menguraikan tentang alur penelitian, variasi penelitian, material yang
digunakan, bentuk spesimen uji serta alat-alat yang digunakan dalam
penelitian ini.
BAB IV PEMBAHASAN
Berisi tentang pembahasan terhadap hasil pengujian yang telah dilakukan
yang meliputi pembahasan uji tarik serat tunggal, uji tarik komposit,
pembahasan uji lengkung serta pembahasan permukaan patah tarik dan
lengkung.
BAB V PENUTUP
Berisi tentang kesimpulan dari hasil penelitian dan saran berkisar tentang
penelitian ini.

BAB II
TINJAUAN PUSTAKA
2.1. Kajian Yang Telah Dilakukan
Komposit serat adalah satu dari beberapa jenis material komposit yang
diklasifikasikan berdasarkan bentuk dari penyusun strukturalnya (Schwartz,
1984) selain komposit serpih, komposit partikel, komposit rangka dan
komposit laminar. Pengertian material komposit secara umum dapat diambil
dari Schwartz (1984) yang memberikan definisi sebagai berikut :
“Sebuah material komposit adalah suatu sistem material yang disusun oleh
campuran atau kombinasi dari dua atau lebih penyusun utama yang berbeda
dalam bentuk dan atau komposisi materialnya dan karenanya secara essensial
tidak saling melarut satu sama lain”. Dengan mengacu pada definisi di atas
pengertian komposit serat sebagai obyek penelitian ini adalah material
komposit yang terdiri dari dua penyusun utama yang berbeda yaitu serat
sebagai penguat dan matriks sebagai pengikatnya.
Dari beberapa penelitian yang pernah dilakukan sebelumnya dapat
diketahui bahwa menurut Sherman (1999), serat alam mempunyai
keuntungan yaitu ramah lingkungan dan mempunyai kemampuan untuk
memberikan peningkatan kekakuan dan peredaman suara, harga murah dan
densitas lebih rendah dari serat gelas dan bahan tambang. Pemakaian serat
alam dalam plastik masih terbatas pada bubuk kayu, tetapi serat panjang dari
tangkai dan daun tanaman memberikan penguatan mekanik lebih baik
daripada serat pendek dan biayanya yang murah. Lerner (2001), menuliskan
bahwa pada serat komposit serat alam seperti serat pisang, jute, cantula, sisal,
termasuk serat kenaf dalam pengembangannya sebagai material untuk terapan
struktur harus mempertimbangkan aspek-aspek tertentu baik substansi dari
serat maupun resin yang digunakan. Ditinjau dari segi keuntungan, serat alam
cenderung lebih murah, ramah terhadap lingkungan dan mudah cara
memperolehnya. Sedangkan kerugian dari serat alam adalah dimensional
yang tidak teratur, sangat rentan terhadap panas, mudah mengabsorbsi uap air
dan cepat lapuk. Dimensi serat yang tidak merata mengakibatkan kekuatan

individual serat sangat fluktuatif. Mayoritas serat alam bersifat mudah
mengabsorbsi uap air yang mana hal ini mengakibatkan kerusakan atau
pelapukan serat. Dan sifat dasar serat alam yang sangat penting adalah sangat
rentan terhadap panas. Saat pembentukan komposit, suhu exothermic dari
resin dapat merusak serat alam yang sebagian besar tersusun atas selulosa dan
selanjutnya menjadikan kebanyakan komposit dengan penguat serat alam
bersifat rapuh/getas.
Roe dan Ansell (1985), mengungkapkan bahwa komposit jute-
polyester yang mengandung vf lebih besar dari 0,3 materialnya akan menjadi
tangguh. Komposit dengan fraksi volume optimum 0,6 mempunyai energi
patah rata-rata lebih besar dari 20 KJ/m2. Bolton, dkk, (1994), telah meneliti
sebuah serat kenaf tunggal dan data yang diperoleh menunjukkan serat kenaf
tunggal memiliki kekuatan tarik 11.9 GPa dan modulus young 60.0 GPa.
Sedangkan Katz dan Milewski (1996),meneliti kekuatan tarik serat kenaf
tunggal sebesar 58.000 psi dengan densitas serat sebesar 1.2 gr/cm3.
Karnani, dkk, (1996), mengungkapkan bahwa komposit chopped
strand kenaf-polypropylene dengan fraksi volume serat 20%, 40% dan 60%
masing-masing mempunyai kekuatan tarik sebesar 26.9 MPa, 27.1 MPa dan
27.4 MPa serta modulus young sebesar 2.7 GPa, 2.8 GPa dan 3.0 GPa.
Sedangkan pada penelitian yang lain, A.R Sanadi, dkk, (1986),
mengemukakan bahwa kekuatan tarik komposit unidirectional continuous
sunhemp-polyester meningkat secara linear seiring dengan pertambahan fraksi
volume serat. Pada penelitian ini, serat sunhemp mempunyai kekuatan tarik
sebesar 389 MPa dan modulus young sebesar 35.4 GPa.
Dari hasil penelitian-penelitian diatas maka perlu untuk dilakukan
penelitian ini, dimana pada penelitian ini penguat serat yang dipilih adalah
serat kenaf yang dihasilkan secara lokal di Indonesia mengingat penelitian-
penelitian diatas dilakukan di luar negeri (Amerika dan India) yang tentunya
letak geografis cukup berpengaruh. Penelitian ini juga menggunakan resin
polyester yang sangat banyak digunakan dalam berbagai aplikasi kehidupan
masyarakat. Selain itu, arah orientasi serat juga secara unidirectional
continuous (serat panjang dan lurus).

2.2. Komponen Penyusun Komposit Serat
2.2.1 Matrik Unsaturated Polyester
Matrik adalah komponen utama dan mempunyai peran yang sangat
penting dari komposit yang berfungsi untuk (Chun-Yung Niu, 1982):
a. Mendistribusikan beban-beban ke seluruh laminat
b. Melindungi serat-serat dari abrasi dan impak
c. Menentukan : - Kekuatan tekan
- Sifat mekanik arah melintang
- Gesekan interlaminar
- Suhu operasi pelayanan
- Seleksi proses fabrikasi dan desain tool
d. Menyumbangkan ketahanan patah.
Berdasarkan bahan penyusunanya matrik terbagi atas matrik organik
dan inorganik. Matrik inorganik adalah matrik yang terbentuk dari bahan
logam yang pada umumnya mempunyai bobot dan kekuatan tinggi. Matrik
organik terbentuk dari bahan-bahan organik yang diproses dengan cara
sintesis. Jenis matrik organik ini banyak digunakan karena proses
pembentukan menjadi komposit cepat dan sederhana dengan biaya yang
murah. Salah satu matrik organik konvensional yang banyak digunakan
adalah resin polyester.
Sedangkan berdasarkan sifatnya terdapat dua jenis matrik polymer
yang biasa digunakan sebagai komponen penyusun komposit serat yaitu
matrik thermoset dan matrik thermoplastik.
Thermoset berarti mengeras jika dipanaskan dan thermoplastik berarti
melunak jika dipanaskan. Ada dua macam resin thermoset yaitu polyester dan
epoxy dengan polyester sebagai thermoset yang paling sederhana. Resin
Unsaturated Polyester (UP) adalah matriks thermoset yang paling banyak
dipakai untuk produksi Reinforced Plastics (RP), plastik yang diperkuat,
mulai dari proses produksi yang lebih kompleks seperti compression molding,
pultrusion, filament winding, resin injection molding, dan resin transfer
molding.

Kata “polyester” berarti polimer yang disusun oleh monomer yang
mengandung gugus ester. UP adalah polymer tak jenuh yang memiliki ikatan
kovalen ganda karbon-karbon yang reaktif yang dapat dihubung-silangkan
(crosslinked) selama proses curing guna membentuk suatu material
thermoset.
UP merupakan resin thermoset yang tingkat pemanfaatannya sangat
tinggi karena mampu menawarkan keseimbangan yang baik antara sifat-sifat
mekanis, elektrik, ketahanan kimia (khususnya terhadap asam) dan stabilitas
dimensional dengan harga yang relatif murah dan penangannya mudah. Untuk
keperluan-keperluan umum atau sederhana, penggunaan UP sangat disukai
karena pemrosesan dan curing dapat dilakukan pada suhu kamar dan tekanan
atmosfer. Kekurangan dari resin jenis ini ialah akan menjadi getas jika diberi
pembebanan suhu panas, kekuatan impak rendah dan kekuatan puntir rendah.
Resin unsaturated polyester dibentuk dari reaksi bersama antara
dyhidric alcohol (glycol) dengan asam organik. Reaksi ini menghasilkan
rantai ikatan dari ester dan menjadikan molekul-molekul rantai panjang yang
bergantian antara unit acid (asam) dan glycol.
Jenis resin unsaturated polyester yang digunakan dalam penelitian ini
adalah resin jenis orthopthalic anhydride. Resin jenis ini mempunyai sifat
tidak tahan terhadap bahan kimian. Sehingga kondisi kerja dari bahan bahan
yang disyaratkan harus bebas dari cairan kimia. Oleh karena itu, penggunaan
resin ini biasanya untuk peralatan sanitasi rumah tangga, sebagai struktur
pembuat kapal dan untuk produk-produk FRP lainnya.
Tabel 2.1. Sifat resin 157 BQTN-EX setelah mengeras Satuan NilaiTipikal Keterangan
Berat jenis Kekerasan Suhu Distorsi Panas Penyerapan air(Suhu ruang) Flexural strength Flexural modulus Tensile strength Tensile modulus Elongasi
oC %
Kg/mm2
Kg/mm2
Kg/mm2 Kg/mm2
%
1.215 40 70
0.188 0.466 9.4 300 5.5 300 1.6
25oC
24 jam 7 jam
Sumber : PT. Justus Kimia Raya,2003

Tabel 2.2. Sifat Fisik Laminat resin 157 BQTN-EX. Satuan NilaiTipikal Metoda tes
Kekerasan Penyerapan air Tensile strength Tensile modulus Flexural strength Flexural modulus Kandungan glass
%
Kg/mm2
Kg/mm2
Kg/mm2 Kg/mm2
%
51 0.15 10.5 860 16.5 860 31
JIS K6919 JIS K6911 JIS K7113 JIS K7113 JIS K7203 JIS K7203 JIS K6919 (glass mat)
Sumber : PT. Justus Kimia Raya,2003
Curing Pada Resin Polyester
Curing merupakan proses pengeringan atau polimerisasi untuk
merubah material pengikat dari keadaan cair ke keadaan padat.
Curing terjadi melalui reaksi kopolimerisasi radikal bebas dari
molekul jenis vinyl (umumnya styrence) yang membentuk hubungan silang
(cross-link) melalui bagian tak jenuh dalam polyester. Reaksi tersebut
dipicu oleh curing agent berupa peroksida organik (misalnya methyl ethyl
ketone peroxide untuk curing pada suhu kamar), yang mulai dikuatkan oleh
sejumlah kecil accelerator/promotor (misalnya Cobalt Naphtenatel Co-N).
Promotor itu tidak boleh dicampur langsung dengan katalisnya, akan tetapi
ditambahkan langsung ke dalam UP.
Resin mulai curing segera setelah katalis ditambahkan, sedang
kecepatan reaksinya tergantung pada jenis resin, suhu dan reaktifitas
katalisnya. Yang harus dicatat adalah bahwa reaksi curing itu sangat
eksotermis (dapat membangkitkan panas hingga > 100 C). Karenanya perlu
tindakan pendinginan dan pengontrolan laju reaksi guna menghindari
terjadinya kerusakan pada laminat hasilnya. Prosentase katalis
mempengaruhi laju reaksi, dan semakin cepat reaksi polimerisasi
berlangsung berarti makin tinggi suhu yang dibangkitkan dan semakin getas
matrik yang dihasilkan.

2.2.2 Penguat/Serat
Sifat-sifat mekanik dari komposit secara luas dipengaruhi oleh
penguat dan posisinya (orientasinya) dimana kandungan penguat yang tinggi
akan menghasilkan kekuatan tarik yang tinggi. Di sisi lain dengan
meningkatnya kandungan resin, berarti akan meningkatkan ketahanan
produk cetaknya terhadap serangan kimia dan cuaca. Oleh karenanya rasio
resin-serat merupakan faktor paling penting yang menentukan sifat-sifat dari
struktur RP.
Sistem penguat dalam material komposit serat bekerja dengan
mekanisme sebagai berikut : material berserat itu akan memanfaatkan aliran
plastik dari bahan matrik (yang bermodulus rendah) yang sedang dikenai
tegangan, untuk mentransferkan beban yang ada itu kepada serat-serat (yang
kekuatannya jauh lebih besar), hasilnya adalah sebuah komposit yang
memiliki kekuatan dan modulus yang tinggi. Tujuan mengkombinasi
keduanya adalah untuk menghasilkan sebuah material dua fase dimana fase
primernya (yakni serat) disebar merata dan diikat oleh fase sekunder yang
lemah (yakni matriks/resin). Dengan demikian konstituen utama yang
mempengaruhi kemampuan komposit adalah serat penguat, matrik serta
interface antara serat-serat dengan matriknya. Untuk mendapatkan kinerja
penguatan yang baik pada berbagai kondisi pelayanan, diperlukan ikatan
yang secara kimia dan fisika cukup stabil antara serat dan matriks itu. Dan
dalam kaitan ini, transfer beban melalui bonding lewat interface dapat
diperbaiki dengan menggunakan sizing, binder coupling, agen khusus.
Diameter serat memainkan peranan yang sangat penting dalam
memaksimalkan tegangan. Makin kecil diameternya akan memberikan luas
permukaan per satuan berat yang lebih besar, hal ini akan membantu
transfer tegangan tersebut.
Persyaratan fungsional yang diperlukan oleh serat dalam Reinforced
Plastics adalah sebagai berikut : (Holloway, 1990)
• Modulus elastisitas yang tinggi untuk memberi kekuatan kepada
komposit.
• Kekuatan patah yang tinggi.

• Variasi yang rendah dalam hal kekuatan diantara sesama serat.
• Stabilitas selama penanganan.
• Diameter (penampang) yang seragam.
Fungsi dari penguat (serat kontinyu) meliputi : (Chun-Yung Niu,
1982)
• Bagian utama komposit yang menahan beban
• Bertanggung jawab untuk kekuatan tarik, tekan dan fleksural serta
kekakuan dari komposit.
• Menentukan sifat-sifat kelistrikan dan koefisien ekspansi thermal.
2.2.2.1 Serat kenaf
Kenaf termasuk dalam genus Hibiscus yang terdiri atas beberapa
spesies, diantaranya okra (Hibiscus esculentus L), rose (Hibiscus syriacus
L), kembang sepatu (Hibiscus rosasinensis L), kenaf (Hibiscus Cannabinus
L), rosela (Hibiscus sabdarifa L). Di Australia tepatnya di Buderkin River
Irrigation Area (BRIA), North Quensland, kenaf dikembangkan untuk bahan
baku pulp dan industri kertas (Norman dan Wood,1988). Sedangkan di
Indonesia yang banyak dikembangkan adalah untuk bahan baku serat
karung goni.
Sistematika tanaman kenaf menurut Ben-Hill (1960) adalah sebagai
berikut :
Kingdom.......
Divisio...........
Subdivisio.....
Klas...............
Ordo..............
Famili............
Genus............
Spesies..........
Plant kingdom
Spermatophyta
Angiospermae
Dicotyledonae
Malvales
Malvaceae
Hibiscus
Hibiscus cannabinus

Pada keadaan normal, pertumbuhan optimal kenaf berkisar pada umur
60-98 hari. Tanaman kenaf ada yang bercabang sangat banyak, banyak,
sedikit dan ada juga yang tidak bercabang. Jenis yang dikehendaki untuk
produksi serat dan batang kering adalah yang tidak bercabang.
Menurut sejarahnya tanaman kenaf sudah ada di Afrika sejak tahun
4000 SM, yaitu di daerah Sudan Barat (Wilson dan Menzel,1983). Tetapi
beberapa penulis lain mengatakan bahwa kenaf berasal dari India
(Ochse,1961).
Dibeberapa negara, kenaf mempunyai nama yang berbeda-beda
(Ochse,1961), antara lain :
Inggris : Kenaf, mesta, deccan hemp, bimplipatan jute.
Spanyol : Apocino.
Belanda : Braziliaansch.
Perancis : Kenaf.
Jerman : Ostindisches hanfrohr.
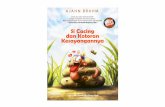
Gambar 2.1 Tanaman kenaf
Hill (1951) menyatakan bahwa kenaf merupakan suatu jenis tanaman
penghasil serat dengan 129 nama., diantaranya Deccan, Ambari atau Gambo
Hemp, Java Jute dan serat Mesta. Di India, Indonesia (Jawa), Iran, Nigeria

dan Mesir sudah sejak dahulu kenaf dimanfaatkan secara komersial,
kemudian diperkenalkan di Eropa dan dunia barat lainnya.
Chakravarty (1983) menyebutkan bahwa daerah penyebaran kenaf
sangat luas, terletak antara 45oLU sampai deengan 30oLS. Pada saat ini
kenaf sudah menyebar di Asia. Menurut FAO (1978) pada saat ini negara-
negara penghasil serat karung terbanyak didunia adalah India, Bangladesh,
Cina, Birma dan Thailand
Tabel 2.3. Parameter dimensi serat. Kenaf Parameter
Kayu Kulit Serat Panjang (mm)
- Minimum - Maksimum - Rata-rata (L)
Diameter serat (µ) - Luar (D) - Lumen (l) - Tebal dinding (w)
Bil. Runkel (2w/l) Daya tenun (L/B) Koef.kelemasan (l/D)
0.48 1.71 0.83
16.25 11.20 2.53 0.45 51.00 0.59
1.65 4.64 2.93
14.43 5.51 4.45 1.62
203.00 0.38
1.70 4.10 2.69
14.48 4.38 5.05 2.35
185.77 0.30
Sumber : BBPPIS, Bandung (1988).
Tabel 2.4. Komposisi kimia kenaf. Kenaf Parameter
Batang (%)
Kayu (%)
Kulit (%)
Serat (%)
Abu Silikat Lignin Sari Holoselulosa Pentosan Kelarutan dalam
- Air panas - Air dingin - 1% NaOH
4.78 0.27 15.37 5.09 74.45 21.10 10.58 10.12 30.87
6.26 0.39 19.89 5.50 72.60 24.19
9.69 5.39 32.90
5.69 0.28 9.34 4.86 73.28 18.05 12.43 11.85 27.23
2.69 - 8.95 1.13 85.37 22.58 2.12 0.76 16.61
Sumber : BBPPIS, Bandung (1988)

Tahapan mengolah serat meliputi perendaman, pemisahan serat,
pencucian dan pengeringan. Perendaman merupakan tahapan terpenting
dalam pengolahan serat. Pada tahapan perendaman serat terjadi proses
fermentasi (retting) yang melibatkan berbagai macam mikroba.
Keberhasilan proses retting sangat berpengaruh terhadap kualitas serat yang
dihasilkan. Serat bermutu baik (kualitas A) adalah serat yang bersih dari sisa
kulit dan berwarna keperakan. Serat kualitas A dapat dihasilkan bila proses
retting berlangsung dengan baik.
2.2.3 Katalis
Katalis atau kadang juga disebut dengan hardener adalah zat kimia
yang membantu mempercepat proses curing. Tanpa tambahan katalis, reaksi
antara komponen-komponen resin yang membentuk hubungan silang (cross
link) yang membuat resin mengeras dapat berlangsung selama bertahun-
tahun dalam suhu kamar. Katalis dapat berupa methyl ethyl ketone epixode
atau methyl ethyl ketone peroxide seperti yang digunakan dalam penelitian
ini.
Katalis yang ditambahkan pada resin unsaturated polyester yaitu
sejumlah 0.5-1% volume dapat memicu terjadinya reaksi sehingga cross
linking cepat terjadi dan menghasilkan panas yang dapat mengkatalis reaksi
sehingga selajutnya resin menjadi gel dalam waktu sekitar 10 menit. Reaksi
cross linking terus berlanjut sampai kekuatan penuh dicapai resin setelah 24
jam.
2.3 Metode fabrikasi komposit serat.
Lamina unidireksional (Unidirectional Laminae) adalah bentuk dasar
dari komposit serat kontinyu. Sebuah lamina dapat tersusun dari satu layer
atau lebih layer dengan semua seratnya tersususn dalam satu arah. Pada
penelitian ini, komposit yang digunakan adalah komposit dengan serat
panjang serba searah yang dibuat dengan menggunakan metode manual
hand lay up dengan cetakan terbuka

Pelaksanaan pembuatan spesimen dengan menggunakan metode
manual hand lay up ini diawali dengan melapisi cetakan dengan release
agent dan gel coat (jika diinginkan) kemudian serat dalam bentuk
chopped strand mat, woven roving atau lainnya diletakkan pada cetakan
dan dilumuri resin dengan menggunakan kuas atau rol. Proses diulang-
ulang sehingga terbentuk beberapa layer sampai mencapai ketebalan
yang dikehandaki. Ilustrasi dari metode ini dapat dilihat pada gambar
dibawah ini :
Gambar 2.2. Hand lay-up / contact moulding.
2.4 Sifat-sifat fisik komposit serat.
1. Densitas, berat jenis.
Densitas dari sebuah bahan adalah massa bahan tersebut per satuan
volume. Sebuah metode tes untuk mengetahui densitas komposit maupun
komponen penyusunnya terinci dalam standar ASTM D3800 untuk
spesimen serat kenaf. Densitas dari sebuah bahan ditentukan dengan
mengukur beratnya di udara ,Wa dan di air, Ww, massa jenis udara diabaikan
dan massa jenis air, ρw (0.998 g/cm3 pada suhu 30oC). Volume spesimen
kemudian ditentukan dari perbedaan antara berat bahan diudara dan berat di
dalam air dan dari densitas air yang telah diketahui. Densitas komposit, ρc,
dihitung dengan rumus :
wa
aw
w
wa
ac WW
WWW
W−⋅
=−
=ρ
ρ
ρ (2.1)

2. Fraksi volume serat, vf.
Fraksi volume serat adalah parameter yang sangat penting dari sebuah
komposit serat karena mengendalikan sifat-sifat termomekanis lamina.
Fraksi volume serat yang digunakan pada terapan-terapan komposit saat ini
berkisar antara 30% sampai dengan 65%.
Terdapat beberapa metode untuk menentukan fraksi volume serat
antara lain :
a. Secara langsung.
Volume serat (vf) dan volume matrik (vm) diukur secara terpisah
sebelum dibuat komposit, kemudian vf dihitung dengan rumus :
mf
ff vv
vv
+= (2.2)
Kelemahan cara ini adalah kelebihan serat dan matrik (yang tidak
ikut tercetak) ikut terukur ketika mengukur volume serat dan matrik
pertama kali, sehingga hasilnya kurang valid.
b. Dengan membandingkan luas permukaan serat dan komposit.
Dengan menghitung jumlah serat pada permukaan komposit yang
telah dipolis dan diletakan dibawah mikroskop dengan pembesaran
tinggi. Kemudian diameter atau luas permukaan satu atau beberapa serat
dihitung. Selanjutnya dihitung fraksi volume serat rata-rata sebagai
prosentase luas serat pada permukaan tersebut.
Keuntungan dari metode ini adalah relatif sederhana dan dapat
menunjukkan tipe dan keseragaman spasi serat serta kandungan void.
)3.2(
6...21
AA
VV
v
LAmatrikVolumeVLAseratVolumeV
totalpenampangAAAAnA
seratpenampangnA
f
c
ff
fm
ff
ffff
f
==
×==
×===
+++=
=

c. Dengan membandingkan berat jenis.
ρc diukur dan ρf serta ρm dapat diperoleh dari spec atau dari
referensi. Kemudian vf dihitung dengan menggunakan rumus :
mf
mcfv
ρρρρ
−−
= (2.4)
d. Dengan menguapkan / melarutkan matriks.
Pertama-tama komposit dihitung volumenya (vc), kemudian
komposit dibakar sehingga matriknya menguap tetapi seratnya tidak ikut
menguap atau dengan melarutkan matrik dengan meletakkan komposit
yang telah diketahui volumenya ke dalam bak asam. Setelah matriks dan
komposit tersebut larut, berat serat yang tertinggal ditimbang. Dengan
mengetahui densitas serat, berat serat yang ditimbang dapat
dikonversikan ke volumenya. Dengan demikian fraksi volume seratpun
didapatkan sebagai perbandingan antara volume serat yang tertinggal
dengan volume komposit sebelum dimasukkan ke dalam bak asam.
Jenis asam yang digunakan untuk melarutkan matrik pada metode
ini harus betul-betul dipilih sedemikian rupa sehinga serat tidak ikut
larut. Pemilihan pelarut ini tergantung dari jenis bahan matrik dan serat.
Asam nitrat (HNO3) panas biasa digunakan untuk komposit
karbon/epoxy.
Detail dari metode pelarutan terdapat dalam standar ASTM D3171
(Polymeric Composites) dan D3553 (metal matrix composites). Metode
ketiga untuk mementukan fraksi volume serat adalah denagn menentukan
densitas komposit kemudian menghitung fraksi volume serat dan densitas
serat dan matrik yang telah diketahui. Metode ini mengasumsikan bahwa
kandungan void diabaikan. Dengan demikian vf dapat dihitung dengan
rumus :
c
ff V
Vv = (2.5)

2.5 Aspek geometris.
Banyak sifat-sifat komposit serat sangat tergantung dari parameter-
parameter sebagai berikut :
• Diameter serat
• Panjang serat
• Distribusi serat
• Fraksi volume serat
• Arah / orientasi serat
Pengaruh dari tiap parameter ternyata bervariasi dari satu sifat ke
sifat yang lain. Berdasar inilah dilakukan analisis terhadap faktor-faktor
geometri sebagai berikut.
Untuk suatu unidirectional laminae dengan serat kontinyu dan
jarak yang sama serta direkat secara baik oleh matrik seperti pada gambar
2.3, maka besarnya regangan matrik (εm), regangan serat (εf) dan regangan
komposit (εc) dapat dianggap sama, dengan asumsi bahwa ikatan antara
serat matrik sempurna, sehingga modulus longitudinal komposit dapat
ditulis,
( )fmffL vEvEE −+= 1 (2.6)
dimana, EL = Modulus longitudinal komposit
Ef = Modulus elastisitas serat
Em = Modulus elastisitas matrik
vf = Fraksi volume serat
Gambar 2.3 . Lamina Unidireksional dengan serat kontinyu

Gambar 2.4. Komposit lamina serat serba searah dibawah pembabanan longitudinal.
Kekuatan tarik longitudinal komposit tergantung pada regangan patah
matrik dan serat dan dua kondisi yang mungkin terjadi yaitu,
1. Regangan patah matrik (εm*) lebih besar dari regangan patah serat (εf
*).
Pada kondisi ini komposit akan rusak pada saat regangan komposit sama
dengan regangan patah serat (εf*) lihat gambar 2.5.
Gambar 2.5. Kurva hubungan tegangan –regangan pada kondisi εm* > εf
*
Untuk kondisi fraksi volume serat (vf) lebih besar dari fraksi volume serat
kritis (vfcrit), ketika serat patah, beban yang sangat besar akan dipindahkan
ke matrik dan matrik tidak mampu mendukung beban tersebut, sehingga
matrik akan patah ketika serat patah.

Besarnya kekuatan tarik longitudinal komposit adalah,
( )fmfffmmfffL vvvv −+=+= 1*** σσσσσ (2.7)
Bila fraksi volume serat (vf) lebih kecil dari fraksi volume serat kritis
(vfcrit), maka beban lebih pada matrik tidak cukup untuk mematahkan
matrik dan besarnya kekuatan tarik longitudinal komposit adalah,
( )fmL v−= 1** σσ (2.8)
Dimana besarnya nilai fraksi volume serat kritis dapat dihitung dengan
persamaan,
mff
mfmfcritv
σσ
σσ
−
−= *
*
(2.9)
Hubungan antara tegangan dan fraksi volume pada saat regangan patah
matrik lebih besar dari regangan patah serat dapat dilihat pada gambar 2.6.
Gambar 2.6. Kurva hubungan fraksi volume serat komposit dengan kekuatan tarik longitudinal pada kondisi εm
* < εf*.
2. Regangan patah matrik (εm*) lebih kecil dari regangan patah serat (εf
*)
Pada kondisi ini komposit akan rusak pada saat regangan komposit sama
dengan regangan patah matrik (εm*) lihat gambar 2.7. Untuk kondisi fraksi
volume serat (vf) lebih kecil dari fraksi volume serat minimum (vfmin),
kekuatan komposit tergantung pada tegangan patah matrik (σm*). Matrik
akan patah sebelum serat, kemudian semua beban dipindahkan ke serat.
Karena fraksi volume serat rendah, maka serat tidak mampu menahan

beban dan patah. Besarnya tegangan longitudinal komposit dapat
ditentukan dengan persamaan,
ffL v** σσ = (2.10)
Gambar 2.7. Grafik hubungan tegangan-regangan pada kondisi εm* < εf
*.
Besarnya fraksi volume serat minimum dapat dihitung dengan persamaan,
**
*
minmfmf
mfv
σσσσ
+−= (2.11)
Hubungan antara tegangan dan fraksi volume pada saat regangan patah
matrik lebih kecil dari regangan patah serat dapat dilihat pada gambar 2.8.
.
Gambar 2.8. Grafik hubungan fraksi volume serat komposit dengan kekuatan tarik longitudinal pada kondisi εm
* < εf*.

Tegangan lengkung komposit dapat diketahui dengan melakukan
pengujian lengkung terhadap komposit tersebut. Gaya yang bekerja pada
pengujian lengkung ini merupakan gaya lengkung seperti yang diperlihatkan pada
gambar 2.9 dibawah ini .
Gambar 2.9 . Gaya lengkung F yang bekerja pada spesimen ketika pengujian
lengkung.
Gaya lengkung F bekerja di tengah benda ditengah benda uji dan akibat
gaya F ini akan menimbulkan lengkungan pada benda uji. Pada bagian atas benda
uji mengalami tekanan/desakan sedang pada bagian bawahnya mengalami tarikan.
Pada bidang pusat benda uji tidak mengalami tekanan/desakan ataupun tarikan
sehingga bidang ini disebut bidang/daerah netral. Bagian bawah benda uji (bagian
yang mengalami tarikan) akan lebih dahulu mengalami kerusakan/patah
dibandingkan dengan bagian atas benda uji (bagian yang mengalami
tekanan/desakan).
Tegangan lengkung yang terkadi dapat pula diketahui atas dasar momen
lengkung yang terjadi pada benda uji. Jika diambil jarak antara kedua rol pada
gambar diatas adalah 2L, maka momen lengkung maksimum terjadi ditengan
benda uji sebesar :
LFM lk ⋅⎟⎠⎞
⎜⎝⎛=
2 (2.12)
dengan asumsi ⎟⎠⎞
⎜⎝⎛
LF = reaksi pada masing-masing rol.

Tegangan lengkung yang terjadi (σlk) adalah :
IeM
eIM lklk
lk⋅
==σ (2.13)
Dengan asumsi:
I = momen inersia penampang benda uji
e = jarak bidang netral ke titik yang ditinjau
Besarnya harga I dan e tergantung dari bentuk penampang benda uji.
Gambar 2.10 .Penampang spesimen bentuk square
Untuk benda uji berpenampang segi empat dengan tinggi a dan lebar b,
besarnya momen inersia dan besarnya jarak e masing-masing :
3
121 abI ⋅⋅= (2.14)
ae ⋅=21 (2.15)
Besaran eI disebut momen tahanan lengkung yang biasanya disingkat dengan Wlk.
Untuk benda uji berpenanpang segi empat :
( ) 23
61
2121 ab
aab
eIWlk ⋅⋅=
⋅⋅⋅
== (2.16)
Dengan demikian persamaan dapat dinyatakan dalam bentuk :
lk
lklk W
M=σ (2.17)
Pada uji lengkung dengan metode tiga titik, beban dibebankan pada titik
tengah dari spesimen. Dalam hal ini momen lengkung, M, akan meningkat dari
kedua ujungnya sampai mencapai maksimumnya di titik tengah.

Gambar 2.11. Beban terpusat pada simply supported beam
Ilustrasi diatas dapat dituliskan :
422 PL
LPM == (2.18)
Tegangan lengkung maksimum (flexural strength) yang diperoleh pada layer
terluar ⎟⎠⎞
⎜⎝⎛ =
2hy adalah :
23 23
2124
baPLa
abLPy
IM
makslk ⋅=⋅⋅⋅
=⋅=σ (2.19)
Selanjutnya persamaan untuk E dapat diturunkan dengan memanfaatkan
persamaan teoritis yang banyak dikupas dalam berbagai referensi kekuatan bahan
misalnya oleh Popov (1995), yakni :
2
2
dxvd
EIM
= (2.20)
Dalam hal ini xPM2
−= , dimana M=0 pada x = 0 serta gaya geser dan momen
lengkung diskontinyu dibawah posisi bebannya. Selanjutnya dapat dituliskan :
xPEIdx
vd⋅⋅−=
21
2
2
, apabila diintegralkan dua kali akan diperoleh
21
3
12CxCx
EIPv ++⋅−= , dimana C1 dan C2 adalah konstanta.

Ambil kondisi batas berikut :
y = 0 pada x = 0 dan 0=dxdy pada
2Lx = memberikan
EIPLC
16
2
1 = dan C2 = 0, dan
karenanya : 32
1216x
EIPx
EIPLy −= (2.21)
Dibagian tengah beam, 2Lx = , defleksinya y = δ adalah sebagai berikut
EIPL
48
3
=δ dengan demikian dapat diperoleh persamaan E sebagai fungsi dari
bearnya beban, lendutan dan panjang yang diungkapkan sebagai berikut :
δIPLE
48
3
= (2.22)

BAB III
METODE dan CARA PENELITIAN
3.1 Alat dan Bahan
Bahan yang digunakan di dalam penelitian ini adalah sebagai berikut :
1. Resin unsarurated polyester seri 157 BQTN EX.
Resin diperoleh dari PT. Justus Kimia Raya.
Alamat : Jln. Indraprasta No.111-113 Semarang.
2. Serat kenaf.
Serat kenaf diperoleh dari PT. Perkebunan Nusantara X (Persero) Pabrik
Karung Pecangaan Jepara.
Alamat : Jln. Raya Kudus-Jepara Km.12, Pecangaan, Jepara.
3. Mirror Glaze (Maximum Mold Release Wax).
4. Katalis MEKPO (methyl ethyl ketone peroxide).
Alat yang digunakan dalam penelitian ini adalah sebagai berikut :
1. Timbangan elektronik HR 200 AND (Laboratorium Material Jurusan
Teknik Mesin UNS).
2. Oven pemanas (Laboratorium Proses Jurusan Teknik Kimia UNS)
3. Stereo zoom microscope (Material Testing Lab. Program Diploma Teknik
Mesin Universitas Gadjah Mada Yogyakarta).
4. Mesin uji tarik serat tunggal (Pearson Panke Equipment Ltd., Universitas
Gadjah Mada Yogyakarta)
5. Mesin uji tarik komposit (Gotech Testing Machine, Universitas Sanata
Dharma Yogyakarta)
6. Mesin uji lengkung komposit (Torsee’s Universal Testing Machine,
Universitas Gadjah Mada Yogyakarta).

3.2 Variasi Penelitian
Penelitian ini menggunakan variasi fraksi volume serat pada komposit.
Adapun jumlah spesimen yang digunakan adalah:
Fraksi Volume Serat (vf) Pengujian Serat
0.2 0.3 0.4 0.5 0.6
Jumlah
Uji tarik 30 5 5 5 5 5 55
Uji lengkung - 5 5 5 5 5 25
TOTAL 80
3.3 Cara Penelitian
Penelitian ini dilakukan dengan beberapa tahapan. Secara singkat dapat
diuraikan sebagai berikut :
1. Penyiapan serat yang akan digunakan.
Serat kenaf diperoleh langsung dari PT. Perkebunan Nusantara X (Persero)
Pabrik Karung Pecangaan Jepara. Kemudian serat disimpan dalam udara
terbuka selama dua minggu. Hal ini bertujuan untuk mengurangi kadar
kelembaban selama penyimpanan di gudang sebelumnya. Setelah itu serat
disimpan rapat dalam plastik yang diberi silica gel didalamnya.
2. Perlakuan serat.
Setelah diperoleh serat yang dikehendaki, kemudian serat tersebut dioven
pada suhu 110oC selama 45 menit. Hal ini bertujuan untuk menghilangkan
pengaruh pengerjaan atau perlakuan sebelumnya. Setelah itu serat siap
untuk dilakukan pengukuran densitas serat (ASTM D3800) dan
dilanjutkan dengan uji tarik serat tunggal (ASTM D3379).
3. Bersamaan dengan persiapan serat, siapkan juga resin yang akan
digunakan sebagai pengikat di dalam komposit. Buat juga cetakan
komposit yang akan digunakan.
4. Proses fabrikasi komposit.
Benda uji tarik dan lengkung komposit (unidirectional laminae) dibuat
secara manual dengan menggunakan cetakan terbuat dari plastik mika dan
kaca. Sedangkan untuk spesimen komposit, urutan kerja cara
pembuatannya adalah sebagai berikut :

a) Serat yang telah ditimbang massanya diikat dalam satu untai.
b) Untai serat yang telah lurus kemudian dimasukkan kedalam
cetakan yang telah diolesi mirror glaze (mold release wax) dan
diatur supaya merata diseluruh permukaan cetakan.
c) Siapkan juga resin dengan cara menuangkannya dalam gelas ukur
dan kemudian menambahkan 1% katalis ke dalamnya, aduk
campuran hingga merata.
d) Cetakan yang telah berisi untaian serat tersebut kemudian dituangi
campuran resin yang telah ditambahkan 1% katalis hingga untaian
serat didalam cetakan terendam sempurna.
e) Supaya seluruh serat terbasahi dan udara yang terperangkap
diantara serat keluar, maka serat yang terendam resin tersebut
ditekan berulangkali dengan menggunakan rakel. Proses penekanan
ini diusahakan sesingkat mungkin untuk menghindari pengentalan
resin sebelum dimasukkan ke dalam cetakan.
f) Selanjutnya plat penutup segera dipasang, plat penutup dapat
berupa plastik mika atau sejenisnya, dan tunggu hingga spesimen
cukup padat untuk diangkat.
Gambar 3.1. Skema pengujian densitas komposit.

5. Post curing komposit.
Setelah proses manufaktur komposit selesai, maka selanjutnya dilakukan
pengukuran dimensi spesimen. Post cure dilakukan dengan memasukkan
spesimen komposit ke dalam oven pemanas pada suhu 60oC selama 4 jam.
Selanjutnya spesimen disimpan dalam wadah tertutup rapat dengan diberi
silica gel didalamnya. Post cure ini bertujuan untuk membentuk ikatan
silang (cross linked) pada resin.
6. Pengujian komposit.
Pengujian yang dilakukan dalam penelitian ini meliputi pengujian densitas
komposit (ASTM D792), uji tarik komposit (ASTM D3039) dan uji
lengkung (ASTM D790). Setelah pengujian, dilakukan pengamatan
permukaan patah tarik dan lengkung dengan menggunakan stereo zoom
microscope.

Untuk lebih jelasnya langkah-langkah penelitian dapat diuraikan sebagai berikut :
Gambar 3.2 Skema alur penelitian
MULAI
MATRIK UPRs
CETAK MANUAL
CURING PADA
POST CURING PADA 60O SELAMA 4 JAM
PENGOLAHAN DATA
KESIMPULAN
SELESAI
SERAT KENAF
DIKERINGKAN PADA 110O SELAMA 45 MENIT
UJI DENSITAS
UJI TARIK SERAT TUNGGAL
UJI TARIK, UJI LENGKUNG KOMPOSIT
ANALISA PERMUKAAN PATAH TARIK DAN LENGKUNG

3.4 Bentuk dan Ukuran Spesimen
3.4.1 Uji Tarik Serat Tunggal
Uji tarik serat tunggal, yaitu serat kenaf dilakukan dengan metode yang
terdapat dalam standar ASTM D3379 dimana serat kenaf tunggal dilekatkan
dengan lem ke selembar kertas yang cukup kaku yang dibentuk sedemikian
rupa sehingga membantu menegakkan serat yang akan diuji. Setelah terpasang
pada alat uji, kertas ini digunting sehingga hanya tinggal seratnya saja yang
menahan beban tarikan.
Bentuk dan ukuran spesimen uji tarik serat tunggal tersebut
ditunjukkan oleh gambar berikut :
Gambar 3.3. Model spesimen uji tarik serat tunggal.
Mesin uji tarik serat tunggal yang digunakan ialah mesin uji tarik
produksi Pearson Panke Equipment Ltd. London England. Kecepatan uji
sebesar 0.7 mm/menit. Jumlah spesimen yang diuji adalah 30 spesimen serat
kenaf.
3.4.2 Uji Tarik Komposit
Benda dan dimensional dari benda uji tarik komposit disesuaikan
dengan standar ASTM D3039.
Gambar 3.4. Bentuk spesimen uji tarik KFRP.

3.4.3 Uji Lengkung Komposit
Pengujian lengkung komposit pada penelitian ini menggunakan
standar ASTM D790 dengan metode tiga titik (three point flexure).
Gambar 3.5. Uji lengkung KFRP

BAB IV
PEMBAHASAN
4.1 Densitas dan Fraksi Volume Serat
Hasil pengujian densitas untuk spesimen serat kenaf dan KFRP dapat
dilihat pada tabel 4.1. Nilai yang ditampilkan merupakan nilai rata-rata,
maksimum dan minimum dari 20 sampel serat dan 25 sampel KFRP, sedangkan
data densitas resin unsaturated polyeseter diperoleh dari data sheet PT. Justus
Kimia Raya Jakarta. Dari hasil pengujian densitas pada tabel 4.1 tersebut terlihat
bahwa serat kenaf memiliki densitas paling besar diikuti KFRP dan resin
unsaturated polyester, hal ini menunjukkan bahwa serat kenaf mempunyai
struktur yang paling padat diikuti KFRP dan resin unsaturated polyester.
Penentuan fraksi volume serat selain dilakukan secara teoritis dengan
memakai data densitas serat, resin dan komposit, juga ditentukan dengan
mengukur rasio luas penampang serat kenaf terhadap luas penampang komposit
secara manual dengan menggunakan plastik transparansi yang dilengkapi mesh
bujur sangkar ukuran 2 mm x 2 mm (lihat lampiran 9) . Hasil pengukuran fraksi
volume serat secara teoritis dan eksperimen dapat dilihat pada tabel 4.2. Nilai
yang ditampilkan disini merupakan nilai minimum, nilai rata-rata dan nilai
maksimum dari 10 spesimen untuk tiap variasi KFRP.
Tabel 4.1 Tabel data densitas serat, matrik dan komposit Densitas (gr/cm3)
Serat Matrik Komposit
Minimum 1.057 - 1.220
Rata-rata 1.236 1.215 1.224
Maximum 1.300 - 1.229

Tabel 4.2 Tabel data fraksi volume serat teori dan eksperimen Fraksi Volume Serat (vf)
Material KFRP Uji Densitas (Teori)
Foto Makro (Eksperimen)
Selisih Error
A
B
C
D
E
0.252
0.322
0.406
0.530
0.679
0.253
0.319
0.404
0.528
0.667
0.39%
0.93%
0.49%
0.38%
1.77%
Dari hasil pengukuran dan pengamatan yang dilakukan, terdapat
perbedaan yang relatif kecil. Perbedaan ini disebabkan karena adanya luasan dari
penampang serat yang tidak sama, juga pengaruh dari susunan serat yang tidak
teratur sehingga menyebabkan perbedaan hasil pada uji densitas dan pengamatan
dengan foto makro.
4.2 Sifat Mekanis
4.2.1 Kekuatan Tarik Serat Kenaf
Hasil pengujian tarik serat kenaf dapat dilihat pada tabel 4.3. Nilai yang
ditampilkan disini merupakan nilai minimum dan maksimum dari 30 spesimen.
Pada tabel 4.3 tersebut serat kenaf pada penelitian ini diperbandingkan dengan
berbagai serat alam lainnya yang sering digunakan sebagai penguat pada
komposit.
Tabel 4.3 Perbandingan kekuatan mekanis serat alam yang sering digunakan No. Serat alam Kekuatan Tarik
(MPa) Modulus Tarik
(GPa) Referensi
1. 2. 3. 4. 5. 6. 7. 8. 9.
10.
Kenaf Sisal Nanas Jute Sunhemp Kapas Wol Coir Flax Rami
235.4-490.5 640 500 226 389
264-654 120-174
220 300-900 348-816
10.7-20.2 22 82 18
35.4 4.98-10.92 2.34-3.42
6 24
53.4
Penelitian George, dkk, 1995 George, dkk, 1995 George, dkk, 1995 Sanadi, dkk, 1986
Joseph K, dkk, 1999 Joseph K, dkk, 1999 Joseph K, dkk, 1999 Joseph K, dkk, 1999 Joseph K, dkk, 1999

Tingginya nilai kekuatan tarik dan modulus tarik serat kenaf dikarenakan
kandungan holoselulosa yang tinggi pada serat (Sanadi, dkk, 1986). Serat kenaf
yang digunakan pada penelitian ini memiliki kandungan holoselulosa sebesar
85.37% (BBPPIS, 1998).
Pada tabel 4.3, serat kenaf yang digunakan pada penelitian ini memiliki
sifat kekakuan yang lebih tinggi dari serat kapas, coir dan wol. Namun pada sisi
lain, serat kenaf memiliki elastisitas yang lebih baik daripada serat alam yang lain,
misalnya nanas, rami, sunhemp, flax, sisal dan jute. Hal ini menunjukkan bahwa
serat kenaf memiliki potensi yang sangat besar sebagai material penguat di dalam
komposit.
4.2.2 Kekuatan dan Modulus Tarik Komposit
Gambar 4.1 menunjukkan bahwa kekuatan tarik KFRP terus mengalami
peningkatan seiring dengan penambahan fraksi volume serat hingga mencapai
nilai tertinggi pada vf = 0.68. Nilai yang ditampilkan ini merupakan nilai rata-rata
dan standar deviasi dari lima buah spesimen untuk tiap variasi fraksi volume serat
KFRP.
y = 8,2033x + 116,7R2 = 0,9209
100
125
150
175
200
0,25 0,32 0,41 0,53 0,68
Fraksi Volume Serat
Kek
uata
n Ta
rik (M
Pa)
Gambar4.1 Grafik kekuatan tarik (σmaks) – fraksi volume serat (vf)

Dari gambar 4.1 diatas dapat diamati bahwa kekuatan tarik, σmaks
meningkat secara linier dan mencapai nilai maksimal pada vf = 0.68. Fenomena
ini disebabkan dengan semakin banyaknya serat didalam KFRP, maka kontribusi
serat sebagai penahan beban juga akan semakin besar. Hal ini tentu saja didukung
oleh adanya ikatan yang baik antara serat dan matrik. Pada saat pembebanan
berlangsung, beban terdistribusi secara merata pada seluruh permukaan serat
sehingga setiap serat menanggung beban yang sama. Hal ini diindikasikan dengan
tingginya nilai kekuatan tarik hingga mencapai nilai tertinggi pada vf = 0.68.
Sedangkan untuk modulus tarik, KFRP juga mengalami peningkatan
secara linier hingga mencapai nilai tertinggi pada vf = 0.68. Hal ini dapat diamati
pada gambar 4.2. Nilai yang ditampilkan ini merupakan nilai rata-rata dan standar
deviasi dari lima buah spesimen untuk tiap variasi fraksi volume serat KFRP.
y = 2,3953x + 6,9647R2 = 0,8313
0
5
10
15
20
25
30
0,25 0,32 0,41 0,53 0,68Fraksi Volume Serat
Mod
ulus
Tar
ik (G
Pa)
Gambar4.2 Grafik modulus tarik (Emaks) – fraksi volume serat (vf)
Peningkatan modulus tarik ini menunjukkan bahwa seiring dengan
bertambahnya fraksi volume serat, maka material KFRP juga akan semakin kaku.
Hal ini dikarenakan regangan yang dihasilkan juga mengalami penurunan seiring
dengan peningkatan fraksi volume serat. Penurunan regangan ini disebabkan
karena dua hal, yang pertama adanya penambahan jumlah serat pada komposit
akan semakin menghalangi mobilitas molekul-molekul polimer untuk bergerak
dari satu tempat ke tempat lain sehingga pada akhirnya akan mengakibatkan
kegagalan lebih awal (premature failure) saat diberi pembebanan (Rowell, dkk,

1985). Dominasi kandungan serat dalam komposit inilah yang menyebabkan sifat
kaku pada KFRP karena modulus tarik serat, Ef lebih besar daripada modulus tarik
matrik, Em. Kemudian penyebab kedua turunnya nilai regangan adalah karena
pengaruh reaksi exothermal yang terjadi pada saat pembuatan spesimen komposit.
Reaksi exothermal tersebut mengakibatkan kerusakan serat akibat perbedaan
koefisien muai antara ikatan selulosa dengan bahan-bahan lainnya (Ariawan,
2003).
Sebagai pembanding dari hasil uji tarik komposit, maka kekuatan tarik dan
modulus elastisitas tarik komposit dapat pula dianalisa secara teoritis. Hasil
pengujian secara eksperimental dan perhitungan teoritis disajikan dalam bentuk
grafik agar mudah untuk dibandingkan dan diamati :
120,
92
105,
9 137,
27
121,
73 144,
81
155,
97
146,
00
201,
62
157,
57
258,
68
0
50
100
150
200
250
300
Kek
uata
n Ta
rik (M
Pa)
0,25 0,32 0,41 0,53 0,68
Fraksi Volume Serat
EksperimenTeoritis
Gambar 4.3 Perbandingan kekuatan tarik komposit teoritis dan eksperimen

8,48
6,3
13,7
6
7,24
14,0
5
8,44
14,2
6
10,0
5
20,2
1
12,0
7
0
5
10
15
20
25
Mod
ulus
Tar
ik (G
Pa)
0,25 0,32 0,41 0,53 0,68
Fraksi Volume Serat
EksperimenTeoritis
Gambar 4.4 Perbandingan modulus tarik komposit teoritis dan eksperimen
Dari gambar 4.3 dan 4.4 diatas dapat diamati bahwa hasil pengujian dan
perhitungan secara teoritis ternyata menunjukkan perbedaan. Pada kekuatan tarik
komposit dengan vf = 0.25 dan 0.32, nilai kekuatannya dapat melebihi nilai
teoritis. Hal ini dikarenakan ikatan yang terjadi antara serat dan matrik relatif
baik. Namun pada kekuatan tarik komposit dengan fraksi volume serat lebih
tinggi dari 0.32, kekuatan tariknya ternyata justru lebih rendah daripada kekuatan
tarik teoritis. Hal ini mengindikasikan ikatan antara serat dan matrik yang terjadi
sudah semakin melemah dikarenakan semakin banyaknya kandungan serat
didalam komposit. Perbandingan modulus tarik eksperimen dengan teoritis juga
menunjukkan perbedaan. Modulus tarik eksperimen mempunyai nilai yang lebih
tinggi daripada nilai teoritis. Hal ini berarti bahwa nilai teoritis mempunyai
elastisitas yang lebih baik daripada nilai eksperimen. Tingginya nilai eksperimen
ini dikarenakan serat menjadi semakin kaku akibat pengaruh reaksi exothermal
yang terjadi pada saat proses pembuatan spesimen. Efek reaksi tersebut akan
menyebabkan regangan serat menjadi semakin rendah sehingga elastisitas serat
juga tentunya akan menurun. Perbedaan hasil pengujian dengan perhitungan
teoritis ini juga disebabkan karena pada saat pengujian, distribusi tegangan yang
terjadi antara matrik dan serat tidak sama pada seluruh material penyusun
komposit. Ketidakseragaman dari serat alam yang dikarenakan faktor alam sangat
berpengaruh pada proses ini. Ketidaksamaan dimensi serat, umur tanaman, dan

juga faktor pengolahan serat menyebabkan distribusi tegangan yang terjadi tidak
sama, sehingga pada akhirnya mempengaruhi hasil uji tarik.
Selain itu juga dapat dibandingkan antara KFRP dengan sifat-sifat
mekanis komposit berbagai serat alam yang telah diteliti oleh banyak pihak.
Perbandingan sifat mekanis tersebut disajikan dalam tabel 4.4 :
Tabel 4.4 Perbandingan KFRP dengan komposit serat alam lain.
Sifat mekanis Fraksi berat (%)
Fraksi volume
serat (%)
Kekuatan Tarik (MPa)
Modulus Tarik (GPa)
Regangan(%)
Kenaf/UPRs - 25.23 96.8-133.9 9.91 1.5
Glass/PP*(Discontinuous) 40 19 110 9 2.5
Talc/PP*(Filler) 40 18 35 4 -
Mica/PP*(Discontinuous) 40 18 39 7.6 2.3
Coir/Polyester**(Continuous) 30 - 45 4 -
Banana/Polyester**(Continuous) 30 - 121 8 -
Sisal/Polyester**(Continuous) 40 - 129 8.5 -
Jute/Polyester***(Continuous) - 30 125 - -
Sunhemp/Polyester***(Continuous) - 30 100 - -
Sumber : * Modern Plastic Encyclopedia (1993) dan Machine Design: Materials Selector Issue (1994), ** Biswas, dkk, (2001),*** Sanadi, dkk,(1986).
Dari tabel 4.4 diatas, bila ditinjau dari sisi kekuatan tarik dan modulus
tarik, KFRP memiliki nilai yang lebih tinggi dari komposit yang diperkuat serat
pendek (discontinuous) ataupun filler. Perbandingan sifat mekanis tersebut dapat
dilihat pada komposit serat panjang yaitu kenaf/UPRs dan komposit glass/PP
yang merupakan komposit serat pendek. Hal ini dikarenakan pada saat diberikan
pembebanan uniaxial, sejumlah serat pada komposit serat pendek mempunyai
arah yang paralel terhadap arah pembebanan sehingga penahanan beban uniaxial
tidak dapat maksimal seperti pada komposit serat panjang dengan arah
longitudinal pada arah pembebanan.
Setelah dilakukan uji tarik komposit, maka hasil pengujian diamati dengan
menggunakan stereo zoom microscope. Hasil pengamatan foto makro permukaan
patah tarik dapat dilihat dari gambar 4.5 hingga 4.9 :

Gambar4.5 Foto makro permukaan patah tarik KFRP vf = 0.25, Perbesaran 25X
Gambar 4.6 Foto makro permukaan patah tarik KFRP vf = 0.32, Perbesaran 25X
Gambar4.7 Foto makro permukaan patah tarik KFRP vf = 0.41, Perbesaran 25X

Gambar 4.8 Foto makro permukaan patah tarik KFRP vf = 0.53, Perbesaran 25X
Gambar 4.9 Foto makro permukaan patah tarik KFRP vf = 0.68, Perbesaran 25X

Gambar 4.5 hingga 4.9 menunjukkan bahwa semakin tinggi fraksi volume
serat maka pull out serat yang terjadi juga semakin panjang. Hal ini dikarenakan
kurang terbasahinya serat oleh matrik.
(a) (b)
Gambar 4.10 Foto makro penampang lintang KFRP (a).vf = 0.25, (b).vf = 0.68, Perbesaran 110X
Gambar 4.10 menunjukkan perbandingan foto makro penampang
melintang KFRP antara vf = 0.25 dengan vf = 0.68. Pada fraksi volume serat, vf =
0.25 hingga vf = 0.41, matrik dapat menyelubungi serat dengan sempurna (lihat
tanda panah dan gambar 4.3 – 4.5) namun pada komposit dengan fraksi volume
serat yang lebih tinggi, matrik tidak dapat lagi menyelubungi serat secara
menyeluruh (lihat tanda panah). Walaupun hal ini dapat mempengaruhi transfer
tegangan antara serat dan matrik, namun KFRP dinilai masih menunjukkan
kekuatan dan modulus tarik yang tinggi. Jadi meskipun ikatan antara serat dan
matrik semakin melemah seiring dengan bertambahnya kandungan serat di dalam
komposit, permukaan serat kenaf yang kasar masih dapat mengikat matrik dengan
baik untuk melangsungkan proses transfer tegangan dari matrik ke serat saat
pembebanan berlangsung. Semakin banyaknya serat yang tak terbasahi matrik
menyebabkan patahan tarik akan cenderung berbentuk relatif tidak rata.

4.2.3 Kekuatan dan Modulus Lengkung Komposit
Gambar 4.11 menunjukkan bahwa peningkatan kekuatan lengkung
mencapai nilai tertinggi pada KFRP dengan fraksi volume serat, vf = 0.68. Nilai
yang ditampilkan ini merupakan nilai rata-rata dan standar deviasi dari lima buah
spesimen untuk setiap variasi fraksi volume serat.
y = 4,1677x + 120,4R2 = 0,9783
75
100
125
150
175
0,25 0,32 0,41 0,53 0,68Fraksi Volume Serat (%)
Kek
uata
n Le
ngku
ng (M
Pa)
Gambar 4.11. Grafik kekuatan lengkung (σb maks) – fraksi volume serat(vf)
Fenomena peningkatan kekuatan lengkung KFRP ini erat kaitannya
dengan kontribusi serat sebagai penahan beban selama pengujian berlangsung.
Dengan kata lain, semakin banyak serat didalam KFRP maka kontribusinya
sebagai penguat saat berlangsungnya pembebanan juga akan semakin besar. Pada
spesimen KFRP, serat terikat sempurna oleh matrik. Sehingga seluruh
pembebanan ditanggung secara merata oleh semua serat sebagai satu kesatuan
atau dapat juga dikatakan bahwa setiap serat di dalam KFRP menanggung beban
yang sama. Hal ini dapat dilihat dari tingginya nilai kekuatan lengkung KFRP.
Dari uraian diatas, dapat dinyatakan bahwa transfer tegangan antara matrik dan
serat berlangsung dengan baik..
Sedangkan untuk modulus lengkung, KFRP juga mengalami peningkatan
seiring dengan penambahan fraksi volume serat hingga mencapai nilai tertinggi
pada vf = 0.68. Hal ini dapat diamati pada gambar 4.12. Nilai yang ditampilkan ini
merupakan nilai rata-rata dan standar deviasi dari lima buah spesimen untuk tiap
variasi fraksi volume serat KFRP.

y = 0,6048x + 5,2128R2 = 0,99
2,5
5
7,5
10
12,5
0,25 0,32 0,41 0,53 0,68Fraksi Volume Serat
Mod
ulus
Len
gkun
g (G
Pa)
Gambar4.12 Grafik modulus lengkung(Elengkung) – fraksi volume serat (vf)
Peningkatan modulus lengkung KFRP ini menunjukkan bahwa seiring
dengan bertambahnya fraksi volume serat, maka material KFRP juga akan
semakin kaku. Sifat kaku ini disebabkan karena regangan maksimum yang
dihasilkan juga mengalami penurunan seiring dengan penambahan fraksi volume
serat. Semakin rendahnya nilai regangan juga dapat dilihat dari penurunan nilai
defleksi maksimum yang terjadi pada saat pembebanan hingga mencapai nilai
terendah pada vf = 0.68. Penurunan nilai defleksi maksimum seiring dengan
semakin meningkatnya kekuatan dan modulus lengkung komposit
mengindikasikan bahwa ikatan antara serat dan matrik yang terjadi relatif baik,
sehingga berpengaruh pada kemampuan KFRP dalam mengatasi gaya geser yang
terjadi saat pembebanan berlangsung.
Pengamatan permukaan patah lengkung juga dilakukan dengan
menggunakan stereo zoom microscope. Semua model perpatahan memiliki
kesamaan yaitu patah pada daerah bawah spesimen yang mengalami tarik.
Berbagai jenis kegagalan pada spesimen uji lengkung dapat diamati pada gambar
4.13 hingga 4.17 berikut ini :

Gambar 4.13 Foto makro penampang patah lengkung KFRP vf = 0.25, Perbesaran 12.5X.
Gambar 4.14 Foto makro penampang patah lengkung KFRP vf = 0.32, Perbesaran 12.5X.
Gambar 4.15 Foto makro penampang patah lengkung KFRP vf = 0.41, Perbesaran 12.5X.

Gambar4.16 Foto makro penampang patah lengkung KFRP vf =0. 53, Perbesaran 12.5X.
Gambar4.17 Foto makro penampang patah lengkung KFRP vf =0. 68, Perbesaran 12.5X.
Spesimen lengkung KFRP mengalami kegagalan disebabkan karena gaya
geser intralamina dan gaya tarik. Pada pola kegagalan ini kekuatan komposit
didominasi oleh sifat mekanis matrik dimana retakan dapat terjadi pada seluruh
bidang geser matrik. Kegagalan ini bermula dari retakan awal yang terjadi pada
daerah midspan yang mengalami tarik karena disitulah terjadinya momen
lengkung dan gaya geser terbesar. Setelah itu retakan akan merambat pada daerah
yang memiliki nilai modulus lengkung yang lebih tinggi dari daerah retakan
sebelumnya. Retakan baru akan berhenti bila dalam perambatannya telah
menemui daerah yang tegangan dan modulus lengkungnya maksimum. Setiap
retakan yang terjadi mengakibatkan terjadinya interfacial debonding antara serat
dan matrik sehingga transfer tegangan tidak dapat berlangsung sempurna dan
akhirnya spesimen mengalami kegagalan.

BAB V
PENUTUP
5.1 Kesimpulan
Dari hasil penelitian yang telah dilakukan, maka dapat diambil beberapa
hal penting sebagai kesimpulan :
a. KFRP mengalami peningkatan kekuatan tarik dan lengkung serta
peningkatan modulus tarik dan lengkung secara linier seiring dengan
bertambahnya fraksi volume serat dan mencapai nilai tertinggi pada vf =
0.68.
b. Penambahan fraksi volume serat (vf) menyebabkan pull out serat yang
terjadi pada permukaan patah tarik semakin panjang dan adanya pola
kegagalan dikarenakan gaya geser dan gaya tarik intralamina pada
permukaan patah lengkung.
5.2 Saran
Untuk lebih mengembangkan potensi serat kenaf sebagai penguat di dalam
komposit maka perlu untuk dilakukan kajian lebih lanjut mengenai sifat-sifat
mekanis yang lain dan juga ketahanan KFRP terhadap pengaruh-pengaruh
lingkungan (suhu, kadar air, dan sebagainya).

DAFTAR PUSTAKA
A.J. Bolton, 1994, Material Tech., 9, 12. ASTM, 1998, Annually ASTM Books, New York, Vol.13. Ariawan, Dody., 2003, Pengaruh Siklus Panas Terhadap Kekuatan Tarik Serat
Agave Cantula, Mekanika Vol.1 No.2 Hal.32-36. Ben-Hill, J., dkk, 1960, Botany, Mc Graw Hill Book Company Inc., New York Biswas, S., dkk, 2001, Development Of Natural Fibre Composites In India,
Composites 2001 Convention And Trade Show, Florida. Chakravarty, K., 1983, Mesta Breeding Objectives In India And Programme.
International Consultation on Jute and Mesta, Agriculture Government of West Bengal, Calcutta, Hal.17.
Chun-Yung Niu, 1982, Composite Airframe Structure, Practical Design
Information Data, Mc Graw Hill, New York. George, jayamol, dkk., 1995, Short Pineapple Leaf Fiber Reinforced Low Density
Polyethilene Composites, Journal of Applied Polymer Science, vol 57, Hal 843-853.
Gibson, R.F., 1994, Principles of Composite Material Mechanics, Mc Graw Hill,
New York. Hill, F.H, 1951, Economic Botany. A Textbook of Useful Plants and Plant
Products. Mc Graw Hill Publishing Company Ltd, New Delhi. Hull, D., 1990, An Introduction To Composite Materials, 5Ed, Cambridge
University Press, Great Britain. Joseph, P.V., dkk, 1999. Composites Science and Technology, 59, 1625-1640.
Justus Kimia raya, PT ., 2001, Technical Data Sheet, Jakarta.
Katz, H.S., dan J.V Milewski. 1987. Handbook of Fillers for Plastics, Van Nostrand Reinhold, New York.
Lerner, Ivan, 2001, Strongth Growth Projected for Natural Fibers In
Thermoplastics, Chemical Market Reporter, New York. Mallick, P.K., 1988, Fiber Reinforced Composites, Marcel Dekker Inc., New
York.

Norman, K.L dan Wood, L.M, 1988, Kenaf As A Paper Pulp Crop. Kenaf Production In Buderkin River Irrigation Area., Department of Primary Industries Queensland Government, Brisbane.
Ochse, J.J., dkk, 1961, Tropical and Subtropical Agriculture, Vol.2, The
MacMillan, New York, Hal.1139-1177. Popov, E. P., 1995, Mekanika Teknik, Erlangga, Jakarta. Rajeev Karnani, dkk, 1997, Biofiber-Reinforced Polypropylene Composites,
Polymer Engineering and Science, Vol.37, Michigan. Roe, P.J. dan Ansell, M.P., 1985, Jute-Reinforced Polyester Composites, Journal
of Material Science, 20, 4015-4020. Rowell, R.M., dkk, 1985, Properties of Kenaf/Polypropylene Composites,
Polymer Engineering and Science. Wisconsin. Sanadi A.R, Prasad S.V. dan Rohatgi P.K, 1986, Sunhemp Fibre-Reinforced
Polyester, Journal of Material Science, Vol.21, hal.4299-4304. Sanadi, A.R., dkk.,1985, Natural Fibers and Agro-Wastes as Fillers and
Reinforcements In Polymer Composites, Journal Scientific and Industrial Res. 44, 437-442.
Schawrtz, M.H., 1984, Composite Material Handbook, Mc Graw Hill, New York. Sherman Lilli Manolis, 1999, Natural Fibers : The New Fashion In Automotive
Plastics, Plastics Technology, 45, 62-71.
Copyright © 2022 FDOKUMEN