MAKALAH ANALISIS LOGAM DAN POLIMER YANG TEROTOMASI...
35
MAKALAH ANALISIS LOGAM DAN POLIMER YANG TEROTOMASI DI INDONESIA Dr. Rossi Septy Wahyuni, S.T., M.T. Della Amabel Odelia Zebua UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI JURUSAN TEKNIK INDUSTRI JAKARTA 2021
Transcript of MAKALAH ANALISIS LOGAM DAN POLIMER YANG TEROTOMASI...

MAKALAH
ANALISIS LOGAM DAN POLIMER YANG TEROTOMASI
DI INDONESIA
Dr. Rossi Septy Wahyuni, S.T., M.T. Della Amabel Odelia Zebua
UNIVERSITAS GUNADARMA
FAKULTAS TEKNOLOGI INDUSTRI
JURUSAN TEKNIK INDUSTRI
JAKARTA
2021

1
KATA PENGANTAR
Puji syukur kehadirat Tuhan Yang Maha Esa yang telah memberikan rahmat dan
karuniaNya sehingga saya dapat menyelesaikan makalah yang mengenai Analisis Logam
dan Polimer yang Terotomasi di Indonesia ini.
Adapun tujuan dari penulisan dari makalah ini adalah untuk memenuhi tugas dosen
pada mata kuliah Material Teknik. Selain itu, makalah ini juga bertujuan untuk menambah
wawasan tentang Logam dan Polimer dengan Sistem Otomasi bagi para pembaca dan juga
bagi penulis.
Saya menyadari, makalah yang saya tulis ini masih jauh dari kata sempurna. Oleh
karena itu, kritik dan saran yang membangun akan saya nantikan demi kesempurnaan
makalah ini.
Depok, 10 Januari 2021
Penulis

2
DAFTAR ISI
Kata Pengantar ........................................................................................ 1
Daftar Isi ................................................................................................. 2
Bab I Pendahuluan .................................................................................. 3
Latar Belakang ............................................................................ 3
Rumusan Masalah ....................................................................... 3
Tujuan 3
Bab II Landasan Teori ............................................................................. 4
Pengertian Industri ....................................................................... 4
2.1.2 Pengelompokan Jenis Industri ............................................. 4
Klasifikasi Dan Sifat Material ...................................................... 5
Logam ................................................................................... 6
Polimer 7
Sistem Otomasi............................................................................ 9
Bab III Studi Kasus ............................................................................... 11
Tinjauan Pustaka ....................................................................... 13
Metode Penelitian ...................................................................... 17
Bab IV Analisis dan Pembahasan .......................................................... 18
Bab V Kesimpulan ................................................................................ 27
Referensi ............................................................................................... 28

3
Latar Belakang
BAB I
PENDAHULUAN
Perkembangan teknologi pada sistem kontrol setiap tahunnya selalu berkembang
secara pesat. Hal ini mendorong manusia untuk mampu menciptakan atau mengembangkan
berbagai teknologi, sehingga suatu sistem dapat berjalan lebih efisien dan efektif. Salah
satunya perkembangan mengambil alih metode konvensional untuk menyelesaikan suatu
proses. Salah satu proses yang menggunakan sistem otomatis adalah pada proses
perpindahan material, dimana kemampuan manusia untuk mampu menangani tugas yang
berulang-ulang pada perpindahan material sangatlah terbatas, sehingga memerlukan
teknologi control yang komputerisasi untuk mampu menangani tugas yang berulang secara
lebih cepat dan efisien (Asnawi, 2008).
Selain itu, aplikasi material berbasis logam dan polimer pada berbagai macam produk pada
dunia industri cukup potensial di Indonesia, seiring dengan terus berkembangnya industri otomotif
dan kebutuhan masyarakat akan kendaraan bermotor, komponen permesinan dan bidang lainnya.
Masing-masing dari logam dan polimer memiliki keunggulannya tersendiri.
Untuk itu, kita diharapkan mampu mengembangkan dan membuat inovasi alat
maupun produk, dimana alat dibuat dan dikembangkan dengan teknologi yang lebih
efisien dengan penerapan sistem otomasi didalam tiap-tiap alat tersebut. Otomasi Industri
sendiri telah memiliki beberapa resource berupa alat trainer kit material handling lengan
robot dengan kontrol PLC, 3D printer, mini CNC dan alat lainnya yang terus
dikembangkan.
Rumusan Masalah
1. Apa yang dimaksud dengan Logam dan Polimer?
2. Apa yang dimaksud dengan Sistem Otomasi?
3. Bagaimana penerapan sistem otomasi dalam suatu pabrik?
Tujuan
1. Mengetahui apa yang dimaksud dengan logam dan polimer
2. Mengetahui apa yang dimaksud dengan system otomasi
3. Mengetahui bagaimana penerapan system otomasi dalam suatu pabrik

4
BAB II
LANDASAN TEORI
Pengertian Industri
Istilah industri berasal dari bahasa latin, yaitu industria yang artinya buruh atau
tenaga kerja. Istilah industri sering digunakan secara umum dan luas, yaitu semua kegiatan
manusia untuk memenuhi kebutuhan hidupnya dalam rangka mencapai kesejahteraan.
Definisi Industri menurut Sukirno adalah perusahaan yang menjalankan kegiatan ekonomi
yang tergolong dalam sektor sekunder. Kegiatan itu antara lain adalah pabrik tekstil, pabrik
perakitan dan pabrik pembuatan rokok. Industri merupakan suatu kegiatan ekonomi yang
mengolah barang mentah, bahan baku, barang setengah jadi atau barang jadi untuk
dijadikan barang yang lebih tinggi kegunaannya.
Dalam pengertian yang sempit, industri adalah suatu kegiatan ekonomi yang
mengolah bahan mentah, bahan baku, barang setengah jadi, dan barang jadi menjadi
barang dengan nilai yang lebih tinggi penggunaannya, termasuk kegiatan rancang bangun
dan perekayasaan industri.
Secara umum pengertian industri adalah suatu usaha atau kegiatan pengolahan
bahan mentah atau barang setengah jadi menjadi barang jadi barang jadi yang memiliki
nilai tambah untuk mendapatkan keuntungan. Usaha perakitan atau assembling dan juga
reparasi adalah bagian dari industri. Hasil industri tidak hanya berupa barang, tetapi juga
dalam bentuk jasa. Industri merupakan salah satu upaya untuk meningkatkan kesejateraan
penduduk. Selain itu industrialisasi juga tidak terlepas dari usaha untuk meningkatkan
mutu
sumberdaya manusia dan kemampuan untuk memanfaatkan sumber daya alam secara
optimal. Undang-Undang Nomor 5 Tahun 1984 tentang Perindustrian, industri adalah
kegiatan ekonomi yang mengelola bahan mentah, bahan baku, barang setengah jadi, dan
atau barang jadi menjadi barang dengan nilai yang lebih tinggi untuk penggunaanya
termasuk kegiatan rancangan bangun dan perekayasaan industri. Dari sudut pandang
geografi, Industri sebagai suatu sistem, merupakan perpaduan sub sistem fisis dan sub
sistem manusia.
2.1.2. Pengelompokan Jenis Industri
Departemen Perindustrian mengelompokan industri nasional Indonesia dalam 3
kelompok besar yaitu:

5
1. Industri Dasar
Industri dasar meliputi kelompok industri mesin dan logam dasar (IMLD) dan
kelompok industri kimia dasar (IKD). Yang termasuk dalam IMLD antara lain industri
mesin pertanian, elektronika, kereta api, pesawat terbang, kendaraan bermotor, besi baja,
alumunium, tembaga dan sebagainya. Sedangkan yang termasuk IKD adalah industri
pengolahan kayu dan karet alam, industri pestisida, industri pupuk, industry silikat dan
sebagainya. Industri dasar mempunyai misi untuk meningkatkan pertumbuhan ekonomi,
membantu struktur industri dan bersifat padat modal. Teknologi yang digunakan adalah
teknologi maju, teruji dan tidak padat karya namun dapat mendorong terciptanya lapangan
kerja secara besar.
2. Aneka industri (AL)
Yang termasuk dalam aneka industri adalah industri yang mengolah sumber daya
hutan, industri yang mengolah sumber daya pertanian secara luas dan lain-lain. Aneka
industri mempunyai misi meningkatkan pertumbuhan ekonomi dan atau pemerataan,
memperluas kesempatan kerja, tidak padat modal dan teknologi yang digunakan adalah
teknologi menengah atau teknologi maju.
3. Industri Kecil
Industri kecil meliputi industri pangan (makanan, minuman dan tembakau), industri
sandang dan kulit (tekstil, pakaian jadi serta barang dari kulit), industri kimia dan bahan
bangunan (industri kertas, percetakan, penebitan, barang-barang karet dan plastik), industri
kerajinan umum (industri kayu, rotan, bambu dan barang galian bukan logam) dan industri
logam (mesin, listrik, alat-alat ilmu pengetahuan, barang dan logam dan sebagainya).
Industri di Indonesia dapat digolongkan kedalam beberapa macam kelompok. Industri
didasarkan pada banyaknya tenaga kerja dibedakan menjadi 4 golongan, yaitu:
1. Industri besar, memiliki jumlah tenaga kerja 100 orang atau lebih,
2. Industri sedang, memiliki jumlah tenaga kerja antara 20–99 orang,
3. Industri kecil, memiliki jumlah tenaga kerja antara 5–19 orang,
4. Industri rumah tangga, memiliki jumlah tenaga kerja antara 1–4 orang
Klasifikasi Dan Sifat Material (Logam dan Polimer)
Bahan / material merupakan kebutuhan bagi manusia mulai zaman dahulu sampai
sekarang. Kehidupan manusia selalu berhubungan dengan kebutuhan bahan seperti pada
transportasi, rumah, pakaian, komunikasi, rekreasi, produk makanan dll. Perkembangan

6
peradaban manusia juga bisa diukur dari kemampuannya memproduksi dan mengolah
bahan untuk memenuhi kebutuhan hidupnya. (jaman batu, perunggu dsb).
Pada tahap awal manusia hanya mampu mengolah bahan apa adanya seperti yang
tersedia dialam misalnya : batu, kayu, kulit, tanah dsb. Dengan perkembangan peradaban
manusia bahan - bahan alam tsb bisa diolah sehingga bisa menghasilkan kualitas bahan
yang lebih tinggi.
Material adalah segala sesuatu yang mempunyai massa dan menempati ruang.
Berdasarkan pengertian tersebut maka material teknik adalah material yang digunakan
untuk menyusun sebuah benda dan digunakan untuk perekayasaan dan perancangan di
bidang teknik.
Material teknik dapat diklasifikasikan menjadi :
a. Logam
b. Keramik
c. Polimer
d. Komposit
Hanya saja, pada makalah kali ini, yang dibahas hanya mengenai logam dan
polimer.
Logam
Logam adalah material yang mempunyai daya hantar listrik yang tinggi dengan
sifat konduktor yang baik dan tahan terhadap temperatur tinggi, mempunyai titik didih
tinggi, keras, mengkilap, tidak tembus cahaya, dan dapat dideformasi sehingga banyak
digunakan pada banyak konstruksi.
Jenis logam juga terbagi mnjadi 2 jenis yaitu logam ferro dan non ferro.dan jenis
material teknik yang dipakai secara luas dalam teknologi modern adalah baja. Baja adalah
material logam yang dapat dipakai secara fleksibel dan mempunyai beberapa karakteristik.
Material ini kuat dan siap dibentuk menjadi bermacam-macam keperluan teknik. Material
ini berspektrum luas dan mempunyai kemampuan berdeformasi secara permanen yang
merupakan modal penting dalam menentukan harga tegangan luluh pada berbagai beban.
Beberapa logam dan paduan logam memiliki kekuatan struktural per satuan massa
yang tinggi, menjadikannya bahan yang berguna untuk membawa muatan besar atau
menahan kerusakan akibat benturan. Paduan logam dapat direkayasa untuk memiliki
ketahanan tinggi terhadap pergeser, torsi dan deformasi. Namun logam yang sama juga

7
rentan terhadap kerusakan akibat kelelahan akibat penggunaan berulang atau dari
kegagalan tekanan mendadak saat kapasitas beban terlampaui. Kekuatan dan ketahanan
logam telah menyebabkan penggunaan seringnya pada konstruksi bangunan dan jembatan
bertingkat tinggi, serta kebanyakan kendaraan, peralatan, perkakas, pipa, tanda non-
iluminasi dan jalur rel. Dua logam struktural yang paling umum digunakan, besi dan
aluminium, juga merupakan logam paling melimpah di kerak bumi.
Umumnya, logam bermanfaat bagi manusia, karena penggunaannya di bidang
industri, pertanian, dan kedokteran. Contohnya, raksa yang digunakan dalam proses
kloralkali. Pada industri angkasa luar dan profesi kedokteran dibutuhkan bahan yang kuat,
tahan karat, dan bersifat noniritin, seperti paduan titanium. Sebagian jenis logam
merupakan unsur penting karena dibutuhkan dalam berbagai fungsi biokimia. Pada zaman
dahulu, logam tertentu, seperti tembaga, besi, dan timah digunakan untuk membuat
peralatan, perlengkapan mesin, dan senjata.
Logam adalah konduktor yang baik, membuatnya berharga dalam peralatan listrik
dan untuk membawa arus listrik dari kejauhan dengan sedikit energi yang hilang. Jaringan
listrik mengandalkan kabel logam untuk mendistribusikan listrik. Sistem kelistrikan rumah
sebagian besar dihubungkan dengan kabel tembaga memanfaatkan sifat hantarannya yang
baik. Konduktivitas termal logam berguna untuk wadah untuk memanaskan bahan di atas
api. Logam juga digunakan untuk pembuang panas (bahasa Inggris: heat sink) untuk
melindungi peralatan sensitif dari pelewatpanasan (bahasa Inggris: overheating.
Reflektivitas tinggi beberapa logam penting dalam konstruksi cermin, termasuk instrumen
astronomi presisi. Sifat terakhir ini juga bisa membuat perhiasan metalik menarik secara
estetika.
Logam dapat didoping dengan molekul asing—organik, anorganik, biologis dan
polimer. Doping ini mengandung logam dengan sifat baru yang disebabkan oleh adanya
molekul tamu. Aplikasi dalam katalisis, obat-obatan, sel elektrokimia, korosi dan lainnya
telah dikembangkan.
Polimer
Polimer adalah suatu molekul raksasa (makromolekul) yang terbentuk dari susunan
ulang molekul kecil yang terikat melalui ikatan kimia disebut polimer (poly = banyak; mer
= bagian). Suatu polimer akan terbentuk bila seratus atau seribu unit molekul yang kecil
(monomer), saling berikatan dalam suatu rantai. Jenis-jenis monomer yang saling berikatan

8
membentuk suatu polimer terkadang sama atau berbeda. Sifat-sifat polimer berbeda dari
monomer-monomer yang menyusunnya.
Polimer merupakan senyawa-senyawa yang tersusun dari molekul sangat besar
yang terbentuk oleh penggabungan berulang dari banyak molekul kecil. Molekul yang
kecil disebut monomer, dapat terdiri dari satu jenis maupun beberapa jenis. Polimer adalah
sebuah molekul panjang yang mengandung rantairantai atom yang dipadukan melalui
ikatan kovalen yang terbentuk melalui proses polimerisasi dimana molekul monomer
bereaksi bersama-sama secara kimiawi untuk membentuk suatu rantai linier ataujaringan
tiga dimensi dari rantai polimer. Polimer didefinisikan sebagai makromolekul yang
dibangun oleh pengulangan kesatuan kimia yang kecil dan sederhana yang setara dengan
monomer, yaitu bahan pembuat polimer. Penggolongan polimer berdasarkan asalnya, yaitu
yang berasal dari alam (polimer alam) dan polimer yang sengaja dibuat oleh manusia
(polimer sintetis).
A. Polimer Alam
Polimer alam telah dikenal sejak ribuan tahun yang lalu, Polimer alam adalah
senyawa yang dihasilkan dari proses metabolisme mahluk hidup. jumlahnya yang terbatas
dan sifat polimer alam yang kurang stabil, mudah menyerap air, tidak stabil karena
pemanasan dan sukar dibentuk menyebabkan penggunaanya amat terbatas. Contoh
sederhana polimer alam seperti ; Amilum dalam beras, jagung dan kentang , pati , selulosa
dalam kayu , protein terdapat dalam daging dan karet alam diperoleh dari getah atau lateks
pohon karet, protein, DNA, kitin pada kerangka luar serangga, wool, jaring laba-laba,
sutera dan kepompong ngengat, adalah polimer-polimer yang disintesis secara alami. Serat-
serat selulosa yang kuat menyebabkan batang pohon menjadi kuat dan tegar untuk tumbuh
dengan tinggi seratus kaki dibentuk dari monomer-monomer glukosa, yang berupa padatan
kristalin yang berasa manis.
B. Polimer Sintetis
Polimer buatan dapat berupa polimer regenerasi dan polimer sintetis. Polimer
regenerasi adalah polimer alam yang dimodifikasi. Contohnya rayon, yaitu serat sintetis
yang dibuat dari kayu (selulosa). Polimer sintetis adalah polimer yang dibuat dari molekul
sederhana (monomer) dalam pabrik atau polimer yang dibuat dari bahan baku kimia
disebut polimer sintetis seperti polyetena, polipropilena, poly vynil chlorida (PVC), dan

9
nylon. Kebanyakan polimer ini sebagai plastik yang digunakan untuk berbagai keperluan
baik untuk
rumah tangga, industri, atau mainan anak-anak.
Polimer sintetis yang pertama kali yang dikenal adalah bakelit yaitu hasil
kondensasi fenol dengan formaldehida, yang ditemukan oleh kimiawan kelahiran Belgia
Leo Baekeland pada tahun 1907. Bakelit merupakan salah satu jenis dari produk-produk
konsumsi yang dipakai secara luas.
Sistem Otomasi
Otomasi adalah suatu teknologi yang menggabungkan aplikasi ilmu mekanika, elektronika
dan sistem berbasis computer melalui proses atau prosedur yang biasanya disusun menurut
program instruksi serta dikombinasikan dengan pengendalian otomatis (catubalik) untuk
meyakinkan apakah semua instruksi itu sudah dilaksanakan seluruhnya dengan benar sehingga
produktivitas, efisiensi dan fleksibilitas meningkat.
Kata otomasi digunakan pertama kali oleh Fords di Detroit. Istilah ini digunakan untuk
menjelaskan alat mekanis dan mesin perkakas sehingga menjadi suatu lintas produksi yang
kontinyu. Karakteristik otomasi Detroit yaitu :
a. Mekanisme tanpa operator
b. Alat transfer
c. Operasi permesinan dilakukan secara berurutan/sekuensial
d. Benda kerja bergerak secara otomatis
e. Utilisasi yang tinggi
f. pembentukan blok mesin
Sistem otomasi dan otomatisasi tentu berbeda. Sistem otomasi adalah kumpulan
dari beberapa komponen yang saling terintegrasi dengan tujuan untuk mengganti pekerjaan
manusia dengan pekerjaan mesin tanpa mengebaikan keselamatan. Pekerjaan ini biasanya
yang tidak sesuai dengan pekerjaan yang dilakukan oleh manusia. Contohnya dalam proses
filing, pack, palleting. Sedangkan otomastisasi adalah pekerjaan yang dilakukan oleh
manusia (belum otomatis) diganti dengan pekerjaan yang serba otomatis sehingga
memudahkan pekerjaan yang dilakukan oleh manusia. Otomastisasi dapat mengurangi
peran manusia tanpa mengabaikan safety.
Dalam sistem otomasi banyak sistem yang terintegrasi demi menunjang terciptanya
suatu sistem yang handal, sistem tersebut antara lain :

10
1. Sistem Kendali
2. Sistem Komputer
3. Sistem Elektronik
4. Sistem Instrumentasi
5. Sistem Interface
6. Sistem Mekanik
7. Sistem Jaringan
8. Safety Design
Dengan teritegrasinya sistem diatas makan proses pengendalian serta monitoring
suatu plant akan mudah walaupun dalam jarak jauh, sistem tersebut disebut
SCADA(Supervisory Control And Data Acquisition). SCADA bukan pengendali, yang
menjadi pengendali tetap controller (PLC) , SCADA hanya sebagai perantara user dengan
mesin agar lebih mudah dalam mengendalikan mesin tersebut. Pada SCADA juga daat
digunakan untuk pengambilan data yang mana dengan data tersebut kita mengetahui naik
turunnya suatu proses.
Industri manufaktur merupakan suatu industri yang menggunakan mesin,
instrumentasi serta tenaga kerja yeng bertujuan untuk mengkonversi bahan mentah menjadi
barang jadi yang siap di pasarkan. Pada pasar bebas seluruh dunia atau sekitar ASEAN
(AFTA) manufaktur mempunyai arti poduksi dalam skala besar demi mendapat
keuntungan.

11
BAB III
STUDI KASUS
Salah satu industri manufaktur di Indonesia yang bergerak dibidang produksi
baja adalah PT. Krakatau Steel (persero) Tbk. PT Krakatau Steel yang berlokasi di
Cilegon, Banten, memiliki visi menjadi perusahaan baja terpadu dengan keunggulan
kompetitif untuk tumbuh dan berkembang secara berkesinambungan menjadi
perusahaan terkemuka di dunia (PT. Krakatau Steel, 2012). PT. Krakatau Steel saat ini
memiliki tiga jenis produk baja jadi yaitu baja lembaran panas (Hot Rolled Coil-
HRC), baja lembaran dingin (Cold Rolled Coil-CRC) dan baja batang kawat (Wire
Rod-WR). Ketiga jenis produk tersebut diproduksi pada pabrik atau production plant
yang berbeda yaitu Hot Strip Mill (HSM),Cold Rolling Mill (CRM) dan Wire Rod Mill
(WRM). Jumlah produksi dan penjualan baja PT. Krakatau Steel setiap tahunnya
mengalami penurunan.
Berdasarkan laporan tahunan pada tahun 2011 jumlah pemasukan dari
penjualan produk baja sebesar US $ 1.848.623, dan terus menurun tiap tahunnya
hingga pada tahun 2015 menjadi US $ 1.053.134. Hal tersebut dikarenakan oleh
turunnya harga baja dunia, kurang memadainya kapasitas produksi yang dimiliki,
banyaknya defect dari produk yang dihasilkan sehingga diharuskan untuk melakukan
rework pada produk- produk defect tersebut. Defect merupakan faktor utama
penyebab production losses, selain itu defect jauh lebih mudah untuk diatasi dengan
menekan jumlah defect menjadi lebih kecil, dibandingkan faktor production losses
yang lain. Dengan kondisi bisnis yang sedang menurun, PT Krakatau Steel harus
dapat mengambil kesempatan ini untuk memperbaiki dan membuat proses menjadi
lebih efisien.
Produkwire rod steel yang memiliki defect dikategorikan sebagai non-
conforming product (NCP). Non conforming product adalah produk yang tidak
memenuhi salah satu spesifikasi yang telah ditetapkan (Montgomery, 2009a). Defect
yang dikategorikan sebagai NCP di PT. Krakatau Steel yaitu defect appearance.
Defect appearance berlaku untuk semua kategori produk wire rod steel, Prosentase
NCP dihitung dengan membagi jumlah berat (Ton) defect dengan jumlah berat produk
yang dihasilkan. (Divisi Wire Rod Mill, 2010).
Berdasarkan penelitian Fachrur (2013), tentang analisis pengendalian kualitas

12
produk wire rod steel dengan pendekatan multivariat, didapatkan hasil bahwa proses
produksi wire rod steel masih out of control. Sedangkan, menurut Sumadiono (2014)
jenis defect yang paling dominan adalah jenis defect kusut. Jumlah defect produk wire
rod steel berdasarkan penelitian yang dilakukan oleh Junaidi dan Suryadamawan
(2014), diketahui bahwa total kerugian akibat defect pada produk wire rod steel pada
bulan Januari hingga Agustus 2013 mencapai 654,07 ton, jika jumlah NCP tersebut
dikonversikan kedalam nilai uang setara dengan 2,61 Miliar Rupiah.
Selain permasalahan prosentase NCP untuk wire rod steel yang selalu melebihi
batas yang ditetapkan. Dalam setahun terakhir terjadi perubahan pemasok bahan baku
untuk proses produksi wire rod steel. Bahan baku wire rod steel selama ini dipasok
oleh Divisi Billet Steel Plant (BSP) PT. Krakatau Steel, namun pada bulan September
2015 Divisi BSP PT. Krakatau Steel berhenti beroperasi dikarenakan biaya produksi
baja billet lebih tinggi dibandingkan harga billet impor, sehingga PT. Krakatau Steel
lebih memilih untuk menggunakan billet impor dari Tiongkok. Perbedaan pasokan
bahan baku tersebut membuat rata-rata nilai NCP pada tahun 2016 meningkat.
Besarnya kerugian yang disebabkan oleh defect yang terjadi akibat belum
terkendalinya proses produksi produk wire rod steel, mengharuskan PT. Krakatau
Steel melakukan perbaikan kualitas prosesnya. Berdasarkan permasalahan
utama PT. Krakatau Steel yang telah dipaparkan, maka pendekatan six sigma lebih
tepat untuk digunakan pada penelitian ini karena permasalahan utama yang dihadapi
adalah persoalan tingginya jumlah defect yang harus dikurangi. Selain itu, metode six
sigma juga selaras dengan upaya perubahan strategi PT. Krakatau Steel yang
menekankan continuous improvement dalam efisiensi proses bisnis secara keseluruhan
yang telah dimulai sejak tahun 2007.
Berdasarkan penjelasan tersebut maka tujuan dari penelitian ini adalah sebagai
berikut:
1. Mengetahui karakteristik defect pada produk wire rod steel di PT. Krakatau Steel
(persero) Tbk.
2. Melakukan analisis six sigma pada proses produksi wire rod steel di PT. Krakatau
Steel (persero) Tbk.
3. Mengetahui penyebab terjadinya defect pada produk wire rod steel milik PT.
Krakatau Steel (persero) Tbk.
4. Memberikan rekomendasi perbaikan proses untuk PT. Krakatau Steel (persero) Tbk.

13
Tinjauan Pustaka
Six Sigma
Six sigma pertama kali dipopulerkan oleh Motorolla menggunakan konsep
distribusi normal dengan memperbolehkan pergesaran rata-rata sebesar 1,5σ dari nilai
target. Konsep ini berbeda dengan konsep distribusi normal yang tidak
memperbolehkan adanya toleransi pergeseran rata-rata. Konsep tersebut didapatkan
berdasarkan penelitian Motorolla yang mendapati bahwa sebaik apapun proses tidak
akan berada tetap pada satu titik target tertentu tetapi proses tersebut akan memiliki
pergeseran yang diperkirakan sebesar ±1,5σ, sehingga dapat dikatakan bahwa jika
proses six sigma akan diterapkan dalam jangka panjang dan berjalan dengan baik
maka pergeseran rata-rata sebesar 1,5σ merupakan sebuah hal yang dapat dimaklumi
(Pande, Neuman, & Cavanagh, 2002).
Six sigma juga dapat diartikan sebagai bentuk upaya berkelanjutan untuk
menekan keragaman dan mencegah terjadinya defect dari sebuah proses dengan
menggunakan alat-alat statistik dan teknik untuk mengurangi defect sampai
didapatkan bahwa tidak terdapat lebih dari tiga atau empat defectper million
opportunity (DPMO) untuk mencapai kepuasan pelanggan secara menyeluruh
(Creveling, Hambleton, & McCarthy, 2006). Adapun konversi nilai tingkat
pencapaian (level) sigma kedalam DPMO dapat dilihat pada Tabel 1.
Tabel 1
Konversi Level Sigma Kedalam DPMO dan Kategori Perusahaan
Level Sigma (σ) DPMO Kategori
1σ 691,462 Non Competitive
2σ 308,538 Non Competitive
3σ 66,807 Company Average
4σ 6,210 Company Average
5σ 233 World Class
6σ 3,4 World Class
Sumber: (Gaspersz, 2002)

14
Berdasarkan Tabel 1 dapat dinyatakan bahwa semakin tinggi level sigma maka
DPMO akan semakin kecil. Adapun cara untuk menghitung level sigma dan DPMO
dapat dilakukan dengan menggunakan persamaan sebagai berikut:
DPO = Jumlah defect yang diinspeksi
Jumlah produk yang diproduksi x DO
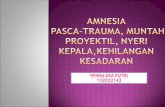
Diagram SIPOC
Diagram SIPOC merupakan salah satu bentuk dari pemetaan proses untuk
mengidentifikasikan siapa pemasoknya, apa yang menjadi input-nya, bagaimana
prosesnya, apa yang menjadi output-nya dan siapa penggunanya (Pande, Neuman, &
Cavanagh, 2002).
Diagram SIPOC memberikan gambaran sederhana dari sebuah proses dan sangat
berguna untuk memahami serta memvisualisasikan elemen-elemen dasar dari sebuah
proses, diagram SIPOC juga merupakan salah satu metode pemetaan proses tingkat
tinggi. Diagram SIPOC bertujuan untuk menjelaskan hal-hal berikut (Montgomery,
2009b):
1. Supplier (Pemasok)
Pemasok adalah siapa saja yang menyediakan informasi, bahan baku, atau hal-hal lain
yang akan dikerjakan dalam proses.
2. Input
Input adalah informasi dan atau bahan baku yang digunakan dalam proses.
3. Process (Proses)
Proses adalah kumpulan dari langkah-langkah atau tahapan yang secara aktual
dibutuhkan dalam melakukan suatu pekerjaan.

15
4. Output
Output adalah hasil dari proses (produk) berupa barang, jasa, atau informasi yang akan
disampaikan kepada konsumen.
5. Customer (Konsumen)
Customer adalah pihak-pihak yang akan menggunakan output atau produk, baik dari
eksternal organisasi untuk digunakan atau dari internal organisasi yang kemudian akan
mengolahnya menjadi produk lain.
Gambar 1
Diagram SIPOC
Analisis Pareto
Analisis Pareto adalah pareto adalah proses perangkingan peluang untuk
menentukan yang mana dari sekian banyak peluang potensial harus dikejar terlebih
dahulu. Hal ini juga dikenal sebagai memisahkan beberapa hal penting dari banyak hal
sepele. Analisis Pareto digunakan dalam berbagai tahapan peningkatan kualitas untuk
mengetahui langkah selanjutnya yang harus dilakukan (Pyzdek, 2003). Prinsip dari
analisis pareto adalah 80:20, yaitu 80% akibat yang ada, bersumber dari 20% sebab
yang ada (Juran & Godfrey, 1999).
Analisis Pareto dilakukan dalam bentuk diagram yang disebut diagram Pareto.
Diagram Pareto adalah grafik yang menunjukkan urutan masalah yang terjadi
berdasarkan banyaknya kejadian. Masalah yang paling banyak terjadi ditampilkan disisi
paling kiri dari grafik dan yang paling sedikit berada di sisi paling kanan dari grafik
(Besterfield, 2001).
Diagram Ishikawa
Diagram Ishikawa adalah sebuah diagram yang menunjukkan hubungan sebab
dan akibat yang bertujuan mencari dan menganalisis penyebab terjadinya masalah atau
defect. Penyebab terjadinya masalah dapat dikategorikan menajadi beberapa faktor yaitu
material, man, methods, machine, measurement dan environment atau yang dapat
disingkat menjadi 5M+1E. Berdasarkan faktor-faktor tersebut sebab-sebab yang
mempengaruhi masalah akan dijelaskan (Montgomery, 2009a).

16
Borda Count Methods
Borda count methods (BCM) digunakan secara matematis untuk
memeringkatkan setiap alternatif pilihan dari permasalahan yang ada (Nash, Zhang, &
Strawderman, 2011). Perangkingan borda count methods ditentukan berdasarkan
preferensi dari responden atau pemilih. Sejumlah k alternatif pilihan diperingkatkan
berdasar preferensi dimana peringkat pertama ajan mendapatkan nilai atau skor sebesar
k, peringkat kedua sebesar k-1, peringkat ketiga sebesar k-2 dan seterusnya hingga
peringkat terakhir mendapat nilai k-(k-1). Berdasarkan nilai tersebut kemudian alternatif
pilihan yang ada dapat diperingkatkan berdasarkan skor tertinggi yang didapatkan oleh
setiap alternatif pilihan, alternatif pilihan dengan nilai tertinggi akan menjadi peringkat
pertama (Singh & Sharan, 2015). Borda count methods dapat digunakan untuk
menentukan prioritas penyelesaian masalah dari penyebab-penyebab terjadinya defect.
Wire rod steel
Wire rod steel merupakan barang setangah jadi yang selanjutnya akan diproses
menjadi produk akhir. Bahan baku wire rod steel adalah baja billet (balok), berdasrkan
hal tersebut maka wire rod steel digolongkan kedalam kategori produk baja batangan.
Wire rod steel dikelompokkan menurut kandungan karbonnya (Divisi Wire Rod Mill,
2010).
Defect Wire rod steel
Produk wire rod steel harus bebas dari defect appearance yang dapat
mempengaruhi penggunaan pada proses lanjut maupun penggunaan akhir. Jenis-jenis
defect appearance yang digunakan oleh PT. Krakatau Steel adalah:
1. Kusut
2. Scrappy
3. Under fill
4. Over fill
5. Coil potong tengah
6. Coil banyak potongan
7. Laps
8. Tidak senter
9. Cross roll
10. Roll mark
11. Scratch
12. Creep speed

17
13. Other defect
Defect appearance diperiksa melalui dua cara yaitu dengan pengamatan visual
dan pengukuran menggunakan micrometer (Divisi Wire Rod Mill, 2010).
Metode Penelitian
Tempat dan Waktu Penelitian
Penelitian ini dilakukan di Divisi Wire Rod Mill PT. Krakatau Steel (persero)
Tbk. Cilegon pada bulan Oktober 2016.
Sumber Data
Jenis data yang digunakan pada penelitian ini adalah data sekunder dari laporan
bulanan Divisi Wire Rod Mill PT. Krakatau Steel (persero) Tbk. Cilegon. Data yang
gunakan adalah data defect per jenis defect per hari hasil pengamatan bagian quality
control Divisi Wire Rod Mill mulai dari bulan Januari hingga September 2016.
Pengamatan dilakukan setiap hari pada setiap coil wire rod steel.
Jenis data yang digunakan untuk pemeringkatan penyebab terjadinya defect
menggunakan borda count methods adalah data primer dengan melakukan survey
wawancara kepada chief engineer long product, engineer production dan teknisi quality
control menggunakan kuesioner.

18
BAB IV
ANALISIS DAN PEMBAHASAN
Data Produksi dan Defect
Pembahasan yang akan dilakukan memerlukan beberapa data, salah satunya
adalah data jumlah produksi wire rod steel per bulan yang dapat dilihat pada Tabel 2.
Tabel 2
Jumlah Produksi Wire rod steel Di PT. Krakatau Steel
Bulan Jumlah Produksi (Ton)
Januari 20.352,460
Februari 12.173,168
Maret 15.559,627
April 21.071,957
Mei 15.100,110
Juni Tidak Produksi
Juli TIdak Produksi
Agustus 11.369,873
September 9.731,805
Selain data produksi, dalam penelitian ini juga diperlukan data defect dari
produk wire rod steel untuk melakukan pembahasan lebih lanjut mengenai penyebab
terjadinya defect itu sendiri. Adapun data defect dapat dilihat pada Tabel 3.
Tabel 3
Jumlah Defect Wire rod steel Di PT. Krakatau Steel
Jenis Defect Jumlah Defect (Ton)
Laps 288,512
Over Fill 191,265

19
Tabel 4
Jumlah Defect Wire rod steel Di PT. Krakatau Steel (Lanjutan)
Jenis Defect Jumlah Defect (Ton)
Kusut 193,224
Under Fill 181,803
Coil Potong Tengah 45,917
Tidak Senter 24,901
Scrappy 192,498
Cross Roll 29,989
Scratch 4,670
Roll Mark 12,892
Jenis Defect Jumlah Defect (Ton)
Coil Banyak Potong 6,473
Creep Speed 15,511
Other Defect 45,015
Diagram SIPOC
Diagram SIPOC adalah sebuah diagram yang digunakan untuk memetakan
proses mulai dari supplier hingga konsumen. Penelitian ini menggunakan diagram
SIPOC untuk memetakan supplier, input, process, output dan customer produk wire rod
steel milik PT. Krakatau Steel sebagai informasi awal tentang produk wire rod steel
milik PT. Krakatau Steel. Adapun Diagram SIPOC produk wire rod steel PT. Krakatu
Steel dapat dilihat pada Gambar 2 berikut.

20
Gambar 2
Diagram SIPOC Wire Rod SteelPT. Krakatau Steel
Berdasarkan diagram SIPOC pada Gambar 4.3 maka beberapa hal terkait
produksi wire rod steel dapat diidentifikasi dengan lebih baik diantaranya:
1. Supplier
Pemasok bahan baku untuk produksi wire rod steel di PT. Krakatau steel adalah
perusahaan-perusahaan atau produsen baja dari Tiongkok, atau dengan kata lain
PT. Krakatau Steel menggunakan baja impor sebagai bahan bakunya.
2. Input
Input dari produksi wire rod steel adalah bahan baku wire rod steel itu sendiri yaitu
baja billet. Baja billet yang digunakan oleh Divisi WRM memiliki ukuran 150×150
mm dengan panjang 9 m.
3. Proccess
Proses produksi wire rod steel dilakukan sesuai dengan langkah-langkah pada Gambar
2 yaitu:
a. Receipt of Billet
b. Weighing & Charging
c. Reheating

21
d. Rolling
e. Water cooling
f. Coiling
g. Air cooling
h. Inspection
i. Packaging
j. Storage &Shipment
4. Output
Output dari proses produksi adalah wire rod steel. Wire rod steel yang dihasilkan pun
bervariasi baik dari ukurannya maupun dari kandungan karbonnya. Umumnya wire rod
steel milik PT. Krakatau Steel memiliki diameter 5,5 mm hingga 20 mm dan jenisnya
dapat dikategorikan berdasar kandungan karbonnya.
5. Customer
Costumer dari hasil proses produksi wire rod steel di PT. Krakatau Steel adalah
perusahaan-perusahaan yang memproduksi produk seperti payung, wire mesh, paku,
jari-jari sepeda motor dan lain-lain.
Defect per Million Opportunity (DPMO) dan Level Sigma
Langkah selanjutnya yang dilakukan adalah menghitung DPMO dari proses
produksi wire rod steel PT. Krakatau Steel untuk mengetahui level sigma dari proses
produksi. Berdasarkan Tabel 2 dan Tabel 3 diketahui bahwa total produksi wire rod
steel di PT. Krakatau steel mencapai 105.359 ton dan total defect produk wire rod
steel di PT. Krakatau Steel sebesar 1.232,670 ton, dengan menggunakan informasi
tersebut maka dapat dihitung DPMO dan level sigma-nya sebagai berikut

22
Berdasarkan hasil perhitungan yang telah dilakukan didapatkan hasil bahwa
DPMO dari produk wire rod steel milik PT. Krakatau steel adalah sebesar 899,978
artinya dari setiap 1.000.000 ton wire rod steel yang di produksi maka ada 899,978
ton yang mengalami defect. Level sigma 4,621σ menunjukkan bahwa proses produksi
wire rod steel di Divisi WRM berada pada kelas company average, namun untuk
mencapai efisiensi proses yang diharapkan oleh PT. Krakatau Steel level sigma
tersebut harus terus ditingkatkan hingga mencapai 5σ atau 6σ sehingga mencapai level
terbaik dari suatu perusahaan.
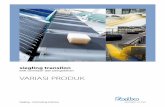
Analisa Pareto
Berdasarkan Tabel 3 dapat diketahui bahwa defect yang paling sering terjadi
adalah defect laps dan yang paling jarang terjadi adalah defect scratch. Berdasarkan
informasi dari Tabel 3 maka dapat dibuat kedalam diagram pareto seperti pada
Gambar 3.
Gambar 3
Diagram Pareto DefectWire Rod SteelPT. Krakatau Steel
Berdasar pada Gambar 3 maka dengan menggunakan diagram pareto dapat
diketahui jenis defect yang paling sering terjadi dari seluruh defect yang ada pada
produk wire rod steel milik PT. Krakatau Steel pada bulan Januari hingga September
2016 adalah defect laps dengan prosentase sebesar 23%. Sehingga defect tersebut
harus diberi perhatian khusus untuk segera ditangani agar jumlahnya dapat ditekan
pada proses produksi dimasa mendatang.

23
Penyebab Terjadinya Defect Laps
Defect laps merupakan defect terbesar yang terjadi pada proses produksi wire
rod steel pada bulan Januari hingga September 2016 dengan total jumlah berat coil
yang mengalami defect laps sebesar 288,512 ton. Penyebab-penyebab terjadinya
defect laps disebabkan oleh 3 hal utama yaitu manusia, mesin, dan lingkungan,
sedangkan untuk faktor metode dan pengukuran tidak menjadi faktor penyebab
teradinya defect laps. Penyebab-penyebab terjadinya defect laps disebabkan oleh 3 hal
utama yaitu manusia, mesin, dan lingkungan. Penjelasan mengenai 3 faktor utama
penyebab terjadinya laps adalah:
1. Manusia
Faktor manusia merupakan salah satu penyebab utama terjadinya defect laps.
Kesalahan-kesalahan yang dilakukan oleh oprator produksi seperti:
Kesalahan setting, yaitu kesalahan pada setting guide dan roll terjadi
karena sulitnya mendeteksi settingan roll karena pengecekan setingan
hanya dilakukan secara visual sehingga terkadang operator kurang teliti
Salah mendesain pass karena operator kurang memahami dampak dari hal
tersebut sehingga sering diabaikan oleh operator.
Operator kurang kompeten karena proses transfer knowledge tidak berjalan
baik akibat jarak antara karyawan baru dengan karyawan senior sangatlah
jauh bahkan pada kenyataannya karyawan baru direkrut mendekati masa
pensiun karyawan senior sehingga proses transfer knowledge sangat sulit
untuk dijalankan mengingat sedikitnya waktu yang tersedia bagi karyawan
baru untuk dapat belajar pada karyawan senior.
Pada saat proses rolling operator sering kali tidak melakukan adjustment
bar untuk mengetahui apakah ukuran dari billet sudah sesuai dengan
program produksi yang dijalankan sehingga menyebabkan dimensi billet
masih terlalu besar untuk masuk ke guide yang akhirnya menimbulkan
laps.
2. Mesin
Faktor mesin juga menjadi salah satu faktor penyebab terjadinya defect laps.
Kerusakan guide yang disebabkan tidak berjalannya fungsi lubrikasi akibat
kebocoran pada selang penyalur lubrikan.

24
Posisi roll miring karena keausan roll yang disebabkan kualitas sparepart
roll yang tidak baik sehingga aus sebelum waktunya sedangkan sparepart
pengganti tidak tersedia. Selain itu roll miring juga dapat disebabkan
karena adanya benturan-benturan yang seharusnya tidak terjadi karena
ukuran billet masih terlalu besar.
3. Lingkungan
Faktor lingkungan yang bising dan panas dapat mempengaruhi kinerja operator
produksi sehingga operator mudah lelah dan tidak fokus.
Analisa Peringkat Penyebab Terjadinya Defect Laps
Berdasarkan faktor-faktor yang ada pada pembahasan sebelumnya yaitu hasil
root cause analysis menggunakan diagram Ishikawa pada selanjutnya faktor-faktor
tersebut dapat dirangkum menjadi beberapa poin ringkas penyebab terjadinya
defectlaps. Poin-poin tersebut selanjutnya diperingkatkan mulai dari yang paling
sering hingga yang paling jarang. Setelah diberikan skor pada masing-masing poin
penyebab terjadinya defectlaps selanjutnya dianalisa dengan menggunakan borda
count methods. Perangkingan dilakukan oleh teknisi quality control Divisi Wire Rod
Mill, engineer production wire rod mill dan chief engineer long product sebagai
representasi divsi WRM. Adapun hasil dari perangkingan tersebut dapat dilihat pada
Tabel 4.
Tabel 4
Peringkat Penyebab Defect Laps
Penyebab
Teknisi
QC
Engineer
Production
Chief
Engineer
Total
Skor
Kerusakan guide 8 6 8 22
Tidak melakukanAdjusment bar 7 8 7 22
Kesalahan setting 6 5 6 17
Salahmendesain pass 3 7 4 14
Operator kurang kompeten 5 3 5 13
Posisi roll miring 4 4 3 11
Lingkungan panas 2 2 2 6
Lingkungan bising 1 1 1 3

25
Berdasarkan Tabel 4 diketahui bahwa total skor penyebab terjadinya defect
laps yang terbesar adalah kerusakan guide karena improper lubrication dan
adjustment bar tidak sesuai, sehingga kedua penyebab tersebut harus diselesaikan
terlebih dahulu, baru kemudian menyelesaikan penyebab yang lainnya. PT. Krakatau
steel sebenarnya sudah memiliki langkah-langkah penanggulangan untuk kedua
permasalahan tersebut yaitu mengganti guide dan mengawasi operator yang bertugas,
namun tindakan tersebut tidak berjalan dengan baik karena sparepart guide tidak
selalu tersedia pada saat penggantian, sedangkan jika ingin melakukan pembelian
masih harus melalui divisi logistik sehingga memakan waktu yang cukup lama dan
banyak posisi yang masih kosong di Divisi Wire Rod Mill.
Rekomendasi Perbaikan
Rekomendasi perbaikan dirumuskan dalam perspektif yang menyeluruh mulai
dari tingkat manajerial hingga operasional dengan memperhatikan tindakan perbaikan
yang sudah ada atau sudah dilakukan saat ini oleh PT. Krakatau Steel khususnya
Divisi Wire Rod Mill agar dapat lebih mudah diaplikasikan. Adapun rekomendasi
perbaikan yang dapat diberikan pada PT. Krakatau Steel khususnya Divisi Wire Rod
Mill untuk menekan defect laps dapat dilihat pada Tabel 5.
Tabel 5
Rekomendasi Perbaikan
Penyebab Penanganan saat ini Rekomendasi perbaikan
Kerusakan/ keausan
mesin
(Kerusakan Guide)
Melakukan maintenance
sesuai jadwal yang ada pada
Technical Standard For
Engineer dan SOP
Maintenance harus tetap
dijalankan meskipun sedang
tidak produksi.
Melibatkan bagian perawatan
dalam memperbaiki
kerusakan.
Koordinasi rutin dengan
bagian logistik
Program direct buying untuk
sparepart di bawah harga
tertentu melalui Prima

26
Ketidaktersediaan
sparepart
(Kerusakan Guide)
Koperasi Krakatau Steel
(Primkokas)
Monitoring pengadaan
sparepart kritis
Menambah item sparepart
yang ada didalam kontrak
perjanjian dengan vendor
Mempersiapkan program
penyediaan sparepart kualitas
tinggi dengan baik
Operator Tidak
Melakukan Adjustment
Bar
Ada proses pendampingan
dan mentoring karyawan
terutama pada karyawan
baru.

27
BAB V
KESIMPULAN
Defect terbesar produk wire rod steel milik PT. Krakatau Steel yang terjadi
pada bulan Januari hingga September 2016 adalah defect laps dengan jumlah 288,512
ton atau sebesar 23% dari total jumlah defect yang terjadi.
DPMO dari produk wire rod steel milik PT. Krakatau steel adalah sebesar
899,978 artinya dari setiap 1.000.000 ton wire rod steel yang di produksi maka ada
899,978 ton yang mengalami defect. Level sigma 4,621σ menunjukkan bahwa proses
produksi wire rod steel di Divisi WRM berada pada kelas company average.
Penyebab terjadinya defect laps yang paling utama adalah kerusakan guide
karena improper lubrication dan salah mendesain pass rolling dengan total skor
berdasarkan borda count methods sebesar 22.
Rekomendasi perbaikan yang dapat diberikan adalah maintenance harus tetap
dijalankan meskipun sedang tidak produksi, melibatkan bagian perawatan dalam
memperbaiki kerusakan, program direct buying untuk sparepart di bawah harga
tertentu melalui Prima Koperasi Krakatau Steel (Primkokas), Menambah item
sparepart yang ada di dalam kontrak perjanjian dengan vendor, melakukan proses
pendampingan dan mentoring karyawan terutama pada karyawan baru.

28
REFERENSI
Fachrur, A. R. (2013). Pengontrolan Kualitas Produk Wire rod steel Di PT. Krakatau
Steel (persero) Tbk. Cilegon. Statistika. Surabaya: Institut Teknologi Sepuluh
Nopember.
Gaspersz, V. (2002). Pedoman Implementasi Program Six Sigma. Jakarta: PT.
Gramedia Pustaka Utama.
PT. Krakatau Steel. (2012). Company Profile. Cilegon, Banten, Indonesia: PT. Krakatau
Steel (persero) Tbk.

29

30

31

32