laporan pengalengan
12
Pratikum ke-4 Hari, Tanggal : Selasa, 3 Maret 2015 mk Teknologi Pengolahan Asisten : Azah Fajriah Hasil Perairan 2 INTEGRITAS KALENG Akhmad Khoeron C34130063 Kelompok 2
-
Upload
akhmadkhoeron -
Category
Documents
-
view
254 -
download
40
description
laporan
Transcript of laporan pengalengan
Pratikum ke-4 Hari, Tanggal : Selasa, 3 Maret 2015mk Teknologi Pengolahan Asisten : Azah FajriahHasil Perairan 2
INTEGRITAS KALENG
Akhmad KhoeronC34130063Kelompok 2
DEPARTEMEN TEKNOLOGI HASIL PERAIRANFAKULTAS PERIKANAN DAN ILMU KELAUTAN
INSTITUT PERTANIAN BOGORBOGOR

2015
PENDAHULUAN
Latar Belakang
Indonesia merupakan negara dengan sumberdaya perairannya yang melimpah. Sumberdaya tersebut meliputi sumberdaya perairan tawar maupun perairan laut. Produk hasil perairan merupakan produk yang sangat mudah mengalami kebusukan. Kebusukan pada ikan dapat menurunkan kualitas ikan. Kualitas ikan yang rendah dapat menurunkan daya terima produk. Selain itu, produk ikan yang telah mengalami kerusakan juga memiliki efek samping bagi kesehatan jika dikonsumsi. Proses kemunduran mutu ikan dapat dicegah dengan berbagai cara, seperti dengan penambahan bahan pengawet, pemanasan, pendinginan, pengasaman, fermentasi maupun dengan cara pengalengan.
Pengalengan merupakan suatu cara pengawetan pangan yang dikemas secara hermetis dan kemudian disterilkan. Tujuan dari proses pengalengan yaitu untuk membunuh mikroorganisme pembusuk dan pathogen, namun tidak mengakibatkan kerusakan nilai gizi bahan pangan. Hal-hal yang harus diperhatikan dalam pengalengan yaitu, mikroorganisme penyebab kebusukan dan mikroorganisme pathogen yang membahayakan kesehatan harus dapat dimatikan, panas yang diberikan tidak boleh menyebabkan penurunan nilai gizi, dan factor-faktor organoleptic seperti warna dan citarasa harus dipertahankan. Selain itu, integritas kaleng juga sangat menentukan mutu dari bahan pangan yang dikalengkan, untuk itu perlu adanya uji integritas kaleng untuk mengetahui efisiensi dari kaleng tersebut (Sutrisno 2013).
Tujuan
Praktikum ini bertujuan untuk mengetahui proses pengukuran integritas kaleng.
METODOLOGI
Waktu dan Tempat
Praktikum dilakukan pada hari selasa, 3 Maret 2015 di laboratorium Diversifikasi dan preserfasi produk hasil perairan.
Alat dan Bahan
Alat yang digunakan pada praktikum ini yaitu, micrometer skrup, jangka sorong, tang, gunting, dan mesin seamer. Bahan yang digunakan pada praktikum
Data
Pengukuran BH, EH, BHB, OL, FS
ini yaitu kaleng produk perikanan, kaleng pengharum ruangan, kaleng kornet, dan kaleng minuman ringan.
Prosedur Kerja
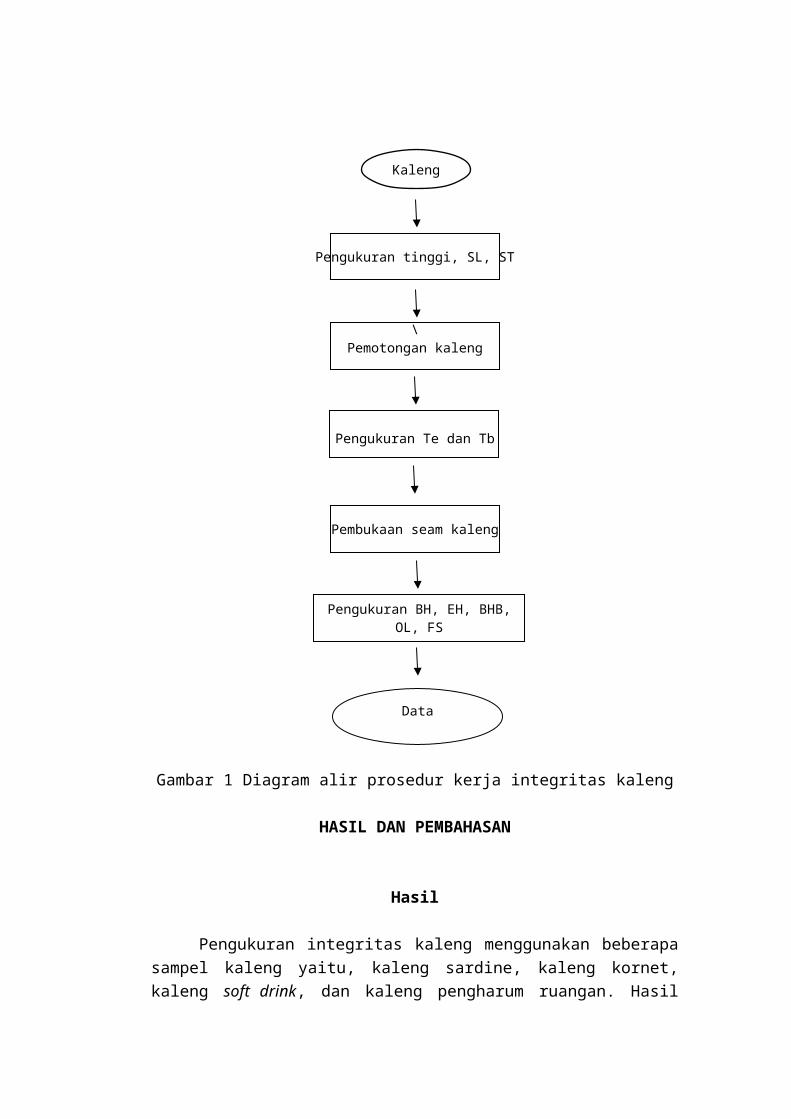
Praktikum kali ini menggunakan 4 macam produk kaleng yaitu kaleng sarden, kaleng minuman bersoda, kaleng kornet, dan kaleng pengharum ruangan. Tahap awal praktikum yaitu kaleng diukur tinggi, seam length dan seam thickness menggunakan jangka sorong dalam keadaan belum dibuka. Kemudian kaleng dibuka dan dikeluarkan isinya, setelah itu dibersihkan degan air bersih lalu diukur ketebalan badan dan ketebalan tutup kaleng menggunakan micrometer skrup. Gunting sebagian kaleng menggunakan gunting seng pada lipatan seam. Lipatan dibuka dan diukur body hook dan end hook menggunakan jangka sorong. Masukan ke dalam perhitungan untuk menghitung overlap, %BHB, dan free space.Diagram alir prosedur kerja dapat dilihat pada Gambar 1.
Kaleng
Pengukuran tinggi, SL, ST
\Pemotongan kaleng
Pengukuran Te dan Tb
Pembukaan seam kaleng
Gambar 1 Diagram alir prosedur kerja integritas kaleng
Kaleng
HASIL DAN PEMBAHASAN
Hasil
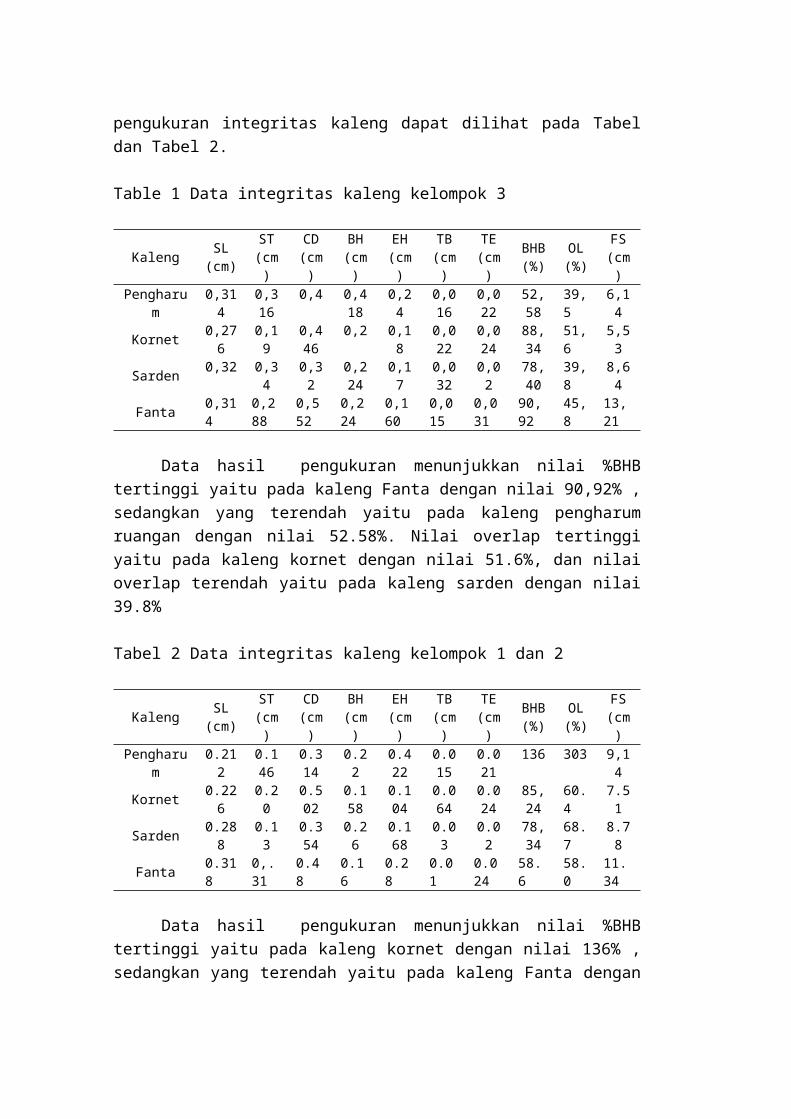
Pengukuran integritas kaleng menggunakan beberapa sampel kaleng yaitu, kaleng sardine, kaleng kornet, kaleng soft drink, dan kaleng pengharum ruangan. Hasil pengukuran integritas kaleng dapat dilihat pada Tabel dan Tabel 2.
Table 1 Data integritas kaleng kelompok 3
KalengSL
(cm)ST
(cm)CD (cm)
BH (cm)
EH (cm)
TB (cm)
TE (cm)
BHB (%)
OL (%)
FS (cm)
Pengharum 0,314 0,316 0,4 0,418 0,24 0,016 0,022 52,58 39,5 6,14Kornet 0,276 0,19 0,446 0,2 0,18 0,022 0,024 88,34 51,6 5,53Sarden 0,32 0,34 0,32 0,224 0,17 0,032 0,02 78,40 39,8 8,64Fanta 0,314 0,288 0,552 0,224 0,160 0,015 0,031 90,92 45,8 13,21
Data hasil pengukuran menunjukkan nilai %BHB tertinggi yaitu pada kaleng Fanta dengan nilai 90,92% , sedangkan yang terendah yaitu pada kaleng pengharum ruangan dengan nilai 52.58%. Nilai overlap tertinggi yaitu pada kaleng kornet dengan nilai 51.6%, dan nilai overlap terendah yaitu pada kaleng sarden dengan nilai 39.8%
Tabel 2 Data integritas kaleng kelompok 1 dan 2
KalengSL
(cm)ST
(cm)CD (cm)
BH (cm)
EH (cm)
TB (cm)
TE (cm)
BHB (%)
OL (%)
FS (cm)
Pengharum 0.212 0.146 0.314 0.22 0.422 0.015 0.021 136 303 9,14Kornet 0.226 0.20 0.502 0.158 0.104 0.064 0.024 85,24 60.4 7.51Sarden 0.288 0.13 0.354 0.26 0.168 0.03 0.02 78,34 68.7 8.78Fanta 0.318 0,.31 0.48 0.16 0.28 0.01 0.024 58.6 58.0 11.34
Data hasil pengukuran menunjukkan nilai %BHB tertinggi yaitu pada kaleng kornet dengan nilai 136% , sedangkan yang terendah yaitu pada kaleng Fanta dengan nilai 58.6%. Nilai overlap tertinggi yaitu pada kaleng pengharum dengan nilai 303%, dan nilai overlap terendah yaitu pada kaleng Fanta dengan nilai 58.0%.
Pembahasan
Pengalengan merupakan cara pengawetan bahan pangan dalam wadah yang tertutup rapat (hermetis) dan disterilisasi dengan panas (Desrosier 1988). Setelah proses sterilisasi harus segera dilakukan proses pendinginan untuk mencegah terjadinya over cooking pada makanan dan tumbuhnya kembali bakteri termofilik (Winarno dan Fardiaz 1980). Pengisian bahan pangan ke
dalam wadah harus memperhatikan ruangan pada bagian dalam atas kaleng (head space). Head space adalah ruang kosong antara permukaan produk dengan tutup yang berfungsi sebagai ruang cadangan untuk pengembangan produk selama disterilisasi, agar tidak menekan wadah karena akan menyebabkan kaleng menjadi menggelembung. Besarnya head space bervariasi tergantung jenis produk dan jenis wadah. Umumnya untuk produk cair dalam kaleng, tingginya head space adalah sekitar 0.25 inci, sedangkan bila wadah yang digunakan adalah gelas jar, direkomendasikan head space yang lebih besar. Bila dalam pengalengan tersebut ditambahkan medium pengalengan, tinggi head space tidak boleh kurang dari 0.25 inci, tetapi bila produk dikalengkan tanpa penambahan medium, diperkenankan produk diisikan sampai hampir penuh dengan meninggalkan sedikit ruang head space (Muchtadi 1994).
Seamer menurut Hasanah et al. (2014) adalah alat yang digunakan untuk menggabungkan penutup kaleng dengan badan kaleng. Permasalahan yang berkaitan dengan tingkat efektivitas mesin seamer adalah adanya kegagalan penutupan saat proses seaming seperti sering terjadi screath pada panel penutup, kaleng terjepit saat seaming berjalan, terjadi kemacetan saat transfer lid, serta terdapat defect product dari seamer yang diketahui setelah proses sterilisasi. Tingkat efektivitas mesin seamer juga dapat dipengaruhi oleh nilai efektivitas mesin yang disusun secara kontinyu pada lini yang sama. Oleh karena itu perlu dilakukan pengukuran efektivitas mesin seamer dan mesin yang tersusun secara kontinyu dengan seamer pada line can 1 dan line can 2.
Jenis-jenis seamer menurut Wicaksana (2010) yaitu vacuum seamer, dan home seamer. Kelebihan dari vacuum seamer yaitu alatnya terdiri dari beberapa mesin seamer, sehingga dapat melakukan proses seaming lebih efisien. Selain itu, vacuum seamer dapat membuat kaleng menjadi vakum sehingga dapat mencegah pertumbuhan mikroorganisme. Kekurangan dari vacuum seamer yaitu harganya yang relatif mahal. Home seamer memiliki kelebihan yaitu harganya yang relatif lebih murah, sedangkan kekurangannya yaitu hanya memiliki satu mesin seamer sehingga kurang efisien.
Jenis-jenis kaleng berdasarkan bahannya menurut Sutrisno (2013) yaitu, tin plate, tin free steel (TFS), dan aluminium. Plat timah atau tin plate adalah lembaran atau gulungan baja berkarbon rendah dengan ketebalan 0.15-0.5 mm. kandungan timah putih pada kaleng plat timah berkisar antara 1.0-1.25% dari berat kaleng. Kaleng bebas timah atau tin free steel (TFS) adalah lembaran baja yang tidak dilapisi timah putih. Jenis TFS yang paling banyak digunakan untuk pengalengan makanan adalah jenis tin free steel chrome type, yaitu lembaran baja yang dilapisi kromium secara elektris sehingga terbentuk kromium oksida di seluruh permukaannya. Aluminium memiliki beberapa keuntungan yaitu lebih ringan, mudah dibentuk, thermal konduktifitasnya bagus, dan dapat didaur ulangkan. Tetapi kurang baik daya kekakuannya serta harga persatuannya relatif lebih mahal, mudah karatan dan karenanya harus diberi lapisan tambahan.
Disamping itu, jenis kaleng tersebut tidak dapat disolder atau dilas tetapi kalengtersebut dapat digunakan untuk jenis kaleng two-pieces cans.
Nilai overlap adalah tingkat kekencangan antara penutup kaleng dengan badan kaleng. BHB merupakan panjang kaitan badan kaleng. Nilai panjang kaitan badan kaleng (BHB) dan panjang overlap (OL) sangat menentukan kualitas dari integritas kaleng karena kedua factor tersebut merupakan dimensi dari double seam. Nilai BHB dan overlap juga dapat dijadikan sebagai parameter pengukuran efisiensi mesin seamer. (Akhmadi 2006).
Data hasil perhitungan integritas kaleng kelompok 3 menunjukkan nilai BHB tertinggi yaitu pada kaleng Fanta dengan nilai 90.92%, sedangkan yang terendah yaitu pada kaleng pengharum dengan nilai 52.58%. nilai BHB yang lainnya yaitu pada kaleng kornet senilai 88.34%, dan kaleng sarden senilai 78.34%. nilai BHB hasil pengukuran tidak sesuai dengan nilai BHB standar yaitu sebesar 75%. Selanjutnya untuk nilai overlap terbesar yaitu pada kaleng kornet dengan overlap sebesar 51.6%, sedangkan yang terendah yaitu pada kaleng pengharum dengan nilai 39.5%. selanjutnya untuk nilai overlap kaleng lain yaitu pada kaleng Fanta sebesar 45.8%, dan pada kaleng sarden sebesar 39.8%. hasil perhitungan overlap tersebut tidak mencapai nilai overlap standar yaitu sebesar 55%-65%.
PENUTUP
Simpulan
Salah satu cara untuk mengetahui efisiensi suatu kaleng yaitu dengan cara pengukuran integritas kaleng. Integritas kaleng setiap produk berbeda, tergantung jenis produknya. Kualitas kaleng dapat diketahui dari nilai BHB dan overlap kaleng.
Saran
Sebaiknya dalam pengukuran integritas kaleng digunakan sampel kaleng yang lebih banyak lagi, agar lebih terlihat perbedaannya. Selain itu, dalam proses seaming kaleng digunakan ikan atau produk perikanan lainnya sebagai bahan pengisi kaleng agar praktikan bisa lebih paham.
DAFTAR PUSTAKA
Ahmad. 2006. Teknik Pengawetan Dalam Industri. Yogyakarta(ID): PenebarSwadaya.
Desrosier NW. 1988. Teknologi Pengawetan Pangan. Jakarta(ID): UI Press.
Hasanah L, Astuti R, Ikasari DM. 2014. Pengukuran overall equipment effectiveness (OEE) sebagai dasar pengambilan kebijakan maintenance. Jurnal Teknologi Industri Pertanian. 4(3): 1-12.
Muchtadi. 1994. Teknologi Pengalengan. Jakarta(ID): Gramedia Pustaka.
Sutrisno. 2013. Kajian tinning (Sn plating) dalam dunia industri. Jurnal Foundry. 3(1): 19-24.
Wicaksana AG. 2010. Penentuan interval waktu optimal bagi pelaksanaan preventive replacement komponen kritis mesin seamer. Jurnal Teknologi Pertanian. 2(1): 14-19.
Winarno, Fardiaz. 1980. Pengantar Teknologi Pangan. Bogor(ID): Tenologi Pangan dan Gizi IPB.
LAMPIRAN
Lampiran 1 Contoh perhitungan %BHB pada kaleng kornet
%BHB= BH−(1.1 x Tb)
SL−1.1 x (2 Te+TB) x 100%
= 0.2−(1.1 x 0.022)
0.276−1.1 x (2 x0.024+0.022) x 100%
= 88.34%
Lampiran 2 Contoh perhitungan OL pada kaleng kornet
%OL = (EH +BH+1.1 Te−SL)
SL−1.1 x(2Te+Tb) x 100%
= (0.18+0.2+1.1 x 0.024−0.276)0.276−1.1 x (2x 0.024+0.022) x 100%
= 51.6%
Lampiran 3 Alat seamer Lampiran 4 Kaleng yang belum diseam
Lampiran 5 Proses seaming Lampiran 6 Kaleng sesudah diseam