Laporan Makalah Praktek Kerja Lapangan Di Plant B Departement Engineering Pt Gajah Tunggal
32
1 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013 BAB I PENDAHULUAN 1.1. Latar Belakang Persaingan dalam dunia usaha, merupakan sebuah tantangan yang harus dihadapi oleh semua pihak, terutama dalam dunia industri yang tidak bisa lepas dari teknologi elektronika dan informasi. Perubahan serta perkembangan yang sudah dicapai seperti otomatisasi dan komputerisasi telah sedemikian cepatnya dan menurut kalangan industri serta par praktisi yang berkecimpung didalamya untuk lebih siap menghadapi kemajuan yang ada. Semementara itu di satu sisi masih terdapat kesenjangan antara dunia pendidikam kita, khususnya dari kalangan pergruan tinggi, dengan dunia kerja yang sebenarnya. Kenyataan yang kita temui saat ini adalah para sarjana lulusan perguruan tinggi hanya sebagai suber daya yang siap latih, bukan siap pakai. Penyebab utamanya adalah ketertnggalan perguruan tinggi terhadap perkembangan teknologi dan informasi yang ada didunia luar. Untuk itu, sebagai salah satu upaya yang ditempuh perguruan tinggi untuk mengantisipasi permasalahan diatas adalah dengan mewajibkan setiap mahasiswa untuk mengikuti Program praktek Kerja Lapangan di suatu lembaga, instansi atau perusahaan, baik pemerintah maupun swasta, yang sesuai dengan disiplin ilmu yang ditekuninya. Dengan kerja praktek pada perusahaan-perusahaan atau instansi tertentu diharapkan mahasiswa dapat memiliki gambaran yang lebih mendalam tentang kondisi nyata didunia kerja, sekaligus dapat menambah pengalaman serta membawa cakrawala pandang yang lebih luas karena mungkin tidak didapatkan di bangku kuliah. 1.2. Tujuan Adapun maksud dan tujuan yang ingin dicapai dalam pelaksanaan kerja praktek ini adalah sebagai berikut : 1. Untuk memperoleh gambaran nyata tentang penerapan dan implementasi dari ilmu teori yang selama ini diperoleh di bangku kuliah dan membandingkanya dengan kondosi nyata yang ada di lapangan
description
laporan pkl di departement engineering plant b pt gajah tunggal tahun 2013
Transcript of Laporan Makalah Praktek Kerja Lapangan Di Plant B Departement Engineering Pt Gajah Tunggal
1 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
BAB I
PENDAHULUAN
1.1. Latar Belakang
Persaingan dalam dunia usaha, merupakan sebuah tantangan yang harus
dihadapi oleh semua pihak, terutama dalam dunia industri yang tidak bisa lepas
dari teknologi elektronika dan informasi. Perubahan serta perkembangan yang
sudah dicapai seperti otomatisasi dan komputerisasi telah sedemikian cepatnya
dan menurut kalangan industri serta par praktisi yang berkecimpung didalamya
untuk lebih siap menghadapi kemajuan yang ada.
Semementara itu di satu sisi masih terdapat kesenjangan antara dunia
pendidikam kita, khususnya dari kalangan pergruan tinggi, dengan dunia kerja
yang sebenarnya. Kenyataan yang kita temui saat ini adalah para sarjana lulusan
perguruan tinggi hanya sebagai suber daya yang siap latih, bukan siap pakai.
Penyebab utamanya adalah ketertnggalan perguruan tinggi terhadap
perkembangan teknologi dan informasi yang ada didunia luar.
Untuk itu, sebagai salah satu upaya yang ditempuh perguruan tinggi untuk
mengantisipasi permasalahan diatas adalah dengan mewajibkan setiap mahasiswa
untuk mengikuti Program praktek Kerja Lapangan di suatu lembaga, instansi atau
perusahaan, baik pemerintah maupun swasta, yang sesuai dengan disiplin ilmu
yang ditekuninya. Dengan kerja praktek pada perusahaan-perusahaan atau instansi
tertentu diharapkan mahasiswa dapat memiliki gambaran yang lebih mendalam
tentang kondisi nyata didunia kerja, sekaligus dapat menambah pengalaman serta
membawa cakrawala pandang yang lebih luas karena mungkin tidak didapatkan di
bangku kuliah.
1.2. Tujuan
Adapun maksud dan tujuan yang ingin dicapai dalam pelaksanaan kerja
praktek ini adalah sebagai berikut :
1. Untuk memperoleh gambaran nyata tentang penerapan dan
implementasi dari ilmu teori yang selama ini diperoleh di bangku
kuliah dan membandingkanya dengan kondosi nyata yang ada di
lapangan
2 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
2. Untuk memperoleh tambahan pengetahuan dan pengalaman yang
akan membuka cakrawal berpikir yang lebih luas mengenai disiplin
ilmu yang ditekuni selama ini
3. Mahasiswa dapat mengetahui produktifitas perusahaan
4. Mahasiswa dapat mengetahui dan memahami sistem kerja
perusahaan dan terjun atau turut serta dalam proses
BAB II
Tinjauan Umum Perusahaan
2.1.Gt secara umum
PT Gajah Tunggal Tbk merupakan sebuah perusahaan yang
bergerak di bidang manufaktur dengan produk ban untuk berbagai
kendaraan dan kegunaan. Perusahaan ini pertama kali didirikan pada
tanggal 24 Agustus1951diJakartadengannamaN.V.Hoek Hino
olehBapakSyamsulTeksongdanIbuItjih Nursalim. Pabrik dengan bangunan
seluas725m2,luastanahseluas1,3hadankaryawansekitar100orangyangberlo
kasi diJl.BandenganUtara73-75,JakartaUtara.
PadamulanyahasilproduksiPT.Gajah
TunggalTbkhanyaberupabansepedadan becaktradisionaldimanakeduajenis
kendaraan tersebut merupakan alat transportasi utama. Berikut sejarah
perkembangan PT Gajah Tunggal:
1951 - PT Gajah Tunggal didirikan untuk memproduksi dan
mendistribusikan ban luar dan ban dalam sepeda.
1973 - Persetujuan bantuan teknis ditandatangani dengan Inoue Rubber
Company, Jepang untuk memproduksi ban sepeda motor.
1981 - Perusahaan mulai memproduksi ban bias untuk kendaraan
penumpang dan niaga dengan bantuan teknis dari Yokohama Rubber
Company, Jepang.
1990 - PT Gajah Tunggal Tbk terdaftar dalam Bursa Efek Jakarta dan
Surabaya.
1991 - PT Gajah Tunggal Tbk mengakuisisi GT Petrochem Industries,
sebuah produsen kain ban (TC) dan benang nilon.
3 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
1993 - Perusahaan mulai memproduksi secara komersial ban radial untuk
mobil penumpang dan truk ringan.
1994 - PT Gajah Tunggal Tbk menerima sertifikasi mutu, seperti E-mark
dari Komunitas Eropa dan memenuhi syarat dan peraturan Departemen
Transportasi yang diperlukan untuk pasar Amerika Serikat.
1995 - PT Gajah Tunggal Tbk mengakuisisi Langgeng Baja Pratama
(LBP), produsen kawat baja.
1996 - PT Gajah Tunggal Tbk mengakuisisi Meshindo Alloy Wheel
Corporation, produsen velg aluminium terbesar kedua di Indonesia. PT GT
Petrochem Industries, anak perusahaan PT Gajah Tunggal Tbk,
memperluas lingkup operasinya dengan memperoduksi karet sintetis,
atilena glikol, benang poliester dan serat poliester.
1997 - PT Gajah Tunggal Tbk membuat perjanjian off-take dengan Pirelli
Tyre untuk memproduksi ban radial untuk mobil penumpang yang
dirancang Pirelli untuk wilayah Amerika Utara dan Eropa, namun
perjanjian ini dihentikan atas persetujuan kedua belah pihak pada tahun
2001. Pabrik ban radial PT Gajah Tunggal Tbk memperoleh sertifikasi
ISO 9001 untuk sistem mutu disain, pengembangan dan instalasinya.
2001 - Perusahaan membuat perjanjian produksi dengan Nokian Tyres
Group, sebuah perusahaan manufaktur ban terkemuka yang berbasis di
Finlandia, untuk memproduksi beberapa jenis ban mobil penumpang,
termasuk ban untuk musim dingin (salju), untuk pasar di luar Indonesia.
2002 - Perusahaan menerima sertifikasi mutu QS 9000, satu dari syarat-
syarat yang dibutuhkan untuk mendistribusikan produk di Amerika
Serikat. PT Gajah Tunggal Tbk menyelesaikan restrukturisasinya karena
timbulnya krisis keuangan Asia, yang memungkinkan Perusahaan untuk
menurunkan beban hutangnya lebih dari US$ 200 juta dan mengkonversi
hutang ke FRN.
2004 - Selesainya restrukturisasi Perusahaan dengan terlaksananya
dekonsolidasi laporan keuangan Perusahaan dengan PT GT Petrochem
Industries dan pada saat bersamaan mengakuisisi aset TC dan SBR.
Divestasi saham Langgeng Bajapratama yang merupakan produsen kawat
baja.
2005 Perusahaan menerbitkan Obligasi Global senilai US$ 325 juta. Dana
hasil dari obligasi tersebut digunakan untuk membeli kembali sejumlah
wesel bayar dan untuk membiayai ekspansi perusahaan. Divestasi saham
Meshindi Alloy Wheel yang merupakan produsen velg aluminium.
2006 - PT Gajah Tunggal Tbk menerima penghargaan “Best managed
Company in Indonesia” dari Euromoney Magazine.
2007 - Tambahan dana sebesar US$ 95 juta berasal dari penawaran
tambahan obligasi global untuk membiayai ekspansi yang sedang berjalan
dan untuk pengeluaran modal guna membiayai riset dan pengembangan
produk baru. Perusahaan juga kembali memasuki pasar modal dengan
melakukan emisi saham dengan perbandingan 10:1 dengan nilai emisi
sebesar Rp 158,4 milyar (sekitar US$ 17 juta) untuk memenuhi modal
kerja.
4 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
2008 - Gajah Tunggal menerima penghargaan Primaniyarta dari Presiden
Republik Indonesia. Micheline off-take mencapai 2,8 juta ban.
2009 - Gajah Tunggal berhasil menyelesaikan penawaran pertukaran
terhadap obligasi yang belum dibayarkan. Perusahaan menerima
penghargaan, sebagian besar penghargaan „Anugerah Produk Asli
Indonesia‟ tahun 2009 dari Bisnis Indonesia. Perusahaan juga menerima
sertifikasi ISO 14001 untuk sistem manajemennya.
2010 - Peluncuran Champiro Eco, ban Indonesia pertama yang ramah
lingkungan, oleh Menteri Perdagangan ibu Mari Elka Pangestu.
Visi PT Gajah Tunggal : MenjadiGood Corporate Citizen dengan
posisi keuangan yang kuat, pemimpin pasar di Indonesia, dan perusahaan
dengan reputasi global sebagai produsen ban yang berkualitas.
Misi Pt Gajah Tunggal : Menjadi produsen yang memimpin dan
terpercaya sebuah portfolio produk ban yang optimal, dengan harga yang
kompetitif dan kualitas yang unggul di saat yang sama terus meningkatkan
ekuitas merek produk kami, melaksanakan tanggung jawab sosial kami,
dan memberikan profitabilitas/hasil investasi kepada para pemegang
saham serta nilai tambah untuk semua stakeholder perusahaan.
2.2.Plant B
Plant B dengan luas 18.9682,
memproduksi ban sepeda motor (MC
Bias Tire), ban dalam sepeda motor (MC Tube) dengan merk dagang IRC
dan Flap Am Bias tire. Di Plant B terbagi atas 3 Plant lainya yaitu plant I ,
H ,
2.3.Departemen engineering
Departememn engineering Plant B merupakan tempat perbaikan
bagi mesin dan komponen elektronik yang mengalami kerusakan. Di
dalam Dept. Engineering terdapat 2 tempat yaitu tempat perbaikan mesin
dan ruang elektrik. Enginering adalah suatu departemen pada sebuah
perusahaan. Departemen ini memunyai tugas untuk menjaga/merawat alat-
alat, mesin-mesin yang ada pada perusahaan tersebut agar waktu hidupnya
bisa lebih lama, selain itu enginering juga bertugas untuk memperbaiki
alat-alat, mesin-mesin yang mengalami kerusakan pada perusahaan
tersebut.
Enginering merupakan departemen yang sangat vital pada perusahaan,
karena departemen ini harus selalu menjaga seluruh peralatan penunjang
5 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
kegiatan pada suatu perusahaan agar kegiatan perusahaan tersebut berjalan
lancar atau tidak mengalami delay dalam proses produksi yang bisa
berdampak pada penghasilan perusahaan. Latar belakang kegiatan PKL ini
dilakukan agar penulis dapat mengetahui dan melihat kenyataan dalam
pekerjaan serta menerapkan ilmu yang didapat dalam kelas untuk
diaplikasikan ke dalam sebuah pekerjaan. Selain itu juga agar menambah
wawasan dan ilmu serta agar mahasiswa belajar menjalin hubungan kerja
yang harmonis kepada karyawan supaya tercipta suasana kerja yang
nyaman.
6 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
BAB III.
PELAKSANAAN
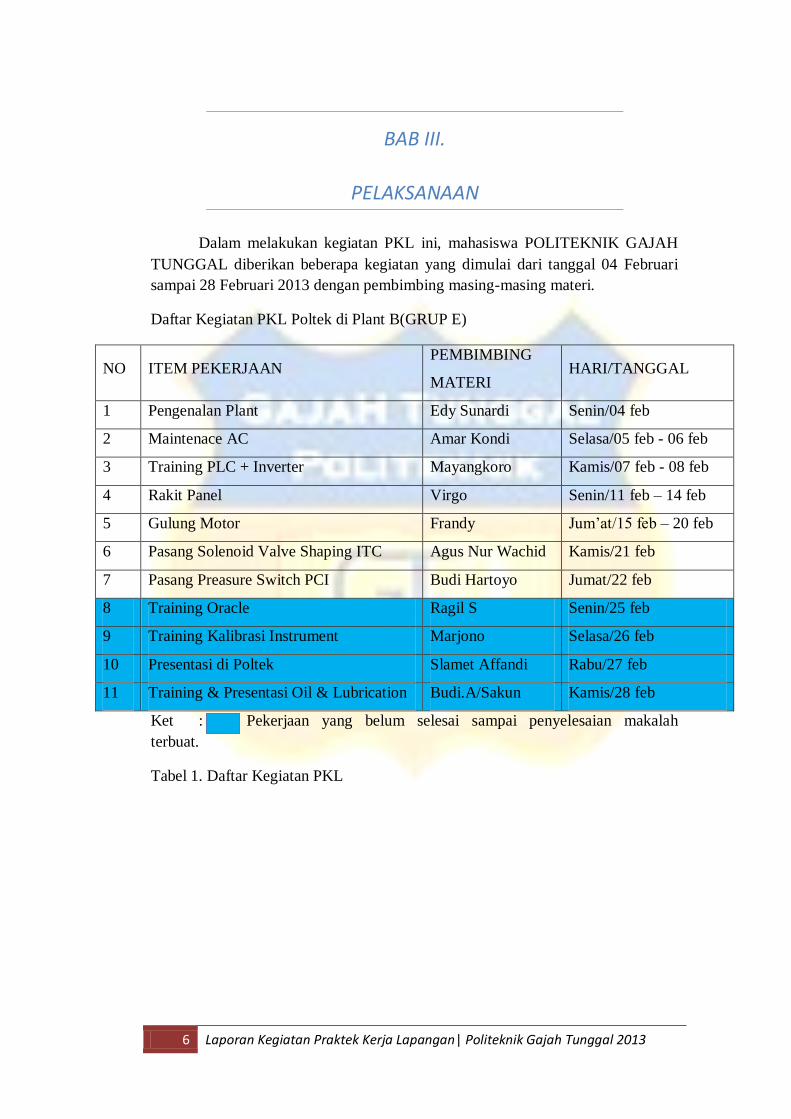
Dalam melakukan kegiatan PKL ini, mahasiswa POLITEKNIK GAJAH
TUNGGAL diberikan beberapa kegiatan yang dimulai dari tanggal 04 Februari
sampai 28 Februari 2013 dengan pembimbing masing-masing materi.
Daftar Kegiatan PKL Poltek di Plant B(GRUP E)
NO ITEM PEKERJAAN PEMBIMBING
MATERI HARI/TANGGAL
1 Pengenalan Plant Edy Sunardi Senin/04 feb
2 Maintenace AC Amar Kondi Selasa/05 feb - 06 feb
3 Training PLC + Inverter Mayangkoro Kamis/07 feb - 08 feb
4 Rakit Panel Virgo Senin/11 feb – 14 feb
5 Gulung Motor Frandy Jum‟at/15 feb – 20 feb
6 Pasang Solenoid Valve Shaping ITC Agus Nur Wachid Kamis/21 feb
7 Pasang Preasure Switch PCI Budi Hartoyo Jumat/22 feb
8 Training Oracle Ragil S Senin/25 feb
9 Training Kalibrasi Instrument Marjono Selasa/26 feb
10 Presentasi di Poltek Slamet Affandi Rabu/27 feb
11 Training & Presentasi Oil & Lubrication Budi.A/Sakun Kamis/28 feb
Ket : Pekerjaan yang belum selesai sampai penyelesaian makalah
terbuat.
Tabel 1. Daftar Kegiatan PKL
7 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
BAB IV
PEMBAHASAN
4.1.Pengenalan Plant I
Dalam proses pembuatan ada beberapa proses umum yang
dilakukan untuk mendapatkan hasil akhir yang diharapkan. Pebagian divisi
dilakukan berdasarkan proses-proses yang ada di setiapdivisi . Proses-
proses itu antara lain adalah mixing, calendaring, extruding, forming, bead
finishing, building, curing, dan trimming.
1. Mixing
Peengerjaan pertama adlah dmulai dengan proses mixing. Proses mixing
terdiri dari dua tahap yaitu:
a. Proses BO, Proses pencampuran beberapa bahan baku antara lain karet
dan bahan kimi lainyansehingga menghasilkan lembaran karet.
b. Proses SO, merupakan proses pencampuran lembaran aeret hasil
proses BO dengan bahan kimia tertentu yang mebghasilkan lembaran
compound. Compound merupakan bahan baku yang berupa lembaran
yang digunakan pada semua proses pembuatan ban .
2. Open mill
Fungsi dari mesin open mill ini alah untuk melunakan ccompound yang
keras. Yaitu dengan cara menggunakan 2 buah tabung/ drum yang dengan
arah berlawanan sehingga compound pun menjadi lunak.
3. Extruding
Proses extruding terjadi di mesin extruder, mesin ini adlah mesin pembuat
crown atau tread yaitu bagian terluar dari permukaan ban yang dekat
dengan jalan.
4. Treatment
Treatment adalah proses pelapisan nilon dengan compound sehingga nilon
berada ditengah –tengah compound.
5. Bias cutting
Bias cutting adalah proses pemotongan lembaran compound yang sudah
dirajut dengan nilon dipotong menggunakan ultrasonic cutter yang sudut
kemiringanya sudah diatur sehingga posisis pemotongannya miring setelah
di potong jadilah lembaran lembaran Ply.
6. Forming dan bead finishing.
Proses forming adalah suatu proses pelapisan kawat baja ban oleh
compound dan dibentuk lingkaran lalu dipotong sesuai dengan ukuran yang
di tentukan.Proses bead finishing merupakan sejumlah proses untuk
8 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
membuat beadsecara lengkap dengan cara penambahan wrapping tape,
apex, dan flipper pada beadforming yang tergantung pada spesifikasi.
7. Building
Building adalah proses perakitan ban, proses ini building ini terjadi di
mesin TBM (Tire building machine) di proses building ini semua bahan
yang audah dihasilkan dari proses sebelumnya disatukan. Yang pertama
lapisan ply di lapisi dengatread lalu dipasangi bead atu kawat pada sisi
kanan dan kiri ply tersebut lalu ketika sudah digabungkan jadilah ban GT
(green tire) atau disebut ban setengah jadi.
8. Venting
Proses venting adalah proses pelubangan ban GT (green tire) kegiatan
pelubangan ini dilakukan untuk mengeluarkan udara yang terjebak di
lapisan ban GT tersebut.
9. Curing
Curing adalah proses pemasakan ban GT( Green Tire) sehingga
terbentuklah ban utuh yang sudah jadi.
10. Trimming
Trimming adalah proses penghilangan atau pembersihan bulu-bulu halus
yang terdapat pada ban setelah di masak.
11. Final inspection
Final inspection adalah proses pengecekan kualitas adri ban tersebut
dalam proses ini terdapat 3 tahapan yaitu: menggunakan manual,
menggunakan mesin, menggunakan komputer.
Manual : Dilakukan oleh para pekerja menggunakan visual.
Mesin : Dilakukan menggunakan mesin dengan cara di balancing.
Komputer : Dilakukan dengan cara mengetahui titik tengah dan sudut
dari suatu ban.
12. Packaging.
Packaging atau pengepakan dilakukan secara manual.
Proses Untuk Pembuatan Tube (Ban Dalam)
Proses untuk pembuatan Tube (Ban dalam) terdiri dari beberapa tahap
yaitu:
1. Mixing
Peengerjaan pertama adlah dmulai dengan proses mixing. Proses mixing
terdiri dari dua tahap yaitu:
c. Proses BO, Proses pencampuran beberapa bahan baku antara lain karet
dan bahan kimi lainyansehingga menghasilkan lembaran karet.
d. Proses SO, merupakan proses pencampuran lembaran aeret hasil
proses BO dengan bahan kimia tertentu yang mebghasilkan lembaran
9 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
compound. Compound merupakan bahan baku yang berupa lembaran
yang digunakan pada semua proses pembuatan ban .
2. Open mill
Fungsi dari mesin open mill ini alah untuk melunakan compound yang
keras. Yaitu dengan cara menggunakan 2 buah tabung/ drum yang dengan
arah berlawanan sehingga compound pun menjadi lunak.
3. Extruding.
Proses extruding terjadi di mesin extruder yaitu pembuatan lapisan ban
dalam dengan cara lapisan compound yang memanjang itiupkan dengan
udara sehingga berbentuk tabung lalu diisi kapur. Pengiian kapur ini
ditujukan untuk mencegah menempelnya lapisan antar ban dalam tersebut.
4. Cutting
Cutting/pemotongan adalh proses pemotongan ban dalam yang sudah
berbentuk tabung tersebut sesuai dengan ukuran.
5. Valve assembling
Valveassembling / proses pmaangan valve pada ban dalam motor secara
otomatis dengan menggunakan sensor.
6. Splicing
Splicing /penyambungan adalah proses penyambungan ban yang sudah di
potng tadi sehingga membentuk lingkaran.
7. Curing
Curing adalah proses pemasakan ban sebelum masuk kedalam mesin
curing ban terlebih dahulu diisi udara (shapping) lalu dimampatkan
menggunakan lilin sehingga udara tidak keluar lagi.
8. Final inspection
Final inspection adalah proses pengecekan kualitas dari ban tersebut
dalam proses ini menggunakan manual dengan cara melihat dan
melakukan pengecekan dengan cara diisi udara unutk mendeteksi
kebocoran.

10 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
4.2.Maintennce Ac
Teori Tentang Ac :
Kompresor yang ada pada sistem pendingin dipergunakan
sebagai alat untuk memampatkan fluida kerja (refrigent), jadi refrigent
yang masuk ke dalam kompresor dialirkan ke condenser yang kemudian
dimampatkan di kondenser. Di bagian kondenser ini refrigent yang
dimampatkan akan berubah fase dari refrigent fase uap menjadi refrigent
fase cair, maka refrigent mengeluarkan kalor yaitu kalor penguapan yang
terkandung di dalam refrigent. Adapun besarnya kalor yang dilepaskan
oleh kondenser adalah jumlahan dari energi kompresor yang diperlukan
dan energi kalor yang diambil evaparator dari substansi yang akan
didinginkan.
Pada kondensor tekanan refrigent yang berada dalam pipa-
pipa kondenser relatif jauh lebih tinggi dibandingkan dengan tekanan
refrigent yang berada pada pipi-pipa evaporator.Setelah refrigent lewat
kondenser dan melepaskan kalor penguapan dari fase uap ke fase cair
maka refrigent dilewatkan melalui katup ekspansi, pada katup ekspansi ini
refrigent tekanannya diturunkan sehingga refrigent berubah kondisi dari
fase cair ke fase uap yang kemudian dialirkan ke evaporator, di dalam
evaporator ini refrigent akan berubah keadaannya dari fase cair ke fase
uap, perubahan fase ini disebabkan karena tekanan refrigent dibuat
sedemikian rupa sehingga refrigent setelah melewati katup ekspansi dan
melalui evaporator tekanannya menjadi sangat turun. Hal ini secara praktis
dapat dilakukan dengan jalan diameter pipa yang ada dievaporator relatif
lebih besar jika dibandingkan dengan diameter pipa yang ada pada
kondenser.

11 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
Dengan adanya perubahan kondisi refrigent dari fase cair ke
fase uap maka untuk merubahnya dari fase cair ke refrigent fase uap maka
proses ini membutuhkan energi yaitu energi penguapan, dalam hal ini
energi yang dipergunakan adalah energi yang berada di dalam substansi
yang akan didinginkan. Dengan diambilnya energi yang diambil dalam
substansi yang akan didinginkan maka enthalpi[3] substansi yang akan
didinginkan akan menjadi turun, dengan turunnya enthalpi maka
temperatur dari substansi yang akan didinginkan akan menjadi turun.
Proses ini akan berubah terus-menerus sampai terjadi pendinginan yang
sesuai dengan keinginan.
PELAKSANAAN.
Kegiatan pada hari pertama maintenance AC:
1. Pengenalan komponen-komponen Ac.
Komponen koponen Ac yaitu :
Kompresor
Kondensor
Orifice tube
Katup expansi
Evaporator/pendingin
2. Mengetahui cara kerja dari Ac
12 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
Kegiatan pada hari ke-dua.
Cleaning Ac (pembersihan bagian-bagian dari mesin Ac)
Kegiatan cleaning Ac ini bertujuan untuk membersihkan kotoran-
kotoran yang melekat pada komponen komponen Ac.
Pengisian gas freon.
Pengisisan Gasfreon dilakukan dikarenakan Ac tidak dingin
dengan ditambahkan gas freon tersebut maka ac akan menjadi
dingin. Tekanan gas yang normal 65-75 Psi.
Pemasangan Ac panel tire wobling Plant I
Pemasangan
4.3.PLC
PLC pertama kali dikembangkan pada tahun 1986 dimana sebelumnya
digunakan sistem kontrol seperti relai pada proses industri. Sistem relai yang
digunakan pada industri sangat besar dan hanya digunakan pada aplikasi-aplikasi
khusus saja. Kelebihan-kelebihan PLC dibandingkan dengan sistem kontol biasa
adalah :
1. Jumlah kabel yang dibutuhkan dapat dikurangi.
2. Konsumsi daya PLC lebih rendah dibandingkan dengan sistem kontrol
berbasis relay.
3. Fungsi diagnostik pada sistem kontrol PLC dapat mendeteksi kesalahan
dengan lebih mudah dan cepat.
4. Bila diperlukan perubahan pada urutan operasional, proses atau aplikasi
dapat dilakukan dengan lebih mudah, hanya dengan melakukan
penggantian program, baik dengan menggunakan handheld atau dengan
komputer ( PC ).
5. Tidak membutuhkan suku cadang yang banyak.
6. Bila perlu menggunakan instrumen I/O yang cukup banyakdan fungsi
operasional proses cukup kompleks.
7. Menggunnakan PLC lebih mudah dibandingkan dengan menggunakan
sistem konvensional.
PLC dirancang untuk bisa dioperasikan oleh para operator/pengguna dengan
sedikit pengetahuan mengenai komputer dan bahasa pemrograman. PLC
didalamya telah dilengkapi dengan program awal, sehingga memungkinkan
program-program kontrol dimasukan dengan menggunakan suat bahasa
pemrograman yang sederhana dan mudah dioperasikan. PLC pada dasarnya sama

13 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
dengan komputer, yang membedakannya komputer dioptimalkan untuk tugas-
tugas yang berhubungan dengan perhitungan dan penyajian data, sedangkan PLC
dioptimalkan untuk tugas-tugas yang berhubungan dengan pengontrolan dan
pengoperasian didalam lingkungan industri.
Sebuah PLC dirancang dengan memiliki karakteristik sebagai berikut :
1. Kokoh dan dirancang untuk tahan terhadap getaran, suhu, kelembaban dan
kebisingan.
2. Antarmuka untuk masukan dan keluaran built-in didalamya atau I/O.
3. Mudah diprogram dan menggunakan bahasa pemrograman yang mudah
dipahami, yang sebagian besar berhubungan dengan operasi-operasi logika
dan penyambungan.
Semua PLC diharapkan mempunai respon yang cepat, hal itu dibutuhkan
dalam kepresisian sistem kontrol dalam industri. Seperti apabila sensor
menangkap benda yang berjalan dalam konveyor kemudian diteruskan ke PLC
untuk merespon apa yang akan dilakukan pada benda tersebut.
PLC merupakan suatu piranti basis kontrol yang dapat diprogram bersifat
logik, yang digunakan untuk menggantikan rangkaian sederetan relai yang
dijumpai pada sistem kontrol proses konvensional. PLC bekerja dengan cara
mengamati masukan ( melalui sensor terkait ), kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluaranya. Dengan kata lain PLC menentukan aksi apa yang harus
dilakukan pada instrument keluaran berkaitan dengan status suatu ukuran atau
besaran yang diamati.
Fungsi PLC
1. Sekuensial control
PLC memproses input sinyal biner menjadi output yang digunakan untuk
keperluan pemrosesan teknik secara berurutan ( sekuensial ), disini PLC
mengontrol agar setiap langkah dalam proses sekuensial berlangsung dalam
urutan yang tepat.
2. Arsitektur PLC
14 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
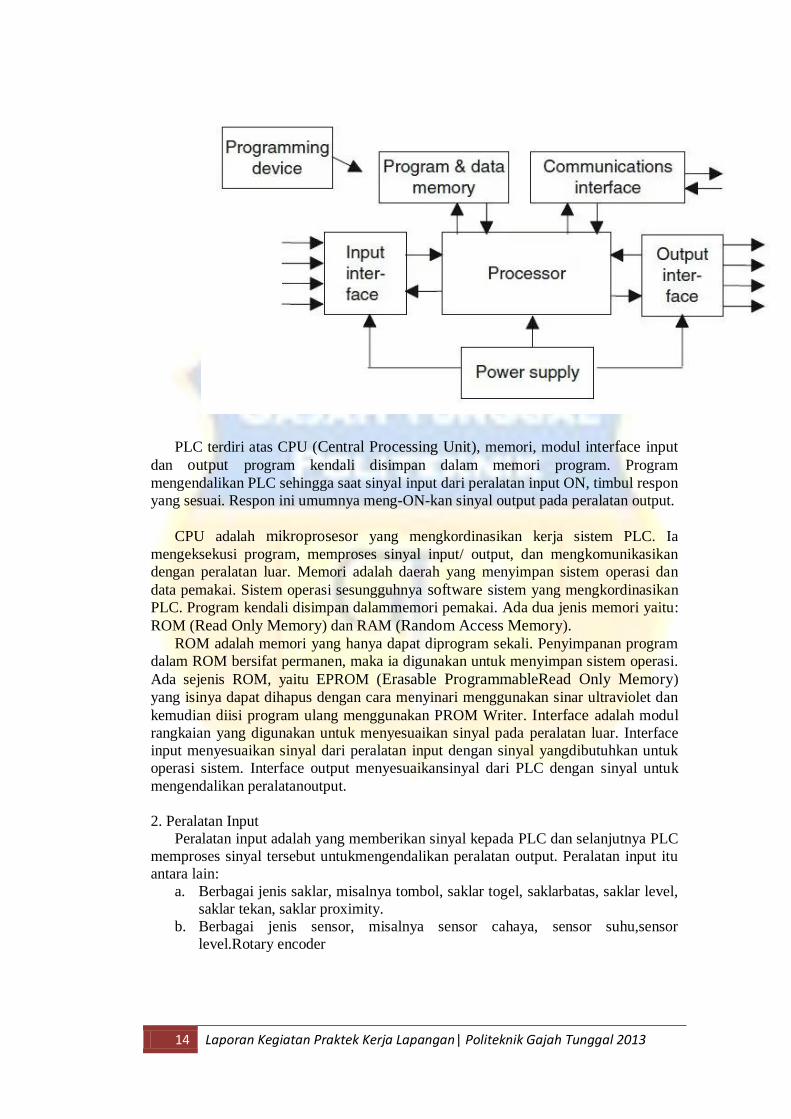
PLC terdiri atas CPU (Central Processing Unit), memori, modul interface input
dan output program kendali disimpan dalam memori program. Program
mengendalikan PLC sehingga saat sinyal input dari peralatan input ON, timbul respon
yang sesuai. Respon ini umumnya meng-ON-kan sinyal output pada peralatan output.
CPU adalah mikroprosesor yang mengkordinasikan kerja sistem PLC. Ia
mengeksekusi program, memproses sinyal input/ output, dan mengkomunikasikan
dengan peralatan luar. Memori adalah daerah yang menyimpan sistem operasi dan
data pemakai. Sistem operasi sesungguhnya software sistem yang mengkordinasikan
PLC. Program kendali disimpan dalammemori pemakai. Ada dua jenis memori yaitu:
ROM (Read Only Memory) dan RAM (Random Access Memory).
ROM adalah memori yang hanya dapat diprogram sekali. Penyimpanan program
dalam ROM bersifat permanen, maka ia digunakan untuk menyimpan sistem operasi.
Ada sejenis ROM, yaitu EPROM (Erasable ProgrammableRead Only Memory)
yang isinya dapat dihapus dengan cara menyinari menggunakan sinar ultraviolet dan
kemudian diisi program ulang menggunakan PROM Writer. Interface adalah modul
rangkaian yang digunakan untuk menyesuaikan sinyal pada peralatan luar. Interface
input menyesuaikan sinyal dari peralatan input dengan sinyal yangdibutuhkan untuk
operasi sistem. Interface output menyesuaikansinyal dari PLC dengan sinyal untuk
mengendalikan peralatanoutput.
2. Peralatan Input
Peralatan input adalah yang memberikan sinyal kepada PLC dan selanjutnya PLC
memproses sinyal tersebut untukmengendalikan peralatan output. Peralatan input itu
antara lain:
a. Berbagai jenis saklar, misalnya tombol, saklar togel, saklarbatas, saklar level,
saklar tekan, saklar proximity.
b. Berbagai jenis sensor, misalnya sensor cahaya, sensor suhu,sensor
level.Rotary encoder

15 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
3. Peralatan Output
Sistem otomasi tidak lengkap tanpa ada peralatanoutput yang dikendalikan.
Peralatan output itu misalnya:
a. Kontaktor
b. Motor listrik
c. Lampu
d. Buzer
4. Peralatan Penunjang
Peralatan penunjang adalah peralatan yang digunakandalam sistem kendali PLC,
tetapi bukan merupakan bagian darisistem secara nyata. Maksudnya, peralatan ini
digunakan untukkeperluan tertentu yang tidak berkait dengan aktifitaspegendalian.
Peralatan penunjang itu, antara lain :
a. berbagai jenis alat pemrogram, yaitu komputer, softwareladder, konsol
pemprogram, programmable terminal, dansebagainya.
b. Berbagai software ladder, yaitu: SSS, LSS, Syswin, dan CXProgrammer. c. Berbagai jenis memori luar, yaitu: disket, CD , flash disk. d. Berbagai alat pencetak dalam sistem komputer, misalnyaprinter, plotter.
5. Catu Daya ( power suplly )
PLC adalah sebuah peralatan digital dan setiapperalatan digital membutuhkan
catu daya DC. Catu daya inidapat dicatu dari luar, atau dari dalam PLC itu sendiri.
PLC tipe modular membutuhkan catu daya dari luar
PLC tipe FX

16 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
PLC tipe Q
Perbedaan antara PLC tipe FX dan tipe Q yaitu pada konstruksinya, pada
tipe FX konstruksinya yaitu semua menyatu dari CPU sampai outputnya.
Sedangkan untuk tipe Q bagian dari PLC semuanya terpisah dan terdapat base
plan sebagai tempat dudukan komponen PLC. Pada PLC tipe FX apabila terjadi
kerusakan pada salah satu komponenya semua sistem ikut terganggu dan
membutuhkan waktu lama dalam perbaikan, sedangkan untuk tipe Q apabila
terjadi kerusakan misal pada bagian input, kita cukup mengganti input yang rusak.
Inverter
Inverter merupakan alat/komponen untuk mengatur kecepatan motor-
motor listrik/servo. Atau bisa disebut converter, drive. Cuma kalau untuk servo
lebih dikenal dengan istilah servo drive. Dengan menggunakan inverter motor
listrik menjadi variable speed. Kecepatannya bisa diubah-ubah atau disetting
sesuai dengan kebutuhan.
Didunia otomatisasi industri, inverter sangat banyak digunakan. Aplikasi
ini biasanya terpasang untuk proses linear (parameter yang bisa diubah-ubah).
Linear ya seperti grafik sinus. atau untuk sistem axis (servo) yang membutuhkan
putaran/aplikasi yang presisi.

17 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
Mungkin kita kenal dari semua vendor automasi industri pasti membuat inverter
juga. Contohnya saja Allen Bradley, Siemens, Hitachi, Panasonic, Omron,
Mitsubishi, Danfoss dan masih banyak lagi merek-merek lain. Dari masing-m
Contoh inverter mitsubishi
Pelaksanaan
Kegiatan pada hari pertama tanggal 07 feb :
1. Pengenalan PLC
2. Membuat rangakaian Self Holding
18 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
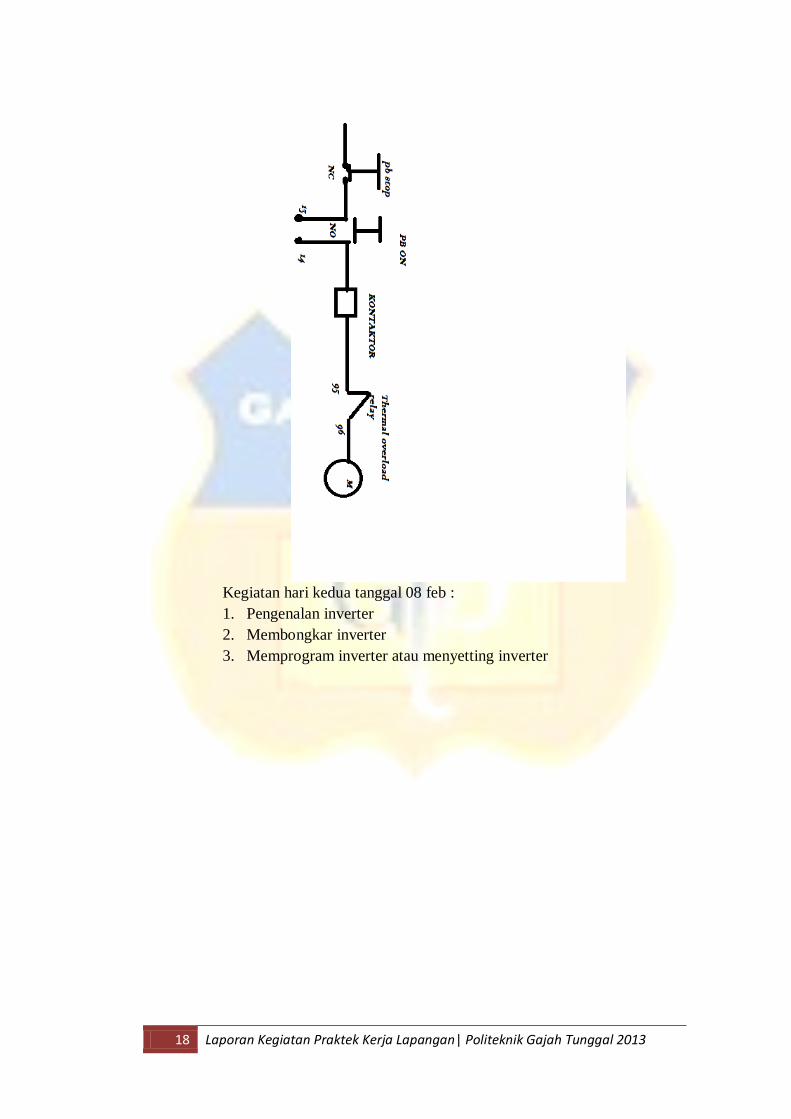
Kegiatan hari kedua tanggal 08 feb :
1. Pengenalan inverter
2. Membongkar inverter
3. Memprogram inverter atau menyetting inverter

19 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
4.4. PANEL
Panel listrik dibedakan menjadi dua, yaitu panel daya dan panel distribusi
listrik. Panel distribusi listrik berguna untuk mengalirkan energi listrik dari pusat
atau gardu induk step down. Panel daya adalah tempat yntuk menyalurkan dan
mendistribusikan energi listrik dari gardu induk step down kepanel-panel
distribusinya. Sedangkan yang dimaksud panel distribusi daya adalah tempat
menyalurkan dan mendistribusikan energi listrik dari panel daya kebeban panel
(konsumen) baik untuk istalasi tenaga maupun untuk instalasi penerangan. Panel
daya dan distribusi listrik digunakan untuk memudahkan pembagian energi listik
secara merata,pengamanan instalasi dan pemakaian,dan pemeriksaan dan
perawatan panel listrik.
Sumber : modul pemeliharaan panel listrik
Dalam pembuatan panel kita harus memperhatikan hal-halnpenting, seperti
panel harus mudah dilayani,dipasang pada tempat yang mudah dipakai,didepan
panel ruanganya harus bebas,panel tidak boleh ditempatkan pada tempat yang
lembab.
Panel berfungsi untuk membagi daya instalasi dan daya tenaga. Di industri
pada umumnya perlengkapan PHB dibagi atas panel untuk penerangan dan untuk
tenaga. Pada panel tenaga biasa dipasang pengaman tegangan nol. Panel tenaga
dan panel penerangan dipisahkan untuk mengantisipasi terjadi gangguan dari
salah satu panel tenaga maupun panel penerangan supaya tidak mempengaruhi
keduanya.Panel harus dihubung tanahkan atau diberi grounding untuk
memperkecil tegangan sentuh listrik apabila terjadi kebocoran isolasi.Besar
penampang harus sesuai dengan PUIL berguna untuk mengetahui besar tegangan
antar fasa, arus,dll. Panel dilengkapi dengan alat ukur volt meter, amper meter,
dan lampu indikator.
Panel juga memiliki bermacam-macam alat kontrol, seperti sakelar,
tombol tekan , lampu indikator, sakelar magnet, kawat penghubung. Kemampuan
alat kontrol harus sesuai dengan penggunaan dan harus memiliki tanda atau kode
warna yang sesuai, seperti tombol merah untuk memutuskan tegangan dan tombol
hijau untuk menghubungkan tegangan sehingga mempermudah pelayanan
20 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
Setiap pemasangan instalasi motor listrik harus ditentukan, antara lain
jenis kabel yang sesuai, kemampuan hantar arus dan nilai nominal penghantar
beban. Selain itu dalam menentukan kabel listrik hal yang harus diperhatikan
antara lain, dari segi kelistrikan harus sesuai peraturan yang berlaku ( PUIL ), dari
segi keandalan tahan terhadap gangguan mekanis, panas, lembab dan dari segi
rugi teganganya tidak melebihi 2 % untuk penerangan dan 5 % untuk instalasi
tenaga. Jenis penghantar yang sering digunakan
No Tipe penghantar Keterangan
1 NYA, NYAF Kabel dengan isolasi plastik tahan panas
2 NSYA, NSAF Kabel tahan lembab
3 NYM, NYBUY, NYMHY, MYMT Kabel fleksibel untuk perlengkapan portabel
4 Si A, Si AF, Si AFUL, Si NH Kabel tipe sinotherm yaitu kabel dengan isolasi
tahan panas
5 NYY Kabel protodur tanpa sarung logam
6 NYCY Kabel saluran timbel urat karet dengan bahan baja
7 ORL Kabel saluran urat karet beranyam
Pengenalan Komponen pada Panel
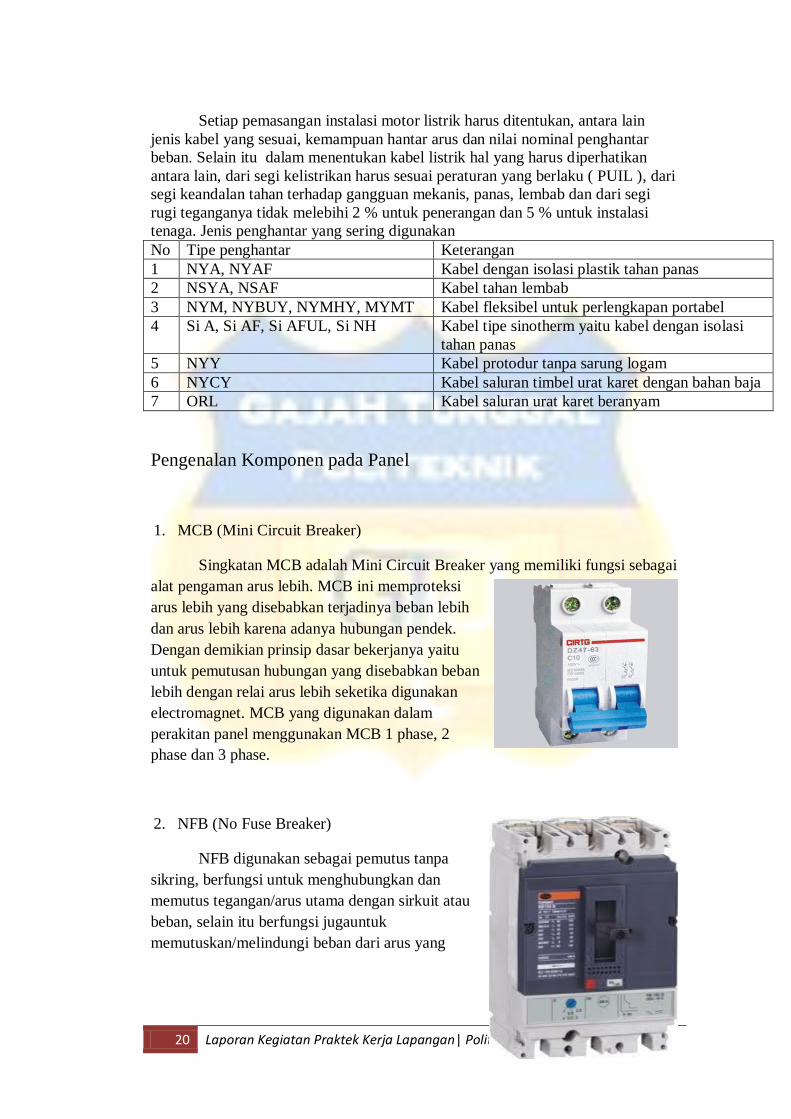
1. MCB (Mini Circuit Breaker)
Singkatan MCB adalah Mini Circuit Breaker yang memiliki fungsi sebagai
alat pengaman arus lebih. MCB ini memproteksi
arus lebih yang disebabkan terjadinya beban lebih
dan arus lebih karena adanya hubungan pendek.
Dengan demikian prinsip dasar bekerjanya yaitu
untuk pemutusan hubungan yang disebabkan beban
lebih dengan relai arus lebih seketika digunakan
electromagnet. MCB yang digunakan dalam
perakitan panel menggunakan MCB 1 phase, 2
phase dan 3 phase.
2. NFB (No Fuse Breaker)
NFB digunakan sebagai pemutus tanpa
sikring, berfungsi untuk menghubungkan dan
memutus tegangan/arus utama dengan sirkuit atau
beban, selain itu berfungsi jugauntuk
memutuskan/melindungi beban dari arus yang
21 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
50 / 60 Hz
DC 24 v, 5A (Output )
100 – 240 V ( Input )
Input
-v Output +v
berlebihan ataupun jika terjadi hubung singkat. Cara kerja NFB yaitu ketika arus
yang mengalir melaluinya melebihi dari nilai yang tertera pada NFB maka secara
otomatis NFB akan memutuskan arusnya.
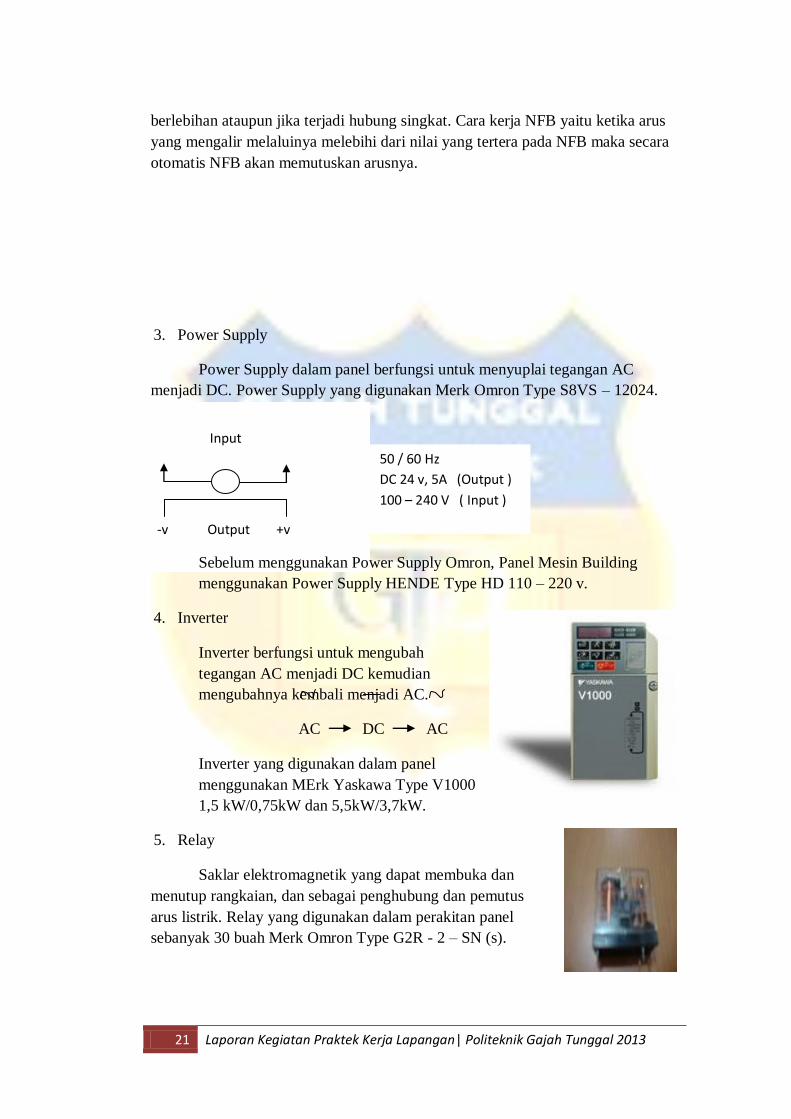
3. Power Supply
Power Supply dalam panel berfungsi untuk menyuplai tegangan AC
menjadi DC. Power Supply yang digunakan Merk Omron Type S8VS – 12024.
Sebelum menggunakan Power Supply Omron, Panel Mesin Building
menggunakan Power Supply HENDE Type HD 110 – 220 v.
4. Inverter
Inverter berfungsi untuk mengubah
tegangan AC menjadi DC kemudian
mengubahnya kembali menjadi AC.
AC DC AC
Inverter yang digunakan dalam panel
menggunakan MErk Yaskawa Type V1000
1,5 kW/0,75kW dan 5,5kW/3,7kW.
5. Relay
Saklar elektromagnetik yang dapat membuka dan
menutup rangkaian, dan sebagai penghubung dan pemutus
arus listrik. Relay yang digunakan dalam perakitan panel
sebanyak 30 buah Merk Omron Type G2R - 2 – SN (s).

22 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
6. Kontaktor
Kontaktor adalah saklar yang digerakkan
dengan gaya kemagnetan/elektromagnet. Pada
Kontaktor ada yang disebut coil yang berisi lilitan
tembaga sebagai penghasil medan magnit. Cara
kerja kontaktor yaituapabila coil dihubungkan
dengan sumber tegangan maka akan terjadilah
induksi magnet yang akan menarik setiap kontak
(platina) yang terdapat pada kontaktor itu sendiri
baik itu NO (Normaliy Open) maupun NC
(Normaly Closed). Artinya kontak NO yang pada posisi coil tidak diberi tegangan
tidak terhubung/tertutup akan tertarik menjadi terhubung (jadi NC) begitu pula
kontak NC adalah kebalikannya (jadi NO terbuka/terputus).
7. TOR (Thermal Overload Relay)
TOR atau Bimetal adalah pengaman arus
berlebih. TOR bekerja berdasarkan prinsip pemuaian
dan benda bimetal. Apabila benda terkena arus yang
tinggi, maka benda akan memuai sehingga akan
melengkung dan memutuskan arus.
1 Ket :
2
TOR dihubungkan dengan kontaktor sebelum ke beban atau motor . TOR
yang digunakan Merk Mitsubishi Type THN 12 380 v.
keadaan 1 bimetal dingin .
keadaan 2 bimetal melenting ketika panas.
Arus yang berlebihan akan menimbulkan panas,
sehingga dapat membengkokkan benda bimetal.
23 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
Push Button
Push Button adalah saklar tekan yang berfungsi untuk menghubungkan
atau memisahkan bagian – bagian dari suatu instalasi listrik satu sama lain (suatu
sistem saklar tekan push button terdiri dari saklar tekan start. Stop reset dan saklar
tekan untuk emergency. Push button memiliki kontak NC (normally close) dan
NO (normally open).
Prinsip kerja Push Button adalah apabila dalam keadaan normal tidak
ditekan maka kontak tidak berubah, apabila ditekan maka kontak NC akan
berfungsi sebagai stop dan kontak NO akan berfungsi sebagai start biasanya
digunakan pada sistem pengontrolan motor – motor induksi untuk menjalankan
mematikan motor pada industri – industri.
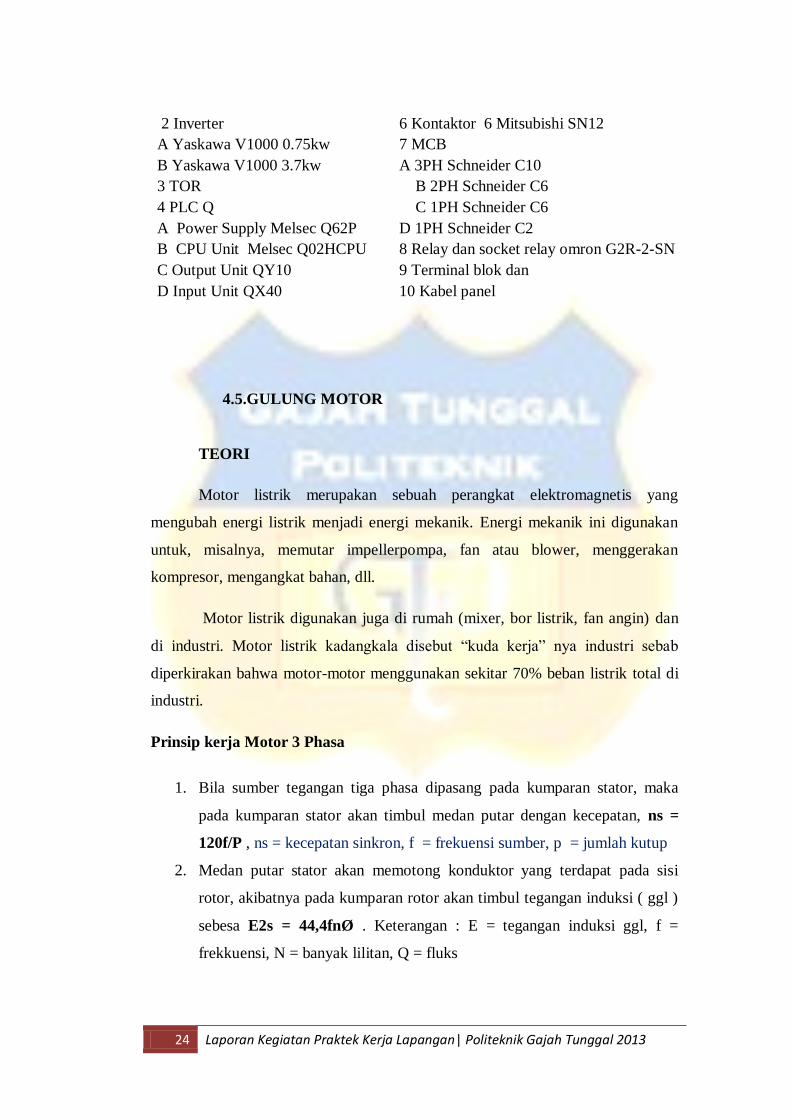
Gambar panel yang akan di pasang
Keterangan : 1 Power supply S8VS 12024 5 NFB Mitsubishi NF63-CW
24 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
2 Inverter 6 Kontaktor 6 Mitsubishi SN12
A Yaskawa V1000 0.75kw 7 MCB
B Yaskawa V1000 3.7kw A 3PH Schneider C10
3 TOR B 2PH Schneider C6
4 PLC Q C 1PH Schneider C6
A Power Supply Melsec Q62P D 1PH Schneider C2
B CPU Unit Melsec Q02HCPU 8 Relay dan socket relay omron G2R-2-SN
C Output Unit QY10 9 Terminal blok dan
D Input Unit QX40 10 Kabel panel
4.5.GULUNG MOTOR
TEORI
Motor listrik merupakan sebuah perangkat elektromagnetis yang
mengubah energi listrik menjadi energi mekanik. Energi mekanik ini digunakan
untuk, misalnya, memutar impellerpompa, fan atau blower, menggerakan
kompresor, mengangkat bahan, dll.
Motor listrik digunakan juga di rumah (mixer, bor listrik, fan angin) dan
di industri. Motor listrik kadangkala disebut “kuda kerja” nya industri sebab
diperkirakan bahwa motor-motor menggunakan sekitar 70% beban listrik total di
industri.
Prinsip kerja Motor 3 Phasa
1. Bila sumber tegangan tiga phasa dipasang pada kumparan stator, maka
pada kumparan stator akan timbul medan putar dengan kecepatan, ns =
120f/P , ns = kecepatan sinkron, f = frekuensi sumber, p = jumlah kutup
2. Medan putar stator akan memotong konduktor yang terdapat pada sisi
rotor, akibatnya pada kumparan rotor akan timbul tegangan induksi ( ggl )
sebesa E2s = 44,4fnØ . Keterangan : E = tegangan induksi ggl, f =
frekkuensi, N = banyak lilitan, Q = fluks
25 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
3. Karena kumparan rotor merupakan kumparan rangkaian tertutup, maka
tegangan induksi akan menghasilkan arus ( I ).
4. Adanya arus dalam medan magnet akan menimbulkan gaya ( F ) pada
rotor.
5. Bila torsi awal yang dihasilkan oleh gaya F pada rotor cukup besar untuk
memikul torsi beban, maka rotor akan berputar searah dengan arah medan
putar stator.
6. Untuk membangkitkan tegangan induksi E2s agar tetap ada, maka
diperlukan adanya perbedaan relatif antara kecepatan medan putar stator
(ns) dengan kecepatan putar rotor (nr).
7. Perbedaan antara kecepatan nr dengan ns disebut dengan slip ( S ) yang
dinyatakan dengan Persamaan S = ns-nr/ns (100%)
8. Jika ns = nr tegangan akan terinduksi dan arus tidak mengalir pada rotor,
dengan demikian tidak ada torsi yang dapat dihasilkan. Torsi suatu motor
akan timbul apabila ns > nr.
9. Dilihat dari cara kerjanya motor tiga phasa disebut juga dengan motor tak
serempak atau asinkron.
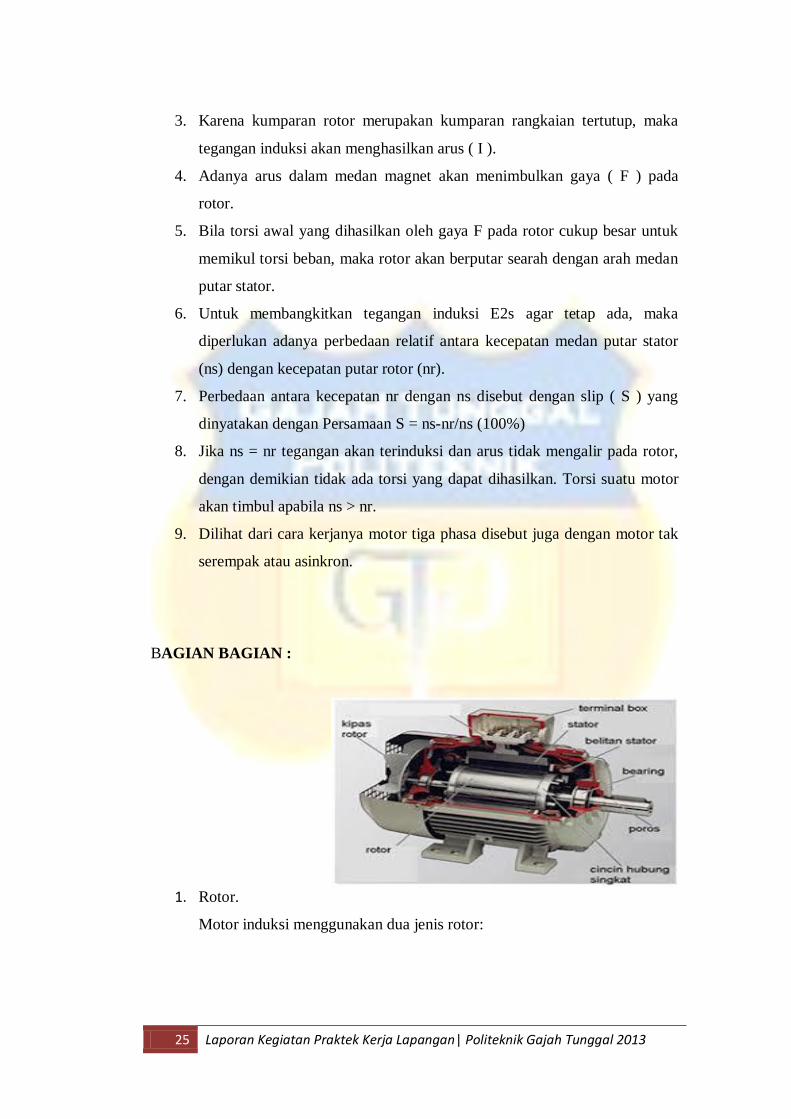
BAGIAN BAGIAN :
1. Rotor.
Motor induksi menggunakan dua jenis rotor:
26 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
1) Rotor kandang tupai terdiri dari batang penghantar tebal yang
dilekatkan dalam petak-petakslotsparalel. Batang-batang tersebut
diberi hubungan pendek pada kedua ujungnya dengan alat cincin
hubungan pendek.
2) Lingkaran rotor yang memiliki gulungan tiga fase, lapisan ganda
dan terdistribusi. Dibuat melingkar sebanyak kutub stator. Tiga
fase digulungi kawat pada bagiandalamnya dan ujung yang lainnya
dihubungkan ke cincin kecil yang dipasang pada batang as dengan
sikat yang menempel padanya.
2. Stator. Stator dibuat dari sejumlah stampingsdengan slots untuk
membawa gulungan
tiga fase. Gulungan ini dilingkarkan untuk sejumlah kutubyang tertentu.
Gulungan
diberi spasi geometrisebesar 120 derajat.
ALAT-ALATNYA :
1. Pahat Tajam.
2. Palu.
3. Pahat Panjang.
4. Teflon.
5. Palu Teflon.
6. Penggaris.
7. Kertas Krempel.
8. Gunting.
9. Solder.
10. Pater Ban.
11. Sarung Kabel.
PELAKSANAAN :
27 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
A . PENGBONGKARAN
- Pelepasan Kawat Email .
- Pembersihaan Slot pada Stator.
B. PERSIAPAN GULUNGAN
- Pembuatan Lilitan .
- Pembutan Kertas Krempel.
- Memasukan Kertas Krempel pada Slot
C. Pemasangan kawawt lilitan
D. Mengikat kawat email dengan pater ban.
E. Menyambungkan kawat email dengan cara menyolder
F. Memasukan sarung kabel pada kawat email
H.Memberi sirlak pada kumparan ditujukan untuk mengeraskan kumparan pada
stator shingga kumparan pada stator tdk bergerak.
KESIMPULAN:
.Mekanisme kerja untuk seluruh jenis motor secara :
1. Arus listrik dalam medan magnet akan memberikan gaya
2. Jika kawat yang membawa arus dibengkokkan menjadi sebuah
`````lingkaran/loop,maka
kedua sisi loop, yaitu pada sudut kanan medan magnet, akan mendapatkan gaya
pada
arah yang berlawanan.
1. Pasangan gaya menghasilkan tenaga putar/ torque untuk memutar
kumparan.

28 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
2. Motor-motor memiliki beberapa looppada dinamonya untuk
memberikan tenaga putaran yang lebih seragam dan medan magnetnya
dihasilkan oleh susunan elektromagnetik yang disebut kumparan
medan.
4.6.Selenoid Valve
Prinsip Kerja Solenoid Valve
Solenoid valve adalah katup yang digerakan oleh energi listrik,
mempunyai kumparan sebagai penggeraknya yang berfungsi untuk menggerakan
piston yang dapat digerakan oleh arus AC maupun DC, solenoid valve atau katup
(valve) solenoida mempunyai lubang keluaran, lubang masukan dan lubang
exhaust, lubang masukan, berfungsi sebagai terminal / tempat cairan masuk atau
supply, lalu lubang keluaran, berfungsi sebagai terminal atau tempat cairan keluar
yang dihubungkan ke beban, sedangkan lubang exhaust, berfungsi sebagai saluran
untuk mengeluarkan cairan yang terjebak saat piston bergerak atau pindah posisi
ketika solenoid valve bekerja.
Prinsip kerja dari solenoid valve/katup (valve) solenoida yaitu katup listrik
yang mempunyai koil sebagai penggeraknya dimana ketika koil mendapat supply
tegangan maka koil tersebut akan berubah menjadi medan magnet sehingga
menggerakan piston pada bagian dalamnya ketika piston berpindah posisi maka
pada lubang keluaran dari solenoid
valve akan keluar cairan yang berasal
dari supply, pada umumnya solenoid
valve mempunyai tegangan kerja
100/200 VAC namun ada juga yang
mempunyai tegangan kerja DC.
29 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
Pelaksanaan.
Pelaksanaan pada hari pertama :
1. Pemasangan selenoid valve
a. Pengukuran dan penempatan selenoid valve.
b. Pemotongan pipa sesuai denan letk selenoid valve
c. Penyambungan pipa ke selenoid valve
4.7.Pressure Switch
Pressure sensor / Pressure Switch adalah alat pendeteksi tekanan, baik
tekanan berupa udara, air, oli atau steam, tekanan udara dihasilkan oleh
kompresor, tekanan air dihasilkan oleh pompa air, tekanan oli dihasilkan oleh
pompa oli atau hidraulic unit, sedangkan tekanan steam dihasilkan dari boiler atau
sisa pembakaran generator dll.
Cara Kerja.
Didalam sensor ini terdapat kontak listrik sebanyak dua buah yaitu A
kontak dan B kontak [ NO,NC ], namun ada juga yang hanya mempunyai satu
kontak saja yaitu B kontak, ketika sensor mendeteksi adanya tekanan dibagian
input, maka kontak-kontaknya akan bekerja, ini berarti A kontak terhubung dan B
kontak terlepas. Pada bagian dalam sensor terdapat baud "set" untuk mengatur
besarnya tekanan yang akan dideteksi, pengaturan ini mempengaruhi cara kerja
30 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
sensor, contoh sensor di atur pada setting rendah, maka ketika ada press atau
tekanan yang masuk beberapa Kg/cm saja, maka sensor sudah dapat bekerja,
begitupun sebaliknya.
Pelaksanaan pada tanggal 22 feb
1. Memasang presure switch di ITC 10 PI 22 dan ITC 1O PI 23
a. Mencopot presure gauge
b. Memasang nepel pada dudukan preasure swich
c. Memasang konektor kabel preasure switch
d. Memprogram presure switch
Bab V
Kesimpulan dan Saran
1. Kesimpulan
Setelah penyusun melaksanakan Praktik Kerja Lapangan
ini, penyusun dapat mengambil beberapa kesimpulan
sebagai berikut :
1. Dengan adanya Praktik Kerja Lapangan, penulis
memperoleh bayak sekali pengalaman baru yaitu
mengetahui keadaan nyata di lingkungan perusahaan.
2. Praktik Kerja Lapangan ini banyak memberi manfaat
bagi penyusun yaitu dapat mengimplementasikan
pengetahuan dari kampus Politeknik Gajah Tunggal.
3. Praktik Kerja Lapangan ini baik bagi mahasiswa
dikarenakan akan terbiasa jika nantinya bekerja di
perusahaan.
2. Saran
Dalam hal inin penyusun akan memberikan saran dan
masukan demi mengoptimalkan Praktik Kerja Lapangan
kedepannya. Saran tersebut antara lain :
1. Adanya pembekalan teori pada mahasiswa sebelum
melaksanakan kegiatan Praktik Kerja Lapangan
sehinnga materi yang akan di laksanakan pada Praktik
Kerja Lapangan sesuai dan mudah dipahami.

31 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
2. Adanya sosialisasi yang jelas kepada mahasiswa
tentang maksud, tujuan, dan sasaran yang tepat yang
hendak dicapai dalam Praktik Kerja Lapangan ini.
3. Pihak kampus dan perusahaan haruslah ada koordinasi
yang baik sehingga dalam penyusunan materi dan
makalah menjadi baik.
BAB VI
PENUTUP
Dengan mengucapkan syukur Alhamdulillah atas segala rahmat yang telah
diberikan oleh ALLAH SWT, bahwa penulis telah mendapat dukungan dari
berbagai pihak dalam menyelesaikan laporan ini dengan baik tanpa mengalami
hambatan berarti.
Dengan dibuatnya laporan ini minimal diharapkan juga ada kesamaan Visi
antara pihak Politeknik dengan dunia usaha sebagai industri pasangan.
Saran serta kritik membangun demi perbaikan penulisan laporan ini dan
penulis nantikan agar dalam penyusunan laporan selanjutnya dapat tersajikan
dengan lebih baik dan lebih sempurna lagi.
Penulis mengucapkan banyak terimakasih kepada semua pihak yang telah
banyak membantu dan membimbing dalam menyelesaikan laporan ini, serta besar
harapan penulis agar laporan yang telah penulis susun dapat bermanfaat bagi
semua pihak, Amin.
32 Laporan Kegiatan Praktek Kerja Lapangan| Politeknik Gajah Tunggal 2013
BAB VII
DAFTAR PUSTAKA
1. Na‟im, khoirun : Teknik Instalasi Tenaga Listrik, 2009
2. www.gun4wan-putra-petir.blogspot.com Programable Logic
Controller,
3. Buku panel listrik SMK, 2010
4. Buku motor listrik SMK, 2010
5. Buku maintenance AC SMK, 2O1O
6. Buku otomation,2008