Laporan CNC Kelompok 5
115
PRAKTIKUM PROSES MANUFAKTUR II BAB I PENDAHULUAN 1.1 Tinjauan Umum Mesin CNC (Computer Numerical Control) merupakan salah satu jenis dari sekian banyak mesin NC (numerical Control), yaitu mesin yang dikendalian secara numerik. Oleh karena masih ada jenis mesin NC lain, yaitu mesin DNC (Direct Numerical Control) dan ANC (Adaptive Numerical Control). Pada dasarnya, konstruksi dari sebuah mesin NC seperti CNC terdiri dari dua bagian utama, yaitu bagian sistem pengendali dan bagian mesin perkakas. Pada bagian pengendali, berisi sistem-sistem yang dipergunakan untuk mengendalikan gerakan mesin perkakas <gerakan alat potong>. Adapun pada bagian mesin perkakas berisi bagian-bagian mekanik yang bergerak dimana perkakas potong terpasang. Berdasarkan uraian tersebut, ternyata mesin NC ini merupakan penyempurnaan sistem pengoperatsan mesin dari cara konvensional <menggunakan tenaga manusia> menjadi menggunakan kendali elektronika <otomation>. Sejalan dengan itu, muncul pertanyaan apa sebenarnya yang dimaksud dengan mesin NC? Mesin NC adalah: a) Suatu mesin kemana kita masukan perintah berupa angka dan huruf <masukan data> LABORATORIUM OTOMASI MANUFAKTUR SEMESTER GENAP 2010/2011
-
Upload
ferry-hutauruk-jr -
Category
Documents
-
view
1.197 -
download
197
Transcript of Laporan CNC Kelompok 5

PRAKTIKUM PROSES MANUFAKTUR II
BAB I
PENDAHULUAN
1.1 Tinjauan Umum
Mesin CNC (Computer Numerical Control) merupakan salah satu jenis
dari sekian banyak mesin NC (numerical Control), yaitu mesin yang dikendalian
secara numerik. Oleh karena masih ada jenis mesin NC lain, yaitu mesin DNC
(Direct Numerical Control) dan ANC (Adaptive Numerical Control). Pada
dasarnya, konstruksi dari sebuah mesin NC seperti CNC terdiri dari dua bagian
utama, yaitu bagian sistem pengendali dan bagian mesin perkakas. Pada bagian
pengendali, berisi sistem-sistem yang dipergunakan untuk mengendalikan gerakan
mesin perkakas <gerakan alat potong>. Adapun pada bagian mesin perkakas
berisi bagian-bagian mekanik yang bergerak dimana perkakas potong terpasang.
Berdasarkan uraian tersebut, ternyata mesin NC ini merupakan penyempurnaan
sistem pengoperatsan mesin dari cara konvensional <menggunakan tenaga
manusia> menjadi menggunakan kendali elektronika <otomation>. Sejalan
dengan itu, muncul pertanyaan apa sebenarnya yang dimaksud dengan mesin NC?
Mesin NC adalah:
a) Suatu mesin kemana kita masukan perintah berupa angka dan huruf
<masukan data>
b) Suatu mesin yang memahami, memproses, dan menghitung data
<Pemrosesan data>.
c) Suatu mesin yang meneruskan data dan harga terhitung, dan
mengubahnya dalam bentuk perintah-perintah <keluaran data>, dan
d) Suatu mesin yang mentaati perintah <pelaksanaan>.
Berdasarkan keempat pengertian tersebut, dapat disimpulkan bahwa mesin
NC seperti CNC adalah suatu mesin yang mampu menerima masukan data dalam
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
bentuk perintah, memproses, dan mengeluarkannya dalam bentuk gerakan-
gerakan pada perkakas potong.
1.2 Maksud dan Tujuan Praktikum
Praktikun CNC diadakan untuk menunjang teori yang telah/sedang
diberikan pada mata kuliah proses manufaktur II. Tujuan utama praktikum ini
adalah :
a. Untuk mengenalkan mesin CNC dan cara mengoperasikannya
b. Untuk memperoleh pengalaman dalam hal:
1. Persiapan proses permesinan
2. Pelaksanaan proses permesinan
3. Control kualitas dan produk yang dihasilkan
c. Mampu membuat program mesin CNC untuk pembuatan geometri
suatu komponen
d. Mengetahui simulasi gerakan pahat dengan atau tanpa bantuan plotter
e. Melatih praktikan untuk menganalisa proses pelaksanaan produk duatu
komponen
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
BAB II
DASAR TEORI
2.1. Bagian – bagian Utama dan Spesifikasi Mesin
Gambar 2.1 : MESIN CNC TU-2A
Sumber:http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12A.pdf
a. Bagian – bagian utama mesin terbagi dua, yaitu :
1. Bagian Mekanik
2. Bagian Kontrol/Pengendali
1. Bagian Mekanik
a) Motor utama
Adalah motor penggerak chuck untuk memutar benda
kerja. Motor ini adalah jenis arus searah (DC) dengan
kecepatan putar yang bervariasi.
Klasifikasi dari motor adalah :
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
- Jenjang putaran 600 – 400 putaran/menit
- Tenaga masukkan/input 500 watt
- Tenaga keluaran/output 300 watt
Gambar 2.2 : motor utama
Sumber:http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12A.pdf
b) Eretan (support)
Adalah gerak persumbuan dengan jalannya mesin untuk
mesin bubut CNC TU-2A dibedakan atas:
- Eretan memanjang (sumbu z) dengan jarak 0-
327,6 mm
- Eretan melintang (sumbu x) dengan jarak lintasan
0-59,99 mm
Gambar 2.3 : eretan (support)
Sumber:http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12A.pdf
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
c) Step Motor
Adalah motor penggerak eretan. Masing – masing eretan
mempunyai step motor series yaitu penggerak sumbu x dan
sumbu z. Jenis dan ukuran masing-masing step motor
adalah sama. Identifikasi dari step motor :
- Jumlah satu putaran adalah 72 langkah
- Momen putar adalah 0.5 Nm
- Kecepatan gerak :
- Gerak cepat maksimum 700 rpm
- Gerak pengoperasian manual ± 5 – 400 mm/menit
- Gerak pengoperasian CNC terprogram 2400 mm/min
Gambar 2.4 : step motor
Sumber:http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12A.pdf
d) Rumah Alat Potong (Revolver/Tool turet)
Digunakan untuk menjepit alat potong pada waktu proses
pengerjaan benda kerja. Adapun jenis yang digunakkan
dinamakan revolver. Revolver / tool turet ini digerakkan
oleh step motor sehingga dapat berputar secara manual dan
terprogram.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Gambar 2.5 : rumah alat potong
Sumber:http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12A.pdf
e) Tail stock
Adapun alat Bantu mesin yang digunakan untuk
mengerjakan proses kerja sederhana secara manual,
misalnya untuk mengebor, dll. Disamping itu, juga
digunakan untuk menopang ujung benda kerja yang
panjang pada waktu proses pembubutan.
Gambar 2.6 : Tail stock
Sumber:http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12A.pdf
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
f) Meja mesin (Slidding Bed)
Berfungsi sebagai papan luncur gerakan dari eretan mesin,
untuk itu kebersihan harus dijaga karena kerusakan daari
permukaan meja mesin akan sangat mempengaruhi hasil
benda kerja.
Gambar 2.7 : slidding bed
Sumber:http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12A.pdf
g) Cekam ( chuck )
Cekam pada mesin bubut digunakan untuk menjepit benda
kerja pada waktu proses penyajian benda kerja langsung.
Cekam dihubungkan langsung pada spindle dengan motor
penggerak transmisi sabuk.
Gambar 2.8: Cekam
Sumber : Lab. Otomasi Manufaktur Mesin UB
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
2. Bagian Kontrol
Merupakan bagian kontrol mesin CNC yang berisikan tombol –
tombol dari saklar yang dilengkapi dengan monitor pada bagian kontrol
merupakan unsur layanan langsung berhubungan dengan operator.
Gambar 2.9 : Bagian Kontrol
Sumber : Modul Praktikum Proses Produksi II
1) Saklar Utama
Berfungsi untuk menghidupkan dan mematikan mesin CNC. Saklar utama
pada posisi “off” arus listrik dari sumber ke mesin CNC tidak tersambung (mesin
dalam keadaan mati), sedang pada posisi “on” arus listrik dari sumber ke mesin
CNC tersambung atau mesin siap dioperasikan (ready).
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
2) Lampu Kontrol Saklar Utama
Berfungsi untuk memberitahukan bahwa mesin pada posisi “on” jika
lampu menyala, dan sebaliknya jika mesin telah “off”.
3) Tombol darurat (emergency stop)
Berfungsi untuk mematikan mesin dalam keadaan darurat karena
terjadi sesuatu yang mungkin dapat membahayakan keselamatan operator,
mesin, maupun benda kerja.
4) Penunjuk Jumlah Putaran Sumbu Utama
Berfungsi untuk menunjukan jumlah putaran sumbu utama (rpm).
5) Saklar penggerak sumbu utama
Berfungsi untuk memutarkan dan menghentikan putaran sumbu utama
6) Tombol pengatur putaran sumbu utama
Berfungsi sebagai pengatur jumlah putaran sumbu utama. Putaran
sumbu utama dihitung dalam satuan putaran per menit (rpm)
7) Amperemeter
Berfungsi menujukkan besar arus yang membebani mesin
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
8) Tombol pengatur asutan (feeding)
Berfungsi mengatur kecepatan gerak translasi eretan mesin bubut
atau meja mesin freis. Kecepatan gerak diukur dalam satuan mm/menit.
9) Tombol pemilih pelayanan “H/C”
Berfungsi untuk memilih mode pelayanan/operasi, mode manual
atau CNC
10) Tombol pelayanan CNC
Tombol-tombol pelayanan CNC Berfungsi untuk:
- memasukkan dan program CNC secara manual ke dalam memori mesin
- menyunting (editing) program,
- mengubah (modifikasi), dan
- mengatur operasi mesin pada waktu program CNC dijalankan.
Tombol pelayanan CNC meliputi :
- Tombol untuk memasukkan program, terdiri dari:
- Tombol-tombol huruf dan angka (alphanumeric),
- Tombol minus “ - “
Tombol-tombol tersebut sama fungsinya dengan tombol pada papan ketik,
yaitu untuk menuliskan program CNC langsung di atas mesin.
- Tombol untuk penyuntingan (editing) program, meliputi:
- Tombol “INP”
Berfungsi untuk memasukkan data ke memori mesin
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
- Tombol “DEL”
Berfungsi untuk menghapus karakter (huruf atau angka) yang telah tertulis
- Tombol “REV”
Berfungsi untuk menggerakkan kursor mundur dari satu blok/baris ke
blok/baris sebelumnya
- Tombol “FWD”
Berfungsi untuk menggerakkan kursor maju dari satu blok/baris ke
blok/baris berikutnya
- Tombol “→ “
Berfungsi menggerakkan kursor ke kanan dalam satu blok/baris
- Tombol “~” + “INP”
Berfungsi untuk menyisipkan blok/baris
- Tombol “~” + “DEL”
Berfungsi untuk menghapus blok/baris
- Tombol “INP” + “DEL”
Berfungsi untuk menghapus program
- Tombol pengendalian
- Tombol “M” pada mesin freis dan tombol “ – “ pada mesin bubut
Berfungsi untuk melakukan uji jalan program secara matematis.
- Tombol “START”
Berfungsi untuk mulai menjalankan mesin CNC dengan program yang
dipilih
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
- Tombol “INP” + “FWD” Berfungsi untuk menghentikan sementara
jalannya eksekusi program
- Tombol “INP” + “REV” Berfungsi untuk menghentikan/membatalkan
eksekusi program yang sedang berjalan atau menghapus alarm
11) Sajian Menunjukan jalannya
Berfungsi untuk menampilakan angka atau perintah memodifikasi
yang telah dibuat melalui tombol pelayanan CNC.
12) Tombol pelayanan manual
Tombol pelayanan manual berfungsi untuk menggerakkan eretan,
pada mesin bubut CNC, atau menggerakkan meja, pada mesin freis CNC.
Tombol-tombol pelayanan manual meliputi:
- Tombol “X+”
- Tombol “X-“
- Tombol “Z+”
- Tombol “Z-“
- Tombol “Y+”
- Tombol “Y-“
- Tombol “~”
Dengan menekan tombol pelayanan manual eretan mesin bubut atau meja
mesin freis akan bergerak ke arah yang dipilih. Tombol pelayanan manual
terutama digunakan untuk mengeset posisi titik nol. Kecepatan gerak
eretan mesin bubut atau meja mesin freis dapat diatur dengan
menggunakan tombol pengatur kecepatan asutan.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Beberapa penjelasan mengenai bagian kontrol adalah sebagai berikut:
a. Saklar Utama (main switch)
Adalah pintu masuk aliran listrik ke kontrol pengendali CNC.
Gambar 2.10 : saklar utama
Sumber: http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12A.pdf
b. Tombol Emergency
Untuk memasukkan aliran listrik ke mesin. Hal ini dilakukan
apabila terjadi tabrakan akibat kesalahan program.
Gambar 2.11 : Tombol darurat
Sumber:http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12A.pdf
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
c. Saklar Operasi Mesin ( operation switch )
Saklar layanan mesin ini digunakan untuk memutar sumbu utama
yang dihubungkan dengan rumah alat potong. Saklar ini dapat
befungsi secara manual dan CNC.
Gambar 2.12 : Saklar Pengatur Sumbu Utama
Sumber: http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12A.pdf
d. Saklar Pengatur Kecepatan Putar Sumbu Utama / Spindle
Berfungsi untuk mengatur kecepatan putar pada sumbu utama.
Saklar dapat berfungsi pada layanan manual dan CNC. Pada motor
CNC TU-2A spindle mempunyai kecepatan putar antara 50 – 3000
putaran/menit.
Gambar 2.13 : Saklar pengatur kecepatan putar sumbu utama
Sumber:http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12A.pdf
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
e. Saklar Layanan Posisi Mesin
Digunakan untuk mengatur layanan dimendi bekerjanya mesin
dalam satuan metrik atau inchi.
Gambar 2.14 : Saklar Layanan Posisi Mesin
Sumber:http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12A.pdf
f. Amperemeter
Menunjukkan pemakaian arus satuan dari motor utama. Fungsi
utamanya untuk mencegah beban lebih pada motor penggerak arus
maksimum yang diijinkan adalah 4 A, jika mesin digunakan terus
menerus tidak boleh melebihi 2 A. Beban dapat dikurangi dengan
pengurangan kedalam kecepatan pemakanan.
Gambar 2.15: amperemeter
Sumber:http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12A.pdf
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
g. Saklar Pengatur Asutan
Berfungsi sebagai pengatur kecepatan gerak asutan dari eretan
mesin. Saklar ini hanya digunakan pada pengoperasian manual.
Kecepatan asutan pada mesin CNC TU-2A adalah 5-400 mm/min.
Untuk menjalankan gerak cepat dapat menggunakan tombol
yang ditekan secara bersamaan dengan tombol koordinat sb.x dan
sb.z yang dikehendaki.
Gambar 2.16: saklar pengatur asutan
Sumber:http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12A.pdf
Spesifikasi Mesin Perkakas CNC untuk Mesin Bubut
Merk : EMCO (Austria)
Jenis : Turning
Model : TU CNC 2A
Spindle Utama : Putaran; 50-3200 rpm
Daya; 300 watt
Jumlah Pahat : 6 buah
Kapasitas : Max turning data : 36mm
Max turning length : 40mm
Distance between
center swing over : 40mm
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Gerakan makan : Jarak sb.x : 59,99mm
Jarak sb.z : 327,60 mm/min
Feed Max : 2-499 inch/mm atau
2-199 inch/min
Ketelitian : 0.01 mm
Prinsip Kerja Mesin Bubut CNC TU-2A
Mesin bubut CNC TU-2A mempunyai gerakan dasar ke arah melintang
dan horisontal dengan sistem koordinat sb.x. Prinsip kerja mesin bubut TU-2A
adalah benda kerja yang terpasang pada chuck berputar, sedangkan alat potong
diam.
a. Sumbu x untuk arah gerakan melintang tegak lurus terhadap sumbu
putar.
b. Sumbu z untuk gerakan horisontal yang sejajar sumbu putar.
2.2 Perintah – perintah Pemrograman
A. Fungsi G, Format Blok
G00 : Gerakan cepat
G01 : Interpolasi Lurus
G02 : Interpolasi Melingkar Searah Jarum jam
G03 : Interpolasi Melingkar Berlawanan Arah Jarum Jam
G04 : Lamanya tinggal diam
G21 : Blok Kosong
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
G24 : Pemrograman Radius
G25 : Memanggil sub. Program
G27 : Instruksi Melompat
G23 : Pemrograman ulir
G64 : Motor asutan tanpa arus (Fungsi penyetelan)
G65 : Pelayanan pita magnet (Fungsi penyetelan)
G66 : Pelaksanaan antar aparat dengan RS 232
G73 : Siklus Pemboran Dengan Pemutusan Tatal
[ N../G73/Z I../F..]
G78 : Siklus Penguliran
G81 : Siklus Pemboran Tetap
G82 : Siklus pemboran tetap dengan tinggal diam
G83 : Siklus Pembpran Tetap dengan Pembuangan Total
G84 : Siklus Pembubutan
G85 : Siklus Mereamer Tetap
G86 : Siklus Pengeluaran
G88 : Siklus Pembubutan Melintang
G89 : Siklus Mereamer Tetap dengan Tinggal Diam
G90 : Pemrograman nilai absolut
G91 : Pemrograman niali inkremental
G92 : Penggeseran titik referensi
G94 : Asutan dalam mm/min
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
G95 : Asutan dalam mm/min
Sistem Koordinat
1. Koordinat absolut adalah koordinat lintasan pahat diacukan
terhadap sistem koordinat.
2. Koordinat inkremental adalah koordinat lintasan pahat diacukan
pada titik sebelumnya.
B. Fungsi M, Format blok
M00 : diam
M03 : spindle frais hidup, searah jarum jam
M05 : spindle frais mati
MO6 : penggeseran alat, raadius pisau frais masuk
M17 : Akhir sub. program
M30 : Program berakhir
M98 : Kompensasi kocak/kelonggaran otomatis
M99 : Parameter lingkaran
C. Tanda – tanda Alarm
A00 : Salah kode G/M
A01 : Salah Radius/M99
A02 : Salah nilai z
A03 : Salah nilai F
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
A05 : Tidak ada kode M30
A06 : Tidak ada kode M03
A08 : Pita habis pada penyimpanan kaset
A09 : Program tidak ditemukan
A10 : Pita kaset dalam pengamanan
A11 : Salah Pemuatan
A12 : Salah pengecekan
A13 : Penyetelan inchi/mm dengan memori program penuh
A14 : Salah satuan jalan pada program terbaca
A15 : Salah nilai Y
A17 : Salah sub. program
Metode pemrograman ada 2 macam, yaitu :
a. Metode Inkremental
Salah satu metode pemrograman dimana titik referensinya
selalu berubah, yaitu titik akhir yang dituju menjadi titik
referensinya, baru menentukan koordinat selanjutnya.
b. Metode Absolut
Metode pemrograman dimana titik referensinya tetap yaitu
satu titik dijadikan referensi untuk semua koordinat
selanjutnya.
D. Perintah – perintah Pemrograman
: Pemindahan fungsi (NC/manual)
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
: Menyimpan data pada memori mesin
: Menghapus data satu kata untuk diganti
: Kursor kembali ke nomor blok program
sebelumnya
: Kursor menuju ke nomor blok selannjutnya
: Masukan data negatif (ditekan setelah angka)
: Memindahkan kursor
+ : Menyisipkan 1 baris blok program
+ : Menghapus 1 baris blok program
+ : Menghapus alarm
+ : Kembali ke program awal
+ : Eksekusi program berhenti sementara
: Eksekusi program keseluruhan
+ : Menghapus program keseluruhan
+ N : Dimana N=1,2,3,…,0 untuk memutar tool
turet dalam memilih pahat.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
2.3. Penentuan Parameter Permesinan
a. Kecepatan Pemotongan
Adalah harga yang diperlukan dalam menentukan kecepatan pada
proses pemotongan benda kerja. Secara teoritis, kecepatan
pemotongan dapat dirumuskan sebagai berikut:
V = (.d.n) / 1000 (m/min)
Dengan ;
d = diameter benda kerja (mm)
n = putaran spindle (rpm)
b. Kedalaman Pemotongan (t)
t = (D - d) / 2 (mm)
Dengan ;
D = diameter awal benda kerja (mm)
d = diameter akhir benda kerja (mm)
c. Asutan dalam mm/putaran (f)
F = n. f
Dengan : F = asutan (mm / min)
f = asutan (mm/putaran)
n = putaran spindle (putaran/min)
d. Machining Time (Tm)
Tm = (L. i) / (s. n) (menit)
Dengan ;
L = panjang pembubutan (mm)
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
i = jumlah pemotongan
s = feed motion (mm/rev)
e. Jumlah Pemotongan (i)
i = t/t’
dengan ;
t = kedalaman pemotongan
t’= depth of cut
Penentuan parameter di ats dapat juga dilakukan dengan membaca
grafik pada halaman berikutnya:
1. Mendapatkan jumlah putaran antara lain mengetahui:
- Diameter benda kerja
- Kecepatan potong yang dianjurkan
Contoh :
Diameter benda kerja : 40 mm
Kecepatan potong : 150 mm/putaran
Jumlah putaran : 1200 putaran/menit
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Gambar 2.17: grafik penentuan kecepatan pemotongan
Sumber: Modul Praktikum Proses Manufaktur II
2. Mendapatkan kecepatan asuutan (mm/min) jika diketahui :
- Diameter benda kerja
- Ketentuan asutan dalam putaran/menit
Dari grafik di bawah anda dapat memilih asutan dalam mm/menit
Contoh :
- Jumlah putaran : 1200 putaran/min
- Asutan : 0.06 mm/putaran
- Kecepatan asuutan : 70 mm/menit
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Gambar 2.18: grafik penentuan kecepatan asutan
Sumber: Modul Praktikum Proses Manufaktur II
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
BAB III
METODE PRAKTIKUM
3.1 Persiapan Praktikum
Sebelum praktikum, ada beberapa hal yang perlu diperhatikan dan
disiapkan agar pelaksanaannya dapat berjalan lancar:
1. Menyiapkan manuskrip program dan program harus benar agar pada
saat pengetikan program tidak memakan waktu lama.
2. Menyiapkan alat bantu seperti: alat tulis, kalkulator dan lain-lain.
3. Menyiapkan kaset untuk menyimpan program
4. Menyiapkan benda kerja
5. Memeriksa kondisi mesin CNC
6. Menyiapkan jangka sorong
3.2 Operasi Kaset
Operasi kaset berfungsi untuk menyiapkan program ke memori atau pita
magnetik. Prosedur memasukan program ke memori:
1. Catat waktu mulai
2. Pilih operasi ke CNC dengan menekan H/C
3. Masukan kaset ke tempatnya dan formatlah
4. Setelah selesai keluarkan kaset dari box
5. Masukan program manuscript ke memori, di mulai dari N00 untuk
pindah ke kolom gunakan
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Contoh: akan menulis G92 x= 2600
Langkah:
Tekan key G + 9 + 2 + INP
Tekan key 2 + 6 + 0 + 0 + INP
6. Setelah selesai penulisan simpan program ke kaset
7. Cek program tersebut secara matematis, apakah algoritma program
benar. Dengan jalan, arahkan kursor ke line N00, kemudian tekan key
M terus hingga per line number akan dicek
8. Bila terjadi kesalahan pada program, analisalah dimana letak
kesalahannya dan segera dibetulkan program tersebut dan kemudian
dilakukan cek matematik lagi
9. Setelah benar simpan ke kaset
10. Catat waktu selesai
A. Memformat kaset
1. Pilih operasi ke CNC tekan H/C
2. Masukan kaset pada box untuk di format
3. CNC mode
4. Tekan DEL
5. Tekan 6 + 5 INP
6. Kemudian tekan dan DEL, secara bersamaan
7. Tunggu 10menit
8. Tekan INP + REV
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
B. Menyimpan program
1. Masukan kaset
2. CNC mode
3. Tekan DEL
4. Tekan 6 + 5 INP
5. Tekan FWD
6. Ketik nomor program
7. Tekan INP
C. Memanggil program
1. Masukan kaset
2. CNC mode
3. Tekan DEL
4. Tekan 2 + 5 INP
5. Tekan FWD
6. Ketik nomor program
7. Tekan INP
3.3 Pengeplotan
Pengeplotan berfungsi untuk mengetahui apakah gerakan pemakanan
sudah sesuai dengan Gambar yang direncanakan.
1. Catat waktu mulai
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
2. Pilih operasi ke manual
3. Gerakan tool turret pada pemasangan plotter untuk eksekusi program
4. Pasang tangkai plotter dan atur posisi pena serta kertas
5. Tempatkan/ posisikan plotter pada start point
6. Pilih CNC mode
7. Panggil program dari kaset
8. Atur putaran spindle
9. Mulai eksekusi program dengan plotter, tekan start
10. Lakukan pengamanan hingga selesai
11. Catat waktu selesai
12. Konsultasikan hasilnya dengan asisten/dosen.
Catatan : sebelum eksekusi program, tangan praktikan agar siap pada posisi key
INP dan FWD bila sewaktu-waktu akan menabrak pada waktu eksekusi program.
3.4 Setting pahat
Fungsi dari setting pahat adalah untuk menentukan kedudukan pahat.
Tujuan agar pada waktu pemakanan benda kerja dapat termakan sesuai program.
Prosedur setting pahat:
1. Catat waktu mulai
2. Pilih opersai manual
3. Posisikan turret hingga posisi aman untuk memasang pahat
4. Pastikan turret sedemikian rupa sehingga ada ruang untuk memasang
pahat.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
5. Pilih pahat referensi pada turret
6. Gerakan pahat mendekati loop dan amati hingga kedudukan pahat tepat
pada salib sumbu
7. Untuk posisi referensi, harga x dan z adalah nol dengan cara tekan DEL
atau tekan H/C dua kali
8. Untuk posisi yang lain catat posisi x dan z untuk kemudian akan
dimasukan dalam program lakukan sehingga semua pahat telah di set-up
semua
9. Setelah sekesai lepaskan loop
10. Catat waktu akhir set-up, kemudian hitung berapa lama waktu yang
diperlukan
A. Setting start point tool
1. Monitor pada manual mode
2. Tool adalah posisi pertama dalam seluruh proses
3. Mesin spindle switch pada posisi 1, atur speednya
4. Sentuhkan pahat pada permukaan arah x tekan DEL lalu isi harga
nilai yang tercantum
5. Sentuhkan pahat dalam arah z tekan DEL lalu isi harga nilai yang
tercantum
6. Kembalikan posisi mesin spindle switch pada posisi 0
7. Atur Xn, Yn, Zn pada manual mode yang sesuai G92 X, Y, Z dalam
CNC mode
8. Setting start point tool selesai
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
B. Setting tool offset
Yaitu untuk mencatat harga perbedaan tool yang pertama sebagai top
referensi dari tool yang dipakai.
1. Monitor pada manual mode
2. Pasang tool pertama dan jepit benda kerja dengan program
3. Turunkan dengan z sampai diatas permukaan benda kerja.
Catat nilai-nilainya(harga ini nantinya dimasukan ke blok tool).
4. Lepas tool ke 2 dan ganti ke tool 3.
3.5 Dry Run
Berfungsi untuk mengetahui apakah gerak pahat sudah aman atau belum.
1. Catat waktu mulai
2. Posisikan operasi ke manual tekan H/C
3. Posisikan tool turret menjauh dari chuck untuk pemasangan benda kerja
4. Pasangkan benda kerja pada chuck hingga benar
5. Pilih pahat referensi untuk program proses pertama
6. Gerakan toll turret kea rah benda kerja
7. Setting benda kerja:
a. Sentuhkan ujung tool kearah facing (memakan sedikit) kemudian
tekan DEL
b. Sentuhkan ujung tool kearah memanjang mengenai permukaan benda
kerja(memakan sedikit) kemudian tekan DEL untuk dibuat titik nol
benda kerja
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
c. Posisikan tool pada x dan z pada start point(sesuaikan dengan
program pada line number 000
d. Lepaskan benda kerja dari chuck
8. Atur putaran spindle
9. Pilih operasi CNC
10. Untuk menjalankan program maka panggillah program dari kaset atau
tidak maka dapat langsung menjalankan program dengan menekan start
11. Pada eksekusi dry run amati gerakan tool hingga selesai
12. Catat waktu selesai dan hitung waktu yang diperlukan
3.6 Eksekusi Program
Selesai melakukan dry run maka pasangkanlah benda kerja pada chuck,
kemudian:
1. Catat waktu mulai
2. Pilih operasi ke CNC
3. Tempatkan tangan pada posisi INP + FWD dan tangan yang satunya pada
tombol emergency
4. Mulailah eksekusi prigram dengan menekan start, amati eksekusi
program hingga selesai
5. Catat berapa arus yang digunakan
6. Lepaskan benda kerja pada chuck
7. Catat waktu selesai dan hitung berapa waktu yang digunakan
8. Konsultasikan dengan asisten/dosen
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
BAB IV
PERHITUNGAN DAN PEMROGRAMAN
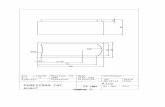
4.1 Gambar Benda Kerja
(Gambar terlampir)
4.2 Pahat yang Digunakan
a. Pahat Kanan
Gambar 4.1 Pahat Kanan
Sumber : Buku Petunjuk Pemrograman – Pelayanan EMCO TU-2A
Sudut pemasangan x = 93° bila pahat dipasang lurus (x = 93°)
Macam-macam penggunaan pahat kanan adalah :
1. Pembubutan memanjang, melintang dan menyudut
Gambar 4.2 Gerak Pembubutan Memanjang, Melintang & Menyudut Pahat Kanan
Sumber : Buku Petunjuk Pemrograman – Pelayanan EMCO TU-2A
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Dalamnya pemotongan “a” pada pembubutan melintang tidak boleh
diprogram melebihi 0,3 mm. Jika tidak, jalannya tatal sangat buruk.
2. Pembubutan Radius
Gambar 4.3 Pembubutan Radius Pahat Kanan
Sumber : Buku Petunjuk Pemrograman – Pelayanan EMCO TU-2A
Dalamnya pemotongan maksimal pada awal & akhir seperempat
busur lingkaran 0,3 mm.
b. Pahat Grooving
Gambar 4.4 Pahat Grooving
Sumber : Buku Petunjuk Pemrograman – Pelayanan EMCO TU-2A
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Pahat grooving ini dapat digunakan juga untuk pembubutan celah.
Pada saat praktikum, pahat grooving dilakukan pada saat setelah proses
finishing berlangsung. Pahat grooving ini digunakan untuk membuat celah
pada benda kerja berupa pemakanan lurus.
4.3 Perhitungan Koordinat Lintasan Pahat
Diketahui : a = 2,33; b = 10,79; r = 25
Gerakan pahat dari 1 menuju 2 maka :
tan α = cos β = sin β =
tan α = cos β = sin 64,4° =
tan α = 0,216 cos β = 0,432 i = 0,902 x 25
α = 12,19° β = 64,4° = 22,55
cos β =
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
cos 64,4° =
j = 0,432 x 25
= 10,8
4.4 Penentuan Parameter Permesinan
a. Kecepatan Pemotongan
- Teoritis
Gambar 4.5 Grafik Cutting Speed
Sumber : Buku Petunjuk Pemrograman – Pelayanan EMCO TU-2A
Dengan menggunakan metode interpolasi, maka kita dapat menghitung
kecepatan pemotongan pada Ø 36 mm (diameter benda kerja)
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Ø D V
9 20
36 x
45 100
=
=
2160 = 36x – 720
2880 = 36x
x = 80
V = 80 m / min
b. Penghitungan Asutan
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Gambar 4.6 Tabel Asutan
Sumber : Buku Petunjuk Pemrograman – Pelayanan EMCO TU-2A
Dengan melihat tabel asutan diatas, dapat diketahui bahwa besar asutan
dengan jumlah putaran spindle 745 putaran / menit dan kecepatan asutan sebesar
50 mm / menit adalah 0,023 mm / putaran.
c. Kedalaman Pemotongan
t =
t1= t2 = t3 =
= 10,69 mm = 4 mm = 1 mm
dimana : t1; t2; t3; tn = kedalaman pemotongan ke-n
D = diameter awal benda kerja (mm)
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
d = diameter akhir benda kerja (mm)
d. Jumlah Pemotongan (i)
i =
i1= i2 = i3 =
= 21,38 kali = 8 kali = 2 kali
dimana : t’ = kedalaman maksimal yang mampu dimakan mesin = 0,5 mm
e. Machining Time
Tm =
Tm1= Tm2 = Tm3 =
= 17,51 menit = 11,2 menit = 3,5 menit
dimana : l = panjang pemotongan (mm)
i = jumlah pemotongan (kali)
s = feed motion (mm / rev)
n = kecepatan spindle (rpm)
- Aktual
a. Kecepatan Pemotongan (V)
V =
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
=
= 84,21 m / min
dimana : d = diameter akhir benda kerja (mm)
n = putaran spindle (rpm)
b. Penghitungan Asutan
F = S.F
50 = 745 x F
F =
F = 0,067 mm / putaran
dimana : F = asutan dalam mm / menit
S = jumlah putaran sumbu utama
F = asutan dalam mm / putaran
c. Kedalaman Pemotongan (t)
t =
t1= t2 = t3 =
= 10,69 mm = 4 mm = 1 mm
dimana : t1; t2; t3; tn = kedalaman pemotongan ke-n
D = diameter awal benda kerja (mm)
d = diameter akhir benda kerja (mm)
d. Jumlah Pemotongan (i)
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
i =
i1= i2 = i3 =
= 21,38 mm = 8 mm = 2 mm
dimana : t’ = kedalaman maksimal yang mampu dimakan mesin = 0,5 mm
e. Machining Time
Tm =
Tm1= Tm2 = Tm3 =
= 6,01 menit = 3,85 menit = 1,2 menit
dimana : l = panjang pemotongan (mm)
i = jumlah pemotongan (kali)
s = feed motion (mm / rev)
n = kecepatan spindle (rpm)
4.5 Program Manuscript
(Terlampir)
4.6 Hasil Plotter
(Gambar terlampir)
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
BAB V
PEMBAHASAN
5.1 Analisa Waktu Permesinan
- Memasukkan Program : 16 menit 43 detik
- Plotting : 4 menit 35 detik
- Setting Pahat : 1 menit 53 detik
- Dry Run : 4 menit 40 detik
- Eksekusi Program : 19 menit 12 detik
Total waktu : ±24 jam 47 menit 3 detik
1. Membuat Manuskrip
Langkah awal praktikum CNC TU-2A kali ini adalah membuat
manuskrip berdasarkan gambar rencana yang telah direncanakan.
Pembuatan manuskrip ini membutuhkan waktu total ± 24 jam. Waktu
yang dibutuhkan pada proses ini cukup lama karena kami kurang
memahami betul tentang manuskrip atau dengan kata lain kami masih
dalam tahap pembelajaran.
2. Memasukkan Program
Proses penginputan manuskrip pada saat praktikum memerlukan
waktu sekitar 16 menit 43 detik. Dalam hal ini kami mengalami kendala
dalam penginputan. Kesalahan yang terjadi antara lain selain mengetik
angka masukan, kurang tanda (-) namun dapat kami atasi dengan baik.
3. Plotting
Pada proses pengeplotan ini bertujuan untuk mengetahui apakah
langkah pahat pada manuskrip sudah sesuai dengan yang direncanakan
dengan cara menngambarkan langkah pahat dengan pulpen yang telah
dipasang pada rumah pahat. Kami membutuhkan waktu 4 menit 35
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
detik. Menurut kami pada proses pengeplotan ini sudah cukup lancar
karena membutuhkan waktu yang cukup singkat.
4. Setting Pahat
Proses setting pahat pada praktikum ini berlangsung dengan lancar.
Dimana ini merupakan proses menetukan titik aman untuk melakukan
eksekusi. Dan kami tidak begitu mengalami kendala yang berarti dalam
melakukan setting pahat ini.
5. Dry Run
Pada proses dry run waktu yang diperlukan adalah 4 menit 40 detik.
Hasil waktu yang diperoleh antara plotter dengan dry run memiliki
selisih waktu yang sedikit, dan pada dry run waktu yang dibutuhkan
lebih banyak. Hal ini disebabkan oleh karena pada dry run terdapat
perhitungan titik kompensasi pahat, dari pahat pertama ke pahat
selanjutnya yang memakan waktu.
6. Eksekusi Program
Pada pelaksanaan proses eksekusi waktu yang diperlukan adalah 19
menit 12 detik. Waktu tersebut terbilang cukup lama karena proses
grooving dengan kedalaman cukup dalam tetapi kecepatan asutan yang
dipakai sebesar 3 (mm/ menit). Sehingga waktu yang dibutuhkan untuk
proses ini cukup lama, selain itu untuk proses roughing (pengkasaran)
digunakan kecepatan asutan 50 (mm/menit) dan proses finishing
digunakan kecepatan asutan 30 (mm/menit).
5.1 Analisa Bentuk dan Dimensi Benda Kerja
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Dari pengukuran benda kerja diperoleh beberapa ukuran yang memiliki
bentuk dan dimensi yang berbeda, antara lain:
No Ukuran Perencanaan (mm) hasil (mm)
1 A 17 17.22
2 B 14
3 C 4.31 4.46
4 D 7.31 7.405
7 L1 30 30
8 L2 30 30
9 L3 6 5.98
10 L4 24 24
11 L5 14.04 14.81
12 L6 8.98 9.65
13 L7 3 3.1
Analisa bentuk dan dimensi benda kerja yang tidak sesuai dengan rencana
disebabkan oleh beberapa faktor, diantaranya:
1. Setting pahat kurang tepat
Pada penetapan titik kompensasi pahat, terjadi kesalahan pengukuran yang
membuat ukuran pada C berbeda.
2. Setting benda kerja kurang presisi
Pada peletakan benda kerja yang kurang pas dengan posisi yang
seharusnya membuat ukuran pada A,B,C,D berubah.
3. Penetapan Titik awal pahat yang kurang tepat
Berpengaruh pada semua ukuran karena pergeseran semua ukuruan
dengan apa yang telah dirancang pada manuskrip.
4. Benda kerja masih terlihat goyah saat spindle berputar
Terjadi karena pengucian chuck yang kurang tepat, bepengaruh terhadap
ukuran A,B,C,D.
5. Kesalahan manuscrip
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Terjadi pada penetapan parameter lingkaran, akibatnya terjadi perbedaan
ukuran pada posisi D.
5.2 Analisa Pemilihan Parameter Permesinan
1. Kecepatan asutan
Pada saat praktikum kecepatan asutan yang dipakai ada 3, yaitu :
a. Proses roughing (pengkasaran) : 50 (mm/menit)
b. Proses finishing : 30 (mm/menit)
c. Proses grooving : 3 (mm/menit)
Kecepatan yang dipilih bukan tanpa alasan, jika kecepatan asutan
semakin besar, akan mengakibatkan permukaan benda kerja tidak merata
dan dapat mengakibatkan cacat. Hal ini disebabkan karena kecepatan
asutan yang besar akan mengakibatkan pemakanan benda kerja yang tidak
sempurna.
1. Perubahan arus
Pada saat praktikum terjadi perubahan arus pada saat proses :
a. roughing (pengkasaran) : 1,4 A
b. finishing :
- lurus : 0,5 A
- melingkar : 0,7 A
- grooving : 0,7 A
Pada proses roughing diperoleh kuat arus sebesar 1,4 A. Hal ini bila
dibandingkan dengan proses finishing, memiliki kuat arus yang lebih
besar. Hal ini disebabkan depth of cut-nya yang besar sehingga daya yang
diperlukan mesin menjadi lebih besar. Karena daya yang bertambah, maka
arus yang dibutuhkan pun meningkat.
Pada proses finishing diperoleh rata-rata kuat arus sebesar 0,7 A.
Dapat dibandingkan dengan roughing bahwa nilai arusnya lebih kecil, hal
ini dikarenakan pada proses finishing pemakanannya lambat dan lebih
lama, sehingga beban yang di dalam mesin tidak seberat pada saat
roughing dengan pemakanan yang lebih cepat.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
2. Depth of cut
Pada proses pengkasaran dengan depth of cut yang sama yaitu sebesar
0,5 mm, arus yang dibutuhkan sebesar 1,4 A. sedangkan pada proses
grooving dengan depth of cut yang lebih kecil dibandingkan pengkasaran,
arus yang dibutuhkan mencapai 0,7A. Dari penjelasan tersebut dapat
diketahui efek yang ditimbulkan ketika depth of cut-nya lebih dalam maka
daya yang dibutuhkan lebih besar dan arus terhadap mesin pun menjadi
lebih besar.
3. Putaran spindle
Putaran spindle yang dibutuhkan pada saat praktikum adalah sebesar
700 rpm. Pemilihan putaran spindle yang digunakan harus cermat. Apabila
kita memilih putaran spindle yang tingi maka hasil pemakanan pada benda
kerja lebih halus, hal ini dikarenakan setiap satu lingkaran penuh benda
kerja termakan berkali-kali oleh pahat. Dan apabila kita memilih putaran
rendah, maka hasil pemakanan kurang halus. Hal ini dikarenakan setiap
satu lingkaran penuh pengulangan pemakanannya lebih sedikit.
5.3 Studi Kasus
Pada benda kerja kami terjadi perbedaan pada dimensi benda kerja, hal ini di
karenakan antara lain :
1. Kesalahan pada saat pembuatan manuskip.
2. Kesalahan penetapan titik awal pahat dan kompensasi pahat.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
3. Pencengkraman benda kerja oleh chuck yang kurang kuat.
Solusi :
1. Seharusnya lebih teliti dalam pembuatan manuskrip.
2. Seharusnya lebih teliti dalam pengukuran titik awal pahat dan kompensasi
pahat.
3. Sebelum eksekusi harus benar – benar menjepit benda keja dengan kuat oleh
chuck.
BAB VI
KESIMPULAN DAN SARAN
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
6.1 Kesimpulan
1. Pahat yang digunakan
- Pahat kanan
- Pahat grooving
2. Waktu yang dibutuhkan untuk pembuatan manuscript hingga ptoses
eksekusi adalah :
- Pembuatan manuscript : ± 24 jam
- Memasukkan Program : 16 menit 43 detik
- Plotting : 4 menit 35 detik
- Setting Pahat : 1 menit 53 detik
- Dry Run : 4 menit 40 detik
- Eksekusi Program : 19 menit 12 detik
Total waktu : ±24 jam 47 menit 3 detik
3. Bentuk dan dimensi benda kerja aktual berbeda dengan perencanaan
karena beberapa faktor :
a. Kesalahan pada saat pembuatan manuskip.
b. Kesalahan penetapan titik awal pahat dan kompensasi pahat.
c. Pencengkraman benda kerja oleh chuck yang kurang kuat.
4. Kecepatan asutan yang digunakan adalah :
- Perubahan arus terjadi saat proses :
- Depth of cut yang digunakan dalam proses pengkasaran sebesar 0,5
mm. pada saat proses grooving lebih dari 0,5 mm mengakibatkan
beban terhadap mesin lebih besar.
- Putaran spindle yang digunakan pada saat praktikum adalah 700 rpm.
Jika putaran spindle dipercepat maka hasil pemakanan benda kerja
lebih halus karena benda kerja dimakan berkali-kali.
6.2 Saran
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
1. Pada sat sebelum praktikum sebaiknya diadakan pengenalan mengenai
mesin CNC dan juga pengetahuan tentang pembuatan manuscript agar
memperlancar jalannya praktikum Proses Manufaktur II.
2. Praktikan sebaiknya lebih cermat dalam pembuatan manuscript sehingga
pada saat memasukkan cooding dalam program tidak terjadi kesalahan.
3. Praktikan diharapkan memperoleh teori tentang penggunaan mesin CNC
sebelum praktikum sehingga tidak ada kesalahan pengoperasian saat
praktikum berlangsung.
4. Pada saat pengukuran benda kerja diharapkan praktikan lebih teliti agar
diperoleh hasil pengukuran yang solid.
5. Dalam penentuan setiap titik pada gambar perencanaan benda kerja
diharapkan agar lebih teliti lagi sehingga diperoleh benda kerja yang
sempurna.
6. Penentuan parameter permesinan haruslah sesuai dengan standard bahan
(benda kerja) agar diperoleh hasil yang sempurna.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
BAB I
PENDAHULUAN
1.1 Tinjaun Umum
Pemakaian mesin perkakas CNC dalam proses permesinan adalah sebagai
suatu metode atau prosedur yang baru dalam mengorganisasikan informasi
yang dibutuhkan dalam perencanaan proses permesinan. Informasi ini
dikumpulkan, disusun dan kemudian diolah ke dalam bentuk data yang dapat
disimpan di dalam memori mesin dan dapat dimengerti mesin. Data nilai yang
akan mengatur proses atau langkah-langkah yang akan dikerjakan oleh mesin
tersebut.
Konsep permesinan untuk memproduksi suatu benda kerja dengan
menggunakan mesin perkakas CNC TU-3A mencakup beberapa aspek
pendukung diantaranya:
1. Gambar teknik yang mencantumkan geometri detail
2. Spesifikasi material, perkakas, dan benda kerja
3. Pemilihan parameter pemotongan
4. Perencanaan urutan proses permesinan
5. Pembuatan program komputer dan data
6. Pelaksanaan proses permesinan
7. Pengukuran kualitas produk yang dihasilkan
System kontrol pada mesin CNC dapat menggantikan tugas yang biasa
dilakukan dalam proses permesinan pada mesin perkakas konvensional. Akan
tetapi ada beberapa hal yang dimana fungsi operator tidak digantikan oleh
otomasi tersebut, antara lain:
1. Memilih dan mempersiapkan perkakas potong
2. Setting benda kerja dan pahat
3. Memasang dan melepas benda kerja
4. Pengawasan pelaksanaan proses permesinan (jika terjadi hal khusus
seperti pahat patah, kondisi permesinan jelek) serta pemeriksaan
program.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Untuk itu diperlukan seorang operator mesin perkakas CNC sebaiknya
adalah operator yang mempunyai pengalaman dengan permesinan dan juga
mampu melaksanakan proses permesinan konvensional dan dapat
menerapkan pengalaman/pengetahuan untuk pemakaian mesin perkakas
secara baik.
Perlu diingat bahwa jenis mesin dan system control CNC TU-3A yang
terdapat di industri banyak ragamnya dan tidak mungkin diperkenalkan satu
persatu. Dengan demikian praktikum ini bertujuan untuk pengenalan dan
pemahaman prosedur persiapan pada mesin CNC TU-3A.
1.2 Maksud dan Tujuan Praktikum
Praktikun CNC TU-3A diadakan untuk menunjang teori yang telah/sedang
diberikan pada mata kuliah proses manufaktur II. Tujuan utama praktikum ini
adalah :
f. Untuk mengenalkan mesin CNC dan cara mengoperasikannya
g. Untuk memperoleh pengalaman dalam hal:
4. Persiapan proses permesinan
5. Pelaksanaan proses permesinan
6. Kontrol kualitas dan produk yang dihasilkan
h. Mampu membuat program mesin CNC untuk pembuatan geometri
suatu komponen
i. Mengetahui simulasi gerakan pahat dengan atau tanpa bantuan plotter
j. Melatih praktikan untuk menganalisa proses pelaksanaan produk duatu
komponen.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
BAB II
DASAR TEORI
2.1. Bagian – bagian Utama dan Spesifikasi Mesin
Gambar 2.1: Mesin CNC TU 3A
Sumber: Lab. Otomasi Manufaktur Mesin UB
Bagian – bagian utama mesin terbagi dua, yaitu :
b. Bagian Mekanik
c. Bagian Kontrol/Pengendali
2.1.1. Bagian Mekanik
a) Motor utama yaitu motor penggerak rumah alat potong
(milling taper spindle) untuk memutar alat potong. Motor
ini motor jenis arus searah (DC) dengan kecepatan
bervariasi.
Klasifikasi dari motor ini adalah :
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
- Jenjang putaran 600 – 400 putaran/menit
- Tenaga masukkan/input 500 watt
- Tenaga keluaran/output 300 watt
Gambar 2.2: Motor Utama
Sumber: http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12C.pdf
b) Eretan (Support)
Gerak persumbuannya mesin untuk 3 sumbu (axis)
mempunyai dua jenis gerakan kerja, yakni gerakan
horizontal dan vertical. Untuk posisi vertical adalah sebagai
berikut :
- Eretan memanjang sumbu x ( 0 – 99,99 mm )
- Eretan memanjang sumbu y ( 0 – 199,99 mm )
- Eretan tegak lurus sumbu z ( 0 – 199,99 mm)
Gambar 2.3: Eretan (Support)
Sumber : Lab. Otomasi Manufaktur Mesin UB
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
c) Step Motor
Motor penggerak eretan. Setiap eretan mempunyai step
motor yang berbeda yakni penggerak sumbu x,y,z. Jenis
dan ukuran setiap step motor adalah sama.
Identifikasi dari step motor :
- Jumlah satu putaran adalah 72 langkah
- Momen putar adalah 0.5 Nm
- Kecepatan gerak : V max 700 rpm, V gerak
pengoperasian manual ± 5 – 400 mm/menit, V gerak
pengoperasian CNC terprogram 2 – 499 mm/menit.
Gambar 2.4: Step Motor
Sumber: Lab. Otomasi Manufaktur Mesin UB
d) Rumah Alat Potong
Digunakan untuk menjepit penjepit alat potong (tool
holder) pada waktu proses pengerjaan benda kerja. Adapun
sumber putaran dihasilkan dan putaran utama yang
mempunyai kecepatan putaran antara 300 – 2000
putaran/menit. Pada mesin milling CNC TU-3A ini hanya
memungkinkan menjepit alat potong untuk proses
pengerjaan dengan layanan mesin produksi CNC dapat
menggunakan lebih dari satu alat potong yang mana dapat
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
tersimpan dalam memory mesin, sedangkan proses
penggantian alat potong dilakukan manual.
Gambar 2.5: Rumah Alat Potong
Sumber: http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12C.pdf
e) Ragum
Ragum berfungsi untuk menjepit benda kerja. Pada ragum
dilengkapi denganstopper yang dapat digunakan untuk
penyangga benda kerja.
Gambar 2.6: Ragum
Sumber: http://125.163.203.113/buku/TEKNIKPEMESINAN2/BAB12C.pdf
2.1.2. Bagian Kontrol/Pengendali
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Gambar 2.7: Bagian Kontrol/Pengendali
Sumber: Modul Praktikum Proses Manufaktur II
Keterangan Gambar :
1. Saklar utama
2. Lampu kontrol saklar utama
3. Tombol darurat
4. Saklar sumbu utama
5. Pengatur kecepatan putar sumbu utama
6. Ampere meter
7. Tombol asutan/pelayanan manual
8. Tombol gerakan cepat
9. Tombol pengatur kecepatan asutan/pelayanan manual
10. Tombol metrik/inchi
11. Sajian menunjukkan jalannya
12. Lampu kontrol pelayanan manual
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
13. Tombol pelayanan manual/CNC
14. Tombol hapus
15. Tombol pemindah sajian
16. Tombol memory
17. Tombol lain – lain
Di bawah ini merupakan beberapa penjelasan mengenai bagian –
bagian kontrol dari mesin CNC TU-3A.
a. Saklar Utama (Main Switch)
Saklar utama ini berfungsi untuk menghidupkan atau mematikan
mesin.
- Saklar pada posisi 1, mesin ON
- Saklar pada posisi 0, mesin OFF
Gambar 2.8: Saklar Utama
Sumber: Lab. Otomasi Manufaktur Mesin UB
b. Lampu Kontrol Saklar Utama
Lampu ini berfungsi sebagai indikator mesin hidup atau mati.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Gambar 2.9: Lampu Kontrol Saklar Utama
Sumber: Lab. Otomasi Manufaktur Mesin UB
c. Tombol Darurat (Emergency Stop)
Tombol ini diaktifkan apabila terjadi bahaya seperti konsleting,
tabrakan atau bahaya lainnya. Caranya cukup ditekan maka mesin akan mati.
Untuk menghidupkan kembali cukup diputar ke kanan. Saklar utama
dimatikan dan dihidupkan lagi.
Gambar 2.10: Tombol Darurat
Sumber: Lab. Otomasi Manufaktur Mesin UB
d. Saklar Utama Sumbu Utama
Saklar layanan ini digunakan untuk memutar sumbu utama yang
dihubuungkan dengan rumah alat potong. Saklar ini dapat berfungsi secara
manaual/CNC. Saklar pada posisi 0, putaran mesin mati. Saklar pada posisi
CNC putaran dikendalikan oleh program.
Gambar 2.11: Saklar Utama Sumbu Utama
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Sumber: Lab. Otomasi Manufaktur Mesin UB
e. Saklar Pengatur Kecepatan Putar Sumbu Utama
Berfungsi untuk mengatur kecepatan alat potong pada sumbu
utama. Saklar ini dapat berfungsi pada layanan manual atau CNC. Pada
mesin milling CNC TU-3A mempunyai kecepatan putar antara 300 – 2000
putaran/menit.
Gambar 2.12: Saklar Pengatur Kecepatan Putar Sumbu Utama
Sumber: Lab. Otomasi Manufaktur Mesin UB
f. Amperemeter
Menunjukkan pemakaian arus aktual dari motor penggerak alat
potong mesin milling CNC TU-3A. Kegunaan amperemeter untuk
mencegah beban berlebih pada motor penggerak arus maksimum yang
digunakan adalah 4 ampere. Jika masih digunakan bekerja terus menerus
arus tidak boleh melebihi 4 ampere. Beban dapat dikurangi dengan
pengurangan kecepatan penyayatan.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Gambar 2.13: Amperemeter
Sumber: Lab. Otomasi Manufaktur Mesin UB
g. Tombol Asutan Pelayanan Manual
Berfungsi untuk menggerakkan pahat ke arah sumbu x,y,z secara
manual.
Gambar 2.14: Tombol Asutan Pelayanan Manual
Sumber: Lab. Otomasi Manufaktur Mesin UB
h. Tombol Gerakan Cepat
Berfungsi untuk:
- Menggerakkan pahat ke arah x,y,z secra manual dengan
cepat, caranya dengan menekan + {x,y,z}
- Menghapus satu baris program dengan menekan +
- Menambah satu baris program dengan menekan +
Gambar 2.15: Tombol Gerakan Cepat
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Sumber: Lab. Otomasi Manufaktur Mesin UB
i. Tombol Pengatur Kecepatan Asutan Pelayanan Manual
Digunakan untuk mengatur kecepatan asutan pada operasi mesin
secara manual.
Gambar 2.16: Tombol Pengatur Kecepatan Asutan Pelayanan Manual
Sumber: Lab. Otomasi Manufaktur Mesin UB
j. Saklar Metric/Inchi
Mesin ini dapat dioperasikan dengan menggunakan satuan mm
atau inchi dengan cara memindahkan saklar ini.
Gambar 2.17: Saklar Metric/Inchi
Sumber: Lab. Otomasi Manufaktur Mesin UB
k. Sajian Menunjukkan Jalannya
Mengetahui arah pergerakan path yang akan dilakukan.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Gambar 1.18: Sajian Menunjukkan Jalannya
Sumber: Lab. Otomasi Manufaktur Mesin UB
l. Tombol Pelayanan Manual
Pemindahan fungsi CNC atau fungsi manual.
Gambar 2.19: Tombol Pelayanan Manual/CNC
Sumber: Lab. Otomasi Manufaktur Mesin UB
m. Tombol Hapus
Digunakan untuk menghapus data satu kata.
Gambar 2.20: Tombol Hapus
Sumber: Lab. Otomasi Manufaktur Mesin UB
n. Tombol Pemindah Sajian
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Digunakan untuk memindah kursor.
Gambar 2.21: Tombol Pemindah Sajian
Sumber: Lab. Otomasi Manufaktur Mesin UB
o. Tombol Memory
Untuk memasukkan program dan menyimpan data pada memory
mesin.
Gambar 2.22: Tombol Memory
Sumber: Lab. Otomasi Manufaktur Mesin UB
2.2 Perintah – perintah Pemrograman
A. Fungsi G, Format Blok
G00 : Gerakan Cepat
V : N3/G00/X±5/Y±4/Z±5
H : N3/G00/X±4/Y±5/Z±5
G01 : Interpolasi Lurus
V : N3/G01/X±5/Y±4/Z±5/F3
H : N3/G01/X±4/Y±5/Z±5/F3
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
G02 : Interpolasi Melingkar Searah Jarum jam
G03 : Interpolasi Melingkar Berlawanan Arah Jarum Jam
V : N3/ G02/G03 /X±5/Y±4/Z±5/F3
H : N3/ G02/G03 /X±4/Y±5/Z±5/F3
N3/M99/J2/K2(lingkaran sebagian)
G04 : Lamanya Tinggal Diam
N3/G04/X5
G21 : Blok Kosong
N3/G21
G25 : Memanggil sub. Program
N3/G25/L(F)3
G27 : Instruksi Melompat
N3/G27/L(F)3
G40 : Kompensasi Radius Pisau Hapus
N3/G40
G45 : Penambahan Radius Pisau
N3/G45
G46 : Pengurangan Radius Pisau
N3/G46
G47 : Penambahan Radius Pisau 2 kali
N3/G47
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
G48 : Pengurangan Radius Pisau 2 kali
N3/G48
G64 : Motor Asutan Tanpa Arus (Fungsi Penyetelan)
N3/G64
G65 : Pelayanan Pita Magnet (Fungsi Penyetelan)
N3/G65
G66 : Pelaksanaan Antar Aparat dengan RS 232
N3/G66
G72 : Siklus Pengefraisan Kantong
V : N3/G72/X±5/Y±4/Z±5/F3
H : N3/G72/X±4/Y±5
G73 : Siklus Pemutusan Total
N3/G73/Z±5/F3
G74 : Siklus Penguliran (Jalan Kiri)
N3/G74/K3/Z±5/F3
G81 : Siklus Pemboran Tetap
N3/G81/Z±5/F3
G82 : Siklus Pemboran Tetap dengan Tinggal Diam
N3/G82Z±5/F3
G83 : Siklus Pemboran Tetap dengan Pembuangan Total
N3/G83Z±5/F3
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
G84 : Siklus Pembubutan
N3/G84/K3/Z±5/F3
G85 : Siklus Mereamer Tetap
N3/G85/Z±5/F3
G89 : Siklus Mereamer Tetap dengan Tinggal Diam
N3/G89/Z±5/F3
G90 : Pemrograman Nilai Absolut
N3/G90
G91 : Pemrograman Nilai Inkremental
N3/G91
G92 : Penggeseran Titik Referensi
V : N3/G92/X±5/Y±4/Z±5
H : N3/G92/X±4/Y±5/Z±5
Keterangan :
V : Vertikal ; H : Horisontal
B. Fungsi M, Format Blok
M00 : Diam
N3/M00
M03 : Spindle Frais Hidup, Searah Jarum Jam
N3/M03
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
M05 : Spindle Frais Mati
N3/M05
MO6 : Penggeseran Alat, Radius Pisau Frais Masuk
N3/M06/D5/S4/Z±5/T3
M08
M09
M20 Hubungan Keluar
M21 N3/M2
M22
M23
M26 : Hubungan Keluar ; Impuls
N3/M26/H3
M30 : Program Berakhir
N3/M30
M98 : Kompensasi Kelonggaran Otomatis
N3/M98/X3/Y32/Z3
M99 : Parameter dari Interpolasi Melingkar (dalam hubungan
dengan G02/G03)
N3/M99/J3/K3
C. Tanda – tanda Alarm
A00 : Salah kode G/M
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
A01 : Salah radius/M99
A02 : Salah nilai z
A03 : Salah nilai F
A05 : Tidak ada kode M30
A06 : Tidak ada kode M03
A07 : Tidak ada arti
A08 : Pita habis pada penyimpanan kaset
A09 : Program tidak ditemukan
A10 : Pita kaset dalam pengamanan
A11 : Salah pemuatan
A12 : Salah pengecekan
A13 : Penyetelan inchi/mm dengan memory program penuh
A14 : Salah posisi kepala frais/penambahan jalan dengan LOAD
/M atau /M
A15 : Salah nilai Y
A16 : Tidak ada nilai radius pisau frais
A17 : Salah sub. program
A18 : Jalannya kompensasi radius pisau frais lebih kecil dari nol
D. Kombinasi tombol
+ X + : Untuk gerak cepat arah sumbu X+
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
+ X- : Untuk gerak cepat arah sumbu X-
+ : Menyisipkan 1 baris blok program
+ : Menghapus 1 baris blok program
+ : Menghapus alarm
+ : Eksekusi program berhenti sementara
+ : Menghapus program keseluruhan
2.3. Penentuan Parameter Permesinan
2.3.1. Kecepatan Potong/Kecepatan Pemakanan
Prosedur :
- Tentukan harga diameter pisau frais ( sesuai yang aktif )
- Pilih kecepatan potong yang benar untuk bahan yang
dikerjakan
- Potongkan antara kedua harga tersebut pada grafik
kecepatan ( putar ), kecepatan potong asutan.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Gambar 2.23: Grafik Penentuan Kecepatan Pemotongan
Sumber: Lab. Otomasi Manufaktur Mesin UB
2.3.2. Menentukan Asutan dan Dalamnya Pemotongan
Prosedur :
Bahan : Alumunium
Perhatikan grafik : ”Dalam Pemotongan – Diameter alat
potong asuutan”.
Contoh :
a. Dalamnya pemotongan t = 10 mm
Diameter pisau frais d = 10 mm
- Pilih diameter frais (d=10 mm) pada chart.
- Tentukan harga t=10 mm pada sumbu vertikal
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
- Potongkan ke kanan hingga memotong grafik d = 10
mm kemudian tarik ke bawah hingga mendapatkan
harga asutan (feed) f = 200 mm/menit
b. Bila diketahui f = 200 mm/menit
Diameter pisau frais d = 10 mm
Dari grafik tersebut tentukan harga f = 200 mm/menit ( pada sumbu
horizontal ) kemudian tarik ke atas hingga memotong grafik
d=10mm, serta tarik ke arah kiri hingga dalamnya pemotongan
t=4,2mm
Gambar 2.24: Grafik Penentuan Kecepatan Putar Spindle
Sumber: Modul Praktikum Proses Manufaktur II
BAB III
METODE PRAKTIKUM
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
6.1 Persiapan Praktikum
Sebelum melaksanakan praktikum ada beberapa hal yang harus
disiapkan,yaitu:
1. Program manuscript awal harus sudah jadi
2. Menyiapkan pahat dan alat lain yang harus digunakan:
Tempat plotter
Dial indicator
Plotter tool
Kunci untuk melepas dan memasang pahat
3. Menyiapkan kaset untuk menyimpan
4. Menyimpan manuscript dan menyiapkan benda kerja
5. Menyalakan mesin CNC TU-3A
Pengetikan program:
1. Pilih operasi ke CNC dengan menekan tombol H/C
2. Pengetikan program yang dibuat
3. Mencatat waktu mulai mengetik
4. Setiap selesai menulis angka/ nilai tekan tombol INP
5. Check program dengan menekan M hingga baris berakhir
6. Apabila terjadi kesalahan, tekan INP + REV
7. Setelah benar , program disimpan dalam kaset
6.2 Operasi Kaset
A. Memformat kaset
1. Masukan kaset
2. CNC mode
3. Tekan
4. Tekan DEL
5. Tekan 6 5 INP + DEL besama-sama
6. Tunggu 10” kemudian tekan INP + REV
B. Menyimpan program
1. Masukkan kaset
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
2. CNC mode
3. Tekan
4. Tekan DEL
5. Tekan 6 5 INP
6. Tekan FWD
7. Ketik nomor program
8. Tekan INP
C. Memanggil program
1. Masukan kaset
2. CNC mode
3. Tekan
4. Tekan DEL
5. 6 5 INP
6. INP
7. Ketik nomor program
8. INP
6.3 Pengeplotan
Agar dalam pengeplotan kertas tidak robek, kita buat harga Z menjadi nol
semua dan untuk mempercepat waktu dalam pengeplotan ubah semua harga F
(feeding) menjadi 250mm/min. Pengeplotan adalah menggambar untuk
mengetahui pola pemakanan atau jalannya pahat sebelum dry run.
Langkah-langkah pengeplotan:
1. Ambil plot, alat simulasi dan jepitan pada ragum
2. Letakan kertas pada alat simulasi
3. Ambil plotter tool atur sesuai radius
4. Pilih CNC mode, atur F = 250 mm/min dan Z = 0
5. Manual mode, turunkan spindle sampai sedikit diatas kertas
6. Spindle berputar
7. Posisikan start tool point
8. CNC mode kursor di N
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
9. Menu spindle switch diposisikan CNC
10. START ditekan simulasi berjalan dan mulai mencatat waktu
6.4 Setting Pahat
Fungsi setting pahat adalah untuk mencatat nilai kompensasi dengan
mencatat perbedaan nilai z terhadap tool pertama sebagai tool referensi dari
tool-tool yang lain yang dipakai dalam proses.
Prosedur :
1. Monitor dalam manual mode
2. Pasang tool pertama yaitu pahat facing 20 sebagai acuan.
3. Dengan menggunakan dial indicator tentukan mata pahat yang
menonjol ke bawah. Caranya putarkan pahat hingga masing-masing
menyentuh dial indicator dan cari mata pahat yang mempunyai
simpangan terbesar pada dial indicator.
4. Amati pahat yang paling menonjol ke bawah, catat waktu mulai pada
dial indicator dengan catat z sebagai referensi yaitu x,y,z dibuat nol
kemudian tool pertama dilepas.
5. Pasang tool kedua, yaitu pahat kantong 8 mm dengan cara yang sama
tentukan mata pahat yang paling menonjol ke bawah.
6. Lalu turunkan tool kedua sampai menyentuh indicator sehinggan
mempunyai nilai yang sama dengan tool kedua lalu catat harga z-nya
sebagai nilai z pada program M06 atau sebagai nilai korelasi pada
pahat kedua.
7. Lepas tool kedua, lanjutkan dengan pahat kantong 6 mm proses sama
dengan tool pertama dan kedua.
6.5 Dry Run
Untuk mengetahui pergerakan sudah benar/belum maka harga z yang
sebelumnya digunakan untuk plotter yaitu nol diubah lagi ke harga z yang
sebenarnya pada tiap-tiap program. Untuk nilai F kita biarkan 250 mm/min.
Langkah-langkah dry run:
1. CNC mode
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
2. Kursor di N00
3. Main spindle di switch pada CNC
4. Benda kerja dilepas
5. Tekan START untuk memulai
6.6 Eksekusi Program
Kita ubah nilai F sesuai dengan program semula untuk eksekusi benda
kerja dipasang. Langkah-langkah eksekusi program:
1. CNC mode
2. Atur speed spindle
3. Kursor di N00
4. Main spindle switch pada CNC
5. Tekan START dan mulai catat waktu
Selama proses pengoperasian , jari praktikan diletakkan pada tombol INP
+ FWD bila pergerakan pahat menyimpang, tekan kedua tombol secara
bersamaan.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
BAB IV
PERHITUNGAN DAN PEMOGRAMAN
4.1 Gambar Benda Kerja
( Gambar terlampir)
4.2 Pahat yang Digunakan
Pahat facing = Ø 40 mm
Pahat kantong = Ø 10 mm
= Ø 4 mm
Pemilihan pahat di atas berdasarkan bentuk dan dimensi benda
kerja sehingga lintasan atau koordinatnya membutuhka jenis pahat yang telah
disebutkan diatas, dengan tujuan pengerjaan dapat berjalan lancar dan
hasilnya sesuai dengan yang diinginkan. Adapun fungsi – fungsi pahat diatas
adalah :
1. Pahat Facing Ø 40 mm
Pahat facing digunakan untuk menghaluskan permukaan benda kerja di awal
pengerjaan serta membentuk lintasan melingkaran.
2. Pahat Kantong Ø 10 mm
Pahat kantong Ø 10 mm digunakan untuk membuat lintasan melengkung
searah jarum jam, selain itu juga untuk proses pengeboran pada bagian
benda kerja yang berlubang di tengah.
3. Pahat Kantong Ø 4 mm
PahatkKantong Ø 4 mm di sini berfungsi sama dengan pahat Pahat kantong
Ø 10 mm tapi berbeda pada diameternya.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
4.3 Perhitungan Koordinat Lintasan Pahat
Pada lintasan ini harus di bagi menjadi 2 lintasan, sehingga memiliki
koordinat 1 dan 0 masing – masing 2 buah. Di sini menggunakan kode
permesinan G02 yaitu interpolasi melingkar searah jarum jam, berikut
langkah – langkahnya :
a. Langkah 1
I12 = 252 - 102
I12 = 625 – 100
I1 = √525
I1 = 22.91 mm
J1 = 10 mm
b. Langkah 2
Nilai dari I2 adalah sama dengan I1 yaitu 22.91 mm
Nilai dari J2 = 0 mm, karena sejajar dengan titik awal
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011
20
25
J1 = 10
25
I1
1025
I2

PRAKTIKUM PROSES MANUFAKTUR II
4.4 Penentuan Parameter Pemotongan
a. Kecepatan Pemotongan (Vs)
Vs =
Keterangan :
Vs = kecepatan pemotongan (m/menit)
D = diameter pahat (mm)
N = jumlah putaran spindle (rpm)
Gambar 4.1 Tabel Jumlah Putaran Spindle-Kecepatan Pemotongan–Diameter
Pahat
Sumber : Buku Petunjuk Praktikum CNC Programming TU – 3A
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Teoritis
Dengan melihat table di atas, maka Vs teoritis dapat dicari dengan
metode interpolasi.
Ø 40 mm
d Vs
16.8 135
40 Vs
64 144
40-16.8 = Vs-135_
64 –144 144-135
= 139.14 m/menit
Ø 10 mm
d Vs
10 Vs
16.8 135
64 144
16.8-10 = 135-Vs_
64 – 10 144- Vs
= 133.7 m/menit
Ø 4 mm
d Vs
4 Vs
16.8 135
64 144
16.8- 4 = 135-Vs_
64 – 4 144- Vs
= 132.6 m/menit
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Aktual
Data yang didapat dari praktikum adalan n = 700 rpm, sehingga :
Ø 40 mm
3.14 x 40 x 700 = 87.92 m/menit
1000
Ø 10 mm
3.14 x 10 x 700 = 21.98 m/menit
1000
Ø 4 mm
3.14 x 4 x 700 = 8.79 m/menit
1000
b. Asutan
Gambar 4.2 Tabel Deep of Cut – Diameter Pahat – Asutan
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Sumber : Buku Petunjuk Praktikum CNC Programming TU – 3A
Gambar 4.2 Tabel Diameter Bor - Asutan
Sumber : Buku Petunjuk Praktikum CNC Programming TU – 3A
Teoritis
Dengan melihat tabel di atas maka kita dapat melihat asutan
Ø 40 mm
F = 131.8 mm/menit
Ø 10 mm
F = 100 mm/menit
Ø 4 mm
F = 320 mm/menit
Aktual
Baik pada Ø 40, 10, 4mm, semua menggunakan asutan sebesar 50
mm/menit
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
BAB V
PEMBAHASAN
5.1 Analisa Waktu permesinan
Dalam pelaksanaan praktikum waktu :
Persiapan :
Membuat konsep program manuskrip = 03.30.00
Set up pahat :
o Start Point Tool = 00.04.20
o Setting tool offset = 00.01.20
Pemrograman (manual programming) = 00.04.55
Langkah Pengetesan :
o Pengeplotan = 00.20.29
o Dry Run = 00.19.39
Eksekusi Program = 01.30.00
Total Waktu = 05.50.43
a) Membuat Manuskrip
Dalam waktu pembuatan konsep program manuskrip
memerlukan waktu yang lama yaitu 3 jam. Hal ini disebabkan
kemampuan praktikan dalam memehami konsep proses pembuatan
manuskrip masih rendah. Baik untuk penentuan kode maupun
koordinat. Karena hal itu praktikan masih memerlukan waktu yang
lama guna menyelesaikan pembuatan manuskrip.
b) Set up pahat
Set up pahat ada dua tahap, start point tool dan tool offset.
Start point tool membutuhkan waktu 3 menit lebih lama
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
dibandingkan tool offset yang hanya memerlukan 1 menit. Hal ini
disebabkan dalam start point tool kita mengatur 3 sumbu,
sedangkan tool offset kita hanya menentukan satu sumbu yaitu
sumbu z untuk menentukan kompensasi pahat. Dan juga pada
waktu setting pahat lebih cepat dikarenakan kita hanya
menggunakan 2 pahat.
c). Pemrograman
Dalam pemrograman dibutuhkan waktu yang lama 5 menit,
dikarenakan pada proses in sering terjadi kesalahan dalam
menginput data misalnya salah memasukkan koordinat(x,y,z),
radius, salah memasukkan nilai inputan dan ada baris yang
terlewati saat penginputan. Dengan hal ini maka pada saat
dilakukan pengecekan kita membutuhkan waktu untuk
menghapus , memeperbaiki, menambahataupun mengulang
penulisan program yang telah dibuat .
d). Pengecekan
Dalam proses ini dilakukan 2 hal yaitu pengeplotan dan dry
run. Kedua proses ini membutuhkan waktu yang sangat singkat
dengan menggunakan nilai feed yang sama sebesar 250 mm/menit.
Sedangkan selisih waktu antara pengeplotan dengan dry run adalah
50 detik. Pada waktu pengeplotan lebih lama dibandingkan dry run
dikarenakan terjadi kesalahan tinta pada pulpen yang digunakan
pada penggambaran plot.
e). Eksekusi program
Pada proses eksekusi kita membutuhkan 1 jam 30 menit.
Hal ini disebabkan karena kita menggunakan 3 pahat yaitu pahat
facing 40 mm, pahat kantong 10 mm dan 4 mm. jadi pada setiap
pergantian pahat kita memerlukan waktu. Feed yang kita gunakan
10 mm/ menit, 30 mm/menit, dan 50 mm/menit dengan feed
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
tersebut kita memerlukan waktu yang lama. Pada saat eksekusi
feed yang digunakan untuk facing 50 mm/menit sedangkan untuk
feed 30 mm/menit digunakan untuk gerakan interpolasi lurus.
Kedalaman pemakanan yang kecil yaitu 0.5 mm dan benda kerja
yang kita inginkan berkedalaman 3 mm maka proses pemakanan
harus berulang – ulang untuk mendapatkan kedalaman yang
diinginkan sehingga memutuhkan waktu yang lama. Pada saat
eksekusi kita sempat melakukan perhentian sejenak karena terjadi
kesalahan manuskrip, hal ini berdampak pula pada perubahan nilai
kompensasi pahat.
5.2 Analisa Benda Kerja
Penampang Aktual Teoritis
A 2.45 mm 2.50 mm
B 2.95 mm 3.00 mm
C 2.30 mm 2.00 mm
D 2.40 mm 3.00 mm
E 2.45 mm 2.50 mm
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
Setelah proses permesinan, diperoleh benda kerja yang tidak sesuai dengan
gambar rancangannya. Setelah dibandingkan terdapat perbedaan bentuk dan
dimensi benda kerja yaitu ada beberapa dimensi yang kurang pada saat
pemotongan dan ada juga yang lebih. Hal ini disebabkan oleh kesalahan dalam
pembuatan manuskrip, baik itu dalam pembuatan titik koordinat maupun kode
permesinannya. Selain itu juga kurang telitinya dalam peletakan langkah pahat.
5.3 Analisa Parameter Permesinan
Pada praktikum ini, mesin CNC TU 3A dipilih parameter sebagai berikut :
a. Putaran Spindle
Semakin cepat putaran spindle maka benda kerja yang dihasilkan
semakin halus karena terjadi pemakanan yang berulang – ulang, sedangkan
putaran spindle yang lambat akan menghasilkan benda kerja yang kasar
karena pemakanan yang lambat dan pelan, seperti contoh pada putaran
yang kita pakai yaitu 700 rpm itu menghasilkan permukaan benda yang
kasar, seharusnya lebih cepat dari 700 rpm agar menghasilkan permukaan
yang halus.
b. Kecepatan Potong
Pada perhitungan parameter permesinan dapat dilihat kecepatan
pemotongan teoritis lebih tinggi daripada kecepatan pemotongan aktual,
hal ini disebabkan karena jika kecepatan potong aktual melebihi
teoritisnya maka pahat akan cepat aus serta membuat mesin cepat rusak
disebabkan terlalu tigginya temperatur yang meningkat.
c. Depth Of Cut
Semakin besar depth of cut arus yang dibutuhkan juga semakin besar.
Hal ini bisa dilihat dari proses pemakanan pada facing dan pengeboran,
dimana proses facing lebih tinggi arusnya karena pemakanan langsung 0,5
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
mm, sedangkan pengeboran sedikit demi sedikit pemakanannya, sehingga
mendapat kedalaman 0,5 mm. Dari proses tersebut kita dapat mengetahui
depth of cut berpengaruh pada besar kecil arus yang ditimbulkan.
d. Kuat Arus
Pemakanan lurus = 0,4 A
Pemakanan miring = 0,5 A
Pemakanan melingkar = 0,6 A
Pengeboran = 0,2 A
Pada saat pemakanan lurus menghasilkan arus 0,4 A, yang besarnya
lebih kecil daripada pemakanan miring dan melingkar, hal ini disebabkan
karena pada pemakanan lurus, motor hanya menggerakkan 1 sumbu saja
sehingga pembebanan motor lebih kecil dan arus yang ditimbulkan juga
lebih kecil.
Pada pemakanan miring dan melingkar menghasilkan arus 0,5 A dan
0,6 A, karena pada pemakanan miring dan melingkar motor
menggrerakkan 2 sumbu sekaligus sehingga pembebanan motor semakin
besar dan arus yang ditimbulkan juga lebih besar.
Pada saat pengeboran motor hanya menggerakkan 1 sumbu saja dan
berada pada satu titik saja sehingga pembebanan motor pun menjadi jauh
lebih kecil.
e. Kecepatan Asutan
Bila kita menggunakan kecepatan asutan tinggi akan menghasilkan
benda kerja yang kasar dikarenakan pergerakan pergeserean pahat yang
cepat sehingga ada bagian yang tidak termakan sempurna, hal inilah yang
menyebabkan hasil benda kerja yang kasar.
Bila kecepatan asutan rendah maka akan menghasilkan benda kerja
yang halus dikarenakan pergeseran pahat pelan maka benda kerja
termakan sempurna.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
5.4 Studi Kasus
Gambar Benda Kerja Jadi
1. Adanya alur putaran mata pahat pada benda kerja dan kurang halus
2. Kesalahan pada ketebalan dan bentuk dimensi benda kerja
Penyebab :
1. Pada waktu pembuatan manuskrip terjadi kesalahan dalam penulisan
kode permesinan
2. Pada waktu pembuatan manuskrip terjadi kesalahan dalam penulisan
koordinat langkah pahat.
Solusi :
1. seharusnya lebih teliti dalam pembuatan manuskrip juga dalam analisis
waktu pengeplotan berlangsung.
2. seharusnya lebih teliti dalam pembuatan manuskrip juga dalam analisis
waktu pengeplotan berlangsung.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
1. Pahat yang digunakan dalam praktikum kali ini adalah :
a) Pahat facing : d = 40 mm,
Pahat facing digunakan untuk pemakanan lurus
b) Pahat kantong : d = 10 mm dan 4 mm
Pahat kantong digunakan untuk pemakanan interpolasi
melingkar dan pengeboran
2. Kecepatan Asutan
a) Pemakanan lurus = 50 mm/min
b) Pengeboran = 10 mm/min
Penggunaan kecepatan asutan yang tinggi akan menghasilkan
benda kerja yang kasar.
3. Proses permesinan dilakukan dengan parameter :
a) Depth of cut 0,5 mm
b) Putaran spindle 700 rpm
a) Depth of cut
Depth of cut berpengaruh pada Besarnya arus yang
ditimbulkan. Semakin dalam depth of cut maka semakin
besar arus yang ditimbulkan begitu juga sebaliknya. Hal ini
dilakukan oleh besar arus pada prose facing lebih besar dari
proses pengeboran yang pemakanannya sedikit demi
sedikit.
b) Putaran spindle
semakin cepat pytaran spindle maka benda kerja yang
dihasilkan semakin halus karena terjadi pemakanan
berulang-ulang
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
6.2 Saran
1. Diperlukan penguasaan program dan mesin yang baik dari
praktikan supaya dapat memperlancar proses permesinan.
2. Diperlukan ketelitian dalam penentuan nilai koordinat dalam
program setting pahat, start point tool, pembuatan manuskrip serta
nilai kecepatan agar hasil yang didapatkan sesuai dengan yang
diinginkan.
3. Sebelum asistensi hendaknya diberi penjelasan mengenai contoh
program mengenai pemakanan benda kerja baik CNC TU 2A
maupun TU 3A.
4. Sebelum praktikum hendaknya praktikan dianjurkan untuk terlebih
dahulu membaca dan memahami manuskrip agar pada saat
praktikum praktikan dapat lebih lancar melaksanakan praktikum.
5. Sebelum melakukan praktikum, hendaknya praktikan membaca
dan mempelajari modul praktikum terlebih dahulu.
6. Pada saat praktikum hendaknya praktikan jangan terlalu banyak
bercanda
7. Ketika praktikum, praktikan harus berhati-hati dalam
mengoperasikan mesin baik CNC TU 2A maupun TU 3A.
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011

PRAKTIKUM PROSES MANUFAKTUR II
LABORATORIUM OTOMASI MANUFAKTURSEMESTER GENAP 2010/2011