Pemrograman CNC
21
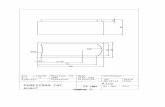
Pemrograman CNC merupakan salah satu Standar Kompetensi yang diajarkan di SMK pada Program Keahlian Teknik Pemesinan. Berikut adalah ringkasan dari materi pemrograman CNC. GLOSSARIUM NC (Numerically Control) : Suatu sistem pengendali otomatis yang bekerjanya menggunakan kode-kode huruf dan angka. CNC (Computer Numerically Control) : Suatu sistem pengendali otomatis yang bekerja menggunakan kode huruf dan angka, yang didalamnya terdapat sistem komputer. Mesin CNC : Mesin perkakas yang pelayanan pengoperasiannya menggunakan CNC. SISTEM PERSUMBUAN CNC TU-2A Sistem persumbuan pada mesin CNC diatur berdasarkan standar ISO 841 dan DIN 66217. Untuk mesin bubut, karena sumbu poros utamanya mendatar, maka sumbu Z adalah sumbu memanjang dari alas mesin bubut, sedang sumbu X adalah arah yang melintang (lihat gambar). SISTEM PERSUMBUAN CNC TU-3A Apabila tiga jari tangan kanan di atur sedemikian rupa letaknya seolah saling tegak lurus (lihat gambar) maka jari tengah menunjukkan sumbu Z, telunjuk sumbu Y, dan ibu jari sumbu X. Sumbu Z adalah sumbu referensi dan selalu diorientasikan sebagai sumbu poros utama. Untuk mesin frais vertikal, posisi sumbu Z adalah tegak, sumbu Y arah melintang dari meja, dan sumbu X adalah arah memanjang meja. PEMROGRAMAN METODE Pemrograman Metode Absolut Semua pemrograman dimulai dari titik awal yang sama. Seperti pada contoh pemberian ukuran pada gambar berikut, pemberian
-
Upload
hari-eko-purnomo -
Category
Documents
-
view
24 -
download
8
description
TU 2A
Transcript of Pemrograman CNC
Pemrograman CNCmerupakan salah satu Standar Kompetensi yang diajarkan diSMKpada Program Keahlian Teknik Pemesinan. Berikut adalah ringkasan dari materi pemrograman CNC.GLOSSARIUMNC (Numerically Control):Suatu sistem pengendali otomatis yang bekerjanya menggunakan kode-kode huruf dan angka.CNC (Computer Numerically Control) :Suatu sistem pengendali otomatis yangbekerja menggunakan kode huruf danangka, yang didalamnya terdapat sistemkomputer.Mesin CNC : Mesin perkakas yang pelayananpengoperasiannya menggunakan CNC.SISTEM PERSUMBUAN CNC TU-2ASistem persumbuan pada mesin CNC diatur berdasarkan standar ISO 841 dan DIN 66217.Untuk mesin bubut, karena sumbu poros utamanya mendatar, maka sumbu Z adalah sumbu memanjang dari alas mesin bubut, sedang sumbu X adalah arah yang melintang (lihat gambar).SISTEM PERSUMBUAN CNC TU-3AApabila tiga jari tangan kanan di atur sedemikian rupa letaknya seolah saling tegak lurus (lihat gambar) maka jari tengah menunjukkan sumbu Z, telunjuk sumbu Y, dan ibu jari sumbu X.Sumbu Z adalah sumbu referensi dan selalu diorientasikan sebagai sumbu poros utama. Untuk mesin frais vertikal, posisi sumbu Z adalah tegak, sumbu Y arah melintang dari meja,dan sumbu X adalah arah memanjang meja.PEMROGRAMAN METODEPemrograman Metode AbsolutSemua pemrograman dimulai dari titik awal yang sama. Seperti pada contoh pemberian ukuran pada gambar berikut, pemberian ukuran jarak lubang pada sumbu tegak dan sumbu mendatar diukur dari satu titik awal (referensi) yang sama.Contoh Pemrograman Sederhana.Pemrograman Metode InkrementalAkhir pemrograman merupakan titik awal dari pemrograman berikutnya. Seperti pada contoh pemberian ukuran pada gambar berikut, pemberian ukuran jarak lubang pada sumbu tegak dan sumbu mendatar diukur secara paralel, setiap titik akhir pengukuran menjadi titik awal untuk pengukuran berikutnya.Contoh Pemrograman Sederhana.KODE PEMROGRAMAN MESIN BUBUT CNC1. G00, Gerak PemosisianGerak pemosisian adalah gerak cepat (untuk gerakan pahat tanpa menyentuh benda kerja).Format pemrograman G00 adalah :N . / G00 / X .. / Z Untuk memasang dan melepas benda kerja, pahat diberi jarak 5 mm dari ujung benda kerja(lihat gambar). Pergerakan pahat menuju titik A dengan gerakan cepat dan menggunakan pemrograman G00.2. G01, Gerak Interpolasi Linier Dengan PenyayatanDigunakan untuk gerak penyayatan lurus sejajar garis sumbu, atau penyayatan membentuk sudut tertentu(gerak interpolasi).Format pemrograman G01 adalah :N / G01 / X / Z / F Contoh :Proses pembubutan 16,4 dan 12,4 menjadi 16 dan 12 (ditunjukkan oleh garis tebal).Pemrogramannya adalah :3. G02 dan G03, Interpolasi MelingkarG02: Interpolasi melingkar searah jarum jam dan G03: Interpolasi melingkar berlawanan arah jarum jam.G 02.G 03.4. G78, Siklus Penyayatan UlirDigunakan untuk pembubutan ulir arah memanjang sejajar dengan sumbu mesin.Format pemrograman G78 adalah :N / G78 / X / Z / K / H Langkah 1 : Gerakan cepat menuju titik yang sudah ditentukan program.Langkah 2 :Gerak sesuai kisar ulir terprogram.Langkah 3 :Gerak asutan.Langkah 4 : Gerakan cepat kembali ke titik awal.Kemungkinan proses penguliran A.Kemungkinan proses penguliran B.5. G84, Siklus Pembubutan MemanjangContoh pemrograman.6. G92, Pencatatan dan Penetapan Titik NolG92 adalah perintah pencatatan dan penetapan titik nol mesin pada pemrograman harga absolut.Format Pemrograman :N / G92 / X / Z Ujung mata potong pahat berada pada posisi diameter = 30 mm dan = 20 mm dari ujung benda kerja.Titik nol mesin berada tepat pada perpotongan garis sumbu dan bidang ujung benda kerja.7. Fungsi MM00 Pembacaan dan eksekusi program berhenti sementara, Penggunaan:- mematikan putaran poros utama- memperbaiki kesalahan program- untuk melanjutkan program tekan tombol STARTM03 Poros utama berputar searah jarum jamM05 Poros utama berhenti berputarM06 Ganti pahat dan penghitungan kompensasi pahatM17 Kembali ke program utamaM30 Akhir programM99 Parameter pusat lingkaran untuk busur lingkaran 900
TEORI DASAR
2.1.URAIAN KHUSUS TU-2A
DEFINISI MESIN CNC TU-2ACNC adalah mesin yang digunakan/dioperasikan dengan menggunakan kontrol numerik. Kontrol numerik itu sendiri merupakan istilah yang digunakan untuk menjelaskan kontrol gerakan mesin dan berbagai fungsi lainnya yang menggunakan instruksi yang dinyatakan dalam suatu seri bilangan dan dikendalikan oleh system kontrol elektronika.CNC digunakan juka system kontrol memakai computer internal. Computer internal memungkinkan penyimpanan program tambahan, penyuntingan program, perjalanan program dari memori diagnostic kontrol dan pemeriksaan mesin, pekerjaan rutin atau khusus dan kemampuan perubahan skala.Mesin CNC TU-2A dapat melakukan pengerjaan yang lebih rumit dibanding dengan mesin bubut serta waktu pengerjaan yang jauh lebih dingkat. Pengerjaan yang dapat dilakukan mesin TU-2A antara lain; membubut tirus, dan membuat ulir. Produk yang dihasilkan juga sangat teliti sesuai dengan input yang dimasukkan ke komputer.
SISTEM PERSUMBUANMesin CNC TU-2A ini mempunyai dua sumbu utama yaitu :Sumbu X Untuk arah lintasan pahat secara melintangSumbu Z Untuk arah lintasan pahat secara horizontal.
-x -z +z
+xDengan sistem persumbuan ini mesin dapat dioperasikan untuk membuat pemakanan lurus, lengkung atau tirus, tergantung dari perintah program yang diberikan.
PERBEDAAN PROGRAM ABSOLUT DAN INKRAMENTALABSOLUT1.Titik-titik yang harus dicapai oleh pahat bubut dalam proses pembubutan selalu diukur dari ujung BK.2.Kelebihannya adalah bila diinginkan perubahan suatu titik,maka titik lainnya tidak berubah (mudah dikontrol).3.Kekurangannya adalah lebih lama dalam hal pembuatan program (efesiensi waktu).INKRAMENTAL1.Harga-harga pemograman dimasukkan secara berantai.Titik referensi nol untuk setiap informasi jalannya yaitu posisi aktual ujung pahat.2.Kelebihannya adalah waktu yang dibutuhkan dalam pembuatannya singkat.3.Kekurangannya adalah jika ingin merubah suatu titik maka semua titik berikutnya akan berubah.
ELEMEN-ELEMEN UTAMA TU-2AMotor Utama Penggerak Sumbu Utama-AmperemeterMotor arus searah magnet permanen,kecepatan variable :oJenjang kecepatan : 1 : 2oJenjang Putaran : 600 400 l/menitoTenaga Masukan (Pl) : 500 WoTenaga Keluaran (P2) : 300 WPembatasan ArusMotor dilindungan dari beban lebih dengan pembatasan arus. Beban lebih dapat menyebabkan motor terbakar. Karena itu pembatasan arus pada 4 amperAmperemeterMenunjukkan konsumsi arus aktual dari motor penggerak.Diagram daya
Tenaga
Putaran mesin (rpm)Sampai dengan mesin nomor 80, 09, 50 penghalang sinar dan cakram berlubang pada pulley motor mengendalikan kecepatan motor mulai dari mesin nomor 80, 09, 51 kecepatan motor dikendalikan secara elektronis.
Sabuk penggerak pulley6 tingkat pulley penggerak memungkinkan pengaturan berbagai putaran sumbu utama .pengerak untuk jenjang putaran BC L,BC 2,BC 3 ( dari pully antara kesumbu utama ).1.Sabuk pulley A (Motor ) sabuk pulley B ( pulley antara ) sabuk dari A ke B adalah tetap dan tak dapat diubah .2.Sabuk pulley B ke pulley C ( atau sumbu utama ).Sabuknya dapat diatur dalam 3 posisiBCL,BC2,BC 3.
PENGGERAK UNTUK JENJANG PUTARAN ACL,AC 2,AC 3Dari pulley motor A ke pulley sumbu utama C pulley antara ikut berputar kosongoMemindahkan Sabuk :-Kendorkan mur segi enam ( L )-Angkat motor.-Pasang sabuk ke pulley yang diinginkan-Tekan motor kebawah dan cekamkan mur segi enam.
Petunjuk putaran sumbu utamaJenjang putaran 50-3200 putaran /menit ujung utama standar EMC jenjang sumbu utama : 16 cm ketirusan dalam sumbu utama: Mt 2.Alat pencekam pada sumbu utama :Pencekam cakar tiga80 mmPiring pembawa90 mmPiring pencekam90 mmPetunjuk pemasangan,kapasitas cekam ,cakar terbalik dan keselamatan kerja lihat petunjuk pelayanan ,cekam berlubang dan penghalang sinar pada sumbu utama.
1.Fungsi untuk semua pekerjaan pembubutan kecuali pemotongan ulir. Melalui ring berlubang dan penghalang sinar, putaran sumbu utama ditunjukkan dalam pembacaan digital pada panel CNC.
2.Fungsi pada pemotongan ulir Ring berlubang 1, penghalang sinar 1, jumlah putaran sumbu utama diukur dan dilaporkan kepada komputer.
UNSUR-UNSUR PELAYANAN, PELAYANAN MANUAL
1.SaklarUtamaPutar kunci ke kanan, mesin dan pengendali diberi arus.2.Lampu kontrol saklar utamaJika saklar utama hidup, lampu kontrol menyala.3.Sakral untuk penggerak sumbu utama.4.Tombol untuk pengaturan putaran sumbu utama.5.Penunjukan jumlah putaran sumbu utama.6.Tombol untuk pengaturan asutanDalam arah Z (eretan memanjang ) anda dapat mengatur kecepatan asutan variable dari 10-400 mm/menit.7.Lampu kontrol-pelayanan manual.Eretan hanya dapat digerakkan secara manual, bila lampu kontrol (7) menyala8.Tombol asutan untuk arah Xdan ZSimbol untuk eretan menunjukkan arah gerakan dan tombol yang sesuai eretan bergerak dengan asutan yang ditentuka semula. Pelayanan inching. Jika anda hanya mencolek sedikit tombol, eretan yang sesuai bergerak 0,01mm9.Tombol gerakan cepat.Jika anda menekan tombol asutan dan tombol gerakan cepat secara bersamaan, anda melaksanakan gerakan cepat dari eretan memanjang atau melintang.10.Sajian menunjukkan jalannya:Dalam arah Xdan Zdalm pereratusan. Tanda minus adalah tanda tiitk pada sajian.152
= -1,5211.Tombol pengalih : pelayanan manual pelayanan CNC.Jika anda menekan tombol HAND/CNC nyala melompat dari lampu kontrol pelayanan manual ke lampu kontrol pelayanan CNC, jika anda menekan kembali nyala melompat kembali.
12.Amperemeter untuk motor penggerak sumbu utama.Amperemeter menunjukkan pemakain arus actual dari motor penggerak. Untuk melindungi motor terhadap beban lebih, pemkaian arus tidak boleh melebihi 2 amper pada pengerjaan yang terus menerus (lihat strip hijau pada amperemeter). Beban dapat dikurangi dngan pengurangan dalamnya pemotongan asutan atau posisi sabuk.13.Tombol daruratJika tombol darurat ditekan, arus ke motor penggerak, motor asutan dan unit pengendali diputuskan. Melepas tombol darurat, putar tombol ke kiri saklar utam harus dihidupkan kembali.DEL
14.TombolJika anda menekan tombolDELanda menghapus sajian jalannya X dan Z.
15.TombolPengalih X/Z
Jika mengoperasikan tombol majuSajian yang menunjukkan jalannya X melompat ke jalannya Z dan sebaliknya.Dengan demikian anda dapat membaca kedua jalannya (X+Z).INP
16.Tombol memori17.Sabuk pulley penggerak.
Penggerak eretan Data teknis:Kecepatan gerak untuk eretan memanjang dan melintangGerakan cepat 700 mm/menit.jenjang asutan variabel ( pelayanan manual ) 5-400 mm/menitKecepatan asutan yang dapat diprogram ( pelayanan CNC )Jalan eretan terkecil yang dapat dugerakkan (penambahan gerakan terkecil ) 0,0138 mm.Jalannya gerakan eretan memanjang 300 mm.Jalannya gerakan eretan melintang 50 mm.Penunjukan pada sajian dalam 0,01 mm.Daya asutan pada eretan1000 N. Pada pelayanan manualBerhentikan asutan .Pada pelayanan CNC : berhentikan sementara program . Sekrup bantalan peluru mur pra pembebananEretan memanjang dan melintang digerakkan dengan sekrup bantalan peluru poros bergerak tanpa kelonggaran /kocak terhadap murnya (Tak ada kelonggaran balik ).
Pemegang pahatPemegang pahat dapat dipasang dalam posisi depan atau belakang pada eretan melintang . jenjang diameter .Luas penampang pahat naksimal 12 x 12 mm pengaturan pahat segitiga senter1.Pasang pahat pada pemegangnya .2.pasang pemegang pahat pada penjepit pahat.3.Putarlah mur berkartel ( L ) hingga ujung pahat segitiga senter .Gunakan senter untuk pengaturan pahat segitiga senter .Kecamngkan baut silinder ( 2 ) dan kecangkan pemegang pahatnya dengan baut tetap (3)
KEPALA LEPASKepala lepas berfungsi sebagai pendukung benda kerja dengan mengunakan senter maupun untuk pemboran / penyenteran
PENGERJAAN PEMBORAN:Bor sampai dengan 8 mm, dipasang pada pencekam bor.Bor dengan diameter lebih dari 8 mm harus bertangkai tirus Mt 1, untuk dapat dipasang secara langsung pada kepala lepas .
Revorver pahat
REVOLVER PAHATPada revolver pahat dar TU 2A dapat dipasang 3 pahat luar dan 3 pahat /pengerjaan dalam .PEMILIHAN JUMLAH PUTARAN PADA TU 2ATenaga motor arus searah tergantug pada jumlah putarannya .Oleh karna itu pilihlah tingkat transisi dari pengerak pulley sedemikian , sehingga jumlah putaran motor berada pada jenjang daya guna optimal ( daerah biru)Contoh :Jumlah putaran pemotongan kasar 600 putaran/menit.Jumlah putaran pemotongan halus 800 putaran/menit.Tingkat trasmisi optimal :AC L dengan posisi pulley AC 2, anda berada pada jenjang yang tak sesuai
MENDAPATKAN HARGA PEMOTONGAN1.Mendapatkan jumlah putaran anda mengetahuiDiameter benda kerjaKecepatan potong yang dianjurkan.Dari tabel anda dapat memilih jumlah putarannya ,contoh menunjukkan :Diameter benda kerja 40 mmKecepatan potong 150 mm/menit..Jumlah putaran 1200 putaran /menit.2.Mendapatkan Kecepatan asutan dalam mm/menitDiameter benda kerja .Ketentuan asutan dalam putaran /menit.Dari tabel anda dapat memilih asutan dalam mm/menit.Contoh menunjukkan :Jumlah putaran 1200 putaran /menit.Asutan 0,06 mm/menit.
TIPE-TIPE MESIN CNCa.Mesin CNC PlasmaMesin CNC Pemotong Plasma menggunakan kendali numerik untuk mengatur senter pemotong plasma. Plasma ini dihasilkan dengan melewatkan gas melalui suatu busur listrik. Gas ini diionisasikan oleh busur dengan temperatur sangat tinggi pemotongan busur diproduksi, yang mana dibolehkan untuk pemotongan logam besi dan bukan besi. Mesin tric plasma secara tepat akan memotong halus. Akibat bagian dari lempengan plasma.b.Mesin CNC Pembentuk PegasMembuat pegas dengan memotong plasma dengan menggulung plat atau baja pegas menjadi potongan/bagian-bagian kompleks melalui penggunaan cetakan. Cetakan ini dipastikan oleh control numeris dan dapat deprogram untuk bagian yang berbeda dan ukuran pegas.Mesin ini dapat secara otomatis memproduksi ribuan pegas tiap jam.c.Mesin CNC Laser PemotongSangat mirip dengan pemotong plasma, mesin CNC laser menggunakan lampu koheren sebagai pemotongd.Mesin CNC VertikalPusat permesinannya adalah fris vertical yang menggunakan pengatur posisi secara vertical control numeris dan pengganti peralatan untuk membuat bagian mesin yang kompleks dalam satu penyetelan.e.Mesin CNC HorizontalMesin fris yang dikontrol numeris, dilengkapi dengan kemampuan yang dimiliki pusat permesinan horizontal.
FAKTOR-FAKTOR YANG MEMPENGARUHI KEAUSAN PAHAT:1.Bahan pahat dengan bahan BK Bahan yang digunakan sebagai benda kerja perlu diketahui tingkat kekuatan bahan sehingga kita dapat menentukan jenis pahat yang harus digunakan. Apabila bahan pahat digunakan tidak sesuai dengan jenis pahatnya, pahat akan cepat rusak.2.Fluida pendingin Diperlukan untuk mengurangi pengaruh panas akibat gesekan yang terjadi antara pahat dengan BK. Dimana panas ini akan mengakibatkan keausan pada bagian tepi atau sisi pahat.3.Kedalaman pemakanan Semakin dalam pemakanan, maka pahat akan menerima beban lebih dari bagian yang akan dibuang. Gesekan yang terjadi pun akan lebih besar dan hal ini akan menyebabkan umur pahat lebih pendek.4.Kecepatan asutan Kecepatan asutan yang tinggi akan membuat pahat menerima beban lebih sehingga pahat cepat aus.
ALAT PENCEKAMBatang-batang Pencekam Dipasang langsung pada mesin tergantung benda kerjanya.
Cekam Rahang Tiga Untuk pencekaman benda kerja bulat
Cekam Rahang Empat Untuk pencekaman benda kerja bulat, segiempat, segi delapan secara sentris.
SISTEM PENGUKURAN
Pada system pengukuran untuk mesin CNC ditentukan syarat-syarat sebagai berikut:Sistem pengukuran harus memiliki kecepatan ukur lebih besar dari pada kecepatan eretanHarus mempunyai resolusi / jarak ukur dari 1:10 ( resolusi pada panjang ukur 1 meter )Harus tertutup dengan baik terhadap desakan masuk cairan pendingin geram-geram.Harus tahan terhadap getaran-getaran dan pengaruhmedanelektromagnetik yang kuat.Harus tahan terhadap ketajaman tegangan listrik disebabkan oleh kendali thyristor dan arus awalan yang besar dari motor-motor penggeraknya.Harga-harga harus terjaga pada kelambatan waktu yang minimal.
Sementara waktu ini, terdapat perkembangan bermacam-macam system pengukuran yang memiliki cirri khas kebaikan dan keburukannya. Kita dapat membagi sisitem pengukuran pada :Tempat pengukuran : 1. Langsung 2.Tidak langsungMetode pengukuran : 1. Mutlak (absolute) 2. Penambahan ( Inkramental & absolute )Penambahan ( inkramental & selisih )Jenis sinyal pengukuran : 1. Analogi 2.Digital
A. Sistem pengukuran langsung Pada system pengukuran langsung,pemindahan langsung pada eretan itu diukur,Untuk itu perlu diketahui kekurangan telitian dari batangnya dengan melepas hubungan-hubungannya .Sekitar kelonggaran mekanis tidak dapat diberikan oleh metode pengukuran itu,hal itu bisa mengakibatkan kelakuan penggerak yang kurang stabil (bolak balik ).Pemberian harga-harga pengukuran adalah secara magnetic atau pemberi impuls yang langsung dipasang sebagai pengukur pada eretan itu, jadi system ini dilakukan jika posisi pemindahan atau pemutaran bagian mesin secara langsung diukur pada mesin send
Untuk itu perlu diketahui kekurang telitia dari batangnya dengan melepas hubungan-hubungannya. Sekitar kelonggaran mekanis tidak dapt diberikan oleh metode pengukuran itu, hal itu bisa mengakibatkan kelakuan penggerak yang kurang stabil (bolak-balik). Pemberian harga-harga pengukuran adalah secara magnetic atau pemberi impuls yang langsung dipasang sebagai pengukur pada eretan itu, jadi system ini dilakukan jika posisi pemindahan atau pemutaran bagian mesin secara langsung diukur pada bagian mesin itu sendiri.
B. Sistem pengukuran tak lansung Pada system ini pengukuran tidak didapatkan secara langsung pada empat eretan mesin,tetapi pada sebuah suku bagian pemindahan mekanik, misalnya batang penjalan peluru.Hal itu mengundang resikom bahwa kelonggaran dan luring telitian dari penggeraknya berpengaruh pada pengaturan posisi. Keuntungan dan kerugian system pengukur tak langsung:a. Keuntungan:Pemungut /pengambil ukuran berputar jauh lebih murah dari pada system pengukuran linier/translasi, terutama penggaris-penggaris ukuran yang panjang sangat mahal.Montase dan pemeliharaan system pengukurannya mudah.Sistem pengukuran hanya memerlukan sedikit ruangan.Dinamika mesin eretan dan yang disebutlangkah mati eretan berada diluar lingkungan pengukuran.
b. Kerugian pada pengukuran ini,yaitu kurang teliti:
C. Sistem pengukuran digital mutlak Dengan system ini dapat diukur tiap momen posisi dari eretan itu dalam harga bilangan mutlak. Untuk itu digunakan cakera kode berjalur banyak atau penggaris yang memberi bilangan mutlak dimana saat tegangan jatuh tidak hilang. Kode yang dipasang pada penggaris ukuran adalah binary (biner).a. Keuntungan:oSistem inimpunys ketelitian pengukuran dan penyampaiannya yang tinggi.oPosisi eretannya dapat dibaca secra langsung.oTidak ada langkah yang merugikan posisi-posisi eretan pada pemberhentian pekerjaan dan jatuhnya tegangan .b. Sinyal pengukuran DigitaloPenggari-penggaris yang berukuran mahal.oPada penggesran titik nol harus dilakukan perhitungannya.
D. Sinyal pengukuran Digital Pada sinyal, kita menggunakan sinyal-sinyal ya atau tidak atau dalam bentuk 1 dan 0. Dalam satu penambahan digital tidak ada harga-harga antara sinyal itu berubah secara meloncat terhadap posisi eretannya.
E. Sistem pengukur Optik digital dengab metode penambahan Dengsn system ini (penambahan merupakan posisi/bagian-bagian kecil) jalan yang ditempuh posisi sebelumnya dapat diukur .Pada skalapengukuran itu dibuat raster garis-garis kecil.
Perbedaan antara INP + REV dan INP + PWRINP + REV yaitu : Tanda alarm menghilang,program diganggu artinya pada saat terjadi kesalahan maka program akan berhenti dan program kembali keawal (penggagalan program). Sedangkan INP + PWR yaitu Berhenti antara artinya pada saat terjadi kesalahan program akan berhenti tetapi program dapat dilanjutkan dan tidak mulai dari awal lagi.
BAB IIIDATA MESIN DAN ALAT YANG DIGUNAKAN
3.1.DATA MESIN CNC TU-2AFORMAT BLOK DAN FUNGSINYAFormat blok GG 00 = Gerakan cepat ( N/ G 00 / X / Z )G 01 = Interpolasi lurus / tirus ( N/ G 01 / X / Z / F)G 02 = Interpolasi lingkaran berlawanan arah jarum jam ( N/ G 02 / X / Z / F) G 03 = Interpolasi lingkaran searah jarum jamG 04 = Waktu tinggal diam ( N/ G 03 / X / Z / F) ( N/ G 04 / X )e.G 21 = Blok kosong( N/ G 21)f.G 24 = Penetapan radius pada program (honga) ( N/ G 24)g.G 25 = Teknik produksi. ( N/ G 25 / L )h.G 27 = Perintah melompat ( N/ G 27 / L )i.G 33 = Pemotongan ulir dengan kisar yang sama ( N/ G 33 / Z / K )j.G 64 = Motor asutan tidak berarah ( N/ G 64 )k.G 65 = Pelayanan kaset ( N/ G 65 )m. G 66 = Program antara K 232 = ( N/ G 66 )n. G 73 = Sudut pemboran ( N/ G 73 / Z / F )o. G 78 = Siklus pengguliran ( N/ G 78 / Z / F )p.G 81 = Siklus pemboran ( N/ G 81 / Z / F )q.G 82 = Siklus pemboran diam ( N/ G 82 / Z / F ) r. G 83 = Siklus pemboran dengan penarikan ( N/ G 83 / Z / F )s. G 84 = Siklus pembubutan dengan memanjang ( N/ G 84 / Z/ F )
FORMAT BLOK Ma.M 00 = Program berhenti ( N/ M 00)b.M 03 = Menjalankan spindel utama ( N/ M 03)c.M 05 = Spindel utama berhenti ( N/ M 05)d.M 06 = Penghitungan panjang pahat ( N/ X / Z )e.M 07 = Titik tolak pengaturf.M 30 = Program berhenti ( N/ M 30)g.M 11 = Melepas penjepit ( N/ M 11)h.M 12 = Kode sinkronisasi ( N/ M 12)i.M 99 = Parameter lingkaran ( N/ M 99 / i / k )j.M 98 = Kompensasi kelonggaran ( N/ M 98 / X / Z )
TANDA ALARM DAN CARA MENGATASINYA Tanda alarm adalah bentuk informasi bagi operrator untuk mengenali jenis masalah yang timbul akibat kesalahan operasi,sehingga akan lebih mudah dalam mengatasinya.Bila alarm muncul kita tidak dapat melanjutkan opersi apapun sebelum alarm tersebut dihapus.Cara menghapus alarm Menekan tombol INP + REV maka alarm akan tampak pada layar monitor dalam bentuk kode dan keterangan singkat sebagai berikut :A 00 : Kesalahan pemasukan kode fungsi G Fungsi Jalan 00-95A 01 : Kesalahan pemasukan nilai parameter Lingkaran X :5999 Z :32760 I : 5999 K : 22700A 02 : Kesalahan pemasukan nilai X X : 0 -5999
A 03 : Kesalahan pemasukan nilai asutan F : 2 499 G 94 : mm/menit G 95 : 1/1000 mm/menitA 04 : Kesalahan pemasukan nilai Z Z : 0 -32760A 05 : M 30 belum ditulisA 06 : Putaran spindel terlalu besarA 08 : Disket/pita telah penuh atau belum diformat atau rusakA 09 : Program tidak ada/kesalahan nama programA 10 : Program terproteksiA 11 : Salah JalanA 12 : Salah pengecekanA 13 : Pengalihan dari mm ke inc