2 mesin dan pemrograman cnc
89
Pengenalan Mesin CNC dan Pemrograman CNC Mahros Darsin Universitas Jember
-
Upload
mahros-darsin -
Category
Technology
-
view
1.591 -
download
15
description
bahan kuliah CNC
Transcript of 2 mesin dan pemrograman cnc

Pengenalan Mesin CNC dan
Pemrograman CNCMahros Darsin
Universitas Jember

Mesin CNC
• Apakah Mesin CNC
• CNC : Computer and Numeric Control
• Secara konvensional, seorang operator memutuskandan melakukan penyesuaian berbagai parameter permesinan seperti pemakanan, kedalamanpemotongan, sesuai jenis pekerjaan dan mengontrolpergerakan dengan tangan. Pada mesin CNC penyesuaian parameter pemotongan dan gerakandikontrol oleh motor-motor yang dikendalikanprogram komputer

Pada mesin CNC machine control unit (MCU) memutuskan laju pemotongan, pemakanan, kedalaman potong, pemilihan pahat, hidup-matinya pelumasan dan jejak pahat. MCU memberikan perintah dalam bentuk data numerik ke motor sehingga posisi gerakan dan pahat sesuai.

Tinjauan 1•Numerical control, atau “NC”, kontrol sistem berbagai fungsi mesin dan gerakan yang pada permesinan tradisional dilakukan oleh operator yang terampil.
•Numerical control dikembangkan atas kebutuhan laju produksi tinggi, keseragaman, dan mutu produk yang konsisten.
•Perintah terprogam dikonversi ke sinyal luaran yang pada akhirnya mengontrol operasi mesin seperti kecepatan spindel, pemilihan pahat, gerak pahat dan aliran fluida pemotongan.

Tinjauan 2• Dengan mengitegrasikan sebuah prosesor, computer numerical control, atau dikenal dengan “CNC”, mengijinkan program permesinan untuk dipindai (edit), dan disimpan dalam memori komputer. Selain itu ketika permesinan berlangsung memungkinkan untuk didiagnosis dan dicek fungsi kontrol kualitas.
• Semua permesinan CNC dimulai dengan pemrograman part (benda kerja), yaitu dalam bentuk serangkaian perintah berurutan atau perintah berbentuk kode yang memerintah fungsi mesin secara khusus.
• Program benda kerja dapat dibangkitkan secara manual atau lebih umum oleh bantuan program komputer.

Prinsip Dasar CNC
Semua mesin yang dikontrol komputer mampu mengendalikan gerakan ke berbagai arah secara tepat dan mampu ulang. Setiap arah gerakan disebut sebagai sumbu. Tergantung dari tipe mesin, umumnya terdiri dari dua sampai lima sumbu.
Sebagai tambahan, sumbu mesin CNC dapat berupa sumbu linier yang bergerak menurut garis lurus, atau sumbu putar (rotari) yang pergerakannya mengikuti jejak lingkaran.

Kontrol Gerak – Jantung dari CNC
•Umumnya fungsi dasar mesin CNC adalah otomatis, presisi dan kontrol gerakan konsisten.
•Mesin CNC mengijinkan kontrol gerak dengan cara revolusioner dibanding mesin konvensional yang menerapkan perangkat mekanis.
•Semua perangkat CNC mempunyai dua atau lebih arah gerak, yang disebut sumbu. Sumbu-sumbu tersebut dapat diposisikan secara teliti dan otomatis sepanjang jalurnya.
•Dua jenis sumbu yang umum: linier (digerakkan sepanjang jalur lurus) dan rotari (digerakkan mengikut jejak melingkar).

Sistem Koordinat Dasar CNC
Sistem Koordinat Absolut Sistem koordinat Incremental

Prinsip Dasar CNC
•Setiap sumbu terdapat komponen mekanis seperti slide yang bergerak, motor servo yang mendayai gerakan mekanis, dan ball screw yang meneruskan daya dari motor servo ke komponen mekanis.
• Komponen tersebut tersambung ke kontrol komputer yang memerintah mereka, direferensikan ke sistem gerak sumbu.

Prinsip Dasar CNC• Contoh pada mesin vertical
mill machining center, ada tiga sumbu gerak linier. Masing-masing diberi kode abjad. Gerak mesin menyamping disebut sumbu “X”. Gerak meja keluar masuk ditandai sebgai sumbu “Y”, dan gerak kepala spindel naik turun kolom adalah sumbu “Z”.

Prinsip CNC Dasar
Jika sebuah meja putar ditambahkan ke meja mesin, maka sumbu yang ke empat disebut sebgai sumbu “b”.

•Metode untuk memposisikan benda kerja dalam hubungan dengan pahat pemotong disebut ‘sistem koordinat tegak lurus ‘/rectangular coordinate system.” Pada mesin fris vertikal, dasar horizontal ditandai dengan sumbu ‘X’. Sumbu ‘Z’ pada sudut kanan, tegak lurus terhadap sumbu “X” and “Y”.
•Dasar pengukuran linier umumnya dengan sistem inkremental, dengan penambahan terkecil untuk kebanyakan mesin adalah seper-sepuluh ribu inchi (0.0001 inch) atau seper seribu milimeter (0,001mm).
•Sistem koordinat rektanguler mengijinkan pemetaan titik-titik pada ruangan. Titik-titik atau lokasi disebut ‘koordinat’. Koordinat berhubungan pusat pahat dan menjadi penunjuk jejak pahat melalui benda kerja.
Pemosisian Kerja

Prinsip Dasar CNC

Keunggulan dan Kelemahan Mesin CNCKeunggulan:
• Mampu ulang dan presisi tinggi, mis. komponen pesawat terbang
• Volume produksi sangat tinggi
• Kontur atau permukaan yang rumit dapat dibuat, mis. turbin
• Lentur thd perubahan kerja, pengaturan pahat otomatis, sekrap sedikit
• Lebih aman, produktivitas tinggi, mutu lebih bagus
• Kerja kertas kurang, prototipe produksi lebih cepat, pengurangan pada waktu tunggu
Kelemahan:
• Persiapan mahal, operator terampil
• Diperlukan pengetahuan pemrograman komputer
• Perawatan sulit

Jenis Mesin
• Bubut untuk logam dan plastik– Digunakan untuk membuat bentuk produk 3D dan
pencetak untuk produk plastik.
• Mesin fris untuk membuat pencetak dan memfris permukaan– Digunakan untuk membuat pencetak untuk
produk dicetak dengan pemotongan die.

Bubut CNC
• Versi otomatis dari bubut manual
• Diprogram untuk mengubah pahat secara otomatis
• Digunakan untuk membubut dan melubangi kayu, logam dan plastik.

Mesin Fris CNC
• Mempunyai sumbu 3 – 5
• Digunakan untuk kayu, logam dan plastik
• Digunakan untuk membuat prototipe 3D, pencetak, die pemotong, pelat pencetak dan penanda (printing plates and signs)

Bagaimana CNC bekerja
• Dikendalikan dengan G dan M codes.
• Ada sejumlah nilai dan koordinat.
• Tiap nomor atau kode merujuk ke operasi tertentu
• Diketik secara manual oleh operator ke CAD
• G&M codes dibangkitkan secara otomatis oleh perangkat lunak komputer

Tampilan Mesin CNC
• Pahat atau benda kerja bergerak.
• Pahat dapat dioperasikan pada sumbu 1-5.
• Mesin besar punya machine control unit (MCU) yang mengatur operasi
• Pergerakan dikendalikan oleh motors (actuators).
• Umpan balik diberikan oleh sensors (transducers)
• Tool magazines digunakan untuk mengubah pahat secara otomatis.

Pahat
• Kebanyakan dari bahan
high speed steel (HSS),
tungsten carbide atau ceramics.
• Pahat dirancang untuk membuang langsung sekrap dari material.
• Beberapa pahat perlu coolant seperti minyak untuk melindungi pahat dan benda kerja.

Jejak pahat, Pemotongan dan Gerak Pengeplotan
• Jejak pahat menjelaskan rute yang dilalui pahat pemotong.• Gerakan dapat diterangkan sebagai titik ke titik, pemotongan
lurus dan kontur.• Kecepatan potong (Speed) adalah laju operasi pahat mis. rpm.• Pemakanan (Feed) adalah laju ketika pahat dan benda kerja
bergerak relatif satu sama lain• Feed dan speed ditentukan oleh kedalaman potong, bahan
dan mutu permukaan akhir. Misal bahan yang lebih keras diperlukan feed dan speed lebih rendah
• Pemotongan kasar membuang bahan lebih banyak dari pada pemotongan halus.
• Pindah cepat dimungkinkan jika sedang tidak memesin

Titik ke titik dan jejak pahat

Dasar Pemrograman CNC • Perintah CNC disebut perintah program benda
kerja (part program commands)
• Ketika bekerja sebuah perintah program dilaksanakan satu baris perintah sampai semua baris tuntas
• Perintah, disebut juga blok, disusun dari kata-kata, masing-masing dimulai dengan huruf dan diakhiri dengan nilai numeris

Dasar Pemrograman CNC • Setiap huruf merujuk ke fungsi mesin khusus.
Huruf “G” and “M” yang paling sering digunakan.
• Huruf “G” mencirikan persiapan mesin tertentu seperti mode inch atau metris, absolut atau inkremental .
• Huruf “M” merujuk fungsi mesin yang lain secara khusus, seperti saklar on/off aliran coolant, pergantian pahat atau arah putaran.
• Huruf lain digunakan untuk memerintah beragam perintah mesin.

Pemrograman CNC
Penting untuk diketahui:• Sistem Koordinat• Unit, pemosisian incremental atau absolut• Koordinat: X,Y,Z, RX,RY,RZ• Feed rate dan spindle speed• Coolant Control: On/Off, Flood, Mist• Kendali pahat: Tool and tool parameters

• Pemrograman terdiri atas serangkaian perintah dalam bentuk kode huruf
Kode Perisapan: • G codes- penyetelan pemesinan awal dan penetapan
kondisi operasi
• N codes- menjelaskan nomor baris program untuk dilaksanakan oleh MCU
• Kode Sumbu: X,Y,Z - digunakan untuk mencirikan gerak sepanjang arah X, Y, Z
• Feed and Speed Codes: F and S- mencirikan pemakanan dan kecepatan spindel
• Tool codes: T – mencirikan nomor pahat
• Miscellaneous codes – M codes untuk kendali pelumas pendingin dan aktivitas lain.
Pemrograman CNC

Huruf Kunci Pemrograman • O – Nomor Program (dipakai untuk identifikasi program)
• N – Nomor Urut (digunakan untuk identifikasi baris)
• G – Fungsi persiapan
• X – penanda sumbu X
• Y - penanda sumbu Y
• Z - penanda sumbu Z
• R – penanda Radius
• F – penanda laju pemakanan (Feed rate)
• S – penanda kecepatan spindle
• H – penanda ofset panjang pahat
• D - penanda ofset radius pahat
• T – penanda pahat
• M – Fungsi lain-lain

Penjelasan G code yang umum dipakai• G00 – Kode persiapan untuk mengendalikan
posisi akhir pahat tanpa mempedulikan jejak
• G01 – Pahat diharuskan bergerak lurus dariposisi sekarang ke posisi akhir. Digunakan untukgerak pahat tanpa memesin – kendali titik ketitik. (interpolasi linier)
• G02 – Jejak pahat mengikuti busur dicirikanoleh kode I, J dan K.(interpolasi lingkaran)

Tabel G code yang Penting (1)
G00 Rapid Transverse (pindah cepat)G01 Linear Interpolation (interpolasi linier)G02 Circular Interpolation, CW, (interpolasi lingkaran CW)G03 Circular Interpolation, CCW (interpolasi lingkaran CCW)G17 Bidang XY,G18 Bidang XZ,G19 Bidang YZG20/G70 Unit dalam InchG21/G71 Unit dalam metrisG40 Cutter compensation cancel (G41 Cutter compensation leftG42 Cutter compensation right

Tabel G code yang Penting (2)
• G43 Tool length compensation (plus)• G43 Tool length compensation (plus)• G44 Tool length compensation (minus)• G49 Tool length compensation cancel• G80 Cancel canned cycles• G81 Drilling cycle• G82 Counter boring cycle• G83 Deep hole drilling cycle• G90 Absolute positioning• G91 Incremental positioning

Tabel M codes yang Penting• M00 Program stop
• M01 Optional program stop
• M02 Program end
• M03 Spindle on clockwise
• M04 Spindle on counterclockwise
• M05 Spindle stop
• M06 Tool change
• M08 Coolant on
• M09 Coolant off
• M10 Clamps on
• M11 Clamps off
• M30 Program stop, reset to start

Pemrograman mesin Optimum diperlukan pertimbangan parameter operasi permesinan tertentu, termasuk:• Kendali pemosisian • Kompensasi• Tampilan khusus mesin
Parameter Perintah Program

• Kendali pemosisian adalah kemampuan memprogram pahat dan gerak luncur mesin secara simultan sepanjang dua atau lebih sumbu.
• Pemosisian dapat gerak titik ke titik atau untuk gerak kontur sepanjang jejak kontinyu.
• Pembuatan kontur mensyaratkan gerakan pahat mengikut multi sumbu secara serempak.

• Gerakan disebut sebagai “interpolasi” yaitu penghitungan nilai tengah antara titik-titik tertentu sepanjang jejak terprogam dan menghasilkan nilai-nilai sebagai gerakan yang presisi.
• Interpolasi dapat berupa titik mula dan akhir sepanjang garis lurus atau lingkaran yang mempersyaratkan titik akhir, sumbu dan arah putaran memutari sumbu.

Aturan Pemrograman
Block Format
N135 G01 X1.0 Y1.0 Z0.125 F5
Sample Block• Terbatas pada CNC blocks• tiap blok terdiri atas satu gerakan pahat saja• tiap blok mungkin berisi sejumlah G-code non gerak pahat• tiap blok terdiri atas satu laju pemakanan saja• tiap blok hanya satu pahat dengan kecepatan spindel tertentu• Nomor blok harus berurutan • Bendera mulai program dan nomor program harus saling tidak tergantung dari perintah lainnya (pada garis terpisah)• Data dalam sebuah blok harus mengikuti urutan seperti ditunjukkan pada contoh blok di atas.

Dua sistem berbasis komputer yang mempengaruhi penggunaan teknologi CNC yaitu computer aided design (CAD) dan computer aided manufacturing (CAM).CAD adalah sistem yang menggunakan komputer untuk membuat gambar ranacangan produk dan model. Rancangan ini dapat ditinjau, diulang atau diperbaiki supaya optimum pada tahap pemakai akhir dan aplikasi. Sekali difinalisasi, rancangan CAD dapat diekspor ke sistem CAM. Sistem CAM membantu pada semua tahap manufaktur, termasuk perancangan, produksi, permesinan, penjadwalan, penagturan dan pengedalian mutu.
CAD/CAM

Contoh Pemrograman Automatically Programmed Tools (APT)
Benda Kerja Silindris
F 2
5
F 2
2.5
F 1
7.5
20
Bahan baku
Bahan Jadi
70
30

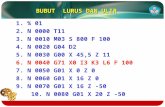
Contoh Pemrograman APT (Benda Kerja Silindris)
O0013
N0005 G53N0010 T0303N0020 G57 G00 X26.00 Z0.0 S500 M04N0030 G01 X-0.20 F100N0040 G00 Z2.0N0050 X50.0 Z50.0N0060 T0404N0070 G57 G00 X22.50 Z2.0 S500 N0080 G01 Z-30.0 F100N0090 G00 X23.0 Z2.0 S500N0100 G84 X17.5 Z-20.0 D0=200 D2=200 D3=650N0110 G00 Z2.0N0120 X50.0 Z50.0 N0130 M30

Penafsiran Program APT
O0013Nomor identifikasi Program

Penafsiran Program APTO0013
N0005 G53
Membatalkan semua titik nol kerja sebelumnya

Penafsiran Program APT
O0013N0005 G53N0010 T0303
N0010 Nomor urutT0303 Pilih pahat nomor 303

O0013
N0005 G53 N0010 T0404N0020 G57 G00 X26.0 Z0.0 S500 M04
G57 Menetapkan titik nol kerja seperti yang tersimpan
G00 Gerak cepat (tanpa memotong) X26.0 Lokasi X (karena diameter 13 dari nol)Z0.0 Lokasi ZS500 Kecepatan spindel adalah 500 rpmM04 Spindel berputar CCW
Penafsiran Program APT
x
z(0,0) +ve
+ve

O0013
N0005 G53
N0010 T0404N0020 G57 G00 X26.00 Z0.0 S500 M04N0030 G01 X-0.20 F100
G01 Interpolasi linier (pemotongan)X-0.20 Gerak hanya pada arah x hingga melewati pusat sejauh 0.1 mm (facing)F100 Penetapan feed rate 100 mm/min.
Penafsiran Program APT

O0013N0005 G53
N0010 T0404N0020 G57 G00 X26.00 Z0.0 S500 M04N0030 G01 X-0.20 F100N0040 G00 Z2.0
G00 Gerak cepat menjauhi benda kerja (tanpa memotong) Z2.0 gerakan 2 mm jauhnya dari muka.
Penafsiran Program APT

O0013
N0005 G53
N0010 T0404N0020 G57 G00 X26.00 Z0.0 S500 M04N0030 G01 X-0.20 F100N0040 G00 Z2.0N0050 X50.0 Z50.0
Pergi ke lokasi aman jauh dari benda kerja [x = 50 (25 dari nol), z = 50] untuk penggatian pahat
Penafsiran Program APT

O0013
N0005 G53 N0010 T0404N0020 G57 G00 X26.00 Z0.0 S500 M04N0030 G01 X-0.20 F100N0040 G00 Z2.0N0050 X50.0 Z50.0N0060 T0404
T0404 Memilih pahat nomor 404
Penafsiran Program APT

O0013
N0005 G53
N0010 T0404N0020 G57 G00 X26.00 Z0.0 S500 M04N0030 G01 X-0.20 F100N0040 G00 Z2.0N0050 X50.0 Z50.0N0060 T0404N0070 G57 G00 X22.50 Z2.0 S500
G57 PS0 G00 Gerakan cepat (tanpa memotong) X22.50 Lokasi X (karena diameter 11.25 dari nol)Z2.0 Lokasi ZS500 Kecepatan Spindle adalah 500 rpm
Penafsiran Program APT

O0013
N0005 G53
N0010 T0404N0020 G57 G00 X26.00 Z0.0 S500 M04N0030 G01 X-0.20 F100N0040 G00 Z2.0N0050 X50.0 Z50.0N0060 T0404N0070 G57 G00 X25.00 Z2.0 S500 M04N0080 G01 Z-30.0 F100
G01 Interpolasi linier (pemotongan) Z-30 Gerak hanya arah z (Pembubutan luar)F100 Penetapan feed rate 100 mm/min.
Penafsiran Program APT

O0013
N0005 G53
N0010 T0404N0020 G57 G00 X26.00 Z0.0 S500 M04N0030 G01 X-0.20 F100N0040 G00 Z2.0N0050 X50.0 Z50.0N0060 T0404N0070 G57 G00 X25.00 Z2.0 S500 M04N0080 G01 X22.5 Z-70.0 F100N0090 G00 X23.0 Z2.0 S500
G00 Bergerak cepat menjauhi benda kerja (tanpa memotong) ke lokasi x= 23.0 (11.50 dari nol) dan z = 2.0.
Penafsiran Program APT

O0013
N0005 G53 N0010 T0404N0020 G57 G00 X26.00 Z0.0 S500 M04N0030 G01 X-0.20 F100N0040 G00 Z2.0N0050 X50.0 Z50.0N0060 T0404N0070 G57 G00 X25.00 Z2.0 S500 M04N0080 G01 X22.5 Z-70.0 F100N0090 G00 X26.0 Z2.0 S500N0100 G84 X17.5 Z-20.0 D0=200 D2=200 D3=650
G84 Putaran membubut membuat stepX17.5 diameter akhirZ-20 panjang step adalah 20 mmD0=200 kelonggaran akhir dalam arah X (0.2 mm) D2=200 kelonggaran akhir dalam arah Z (0.2 mm)D3=650 kedalaman potong tiap pass (0.65 mm)
Penafsiran Program APT

O0013
N0005 G53 N0010 T0404N0020 G57 G00 X26.00 Z0.0 S500 M04N0030 G01 X-0.20 F100N0040 G00 Z2.0N0050 X50.0 Z50.0N0060 T0404N0070 G57 G00 X25.00 Z2.0 S500 M04N0080 G01 X22.5 Z-70.0 F100N0090 G00 X26.0 Z2.0 S500N0100 G84 X17.5 Z-20.0 D0=200 D2=200 D3=650N0110 G00 Z2.0
G00 Gerak cepat menjauhi benda kerja (tanpa memotong)Z2.0 gerakan adalah 2 mm jauhnya dari muka.
Penafsiran Program APT

O0013
N0005 G53 N0010 T0404N0020 G57 G00 X26.00 Z0.0 S500 M04N0030 G01 X-0.20 F100N0040 G00 Z2.0N0050 X50.0 Z50.0N0060 T0404N0070 G57 G00 X25.00 Z2.0 S500 M04N0080 G01 X22.5 Z-70.0 F100N0090 G00 X26.0 Z2.0 S500N0100 G84 X17.5 Z-20.0 D0=200 D2=200 D3=650N0110 G00 Z2.0N0120 X50.0 Z50.0
X50.0 Z50.0 Gerak ke lokasi penggantian pahat
Penafsiran Program APT

O0013
N0005 G53 N0010 T0404N0020 G57 G00 X26.00 Z0.0 S500 M04N0030 G01 X-0.20 F100N0040 G00 Z2.0N0050 X50.0 Z50.0N0060 T0404N0070 G57 G00 X25.00 Z2.0 S500 M04N0080 G01 X22.5 Z-70.0 F100N0090 G00 X26.0 Z2.0 S500N0100 G84 X17.5 Z-20.0 D0=200 D2=200 D3=650N0110 G00 Z2.0N0120 X50.0 Z50.0 T00N0130 M30
M30 Akhir Program
Penafsiran Program APT

Contoh Pemrograman 2
Bahan dasar Bentuk Jadi

Contoh Pemrograman 2
G55 X200 Y80Program 1N001 M06 T1N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X-8 Y0 Z-0.5 ZFeed 150N005 G01 X70 Y0 Z-0.5 XYFeed 75N006 G01 X70 Y60 Z-0.5 XYFeed 75N007 G01 X30 Y60 Z-0.5 XYFeed 75N008 G01 X0 Y40 Z-0.5 XYFeed 75N009 G01 X0 Y0 Z-0.5 XYFeed 75N010 G81 R3 E9 N7 Z-0.5N011 M05N012 M02
x
y

Contoh Pemrograman
Tool ChangeG55 X200 Y80Program 2N001 M06 T2N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X20 Y15 Z10 XYFeed 150 ZFeed 150N005 G01 X20 Y15 Z-10 ZFeed 75N006 G01 X20 Y15 Z10 ZFeed 150N007 G01 X50 Y15 Z10 ZFeed 150N008 G01 X50 Y15 Z-10 ZFeed 75N009 G01 X50 Y15 Z10 ZFeed 150N010 G01 X50 Y45 Z10 ZFeed 150N011 G01 X50 Y45 Z-10 ZFeed 75N012 G01 X50 Y45 Z10 ZFeed 150N013 M05N014 M02
x
y

Penafsiran ProgramG55 X200 Y80
Penetapan datum yaitu pada sisi kiri bawah benda kerja

G55 X200 Y80Program 1
Nomor Identifikasi Program
Penafsiran Program

Program Interpretation
G55 X200 Y80Program 1N001 M06 T1
N001 Nomor UrutM06 Perubahan Pahat (End Mill dengan
Diameter=12mmT1 Nomor pahat
Penafsiran Program

Penafsiran Program
G55 X200 Y80Program 1N001 M06 T1N002 M03 rpm 400
Spindel mulai berputar CW 400 rpm

Penafsiran Program
G55 X200 Y80Program 1N001 M06 T1N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150
Pergi ke posisi aman dengan pemakanan 150mm/min

Penafsiran Program
G55 X200 Y80Program 1N001 M06 T1N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X-8 Y0 Z-0.5 ZFeed 150
Menurunkan end mill ke kedalaman potong yang ditentukan

Penafsiran Program
G55 X200 Y80Program 1N001 M06 T1N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X-8 Y0 Z-0.5 ZFeed 150N005 G01 X70 Y0 Z-0.5 XYFeed 75
Bergerak dari sisi kiri bawah benda kerja ke sisi kanan bawah dengan pemakanan =75mm/min

Penafsiran Program
G55 X200 Y80Program 1N001 M06 T1N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X-8 Y0 Z-0.5 ZFeed 150N005 G01 X70 Y0 Z-0.5 XYFeed 75N006 G01 X70 Y60 Z-0.5 XYFeed 75
Gerak dari kanan bawah ke kanan atas dengan pemakanan =75mm/min

Penafsiran ProgramG55 X200 Y80Program 1N001 M06 T1N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X-8 Y0 Z-0.5 ZFeed 150N005 G01 X70 Y0 Z-0.5 XYFeed 75N006 G01 X70 Y60 Z-0.5 XYFeed 75N007 G01 X30 Y60 Z-0.5 XYFeed 75
Pemotongan horizontal sd. X=30

Penafsiran Program
G55 X200 Y80Program 1N001 M06 T1N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X-8 Y0 Z-0.5 ZFeed 150N005 G01 X70 Y0 Z-0.5 XYFeed 75N006 G01 X70 Y60 Z-0.5 XYFeed 75N007 G01 X30 Y60 Z-0.5 XYFeed 75N008 G01 X0 Y40 Z-0.5 XYFeed 75
Pemotongan ke X=0 & Y=40

Penafsiran Program
G55 X200 Y80Program 1N001 M06 T1N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X-8 Y0 Z-0.5 ZFeed 150N005 G01 X70 Y0 Z-0.5 XYFeed 75N006 G01 X70 Y60 Z-0.5 XYFeed 75N007 G01 X30 Y60 Z-0.5 XYFeed 75N008 G01 X0 Y40 Z-0.5 XYFeed 75N009 G01 X0 Y0 Z-0.5 XYFeed 75
Perampungan satu putaran

Penafsiran Program
G55 X200 Y80Program 1N001 M06 T1N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X-8 Y0 Z-0.5 ZFeed 150N005 G01 X70 Y0 Z-0.5 XYFeed 75N006 G01 X70 Y60 Z-0.5 XYFeed 75N007 G01 X30 Y60 Z-0.5 XYFeed 75N008 G01 X0 Y40 Z-0.5 XYFeed 75N009 G01 X0 Y0 Z-0.5 XYFeed 75N010 G81 R3 E9 N7 Z-0.5
Ulangi 7 kali blok dari N003 ke N009 dengan ofset incremental Z=-0.5

Penafsiran Program
G55 X200 Y80Program 1N001 M06 T1N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X-8 Y0 Z-0.5 ZFeed 150N005 G01 X70 Y0 Z-0.5 XYFeed 75N006 G01 X70 Y60 Z-0.5 XYFeed 75N007 G01 X30 Y60 Z-0.5 XYFeed 75N008 G01 X0 Y40 Z-0.5 XYFeed 75N009 G01 X0 Y0 Z-0.5 XYFeed 75N010 G81 R3 E9 N7 Z-0.5N011 M05
Spindle Off

Penafsiran Program
G55 X200 Y80Program 1N001 M06 T1N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X-8 Y0 Z-0.5 ZFeed 150N005 G01 X70 Y0 Z-0.5 XYFeed 75N006 G01 X70 Y60 Z-0.5 XYFeed 75N007 G01 X30 Y60 Z-0.5 XYFeed 75N008 G01 X0 Y40 Z-0.5 XYFeed 75N009 G01 X0 Y0 Z-0.5 XYFeed 75N010 G81 R3 E9 N7 Z-0.5N011 M05N012 M02
Akhir Program

Penafsiran Program
Tool Change
Pergantian Pahat

Penafsiran ProgramTool ChangeG55 X200 Y80
Penetapan datum pada kiri bawah benda kerja

Penafsiran Program
Tool ChangeG55 X200 Y80Program 2
Numor Identifikasi Program

Penafsiran Program
Tool ChangeG55 X200 Y80Program 2N001 M06 T2
N001 Nomor urutM06 Perubahan pahat (Drill dg Diameter=6mmT2 Nomor pahat

Penafsiran Program
Tool ChangeG55 X200 Y80Program 2N001 M06 T2N002 M03 rpm 400
Spindel Mulai berputar CW dengan 400 rpm

Penafsiran Program
Tool ChangeG55 X200 Y80Program 2N001 M06 T2N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150
Pergi ke Posisi aman dengan feed 150mm/min

Penafsiran Program
Tool ChangeG55 X200 Y80Program 2N001 M06 T2N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X20 Y15 Z10 XYFeed 150 ZFeed 150
Berhenti di atas pusat lubang pertama

Penafsiran Program
Tool ChangeG55 X200 Y80Program 2N001 M06 T2N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X20 Y15 Z10 XYFeed 150 ZFeed 150N005 G01 X20 Y15 Z-10 ZFeed 75
Mulai membuat lubang pertama

Penafsiran Program
Tool ChangeG55 X200 Y80Program 2N001 M06 T2N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X20 Y15 Z10 XYFeed 150 ZFeed 150N005 G01 X20 Y15 Z-10 ZFeed 75N006 G01 X20 Y15 Z10 ZFeed 150
Mundur ke posisi di atas lubang

Penafsiran Program
Tool ChangeG55 X200 Y80Program 2N001 M06 T2N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X20 Y15 Z10 XYFeed 150 ZFeed 150N005 G01 X20 Y15 Z-10 ZFeed 75N006 G01 X20 Y15 Z10 ZFeed 150N007 G01 X50 Y15 Z10 ZFeed 150
Berhenti di atas pusat lubang kedua

Program Interpretation
Tool ChangeG55 X200 Y80Program 2N001 M06 T2N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X20 Y15 Z10 XYFeed 150 ZFeed 150N005 G01 X20 Y15 Z-10 ZFeed 75N006 G01 X20 Y15 Z10 ZFeed 150N007 G01 X50 Y15 Z10 ZFeed 150N008 G01 X50 Y15 Z-10 ZFeed 75
Men-Drill lubang kedua

Program Interpretation
Tool ChangeG55 X200 Y80Program 2N001 M06 T2N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X20 Y15 Z10 XYFeed 150 ZFeed 150N005 G01 X20 Y15 Z-10 ZFeed 75N006 G01 X20 Y15 Z10 ZFeed 150N007 G01 X50 Y15 Z10 ZFeed 150N008 G01 X50 Y15 Z-10 ZFeed 75N009 G01 X50 Y15 Z10 ZFeed 150
Mundur ke posisi di atas lubang kedua

Program Interpretation
Tool ChangeG55 X200 Y80Program 2N001 M06 T2N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X20 Y15 Z10 XYFeed 150 ZFeed 150N005 G01 X20 Y15 Z-10 ZFeed 75N006 G01 X20 Y15 Z10 ZFeed 150N007 G01 X50 Y15 Z10 ZFeed 150N008 G01 X50 Y15 Z-10 ZFeed 75N009 G01 X50 Y15 Z10 ZFeed 150N010 G01 X50 Y45 Z10 ZFeed 150
Berhenti di atas lubang ketiga

Penafsiran Program
Tool ChangeG55 X200 Y80Program 2N001 M06 T2N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X20 Y15 Z10 XYFeed 150 ZFeed 150N005 G01 X20 Y15 Z-10 ZFeed 75N006 G01 X20 Y15 Z10 ZFeed 150N007 G01 X50 Y15 Z10 ZFeed 150N008 G01 X50 Y15 Z-10 ZFeed 75N009 G01 X50 Y15 Z10 ZFeed 150N010 G01 X50 Y45 Z10 ZFeed 150N011 G01 X50 Y45 Z-10 ZFeed 75
Men-Drill lubang ketiga

Penafsiran Program
Tool ChangeG55 X200 Y80Program 2N001 M06 T2N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X20 Y15 Z10 XYFeed 150 ZFeed 150N005 G01 X20 Y15 Z-10 ZFeed 75N006 G01 X20 Y15 Z10 ZFeed 150N007 G01 X50 Y15 Z10 ZFeed 150N008 G01 X50 Y15 Z-10 ZFeed 75N009 G01 X50 Y15 Z10 ZFeed 150N010 G01 X50 Y45 Z10 ZFeed 150N011 G01 X50 Y45 Z-10 ZFeed 75N012 G01 X50 Y45 Z10 ZFeed 150
Mundur ke posisi di atas lubang ke tiga

Penafsiran Program
Tool ChangeG55 X200 Y80Program 2N001 M06 T2N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X20 Y15 Z10 XYFeed 150 ZFeed 150N005 G01 X20 Y15 Z-10 ZFeed 75N006 G01 X20 Y15 Z10 ZFeed 150N007 G01 X50 Y15 Z10 ZFeed 150N008 G01 X50 Y15 Z-10 ZFeed 75N009 G01 X50 Y15 Z10 ZFeed 150N010 G01 X50 Y45 Z10 ZFeed 150N011 G01 X50 Y45 Z-10 ZFeed 75N012 G01 X50 Y45 Z10 ZFeed 150N013 M05Spindle off

Penafsiran ProgramTool ChangeG55 X200 Y80Program 2N001 M06 T2N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X20 Y15 Z10 XYFeed 150 ZFeed 150N005 G01 X20 Y15 Z-10 ZFeed 75N006 G01 X20 Y15 Z10 ZFeed 150N007 G01 X50 Y15 Z10 ZFeed 150N008 G01 X50 Y15 Z-10 ZFeed 75N009 G01 X50 Y15 Z10 ZFeed 150N010 G01 X50 Y45 Z10 ZFeed 150N011 G01 X50 Y45 Z-10 ZFeed 75N012 G01 X50 Y45 Z10 ZFeed 150N013 M05N014 M02End Program

Penafsiran ProgramTool ChangeG55 X200 Y80Program 2N001 M06 T2N002 M03 rpm 400N003 G01 X-8 Y0 Z0 XYFeed 150N004 G01 X20 Y15 Z10 XYFeed 150 ZFeed 150N005 G01 X20 Y15 Z-10 ZFeed 75N006 G01 X20 Y15 Z10 ZFeed 150N007 G01 X50 Y15 Z10 ZFeed 150N008 G01 X50 Y15 Z-10 ZFeed 75N009 G01 X50 Y15 Z10 ZFeed 150N010 G01 X50 Y45 Z10 ZFeed 150N011 G01 X50 Y45 Z-10 ZFeed 75N012 G01 X50 Y45 Z10 ZFeed 150N013 M05N014 M02End Program

Terima kasih