KP petro suksessss

of 73
Transcript of KP petro suksessss
BAB I PENDAHULUANI.1 Latar Belakang Industri PT. Petrokimia Gresik adalah salah satu Badan Usaha Milik Negara di bawah koordinasi Menteri Tenaga Kerja Pendayagunaan BUMN yang bergerak di bidang produksi pupuk, bahan-bahan kimia dan jasa lainnya seperti jasa konstruksi dan engineering. PT Petrokimia Gresik merupakan perusahaan yang sahamnya saat ini mayoritas (99,99%) dimiliki oleh PT Pupuk Sriwidjaja dan sisanya (0,01%) dimiliki oleh Yayasan PT Petrokimia Gresik. Perusahaan ini merupakan pabrik pupuk kedua di Indonesia setelah PT. Pupuk Sriwijaya di Palembang dan juga merupakan pabrik pupuk terlengkap di antara pabrik pupuk lainnya. Jenis pupuk yang diproduksi oleh pabrik ini antara lain adalah Pupuk ZA, Super Phosphate (SP) dan Urea. Latar belakang pendiriannya berdasarkan atas lingkungan Negara Indonesia yang merupakan negara agraris dan memiliki sumber daya alam yang sangat melimpah, sehingga titik berat pembangunan berada pada sektor pertanian.Salah satu usaha intensifikasi pertanian dilakukan pendirian pabrik-pabrik pupuk untuk memenuhi kebutuhan pupuk.Dan salah satunya adalah PT. Petrokimia Gresik. Sasaran yang akan dicapai PT Petrokimia Gresik sesuai dengan yang ditetapkan dalam RKAP Tahun 2006 adalah sebagai berikut : 1. Memenuhi kebutuhan pupuk dalam negeri sesuai dengan Peraturan Menteri Perdagangan R.I. No.03/M-DAG/PER/2/2006 tanggal 16 Februari 2006 diubah dengan Peraturan Menteri Perdagangan No.27/MDAG/PER/7/2006 tanggal 14 Juli 2006 tentang pengadaan dan penyaluran pupuk bersubsidi untuk sektor pertanian, 2. Mencapai Kinerja Perusahaan sesuai Surat Keputusan Menteri BUMN No. Kep.100/MBU/2002 : Real Aspek keuangan Aspek operasional Aspek administrasi skor skor skor Th.2006 = 68,50 = 14,00 = 15,00 97,50 Tingkat kesehatan perusahaan = Th.2007 68,00 14,00 15,00 97,00 2008 69,00 14,00 15,00 98,00
AAA (sehat)
3. Key Performance Indicator (KPI) yang merupakan kontrak kerja antara Direksi,
Komisaris dengan Pemegang Saham dengan exellence skor 104,93 (2006), 106,11(2007) dan 108 (2008) serta 110 ( target 2009) 4. Penilaian kinerja perusahaan berbasis Malcolm Baldrige Criteria for Performance Exellence dengan capaian skor 457 (Early Improvement) pada tahun 2006, dan skor 487 (Good Performance) untuk tahun 2007. Dalam melakukan kegiatan usahanya, PT. Petrokimia Gresik mempunyai visi untuk Menjadi produsen pupuk dan produk kimia lainnya yang berdaya saing tinggi dan produknya paling diminati konsumen dan mempunyai beberapa misi, yaitu : mendukung penyediaan pupuk nasional untuk tercapainya program swasembada pangan, meningkatkan hasil usaha untuk menunjang kelancaran kegiatan operasional dan pengembangan usaha perusahaan, mengembangkan potensi usaha untuk mendukung industri kimia nasional dan berperan aktif dalam Community Development. Maka sejalan dengan visi dan misinya tersebut, PT. Petrokimia Gresik menargetkan nilai penjualan sebesar Rp. 10 Trilyun pada tahun ini melalui pengembangan pabrik pabrik baru berbasis fospat untuk pelasanakan peningkatan penyediaan pupuk. Namun dalam proses untuk mencapai visi dan misinya tersebut, PT. Petrokmia Gresik, tetap memegang nilai-nilai dasar (values) dari PT Petrokimia Gresik antara lain : mengutamakan keselamatan dan kesehatan dalam setiap kegiatan operasional,
memanfaatkan profesionalisme untuk peningkatan kepuasan pelanggan, meningkatan inovasi untuk memenangkan bisnis, mengutamakan integritas diatas segala hal, berupaya membangun semangat kelompok yang sinergistik. serta
I.2 Sejarah Singkat Industri Sejarah Petrokimia Gresik dimulai pada tahun 1960 dengan dikeluarkannya TAP MPRS No.II//MPRS/1960 dan Keputusan Presiden No.260/1960.Kedua ketetapan hukum ini mengatur tentang Proyek Petrokimia Surabaya.Proyek ini merupakan proyek prioritas dalam Pola Pembangunan Nasional Semesta Berencana Tahap I (1961-1969) dan menjadi BUMN kedua setelah PUSRI. Pada tahun 1964 proyek ini mulai didirikan berdasarkan Inpres No I/1963 karena dirasakan bahwa bahan baku yang dihasilkan PT. Petrokimia ini sangat menopang kesejahteraan rakyat Indonesia, maka pemerintah mengambil keputusan untuk melanjutkan proyek PT. Petrokimia. Proyek ini diborong oleh kontraktor Cosindit SpA dari Italia.Berbagai kesulitan yang berkembang di dalam pembangunannya terutama mengenai pembiayaan menyebabkan pembangunan proyek tertunda.Melalui Surat Keputusan
Presidium Kabinet Ampera No.B/891/Preskab/4/1967 diputuskan untuk melanjutkan kembali pembangunan Proyek Petrokimia Surabaya dan pada Februari 1968 pekerjaan lapangan kembali dilanjutkan. Proyek ini berhasil diselesaikan pada 10 Juli 1972.Proyek Petrokimia Surabaya berhasil diselesaikan dan diresmikan oleh Presiden Soeharto.Bentuk usaha proyek ini adalah perusahaan umum.Bentuk usaha Petrokimia Surabaya berubahan menjadi perseroan berdasarkan Peraturan Pemerintah No. 14 tahun 1975. Perubahan ini menyebabkan perubahan nama menjadi PT. Petrokimia Gresik. Saat ini PT. Petrokimia Gresik memiliki berbagai bidang usaha dan fasilitas pabrik terpadu baik yang dikelola sendiri maupun melalui anak perusahaan antara lain : Industri Kimia, Industri Pestisida, Industri Peralatan Pabrik, Jasa Rancang Bangun dan Perekayasaan Industri serta jasa-jasa lainnya, yang telah mampu beroperasi dengan baik, bahkan mempunyai peluang untuk terus dikembangkan. Dalam rangka memenangkan persaingan usaha di Era Globalisasi, khususnya untuk menghadapi perdagangan bebas Asia Tenggara (AFTA) tahun 2003, PT. Petrokimia Gresik melakukan langkah - langkah penyempurnaan yang dilakukan secara berkesinambungan baik untuk internal maupun untuk eksternal yang mengarah kepada pengembangan usaha dan tuntutan pasar. Salah satu langkah kongkrit yang dilakukan adalah berhasilnya PT. Petrokimia Gresik memperoleh sertifikasi ISO 9002 dan ISO 14001 dan pengembangan produk-produk majemuk PHONSKA.
I.3
Arti Lambang PT. Petrokimia Gresik
Gambar 1. 1 Logo PT. Petrokimia Gresik Dasar pemilihan logo : Kerbau dengan warna kuning emas dipilih sebagai logo karena :y
Penghormatan kepada daerah Kebomas
y y
Sikap suka bekerja keras, mempunyai loyalitas, dan jujur Dikenal luas masyarakat Indonesia sebagai sahabat petani
Arti logo :y y
Warna kuning emas melambangkan keagungan Daun hijau berujung lima, mempunyai arti : - Daun hijau melambangkan kesuburan dan kesejahteraan - Berujung lima melambangkan kelima sila dari Pancasila
y y
Huruf PG, yang merupakan singkatan dari Petrokimia Gresik Warna putih melambangkan kesucian
Jadi arti logo secara keseluruhan adalah : Dengan hati yang bersih berdasarkan kelima sila Pancasila, PT. Petrokimia Gresik berusaha mencapai masyarakat adil dan makmur untuk menuju keagungan bangsa.
I.4 Unit Produksi di PT. Petrokimia Gresik Pada saat ini PT. Petrokimia Gresik terbagi dalam tiga unit produksi, yaitu Unit Produksi I (Unit Pupuk Nitrogen), Unit Produksi II (Unit Pupuk Fosfat) dan Unit Produksi III (Unit Asam Fosfat).
1. Departemen Produksi I (Unit Pupuk Nitrogen) Unit Produksi I menghasilkan produk utama sebagai berikut : Tabel 1.1 Produk Utama Unit Produksi I Produk Kapasitas Design (ton/tahun) ZA I ZA III Urea Amoniak 200.000 200.000 400.000 445.000 7 Mei 1976 1 Oktober 1986 1 Desember 1994 1 Desember 1994 Produksi Komersial Umur Pabrik (tahun) 33 22 14 14
Selain itu Unit Produksi I juga menghasilkan produk samping berupa : a. CO2 cair, dengan kapasitas produksi sebesar 10.000 ton/tahun b. CO2 padat (dry ice), dengan kapasitas produksi sebesar 4.000 ton/tahun c. Nitrogen gas, dengan kapasitas produksi sebesar 500.000 NCM/tahun d. Nitrogen cair, dengan kapasitas produksi sebesar 250.000 ton/tahun
e. Oksigen gas, dengan kapasitas produksi sebesar 600.000 NCM/tahun f. Oksigen cair, dengan kapasitas produksi sebesar 3.300 ton/tahun
2. Departemen Produksi II (unit pupuk Fosfat) 1. Pabrik Pupuk Fosfat I (1 Januari 1980) Kapasitas produksi sebesar 500.000 ton/tahun pupuk TSP (Triple Super Phosphat).Sejak bulan Januari 1995, pupuk TSP diubah menjadi SP-36 (Super Phosphat 36% P 2O5) yang merupakan murni penemuan divisi penelitian dan pengembangan PT. Petrokimia Gresik.Pupuk SP-36 memiliki tingkat keefektifan yang setara dengan pupuk TSP. 2. Pabrik Pupuk Fosfat II (1 Agustus 1983) Kapasitas produksi sebesar 500.000 ton/tahun pupuk TSP/SP-36. 3. Pabrik Pupuk Majemuk PT. Petrokimia Gresik juga mengembangkan produk pupuk majemuk yang dikenal dengan PHONSKA. Hal ini didasari oleh kebutuhan petani tentang pupuk yang lebih baik, efektif, efisien, dan mudah dalam penggunaan. Petani tidak perlu repot lagi menggunakan bermacam-macam pupuk tunggal karena dengan sekali penggunaan pupuk majemuk Phonska sudah mengandung 3 unsur yang dibutuhkan tanaman, yaitu Natrium, Phospat dan Kalium. Pabrik Pupuk PHONSKA diresmikan pada tanggal 1 November 2000 dengan kapasitas produksi 300.000 ton/tahun oleh Presiden RI Bapak KH. Abdurrachman Wachid. Bahan baku berupa Urea, ZA, KCl, Ammonia, H3PO4 serta bahan-bahan tambahan. Kontraktor PT. Rekayasa Industri dengan teknologi proses oleh INCRO dari Spanyol. 4. K2SO4 (kalium sulfat) Dengan kapasitas produksi sebesar 10.000 ton/tahun dan mulai beroperasi sejak 22 Maret 2005.
3. Departemen Produksi III (Unit Produksi Asam Fosfat) Beroperasi sejak tahun 1 Januari 1985, yang terdiri dari : 1. Pabrik Asam Fosfat Kapasitas produksi sebesar 170.000 ton/tahun dan digunakan untuk pembuatan pupuk TSP/SP-36 serta produk samping gypsum untuk bahan baku Unit Cement Retarder serta pupuk ZA II dan Asam Fluosilikat (H2SiF6) untuk bahan baku Unit Aluminium Fluorida
2. Pabrik Asam Sulfat (H2 SO4) Kapasitas produksi sebesar 510.000 ton/tahun dan digunakan sebagai bahan baku Unit Asam Fosfat dan Unit Pupuk Fosfat. 3. Pabrik ZA II Kapasitas produksi sebesar 250.000 ton/tahun.Bahan bakunya berupa gypsum dan amonia cair. Dimana Gypsum diperoleh dari limbah proses pembuatan asam fosfat. 4. Pabrik Cement Retarder (CR) Kapasitas produksi sebesar 440.000 ton/tahun dan digunakan dalam industri semen sebagai bahan penolong untuk mengatur waktu pengeringan. 5. Pabrik Aluminium Fluorida (AlF 3) Kapasitas produksi 12.600 ton/tahun yang diperlukan sebagai bahan penurun titik lebur pada industri peleburan bijih aluminium serta hasil samping berupa silika (SiO2 ) untuk bahan kimia tambahan Unit Asam Fosfat.
I.5 Unit Prasarana Pendukung PT. Petrokimia Gresik juga mempunyai beberapa unit prasarana pendukung, antara lain sebagai berikut: 1. Dermaga khusus. a. Kapasitas bongkar muat 5 juta ton/tahun b. Kapasitas sandar 8 kapal sekaligus. - 3 kapal bobot 40.000 60.000 DWT (sisi laut) - 5 kapal bobot 10.000 DWT (sisi darat) c. Fasilitas bongkat muat - Continuous Ship Unloader (CSU), kapasitas curah 1.000 ton/jam Multiple Loading Crane, kapasitas muat curah 120 ton/jam atau 2.000 kantong/jam (@ kantong 50 kg) Cangaroo Crane, kapasitas bongkar curah 350 ton/jam Belt Conveyor, kapasitas angkut curah 1.000 ton/jam, atau 120 ton/jam untuk kantong dengan panjang 23 km Fasilitas pompa dan pipa, kapasitas 60 ton/jam untuk produk cair
2. Unit pembangkit tenaga listrik milik sendiri, yaitu : a. Gas Turbine Generator (GTG), terdapat pada unit produksi pupuk Nitrogen yang mampu menghasilkan daya 33 MW
b. Steam Turbine Generator (STG), terdapat di unit produksi mampu menghasilkan daya sampai dengan 20 MW
Asam Fosfat yang
Selain dari kedua pembangkit tersebut diatas juga menggunakan energi listrik dari PLN sebesar 15 MW untuk kebutuhan pabrik pupuk SP-36 dan fasilitas lain3. Bersih. a. Unit Penjernihan Air I. - lokasi : Gunungsari, Surabaya - bahan baku : air Sungai Brantas : 720 m3/jam. Sarana Air
- ukuran pipa : 14 inci sepanjang 22 Km. - kapasitas
b. Unit Penjernihan Air II. - lokasi - bahan baku - kapasitas : Babat, Lamongan : air sungai Bengawan Solo 60 Km. : 2.500 m3/jam.
- ukuran pipa : 28 inci sepanjang
BAB II KESELAMATAN KERJA DAN KESEHATAN
2.1 Pendahuluan Keselamatan dan kesehatan kerja (K-3) harus dilaksanakan oleh suatu perusahaan, sebagai usaha untuk mencegah dan mengendalikan kerugian yang diakibatkan dari adanya kecelakaan, kebakaran, kerusakan harta benda perusahaan, dan kerusakan lingkungan serta bahaya lainnya. Penerapan K-3 di PT. Petrokimia Gresik sebagai usaha penjabaran undang-undang no. 1 tahun 1970 dan peraturan K-3 lainnya dalam melakukan perlindungan terhadap asset perusahaan baik sumber daya manusia maupun factor produksi lainnya. K-3 sudah terintegrasi di dalam semua fungsi perusahaan, baik fungsi perencanaan, produksi, dan pemasaran seta fungsi lainnya yang ada dalam perusahaan.Tanggung jawab pelaksanaan K-3 di perusahaan merupakan kewajiban karyawan maupun semua orang yang bekerja atau yang berada dalam lingkungan PT. Petrokimia Gresik. Keberhasilan penerapan K-3 didasarkan atas kebijakan pengelolaan K-3 yang diambil perusahaan, yang di antaranya adalah: a. Komitmen top perusahaan b. Kepemimpinan yang tegas c. Organisasi K-3 di dalam struktur organisasi perusahaan d. Saran dan prasarana yang memadai e. Integrasi K-3 pada semua perusahaan f. Dukungan semua karyawan dalam K-3 Saran pencapaian K-3 adalah nihil kecelakaan yang disertai dengan adanya produktivitas yang tinggi sehingga tujuan perusahaan dapat tercapai dengan optimal. 2.2 Dasar Pelaksanaan K-3 1. Masa konstruksi (1967-1972) Dasar hukum : Veiligheids Reglement tahun 1910 Misi Tujuan : menerapkan system kerja aman : memenuhi standard quality performance
Pada konstruksi control terhadap kualitas pekerjaan yang dilakukan inspeksi teknik terhadap sikap karyawan, mutu bahan terhadap pekerjaannya agar senantiasa bersikap aman. 2. Masa produksi (1972-saat ini) Dasar hukum : Undang-undang No. 1970 Perundangan bidang K-3 Misi : Integritas K-3 di dalam semua fungsi atau kegiatan di dalam perusahaan Menerapkan standard perusahaan Tujuan : Mencapai tujuan perusahaan dan usaha disertai nihil kecelakaan operating procedure di segala bidang
Dalam penerapan ditandai dengan komitmen top management di bentuk kebijakan K3 (safety policy) di mana K-3 merupakan tanggung jawab karyawan dan wajib dilaksanakan. 3. Konsep dasar terjadi kecelakaan Sebagai dasar usaha pelaksanaan K-3 upaya pencapaian tujuan perusahaan yang disertai nihil kecelakaan, adalah adanya teori sebab terjadinya kecelakaan yang menyebutkan bahwa: 1. Kesalahan manusia (human error) sebanya 88% 2. Kondisi yang tidak aman (unsafe condition) sebanyak 10% 3. Lain-lain (force majeur) atau suatu kejadian di luar manusia sebanyak 2% 2.3 Sebab Kecelakaan 1. Kesalahan manusia a. Kurangnya pengetahuan b. Kelalaian dan sikap meremehkan c. Kekurangmampuan atau ketidakpuasan d. Kekurangan peralatan dan sarana e. Bekerja tanpa diberi wewenang f. Memakai jalan pintas g. Tidak mematuhi peraturan 2. Kondisi yang tidak aman a. Perlatan pelindung yang tidak memenuhi standar keselamatan b. Bahan, peralatan yang rusak atau cacat c. Bising
d. Terlalu sesak e. Ventilasi dan penerangan yang kurang f. Perawatan yang jelek g. Tidak mematuhi peraturan h. Peparan radiasi i. Dan sebagainya
3. Lain-lain a. Bencana alam b. Kerusuhan (demonstrasi) 2.4 Kerugian Akibat Kecelakaan Kerja 1. Human aspect (aspek manusia) a. Ketegangan b. Sakit c. Kehilangan upah d. Mengadakan pengeluaran ekstra e. Menjadi cacat tetap, tidak mampu bekerja f. Meninggal dunia g. Efek ke keluarga dan sanak saudara h. Membawa efek ke suasana kerja karyawan yang merasa tidak aman 2. Financial aspect (aspek keuangan) a. Kehilangan pekerja ahli dan berpengalaman b. Kerugian akibat produksi c. Kehilangan profit d. Pengeluaran untuk menggantikan pekerja yang meninggal dunia atau cacat dengan rekruitmen, pelatihan, dan sebagainya e. Menaikkan premi asuransi f. Klaim asuransi dari pihak ketiga bila dampaknya sampai keluar perusahaan 2.5 Batasan dan Sasaran Keselamatan Kerja 1. Batasan a. Safety (keselamatan kerja) konteks perorangan
sebagai minimasi kontak antara manusia dan bahaya, terutama dihubungkan dengan pencegahan orang terhadap bahaya yang dapat mengakibatkan penderitaan fisik b. Safety (keselamatan kerja) Kebebasan perusahaan dari bahaya yang dapat merugikan perusahaan baik dari segi keselamatan, kesehatan, keamanan, dan pencemaran lingkungan c. Insiden Suatu kejadian yang dapat merugikan perusahaan d. Kecelakaan Sebagai suatu peristiwa yang tidak diharapkan, tidak direncanakan yang dapat terjadi kapan saja dan di mana saja, dalam rangka peristiwa yang terjadi karena berbagai sebab yang mengakibatkan kerugian fisik (luka atau penyakit) terhadap seseorang, rusaknya hak milik perusahaan, hampir terjadinya gangguan usaha atau kondisi dari efek tersebut e. Kecelakaan kerja Kecelakaan yang dialami oleh seorang karyawan semenjak ia meninggalkan rumah kediamannya ke tempat kerja, selama jam kerja, dan jam istirahat maupun dari tempat kerja menuju rumah kediamannya melalui jalan yang biasa ditempuh 2. Sasaran Sasaran keselamatan kerja memiliki beberapa tujuan berikut:
a. Kemanusiaan Berupaya mencegah terjadinya penderitaan bagi tenaga kerja dengan demikian mewujudkan keamanan, gairah kerja, dan kesejahteraan karyawan b. Ekonomi Berupaya menghindarkan terjadinya kerugian bagi perusahaan dari kegiatan produksi untuk meningkatkan efisiensi dan produktivitas c. Sosial Berupaya menciptakan kesejahteraan social dan memberikan perlindungan bagi masyarakat terhadap bahaya-bahaya yang timbul akibat dari kegiatan perusahaan
d. Hukum Berupaya melaksanakan perundang-undangan yang telah ditetapkan oleh pemerintah di Indonesia 2.6 Kebijakan K-3 (safety policy) 1. Kebijakan Kebijakan adalah arah yang ditentukan top manajemen untuk dipahami dan dipatuhi serta menuntut partisipasi dari para karyawan, dalam proses kerja sehingga tujuan perusahaan dapat tercapai secara maksimal Sejak ditetapkan kebijakan K-3 di PT. Petrokimia Gresik, telah dilakukan beberapa revisi sesuai perkembangan perusahaan. Terakhir, telah ditetapkan Surat Keputusan Direksi No.57/10/01.02/36/SK/1997 tanggal 31 Oktober 1997. 2. Maksud Memberikan arah dalam usaha menerapkan UU No. 1 tahun 1970 tentang keselamatan dan kesehatan kerja 3. Tujuan a. Meningkatkan kesejahteraan dan K-3 karyawan b. Mencegah kejadian kecelakaan yang merugikan perusahaan c. Semua karyawan wajib memahami, menghayati, bertanggung jawab atas pelaksanaan K-3 dan menjaga kebersihan lingkungan kerja 4. Pokok-pokok kebijakan a. Direksi akan mengambil langkah positif dalam usaha meningkatkan kesejahteraan dan K-3 karyawan serta mencegah kejadian yang merugikan perusahaan b. Semua pimpinan wajib bertanggung jawab atas pelaksanaan K-3 di perusahaan guna meningkatkan produksi dan reproduksi perusahaan c. Direksi mendukung sepenuhnya setiap usaha penerapan dan pengembangan ketetapan-ketetapan tentang K-3 d. Semua karyawan dengan sadar berkewajiban untuk menerapkan dan melaksanakan ketetapan K-3, sehingga dapat mencapai tempat kerja dengan aman, tertib, bersih, nyaman, teratur, dan menggairahkan
e. Semua karyawan diwajibkan mengikuti pelatihan K-3 yang diadakan oleh perusahaan f. Khusus untuk meningkatkan kesigapan dan pengamanan perusahaan, semua unsur wajib melaksanakan latihan penangguhan keadaan darurat dan bencana pabrik g. Pelaksanaan pokok-pokok kebijakan direksi di bidang K-3 diatur dengan ketetapan tersediri h. Pengawasan dan pembinaan dilakukan oleh P2K-3 dan BK-3 dengan dibantu para pejabat fungsional K-3 dan pemantauan hasil kinerj K-3 dilakukan oleh tim auditor K-3 intern maupun ekstern 2.7 Organisasi K-3 Agar pelaksanaan K-3 di perusahaan dapat berjalan dengan baik dan dapat menciptakan kondisi yang sehat dan selamat, maka perlu dibentuk organisasi K di -3 dalam struktur organisasi perusahaan.Oleh karena bidan K-3 sudah menjadi begian dari struktur organisasi perusahaan, maka tugas harus kontinyu pada opersional perusahaan serta pelaksanaannya secara fungsional dan tersedianya anggaran tersendiri. Di samping K-3 harus bertanggung jawab atas penerapan dan pengembangan K-3 di perusahaan kepada manajemen. Berdasarkan pengalaman pertimbangan manajemen perusahaan, organisasi K-3 diletakkan dalam organisasi yang terdapat banyak karyawannya dan di direktorat yang memiliki tingkat bahaya yang tinggi, yaitu direktorat produksi. Pembentukan organisasi K-3 secara fungsional akan memudahkan koordinasi dan control terhadap bahaya-bahaya yang mungkin terjadi di unit kerja dan dapat memberikan pengaruh kepada pimpinan dan karyawan di unit kerjanya masing-masing, sehingga pengendalian kerugian yang diakibatkan oleh kecelakaan, dan insiden lainnya dapat dikendalikan secara efektif. Organisasi K-3 ada 2 macam, yaitu: 1. Organisasi structural Keberadaan bagian keselamatan kerja di dalam organisasi structural perusahaan 2. Organisasi non structural
Organisasi ini dibentuk agar kegiatan-kegiatan K-3 dapat terintegrasi pada seluruh kegiatan dalam gerak dan langkah yang sama sehingga system pada K -3 yang ada dapat berjalan dengan efektif dan efisien serta terjaga kontinyuitasnya. Bentuk organisasinya sebagai berikut: a. P2K-3 Panitia Pembina keselamatan dan kesehatan kerja (P2K-3) dibentuk sebagai penjabaran Undang-undang No.1 tahun 1970 bab IV pasal 10 tentang paniia Pembina keselamatan dan kesehatan kerja. Di PT. Petrokimia Gresik, P2K-3 merupakan organisasi pengarah kegiatan K-3 yang merupakan penjabaran kebijakan K-3 dari top manajemen dan dibentuk sejak 1981 serta telah direvisi sesuai dengan Surat Keputusan Direksi No. 239/VII/SKPTS/DIR/1990 dengan tugas pembinaan dan pengawasan atas penerapan K-3 di dalam perusahaan.Tugas-tugas pokok K-3 : 1. Mengembangkan kerja sama, saling pengertian, dan partisipasi efektir di bidang K-3 antara pimpinan perusahaan dan karyawan dalam rangka melancarkan usaha produksi. 2. Menyelenggarakan pembinaan karyawan dalam usaha pencegahan dan penganggulangan kecelakaan, kebakaran, penyakit akibat kerja dan lain-lain. 3. Melakukan pemeriksaan K-3 di seluruh kawasan perusahaan yang dibagi menjadi 12 daerah pengawasa. 4. Melaksanakan sidang bulanan P2K-3 untuk pembahasan: a. Sikap kerja yang membahayakan b. Keadaan yang membahayakan c. Kebersihan lingkungan kerja b. Badan K-3 Badan K-3 merupakan komite pelaksana K-3 yang mempunyai tugas untuk melaksanakan dan menjabarkan kebijakan K perusahaan serta melakukan -3 peningkatan-peningkatan K-3 di unit kerja yang menjadi wewenang dan tanggung jawabnya. Dibentuk sejak tahun 1981 dan direvisi dengan Surat Keputusan Direksi No. 230/VII/SKPTS/E/DIR/1990. Adapun badan K-3 dibentuk berjenjang sebagai berikut : 1. Badan K-3 tingkat bagian/seksi
a. Ketua
: direksi
b. Sekretaris : kabag keselamatan kerja c. Pegawai :dilakukan giliran antara kadep/karo/kabid sebanyak 4
orang dalam 3 bulan d. Anggota :semua kakom/kasat,semua kadep/karo/kaid/kabag shift/
kabag higine perusahaan 2. Badan K-3 tingkat bagian/seksi a. Ketua b. Anggota : kadep/karo/kabid dari masing-masing dep/biro/bidang : semua kabag dan semua kasi di bawah dep/biro/bidang
masing-masing termasuk kasi produksi maupun pemeliharaan 3. Badan K-3 tingkat bagian/seksi Pengawas Ketua : kabag masing-masing bagian : kasi masing-masing seksi
Anggota : semua karo dari masing-masing seksi minimum 2 orang dari setiap seksi selam 6 bulan selaku anggota bergilir. Tugas-tugas Bagian Keselamatan Kerja: 1. Secara administrasi bertanggung jawab kepada karo pemeriksaan dan keselamatan kerja 2. Yakin bahwa UU No. 1 tahun 1970 diterapkan secara efektif di perusahaan 3. Membuat dan melaksanakan program K-3 agar setiap tempat kerja aman dari bahaya 4. Melakukan pembinaan dan pelatihan K-3 kepada seluruh karyawan dan tenaga kerja yang ada di perusahaan 5. Melakukan pengawasan peraturan dan prosedur keselamatan kerja di tempat kerja 6. Melakukan control secara efektif dan proaktif di kawasan perusahaan (pabrik) dalam upaya menghilangkan sikap kondisi yang tidak aman serta menciptakan kebersihan lingkungan kerja 7. Melakukan penyidikan dan membuat laporan kecelakaan bila terjadi kecelakaan pada karyawan serta mencegah agar kecelakaan serupa tidak terulang 8. Melakukan pemeriksaan alat angkat dan pemeriksaan layak pakai kendaraan pengangkut produk PT. Petrokimia Gresik
9. Menyediakan alat pelindung diri bagi karyawan serta mendistribusikannya sesuai dengan tingkat bahaya di unit kerja karyawan yang bersangkutan 10. Mengesahkan surat izin mengemudi (SIM) kendaraan dinas perusahaan karyawan yang diberi wewenang atasannya 11. Memberikan surat izin keselamatan kerja bagi karyawan yang bekerja di daerah berbahaya 12. Melakukan pengembangan K-3 sejalan dengan perkembangan perusahaan 2.8 Program Kecelakaan Nihil Sebagai usaha mencapai nihil kecelakaan, harus didukung oleh semua jajaran karyawan dari bawah sampai ke atas untuk ikut aktif dan bertanggung jawab terhadap program K3 yang diarahkan kepada pengamatan perbaikan terhadap ketimpangan yang ada dalam perencanaan, pengorganisasian, pengembangan, dan pengawasan secara terpadu dalam semua kegiatan perusahaan. Aktivitas yang dilakukan untuk mencapai nihil kecelakaan di antaranya adalah: a. Penerapan system manajemen K-3 pada operasional perusahaan b. Pembinaan, pengawasan, dan pengembangan K-3 c. Mengidentifikasi dan mengintervensi sumber-sumber bahaya d. Membuat standar-standar K-3 e. Membuat analisis data dan permasalahan K-3 f. Menyediakan peralatan K-3 g. Menyerahkan surat izin keselamatan kerja h. Pemeriksaan alat angkat dan alat angkut i. j. Melaksanakan safety kontak, safety talk, safety patrol, dan safety promotion Membuat safety poster dan safety sign
k. Melaksanakan pengukuran/evaluasi K-3 l. Melaksanakan kontes K-3
2.9 Pengukuran Keberhasilan K-3 Dalam usaha mengukur keberhasilan penerapan K-3 di perusahaan agar sesuai tujuan perusahaan yang telah ditentukan, digunakan beberapa parameter sebagai berikut: 1. Frequency rate (tingkat jumlah kecelakaan) Adalah paremeter yang digunakan untuk menghitung atau mengukur tingkat kecelakaan kerja untuk setiap juta jam kerja.
Rumus:
(2.1)
2. Safety rate (tingkat keselamatan kecelakaan) Adalah parameter yang digunakan untuk menghitung atau mengukur keparahan total hilangnya hari kerja setiap 1 juta jam kerja karyawan.
(2.2)
3. Safety audit (audit K-3) System penilaian program K-3 secara aktif di perusahaan. Pokok sasaran audit K3: 1. Manajemen audit, yaitu suatu penilaian atas program K-3 di perusahaan 2. Physical audit, yaitu penilaian atas perangkat keras di unit kerja seperti alatalat kerja, mesin peralatan Tujuan audit K-3: 1. Untuk menilai dan mengidentifikasi secara kritis dan sistematis semua sumber bahaya potensial 2. Mengukur dan memastikan secara objektif pekerjaan, apakah telah sesuai dengan perencanaan dan standar 3. Menyusun suatu rencana untuk menentukan langkah dan cara mengatasi sumber bahaya potensial Mekanisme audit K-3: 1. Persiapan pra-audit 2. Pertemuan pra-audit 3. Peninjauan lapangan 4. Wawancara 5. Verifikasi data 6. Pertemuan lanjutan 7. Evaluasi akhir 2.10 Alat Pelindung Diri Alat pelindung diri bukan merupakan alat untuk melenyapkan bahaya di tempat kerja, tetapi hanya merupakan usaha pencegahan dan eliminasi kontak antara bahaya dan
tenaga kerja sesuai dengan standard kerja yang ditetapkan. Sesuai dengan UU No.1 tahun 1970, penyediaan alat pelindung diri adalah menjadi kewajiban dan tanggung jawab bagi pengusaha atau pimpinan perusahaan. Macam-macam alat pelindung diri : 1. Topi Keselamatan Topi keselamatan berfungsi untuk melindungi kepala dari benturan kemungkinan tertimpa benda-benda yang jatuh, melindungi bagian kepala dari kejutan listrik ataupun terhadap kemungkinan terkena bahan kimia yang berbahaya. 2. Alat pelindung mata (eye goggle) Alat pelindung mata berfungsi untuk melindungi mata terhadap benda yang melayang, geram, percikan, bahan kimia, dan cahaya yang menyilaukan. Juga dipakai di tempat yang berdebu,menggerinda, memahat, mengebor, membubut, mem-frais, di mana terdapat bahan atau bahan kimia berbahaya, termasuk asam atau alkali, pengelasan. 3. Pelindung muka (face shield) Pelindung muka berfungsi untuk melindungi muka dari dahi sampai batas leher dari bahan-bahan yang berbahaya, antara lain bahan kimia berbahaya, pancaran panas (warna abu-abu), sinar ultraviolet, dan infra merah. 4. Pelindung telinga Pelindung telinga berfungsi untuk melindungi terhadap kebisingan di mana bila alat tersebut tidak dipergunakan dapat menurunkan daya pendengaran dan ketulian yang bersifat tetap. Ada dua jenis pelindung telinga: a. Ear Plug yang digunakan untuk daerah dengan tingkat kebisingan sampai dengan 95 dB. b. Ear Muff yang digunakan untuk daerah dengan tingkat kebisingan lebih besar dari 95 dB. 5. Pelindung pernafasan Alat pelindung pernafasan berfungsi untuk melindungi mulut dan hidung dari berbagai gangguan yang dapat membahayakan karyawan. Terdiri dari : a. Masker kain Dipakai di tempat kerja di mana terdapat debu pada ukuran lebih dari 10 mikron. b. Masker dengan filter debu Digunakan untuk melindungi hidung dan mulut dari debu dan dapat menyaring debu pada ukuran rata-rata 0,6 mikron sebanyak 98%. c. Masker dan filter untuk debu dan gas
Digunakan untuk melindungi hidung dan mulut dari debu dan gas asam, uap bahan organik, fumes, asap, dan kabut. Dapat menyaring debu pada ukuran ratarata 0,6 mikron sebanyak 99,9% dan dapat menyerap gas/uap/fumes sampai 0,1% volume atau 10 kali konsentrasi maksimum yang diizinkan. d. Masker gas dengan tabung penyaring (canister filter) Digunakan untuk melindungi mata, hidung, mulut dari gas/uap/fumes yang dapat menimbulkan gangguan pada keselamatan dan kesehatan kerja. Syarat pemakaian:y
Tidak boleh untuk pekerjaan penyelamatan korban atau dipergunakan di ruangan tertutup
y
Tidak boleh digunakan bila kontaminasi gas tidak dikenal atau di daerah dengan kontaminasi lebih dari 1% untuk ammonia
y y
Konsentrasi oksigen harus di atas 16% Tabung penyaring yang dipergunakan harus sesuai dengan kontaminasi uap/gas/fumes.
e. Masker gas dengan udara bertekanan dalam tabung (self containing breathing apparatus) Digunakan untuk melindungi mata, hidung, dan mulut dari gas/uap/fumes yang dapat menimbulkan gangguan keselamatan dan kesehatan karyawan. Syarat pemakaian:y y
Digunakan di daerah dengan konsentrasi oksigen kurang dari 16% Digunakan bilamana kontaminasi tidak bisa diserap dengan pemakaian tabung penyaring (kontaminasi > 1%)
y y
Dapat digunakan untuk penyelamatan korban Waktu pemakaian 30 menit
f. Masker gas dengan udara tekan yang dibersihkan (supplied air respirator) Digunakan di daerah yang konsentrasi oksigennya rendah, kontaminasi gas/uap/fumes yang tinggi dan dapat dipergunakan terus-menerus selama suplai udara dari pabrik (plant air) tersedia g. Masker gas dengan udara dari blower yang digerakkan tangan (a hand operated blower) Khusus digunakan di daerah yang kadar oksigennya kurang, kontaminasi uap/gas/fumes yang tinggi dan dapat dipergunakan terus-menerus sepanjang
blower diputar. Pengambilan udara blower harus dari tempat bersih dan bebas dari kontaminasi 6. Kerudung kepala (hood) Digunakan untuk melindungi seluruh kepala dan bagian muka terhadap kotoran bahan lainnya yang dapat membahayakan maupun yang dapat mengganggu kesehatan karyawan. 7. Kerudung kepala dengan alat pelindung pernafasan Digunakan di daerah kerja yang berdebu, terdapat gas/uap/fumes yang tidak lebih dari 1% volume atau 10 kali dari konsentrasi maksimum yang diizinkan. 8. Kerudung kepala anti asam atau alkali Digunakan untuk melindungi seluruh kepala dan bagian muka dari percikan bahan kimia yang bersifat asam atau alkali. 9. Sarung tangan Digunakan untuk melindungi tangan terhadap bahaya fisik, kimia, dan listrik. a. Sarung tangan kulit : dipakai bila bekerja dengan benda yang kasar dan tajam b. Sarung tangan asbes : digunakan bila bekerja dengan benda yang panas c. Sarung tangan katun : digunakan bila bekerja dengan peralatan oksigen d. Sarung tangan karet : digunakan bila bekerja dengan bahan kimia yang berbahaya, korosif, dan iritatif e. Sarung tangan listrik : digunakan bila bekerja dengan kemungkinan terkena bahaya listrik 10. Sepatu pengaman Untuk melindungi kaki dari gangguan yang membahayakan karyawan di tempat kerja. 11. Sepatu keselamatan : digunakan untuk melindungi kaki dari benda yang keras atau tajam, luka bakar karena bahan kimia yang korosif, tertembus benda tajam dan/atau untuk menjaga agar seseorang tidak jatuh terpeleset oleh minyak atau air. 12. Sepatu karet : dipergunakan untuk melindungi kaki dari bahan kimia berbahaya. 13. Sepatu listrik : digunakan apabila bekerja dengan kemungkinan terdapat bahaya listrik. 14. Baju pelindung Baju pelindung yang tahan terhadap asam atau alkali (warna kuning), digunakan untuk melindungi seluruh bagian tubuh terhadap percikan bahan kimia yang berbahaya baik asam maupun alkali. Baju pelindung terhadap percikan pasir digunakan untuk melindungi seluruh bagian tubuh terhadap percikan pasir pada saat membersihkan logam dengan semprotan pasir..
BAB III UNIT AMONIAK
Pabrik Amoniak PT. Petrokimia Gresik didesain untuk menghasilkan amoniak cair dengan kapasitas 1.350 ton per hari atau sekitar 415.000 ton per tahunnya. Proses yang digunakan adalah proses low energy steam methane reforming dari MW Kellog. Gas alam yang digunakan sebagai bahan baku pada proses pembuatan amoniak ini b erasal dari PT Kangean, PT Kodeco, dan PGN. 3.1 Spesifikasi Gas Alam Spesifikasi gas alam di battery limit adalah :Tabel 3.1 Spesifikasi Komposisi Gas Alam
KomponenCH4 C 2H6 C 3H8 i-C4H10 n-C4H10 i-C5H12 n-C5H12 C6 + CO2 N2
% mol85,86 6,324 3,896 0,844 0,914 0,295 0,187 0,107 0,740 0,828
Tabel 3.2. Kondisi Operasi Gas Alam
Tekanan Suhu LHV Berat mol Total S (sebagai H2S) 3.1.1 Kualitas Produk
18,3 kg/cm2 15,6 0C 8.941 kcal/NCM 19,659 25 ppm
1. Amoniak cair - NH3 - H2 O - Oil : min. 99,9 % berat : maks. 0,5 % berat : maks. 5 ppm berat
- Suhu :
Ke unit urea Ke unit ZA - Tekanan : Ke unit urea Ke unit ZA 2. Gas karbondioksida - CO2 - Inert
: 30 0C : 1 0C
Ke tangki penyimpanan : - 33 0C : 20 kg/cm2 : 4 kg/cm2
Ke tangki penyimpanan : 4,5 kg/cm2 : 99,7 % volume : 0,3 % volume : 35 0C
- Moisture : saturated - Suhu - Tekanan : 1,8 kg/cm23.1.2 Kebutuhan Energi
Untuk membuat tiap ton amoniak, diperlukan energi sebesar 7,04 Gcal (LHV) dengan rincian sebagai berikut : Natural gas : Imported power Exported steam - feed = 5,269 Gcal = 0,017 Gcal =0 ;- fuel = 1,754 Gcal
3.1.3 Kebutuhan Bahan Baku dan Utilitas
Untuk membuat tiap ton produk, dibutuhkan bahan baku ada utilitas dengan rincian sebagai berikut: Natural gas : - feed = 5,269 Gcal Electric power Cooling water Boiler feed water 3.2 Deskripsi Proses Amoniak dihasilkan dari reaksi antara H2 dan N2 dalam fase gas dengan rasio H2/N2 = 3. Gas H2 diperoleh dari reaksi gas bumi dengan steam, sedangkan N2 diperoleh dari udara bebas yang dimasukkan ke dalam sistem. Proses pembuatan amoniak terdiri dari beberapa tahap, yaitu: 1. Penyediaan gas sintesa = 6,90 KWh = 225,7 m3/jam = 0,77 ton/jam ;- fuel = 1,754 Gcal
2. 3. 4. 5.
Pemurnian gas sintesa Sintesa amoniak Tahap refrigerasi Purge gas recovery
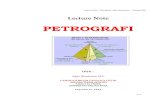
Gambaran secara umum dari proses pembuatan amoniak dapat dilihat dari blok diagram berikut :Stea Udara HP
NG
Desulfurizer
Primary Reformer
Secondary Reformer
WHBWHB
NG Fuel
Purge Gas
HTS LTS
PGRU HRURefrigerantH2
Ammonia Converetr
System
Syn Gas Compresso
Metanato
CO2 Removal
Ammonia Product
CO2 ProductGambar 3.1Diagram Blok Proses Produksi Amoniak
3.2.1 Tahap Penyediaan Gas Sintesa
Tahap penyedian gas sintesa terdiri dari beberapa bagian yaitu: 1. Gas Alam2 Pressure feed gas yang masuk diharapkan 18,3 kg/cm . Namun, feed gas belum bisa
dimasukkan ke tahap berikutnya yaitu desulfurisasi karena tekanan tersebut belum cukup sehingga perlu dinaikkan terlebih dahulu. Untuk menaikkan tekanan feed gas digunakan feed gas compressor yang digerakkan oleh steam turbine, single stage centrifugal compressor sehingga tekanan berubah dari 18,3 kg/cm2 menjadi 45,7 kg/cm2. 2. Desulfurisasi Desulfurisasi merupakan langkah terpenting dalam mengawali proses pembuatan amoniak karena setiap senyawa Sulfur (S) yang lolos akan mengakibatkan deaktivasi katalis
di bagian downstream. Pada umumnya, senyawa S yang masuk ke dalam bagian desulfurisasi mempunyai kadar 25 ppm sedangkan senyawa S yang masuk ke primary reformer sebaiknya mempunyai kadar < 0,5 ppm. Tipe dari fasilitas desulfurisasi tergantung dari bahan baku yang digunakan, jumlah, dan macam senyawa S yang ada. Senyawa S dibagi menjadi 2 tipe, yaitu reactive compound dan non reactive compound.Reactive compound dapat dihilangkan relatif mudah dengan menggunakan ZnO.Sedangkan non reactive compound harus dikonversikan dahulu menjadi H2S dengan reaksi katalitik. Senyawa S yang termasuk dalam reactive compound adalah hidrogen sulfida (H2S), merkaptan (R-SH), sulfida (R-S-R), dan disulfida (R-SS-R). Sedangkan senyawa S yang termasuk ke dalam non reactive compound adalah thiophen (R-S), di mana R dan R masing masing adalah radikal organik CH3, C2H5, C2H2, C4H4, C4H8, dan sebagainya. Feed natural gas untuk ammonia plant mengandung sulfur organik dimana sulfur merupakan racun terhadap reformer dan katalis shift converter. Penghilangan sulfur dapat dilakukan melalui dua tahap: 1. Pembentukan H2S menggunakan katalis cobalt molybdenum. CH3SH + H2 H2S + ZnO P = 40,6 kg/cm2
Co Mo
CH4 + H2S
H = -4.815 cal / mol (3.1)
2. Absorpsi H2S dengan adsorben Zinc Oxide ZnS + H2O H = -14.923 cal / mol(3.2) T = 621,1 0C = 8,5 m3 = 70,8 m3 = 4 tahun
Katalis : - Co-Mo (Cobalt Molybden) - ZnO - Life time
Bagian desulfurisasi terdiri dari preheat coil dan desulfurizer vessel.y Gas preheat coil :
Gas preheat coil terletak dalam convection section, berfungsi untuk memanaskan feed gas dari 103 C menjadi 350 399 C dengan pertukaran panas existing flue gas.y Desulfurizer vessel :
Desulfurizer vessel yang digunakan untuk kedua tahap sama dengan vertical vessel masing-masing berisi berisi 4,25 m katalis Co Mo dan 35,4 m Zinc Oxide. Pertama-tama, feed gas yang sudah dipanaskan mencapai 399oC di gas preheater coil dimasukkan ke bagian atas vessel desulfurisasi yang berisi katalis Co - Mo. Pada bagian tersebut, sulfur organik diuraikan dan dihidrogenasi menjadi hidrogen sulfida. Kemudian, feed gas dilanjutkan ke dalam vessel bagian bawah yang berisi Zinc Oxide untuk menyerap hidrogen sulfida yang
sudah terbentuk. Semakin banyak hidrogen sulfida yang terbentuk maka semakin banyak yang terserap Zinc Oxide sehingga semakin kecil kadar senyawa S yang keluar dari tahap desulfurisasi. Untuk meningkatkan efisiensi maksimum desulfurisasi Zinc Oxide, temperatur proses dapat dinaikkan. Pada suhu 450oC, tetapan kesetimbangan K akan naik menjadi dua kali lipat dibandingkan pada suhu 380oC. Sedangkan pada suhu ambient atau sekitar 30oC, kemampuan ZnO hanya sekitar 20% dari kemampuannya. Namun, dengan meningkatnya temperatur dapat memperbesar termal cracking komponen dalam feed gas. Oleh karena itu, temperatur sebaiknya dijaga pada suhu 350 - 400 oC. Kandungan senyawa sulfur yang nantinya keluar dari tahap desulfurisasi diharapkan lebih rendah dari 0,1 ppm. 3. Primary dan Secondary Reformer Primary reforming merupakan salah satu tahap dimana gas alam direaksikan dengan steam untuk menghasilkan CO dan H2 yang dilakukan pada tube katalis primary reformer yang berjumlah 224 buah.Sedangkan secondary reformer merupakan tahap dimana CH4 yang masih tersisa (sekitar 12 %) dari tahap primary reformer dirubah keseluruhan menjadi CO 2 dengan mereaksikannya dengan udara.Kebutuhan panas yang dibutuhkan pada secondary reformer dihasilkan dengan mereaksikan udara terutama O2 dengan H2. Selain CO2 dan H2, secondary reformer juga menghasilkan N2 yang dibutuhkan sebagai bahan baku pembuatan amoniak. Proses secondary reformer ini terjadi pada bejana tekan yang dilapisi batu tahan api. Secara umum, reaksi yang terjadi di dalam primary reformer adalah: CH4 + H2O Komposisi gas keluar : - Ar - N2 - CO-
CO + 3 H 2 (
= 0% = 0,58 % = 10,23 % = 39,8 kg/cm2
- CO2 = 11,26 % - CH4 = 12,17 % - H2 = 65,76 %
Kondisi operasi: Tekanan - Temperatur = 621 - 810 oC Parameter kontrol: - Perbandingan steam/gas alam - CH4 out Katalis : Nickel Lifetime = min 3.0 = 12,5 % = 23,88 m3 = 3 tahun
Q 298
! 49.270 cal
(3.3)
Sedangkan reaksi yang terjadi pada secondary reformer secara umum adalah:Q H2 + 1/2O2 H2O (H 298 ! 57.798 cal
(3.4) (3.5)
CH4 + 2H2 O Komposisi gas keluar : - Ar - CH4 - CO2 = 0,3 % = 0,33 % = 7,93 % = 34,2 kg/cm2
CO2 + 4H2 (
- CO = 13,83 % - N2 - H2 = 23,31 % = 54,31 %
Kondisi operasi: - Tekanan - Temperatur = 827 - 1100 oC Parameter kontrol: - CH4 out = 0,4 % Katalis : Nickel = 34,8 m3
Berdasarkan persamaan reaksi di atas dapat diketahui bahwa untuk menghasilkan gas dengan kadar CH4 yang kecil maka tekanan yang rendah akan lebih baik digunakan. Namun, tekanan yang rendah pada tahap ini tidak digunakan karena membutuhkan biaya yang lebih mahal untuk meningkatkan tekanannya kembali, memerlukan peralatan yang lebih besar untuk sejumlah syn gas tertentu, purifikasi gas lebih mudah jika dilakukan pada tekanan yang tinggi, sistem pemanfaatan panas akan lebih baik jika berada pada tekanan tinggi. Oleh karena itu, tekanan pada tahap ini dijaga cukup tinggi agar beban pada syn gas compressor tidak begitu besar. Selain tekanan, temperatur yang tinggi juga sangat baik dilakukan karena reaksi yang terjadi pada primary reformer maupun secondary reformer merupakan reaksi endotermis yang sangat kuat. Dengan tingginya temperatur, kandungan CH4akan turun (menjadi 12 %). Selain itu, kandungan CO2akan ikut turun pula. Dengan penurunan kandungan CO2 tersebut akan memperbanyak kandungan H2 di dalam primary reformer sehingga suhu sebaiknya dijaga antara 800 - 820 oC. Kenaikan temperatur juga dapat mengakibatkan turunnya kandungan CH4 pada outlet secondary reformer. Namun, temperatur outlet secondary reformer akan naik pula. Selain itu, tekanan HP steam drum akan naik, inert gas di syn loop akan turun, dan tekanan di syn loop juga ikut turun. Selain temperatur dan tekanan, jumlah steam yang dimasukkan juga mempengaruhi penurunan kandungan CH4.Penentuan jumlah steam yang digunakan pada primary reformer berdasarkan perbandingan mol steam dengan mol karbon dari gas alam.Rasio steam per karbon yang baik adalah 3.0 sampai 3.5.Kandungan steam yang terlalu rendah akan
Q 298
! 39.434 cal
menyebabkan terbentuknya karbon deposit. Mekanisme terbentuknya karbon deposit dapat dilihat pada reaksi dibawah ini:
(3.6) (3.7)(3.8)
Selain terbentuknya karbon deposit pada permukaan katalis, pengurangan rasio steam per karbon juga dapat mengakibatkan reaksi reforming dan reaksi shift akan bergeser ke arah kiri sehingga semakin banyak CH4 dan CO yang lolos. Dengan CO yang lolos semakin banyak pada HTS dan LTS, gas inert pada syn loop juga akan naik sehingga produksi akan turun. Pada secondary reformer, laju alir udara yang dimasukkan sangat mempengaruhi CH4 keluarannya. Semakin tinggi laju alir udara akan membuat produksi steam naik sehingga CH4 dikeluaran akan turun. Selain itu, gas inert di syn loop juga akan turun sehingga produksi amoniak akan meningkat. Namun, peningkatan tersebut akan mengakibatkan temperatur outlet secondary reformer naik. Kenaikan laju alir udara pada secondary reformer dibatasi dengan kandungan CH4 yang lolos dari secondary reformer minimal 0,2%. 4. CO Shift Converter Karbon yang dihasilkan pada tahap reforming terdapat dalam 3 bentuk yaitu CO, CO2 dan CH4. Karbon monoksida merupakan bentuk karbon yang tidak diinginkan pada proses pembuatan amoniak karena sifatnya yang beracun bagi katalis ammonia converter. Oleh karena itu, hampir semua karbon monoksida dirubah menjadi CO2 sambil menghasilkan H2. Proses merubah karbon dioksida menjadi karbon dioksida dilakukan dalam dua tahap. Tahap pertama adalah HTS (High Temperature Shift) dengan reaksi sebagai berikut:y HTS : mereaksikan CO dan steam menjadi CO2 pada suhu tinggi.
CO + H2 O P = 34,7 kg/cm2 T = 438,70C Katalis : - Fe = 79,5 m3 - Life time = 3 tahun
CO 2 + H2
(
Sedangkan tahap kedua adalah LTS (Low Temperature Shift) dengan reaksi sebagai berikut:y LTS : mereaksikan CO dan steam menjadi CO2 pada suhu rendah.
Q 298
! 9840 cal (3.9)
CO + H2 O P = 34,2 kg/cm2 T = 227,30C Katalis : - Cu = 79,5 m3 - Life time = 3 tahun
CO2 + H2 (
Tekanan operasi baik pada HTS maupun LTS tidak begitu mempengaruhi karena berdasarkan reaksi yang terjadi, jumlah mol reaktan sama dengan jumlah mol produk sehingga perubahan tekanan tidak akan mempengaruhi reaksi (sesuai dengan azas LeChatelier). Sedangkan temperatur sangat berpengaruh terhadap reaksi ini. Jika temperatur keluaran HTS masih jauh dari kesetimbangannya dan temperatur inlet dinaikkan akan mengakibatkan temperatur keluaran HTS naik, inert gas dari methanator akan turun, temperatur outlet methanator akan turun, dan CO yang lolos dari HTS dan LTS akan menurun. Namun, CO yang lolos harus dijaga sekitar 3,65 % dari HTS agar bisa dilanjutkan ke LTS dan methanator. Selain itu, temperatur juga dijaga pada 371 - 450 oC karena katalis yang digunakan adalah Fe yang memerlukan suhu tinggi agar lebih efisien.Katalis Fe dipilih karena murah, mempunyai kekuatan fisik yang tinggi dan tahan terhadap racun. Bila temperatur keluaran LTS masih jauh dari kesetimbangan dan temperatur inlet dinaikkan akan mengakibatkan CO keluaran LTS akan turun, CH4 keluaran methanator akan turun, gas inert di syn loop akan turun, temperatur keluaran methanator akan turun, produksi amoniak akan naik. Namun, CO yang lolos harus dijaga maksimal 0,4% agar methanator dapat digunakan oleh karena itu temperatur dijaga pada 203 - 245 oC. Katalis yang digunakan pada tahap LTS adalah Cu karena lebih aktif daripada besi pada suhu rendah (225oC).Namun, Cu memiliki beberapa kekurangan yaitu mudah rusak dan kehilangan reaktifitasnya pada suhu tinggi.Selain itu, Cu juga sangat mudah terkena racun dari senyawa S dan halogen. Berbeda dengan tahap reformer yang menggunakan katalis Ni, katalis pada tahap LTS tidak bisa pulih aktifitasnya setelah keracunan. Dibandingkan katalis HTS, katalis LTS lebih mahal.
3.2.2 Tahap Pemurnian Gas Sintesa Produk gas yang keluar dari LTS mengandung CO2, CO, H2 O, CH4, Ar, H2, dan N2.Sedangkan yang dibutuhkan untuk membentuk NH3 hanyalah H2 dan N2.Oleh karena itu, gas selain H2 dan N2 sedapat mungkin harus dihilangkan. Terutama gas CO dan CO harus 2
Q 298
! 9840 cal (3.10)
dihilangkan seminimal mungkin karena gas tersebut merupakan racun bagi katalis ammonia converter. Gas CH4 dan Ar tidak bisa dihilangkan (merupakan inert) tetapi hanya dapat dihindari akumulasinya dengan melakukan purging gas di loop. H2O dihilangkan atau dikurangi dengan cara kondensasi kemudian dipisahkan sebagai proses kondendat. Sedangkan gas CO dan CO2 dipisahkan dengan cara yang lebih sulit. Pemurnian gas dari CO dan CO2 dilakukan dengan 2 cara yaitu CO2 removal dan methanator.y
CO2 REMOVAL
Tahap CO2 removal terdiri dari 2 bagian yaitu CO2 absorption dan CO2 stripping. 1. CO2 absorption Pemisahan sejumlah besar CO2 dari gas proses dilakukan dengan absorpsi pada counter current flow dengan menggunakan larutan Benfield di CO2 absorber. Benfield merupakan larutan Potassium Karbonat yang mengandung diethanolamine dan corrosion inhibitor. Larutan Benfield kuat sekali dipakai untuk menyerap CO2 dari gas proses. Larutan Benfield terdiri dari komponen komponen :o Potassium Karbonat (K2CO3 25 30 % berat) o Diethanolamine (DEA) 3 5 % untuk menaikkan jumlah penyerapan dan untuk
mengatur target operasi 0,06 0,10 % CO2 keluar dari CO2 absorber.o Corrosion inhibitor 0,5 0,6 % (Vanadium Pentoxida) untuk membentuk lapisan
pelindung pada dinding dalam absorber dan bisa menurunkan corrosion pada pipapipa, vesel vesel dan pompa-pompa. Larutan Benfield digunakan sebagai agen penyerap CO2 dengan alasan :o Tingginya kecepatan reaksi, akibatnya memerlukan panas regenerasi yang
sedikit.o Media scrubbing yang tidak mudah menguap dan menjamin dapat ditiadakan
hilangnya H2 karena sedikit sekali kemungkinan kelarutan H2 pada larutan scrubber.o Sedikit/rendah modal dan biaya operasi.
Komponen komponen utama dalam tahap ini adalah: 1. Lean Solution Benfield Terdiri dari K2CO3 yang prosentasenya tertinggi, dan merupakan larutan yang sudah tergenerasi sempurna dan diperoleh dari CO2 stripper.Larutan ini dipergunakan untuk penyerapan CO2 yang terakhir di bagian puncak dari CO2 absorber. 2. Semi Lean Solution Benfield
Merupakan larutan yang sudah teregenerasi sebagian dan masih mengandung sedikit potassium bicarbonate (KHCO3). Larutan ini diperoleh dari CO2stripper
melalui flash tank dan dipergunakan untuk penyerapan sebagian besar CO di CO2 2 absorber. 3. Rich Solution Benfield Adalah larutan yang mengandung CO2 dari bottom CO2 absorber dan larutan ini terdiri dari KHCO3 yang persentasenya tinggi dan diregenerasi kembali di CO2 stripper. 4. CO2 Absorber Merupakan tower yang berpacking dengan tiga bed methalik packing yang digunakan untuk menaikkan kontak dengan baik antara raw sinthesys gas dengan aliran kebawah lean dan semi leansolution Benfield. Bahan bakupacking tersebut adalah carbon steel dan stainless steelslotted ring. Dibagian atas dari top bed terdapat sparger dari lean solution Benfield dan trough distribution.Diantara top bed dan midlle bed terdapat sprayer dari semi lean solution benfield dan redistributor solution, sedangkan sprayer dari gas inlet terletak di bagian bawah bed bottom.Level glass dan sistem alarmnya digunakan untuk mengatur level solution.Demisting pad dipergunakan untuk menangkap butiran air yang terikut gas keluar tower, dan alat ini terletak di bagian atas. Teori Operasi Raw synthesis gas dari LTS pada temperatur 70 C masuk CO2 absorber. Setelah melalui internal distributor yang posisinya diatas batas level normal operasi di bagian bottom, kemudian gas naik keatas melalui dua bed terbawah. Pada perjalanannya gas tersebut kontak dengan larutan semi lean yang sudah tergenerasi sebagian dan pada kontak pertama inilah sebagian besar CO2 diserap oleh larutan. Flow gas yang sebagian besar CO2 sudah terserap larutan terus naik ke atas melalui bed paling atas dan disini terjadi kontak dengan aliran lean solution yang turun kebawah. Pada kontak yang kedua inilah sebagian besar sisa-sisa CO2 diserap, gas keluar vessel pada 70 C dan selanjutnya masuk absorber KO Drum yang berfungsi untuk memisahkan larutan benfield yang terikut atau yang telah terbawa oleh aliran uap. Larutan dikeluarkan dari drum tersebut secara blowdown manual dan dikirim ke sewer pengumpul larutan benfield. Temperatur dari rich solution pada bottom CO2 absorber diharapkan adalah 116 C.
Penyerapan CO2 dilakukan dengan reaksi kimia yang melibatkan potasium carbonat dalam larutan untuk membentuk potasium bikarbonat dengan panas yang dihasilkan adalah 310 BTU/lb CO2. H2 O + K2CO3 + CO22 KHCO3 (3.11) Reaksi dilakukan pada 70 C dan tekanan 28 32 kg/cm2. Raw syntehsis gas keluar LTS sebelum masuk CO2 absorber mempunyai komposisi sebagai berikut : - CO2 = 18,87 % - CO - Ar = 0,3 % = 0,26 % - CH4 = 0,29 % - N2 - H2 = 20,54 % = 59,74 %0
Dan komposisi gas yang keluar dari absorber adalah sebagai berikut : - CO2 = 0,06 0,10 % - CO - Ar = 0,37 % = 0,32 % - CH4 = 0,36 % - N2 - H2 = 25,30 % = 73,59 %
CO2 yang keluar dari CO2 absorber diharapkan maksimal 0.17 % agar dapat dilanjutkan ke tahap methanasi. 2. CO2 strippping Stripping CO 2 merupakan cara menghilangkan atau melepaskan CO2 yang telah terserap oleh larutan benfield. Cara yang dilakukannya adalah: - Stripping steam - Penambahan panas - Penurunan tekanan Regenerasi terhadap larutan benfield penting sekali untuk mengaktifkan dan mensirkulasikan kembali larutan tersebut ke CO2 absorber. Reaksi regenerasi 2 KHCO3 K2CO3 + CO2 + H2O(3.12) Stripping CO2 dilakukan pada suhu s 100 130 0C dan tekanan 0,5 1 kg/cm2. Komponen komponen utama dalam tahap ini adalah: 1. CO2 stripper Terdiri dari 4 bed dengan packing logam Dua bed yang ditengah dianggap sebagai satu bed Bahan baku packing terdiri dari carbon stell dan stainless slot ring Dibagian atas dan bawah tiap-tiap bed ada distributor dari cairan/vapor
Dibagian bawah dari bed tengah dan bottom terdapat cawan tempat menampung jatuhnya cairan Dibagian top dari vessel diatas bed berisi tiga tray pencuci dan talang penangkap cairan yang terikut gas keluar Vessel bagian bottom terdiri dari sebuah ruangan yang luas yang dilengkapi dengan level glass dan system alarm Kolom tersebut dilindungi tehadap pressure yang berlebih dengan rapture disc SP-008 dan dari kekurangan pressure dengan vacuum breaker valve SP-009 A, 9B, 9D dan 9E. 2. Stripper feed flash drum Vessel berbentuk horisontal yang dilengkapi indikasi level dan control instrumentasi. Diatasnya terdapat tower berbentuk vertical yang berisi packing untuk menyerap gas CO2 dari gas-gas lain (CH4, H2, dll) dengan lean solution coumter current flow. 3. Semi lean solution flash tank drum berbentuk horisontal dengan empat internal compartement yang dibuat dengan pemasangan baffle under flow dan overflow secara seri. Tiap-tiap compartement dihubungkan dengan injector steam untuk menurunkan pressure uap diatas cairan/solution tersebut. 4. Lean solution/LP BFW Exchanger Exchanger ini mempunyai lean benfield solution pada sisi shell dan demineralized water dibagian tube. 5. CO2 stripper Condensate Reboiler Air pencuci dan CO2 stripper, dibagian shell side dari pemanasan ini menghasilkan stripping steam untuk CO2 stripper. 6. CO2 stripper Reboiler Lean solution dari CO2 stripper dibagian shell side dari CO2 stripper Reboiler dipanasi dengan process gas yang melalui tube side. Penambahan panas selanjutnya mengaktifkan kembali lean solution benfield. Vapor/steam dari CO2 stripper Reboiler juga sebagai sumber steam di CO2 stripper. Teori Operasi CO2 stripper
Condensate Reboiler dipanasi oleh process gas yang melalui tube side. Proses
Setelah terjadi kontak dengan raw synthesis gas pada absorber, maka larutan benfield yang kaya CO2 tersebut terkumpul di bagian bottom CO2 absorber. Larutan tersebut yang temperaturnya 116 C ditarik melalui control system yang flownya dilewatkan hidraulic turbine dimana larutan yang kaya CO2 itu dari CO2 absorber sebagian diregenerasi oleh expansi ke tekanan lebih rendah. Aliran larutan yang kaya CO2 tersebut kemudian dihilangkan gasnya (CH4 , H2, dan hidrokarbon lainnya) di striper feed flash drum. Gas gas tersebut kemudian mengalir ke fuel gas system. Flow rich solution mengalir ke CO2 stripper dibagian flash zone diatas middle bed. Rich solution masuk CO2 stripper pada temperatur 107 C, megalir kebawah melalui dua top bed dimana larutan tersebut akan bertemu dengan uap panas dari bagian bawah tower. Cairan yang sudah teregenerasi sebagian oleh uap panas, terkumpul di intermediate liquid trap out pan. Kira kira sejumlah 90% dari cairan tersebut ditarik dari cawan (pan) pada temperatur 122 C dan dikirim ke semi lean solution flash tank. Sebagian kecil larutan overflow ke intermediate pan dan didistribusikan kembali melalui bed bottom yang mengalir naik dari bagian bawah tower, uap panas melucuti (stripping) larutan terhadap sisa sisa CO2. Leansolution terkumpul pada the lower trap out pan dan mengalir secara gravitasi ke bagian shell side dari CO2 stripper reboiler. Di CO2 stripper reboiler, lean solution sebagian diuapkan oleh panas dari aliran LTS effluent dan kemudian kembali ke CO2 stripper di bawah lower trap out pan.Larutan dengan temperatur 126 C terkumpul di bagian bawah tower dan didinginkan 70 C pada saat larutan tersebut ditarik melalui sisi shell lean solution/LP BFW Exchanger oleh lean solution pump. Lean solution dipompa ke bagian top dari CO2 absorber. Sebagian besar larutan dikirim ke semi lean solution flash tank, mengalir melalui empat internal compartemant yang dipasang seri melalui under flow/overflow baffling. Steam dioperasikan oleh flash tank ejector yang pressurenya makin lama makin rendah pada tiap tiap compartement,
menyebabkan larutan di flash sebagian, sehingga terjadilah proses pendinginan dan selanjutnya regenerasi dari pada larutan. Pressure dari tiap tiap kompartement berturut turut 0,8; 0,7; 0,5; dan 0,4 kg/cm2. Larutan masuk pada temperatur 120 C dan keluar pada temperatur 111 C. Ejector ejector tersebut menarik uap hasil flashing dari tiap tipa compartement dan mengembalikannya ke CO2 stripper dibawah intermediate draw off pan. Larutan semi lean ditarik dari compartement terakhir oleh semi lean pumps dan dikembalikan ke CO2 absorber diantara top dan center. Setelah terpisah dari larutan benfield, produksi CO didinginkan 2 36C oleh kontak langsung packing bed dibagian top CO2 stripper. Aliran ini menyerap uap
air yang naik dari larutan carbonate yang masuk. Pelepasan atau pembebasan kembali CO2 dan flow stripping vapor naik keatas melalui packing bed atau air pencuci, meninggalkan CO2 stripper pada temperatur 35 C dan pressure 0,8 kg/cm2. Produk CO2Stripper : - CO2 = 99,71 % - CO - Ar = 0% = 0% - CH4 = 0 % - N2 - H2 = 0,02 % = 0,27 %
Secara ringkas, reaksi yang terjadi baik pada CO2 absorption maupun CO2 stripper adalah:y
Absorbsi:
K2CO3 + CO2 + H2O
2 KHCO3(3.13)
T = 70 0C, P = 33 kg/cm2 (kadar CO2 dalam gas 0,06%)y
Stripper
:
2 KHCO 3
K2CO3 + CO2 + H2O
(3.14)
T = 35 0C, P = 1,9 kg/cm2 (kadar CO2 yang dihasilkan kemurniannya 99,71 %)y
METHANATOR Setelah melewati shift converter dan CO2 removal, syn gas masih mengandung
sejumlah kecil CO dan CO2. Gas gas tersebut bila masuk ke dalam syn loop akan mengoksidasi katalis sehingga menjadi tidak aktif. Untuk menghindari hal hal tersebut, gas CO dan CO2 dikonversikan kembali menjadi CH4 yang bersifat inert terhadap katalis. Reaksi methanasi yang terjadi adalah : CO + 3 H2 CO2 + 4 H2 CH4 + H2O + panas (3.15) CH4 + 2 H2O + panas (3.16)
Panas reaksi (4.15) adalah 88,6 x 103 BTU/lb mol CO, sedangkan reaksi (3.16) sebesar 70,9 x 103 BTU/lb mol CO2. Reaksi tersebut sangat eksotermis, oleh sebab itu kenaikan CO dan CO2 sedikit saja dapat menaikkan suhu dengan cepat.Katalis yang digunakan adalah Ni.Sedangkan, reaksi dilakukan pada suhu 315 0C dan tekanan 32 kg/cm2. Methanator menghasikan gas sintesa dengan kadar CO dan CO2 kurang dari 10 ppm. Dan komposisi gas yang keluar dari methanator adalah sebagai berikut : - CO2 = 0 % - CO = 0 % - Ar = 0,32 % - CH4 = 0,80 % - N2 - H2 = 26,65 % = 73,23 %
3.2.3 Tahap Sintesa Amoniak
Pembuatan amoniak dari H2 dan N2 dengan katalis Fe2 O5 sudah digunakan secara komersial sejak lebih dari 60 tahun. Persamaan reaksinya adalah sebagai berikut : N2 + 3 H22 NH3 + panas (
Reaksi berlangsung pada suhu 500 550 0C dan tekanan 179 kg/cm2. Sebelum masuk syn loop, gas sintesa didinginkan sampai dengan suhu 37 0C sambil mengembunkan sebagian kecil uap air. Gas dengan suhu 37 0C ditekan di syn gas compressor tingkat I sampai tekanan 57, 6 kg/cm2, kemudian dinaikkan menjadi 102 kg/cm2. Selama pendinginan di tingkat I, sebagian besar H2O mengembun dan sisanya dilewatkan di Moleular Sieve Dryer yang sekaligus bisa menyerap CO2 sehingga keluar dari tingkat I, jumlah H2 O dan CO2 kurang dari 1 ppm volume. Kemudian, gas ditekan di tingkat II sehingga mencapai tekanan 179 kg/cm2 dan bercampur dengan aliran recycle dan masuk ke dalam converter (horizontal type). Gas keluar dari converter pada suhu 459 0 C setelah mengalami pendinginan dengan BFW, feed gas masuk ke dalaam cooling water dan akhirnya didinginkan dan diembunkan lebih lanjut di NH3 Unitized Chiller. Sejumlah kecil dari gas yang direcycle ditarik ke purge gas recovery untuk mencegah akumulasi inert di loop dan merecover sisa NH3 di purge gas. Secara ringkas, proses yang terjadi pada tahap sintesa amoniak adalah: a. Synthesis Gas Compressor Pin = 32 kg/cm2 Tin = 37 0C Pout = 178 kg/cm2 Tout = 232,10C b. Amoniak Synthesis Converter meraksikan H2 dan N2 menjadi NH3
N2 + 3H2 P = 185 kg/cm2 T = 530 0C Katalis :
2NH3
(
- Fe = 77 m3 - Life time : 5 - 10 tahun
Q 298
! 11.040 cal (3.17)
Q 298
! 11 .040 cal (3.18)
3.2.4 Tahap Refrigerasi
Pada tahap refrigerasi terdapat empat tingkat sistem refrigerasi NH3 ysng menyediakan refrigerasi untuk mengkondensasi NH3 di syn loop, secondary NH3 dari vent gas dan purge gas akan mendinginkan MUG untuk menurunkan sejumlah H2 O dari gas sintesa. Sistem ini beroperasi pada 4 macam level suhu yang berbeda, yaitu 13 0C, - 1 0C, - 12 0C, dan 330
C serta terdiri dari kompressor, refrigerant condenser, evaporator, dan flash drum. Terdapat beberapa pengendalian proses yang mempengaruhi kerja sistem refrijerasi,
diantaranya adalah: tekanan sistem terlalu tinggi yang disebabkan oleh beban kompressor yang rendah, dikendalikan dengan menaikkan bebannya. tekanan sistem terlalu tinggi yang disebabkan oleh akumulasi gas inert, dikendalikan dengan menambah pembuangan gas inert pada 109-F. tekanan sistem terlalu tinggi yang disebabkan oleh kurangnya pendinginan di kondenser amoniak, dikendalikan dengan mengatur flow dan temperatur inlet pendingin. Kondensasi amoniak kurang sempurna yang disebabkan oleh sistem pendingin yang kurang sempurna atau terjadinya akumulasi gas inert. Tekanan dan kecepatan kompressor hunting yang dapat dindikasikan terjadinya surging.3.2.5 Purge Gas Recovery Unit (PGRU)
Gas gas yang berasal dari HP purge gas dikirim ke HP purge gas scrubber sedangkan flash gas dari NH3 receiver dan sebagainya dikirim ke LP purge gas scrubber. Di dalam kedua scrubber tersebut, NH3 diserap dengan air. Dari HP absorber, gas dari puncak dikirim ke separator di mana sebagian besar H 2 dan N2 dapat direcover dan digunakan kembali sebagai make up gas ke syn loop. Gas dari puncak LP absorber dan sisa off gas dari hidrogen recovery unit (HRU) direcover dan digunakan kembali sebagai bahan bakar di Primary Reformer. Gabungan larutan dari scrubber dibawa ke striiper di bagian bawah reflux NH . 3 reflux NH3 diperoleh dari sistem refrigerasi. Sebagai media stripping dipakai MPS.Uap NH3 yang dihasilkan di puncak stripper dialirkan ke refrigeration condenser dan diembunkan serta direcover sebagai produk.
BAB IV UNIT UREA
4.1 Unit Produksi Pupuk Urea Proses yang digunakan adalah Aces Process dari TEC Tokyo, Jepang dengan kapasitas produksi sebesar 460.000 ton/tahun (urea butiran).Bahan baku yang digunakan antara lain: 1. Ammonia Cair - Kadar NH3 - H2 O - Suhu - Tekanan = 99,5 % = 0,5 % = 19,30C = 20 kg/cm2
2. Karbondioksida gas - Kadar CO2 - Hidrogen - H2 O - Tekanan/Suhu = 99 % = 0,8 % = saturated = 1 kg/cm2 dan 35 0C
4.2Proses Produksi Urea 4.2.1 Tahap Sintesis Tahap ini terdiri dari CO2 Compressor (GB101), Ammonia Feed Pump (GA101A, B), Carbamate Feed Pump (GA102A, B), Ammonia Preheater (EA103), Reactor (DC101), No. 1 Carbamate Condenser (EA101), No. 2 Carbamate Condenser (EA102), Scrubber (DA102), Ammonia Reservoir (FA105), Ammonia Bypass Cooler (EA105), dan Ammonia Boost-Up Pump (GA103A, B). Make-upliquid ammonia pada tekanan 20 kg/cm2 G dan temperatur 30oC memasuki Urea Plant dan dimasukkan ke dalam Ammonia Reservoir (FA105). Tekanan ammonia cair dari Ammonia Reservoir (FA105) dinaikkan hingga 25 kg/cm2 G oleh Ammonia Boost-Up Pump (GA103A, B). Kemudian, ammonia dipompa hingga tekanan 180 kg/cm2 G dan dialirkan ke Reactor (DC101) melewati Ammonia Preheater (EA103) oleh Ammonia Feed Pump (GA101A, B). Pompa yang digunakan adalah jenis centrifugal dan digerakkan dengan steam turbin. Aliran ammonia ke reaktor diatur oleh
flow control valve. Ammonia Preheater (EA103) memanaskan ammonia sebelum masuk Reactor (DC101) dengan mengambil panas dari steam condensate. Make-up CO2 pada tekanan 0.8 kg/cm2 G dan temperatur 35oC memasuki Urea Plant dan dimasukkan ke dalam First Stage Suction Separator (FA111). Di dalam First Stage Suction Separator (FA111), air dipisahkan dari gas CO2. Gas CO2 dari First Stage Suction Separator (FA111) dimampatkan hingga tekanan 185 kg/cm2 G oleh CO2Compressor (GB101) jenis centrifugal yang digerakkan oleh steam turbin dan sebagian besar gas CO 2 dialirkan ke bagian bawah Stripper (DA101) untuk CO2stripping. Anti corrosion air untuk synthesis loop juga dialirkan oleh CO2Compressor.Udara dimasukkan pada bagian suction CO2Compressor. Jumlah udara yang dimasukkan diatur oleh flow controller. Laju alir diatur supaya kandunganO2 di dalamCO2 antara 0.45 0.55% volume. Larutan carbamate recycle yang berasal dari Tahap Recovery dipompa hingga 185 kg/cm G oleh Carbamate Feed Pump (GA102A, B) dan dialirkan ke Scrubber (DA102) dan No. 2 Carbamate Condenser (EA102). Carbamate Feed Pump (GA102A, B) adalah pompa jenis centrifugal dan digerakkan oleh steam turbin. Reactor (DC101) dioperasikan pada tekanan 175 kg/cm2 G, temperatur 190oC, dan ratio molar NH3/CO2 4 yang diatur oleh laju alir ammonia cair. Reactor (DC101) berupa menara vertikal dengan 9 internal baffle plate untuk menghindari back mixing dan dinding bagian dalamnya dilapisi dengan 316L stainless steel urea grade. Tekanan operasi Stripper (DA101), No. 1 dan No. 2 Carbamate Condenser (EA101 dan EA102), dan Scrubber (DA102) pada dasarnya sama dengan Reactor (DC101). Urea dihasilkan melalui reaksi yang sangat eksotermis dari ammonia dan karbon dioksida untuk membentuk ammonium carbamate yang diikuti dengan dehidrasi endotermis ammonium carbamate untuk membentuk urea. Reaksi kimia yang berlangsung di dalam Reactor adalah sebagai berikut: Pembentukan Carbamate 2NH3 + CO2 Dehidrasi NH2COONH4 Reaksi bersifat reversible. NH2CONH2 + H2O + 5,000 Cal/mole NH2COONH4 38,000 Cal/mole2
Urea, setelah mencapai konversi CO2 68%, mengalir melalui pipa yang ada di bagian bawah Reactor (DC101) dan dialirkan ke Stripper (DA101) melewati control valve dimana laju alir diatur untuk mempertahankan ketinggian cairan di dalam Reactor (DC101). Ketinggian cairan di dalam Reactor (DC101) dijaga minimal satu meter di atas overflow line untuk mencegah aliran balik CO2 dari Stripper (DA101). Pada bagian atas Stripper (DA101), urea dari Reactor (DC101) kontak dengan separated gas dari bagian bawah melewati sieve tray dimana komposisi larutan diatur secara adiabatic sesuai dengan CO2stripping yang efektif. Pada bagian bawah Stripper (DA101), ammonium carbamate dan ammonia berlebih yang terkandung dalam urea dipisahkan oleh CO2 stripping dan steam yang berfungsi sebagai pemanas pada heater jenis falling film.Steam bertekanan 20 kg/cm2 G yang dijenuhkan di dalam Saturation Drum (FA102) dialirkan mengelilingi tube untuk menyediakan panas yang diperlukan. Tekanan steam diatur oleh pressure controllerSaturation Drum sehingga larutan yang meninggalkan Stripper mengandung 12.5-14.5% berat ammonia. Kondisi operasi Stripper (DA101) adalah 175 kg/cm2 G dan 175-180 oC.Overhead gas dialirkan ke No. 1 dan No. 2 Carbamate Condensers (EA101 dan EA102).Setelah CO2stripping, larutan dialirkan ke Tahap Pemurnian. Larutan carbamate recycle dialirkan ke bagian atas Scrubber (DA102) dan No. 2 Carbamate Condenser (EA102). Condensate dari Saturation Drum (FA102) dialirkan ke Steam Drum
(FA103).Condensate mengalir melewati Steam Drum (FA103) dan bagian shell No. 1 Carbamate Condenser (EA101) untuk menghasilkan steam bertekanan 5 kg/cm2 G.Steam yang dihasilkan pada No. 1 Carbamate Condenser dialirkan kembali ke Steam Drum (FA103) bersama dengan condensate dimana steam dipisahkan. Di dalam Carbamate Condensers (EA101 dan EA102), overhead gas dari Stripper (DA101) dicampurkan dengan larutan carbamate recycle di bagian atas kemudian dialirkan sepanjang tube hingga terkondensasi. Panas kondensasi dan panas absorpsi yang dihasilkan digunakan untuk menghasilkan saturated steam bertekanan 5 kg/cm2 G di No. 1 Carbamate Condenser (EA101) dan untuk memanaskan urea yang keluar dari Stripper di No. 2 Carbamate Condenser (EA102). Laju alir gas yang menuju No. 2 Carbamate Condenser diatur untuk memanaskan larutan urea dari Stripper (DA101) hingga 155 oC.Condenser dioperasikan pada tekanan 175 kg/cm2 G dan temperatur 176oC. Baik gas maupun larutan dari bagian bawah Carbamate Condenser dialirkan ke bagian bawah Reactor (DC101).
Merubah tekanan steam pada Steam Drum (FA103) akan merubah titik didih di bagian shell No. 1 Carbamate Condenser (EA101). Oleh karena itu, perbedaan temperatur di antara bagian tube dan shell mempengaruhi jumlah panas yang berpindah di sepanjang tube dan reaksi carbamate di dalam tube. Gas yang tidak bereaksi dan tidak terkondensasi akan bereaksi dengan ammonia di dalam Reactor (DC101) untuk menyediakan panas yang diperlukan untuk reaksi pembuatan urea. Tekanan steam diatur agar temperatur pada bagian atas Reactor (DC101) 188 oC190 oC. Gas yang keluar pada bagian atas Reactor (DC101), yang mengandung sejumlah kecil ammonia dan CO2, dialirkan ke Scrubber (DA102) yang dioperasikan pada tekanan 175 kg/cm2 G dan 175oC untuk recovery. Di dalam Scrubber, 45%-50% ammonia dan CO2 diperoleh kembali dengan menggunakan larutan carbamate recycle sebagai absorbent yang kemudian dialirkan ke No. 1 Carbamate Condenser (EA101). Gas yang keluar pada bagian atas Scrubber dialirkan ke HP Decomposer (DA201) untuk recovery ammonia dan CO2.Sebagian gas yang keluar pada bagian atas Scrubber (DA102) dialirkan ke bagian shell No. 2 Carbamate Condenser (EA102) dan HP Decomposer (DA201) falling film heater untuk pasivasi.
4.2.2 Tahap Pemurnian Tahap ini terdiri dari HP Decomposer (DA201), LP Decomposer (DA202), Flash Separator (FA205), Urea Solution Tank (FA201), dan Urea Solution Pump (GA201A, B). Urea yang dihasilkan pada Tahap Sintesis dialirkan ke Tahap Pemurnian dimana ammonium carbamate dan ammonia berlebih yang terkandung di dalam urea dipisahkan dari urea dalam bentuk gas melalui reduksi tekanan dan pemanasan di dalam HP Decomposer (DA201) dan LP Decomposer (DA202). Urea dimurnikan hingga konsentrasi 70% berat dengan residual ammonia sekitar 0.4% berat dan dialirkan ke Tahap Pemekatan. Overhead gas dari decomposer-decomposer ini dikondensasikan dan diabsorbsi di dalam absorber pada Tahap Recovery. Tekanan urea diturunkan dari 175 kg/cm2 G menjadi 17.5 kg/cm2G kemudian dipanaskan hingga temperatur 155oC di dalam No. 2 Carbamate Condenser (EA102) sebelum dialirkan ke HP Decomposer (DA201). Urea yang telah dipanaskan memasuki bagian atas HP Decomposer (DA201) dimana gas dipisahkan dan urea mengalir ke falling film heater. Di dalam falling film heater, larutan selanjutnya dipanaskan oleh steam condensate.Temperatur larutan diatur pada 158oC dan ketinggian cairan di bagian bawah diatur oleh level controller.Falling film heatermengurangi
residence time larutan di dalam heater sehingga mengurangi pembentukan biuret dan2 hidrolisis urea. Tekanan diatur pada 175 kg/cm G oleh pressure controller di bagian atas
Washing Column (DA401). Sebagian kecil gas dari Scrubber (DA102) dialirkan ke falling film heater untuk pasivasi. Overhead gas dari HP Decomposer (DA201) mengalir ke HP Absorber (EA401). Larutan yang keluar pada bagian bawah HP Decomposer (DA201), yang mengandung 6.9% berat residual ammonia dan 2.9% berat CO2, mengalir ke bagian atas LP Decomposer (DA202). Urea, setelah sebagian besar ammonium carbamate dipisahkan di dalam HP Decomposer (DA201), dialirkan ke LP Decomposer (DA202) yang dioperasikan pada tekanan tereduksi 2.5 kg/cm2 dan temperatur 123oC dimana larutan selanjutnya dimurnikan hingga kandungan residual ammonia dan CO2 0.5% berat dan 0.4% berat. LP Decomposer (DA202) terdiri dari 4 sieve tray, falling film heater, dan packed bed. Di sieve tray, gas bertemperatur tinggi dari falling film heater dan Process Condensate Stripper (DA501) kontak dengan cairan yang bergerak ke bawah. Panas sensible gas dan panas kondensasi uap air digunakan untuk menguapkan ammonia berlebih dan memisahkan ammonium carbamate. Melalui proses ini, penguapan air dikurangi untuk menjaga kandungan air minimum dalam larutan carbamate recycle sehingga konsumsi steam menjadi lebih sedikit. Kemudian, larutan dipanaskan di dalam falling film heater oleh LP steam.Temperatur di bagian tengah LP Decomposer (DA202) diatur oleh temperature controller. Gas CO2 untuk ammonia stripping dimasukkan dari CO2 compressor inter stage ke bagian bawah packed bed. Di sana, ammonia yang tersisa di dalam larutan dipisahkan oleh gas CO2. Ketinggian zat cair di bagian bawah diatur oleh level controller.Gas yang dipisahkan di dalam LP Decomposer (DA202) dialirkan ke LP Absorber (EA402). Tekanan diatur pada 2.3 kg/cm2 G oleh pressure controller di bagian atas LP Absorber. Urea, setelah melewati proses pemisahan gas di LP Decomposer (DA202), dialirkan ke Urea Solution Tank (FA201) melalui Flash Separator (FA205). Sejumlah kecil ammonia dan karbon dioksida yang masih tersisa dipisahkan dengan cara reduksi tekanan. Tekanan di dalam Flash Separator (FA205) diatur pada -0.45 kg/cm2 G oleh control valve di aliran gas keluar Flash Gas Condenser (EA506). Overhead gas dari Flash Separator (FA205) dikondensasikan di dalam Flash Gas Condenser (EA506) dan condensate diolah di dalam Process Condensate Stripper (DA501) bersama dengan condensate dari vacuum generation system.
Urea yang keluar dari Urea Solution Tank (FA201) mengandung 70% berat urea dan 0.4% berat ammonia.
4.2.3 Tahap Pemekatan Tahap ini terdiri Vacuum Concentrator (FA202A, B), Urea Solution Circulation Pump (GA202A, B), Urea Solution Feed Pump (GA203A, B), Urea Solution Heater (EA203), Heater untuk FA202 (EA201), Final Concentrator (EA202), Final Separator (FA203), dan Molten Urea Pump (GA204A, B). Setelah ammonia yang tidak terkonversi dan CO2 dipisahkan dari urea pada Tahap Pemurnian, urea dipekatkan hingga konsentrasi 99.7% berat pada Tahap Pemekatan sebelum dialirkan ke Prilling Tower (IA301). Vacuum Concentrator (FA202A, B) terdiri dari bagian atas dan bagian bawah. Urea dari Tahap Pemurnian pertama kali dialirkan ke bagian bawah Vacuum Concentrator (FA202B) yang dioperasikan pada tekanan 150 mmHg dan temperatur 77o untuk pemekatan hingga 84% berat urea. Panas yang diperlukan untuk penguapan H2 O diperoleh melalui recovery panas absorpsi dan kondensasi gas ammonia dan CO2 di dalam HP Absorber (EA401A, B). Urea dengan konsentrasi 84% berat yang meninggalkan bagian bawah Vacuum Concentrate (FA202B) dipanaskan hingga sekitar 95oC di dalam Urea Solution Heater (EA203) dengan mengambil panas dari steam condensate. Urea selanjutnya dipanaskan hingga 132 oC di dalam Heater untuk FA202 (EA201) oleh steam bertekanan 3.0 kg/cm2 G kemudian dialirkan ke bagian atas Vacuum Concentrator (FA202A) di mana air yang diuapkan dipisahkan dari urea. Konsentrasi urea di dalam larutan yang meninggalkan Vacuum Concentrator (FA202A) adalah 97.5% berat.Pada bagian akhir dari tahap ini, urea yang telah dipekatkan dipanaskan hingga 138oC di dalam Final Concentrator (EA202) oleh steam bertekanan 4.0 kg/cm2G dan dialirkan ke Final Separator (FA203). Setelah urea dipekatkan hingga 99.7% berat urea pada tekanan 25 mmHg di dalam Final Separator (FA203), urea dipompa ke bagian atas Prilling Tower oleh Molten Urea Pump (GA204A, B). Uap air yang dipisahkan di dalam Final Separator (FA203) diolah di Tahap Pengolahan Process Condensate.
4.2.4 Tahap Prilling
Molten urea yang dipekatkan hingga 99.7% berat urea pada Tahap Pemekatan dispray, didinginkan, dan dibentuk menjadi padat untuk menghasilkan prilled urea di dalam Prilling Tower. Tahap ini terdiri Air Heater untuk Fluidizing Cooler (EC301), Head Tank (FA301), Distributor (FJ301A-I), Strainer (FD301), Fluidizing Cooler (FD302), Prilling Tower (IA301), Trommel (FD303), Packed Bed untuk Dust Recovery (FD304), Blower untuk Fluidizing Cooler (GB302), Induced Fan untuk Prilling Tower (GB301A-D), Circulation Pump untuk Dust Recovery (GA302A, B), dan Dust Chamber (FC301). Prilling Tower memiliki tinggi 52 meter dan diameter bagian dalam 13.1 meter. Udara pendingin dimasukkan melalui lubang di dasar Tower dan mengalir ke bagian atas Tower sebelum.dikeluarkan oleh empat Induced Fan (GB301A-D) yang terdapat di bagian atas Tower. Sistem pembuangan debu terdapat di bagian atas PrillingTower untuk merecovery debu urea di dalam udara pendingin. Molten urea dengan konsentrasi 99.7% berat bergerak menuruni Prilling Tower dalam bentuk droplet setelah melewati Strainer (FD301) dan Head Tank (FA301) di bagian atas Tower dan keluar melalui Distributor (FJ301) jenis Accoustic Granulator. Untuk menjaga agar pembentukan biuret minimum, sistem harus dirancang dan dioperasikan sehingga mempertahankan temperatur molten urea sedikit di atas titik lebur urea (132.7oC) dan juga untuk menjaga agar residence time sesingkat mungkin. Molten urea dari Head Tank (FA301) didistribusikan dalam jumlah yang sama ke Distributor (FJ301A-I). Pada saat bergerak menuruni Tower, urea droplet kontak dengan udara yang bergerak naik, didinginkan dan dibentuk menjadi padat sebelum mencapai Fluidizing Cooler (FD302) di dasar Tower.Urea prill didinginkan sepenuhnya oleh udara dingin yang dimasukkan ke fluidizing bed pada Fluidizing Cooler. Prill dikumpulkan dan didinginkan di Fluidizing Cooler (FD302) serta overflow ke dalam Trommel (FD303) yang memisahkan prill yang terlalu besar dari produk. Urea yang terlalu besar ini dilarutkan dengan larutan dari Dust Chamber (FC302) di dalam Dissolving Tank (FA303).Urea prill yang dihasilkan dialirkan ke Belt Scale (JF301) dimana urea product ditimbang dan dibawa ke Battery Limit. Udara panas yang mengandung debu urea dari Prilling Tower diolah di Dust Recovery System yang terletak di bagian atas Tower.Kemudian, udara dibuang ke atmosfir melalui Induced Fan (GB301A-D).Circulation Pump untuk Dust Recovery (GA302A, B) ditempatkan di bagian atas Tower untuk mengalirkan urea dari sump ke Packed Bed untuk Dust Recovery (FD304). Konsentrasi urea dijaga pada 20% berat dengan mengatur jumlah
feed water. Overflow pipe ke Dissolving Tank (FA303) berfungsi untuk menjaga ketinggian larutan di sump.
4.2.5 Tahap Recovery Tahap ini terdiri dari LP Absorber (EA402), HP Absorber (EA401A dan EA401B), Washing Column (DA401), HP Absorbent Pump (GA402A dan GA402B), Carbamate BoostUp Pump (GA401A dan GA401B), Carbonate Solution Tank (FA401), dan Carbonate Solution Pump (GA403). Pada tahap ini, campuran gas-gas NH3-CO2-H2 O dari decomposers diabsorbsi di dalam absorber oleh lean urea solution dan direcycle kembali ke Reactor (DC101).Inert gas yang mengandung sejumlah kecil ammonia dialirkan ke Washing Column (DA401) untuk dilepaskan ke udara. Gas-gas dari LP Decomposer (DA202) dikondensasikan dan diabsorbsi di dalam LP Absorber (EA402), yang dibubble ke dalam larutan absorbent melalui sparger pipe yang terdapat di bagian bawah absorber shell. Larutan recycle dari LP Absorber (EA402) dipompa oleh HP Absorbent Pump (GA402A, B) ke packed bed di bagian bawah Washing Column (DA401). Laju alir larutan recycle diukur dengan flow indicator. Di dalam HP Absorber (EA401A, B) dan Washing Column (DA401), semua gas dari HP Decomposer (DA201) diabsorbsi ke dalam larutan recycle dari LP Absorber (EA402). Proses absorbsi ini dicapai dalam tiga tahap berikut. Pertama, gas dari HP Decomposer (DA201) dibubble melalui sparger pipe di dalam cooler HP Absorber bawah (EA401B) dimana hampir 75% gas diabsorbsi. Kedua, gas dari cooler HP Absorber bawah (EA401B) didinginkan di bagian bawah dan mengalir ke atas melalui packed column dimana 23% gas yang masih tersisa diabsorbsi ke dalam campuran dari larutan HP Absorber. Ketiga, inert gas dari HP Absorber (EA401A, B) dialirkan ke Washing Column.Washing Column terdiri dari bagian bawah dan bagian atas.Di bagian bawah Washing Column, gas NH3 dan CO2 diabsorbsi oleh larutan LP Absorber. Di bagian atas Washing Column, gas NH3 dan CO2 diabsorbsi oleh process condensate dari process condensate tank. Temperatur coolerHP Absorber atas (EA401A) diatur pada 91oC. Temperatur coolerHP Absorber bawah (EA401B) diatur pada 108oC oleh TRC402 yang mengatur laju alir cooling water melalui urea yang dialirkan dari Vacuum Concentrator (FA202) dan melalui aliran hot water dari Hot Water Tank (FA204). Hampir 46% panas pembentukan ammonium carbamate di dalam cooler diserap dengan mengalirkan larutan urea untuk menyediakan panas yang diperlukan untuk penguapan
air di dalam Vacuum Concentrator (FA202). Sekitar 6% panas diserap oleh hot water untuk jacketing. 48% panas yang masih tersisa diserap oleh cooling water.Ketinggian di dalam HP Absorber (EA401) diatur oleh LRC401.Konsentrasi karbon dioksida di dalam larutan harus dijaga pada 39% dengan mengatur laju alir larutan ke Tahap Sintesis. Larutan carbamate yang terbentuk di dalam HP Absorber (EA401) dipompa ke atas oleh Carbamate Boost-Up Pump (GA401A, B) kemudian direcycle ke No. 1 dan No. 2 Carbamate Condensers (EA101, EA102) oleh Carbamate Feed Pump (GA102A, B).Laju alir larutan carbamate ke condenser diatur oleh FIC.
4.2.6 Tahap Pengolahan Process Condensate (Process Condensate Treatment) Tahap ini bertujuan untuk mengurangi polusi.Pollutant utama dari urea plant adalah ammonia dan urea. Sebagian besar air yang diuapkan pada Tahap Pemekatan mengandung urea mist, ammonia, dan karbon dioksida dalam jumlah yang sangat kecil. Uap air ini dikondensasikan di dalam surface condenser.Sebagian kondensat digunakan sebagai absorbent pada Tahap Recovery dan sisanya diolah pada Tahap Pengolahan Process Condensate. Uap air yang diuapkan pada Tahap Pemekatan dikondensasikan oleh Surface Condensers (EA501 hingga EA503) di dalam Vacuum Generation System bersama dengan urea mist, gas-gas ammonia, dan CO2 yang terikut menjadi process condensate. Kemudian, process condensate dialirkan ke Process Condensate Stripper (DA501) dan Urea Hydrolyzer (DA502).Process condensate dialirkan ke bagian atas Process Condensate Stripper (DA501) oleh Process Condensate Pump (GA501A, B).Process Condensate Stripper (DA501) memiliki internal sieve tray dan dioperasikan pada 3 kg/cm2 G.Process Condensate Stripper (DA501) dipanaskan oleh steam yang dimasukkan ke bagian bawah. Ammonia yang terkandung di dalam process condensate dipisahkan melalui steam heating dan sejumlah kecil urea yang terkandung di dalam process condensate diuraikan melalui proses hidrolisis. Kondensat yang telah bebas dari ammonia selanjutnya diolah di dalam Urea Hydrolyzer dan bagian bawah Process Condensate Stripper.Overhead gas dialirkan ke LP Decomposer (DA202) untuk recovery ammonia dan CO2. Larutan dari stage paling bawah di bagian atas Process Condensate Stripper yang mengandung sekitar 5,000 ppm urea dialirkan ke Urea Hydrolyzer melalui preheater untuk menghidrolisis urea menjadi ammonia dan karbon dioksida NH2CONH2 + H2Oo
2NH3 + CO2
Kondisi operasi Urea Hydrolyzer adalah 200 C, 18 kg/cm2 G dan residence time 35 menit.
Clean process condensate mengandung residual urea dan ammonia kurang dari 5 ppm. Clean process condensate dialirkan ke Water Treatment Facility untuk digunakan sebagai boiler feed water. Gas-gas ammonia dan CO2 yang dipisahkan dari process condensate melalui proses stripping direcycle ke LP Decomposer (DA202) untuk recovery. Jumlah clean process condensate yang dialirkan keluar Process Condensate Stripper sebesar 28 T/H dan 10.9 T/H condensate dialirkan ke Dust Chamber pada bagian atas Prilling Tower sebagai make-up water (laju alir make-up water yang diperlukan dipengaruhi oleh temperatur atmospheric dan humidity).
4.2.7 Unit Pengolahan Air (Water Treatment Unit) Steam condensate dari processheater dan Turbine Condenser (EA104) is polished by Unit Pengolahan Air bersama-sama dengan process condensate dari Process Condensate Stripper (DA501). Condensate didinginkan hingga 50oC di dalam Condensate Cooler (EA801). Kemudian, condensate dialirkan ke Polisher Unit (CP801) dimana condensateis polished. Polished water dipompa ke atas untuk dialirkan ke service unit. Polisher diregenerasi oleh caustic soda dan sulfuric acid.Waste water yang terbentuk melalui regenerasi polisher dinetralkan di dalam Neutralization Pond (AD801) dan dialirkan ke Battery Limit.
BABV UNIT ZA I/III, ASP dan CO2
5.1
Unit Produksi Pupuk ZA I dan ZA III ZA ( zwavelzuur Amonium ) merupakan salah satu jenis pupuk dengan rumus kimia
(NH4)2SO4 atau biasanya disebut dengan ammonium sulfat. Amonium sulfat bila dalam keaadan murni berwarna putih garam dengan bentuk kristal. Namun dalam perdagangannya, ammonium sulfat berwarna putih dan tergantung pada impurity yang terkandung di dalamnya, kelabu, kemerah merahan, kekuning kuningan biru tua ataubahkan kadang berwarna semu ammonium sulfat karena adanya kandungan H2SO4 bebas, garam garam mineral dan uap air. Dalam penggunaan ammonium sulfat sebagai pupuk, kadar yang terpenting adalah kandungan N2 yang menurut teori harusnya 21,23 % sedangkan dalam perdagangan biasanya kandungannya sekitar 20 21% nitrogen. Sedangkan kandungan H2SO4 bebas tidak lebih dari 1% ammonium sulfat merupakan jenis pupuk nitrogen yang paling sering dipakai dalam perdagangan karena hidrolisa ion NH4 ini sangat dibutuhkan oleh pertumbuhan tanaman. Berdasarkan bahan baku yang dig unakan, jenis-jenis proses pembuatan ammonium sulfatantara lain:y y
Proses yang menggunakan bahan baku ( by product) dari pembuangan gas kokas. Proses konversi kalsium sulfat alam/ gibs atau kalsium sulfat by product ( yang diambil dari pabrik asam phosphate).
y
Proses dengan reaktan murni, seperti ammonia yang diperoleh dari ammonia plant dan asam sulfat dari proses kontak. Pada proses dengan reaktan murni ini, ada bermacam macam prosesnya. Proses dasar cyclenya sama tetapi untuk menyatukan perbedaan secara teknis diperlukan suatu proses penyempurnaan. Yaitu dengan adanya proses netralisasi antara ammonia dan asam sulfat lalu terjadi kristalisasi dengan tekanan vakum. Netralisasi akan terjadi pada temperature yang lebih rendah dibandingkan bila operasi dilangsungkan pada tekanan atmosphere. Pada unit produksi ZA I/III ini, Proses yang digunakan adalah netralisasi (De Nora)
dengan prinsip, uap NH3 dimasukkan ke dalam saturator yang berisi H2SO4 dan ditambah air kondensat (sebagai penyerap panas hasil reaksi) dengan bantuan udara sebagai pengaduk. Kapasitas produksi ZA I dan III ini adalah 400.000 ton/tahun.
5.1.1 Teori Proses Disini proses yang akan kita bahas adalah dengan mengunakan reaktan murni ammonium sulfat yang diperoleh dari hasil netralisasi antara H2SO4 dan NH3. Dalam reaksi ini NH3 berbentuk gas dan H2SO4 berbentuk larutan. Di dalam reactor, NH3 gas dimasukan secara bersama sama dengan larutan H2SO4 dengan kadar 98 % yang berisi ammonium sulfat.Reaksi yang terjadi dalam proses pembentukan ammonium sulfat adalah : 2NH3 +H2SO4 (NH4)2SO4 Reaksi yang terjadi bersifat eksotermis tergantung dari panas reaksi dari keadaan konsentrasi dan keadaan fisik reaktannya.Sebagian kecil panas ini hilang melalui dinding dinding reactor dan sebagian beasr hilang digunakan untuk menguapkan air dari dari larutan dalam reactor.Temperatur pada reaktor dapat bertahan hampir konstan pada suhu 105 106 oC pada kondisi operasi normal. Dan juga digunakan condenser pada jalan uap yang keluar reactor, hal ini bertujuan untuk mengembalikan sejumlah air untuk menjaga kadar keseimbangan air (air juga ditambahkan dalam system umpan). Reaksi antara H2SO4 dan NH3 diikuti dengan pembentukan Kristal ammonium sulfat. Setelah Kristal-kristal ini mencapai ukuran yang dikehendaki, selanjutnya akan dipisahkan dari induknya dengan menggunakan prinsip centrifugal. Perbandingan antara Kristal ammonium sulfat dan larutan induk biasanya 1 : 1.
5.1.2 Bahan Baku 1. Amoniak Gas - Kadar NH3 - Temperatur - Tekanan - Kadar H2 O 2. Asam Sulfat - Kadar H2SO4 - Kadar H2 O - Temperatur - Tekanan Diagram proses : = 98 - 99,5 % = 0,2 - 2 % = 34 0C = 5 kg/cm2 = 99 % - 99,5 % = 1 0C = 3 - 4 kg/cm2 = 0,5 % maks.
NH3 Gas Reaction Unit H 2SO4 Mother liquor Air heated Separation unit Drying Unit Bagging Unit
Gambar 5.1 Diagram Blok Proses Produksi Pupuk ZA I dan III
5.1.3 Uraian Proses Bahan baku NH3 cair diuapkan dalam evaporator dengan bantuan steam. Uap NH3 yang terbentuk direaksikan dengan H2SO4 dalam reactor/saturator dengan bantuan udara sebagai pengaduk dan air sebagai penyerap panas. Reaksi yang terjadi dalam saturator : 2NH3 + H2SO4 (NH4 )2SO4
Aliran keluar saturator berupa campuran kristal dan cairan (50 : 50) yang selanjutnya akan dipisahkan di centrifuge. Hasil yang keluar dari centrifuge berupa cairan (mother liquor) direcycle kembali ke saturator sebagai titik kristal, dan produk berwujud kristal selanjutnya dikeringkan dalam rotary dryer dengan penambahan Armoflo 11 agar tidak menggumpal. Kristal ZA keluar dryer setelah didinginkan selanjutnya masuk proses pengantongan. Saat ini telah dimodifikasi pada umpan NH3 gas, yaitu dengan memanfaatkan NH3 gas yang berasal dari pabrik amoniak. Hal ini akan mengurangi beban evaporator yang berarti akan menghemat energi.
5.2
Air Separation Plant Air Separation Plant ini berfungsi utama untuk memproduksi nitrogen cair yang
menjadi stok (cadangan) untuk bahan baku ammonia, urea dan purging ke anak perusahaan PT Petrokimia Gresik seperti PT Petronika dan PT Petrokayaku. Stok ammonia di tangki pada ASP adalah minimal 60 ton.Laju produksi nitrogen cair adalah 800 N