Jobsheet Las Listrik
9
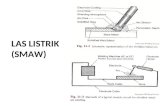
Dalam praktikum Proses Produksi terdapat 7 modul. Ini adalah modul kelima. Isi selengkapnya dapat dibaca di bawah ini… bahan yang saya posting ini referensinya adalah buku petunjuk praktikum Proses Produksi yang di sususn oleh tim asisten praktikum Proses Produksi. 5.1. Tujuan Melatih ketrampilan praktikan di bidang las busur listrik dan memberikan pengetahuan dasarnya sehingga dapat memahami prosedur pelaksanannya dengan benar. 5.2. Dasar Teori Las busur listrik adalah salah satu cara menyambung logam dengan jalan menggunakan nyala busur listrik yang diarahkan ke permukaan logam yang akan disambung. Pada bagian yang terkena busur listrik tersebut akan mencair, demikian juga elektroda yang menghasilkan busur listrik akan mencair pada ujungnya dan merambat terus sampai habis. Logam cair dari elektroda dan dari sebagian benda yang akan disambung tercampur dan mengisi celah dari kedua logam yang akan disambung, kemudian membeku dan tersambunglah kedua logam tersebut. Mesin las busur listrik dapat mengalirkan arus listrik cukup besar tetapi dengan tegangan yang aman (kurang dari 45 volt). Busur listrik yang terjadi akan menimbulkan energi panas yang cukup tinggi
-
Upload
miftahul-huda -
Category
Documents
-
view
102 -
download
19
description
aa
Transcript of Jobsheet Las Listrik

Dalam praktikum Proses Produksi terdapat 7 modul. Ini adalah modul kelima. Isi selengkapnya dapat
dibaca di bawah ini…
bahan yang saya posting ini referensinya adalah buku petunjuk praktikum Proses Produksi yang di
sususn oleh tim asisten praktikum Proses Produksi.
5.1. Tujuan
Melatih ketrampilan praktikan di bidang las busur listrik dan memberikan pengetahuan dasarnya sehingga dapat memahami prosedur pelaksanannya dengan benar.
5.2. Dasar Teori
Las busur listrik adalah salah satu cara menyambung logam dengan jalan menggunakan nyala
busur listrik yang diarahkan ke permukaan logam yang akan disambung.
Pada bagian yang terkena busur listrik tersebut akan mencair, demikian juga elektroda yang
menghasilkan busur listrik akan mencair pada ujungnya dan merambat terus sampai habis.
Logam cair dari elektroda dan dari sebagian benda yang akan disambung tercampur dan mengisi
celah dari kedua logam yang akan disambung, kemudian membeku dan tersambunglah kedua logam
tersebut.
Mesin las busur listrik dapat mengalirkan arus listrik cukup besar tetapi dengan tegangan yang
aman (kurang dari 45 volt). Busur listrik yang terjadi akan menimbulkan energi panas yang cukup tinggi
sehingga akan mudah mencairkan logam yang terkena. Besarnya arus listrik dapat diatur sesuai dengan
keperluan dengan memperhatikan ukuran dan type elektrodanya.
Pada las busur, sambungan terjadi oleh panas yang ditimbulkan oleh busur listrik yang terjadi
antara benda kerja dan elektroda. Elektroda atau logam pengisi dipanaskan sampai mencair dan
diendapkan pada sambungan sehingga terjadi sambungan las. Mula-mula terjadi kontak antara
elektroda dan benda kerja sehingga terjadi aliran arus, kemudian dengan memisahkan penghantar

timbullah busur. Energi listrik diubah menjadi energi panas dalam busur dan suhu dapat mencapai 5500
C.
Ada tiga jenis elektroda logam, yaitu elektroda polos, elektroda fluks dan elektroda berlapis tebal. Elektroda polos terbatas penggunaannya, antara lain untuk besi tempa dan baja lunak. Biasanya digunakan polaritas langsung. Mutu pengelasan dapat ditingkatkan dengan memberikan lapisan fluks yang tipis pada kawat las. Fluks membantu melarutkan dan mencegah terbentuknya oksida-oksida yang tidak diinginkan. Tetapi kawat las berlapis merupakan jenis yang paling banyak digunakan dalam berbagai pengelasan komersil.
5.2.1. Pembentukan busur listrik proses penyulutan
5.2.1.1. Pembentukan Busur Listrik
Pada pembentukan busur listrik elektroda keluar dari kutub negatif (katoda) dan mengalir
dengan kecepatan tinggi ke kutub positif (anoda).
Dari kutub positif mengalir partikel positif (ion positif) ke kutub negatif. Melalui proses ini ruang udara
diantara anoda dan katoda (benda kerja dan elektroda) dibuat untuk menghantar arus listrik
(diionisasikan) dan dimungkinkan pembentukan busur listrik. Sebagai arah arus berlaku arah gerakan
ion-ion positif. Jika elektroda misalnya dihubungkan dengan kutub negatif sumber arus searah, maka
arah arusnya dari benda kerja ke elektroda. Setelah arus elektroda didekatkan pada lokasi jalur
sambungan disentuhkan dan diangkat kembali pada jarak yang pendek (garis tengah elektroda).
1. kawat inti
2. selubung elektroda
3. busur listrik
4. pemindahan logam
5. gas pelindung
6. terak
7. kampuh las
Dengan penyentuhan singkat elektroda logam pada bagian benda kerja yang akan dilas,berlangsung hubungan singkat didalam rangkaian arus pengelasan, suatu arus listrik yang kekuatannya tinggi mengalir, yang setelah pengangkatan elektroda itu dari benda kerja

menembus celah udara, membentuk busur cahaya diantara elektroda dengan benda kerja, dan dengan demikian tetap mengalir.Suhu busur cahaya yang demikian tinggi akan segera melelehkan ujung elektroda dan lokasi pengelasan.
Didalam rentetan yang cepat partikel elektroda menetes, mengisi penuh celah sambungan las dan membentuk kepompong las.
Proses pengelasan itu sendiri terdiri atas hubungan singkat yang terjadi sangat cepat akibat pelelehan elektroda yang terus menerus menetes.
5.2.1.2. Proses penyulutan
Setelah arus dijalankan, elekteroda didekatkan pada lokasi jalur sambungan disentuhkan sebentar dan diangkat kembali pada jarak yang pendek (garis tengah elektroda).
5.2.1.3. MenyalaKan busur listrik
Penyalaan busur listrik dapat di lakukan dengan menghubungkan singkat ujung elektroda
dengan logam induk (yang akan dilas) dan segera memisahkan lagi pada jarak yang pendek, hal tersebut
dapat dilakukan dengan 2 cara seperti pada gambar di bawah ini :
Adapun hal-hal yang perlu diperhatikan :
a. Jika busur nyala terjadi, tahan sehingga jarak ujung elektroda ke logam induk besarnya sama
dengan diameter dari penampang elektroda dan geser posisinya ke sisi logam induk.
b. Perbesar jarak tersebut(perpanjang nyala busur) menjadi dua kalinya untuk memanaskan logam
induk.
c. Kalau logam induk telah sebagian mencair, jarak elektroda dibuat sama dengan garis tengah
penampang tadi.
5.2.1.4. Memadamkan busur listrik
Cara pemadaman busur listrik mempunyai pengaruh terhadap mutu penyambungan maniklas.
Untuk mendapatkan sambungan maniklas yang baik sebelum elektroda dijauhkan dari logam induk
sebaiknya panjang busur dikurangi lebih dahulu dan baru kemudian elektroda dijauhkan dengan arah
agak miring.
Pemadaman busur sebaiknya tidak dilakukan ditengah-tengah kawah las tetapi agak berputar
sedikit seperti pada gambar di bawah ini :

5.3. Alat dan Bahan
a. Mesin las listrik b. Palu lasc. Tangd. Tang penjepite. Elektrodaf. Kacamata las listrikg. Mistar bajah. Penyikui. Stopwatchj. Sarung tangan k. Sikat besi
5.4. Cara Kerja
5.4.1. Persiapan
a. Sebelum pekerjaan dimulai, menyiapkan dan memeriksa alat utamanya dan semua peralatan
bantunya.
b. Memakai alat-alat pelindung yang sudah disediakan yaitu kacamata las listrik.
c. Menyiapkan benda kerja dan elektrodanya.
d. Memasang elektroda pada penjepitnya dan memasang penjepit benda kerja pada benda kerja
(bisa pada meja kerjanya). Memperhatikan sebelum mesin las dihidupkan, letak dari penjepit
elektroda jangan sampai menempel penjepit logam atau logam induknya.
e. Mengatur besarnya arus dengan memutar handel pada mesin las, dengan memperhatikan
besarnya diameter elektroda, sesuai dengan tabel yang sudah ada.
5.4.2. Pelaksanaan
(1) Latihan menyalakan busur listrik dan membuat rigi-rigi las serta mengatur panjang busur (jarak
antara ujung elektroda ke benda kerja).
a. Bila panjang busur tepat (kurang lebih garis tengah elektroda) dan kecepatan pengelasan yang
tepat maka akan menghasilkan bunyi mendesis yang tetap dan halus (tidak meledak-
ledak) dengan lebar jalur las sebesar kurang lebih dua kali garis tengah elektroda, karena
cairan elektroda akan mengalir dan mengendap dengan baik.
Hasilnya rigi-rigi las yang halus dan baik, tembusan las yang baik, dan terak halus dan
mengkilat.

b. Bila busur terlalu panjang, maka timbul bagian-bagian yang berbentuk bola (percikan-percikan kecil) dari cairan elektroda.
Hasilnya rigi-rigi las kasar, tembusan las dangkal (melebar), dan percikan teraknya kasar.
c. Bila busur terlalu pendek, akan sukar memeliharanya, kalau terjadi kontak butiran logam cair yang menyambung elektroda dan logam induknya maka akan terjadi hubungan singkat dan busur akan mati, sehingga elektroda akan menempel kuat pada benda kerja.
(2) Posisi Elektroda
Pada pengelasan dengan elektroda terbungkus yang biasanya dengan mesin las konvensional
maka posisi elektroda terhadap benda kerja berdasarkan eksperimen dan pengalaman yang
paling baik hasilnya adalah yang sebagai berikut :
a. Posisi elektroda bersudut 70 -80 dengan arah memanjang las dan bersudut 90 arah
melintang las.
b. Melatih gerakan-gerakan tangan dengan arah. memutar arah kanan maupun kiri dengan diameter yang relatif kecil.
c. Elektroda pada ujungnya akan mencair secara kontinyu sehingga perlu digerakkan searah
dengan sumbunya secara kontinyu pula.
(3) Gerakan Elektroda.
Gerakan-gerakan elektroda pada pengelasan ada dua cara yaitu :
a. Gerakan arah turun sepanjang sumbu elektroda.
b. Gerakan arah turun sepanjang sumbu elektroda.
Gerakan ini dilakukan untuk mengatur jarak (panjang busur) agar tetap, hal tersebut
disebabkan karena busur pada ujungnya mencair terus menerus sehingga mengalami
pemendekan.
c. Gerakan ayunan elektroda.
Gerakan ini diperlukan untuk mengatur lebar jalur las yang dikehendaki.
(4) Pengaruh kecepatan elektroda.
Kecepatan menggerakkan elektroda harus stabil, sehingga menghasilkan rigi-rigi las yang rata
dan halus.

a. Jika elektroda digerakkan terlalu lambat akan didapatkan jalur yang lebar, kasar dan kuat tetapi
dapat menimbulkan kerusakan sisi las (pada logam induknya).
b. Jika elektroda digerakkan terlalu cepat, tembusan lasnya dangkal karena kurangnya waktu
pemanasan bahan dasar dan kurangnya waktu untuk cairan elektroda menembus bahan
dasar.
c. Jika kecepatan geraknya elektroda tepat, daerah perpaduan dengan bahan dasar dan tembusan
lasnya baik.
5.4.3. Kesehatan dan keselamatan kerja
a. Arus Listrik
Bekerja dengan menggunakan energi listrik kita tidak perlu takut tetapi jangan sembrono. Hal-hal
yang perlu mendapatkan perhatian :
1. Harus dijaga agar jangan sampai terjadi korslet (hubungan singkat) arus listrik, hindarkan agar
kabel tidak terluka oleh benda tajam atau api, jauhkan penjepit elektroda dari logam lain,
sambung-sambungan dan terminal-terminal kabel harus benar-benar kuat.
2. Bahaya terkena sengatan arus listrik oleh alat las relatif kecil karena tegangan yang dihasilkan
cukup rendah (pada alat ini 30-78 volt).
b. Nyala Busur Listrik
Busur listrik yang terjadi akan menghasilkan panas yang cukup besar sehingga logam yang dilas akan
mencair dengan cepat pada bagian yang terkena busur listrik.
Yang perlu diperhatikan adalah :
1. Busur listrik akan disertai percikan-percikan api yang dapat melukai kulit.
2. Busur listrik akan juga mengeluarkan sinar ultraviolet dan infra merah denga intensitas yang cukup tinggi.
Kedua sinar tersebut sangat membahayakan bagi kesehatan mata dan kulit jika lama-lama terkena
langsung. Akibat dari radiasi kedua sinar tersebut adalah mata akan pedih dan akan mengeluarkan
air mata, jika lebih lanjut mata akan rusak bahkan akan terjadi iritasi dan kebutaan. Dengan
demikian memakai pelindung mata adalah keharusan.
c. Gas atau Asap Pengelasan

Pada pengelasan dengan elektroda terbungkus ini akan dihasilkan asap atau gas yang cukup banyak.
Asap tersebut berfungsi untuk melindungi logam cair terhadap oksidasi oksigen dari udara. Gas atau
asap tersebut jika dihirup dalam waktu yang panjang akan merusak kesehatan bahkan dapat
meracuni darah. Oleh sebab itu harus ada pelindung terhadap gas tersebut untuk mengusir gas
tersebut dari ruang pengelasan yang tertutup dengan blower.
Possib