Chapter II_2.pdf
33
BAB II TINJAUAN PUSTAKA 2.1. Pengertian Dan Peranan Pemeliharaan Pemeliharaan merupakan suatu fungsi dalam suatu perusahaan pabrik yang sama pentingnya dengan fungsi-fungsi lain seperti produksi. Hal ini karena apabila seseorang mempunyai paralatan atau fasilitas, maka biasanya dia akan selalu berusaha untuk tetap mempergunakan peralatan atau fasilitas tersebut. Demikian pula halnya dengan perusahaan pabrik, dimana pimpinan perusahaan pabrik t ersebut akan s elalu berusaha agar fasilitas maupun peralatan produksinya dapat dipergunakan sehingga kegiatan produksinya berjalan lancar. Dalam usaha untuk dapat terus menggunakan fasilitas tersebut agar kontinuitas produksi dapat terjamin, maka dibutuhkan kegiatan-kegiatan pemeliharaan dan perawatan yang meliputi kegiatan pemeriksaan, dan perbaikan atau reparasi atas kerusakan-kerusakan yang ada, serta penyesuaian atau penggantian spare part atau komponen yang terdapat pada fasilitas t ersebut. Seluruh kegiatan ini sebenarnya tugas bagian pemeliharaan. Peranan bagian ini tidak hanya untuk menjaga agar pabrik dapat t etap bekerja dan pro duk dapat diserahkan kepada pelanggan tepat pada waktunya, akan tetapi untuk menjaga agar pabrik dapat bekerja secara efisien dengan menekan atau mengurangi kemacetan produksi sekecil mungkin. Jadi, bagian perawatan mempunyai peranan yang sangat menentukan dalam kegiatan produksi suatu perusahaan pabrik yang menyang kut kelancaran atau kemacetan produksi, kelambatan, dan volume produksi serta efisiensi berproduksi. Universitas Sumatera Utara
-
Upload
bagus-koriawan -
Category
Documents
-
view
217 -
download
0
Transcript of Chapter II_2.pdf

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 1/33
BAB II
TINJAUAN PUSTAKA
2.1. Pengertian Dan Peranan Pemeliharaan
Pemeliharaan merupakan suatu fungsi dalam suatu perusahaan pabrik yang
sama pentingnya dengan fungsi-fungsi lain seperti produksi. Hal ini karena
apabila seseorang mempunyai paralatan atau fasilitas, maka biasanya dia akan
selalu berusaha untuk tetap mempergunakan peralatan atau fasilitas tersebut.
Demikian pula halnya dengan perusahaan pabrik, dimana pimpinan perusahaan
pabrik tersebut akan selalu berusaha agar fasilitas maupun peralatan produksinya
dapat dipergunakan sehingga kegiatan produksinya berjalan lancar.
Dalam usaha untuk dapat terus menggunakan fasilitas tersebut agar
kontinuitas produksi dapat terjamin, maka dibutuhkan kegiatan-kegiatan
pemeliharaan dan perawatan yang meliputi kegiatan pemeriksaan, dan perbaikan
atau reparasi atas kerusakan-kerusakan yang ada, serta penyesuaian atau
penggantian spare part atau komponen yang terdapat pada fasilitas tersebut.
Seluruh kegiatan ini sebenarnya tugas bagian pemeliharaan. Peranan
bagian ini tidak hanya untuk menjaga agar pabrik dapat tetap bekerja dan produk
dapat diserahkan kepada pelanggan tepat pada waktunya, akan tetapi untuk
menjaga agar pabrik dapat bekerja secara efisien dengan menekan atau
mengurangi kemacetan produksi sekecil mungkin. Jadi, bagian perawatan
mempunyai peranan yang sangat menentukan dalam kegiatan produksi suatu
perusahaan pabrik yang menyangkut kelancaran atau kemacetan produksi,
kelambatan, dan volume produksi serta efisiensi berproduksi.
Universitas Sumatera Utara

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 2/33
Dalam masalah pemeliharaan ini perlu diperhatikan bahwa sering terlihat
daalm suatu perusahaan bahwa kurang diperhatikannya bidang pemeliharan atau
maintenance ini, sehingga terjadilah kegiatan pemeliharaan yang tidak teratur.
Peranan yang penting dari kegiatan baru diperhatikan setelah mesin-mesin
tersebut rusak dan tidak dapat berjalan sama sekali. Hendaknya kegiatan harus
dapat menjamin bahwa selama proses produksi berlangsung, tidak akan terjadi
kemaceta-kemacetan yang disebabkan oleh mesin maupun fasilitas produksi.
Maintenance dapat diartikan sebagai kegiatan untuk memelihara atau
menjaga fasilitas maupun peralatan pabrik dan mengadakan perbaikan atau
penyesuaian maupun penggantian yang diperlukan agar diperoleh suatu keadaan
operasi produksi yang memuaskan sesuai apa yang telah direncanakan. Jadi,
dengan adanya kegiatan maintenance ini, maka fasilitas maupun peralatan pabrik
dapat digunakan untuk produksi sesuai dengan rencana dan tidak mengalami
kerusakan selama fasilitas atau peralatan tersebut dipergunakan untuk proses
produksi atau sebelum jangka waktu tertentu yang direncanakan tercapai sehingga
dapatlah diharapkan proses produksi berjalan lancar dan terjamin karena
kemungkinan-kemungkinan kemacetan yang disebabkan tidak berjalannya
fasilitas atau perlatan produksi telah dihilangkan atau dikurangi. Tujuan utama
fungsi pemeliharaan adalah sebagai berikut:
a. Kemampuan produksi dapat memenuhi kebutuhan sesuai dengan rencana
produksi.
b. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang
dibutuhkan oleh produk itu sendiri dan kegiatan produksi yang tidak
terganggu.
Universitas Sumatera Utara

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 3/33
c. Untuk membantu mengurangi pemakaian dan penyimpangan yang diluar
batas dan menjaga modal yang diinvestasikan dalam perusahaan selama
waktu yang ditentukan sesuai dengan kebijaksanaan perusahaan mengenai
investasi tersebut.
d. Untuk mencapai tingkat biaya pemeliharaan serendah mungkin, dengan
melaksanakan kegiatan maintenance secara efektif dan efisien
keseluruhannya.
e. Menghindari kegiatan maintenance yang dapat membahayakan
keselamatan para pekerja.
f. Mengadakan suatu kerjasama yang erat dengan fungsi-fungsi utama
lainnya dari suatu perusahaan dalam rangka untuk mencapai tujuan utama
perusahaan. Yaitu tingkat keuntungan atau return of investment yang
sebaik mungkin dan total biaya yang rendah.
2.2. Jenis-jenis Pemeliharaan ( Maintenance)
Kegiatan pemeliharaan yang dilakukan pada suatu pabrik dapat dibedakan
atas dua jenis, yaitu preventive maintenance dan breakdown maintenance.
1. Preventive Maintenance
Pengertian preventive maintenance adalah kegiatan pemeliharaan dan
perawatan yang dilakukan untuk mencegah timbulnya kerusakan-kerusakan yang
tidak terduga dan menemukan kondisi atau keadaan yang dapat menyebabkan
fasilitas produksi mengalami kerusakan pada waktu digunakan dalam proses
produksi.
Universitas Sumatera Utara

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 4/33
Dengan demikian, semua fasilitas produksi yang mendapatkan preventive
maintenance akan terjamin kelancaran kerjanya dan selalu diusahakan dalam
kondisi atau keadaan siap dipergunakan untuk setiap operasi atau proses produksi
pada setiap saat sehingga dapatlah dimungkinkan bahwa pembuatan suatu rencana
dan schedule pemeliharaan dan perawatan yang sangat cermat dan rencana
produksi yang lebih cepat. Preventive maintenance ini sangat penting karena
kegunaannya yang sngat efektif di dalam menghadapi fasilitas-fasilitas produksi
yang termasuk pada golongan critical unit , dimana sebuah fasilitas atau peralatan
produksi akan termasuk pada golongan ini apabila:
a. Kerusakan fasilitas atau peralatan tersebut akan membahayakan kesehatan
atau keselamatan para pekerja.
b. Kerusakan fasilitas ini akan mepengaruhi kualitas produk yang dihasilkan.
c. Kerusakan fasilitas ini akan menyebabkan kemacetan suatu proses produksi.
d. Modal yang ditanamkan dalam fasilitas tersebut atau harga fasilitas tersebut
cukup besar atau mahal.
Bilamana preventive maintenance dilaksanakan pada fasilitas-fasilitas atau
peralatan yang termasuk dalam critical unit , maka tugas-tugas maintenance
dapatlah dilakukan dengan suatu perencanaan yang intensif untuk unit yang
bersangkutan sehingga rencana produksi dapat dicapai dengan jumlah hasil
produksi yang lebih besar dalam waktu yang relatif singkat.
Dalam praktiknya, preventive maintenance yang dilakukan oleh suatu
perusahan pabrik dapat dibedakan atas:
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 5/33
a. Routine Maintenance
Routine maintenance adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara rutin, misalnya setiap hari. Sebagai contoh dari kegiatan ini
adalah pembersihan fasilitas maupun peralatan, serta pemeriksaan bahan bakarnya
dan mungkin termasuk pemanasan (warming-up) mesin-mesin selama beberapa
menit sebelum dipakai beroperasi sepanjang hari.
b. Periodic maintenance
Periodic maintenance adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara periodik atau dalam jangka waktu tertentu, misalnya setiap satu
minggu sekali, lalu meningkat setiap bulan sekali, dan akhirnya setiap setahun
sekali. Periodic maintenance dapat pula dilakukan dengan memakai lamanya jam
kerja mesin atau fasilitas produksi tersebut sebagai jadual kegiatan, misalnya
setiap seratus jam kerja mesin sekali atau seterusnya. Jadi, sifat kegiatan
maintenance ini tetap secara periodik atau berkala. Kegiatan ini jauh lebih berat
daripada routine maintenance. Sebagai contoh untuk kegiatan periodic
maintenance adalah pembongkaran karburator atau pembongkaran alat-alat
dibagian sistem aliran bensin, penyetelan katup-katup pemasukan dan
pembuangan silinder mesin, dan pembongkaran mesin ataupun fasilitas tersebut
untuk penggantian bearing, serta service dan overhaul kecil maupun besar.
2. Breakdown Maintenance
Breakdown atau corrective maintenance adalah kegiatan pemeliharaan dan
perawatan yang dilakukan setelah terjadinya suatu kerusakan atau kelainan pada
fasilitas maupun peralatan sehingga tidak dapat berfungsi dengan baik dan benar.
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 6/33
Kegiatan breakdown maintenance yang dilakukan sering disebut dengan kegiatan
perbaikan atau reparasi.
Perbaikan yang dilakukan karena adanya kerusakan yang dapat terjadi
akibat tidak dilakukannnya preventive maintenance ataupun telah dilakukan tetapi
sampai pada waktu tertentu fasilitas atau peralatan tersebut tetap rusak. Jadi,
dalam hal ini, kegiatan maintenance sifatnya hanya menunggu sampai kerusakan
terjadi dahulu, baru kemudian diperbaiki. Maksud dari tindakan perbaikan ini
adalah agar fasilitas atau peralatan tersebut dapat dipergunakan kembali dalam
proses produksi sehingga proses produksinya dapat berjalan lancar kembali.
Dengan demikian, apabila perusahaan hanya mengambil kebijaksanaan
untuk melakukan breakdown maintenance saja, maka terdapatlah faktor
ketidakpastian (uncertainity) dalam kelancaran proses produksinya akibat
ketidakpastian akan kelancaran bekerjanya fasilitas atau peralatan produksi yang
ada. Oleh karena itu, kebijaksanaan untuk melaksanakan breakdown maintenance
saja tanpa preventif maintenance akan menimbulkan akibat-akibat yang dapat
menghambat ataupun memacetkan kegiatan produksi apabila terjadi suatu
kerusakan yang tiba-tiba pada fasilitas produksi yang digunakan.
Kelihatannya bahwa breakdown maintenance adalah lebih murah biayanya
dibandingkan dengan preventive maintenance. Hal ini benar adanya selama
kerusakan belum terjadi pada fasilitas atau peralatan sewaktu proses produksi
berlangsung. Namun, bilamana kerusakan terjadi pada peralatan selama proses
produksi berlangsung, maka akibat dari kebijaksanaan dengan menerapkan
breakdown maintenance saja akan jauh lebih parah kerugiannya daripada
preventive maintenance. Disamping itu akan akan didapat suatu kenaikan yang
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 7/33
melonjak terhadap biaya-biaya perawatan dan pemeliharaan pada saat terjadinya
kerusakan tersebut. Oleh karena breakdown maintenance mahal, maka sedapat
mungkin harus dicegah dengan mengintensifkan preventive maintenance. Selain
itu, perlu dipertimbangkan bahwa dalam jangka panjang untuk mesin-mesin yang
mahal dan termasuk pada critical unit dari proses produksi, bahwa preventive
maintenance akan lebih menguntungkan daripada hanya menerapkan kebijakan
breakdown maintenance saja.
2.3. Organisasi Maintenance
Defenisi, maksud, lingkup dan hasil-hasil yang dari organisasi pasti ada.
Di dalam pendirian suatu organisasi perawatan, maka beberapa hal yang utama
ialah :
1. Menurunkan ongkos produksi dan meningkatkan produktivitas pabrik.
2.
Bahwa pengambilan personal pengawas adalah didasarkan atas tanggung
jawab dan beban.
3. Berikanlah keahlian personal yang akan dilibatkan didalam aktivitas produksi.
4. Dan bahwa pendekatan secara otomatis dalam keahlian sedini menunjukkan
kebutuhan yang lebih besar dari seni teknik modern dan keahlian.
Berikut diberikan pentabelan tentang sebutan, definisi, lingkup serta hasil-
hasil yang diharapkan dari suatu organisasi.
Sebutan : Organisasi
Definisi : Menengahkan kewenangan, pertanggung jawaban dan
hubungan untuk mengektifkan tujuan dari organisasi
Tujuan Pendirian : 1. Susunan administrasi
Universitas Sumatera Utara

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 8/33
2. Beban dan tanggung jawab dari pengawas-pengawas
setiap tingkatan.
3. Permintaan kerja mekanik dalam tingkat produksi
Lingkup : Organisasi yang dipakai di pabrik, bagian, policy pabrik,
dan kelompok staff tenaga administrasi.
Pada tiap-tiap tingkatan dari pengawas harus dibagi atas
dasar beban dan tanggung jawab supaya seseorang staff
bisa berperan secara penuh dengan tanpa dikacaukan oleh
duplikasi pekerjaan-pekerjaan.
Dalam banyak hal bahwa suatu organisasi harus luwes
didalam meniti tujuan.
Hasil : 1. Organisasi dimaksud untuk mencapai target
2. Memudahkan serta menyederhanan prosedur didalam hal
praktis operasionalnya.
3. Menghilangkan fungsi duplikasi dan over lapping
4. Secara praktis dan bisnis adalah untuk lebih
meminimkan biaya produksi dan harga jual.
5. Meningkatkan kemampuan pabrik bila semuanya
mungkin.
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 9/33
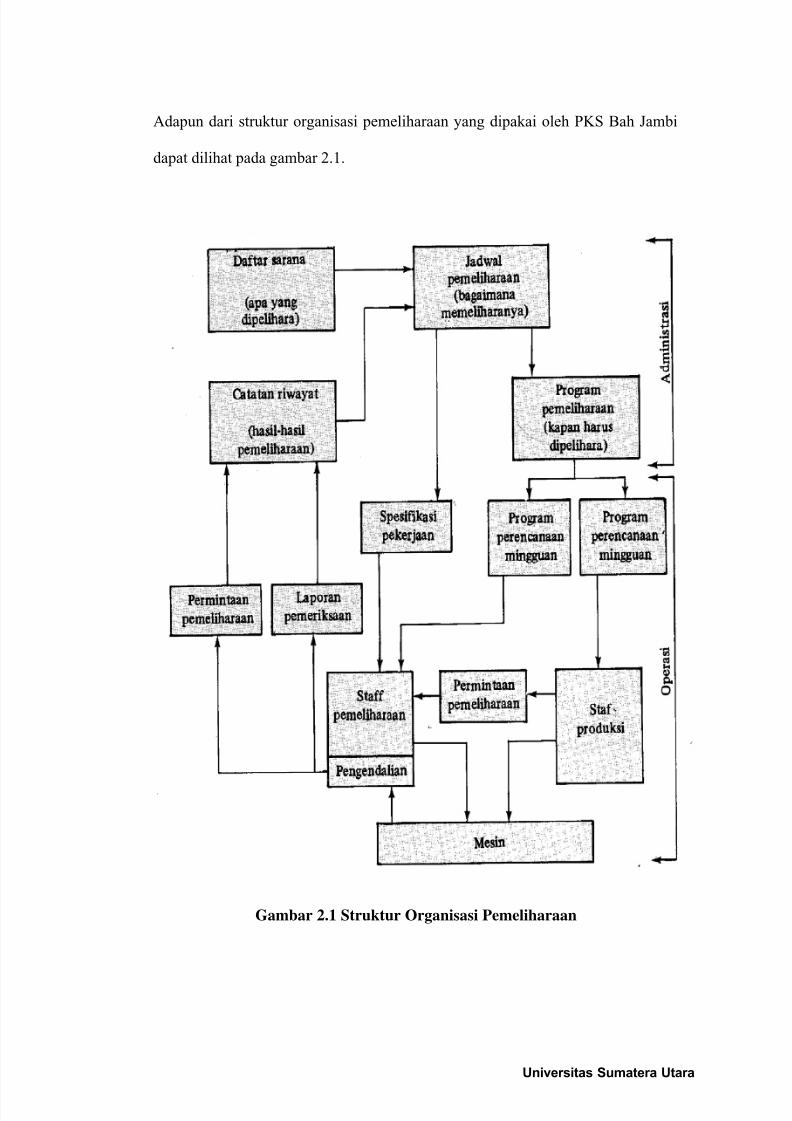
Adapun dari struktur organisasi pemeliharaan yang dipakai oleh PKS Bah Jambi
dapat dilihat pada gambar 2.1.
Gambar 2.1 Struktur Organisasi Pemeliharaan
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 10/33
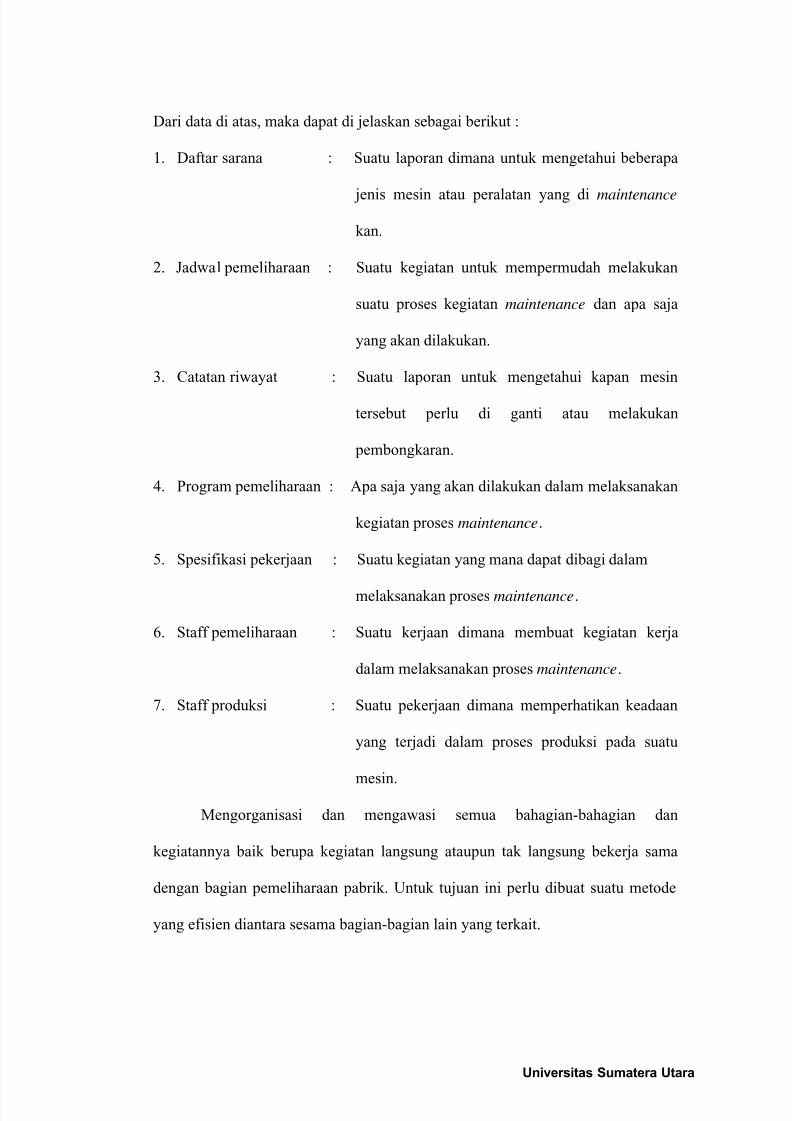
Dari data di atas, maka dapat di jelaskan sebagai berikut :
1. Daftar sarana : Suatu laporan dimana untuk mengetahui beberapa
jenis mesin atau peralatan yang di maintenance
kan.
2. Jadwal pemeliharaan : Suatu kegiatan untuk mempermudah melakukan
suatu proses kegiatan maintenance dan apa saja
yang akan dilakukan.
3. Catatan riwayat : Suatu laporan untuk mengetahui kapan mesin
tersebut perlu di ganti atau melakukan
pembongkaran.
4.
Program pemeliharaan : Apa saja yang akan dilakukan dalam melaksanakan
kegiatan proses maintenance.
5. Spesifikasi pekerjaan : Suatu kegiatan yang mana dapat dibagi dalam
melaksanakan proses maintenance.
6. Staff pemeliharaan : Suatu kerjaan dimana membuat kegiatan kerja
dalam melaksanakan proses maintenance.
7. Staff produksi : Suatu pekerjaan dimana memperhatikan keadaan
yang terjadi dalam proses produksi pada suatu
mesin.
Mengorganisasi dan mengawasi semua bahagian-bahagian dan
kegiatannya baik berupa kegiatan langsung ataupun tak langsung bekerja sama
dengan bagian pemeliharaan pabrik. Untuk tujuan ini perlu dibuat suatu metode
yang efisien diantara sesama bagian-bagian lain yang terkait.
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 11/33
Bagaimana mengorganisasi bagian pemeliharaan yang tercakup dalam
organisasi pabrik harus jelas.
a. Tugas kepala bagian, insinyur, supervisor (penyedia), teknisi dan para
pekerja yang harus disiapkan pada saat memulai pekerjaan.
1. Siapkan semua tata cara ( prosedur )
2. Diskusikan dan siapkan semua detail untuk pelaksanaan kerja dan
awasi urutan kerjanya.
3. Minta tenaga kerja lain bila perlu, dan tugaskan pekerjaan pada
pekerjaannya masing-masing.
Sangat diajurkan untuk melakukan latihan pendahuluan sebelum pabrik
benar-benar beroperasi, dengan melatih para pekerja pabrik sebaik
mungkin akan menghindarkan pekerjaan yang bertumpuk-tumpuk pada
saat pabrik beroperasi.
b. Jaga dan evaluasi semua kegiatan-kegiatan pemeliharaan pabrik. Manajer
pabrik berhak untuk menilai kondisi para pekerja minimal sekali dalam
setahun. Para pekerja ini bertugas untuk menjaga dan meningkatkan
efisiensi pabrik dan menghilangkan aturan kerja yang berbelit-belit.
Struktur organisasi pada suatu pabrik.
1.
General manager ( GM )
2. Superintenden ( SI )
3. Supervisor ( SPV )
4. Foreman ( Kepala Regu )
5. Craft ( Buruh )
Universitas Sumatera Utara

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 12/33
2.4. Planning ( Perencanaan )
1. Definisi Pekerjaan Perencanaan
Kemajuan suatu organisasi tidak dapat diharapkan tanpa adanya
perencanaan. Memang sebenarnya keberhasilan perusahaan, langsung
berhubungan dengan kuantitas dan kualitas perencanannya.
Perencanaan adalah suatu proses memperkirakan apa yang akan terjadi di
masa yang akan datang dan mempersiapkan sesuatu untuk masa mendatang itu.
Ini berarti setidak-tidaknya harus ada sepercik seni dan segenggam ilmu dalam
perencanaan. Yang harus jelas dalam perencanaan adalah sejumlah sasaran yang
pasti, sekalipun hanya berupa inti sari dari harapan dan keinginan. Seseorang
perencanaan harus mempunyai cukup daya khayal untuk membayangkan apa yang
akan terjadi, dan dapat mengubah gagasan kedalam bentuk yang lebih praktis,
sehingga dapat diterjemahkan dalam bentuk tindakan.
Semua pekerjaan-pekerjaan yang dilaksanakan oleh orang-orang
pemeliharaan sudah dikaji melalui beberapa perencanaan. Pekerjaan perlu
direncanakan bila :
a. Pekerjaan sudah diselidiki, jelas, dan langkah-langkah kerja juga sudah ada
catatannya.
b.
Bahan yang diperlukan sudah dibeli dan sesuai dengan rencana spesifikasi
kerja tersebut.
c. Bila equipment-equipment khusus seperti truk besar dan kren diperlukan maka
equipment ini harus berada ditempat atau tersedia pada suatu tempat.
d. Perkakas-perkakas khusus yang diperlukan untuk melakukan pekerjaan juga
harus ada dilapangan.
Universitas Sumatera Utara

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 13/33
e. Gambaran-gambaran atau skets dari barang yang mau dikerjakan harus ada
lengkap dengan uraiannya.
f.
Diperlukan untuk meng-estimate jumlah tenaga kerja dan waktu yang
diperlukan untuk melakukan pekerjaan tersebut.
Jika suatu pekerjaan memenuhi kriteria diatas, maka pekerjaan tersebut
dapat diklasifikasikan sebagai pekerjaan perencanaan. Perencanaan pemeliharaan
akan dapat dilaksanakan dengan baik dengan mengikuti prosedur-prosedur dasar
berikut ini : pastkan langkah-langkah pekerjaan dan prosedur yang detail ( rinci ),
tentukan tingkat kekhususannya dan estimasi apa-apa yang diperlukan pada setiap
jenis pekerjaan pemeliharaan, karena setiap jenis pekerjaan berbeda dari satu
pabrik dengan pabrik lainnya.
Jika estimasi dan perencanaan dibuat secara teliti dan akurat maka
perencanaan akan berhasil dengan baik. Para perencanan harus tetap memikirkan
bahwa pelaksanaan berhasil dengan baik. Para perencanaan harus tetap
memikirkan bahwa pelaksanaan melewati batas waktu yang ditentukan atau
bahan-bahan tidak cukup atau habis, dan harus kelebihan dan ini tidak akan
menghasilkan pekerjaan yang baik, dan harus selalu diingat bahwa pekerjaan yang
seharusnya bila dikerjakan 2 orang hanya perlu waktu 8 jam tetapi kenyataannya
waktu tersebut lebih dari 8. Jadi bila perencanaannya buruk maka hasilnya akan
lebih buruk.
Universitas Sumatera Utara

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 14/33
2. Fungsi Dari Perencanaan
Tugas-tugas dari perencana sebaiknya dipegang oleh orang yang
merencanakan sendiri pekerjaan itu, atau kedua pekerjaan diatas dapat juga
dilakukan oleh dua orang yang berbeda. Perencanaan menyiapkan pekerjan-
pekerjaan bulanan, mingguan, dan harian berdasarkan prioritas. Tujuan dari
perencanaan ini adalah untuk mendistribusikan pekerjaan-pekerjaan berdasarkan
jam kerja yang tersedia.
3. Pengaturan
Staff perencanaan membuat pengaturan untuk mendapatkan bahan,
perkakas, dan equipmen yang khusus dan dikirimkan kelapangan tempat
pekerjaan dilakukan. Jadwal pekerjaan untuk hari esok, tembusan permintaan
kerja, tembusan permintaan barang, gambar dan cetakan dikirim kebahagian
enginering atau kepada penyelia. Penyelia mempelajari kembali pekerjaan-
pekerjaan tersebut dan membuat koreksi-koreksi untuk pekerjaan selanjutnya.
Jadwal kerja harian dan mingguan harus disiapkan lebih awal. Jadwal ini
menerangkan urutan-urutan kerja yang harus dilakukan.
4. Pembagian Waktu
Hal yang perlu diperhatikan perencanaan adalah tidak semua pekerjaan-
pekerjaan sejenis dapat dikerjakan pada waktu dan hari yang sama. Jadwal
pekerjaan harian merupakan pegangan bagi penyelia untuk mengalokasikan
tenaga kerja pada pekerjaan-pekerjaan yang khusus berdasarkan estimasi
pekerjaan tersebut. Jadwal harian ini juga berguna untuk melaporkan status
pekerjaan dan jumlah jam kerja yang sebenarnya, agar dapat diperkirakan
biayanya. Salinan jadwal kerja berguna mengkoordinasikan pengiriman barang.
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 15/33
Kegunaan lainnya, jadwal kerja harian ini merupakan sumber informasi
untuk mengawasi pekerjaan pemeliharaan. Jadi jadwal ini harus ditandatangani
atau disyahkan secara teliti oleh penyelia pemeliharaan pabrik atai insinyur yang
bertanggung jawab sebelum dikembalikan kebahagiaan perencanaan keesokan
harinya. Pada rapat harian bahagian pemeliharaan antara manajer pemeliharaan,
kepala bahagian dan penyelia membicarakan beban pekerjaan yang akan muncul
untuk minggu selanjutnya. Disini semua pekerjaan-pekerjaan yang sifatnya besar
didiskusikan dan rencana harian yang telah terjadwal disyahkan. Pada rapat harian
ini orang-orang bahagian operasi merupakan orang-orang penting yang
memberikan infomasi untuk keberhasilan penjadwalan pekerjaan tersebut.
Siapkan perencanaannya dengan membuat diagram batang dan
didiskusikan pada rapat mingguan, untuk menentukan apakah pemakaian tenaga
kerja yang dipakai sudah sesuai dengan yang diinginkan. Komunikasi antar
bahagian pemeliharaan dan bahagian produksi sangat penting. Rapat harian dan
mingguan untuk menyatukan komunikasi yang tercecer dan juga untuk
memberikan semangat dan kerjasama yang baik antara semua group pemeliharaan
yang ada.
Penjadwalan berguna untuk memastikan semua pekerjaan harian telah ada
tenaga kerjanya berdasarkan estimasi permintaan kerja yang sudah dibuat.
Walaupun demikian hak penuh untuk mengalokasikan pekerjaan ada pada
penyedia (supervisor) pemeliharaan pabrik. Khusus untuk pekerjaa darurat,
penyelia harus melengkapi jadwal pekerjaan harian, untuk menentukan siapa yang
harus mengerjakan suatu pekerjan tertentu
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 16/33
5. Rencana Yang Tepat
Tidak akan ada rencana jangka panjang yang bermanfaat, jika tidak
dinyatakan secara tertulis. Ini berarti mempersiapkan perencanaan sedemikian,
sehingga dapat dilakukan tanpa hadirnya seorang perencana yang handal. Kalau
program ini ditulis, maka dapat dilakukan oleh siapapun yang akan
melakukannya.
Suatu rencana akan berhasil dengan baik, apabila sasaran dinyatakan
dengan jelas, dan dilakukan pengendalian atas rencana itu. Paling baik kalau
rencana itu dinyatakan dengan sederetan jadwal yang menunjukkan urutan waktu,
maupun persyaratan lainnya secara kuantitatif.
6. Langkah-langkah Perencanaan
Semua perencanaan harus didasari oleh kesadaran bahwa ia ditulis untuk
orang, dilaksanakan oleh orang, dan bisa gagal karena orang. Berhubungn dengan
itu, maka langkah-langkah diperlukan dalam perencanaan adalah sebagai berikut :
1. Tentukan dengan jelas apa yang harus dilakukan dan oleh siapa.
2. Menjamin adanya kemampuan dan sumber daya
3. Merinci sasaran
4. Kaitkan sasaran dengan organsiasi yang sudah ada
5.
Mengerahkan pekerjaan
6. Cobakan rencana itu
7. Sisihkan perubahan yang perlu
8. Awasi terus kemajuannya
9. Bahaslah kemajuan dengan semua pihak yang bersangkutan
Universitas Sumatera Utara

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 17/33
10. Rumuskan prosedur pengendalian dan lakukan pengecekan apakah
kemajuan itu sejalan dengan kendali.
7. Kualifikasi Staff Perencanaan
Satu hal yang harus diperhatikan pada saat group perencanaan akan
dibentuk adalah kualifikasi kemampuan para calon perencana tersebut, dan hal-hal
yang perlu dipertimbangkan adalah sebagai berikut :
1. Mempunyai latar belakang praktek lapangan.
2. Mampu menganalisa masalah-masalah yang ada, hingga dapat mengambil
tindakan lebih dahulu sebelum kerusakan benar-benar terjadi pengalaman
minimum 2 atau 3 tahun sebagai supervisor atau pendidikan diploma
teknik 3 tahun dengan pengalaman lapangan 3 tahun untuk calon
supervisor yang terbaik. Perekrutan dari diploma teknik dengan
pengalaman lapangan dianjurkan, karena calon ini dapat mengembangkan
dan mengantisipasi hal-hal yang baru.
8. Inspeksi dan Fungsinya
Bebarapa organsiasi perawatan mesin yang besar memisahkan antara
inspeksi pada perawatan pencegahan dan fungsi pengawasan (dalam arti perkiraan
pembiayaan) dar problema keteknikan dan keahlian pengawasan sendiri.
Pemisahan ini bila diharapkan tercapainya efisiensi kerja yang optimal
dalam organsaisi perawatan mesin tersebut. Bila semuanya mungkin, maka
sebaiknya untuk pengawasan supaya ditempatkan dalam kaitan dengan upaya
peningkatan prestasi sumber daya manusianya.
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 18/33
2.5. Beban Kerja
1. Permintaan Kerja
Permintaan kerja berisikan informasi-informasi yang sangat penting, tetapi
dasarnya adalah bagian yang penting yang harus diketahui oleh perencanaan dan
staffnya agar dapat meramalkan pekerjaan-pekerjaan tersebut.
Pertama adalah nomor item equipment yang menunjukkan jenis equipmen
dalam pabrik tersebut yang akan diperbaiki. Lebih baik lagi jika dibuat buku kode
pemeliharaan. Hingga dari buku ini dapat diperoleh nomor item dan dituliskan
permintaan kerja pada saat permintaan kerja itu diminta.
Dengan adanya nomor item ini memungkinkan kita mencatatnya pada
kartu histori pemeliharaan dan ini akan dipakai untuk meramalkan pemeliharaan
pada masa depan. Kode-kode lain yang dipakai pada permintaan kerja adalah
kode biaya, kode elemen biaya, kode bahan, kode klassifikasi pekerjaan, dan kode
priorotas pekerjaan pemeliharaan.
2. Prioritas Pekerjaan
Orang yang meminta pekerjaan pemeliharaan punya hak penuh untuk
mengusulkannya tetapi tidak berhak untuk prioritasnya. Koordinator operasi dan
pemeliharaan yang mengusulkan prioritas pekerjaan dan mensyahkan permintaan
kerja tersebut dan menyelidiki terlebih dahulu.
Insinyur atau kepala bagian operasi atau pemeliharaan yang mempunyai
wewenang memutuskan prioritas pekerjaan bergantung pada skope pekerjaan
pemeliharaan tersebut.
Prioritas 1. Pekerjan ini bersifat pekerjaan darurat, yang harus segera dilakukan
yang artinya harus mengganggu pekerjaan lain yang telah terjadwal.
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 19/33
Pekerjaan darurat tidak memerlukan pengesahan bahagian-bahagian
yang terkait.
Prioritas 2. Pekerjaan-pekerjaan yang dapat dimulai pelaksanaan 30 jam lagi,
dan pekerjaan jenis ini dapat dikerjakan pada jadwal pekerjaan
keesokan harinya.
Prioritas 3. Pekerjaan ini adalah pekerjaan pemeliharaanya yang rutin, pekerjaan
ini bersifat alamiah dan terus menerus dan terjadwal dalam periode
satu minggu.
Prioritas 4. Pekerjaan ini adalah pekerjaan pembangkaran mesin tahunan,
pekerjaan ini memerlukan penyimpanan data-data yang banyak
sekali. Pada pekerjaan ini pembelian bahan-bahan harus
dilaksanakan 10 bulan sebelum pekerjaan tersebut dimulai.
Prioritas yang paling tinggi adalah priorits yang pertama, selanjutnya
adalah prioritas kedua, ketiga. Prioritas ke 4 merupakan pekerjaan yang bisa
dilakukan.
3. Beban Kerja Perawatan
Tujuan utama dari prosedur perawata menyangkut semua tentang
pengawasan, reparasi, over houl dan mengkonstruksi untuk menciptakan kondisi
”siap operasi” dari suatu mesin.
Pekerjaan-pekerjaan terdiri dari fungsi perencanaan perawatan dan
perancangan bagian-bagian mesin yang pelu dipengaruhi atau diganti dan lain-
lain. Lebih dari semua aktivitas ini dilaporkan kepada manajemen yang lebih
tinggi.
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 20/33
Teknik pabrik menyangkut semua pelaporan pada atasan supaya organisasi
pabrik bisa berjalan seperti yang diharapkan. Tanggung jawab utama dari teknik
pabrik dapat dibagi dalam dua fungsi dasar yaitu :
1.
fasilitas teknik
2. perawatan
Perawatan berarti pula menciptakan “siap operasi” dari mesin-mesin dan
ini pasti melibatkan pembiayaan, perencanaan, serta fungsi desain untuk bisa
mencitakan berfungsinya fasilitas dan peralatan.
4 Fungsi Dasar Kerja Perawatan
Untuk bisa dicapai “Siap Operasi” dari mesin-mesin, maka fungsi
perawatan hendaknya mencakup pekerjaan-pekerjaan
a.
Check up
b. Perawatan pencegahan
c.
Reparasi
d. Overhoul
e. Konstruksi
f. Pengamanan.
Dalam keadaan kerja semua normal, maka aktivitas dari perawatan mesin
dibagi atas satu dari enam kelompok kerja. Dan fungsi yang ketujuh ialah
mengadministrasikan dari fungsi-fungsi sub-sub kerja tadi.
a.
Kontrol Maintenance ( Chek up )
Peranan utama dari kontrol perawatan atau check-up termasuk
1. Kontrol berkala dari peralatan agar mesin tetap berdaya guna
2. Menciptakan mesin selalu siap operasi
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 21/33
3. Penjagaan bagian-bagian mesin yang kiranya perlu diganti atau overhoul
4. Kontrol dari bagian-bagian mesin hasil perawatan dari penjual (jasa
perawatan)
5.
Kontrol mutu dari hasil kerja kelompok perawatan.
Fungsi pengontrolan dalam hal ini tidak berbeda dari upaya untuk aktifitas
produksi. Dari kontrol ini pula diharapkan adanya suatu masukan pada
manajemen yang lebih tinggi tentang kapan kiranya masing-masing dari bagian
mesin harus diganti. Dengan demikian jadwal, serta pembiayaan bisa dirancang
untuk itu.
b. Perawatan Pencegahan
Sepatutnya didefenisikan bahwa pekerjaan maintenance meliputi
pencegahan, pengaturan, penggantian rutin, pelumasan, pembetulan mana-mana
dari bagian-bagian mesin sehingga siap untuk dioperasikan. Pekerjaan perawatan
semacam ini adalah bisa memperkirakan perencanaan dan jadwal waktu, serta
dapat dipakai sebagai standart waktu untuk memperkirakan biaya perwaktunya.
Dengan perawatan pencegahan maka diharapkan tidak terjadinya
kefatalan atau kerewelan. Memang diakui, bahwa perawatan pencegahan berarti
meningkatkan profit. Waktu yang hilang, lamanya waktu yang dipakai untuk hal-
hal yang produktif menjadi sedikit, dan ini merupakan faktor utama yang bisa
meningkatkan keuntungan secara total dari perusahaan. Tersebab pada saat
peralatan tiba-tiba saja menjadi patah, maka bukan hanya ongkos yang
diperhitungkan terhadap hilangnya produksi, akan tetapi ongkos total menjadi
lebih besar dari pada nilai bagian mesin yang patah tadi karenanya maka jadwal
produksi menjadi lebih penting, macetnya perputaran modal dan lain-lai
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 22/33
c. Reparasi
Repair korektif adalah untuk memperingan kondisi yang tidak diinginkan
yang diperoleh selama kontrol perawatan pencegahan agar mesin siap operasi.
Repair yang dimaksudkan adalah dari sekedar pekerjaan yang “tidak
terjadwal” karena seringkali terjadi trouble yang justru karena hal-hal yang kecil
sebagai contoh karena endapan air di dalam tangki bensin. Bisa juga hal itu terjadi
karena pergerakan pada elektroda besi dan lain-lain.
d. Overhaul
Overhaul atau turun mesin atau disebut pula perawatan total atau
perawatan besar adalah menyangkut : perencanaan waktu, jadwal pekerjaan dari
penggantian atau pembauran atau rekondisi dari tiap-tiap bagian dari mesin.
Pekerjaan ini akan selamanya terdiri dari satu atau lebih bagian-bagian atau titik
patah, pengujan, penggantian, pembauran, pemasangan kembali serta pengetesan
hasilnya.
Disamping relatif tetap untuk mesin-mesin dan mesin-mesin transportnya,
untuk itu juga bisa dipakai fasilitas serta alat yang tetap lokasinya seperti instalsi
pemanas atau ventilasi. Ini benar-benar berbeda dengan perawatan pencegahan,
dimana keutamaan dari keterlibatan dan test dari berbagai bagian mesin adalah di
dalam kaitan agar mesin benar-benar semuanya serba baru atau siap untuk operasi
kondisi seperti halnya pada saat awal mesin itu dioperasikan.
Semua perencanaan turun mesin harus bisa dihitung berapa total habisnya
material dan onderdil-onderdil secara lengkap.
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 23/33
e. Konstruksi
Pada beberapa pabrik, strategi dasar dari perawatan juga dimungkinkan
pula dengan pekerjaan-pekerjaan membangun atau mengkonstruksikan seperti
misalnya mengkonstruksi bagian-bagian dari engine yang terbuat dari kayu, baja,
plastik, concrete, benda tuang, instalasi listrik, instalasi kontroler elektronik dan
lain-lain. Dalam beberapa keadaan pekerjaan-pekerjaan terakhir ini bisa
dilimpahkan kepada pemborong terpercaya.
Betapa pun juga di dalam menganalisa perancangan organisasi perawatan
perlu memperhatikan banyak sekali kendala secara aktual. Terdapat dua tipe dasar
untuk operasi perawatan menetap dan perawatan sambil berjalan. Perawatan
menetap termasuk mengkonstruksi, pelurusan, pemasangan instalasi
listri/hidrolik, perawatan dan repair untuk mendapatkan kondisi yang lebih baik
sedangkan yang termasuk perawatan jalan yaitu perawatan dimana pada bagian
perawatan yang besar dikarenakan dalam keadaan jalan urutan kerjanya. Inspeksi,
repair dan bahkan overhaul terkadang justru terjadi dengan proses pengerjaan dari
suatu proses ke proses lain.
2.6. Material Kontrol Dan Pembelian
Material Kontrol
Jumlah orang untuk setiap pengawas atau beban pengawas, secara umum
dapat dipakai sebagai bahan untuk menetapkan berapa besarnya jumlah pengawas
yang dibutuhkan untuk memegang tenaga-tenaga perawatan mesin. Walaupun
kesepakatan pengawas di dalam membawahi buruh adalah 8 dan bahkan
terkadang hingga 25, tetapi yang normal berkisar antara 12 hingga 14 orang saja.
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 24/33
Dengan melatih lebih dulu calon-calon pengawas, nantinya diharapkan
kontak personal yang lebih baik sehingga bisa memanage yang diawasi. Untuk
Pengambilan pengawas ahli Agar dihindari pemakaian pengawas yang bukan
ahlinya, sebab betapapun juga pengawas perlu bisa terjun untuk memberikan
contoh dan petunjuk-petunjuk teknis operasional. Jangan sampai ahli teknis
bangunan diterjunkan untuk mengawasi pada bidang mesin atau sebaliknya. Ini
hasilnya kurang memuaskan.
2.7. Hubungan Antara Bagian Teknik
Setiap bahagian-bahagian engineering pada suatu perusahaan selalu
mempunyai hubungan yang saling terkait antara satu dengan yang lain. Dan
hubungan ini dapat digambarkan sebagai suatu keluarga. Suatu tim engineering
terdiri dari sejumlah orang yang merasa mereka adalah bahagian tim engineering
yang lain.
1. Basis Keahlian Teknik
Ada dua hal yang mendasari kehalian teknik dari tenaga perawatan mesin
1. Peningkatan kemampuan keahlian teknik melalui latihan khusus dan
pengalaman.
2.
Orang berlatar belakang pendidikan teknik mesin yang dipadukan dengan
pengalamannya untuk membawahi kelompok kerja.
2. Tujuan Kehalian
Adapun tujuan dari keahlian adalah, sebagai berikut :
1. Untuk mendapatkan keahlian teknik yang memadai
Universitas Sumatera Utara

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 25/33
2. Peningkatan karier dengan dasar keahlian di dalam persoalan-persoalan
perawatan mesin
3.
Untuk mendapatkan hasil guna dari pekerjaan mereka supaya lebih
memuaskan
4. Lebih tahu dan lebih baik di dalam menghadapi pekerjaan serta pekerjaan
perawatan mesin
5. Kesempatan untuk mengembangkan keahlian non-teknik guna promosi
jabatan yang lebih tinggi bisa dicapai.
3. Fungsi Hubungan Teknik
Pada bagian lain beberapa keperluan dari gabungan keahlian teknik
(engineer) dan pengawasan adalah dimaksudkan untuk antara lain :
1.
Lebih cepat untuk menyesuaikan diri terhadap tantangan-tantangan baru
khususnya yang berkaitan dengan persoalan-persoalan personal yang
tergabung dalam kelompok-kelompok kerja.
2. Lebih bisa untuk memberikan contoh dalam rangka peningkatan prestasi
kerja para buruh, khususnya kepada mereka yang dibawahinya.
Pendekatan edukatif, persuasif dan kemampuan komunikasi, menjadi
bagian yang harus dikuasainya.
Di dalam hubungan ini, bahwa penyusunan organisasi perawatan mesin
diharapkan nantinya agar staff atau buruh bisa mengkomunikasikan
kepada pengawas-pengawasnya masing-masing dan sebagainya, di dalam
rangka mencapai hasil kerja yang optimal.
3. Dengan pembaharuan sistem tentunya harus bisa diproyeksikan
pengurangan atau penambahan pengawas di dalam struktur organisasi
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 26/33
yang ada, untuk mengoptimalkan hasil guna bila dibanding dengan ongkos
yang dikeluarkan.
4.
Agar sedini mungkin diberikan latihan khusus, terutama kepada para
pengawas-pengawas yang baru supaya mereka lebih cepat untuk dilibatkan
dalam pengawasan produksi.
5. Lebih memudahkan dalam melakukan kontak-kontak kerja di dalam
rangka meningkatkan productifitas.
Kombinasi dari beberapa poin di atas dimaksudkan dalam rangka
meningkatkan keuntungan perusahaan.
4. Tenaga Ahli
Pemakaian dan jumlah tenaga staff ahli, misal : ahli teknik listrik, teknik
instrumentasi, logam, ahli korosi dan ahli-ahli, tergantung pada:
1. Kelayakan dari komposisi tenaga ahli yang perlu ada di dalam organisasi
2.
Banyaknya skala-skala prioritas haruslah ditempatkan di dalam daftar
pertanyaan (dalam rencana) yang berbeda pula.
3. Suatu kesetimbangan ekonomi dari biaya pelayanan konsultan di dalam
organisasi perawatan mesin harus bisa menggantikan nilai tenaga ahli
profesional. Tidak terlampau biasa untuk memiliki tenaga spesialis
profesional di dalam organisasi perawatan mesin, akan tetapi disini
diberikan contoh pada instansi-instansi besar atau perusahaan yang
mengkhususkan pada perawatan mesin-mesin.
Universitas Sumatera Utara

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 27/33
2.8. Man Power
Man power atau tenaga kerja manusia dalam suatu perusahaan perawatan,
ada banyak faktor yang harus diperhatikan. Masing-masing pabrik akan
mempunyai persoalannya sendiri-sendiri dan berbeda satu sama lain.
Hubungan antara banyaknya orang dengan jumlah waktu operasi personal,
kaitan antara pegawai-pegawai perawatan yang bisa diperoleh, merupakan kajian
yang sangat penting bagi direksi. Sedikit jumlah tenaga kerja dengan kapasitas
dan kualitas hasil kerja yang memuaskan adalah tujuan manajemen.
Dalam manajemen produksi khususnya bagian perawatan pabrik, tenaga
kerja (man power ) merupakan bidang keputusan yang sangat penting. Hal ini
disebabkan bahwa tidak akan terjadi suatu proses produksi dan operasi tanpa
adanya orang atau tenaga kerja yang mengerjakan kegiatan menghasilkan produk.
Penggunaan mesin dan tenaga kerja dapat digunakan untuk mengukur
hubungan antara tenaga kerja dan mesin guna melihat kemungkinan-kemungkinan
untuk memperbaiki penggunaan tenaga kerja dan mesin dan bertujuan untuk
membuat kedua unsur ini dapat dipergunakan seefektif mungkin. Perbaikan dalam
penggunaaan tenaga kerja dan mesin dilakukan dengan mengadakan analisis yang
menggunakan persentase penggunaan orang dan mesin dan analisis siklus kerja
serta siklus waktu yang realistis. Jika kegiatan kerja manusia diperlihatkan pada
gambar (chart ) yang sama kegiatan kerjanya seperti kegiatan kerja mesin-mesin,
maka kedua unsur tersebut harus digambarkan suatu skala waktu yang sama.
Universitas Sumatera Utara

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 28/33
2.9. Jumlah Man Power Dalam Kaitan Dengan Keahlian
Sulit untuk dipersentasikan sebagai dasar penentuan dari masing-masing
keahlian yang berbeda di pabrik secara praktis dalam hubungan-hubungan seperti
ini, maka pengkajian secara terus-menerus menjadi sangat penting untuk
mendapatkan kondisi yang optimal, apakah perlu adanya penambahan pada
bagian yang satu atau pengurangan pada bagian yang lain guna mencapai alokasi
tenaga yang seimbang dalam kaitannya dengan beban pekerjaan.
Pencatatan setiap saat dari suatu bagian dan keahlian merupakan alat
perencanaan yang efektif. Suatu keadaan yang baik adalah bila beban kerja
diimbangi dengan tenaga yang cukup. Dalam kondisi seperti ini, dimana beban
terlampau besar dan terbatasnya tenaga, maka sebaiknya bisa dipakai pemborong
luar.
2.10. Man Hour
Dalam praktik pemeliharaan dan perawatan pabrik, man hour adalah
waktu yang dibutuhkan untuk mengerjakan suatu pekerjaan dan biasanya dihitung
dalam satuan jam. Untuk mengestimasi waktu yang diperlukan oleh suatu
pekerjaan sangat bergantung pada pengalaman yang ada. Menyadari akan hal
tersebut, dimana pengalaman memerlukan waktu yang lama, maka terdapat dua
metode yanng dapat dipakai, yaitu:
a. Waktu untuk pekerjaan-pekerjaan yang khusus.
b. menggunakan data standart yang berasal dari konsultan maupun jurnal-
jurnal pendukung yang relevan.
Universitas Sumatera Utara
7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 29/33
Indikator yang biasa ditemukan adalah persentase jam kerja yang
terjadwal. Tenaga kerja bagian pemeliharaan biasanya tersedia untuk pekerjaan-
pekerjaan yang sudah terjadual. Perbedaan antara jam-jam rutin yang tersedia dan
jam kerja yang terjadual disebut sebagai persentase jam-jam rutin yang ada.
Seorang perencana harus mengetahui jumlah man hour yang hadir dan siapa saja
pekerja yang absen. Perencana harus mengantisipasi pekerja yang tidah hadir,
seperti: liburan dan waktu permintaan cuti.
Indikator pengawasan adalah jam kerja yang sebenarnya yang dilaporkan
oleh workshop dan supervisor perbaikan dan jam kerja yang dibayarkan untuk
pekerja tersebut. Hal ini merupakan informasi yang penting sebab semua laporan-
laporan pengawasan berdasarkan jam-jam kerja yang dilaporkan.
Supervisor harus mencatat setiap jam kerja para pekerja termasuk
overtime. Jam kerja yang hilang adalah perbedaan jam kerja yang dilaporkan
dengan jam kerja yang dibayar. Indikator pengawasannya adalah jam-jam kerja
yang hilang sebagai presentase dari total jam kerja yang dibayar.
2.11. Pengendalian dan Pembiayaan Operasional
Metode yang umum dan tradisional dalam penerarapan pemeliharaan
adalah pemeliharaan darurat tak terencana. Metode ini membolehkan kerusakan
terjadi sebelum diadakan perbaikan untuk mengoreksi kesalahan atau mereperasi
kerusakan. Dalam cara ini kebutuhan akan pekerjaan mengendalikan organisasi
dan administrasi pemeliharaan, dan kerusakan peralatan mencerminkan kegagalan
untuk memeliharanya.
Universitas Sumatera Utara

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 30/33
Interupsi terhadap oleh pemberhentian yang tak teramalkan jarang
dievaluasi secara tuntas dan selalu ditaksir terlalu rendah.
Sebagai usaha untuk mengurangi efek interuptif seperti ini terhadap
produksi, berbagai perusahaan akhir-akhir ini telah menggunakan suatu cara
mengorganisasi pekerjaan pemeliharaan, dan cara ini kita sebut Pemeliharaaan
Terencana, yang didefenisikan sebagai pekerjaan yang diorganisasikan dan
dilakukan dengan pemikiran ke masa depan, pengendalian dan pencatatan.
Sangat sering ada kebencian diam-diam terhadap keteraturan pengendalian
ini, keterkejutan dan kesibukan yang sering ada disekitar perbaikan darurat tidak
terjadi lagi, para insinyur engan enggan melaksanakan pap yang sudah tertulis,
dan para pekerja merasa kemampuan mereka tidak diperlukan lagi. Yang
bertanggung jawab terhadap biaya bertanya-tanya apakah tidak lebih baik untuk
membiarkan biaya pemeliharaan tetap tertutupi dengan pembiayaan umum yang
sudah terbiasa dilakukan uang sesuai untuk pemeliharaan tak terkendali.
Pendapat-pendapat diatas tentu saja salah meskipun perlu ditekankan
bahwa diperlukan beberapa usaha tertentu untuk menerapkan metode
pemeliharaan terencana dan mungkin ditemukan bahwa kritik langsung yang
muncul terhadap metode ini didasari oleh kebencian yang tidak didasari seperti
diatas.
Pengendalaian administratif terhadap pekerjaan pemeliharaan sangat
berubah ketika berganti dari metode pemeliharaan darurat ke kebijakan
pemeliharaan terencana. Pemeliharan darurat sangat sangat tergantung dengan
keputusan sesaat, pembelian secara panik, revisi yang tak beakhir terhadap
Universitas Sumatera Utara

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 31/33
proritas pekerjaan, pengarahan ulang tenaga kerja secara mendadak, dan berbagai
keadaan darurat yang komulatif merendahkan efisiensi pemeliharaan.
Suatu sistem pemeliharaan terencana mengelola kebijakan pemeliharaan
perusahaan dengan menyediakan alat-alat yang secara teknis dan finansial
mengarahkan dan mengendalikan operasi pemeliharaan dengan tujuan
meningkatkan standar pemeliharaan pabrik dan mempertinggi keefektifan biaya,
lihat pada gambar 2.2.
Rancangan pemeliharaan terncana yang paling sukses pastilah yang
sesederhana mungkin, melibatkan personil bengkel dengan sesedikit mungkin
pekerjaan tulis-menulis.
Sistem yang diterapkan dalam hal ini hanya membutuhkan tiga dokumen
yang bersangkutan dengan personil bengkel, hanya dua diantaranya memerlukan
penulisan. Dalam masyarakat modern sejumlah pekerjaa tulis – menulis t idak bisa
dihindarkan dan mungkin diperlukan dalam waktu bertahun-tahun menciba suatu
kata tertulis sampai betul-betul diterima sebagai salah satu prasyarat dalam teknis
perencanaan modern. Dalam hal ini beberapa masalah yang diketahui, misalnya
keengganan untuk berubah, mungki terjadi dan tidak bisa dihilangkan secara
keseluruhan.
Pada kebanyakan organisasi yang menggunakan sistem pemeliharaan
terencana, hal ini akan merupakan bagian integral dari fungsi rekayasa pabrik.
Gambar dibawah ini menunjukkan sebuah bagan lingkar sederhana yang
menggambarkan persentase pemeliharaan murni ( 55 % ), dibandingkan dengan
perekayasaan proyek dan berbagai pekerjaan non-pemeliharaan, yang bisa
menjadi suatu sasaran untuk perencanaan masa depan.
Universitas Sumatera Utara

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 32/33
Tentu saja persentase ini berbeda-beda pada perusahaan yang satu dengan
yang lain dan diantara industri yang berbeda. Jika proporsi pekerjaan
perekayasaan proyek kecil, pemeliharaan murni akan mempunyai proporsi besar.
Yang didapatkan tidak berbeda banyak antara perusahaan-perusahaan ialah
proporsi di dalam pemeliharaan murni itu sendiri, yaitu antara pemeliharaan
pencegahan, korektif, dan darurat yang masing-masing kisar antara 72, 22 dan 6
%. Angka ini adalah sasaran yang realistik yang harus di capai oleh setiap
perusahaan dalam 1.5 – 2 tahun setelah pemakaian sistem pemeliharaan terencana.
Gambar 2.2 Fungsi Rekayasa Pabrik
Manajemen dan pekerjaan produksi wajib berpikir bahwa pemakaian
sistem pemeliharaan terencana dengan segera akan menghasilkan perbaikan
Universitas Sumatera Utara

7/21/2019 Chapter II_2.pdf
http://slidepdf.com/reader/full/chapter-ii2pdf-56dbc40ac9468 33/33
standar pemeliharaan dan pengurangan waktu menganggur. Hal ini mungkin saat
terjadi dalam beberapa kasus, diman standar pemeliharaan jauh di bawah rata-rata.
Tetapi manajemen, staf dan para pekerja harus sadar bahwa adanya keengganan
untuk berubah, perlunya mesin di overhoul secara total dan sebagainya,
membutuhkan bantuan dari setiap orang dalam departemen pemeliharaan, kerja
sama penuh dari departemen operasi atau produksi, dan juga yang penting adalah
adanya dukungan dari manajemen puncak, sebelum efek pemeliharaan bisa
dirasakan.
Kita telah melihat bahwa masalah utama yang dihadapi oleh manajer
pemeliharaan adalah komunikasi antara dirinya sendiri dengan pekerja work shop.
Penggantian sebagian cara komunikasi tradisioanl dan satu-satunya yaitu kata-
kata dengan mulut, dengan suatu sistem dokumen membutuhkan kesabaran dan
keuletan yang besar.
Dokumen tunggal yang paling penting dalam mengorganisasikan
pemeliharaan adalah apa yang kita sebut permintaan pemeliharaan ( maintenance
request ). Ini sering disebut juga pesanan kerja, permintaan kerja, kartu kerja, atau
tiket kerja, istilah tersebut sangat tergantung dari kesukaan masing-masing
perusahaan, tetapi pada dasarnya sama saja.