blog.ub.ac.idblog.ub.ac.id/.../05/Tugas-PPIC-Kelas-C-IAD-Kelompok-3.docx · Web viewBerbagai...
20
MAKALAH PRODUCTION PLANNING AND INVENTORY CONTROL RESUME JURNAL “The Development of A Materials Requirements Planning Model Applicable in Small & Medium Enterprise Manufacturing Companies in Zimbabwe” Dosen Pengampu : Ika Atsari Dewi, STP., MP Kelompok 3 Nama NIM Foto Nama NIM Foto 1. M. Anugerah Huse 0911030031 5. Rengganis Fitriyani 1151003011110 29 2. Ita Winda Sari H 1151003001110 63 7 6. Karina Meidayanti 115100301111 031 3. Grico M Simangunso ng 1151003001110 67 7. Reny Nurul Utami 115100301111 037 4. Niken Yulia A. J 1151003011110 03 KELAS C JURUSAN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN UNIVERSITAS BRAWIJAYA
-
Upload
truongphuc -
Category
Documents
-
view
223 -
download
0
Transcript of blog.ub.ac.idblog.ub.ac.id/.../05/Tugas-PPIC-Kelas-C-IAD-Kelompok-3.docx · Web viewBerbagai...
MAKALAHPRODUCTION PLANNING AND INVENTORY CONTROL
RESUME JURNAL “The Development of A Materials Requirements Planning Model Applicable in Small & Medium
Enterprise Manufacturing Companies in Zimbabwe”
Dosen Pengampu : Ika Atsari Dewi, STP., MP
Kelompok 3Nama NIM Foto Nama NIM Foto
1. M. Anugerah Huse
0911030031 5. Rengganis Fitriyani
115100301111029
2. Ita Winda Sari H
115100300111063 7 6. Karina Meidayanti
115100301111031
3. Grico M Simangunsong
115100300111067 7. Reny Nurul Utami
115100301111037
4. Niken Yulia A. J
115100301111003
KELAS CJURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIANUNIVERSITAS BRAWIJAYA
MALANG 2013
BAB I
PENDAHULUAN
Industri Zimbabwe saat ini sedang berjuang untuk mengambil langkah menuju ekonomi
dengan turn-around strategy. Pengurangan biaya adalah satu-satunya jalan untuk
mempertahankan bisnis. Situasi yang menghawatirkan akan dialami oleh UKM di Zimbabwe
(tercatat mulai 2006-2010). Peneliti mengumpulkan data dengan mengkaji kasus masalah LE
company. Masalah dari LE company adalah perencanaan dan kontrol persediaan yang sulit dan
mahal yang menyebabkan lead-time yang tertunda, meningkatnya beban kerja, kekurangan
persediaan, meningkatnya pengerjaan ulang, peningkatan penjadwalan dan perencanaan
ulang. Peneliti bertujuan untuk menentukan penerapan ekonomis MRP pada di Zimbabwe.
Peneliti telah mengamati berbagai metode perencanaan dan pengendalian seperti
perenccanaan kebutuhan kapasitas (CRP), perencanaan agregat, jadwal induk produksi (MPS),
MRP, perencanaan sumber daya material (MRP II), Enterprise Resource Planning, dan
pengendalian kegiatan produksi (PAC). Metode tersebut dianggap cocok dan tidak akan
ditangani kecuali MRP, karena MRP adalah inti dari berbagai perencanaan dan mekanisme
kontrol.
BAB II
PEMBAHASAN
1. Konsep MRP
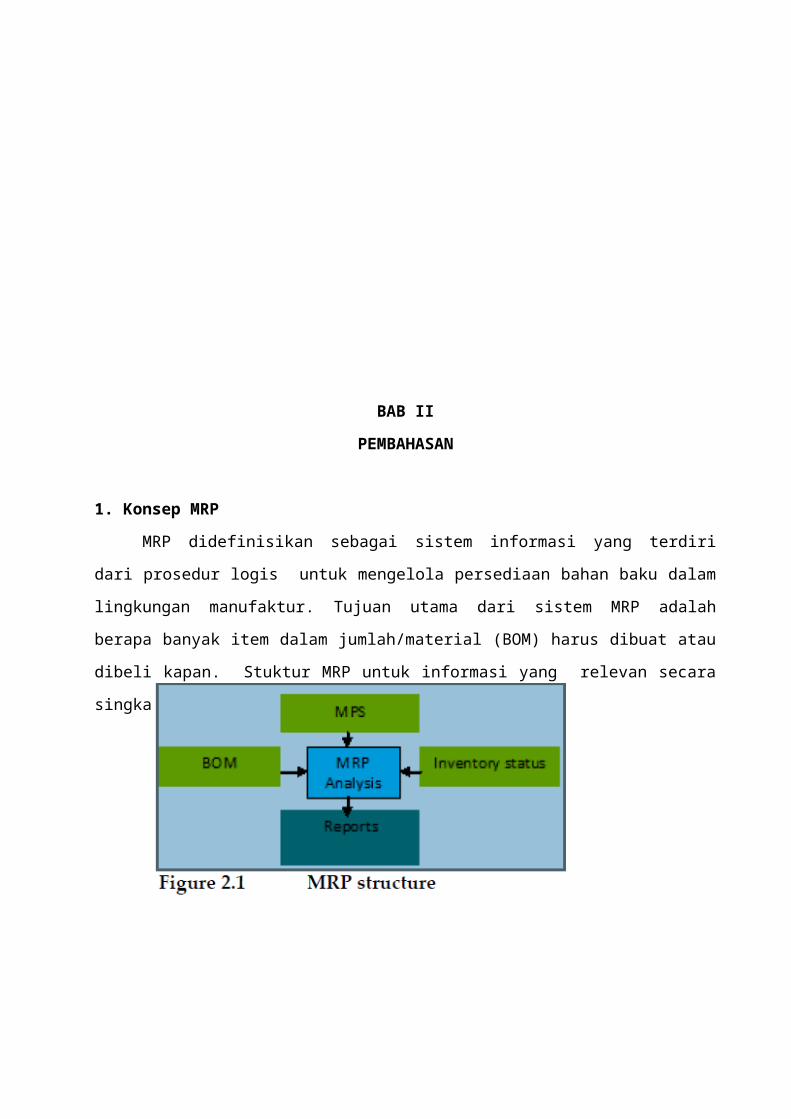
MRP didefinisikan sebagai sistem informasi yang terdiri dari prosedur logis untuk
mengelola persediaan bahan baku dalam lingkungan manufaktur. Tujuan utama dari sistem
MRP adalah berapa banyak item dalam jumlah/material (BOM) harus dibuat atau dibeli kapan.
Stuktur MRP untuk informasi yang relevan secara singkat diringkas dalam Gambar 2.1.
Analisis MRP membutuhkan masukan dari BOM, MPS dan status persediaan yang akurat
seperti yang ditunjukkan pada gambar 2.1. Pada penggunaan MRP terdapat daerah kritis yang
meliputi akurasi data, pengguna pengetahuan dan integritas sistem untuk dipertimbangkan.
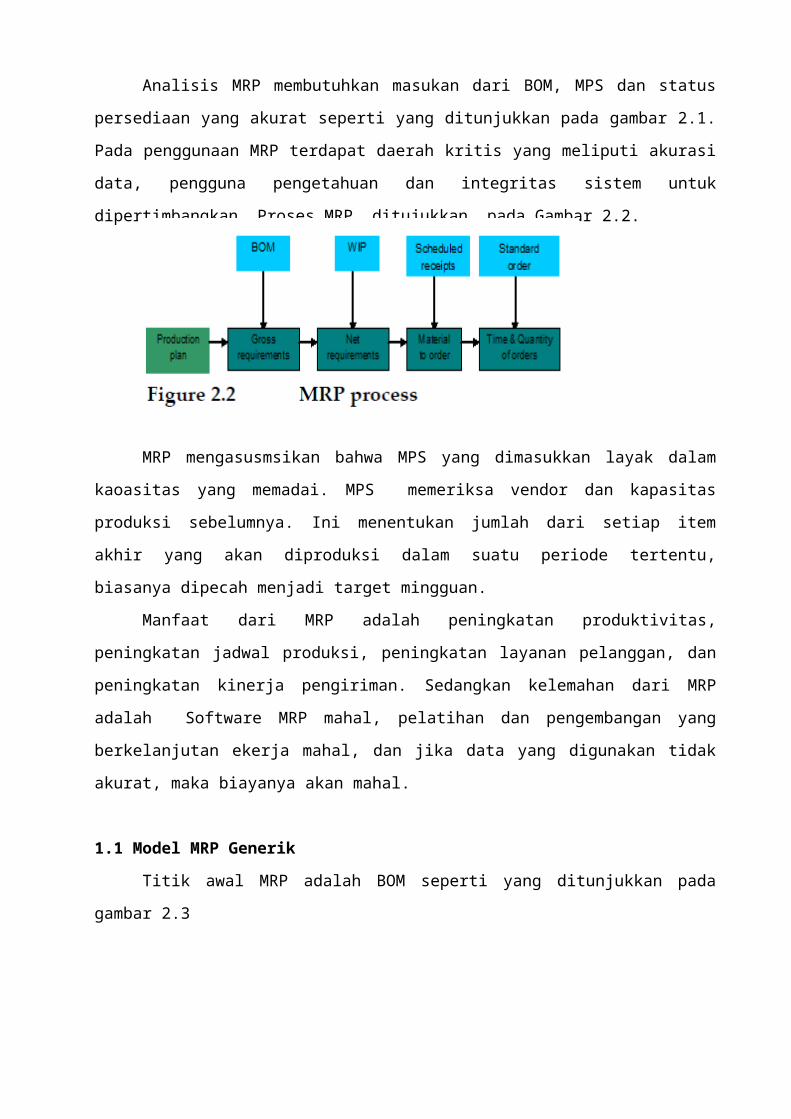
Proses MRP ditujukkan pada Gambar 2.2.
MRP mengasusmsikan bahwa MPS yang dimasukkan layak dalam kaoasitas yang
memadai. MPS memeriksa vendor dan kapasitas produksi sebelumnya. Ini menentukan jumlah
dari setiap item akhir yang akan diproduksi dalam suatu periode tertentu, biasanya dipecah
menjadi target mingguan.
Manfaat dari MRP adalah peningkatan produktivitas, peningkatan jadwal produksi,
peningkatan layanan pelanggan, dan peningkatan kinerja pengiriman. Sedangkan kelemahan
dari MRP adalah Software MRP mahal, pelatihan dan pengembangan yang berkelanjutan
ekerja mahal, dan jika data yang digunakan tidak akurat, maka biayanya akan mahal.
1.1 Model MRP Generik
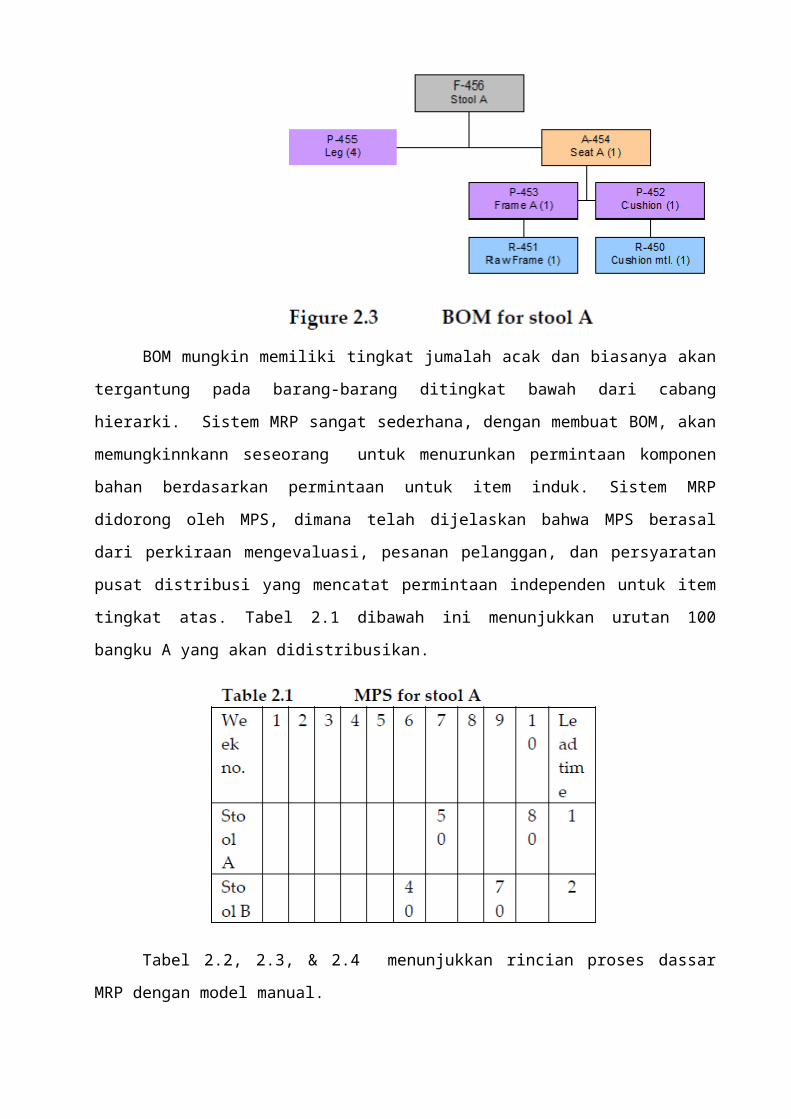
Titik awal MRP adalah BOM seperti yang ditunjukkan pada gambar 2.3
BOM mungkin memiliki tingkat jumalah acak dan biasanya akan tergantung pada
barang-barang ditingkat bawah dari cabang hierarki. Sistem MRP sangat sederhana, dengan
membuat BOM, akan memungkinnkann seseorang untuk menurunkan permintaan komponen
bahan berdasarkan permintaan untuk item induk. Sistem MRP didorong oleh MPS, dimana
telah dijelaskan bahwa MPS berasal dari perkiraan mengevaluasi, pesanan pelanggan, dan
persyaratan pusat distribusi yang mencatat permintaan independen untuk item tingkat atas.
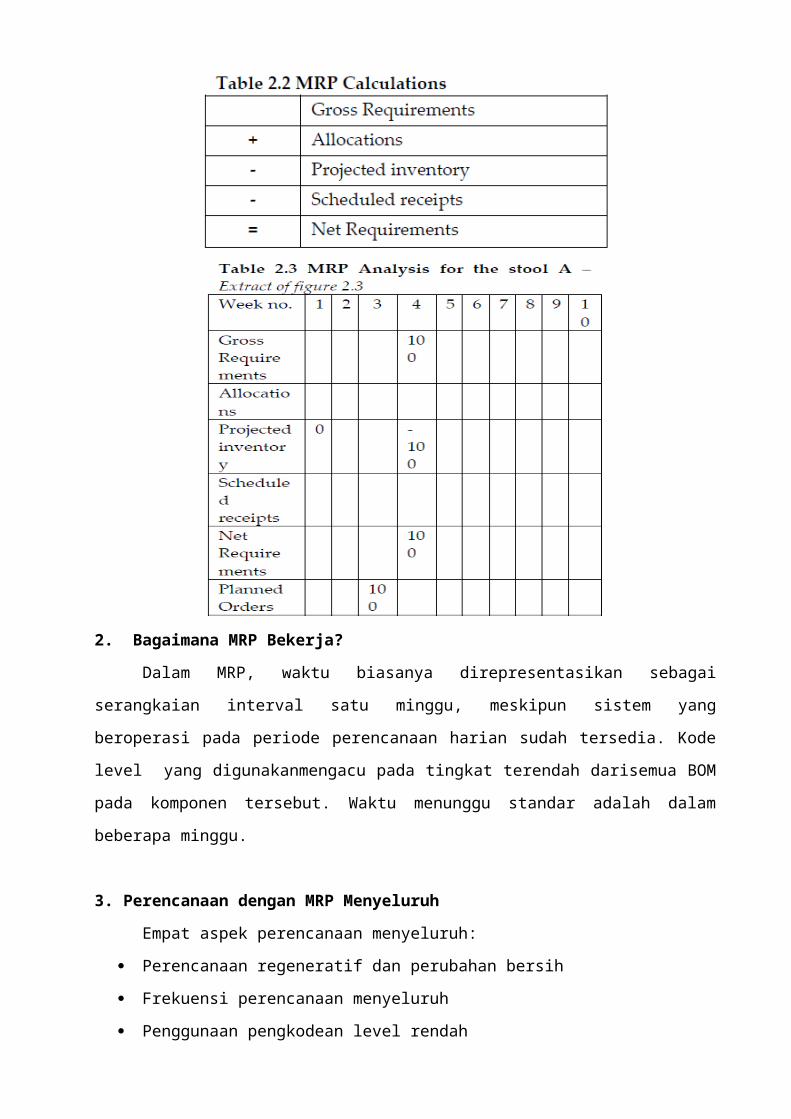
Tabel 2.1 dibawah ini menunjukkan urutan 100 bangku A yang akan didistribusikan.
Tabel 2.2, 2.3, & 2.4 menunjukkan rincian proses dassar MRP dengan model manual.
2. Bagaimana MRP Bekerja?
Dalam MRP, waktu biasanya direpresentasikan sebagai serangkaian interval satu
minggu, meskipun sistem yang beroperasi pada periode perencanaan harian sudah tersedia.
Kode level yang digunakanmengacu pada tingkat terendah darisemua BOM pada komponen
tersebut. Waktu menunggu standar adalah dalam beberapa minggu.
3. Perencanaan dengan MRP Menyeluruh
Empat aspek perencanaan menyeluruh:
Perencanaan regeneratif dan perubahan bersih
Frekuensi perencanaan menyeluruh
Penggunaan pengkodean level rendah
Penjadwalan dalam perencanaan menyeluruh
3.1 Perencanaan Regeneratif dan Perubahan Netto
Seluruh proses regeneratif dilakukan dalam proses pengolahan di komputer dan dengan
pengolahan data yang luas. Karena itu, sistem regeneratif biasanya dioperasikan dalam siklus
perencanaan mingguan atau bulanan. MRP terus disimpan dalam komputer agarapabila ada
kegiatan yang tidak direncanakan, seperti tatanan baru dalam MPS maka masih bisa
dipergunakan. Jika suatu kejadian direncanakan, misalnya, saat pesanan selesai tepat waktu,
maka rencana bahan asli harus masih berlaku.
Perubahan netto dapat beroperasi dalam dua cara. Salah satu tipe memiliki sistem
perubahan netto secara online di mana sistem bereaksi seketika terhadap perubahan yang tidak
direncanakan. Perbedaan antara keduanya adalah diantaranya sistem regeneratif melihat MPS
sebagai dokumen, edisi baru yang dirilis secara periodik. Kemudian sistem perubahan netto
melihat MPS sebagai dokumen, dalam keadaan perubahan terus-menerus. MPS akan diproses
sesuai perubahan yang telah terjadi selama proses terakhir.
3.2 Frekuensi Perencanaan Menyeluruh
Sistem regeneratif biasanya kembali direncanakan secara mingguan atau bulanan. Sistem
perubahan netto mendukung lebih sering dilakukannya perencanaankembali, baik on-line atau
batched secara bertahap harian atau mingguan. Ada trade-off antara biaya pengolahan data
dan pemeliharaan prioritas berlaku pada manufaktur dan pesanan pembelian. Siklus
perencanaan kembali seharusnya tidak lebih dari seminggu.
3.3 Penggunaan Pengkodean Level Rendah
Kode level rendah menentukan urutan persyaratan pengolahan. Komponen umum
mungkin untuk banyak struktur produk BOM. Dalam sistem regeneratif, jika pengolahan
MRPitu hanya untuk mengikuti jalan melalui hirarki BOM di perencanaan makaakan didapat
pengkodean tingkat rendah yakni mekanisme pengolahan data untuk mengatasi
inefisiensi.Prosedur ini digunakan untuk menetapkan setiap kode komponen yang yang
diratakan pada setiap BOM. Kode level rendah juga merupakan fitur yang berguna dalam
sistem perubahan netto ketika sistem ini dioperasikan secara batch.
3.4 Penjadwalan dalam Perencanaan Menyeluruh
Menyelesaikan penjadwalan produksi sulit ketika sistem MRP merupakan perencanaan
kembali secara menyeluruh, biasanya akan menyesuaikan baik tanggal jatuh tempo atau jumlah
urutan yang direncanakan. Jika mengidentifikasi kebutuhan untuk membuat perubahan tanda
terima sesuai yang dijadwalkan, yakni dengan mengirimkan pesan pengecualian bagi perencana
bahan untuk melaksanakan perubahan.Penjadwalan mungkin melibatkan retiming dari tatanan
yang direncanakan atau mungkin memerlukan modifikasi dari ukuran pesanan atau mungkin
keduanya. Hal ini merupakan contoh sepele dan solusinyasendiri bisa didapat lebih mudah.
4. Perencanaan MenyeluruhDengan MRP
Seperti yang ditunjukkan sebelumnya, sistem MRP harus bereaksi terhadap perubahan.
Dalam perencanaan menyeluruh, sistem itu sendiri bukan merupakan perencanaan yang
digunakan sebagai sebuah alternatif bagi perencana untuk mengelola proses perencanaan
kembali, melainkan disebut bottom-up perencanaan.
4.1 Pedoman Persyaratan
Dengan pengelompokan memungkinkan pengguna untuk mengidentifikasi sumber-
sumber permintaan kebutuhan kotor komponen tertentu. Langkah mengidentifikasi kebutuhan
masing-masing kebutuhan kotor dengan sumbernya pada tingkat berikutnya yang lebih tinggi
langsung dalam BOM disebut pengelompokan level satu.
4.2 Pesanan yang Direncanakan Perusahaan
Pesanan yang direncanakan perusahaanmemungkinkan untuk digunakan sistem MRP
dalam merencanakan material. Sebuah pesanan terkadang berbeda dari perintah yang biasa
direncanakan dan prosedur MRP tidak akan mengubahnya dengan cara apapun. Teknik ini
dapat membantu perencana dalam bekerja dengan sistem MRP untuk menanggapi masalah
kapasitas bahan tertentu dan jika terjadi kegagalan pemasok atau pabrik dalam memberikan
perintah maka dialokasikan lead-time.
5. Waktu Pernyataan di Sistem MRP
Sistem penyimpanan membatasi horison waktu yang dapat dipertimbangkan dan rincian
waktu yang mungkin berasal dari pesanan. Sistem bucket-less memungkinkan visibilitas
harianuntuk urutan persyaratan.
5.1 Penyimpanan dan Sistem MRP Bucket-Less
Dalam pendekatanpenyimpanan, jumlah yang telah ditetapkan sel data disediakan
untuk mengumpulkan informasi kuantitas per periode. Hal ini digambarkan dengan struktur
matriks yang digunakan dalam perhitungan persyaratan. Sel-sel data ini dikenal sebagai waktu
simpan. Periode waktu mingguan dianggap menjadi rincian kebutuhan untuk perencanaan
jangka pendek dan menengah per MRP, sedangkan simpanan bulanan dianggap terlalu kasar.
Namun, simpanan normal dalam waktu satu minggu mungkin terlalu kasar untuk memfasilitasi
perencanaan jangka pendek yang lebih rinci. Tidak ada alasan mengapa sistem MRP tidak dapat
mengakomodasi waktu berbagai ukuran bucket selama rentang horison perencanaan. Dalam
pendekatan non-bucketed setiap elemen data waktu bertahap memiliki label waktu tertentu
yang terkait dengan itu dan tidak terakumulasi ke dalam simpanan. Oleh karena itu,
pendekatan bucket-less lebih fleksibel.
5.2 Horison Perencanaan
Horison perencanaan mengacu pada rentang waktu dari tanggal keluar hingga beberapa
waktu di masa mendatang.Perencanaan materi yang dihasilkan adalah faktor utama dalam
menentukan horison perencanaan yang merupakan kumulatif manufaktur terlama dan waktu
pengadaan untuk sebuah jadwal induk barang. Horison perencanaan sering diperpanjang lebih
lama dari kumulatif waktu tunggu terlama untuk tujuan memperoleh visibilitas dari kebutuhan
kapasitasmanufaktur di masa depan. Semakin lama horison perencanaan, semakin sulit untuk
membuat perkiraan tentang pasar dan kemungkinan adanya permintaan untuk produk dan
item level akhir. Perlunya untuk menempatkan sebuah MPS lebih dari horison perencanaan
adalah kelemahan sistem MRP.
6. Peran Persediaan Pengaman dalam Sistem MRP
DeGarmo, E. P., J T. Black, and R. A. Kohser, (1997) menyatakan bahwa persediaan
pengaman merupakan sejumlah persediaan yang akan dipertahankan dalam inventaris, untuk
melindungi fluktuasi yang tak terduga dalam permintaan. Namun, mengingat tingginya biaya
dalam inventory, penggunaan persediaan pengaman (safety stock) akan menjadi mahal.
Persediaan pengaman dapat dimasukkan ke dalam analisis MRP.
7. Keadaan Penerapan MRP yang Sekarang
Kriteria pengukuran yang efektif menggunakan MRP adalah sebagai berikut :
MRP harus menggunakan perencanaan tidak lebih dari seminggu
Frekuensi dari perencanaan ulang harus mingguan atau lebih sering
Jika orang-orang secara efektif menggunakan sistem perencanaan, seharusnya daftar
dari kekurangan harus sudah dieliminasi.
Kinerja pengiriman adalah 95% atau lebih baik untuk supplier, toko manufaktur dan
MPS
Setidaknya dua dari tiga tujuan bisnis telah diperbaiki : persediaan, produktivitas, dan
layanan pelanggan.
Berbagai survei yang diambil selama bertahun-tahun menunjukkan beberapa masalah
dalam implementasi sistem MRP, yaitu sebagai berikut :
Hanya sebagian kecil dari pengguna MRP yang menganggap diri mereka dengan sukses
mengoperasikan sistem MRP mereka.
MPS tidak terkomputerisasi oleh pengguna MRP sesering yang diharapkan
CRP mempunyai pengoperasian yang relatif rendah oleh pengguna MRP
Dalam beberapa kasus yang relatif sedikit, PAC yang terkomputerisasi dilaksanakan
7.1 Alasan Kegagalan dari Instalasi MRP
Kurangnya komitmen dari top manajemen untuk proyek
Kurangnya pendidikan dalam MRP untuk orang-orang yang akan menggunakan sistem
ini
MRP yang tidak realistis
Data yang tidak akurat
Kecenderungan penerimaan pesanan yang tidak terduga
Perubahan harga yang tidak realistis dari bahan baku pada pasar yang kompetitif
7.2 MRP dalam Perusahaan Besar
Sebagian besar perusahaan yang sejak MRP diimplementasikan telah diperpanjang
hingga pendekatan sistem MRP II. Hal ini terjadi karena keberhasilan MRP. Perusahaan-
perusahaan besar yang bertujuan mempertahankan sistem umpan balik juga sering berlatih
tentang sistem closed-loop MRP.
7.3 MRP dalam SME (UKM) Manufaktur
Sebuah UKM manufaktur ditandai dengan beberapa pekerjaan yang dapat dikontrol. Ini
menjadikan pelaksanaan MRP lebih mudah meskipun asumsi persyaratan yang memadai dapat
melemah dibeberapa UKM. Kemajuan teknologi yang mengarah pada ekstensi MRP menuju
MRP II, menjadi penghalang berdirinya UKM untuk mampu melakukan implementasi. MRP II
tentu saja tidak mungkin untuk memulai dalam aturan UKM karena dirancang untuk
mendukung pengelolaan banyak pekerjaan pada perusahaan manufaktur.
8. Manual dan Manipulasi yang Terkomputerisasi dari Data MRP
Beberapa program komputer MRP mengaktifasi program komputer yang menjalankan
aplikasi lain. Pelayan pemesanan, faktur, penagihan, pembelian, penjadwalan produksi,
kapasitas perencanaan dan manajemen gudang adalah beberapa contohnya. Kekuatan
manipulasi manual adalah cara matematika sederhana. Pemula tanpa komputer mampu
menghasilkan MRP dengan biaya overhead yang minimal.
Kekuatan pusat program komputer MRP adalah tepat waktu dan mempunyai
kemampuan untuk melakukan perencanaan ulang dengan hasil yang akurat. Berbagai
perangkat lunak MRP yang telah dirancang Vis-a- vis MRP plus, MRP21, MRP demo_version,
MRP pabrik, ERP plus, SAP, SAGE dan MRP Excel. Yang paling sederhana dari berbagai
perangkat lunak tersebut adalah Excel MRP yang menggunakan spreadsheet dan aplikasi
database visual basic. Sisanya telah dikembangkan dalam database MS Access.
9. Ukuran Lot dalam Sistem MRP
Untuk barang yang dibeli, supplier dapat menyuplai hanya dalam kelipatan jumlah
tertentu. Sejumlah perwakilan prosedur kebijakan yang akan ditinjau meliputi : The lot for lot
method, The fixed order quantity method, The economic order quantity method, The method of
fixed order periods, The periodic order quantity method, The method of part period balancing,
The Wagner Whitin algorithm. Jenis metode ukuran lot masih banyak lagi, seperti metode
Gaither (1981), metode Gaither yang telah dimodifikasi (1983), The Silver Meal Technique
(1973) atau metode yang diusulkan oleh Groff (1979).
9.1 The Lot for Lot Method
Metode ini melibatkan perubahan langsung dari kebutuhan ke jumlah pesanan. Untuk
setiap kebutuhan yang dipesan dalam setiap periodenya terdapat waktu tunggu.
9.2 The Fixed Order Quantity Method (Metode Kuantitas Pemesanan yang Tetap)
Metode ini sering digunakan. Kebutuhan diperiksa dan jumlah pemesanan harus tetap
sesuai dengan yang telah ditetapkan.
9.3 The Economic Order Quantity Method (Metode Kuantitas Tatanan Ekonomi yang Tetap)
Ada biaya setup yang dikeluarkan dengan menempatkan pesanan. Rumus economic
order quantity (EOQ) hanya bentuk matematika sederhan dan mencerminkan total biaya
minimum dari carrying stock dan setup. EOQ = (2SD/C), S= setup cost per batch, C = inventory
carrying cost per item per unit time, Q = the batch size (EOQ), D = demand.
9.4 The Method of Fixed Order Periods (Metode Periode Pemesanan yang Tetap)
Metode ini mirip dengan metode kuantitas tetap dalam arti bahwa ia menetapkan
waktu yang tetap antara jenis pesanan dan jumlah pesanan yang diperlukan untuk memenuhi
permintaan di masa itu.
9.5 The Periodic Order Quantity Method (Metode Kuantitas Pesanan Per Periodik)
Ini adalah variasi dari metode periode pemesanan yang tetap di mana ide-ide dari EOQ
digunakan untuk menghitung waktu antara pesanan. Waktu antara pesanan dihitung dengan
membagi permintaan per periode menggunakan EOQ.
9.6 The Method of Part Period Balancing (Metode Tiap Bagian Periode Keseimbangan)
Salah satu metode untuk menyamakan biaya setup / penempatan pemesanan dengan
biaya persediaan. Hal ini didasarkan pada pengamatan bahwa jumlah setup / biaya pemesanan
dan biaya persediaan pada rumus EOQ diminimalkan pada titik di mana dua biaya sama.
9.7 The Wagner Whitin Algorithm (Algoritma Wagner Whitin)
Algoritma ini menggunakan pendekatan pemrograman dinamis untuk menentukan
kuantitas pesanan optimal.
10. Penjadwalan Status Persediaan Produk LE'S
Dua jenis produk yang terpilih ditunjukkan pada tabel 11.1 di bawah ini dengan periode
per minggu. Produk-produk ini berupa bagian-perakitan Mono pompa poros Flex Adaptor dan
perakitan Belt Conveyor Fastener, dalam berbagai ukuran mereka. Status persediaan
ditunjukkan pada tabel 11.2 untuk bagian-perakitan Flex poros Adaptor
Hasil analisis menunjukkan bahwa sistem Komputerisasi MRP, perencanaan top-down
Regenerative, dan representasi waktu bucketed merupakan kombinasi terbaik untuk
menentukan MRP. Namun, alangkah lebih baik jika menggunakan sistem manual karena paling
terjangkau oleh entitas terkecil tanpa komputer. Maka, dua model yang dikembangkan yaitu
manual MRP Template & MRP Database Excel seperti yang akan dijelaskan di bawah.
11. MRP Domain Expertise
Prosedur permintaan LE’s bertipe sistem JIT. Hal ini jelas merupakan suatu hal yang
menarik customer-driven sistem di mana produksi dimulai hanya ketika pesanan dari pelanggan
telah diterima. Informasi mengalir ke belakang seperti yang ditunjukkan dalam gambar 12,2.
Namun, sebuah sistem mrp merubah le’s jit pull-system domain ke push demand-driven system
seperti yang ditunjukkan dalam gambar 12.1. Dengan demikian, urutan prosedur yang cocok
digunakan ialah mengikuti sebuah penjadwalan peramalan deskriptif.
12. Spesifikasi Software MRP
Telah ada software MRP yang dirancang di pasar. Peneliti berhasil menciptakan
perangkat lunak berikut dan hanya berlaku untuk organisasi manufaktur. Diantaranya:
1. MRP Plus oleh Horizon software
2. MRP21 oleh DBA software
3. MRP demo_version oleh Merlin software
4. MRP DOS oleh Weiss
5. MRP versi Excel oleh Tony Rise
Dari keseluruhan software yang ada, MRP versi Excel sangat menguntungkan untuk
organisasi UKM di Zimbabwe karena kesederhanaan, ketersediaan dengan biaya minimum,
fleksibilitas, otomatisasi dan cara komunikasi antara program dengan pengguna yang mudah.
12. 1 Parameter Fungsional
Adapun pengguna MRP manipulasi parameternya ditentukan berdasarkan kebutuhan
bersih dari kebutuhan kotor setelah penentuan BOM dan status persediaan. Setelah lead
ditentukan, pesanan direncanakan dan diatur sesuai jadwal pada waktu yang ditetapkan. sistem
MRP berbasis Excel memiliki fitur domain seperti, VBA gratis, tidak ada macro, semua formula
dan Pivot Tables dan tidak ada yang disembunyikan.
Material dan persediaan bahan baku dan komponennyaa dialokasikan ke produk dan
dijadwalkan diawal dan akan kembali dialokasikan secara dinamis sebagai perubahan jadwal.
Kemudian tindakan laporan bertujuan untuk mengidentifikasi pesanan pembelian yang harus
ditempatkan atau dikejar untuk memenuhi jadwal. Kemudian, spreadsheet terakhir dari sistem
alamat pertanyaan MRP digunakan untuk mementukan dan memperhitungkan bahan baku
yang digunakan oleh lebih dari satu produk dan persediaan diseluruh produk sehingga
persedian dapat merata.
12. 2 Masalah Kinerja
Sistem manual menyadari kelemahan dalam kinerja karena data tidak dapat cepat
diregenerasi. MRP Excel adalah memasukan jadwal produksi executable yang hanya dihasilkan
dari rasionalisasi laporan pesanan pembelian. Selain itu, seperti yang sebelumnya berasal, MRP
Excel harus menjadi sistem perencanaan top-down regeneratif dengan representasi waktu
bucketed.
13. Pengembangan Model Sistem Mrp untuk Le Co
Model MRP ditunjukkan dalam angka 14,1-4 dihasilkan menggunakan sistem
perencanaan top-down regeneratif. Untuk alasan perdagangan-off antara biaya re-perencanaan
dan pola aliran permintaan, regenerasi data diminimalkan untuk satu minggu. Representasi
waktu bucketed dalam minggu. Horison waktu melebihi LE Perusahaan maksimum lead-waktu
6 minggu untuk sewenang-wenang 10 minggu.
BAB III
PENUTUP
1. Kesimpulan
MRP Model Excel dikembangkan karena dianjurkan oleh peneliti untuk Perusahaan LE,
yang berkaitan dan berurusan dengan perencanaan persediaan yang ada dan masalah kontrol.
Model sistem Excel berbasis MRP dipengaruhi minimal dan dapat diterima payback period
dihitung dari 2 tahun & 1,7 bulan setelah investasi kenudian produk dianalisis. Selain itu juga
memiliki kapasitas yang banyak untuk menahan hiperinflasi tak terduga karena mendapatkan
37% sebagai Internal Rate of Return nol Net Present Value. UKM lainnya produsen dapat
menggunakan model yang sama dan peneliti yang tersedia untuk membantu mereka dengan
data konfigurasi dan setup.
2. Saran
Dalam jurnal ini, terlihat bahwa peneliti lebih mengarah kepada teori. Tidak begitu
jelas penjelasan mengenai metode atau langkah-langkah yang digunakan dalam penentuan
penerapan ekonomis MRP di Zimbabwe. Jadi, diharapkan para pembaca harus menganalisis
sendiri dah harus memahami jurnal dengan lebih baik.