blog.ub.ac.idblog.ub.ac.id/fuadfebrianto/files/2013/04/TUGAS-BESAR... · Web viewPPIC sangat...
30
LAPORAN TUGAS BESAR Mata Kuliah Production Planning & Inventory Control “Mantel Sangkar Burung” Yang dibina Ika Atsari Dewi, STP,. MP Disusun oleh : Syafirinata Tri .W (115100301113004) Dimas Bagus (115100307113005) Cahayati Ratna T (115100307113006) Fuad Febrianto (115100307113007) JURUSAN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN
Transcript of blog.ub.ac.idblog.ub.ac.id/fuadfebrianto/files/2013/04/TUGAS-BESAR... · Web viewPPIC sangat...
LAPORAN TUGAS BESAR
Mata Kuliah Production Planning & Inventory Control
“Mantel Sangkar Burung”
Yang dibina Ika Atsari Dewi, STP,. MP
Disusun oleh :
Syafirinata Tri .W (115100301113004)
Dimas Bagus (115100307113005)
Cahayati Ratna T (115100307113006)
Fuad Febrianto (115100307113007)
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS BRAWIJAYA
2013
KELOMPOK
Fuad febrianto 115100307113007
Cahayati ratna 115100307113006
Syafirinata try 115100307113004
BAB I
PENDAHULUAN
1.1 Pentingnya PPIC dalam Industri dan Perusahaan
Dalam industry yang sangat rumit dibutuhkan beberapa konsep yang dapat
memudahkan seorang manajer dalam mengatur segala kebutuhan dan masalah yang
ada dalam perusahaan. Masalah tersebut biasanya menyangkup konsumen, tenaga
kerja,pengadaan bahan baku, dan lain sebagainnya.
PPIC sangat dibutuhkan dalam industry maju sekarang ini. Misalnya untuk
mendapatkan pemanfaatan efektif sumber daya yang ada di perusahaan. Yang kedua
PPIC juga bermanfaat untuk memenuhi kebutuhan konsumen yang bervariasi. Dan
yang ketiga adalah sebagai pembantu perusahaan dalam pemberian produk yang
berkualitas dan sesuai keinginan konsumen.
Dalam perusahan “mantel sangkar burung” PPIC bermanfaat dalam proses
proses pendistribusiaan bahan baku, jadwal pengiriman beberapa item barang yang
dipesan perusahaan dan beberapa pemanfaatan efektif sumber daya lainnya. Selain itu,
juga bermanfaat memenuhi kebutuhan konsumen yang bervariasi terhadap produk
yang dijual, misalnya ukuran produk yang bervariasi tergantung ukuran sangkar burung
dan beberapa kebutuhan lainnya seperti bahan baku dan proses prngerjaannya.
Selanjutnya adalah membantu perusahaan memberikan produk yang berkualitas yang
diinginkan oleh konsumen.
1.2 Konsep Produk
1.2.1 Bahan Baku
- PVC (polyvinyl coated)
- Parasut
- Taslan
Variasi yang lain:
- Kain parasut (kain payung)
1.2.2 Bahan Tambahan
- Resleting
- Kancing
1.2.3 Bahan Pengemas
- Plastic
1.2.4 Proses Pembuatan
Dalam proses pembuatan, yang pertama dilakukan adalah mengabungkan
semua bahan baku dicampur menggunakan mesin mesin penyampur. Setelah itu
dibentuk lembaran- lembaran seperti kain yag sangat tipis. Kenapa sangat tipis, agar
ketika dipakai burung yang berada didalamnya tidak terasa kepanasan dan pengap
udara atau oksigen (masih dapat bernafas).
Selanjutnya adalah pembuatan pola dasar bentuk mantel sangkar dan
tempat pengemasnya, aspek yang penting dalam pembuatan pola adalah ukuran.
Setelah pola dibuat dilakuakan proses pemotongan bahan dan kemudian
memasangkannya sesuai pola yang diinginkan. Proses pembuatannnya hamper
sama dengan pelindung sangkar burung yang terbuat dari kain, hanya saj bahan
baku kain diganti dengan kain mantel yang telah dibuat sebelumnya.
Setelah kain mantel sudah digabung menjadi satu dengan di pres dengan
karet panas. Selanjutnya adalah proses pemberian resleting dan kancing. Dan
dikemas dengan kemasan yang terbuat dari bahan plastic tebal.
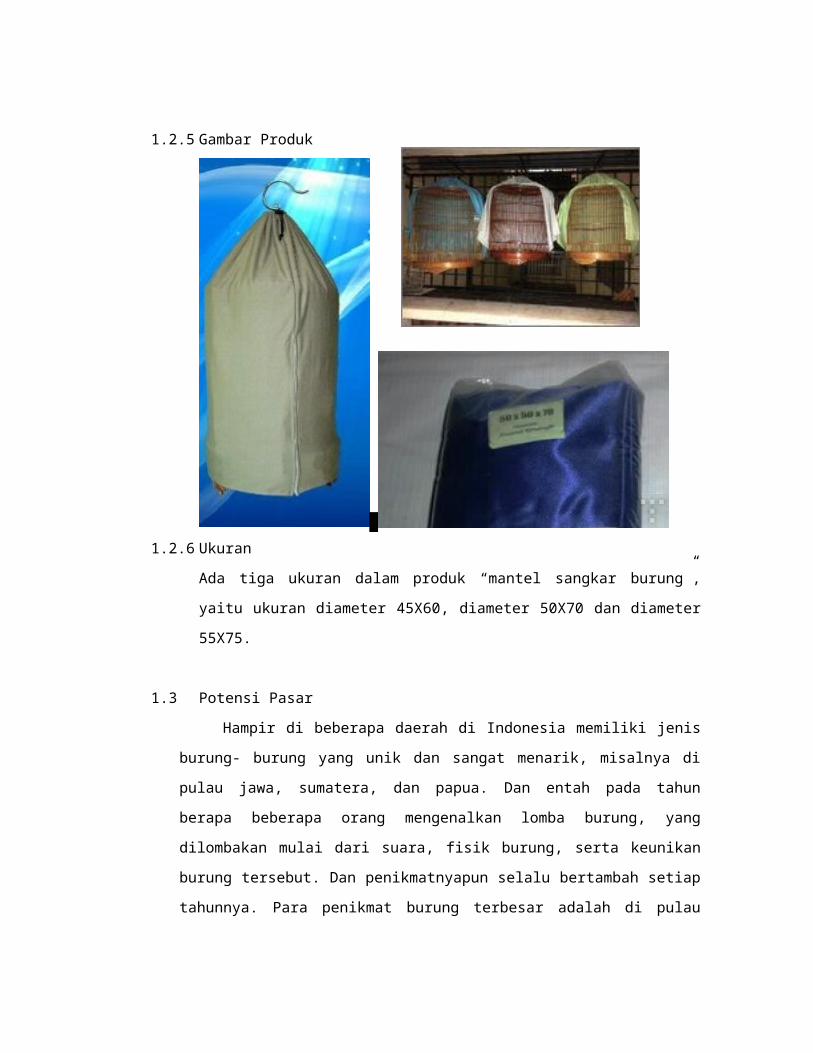
1.2.5 Gambar Produk
1.2.6 Ukuran
Ada tiga ukuran dalam produk “mantel sangkar burung”, yaitu ukuran diameter
45X60, diameter 50X70 dan diameter 55X75.
1.3 Potensi Pasar
Hampir di beberapa daerah di Indonesia memiliki jenis burung- burung yang
unik dan sangat menarik, misalnya di pulau jawa, sumatera, dan papua. Dan entah
pada tahun berapa beberapa orang mengenalkan lomba burung, yang dilombakan
mulai dari suara, fisik burung, serta keunikan burung tersebut. Dan penikmatnyapun
selalu bertambah setiap tahunnya. Para penikmat burung terbesar adalah di pulau
jawa, hamper semua kota di pulau jawa memiliki pasar burung dan mengadakan
perlombaan setiap tahunnya. Sehingga dapat dibayangkan potensi pasar mantel
sangkar burung ini, potensi pasar dijelaskan pada STP Method:
1. Segmenting
Segmen yang dituju pada produk ini adalah para penikmat burung atau para
pelomba burung “kicau mania”. Para penikmat burung tidak peduli dengan usia,
biasanya berusia mulai 15 tahun sampai lebih dari 45 tahun. Segmen pasarnya
adalah dari semua kalangan mulai menengah kebawah sampai menengah keatas.
2. Targetning
Target yang yang dituju adalah penikmat burung atau para pelomba burung
“kicau mania” yang hamper setiap harinya bertambah. Dan lomba burungpun akan
semakin sering diselenggarakan di kota- kota di Indonesia. Target kedepannya
adalah memasarkan produk tidak hanya di kota- kota di Indonesia tetapi juga di
seluruh kota- kota di Indonesia.
3. Positioning
Positionin produk ini adalah sepesifik untuk para penikmat burung atau para
pelomba burung “kicau mania” di kota- kota di Indonesia khususnya di Jawa Timur.
Dan selalu ingin mengembangkannya di beberapa kota di luar dari Jawa Timur.
BAB II
PENENTUAN LOKASI
2.1 Aspek Lokasi
Dalam proses penentuan aspek lokasi perusaan kami memiliki tiga tahapan,
yaitu:
1. Regional (termasuk internasional)
a. Kedekatan bahan baku dan pasar
Kedekatan bahan baku dan transport berpengaruh terhadap ongkos
minimum transport dan pemberian pelayanan yang terbaik terhadap
konsumen. Dapat diketahui bahwa penikmat burung hampir ada disetiap kota
di Jawa Timur. Jadi artinya, setiap kota memiliki kesempatan yang sama untuk
dijadikan lokasi perusahaan. Tetapi untuk kedekatan bahan baku
memungkinkan untuk kota- kota besar disekitar pelabuahan dan disekitar
industry dipilih sebagai lokasi perusahaan, antara lain Surabaya, Sidoarjo, dan
Mojokerto. Semua itu akan berdampak pada minimalisir biaya transport
pengadaan bahan baku dan mungkin bahan baku dapat dibeli dengan harga
yang murah.
b. Jenis dan mutu tenagakerja yang tersedia
Tidak bisa dipungkiri bahwa Surabaya, Sidoarjo, dan Mojokerto adalah
kota industry di Jawa Timur. Dan tidak dapat ditolak apabila banyak masyarakat
berdatangan untuk melamar pekerjaan di kota tersebut. Dengan banyaknya
sumber daya manusia disana akan dapat memudahkan manajemen perusahaan
untuk merekrut pekerja yag sesuai keinginan manajemen dan mutu pekerja
yang lebih baik.
c. Ketersediaan masukan lain
Masukan lain yaitu sarana angkutan, di tiga kota besar yang dipilih untuk
mendapatkan sarana angkutan sangatlah mudah. Selain sarana angkuatan yaitu
tanah, di sekitar Mojokerto dan Sidoarjo masih banyak beberapa tanah kosong
yang dapat dijadikan lokasi, dan tekstur tanahnya cukup baik. Untuk
ketersediaan air dari ketiga kota besar tersebut lumayan mudah tetapi untuk
kualiats yang lebih baik adalah dari ketiga kota tersebut adalah Mojokerto.
d. Lingkungan
Dalam aspek lingkungan anatra lain iklim, iklim di tiga kota besar yang
telah disebutkan cukup baiak, cukup baik dapat diartikan iklimnya normal
jarang terjadi masalah. Selanjutnya adalah aturan, untuk kota industry maslah
peraturan biasanya tidaklah sulit.
1. Masyarakat
Factor yang dipertimbangkan antara lain tapak (site) yang
dibutuhkan, sikap pemerintah daerah yang mendukung perusahaan.
Selanjutnya adalah peraturan- peraturan daerah, ketersediaan tenaga
kerja, dan ukuran pasar yang mendukung perusahaan. Serta,
ketersediaan dana perusahaan dalam memilih lokasi dan sikap
masyarakat dalam mendukung berdirinya perusahaan.
2. Tapak (site)
Tapak atau site adalah lokasi nyata dari fasilitas yang harus tepat
bagi sifat operasi. Sifat operasi perusahaan adalah operasi barang dan
menggunakan fasilitas ganda.

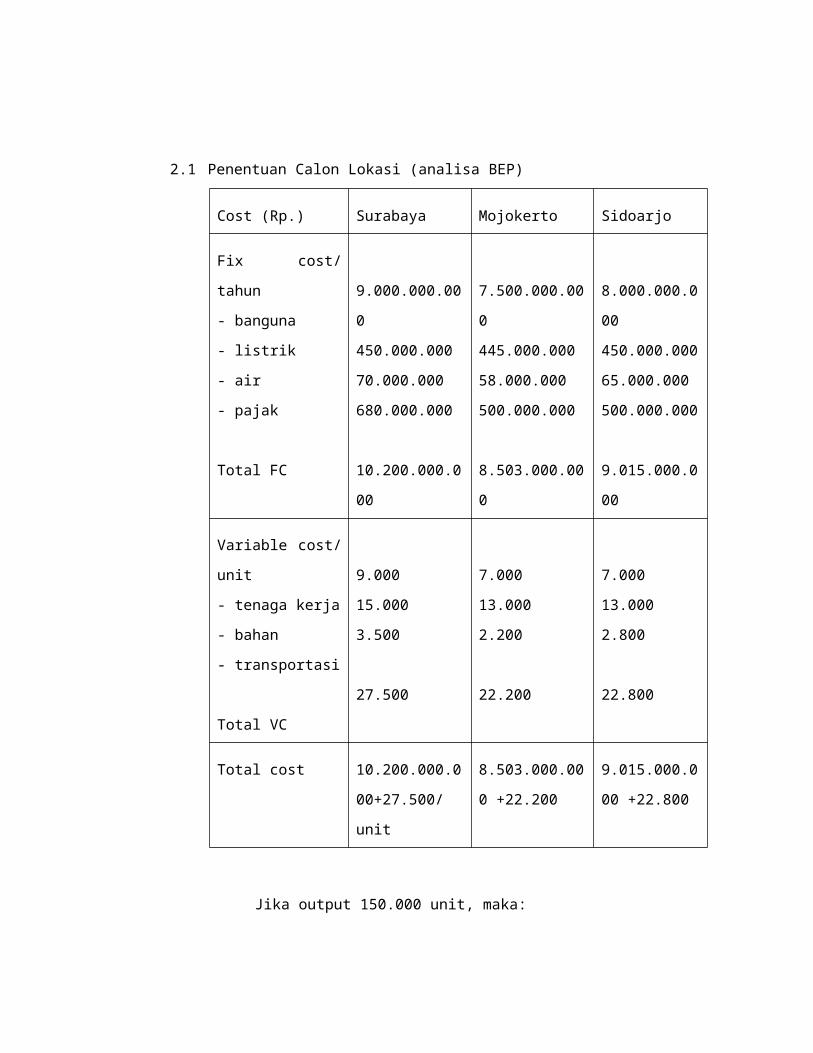
2.1 Penentuan Calon Lokasi (analisa BEP)
Cost (Rp.) Surabaya Mojokerto Sidoarjo
Fix cost/ tahun
- banguna
- listrik
- air
- pajak
Total FC
9.000.000.000
450.000.000
70.000.000
680.000.000
10.200.000.000
7.500.000.000
445.000.000
58.000.000
500.000.000
8.503.000.000
8.000.000.000
450.000.000
65.000.000
500.000.000
9.015.000.000
Variable cost/ unit
- tenaga kerja
- bahan
- transportasi
Total VC
9.000
15.000
3.500
27.500
7.000
13.000
2.200
22.200
7.000
13.000
2.800
22.800
Total cost 10.200.000.000+2
7.500/ unit
8.503.000.000
+22.200
9.015.000.000
+22.800
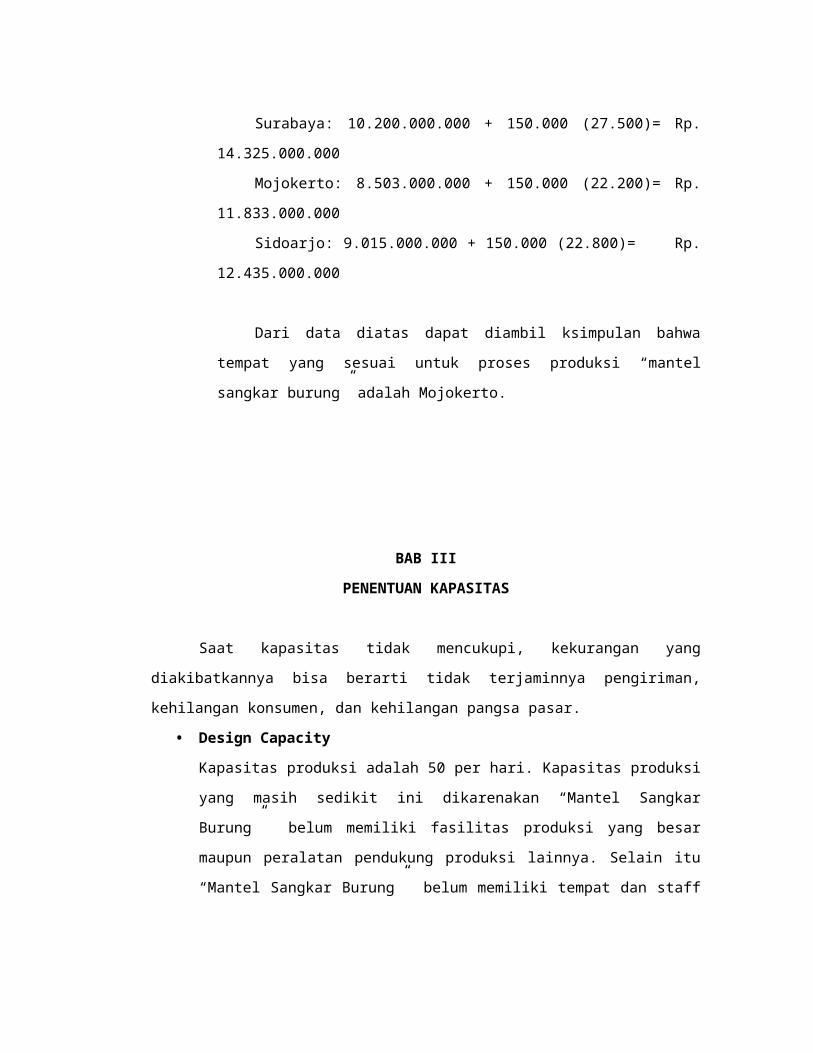
Jika output 150.000 unit, maka:
Surabaya: 10.200.000.000 + 150.000 (27.500)= Rp. 14.325.000.000
Mojokerto: 8.503.000.000 + 150.000 (22.200)= Rp. 11.833.000.000
Sidoarjo: 9.015.000.000 + 150.000 (22.800)= Rp. 12.435.000.000
Dari data diatas dapat diambil ksimpulan bahwa tempat yang sesuai untuk
proses produksi “mantel sangkar burung” adalah Mojokerto.
BAB III
PENENTUAN KAPASITAS
Saat kapasitas tidak mencukupi, kekurangan yang diakibatkannya bisa berarti tidak
terjaminnya pengiriman, kehilangan konsumen, dan kehilangan pangsa pasar.
• Design Capacity
Kapasitas produksi adalah 50 per hari. Kapasitas produksi yang masih sedikit ini
dikarenakan “Mantel Sangkar Burung” belum memiliki fasilitas produksi yang besar
maupun peralatan pendukung produksi lainnya. Selain itu “Mantel Sangkar Burung”
belum memiliki tempat dan staff produksi tetap. “Mantel Sangkar Burung”
memproduksi dengan produksi industri rumahan.
• Rated Capacity
Rata rata produksi tertinggi “Mantel Sangkar Burung” adalah 45 per hari sesuai
dengan rata rata tertinggi produksi harian.
• Standard Capacity
Untuk standard Capacity produksi “Mantel Sangkar Burung” mengacu pada design
capacity dan rated capacity yaitu dengan rata rata produksi harian 45 per hari dan
rancangan kapasitas produksi 50 per hari.
• Actual/Operating Capacity
“Mantel Sangkar Burung” yang dihasilkan sesuai dengan kapasitas produksi adalah
50 per hari atau 45 per hari, tetapi output nyatanya bisa kurang sesuai, tapi
diusahakan sebisa mungkin sama dengan kapasitas efektif.
Perencanaan jangka waktu
Diasumsikan s perusahaan beroperasi 6 hari dalam seminggu
Terdapat 2 sift kerja setiap hari masing masing selama 6 jam.
Total tiap hari mesin beroperasi selama 12 jam
Selama 1 minggu beroperasi selama 72 jam
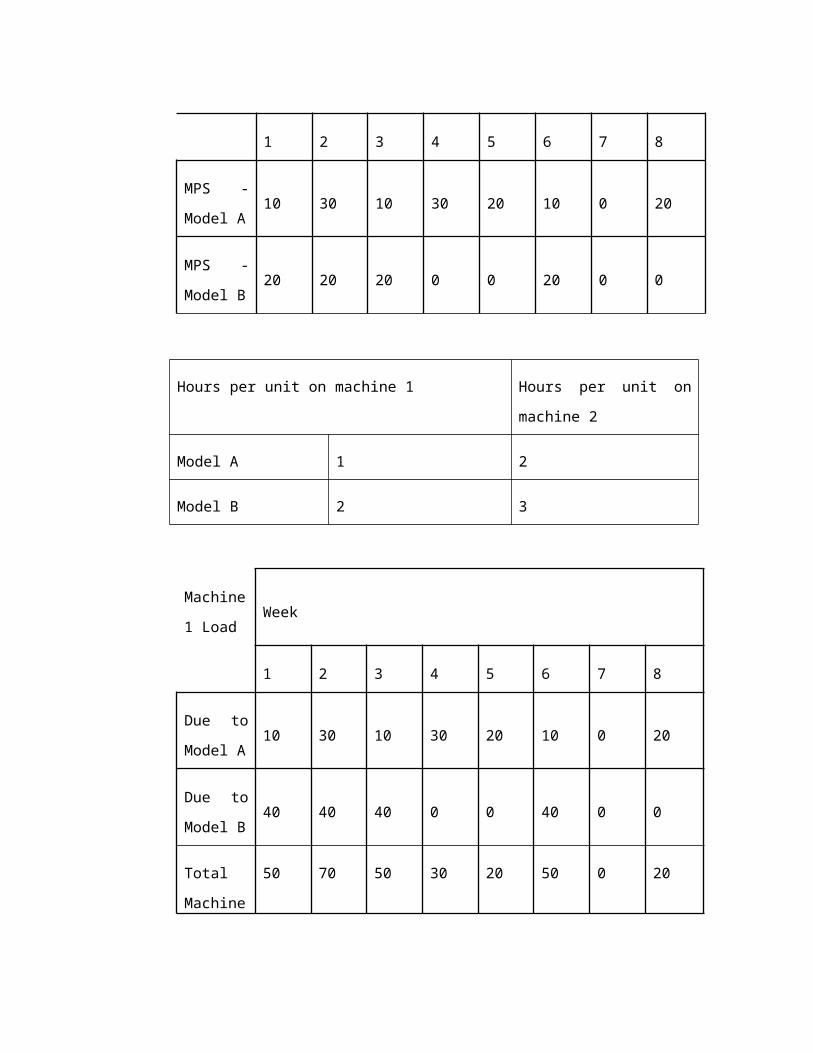
Week
1 2 3 4 5 6 7 8
MPS -
Model A10 30 10 30 20 10 0 20
MPS -
Model B20 20 20 0 0 20 0 0
Hours per unit on machine 1 Hours per unit on machine 2
Model A 1 2
Model B 2 3
Machine 1
LoadWeek
1 2 3 4 5 6 7 8
Due to
Model A10 30 10 30 20 10 0 20
Due to
Model B40 40 40 0 0 40 0 0
Total
Machine 1
50 70 50 30 20 50 0 20
Load
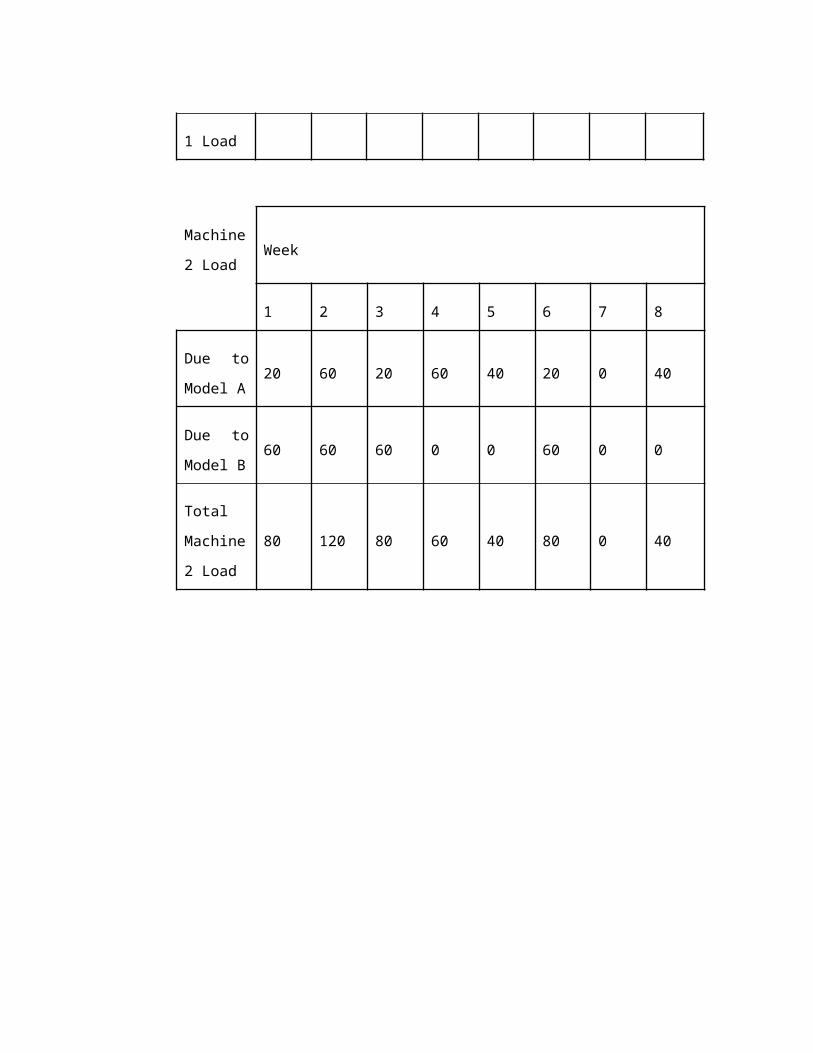
Machine 2
LoadWeek
1 2 3 4 5 6 7 8
Due to
Model A20 60 20 60 40 20 0 40
Due to
Model B60 60 60 0 0 60 0 0
Total
Machine 2
Load
80 120 80 60 40 80 0 40
BAB IV
PERAMALAN PERMINTAAN
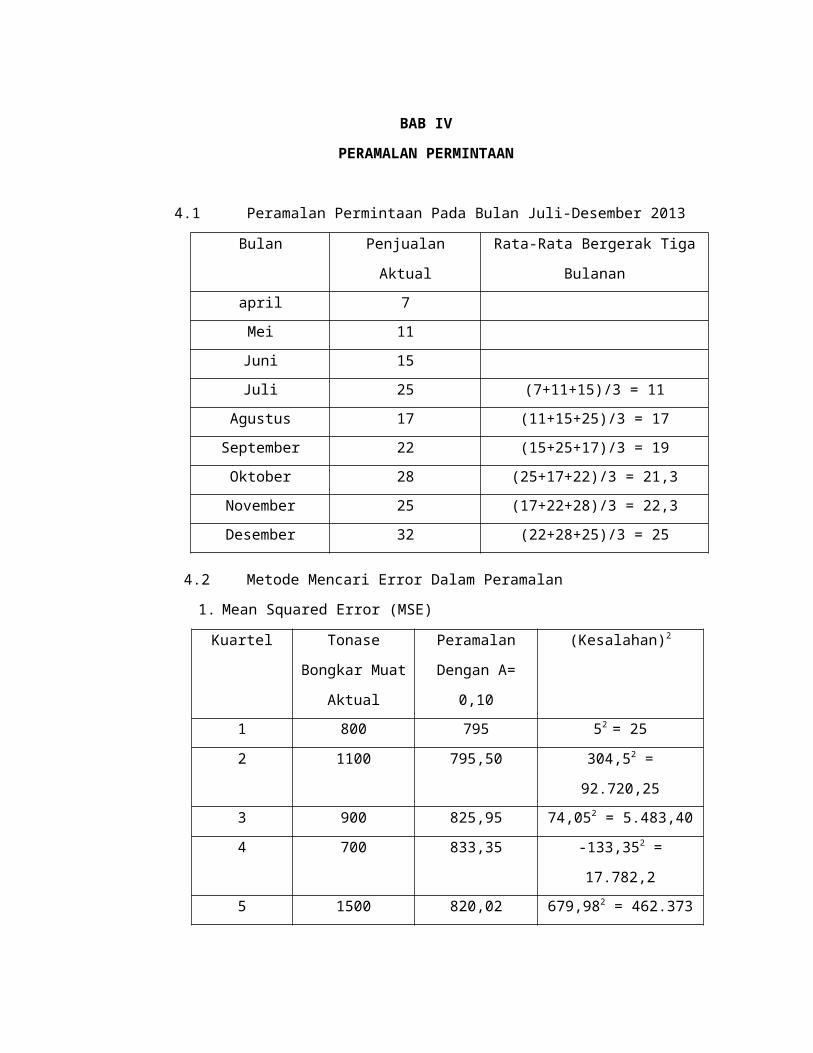
4.1 Peramalan Permintaan Pada Bulan Juli-Desember 2013
Bulan Penjualan Aktual Rata-Rata Bergerak Tiga Bulanan
april 7
Mei 11
Juni 15
Juli 25 (7+11+15)/3 = 11
Agustus 17 (11+15+25)/3 = 17
September 22 (15+25+17)/3 = 19
Oktober 28 (25+17+22)/3 = 21,3
November 25 (17+22+28)/3 = 22,3
Desember 32 (22+28+25)/3 = 25
4.2 Metode Mencari Error Dalam Peramalan
1. Mean Squared Error (MSE)
Kuartel Tonase Bongkar
Muat Aktual
Peramalan
Dengan Α= 0,10
(Kesalahan)2
1 800 795 52 = 25
2 1100 795,50 304,52 = 92.720,25
3 900 825,95 74,052 = 5.483,40
4 700 833,35 -133,352 = 17.782,2
5 1500 820,02 679,982 = 462.373
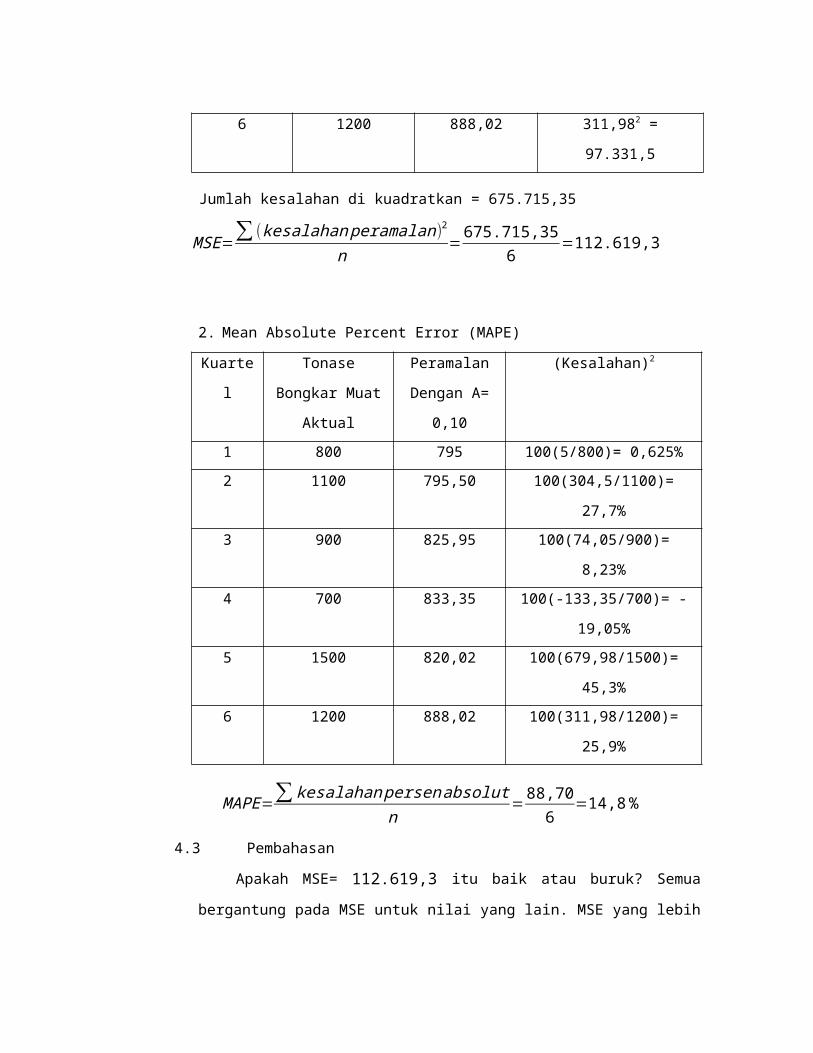
6 1200 888,02 311,982 = 97.331,5
Jumlah kesalahan di kuadratkan = 675.715,35
MSE=∑ (kesalahan peramalan)2
n=675.715,35
6=112.619,3
2. Mean Absolute Percent Error (MAPE)
Kuartel Tonase Bongkar
Muat Aktual
Peramalan
Dengan Α= 0,10
(Kesalahan)2
1 800 795 100(5/800)= 0,625%
2 1100 795,50 100(304,5/1100)= 27,7%
3 900 825,95 100(74,05/900)= 8,23%
4 700 833,35 100(-133,35/700)= -19,05%
5 1500 820,02 100(679,98/1500)= 45,3%
6 1200 888,02 100(311,98/1200)= 25,9%
MAPE=∑ kesalahan persenabsolutn
=88,706
=14,8%
4.3 Pembahasan
Apakah MSE= 112.619,3 itu baik atau buruk? Semua bergantung pada MSE
untuk nilai yang lain. MSE yang lebih kecil akan lebih baik karena kita ingin
meminimalakan MSE. MSE menaikkan kesalahan karena MSE menguadratkan
kesalahan.
Kekurangan MSE adalah MSE cenderung menonjolkan deviasi yang besar
karena adanya penguadratan. Misalnya, jika kesalahan peramalan untuk periode 1
dua kali lipat lebih besar dari kesalahan untuk periode 2, maka kesalahan kuadrat
pada periode 1 lebih besar empat kali lipat dibandingkan kesalahan kuadrat pada
periode 2. Oleh karena itu, menggunakan MSE sebagai perhitungan kesalahan
peramalan biasanya menunjukkan bahwa lebih baik mempunyai beberapa deviasi
yang kecil daripada satu deviasi besar.
MAPE menyatakan kesalahan dalam persen nilai actual, tidak terdistorsi oleh
satu nilai tunggal yang besar. MAPE mungkin merupakan perhitungan yang paling
mudah dimaknai. Misalnya, MAPE 14,8% merupakan pernyataan yang jelas yang
tidak tergantung pada permasalahan seperti banyaknya data input.
BAB V

PERENCANAAN AGREGAT
Bagi kebanyakan perusahaan, baik strategi perburuan maupun strategi tingkat
tidaklah ideal sehingga suatukombinasi dari kedelapan pilihan yang disebut strategi
campuran (mixed strategy) harus dicermati untk mendapatkan biaya minimal. Akan tetapi,
karena terdapat banyak sekali kemungkinan strategi campuran, para manajer mendapati
bahwa perencanaan agregat adalah tugas yang menantang. Sebuah rencana rencana
“optimal” tidak selalu dapat diperoleh. Beberapa perusahaan tentu tidak memiliki proses
perencanaaan proses perencanaan agregat formal. Mereka menggunakan rencana yang
sama dari tahun ke tahun, melakukan penyesuaikan naik atau turun seperlunya untuk
menyesuaikan permintaan tahunan yang baru. Metode ini tentunya tidak tidak memberikan
banyak fleksibilitas; jika rencana semula kurang optimal, maka keseluruhan proses produksi
pun akan menghasilkan kinerja yang kurang optimal.
5.1 Prediksi Bulanan (di asumsikan daerah Surabaya yang menjadi prioritas utama)
Bulan Permintaan yang
Diperkirakan
Jumlah Hari
Produksi
Permintaan per Hari
(terhitung)
Juli 800 21 41
Agustus 1100 20 39
September 900 22 38
Oktober 700 18 57
November 1500 22 68
Desember 1200 21 55
Total 6200 124
Kebutuhanrata−rata=6200124
=50
5.2 Rencana Agregat Dengan 2 Alternatif Rencana
5.2.1 Alternatif 1, Tenaga kerja yang konstan
Biaya penanganan persediaan 5.000 per unit per bulan
Biaya subkontrak per unit 10.000 per unit
Tingkat upah rata-rata 7.000 per jam (56.000 per hari)
Upah lembur rata-rata 9.000 per jam (di atas 8 jam per
hari)
Jam kerja untuk memproduksi 0.5 jam
Biaya untuk meningkatkan tingkat produksi harian
(perekrutan dan pelatihan)
2.000.000 per unit
Biaya untuk menurunkan tingkat produksi harian
(pemberhentian kerja)
4.000.000 per unit
Solusi
Bulan Produksi 50
unit perhari
Prediksi
permintaan
Perubahan
prsediaan
bulanan
Persediaan
akhir
Juli 1050800
250 250
Agustus 10001100
-100 150
September 1100900
200 350
Oktober 900700
200 550
November 11001500
-400 150
Desember 10501200
-150 0
1850
Total unit persedianaan = 1850 unit
Tenaga kerja untuk memproduksi 50 unit per hari = 10 pekerja
Biaya Perhitungan
Penanganan persediaan 5.000 x 1850 = 9.250.000
Jam kerja reguler 10 x 56.000 x 124 hari = 69.440.000
Biaya lain 0
Biaya total 78.690.000
5.2.2 Alternatif Ke 2, Sub Kintrak Dengan Tenaga Kerja Konstan
Analisis dari pendekatan rencana 2: walaupun tingkat tenaga kerja konstan juga
tetap dipertahankan di rencana 2, tingkat tenaga kerja ini ditetapkan serendah mungkin
sehingga hanya dapat memenuhi permintaan pada bulan Juli, bulan yang memiliki
permintaan paling rendah. Untuk menghasilkan 35 unit per hari, diperlukan 8 pekerja.
Semua permintaan lain dipenuhi dengan subkontrak. Dengan demikian, subkontrak
diperlukan pada setiap bulan yang lain.
Produksi sendiri = 35 unit perhari x 124 hari produksi
= 4340
Subkontrak = 6200 – 4340 = 1860
Biaya Perhitungan
Jam kerja reguler 8 pekerja x 56.000 per hari x 124 hari
55.552.000

Subkontrak 1.860 unit x 25.000 per unit
46.500.000
Biaya total 102.052.000
5.2 Pembahasan
Dari tabel agregat planing didapatkan kebutuhan rata- rata sebanyak 50 produk
per hari. Selain itu didapatkan juga 1850 produk per 6 bulan dengan tenaga kerja 10
orang per produksi.
BAB VI
PENUTUP
6.1 Kesimpulan
Dari tugas besar yang telah disusun diatas dapat disimpulkan bahwa:
1. Dalam perusahan “mantel sangkar burung” PPIC bermanfaat dalam proses
proses pendistribusiaan bahan baku, penjadwalan pengiriman beberapa item
barang yang dipesan perusahaan dan beberapa pemanfaatan efektif sumber
daya lainnya, dan untuk membantu perusahaan memberikan produk yang
berkualitas yang diinginkan oleh konsumen.
2. Dalam penentuan lokasi dengan cara BEP didapatkan kota Mojokerto sebagai
kota yang sesuai untuk proses produksi dan pengembangan produk “mantel
sangkar burung”.
3. MSE yang lebih kecil akan lebih baik karena kita ingin meminimalakan MSE. MSE
menaikkan kesalahan karena MSE menguadratkan kesalahan. Sedangkan MAPE
menyatakan kesalahan dalam persen nilai actual, tidak terdistorsi oleh satu nilai
tunggal yang besar. Merupakan perhitungan yang paling mudah dimaknai.
6.2 Saran
Saran dari kelompok kami adalah, dalam membuat atau mendirikan sebuah
perusahaan alangkah baiknya kita dan pembaca membuat terlebih dahulu gambaran
pasar produk kita. Misalnya, dilihat dari metode STP (Segmenting, targeting,
positioning) agar kita dapat meramalkan bagaimana gambaran pasar produk yang akan
dijual. Selain itu, dalam mendirikan perusahaan lebih baik kita membuat sebuah analisa
tentang penentuan lokasi, misalnya analisa BEP, agar tidak terjadi kesalahan dalam
mengambil keputusan dalam membuat atau mendirikan tempat produksi sebagai
pengembangan produk yang akan dibuat.