BAB III METODOLOGI PENELITIAN 3.1 Metodologi Penelitianeprints.umm.ac.id/43899/4/BAB 3.pdf · Pada...
13
26 BAB III METODOLOGI PENELITIAN 3.1 Metodologi Penelitian Metodologi penelitian adalah langkah yang akan dilakukan dalam pengumpulan data atau informasi guna memecahkan permasalahan. Metodologi penelitian bertujuan untuk memudahkan dalam penentuan langkah-langkah yang harus dilakukan. Untuk tahapan-tahapan dari metodologi penelitian yang dilakukan seperti pada gambar 3.1 sebagai berikut:
Transcript of BAB III METODOLOGI PENELITIAN 3.1 Metodologi Penelitianeprints.umm.ac.id/43899/4/BAB 3.pdf · Pada...

26
BAB III
METODOLOGI PENELITIAN
3.1 Metodologi Penelitian
Metodologi penelitian adalah langkah yang akan dilakukan
dalam pengumpulan data atau informasi guna memecahkan
permasalahan. Metodologi penelitian bertujuan untuk memudahkan
dalam penentuan langkah-langkah yang harus dilakukan.
Untuk tahapan-tahapan dari metodologi penelitian yang
dilakukan seperti pada gambar 3.1 sebagai berikut:

27
Gambar 3.1 Diagram Alir (Flowchart) Penelitian
Mulai
Studi Lapangan Studi Pustaka
Perumusan Masalah
Penentuan Tujuan
Pengumpulan Data;
- Gambar Produksi Meubel
- Data Kecelakaan Karyawan
Metode HIRA
Metode SHERPA
Resiko Bahaya Ekstrem
Usulan Perbaikan
Kesimpulan
Selesai
28
3.2 Penjelasan Flow Chart
3.2.1 Studi Lapangan
Langkah awal yang dilakukan adalah melakukan
survey perusahaan untuk mendapatkan gambaran dari kondisi
sebenarnya. Kemudian penelitian yang akan dilakukan yaitu
pada proses pemotongan material di UD. Jepara Kediri. Survey
ini untuk mengetahui kondisi perusahaan yang akan dijadikan
sebagai analisis penelitian. Setelah itu mengetahui
permasalahan yang dihadapi perusahaan.
Aktivitas yang dilakukan dalam tahap ini adalah
mengamati kondisi yang terjadi di perusahaan, mengetahui
gambaran kebijakan perusahaan serta melakukan wawancara
dengan pihak perusahaan mengenai masalah yang terjadi di
perusahaan khususnya permasalahan mengenai Kesehatan dan
Keselamatan Kerja.
3.2.2 Studi Pustaka
Pada tahap studi pustaka ini dilakukan untuk mencari
informasi tentang teori- teori yang mendukung untuk tahap
pengolahan data. Literature dapat berupa buku- buku penunjang,
jurnal (karya tulis ilmiah).
3.2.3 Perumusan Masalah
Perumusan masalah dilakukan untuk mengetahui masalah
apa saja yang terjadi pada kondisi sebenarnya dilapangan.
Adapun rumusan masalah yang diangkat yaitu:
1. Mengetahui faktor-faktor penyebab terjadinya kecelakaan kerja di UD.
Jepara.
2. bagaimana cara pengendalian untuk mengurangi bahaya yang terjadi.
29
3.2.4 Tujuan Penelitian
Tujuan penelitian ini ditentukan berdasarkan perumusan
masalah yang telah dijelaskan dihalaman sebelumnya. Adapun
tujuan yang ingin dicapai ini yaitu sebagai berikut:
1. Mengidentifikasi bahaya kecelakaan kerja yang terjadi di UD. Jepara.
2. Mengevaluasi terjadinya kesalahan manusia (human error) di UD.
Jepara.
3. Memperoleh cara untuk mengurangi resiko kecelakaan kerja di UD.
Jepara.
3.2.5 Pengumpulan Data
Langkah ini merupakan tahapan awal sebelum melakukan
pengolahan data yang perlu dikumpulkan dari UD. Jepara.
Pengumpulan data dilakukan dengan beberapa teknik untuk
memperoleh informasi yang lengkap, yaitu wawancara dan melihat
langsung.
a. Wawancara narasumber
Sumber-sumber yang langsung diwawancarai yaitu
pemilik usaha dan pekerja. Informasi utama yang ingin diperoleh
berupa aktifitas proses produksi dan semua yang berkaitan dengan
proses material handling. Selain itu masih terdapat informasi
pendukung seperti sejarah perusahaan, pemasaran, pasokan bahan
baku, peralatan, perlengkapan, kapasitas produksi dan lain-lain.
b. Melihat langsung
Pada tahap ini peneliti berupaya mengumpulkan informasi
dan data dengan melihat secara langsung dari lapangan.
3.2.6 Identifikasi Bahaya (Hazard Identification)
Pada tahap ini dilakukan proses identifikasi bahaya
dilakukan dengan tujuan untuk mencari titik-titik bahaya yang

30
dapat menyebabkan kecelakaan kerja pada bagian proses
pemotongan material dengan melihat segala penyimpangan yang
terjadi di UD. Jepara. Tahapan identifikasi bahaya yang dilakukan
dengan mempertimbangkan:
a. Kondisi dan kejadian yang dapat menimbulkan potensi bahaya
pada bagian proses pemotongan di UD. Jepara.
b. Jenis kecelakaan kerja dan penyakit akibat kerja yang mungkin
dapat terjadi pada bagian proses pemotongan di UD. Jepara.
Kemudian hasil dari identifikasi bahaya yang dilakukan dimasukkan
pada tabel identifikasi bahaya seperti tabel 3.1 dibawah ini:
Tabel 3.1 Identifikasi Hazard dan Risk
No. Event Hazard Risk Outcome
Sumber : UNSW Health and Safety, 2008
3.2.7 Analisa Risiko (Risk Assesment)
Tahap analisa resiko yang dilakukan dengan
mendefinisikan sumber- sumber dan akar penyebab masalah dari
setiap kecelakaan kerja yang terjadi maupun gangguan proses yang
terjadi pada bagian proses pemotongan di UD. Jepara. Langkah-
langkah yang dilakukan dalam tahap anlaisa resiko diantaranya
sebagai berikut:
1. Estimasi Kriteria Risiko
Dilakukan pertimbangan kriteria tingkat keseriusan akibat
kegagalan, dengan mempertimbangkan berapa sering dan berapa
lama seorang tenaga kerja terpapar potensi bahaya pada bagian
pemotongan. Selanjutnya, dibuat keputusan tentang seberapa sering
kecelakaan atau sakit yang terjadi untuk setiap bahaya yang

31
diidentifikasi. Kemudian dilakukan anlisa risiko dengan
mempertimbangkan 2 kriteria perangkingan risiko yaitu:
a. Likelihood (L) untuk mengetahui kemungkinan terjadinya kecelakaan.
Tabel 3.2. Kriteria Likehood
Likelihood
Level Criteria Description
Kualitatif Semi Kualitatif
1 Jarang terjadi Dapat dipikirkan tetapi tidak hanya saat
keadaan yang ekstrim
Kurang dari 1 kali
dalam 10 tahun
2 Kemungkinan
Kecil
Belum terjadi tapi bisa muncul atau
terjadi pada suatu waktu
Terjadi 1 kali dalam 10
tahun
3 Mungkin Seharusnya terjadi dan mungkin telah
terjadi atau muncul disini atau ditempat Lain
1 kali per 5 tahun atau 1
kali per tahun
4 Kemungkinan
Besar Dapat terjadi dengan mudah, mungkin
muncul dalam keadaan yang paling
banyak terjadi
Lebih dari 1 kali per
tahun hingga 1 kali per
bulan
5 Hampir Pasti Sering terjadi, diharapkan muncul
dalam keadaan yang paling banyak Terjadi
Lebih dari 1 kali per
bulan
Sumber : UNSW Health and Safety, 2008
b. Severity and Consequences © untuk mengetahui tingkat keseriusan cidera dan
kehilangan hari kerja
Tabel 3.3. Kriteria Consequences atau Severity
Sumber : UNSW Health and Safety, 2008
Likehood
Level Criteria Description
Kualitatif Semi Kualitatif
1 Tidak
Signifikan
Kejadian tidak memberikan kerugian atau
cidera pada manusia
Tidak menyebabkan
kehilangan hari kerja
2 Kecil Menimbulkan cidera ringan, kerugian kecil
dan tidak menimbulkan dampak terhadap
kelangsungan bisnis
Masih dapat bekerja
pada hari atau shift
yang sama
3 Sedang Cidera berat dan dirawat dirumah sakit,
tidak menimbulkan cacat tetap, kerugian
financial sedang
Kehilangan hari kerja
dibawah 3 hari
4 Berat Menimbulkan cidera parah dan cacat tetap
serta kerugian financial besar yang
menimbulkan dampak terhadap kelangsungan bisnis
Kehilangan hari kerja
3 hari atau lebih
5 Bencana Mengakibatkan korban meninggal dan
kerugian parah bahkan dapat menghentikan
Kehilangan hari kerja
kegiatan binis selamanya

32
2. Penentuan Tingkat Keseriusan (Severitas)
Pada tahap ini dilakukan proses penilaian dari masing-
masing sumber bahaya kemudian dibuat keputusan tentang
seberapa parah kecelakaan/ sakit yang mungkin terjadi
berlandaskan pada tabel kriteria likelihood dan tabel kriteria
consequence diatas dengan pertimbangan pada dampak akibat
kecelakaan dan bagian tubuh mana saja yang berpengaruh dalam
potensi bahaya yang terjadi. Dimana penentuan tingkat keseriusan
dapat diketahui sesuai dengan tabel 3.4.
Tabel 3.4 Rating Consequence and Rating Likelihood
Hazard Risk Consequence Likelihood
Sumber : UNSW Health and Safety, 2008
3. Matriks Klaster Risiko
Selanjutnya membuat skala risiko untuk setiap potensi
bahaya yang diidentifikasi dalam menyusun rencana pengendalian
potensi bahaya serta risiko yang akan terjadi dengan menggunkan
Matriks Risiko sesuai tabel 3.5.
Tabel 3.5 Rating Matriks
Keterangan :
Sumber : UNSW Health and Safety, 2008
Likelihood
Rating
Concequence Rating
1 2 3 4 5
1 1 2 3 4 5
2 2 4 6 8 10
3 3 6 9 12 15
4 4 8 12 16 20
5 5 10 15 20 25

33
Selanjutnya dapat ditentukan tingkat risiko dari masing-
masing hazard yang telah diidentifikasi dengan cara melakukan
perkalian pada tiap-tiap nilai hazard pada kriteria Likelihood dan
kriteria Consequence, sehingga akan diperoleh skor risiko guna
tindakan perbaikan dengan rumus perhitungan yaitu:
Skor Risiko = Consequence x Likelihood
Tabel 3.6. Perhitungan Skor Risiko
Hazard Risk Consequence Likelihood Skor Risiko
Sumber : UNSW Health and Safety, 2008
4. Diagram Presentasi Risiko
Pada tahap ini dilakukan proses identifikasi berdasarkan
skor risiko dengan diagram yang menjelaskan presentase dari
masing-masing risiko.
3.2.8 Pengendalian Risiko (Risk Control)
Pada tahap ini dilakukan analis pengendalian risiko yang
diterapkan pada titik-titik yang menimbulkan bahaya kerja pada
bagian proses pemotongan pada UD. Jepara. Tujuan dari tahap ini
adalah mengubah ketidakpastian menjadi keuntungan bagi
perusahaan dengan cara menghambat terjadinya ancaman.
Selanjutnya, membuat prioritas suatu tindakan perbaikan
dari masing- masing potensi bahaya (hazard) dan risiko (risk) yang
akan terjadi dengan menacu pada tabel 3.7.
34
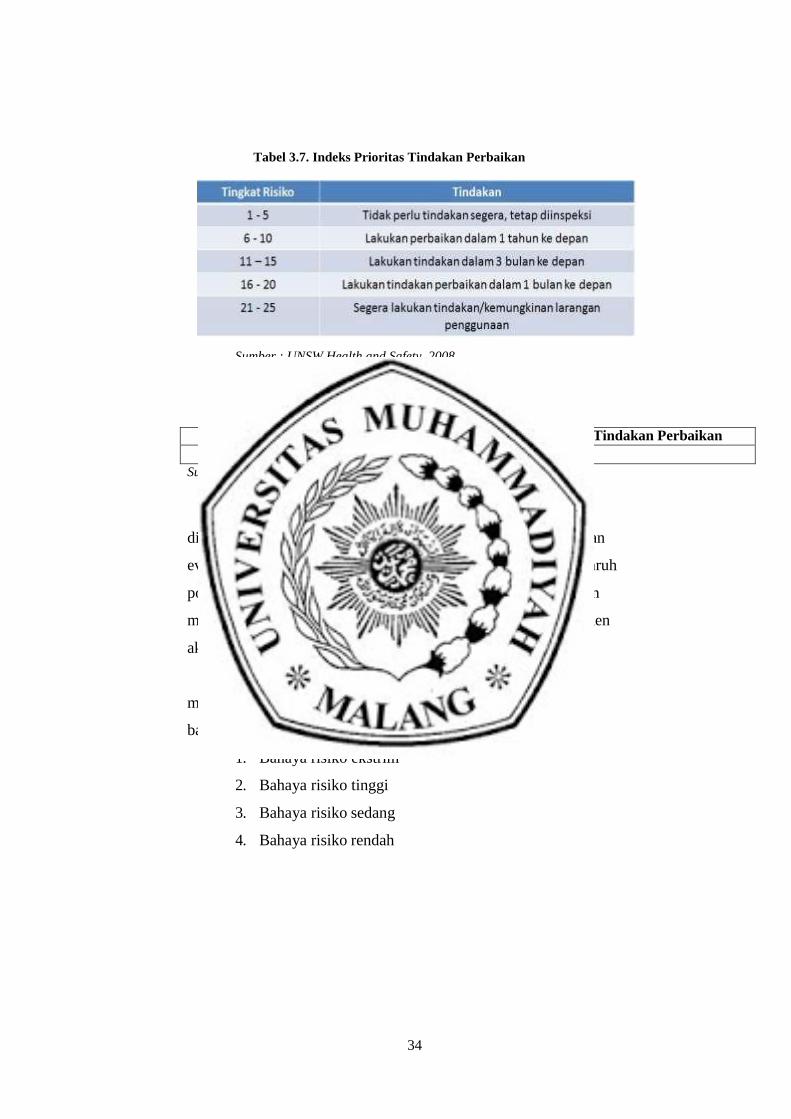
Tabel 3.7. Indeks Prioritas Tindakan Perbaikan
Sumber : UNSW Health and Safety, 2008
Tabel 3.8 Prioritas Tindakan Perbaikan
Hazard Risk Skor Risiko Prioritas Tindakan Perbaikan
Sumber : UNSW Health and Safety, 2008
Setelah mengetahui mana potensi bahaya yang paling
diprioritaskan, maka tahap selanjutnya adalah dilakukan tindakan
evaluasi risiko. Evaluasi risiko berfungsi sebagai penentu pengaruh
potensi bahaya (hazard) yang digunakan sebagai landasan dalam
melakukan tindakan perbaikan untuk mencegah terjadinya insiden
akibat bahaya tersebut.
Tahap terakhir dari pengendalian dan perbaikan adalah
mengklasifikasikan masing-masing bahaya berdasarkan tingkat
bahaya risiko, diantaranya:
1. Bahaya risiko ekstrim
2. Bahaya risiko tinggi
3. Bahaya risiko sedang
4. Bahaya risiko rendah

35
3.2.9 Pengeolahan data menggunakan metode SHERPA
Pada pengolahan data dengan metode SHERPA ini ada 5
urutan proses pengerjaan yaitu
A. Hirarcy Task Analysis
Pada tahap ini setiap proses pekerjaan yang dikerjakan oleh
karyawan akan dijabarkan lebih mendetail, dijabarkan dengan
pembuatan bagan - bagan dimana setiap proses terdiri dari beberapa
operasi dan setiap opersai terdiri dari beberapa sub- sub operasi.
Data setiap proses pekerjaan didapatkan dari pengamatan dan hasil
wawancara kuisioner di departemen produksi UD. Jepara.
B. Human Error Identification (HEI)
Dalam menyelesaikan human error dengan metode SHERPA
pada langkah kedua, yaitu menetukan HEI (Human Error
Identification) terdapat Mode Error untuk mendeskripsikan error
dari masing masing task. Untuk menentukan Mode Error terdapat
pada Tabel 3.9. berikut :
Tabel 3.9 SHERPA Error Mode
Errors Type Code Error Mode
Action Errors
A1 Operation too long/short
A2 Operation mistimed
A3 Operation in wrong direction
A4 Operation too little/much
A5 Misalign
A6 Right operation on wrong object
A7 Wrong operation on right object
A8 Operation omitted
A9 Operation incomplete
A10 Wrong operation on wrong object
Checking
Errors
C1 Check omitted
C2 Check incomplete
C3 Right check on wrong object
C4 Wrong check on right object
C5 Check mistimed
C6 Wrong check on wrong object
Retrieval
Errors
R1 Information not obtained
R2 Wrong information obtained R3 Information retrieval incomplete
36
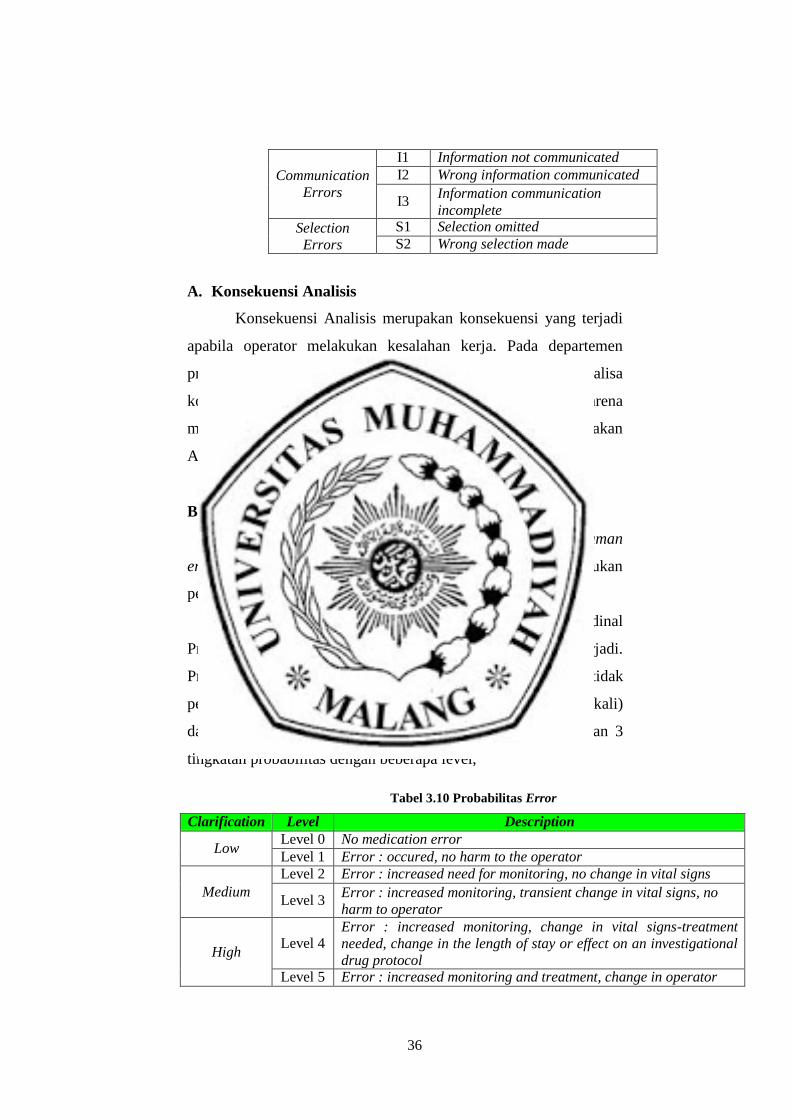
Communication
Errors
I1 Information not communicated
I2 Wrong information communicated
I3 Information communication
incomplete
Selection
Errors
S1 Selection omitted
S2 Wrong selection made
A. Konsekuensi Analisis
Konsekuensi Analisis merupakan konsekuensi yang terjadi
apabila operator melakukan kesalahan kerja. Pada departemen
produksi UD. Jepara terdapat 10 bagian yang akan dianalisa
konsukensinya. Sebagian besar kecelakaan terjadi karena
mengobrol dengan operator lain dan operator tidak menggunakan
APD (Alat Pelindung Diri).
B. Analisis Ordinal Probabilitas
Analisis Ordinal Probabilitas adalah probabilitas human
error yang mungkin terjadi pada saat operator sedang melakukan
pekerjaan pada departemen produksi.
Selanjutnya untuk langkah 4 yaitu Analisis Ordinal
Probabilitas terdapat 3 kemungkinan kesalahan yang terjadi.
Probabilitas error tersebut dapat dikategorikan Low (hampir tidak
pernah terjadi error), Medium (terjadi error sekali atau dua kali)
dan High (sering terjadi error). Berikut Tabel 3.10 merupakan 3
tingkatan probabilitas dengan beberapa level,
Tabel 3.10 Probabilitas Error
Clarification Level Description
Low Level 0 No medication error
Level 1 Error : occured, no harm to the operator
Medium
Level 2 Error : increased need for monitoring, no change in vital signs
Level 3 Error : increased monitoring, transient change in vital signs, no
harm to operator
High
Level 4 Error : increased monitoring, change in vital signs-treatment
needed, change in the length of stay or effect on an investigational
drug protocol Level 5 Error : increased monitoring and treatment, change in operator

37
Level 6 Morbidity
Level 7 Death
A. Analisis Strategi
Analisis Strategi merupakan solusi perbaikan dari langkah-langkah
sebelumnya. Solusi perbaikan untuk mengatasi human error yang mungkin
terjadi pada departemen produksi UD. Jepara.

38