BAB 3 PRINT
40
BAB III BAB III SISTEM PRODUKSI 3.1 Ruang Lingkup dan Definisi Sistem Produksi Untuk melaksanakan fungsi-fungsi produksi dengan baik, maka diperlukan rangkaian kegiatan yang akan membentuk suatu sistem produksi. Sistem produksi merupakan kumpulan dari sub sistem yang saling berinteraksi dengan tujuan mentransformasi input produksi menjadi output produksi. Input produksi ini berupa bahan baku, mesin, tenaga kerja, modal, dan informasi. Sedangkan output produksi merupakan produk yang dihasilkan, berikut hasil sampingannya, seperti limbah, informasi, dan sebagainya. Adapun input-output sistem produksi dapat dilihat pada gambar 3.1 Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 14
-
Upload
joko-siwantono -
Category
Documents
-
view
62 -
download
3
Transcript of BAB 3 PRINT

BAB III
BAB III
SISTEM PRODUKSI
3.1 Ruang Lingkup dan Definisi Sistem Produksi
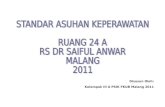
Untuk melaksanakan fungsi-fungsi produksi dengan baik, maka diperlukan
rangkaian kegiatan yang akan membentuk suatu sistem produksi. Sistem produksi
merupakan kumpulan dari sub sistem yang saling berinteraksi dengan tujuan
mentransformasi input produksi menjadi output produksi. Input produksi ini
berupa bahan baku, mesin, tenaga kerja, modal, dan informasi. Sedangkan output
produksi merupakan produk yang dihasilkan, berikut hasil sampingannya, seperti
limbah, informasi, dan sebagainya. Adapun input-output sistem produksi dapat
dilihat pada gambar 3.1
Gambar 3.1 Sistem Produksi
Sub-sub sistem dari sistem produksi tersebut antara lain adalah
perencanaan dan pengendalian produksi, manajemen sumber daya manusia,
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 14

BAB III
penentuan standar-standar operasi, penentuan fasilitas produksi, perawatan
fasilitas produksi, kesehatan dan keselamatan kerja, dan penentuan harga pokok
produksi. Dalam pengerjaan laporan kerja praktek ini, kelompok kami membahas
materi perencanaan kebutuhan material/MRP (Material Requirement Planning),
manajeman sumber daya manusia, dan kesehatan dan keselamatan kerja.
3.2 Definisi dan Tujuan Perencanaan Kebutuhan Material (MRP)
Kesulitan-kesulitan yang biasanya terjadi dalam pelaksanaan manajemen
persediaan tradisional telah teratasi dengan dikenalnya suatu pendekatan sistem
persediaan yang terperinci dan lebih baik, yang dikenal dengan MRP (Material
Requirement Planning), yang ditemukan oleh Orlicky dari J.I Case Company
tahun 1972. MRP (Material Requirement Planning) dapat didefenisikan sebagai
suatu teknik atau (set) prosedur yang sistematis dalam penentuan kuantitas serta
waktu dalam proses pengendalian kebutuhan bahan terhadap komponen-
komponen permintaan yang saling bergantungan.
Suatu sistem MRP (Material Requirement Planning) pada dasarnya
bertujuan untuk merancang suatu sistem yang mampu menghasilkan informasi
untuk mendukung aksi yang tepat baik berupa pembatalan pesanan, pesan ulang,
atau penjadualan ulang. Aksi ini sekaligus merupakan suatu pegangan untuk
melakukan pembelian dan/atau produksi.
Terdapat 4 macam yang menjadi ciri utama MRP (Material Requirement
Planning) , yaitu:
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 15

BAB III
a. Mampu menentukan kebutuhan pada saat yang tepat, kapan suatu
pekerjaan akan selesai (material harus tersedia) untuk memenuhi
permintaan produk yang dijadualkan berdasarkan MPS (Master
Production Schedule) yang direncanakan.
b. Menentukan kebutuhan minimal setiap item, dengan menentukan secara
tepat sistem penjadualan.
c. Menentukan pelaksanaan rencana pemesanan, dengan memberikan
indikasi kapan pemesanan atau pembatalan suatu pesanan harus dilakukan.
d. Menentukan penjadwalan ulang atau pembatalan atas suatu jadwal yang
sudah direncanakan.
Apabila kapasitas yang ada tidak mampu memenuhi pesanan yang dijadualkan
pada waktu yang dikehendaki, maka MRP (Material Requirement Planning)
dapat memberikan indikasi untuk melaksanakan rencana penjadualan ulang (jika
mungkin) dengan menentukan prioritas pesanan yang realistis. Seandainya
penjadualan ulang ini masih tidak memungkinkan untuk memenuhi pesanan,
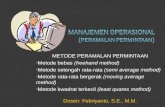
maka pembatalan terhadap suatu pesanan harus dilakukan. Ada 3 (tiga) masukan
yang dibutuhkan dalam konsep MRP (Material Requirement Planning) yaitu :
a. Jadwal Induk Produksi ( JIP )
b. Struktur Produk
c. Status Persediaan
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 16

BAB III
Gambar 3.2 Peran MRP (Material Requirement Planning) pada perencanaan
produksi dan proses penjadwalan
3.3 Tujuan Umum Proses Produksi
Proses produksi yang ada pada perusahaan ini dapat dibagi menjadi
sembilan bagian utama. Sembilan bagian utama itu merupakan bagian dalam alur
pembuatan produk mulai dari proses pengukuran dan potongan kotor sampai
proses finishing.
3.3.1. Proses Produksi
Proses produksi pada perusahaan meubel dan furniture PT. Mahkota Sakti
Jaya termasuk batch processes, hal ini didasarkan atas proses produksi yang
terputus-putus. Adapun tahap-tahap proses produksi pada perusahaan meubel dan
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 17

BAB III
furniture PT. Mahkota Sakti Jaya dapat dilihat pada tahap-tahap produksi sebagai
berikut :
1. Tahap pertama ( Pengukuran dan potongan kayu gelondongan)
Bahan baku yang masih berupa kayu gelondongan diukur dan dipotong
sesuai tebal yang diinginkan
2. Tahap kedua (Vaccum)
Kayu yang sudah dipotong, tapi masih dalam keadaan basah dimasukan ke
dalam mesin Vaccum. Mesin ini berfungsi untuk memasukan obat anti
rayap dan jamur melalui air dengan tekanan tinggi. Hal ini bertujuan agar
obat bisa masuk ke dalam lapisan kayu.
3. Tahap ketiga (Kiln Dry)
Pada proses ini kayu yang sudah divaccum dikeringkan dalam ruangan kiln
Dry.
4. Tahap keempat (Potong Bruto)
Pada tahap ini kayu dalam keadaan kering dipotong bruto.
5. Tahap kelima (Laminasi)
Kayu yang sudah dipotong dijadikan satu dengan yang lainnya agar
memperoleh tebal yang diinginkan.
6. Tahap keenam (Potong netto)
Kayu yang sudah sesuai tebalnya dipotong sesuai dengan bentuk dan
panjang yang diinginkan.
7. Tahap ketujuh (Perakitan)
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 18

BAB III
Pada tahap ini komponen – komponen dirakit menjadi satu. Pada tahap ini
juga dilakukan penempelan veneer pada plywood.
8. Tahap kedelapan (Gosok)
Pada tahap ini benda kerja yang telah dirakit digosok untuk dihaluskan.
Pada proses penghalusan ini ada dua tahap yaitu gosok awal dan gosok
akhir. Pada proses gosok awal benda kerja digosok dengan jenis kertas
gosok yang kasar dengan bantuan mesin Hand Sander dan Arrow Sander.
Pada proses gosok akhir benda kerja digosok lagi dengan menggunakan
mesin yang sama seperti mesin digosok awal tetapi kertas gosok yang
digunakan permukaannya lebih halus.
9. Tahap kesembilan (Finishing)
Tahap ini adalah tahap pewarnaan, tahap ini dilakukan untuk memberi
kesan benda kerja menjadi lebih alami dan terlihat indah. Proses ini sendiri
berlangsung dalam ruang tersendiri yaitu ruang finishing. Proses ini
berlangsung beberapa tahap yaitu tahap dasar dan tahap akhir, tahap dasar
benda kerja diberi warna kemudian ditransfer lagi ke tempat gosok akhir
untuk dihaluskan, setelah benda kerja halus ditransfer lagi ke ruang
finishing dan dilakukan pengecatan lagi sampai benda kerja tersebut
kelihatan bagus. Benda kerja yang telah selesai diproses finishing
dikeringkan dalam ruang finishing.
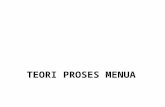
Untuk lebih jelasnya diagram alir dari proses produksi meubel dan
furniture di perusahaan PT. Mahkota Sakti Jaya (diagram alir ini berlaku
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 19

BAB III
untuk pembuatan Dining Table 8 Seater di PT. Mahkota Sakti Jaya) dapat
dilihat pada gambar 3.3
Gambar 3.3 Diagram alir proses produksi Meubel dan furniture
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 20
Pengukuran dan potongan kayu
gelondongan
Gosok
Vaccum
Kiln Dry
Laminasi
Potong netto
Perakitan
Finishing
Produk Jadi

BAB III
Dibawah ini adalah sebagian dari gambar – gambar pada proses produksi
pembuatan meuble.
Gambar 3.4 Proses Pemotongan
Gambar 3.5 Proses Perakitan
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 21

BAB III
Gambar 3.6 Finishing
Gambar 3.7 Proses pengelolahan bahan produksi
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 22

BAB III
3.4. Bahan Baku Utama Dan Bahan Pembantu
Karena perusahaan ini adalah perusahaan meuble dan furniture maka
bahan baku yang digunakan berupa kayu. Bahan kayu tersebut dibedakan menjadi
tiga jenis dengan kualitas yang berbeda :
3.4.1. Bahan Baku Utama
1. Kayu Sengon
Kayu Sengon yang digunakan adalah kayu yang memiliki sifat ringan, lunak,
dan tahan terhadap rayap.
2. Kayu Jati
Kayu jati yang digunakan adalah kayu yang memiliki sifat keras, ulet, dapat
dibentuk sesuai dengan yang diinginkan, dan memiliki serat yang lebih halus
serta motif yang lebih bagus dari kayu-kayu lainnya. Pada umumnya kayu jati
biasa dipakai dalam pembuatan furniture menyesuaikan permintaan pasar dan
harga yang dimiliki oleh pemesan (pembeli) karena masing-masing bahan baku
memiliki ciri khas dan keunggulan yang berbeda untuk digunakan sebagai
bahan pembuatan furniture.
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 23

BAB III
3.4.2. Bahan Pembantu
1. Lem Perekat
Lem yang digunakan disini adalah lem yang khusus digunakan untuk kayu.
Gambar 3.8 Lem Perekat
2. Sekrup
Sekrup berguna untuk membantu menambah dan mempererat daya lekat
kerja lem dengan kayu.
Gambar 3.9 Sekrup
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 24

BAB III
3. Pewarna (cat, politur)
Pewarna digunakan untuk memberikan tekstur warna sehingga memberikan
kesan alami pada produk yang dihasilkan.
Gambar 3.10 Pewarna kayu
4. Kelompok kain: nylon, wool, busa, kain majun/lap.
Gambar 3.11 Kain majun
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 25

BAB III
5. Kertas melamin, kertas gosok
Kertas gosok ini dipakai pada saat proses penghalusan dan finishing
Gambar 3.12 Kertas gosok
6. Perlengkapan furniture: mur, baut, kunci, engsel dan aksesoris lain.
Gambar 3.13 Handle
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 26

BAB III
3.5 Mesin dan Peralatan
Mesin dan peralatan yang digunakan oleh PT. Mahkota Sakti Jaya untuk
melakukan proses produksi dapat dilihat pada table 3.1 sebagai berikut
No. Nama Mesin Jumlah (buah)
1 Band Saw 1
2 Circle Saw 5
3 Multi Rip Saw 1
4 Vaccum 1
5 Mesin Bor Duduk 5
6 Mesin Bor Tangan 12
7 Spindel 3
8 Table Router dan Hand Router 12
9 Planner 4
10 Hand Sander 20
11 Spray Gun 25
12 Edgebander 1
13 Tenon Mortise 1
14 Vaccum Hot Press Veneer 2
15 Laminated Finger Joint 2
16 Laminated Jointer 6
17 Compressor 3
Tabel 3.1 Daftar nama mesin dan jumlah mesin yang digunakan untuk proses
produksi
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 27

BAB III
Dan berikut ini adalah nama mesin beserta dengan kegunaannya :
1. Band saw (gergaji pita) dengan fungsi utamanya adalah membelah
kayu atau logs.
Gambar 3.14 Band Saw
2. Circle Saw untuk memotong kayu dengan sudut yang diinginkan
Gambar 3.15 Circle Saw
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 28

BAB III
3. Multi Rip Saw berfunsi untuk memotong kayu dari dua sisi
Gambar 3.16 Multi Rip Saw
4. Vaccum berfungsi untuk memesukan obat ke dalam kayu.
Gambar 3.17 Vaccum
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 29

BAB III
5. Mesin bor duduk berfungsi untuk mengebor kayu.
Gambar 3.18 Mesin bor duduk
6. Mesin bor tangan berfungsi untuk mengebor.
Gambar 3.19 Mesin bor tangan
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 30

BAB III
7. Spindel mesin ini digunakan untuk membuat lis atau profile dan juga untuk membuat/meratakan permukaan kayu yg melengkung.
Gambar 3.20 Mesin Spindel
8. Table router dan hand router berfungsi untuk membuat alur pada
permukaan kayu maka pisau berada pada posisi vertikal ke arah
bawah.
Gambar 3.21 Hand routerl
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 31

BAB III
9. Planer adalah mesin untuk meratakan kayu.
Gambar 3.22 Mesin Planer
10. Hand sander berfungsi untuk menghaluskan permukaan kayu
Gambar 3.23 Mesin hand sander
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 32

BAB III
11. Spray gun berfungsi untuk proses pengecatan.
Gambar 3.24 Spray gun
12. Edgebander berfungsi menempelkan veneer pada ujung MDF atau
plywood.
Gambar 3.25 Edgebander
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 33

BAB III
13. Tenon mortise berfungsi untuk membuat profil sambungan pada
kayu
Gambar 3.26 Tenon Motise
14. Vaccum hot press berfungsi untuk menempelkan veneer pada
bidang tertentu.
Gambar 3.27 Vacum hot press
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 34

BAB III
15. Laminated Finger Joint untuk membuat profil sambungan.
Gambar 3.28 Mesin laminated finger joint
16. Laminated Joint untuk menggabungkan kayu.
Gambar 3.29 Mesin laminated joint
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 35

BAB III
17. Compressor berfungsi untuk memberi tekanan angin.
Gambar 3.30 Compressor
3.6. Peta Proses Operasi/ OPC (Operation Process Chart)
Peta proses operasi secara umum dapat didefinisikan sebagai gambar
grafik yang menjelaskan setiap operasi yang terjadi dalam operasi manufacturing.
Peta proses operasi digunakan untuk mempermudah aliran bahan dalam pabrik
(Wignjosoebroto, 1986).
Agar dapat berkomunikasi dalam proses operasi, maka digunakan simbol-
simbol tertentu, yaitu sebagai berikut :
1. Operasi
Kegiatan operasi terjadi bilamana sebuah obyek atau benda
mengalami perubahan bentuk baik secara fisik maupun
kimiawi, dan perakitan dengan obyek lainnya.
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 36

BAB III
2. Inspeksi
Kegiatan inspeksi atau pemeriksaan terjadi bila sebuah obyek
mengalami pengujian maupun pengecekan ditinjau dari segi
kualitas maupun kuantitas.
3. Transportasi
Kegiatan transportasi terjadi bila sebuah obyek dipindahkan
dari suatu lokasi ke lokasi yang lain. Jika gerakan perpindahan
tersebut merupakan bagian dari operasi atau inspeksi, maka
kegiatan tersebut bukan termasuk transportasi.
4. Menunggu (delay)
Proses menunggu terjadi bila bahan baku, tenaga kerja atau
fasilitas kerja dalam keadaan terhenti atau tidak mengalami
kegiatan apapun. Biasanya obyek terpaksa menunggu atau
ditinggalkan sementara sampai suatu saat dikerjakan atau
diperlukan kembali.
5. Menyimpan (storage)
Proses peyimpanan terjadi bila obyek disimpan dalam jangka
waktu lama. Disini obyek akan disimpan secara permanen dan
dilindungi terhadap pengeluaran atau perpindahan tanpa ijin
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 37

BAB III
khusus atau obyek disimpan karena menunggu proses
selanjutnya.
6. Aktivitas ganda
Bila dikehendaki untuk menunjukkan kegiatan-kegiatan yang
secara bersamaan dilakukan oleh operator pada stasiun kerja
yang sama pula, seperti kegiatan operasi
3.7. Tata Letak Fasilitas Pabrik
Tata letak fasilitas produksi merupakan keseluruhan bentuk dan
penempatan fasilitas-fasilitas yang diperlukan dalam proses produksi. Fasilitas-
fasilitas tersebut harus sesuai dengan kebutuhan proses produksi, sehingga hasil
produksi dapat diproduksi dengan jumlah dan kualitas yang sesuai harapan, serta
dapat diselesaikan tepat pada waktunya dan dengan biaya minimum. Tata letak
asilitas ini akan sempurna apabila didukung dengan adanya ketepatan dalam
menentukan peta perakitan, peta proses operasi, peta aliran bahan dan tipe tata
letak fasilitas, dimana keempat hak tersebut sangat erat kaitannya karena saling
mempengaruhi jalannya proses produksi. Tujuan perencanaan lay out peralatan
dan produksi pada hakekatnya merupakan optimasi pengaturan fasilitas-fasilitas
operasi sehingga nilai yang diciptakan oleh sistem produktif maksimum. Selain
itu perlu pula dipenuhi kebutuhan para karyawan dalam menjalankan proses
produksi. Secara terperinci, lay out fasilitas bertujuan untuk menggunakan
ruangan yang tersedia seefektif mungkin, meminimumkan biaya penanganan,
biaya bahan dan jarak angkut, menciptakan kesinambungan dalam proses
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 38

BAB III
produksi, menyederhanakan proses produksi, mendorong semangat dan efektifitas
kerja para karyawan, menjaga keselamatan karyawan dan barang-barang yang
sedang diproses, serta menghindari berbagai bentuk pemborosan (Handoko,
1991).Maka untuk lebih jelasnya tata letak pabrik dari ruang produksi dapat
dilihat pada gambar dibawah ini :
Gambar 3.7 Tata letak mesin produksi di PT. Mahkota Sakti Jaya
3.8. Pemeliharaan Fasilitas Produksi
Dalam proses produksi ini sendiri tentunya tidak lepas dari penggunaan
mesin-mesin. Pada tiap-tiap tahapan proses mulai dari tahapan pengukuran,
pemotongan sampai dengan tahap finishing, mesin-mesin yang digunakan ada
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 39

BAB III
beberapa jenis. Untuk menjaga agar mesin tidak cepat rusak pada penggunaan tiap
prosesnya, maka dibutuhkan pemeliharaan (maintenance).
Pemeliharaan (maintenance) dilakukan agar terdapat sesuatu keadaan
operasi produksi yang memuaskan, sesuai dengan apa yang direncanakan mesin.
Dalam upaya untuk mencapai efektivitas pemeliharaan mesin dan fasilitas
produksi secara optimum, maka kegiatan perawatan dibagi menjadi dua kegiatan
yaitu :
a. pemeliharaan mesin-mesin produksi
b. pemeliharaan jaringan dan pembangkit listrik
Perawatan mesin-mesin yang digunakan untuk proses produksi PT. Mahkota Sakti
Jaya dilakukan setiap enam bulan sekali agar pada waktu berproduksi tidak ada
hambatan yang disebabkan oleh kerusakan mesin.
3.9. Kesehatan dan Keselamatan Kerja
3.9.1. Arti Keselamatan Kerja
Keselamatan kerja adalah keselamatan yang berhubungan dengan
peralatan, tempat kerja dan lingkungan, serta cara melakukan pekerjaan
3.9.2. Tujuan keselamatan kerja
1.Melindungi tenaga kerja atas hak keselamatannya dalam melaksanakan
pekerjaan.
2. Menjamin keselamatan setiap orang yang berada di tempat kerja.
3. Sumber produksi dipelihara dan dipergunakan secara aman dan efisien.
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 40

BAB III
3.9.3. Jenis keselamatan kerja
1. Keselamatan kerja dalam industri (Industrial Safety)
2. Keselamatan kerja di pertambangan (Mining Safety)
3. Keselamatan kerja dalam bangunan (Building & Construction Safety)
4. Keselamatan kerja lalu lintas (Traffic Safety)
5. Keselamatan kerja penerbangan (Fligh Safety)
6. Keselamatan kerja kereta api (Railway Safety)
7. Keselamatan kerja di rumah (Home Safety)
8. Keselamatan kerja di kantor (Office Safety)
3.9.4. Sasaran keselamatan kerja
1. Mencegah terjadinya kecelakaan
2. Mencegah timbulnya penyakit akibat pekerjaan
3. Mencegah/ mengurangi kematian
4. Mencegah/ mengurangi cacat tetap
5. Mengamankan material, konstruksi, pemakaian, pemeliharaan
bangunan, alat kerja, mesin, pesawat, instalasi, dan lain-lain.
6. Meningkatkan produktifitas kerja tanpa memeras tenaga kerja dan
menjamin kehidupan produktifnya
7. Mencegah pemborosan tenaga kerja, modal, alat dan sumber produksi
lainnya sewaktu kerja
8. Menjamin tempat kerja yang sehat, bersih, nyaman dan aman sehinga
dapat menimbulkan kegembiraan semangat kerja
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 41

BAB III
9. Memperlancar, meningkatkan dan mengamankan produksi, industri
serta pembangunan
3.9.5. Syarat-syarat keselamatan kerja
1. Mencegah dan mengurangi kecelakaan
2. Mencegah, mengurangi dan memadamkan kebakaran
3. Mencegah dan mengurangi bahaya peledakan
4. Memberi kesempatan atau jalan menyelamatkan diri pada waktu
kebakaran atau kejadian lain yang berbahaya
5. Memberi pertolongan pada kecelakaan
6. Memberi alat perlindungan diri kepada para pekerja
7. Mencegah dan mengendalikan timbul atau menyebar luasnya suhu,
kelembaban, debu, kotoran, asap, uap, gas, hembusan angin, cuaca
sinar atau radiasi, suara dan getaran
8. Mencegah dan mengendalikan timbulnya penyakit akibat kerja, baik
fisik maupun psikis, infeksi dan penularan
9. Memperoleh penerangan yang cukup dan sesuai.
Laporan Kerja Praktek di PT. Mahkota Sakti Jaya Teknik Industri – ITATS 42