
BAB 2 cover - thesis.binus.ac.idthesis.binus.ac.id/doc/Bab2/2009-2-00442-TI BAB 2.pdf · 30 Tetapi,...
47
BAB 2 LANDASAN TEORI 2.1 Dynamic Programming 2.1.1 Pengertian Dynamic Programming Dynamic Programming merupakan suatu teknik analisa kuantitatif untuk membuat tahapan keputusan yang saling berhubungan. Teknik ini menghasilkan prosedur yang sistematis untuk mencari keputusan dengan kombinasi yang optimal. Dynamic Programming adalah metode pemecahan masalah dengan cara menguraikan solusi menjadi sekumpulan langkah (step) atau tahapan (stage) sedemikian sehingga solusi dari persoalan dapat dipandang dari serangkaian keputusan yang saling berkaitan. Dynamic Programming adalah prosedur matematis yang terutama dirancang untuk memperbaiki efisiensi perhitungan masalah pemrograman matematis tertentu dengan menguraikannya menjadi bagian masalah yang lebih kecil. Dynamic Programming pada umumnya menjawab masalah dalam tahap – tahap dengan setiap tahap meliputi tepat satu variabel optimasi. Perhitungan ditahap yang berbeda–beda dihubungkan melalui perhitungan rekursif dengan cara yang menghasilkan pemecahan optimal yang mungkin bagi seluruh masalah. Nama dynamic programming mungkin berkembang karena penggunaan metode ini yang melibatkan pengambilan keputusan yang berkaitan dengan waktu.
Transcript of BAB 2 cover - thesis.binus.ac.idthesis.binus.ac.id/doc/Bab2/2009-2-00442-TI BAB 2.pdf · 30 Tetapi,...
BAB 2
LANDASAN TEORI
2.1 Dynamic Programming
2.1.1 Pengertian Dynamic Programming
Dynamic Programming merupakan suatu teknik analisa kuantitatif untuk
membuat tahapan keputusan yang saling berhubungan. Teknik ini menghasilkan
prosedur yang sistematis untuk mencari keputusan dengan kombinasi yang optimal.
Dynamic Programming adalah metode pemecahan masalah dengan cara menguraikan
solusi menjadi sekumpulan langkah (step) atau tahapan (stage) sedemikian sehingga
solusi dari persoalan dapat dipandang dari serangkaian keputusan yang saling
berkaitan.
Dynamic Programming adalah prosedur matematis yang terutama dirancang
untuk memperbaiki efisiensi perhitungan masalah pemrograman matematis tertentu
dengan menguraikannya menjadi bagian masalah yang lebih kecil. Dynamic
Programming pada umumnya menjawab masalah dalam tahap – tahap dengan setiap
tahap meliputi tepat satu variabel optimasi. Perhitungan ditahap yang berbeda–beda
dihubungkan melalui perhitungan rekursif dengan cara yang menghasilkan
pemecahan optimal yang mungkin bagi seluruh masalah.
Nama dynamic programming mungkin berkembang karena penggunaan
metode ini yang melibatkan pengambilan keputusan yang berkaitan dengan waktu.

30
Tetapi, situasi lain dimana waktu bukan merupakan faktor juga dipecahkan oleh
dynamic programming. Untuk alasan ini nama yang lebih tepat mungkin adalah
pemrograman multitahap karena prosedur itu pada umumnya menentukan pemecahan
dalam tahap – tahap.
Teori utama dalam dynamic programming adalah prinsip optimalitas. Prinsip
itu pada dasarnya menentukan bagaimana suatu masalah yang diuraikan dengan benar
dapat dijawab dalam tahap – tahap melalui pemakaian perhitungan rekursif.
Pemecahan masalah dengan menggunakan dynamic programming mempunyai
empat tahapan yaitu :
a. memecah permasalahan asli menjadi bagian permasalahan yang juga disebut
sebagai tahapan dengan aturan keputusan ditiap – tiap tahapan.
b. Memecahkan tahapan terakhir dari permasalahan dengan semua kondisi dan
keadaan yang memungkinkan.
c. Bekerja mundur dari tahapan terakhir dan memecahkan tiap tahap. Hal ini
dikerjakan dengan mencari keputusan optimal dari tahap tersebut sampai
dengan tahap terakhir.
d. Solusi optimal dari permasalahan didapatkan jika semua tahap sudah
terpecahkan.
2.1.2 Model Dynamic Programming
Dalam dynamic programming perhitungan dilakukan dalam tahap – tahap
dengan memerinci masalah menjadi beberapa bagian masalah. Setiap bagian masalah
31
kemudian dipertimbangkan secara terpisah dengan tujuan untuk mengurangi jumlah
dan kerumitan perhitungan. Tetapi karena semua masalah saling bergantung, harus
dipikirkan sebuah prosedur untuk menghubungkan perhitungan dengan cara yang
menjamin bahwa pemecahan yang layak untuk tiap – tiap tahap juga layak untuk
keseluruhan masalah.
Sebuah tahap dalam dynamic programming didefinisikan sebagai bagian dari
masalah yang memiliki beberapa alternatif yang saling menggantikan yang darinya
alternatif terbaik akan dipilih. Gagasan dasar dynamic programming adalah secara
praktis menghilangkan pengaruh saling ketergantungan antara tahap - tahap dengan
menghubungkan definisi suatu keadaan dengan setiap tahap. Suatu keadaan biasanya
didefinisikan untuk menunjukkan suatu batasan yang mengikat semua tahap secara
bersama – sama.
Semua keputusan dimasa yang akan datang dipilih secara optimal tanpa
melihat keputusan yang diambil sebelumnya. Sifat khusus ini merupakan prinsip
optimalitas yang merupakan dasar bagi keabsahan perhitungan dynamic
programming.
Terdapat beberapa pendekatan yang ada dalam dynamic programming. Dua
pendekatan tersebut adalah : maju (forward atau up-down) dan mundur (backward
atau bottom-up).
1. Dynamic programming maju. Program dinamis bergerak mulai dari tahap 1,
terus maju ke tahap 2, 3, dan seterusnya sampai tahap j.

32
2. Dynamic programming mundur. Program dinamis bergerak mulai dari tahap
j, terus mundur ke tahap j – 1, j – 2, dan seterusnya sampai tahap 1.
Telah dijelaskan sebelumnya bahwa dynamic programming memiliki sifat
rekursif, maka untuk menyatakan persamaan rekursif secara matematis, maka
persamaan rekrusif dynamic programming dapat ditulis sebagai berikut :
{ }[ ]{ } 2,3j)k(cxf)k(Rmax)x(f
)k(Rmax)x(f
jjjjx)k(c
x)k(c
=−+=
=
−≤
≤
11111
1111
111
111
dimana : jtahappadakalternatifhasil)k(R jjj =
jjj xkeadaanjikajdan,...1,2tahapoptimalhasil)x(f =
Dalam rekursif mundur, perhitungan akan dilakukan dengan urutan :
123 fff →→
perhitungan ini dilakukan mulai pada tahap terakhir kemudian berlanjut ke belakang
ke tahap 1. Perbedaan utama antara metoda maju dan mundur terjadi dalam cara kita
mendefinisikan keadaan sistem. Persamaan rekursif mundur dengan demikian ditulis
sebagai :
{ }
[ ]{ } 2,1j)k(cxf)k(Rmax)y(f
)k(Rmax)y(f
jjj1jjjy)k(c
jj
33y)k(c
33
jk
jjj
3k
333
=−+=
=
+≤
≤
Dimana : y = jumlah waktu yang dialokasikan

33
2.1.3 Karakteristik dan Konsep Dasar Dynamic Programming
Dynamic programming memiliki beberapa karakteristik diantaranya :
• Permasalahan dibagi menjadi stage, dengan keputusan diperlukan pada tiap
stage.
• Tiap stage punya nomor state berhubungan dengan awal dari stage.
• Hasil dari setiap stage ditransformasikan pada stage yang lainnya.
• Prosedur penyelesaiannya dirancang untuk mendapatkan hasil yang optimal.
• Hasil optimal dari suatu stage tidak berhubungan dengan stage sebelumnya.
• Prosedur penyelesaiannya diawali dari stage terakhir.
Konsep dasar dalam dynamic programming yaitu :
• Dekomposisi
Persoalan dynamic programming dapat dipecah-pecah menjadi subpersoalan
atau tahapan yang lebih kecil dan berurutan. Setiap tahap disebut juga
sebagai titik keputusan. Setiap keputusan yang dibuat pada suatu tahap akan
mepengaruhi keputusan-keputusan pada tahap berikutnya.
• Status
Status adalah kondisi awal dan kondisi akhir pada setiap tahap, dimana pada
tahap tersebut keputusan dibuat. Status akhir pada sebuah tahap tergantung
keadaan status awal dan keputusan yang dibuat pada tahap yang

34
bersangkutan. Status akhir pada suatu tahap merupakan input bagi tahap
berikutnya.
• Variabel Keputusan dan Hasil
Keputusan yang dibuat pada setiap tahap merupakan keputusan yang
berorientasi kepada return yang diakibatkannya, tingkat maksimal atau
minimal.
• Fungsi Transisi
Fungsi transisi menjelaskan secara pasti bagaimana tahap-tahap saling
berhubungan. Fungsi ini berbentuk fungsi hubungan antar status pada setiap
tahap yang berurutan.
Tahapan Stage :
- Sn : input stage
- Sn-1 : output stage
- n : nomor stage
- dn : keputusan
- Gn : return function

35
• Optimasi Tahap
Optimasi tahap dalam dynamic programming adalah menentukan keputusan
optimal pada setiap tahap dari berbagai kemungkinan nilai status inputnya.
• Fungsi Rekursif
Fungsi rekursif biasanya digunakan pada berbagai program komputer, di
mana nilai sebuah variabel pada fungsi itu merupakan nilai kumulatif dari
nilai variabel tersebut pada tahap sebelumnya.

36
2.2 Perancangan Tata Letak Fasilitas
Sebelum membahas mengenai perancangan tata letak dan fasilitas, sebaiknya
kita mengetahui pengertian dan definisi dari pabrik / industri tersebut. Menurut Sritomo
Wignjosoebroto (1996, p1), pabrik yang dalam istilah asingnya dikenal sebagai
factory atau plant adalah setiap tempat dimana faktor – faktor seperti manusia, mesin,
material, energi, uang, informasi dan sumber daya alam dikelola bersama – sama
dalam suatu sistem produksi guna menghasilkan suatu produk atau jasa secara efektif,
efisien dan aman. Istilah pabrik ini sering diartikan sama dengan industri, meskipun
industri sebenarnya memiliki pengertian yang lebih luas. Pabrik pada dasarnya
merupakan salah satu jenis industri yang terutama akan menghasilkan produk jadi.
Seperti hal nya yang dijumpai dalam industri amnufaktur.
Menurut Apple (1990, p2) rekayasawan rancang fasilitas menganalisis,
membentuk konsep, merancang, dan mewujudkan sistem bagi pembuatan barang dan
jasa. Rancangan ini umumnya digambarkan sebagai rencana lantai yaitu suatu susunan
fasilitas fisik (perlengkapan, tanah, bangunan dan sarana lain) untuk mengoptimumkan
hubungan antara petugas pelaksana, aliran barang, aliran informasi dan tata cara yang
diperlukan untuk mencapai tujuan usaha secara sangkil, ekonomis, dan aman.
Umumnya tujuan keseluruhan rancang fasilitas adalah membawa masukan (bahan,
pasokan dll) melalui setiap fasilitas dalam waktu tersingkat yang memungkinkan
dengan biaya yang wajar. Dalam batasan industri, makin singkat sepotong bahan berada
dalam pabrik, makin kecil keharusan pabrik menanggung beban buruh dan ongkos tidak

37
langsung. Kebanyakan pekerjaan rancang fasilitas berhubungan dengan fasilitas industri
atau pabrik.
Tujuan dari tata letak fasilitas adalah untuk meminimasi total biaya, tapi total
biaya adalah sesuatu yang sangat sulit untuk didapatkan. Banyak elemen yang termasuk
dalam total biaya sangat kompleks dan tidak jelas.
2.2.1 Operation Process Chart (OPC)
Operation Process Chart merupakan salah satu peta kerja. Sebelum membahas
lebih jauh, ada baiknya jika kita mengetahui terlebih dahulu mengenai peta kerja.
Menurut Sutalaksana (1979, p15), peta kerja merupakan salah satu alat yang sistematis
dan jelas untuk berkomunikasi secara luas dan sekaligus melalui peta – peta kerja ini
kita bisa mendapatkan informasi – informasi yang diperlukan untuk memperbaiki suatu
metoda kerja. Jadi peta kerja adalah suatu alat yang menggambarkan kegiatan kera
secara sistematis dan jelas. Lewat peta – peta ini kita bisa melihat semua langkah atau
kejadian yang dialami oleh suatu benda kerja mulai dari masuk kepabrik, kemudian
menggambarkan semua langkah yang dialaminya, seperti transportasi, operasi mesin,
pemeriksaan dan perakitan sampai akhirnya menjadi produk jadi, baik produk lengkap
atau merupakan bagian dari suatu produk lengkap. Peta kerja dibagi menjadi 2
kelompok besar yaitu peta kerja untuk menganalisa kegiatan kerja keseluruhan (peta
proses operasi, peta aliran proses, peta proses kelompok kerja, diagram aliran, multi
proses produk chart) dan peta kerja untuk menganalisa kegiatan kerja setempat (peta

38
pekerja mesin dan peta tangan kiri dan tangan kanan). Namun pada laporan ini hanya
akan dibahas mengenai OPC (Operation Process Chart).
Menurut catatan sejarah, peta kerja yang ada sekarang ini dikembangkan oleh
Gilberth. Pada saat itu, untuk membuat suatu peta kerja, Gilberth mengusulkan 40 buah
lambang yang bisa dipakai. Kemudian pada tahun berikutnya jumlah lambang –
lambang tersebut disederhanakan sehingga menjadi beberapa macam :
a. Operasi
suatu kegiatan operasi terjadi apabila benda kerja mengalami perubahan
sifat, baik fisik maupun kimiawi, mengambil informasi maupun
memberikan informasi pada suatu keadaan juga termasuk operasi.
b. Pemeriksaan / Inspeksi
suatu kegiatan pemeriksaan terjadi apabila benda kerja atau peralatan
mengalami pemeriksaan baik untuk segi kualitas maupun kuantitas.
Lambang ini digunakan jika kita melakukan pemeriksaan terhadap suatu
objek atau membandingkan objek tertentu dengan suatu standar.
c. Penyimpanan
Proses penyimpanan terjadi apabila benda kerja disimpan untuk jangka
waktu yang cukup lama. Jika benda kerja tersebut akan diambil kembali,
biasanya memerlukan suatu prosedur perizinan tertentu.

39
d. Transportasi
suatu kegiatan trnsportasi terjadi apabila benda kerja, pekerja atau
perlengkapan menglami perpindahan tempat yang bukan merupakan bagian
dari suatu operasi.
e. Menunggu / Delay
Poses menunggu terjadi apabila benda kerja, pekerja atau perlengkapan
tidak mengalami kegiatan apa – apa selain menunggu biasanya hanya
sebentar.
f. Kegiatan gabungan
kegiatan ini terjadi apabila antara aktivitas opeasi dan pemeriksaan
dilakukan secara bersamaan atau dilakukan pada suatu tempat kerja.
Menurut Sritomo (p100), peta proses operasi atau dikenal dengan operational
process chart akan menunjukkan langkah – langkah secara kronologis dari semua
operasi inspeksi, waktu longgar, dan bahan baku yang digunakan di dalam suatu proses
manufakturing yaitu mulai datangnya bahan baku sampai ke proses pembungkusan dari
produk jadi yang dihasilkan. Peta ini akan melukiskan peta operasi dari seluruh
komponen – komponen dan sub assembly. Dengan adanya peta proses, aliran umum
dari proses manufakturing komponen – komponen dari bahan mentah sampai ke

40
komponen jadi akan dapat digambarkan secara kronologis. Selanjutnya dengan
pembuatan peta semacam ini, suatu tata letak pabrik yang ideal akan dapat pula
direncanakan sebaik – baiknya yaitu terutama dengan memperhatikan aliran proses
operasi manufakturing dari komponen – komponen yang ada.
Menurut Sutalaksana (1979, p21), Peta proses operasi merupakan suatu diagram
yang menggambarkan langkah – langkah proses yang akan dialami bahan baku
mengenai urutan – urutan operasi dan pemeriksaan. Sejak dari awal sampai menjadi
produk jadi utuh maupun sebagai komponen dan juga memuat informasi – informasi
yang diperlukan untuk analisa lebih lanjut seperti waktu yang dihabiskan, material yang
digunakan, dan tempat atau alat atau mesin yang dipakai.
Dengan adanya informasi – informasi yang bisa dicatat melalui peta proses
operasi, kita bisa memperoleh banyak manfaat diantaranya :
• Bisa mengetahui kebutuhan akan mesin dan penganggarannya
• Bisa memperkirakan kebutuhan akan bahan baku
• Sebagai alat untuk menentukan tata letak pabrik
• Sebagai alat untuk melakukan perbaikan cara kerja yang sedang dipakai.
• Sebagai alat untuk latihan kerja.
Untuk dapat menggambarkan peta proses operasi dengan baik, ada beberapa
prinsip yang perlu diikuti sebagai berikut :
• Pertama – tama pada baris paling atas dinyatakan kepalanya “Peta Proses
Operasi” yang diikuti oleh identifikasi lain seperti : nama objek, nama

41
pembuat peta, tanggal dipetakan cara lama atau cara sekarang, nomor peta
dan nomor gambar.
• Material yang akan diproses diletakkan diatas garis horizontal yang
menunjukkan bahwa material tersebut masuk ke dalam proses.
• Lambang – lambang ditempatkan dalam arah vertikal, yang menyebabkan
terjadinya perubahan proses.
• Penomoran terhadap suatu kegiatan operasi diberikan secara berurutan
sesuai dengan urutan operasi yang dibutuhkan untuk pembuatan produk
tersebut atau sesuai dengan proses yang terjadi.
• Penomoran terhadap suatu kegiatan pemeriksaan diberikan secara tersendiri
dan prinsipnya sama dengan penomoran untuk kegiatan operasi.
.
2.2.2 From to Chart dan Skala Prioritas
Menurut Sritomo (p190), FTC (From to Chart) atau kadang disebut pula
dengan trip Frequency atau Travel Chart adalah suatu teknik konvensional yang
umum digunakan untuk perencanaan tata letak pabrik dan pemindahan bahan dalam
suatu proses produksi. Teknik ini sangat berguna untuk kondisi – kondisi dimana
banyak item mengalir melalui suatu area seperti job shop, bengkel permesinan, kantor
dan lainnya. Pada dasarnya from to chart adalah merupakan adaptasi dari “Mileage
Chart” yang umumnya dijumpai pada suatu peta perjalanan, angka – angka yang
terdapat dalam suatu from to chart akan menunjukkan total dari berat beban yang
42
harus dipindahkan, jarak perpindahan bahan, volume atau kombinasi – kombinasi
dari faktor – faktor tersebut.
From to Chart (FTC) biasanya sangat berguna apabila barang yang mengalir
pada suatu wilayah berjumlah banyak. Hal ini juga berguna jika terjadi keterkaitan
antara beberapa kegiatan dan jika diinginkan adanya penyusunan kegiatan yang
optimum.
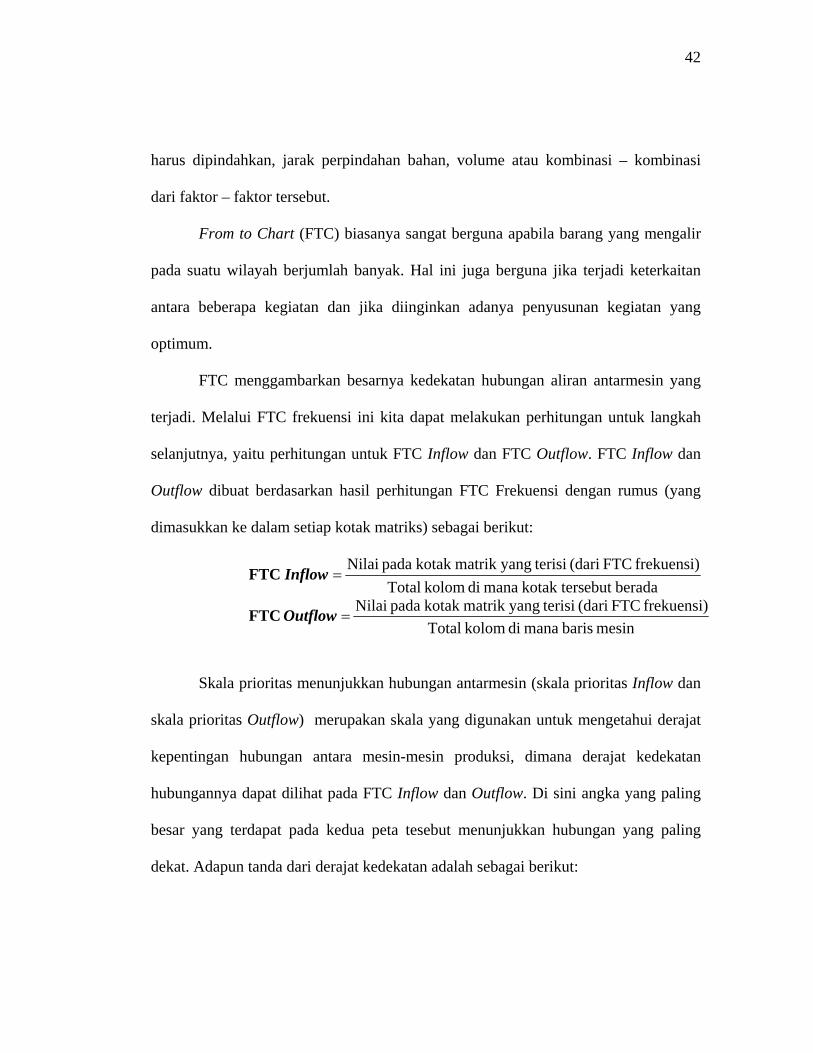
FTC menggambarkan besarnya kedekatan hubungan aliran antarmesin yang
terjadi. Melalui FTC frekuensi ini kita dapat melakukan perhitungan untuk langkah
selanjutnya, yaitu perhitungan untuk FTC Inflow dan FTC Outflow. FTC Inflow dan
Outflow dibuat berdasarkan hasil perhitungan FTC Frekuensi dengan rumus (yang
dimasukkan ke dalam setiap kotak matriks) sebagai berikut:
beradaebut kotak tersmanadikolomTotalfrekuensi) FTC (dari terisiyangmatrik kotak pada Nilai =Inflow FTC
mesin barismanadikolomTotalfrekuensi) FTC (dari terisiyangmatrik kotak pada Nilai =Outflow FTC
Skala prioritas menunjukkan hubungan antarmesin (skala prioritas Inflow dan
skala prioritas Outflow) merupakan skala yang digunakan untuk mengetahui derajat
kepentingan hubungan antara mesin-mesin produksi, dimana derajat kedekatan
hubungannya dapat dilihat pada FTC Inflow dan Outflow. Di sini angka yang paling
besar yang terdapat pada kedua peta tesebut menunjukkan hubungan yang paling
dekat. Adapun tanda dari derajat kedekatan adalah sebagai berikut:

43
Tabel 2.1 Derajat Hubungan Kedekatan
A = Hubungan mutlak diperlukan (untuk aktivitas yang
dipertimbangkan saling berkelanjutan)
E = Hubungan sangat penting (untuk aktivitas yang saling
berhubungan)
I = Hubungan penting (untuk aktivitas berdampingan)
O = Hubungan biasa / umum (untuk aktivitas yang
mempunyai hubungan biasa)
U = Hubungan tidak penting (untuk hubungan geografis)
X = Hubungan tidak diinginkan (untuk hubungan yang
tidak diharapkan terjadi)
2.2.3 Activity Relationship Chart dan Activity Relationship Diagram
Aliran bahan bisa diukur secara kualitatif menggunakan tolok ukur derajat
kedekatan hubungan antara satu fasilitas dengan lainnya. Nilai – nilai yang
menunjukkan derajat hubungan dicatat sekaligus dengan alasan – alasan yang
mendasarinya dalam sebuah peta hubungan aktivitas dengan alasan – alasan yang
mendasarinya dalam sebuah peta hubungan aktivitas (Activity Relationship Chart)
yang telah dikembangkan oleh Richard Muther.

44
Menurut Sritomo (p200), peta hubungan aktivitas adalah suatu cara atau
teknik sederhana didalam merencanakan tata letak fasilitas atau departemen
berdasarkan derajat hubungan aktivitas yang sering dinyatakan dengan penilaian
“kualitatif” dan cenderung berdasarkan pertimbangan – pertimbangan yang bersifat
subjektif dari masing – masing fasilitas/departemen. Pada dasarnya ARC hampir
sama dengan FTC, hanya saja di sini analisanya lebih bersifat kualitatif.
ARC sangat berguna untuk perencanaan dan analisa hubungan aktivitas antar
masing – masing departemen. Berbagai hasilnya maka data yang didapat selanjutnya
akan simanfaatkan untuk penentuan letak masing – masing departemen tersebut yaitu
lewat apa yang disebut Activity Relationship Diagram. ARD merupakan dasar
perencanaan keterkaitan antara pola aliran material dan lokasi kegiatan pelayanan
yang dihubungkan dengan kegiatan produksi yang dibuat berdasarkan skala prioritas
sebagai data derajat hubungan yang harus ada dan harus dipenuhi.
Pada dasarnya ARD menjelaskan mengenai hubungan pola aliran bahan dan
lokasi dari masing – masing departemen penunjang terhadap departemen
produksinya. Untuk membuat ARD maka terlebih dahulu data yang diperoleh dari
ARC dimasukkan kedalam suatu lembaran kerja. Dengan data yang telah disusun
secara lebih sistematik dalam sebuah work sheet, suatu ARD dapat dibuat dengan
mudah.

45
Ada dua cara yang dapat digunakan untuk membuat diagram yaitu :
Dengan membuat suatu Activity Template Block Diagram.
Pada Activity Template Block Diagram, data yang telah dikelompokkan
dalam worksheet kemudian dimasukkan kedalam suatu activity template.
Tiap – tiap template akan menjelaskan mengenai departemen yang
bersangkutan dan hubungannya dengan aktivitas dari departemen lain.
Dengan menggunakan kombinasi – kombinasi garis dan pemakaian kode
warna yang telah distandarkan untuk setiap hubungan aktivitas yang ada.
Menurut Apple (p229), Activity Relationship Diagram (ARD) berguna untuk
perencanaan dan pengalaisaan keterkaitan kegiatan, informasi yang dihasilkan hanya
berguna jika diolah kedalam suatu diagram. Inilah tujuan dari ARD yang menjadi
dasar perencanaan keterkaitan antara pola aliran barang dan lokasi kegiatan
pelayanan dihubungkan dengan kenyataan prosuksi. ARD dalam kenyataannya
merupakan diagram balok yang menunjukkan pendekatan keterkaitan kegiatan yang
menunjukkan setiap kegiatan sebagai satu model keterkaitan tunggal. ARC pada
dasarnya sangat baik dipergunakan untuk menganalisis tata letak pabrik dengan
memperhatikan faktor – faktor yang bersifat kualitatif.
2.2.4 Waktu Baku
Penelitian kerja dan analisa metode kerja pada dasarnya akan memusatkan
perhatiannya pada bagaimana suatu macam pekerjaan akan diselesaikan. Dengan
mengaplikasikan prinsip dan teknik pengaturan cara kerja yang optimal dalam sistem

46
kerja tersebut, maka akan diperoleh alternatif metode pelaksanaan kerja yang
dianggap memberikan hasil yang paling efektif dan efisien. Suatu pekerjaan akan
dikatakan diselesaikan secara efisien apabila waktu penyelesaiannya berlangsung
paling singkat. Secara singkat pengukuran kerja adalah metoda penetapan
keseimbangan antara kegiatan manusia yang dikontribusikan dengan unit output yang
dihasilkan.
Waktu baku merupakan waktu yang dibutuhkan oleh seorang pekerja yang
memiliki tingkat kemampuan rata – rata untuk menyelesaikan suatu pekerjaan. Disini
sudah meliputi kelonggaran waktu yang diberikan dengan memperhatikan situasi dan
kondisi pekerjaan yang harus diselesaikan tersebut.
Teknik pengukuran waktu kerja ini dapat dibagi atau dikelompokkan ke
dalam dua bagian yaitu :
1. Pengukuran kerja secara langsung.
Dilaksanakan ditempat dimana pekerjaan yang diukur berlangsung. Cara
pengukuran kerja yang termasuk didalamnya adalah pengukuran dengan
menggunakan stopwatch dan work sampling.
2. Pengukuran kerja secara tidak langsung.
Pengukuran jenis ini dilakukan tanpa di pengamat harus ditempat pekerjaan
yang diukur. Aktivitas pengukuran dilakukan dengan membaca tabel – tabel
waktu yang tersedia asalkan mengetahui jalannya pekerjaan melalui elemen
– elemen pekerjaan atau elemen – elemen gerakan.

47
Waktu baku ini sangat diperlukan terutama sekali untuk :
Man power planning (perencanaan kebutuhan tenaga kerja).
Estimasi biaya – biaya untuk upah karyawan/pekerja.
Penjadwalan produksi dan penganggaran.
Perencanaan sistem pemberian bonus dan insentif bagi karyawan/pekerja
yang berprestasi.
Indikasi keluaran yang mampu dihasilkan oleh seorang pekerja.
Untuk mendapatkan waktu baku yang diinginkan harus dilakukan perhitungan
dengan langkah – langkah sebagai berikut :
• Waktu siklus
Waktu siklus adalah waktu penyelesaian satu satuan jumlah produksi sejak
bahan baku mulai diproses ditempat kerja yang bersangkutan.
Waktu siklus dapat diperoleh dengan :
NX
Ws ∑= 1
dimana : ∑ 1X = jumlah total waktu
N = banyaknya pengamatan

48
• Waktu normal
pWsWn ×=
Dimana p adalah faktor penyesuaian. Faktor ini diperhitungkan jika
pengukur berpendapat bahwa operator bekerja dengan kecepatan tidak
wajar, sehingga hasil perhitungan waktu perlu disesuaikan atau dinormalkan
dulu untuk mendapatkan waktu siklus rata – rata yang wajar. Jika pekerja
bekerja dengan wajar, maka faktor penyesuaiannya p sama dengan 1 artinya
waktu siklus yang diperoleh sudah normal. Faktor penyesuaian ini akan
dibahas dipembahasan selanjutnya.
• Waktu baku
Waktu baku dapat diperoleh dengan cara :
nkelonggara%100%100xWnWb
−=
Penyesuaian dan Kelonggaran
Ketidakwajaran waktu dapat saja terjadi dalam proses operasi misalnya
bekerja tanpa kesungguhan, sangat cepat seolah – olah diburu waktu atau karena
menjumpai kesulitan – kesulitan seperti karena kondisi ruangan yang buruk. Sebab –
sebab seperti ini mempengaruhi kecepatan kerja yang berakibat terlalu singkat atau
terlalu panjangnya waktu penyelesaian. Hal ini jelas tidak diinginkan karena waktu
baku yang dicari adalah waktu yang diperoleh dari kondisi dan cara kerja yang baku

49
yang diselesaikan secara wajar. Oleh karena itu dilakukan suatu hal yang dinamakan
penyesuaian.
Penyesuaian ini bertujuan untuk menormalkan waktu proses operasi jika
pengukur berpendapat bahwa operator bekerja dengan kecepatan tidak wajar.
Sedangkan kelonggaran adalah waktu yang dibutuhkan pekerja terlatih agar dapat
mencapai performance kerja sesungguhnya, jika ia bekerja secara normal. Seorang
pekerja tidak mungkin bekerja sepanjang waktu tanpa adanya interupsi untuk
kebutuhan tertentu yang bersifat manusiawi. Kelonggaran diberikan untuk tiga hal
yaitu untuk kebutuhan pribadi, menghilangkan rasa fatique dan hambatan – hambatan
yang tidak dapat dihindarkan. Ketiganya ini merupakan hal – hal yang secara nyata
dibutuhkan oleh pekerja.

50
2.3 Penjadwalan
2.3.1 Pengertian Penjadwalan
Penjadwalan didefinisikan sebagai proses pengalokasian sumber daya untuk
menampilkan sekumpulan tugas pada jangka waktu yang telah ditetapkan. Definisi
ini dapat dijabarkan menjadi dua arti yaitu sebagai fungsi pengambilan keputusan
dalam melakukan penetapan penjadwalan yang paling tepat dan sebagai teori yang
berisi prinsip, model, teknik, konklusi logis dalam pengambilan keputusan.
Order aktual dalam fase agregat adalah dasar untuk penjadwalan sumber daya
produksi (fasilitas, tenaga kerja dan peralatan), kemudian pada setiap unit
mendapatkan tingkat penggunaan optimal dari kapasitas yang ada atau tujuan lainnya.
Dalam perencanaan agregat, peramalan permintaan untuk beberapa periode
dipenuhi dengan kapasitas yang ada tanpa perincian lebih spesifik untuk setiap
produk atau item yang diproduksi. Dalam penjadwalan produksi, pembebanan agregat
ini harus dipecah pada masing – masing produk (item) dalam pembebanan jam,
harian, atau mingguan di setiap unit produksi.
2.3.2 Kepentingan Strategis
Penjadwalan memiliki kepentingan strategis yang sangat penting dan
menunjang bagi perusahaan yaitu :
• Dengan membuat penjadwalan secara efektif berarti perusahaan
menggunakan aset secara lebih efektif da menciptakan kapasitas yang lebih
51
besar untuk setiap dolar yang ditanamkan yang selanjutnya menghasilkan
biaya yang lebih rendah.
• Kapastitas tambahan dan fleksibilitas yang terkait ini menghasilkan
pengiriman yang lebih cepat dan karenanya memberikan pelayanan
pelanggan yang lebih baik.
• Penjadwalan yang baik merupakan keunggulan bersaing karena berperan
dalam penyerahan yang terkait.
2.3.3 Tujuan Penjadwalan
Aktivitas penjadwalan memiliki beberapa tujuan yaitu :
• Meningkatkan sumber daya atau mengurangi waktu tunggu sehingga total
waktu proses dapat berkurang dan produktivitas dapat meningkat.
• Mengurangi persediaan barang setengah jadi atau mengurangi sejumlah
pekerjaan yang menunggu dalam antrian ketika sumber daya yang ada
masih mengerjakan tugas yang lain.
• Mengurangi keterlambatan pada pekerjaan yang mempunyai batas waktu
penyelesaian sehingga akan meminimasi biaya keterlambatan.
• Membantu pengambilan keputusan mengenai perencanaan kapasitas pabrik
dan jenis kapasitas yang dibutuhkan sehingga penambahan biaya yang
mahal dapat dihindarkan.

52
2.3.4 Isu - Isu Penjadwalan
2.3.4.1 Penggolongan Penjadwalan
Penjadwalan mencakup penugasan batas waktu pada pekerjaan tertentu
dimana terdapat banyak pekerjaan secara bersamaan bersaing untuk menggunakan
sumber daya yang sama untuk membantu mengatasi berbagai kesulitan dalam
penjadwalan. Oleh karenanya teknik penjadwalan digolongkan menjadi dua yaitu :
Penjadwalan maju
Memulai jadwal segera setelah persyaratan suatu pekerjaan diketahui.
Penjadwalan maju dilakukan sesuai dengan pesanan pelanggan dan biasanya
diminta untuk dikirim sesegera mungkin. Penjadwalan maju umumnya
dirancang untuk menghasilkan sebuah jadwal yang dapat dipenuhi sekalipun
hal ini berarti batas waktunya tidak dapat dipenuhi.
Penjadwalan mundur
Dimulai dari batas waktu dan menjadwalkan operasi yang terakhir lebih
dahulu. Kemudian urutan pekerjaan dijadwalkan satu demi satu dalam
susunan terbaik. Dengan mengurangi lead time untuk setiap item, maka
diperoleh waktu mulai. Sumberdaya yang diperlukan untuk memenuhi
jadwal mungkin tidak ada. Penjadwalan ini digunakan dalam banyak
lingkungan manufaktur seperti halnya lingkungan jasa yang menyediakan
sebuah perjamuan.

53
2.3.5 Fungsi Penjadwalan Produksi
Penjadwalan produksi memiliki beberapa fungsi dalam sistem produksi,
aktivitas – aktivitas fungsi tersebut adalah sebagai berikut :
• Loading (Pembebanan)
Bertujuan mengkompromikan antara kebutuhan yang diminta dengan
kapasitas yang ada. Loading ini untuk menentukan fasilitas, operator dan
peralatan.
• Sequencing (penentuan urutan)
Bertujuan untuk membuat prioritas pengerjaan dalam pemrosesan order –
order yang masuk.
• Dispatching
Pemberian perintah – perintah kerja ke tiap mesin atau fasilitas lainnya.
• Pengendalian kinerja penjadwalan, dilakukan dengan cara :
a. memonitor perkembangan pencapaian pemenuhan order dalam semua
sektor.
b. merancang ulang sequencing, bila ada kesalahan atau ada prioritas
utama baru.
• Updating Schedules
Pelaksanaan jadwal biasanya selalu ada masalah baru yang berbeda dari saat
pembuatan jadwal, maka jadwal harus segera di update bila ada
permasalahan baru yang memang perlu diakomodasikan.

54
2.3.6 Parameter dan Variabel Keputusan Penjadwalan
Kapasitas untuk permintaan/order, prioritas job dan pengendalian jadwal
memerlukan informasi terperinci, sebagai input untuk membuat keputusan dalam
penjadwalan. Informasi ini berupa operation sheet (skill dan peralatan yang
diperlukan, waktu standar, dll) serta bill of material atau struktur produk (komponen,
part dan bahan pembantu).
Input tersebut harus di lengkapi dengan parameter – parameter pembatas
dalah hal kapasitas dalam berkenaan dengan hal - hal berikut :
1. Teknologi pemrosesan.
2. Limit kapasitas.
3. Rencana agregat.
4. Kebutuhan pemeliharaan.
5. Kelayakan dan jumlah persediaan antar tingkat.
Variabel keputusan dalam penjadwalan produksi berkenaan dengan
penyiapan, pengendalian dan updating jadwal memuat :
Kuantitas pasti dari tenaga kerja yang digunakan harian.
Setting adjustable tingkat produksi aktual untuk overtime dan undertime.
Alokasi spesifik dari order/permintaan ke sumber daya.
Sequencing (urutan), time phasing, dari pesanan sampai unit produksi.

55
2.3.7 Pengurutan Pekerjaan
Teknik penjadwalan produksi sangat tergantung pada jenis produksinya.
Penjadwalan pada produksi job shop akan berbeda dengan penjadwalan pada
produksi masal dan proyek. Pengurutan pekerjaan merupakan problem yang cukup
penting dalam analisis produksi. Pengurutan pekerjaan ini bertujuan utnuk mencapai
kriteria performance tertentu yang optimal. Beberapa kriteria yang sering dipakai
dalam pengurutan job antara lain :
• Mean Flow Time adalah rata – rata waktu job berada dalam sistem.
• Idle time atau waktu menganggur mesin.
• Mean latteness atau rata – rata kerterlambatan.
• Mean number job in the system atau rata – rata jumlah mesin dalam sistem.
• Make span atau total waktu penyelesaian seluruh job.
2.3.8 Istilah –Istilah dalam Penjadwalan
Dalam penjadwalan terdapat beberapa istilah penting yang perlu diketahui
diantaranya :
a. Waktu proses adalah perkiraan waktu yang dibutuhkan untuk menyelesaikan
suatu tugas.
b. Batas waktu adalah batas waktu yang diberikan untuk menyelesaikan suatu
tugas, apabila tugas tersebut tidak dapat diselesaikan hingga batas waktu
tersebut maka penyelesaian tugas tersebut akan terlambat.

56
c. Rentang waktu adalah waktu dari mulai bekerja menyelesaikan tugas
pertama sampai tugas terakhir selesai.
d. Keterlambatan adalah selisih antara waktu penyelesaian tugas dengan batas
waktunya.
e. Tardiness adalah besarnya keterlambatan dari job 1. Ini adalah
keterlambatan yang positif.
f. Slack adalah suatu ukuran dari perbedaan antara waktu yang tersisa bagi
suatu tugas untuk diselesaikan dengan waktu proses yang dibutuhkan utnuk
menyelesaikannya.
g. Flow time adalah jangka waktu dimana suatu tugas mulai siap untuk
diproses sampai dengan selesai diproses.
h. Makespan adalah total waktu yang diperlukan untuk menyelesaikan seluruh
tugas mulai dari tugas pertama hingga tugas ke i.
i. Critical ratio adalah perbandingan antara waktu yang masih tersisa hingga
due date dengan waktu proses untuk tugas yang masih tersisa tersebut.
2.3.9 Algoritma Palmer
Algoritma Palmer merupakan metode penjadwalan flowshop untuk jumlah
mesin lebih dari tiga mesin. Algoritma Palmer ini memiliki kriteria yang sama
dengan Algoritma Campbell, Dudek dan Smith (CDS) yaitu makespan. Secara garis
besar, Algoritma Palmer membantu dalam penjadwalan job yang memiliki banyak

57
tugas yang harus dikerjakan dengan urutan mesin yang sama. Langkah – langkah
penjadwalan produksi dengan metode Algoritma Palmer adalah sebagai berikut :
a. Untuk setiap job Jj, cari nilai dari π j
( ) ( )( ) ( )
[ ]∑=
−++−++−−2
111212
m
ijimiijij tmtmπ
b. Pengurutan job berdasarkan π j secara descending.
Jika dua atau lebih job memiliki nilai π j yang sama, maka urutan sesuai
dengan keperluannya.
c. Jadwalkan job pada setiap mesin sesuai dengan urutan tersebut.

58
2.4 Pengukuran Tingkat Resiko Kerja
Kesehatan dan keselamatan kerja merupakan salah satu hal yang patut
diperhatikan dalam suatu industri. Ilmu keselamatan dan kesehatan kerja merupakan
bagian dari ilmu kesehatan masyarakat. Keilmuan K3 merupakan perpaduan dari
multidisiplin ilmu antara ilmu – ilmu kesehatan, ilmu perilaku, ilmu alam dan
teknologi yang bersifat kajian maupun terapan. Ilmu K3 memiliki maksud dan tujuan,
yaitu untuk menciptakan kondisi sehat dan selamat bagi pekerja, tempat kerja
maupun lingkungan sekitarnya.
Untuk menjaga kesehatan dan keselamatan operator dalam bekerja banyak hal
yang harus diperhatikan, diantaranya adalah tingkat resiko kerja ataupun kondisi
lingkungan tempat kerja. Namun untuk penelitian ini ilmu K3 sendiri tidak akan
dibahas dan hanya akan membahas mengenai pengukuran tingkat resiko kerja
terhadap operator pabrik.
Resiko kerja yang dimaksudkan ini yaitu berupa pengangkatan yang
dilakukan oleh operator terhadap benda kerja yang berupa work in process dan
produk yang dihasilkan. Pengangkatan – pengangkatan ini dapat dikatakan suatu hal
kecil namun jika tidak diperhatikan secara seksama hal ini dapat menimbulkan akibat
yang serius seperti cedera pada tulang belakang.

59
2.4.1 Faktor Resiko
Dalam pemindahan bahan secara manual, ada beberapa faktor yang
berpengaruh. Faktor-faktor tersebut antara lain adalah sebagai berikut:
Berat beban yang harus diangkat dan perbandingannya terhadap berat badan
operator.
Jarak horisontal dari beban relatif terhadap operator.
Ukuran beban yang harus diangkat (beban yang berukuran besar) akan
memiliki pusat massa yang letaknya jauh dari badan operator, hal tersebut
juga akan menghalangi pandangan operator.
Ketinggian beban yang harus diangkat dan jarak perpindahan beban
(mengangkat beban dari permukaan lantai akan relatif lebih sulit dari pada
mengangkat beban dari ketinggian pada permukaan pinggang).
Beban puntir (twisting load) pada badan operator selama aktivitas angkat
beban.
Prediksi terhadap berat beban yang akan diangkat. Hal ini adalah untuk
mengantisipasi beban yang lebih berat dari yang diperkirakan.
Stabilitas beban yang akan diangkat.
Kemudahan untuk dijangkau oleh pekerja.
Berbagai macam rintangan yang menghalangi ataupun keterbatasan postur
tubuh yang berada pada suatu tempat kerja.
Kondisi kerja yang meilputi : pencahayaan, temperatur, kebisingan dan
kelicinan lantai.

60
Frekuensi angkat yaitu banyaknya aktivitas angkat.
Metode angkat yang benar (tidak boleh mengangkat beban secara tiba-tiba).
Tidak terkoordinasinya kelompok kerja (lifting team).
Diangkatnya suatu beban dalam suatu periode. Hal ini adalah sama dengan
membawa beban pada jarak tertentu dan memberi tambahan beban pada
vertebral disc dan intervertebral disc pada vertebral column di daerah
punggung.
2.4.2 Pendekatan Untuk Mengurangi Resiko
Kebutuhan untuk mengangkat secara manual haruslah diteliti benar – benar
secara ergonomis. Penelitian ini akan mengakibatkan adanya standarisasi dalam
aktivitas angkat manusia.
Standar kemampuan angkat tersebut tidak hanya meliputi arah beban tetapi
berisi pula tentang ketinggian dan jarak operator terhadap beban yang akan diangkat.
Akhirnya pelatihan dalam mengangkat beban dan metode angkat terbaik haruslah
diimplementasikan.
2.4.3 Akibat Dari Resiko Kerja
Melakukan aktivitas kerja jika dilakukan dengan cara yang salah, maka akan
menimbulkan beberapa resiko. Pada bagian ini akan dibahas mengenai akibat yang
mungkin timbul dari resiko kerja.
61
Kriteria keselamatan adalah berdasarkan pada beban tekanan (compression
load) pada intervertebral disk antara lumbar nomor lima dan scarum nomor satu
(L5/S1). Gambar 2.1 menunjukkan cara pemberian nomor pada vertebral disk
(vertebral spinal). Telah ditemukan juga bahwa 85-95 % dari penyakit hernia pada
disk terjadi dengan relatif frekuensi pada L4/L5 dan L5/S1. L4/L5 adalah
intervertebral disk yang berada antara lumbar ke-4 dan ke-5 sedangkan L5/S1 adalah
intervertebral disk yang berada diantara lumbar ke-5 dan sacrum. Kebanyakan
penyakit tulang belakang merupakan hernia pada intervertebral disk yaitu keluarnya
inti intervertebral (pulpy nucleus) yang disebabkan oleh rusaknya lapisan
pembungkus intervertebral disk. Penyakit hernia yang terjadi karena rusaknya
intervertebral disk bagian belakang seperti digambarkan pada gambar 4.3, yang
menekan dan mengiritasi akar syaraf (spinal cord) dan menyebabkan rasa sakit yang
kronis. Rasa nyeri tersebut disebabkan oleh “Slipped discs”

62
Gambar 2.1 Klasifikasi dan Kodikasi Pada Vertebrae
Gambar 2.2 Slipped Disc yang Menyebabkan Adanya Tekanan Pada Akar Syaraf

63
Penelitian tentang rasa sakit pada tulang belakang (spinal injuries), yang
mana menganalisa biomekanika gaya kompresi pada L5/S1 yang diestimasi dengan
memberikan suatu beban luar, postur dan dara antropometri dari operator angkatnya.
Penelitian dengan uji tekanan pada spine (tulang belakang) menunjukkan bahwa
tulang belakang yang sehat tidak mudah terkena hernia, akan tetapi lebih mudah
rusak/retak jika diberikan beban yang ditanggung oleh segmen tulang belakang
(spinal) dan yang terjadi pertama kali adalah rusaknya bagian atas / bawah segmen
tulang belakang (the castilage and plates in the vertebrae). Rusaknya vertebral yang
mengakibatkan degenerasi pada invertebral disk, yang ditunjukkan dengan adanya
retak kecil (micro fractures) yang terjadi akan menyebabkan keluarnya cairan dari
dalam vertebrae menuju ke dalam intervertebral disk yang pada akhirnya akan
menjadi penyebab umum timbulnya rasa nyeri pada bagian punggung bawah
(lowback pain).
Penelitian dengan menguji tekanan pada tulang belakang dengan berbagai
variabel gerak flekxi (Flexion) menemukan bahwa :
1. Hernia dapat terjadi jika tulang belakang berada pada posisi hiperfleksi
(hiperflexion).
2. Gerakan fleksi yang sedikit akan meningkatkan kekuatan, akan tetapi
sebaliknya hiperfleksi akan menurunkan kekuatannya.

64
2.4.4 Recommended Weight Limit (RWL)
Dalam melakukan pergukuran tingkat resiko kerja, ada 2 hal yang harus
diperhatikan yaitu pembebanan RWL (Recommended Weight Limit) dan LI (Lifting
Index). RWL menyatakan berat beban yang dapat diangkat oleh hampir semua
pekerja sehat selama rentang waktu yang cukup lama, tanpa terjadinya peningkatan
resiko sakit punggung bawah yang berkaitan dengan pengangkatan. Perumusan RWL
sebagai berikut:
RWL = LC x HM x VM x DM x AM x FM x CM
Dimana :
• LC (Load Constant)
Adalah beban maksimum yang direkomendasikan untuk pengangkatan pada
lokasi standar, yaitu posisi diam pada 30 in (76 cm) dari lantai dan berjarak
horizontal 10 in (25cm) dari titik tengah antara mata kaki dan pada kondisi
optimal yaitu posisi sagital, pengangkatan yang tidak terus menerus,
pemegangan yang baik dan perpindahan vertikal kurang dari 10 in (25cm).
Yang mana standar berat yang ditentukan oleh NIOSH (National Institute
for Occupational Safety and Health) adalah 23 kg (51 lbs).
• HM (Horizontal Multiplier)
Adalah faktor pengali horizontal yang ditentukan dari jarak horizontal dari
titik tengah mata kaki dan titik hasil proyeksi titik tengah pegangan kedua
tangan ke lantai.

65
HM = 10/H (untuk inchi)
HM = 25/H (untuk cm)
Batas – batas yang ditentukan untuk jarak horizontal adalah 10 in (25 cm)
dan 25 in (63 cm). Sebagian besar objek yang dipegang lebih dekat daripada
10 in (25cm) tidak dapat diangkat tanpa terhalang oleh perut atau terjadinya
pemanjangan bahu yang berlebih.
• VM (Vertical Multiplier)
Adalah faktor pengali vertikal yang ditentukan dari jarak vertikal dari titik
tengah antara kedua pegangan.
VM = 1 – (0.0075 |V – 30| ) (untuk inchi)
VM = 1 – (0.003 |V – 75| ) (untuk cm)
Batas – batas ini ditentukan untuk jarak vertikal adalah 0 (objek diangkat
dari permukaan lantai) sampai 70 in (175 cm).
• DM (Distance Multiplier)
Adalah faktor pengali jarak yang ditentukan dari pemindahan vertikal kedua
tangan, mulai dari titik asal sampai ketujuan pengangkatan.
DM = 0.82 + (1.8/D) (untuk inchi)
DM = 0.82 + (4.5/D) (untuk cm)
Batas – batas yang ditentukan untuk jarak perpindahan 0 sampai 70 in (175
cm).

66
• AM (Asymmetric Multiplier) adalah faktor pengali asimetri posisi tubuh.
AM didefiniskan sebagai pengangkatan yang dimulai atau diakhiri dibagian
mid-sagittal. Pada umumnya Asymmetric harus dihindari, jika tidak dapat
dihindari, batasan pengangkatan beban tidak boleh melebihi batasan
pengangkatan beban symmetric.
AM = 1 – (0.0032 x A)
• FM (Frequency Multiplier)
Adalah faktor pengali yang ditentukan berdasarkan banyaknya
pengangkatan permenit (frekuensi), lamanya waktu untuk aktivitas
pengangkatan (durasi) dan jarak vertikal pengangkatan dari lantai.frekuensi
pengangkatan dihitung dari rata – rata pengangkatan yang dilakukan per
menit selama rentang waktu 15 menit.
Durasi pengangkatan digolongkan menjadi 3, berdasarkan pola waktu kerja
dan waktu istirahatnya. Waktu istirahat didefinisikan sebagai lamanya
waktu pengerjaan aktivitas ringan setelah satu periode pengangkatan terus –
menerus.
• CM (Coupling Multiplier)
Adalah cara alami tangan untuk memegang objek atau menggenggam yang
dapat mempengaruhi gaya maksimum yang dapat diberikan pekerja pada
objek dan lokasi vertikal kedua tangan pada saat dilakukannya
pengangkatan. Pemegangan yang baik akan meningkatkan batas berat beban

67
yang masih mampu diangkat, sementara pemegangan yang buruk akan
menurunkan batas tersebut.
Gambar 2.3 Graphic Representation of Hand Location
Gambar 2.4 Posisi Tubuh

68
2.4.5 Lifting Index (LI)
Setelah menghitung RWL, dapat dilanjutkan dengan perhitungan LI dengan
menggunakan rumus sebagai berikut:
LI = LimitWightdRecommende
WeightLoad
Jika LI lebih besar dari satu, berarti pekerjaan yang dilakukan oleh operator
tergolong berbahaya.
Impretasi atas nilai LI (Lifting Index) :
Tugas – tugas dengan LI > 1.0 menyebkan peningkatan resiko cedera
punggung bawah pada sebagian pekerja.
LI dapat digunakan untuk mengestimasi besaran relatif dari tekanan fisik
suatu tugas.
LI dapat digunakan untuk memprioritaskan perancangan ulang secara
ergonomis dengan cara mengurutkan pekerjaan berdasarkan LI.
Faktor – faktor pengali individual dapat digunakan untuk mengidentifikasi
masalah – masalah spesifik yang berhubungan dengan pekerjaan.
RWL dapat digunakan untuk merekomendasikan berat beban yang akan
membuat pekerjaan menjadi lebih aman.

69
2.4.6 Rapid Entire Body Assessment (REBA)
Setelah melakukan perhitungan normal, dilakukan pengujian dengan
menggunakan software Upper Extremity Assessment Tools 1.4 b (Rapid Entire Body
Assessment / REBA), untuk mengetahui apakah pekerjaan yang dilakukan oleh
operator cetak berbahaya atau tidak. Adapun langkah-langkah penggunaan Upper
Extremity Assessment Tools 1.4 b adalah sebagai berikut :
• Pilih REBA
• Pilih Task Information
• Masukkan Analyst, Job Name, Workstation ID
• Pilih gerakan-gerakan yang telah tersedia pada Task Information,
Coupling/Grip, Force or Load, dan Muscle Use.
• Pilih REBA Score.

70
Gambar 2.5 Tampilan Task Information REBA

71
Gambar 2.6 Tampilan REBA Score
2.4.7 Biomekanika Kerja
Biomekanika adalah aplikasi ilmu mekanika teknik untuk analisa sistem
kerangka otot manusia. Boimekanika mempelajari manusia dari segi kemampuan-
kemampuannya seperti kekuatan, daya tahan, kecepatan dan ketelitian. Hubungan
antara manusia, pekerja dengan mesin serta peralatan-peralatan dan lingkungan kerja

72
dapat dilihat sebagai hubungan yang unik karena interaksi antara hal-hal diatas yang
membentuk suatu sistem kerja tidak terlampau sederhana bahkan malibatkan berbagai
disiplin ilmu ( Nurmianto, 2003, h5).
Biomekanika kerja adalah salah satu bagian dari ilmu ergonomi dimana kita
mempelajari dari segala aktivitas kita mulai dari yang ringan sampai dengan yang
berat, data-data yang didapat digunakan untuk mendapatkan hasil yang baik dalam
menyusun suatu pekerjaan manusia dengan memperlihatkan kapan pekerja itu lelah,
bagaimana keadaan tekanan darahnya pada saat sedang lelah dan lain-lain dengan
menggunakan beberapa metode baik yang langsung (fisiologi) atau dengan
menentukan waktu standar atau suatu cabang ilmu yang berhubungan dengan
lingkungan fisik disekitar tempat kerja, yang bertujuan untuk menyelidiki manusia
dari segi kemampuan-kemampuannya seperti kekuatan, daya tahan, kecepatan dan
ketelitian. Lingkungan fisik disini menunjukkan semua keadaan yang terdapat
disekitar tempat kerja yang akan mempengaruhi operator tersebut baik secara
langsung amupun tidak langsung.
Disamping itu, untuk mendapatkan inklinasi (kemiringan) sudut posisi kaki
atau tangan relatif terhadap horizontal agar gaya maksimum dapat diterapkan, maka
kondisi berikut haruslah dapat dipenuhi :
Analisa biomekanika secara global dengan mempertimbangkan kondisi
masing-masing otot.

73
Penyederhanaan model biomekanika yang berdasarkan pada sistem
sambungan tulang untuk memprediksi beban pada ruas tulang belakang
untuk mengangkat benda kerja.
2.4.8 Sendi
Pengertian sendi berdasarkan kutipan dari wikipedia yaitu sebuah struktur
yang menghubungkan dua buah tulang. Ada banyak jenis sendi yang ada di dalam
tubuh munusia. Namun yang paling banyak adalah sendi Synovial. Sendi jenis ini
termasuk sendi yang paling besar pergerakannya. Sendi Synovial terdapat pada sendi
bahu (Shoulder joint), sendi siku (Elbow joint), sendi panggul (Hip joint) dan sendi
lutut (Knee joint). Hubungan dua tulang disebut persendian.
Sendi lutut (Knee joint) merupakan sendi yang paling sering mendapat
keluhan. Nyeri, bengkak, kaku, bunyi ketika digerakkan, hingga posisi yang tidak
stabil merupakan keluhan-keluhan pada sendi lutut. Seperti yang diungkapkan
sebelumnya, keluhan itu muncul pada orang dewasa muda karena aktivitas yang
berlebih dan tidak seimbang. Sedangkan keluhan pada sendi di lutut yang timbul pada
usia di atas 40 tahun, biasanya berhubungan dengan keadaan degenerasi sendi dan
peningkatan berat badan. Sendi lutut akan terbenani dengan berat badan berlebih
yang harus ditumpunya. Oleh karena itu, kegemukkan sebaiknya dihindari terutama
di usia lanjut.
Seni lutut adalah sendi yang paling besar di tubuh manusia. Sendi Synovial
dalam keadaan normal dapat bergerak dari nol derajat samapai lebih dari 135 derajat

74
(naik-turun). Selain itu, sendi ini dapat pula sedikit berputar (rotasi). Fungsi sendi
lutut adalah menghubungkan tulang paha (femur) dan tulang kering (tibia). Pada
sendi lutut ini terdapat pula tulang tempurung (patella).
Sendi tidak dapat berfungsi maksimal bila tidak disokong otot-otot. Pada
sekitar sendi lutut juga didapati banyak otot. Pada sendi lutut terdapat otot-otot
terpenting di bagian depan (extensor). Otot ini berfungsi untuk meluruskan lutut
sedangka otot di bagian belakang (flexor) berfungsi untuk melipat lutut. Selain otot,
terdapat pula dua buah urat (ligament) yang terletak dipinggir sendi lutut bagian
dalam (ligament collateral medial) dan bagian luar (ligament collateral lateral).
Kedua struktur ini yaitu otot dan urat berfungsi unuk menjaga stabilitas sendi lutut.
Sendi lutut dibungkus oleh kapsul sendi dan berisi cairan sendi didalamnya.
Ada beberapa struktur lain yang sangat penting keberadaannya pada sendi, yaitu
tulang rawan sendi (cartilage), meniscus, urat silang (ligament crutiate). Tulang
rawan sendi melapisi permukaan tulang di dalam sendi dan berfungsi melindungi
tulang-tulang di sendi agar tidak berbenturan secara langsung. Meniscus bila dilihat
sepintas akan terlihat seperti cincin yang berfungsi sebagai peredam kejut. Sedangkan
urat silang (ligament crutiate) berfungsi untuk menjaga kestabilan sendi lutut. Agar
sendi lutut berada pada posisi stabil, terdapat pula dua buah urat silang, yaitu yang ke
arah depan (ligament cruciate anterior/ACL) dan yang ke arah belakang (ligament
cruciate posterior/PCL).

75
2.4.9 Siku
Siku merupakan salah satu bagian dari lutut. Gangguan fungsi siku ini bisa
diakibatkan oleh aktivitas atau pekerjaan yang pasif yang bertumpu pada otot-otot
lengan. Misalnya pekerjaan menulis, menggambar, dll. Gangguan ini bersumber pada
lengan bawah, yakni sisi luar dibawah sendi siku. Penyakit ini ditandai dengan
adanya rasa nyeri dan sakit pada siku lengan.
2.4.10 Lutut
Lutut adalah sendi yang menghubungkan tulang paha dan tulang kering. Lutut
manusia merupakan lutut yang menyokong hampir seluruh tubuh manusia, maka lutut
sangat rentan terhadap cidera.
2.4.11 Pergelangan Tangan
Dalam anatomi, pergelangan tangan adalah yang fleksibel dan sempit
sambungan antara lengan bawah dan telapak tangan. Pergelangan tangan yang pada
dasarnya adalah dua baris kecil pendek tulang disebut carpals, untuk membentuk
sebuah rumah sekitar engsel.




















