BAB 1 Bismillah
46
1 BAB I PENDAHULUAN A. Latar belakang Bencana merupakan hal yang tidak terduga dan tidak diharapkan. Bencana datang dengan tiba–tiba sehingga dapat menimbulkan kepanikan dan kerugian yang tidak sedikit. Rumah Sakit wajib menjamin keamanan dan keselamatan pasien, pengunjung, dan karyawan terhadap segala bencana. Rumah sakit juga harus mempunyai sistem kewaspadaan terhadap bencana sehingga bencana dapat dicegah ataupun dapat menghadapi bencana dengan baik sehingga tidak menambah korban manusia dan material . Bencana kebakaran adalah musibah yang sering terjadi pada daerah dengan padat manusia. Pencegahan dan penanggulangan kebakaran dapat dilakukan agar tidak banyak kerugian yang disebabkan oleh kebakaran. Rumah sakit melengkapi lingkungan Rumah Sakit
description
gfj
Transcript of BAB 1 Bismillah

1
BAB I
PENDAHULUAN
A. Latar belakang
Bencana merupakan hal yang tidak terduga dan tidak
diharapkan. Bencana datang dengan tiba–tiba sehingga dapat
menimbulkan kepanikan dan kerugian yang tidak sedikit. Rumah
Sakit wajib menjamin keamanan dan keselamatan pasien, pengunjung,
dan karyawan terhadap segala bencana. Rumah sakit juga harus
mempunyai sistem kewaspadaan terhadap bencana sehingga bencana
dapat dicegah ataupun dapat menghadapi bencana dengan baik
sehingga tidak menambah korban manusia dan material .
Bencana kebakaran adalah musibah yang sering terjadi pada
daerah dengan padat manusia. Pencegahan dan penanggulangan
kebakaran dapat dilakukan agar tidak banyak kerugian yang
disebabkan oleh kebakaran. Rumah sakit melengkapi lingkungan
Rumah Sakit dengan alat pemadam kebakan dan alat deteksi
kebakaran. Salah satunya adalah dengan pemasangan hydrant.
Tetapi ketersediaan hydrant di kota-kota besar masih dirasa
kurang. Terlihat dari jumlah kebakaran yang terjadi di tiap tahunnya
masih terhitung banyak. Kondisi tersebut diperparah dengan sulitnya
sumber air terutama di daerah padat penduduk seperti Jakarta.
Saat ini Jakarta memiliki 1.424 unit hydrant yang dalam
kondisi baik hanya 759 unit, sementara sisanya sebanyak 665 unit

rusak. Dimana, idealnya Jakarta membutuhkan 20.000 unit hydrant.
Sungguh jumlah yang banyak untuk dipenuhi. Padahal, proses
pembuatan hydrant masih dilakukan secara manual seperti di PT.
Karya Paduyasa.
Dengan adanya Praktik Kerja Lapangan, penulis ingin
mengetahui proses produksi hydrant di PT. Karya Paduyasa Tegal.
Terlebih lagi pada tahapan proses mechining komponen badan
hydrant pillar satu di PT. Karya Paduyasa.
PT. Karya Paduyasa pada saat ini sedang berusaha untuk
meningkatkan produksinya dari tahun ketahun. PT. Karya Paduyasa
memiliki jumlah karyawan sebanyak 67 orang. PT. Karya Paduyasa
bergerak di bidang manufaktur. PT. Karya Paduyasa memproduksi
beberapa jenis hydrant, komponen alat berat, komponen automotive,
perawatan dan perbaikan alat pertanian. Untuk proses pembuatan
hydrant PT. Karya Paduyasa dikerjakan di kantor cabang yang
beralamat Jalan Raya Dampyak KM.4 LIK C29-30 Kramat Kab. Tegal.
Sedangkan macam hydrant yang diproduksi di PT. Karya
Paduyasa ada dua macam Hydrant pillar dan Hydrant monitor.
Hydrant pillar masih dibedakan menjadi tiga jenis yaitu hydrant pillar
satu, hydrant pillar dua, dan hydrant pillar tiga. Untuk hydrant
monitor dibedakan menjadi dua jenis yaitu MHG dan MHO.
Tahapan proses produksi di PT. Karya Paduyasa dimulai dari
proses machining, proses assembling, finishing, packing dan
2

pengiriman ke konsumen. Dalam keseharian produksinya, PT. Karya
Paduyasa mampu menghasilkan sekitar 8 unit hydrant.
PT. Karya Paduyasa bekerja dalam satu shift, yaitu pada hari
senin, selasa, rabu, kamis, dan jumat dimulai jam 08.00 – 17.00
WIB, dengan waktu istirahat 1,20 jam dan 2,10 jam waktu istirahat
untuk hari jumat. Sedangkan hari sabtu dimulai pada jam 08.00 –
12.00 WIB, dimana hanya dilaksanakan pada akhir bulan saja.
Dalam seminggu karyawan berkerja 5 hari, akan tetapi pada hari
sabtu dilakukan hanya sampai jam 12.00 WIB.
Berdasarkan latar belakang tersebut penulis tertarik untuk
menjadikan proses machining sebagai pokok pembahasan. Penulis
mengambil judul Pembuatan Badan Hydrant Pillar Satu Dengan
Proses Machining di PT. Karya Paduyasa Tegal.
B. Tujuan dan Manfaat
Adapun tujuan dan tujuan kegiatan Praktik Kerja Lapangan ini adalah:
1. Memberi pengalaman bagi mahasiswa dalam hal penerapan IPTEK di
dunia industri.
2. Mengetahui barang yang diproduksi di PT. Karya Paduyasa.
3. Mengetahui proses machining komponen badan hydrant pillar
satu.
4. Memahami dan mengetahui manajemen perusahaan yaitu meliputi
struktur organisasi perusahaan, tugas dan fungsinya dan tata letak
perusahaan.
3

5. Mengetahui hasil dari proses machining komponen badan hydrant
pillar satu dalam per hari .
C. Tempat dan Pelaksanaan
1. Tempat praktik kerja lapangan
Praktik kerja lapangan dilakukan di PT. Karya Paduyasa yang
beralamat di Jalan Raya Kajen No. 6 - 7 Lebaksiu Tegal 52461, Jawa
Tengah dimulai pada tanggal 19 Januari 2015 – 28 Februari 2015.
2. Pelaksanaan
Praktik kerja lapangan dilaksanakan oleh satu orang mahasiswa
Pendidikan Teknik Mesin UNNES selama kurang lebih 1 bulan yang
dimulai seperti jam kerja yaitu pukul 08.00-14.00 WIB.
Tabel 1. Metode pelaksanaan kegiatanNo Kegiatan Waktu1 Kegiatan di kampus UNNES:
a. Pra PKL (pengurusan administrasi)
b. Pembekalan PKL (oleh Jurusan Teknik Mesin FT UNNES)
September – Oktober 20145 Januari - 17 Januari 2015
2 Kegiatan di lapangan:a. Orientasi dan observasi
lapangan oleh pihak PT KARYA PADUYASA.
b. Penyusunan laporan akhir dan finishing PKL
19 Januari – 28 Februari 2015
1 Maret 2015 – Selesai
Dalam melakukan kegiatan Praktik Kerja Lapangan harus
melakukan beberapa Tahapan, adapun tahapan yang dilakukan sebagai
berikut :
4

a. Pembuatan proposal dan surat permohonan praktik kerja lapangan
melalui pihak Jurusan Teknik Mesin dan Fakultas Teknik.
b. Penyerahan proposal dan surat permohonan Praktik Kerja
Lapangan kepada perusahaan yang dijadikan tempat PKL yaitu PT.
Karya Paduyasa
c. Surat balasan dari perusahaan diserahkan kepada Fakultas Teknik
bidang kemahasiswaan untuk diproses dan kemudian akan
mendapatkan surat penerjunan dan surat tugas bagi dosen
pendamping.
d. Pelaksanaan praktik kerja lapangan dilakukan dari 19 Januari 2015
sampai 28 Februari 2015.
e. Membuat dan menyerahkan surat penarikan kepada perusahaan
dimana mahasiswa melakukan praktik kerja lapangan.
f. Mahasiswa membuat laporan dan melakukan bimbingan kepada
perusahaan dan dosen pembimbing untuk mempermudah dalam
pembuatan laporan.
D. Metode Pengumpulan Data
Metode yang digunakan dalam penulisan laporan praktik kerja lapangan
menggunakan :
1. Metode Observasi
5

Metode observasi yang dilakukan adalah pengumpulan data dengan
cara pengamatan dan pencatatan secara langsung hal-hal yang
diselidiki.
2. Metode Interview
Metode yang dilakukan dengan cara melakukan tanya jawab kepada
narasumber secara langsung untuk memperoleh data-data yang
dibutuhkan.
3. Metode Dokumentasi
Metode yang dilakukan disini adalah dengan pengambilan foto-foto
saat melakukan kegiatan.
4. Metode Praktik
Metode ini dilakukan dengan cara melakukan terjun langsung dalam
praktik sehingga mengetahui proses atau langkah kerja yang
sebenarnya.
5. Metode Studi Pustaka
Metode pengumpulan data dengan cara mencari dan membaca artikel
berisi materi menunjang.
6

BAB II
ISI
A. Tinjauan Umum
1. Sejarah singkat PT. Karya Paduyasa Tegal
PT Karya Paduyasa adalah perusahaan yang memproduksi Hydrant
Air , Komponen Alat Berat & Automotive serta membuat dan mereparasi
mesin-mesin pertanian dan pengolah hasil pertanian. PT Karya Paduyasa
berdiri sejak 08 April 1964 dengan nama Karya Yasa. Pada awal berdiri,
bergerak di bidang pembuatan mesin-mesin tekstil, rekayasa mesin
pengolah makanan ( mesin sohun, bihun, mie). Sampai sekarang
berkembang dan mulai tahun 1987 membuat Hydrant Air, dengan
mempertahankan produksi hydrant dan tetap mengembangkan produk
sebelumnya, perusahaan mengembangkan industri komponen alat berat
untuk industri ( sebagai suplyer perusahaan besar). Perusahaan juga
membuat dan mengembangkan komponen Automotive dalam jaringan
after market. PT Karya Paduyasa sampai sekarang membuat dan
mengembangkan produk hydrant air, komponen alat berat , komponen
automotive, membuat serta reparasi mesin-mesin pertanian dan pengolah
hasil pertanian dan makanan. Disamping itu juga menerima jasa perbaikan
mesin-mesin dan menerima pekerjaan jasa machining yaitu proses
shearing, bending punching dan welding. PT Karya Paduyasa selalu
mengutamakan QCDSM dan berusaha terus meningkatkan usahanya
sehingga tetap eksis agar ikut berperan dalam pembangunan nasional.
7

2. Struktur Organisasi PT. Karya Paduyasa
Gambar 1. Struktur organisasi PT. Karya Paduyasa
3. VISI dan MISI PT. Karya Paduyasa
a. VISI
8
Direktur UtamaH. ANGWARI
Management RepresentativeHARNANTO, S.T.
Direktur TeknikHERMAN, S.T
Direktur KeuanganHERI NURHIDAYAT, S.E.
P.P.I.C.ENI ARYANI, S.T
PurchasingA.MUGHNI
Manager Umum/KeuanganHARNANTO, S.T.
Manager MarketingHARYONO
Manager EngineeringTASLIHIN
KeuanganZUMARNI
AkuntingZUMARNI
Manager ProduksiALI SOPAN
UmumHARNANTO, S.T.
Management RepresentativeHARNANTO, S.T.
1.Designer : MUDIYONO
2.Maintenance: NURAHMAD
3.Operator Engineering
Supervisor HydrantRUSLANI
Supervisor KomponenTRITYO HERTANTO
Quality ControlSAPI’I

Menjadi perusahaan yang berskala Nasional hingga Internasional.
b. MISI
Dengan memenuhi Qualitas, Cost, Delivery dan Inovasi secara
konsisten demi kepuasan pelanggan dan perusahaan.
4. Hari dan Jam Kerja
Berdasarkan Undang-Undang No. 13 tahun 2013 tentang
Ketenagakerjaan. Dalam melakukan usahanya PT. Karya Paduyasa
menetapkan 5 hari kerja dengan 40 jam kerja bagi karyawannya
sebagai berikut.
1. Jam kerja pada hari Senin, Selasa, Rabu, dan kamis untuk
karyawan yang mendapat shift pagi.
Tabel 2. Jam kerja karyawan di hari senin hingga kamisPEMBAGIAN
KERJAWAKTU KEGIATAN
SHIFT PAGI (8 jam kerja)
08.0008.00 – 08.0508.05 – 12.0512.05 – 13.0013.00 – 15.1515.15 – 15.3015.30 – 16.5516.55 – 17.0017.00
Bel MasukBriefing/Pengarahan KaryawanKerjaIstirahatKerjaIstirahatKerjaMelaksanakan K3Pulang
2. Jam kerja pada hari jumat
Tabel 3. Jam kerja karyawan di hari jumatPEMBAGIAN
KERJAWAKTU KEGIATAN
SHIFT PAGI(7 jam kerja)
08.0008.00 – 08.0508.05 – 11.0511.05 – 13.00
Bel MasukBriefing/Pengarahan KaryawanKerjaIstirahat
9

13.00 – 15.1515.15 – 15.3015.30 – 16.5516.55 – 17.0017.00
KerjaIstirahatKerjaMelaksanakan K3Pulang
3. Jam kerja pada hari sabtu (akhir bulan)
Tabel 4. Jam kerja karyawan di sabtu (akhir bulan)PEMBAGIAN
KERJAWAKTU KEGIATAN
SHIFT PAGI(4 jam kerja)
08.0008.00 – 08. 0508.05 – 11.5511.55 – 12.0012.00
Bel MasukBriefing/Pengarahan KaryawanKerjaMelaksanakan K3Pulang
5. Keselamatan Kerja
PT. Karya Paduyasa menetapkan peraturan yang ditujukan bagi
kesejahteraan karyawan. Jadi, keselamatan kerja benar-benar
diperhatikan oleh perusahaan sesuai dengan program pemerintah untuk
membudayakan Keselamatan dan Kesehatan Kerja (K3). Oleh karena
itu, karyawan harus menaati peraturan sebagai berikut.
1. Karyawan harus mengutamakan Keselamatan dan Kesehatan
Kerja (K3).
2. Karyawan diwajibkan bekerja dengan cepat, tepat dan selamat
dengan hasil yang baik.
3. Karyawan diwajibkan menggunakan alat sesuai dengan jenis
pekerjaannya.
4. Karyawan diwajibkan memakai pakaian kerja dan alat-alat
keselamatan kerja.
10

5. Karyawan dilarang merokok saat bekerja.
6. Karyawan menjaga kebersihan dan kerapian bengkel.
7. Karyawan melakukan pekerjaan sesuai Work Order (WO)
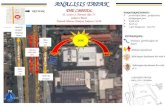
6. Denah Lokasi PT. Karya Paduyasa
Gambar 2. Denah lokasi PT. Karya Paduyasa
7. Tata Tertib di PT. Karya Paduyasa
Tata tertib karyawan PT. Nasmoco Pemuda Semarang adalah
sebagai berikut.
1. Jam Kerja Karyawan
Pada hari kerja biasa dimulai pukul 08.00 – 17.00 WIB. Pada
hari Sabtu dimulai pukul 08.00 – 12.00 WIB. Dimana untuk
hari sabtu dilaksanakan hanya pada akhir bulan saja.
2. Setiap karyawan wajib mengisi buku hadir manual atau kartu
absensi dengan pencatat waktu pada saat tiba di tempat kerja
dan pada waktu meninggalkan tempat kerja.
11

3. Ketidakhadiran karyawan karena suatu alasan harus diperkuat
dengan bukti-bukti yang sah dan harus diketahui langsung oleh
atasan.
4. Selama jam kerja karyawan diwajibkan untuk menjaga
keamanan dan kebersihan serta bertanggung jawab atas mesin
dan pekerjaan yang sedang dilakukan.
5. Karyawan menjaga kebersihan tempat kerja dan peralatan yang
ada dalam area industri.
B. Tinjauan Khusus
1. Kajian Teori
a. Pengertian Hydrant
Hydrant adalah sebuah alat perlindungan api pasif yang
disediakan di sebagian wilayah perkotaan, pinggiran kota, dan
perdesaan yang memiliki ketersediaan (pasokan) air cukup
yang memungkinkan petugas pemadam kebakaran untuk
menggunakan pasokan air tersebut untuk membantu
memadamkan kebakaran.
Hydrant merupakan koneksi yang berupa alat yang
terdapat di atas tanah yang menyediakan akses pasokan air
untuk tujuan pemadaman kebakaran. Air yang digunakan
untuk hydrant ini dapat bertekanan, seperti dalam kasus
dimana hydrant tersambung dengan pompa dalam
menghasilkan tekanan, atau unpressurized (tidak bertekanan)
12

dimana hydrant tersambung secara langsung ke sumber air
seperti kolam atau tangki air dengan menggunakan pompa
tersendiri.
Tiap hydrant memiliki satu atau lebih penghubung
(connector) selang kebakaran. Jika suplai air bertekanan, maka
hydrant juga dilengkapi dengan satu atau lebih katup untuk
mengatur aliran air. Dalam rangka menyediakan air yang
cukup untuk pemadaman kebakaran, hydrant dianjurkan untuk
dapat memberikan debit air minimum 250 galon per menit
(945 liter per menit).
Kebutuhan akan hydrant yang semakin tinggi diiringi
dengan munculnya sistem air bawah tanah. Sebelumnya, air
diperoleh dari sumur terdekat atau kolam yang mudah diakses.
Hal ini mempersulit dalam proses pemadaman kebakaran,
karena akses terhadap suplai air yang kemungkinan sulit
didapat di sekitar lokasi kebakaran.
Pada saat terjadi peristiwa kebakaran Fire Hydrant
harus mudah terlihat dan segera dapat dipergunakan. National
Fire Protection Association (NFPA) secara spesifik
menyatakan bahwa Fire Hydrant harus diwarnai dengan
chrome yellow atau warna lain yang mudah terlihat termasuk
diantaranya white, bright, red, chrome silver, dan lime-yellow,
13

tetapi sebenarnya aspek terpenting adalah warna tersebut harus
konsisten terutama dalam satu wilayah tertentu.
Gambar 3. Jenis hydrant sesuai warna
NFPA menyarankan bahwa secara umum ada perbedaan
secara fungsi antara Fire Hydrant untuk kebutuhan perkotaaan
(municipal system) dan kebutuhan pribadi (private system)
termasuk di dalamnya untuk pabrik, sehingga harus ada
perbedaan warna dan penandaan lainnya. Secara internasional
warna violet (light purple) telah dikembangkan sebagai warna
untuk non-portable water.
Tabel 5. Perbedaan jenis hydrant menurut kebutuhanPemasokan Warna Badan Hydrant
Kebutuhan perkotaan Chrome yelllowKebutuhan pribadi Red
Non-portable system Violet (Light Purple)
Ciri penandaan lainnya adalah flow indicators, standar
NFPA untuk bonnets (topi hydrant) dan caps (sumbat
14

hydrant) harus diwarnai sesuai dengan indikasi kuatnya
tekanan aliran hydrant (20 p.s.i.) dan kode standarnya sbb :
Tabel 6. Flow indicatorsKelas A 1000 – 1499 GPM (3785 L/m) HijauKelas B 500 – 999 GPM JinggaKelas C Kurang dari 500 GPM Merah
b. Hydrant system
Pada sistem ini hydrant dapat dibagi lagi menjadi tiga
bagian :
1) Hydrant Box
Hydrant Box ini dapat dibagi menjadi dua yaitu berupa
Indoor Hydrant (terletak di dalam gedung) atau Outdoor
Hydrant (terletak di luar gedung). Untuk pemasangan Hydrant
Box di dalam ruangan pada bagian atasnya (menempel pada
dinding) harus disertai pemasangan alarm bell. Pada Hydrant
Box terdapat gulungan selang atau lebih dikenal dengan istilah
Hose Reel.
Gambar 4. Indoor hydrant Gambar 5. Outdoor hydrant
15

2) Hydrant Pillar
Alat ini memiliki fungsi untuk menyuplai air dari PAM
dan GWR gedung disalurkan ke mobil Pemadam Kebakaran
agar Pemadam Kebakaran dapat menyiram air ke gedung yang
sedang terbakar. Alat ini diletakkan di bagian luar gedung yang
jumlahnya serta peletakannya disesuaikan dengan luas gedung.
Gambar 6. Hydrant pillar satu Gambar 7. Hydrant pillar dua
Untuk menentukan kebutuhan pasokan air kebakaran
menggunakan perhitungan SNI 03-1735-2000 sbb:
a) Pasokan air untuk hydrant halaman harus sekurang-
kurangnya 2400 liter/menit, serta mampu mengalirkan
air minimal selama 45 menit.
b) Jumlah pasokan air untuk hydrant halaman yang
dibutuhkan ditunjukkan pada RUMUS berikut :
Sumber: (SNI 03-1735-2000)
Rumus yang digunakan
Dimana :
16
V = Q x t

V = Volume air yang dibutuhkan hydrant (liter)Q = Debit aliran untuk hydrant pilar (liter/menit)t = Waktu pasokan air simpanan (menit)
3) Siamese Connection
Alat ini memiliki fungsi untuk menyuplai air dari mobil
Pemadam Kebakaran untuk disalurkan ke dalam sistem
instalasi pipa pencegahan dan penanggulangan kebakaran yang
terpasang di dalam gedung selanjutnya dipancarkan melalui
sprinkler–sprinkler dan hydrant box di dalam gedung. Alat ini
diletakan pada bagian luar gedung yang jumlahnya serta
peletakannya disesuaikan dengan luas dan kebutuhan gedung
itu sendiri.
Gambar 8. Siamese conection Gambar 9. Sprinkler
c. Komponen pada Hydrant pillar satu
Adapun komponen yang terdapat pada hydrant pillar satu,
sebagai berikut:
1) Badan Hydrant
2) Kaki Hydant
17

3) Kelep
4) Kaki Empat
5) As Drat
6) Mur Drat
7) As Stenlis
8) Stang
9) Machino
10) Ring Machino
11) Tutup Atas
12) Tutup Samping
13) Pen As drat dan As stenlis
14) Pen pada Kelep dan As kuningan
15) Karet Perpak Kaki
16) Karet Perpak Kelep
17) Karet Tutup Atas
18) Silikon Elip
19) Oring Pada Kaki
20) Baut Stainles Buang Air Pada Kaki
21) Cincin Tutup Samping
22) Rantai (N=18)
23) Cincin Besar BHN As ᴓ4
24) Cincin Kecil BHN As ᴓ4
18

2. Pengertian Machining
Proses machining merupakan proses yang banyak
digunakan untuk proses pembentukan produk, hal ini dikarenakan
proses permesinan memiliki keunggulan-keunggulan dibanding
proses pembentukan lainnya (casting, powder metallurgy,bulk
deformation) yaitu:
1) Keragaman material kerja yang dapat diproses
a) Hampir semua logam dapat dipotong
b) Plastik dan plastik komposit juga dapat dipotong
c) Ceramic sulit untuk dipotong (keras & getas)
2) Keragaman geometri potong
a) Fitur standar: lubang, slot, step dll
b) Fitur non-standar: tap hole, T slot
3) Keakuratan dimensi
Toleransi hingga ± 0.025mm
Proses permesinan merupakan proses manufaktur dimana
objek dibentuk dengan cara membuang atau menghilangkan
sebagian material dari benda kerjanya. Tujuan digunakan proses
permesinan ialah untuk mendapatkan akurasi dibandingkan
proses-proses yang lain seperti proses pengecoran, pembentukan
dan juga untuk memberikan bentuk bagian dalam dari suatu
objek tertentu. Adapun jenis-jenis proses permesinan yang banyak
dilakukan adalah: Proses bubut (turning), proses menyekrap
19

(shaping dan planing), proses pembuatan lubang (drilling), proses
mengefreis (milling), proses menggerinda (grinding), proses
menggergaji (sawing), dan proses memperbesar lubang (boring).
C. Analisa Kerja
Dalam suatu pabrik, proses produksi akan melewati beberapa
tahapan proses. Seperti proses produksi yang ada di PT. Karya
Paduyasa. Dimana proses produksi diawali dari pemesanan barang
oleh konsumen, pembuatan sampel oleh PT. Karya Paduyasa,
pengecoran (di Klaten), pengecekan bahan baku, proses machining,
proses assembling, finishing, packing, dan pengiriman ke konsumen.
Gambar 10. Diagram alir proses produksi
Pada tahapan proses produksi, jika dibandingkan dengan
proses yang lainnya. Proses machining komponen badan hydrant
20
Selesai
PengirimanBarang
Packing
ProsesAssembling
ProsesMachining
Ya
PengecekanBahan Baku
Bahan BakuCoran
Ya
konsumen
Pengecoran(di Klaten)
Pembuatan Sampel
Pemesana Barang

merupakan tahapan paling lama . Adapun analisa pekerjaan pada
proses machining komponen badan hydrant adalah
Gambar 11. Process Flow Diagram (PFD) Machining Hydrant
1. Bahan baku (material)
PT. Karya Paduyasa menjalin kerjasama dengan
salah satu perusahaan di daerah Ceper, Klaten, Jawa
Tengah. Dimana PT. Karya Paduyasa mengirimkan sampel
yang sudah dibuat dan disetujui oleh konsumen kepada
perusahaan tersebut. Apabila konsumen tidak setuju, maka
akan diperbaiki kembali.
21
Lolos
Gagal
Perbaikan
Ya
Tidak
Pengecoran(di Klaten)
Bubut Pendes Atas+
Bor Dudukan Nap
Bor + Tap Dudukan Baut Tutup atas
(2 Hole)
PengecekanBahan Baku
Selesai
Perapian Kedua
Tes Awal
Bor + Tap Dudukan Baut Nap ( 2 Hole)
Bor Baut 5/8Jumlah (4 Hole)
Bubut PendesBawah
Bubut DratPillar
Perapian Awal(Penggerindaan)
Bahan Baku

Sampel di sana diproses dengan cara pengecoran
logam untuk dijadikan bahan baku. Setelah bahan baku
jadi, dikirim kembali ke PT. Karya Paduyasa untuk
selanjutnya diproses machining, assembling, finishing, dan
packing.
Gambar 12. Bahan baku komponen badan hydrant pillar satu
2. Pengecekan
Bahan baku yang sudah diterima dari Klaten.
Selanjutnya masuk dalam proses pengecekan, tentang
kesesuaian bahan baku yang dipesan.
Untuk bahan baku yang sudah sesuai dengan
pesanan, akan langsung diproses pada tahapan mechining
yaitu perapian (penggerindaan). Sedangkan bahan baku
yang tidak sesuai, dikirim kembali ke Klaten untuk
diproses kembali.
Gambar 13. Hasil pengecekan bahan baku
3. Perapian Awal
Sebelum proses pembubutan, dilakukan perapian
pada badan hydrant pillar satu. Perapian ini dilakukkan
dengan menggunakan gerinda tangan. Perapian berfungsi
22

untuk meratakan dan membersihkan permukaan luar badan
hydrant dari sisa-sisa pengecoran.
Proses perapian tahap awal ini rata-rata dilakukan
sekitar 15-20 menit untuk satu hydrant.
Gambar 14. Proses perapian komponen badan hydrant pillar satu
4. Bubut Drat Pillar Satu
Pembubutan drat prillar satu menggunakan mesin
bubut merk Chipong. Proses pembubutan dimulai dengan
perataan bibir pillar dan bagian dalam pillar. Proses
pembubutan pillar dikerjakan sesuai dengan ukuran standar
PT. Karya Paduyasa.
Jika proses perataan sudah sesuai ukuran,
selanjutnya dilakukan pengedratan. Dimana pengedratan
dilakukan pada bagian dalam pillar dengan drat masuk
sekitar 18.
Proses pembubutan drat ini terhitung paling lama
jika dibandingkan dengan proses mechining lainnya. Proses
ini membutuhkan waktu pengerjaan sekitar 50 menit untuk
satu hydrant.
Gambar 15. Proses pembubutan drat pada komponen badan hydrant pillar satu
5. Bubut Pendes Atas dan Bor Dudukan Nap
23

Pendes atas merupakan bagian yang nantinya
berhubungan dengan tutup atas hydrant pilar satu.
Pengerjaan pendes atas dimulai dengan mengatur
penempatan badan hydrant pada cekam mesin, lalu
dilanjutkan dengan perataan permukaan pendes atas. Selain
itu, juga dilakukan pengeboran dudukan nap di bagian
pendes atas setelah proses perataan. Waktu yang
dibutuhkan untuk pengerjaan pendes atas dan pengeboran
dudukan nap rata-rata sekitar 40-45 menit untuk satu
hydrant.
Perataan dilanjutkan pada permukaan lingkar luar
pendes bawah. Kerataan permukaan lingkaran luar pendes
bawah harus benar-benar rata, karena hal itu berpengaruh
pada pengerjaan pendes bawah.
Gambar 16. Proses bubut dan bor pada pendes ataskomponen badan hydrant pillar satu
6. Bubut Pendes Bawah
Pendes bawah merupakan proses terakhir
pembubutan pada kegiatan mechining. Terdapat tiga bagian
yang mengalami proses pembubutan, yaitu permukaan
pendes bawah, permukaan lingkaran dalam pendes, dan
bagian tengah pendes bawah yang nantinya bertemu
dengan pendes atas kaki hydrant.
24

Pengerjaan pendes bawah dilakukan dengan mesin
bubut cina. Lama pengerjaan pembubutan pendes bawah
sekitar 30-40 menit untuk satu hydrant.
Gambar 17. Proses bubut pendes bawah komponen badanHydrant pillar satu.
7. Bor Baut 5/8” Jumlah (4 Hole)
Pengertian mengenai pengeboran baut 5/8” dengan
jumlah lubang empat adalah dimana lubang tersebut
berfungsi sebagai tempat baut penyatu antara pendes
bawah badan hydrant dengan pendes atas kaki hydrant.
Diameter dari lubang tersebut 16 milimeter. Sedangkan
pengerjaan dilakukan sekitar 8-10 menit untuk satu hydrant
dengan mesin milling vertical.
Gambar 18. Proses bor baut 5/8” dengan jumlah 4 hole
8. Bor dan Tap Dudukan Baut Nap (2 Hole)
Nap merupakan penguat silikon elips yang terdapat
di bawah tutup atas. Silikon elips sendiri berfungsi hampir
sama seperti karet tutup atas. Karena alasan itu nap
tersebut harus dibaut dengan tutup bagian permukaan
pendes atas.
Lubang baut nap berdiameter 8 milimeter. Dimana
pengerjaannya menggunakan mesin bor duduk. Untuk mata
25

tap yang digunakan adalah M10 X 1.5. Proses pengeboran
rata-rata dilakukan selama 2-3 menit untuk satu hydrant.
Gambar 19. Proses bor dan tap dudukan baut nap (2 hole)
9. Bor dan Tap Dudukan Baut Tutup Atas (2 Hole)
Proses ini sebenarnya sejalan dan sama seperti
proses pengeboran dan pengetapan dudukan baut nap.
Hanya saja, untuk ukuran diameter lubang dan mata tap
berbeda.
Ukuran diameter pada dudukan baut tutup atas
adalah 5 milimeter. Sedangkan tap yang dipakai adalah M5
X 0.8.
Gambar 20. Proses bor dan tap dudukan baut tutup atas (2 hole)
10. Tes Awal
Di setiap proses pembuatan komponen selalu ada
yang namanya quality control (pengetesan). Akan tetapi,
pengetesan ini bukan yang terakhir untuk dilakukan.
Karena masih ada beberapa tahapan proses produksi.
Pengetesan ini dilakukan ketika selesai dalam proses
machining.
26

Pengetesan komponen badan hydrant dilakukan
selama 15 menit, dengan tekanan 15 bar. Dari hasil
pengetesan dapat diketahui ada tidaknya kebocoran pada
dinding badan hydrant.
Apabila terdapat kebocoran pada dinding badan
hydrant, akan dilakukan reparation (perbaikan). Perbaikan
dilakukan dengan penambalan di bagian badan hydrant
yang mengalami kebocoran.
Penambalan dilakukan dengan cara memanaskan
bagian badan hydrant yang bocor, lalu diberi plastic steel.
11. Perapian Kedua
Proses terakhir dari tahapan machining adalah
perapian. Dimana perapian ini merupakan yang kedua
kalinya dilakukan.
Perapian yang kedua dilakukan masih menggunakan
mesin gerinda tangan. Perapian ini bertujuan untuk
menghilangkan kerak atau bagian yang tidak diperlukan.
12. Proses machining selesai
Pada proses machining badan hydrant membutuhkan waktu
yang cukup lama. Hal ini dikarenakan, proses mechining komponen
badan hydrant masih dilakukan secara manual. Dimana pengerjaannya
tidak secara otomatis, melainkan masih memanfaatkan tenaga manusia
27

untuk mengambil bahan baku, mengatur penempatan bahan baku
pada cekam, mengatur mesin, dan mengoperasikan mesin.
Untuk pengoperasian mesin dilakukan sesuai dengan Standard
Operating Procedure (SOP) dari tiap mesin yang digunakan untuk
memproses komponen badan hydrant. SOP dari setiap mesin yang
digunakan tentunya berbeda-beda.
Walaupun sudah ada prosedur pengerjaan, para operator mesin
bubut dalam pengerjaan tidak selalu sesuai urutan produksi.
Misalnnya, pengerjaan bubut pendes atas dekerjakan dahulu setelah
itu baru ke tahap bubut drat. Hal ini dilakukan agar mesin dan
proses produksi tetap berjalan.
Hasil dari proses produksi di PT. Karya Paduyasa per hari
sekitar 8 hingga 9 unit hydrant. Dimana produksi dilakukan sasuai
dengan pesanan dari konsumen.
Berdasarkan data di atas menunjukan bahwa proses produksi
satu komponen badan hydrant melalui banyak proses. Selain itu,
proses produksi juga membutuhkan waktu yang cukup lama. Apalagi
pada tahapan mechining komponen badan hydrant.
Pada tahapan proses machining tercatat ada 12 proses yaitu
penyiapan bahan baku, pengecekan, perapian awal, bubut drat pillar
satu, bubut pendes atas dan bor dudukan nap, bubut pendes bawah,
bor baut 5/8 dengan lubang berjumlah 4, bor dan tap dudukan baut
nap dengan lubang berjumlah 2, bor dan tap dudukan baut tutup
28

atas dengan lubang berjumlah 2, pengetesan awal, dan perapian
kedua.
29

BAB III
PENUTUP
A. Simpulan
1. PT. Karya Paduyasa merupakan perusahaan yang bergerak di
bidang manufaktur. PT. Karya Paduyasa memproduksi Hydrant,
komponen alat berat, komponen automotive, membuat dan
memperbaiki mesin-mesin pertanian dan pengolah hasil pertanian.
2. PT. Karya Paduyasa dalam proses produksi komponen badan
hydrant melalui beberapa tahapan. Pada tahapan proses machining
terdapat 12 proses yang dilakukan. Proses-proses tersebut masih
dilakukan secara manual dan mengikuti Standard Operating
Procedure (SOP).
3. Walaupun proses produksi masih secara manual. Dalam per hari,
PT. Karya Paduyasa mampu menghasilkan 8 hingga 9 unit
hydrant.
B. Saran
C.
30

31