ANALISA PENGARUH KECEPATAN POTONG PROSES PEMBUBUTAN BAJA ...
13
VOLUME 1, NOMOR 3, APRIL 2010 JURNAL AUSTENIT 8 dq ANALISA PENGARUH KECEPATAN POTONG PROSES PEMBUBUTAN BAJA AMUTIT K 460 TERHADAP UMUR PAHAT HSS H. Makmur Jurusan Teknik Mesin Politeknik Negeri Sriwijaya Jl.Srijaya Negara Bukit Besar Palembang 30139 Telp: 0711-353414, Fax: 0711-453211 RINGKASAN Proses pemotongan(cutting tecnology) dipengaruhi oleh dua aspek utama yaitu gaya potong dan temperatur. Gaya potong yang terlalu besar, melebihi kemampuan yang dimiliki material perkakas akan dapat menyebabkan keretakan/patah pada perkakas, sedang temperatur akan meningkat bila gaya gesek antara pahat potong dengan serpihan benda kerja terlalu besar, kedua faktor ini akan mempengaruhi umur pahat. Tujuan penelitian ini untuk mengetahui seberapa besar pengaruh kecepatan potong (Vc) terhadap umur pahat HSS, pada proses pembubutan baja Amutit K 460. Umur pahat bubut jenis High Speed Steels (HSS) yang digunakan pada pengujian ini dengan kecepatan potong (Vc) yang bervariasi untuk Vc = 44 m/min umur pahat T = 5,71 menit, Vc = 32 m/min umur pahat (T) = 14,13 menit dan Vc = 24 m/min umur pahat (T) = 29,31 menit. Secara teoritis umur pahat untuk kondisi proses pembubutan dengan pahat HSS dapat diperkirakan dengan persamaan Taylor T =(81,10 2 /V ) 1/n , untuk kondisi kecepatan potong (Vc) = 44 m/min umur pahat (T) = 5,80 menit, Vc=32 m/min umur pahat T = 13,70 menit dan Vc=24 m/min umur pahat T = 29,77 menit. Perbedaan umur pahat dari hasil pengujian dan teoritis a tidak terlalu besar. Semakin tinggi harga Vc, semakin pendek umur pahat tersebut, atau semakin kecil harga Vc, semakin panjang umur pahat tersebut. Kata kunci : Kecepatan potong, Umur pahat dan Baja Amutit K 460 PENDAHULUAN Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin pada umumnya berbentuk silindris. Prinsip dasarnya adalah proses pemesinan permukaan luar dan dalam benda silindris seperti poros, lubang/bor, ulir, dan tirus. Dalam permesinan poros berfungsi untuk mentrasmisikan daya dan putaran, sesuai dengan fungsinya poros dirancang agar kuat dan kokoh dalam menerima beban yang ditanggungnya [7,12], poros mempunyai kekuatan dan kekerasan sehingga material yang digunakan untuk poros dibuat dari baja carbon menengah kandungan karbon pada baja ini 0,30% - 0,80% [2,12]. Pada umumnya proses pembuatan poros dikerjakan pada mesin bubut, menggunakan pahat/perkakas potong terhadap benda kerja yang berputar. Perkakas potong (cutting tool) adalah bagian yang paling kritis dari suatu proses pemesinan. Material, parameter dan geometri dari perkakas potong serta gaya pemotongan akan menentukan suatu proses pemesinan dan akan mempengaruhi umur dari pahat/perkakas potong tersebut [4,5,10]. Dalam proses pemesinan yang sering mengalami penggantian adalah pahat. Pahat merupakan komponen produksi yang dapat habis dan harganya relatif mahal. Pahat akan
Transcript of ANALISA PENGARUH KECEPATAN POTONG PROSES PEMBUBUTAN BAJA ...

VOLUME 1, NOMOR 3, APRIL 2010 JURNAL AUSTENIT
8 dq
ANALISA PENGARUH KECEPATAN POTONG PROSESPEMBUBUTAN BAJA AMUTIT K 460
TERHADAP UMUR PAHAT HSS
H. MakmurJurusan Teknik Mesin Politeknik Negeri SriwijayaJl.Srijaya Negara Bukit Besar Palembang 30139
Telp: 0711-353414, Fax: 0711-453211
RINGKASAN
Proses pemotongan(cutting tecnology) dipengaruhi oleh dua aspek utama yaitu gayapotong dan temperatur. Gaya potong yang terlalu besar, melebihi kemampuan yangdimiliki material perkakas akan dapat menyebabkan keretakan/patah pada perkakas,sedang temperatur akan meningkat bila gaya gesek antara pahat potong denganserpihan benda kerja terlalu besar, kedua faktor ini akan mempengaruhi umur pahat.Tujuan penelitian ini untuk mengetahui seberapa besar pengaruh kecepatan potong(Vc) terhadap umur pahat HSS, pada proses pembubutan baja Amutit K 460. Umurpahat bubut jenis High Speed Steels (HSS) yang digunakan pada pengujian inidengan kecepatan potong (Vc) yang bervariasi untuk Vc = 44 m/min umur pahat T =5,71 menit, Vc = 32 m/min umur pahat (T) = 14,13 menit dan Vc = 24 m/min umurpahat (T) = 29,31 menit. Secara teoritis umur pahat untuk kondisi prosespembubutan dengan pahat HSS dapat diperkirakan dengan persamaan Taylor T=(81,102/V )1/n , untuk kondisi kecepatan potong (Vc) = 44 m/min umur pahat (T) =5,80 menit, Vc=32 m/min umur pahat T = 13,70 menit dan Vc=24 m/min umur pahatT = 29,77 menit. Perbedaan umur pahat dari hasil pengujian dan teoritis a tidakterlalu besar. Semakin tinggi harga Vc, semakin pendek umur pahat tersebut, atausemakin kecil harga Vc, semakin panjang umur pahat tersebut.
Kata kunci : Kecepatan potong, Umur pahat dan Baja Amutit K 460
PENDAHULUANProses bubut adalah proses pemesinanuntuk menghasilkan bagian-bagianmesin pada umumnya berbentuksilindris. Prinsip dasarnya adalahproses pemesinan permukaan luar dandalam benda silindris seperti poros,lubang/bor, ulir, dan tirus. Dalampermesinan poros berfungsi untukmentrasmisikan daya dan putaran,sesuai dengan fungsinya porosdirancang agar kuat dan kokoh dalammenerima beban yang ditanggungnya[7,12], poros mempunyai kekuatan dankekerasan sehingga material yangdigunakan untuk poros dibuat dari bajacarbon menengah kandungan karbonpada baja ini 0,30% - 0,80% [2,12].
Pada umumnya proses pembuatanporos dikerjakan pada mesin bubut,menggunakan pahat/perkakas potongterhadap benda kerja yang berputar.
Perkakas potong (cutting tool) adalahbagian yang paling kritis dari suatuproses pemesinan. Material, parameterdan geometri dari perkakas potongserta gaya pemotongan akanmenentukan suatu proses pemesinandan akan mempengaruhi umur daripahat/perkakas potong tersebut[4,5,10]. Dalam proses pemesinanyang sering mengalami penggantianadalah pahat. Pahat merupakankomponen produksi yang dapat habisdan harganya relatif mahal. Pahat akan

JURNAL AUSTENIT VOLUME 1, NOMOR 3, APRIL 2010
dq 9
mengalami keausan setelah digunakanuntuk pemotongan. Semakin besarkeausan pahat maka kondisi pahatakan semakin kritis. Jika pahat terusdigunakan maka keausan pahat akansemakin cepat, dan pada suatu saatujung pahat sama sekali akan rusak.Kerusakan fatal harus dihindari terjadipada pahat, sebab gaya pemotonganyang sangat tinggi akan merusakpahat, mesin perkakas, benda kerja,dan dapat membahayakan operator,serta berpengaruh besar pada toleransigeometrik dan kualitas produksi.[4,10,11]
Pada dasarnya keausan akanmenentukan batasan umur pahat.Pemilihan bentuk/jenis pahat, materialbenda kerja dan kondisi pemotonganyang tidak tepat akan berpengaruhterhadap karakteristik pahat tersebut.Oleh karena itu perlu diketahuipengaruh jenis pahat potong, materialbenda kerja, dan kondisi pemotongan(kecepatan potong, kedalaman potongdan gerak makan) terhadap keausanpahat bubut. Kecepatan potong (cuttingspeed) tidak dapat dipilihsembarangan, bila kecepatan potongrendah akan memakan waktu dalamdalam mengerjakannya. Bila kecepatanterlalu tinggi pahat akan kehilangankekerasan (karena panas), pahat cepataus. dan umur pahat pendek pahatharus diganti dengan yang baru, olehsebab itu kecepatan potong, dankedalaman pemakanan harusditentukan sesuai dengan dimensikarakter benda kerja [4,10,11].Kedalaman pemakanan selama prosespermesinan bubut berlangsung terjadiinteraksi antara pahat dengan bendakerja (baja karbon) dimana benda kerjaterpotong sedangkan pahat mengalamigesekan. Akibat gerakan pemakananini, suatau saat pahat mengalamikeausan. Keausan pahat ini akan makinmembesar sampai batas tertentu yangdisebut umur pahat (tool life) makapahat perlu diasah kembali atau diganti.
Mengoperasikan mesin–mesinperkakas, operator seringkali hanyamenggunakan estimasi atau trial anderror dalam memilih besaranKecepatan potong (cutting speed),Kedalaman pemakanan(depth of cut),gerakan pemotongan (feed), padahalbesaran tersebut berpengaruh padaausnya pahat (tool wear), dan umurpahat (tool life). Pahat telah mencapaibatas keausan yang telah ditetapkanumurnya dari kriteria berikut : adanyakenaikan gaya potong, terjadinyagetaran dan Perubahandimensi/geometrik produk Denganmenentukan kriteria saat habisnyaumur pahat seperti di atas, maka umurpahat dapat ditentukan yaitu mulaidengan pahat baru (setelah diasahatau insert), sampai pahat yangbersangkutan dianggap tidak bisadigunakan lagi. Dimensi umur dapatmerupakan besaran waktu yang dapatdihitung secara langsung maupunsecara tidak langsung denganmengkorelasikan terhadap besaranlain, hal tersebut dimaksudkan untukmempermudah prosedur perhitungansesuai dengan jenis pekerjaan yangdilakukan. [1,3,10].
keausan pahat akan menentukanbatasan umur pahat. Pemilihanbentuk/jenis pahat, material bendakerja dan kondisi pahat potong yangtidak optimal akan berpengaruh pada :Ada kecendrungan pahat cepat aus,Kualitas geometrik permukaan bendakerja kasar, Efisiensipembubutan(produksi) menurun
Tujuan dari penelitian ini untukmengetahui karakteristik keausan tepidan umur pahat pahat HSS (high speedsteel), pada proses pembubutan bajaAmutit K 460. Manfaat dari penelitianini dapat diketahui seberapa besarpengaruh variasi kecepatan potong(Cutting speed) terhadap umur pahatHSS dan mengetahui laju keausanserta menentukan variasi gerakpemotongan(feed) dan kedalaman

VOLUME 1, NOMOR 3, APRIL 2010 JURNAL AUSTENIT
10 dq
potong (depth of cut) optimal untukproses pembubutan baja Amutit.Metode yang digunakan dalampenelitian ini adalah denganmetodologi eksperimental, yaitudengan melakukan pengujian keausantepi pahat HSS, dan menganalisa datahasil pengujian. Pelaksanaan pengujiandilakukan di laboratorium teknologimekanik Poiteknik Negeri SriwijayaPalembang, peralatan yang digunakanmesin bubut Maximat V13 EMCOdengan Pahat HSS, benda kerja bajaAmutit.
Tinjauan PustakaProses permesinan merupakan suatuproses untuk menciptakan produkmelalui tahapan-tahapan dari bahanbaku untuk diubah atau diprosesdengan cara-cara tertentu secara urutdan sistematis untuk menghasilkansuatu produk yang berfungsi. Dalamproses bubut, terdapat gayapemotongan (cutting force), yaitu GayaRadial (gaya pada kedalaman potong),Gaya Tangensial (gaya padakecepatan potong), dan GayaLongitudinal (gaya pada pemakanan)[1.12]. Faktor yang mempengaruhigaya potong diantaranya yaitukedalaman pemotongan (depth of cut),gerak pemakanan (feed rate), dankecepatan pemotongan (cutting speed).
Gaya-gaya yang bekerja dapat puladitentukan dengan perumusan empirikdiantaranya gaya potong spesifik. GayaPotong Spesifik(ks) adalah banyaknyagaya atau energi yang dibutuhkanuntuk memindahkan satu unit volumedari logam disebut juga gaya potongspesifik atau energi pemotonganspesifik ( Spesifik Cutting Energy).Besarnya gaya potong spesifik inidipengaruhi oleh besarnya ketebalangeram(chip) rata rata yang dihasilkanselama berlangsungnya prosespermesinan. Gaya potong spesifik akanmeningkat apabila ketebalan geramyang dihasilkan semakin menurun. Halini diperkirakan bahwa gaya
pemotongan yang terjadi adalahkonstan dan kemudian menjadi lebihbesar dari gaya pemotongan totalseiring menurunnya ketebalan geram.Besarnya gaya potong spesifik (Ks)(n/mm2 )[8]. Jika ks (specific cuttingresistance, N/mm2) adalah gaya potongper satuan luas benda kerja, makaprincipal force Fc dapat dihitung:
Fc = ks A…….………...(1)
Daya untuk memutar spindle utamapada mesin perkakas dapat dihitungdari perkalian principal force (Fc)dengan cutting speed (V), gaya padaarah hantaran (feed) dan kedalamanpotong dapat diabaikan karena relatifkecil [1,3,11].
P(Kw) = 601000
)(
x
xVNFc.............. (2)
Energi yg diperlukan dalam prosespemotongan, sebagian digunakanuntuk deformasi plastis pada bidanggeser, sebagian lainnya merupakangesekan antara geram dan permukaanpotong (rake face), dan bagian terbesar(97%) berubah menjadi panassehingga suhu ujung potong menjadisangat tinggi. Suhu potong (cuttingtemperature) ini sangat berpengaruhterhadap umur pahat [3,11]
Elemen–elemen pada dasarpemotongan pada proses bubut dapatdiketahui dengan rumus yang dapatditurunkan dengan memperhatikangambar teknik, di mana di dalamgambar teknik dinyatakan spesifikasigeometrik suatu produk komponenmesin yang di gambar. Setelah ituharus dipilih suatu proses atau urutanproses yang digunakan untukmembuatnya. Salah satu cara atauprosesnya adalah dengan membubut,pengerjaan produk, komponen mesin,dan alat–alat menggunakan mesinbubut akan ditemui dalam setiapperencanaan proses permesinan.untukitu perlu kita pahami lima elemen dasar

JURNAL AUSTENIT VOLUME 1, NOMOR 3, APRIL 2010
dq 11
permesinan bubut [5,6] yaitu :kecepatan potong, gerak makan (feedrate ), kedalaman pemakanan (depth ofcut), waktu pemotongan (cutting time)dan kecepatan penghasilan geram (rateof metal removal) : z (cm3/min)
Perencanaan proses bubut tidak hanyamenghitung elemen dasar prosesbubut, tetapi juga meliputipenentuan/pemilihan material pahatberdasarkan material benda kerja,pemilihan mesin, penentuan carapencekaman, penentuan langkah kerjapenyayatan dari awal benda kerjasampai terbentuk benda kerja jadi,penentuan cara pengukuran dan alatukur yang digunakan
Elemen dasar dari proses bubut dapatdiketahui atau dihitung denganmenggunakan rumus yang dapat diturunkan dengan memperhatikangambarberikut,:
Kecepatan potong adalah panjangukuran lilitan pahat terhadap bendakerja atau dapat juga disamakandengan panjang tatal yang terpotongdalam ukuran meter yang diperkirakanapabila benda kerja berputar selamasatu menit. Kecepatan potongditentukan dengan rumus :
Vc = 1000
nd………………(3)
Kecepatan gerak pemotongan adalahkecepatan yang dibutuhkan pahatuntuk bergeser menyayat benda kerjatiap radian per menit. Kecepatantersebut dihitung tiap menit. Untukmenghitung kecepatan gerakpemakanan didasarkan pada gerakpemotongan (f). Gerak pemotongan inibiasanya disediakan dalam daftarspesifikasi yang dicantumkan padamesin bubut bersangkutan. Untukmemperoleh kecepatan gerakpemakanan yang kita inginkan kita bisamengatur gerak makan tersebut.untuk
menghitung kecepatan gerakpemakanan dapat kita rumuskansebagai berikut :
v = f . n ……………………4
Kedalaman pemotongan adalah rata –rata selisih dari diameter benda kerjasebelum dibubut dengan diameterbenda kerja setelah di bubut.Kedalaman pemakan dapat diaturdengan menggeserkan peluncur silangmelalui roda pemutar (skala padapemutar menunjukan selisih hargadiameter). Kedalaman pemotongandapat diartikan pula dengan dalamnyapahat menusuk benda kerja saatpenyayatan atau tebalnya tatal bekasbubutan. Kedalaman pemotongandirumuskan sebagai berikut :
a =2
dmdo ......................(5)
Waktu pemotongan bisa diartikandengan panjang permesinan tiapkecepatan gerak pemakanan. Satuanwaktu permesinan adalah milimeter.Panjang permesinan sendiri adalahpanjang pemotongan pada benda kerjaditambah langkah pengawalanditambah dengan langkah pengakhiran,waktu pemotongan dirumuskan dengan
T =Vf
lc……………...(6)
Material Pahat dari material logampada jenis besi, baja adalah materialyang sering digunakan membuatpaduan logam lain untuk mendapatkansifat bahan yang diinginkan. Padatahun 1898 ditemukan jenis bajapaduan tinggi dengan unsur paduankrom (Cr) dan tungsten / wolffram (W).Melalui proses penuangan (moltenmetallurgy) kemudian diikuti pengerolanataupun penempaan baja ini dibentukmenjadi batang atau silinder [5,10].

VOLUME 1, NOMOR 3, APRIL 2010 JURNAL AUSTENIT
12 dq
Pada kondisi lunak (annealed) bahantersebut dapat diproses secarapermesinan menjadi berbagai bentukpahat potong. Setelah proses lakupanas dilaksanakan, kekerasan akancukup tinggi sehingga dapat digunakanpada kecepatan potong yang tinggisampai dengan 3 kali kecepatan potonguntuk pahat CTS(carbon tools steel)yang dikenal pada saat itu sekitar 10m/menit , sehingga dinamakan dengan“Baja Kecepatan Tinggi”; HSS, (HighSpeed Steel). Apabila telah aus HSSdapat diasah sehingga mata potongnyatajam kembali. Sifat keuletan yangrelatif baik maka sampai saat iniberbagai jenis HSS masih tetapdigunakan. Penelitian ini dilakukandengan tujuan untuk mengetahui sifatfisis dan mekanis pahat jenis HSS daribahan baja paduan tinggi denganperlakuan panas (heattreatment).
Pahat yang baik harus memiliki sifat-sifat tertentu, sehingga nantinya dapatmenghasilkan produk yang berkualitasbaik (ukuran tepat) dan ekonomis(waktu yang diperlukan pendek).Kekerasan dan kekuatan pahat harustetap bertahan meskipun padatemperatur tinggi, sifat ini dinamakanhot hardness. Ketangguhan(toughness) dari pahat diperlukan,sehingga pahat tidak akan pecah atauretak terutama pada saat melakukanpemotongan dengan beban kejut.Ketahanan aus sangat dibutuhkan yaituketahanan pahat melakukanpemotongan tanpa terjadi keausanyang cepat. Penentuan material pahatdidasarkan pada jenis material bendakerja dan kondisi pemotongan(pengasaran, adanya beban kejut,penghalusan) [5,9].
Material pahat yang biasa digunakanberupa baja karbon dan baja paduanrendah, sekarang jaran digunakankarena tidak memiliki kekerasan merah(hot hadness) yang tinggi. Bajakecepatan tinggi, mengandung paduantinggi, mempunyai kemampuandikeraskan sangat baik, dan tetap
mempertahankan tepi pemotonganyang baik sampai suhu 650OC. Paduankobalt cor, mengandung kobalt sekitar40% sampai dengan 50%. Ketahananausnya lebih baik daripada bajakecepatan tinggi, tetapi tidak sebaikkarbida sementit. Ketangguhannyalebih baik daripada karbida, tetapi tidaksebaik baja kecepatan tinggi.Kekerasan merahnya terletak diantarabaja kecepatan tinggi dan karbidasementit. Karbida sementit, memilikikekerasan merah yang terbaik diantaramaterial perkakas yang lain yaitumencapai 1200 OC, tetapi material inisangat rapuh sehingga didalampengopersiannya perlu didukungdengan sangat kaku untuk mencegahkeretakan. Keramik, dibuat dari serbukhalus oksida aluminium (Al2O3) yangdipres dengan tekanan tinggi dandisinter dengan temperatur tinggi tanpabahan pengikat, biasanya ditambah-kan dengan sejumlah kecil oksida yanglain seperti oksida zirconium. Sangatbaik digunakan untuk penyelesaianpermukaan, tetapi tidak baik untukoperasi pemotongan kasar karenaketangguhannya rendah. Intan sintetik(syntetic diamonds); intan dikenalsebagai material yang keras,kekerasannya mencapai tiga sampaiempat kali kekerasan karbida tungstenatau oksida aluminium. Perkakaspemotong intan sintetik dibuat dari intanpolikristalin, yaitu serbuk halus kristalintan disinter pada temperatur tinggidan dipres sesuai dengan bentuk yangdiinginkan, tanpa bahan pengikat. Intansintetik digunakan mesin kecepatantinggi untuk non-ferrous dan untukpengerjaan abrasif material non-logamseperti serat gelas dan grafit.Sifat hothardness dari beberapa material pahat[1,10].

JURNAL AUSTENIT
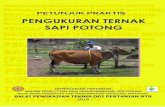
dq
Gambar 1 Kekerasan dan Jenis Material Pahat
Material pahat dari HSS (steel) dapat dipilih jenis M atau T. JenisM berarti pahat HSS yang mengandungunsur molibdenum, dan jenis T berartipahat HSS yang mengandung unsurtungsten. Beberapa jenis HSS dapatdilihat padaTabel 2.1 Jenis Pahat HSS[1,10].
Tabel 1 Jenis Pahat HSS [10]
Jenis HSS
HSS KonvensionalMolibdenum HSS M1, M2, M7, M10Tungsten HSS T1, T2
HSS SpesialCobald added HSS M33, M36, T4, T5, T6High Vanadium HSS M3-1, M3High Hardness Co HSS M41, M42, M43, M44, M45,Cast HSSPowdered HSSCoated HSS
Penelitian ini pengujian yang dilakukanpada pahat HSS yang ada di pasaran .Pengujian yang dilakukan meliputipengujian kekerasan, pengujiankomposisi kimia. Dengan adanyapengujian terhadap pahat bubut HSStersebut dapat menunjukan apakahpahat bubut HSS masih relevandigunakan sebai alat potong untukdigunakan dalam dunia manufaktur.Spesimen yang digunakan adalah HSSmerek BOHLER MO RAPID EXTRA1200 dengan ukuran ¼”x1/4” denganpanjang 4”.
Umur perkakas didefinisikan sebagaipanjang waktu potong dimana pmasih dapat digunakan. Gambar 2menunjukkan kurve hubungan antarakeausan dan waktu potong p[3,11]. Tiga daerah yang biasanya
VOLUME 1
Gambar 1 Kekerasan dan Jenis Material Pahat
Material pahat dari HSS (high speed) dapat dipilih jenis M atau T. Jenis
M berarti pahat HSS yang mengandung, dan jenis T berarti
pahat HSS yang mengandung unsur. Beberapa jenis HSS dapat
dilihat padaTabel 2.1 Jenis Pahat HSS
Tabel 1 Jenis Pahat HSS [10]
Standart AISI
M1, M2, M7, M10
M33, M36, T4, T5, T61, M3-2, M4, T15
M41, M42, M43, M44, M45, M46
Penelitian ini pengujian yang dilakukanpada pahat HSS yang ada di pasaran .Pengujian yang dilakukan meliputipengujian kekerasan, pengujian
Dengan adanyapengujian terhadap pahat bubut HSStersebut dapat menunjukan apakahpahat bubut HSS masih relevandigunakan sebai alat potong untukdigunakan dalam dunia manufaktur.Spesimen yang digunakan adalah HSS
BOHLER MO RAPID EXTRAn ukuran ¼”x1/4” dengan
Umur perkakas didefinisikan sebagaipanjang waktu potong dimana pahatmasih dapat digunakan. Gambar 2.9menunjukkan kurve hubungan antarakeausan dan waktu potong pahat
Tiga daerah yang biasanya
digunakan untuk mengidentifikasi lajukeausan pahatperetakan (break-periode keausan yang terjadi sesaatsetelah pengoperasian, dimana padaperiode ini keausan psangat cepat terutama pada bagiantajam dari ujung pkeausan konstan (region); daerah ini menggambarlaju keausan sebagai fungsi linearterhadap waktu,(failure region); pada periode ini lajukeausan pahat berjalan dengan cepatsehingga temperatur potong bertambtinggi dan efisiensi proses pemesinanberkurang, dan akhirnya prusak akibat temperatur tinggi.
Gambar 2 KeausanWaktu Pemotongan
Kemiringan (slope) kurve pada daerahkeausan konstan dipengaruhi olehMaterial yang lebih keras akanmenyebabkan peningkatankeausan (kemiringan kurve bertambah)dan kondisi pemotongan denganmenambah kecepatan potong,hantaran, dan kedalaman potong jugaakan menyebabkan peningkatan lajukeausan.
Gambar 3 Kurva KeausanBeberapa Kecepatan
1, NOMOR 3, APRIL 2010
13
mengidentifikasi lajuahat yaitu : periode
-in period), yaituperiode keausan yang terjadi sesaatsetelah pengoperasian, dimana padaperiode ini keausan pahat berjalansangat cepat terutama pada bagiantajam dari ujung pahat. Daerahkeausan konstan (steady-state wear
); daerah ini menggambar-kanlaju keausan sebagai fungsi linear
Daerah kerusakan); pada periode ini laju
berjalan dengan cepatsehingga temperatur potong bertambahtinggi dan efisiensi proses pemesinanberkurang, dan akhirnya pahat menjadirusak akibat temperatur tinggi.
Keausan Pahat sebagai Fungsiemotongan
) kurve pada daerahkeausan konstan dipengaruhi olehMaterial yang lebih keras akanmenyebabkan peningkatan lajukeausan (kemiringan kurve bertambah)dan kondisi pemotongan denganmenambah kecepatan potong,hantaran, dan kedalaman potong jugaakan menyebabkan peningkatan laju
eausan Pahat denganecepatan Potong

VOLUME 1, NOMOR 3, APRIL 2010
14
Dengan bertambahnya kecepatanpotong, maka laju keausan jugabertambah, sehingga tingkat kerusakanyang sama akan dicapai dalam waktuyang lebih cepat. Bila tiga harga umurperkakas dalam gambar 3 diplotkembali pada grafik hubungan antarakecepatan potong terhadap umur p(dalam bentuk grafik logaritme natural),maka hubungan tersebut akanberbentuk garis lurus sepertiditunjukkan dalam gambar 4.
Gambar 4 Hubungan AntaraPotong Terhadap Umur Pahat
Hubungan ini ditemukan oleh F.W.Taylor pada sekitar tahun 1900,sehingga persamaannya disebutpersamaan umur pahat Tayloryaitu :
vT n = C ....................
Kriteria Umur Pahat Semakin besarkeausan atau kerusakan yangpahat, maka kondisi pahat akansemakin kritis. Jika pahat tersebutmasih tetap digunakan makapertumbuhan keausan akan semakincepat dan pada suatu saat ujung pahatsama sekali akan rusak. Kerusakanfatal seperti ini tidak boleh terjadi,sebab gaya pemotongan akan sangattinggi sehingga dapat merusakkanseluruh pahat, mesin perkakas danbenda kerja, serta dapatmembahayakan operator. Untukmenghindari hal tersebut ditetapkansuatu batas harga keausansimbol(VB) yang dianggap sebagaibatas kritis dimana pahat tidak boleh
JURNAL AUSTENIT
Dengan bertambahnya kecepatanpotong, maka laju keausan jugabertambah, sehingga tingkat kerusakanyang sama akan dicapai dalam waktu
Bila tiga harga umurperkakas dalam gambar 3 diplotkembali pada grafik hubungan antarakecepatan potong terhadap umur pahat(dalam bentuk grafik logaritme natural),maka hubungan tersebut akanberbentuk garis lurus seperti
ntara KecepatanPahat
Hubungan ini ditemukan oleh F.W.Taylor pada sekitar tahun 1900,sehingga persamaannya disebut
Taylor [,3 4,11]
= C ....................(7)
Semakin besarkeausan atau kerusakan yang dideritapahat, maka kondisi pahat akansemakin kritis. Jika pahat tersebutmasih tetap digunakan makapertumbuhan keausan akan semakincepat dan pada suatu saat ujung pahatsama sekali akan rusak. Kerusakanfatal seperti ini tidak boleh terjadi,
a pemotongan akan sangattinggi sehingga dapat merusakkanseluruh pahat, mesin perkakas danbenda kerja, serta dapatmembahayakan operator. Untukmenghindari hal tersebut ditetapkansuatu batas harga keausan dengan
yang dianggap sebagaipahat tidak boleh
digunakan.
Tabel 2 Nilai Keausan PahatPahat Benda KerjaHSS Baja dan besi tuang
Karbida BajaKarbida Besi tuang dan non ferrousKeramik Baja dan besi tuang
Material perkakas yang digunakanharus dapat mengatasi gaya potongdan panas akibat gesekan yangdialami, serta akibat pemakaian yangberulang ulang. Geometri perkakasharus dibuat sedemikianrupa sehinggadapat mengurangi terjadinya gesekanantara perkakas dengan benda kerj
Baja kecepatan tinggi memilikikekuatan dan ketangguhan yangterbaik diantara material perkakas yanglain, tetapi kekerasan merahnyahardness) lebih rendah dibandingkandengan paduan kobalt, karbidasementit, dan keramik. Ditinjau dariharga pembuatan baja kecepatan tinggirelatif lebih murah dibandingkanmaterial yang memiliki kekerasantinggi. Oleh karena itu kadangdiperlukan perubahan geometriperkakas agar memiliki sifat mekanikyang lebih unggul dengan harga yanglebih murah. Beberapa altmemegang dan menempatkan matapotong untuk pahat mata tunggal
Pengaruh variasi kecepatan potongterhadap umur pahat Dilakukan dengancara mengukur keausan untuk setiapvariasi kecepatan potong. Hasilpengukuran dapat ditampilkan berupagrafik. Grafik yang dihasilkanmerupakan hubungan antara dimensikeausan VB (sumbu Y) dan waktupemotongan tc (sumbu X). Penentuanumur pahat (T1) pada kecepatanpotong (V1) dimana kriteria saatberakhirnya umur pahatkeausan tepi (VB mak) = 0.
Penentuan harga eksponen n dankonstanta C dapat dilakukan dengan
JURNAL AUSTENIT
dq
Tabel 2 Nilai Keausan PahatVB (mm)
Baja dan besi tuang 0,3 – 0,80,2 – 0,6
Besi tuang dan non ferrous 0,4 – 0,6Baja dan besi tuang 0,3
yang digunakanharus dapat mengatasi gaya potongdan panas akibat gesekan yangdialami, serta akibat pemakaian yang
Geometri perkakasharus dibuat sedemikianrupa sehinggadapat mengurangi terjadinya gesekanantara perkakas dengan benda kerja
Baja kecepatan tinggi memilikikekuatan dan ketangguhan yangterbaik diantara material perkakas yanglain, tetapi kekerasan merahnya (hot
lebih rendah dibandingkandengan paduan kobalt, karbidasementit, dan keramik. Ditinjau dari
tan baja kecepatan tinggirelatif lebih murah dibandingkanmaterial yang memiliki kekerasantinggi. Oleh karena itu kadang kaladiperlukan perubahan geometriperkakas agar memiliki sifat mekanikyang lebih unggul dengan harga yanglebih murah. Beberapa alternatif caramemegang dan menempatkan mata
mata tunggal
Pengaruh variasi kecepatan potongumur pahat Dilakukan dengan
cara mengukur keausan untuk setiapvariasi kecepatan potong. Hasilpengukuran dapat ditampilkan berupa
k. Grafik yang dihasilkanmerupakan hubungan antara dimensikeausan VB (sumbu Y) dan waktupemotongan tc (sumbu X). Penentuanumur pahat (T1) pada kecepatan
1) dimana kriteria saatberakhirnya umur pahat adalah harga
) = 0.3 mm.
Penentuan harga eksponen n dankonstanta C dapat dilakukan dengan

JURNAL AUSTENIT VOLUME 1, NOMOR 3, APRIL 2010
dq 15
menggunakan analisa pendekatansecara grafis dengan menggunakangrafik hubungan antara umur pahatdengan kecepatan potong denganmenggunakan skala dobel logaritma.Konstanta C. ditentukan secaraekstrapolasi yaitu pada harga T= 1minit dan harga eksponen n merupakankemiringan garis regresi liner.Alat yang digunakan untuk mengukurkeausan tepi pahat adalah MitutoyoProfil proyektor. Pengukuran keausantepi dilakukan dengan meletakkandasar pahat pada meja ukur, dimanabidang mata potong Ps diatur sehinggategak lurus sumbu optik. Dalam hal inibesarnya keausan tepi dapat diketahuidengan mengukur panjang VB (mm),yaitu jarak antara mata potong sebelumterjadi keausan (mata potong terdekatdipakai sebagai referensi) sampai kegaris rata-rata bekas keausan padabidang utama.
PEMBAHASAN
Dalam proses pembubutan diperlukangaya pemotongan guna memisahkansebagian material (cip) dari benda kerjaaslinya. Faktor-faktor yangberpengaruh dalam prosespembubutan antara lain adalah : besargaya, kedalaman pemotongan(a),= 1,0mm(ditetapkan), gerak pemotongan/feeding(f),=0.2 mm/r [8], dan kecepatanpemotongann(Vc) divariasikan dengantiga tingkat kecepatan potong.
Nilai umur pahat diukur menggunakanalat profil proyektor yang hasilnyaberupa point out, setelah pengukuranselesai kemudian hasilnya di rata-ratakemudian ditabelkan untuk masing-masing kecepatan potong(Vc).
Tabel 3 Pertumbuhan Keausan dan UmurPahat pada Kecepatan
Potong(Vc)=44 m/min.Eksperimen Lc(mm) T(menit) VB(mm)
1 50240 1,04 0,1052 100480 2,28 0,1573 150720 3,43 0,1984 200960 4,57 0,2655 251200 5,71 0,2996 301440 6,85 0,328
Tabel 4 Pertumbuhan Keausan dan UmurPahat pada KecepatanPotong(Vc)=32 m/min.
Eksperimen Lc(mm) T(menit) VB(mm)
1 50240 1,57 0,0532 100480 3,14 0,0943 150720 4,71 0,1344 200960 6,28 0,1855 251200 7,85 0,2076 301440 9,42 0,229
Tabel 5 Pertumbuhan Keausan dan UmurPahat pada Kecepatan Potong(Vc)= 24 m/min,
Eksperimen Lc(mm) T(menit) VB(mm)
1 50240 2,09 0,0222 100480 4,19 0,0543 150720 6,28 0,0884 200960 8,37 0,1125 251200 10,47 0,1496 301440 12,56 0,192
Dari hasil Pengukuran keausan danumur pahat (VB) terhadap panjangpembubutan ditampilkan pada gambargrafik berikut ini :
Gambar 4 Grafik Laju umur Pahat terhadapPanjang Pembubutan (Lc)
Dari analisa (grafik 4.1) pada putaranspindle(n) = 540 rpm dengan kecepatanpotong(Vc) = 44 m/menit, umurpahat(Vb) = 0,3 mm, terjadi padapanjang pembubutan(lc) ± 220000mm, di koreksi dengan garis (format)trendline kecendrungan grafik tipe

VOLUME 1, NOMOR 3, APRIL 2010 JURNAL AUSTENIT
16 dq
polinomial dengan tingkat kepercayaan99 %.
Gambar 5 Grafik Laju Umur Pahat terhadapPanjang Pembubutan(Lc)
Dari analisa (grafik 4.2) pada putaranspindle(n) = 320 rpm dengan kecepatanpotong(Vc) = 32 m/menit, umurpahat(VB) = 03 mm terjadi padapanjang pembubutan(Lc) ± 450000mm, kecendrungan grafik tipepolinomial dengan tingkat kebenaran99%.
Gambar 6 Grafik Laju Umur Pahat terhadap
Panjang Pembubutan (Lc)
Dari analisa (grafik 4.3) pada putaranspindle(n) = 260 rpm dengan kecepatanpotong(Vc) = 24 m/menit, umurpahat(VB) = 0,3 mm pada panjangpembubutan(Lc) 700000 mm,kecendrungan grafik tipe polinomialdengan tingkat kebenaran 99%. Darirangkuman ke tiga grafik diatasditampilkan pada grafik 4.4
Rangkuman dari kondisi panjangpemotongan(turning) yang memberikanumur pahat yang optimal dari pahatHSS, terhadap pembubutan baja amutitdengan memvariasikan kecepatanpotong (Vc) menjadi 3 tingkatan.
Gambar 7 Grafik Laju Umur Pahat terhadapPanjang Pembubutan(lc)
Dari analisa grafik pada putaranspindle(n) = 540 rpm, n = 320 rpm. n=260 rpm dengan kecepatanpotong(Vc) = 44, 32, 24 m/menit umurpahat (VB) = 0,3 mm panjangpembubutan yang pendek pada n = 540rpm, ± 251000 mm sedangkan padaputaran spindle(n) = 260 rpm dengankecepatan potong(Vc) = 24 m/menitumur pahat (VB)= 0,3 mm lebihpanjang yaitu ± 704000 mm.Dari perhitungan presentase tabeldiatas pada putaran spindle(n) = 540rpm, dengan kecepatan potong(vc) =44 m/menit, umur pahat(Vb), terjadikenaikan yang cukup seknifikan yaitudari panjang pembubutan(lc) = 150720mm, ke panjang pembubutan(lc) =200960 mm, yaitu sebesar 40,96 %.sedangkan yang terendah terjadi padapanjang pembubutan(lc) = 251200 mmke panjang pembubutan(lc) = 301440mm yaitu sebesar 9,69%.
Untuk panjang pembubutan(lc) padaputaran spindle(n) = 320 rpm, dengankecepatan potong(vc) = 32 m/menit,umur pahat(Vb), terjadi kenaikan yangcukup besar yaitu dari panjangpembubutan(lc) = 50240 mm,kepanjang pembubutan(lc) = 100480mm, yaitu sebesar 52,38 %. sedangkanyang terendah terjadi pada panjangpembubutan(lc) = 401920 mm kepanjang pembubutan(lc) = 401920 mmyaitu sebesar 6,81 %.
Untuk panjang pembubutan(lc) padaputaran spindle(n) = 260 rpm, dengankecepatan potong(vc) = 24 m/menit,umur pahat(Vb), terjadi kenaikan yang

JURNAL AUSTENIT VOLUME 1, NOMOR 3, APRIL 2010
dq 17
cukup besar yaitu dari panjangpembubutan(lc) = 50240 mm,kepanjang pembubutan(lc) = 100480mm, yaitu sebesar 145,45 %.sedangkan yang terendah terjadi padapanjang pembubutan(lc) = 401920 mmke panjang pembbutan(lc) = 452160mm, dan panjang pembubutan(lc) =502400 mm kepanjang pembbutan(lc) =502640 mm, yaitu sebesar 2,53 %.dan2,75 %.
Dengan mengacu pada nilai keausanpahat/VB (0,3 – 0,8 mm), dalampengujian ini dibatasi/dipilih(VB) = 0,3mm dan nilai persentase yang didapat,bahwa panjang pembubutan(Lc)terhadap umur pahat, dipengaruhidengan besaran kecepatan potong(Vc).
Umur pahat Terhadap WaktuPembubutanData hasil pengujian yang telahdilakukan untuk mengetahui keausantepi pahat (VB) dan umur pahat(T)ditampilkan pada gambar grafik berikutini.
Gambar 8 Grafik Umur Pahat Terhadap WaktuPemotongan
Dari grafik 8, bahwa pada proses
pembubutan dengan kecepatan potong
Vc = 44 m/min, umur pahat mencapai
0,3 mm, pada waktu pemotongan ± 5,7
menit,.dan di koreksi dengan
garis(format) trendline kecendrungan
grafik kearah persamaan polinomial,
tingkat kebenaran 99%.
Gambar 9 Grafik Umur Pahat terhadapWaktu Pemotongan
Dari grafik di atas diketahui terlihatbahwa pada proses pembubutandengan kecepatan potong Vc = 32m/min, maka umur pahat mencapai(Vb) = 0,3 mm, pada waktupemotongan ± 13 menit,.dankecendrungan grafik kearah persamaanpolinomial tingkat kebenaran 99%.
Gambar 10 Grafik Umur Pahat terhadapWaktu Pemotongan
Dari grafik di atas diketahui terlihatbahwa pada proses pembubutandengan kecepatan potong Vc = 24m/min, maka keausan pahat mencapai0,3 mm, pada waktu pemotongan 29,3menit,.dan kecendrungan grafik kearahpersamaan polinomial tingkatkebenaran 99%.
Gambar 11 Grafik Umur Pahat terhadapWaktu Pemotongan

VOLUME 1, NOMOR 3, APRIL 2010 JURNAL AUSTENIT
18 dq
Berdasarkan grafik umur pahat yangditunjukkan gambar 4.8, terlihat bahwadengan meningkatnya kecepatanpotong (Vc) maka keausan pahat akanmeningkat, umur pahat akan menurun.Jadi semakin landai grafik hasilpengujian maka umur pahat akansemakin panjang , begitu jugasebaliknya semakin tajam grafik hasilpengujian maka umur pahat akansemakin pendekAnalisa grafik pada putaran spindle (n)= 540, 320, 240 rpm dengan kecepatanpotong (Vc) =44, 32, 24 m/menit, umurpahat yang paling pendek (Vc = 44m/menit) yaitu = 6 menit, sedangkanyang paling lama (Vc = 24 m/menit)waktu = 29,31 menit.
Perhitungan presentase pada putaranspindle(n) = 540 rpm, dengankecepatan potong(vc) = 44 m/menit,umur pahat(Vb), terjadi kenaikan yangcukup seknifikan yaitu waktupembubutan(T) = 3,43 menit, ke waktupembubutan(T) = 4,57 menit, yaitusebesar 40,96 %. sedangkan yangterpendek terjadi pada waktupembubutan(T) = 5,71 menit ke waktupembubutan(T) = 6,85 menit yaitusebesar 9,70%.
Untuk waktu pembubutan(T) padaputaran spindle(n) = 320 rpm, dengankecepatan potong(vc) = 32 m/menit,umur pahat(Vb), terjadi kenaikan yangcukup besar yaitu dari waktupembubutan(T) = 1,57 menit, ke waktupembubutan(T) = 314 menit, kenaikansebesar 130,95 %. sedangkan yangterpendek terjadi pada waktupembubutan(T) = 7,85 mm ke waktu
pembubutan(T) = 9,42 menit yaitusebesar 7,51 %.
Untuk waktu(T) pembubutan(lc) padaputaran spindle(n) = 260 rpm, dengankecepatan potong(vc) = 24 m/menit,umur pahat(Vb), terjadi kenaikan yangcukup besar yaitu dari waktupembubutan(T) = 2,09 menit, ke waktupembubutan(T) = 4,19 menit, yaitusebesar 145,45 %. sedangkan yangterpendek terjadi pada waktupembubutan(T) = 16,75 menit ke waktupembubutan(T) = 18,84 menit, danwaktu pembubutan(T) = 20,93 menit kewaktu pembubutan(T) = 23,03 menit,yaitu sebesar 2,53 %.dan 2,75 %.
Perhitungan umur pahat daripersamaan rumus Taylor [1, 3,11] ,Harga eksponen n merupakan hargaspesifik bagi suatu kombinasi pahatdengan benda kerja. Konstanta Cdipengaruhi oleh geometri pahat,kondisi benda kerja, kondisipemotongan dan batas keausanmaksimum.
Dari pengujian yang telah dilakukan,diperoleh kondisi pemotongan untukumur pahat yang optimal dari HSS(high speed steel) denganmemvariasikan kecepatan potong (Vc).Pertumbuhan keausan pahat padakecepatan potong yang berbedasampai batas kritis( 0,3 mm), Harga ndidapat dengan menggunakanpersamaan logaritma, analisis tersebutakan diperoleh harga eksponen n dankonstanta CT. Hasil pengujianditampilkan pada tabel 4.7
Tabel 6 Data Hasil Perhitungan Harga Eksponen n
no L lc Vc T VB Log V Log T n
1 500 251200 44 5,71 0,299 1,643453 0,756567 0,351401
2 900 452160 32 14,13 0,313 1,50515 1,150142 0,394347
3 1400 703360 24 29,31 0,301 1,380211 1,466966 0,370554

JURNAL AUSTENIT VOLUME 1, NOMOR 3, APRIL 2010
dq 19
Analisa tabel 4.7 diperoleh hargaeksponen n. Konstanta C. daripersamaan Taylor terhadap umur pahatHSS (high speed steel) pada prosespembubutan Baja amutit K 460 Sdengan variasi kecepatan potong(Vc),konstanta harga C adalah segai berikut:1) Vc = 44 m/ menit maka harga C
dapat dihitung C = V.T 0,351 =81,102
2) Vc = 32 m/ menit maka harga Cdapat dihitung C = V.T 0,394 =90,846
3) Vc = 24 m/ menit maka harga Cdapat dihitung C = V.T 0,371 =84,038
Selanjutnya untuk menghitung umurpahat dengan material baja Amutitdengan pahat HSS, menggunakanpersamaan Taylor, dari persamaanTaylor didapat umur pahat padakecepatan potong Vc = 24 m/menitdidapat umur pahat T = 29,77 menitdan pada kecepatan potongVc = 44m/menit didapat umur pahat T = 5,80menit. Dalam hal ini semakin tinggikecepatan potong maka umur pahatsemakin pendek.
KESIMPULANUmur pahat bubut jenis High SpeedSteels (HSS) yang digunakan padapengujian ini dengan kecepatan potong(Vc) yang bervariasi untuk Vc = 44m/min umur pahat T = 5,71 menit, Vc =32 m/min umur pahat (T) = 14,13 menitdan Vc = 24 m/min umur pahat (T) =29,31 menit. Secara teoritis umur pahatuntuk kondisi proses pembubutandengan pahat HSS dapat diperkirakandengan persamaan Taylor T =(81,102/V)1/n , untuk kondisi kecepatan potong(Vc) = 44 m/min umur pahat (T) = 5,80menit, Vc=32 m/min umur pahat T =13,70 menit dan Vc=24 m/min umurpahat T = 29,77 menit. Perbedaanumur pahat dari hasil pengujian danteoritis a tidak terlalu besar. Semakintinggi harga Vc, semakin pendek umurpahat tersebut, atau semakin kecil
harga Vc, semakin panjang umur pahattersebut.
DAFTAR PUSTAKA[1] Al huda Mahfuz 2010 ,Modul Ajar
“Teori dan Teknologi ProsesPemesinan”, UniversitasMercubuana, Jakarta.
[2] Avner, Sidney H., Introduction toPhysical Metallurgy, 3ndedition, McGraw Hill, Tokyo,2001.
[3] Bambang Priambodo, TeknologiMekanik Jilid 2,, PenerbitErlangga. Terjemahan dari:Manufacturing Process, B.H.Amstead, Philip F. Ostwald,Myron L. Begeman John Wiley& Sons
[4] Colton, J.S., 2003. Fundamentalsof cutting, ME 6222,Manufacturing Processed andSystems geogie institute oftechnology.
[5] Cakir, M Cemal. Isik, Yahya. 2004.“Detecting Tool Breakage InTurning AISI 1050 Steel UsingCoated and Uncoated CuttingTools” ,
[6] Friedmann-Maier-Strabe-Hallein,Student’s Handbook EMCOTU-2A, EMCO MAIER & CO,Austria, 1998
[7] George, E.D. 1996 Mechanical
Metallurgy 2nd
ed, Mc GrawHill, Kagokusho Ltd,Sigapure.
[8] Jutz Hermann, Scharkus Eduard,2001 “Westermann Tables”.For the Metal Trade:Material.Numerical.Forms,By:Wiley Eastern Limited
[9]. Krar, Steve F. Rapisarda, Mario.Check, Albert F. 1997.

VOLUME 1, NOMOR 3, APRIL 2010 JURNAL AUSTENIT
20 dq
“Machine Tool andManufacturing Technology” .Dalmar Publisher, USA.
[10] Mikell P. Groover 2007. ”Fundamentals Of ModernManufacturing” andMaterials, Prcesces, andSystem 3 rd ed. Jonh Wiley &song, INC<http//www.willey.com/go/permission>
[11] Rochim, Taufik, “Teori danTeknologi ProsesPemesinan”, InstitutTeknologi Bandung, 1993
[12] Sularso, Kiyokatsu Suga(2002),Dasar Perencanaan danPemilihan Elemen Mesin,penrbit PT Pradnya ParamitaJakarta