7. Analisa Gaya Pembentukanyudysi.lecture.ub.ac.id/files/2012/12/ProsManufIIMetalForm06th.pdfMode...
12
7. Analisa Gaya Pembentukan Analisa Gaya Pembentukan perlu dilakukan untuk mendapatkan ukuran besarnya mesin atau peralatan yang diperlukan dalam proses pembentukan logam. Dalam analisa digunakan teori-teori dengan asumsinya masing- masing, untuk itu perlu pemikiran kritis dalam menggunakan teori yang tepat Teori/Metode yang sering digunakan adalah: 1. Teori Elementer (Slab Method) dengan asumsi: distribusi tegangan pada penampang seragam (uniform). 2. Metode Energi, merupakan metode yang unggul dalam analisa pembentukan logam - Dengan prinsip dasar: “Kerja / usaha yang masuk oleh gaya luar sama dengan energi deformasi pada benda kerja.” Proses Manufaktur II Proses Manufaktur II YudySuryaIrawan YudySuryaIrawan
Transcript of 7. Analisa Gaya Pembentukanyudysi.lecture.ub.ac.id/files/2012/12/ProsManufIIMetalForm06th.pdfMode...

7. Analisa Gaya Pembentukan
Analisa Gaya Pembentukan perlu dilakukan untuk mendapatkan ukuran besarnya mesin atau peralatan yang diperlukan dalam proses pembentukan logam.
Dalam analisa digunakan teori-teori dengan asumsinya masing-masing, untuk itu perlu pemikiran kritis dalam menggunakan teori yang tepat
Teori/Metode yang sering digunakan adalah:Teori/Metode yang sering digunakan adalah:1. Teori Elementer (Slab Method)
dengan asumsi: distribusi tegangan pada penampang seragam (uniform).
2. Metode Energi,merupakan metode yang unggul dalam analisa pembentukan logam- Dengan prinsip dasar:“Kerja / usaha yang masuk oleh gaya luar sama dengan energi deformasi pada benda kerja.”
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Metode Elemen Hingga juga metode lain yang digunakan untuk analisa gaya untuk daerah atau bagian yang terdeformasi elastis-plastis.
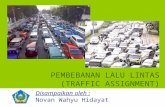
Daerah deformasi adalahdaerah atau zona pada benda kerja yang pada suatu saat mengalami deformasi yang mana bentuk dan ukurannya berbeda-beda tergantung prosesnya.
F
Daerah deformasi
F
Proses pembentukan dengan:
Daerah deformasi besar: penempaan (closed-die forging)
Daerah deformasi kecil: pengerolan, ekstrusi dan penarikan
Forging Wire Drawing
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Macam-macam Proses Deformasi:1. Steady : Deformasi berlangsung pada kondisi yang sama
setiap saat, baik geometri daerah deformasi dan bentuk benda kerja.Contoh: penarikan kawat (wire drawing) yang mana daerah deformasi setiap saat sama meskipun terjadi pengerasan regangan (strain hardening)
2. Non-steady : Deformasi berlangsung pada kondisi yang selalu berubah.selalu berubah.Contoh: penekukan(bending), forging(penempaan) yang mana geometri benda selalu berubah setiap saat.
Mode Deformasi yang terjadi (tergantung pada proses pembentukan)1. Mode pembebanan satu sumbu2. Deformasi akibat tegangan bidang (plane stress)3. Deformasi akibat regangan bidang (plane strain)
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

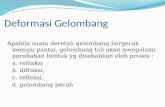
Contoh Analisa Gaya PembentukanPada proses teoritis penarikan strip (Strip Drawing) sbb:
Slab=elemen
Tegangan yang bekerja pada suatu elemen selama proses
penarikan strip dari suatu pelat yang lebar
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Metode Slab
Asumsi:
Gesekan dianggap
nol dan
Perubahan pada arah
tebal dan memanjang
(regangan bidangatau plane strain)
Kesetimbangan gaya arah x :
x
y
σσσσxa= ?
Kesetimbangan gaya arah y :
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

σo = tegangan luluh
(tegangan alir) logam.
F = Gaya yang diberikan
untuk menarik
A= ha x w , Luas
penampang dimana F
bekerja
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Metode EnergiAsumsi:
Deformasi yang dialami
setiap titik pada benda
kerja sama (deformasi
homogen)
x
y
σσσσxa= ?
Energi
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Atau σxa=σo ln (1/(1-r)) dengan r = besar reduksi (%)
Tegangan
luluh rata-rata
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Contoh Soal
Suatu pelat aluminium yang dikeraskan dengan peregangan
memiliki tegangan luluh, σo=125 MPa dan tegangan luluh rata-
rata 200 ε-0.25. Pelat ini memiliki lebar 100 mm dan bertebal
awal 10 mm, kemudian direduksi menjadi 8 mm. Hitunglah
tegangan tarik dan gaya tarik dari proses ini dengan metode
slab dan metode energi.Diketahui:
ha= 8 mm ; hb=10mmha= 8 mm ; hb=10mm
w=100mm
Tegangan luluh rata-rata
σo=200 ε 0.25
Tegangan luluh
σo=125 MPa
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Diketahui:
Metode slab:
σxa=(2/√3) σo ln(hb/ha)
=(2/√3).125. ln(10/8)
= 32.2 MPa
Metode energi:
Regangan sebenarnya:
ε=ln(L1/L0)=ln(A0/A1)Diketahui:
ha= 8 mm ; hb=10mm
w=100mm
Tegangan luluh rata-rata
σo=200 ε 0.25
Tegangan luluh= σo=135 MPa
ε=ln(L1/L0)=ln(A0/A1)
=ln (w.hb/w.ha)=ln(10/8)
=0.22
σo=200 ε 0.25= 200 (0.22)0.25
=136.9 MPa
σxa=σo ln(hb/ha)
=136.9 ln(10/8)
= 30.1 MPa
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Kondisi Deformasi akibat Regangan Bidang dapat dijelaskan dengan “Plane Strain Compression Test, PSCT” sbb:
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Sumber literatur untuk semua bahan di slide ini:
UcapanUcapanUcapanUcapan TerimaTerimaTerimaTerima kasihkasihkasihkasih kepadakepadakepadakepada Para Para Para Para PenulisPenulisPenulisPenulis sumbersumbersumbersumber
literaturliteraturliteraturliteratur untukuntukuntukuntuk slide slide slide slide iniiniiniini
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
1. Siswosuwarno, Mardjono, “Teknik Pembentukan”, FTI. ITB.
2. ASM International, 2005, ”ASM Handbook Vol.14A:
Metalworking: Bulk Forming”, ASM International
3. Hosford, William F. & Caddel, Robert M, “Metal Forming
Mechanics and Metallurgy Third Edition” Cambridge
University Press.