2013-1-00693-TI Bab2001
15
5 BAB 2 LANDASAN TEORI 2.1 Pengertian Produktivitas Secara Uu Menurut Roger Schroeder dalam Operation Management produktivitas hubungan antara input dan output dalam sebuah sistem produksi. Pengukuran Produktivitas secara teknis pada dasarnya adalah hasil dari Output (O) dibagi Input (I) atau (M. Ri!a Radyanto" #$$% &') Menurut International abor Organi!ation (I O)" Produktivitas adalah perbandingan antara elemen elemen produksi dengan yang dihasilkan ukuran produktivitas. *lemen elemen produksi tersebut berupa tanah" peru buruh dan organisasi. Menurut +e,an Produksi -asional (+P-)" produktivitas dide inisikan iloso is sebagai sikap mental yang selalu mempunyai pandangan b kehidupan hari ini harus lebih baik dari hari kemarin dan hari esok harus dari hari ini. Pada dasarnya produktivitas harus dapat memenuhi unsur e e e isien dan kualitas. Masih menurut Schroeder"TotalFactoryProductivity (/0P) atau 0aktor Produktivitas /otal adalah rasio yang diperoleh dari 1-P dibagi dengan to dan capital input . (M. Ri!a Radyanto" #$$5 &5) /0P dapat dipakai untuk pengukuran produktivitas di tingkat perusahaan" dihasilkan dari perhitungan nilai tambah" labor share dan capital share. Rasio /0P merupakan metode terbaik untuk men2elaskan produktivitas secara menyeluruh karena meliputi berbagai komponen input .
description
tyy5454656
Transcript of 2013-1-00693-TI Bab2001
19
BAB 2LANDASAN TEORI
2.1 Pengertian Produktivitas Secara UmumMenurut Roger Schroeder dalam Operation Management produktivitas adalah hubungan antara input dan output dalam sebuah sistem produksi. Pengukuran Produktivitas secara teknis pada dasarnya adalah hasil dari Output (O) dibagi Input (I) atau: (M. Riza Radyanto, 2003 : 14)
Menurut International Labor Organization (ILO), Produktivitas adalah perbandingan antara elemen-elemen produksi dengan yang dihasilkan merupakan ukuran produktivitas. Elemen-elemen produksi tersebut berupa: tanah, perusahaan, buruh dan organisasi.Menurut Dewan Produksi Nasional (DPN), produktivitas didefinisikan secara filosofis sebagai sikap mental yang selalu mempunyai pandangan bahwa mutu kehidupan hari ini harus lebih baik dari hari kemarin dan hari esok harus lebih baik dari hari ini. Pada dasarnya produktivitas harus dapat memenuhi unsur efektifita, efisien dan kualitas.Masih menurut Schroeder, Total Factory Productivity (TFP) atau Faktor Produktivitas Total adalah rasio yang diperoleh dari GNP dibagi dengan total labor dan capital input. (M. Riza Radyanto, 2005 : 15)
TFP dapat dipakai untuk pengukuran produktivitas di tingkat perusahaan, dimana dihasilkan dari perhitungan nilai tambah, labor share dan capital share. Rasio TFP merupakan metode terbaik untuk menjelaskan produktivitas secara menyeluruh karena meliputi berbagai komponen input.2.2 Pengertian Manajemen Produksi dan OperasiSebelum membahas lebih jauh mengenai pemeliharaan mesin, perlu diuraikan terlebih dahulu mengenai pengertian dari manajemen produksi dan operasi itu sendiri.Pengertian manajemen begitu luas, sehingga terdapat perbedaan definisi beberapa pakar manajemen. Pengertian manajemen menurut T. Hani Handoko (2001 : 3) : Manajemen adalah seni untuk menyelesaikan pekerjaan melalui orang lain. Menurut Stephen P. Robbins (2002 : 2) dalam bukunya Management mengatakan bahwa: Management is process of coordinating work activities so that they are completed efficienty and effectively with and throught other people.
Pengertian manajemen menurut Basu Swastha dan Ibnu Suktjo (200 : 82): Manajemen adalah ilmu dan seni merencakan, mengorganisasi, mengarahkan dan mengkoordinasi serta mengawasi tenaga manusia dengan bantuan alat alat untuk mencapai tujuan yang telah ditetapkan.Dari beberapa definisi di atas, maka dapat disimpulkan bahwa manajemen adalah suatu usaha atau kegiatan yang harus dilakukan secara efisien dan efektif dengan menggunakan bantuan dan bersama orang lain melalui kerjasama yang terpadu, agar tercapai tujuan yang telah ditentukan oleh perusahaan untuk memperoleh keuntungan maksimal. Sedangkan pengertian produksi begitu luas, sehingga terdapat perbedaan definisi dari beberapa pakar sebagai berikut:
Menurut Sukanto (2004 : 3), Produksi merupakan penciptaan atau penambahan faedah bentuk, waktu dan tempat atas faktor faktor produksi sehingga lebih bermanfaat bagi pemenuhan kebutuhan manusia. Sedangkan menurut Jay Heizer dan Barry Render (2000 : 4) adalah Production is the creation of goals and services. Dari pengertian prosuksi tersebut, maka disimpulkan bahwa produksi adalah penciptaan atau penambahan faedah atau kegunaan atas faktor faktor produksi yang telah diolah sedemikian rupa sehingga lebih bermanfaat bagi pemenuhan kebutuhan manusia sehari hari.Pengertian Manajemen Produksi dan Operasi, menurut Sofyan Assuari (2004 : 12) adalah Manajemen Produksi dan Operasi merupakan kegiatan untuk mengatur dan mengkoordinasikan penggunaan sumber sumber daya yang berupa sumber daya manusia, sumber daya alat dan sumber dana serta bahan, secara efektif dan efisien untuk menciptakan dan menambah kegunaan sesuatu barang atau jasa. Sedangkan menurut T. Hani Handoko (200 : 3): Manajemen Produksi dan Operasi merupakan usaha usaha pengelolaan secara optimal penggunaan sumber daya sumber daya (atau sering disebut faktor faktor produksi), tenaga kerja, mesin mesin peralatan, bahan mentah dan sebagainya dalam proses transformasi bahan mentah dan tenaga kerja menjadi berbagai produk atau jasa.Pengertian Manajemen Produksi dan Operasi, menurut Nicholas J. Aquilano (2001 : 6) adalah: Operation management is defidend as the design, operation and improvement of the system that creat and deliver the firms primary product and services.
Jadi dapat disimpulkan bahwa bahwa Manajemen Prosuksi dan Operasi merupakan usaha usaha pengelolaan sumber daya yang ada secara optimal di dalam proses produksi agar dapat menciptakan dan menambah nilai atau kegunaan suatu produk atau jasa.
2.3 Pengertian Proses ProduksiPerusahaan tidak lepas dari proses produksi dalam melaksanakan kegiatan usahanya. Oleh karena itu, perusahaan berusaha agar proses produksi dapat dilaksanakan dengan baik, ekonomis, sertamencegah timbulnya hambatan terhadap kegiatan operasi perusahaan. Pengertian proses produksi menurut Aquilano (2001 : 8) adalah: A system that uses resources to transform inputs into some desired outputs. Sedangkan pengertia proses produksi menurut Sofyan Assauri (2004 : 75) adalah: Proses produksi adlah cara, metode dan teknik untuk menciptakan atau menambah kegunaan suatu barang atau jasa dengan menggunakan sumber sumber (tenaga kerja, mesin, bahan bahan, dana) yang ada.Proses produksi menurut Sofyan Assauri (2004 : 75), proses produksi dapat dibedakan menjadi dua jenis, yaitu:
1. Proses produksi yang terus menerus (countinuous processes)
Menurut beberapa ahli, pengertian proses produksi yang terus menerus adalah sebagai berikut:Menurut Sofyan Assauri (2004 : 75), Proses produksi terus menerus adalah produksi yang menggunakan mesin dan peralatan yang dipersiapkan untuk memproduksi produk dalam jangka panjang waktu yang lama / panjang tanpa mengalami perubahanuntuk jenis produksi yang sama. Sedangkan menurut T. Hani Handoko (200 : 122), yaitu: Proses produksi yang terus menerus adalah proses produksi yang memproduksi kumpulan kumpulan produk dalam jumlah besar dengan mengikuti serangkaian operasi yang sama dengan kumpulan produk sebelumnya.
Dari kedua definisi di atas dapat disimpulkan bahwa proses produksi yang terus menerus adala suati proses produksi yang memproduksi produk yang sejenis dalam jangka waktu yang panjang.
2. Proses yang terputus putus (intermittent processes)Menurut beberapa ahli, pengertian dari proses produksi yang terputus putus itu adalah sebagai berikut:
Menurut Sofyan Assauri (2004 : 75), yaitu: Proses produksi yang terputus putus adalah produksi yang menggunakan waktu yang pendek dalam persiapan peralatan untuk perubahan yang cepat guna dapat menghadapi variasi produk yang berganti ganti. Sedangkan menurut T. Hani Handoko (2000 : 123), yaitu: Proses produksi yang terputus putus adalah suatu proses produksi yang mempunyai ciri produk dalam kumpulan- kumpulan / kelompok kelompok barang yang sejenis dalam interval waktu yang terputus putus.
Berdasarkan kedua pengertian di atas dapat disimpulkan bahwa proses produksi yang terputus putus adalah proses produksi yang memproses produk yang variasainya berganti ganti dalam jangka pendek dengan menggunakan mesin atau peralatan yang cepat guna.2.4 Mesin ProduksiPenemuan mesin mesin dan perlatan merupakan bagian dari sejarah dan peradaban manusia dalam usaha produktivitas dan memperbanyak produk baik variasi maupun jumlahnya untuk memenuhi kebutuhan manusia. Jadi adanya mesin mesin sangat membantu manusia dalam melaksanakan proses pengerjaan atau produksi suatu barang, sehingga barang dapat dihasilkan dalam waktu yang lebih pendek, jumlah yang lebih banyak dan kualitas yang lebih baik.Menurut Sofyan Assauri (2004 : 79) pada prinsipnya mesin dapat dibedakan menjadi dua jenis, yaitu:
1. Mesin produksi bersifat umum atau serba guna (general purpose machine)
Mesin produksi yang serba guna merupakan suatu mesin yang dibuat untuk mengerjakan pekerjaan pekerjaan tertentu untuk berbagai jenis barang atau produk atau bagian dari produk.2. Mesin mesin yang bersifat khusus (special purpose machine)Mesin mesin yang bertujuan bersifat khusus (special purpose machine) adalah mesin mesin yang direncanakan dan dibuat untuk mengerjakan satu atau beberapa jenis kegiatan.2.5 Pengertian dan Tujuan Maintenance2.5.1 Pengertian MaintenanceMaintenance merupakan suatu fungsi dalam suatu industry manufaktur yang sama pentingnya dengan funsi fungsi lain seperti produksi. Hal ini karena apabila kita mempunyai mesin / peralatan, maka biasanya kita selalu berusaha untuk tetap dapat mempergunakan mesin / peralatan sehingga kegiatan produksi dapat berjalan lancer. Dalam usaha untuk dapat menggunakan terus mesin / peralatan agar kontinuitas produksi dapat terjamin, maka dibutuhkan kegiatan kegiatan pemeliharaan yang meliputi: (Stephens, 2004 : 3)a. Kegiatan pengecekan.
b. Meminyaki (lubrication).
c. Perbaikan / reparasi atas kerusakan kerusakan yang ada.
d. Penyesuaian / penggantian spare part atau komponen.
Ada dua jenis penurunan kemampuan mesin / peralatan, yaitu:
a. Natural Deterioration yaitu menurunnya kinerja mesin / peralatan secara alami akibat terjadi pemburukan / keausan pada fisik mesin / peralatan selama waktu pemakaian walaupun penggunaan secara benar.
b. Accelerated Deterioration yaitu menurunnya kinerja mesin / perlatan akibat kesalahan manusia (human error) sehingga dapat mempercepat keausan mesin / peralatan karena mengakibatkan tindakan dan perlakuan yang tidak seharusnya dilakukan terhadap mesin / peralatan.
Dalam usaha mencegah dan berusaha untuk menghilangkan kerusakan yang timbul ketika proses produksi berjalan, dibutuhkan cara dan metode untuk mengatisipasinya dengan melakukan kegiatan pemeliharaan mesin / peralatan. Pemeliharaan (maintenance) adalah kegiatan untuk memelihara atau menjaga mesin / peralatan dan mengadakan perbaikan ayau penyesuaian / penggantian yang diperlukan agar terdapat suatu keadaan operasi produksi yang memuaskan sasuai dengan apa yang direncakan. Jadi dengan adanya kegiatan maintenance maka mesin / peralatan dapat dipergunakan sesuai dengan rencana dan tidak mengalami kerusakan selama dipergunakan untuk proses produksi atau sebelum jangka waktu tertentu direncanakan tercapai.Hasil yang diharapkan dari kegiatan pemeliharaan mesin / peralatan (equipment maintenance) merupakan berdasarkan dua hal sebagai berikut:
1. Condition maintenance yaitu mempertahankan kondisi mesin / peralatan agar berfungsi dengan baik sehingga komponen komponen yang terdapat dalam mesin juga berfungsi dengan umur ekonomisnya.2. Replecement maintenance yaitu mempertahankan tindakan perbaikan dan penggantian komponen mesin tepat pada waktunya sesuai dengan jadwal yang telah direncanakan.
2.5.2 Tujuan MaintenanceMaintenance adalah kegiatan pendukung bagi kegiatan pkomersil, maka seperti kegiatan lainnya, maintenance harus efektif, efisien dan berbiaya rendah. Dengan adanya kegiatan maintenance ini, maka mesin / peralatanproduksi dapat digunakan sesuai dengan rencana dan tidak mengalami kerusakan selama jangka waktu tertentu yang telah direncakan tercapai. (Wati, 2009)Beberapa tujuan maintenance yang utama antara lain, yaitu:
1. Kemampuan berproduksi dapat memenuhi kebutuhan sesuai dengan rencana produksi.
2. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang dibutuhkan oleh produk itu sendiri dan kegiatan produksi yang tidak terganggu.
3. Untuk membantu mengurangi pemakaian dan penyimpanan yang diluar batas dan menjaga modal yang diinvestasiakn dalam perusahaan selama waktu yang ditentukan sesuai dengan kebijakan perusahaan mengenai investasi tersebut.4. Untuk mencapai tingkat biaya maintenance secara efektif dan efisien keseluruhannya.
5. Untuk menjamin keselamatan orang yang menggunakan sarana tersebut.
6. Memaksimalkan ketersediaan semua peralatan sistem produksi (mengurangi downtime).
7. Untuk memperpanjang umur / masa pakai dari mesin / peralatan.
2.6 Jenis jenis Maintenance2.6.1 Planned Maintenance (Pemeliharaan Terencana)
Planned maintenance (pemeliharaan terencana) adalah pemeliharaan yang terorganisir dan dilakukan dengan pemikiran ke masa depan, pengendalian dan pencatatan sesuai dengan rencana yang telah ditentukan sebelumnya. Oleh Karena itu program maintenance yang akan dilakukan harus dinamis dan memerlukan pengawasan dan pengendalian secara aktif dari bagian maintenance melalui informasi dari catatan riwayat mesin / peralatan. Konsep planned maintenance ditujukan untuk mengatasi masalah yang dihadapi dengan pelaksanaan kegiatan maintemance. Komunikasi dapat diperbaiki dengan informasi yang dapat memberi data yang lengkap untuk mengambil keputusan. Adapun data yang penting dalam kegiatan maintenance antara lain laporan permintaan pemeliharaan, laporan pemeriksaan, laporan perbaikan dan lain lain. Pemeliharaan terencana (planned maintenance) terdiri dari tiga bentuk pelaksanaan, yaitu: (Stephen, 2004 : 15)
a. Preventive maintenance (pemeliharaan pencegahan)
Preventive maintenance adalah kegiatan pemeliharaan dan perawatan yang dilakukan untuk mencegah timbulnya kerusakan kerusakan yang tidak terduga dan menemukan kondisi atau keadaan yang dapat menyebabkan fasilitas produksi mengalami kerusakan pada waktu digunakan dalam proses produksi.
Dengan demikian semua fasilitas produksi yang diberikan preventive maintenance akan terjaminkelancarannya dan selalu diusahakan dalam kondisi atau keadaan yang siap dipergunakan untuk setiap operasi atau proses produksi pada setiap saat. Sehingga dapatlah dimungkinkan pembuatan suatu rencana dan jadwal pemeliharaan dan perawatan yang sangat cermat dan rencana produksi yang lebih tepat.b. Corrective maintenance (pemeliharaan perbaikan)Corrective maintenance adalah suatu kegiatanmaintenance yang dilakukan setelah terjadinya kerusakan atau kelalaian pada mesin / peralatansehingga tidak dapat berfungsi dengan baik.
c. Predictive maintenance
Predictive maintenance adalah tindakan tindakan maintenance yang dilakukan pada tanggal yang ditetapkan berdasarkan prediksi hasil analisa dan evaluasi data operasi yang diambil untuk melakukan predictive maintenance itu dapat berupa getaran, temperature, vibrasi, flow rate dan lain lainnya. Perencanaan predictive maintenance dapat dilakukan berdasarkan data dari operator di lapangan yang diajukan melalui work order ke departemen maintenance untuk dilakukan tindakan yang tepat sehingga tidak akan merugikan perusahaan.
2.6.2 Unplanned Maintenance (Pemeliharaan Tak Terencana)Unplanned maintenance biasanya berupa breakdown / emergency maintenance. Breakdown / emergency maintenance (pemeliharaan darurat) adalah tindakan maintenance yang tidak dilakukan pada mesin / peralatan yang masih dapat beroperasi, sampai mesin / peralatan tersebut rusak dan tidak dapat berfungsi lagi. Melalui bentuk pelaksanaan pemeliharaan tak terencana ini, diharapkan penerapan pemeliharaan tersebut akan dapat memperpanjang umur dari mesin / perlatan dan dapat memeprkecil frekuensi kerusakan.2.6.3 Autonomous Maintenance (Pemeliharaan Mandiri)Autonomous maintenance atau pemeliharaan mandiri merupakan suatau untuk dapat meningkatkan produktivitas dan efisiensi mesin / peralatan melalui kegiatan kegiatan yang dilaksanakan oleh operator untuk memelihara mesin / peralatan yang mereka tangani sendiri. Prinsip prinsip yang terdapat pada 5 S, merupakan prinsip yang mendasari autonomous maintenance, yaitu:a. Seiri (clearing up): Menyinkirkan benda benda ynng tidak diperlukan.
b. Seiton (organizing): Menempatkan benda benda yang diperlukan dengan rapi.c. Seiso (cleaning): Membersihkan peralatan dan tempat kerja.
d. Seiketsu (standarizing): Membuat standar kebersihan, pelumasan dan inspeksi.
e. Shitsuke (training and discipline): Meningkatkan skill dan moral.
Autonomous maintenance diimplemetasikan melalui 7 langkah yang akan membangun keahlian yang dibutuhkan operator agar mengetahui tindakan apa yang harus dilakukan. Tujuh langkah yang terdapat dalam autonomous maintenance adalah:
1. Membersihkan dan memeriksa (clean and inspect).
2. Membuat standar pembersihan dan pelumasan.
3. Menghilangkan sumber masalah dan area yang tidak terjangkau (eliminate problem and anaccesible area).
4. Melaksanakan pemeliharaan mandiri (conduct autonomous maintenance).
5. Melaksanakan pemeliharaan menyeluruh (conduct general inspection).
6. Pemeliharaan mandiri secara penuh (fully autonomous maintenance).
7. Pengorganisasian dan kerapian (organization and tidiness).2.7 Tugas dan Pelaksanaan Kegiatan MaintenanceSemua tugas tugas atau kegiatan dari pada maintenance dapat digolongkan ke dalam salah satu dari lima tugas pokok yang berikut:
1. Inspeksi (Inspections)
Kegiatan inspeksi meliputi kegiatan pengecekan dan pemeriksaan secara berkala (routine schedule check) terhadap mesin / peralatan sesuai dengan rencana yang bertujuan untuk mengetahui apakah perusahaan selalu mempunyai fasilitas mesin / peralatan yang baik untuk menjamin kelancaran prose produksi.
2. Kegiatan Teknik (Engineering)
Kegiatan teknik meliputi kegiatan percobaan atas peralatan yang baru dibeli adan kegiatan pengembangan komponen atau peralatan yang perlu diganti, serta melakukan penelitian penelitian terhadap kemungkinan pengembangan komponen atau peralatan juga berusaha mencegah terjadinya kerusakan.3. Kegiatan ProduksiKegiatan produksi merupakan kegiatan pemeliharaan yang sebenarnya yaitu dengan memperbaiki seluruh mesin / peralatan produksi.4. Kegiatan AdministrasiKegiatan administrasi merupakan kegiatan yang berhubungan dengan pencatatan pencatatan mengenai biaya biaya yang terjadi dalam melakukan kegiatan pemeliharaan, penyusunan planning dan schedulling, yaitu rencana kapan kegiatan suatu mesin / peralatan tersebut harus diperiksa, diservice dan diperbaiki.5. Pemeliharaan BangunanKegiatan pemeliharaan bangunan merupakan kegiatan yang tidak termasuk dalam kegiatan teknik dan produksi dari bagian maintenance.
2.8 Total Productive Maintenance (TPM)2.8.1 PendahuluanManajemen pemeliharaan mesin / peralatan modern dimulai dengan apa yang disebut preventive maintenance yang kemudian berkembang menjadi productive maintenance. Kedua metode pemeliharaan ini umumnya disingkat dengan PM dan pertama kali diterapkan oleh industri industri manufaktur di Amerika Serikat dan pusat segala kegiatannya ditempatkan satu departemen yang disebut maintenance department.Preventive maintenance mulai dikenal pada tahu 1950-an yang kemudian berkembang seiring dengan perkembangan teknologi yang ada dan kemudian pada tahun 1960-an muncul yang disebut productive maintenance. Total productive maintenance (TPM) mulai berkembang pada tahun 1970-an pada perusahaan di negara Jepang yang merupakan pengembangan konsep maintenance yang diterapkan pada perusahaan industri manufaktur Amerika Serikat yang disebut preventive maintenance. Seperti dapat dilihat masa periode perkembangan PM di Jepang dimana periode tahun 1950-an juga bisa dikategorikan sebagai periode breakdown maintenance.
Memepertahankan kondisi mesin / peralatan yang mendukung pelaksanaan proses produksi merupakan komponen yang penting dalam pelaksanaan pemeliharaan unit produksi. Tujuan pemeliharaan produktif (productive maintenance) adalah untuk mencapai apa yang disebut dengan profitable PM. (Wireman, 2004 : 1)2.8.2 Pengertian Total Productive Maintenance (TPM)TPM adalah hubungan kerjasama yang erat antara perawatan dan oraganisasi produksi secara menyeluruh yang bertujuan untuk meningkatkan kualitas produksi, mengurangi weast, mengurangi biaya produksi, meningkatkan kemampuan peralatan dan pengembangan dari keseluruhan sistem perawatan pada perusahaan manufaktur. Secara menyeluruh definisi dari total productive maintenance mencakup lima elemen, yaitu sebagai berikut: (Wireman, 2004 : 3)1. TPM bertujuan menciptakan suatu sistem preventive maintenance (PM) untuk memperpanjang umur penggunaan mesin / peralatan.2. TPM diterapkan pada bebagai departemen (seperti engineering, bagian produksi dan bagian maintenance).3. TPM bertujuan untuk memaksimalkan efektifitas mesin / peralatan secara keseluruhan (overall effectiveness).4. TPM melibatkan semua orang dari tingkatanmanajemen tertinggi hingga para karyawan / operator lantai produksi.5. TPM merupakan pengembangan dari sistem maintenance berdasarkan PM melalui manajemen motivasi.2.8.3 Manfaat daari Total Productive MaintenanceManfaat studi aplikasi TPM secara sistematik dalam rencana kerja jangka panjang pada perusahaan khususnya menyangkut faktor faktor berikut: (Panneerselyam, 2005 : 469)1. Peningkatan produktivitas dengan menggunakan prinsip prinsip TPM akan meminimalkan kerugian kerugian pada perusahaan.
2. Meningkatkan kualitas dengan TPM, meminimalkan kerusakan pada mesin / peralatan dan downtime mesin dengan metode metode terfokus.
3. Waktu delivery ke konsumen dapat ditepati, karena produksi yang tanpa gengguan akan lebih mudah untuk dilaksanakan.
4. Biaya produksi rendah karena rugi dan pekerjaan yang tidak memberi nilai tambah dapat dikurangi.
5. Kesehatan dan keselamatan lingkungan kerja lebih baik.
6. Meningkatkan motivasi kerja, karena hal dan tanggung jawab didelegasikan oleh setiap orang.
2.9 Analisa Produktivitas: Six Big Losses (Enam Kerugian Besar)Kerugian dan tindakan tindakan yang dilakukan dalam TPM tidak hanya berfokus pada pencegahan terjadinya kerusakan pada mesin / peralatan dan meminimalkan downtime mesin / peralatan. Akan tetapi banyak faktor yang dapat menyebabkan kerugian akibat rendahnya efisiensi mesin / peralatan saja. Rendahnya produktivitas mesin / peralatan yang menimbulkan kerugian bagi perusahaan sering diakibatkan oleh penggunaan mesin / peralatan yang tidak efektif dan efisien terdapat enam faktor yang disebut enam kerugian besar (six big losses). Efisiensi adalah ukuran yang menunjukkan bagaimana sebaiknya sumber sumber daya digunakan dalam proses produksi untuk menghasilkan output. Efisiensi merupakan karakteristik proses mengukur performasi aktual dari sumber daya relatif terhadap standar yang ditetapkan, sedangkan efektivitas merupakan karakteristik lain dari proses mengukur derajat pencapaian output dari sisitem produksi. Efektifitas diukur dari aktual output rasio terhadap output direncanakan. Dalam era persaingan bebas saat ini pengukuran sistem produksi yang hanya mengacu pada kuantitas output semata akan dapat menyesatkan karena pengukuran ini tidak memperhatikan karakteristik utama dari proses yaitu: kapasitas, efisiensi dan efektivitas.Menggunakan mesin / peralatan seefisien mungkin artinya adalah memaksimalkan fungsi dari kinerja mesin / peralatan produksi dengan tepat guna dan berdaya guna. Untuk dapat meningkatkan produktivitas mesin / peralatan yang digunakan maka perlu dilakukan analisis produktivitas dan efisiensi mesin / peralatan pada six big losses. Adapun enam kerugian besar (six big losses) tersebut adalah sebagai berikut: (Wireman, 2004 : 8)1. Downtime (Penurunan Waktu)a. Equipment failure/Breakdown (Kerugian karena kerusakan peralatan).b. Set-up and adjustment (Kerugian karena pemasangan dan penetelan).
2. Speed losses (Penurunan Kecepatan)a. Idling and minor stoppages (Kerugian karena beroperasi tanpa beban maupun berhenti sesaat).b. Reduced speed (Kerugian karena penurunan kecepatan).
3. Defects (Cacat)a. Process defect (Kerugian karena produk cacat maupun karena kerja produk diproses ulang).
b. Reduced yieled losses (Kerugian pada awal waktu produksi hingga mencapai waktu produksi yang stabil).
2.9.1 Equipment Failure / Breakdowns (Kerugian Karena Kerusakan Peralatan)
Kerusakan mesin / peralatan (equipment failure breakdown) akan mengakibatkan waktu yang terbuang sia sia yang mengakibatkan kerugian bagi perusahaan akibat berkurangnya volume produksi atau kerugian material akibat produk yang dihasilkan cacat.2.9.2 Set-up and Adjustment Losses (Kerugian Karena Pemasangan dan Penyetelan)Kerugian karena set-up dan adjustment adalah semua waktu set-up termasuk waktu penyesuaian (adjustment) dan juga waktu yang dibutuhkan untuk kegiatan kegiatan mengganti suatu jenis produk ke jenis produk berikutnya untuk produksi selanjutnya. Dengan kata lain total yang dibutuhkan mesin / peralatan tidak berproduksi guna mengganti peralatan (dies) bagi jenis produk berikutnya sampai dihasilkan produk yang sesuai untuk proses selanjutnya.2.9.3 Idling and Minor Stoppages Losses (Kerugian Karena Beroperasi Tanpa Beban Maupun Karena Berhenti Sesaat)Kerugian karena beroperasi tanpa beban maupun karena sesaat muncul jika faktor eksternal mengakibatkan mesin / peralatan berhenti berulang ulang atau mesin / peralatan beroperasi tanpa menghasilkan produk.
2.9.4 Reduced Speed Losses (Kerugian Karena Penurunan Kecepatan Operasi)
Menurunnya kecepatan produksi timbul jika kecepatan operasi aktual kecil dari kecepatan mesin / peralatan yang telah dirancang beroperasi dalam kecepatan normal. Menurunnya kecepatan produksi antara lain disebabkan oleh: (Wireman, 2004 : 8)a. Kecepatan mesin / peralatan yang dirancang tidak dapat karena berubahnya jenis produk atau material yang tidak sesuai dengan mesin / peralatan yang digunakan.
b. Kecepatan produksi mesin / peralatan menurun akibat operator tidak mengetahui berapa kecepatan normal mesin / peralatan sesungguhnya.
c. Kecepatan produksi sengaja dikurangi untuk mencegah timbulnya masalah pada mesin / peralatan dan kualitas produk yang dihasilkan jika diproduksi pada kecepatan produksi yang lebih tinggi.2.9.5 Process Defect Losses (Kerugian Karena Produk Cacat Maupun Karena Kerja Produk Diproses Ulang)Produk cacat yang dihasilkan akan mengakibatkan kerugian material,mengurangi jumlah produksi, limbah produksi meningkat dan biaya untuk pengerjaan ulang. Kerugian akibat pengerjaan ulang termasuk biaya tenaga kerja dan waktu yang dibutuhkan untuk mengolah dan mengerjakan kembali ataupun memperbaiki cacat produk cuma sedikit akan tetapi kondisi seperti ini bisa menimbulkan masalah yang semakin besar. (Wireman, 2004 : 9)2.9.6 Reduced Yieled Losses (Kerugian Pada Awal Waktu Produksi Hingga Mencapai Kondisi Produksi Yang Stabil)
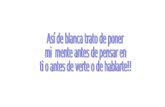
Reduced yieled losses adalah kerugian waktu dan material yang timbul selama waktu yang dibutuhkan oleh mesin / peralatan untuk menghasilkan produk baru dengan kualitas produk yang diharapkan. Kerugian yang timbul tergantung pada faktor faktor seperti keadaan operasi yang tidak stabil tidak tepatnya penanganan dan pemasangan mesin / peralatan atau cetakan (dies) ataupun operator tidak mengerti dengan kegiatan proses produksi yang dihasilkan. (Wireman, 2004 : 9)2.10 Overall Equipment Effectiveness (OEE)Overall equipment effectiveness (OEE) merupakan produk dari six big losses pada mesin / peralatan. Keenam faktor dalam six big losses dapat dikelompokkan menjadi tiga komponen utama dalam OEE untuk dapat digunakan dalam mengukur kinerja mesin / peralatan yakni: downtime losses, speed losses dan defect losses seperti dapat dilihat pada gambar dibawah ini. (Wireman, 2004 : 10)
Gambar 2.1. Overall Equipment EffectivenessOEE merupakan ukuran menyeluruh yang mengindentifikasikan tingkat produktifitas mesin / peralatan dan kinerjanya secara teori. Pengukuran ini sangat penting untuk mengetahui area mana yang perlu untuk ditingkatkan produktivitas ataupun efisiensi mesin / peralatan dan juga dapat menunjukkan area bottleneck yang terdapat pada lintasan produksi. OEE juga merupakan alat ukur untuk mengevaluasi dan memperbaiki cara yang tepat untuk jaminan peningkatan produktivitas penggunaan mesin / peralatan.
Formula matematis dari OEE (overall equipment effectiveness) dirumuskan sebagai berikut:
Kondisi operasi mesin / peralatan produksi tidak akan akurat ditunjukkan jika hanya didasari oleh perhitungan satu faktor saja, misalnya performance efficiency saja. Dari enam yang ada pada six big losses haarus diikutkan dalam perhitunga OEE kemudian kondisi aktual dari mesin / peralatan dapat dilihat secara akurat.2.10.1 AvailabilityAvailability merupakan rasio operation time terdapat waktu loading time-nya. Sehingga dapat menghitung availability mesin dibutuhkan nilai dari:
a. Operation time
b. Loading time
c. Downtime
Nialai availability dihitung dengan rumus sebagai berikut:
Loading time adalah waktu yang tersedia (availability) per hari atau per bulan dikurang dengan waktu downtime mesin direncanakan (planned downtime).
Planned downtime adalah jumlah waktu downtime mesin untuk pemeliharaan (scheduled maintenance) atau kegiatan manajemen lainnya. Operation time merupakan hasil pengurangan loading time dengan waktu downtime mesin (non-operation time) dengan kata lain operation time adalah waktu operasi tersedia (availability time) setelah waktu downtime mesin dikeluarkan dari total availability yang direncanakan. Downtime mesin adalah waktu proses seharusnya digunakan mesin akan tetapi karena adanya gangguan pada mesin / peralatan (equipment failures) mengakibatkan tidak ada output yang dihasilkan. Downtime meliputi mesin berhenti beroperasi akibat kerusakan mesin / peralatan, penggantian cetakan (dies), pelaksanaan prosedur setup dan adjesment dan lain lainnya. (Wireman, 2004 : 10)2.10.2 Performance EfficiencyPerformance efficiency merupakan hasil perkalian dari operation speed rate dan net operation rate, atau rasio kuantitas produk yang dihasilkan dikalikan dengan waktu siklus idealnya terhadap waktu yang tersedia yang melakukan proses produksi (operation time). Operation speed rate merupakan perbandingan antara kecepatan ideal mesin berdasarkan kapasitas mesin seharusnya (theoretical / ideal cycle time) dengan kecepatan aktual mesin (actual cycle time). Persamaan matematiknya ditunjukkan sebagai berikut: (Wireman, 2004 : 11)
Net operation rate merupakan perbandingan antara jumlah produk yang diproses (processes amount) dikali actual cycle time dengan operation time. Net operation time berguna untuk menghitung rugi rugi yang diakibatkan oleh minor stoppages dan menurunnya kecepatan produksi (reduced speed). Tiga faktor penting yang dibutuhkan untuk menghitung performance efficiency:
1. Ideal cycle (waktu siklus ideal / waktu standart).
2. Processed amount (jumlah produk yang diproses).
3. Operation time (waktu operasi mesin / peralatan).
Performance efficiency dapat dihitung sebagai berikut:
2.10.3 Rate Of Quality ProductRate of quality product adalah rasio jumlah produk yang lebih baik terhadap jumlah total produk yang diproses. Jadi rate of quality product adalah hasil perhitungan dengan menggunakan dua faktor berikut: (Wireman, 2004 : 12)a. Processed amount (jumlah produk yang diproses).
b. Defect amount (jumlah produk cacat).
Rate of quality product dapat dihitung sebagai berikut:
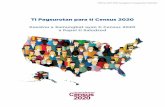
2.11 Tahapan PDCASiklus PDCA umunya digunakan untuk mengetes dan mengimplementasikan perubahan perubahan untuk memperbaiki kinerja produk, proses atau pun sistem produksi di masa yang akan datang.
Gambar 2.2. Siklus PDCAPenjelasan dari tahap tahap dalam siklus PDCA adalah sebagai berikut (M. N. Nasution, 2005:32)
1. Mengembangkan rencana (Plan)
Merencanakan spesifikasi, menetapkan spesifikasi atau standar kualitas yang terbaik bagi produk mau pun sistem produksi, memberikan pengertian kepada bawahan akan pentingnya kualitas dari produk dan sistem produksi, pengendalian kualitas ini dilakukan secara terus menerus dan berkesinambungan.
2. Melakukan rencana (Do)
Rencana yang telah disusun diimplementasikan secara bertahap, mulai dari skala kecil dan pembagian tugas merata sesuai dengan kapasitas dan kemampuan dari setiap personil. Selama dalam melakukan rencana harus dilakukan pengendalian, yaitu mengupayakan agar seluruh rencana dilakukan dengan sebaik mungkin agar sasaran dapat tercapai.
3. Memberikan atau meneliti hasil yang dicapai (Check)Memeriksa atau meneliti merujuk pada penetapan apakah pelaksanaannya berada dalam jalur, sesuai dengan rencana dan memantau kemajuan perbaikan yang direncakan. Membandingkan kualitas hasil produksi dengan standar yang ditetapkan, berdasarkan penelitian diperoleh data kegagalan dan kemudian ditelaah penyebab kegagalannya.
4. Melakukan penyesuaian bila diperlukan (Action)
Penyesuaian dilakukan bila dianggap perlu, yang didasarkan hasil analisis di atas. Penyesuaian berkaitan dengan standardisasi prosedur baru guna menghindari timbulnya kembali masalah yang sama atau menetapkan sasaran baru bagi perbaikan berikutnya.Untuk melaksanakan pengendalian kualitas terhadap produk dan sistem produksi, terlebih dahulu perlu dipahami beberapa langkah dalam melaksanakan pengendalian kulitas. Menururt Roger G. Schroeder (2007:173) untuk mengimplementasikan perencanaan, pengendalian kualitas terhadap produk maupun sistem produksi, pengendalian dan pengembangan kualitas diperlukan langkah langkah sebagai berikut:1. Mengidentifikasi karakterristik (atribut) kualitas.
2. Menentukan bagaimana cara mengukur setiap karakteristik.
3. Menetapkan standar kualitas.
4. Menetapkan program inspeksi.
5. Mencari dan memperbaiki penyebab kualitas yang rendah.
6. Terus menerus melakukan perbaikan.
6
8
10
12
14
16
OEE=AvailabilityxPerformanceefficiencyxRateofqualityproductx100%
Availability = QUOTE
Availability = QUOTE
Loadingtime=TotalavailabilityPlanneddowntime
Operation speed rate = QUOTE
Net operation rate = QUOTE
Perfomanceefficiency=netoperatingxoperatingcycletime
18
5