







Bahasa
Halaman
Hukum


Production Optimization of Pump Jacks
by
HASSAN KHAN
Submitted
in partial fulfillment of the requirements
for the degree of
MASTER OF ENGINEERING
Major Subject: Petroleum Engineering
at
DALHOUSIE UNIVERSITY
Halifax, Nova Scotia July, 2009
© Copyright by Hassan Khan, 2009

1*1 Library and Archives Canada
Published Heritage Branch
395 Wellington Street Ottawa ON K1A 0N4 Canada
Bibliotheque et Archives Canada
Direction du Patrimoine de I'edition
395, rue Wellington OttawaONK1A0N4 Canada
Your file Votre reference ISBN: 978-0-494-55456-2 Our file Notre reference ISBN: 978-0-494-55456-2
NOTICE: AVIS:
The author has granted a nonexclusive license allowing Library and Archives Canada to reproduce, publish, archive, preserve, conserve, communicate to the public by telecommunication or on the Internet, loan, distribute and sell theses worldwide, for commercial or noncommercial purposes, in microform, paper, electronic and/or any other formats.
L'auteur a accorde une licence non exclusive permettant a la Bibliotheque et Archives Canada de reproduire, publier, archiver, sauvegarder, conserver, transmettre au public par telecommunication ou par I'lnternet, preter, distribuer et vendre des theses partout dans le monde, a des fins commerciales ou autres, sur support microforme, papier, electronique et/ou autres formats.
The author retains copyright ownership and moral rights in this thesis. Neither the thesis nor substantial extracts from it may be printed or otherwise reproduced without the author's permission.
L'auteur conserve la propriete du droit d'auteur et des droits moraux qui protege cette these. Ni la these ni des extraits substantiels de celle-ci ne doivent etre imprimes ou autrement reproduits sans son autorisation.
In compliance with the Canadian Privacy Act some supporting forms may have been removed from this thesis.
Conformement a la loi canadienne sur la protection de la vie privee, quelques formulaires secondaires ont ete enleves de cette these.
While these forms may be included in the document page count, their removal does not represent any loss of content from the thesis.
Bien que ces formulaires aient inclus dans la pagination, il n'y aura aucun contenu manquant.
• • •
Canada

DALHOUSIE UNIVERSITY
To comply with the Canadian Privacy Act the National Library of Canada has requested that the following pages be removed from this copy of the thesis :
Preliminary Pages Examiners Signature Page - . Dalhousie Library Copyright Agreement
Appendices Copyright Releases (if applicable)

IV
LIST OF TABLES
Table 2.1: API rod specifications [7] 14
Table 2.2: Pump Constants and Plunger Areas for Commonly Used API Pumps [10] 28
Table 4.1: Data required for Acoustic method [14] 48
Table 6.1: IPR calculations data 62

V
LIST OF FIGURES
Figure 2.1: Pump Jack Configuration [1] 6
Figure 2.2: Conventional pumping unit [2] 7
Figure 2.3: Mark II pumping unit [4] 8
Figure 2.4: Air Balanced pumping unit [5] 9
Figure 2.5: Dynamometer Card [3] 12
Figure 2.6: Sucker rod and Coupling [7] 13
Figure 2.7: Goodman Diagram for API rods and Service Factor of One [3] 15
Figure 2.8: Sucker rod pump valve operation [1] 18
Figure 2.9: Bottomhole pump operation [3] 20
Figure 2.10: Standard bottomhole pumps [9] 22
Figure 2.11: Standard bottomhole pumps [9] 23
Figure 2.12: Specialty bottomhole pumps [9] 26
Figure 3.1: Acoustic Well Sounder System [11] 31
Figure 3.2: Manual Gas Gun [12] 32
Figure 3.3: Microphone [7] 33
Figure 3.4: Fluid Level Measurement Showing Induced Wave and Echo Off of Fluid Top [13] 34
Figure 4.1: Wellbore [14] 37
Figure 5.1: Fluid Flow to the Wellbore [ 14] 49
Figure 5.2: Constant Productivity Index IPR 52
Figure 5.3: Vogel's IPR Curve [13] 54
Figure 5.4: Flow efficiency curves [17] 55
Figure 5.5: Composite IPR Curve (Courtesy Penn west energy) 56
Figure 6.1: Well Production Graph (GEOSCOUT) 57
Figure 6.2: Well Production graph (GEOSCOUT) 58
Figure 6.3: Fluid Level Gradient (Prime Pump Industries Inc.) 61
Figure 6.4: Composite IPR Graph (Courtesy Penn West Energy) 63
Figure 6.5: Well information data input (RODSTAR) 65
Figure 6.6: Pressure and Production data input (RODSTAR) 66
Figure 6.7: IPR Calculation (RODSTAR) 67

vi
Figure 6.8: Pump & Tubing data input (RODSTAR) 68
Figure 6.9: Rod String data input (RODSTAR) 69
Figure 6.10: Pumping Unit data input (RODSTAR) 70
Figure 6.11: Prime mover data input (RODSTAR) 71
Figure 6.12: IPR result (RODSTAR) 72
Figure 6.13: Dynamometer Result (RODSTAR) 72
Figure 6.14: IPR Result sheet (RODSTAR) 73
Figure 6.15: Well data result (RODSTAR) 73
Figure 6.16: Tubing result (RODSTAR) 74
Figure 6.17: Rod string result (RODSTAR) 74
Figure 6.18: Gearbox loading result (RODSTAR) 75
Figure 6.19: Rod string data input II (RODSTAR) 76
Figure 6.20: Rod string result II (RODSTAR) 76

LIST OF SYMBOLS AND ABBREVIATIONS
AQL = Change in liquid production rate
APwf - Change in flowing bottomhole pressure
D = Fluid level depth, ft
Dpcrfs = Distance between the MPP and pump, ft
F0 = Oil gradient correction factor
G0 = Corrected oil gradient, psi/ft
Gw = Corrected water gradient, psi/ft
L = Oil column height above the pump, ft
L) = Fluid height (before depression), ft
L2 = Fluid height (after depression), ft
Pwf - Flowing bottomhole pressure, psi
Pc = Casing pressure, psi
Pci = Casing pressure at L\, psi
Pc2 = Casing pressure at L2, psi
Pgc = Gas column pressure, psi
P0 = Oil column pressure, psi
PL = Oil-water column pressure, psi
Ps = Static reservoir pressure, psi
Q0 = Oil production rate, BPD
QL = Total liquid production rate, BPD
QLmax = Maximum production rate, BPD
Qw = Water production rate, BPD

viii
T = Tensile strength, psi
Tr = Round trip time of transient wave, sec
V = Acoustic velocity, ft/sec
BPD = Barrels per day
BHP = Bottomhole pump
GOR = Gas/Oil ratio
IPR = Inflow Performance Relationship
MPP = Midpoint of perforations
PI = Productivity Index
SPM = Strokes per minute
SV = Standing valve
TV = Travelling valve

IX
ACKNOWLEDGEMENTS
The author would like to acknowledge all these people whose help, support and guidance was
indispensable in preparation of this report:
First and foremost to Dr. Michael Pegg for supervising this work and being patient enough to
allow me to work through correspondence from Alberta where I work full time as a Petroleum
Engineer for Penn West Energy. Thanks are due to Dr. Pak Yeut and Dr. M. Satish for
examining this work. Thanks are also due to Mr. Stephen Urselescu, P.E. (Ex- Operations
Manager, Penn West Energy, Calgary, AB), to Mr. Gord Wichert, P.E. (Manager, North
Development Team, Penn West Energy, Calgary, AB), to Mr. Kenny wheat (Director Technical
Services, GPSA, Tulsa, OK) and to all Penn West Energy Staff on the Swan Hills team.

X
ABSTRACT
Optimization in the oil and gas world means the practice of obtaining the maximum amount of production from oil and gas wells for the least operating and transportation costs. In other words the lifting, transportation and facility operation costs should be kept at a minimum to maximize the economics of production. If we are successful at increasing the production from a well, but at the same time create a drastic increase in operating costs, we have failed at optimizing.
In many cases, we may be very successful at optimization without any increase in production by optimizing our pipelines and facilities. The focus of this report is restricted to the optimization process of a pump jack which will help us in reducing our lifting costs per barrel of oil equivalent (BOE). In that case, if we can eliminate one failed pump jack gear box or increase the run life of a downhole pump etc., we have been just as successful at optimizing as if we had achieved a significant increase in production.
The basic configuration of a pump jack consists of a beam jack driven by an electric or gas engine which moves a rod string in a reciprocating motion to operate a downhole positive displacement pump consisting of a barrel and plunger assembly.
The process of rod pump optimization is not very complicated but requires regular monitoring of things like daily production, Gas/Oil ratio (GOR), the amount of fluid in the well, tubing and casing pressures etc. In order to optimize production, it is very important to know what the well is currently producing compared to what it is capable of producing and hence the project will focus on the questions and the data required to successfully optimize a pump jack.

xi
TABLE OF CONTENTS
Page
LIST OF TABLES iv
LIST OF FIGURES v
LIST OF SYMBOLS AND ABBREVIATIONS vii
ACKNOWLEDGEMENTS ix
ABSTRACT x
1 INTRODUCTION 1
1.1 Background 1
1.2 Objectives 2
1.3 Introduction to Topics of the Report 3
2 PUMP JACK CONFIGURATION AND OPERATION 5
2.1 Pumping Units 5
2.1.1 Conventional Units 6
2.1.2 Mark II Units 7
2.1.3 Air Balanced Units 8
2.2 Beam Pump Classification 9
2.3 Prime Movers 11
2.3.1 Gas Engines 11
2.3.2 Electric Motors 11
2.4 Sucker Rods 12
2.4.1 API Rods 13
2.4.2 Analysis of Rod Loading 14
2.4.3 Non API Rods 16
2.5 Reciprocating Rod Pump 17
2.5.1 API Pumps 20
3 GATHERING FLUID LEVEL DATA 29
3.1 Optimizing Wells 29
3.2 Considerations 29

xii
3.3 Pumping Fluid Level 30
3.4 Acoustic Well Sounder (Fluid Level) 30
3.5 Fluid Level Equipment 30
3.5.1 Wellhead Attachment (Gun) 31
3.5.2 Recorder 32
3.6 Gathering Good Fluid Level Data 34
4: FLOWING BOTTOMHOLE PRESSURE & IPR 36
4.1 Flowing Bottomhole Pressure 36
4.2 Acoustic Method 37
4.2.1 Scenario 1 41
4.2.2 Scenario 2 41
4.2.3 Scenario 3 42
4.3 Pump above or below the Producing Interval 43
4.3.1 Pump above the Producing Interval 43
4.3.2 Pump below the Producing Interval 45
4.4 Annular Fluid Gradients 45
4.4.1 Depression Method 45
5 INFLOW PERFORMANCE RELATIONSHIP (IPR) 49
5.1 Introduction 49
5.2 Constant PI 50
5.2.1 Graphical Analysis 51
5.2.2 Non Graphical Analysis 53
5.3 Vogel's Curve 53
5.3.1 Vogel's limitations: 54
5.4 Combination Constant PI and Vogel's Curve 56
6 CASE STUDY OF BHP DESIGN AND PUMP JACK OPTIMIZATION 57
6.1 Data Analysis 57
6.2 Bottomhole Pump Design 59
6.3 Fluid Level Data 59
6.4 IPR Calculations 62
6.5 Pump Jack Selection 63

xiii
6.6 Results 77
7 CONCLUSIONS AND RECOMMENDATIONS 78
7.1 Conclusions 78
7.1.1 Recommendations 78
8 REFERENCES 80
APPENDIX A 82
APPENDIX B 84

1 INTRODUCTION
1.1 Background
In the context of oil and gas well production engineering, optimization means the practice of
obtaining the maximum amount of production from oil and gas wells for the least operating
costs. In other words the lifting cost per barrel of oil equivalent (BOE) should be kept at a
minimum to maximize the economics of production. If we are successful at increasing the
production from a well, but at the same time create a drastic increase in operating costs, we have
failed at optimizing.
In many cases, we may be very successful at optimization without any increase in production
whatsoever. This occurs with depleted oil fields like here in Alberta that are on artificial lift for
the most part or shallow gas fields where the wells are not capable of more production, and all
optimization efforts are directed towards reducing operating costs. In that case, if we can
eliminate one failed pump jack gear box or increase the run life of a downhole pump etc., we
have been just as successful at optimizing as if we had achieved a significant increase in
production.
The town of Swan Hills Alberta had its first well drilled in 1959 by Amoco Canada together with
British American (Gulf) and has been producing 41 degree API oil ever since but the daily
production has gone down quite substantially. The south Swan Hills unit now operated by Penn
West Petroleum is using artificial lift systems to recover whatever oil and gas is left in the
reservoir. My job as a production engineer is to make sure that production costs are kept low
while seeking incremental volumes from the current producing oil wells. There are close to 200
wells in the south Swan Hills unit with over 50 pump jacks. The basic configuration of a pump
jack consists of a beam jack driven by an electric or gas engine which moves a rod string in a
reciprocating motion to operate a downhole positive displacement pump consisting of a barrel
and plunger assembly.
The process of rod pump optimization is not very complicated but requires regular monitoring of
things like daily production, GOR, the amount of fluid in the well, tubing and casing pressures
1

2
etc. To optimize production, it is very important to know what the well is currently producing
compared to what it is capable of producing and hence the following are some of the questions
that need to be answered.
• Is there a high fluid level in the well?
• Is the fluid liquid oil or a column of foam?
• What is the maximum production rate you can expect from this well?
Based on these questions the following points need to be considered before attempting to
increase production from a well.
1. Reservoir Consideration: Will the GOR or water production increase excessively?
2. Equipment Limitations: Will the existing rod and pump unit be over-stressed if the
pumping rate, pump size, or stroke length is increased?
3. Economic Consideration: If new equipment must be purchased in order to pump more
fluid, will the increase in production be large enough to pay for the equipment and its
cost of installation?
4. Surface Facility Considerations: Are existing treatment and storage facilities adequate or
will expansions or upgrading being required? Expansions to existing facilities can be
required due to EOR (Enhanced Oil Recovery) initiatives resulting in higher total fluid
production from the producing wells.
Based on these considerations we start the process of optimization and try to either increase
production, reduce operating costs or both if possible. There are various software (Rodstar,
Perform, Echometer well performance etc.) to help a production engineer with the optimization
process, although, it is more desirable for an engineer to apply his knowledge, skills, experience
and engineering judgment to perform the calculations manually or through spread sheets or at
least carry out manual verification of the results provided by these software.
1.2 Objectives
The objectives of this report are:
i. To describe the basics of Pump Jacks, its components and operation.

3
ii. To describe the operation of a downhole sucker rod pump and its components,
iii. To describe the steps and processes involved in rod pump optimization from a
production/optimization engineering point of view,
iv. To introduce the process of finding out the level of fluid in a wellbore which would help
to calculate the flowing bottomhole pressure (BHP) at the midpoint of perforations. This
flowing bottomhole pressure coupled with the static reservoir pressure will help in
finding out the inflow performance relationship of the well,
v. This whole process would give an engineer the data required to make an informed
decision whether to upsize or downsize the pump to optimize its operation and reduce
costs or increase production.
1.3 Introduction to Topics of the Report
This report will describe the above mentioned in different chapters and the chapters included are
as follows:
2: Pump Jack Configuration and Operation
This chapter contains a detailed description of a pump jack, the different types and components
that make and run a pump jack. The chapter also describes downhole pump that consists of a
barrel and plunger assembly - its different types and sizes and how it operates. Sucker rods,
which provides a link between the surface unit and the downhole pump, its different types and
how to calculate rod loading based on the API modified Goodman diagram.
3: Gathering Fluid Level Data
This chapter describes the considerations and steps involved in rod pump optimization. It
includes a brief description of the equipment used to conduct fluid level measurements and the
basic theory behind it. It includes the steps involved in gathering accurate and dependable fluid
level data which is the key to any rod pump optimization.
4: Bottomhole Pressure (BHP)
This chapter describes in detail how to calculate the flowing bottomhole pressure in the wellbore
at the midpoint of perforations. Different scenarios could significantly change the flowing

4
bottomhole pressure and the difference between pump intake pressure and flowing bottomhole
pressure. This bottomhole pressure once determined along with the static reservoir pressure is
used to determine the inflow performance relationship (IPR) of a particular well.
5: Inflow Performance Relationship (IPR)
Fluid flow in a reservoir is caused by the fluid moving from an area of high pressure to an area of
low pressure. As fluid is removed from the producing interval, the pressure is reduced. A
pressure drop is created between the producing interval and the reservoir pressure. The greater
the pressure drop, the higher the fluid flow. This relationship is called the inflow performance
relationship (IPR) and is discussed in detail in this chapter. It includes both the constant
productivity index IPR and the Vogel's curve which accounts for the solution gas contained in
the oil.
6: A case study of bottomhole pumps design and pump jack optimization.

2 PUMP JACK CONFIGURATION AND OPERATION
2.1 Pumping Units
Sucker rod pumps are an important asset in the way oil is produced today. The pump jack, also
known as a beam unit is by far the most widely used surface unit. Operating costs are fairly low
and they offer the least amount of operating problems. Over 85% of all wells that require
artificial lift are using this method, which is pictured in the schematic below. The schematic
includes a conventional pumping unit, as well as a standard oil well configuration.
These units can be divided into three classes:
1. Conventional class I lever system
2. Mark II class III lever system
3. Air balanced class III lever system
The operating principle is the same for all API beam units. A walking beam is moved by a crank
that is connected to an electric drive or a gas engine with a belt as shown in Figure 2.1.
Alternative names for pump jacks are horse-head pumps, grasshopper pumps, sucker-rod pumps,
nodding donkeys, beam pumps, thirsty bird pumps and jack pumps. Pump jacks drive the
reciprocating pumps in the well to raise fluids out. These are mostly used onshore and on wells
with lower pressure. The lower pressure could either be because of the lower initial pressure or
when the higher initial pressure has been exhausted to the level that natural flow is no more
feasible or possible.
5

6
D ) T'~""
r..-. i H - t'
1J r.ii-'r- 3 r :•:••:
Figure 2.1: Pump Jack Configuration [1]
2.1.1 Conventional Units
Conventional units are the most commonly used and have the advantage of being the least
expensive to manufacture. These units are mostly crank counter balanced but smaller units that
are beam counter balanced are also available.

7
Figure 2.2: Conventional pumping unit [2]
A crank and beam counter balance combination is often used. Conventional pumps come in gear
box sizes between 25,000 in-lbs to 912,000 in-lbs and stroke lengths of 12 to 168 inches [3]. A
typical conventional pumping unit is shown in Figure 2.2.
2.1.2 Mark II Units
The Mark II unit structure is generally capable of producing more fluid without equipment
overloads when compared with either conventional or air balanced units. They are very
expensive because of their extra counterbalance weight requirement to offset the structural
unbalance and also due to their complex geometry. They are seldom used in Alberta. A typical
Mark II unit is shown in Figure 2.3.

SAMSON POST BEARING ASSEMBLY WALKING BEAM
NiA-'-'-ss.
? 1 * ><
: \\
V-
POST" •'••*•.*.•
CROSS YOKE BEABlfiG
* * ' ^ s — ^ ^ w . . ••- ' - - ^ - ^ - ^ c ^ t ^ ;;»»r r#?wa
ANGLE BRACE
COUNTERWEIGHT
X 1 FITMAfl —*• f
>1.
HORSE HEAD
;*'
CROSS ̂ % ! r ^ " : / YOKE V £ 3 :' ' . ,,'.
V I
WIRELINE
LAOOCfi
PRIME MOVES
'\V 'v'X CRfiflK
• \
"••—t& BRAKE '• • K CABLE
XV#;T; ^ ^ T V.( %S
' • » .
;•» X . 8EA*1I;G
" /T?M- CRANK
l „ f i * — — GUARD
" •,....- "*!•;• •f---H-.;-'*''.V'..'}'- * v.ff 1
ia: Figure 2.3: Mark II pumping unit [4]
Mark II pump jacks require crank counter balance by necessity. The improved structure
geometry and phased counter balance torque are the main advantages derived from this type of
unit. Gearbox sizes range from 114,000 in-lbs and stroke lengths range from 64 inches to 216
inches [3].
2.1.3 Air Balanced Units
An air balanced unit as shown in Figure 2.4 is lighter in weight due to no counter balance
requirement. They are favorite offshore pumping units due to being light weight. The air cylinder

9
Figure 2.4: Air Balanced pumping unit [5]
and piston arrangement can provide large counter balance without overloading the equipment.
They are costlier to maintain than a conventional unit due to pneumatic controls and compressed
air requirement. Air balanced units are available with gear box sizes ranging from 114,000 in-lbs
to 256,000 in-lbs and with stroke lengths ranging from 64 inches to 240 inches [3].
2.2 Beam Pump Classification
Pumping units are described by the API as follows [6]:
Type: C - conventional, M - Mark II, A - air-balanced
Reducer rating: thousand inch - pounds

10
Structure rating: hundred pounds
Maximum stroke: inches
Structural Unbalance (SUB): pounds
Example:
C - 9 1 2 - 3 6 5 - 1 6 8 SUB:-1500 lbs
Where;
C = Type of Pumping Unit (Conventional)
912 = Gear reducer peak torque rating (thousand of inch lbs)
365 = Polish rod/structure load rating (hundred lbs)
168 = Maximum stroke length (inches)
The negative structural unbalance of -1500 lbs. is an indication of the unit being horse head
heavy [3].
The most common way to counter balance a pumping unit is by adding adjustable weights to the
crank. It can be approximately calculated by adding the buoyed sucker rod weight to half of the
expected fluid load. Counter balance can also be roughly calculated using the equation 2.1.
Max. C'balance Torque (in-lbs) = [C'balance at PR (lbs) - Str. Unbalance] x 0.5 SL (Eq. 2.1)
These approximations are used only for design purposes. Actual counterbalance requirement for
a given well is determined by many variables in a pumping system (pumping speed, pump
fillage, downhole friction etc.). Therefore, proper balancing can only be done on a well by well
basis, and under stabilized pumping conditions.
Beam units are the most common rod pumping units available. However, other types are being
used with varying degrees of success. These types include winch, hydraulic and pneumatic.
Although these units may have advantages over beam units, they usually require more
maintenance and hence seldom used in the oil industry.
11
2.3 Prime Movers
Prime movers can be broken down into two broad categories, gas engines and electric motors.
2.3.1 Gas Engines
Engines are of two basic types: high speed and low speed engines.
High speed engines usually have 6 cylinders and operate between 800 - 1400 RPM. Low speed
engines are normally single cylinder and operate between 200 - 600 RPM. High speed engines
have a smaller flywheel effect compared to low speed engines. Thus slow speed engines behave
similarly to the standard NEMA D type electric motor where high speed engines behave more
like the ultra high slip electric motor [3].
When compared to electric motors, energy costs were usually less for gas engines but with
increasing gas prices there isn't much of a difference anymore. The initial and maintenance costs
are also normally higher for gas engines. Electric motors also have an advantage over gas
engines when it comes to well automation such as using pump off controllers for remotely
monitoring wells [3].
2.3.2 Electric Motors
Electric motors can also be classified into two types:
1. Standard NEMA D
2. Ultra high slip
Speed variation for NEMA D motor is small due to lower slips (8 - 12%). Speed variation is
expressed in equation 2.2.
Speed variation (%) = (Max - Min) / (Max) x 100 (Eq. 2.2)
Higher speed variations of 35 - 50% are achievable through ultra high slip motors. The benefits
of using ultra high speed motors is,
1. Improved rod loading shown in Figure 2.5
2. Reduced torque load on the gear box

12
NEMA D Ultra High Slip
Figure 2.5: Dynamometer Card [3]
Ultra high slip motors are offered in several sizes ranging from about 10 HP to about 200 HP.
Each size is equipped with power modes. Higher modes have higher horse power rating but
lower speed variations [3].
Speed variations can be increased by "minimizing the upstream rotary inertia to the reducer. This
includes the unit sheave, motor sheave and motor rotor. For example, more speed variation can
be expected with a 32 inch sheave and 8 inch motor sheave than with a 44 inch sheave and 11
inch motor sheave.
Inertia effects can be enhanced by locating the leading weights at ends of cranks and by moving
the trailing or lagging weights inward the required amount for proper balance"[3].
2.4 Sucker Rods
Sucker rods provide the link between the surface unit and the downhole pump. Because of size
restraints, an adverse environment and strength limitation, the sucker rod is normally considered
the weak link in a pumping system. For this reason surface equipment performance is often
judged by how good the equipment is on the rods.

13
l-l'SET HEM J
/ /
KOIJ UOHY
i",s snocu:.>/:/{ r.tc /; / /
(W1N1Y nfl
/ W W
TilKEALV:
H'fiKM:// i'l.AV SHOVLDEH
COUEL.WT; /io/>y
COUPUXO FACE
Figure 2.6: Sucker rod and Coupling [7]
Longer unit strokes are normally preferred to maximize production with fewer rod reversals.
Longer stokes also help in reducing peak loads and the resulting stress ranges which increase the
life of the sucker rods [3].
2.4.1 API Rods
There are three API classes of sucker rods. These are class C, D and K. API rod specifications
are shown in Table 2.1.

14
Table 2.1: API rod specifications [7]
API Class
Min. tensile strength, psi
Hardness, Brinell
Metallurgy
C
90,000
185-235
AISI 1036 (Carbon)
D
115,000
235-285
Carbon or Alloy
K
85,000
175-235
AISI 46xx (Alloy)
A steel rod has a modulus of elasticity of around 3,050,000 lbs/in that includes a small correction
for the coupling and a stress wave propagation velocity of about 14,400 feet per second. There is
KD rod (not API recognized) also manufactured that has K rod metallurgy but a higher strength
equal to that of D rod [3]. API rods are 25 feet (± 2 inches) long in length.
2.4.2 Analysis of Rod Loading
The most meaningful method for evaluating rod loading is based on the API Modified Goodman
Diagram. This allows consideration of both maximum stress and stress range. A graphical
evaluation is shown in Figure 2.7. This procedure in Figure 2.7 evaluates rod loads for a service
factor of one (Ideal conditions such as no corrosion, fluid pound etc.)

15
in Vi -+—»
t/5
75000
60000
45000
30000
15000
Maximum Allowable Stres,
Figure 2.7: Goodman Diagram for API rods and Service Factor of One [3]
1. /Find out the tensile strength (T) of the rod in use. Table 2.1 can be used for API rods
2. Lay the maximum stress on the Y-axis and the minimum stress on the X-axis. Draw a 45
degree line through it which establishes the minimum allowable stress.
3. Calculate T/1.75 and lay it on the 45 degree line.
4. Calculate T/4 and mark it on the Y-axis. Connect this point to point laid off on the 45
degree line in step 3. This line establishes the maximum allowable stress for a service
factor of one.
5. Find out the peak polish rod load and lay it off on the graph. Find out the stress range for
rod type from the graph. If the peak load determined is greater than the maximum
allowable stress for those rods, they are overloaded.
The Goodman method is an easy way to determine the stress range for a particular rod type. It
helps in deciding to lower the allowable peak stress by replacing with a higher strength rod when
the stress range is high and vice versa.

16
The Goodman diagram calculations are applicable to ideal conditions as mentioned - i.e.
flawless handling practices, no manufacturing defects, and totally non corrosive well fluids. If
any of these conditions are present, particularly corrosive well fluids, the allowable stress range
should be de-rated from the ideal situation.
Most studies concerning rod failures show that over half of the failures are connector breaks. It
usually happens due to inappropriate joint make up and can be avoided using power tongs. In
wells deeper than 2000 feet, the rod sizes are normally tapered which provides a stronger yet
lighter rod design [3].
2.4.3 Non API Rods
The Electric rod from Oilwell is an extra high strength steel rod. They are very expensive but can
be a good substitute in wells experiencing higher rod failures.
It's the heat treating process that gives the electric rod its ultra high strength. The rod's core is
pre stressed and hence does not have a stress range like the other API steel rods. The Goodman
diagram cannot be used to evaluate stress loading in this rod type [3].
Continuous rod or Corod is a single piece of rod with no connectors. They come in 1/6 inch
tapers rather than the standard 1/8 inch seen in API rods. Since they have the same metallurgy as
the API steel rod, the Goodman diagram can be applied to evaluate stress loading in these rods.
The rod is wound on a large spool, and thus requires special equipment for running and pulling
operations [3].
Fiberglass sucker rod has certain advantages over steel rods.
1. They are lighter than steel rods, which reduce equipment loading and energy usage
2. They are corrosion resistant
3. They are four times more stretchable than the standard API steel rods
They also have their disadvantages such as,

17
1. They wear more quickly in deviated wells
2. Their maximum temperature rating is 200 degree Fahrenheit
3. The maximum torque is 100 ft-lbs for 1 inch rod
4. They are extremely difficult to fish in case of rod breaks
5. It is very difficult to space out the pump with fiberglass rods only. Smaller steel rods
called "Ponies" are used on top to compensate for that.
Fiberglass rods have a lower modulus of elasticity than steel rods and hence can stretch four
times more than the standard API steel rods. Their modulus of elasticity ranges from 6,300,000
to 8,100,000 lbs/in and have a stress wave propagation velocity of approximately 14,400 fps [3].
Fiberglass rods have a stress range and so stress range diagrams like the Goodman's have been
developed for these types of rods.
2.5 Reciprocating Rod Pump
When crude oil was found to have increasing values, the method of getting it to the top was
simple mechanical application of already developed positive displacement pump. In the early
days everyone in the oil business had their own idea as to designing a pump, material to use in its
construction and specifications required in lifting oil. This led to many pump designs which were
similar in operation and had one thing in common, that they were all positive displacement
plunger type sub surface pumps. A growing petroleum industry saw the need of working out
some sort of uniformity in bottomhole pump design, nomenclature and its specifications. Hence
American Petroleum Institute (API) was born and developed a standard set of prints and
specifications which controls or standardizes the manufacture of over 90% of all sucker rod
pump parts used today.
Bottomhole oil well pumps are actuated from the surface by a string of sucker rods working from
a mechanical pumping unit, usually the pump jack. The surface or pumping unit as discussed is a
machine that converts rotational power (Prime mover) into vertical reciprocating motion. The
motion is transmitted to the bottom of the oil well through the connecting string of sucker rods
which the pump into action. As the working parts of the bottomhole pump are moved up and

18
down, a positive displacement takes place within the pump action, and this starts fluid from the
bottom of the hole to move towards the surface through the tubing string shown in Figure 2.8.
+ ^
* i
4,
\
Up St*cke J o w n i. t r o •<-.£•
Figure 2.8: Sucker rod pump valve operation [1]

19
The standard oil pump is a machine known as the force pump. During the upstroke, the standing
valve (SV) is open which allows the fluid to enter the barrel of the pump. The fluid continues to
enter the barrel of the pump till it reaches the top of the stroke. At this point the fluid load is
transferred to the standing valve at the start of the downward stroke. This closes the standing
valve and opens the travelling valve (TV) which allows the fluid to pass through it and enter the
tubing string. On the next upward stroke, the travelling valve closes again and the standing valve
reopens [8]. The fluid again starts to enter the barrel of the pump while is simultaneously forced
up the inside of the tubing string and down the flow line. This illustration of the bottomhole
pump is shown in Figure 2.9. It is important to mention that two strokes (upward and downward)
combined, makes a full stroke length and should be kept in mind when determining the pumping
unit speed referred to as strokes per minute or SPM.

Figure 2.9: Bottomhole pump operation [3]
This principle of operation described above is true for all API pumps both insert and the tubing
types.
2.5.1 API Pumps
API type pumps can be divided into two classes:
1. Rod pumps &
2. Tubing pumps

21
Insert pumps are run and pulled with sucker rods. Pumps are usually set in a "seating nipple or
shoe which is an integral part of the tubing string. However, a retrievable seating device can also
be used which allows the pump to be set at any depth within the tubing. The retrievable pump
seat does not have the fluid sealing reliability of the more commonly used seating nipples. In
principle, the retrievable seat operates similarly to a hook wall packer. API type seating devices
are of two types; cup type and mechanical type. The cup type seats use the composition type
seals on the pump hold down to seal and anchor the pump by the tight friction fit. In contrast, the
mechanical pump seat has a metal to metal tapered fit for a fluid seal and a collets type latch to
anchor the pump. Typical API assemblies and designations are shown below.
The abbreviations used in the following Figures are explained here:
RHA: Rod, Stationary Heavy Wall Barrel, Top Anchor Pump
RHB: Rod, Stationary Heavy Wall Barrel, Bottom Anchor Pump
RWA: Rod, Stationary Thin Wall Barrel, Top Anchor Pump
RWB: Rod, Stationary Thin Wall Barrel, Bottom Anchor Pump
THC: Tubing, Heavy wall Barrel Pump

22
i j i i
J
""Jl
_"t
ZJ ' • !
"J
'J
V
11
KHAC
if RHP;
1
RWAC R;VB(
Figure 2.10: Standard bottomhole pumps [9]

pi
T*Ti
23
,;-i
L.'
% I
"J
if :HC :
V
ry ; ' •
; '-, » < 0
—.; i _ .
; • • > i
,
.- nt
•
THM;
r r , •
- '
~J N 1 "\ J p
-"*
F
: -"' r*
"f :"!
*""./
4~~.: - \"-Z 3
>ull Tube RWAC
_: : ;* -
• r t ,
.*» *
— ;
^ i " r ' a - 1 J*.
7V~5~5 —....._ Pull Tube R'.VBC
Figure 2.11: Standard bottomhole pumps [9]
As shown, rod pumps can be seated at the top (top anchor) or bottom (bottom anchor). Bottom
anchor pumps can be either traveling plunger or traveling barrel, while top anchor pumps must
be of traveling plunger type. The most commonly used pump is the bottom anchor traveling
plunger type. The top anchor and bottom anchor traveling barrel type are used primarily in dirty

24
wells where it is necessary to have continuous cleaning or flushing above the pump seat to
prevent sediment (sand, scale and debris) from sticking the pump in the seat.
Pump plungers can be either metal-to-metal (most common) or soft packed. Soft packed plungers
are of three types; cup, composition ring and Flexite ring or a combination of these. The cup-type
plunger (oldest) consists of composition or plastic valve cups spaced equally on a metal plunger
mandrel. The cup lips are forced out against the pump barrel on the upstroke by the fluid load to
obtain an effective seal. Cup-type plungers are normally limited to shallow lift, generally less
than 2500 feet. Composition ring and Flexite ring plungers are capable of greater lift but
normally are limited to less than 7000 feet.
Composition ring plungers are of two types; split ring (Martin ring) and the flange ring (non
split). These rings are constructed of rubber and cotton duck especially formulated for oil well
environments. Before installing the plunger, pre-swelling (dipping in kerosene or diesel for about
a minute) the composition ring is necessary to obtain the proper plunger to barrel fit.
Flexite ring plungers use a special hard plastic ring impregnated with graphite for lubrication.
The rings are precision made to fit the pump barrel much the same as piston rings in a gas
engine. The Flexite ring material has good wear resistance and is inert to the oil well
environment. Since the rings are self lubricating, Flexite ring plungers are used in high water cut
wells.
Advantages of soft-packed plungers are lower initial pump cost and lower repair costs. Also soft
packed pumps are often more tolerant to dirty or scaly well condition. Metal to metal pumps are
normally recommended in deep wells with net lifts of 7000 feet or more and in most cases tend
to have longer run life when compared to pumps with soft packed plungers.
Pump barrels are of two basic types, thin wall and heavy wall. Liner type barrels consisting of 12
inch long precision honed sections aligned and clamped inside a jacket have been replaced by
one piece heavy wall barrels. Problems with liner alignment, higher costs and the ability to
precision hone one piece barrels have discouraged the use of liner type barrels.

25
Thin wall barrels (1/8 inch wall thickness) are for shallow to medium depth walls while heavy
wall barrels (3/16 inch or greater wall thickness) are used for deep wells and for the bigger bore
tubing type pumps.
With metal to metal fits, the pump can be designed for stroke through operation where part of the
plunger passes out of the barrel at the top and bottom of each stroke. Stroke through pumps are
often used in scaly conditions where there is an advantage to sweeping or cleaning the entire
pump barrel to prevent pump sticking. Soft packed plungers should only be run in full barrel type
pumps.
Metal to metal plunger to barrel fits are typically 0.003 to 0.004 inch, but depends on bottomhole
temperature, well depth, plunger diameter, plunger length and fluid characteristics, i.e. solid
content and viscosity. Plungers are normally 6 to 12 inches in length per thousand feet of lift up
to a maximum of 6 feet. Again, plunger length requirement depends on the fit, well depth and
fluid viscosity.
With tubing type pumps, as the name implies, the pump barrel is an integral part of the tubing
string. Thus, plungers can be made larger to increase pump displacement above that possible
with common API insert pumps where the pump barrel must fit inside the tubing. Disadvantages
of tubing pumps are higher repair costs and poor gas handling ability. In order to replace the
pump barrel, both the tubing and the rods must be pulled. Poor gas handling results because of
the necessity of high spacing (added clearance) to avoid hitting down and damaging the plunger
and valve assemblies.

26
a fl' 1-J ry
• - N l i l
-r? Ml
frf L-;.i
i "J
* /
74 I.:'- --! IJ 2RSIZ5 TUB'NG1
Figure 2.12: Specialty bottomhole pumps [9]
Spacing the pump high results in a low compression ratio and causes poorer volumetric
efficiency under gassy conditions.
The barrel of a tubing pump can be much larger than the tubing ID to further increase pump
displacement. With this type of installation the plunger and standing valve cannot be retrieved by
pulling the rods; therefore, an on-off tool must be used to release the rods from the pump.
Although large bore tubing pumps equipped with on-off tools have the advantages of higher
displacement, they also have the disadvantages of high repair costs (tubing must be pulled to
repair pump) and fluid acceleration and friction effects add substantially to equipment loading.

27
Casing type pumps can be used to eliminate the use of on-off tools and tubing and to lower
equipment loads caused by fluid acceleration and friction. Since fluid is produced up the casing
(no tubing), an anchor pack off device is used as part of the pump assembly. Casing pumps are
normally large bore pumps for producing high volume shallow wells; however, slim-hole tubing
less completions is smaller versions of casing pumps. Casing type pump arrangements have
serious disadvantages including rod wear on the casing, harder fishing of parted rods, and
inability to vent free gas.
Also there is more risk where sand, scale and corrosion are present. Another version of casing
pump installation is to run tubing with a perforated tubing sub directly above the pump. This
requires the use of a tension packer and an on-off tool but has the advantages of reducing the
load from fluid acceleration and friction effects. This is because fluid is produced both up casing
and tubing. Rod wear on the casing is also eliminated, and parted rods can be more easily fished
inside tubing.
Pump valves are of the ball and seat type. The ball is confined in a cage which is designed to
allow free fluid flow while maintaining ball alignment with the seat. Wear of the guiding ribs of
the cage results in off-center fall of the ball on the seat and short valve life. To reduce or
diminish cage and valve wear, cages are available with resilient inserts and hard facing metal on
the ribs. Valves can be installed in tandem, often referred to as double valves to help insure
longer valve life. However these increases pump costs and therefore not usually recommended.
Balls and seats are available in many materials.
The selection of pump type and the materials for the various pump parts depend on factors such
as depth, corrosion, abrasion and gas liquid ratio" [3].
Pumps are manufactured in various bore sizes. Table 2.2 can be used to calculate the pump size
using the plunger diameter, speed (SPM) and the pump constant (C).

28
Table 2.2: Pump Constants and Plunger Areas for Commonly Used API Pumps [10]
Formula: BPD = Pump Stroke (inches) x SPM x C C = (Pump Diameter/x 0.1166
Plunger diameter (Inches)
7/8 (0.875)
1-1/16(1.0625)
1-1/4(1.250)
1-1/2(1.5)
1-5/8(1.625)
1-3/4(1.750)
1-25/32(1.781)
2 (2.000)
2-1/4 (2.250)
2-1/2 (2.500)
2-3/4 (2.750)
3-1/4(3.250)
3-3/4 (3.750)
4.3/4 (4.750)
Gross plunger area (square inches)
0.6013
0.8866
1.2272
1.7671
2.0739
2.4053
2.49
3.1416
3.9761
4.9087
5.9396
8.2958
11.045
17.721
Pump constant, C (BPD/SPM/inch of pump stroke)
0.0892
0.1316
0.1821
0.2622
0.3078
0.3569
0.3699
0.4662
0.5901
0.7285
0.8814
1.231
1.639
2.6297

3 GATHERING FLUID LEVEL DATA
3.1 Optimizing Wells
Optimization of producing wells is a growing concern within the petroleum industry. Economic
and conservation concerns have forced the issue of production efficiency to the forefront of
operations. It is now a question of getting the most return for the least expenditure.
In order to optimize production, it is vitally important to know what the well is currently
producing compared to what it is capable of producing. Therefore, the actual production should
be regularly monitored. Several tests can be conducted to determine the amount of available
production and whether the production can be increased.
The following are some of the questions that need to be answered.
• Is there a high fluid level in the well?
• Is the fluid level oil or a column of foam?
• What is the maximum production rate you can expect from this well?
3.2 Considerations
The following points need to be considered before attempting to increase production from a well.
1. Reservoir Consideration: Will the GOR or water production increase excessively?
2. Equipment Limitations: Will the existing rod and pump unit be over-stressed if the
pumping rate, pump size, or stroke length is increased?
3. Economic Consideration: If new equipment must be purchased in order to pump more
fluid, will the increase in production be large enough to pay for the equipment and its
cost of installation?
4. Surface Facility Considerations: Are existing treatment and storage facilities adequate or
will expansions or upgrading being required?
29

30
3.3 Pumping Fluid Level
The fluid level in a producing well can be determined using acoustics. A pressure wave is
introduced into the tubing-casing annulus and the reflected pressure waves are recorded upon
their return to the surface.
An accurate fluid level is often used to:
• Determine bottomhole pressure.
• Help evaluate pump performance.
• Determine additional production potential.
• Assess operating changes.
A fluid level reading under Table conditions is perhaps the best single indicator of whether or not
a pumping well is producing at its maximum capacity.
3.4 Acoustic Well Sounder (Fluid Level)
An acoustic well sounder is used to conduct fluid level measurements under both producing and
shut in conditions.
The basic instrument consists of a well head attachment connected by a cable to an electric
recording instrument. The well head instrument also called the gun is attached to the well head
casing valve leading into the casing-tubing annulus. The well head attachment contains a device
to provide the source for creating a pressure wave, and a microphone (Pressure Transducer) to
sense pressure waves reflected through the casing-tubing annulus. An energy pulse is generated
down the annulus. This disturbance is created with a black powder blank cartridge, high pressure
inert gas (CO2 or N2) or using the well pressure itself.
3.5 Fluid Level Equipment
A typical acoustic well sounder system consists of a recorder and a gun/well head attachment as
shown in Figure 3.1.

31
Figure 3.1: Acoustic Well Sounder System [11]
3.5.1 Wellhead Attachment (Gun)
• Is the source of pressure waves
• Has blank shells or gas charges discharged by a firing head.
• Contains a microphone that picks up reflected pressure waves and relays them to the
recorder as an electric signal.
A well head attachment (Gun) is shown in Figure 3.2.

3.5.2 Recorder
f! I ^ i i
' og« r CABJNO R U f » BLEED
t BLEED
32
Figure 3.2: Manual Gas Gun [12]
Picks up signal via a cable connected to the wellhead attachment
Filters and amplifies the signal and then records it on a strip chart or digital recorder

33
Figure 3.3: Microphone [7]
The pressure wave generated travels through the gas in the annulus from the surface to the fluid
top and then returns to the surface. A recorder is shown in Figure 3.3. The computer measures
the round trip time of the wave and then computes the fluid level using the formula
D = (VxT r ) /2 (Eq. 3.1)
Where:
D - Fluid level depth, ft
V = Acoustic velocity, ft/sec
Tr = Round trip time of transient wave, sec
A pictorial view of the wave generated and the fluid level echo is shown in Figure 3.4.

34
Travel time (sec): 7.388
Velocity (JVsec): 1215
— 0
— 1000
— 2000
— 3000 Casing Pressure (psi); 88.
Fluid level (ftfrom surf): 4490
Fluid submergence (ft): 3230
Pump depth (ft): 7720
Vent Method, Manual Valve
j | — 4000
~*V — 5000
f — 6000
1 - 7000
1 — 8000
Figure 3.4: Fluid Level Measurement Showing Induced Wave and Echo Off of Fluid Top
[13]
3.6 Gathering Good Fluid Level Data
It is critical that accurate and dependable fluid level data be obtained. Inaccurate or incorrect
information can lead to invalid analysis which may result incorrect upsizing or downsizing of
equipment. We should make sure that,
1. Reduce background noise:
• Close onside valve to reduce noise.
• Slow down the gas engine
• Shut down lift system (if necessary)
2. If pressure is too low (to get a fluid level response) shut casing in to increase pressure.

35
3. Obtain fluid levels soon after wax treatments for waxy wells. This will reduce
unnecessary noise.

4: FLOWING BOTTOMHOLE PRESSURE & IPR
4.1 Flowing Bottomhole Pressure
The flowing bottomhole pressure is the pressure in the wellbore at the midpoint of the producing
interval.
As fluid is removed from the wellbore, the pressure is reduced. The pressure drop that is created
between the wellbore and the static reservoir pressure is often called drawdown. Drawdown is
directly related to production. A generally rule is the greater the drawdown, the greater the
production. If the flowing bottomhole pressure is decreased, the drawdown will be increased,
thus there will be higher production. This relationship is called the inflow performance
relationship and will be discussed in Chapter 5.
Since flowing bottomhole pressure is directly related to the well inflow and, therefore, the
production knowledge of a well, knowledge of the flowing bottomhole pressure is essential for
rod pump optimization. It also helps in determining the right type of artificial lift for the amount
of dynamic fluid level in the wellbore.
Flowing bottomhole pressure can change due to reservoir effects or changes in the pumping
system; thus, it is important to estimate flowing bottomhole pressure on a regular basis.
Generally, it should be monitored on a quarterly basis during the well review process in order to
make or suggest changes to the pumping unit. Well automation has really changed things these
days as it constantly monitors things like peak loads, pump tillage, down time etc. This
information is stored in the automation device called a pump off controller and can be
transmitted to a central location through SCADA (supervisory control and data acquisition).
There are several ways of determining flowing bottomhole pressure in rod pumped wells but we
will only discuss the acoustic well sounding (AWS) method for the purpose of our project.
Acoustic well sounding is by far the most widely used method for calculating the bottomhole
pressure due to the following:
36

37
• It is accurate enough on most wells for all practical purposes except for deep, unstable
and wells with repaired or damaged casings
• The process is quick to complete
• AWS equipment is straight forward to handle and easily available
4.2 Acoustic Method
r—; Pc
pgc ^ ! _ i-i
L
Pwf
Df
Figure 4.1: Wellbore [14]
It is calculated through the acoustic method by:
FBHP = Casing Pressure + Gas Column Pressure + Fluid Column Pressure
or,
Pwf=Pc + Pgc + Po + PL (Eq.4.1)
Where:
Pwf = Flowing bottomhole pressure
Pc = Casing pressure
P = Gas column pressure gc
P0 = Oil column pressure, given by Eq. 4.2

38
P ° = L x F o x G ° (Eq.4.2)
Where:
L = Oil column height above the pump
G0 = Corrected oil gradient
F0 = Oil gradient correction factor due to the produced gas
PL = The oil-water column pressure from MPP (midpoint of perforations) to the pump
intake and can be estimated using equation 4.3.
(G xQ +G xQ ) P = i * v w o v 0 ; (Eq. 4.3)
(Qw+Q0)xDperfs
Where:
Gw = Corrected water gradient
Qw = Water production rate
G0 = Corrected oil gradient
Q0 = Oil production rate
Dperfs = Distance between the MPP (midpoint of perforations) and pump
The casing pressure, Pc is measured at the wellsite directly from the pressure gauge.
The pressure exerted by the gas column is ignored for all practical purposes when it is less than
5% of the total bottomhole pressure or for wells up to 6,000 feet deep. It can be easily obtained
using Figure 4.2.
Note
If sufficient gas is breaking out of solution that affects the oil gradient between the midpoint of
perforations and the pump, equation 4.3 is not valid. A multiphase correlation is required in that
case. A program like NODAL/PC can be used which is outside the scope of this project.

39
PRESSURE EXERTED BY GAS COLUMN [PS.I)
200 300 400 500 600
Ml" 1000
0.™ 0.80 0.90
GAS GRAVITY (AIR= 1.0)
Figure 4.2: Gas Column Pressure [7]

40
Generally, there are three stable producing scenarios that exist in the field. For a well to be stable
there should not have been any recent shutdowns longer than 15 min.
1. Scenario 1: The liquid level is at the midpoint of perforations (MPP) and no significant
gas is produced up the annulus [14] [15].
2. Scenario 2: The liquid level is above the midpoint of perforations and no significant gas
is produced up the annulus [14]. Significant gas production affects the oil gradient that
can result in erroneous fluid level calculations if not accounted for. Gas break out or
production is significant if, under stable producing conditions, the casing pressure will
build up more than 200 kPa in two hours or less [15].
3. Scenario 3: The liquid level is above the midpoint of perforations and significant gas
breaks out of the solution [14] [15].
These three scenarios are shown in Figure 4.3 below.
Figure 4.3: Stable Producing Conditions in a Normally Completed Rod-Pump Well [15]
In each of the scenarios, the gas column pressure (Pgc) will be ignored for simplicity.

4.2.1 Scenario 1
41
Figure 4.4: Scenario 1 [14]
The liquid level in this case is at the MPP and no significant gas breaks out of the solution. The
casing pressure in this scenario is approximately equal to the flowing bottomhole pressure and so
equation 4.1 becomes,
Pwf = P c (Eq. 4.4)
4.2.2 Scenario 2
Figure 4.5: Scenario 2 [14]

42
The liquid level in this case is above the MPP and no significant gas breaks out of solution. The
pump is landed at the MPP.
In this situation, casing pressure and the liquid column both contribute to the flowing bottomhole
pressure. The gas column pressure is neglected for simplicity. The liquid column in this case is
all oil if the well is producing under stable conditions. The oil gradient is determined by
correcting the stock tank oil gradient to the annulus pressure and temperature. Equation 4.1 can
then be rewritten as,
Pwf = P c + ( L x F 0 x Q 0 ) (Eq.4.5)
Where:
L = Oil column above the pump
G0 = Corrected oil gradient (1 in this case)
And thus equation 4.5 becomes,
Pwf = P c + ( L x F J (Eq.4.6)
4.2.3 Scenario 3
Figure 4.6: Scenario 3 [14]
In this scenario, the liquid level is above the MPP and significant gas breaks out of the solution.

43
This situation occurs in one out of every ten wells in the field [15]. The flowing bottomhole
pressure is made up of the casing pressure and the gaseous oil column above the pump. The
dissolved gas in the oil not only makes the oil lighter but also increases its volume in the
annulus. This must be corrected for gas produced up the annulus to calculate an accurate flowing
bottomhole pressure.
Using equation 4.4,
Pw f=Pc + (LxF 0 xG 0 ) (Eq. 4.7)
Where,
F0 = Corrected oil gradient and can be calculated using the depression method or the
Podio and McCoy's method
4.3 Pump above or below the Producing Interval
s.
kU :tr
W
Figure 4.7: Pump Landed Above or Below the Producing Interval [14]
4.3.1 Pump above the Producing Interval
In Figure 4.7, one of the pumps is landed above the MPP and so an estimate of pressure between
the pump and the producing interval is required. A multiphase flow correlation may be required
in case of gas breaking out of solution.

44
Incase where no gas breaks out of solution, a multiphase correlations is not required. "Industry
practice is to make the assumption that the liquid between the pump and the formation is oil and
water in approximately the same ratio as produced by the well. For example, a well produces
60% water and 40% oil and the pump is 100 meters above the formation. For calculations
purposes only, the height of the liquid above the formation will be 60 meters of water and 40
meters of oil" [14]. This is shown in Figure 4.8.
Production
gas
oil
60% wafer
40% ait
1
- 60% water
-40*/
\
> oil
i [
t L
1
rfs
V
Figure 4.8: Pump above the Producing Interval [14]
The water oil ratio is Figure 4.8 is the same as that produced from the well and so we can calculate the liquid column pressure (PL) using equation 4.3.
PL = ( G w x Q w + G 0 x Q o )
( Q w + Q o ) > < D p e r f s (Eq. 4.3)
Hence PL must be added to the pump intake pressure to calculate the flowing bottomhole
pressure.

45
4.3.2 Pump below the Producing Interval
If the pump is below the producing interval, assume that the pump is landed at the producing
interval and calculate the flowing bottomhole pressure accordingly using equations 4.1, 4.2, 4.3,
4.4, 4.5 and 4.6 accordingly for their respective scenarios.
4.4 Annular Fluid Gradients
Annular liquid columns must be corrected for gas break out to calculate an accurate flowing
bottomhole pressure.
Fluid columns not corrected for dissolved gas production will indicate higher fluid levels in the
wellbore. This will result in erroneous IPR calculations and improper bottomhole pump (BHP)
design. A lot of time and money can be wasted due to inaccurate bottomhole pressure
calculation.
Gaseous liquid columns can be determined using;
1. Depression method
2. Podio and McCoy's method
The Podio and McCoy's method, also known as dp/dt method, uses the casing pressure build up
rate and Gilbert's curve to calculate the corrected gradient. This is an iterative process and can be
used to check the accuracy of the depression method.
4.4.1 Depression Method
The depression method which is also called the Walker's method has been an industry standard
for a long time for calculating fluid gradients in rod pump wells.
The first step is to get a fluid level reading for a stable producing rod pump well and record the
casing pressure directly from the gauge attached to the casing. The second step is to close the
casing valve a little which acts as a back pressure valve to increase the casing pressure in the
annulus. This depresses or lowers the liquid column due to increased casing pressure. The well

46
needs to be stabilized before getting a second fluid level reading at the corresponding casing
pressure [15]. This is shown in Figure 4.9.
Pel Pc2
Figure 4.9: The Depression Method for Gradient Determination [14]
The gradient can be calculated from the depression method as illustrated below.
Final - Initial GasLiquid Interface Pressure Average Gradient = •
Final - Initial Fluid Level
or,
F0G0 = P - P
L>-L2
(Eq. 4.8)
Where:
F0G0 = corrected oil gradient
G0 = oil gradient
F0 = correction factor
L, = fluid height (before depression)
Pc, = casing pressure at L,
L2 •= fluid level (after depression)
PC2 = casing pressure at L2

47
The first step in what actually occurs in the field is to record the casing pressure and fluid level
on a stable producing rod pump well. At this point the casing valve is closed and the fluid is
lowered to a new level. The well is not given time to stabilize. Another fluid level is taken
usually after 30 minutes and the casing pressure recorded. Remember that equation 4.7 is based
on the assumption that the flowing bottomhole pressure is the same at both fluid levels. If the
well is not given time to stabilize as mostly done in the field, fluid level depression causes liquid
to be pushed out of the annulus into the pump intake, which reduces flow from the reservoir.
Thus the flowing bottomhole pressure would not be the same at both fluid levels. If this
difference were significant, equation 4.7 would not be valid and the calculated gradient may not
be acceptable.
To ensure that an accurate gradient is obtained with the depression method, several checks are
recommended:
First of all, it is important to check that the inflow into the wellbore has not changed
significantly, which would imply a considerable change in flowing bottomhole pressure. Inflow
could be affected in two ways:
1. The fluid depression into the pump intake from the annulus will reduce inflow
2. A change in pumping system so that total liquid flow changes
Inflow is checked by putting the well on test during the depression method. If the ratio of the
volume of the annulus fluid that was depressed to the total liquid production during the
depression method is small (Approximately 10%), fluid depression has not affected flowing
bottomhole pressure significantly. For example, if the total liquid production during a depression
is 100 m3/day and the volume of annulus fluid depressed into the pump is only 5m3/day, then
5/100x100-5%
Since, the ratio is less than 10%, inflow was not significantly affected. A second recommended
check for accuracy of the depression method is to obtain four to five fluid levels thus providing

48
enough gradients. If all gradients agree within a reasonable range, it is likely accuracy has been
achieved.
Third, since a buildup is required to do the depression method, it is also recommended to
calculate the gradient using Podio's method if possible to confirm accuracy.
Table 4.1 shows all data required to calculate the flowing bottomhole pressure when the well is
stable.
Table 4.1: Data required for Acoustic method [14]
ITEM
Oil production
Water production
Oil gradient at annulus pressure and temperature, not corrected for free gas Water gradient
Casing pressure
Distance from surface casing bowl to midpoint of perforations (mpp)
Pump setting depth
Joints to fluid
SYMBOLS
Q0(mJorBPD)
Qw(mJorBPD)
G0 (kPa/m or psi/ft)
Gw(kPa/morpsi/ft)
Pc (kPa or psi)
Df (m or ft)
Dp (m or ft)
SOURCE
Well test
Well test
PVT data
Measure with hydrometer or estimate
Measure at wellhead
Well file
Well file
Fluid level

5 INFLOW PERFORMANCE RELATIONSHIP (IPR)
5.1 Introduction
Fluid always flows from an area of high pressure to that of a lower pressure and this is true for
reservoirs as well. Reducing the flowing bottomhole pressure increases the fluid flow from the
reservoir and is known as drawdown in reservoir engineering terms. The higher the drawdown,
the greater the production from that well will be. A typical wellbore at static conditions is
illustrated in Figure 5.1.
FLUID PRODUCTION
RESERVOIR PRESSURE
FLUID FLOW
RESERVOIR PRESSURE
FLUID FLOW
PRODUCING INTERVAL
Figure 5.1: Fluid Flow to the Wellbore [14]
Inflow performance relationship (IPR) of a well is simply a measure of the relationship between
the bottomhole pressure and the producing rate. The equations used to calculate the inflow
performance of the reservoir is a simplified form of the complex reservoir geometry downhole.
An IPR indicates the production rate that can be expected from a given well under stabilized
conditions [8]. This potential of the well is very essential for any artificial lift design and in our
case for proper sizing and optimization of a rod pump.
49

50
The data required to calculate IPR's for different wells consists of the static reservoir pressure,
the flowing bottomhole pressure and the production rate at those pressures. For all practical
purposes in the field, inflow performance relationship is a good indication of the reservoir
deliverability.
The static reservoir pressure for a particular zone is obtained by shutting all wells in that zone
and giving it time to stabilize. Since this is practically impossible for an operating company to
shut down production completely, it can be calculated using the static bottomhole pressure.
Static bottomhole pressure is obtained by shutting in one well and either waiting for it to stabilize
or estimating the stable pressure from the bottomhole pressure build-up. According to ERCB
(Energy Resource and Conservation Board of Alberta) a well must be shut in for at least fourteen
days or the pressure build-up should not be greater than 2 kPa/m in two hours before running a
static gradient for reporting purposes.
If the well is producing, the pressure at the midpoint of producing interval is called the flowing
bottomhole pressure. The pressure drop that is created between the static reservoir pressure and
the flowing bottomhole pressure is often called the drawdown.
IPRs are almost always analyzed graphically for all practical purposes in the field. The
production rate is plotted on the horizontal axis against the bottomhole pressure on the vertical
axis as shown in Figure 5.2. We will evaluate three types of inflow relationships:
1. Constant productivity index
2. Vogel's equation
3. Combined Vogel's and constant PI
5.2 Constant PI
This method is usually used for single phase flow or oil reservoirs flowing above the bubble
point pressure. It can also be used for reservoirs with extremely low pressures e.g. 1000 kPa or
less since minimal gas breaks out from the oil at those pressures. The constant PI graph results in

51
a straight line as shown in Figure 5.2. It was assumed for many years that the IPR was a straight
line but it became apparent that this almost always produced overly optimistic predictions of
productivity when changes were made to increase production from a well.
5.2.1 Graphical Analysis
The productivity index is an indication of the incremental production for each unit of pressure
drop. If the IPR of any well is a straight line, the productivity index is constant regardless of the
production rate. It is defined as the production rate divided by the draw down as shown in
equation 5.1.
PI = QL/(Ps-Pwf) (Eq.5.1)
Where,
PI = Productivity index
QL = Total liquid production rate
Pwf - Flowing bottomhole pressure at QL
Ps = Static reservoir pressure
Using equation 5.1 would result in a straight line. It can also be defined as an inverse of the slope
for that IPR line [14].

52
7000
6000
5000
S. 4000
1 3000 Q.
2000
1000
0
S Static Reservoir Pressure
^ s . Operating point at ^ - ^ A /Pwf = 3700kPa
^ \
1 1 — •
/Operating point at
< F W f = 2300 kPa
1 1 - ^
• Series 1
20 40 60 80 100 120
Liquid Production Rate (m3/day)
Figure 5.2: Constant Productivity Index IPR
Figure 5.2 has been created by plotting two points on the graph: the static reservoir pressure
(6000 kPa, 0 m3/day) and the operating point (3700 kPa, 43 m3/day). A straight line is drawn
through these two points. This operating line or inflow performance relationship can now be
used to estimate the production at any flowing bottomhole pressure.
In theory, the maximum production is the production where the flowing bottomhole pressure is
equal to zero, shown in Figure 5.2 as 120 m /day. However the practical maximum production
occurs where the operating line intercepts the tubing pressure, shown in Figure 5.2 at
approximately 800 kPa, 105 m3/day. The reason for the practical maximum limit is that the
casing pressure is usually controlled near tubing pressure, and the flowing bottomhole pressure
consists of the casing pressure as well as the pressure due to the liquid and gas columns in the
annulus. If the annulus fluid level was at pump and the pump was landed at the perforations, the
flowing bottomhole pressure could only be lowered if the casing pressure were lowered. Since
the casing pressure is controlled near tubing pressure, the tubing pressure becomes the lowest
practical pressure or maximum production that the well could be produced at. An exception to
this scenario may occur if a casing gas compressor is used to reduce casing pressure.

53
5.2.2 Non Graphical Analysis
Once we calculate the productivity index of a well, we can derive the incremental production for
every drop in pressure. Since the static reservoir pressure remains the same, reducing the flowing
bottomhole pressure results in increased production. This is done using equation 5.2.
AQL = APw fxPI (Eq. 5.2)
Where,
AQL = Change in liquid production rate
APwf = Change in flowing bottomhole pressure
PI = Productivity index
5.3 Vogel's Curve
In 1968, J.V. Vogel conducted computer simulation studies on solution drive reservoirs under a
variety of conditions to identify the shape of the inflow performance curve. Although Vogel's
study was conducted for solution drive reservoirs, his correlations are valid for other types of
reservoirs as well. The declining productivity index as shown in Figure 5.3 is caused by reduced
relative permeability to oil due to gas breakout near the wellbore. Also, the viscosity of oil
increases as its solution gas content decreases. This combination of relative permeability effect
and increased viscosity makes the IPR curve deviate from the linear trend. As long as some
dissolved gas is present, this phenomenon will occur. So, reservoirs below bubble point pressure
will follow a curved decline compared to a straight line as seen in constant productivity index
IPR [16]. It is important to mention that reservoirs with pressures below 1000 kPa can be plotted
on the constant productivity index IPR for all practical purposes since there is minimal dissolved
gas to break out at those pressures.
Vogel's equation is an empirical fit of the curve given by;
QL/ Qunax = 1 - 0.2 x (Pwf / Ps) - 0.8 x (Pwf/Ps)2 (Eq. 5.3)

54
Where,
QL = Liquid production rate
QLmax = Maximum production rate and is an empirical constant
Pwf = Flowing bottomhole pressure
Ps = Static reservoir pressure
a. £L
11
<u i _ 3 in v\ «> k .
OL D) C (J 3
• u
o k .
a. _a> <> X
E o
«> L . 3 OT 10 <0
0. k .
o > fc-<t> Sfl 0>
(0
OT o m
1 0
K
.6
.4
_ .2
i i
" T ' ' "
! .2 .4 .6
Current Production Rate Maximum Producing Rate
.8 1.0
= «*U
Figure 5.3: Vogel's IPR Curve [13]
5.3.1 Vogel's limitations:
Vogel's simulations did not include cases including viscous crudes and flow restrictions due to
skin effect. Vogel's work only accounted for zero skin effect which was later modified by M.B.

55
Standing to account for both positive and negative skin effects. Standing's work showed that for
damaged wells, the inflow performance relationship has less curvature than predicted by Vogel,
and a stimulated wellbore has greater curvature than predicted by Vogel [17]. It is shown in
Figure 5.4
Producing rate / Max. producing rate without damage
Figure 5.4: Flow efficiency curves [17]
Water inflow performance is not affected by gas breakout near the wellbore to the same extent as
oil, and it is common practice to approximate the water inflow performance using a straight line
Productivity index.
Also, 20% error was seen during the later production years of the reservoirs with lower
producing rates and correspondingly low draw downs. Since the volumes produced are low, the

56
magnitude of error would be less than 0.5 BPD [16]. Hence for all practical purposes in the field,
this can be ignored.
5.4 Combination Constant PI and Vogel's Curve
Combination IPR is the most widely used IPR curve in the industry. This curve will have a
constant productivity index IPR for water and a Vogel IPR for the solution oil. Combined, the
IPR curve will have a straight line for the single phase fluids and a curved portion towards the
end for the two phase fluids. Also for solution oil wells with no water cuts, if the producing
bottomhole pressure remains above the bubble point, gas break out will not occur, and the IPR
would be a straight line for all practical purposes. Once the bottomhole pressure is reduced
below the bubble point for greater draw downs, gas breaks out and Vogel's IPR correlation is
applied. The resulting IPR would be a composite IPR curve illustrated in Figure 5.4 (Courtesy
Perm west energy Trust).
5000
4500
4000
o 3000 Q. ^ °>2Z500
• - J*
o ~2000
1500
1000
500
0.00
PWP Boundary Lake 16-16-84-12 W6
^*' i ^-
1 i
1 1 I 1 i
"̂"-̂ x̂
^ ^ * ^ ^ ^ - v
* ^ >*^-^
" ~ ~^3 >c. ^SN*~
^
\ x \ \
\ \ : 5.00
-•— Oil Prod
10.00 15.00
Production, q (m3/day)
20.00
-*— WProd _ x ~ Total Prod
25.00
Figure 5.5: Composite IPR Curve (Courtesy Penn west energy)

6 CASE STUDY OF BHP DESIGN AND PUMP JACK OPTIMIZATION
6.1 Data Analysis
The whole process of optimization starts with the scrutiny of production data from well
databases such as Geo-Scout or PVR (Production Volume Reporting) on a well by well basis.
This is usually done quarterly to make sure that all running equipment is optimized and take
notice of any sudden changes in production. Different companies could use different software
e.g. SROD, RODSTAR, Perform etc. to design and optimize pumping units but the results
should all be the same in all cases. What is usually looked for is the following.
1. A sudden drop in production as shown in Figure 6.1 would indicate a downhole problem
or pump failure.
§ § 8
2 2 o
o o g
31
>,l
• ' • » IV.. M f 1 1 V \ 1'
I V \ ' '
i I
1
1 1
1 i: ' I ,1 ll 1 .. !', I..'!,]
1. ! ' . l l I n H
* ' l | l i
I I I 1
!l ! i!
i1'
3 3
, " , A ,
r ,m is iV p i
! ''' V 1 lv
r, M i i ' i 'n- . i i
i i I ' M 1
i i j i i
I I I !) i i i i
1 j '
i'
' rmlTi
1
[J
* * " ~ If i i i
}k Jl, 1
A
f i r
~r\./..,
f
ill,
:
;J&~2.foA.-i,.„ li.i'jj 1]^ '|
11
| V V Y A
I
fc . A/ y^
A
v/iw>,
c
T r w p h ^ y TIK^U
' " ^ i i '
D
n
j 3
v u [puj
*2i J •*>. \ nr'V V1./ 1/
h
Mril 1! 1 I1' j •I J 1 1 «li
Jjlf
i V 1 i
[
t l
,
-1. i\-\H "\
/Mil i' I Mil 1 ,' • e i f il ;
u',;.>. ! i ' ' &.I
1 I
! ' I
' ' •{ il
IWt " ' M
1
3
TTOTT4!
^ j
r i
! 1 i
< ! !
nr
i. ii
ii
H ii
i\
, .
•!> ! ' •
J\
i
', °
£h£
D a
<,•>
cc
91 Time 'years)
> Cai-DayAvg GAS Mcf/<1ay 3 Cal-Day Avg WTR BN/day 1 Cal-Day Avg OIL Bbl/day
Cum GAS 1,280,013. Cum OIL 438,818. Cum WTR 39,023.
4 MCI I 1 Bbl |
7 ea
00 03 2004
Monthly Hours lirs r—
Figure 6.1: Well Production Graph (GEOSCOUT)
57

58
2. An increase in GOR or GLR as shown in Figure 6.2 below would indicate the need to use
gas separation in the downhole assembly to stop the pump from getting gas locked.
Figure 6.2: Well Production graph (GEOSCOUT)
3. Any downhole issues such as wax or scale that could be restricting the fluid flow into the
pump might need a chemical program to solve the issue. Once determined that it is a wax
or scale issue, a suitable chemical is pumped down the casing annulus on a continuous
basis that dissolves the wax and scale and is then pumped with the well fluid down the
flow line.
4. Pump Jack speed: A fast moving pump jack operating at 80 % pump efficiency would
indicate the need to increase the stroke length or design a larger bottomhole pump or
similarly, 40% pump efficiency would require us to look at installing a new BHP.

59
6.2 Bottomhole Pump Design
This pump jack that was shortlisted during normal quarterly field review process was running at
10 SPM and only making about 8 m3/d (50 BPD) of fluid with a 1.5 inch bottomhole pump and a
64 inch stroke length. Based on these numbers using Table 2.2, the production should be;
BPD = Pump Stroke (inches) x SPM x C (Eq. 6.1)
= 64x10x0.2622
= 167.8 BPD
This indicates that the bottomhole pump is only running at approximately 29 % efficiency. Now
before it is decided to do any modifications or changes to the existing configuration, it is
important to find out the life of the BHP from the well file. The file in this case indicated that the
BHP was three years old and probably worn out. If it was replaced recently, then there could be
other reasons for the pump inefficiency some of which are;
1. Scale or wax issues
2. Gas Interference
3. Not enough fluid in the wellbore which would require us to actually downsize the pump,
its stroke length or reduce the speed
6.3 Fluid Level Data
After it is determined that the well is capable of higher production, the first thing that needs to be
confirmed is the fluid level in the wellbore. The whole process of how to acquire the length of
fluid column in the wellbore is explained in Chapter 3. A fluid level reading under stable
conditions is perhaps the best single indicator of whether or not a pumping well is producing at
its maximum capacity.
It is critical that accurate and dependable fluid level data be obtained. Inaccurate or incorrect
information can lead to invalid analysis which may result incorrect upsizing or downsizing of
equipment. It has been my experience that we should make sure that,
4. Reduce background noise:

60
• Close onside valve to reduce noise
• Slow down the gas engine
• Shut down lift system (if necessary)
5. If pressure is too low (to get a fluid level response) shut casing in to increase pressure
6. Determine fluid levels soon after wax treatments for waxy wells. This will reduce
unnecessary noise
Note
It is very important to close the onside casing valve to get a good fluid level. Most people will
just skip this step and could get a false reading as a result.
For this particular well, the fluid level data and the results are shown in Figure 6.3. All the
wellbore information has to be provided to the person doing the fluid level reading prior to the
acquisition of the fluid level data. All this data is entered in the fluid level equipment before
rigging the equipment in. Looking at the data in Figure 6.3, the fluid level is at 35 joints of
tubing from surface which is equivalent to a length of 332 meters. To verify that the level
reflected a true reading of the fluid and not foam in the tubing-casing annulus, it is required to do
a depression test as discussed in section 4.4.1 of the report.
By looking at Figure 6.3, it can be seen that the gradient in part 3 is different from part 1. Part 2
shows a gradient of 2.485 KPa/m, which is indicative of foam in the annular space. Based on the
numbers from the Table in Figure 6.3, we can apply equation 4.4 namely;
_ ,. Final - Initial GasLiquid Interface Pressure Average Gradient =
Final - Initial Fluid Level

61
R FVATIONS
KELLY BUSHING (X.B.)
CASING FLANGE (C.F.)
K.B. TO C.F.
7JS7.03 m
741.67 m
5.38 ro
TUBING
TOTAL JOsHTS
"USiNG BOTTOM
PUMP CE?TH
PRODUCING INTERVAL
TOP OF INTERVAL
BOTTOM OF INTERVAL
MID-POINT
FLUID PROPERTIES
GAS GRAVITY
OIL GRAVITY
WATER GRAVITY
PRODUCTION
OIL RATE
WATER SATE
GAS RATS
G.O.R.
SURFACE UNIT
TUBiMG PRESSURE
PUMPiNG SPEED
STROKE LENGTH
= = =
= = =
= = =
= = = -
= = =
118.000
1147.6
1137.7
1130.00
1135-00
1132.50
0.700
35.000
1.050
2.70
5.00
1.80
665.67
335.0
9.4
BC.O
m KB
n-, KB
rr.X3
mXB
m KB
•-API
rr,Va
m'/e
E'm'/d
m'fci'
kPaa
3PM
cm
COLUMN
1 2
3
Gas Column
Caleulasd
Kabir
AVERAGE GRADIENT
fkPa'ro) 0.061
2.485
4.234
COLUMN
LENGTH
mt - 4S.0
7*2. t
COLUMN
PRESSURE
(kPa) 17.4
119.3. JS5TT1
950 1900 2850 3800 4750
520
ACOUSTIC TESTING COMMENCED OK 20O6-APR-27 AT 10:50:00
TEST TIME
(hours |
JOINTS TO
FLUID
FLUID LP.'EL |mCF)
CASING INTERFACE PRESSURE PRESSURE
HPas| (KPaa)
0.300 267.5 76.0 6314
u
10C0-
P3HP = 4161
1500
\
\ Q \ F V
\
5 kPaa @ MPP (1127.1 mCF). -4UBWG-iNS-:
Interface Pressure (kPaal
Figure 6.3: Fluid Level Gradient (Prime Pump Industries Inc.)

62
6.4 IPR Calculations
Once the fluid level data is obtained and it is confirmed that there is fluid in the wellbore annulus
that the pump was not producing, an IPR (Inflow Performance Relationship) calculation is run as
discussed in Chapter 5 of the report. It is required to make sure that by reducing the producing
bottomhole pressure resulting mainly from the fluid column in the annulus, will result in
incremental production. All IPR calculations can be done either by hand or using available
industry software like RODSTAR, SROD or Perform etc. It is highly recommended and
encouraged to calculate the results with spreadsheets using equation 5.3 as illustrated in Table
6.1.
Table 6.1: IPR calculations data
Date of Test (YY-MM-DD)
Oil Test Rate (nrVday)
Water Test Rate (mJ/day)
Reservoir Pressure (kPa)
Bubble Point Pressure (kPa)
Test Bottomhole Pressure (kPa)
Pumping F/L: (Joints from surface)
Top Perf: (mKB)
Casing Pres. (kPa)
09/06/2008
2.5
5.5
5500
3000
4166
35
1130
700

63
PWP Boundary Lake 6-35-85-15w6
6000
•r 5000
4000 -
^Sooo — .*:
t 2000
E 2 1000
0.00
'W y\ - ^
- - ^
"N̂ V
\
\
" " • \
\
X "*-*/
"V.
• s .
5.00 10.00 15.00 20.00
Production, q (m3/day)
25.00 30.00 35.00
-•— Oil Prod -*— WProd —X— Total Prod
Figure 6.4: Composite IPR Graph (Courtesy Penn West Energy)
The result from the spread sheet illustrates that an incremental 5 m Id of oil can be obtained by
lowering the flowing bottomhole pressure to zero kPa. In actual life, it is quite difficult to
eliminate all back pressure on the formation but one should be able to reduce the flowing
bottomhole pressure in this case to 1000 kPa. The reason to choose a 1000 kPa is because the
casing pressure in this case is 700 kPa and that is usually the line pressure. The only way one can
eliminate the casing pressure is by putting a small compressor on the well head tied directly into
the casing.
As described in section 5.3, the accuracy of Vogel's curve is reduced for water cuts above 50%.
6.5 Pump Jack Selection
Based on all the information gathered so far, it is very clear that the bottomhole pump is not
functioning properly to lift the amount of fluid coming from the formation. The BHP would also

64
need to be upsized for the total available production of 188 BPD. The problem in this case is
that if the barrel length is increased, it would still be limited by the stroke length on the pump
jack and the maximum stroke length available is, 64 inches on the current pump jack. Also the
pumping unit is currently running at approximately 10 SPM and increasing the speed any further
to get some incremental production would not be recommended.
It is highly recommended to run pump jacks at speeds ranging between 5-6 SPM. This increases
the life of the bottomhole assembly and minimizes the wear and tear on the jack itself.
Looking at the data, a Pump jack with a maximum stroke length of at least 120 inches to get the
desired production would be required. The jack could run at 6 SPM, set at 120 inches stroke
length and produce approximately 190 BPD of fluid. This is an iterative process and one needs to
keep on changing the SPM, SL and pump diameter until the desired result is obtained. Using
Table 2.2 and equation 6.1:
BPD = Pump Stroke (inches) x SPM x C (Eq. 6.1)
= 120x6x0.2622
= 188.8 BPD
In order to design the BHP assembly it is required that;
1. The pumping unit is not over loaded
2. The rod stresses stay within the allowable limits as shown in the Goodman diagram in
Figure 2.8
3. Most importantly, the project economics support the optimization work
To evaluate the rod string and Pump Jack structural loadings, a design software, RODSTAR is
run.
The Snapshots below is a step by step process of sizing the right pump jack and bottomhole
pump.

65
Stepl
Enter the raw data into the software as shown below. One can tell the software how efficient the
BHP needs to be. Pump depth, tubing and casing pressure and water cut are the most important
data points that need to be entered into Figure 6.5.
Note
Field experience shows that one should design the pump to be 80% efficient at the most. This is
because of solution gas entering the pump and any wax, scale or paraffin issues that usually
hampers the pump performance.
ril<j D lit Runi -Jnj2<
i-iols Window rtelp
^ W T H I W\ \W[mW\7]&\®\-+\ \W\m\mW] ft «Visual Input
lnjjx] Company name:
Well name:
Usei name:
Comment:
Pennwest
B-35-85-15wG
Hassan
Date: l l -Jun-09
Pump depth (ft): 4232.283
Run time (hrs/day): |24
Stuffing box friction (lbs): pOfT
Pump load adjustment (lbs): 0
Pump condition:
O Full pump
C Fluid pound
<?: Gas interference
G Calculate pump condition and Milage
Pump efficiency {%)-).
Pump Milage (%):|80
Tubing pressure (psi): |90
Casing pressure (psi): [100
Water cut [Z): .[65
Water specific gravity:
Oil gravity (API •): (41
Fluid specific gravity: 10-9
Right-click in the area whose data you want to change:
Figure 6.5: Well information data input (RODSTAR)
The stuffing box value is the friction between the stuffing box and polish rod. The default value
is 100 and is a good estimate under normal producing conditions. We calculate our water cut
ratio from the average daily production. It is calculated by dividing the water produced by the
total fluid production.

66
Step 2
Shown in the Figure 6.6, the next step involves entering the Pump Jack speed and the well
production data. The software will then calculate the maximum fluid production based on the
inflow performance of the reservoir with minimal bottomhole pressure. This calculation is
described in Chapter 5 in detail. Vogel's method is selected because of solution gas breaking out
of the oil in this case. If the reservoir pressure is above the bubble point pressure, gas does not
break out from the oil produced and constant PI method as described in section 5.2 can be used.
R i R O D S T A R f ° r Windows - 6 -35 -85 - .RST
File Edit Run! Tools Window Help iBixl
nW[a\ \M fWTMllZTM F̂R m m s <<Visual Input
9 Production I n f o r m a t i o n
O Enter fluid leve
O E hter pump intake pressure
m - Jn l x l Pump intake pressure (psi): calculated |
O Ca l cu la te pump i n t a k e p r e x s u i e f rom fo rge t p r o d u c t i o n a n d IPR data
<§> Cnter p u m p i n g s p e e d
O Cnter lar<jet p r o d u c t i o n
O Ca lcu la te p r o d u c t i o n (rom in f l ow p e i f o r m . i n c c dat<-i
Pumping speed (spm): J6
« I P R Data |
Voge l IPR calculation method:
Va lue of "n" (Fetkovich corr.}:
Mid-perf. depth [ f t ) : f3715.551
Stat ic b'hole pressure (psi):
Bubble point pressure (psi):
Number Production test points: of test points:
zl TPR prst:
797 .707G
["" Ca lcu la te "n"
Calc. max. production (BPD) Oil: Water: Fluid:
43.39 117.67 161.06
I - Producing below b. point
Update calc. max. production
zl 1
Pres. test point Pwf | "
Pressure fpsil G05.0
Fluid production fbfpd) 5 0 . 0 0
J±.
I
Right-click in the area whose data you want to change:
Figure 6.6: Pressure and Production data input (RODSTAR)

67
Inflow Performance
Correlation: Vogel 800
700-
600
500-
400-
300
200
100
0 I ' ' ' I
60 80 I • ' ' I ' • ' I • ' ' I ' '
100 120 140 160 180
Production (BPD)
J*!
Legend Oil
— Water
Total fluid
D Test point
Producing bottomhole pressure | 760 psi Oil production
Pump intake pressure [ 760 J psi Water production ] 6
Total fluid production 10
BPD
BPD
BPD
Close
Figure 6.7: IPR Calculation (RODSTAR)
This is a good way of making sure that the results from the software match that of the spread
sheet calculations done earlier. In this case RODSTAR indicates the same incremental
production as shown in Figure 6.7 that was obtained from the spread sheet calculations. One
thing to note from Figure 6.7 is that RODSTAR will only lower the flowing bottomhole pressure
to the casing pressure as shown. To get a full drawdown on the well, the casing pressure would
need to be lowered to zero.
So, looking at Figure 6.7, up-to 161 BPD of fluid from the given well can be obtained at the
current casing pressure of 100 psig. A BHP should be designed for maximum drawdown in case
it is decided to put a compressor on the well head to reduce the casing pressure.
Step 3
The next step requires the tubing size, plunger size, the tubing anchor depth and pump friction.
The pump friction value measures the amount of resistance the plunger is subjected to while
travelling downward. The value affects the bottom minimum stress at the bottom of the rod
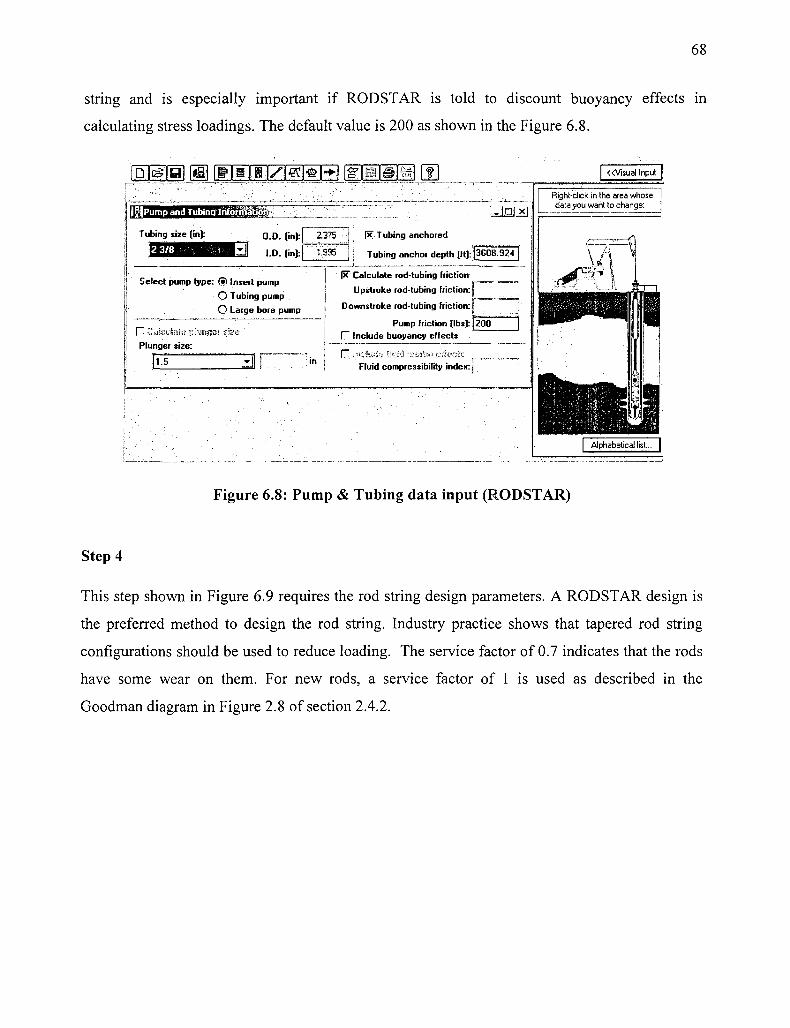
68
string and is especially important if RODSTAR is told to discount buoyancy effects in
calculating stress loadings. The default value is 200 as shown in the Figure 6.8.
QMM \M ffHTITZigteliH gMMUjB
|8|Pump and Tubing ihformatip
Tubing size (in): O.D. (in):
I.D. (in):
2.375
1.995
ix" Tubing anchored
Tubing anchoi depth (»):J3608 924 |
Select pump type: (a) Insert pump
O Tubing pump
O Large bore pump
Plunger size:
1.5 Mi
pT Calculate rod-tubing friction
Upstroke rod-tubing friction: |
Downstroke rod-tubing friction:!
Pump friction (lbs):]200
f Include buoyancy effects
f~ S?<ife«fe feM :n&*j'aw eii&Jit
Fluid compressibility index:]
«Visual Input
Right-click in the area whose data you want to change:
Figure 6.8: Pump & Tubing data input (RODSTAR)
Step 4
This step shown in Figure 6.9 requires the rod string design parameters. A RODSTAR design is
the preferred method to design the rod string. Industry practice shows that tapered rod string
configurations should be used to reduce loading. The service factor of 0.7 indicates that the rods
have some wear on them. For new rods, a service factor of 1 is used as described in the
Goodman diagram in Figure 2.8 of section 2.4.2.

69
Step 5
In this next step shown in Figure 6.10, the type and make of pumping unit from the drop down
list are selected. Also the stroke length that is set in the field is selected from the drop down list.
In this case, a Pump Jack with a maximum available stroke length of 120 inches is selected.
Since Penn west has a Lufkin C320-256-120 available in the inventory, it was selected from the
drop down list to avoid any extra capital expenditures.
The structure unbalance is defined in API 11E as "The force you need at the polished rod to hold
the walking beam horizontal with the pitman arms disconnected from the crank pins". This force
is positive when acting downward and negative when acting upward.

70
PMjal \m [fMITTTMM^] [ i M M H f «Visual Input
I i
Igjg Pumping Unit Informa'tidj^j
; ] © Manufacturer:
1 Pumping unit: i '.
0 Unit ID: i
; ' API designation:
) j Unit name: ! Other information:
1 :""
| Structural unbalan
Existing maximum
,...,..::„r.r'-^—-~~^
Lufkin Conventional - New
C-320D-256-120
CL45 D Use custom
C-320-25G-120" .
C-320D-25S-120
ce (lbs): 55
counterbalance moment (M in-lbs): • • • ( ' . . . . — • r — —
! Use CBALANCE data... 1 Unknown |x ' 1 1 l
._-
zJ ~z\
; " - |P | :X l
Recommended unit size:
No recommepidatiof |
pumping unit list
—
Crank rotation:
0 Clockwise
® Counterclockwise
Crank hole:
:0KHIHHSIjizJ^ Calculated stroke length:
121.0" |
Right-click in the area whose data you want to change:
Step 6
Figure 6.10: Pumping Unit data input (RODSTAR)
This step requires entering the energy costs per unit, the motor type from the drop down list and
the motor size as shown in Figure 6.11. It is recommended to use RODSTAR recommendation
for motor size.
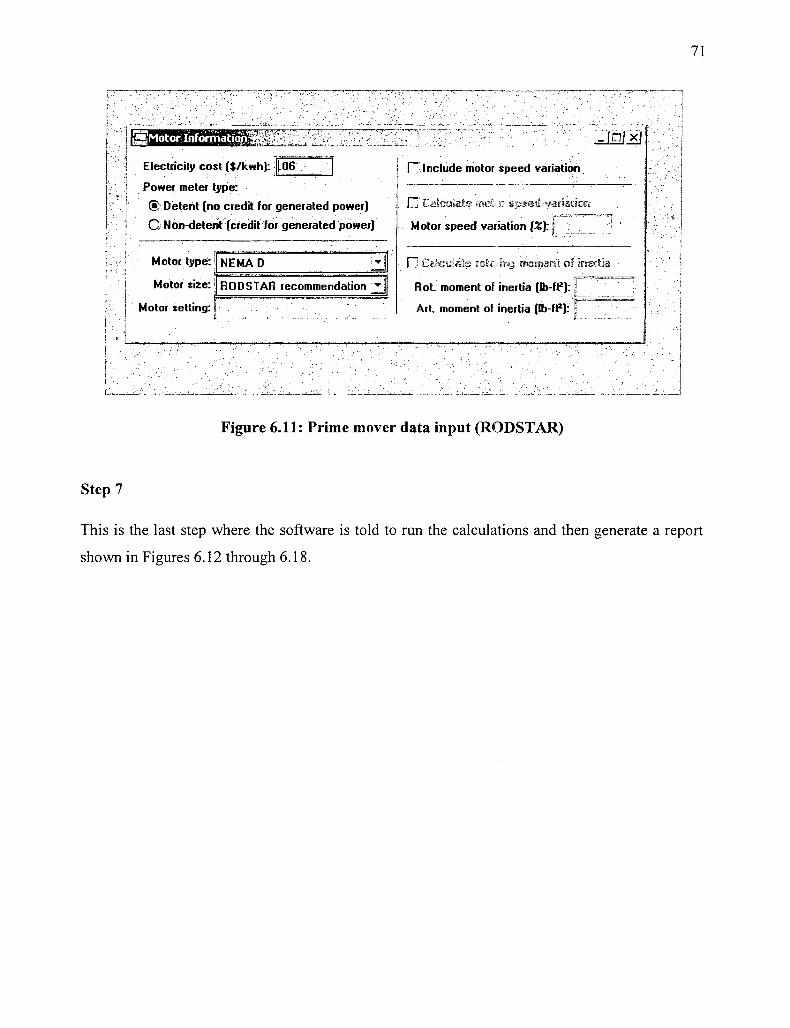
71
1-iuiMamuMF I • ™™ ;
Electricity cos
^13 mTtk t
t ( s / k w h j : LOG n Include motor speed variation
Power meter type:
® Detent [no credit for generated power)
0 N on-detent (credit for generated power)
Motor type:
Motoi size:
Motor setting: 1 t
NEMA D :z\
RODSTAR recommendation '_jj
.•• O CaScuEaJs RMKH tpssd ymmimm
Motor speed variation (%): j
• r i 'Gaiculeie reliving MomesiH of inertia •'••
x |
i
•
Rot. moment of inertia (Ib-fP):
Art. moment of inertia (Ib-fP): }
Step 7
Figure 6.11: Prime mover data input (RODSTAR)
This is the last step where the software is told to run the calculations and then generate a report
shown in Figures 6.12 through 6.18.

72
pMTal \M WMW\7\M^W\jM Till Visual lnput>>
FjfOutput Results 2<j
3
o
©
o
800-i
700-
600-
500
100
300-
200-
100
0
Inflow Performance Relationship (Correlat ion: Voge l )
- on - Water - Fluid - Current Design D Test Points
r — > -0 20
—I—r-40 60
- i — r —
80 i—I—r 100 120 1-40 160 180
P r o d u c t i o n (BPD)
I rjynamometer X o r Q u e Plot I PR Plot Report I Animate Dyno: E t I » ; Close
Figure 6.12: IPR result (RODSTAR)
£ H Output Result ^S lS lS
</> II)
5 O
_ l
Predicted Dynamometer Plots
16000-
14000 -_
12000-f
10000-f
8000-
6000 {
4000-j
2000-j
-2000 J
v̂__ ——— Predicted surface dyna. card
Dowinhole dynamometer card Permissible load diagram
y " ^ V jr
^^^ "\ I I 1 1 1 1 1 1 1 1 1 1 ' 1 ' 1
D 20 40 60
Position
i | • i
80
(inches)
; , , ' •
i i > i i i i i i i 100 120 140
f Dynamometer"]" Xorque Plot j IPR Plot Report j Animate Dyno: ^JJJJ > J j ^ CJosi
Figure 6.13: Dynamometer Result (RODSTAR)

73
MlOutput Results
INFLOW PERFORMANCE RELATIONSHIP INFORMATION
Correlation: Vogel Mid-perf depth (ft): 3716
Pressure test points: Flowing b.h. press, (psi)
605.0
Fl.Prod (BFPD)
50.00
Pressure vs. Pump intake press.(psi)
275.0 250.0 225.0 200.0 175.0 150.0 125.0 100.0
Static b h. pressure (psi): 798 Bubble point pressure (ps
production: Flowing b.h. press, (psi)
275.0 250.0 225.0 200.0 175.0 150.0 125.0 100.0
Oil (BOPD)
37.69 38.72 39.67 40.56 41.37 42.11 42 .79 43 .39
Water (BWPD)
88. 15 92 .37 96.59 100.80 105.02 109.24 113.45 117.67
L) : 3000
Fluid (BFPD)
125.84 131.09 136.26 141.36 146.39 151.35 156.24 161.06
I Dynamometer j Jorque Plot j ]PR Plot I Report | Animate Dyno: | i | • | •• | CJosi
Figure 6.14: IPR Result sheet (RODSTAR)
FSlOutput Results
Company: Pennwest Well: 6-35-85-15w6 Comment:
User: Hassan Disk file: 6-35-85-.RST Date: ll-Jun-09
Production rate (BFPD): 150 Strokes per minute: 6.0 Run time (hrs/day): 24.0 Surface stroke (in): 121.0 Water specific gravity: 1.0 Water cut: 65% Oil API gravity: 41.0 Fluid specific gravity: 0.9
Pump intake pressure (psi) : 157 Fl. lev. (ft over pump): 120 (calc.) Tubing pressure (psi): 90.0 Casing pressure (psi): 100.0 Buoyant weight of rods (lbs): 6851
Peak polished rod load (lbs): 11786 Hin. polished rod load (lbs) : 5183 Polished rod horsepower: 6.6 PLHP: 25.1 PRHP/PLHP =0.26 N/No1: 0.097 Fo/SKr: 0.08 System efficiency (Hotor->Pump): 42% Balanced elect, cost (?/bf): .069 Balanced elect, cost (S/bo): .198
Balanced min. req. motor HP: 12 Unit structure loading: 46% Balanced gearbox loading: 69% •Maximum rod loading: 112% Fluid load on pump (lbs) : 2822
j Dynamometer Tpique Plot IPR Plot Report Animate Dyno: M • •• Close
Figure 6.15: Well data result (RODSTAR)

74
CT^THI figl (MWTITZIM^I^I CTlTaTWI IT Visual lnput»
F»| Output Results ms- *J TUB ING PUMP
Tubing O.D. (in): 2.375 Tubing I.D. (in): 1.995 Tubing anchor depth (ft): 3 609 Tubing stretch (in): 0.5 Upstr. rod-tub. frict: 0.53 (calc. Downs, rod-tub. frict: 0.53 (calc. Stuffing box friction (lbs): 100 Pump load adjustment (lbs): 0
Pump depth (ft): 4232 Pump condition: Full pump Pump type: Insert Pump friction (lbs): 200 Plunger size (in): 1.5 Gross pump stroke (in): 113 Assumed pump volum. efficiency: 85% Pump spacing (in. from botm.): 12.7 Minimum pump length (ft): 15.0 Recom. plunger length (ft): 3.0
fF vnamorneter I Toraue Plot T~ IPR Plot "1 ~ Reooit 1 Animate Dvno: I BI J » I Close
Figure 6.16: Tubing result (RODSTAR)
Fsl Output Results 2<j
ROD STRING
Diam.
(in)
+ 0.875 0.75
+ Requires
STRESS ANALYSIS (rod tapers calculated) Service factor: 0.7
Rod
Grade
K (API) K (API)
Len.
(ft)
1382 2850
Tensile
St. (psi)
85000 85000
Stress
Load %
112% 112%
Top Hax.
Str.(psi)
19524 18924
Top Min.
Str.(psi)
8875 6931
Bot. Min
Str. (psi
5259 -453
slimhole couplings. NOTE: Stress calculations do not include buoyancy effects.
i
I
t t
1
f
i i
I—
1 j i i
i
Dynamometer X«"Que Plot IPR Plot Report Animate Dyno: m\ • •• Close
Figure 6.17: Rod string result (RODSTAR)

75
'(Output Results
PUMPING UNIT: Lufkin C o n v e n t i o n a l Uni t name: C-320D-256-120
New n API size: C-320-256-120 Calc. stroke length (in): 121.0 Structural unbalance (lbs): 55 Rotation with well to right: CCW
TORQUE ANALYSIS
Unit ID: CL45 Crank hole # 1 (out of 4) Crank offset angle (deg): 0.0 Maximum CB moment: Unknown
Peak gearbox torque (M in-lbs): Gearbox loading: Cyclic load factor: Maximum counterbalance moment (H in-lbs) Counterbalance effect (lbs):
BALANCED (Min Ener)
2 3 7 74% 1 . 5 6 4 8 5 . 8 2 8572
BALANCED (Min T o r q )
222 69% 1 . 5 7 5 0 8 . 2 0 8 9 6 4
Dynamometer X°rQ.ue Plot IPR Plot Report ] Animate Djino: Close
Figure 6.18: Gearbox loading result (RODSTAR)
The report generated will include the IPR curves, rod and gear box stresses and also if they are
within the allowable stress range percentage, the calculated horse power for the motor size and
the downhole pump card.
Based on the report generated, necessary adjustments are done to make sure that all equipment is
operating optimally within the allowable stress ranges. It is always recommended for an engineer
to apply his knowledge, skills, experience and engineering judgment to perform the calculations
manually or through spread sheets or at least carry out manual verification of the results provided
by these software.
The first report shows that the rod string loading is in excess of 100 %, so a different rod string
grade from "K" to "D" would need to be selected as shown in Figure 6.19, which has a higher
tensile strength and this effectively resolved the loading problem as shown in Figure 6.20.

76
DT^TB] fill [ITWTlTZT^riTO [MBTa
Rod grade or manufacturer:
Maximum rod diameter to consider:
Minimum rod diameter to consider:
f " Include sinker bars/sinker rods ®. K » A «
Sinker bar grade/manufacturer:'<
Sinker bar diameter:!
O S an'̂ sc jcas
17 Sinker bar length (ft): •
Service factor:
Additional rod costs:
Cost description:
«Visual Input
Right-click in the area whose data you want to change:
Figure 6.19: Rod string data input II (RODSTAR)
QMMWMMMJMZJMK FTM •GPlmlmiz*
~ O u t p u t Results %.? jm&u-a-:-^-
Visual lnput>>
-*j
ROD STRING
Diam.
(in)
+ 0.875 0.7S
STRESS ANALYSIS (rod tapers calculated) Service factor: 0.7
Rod
Grade
D (API) D (AP I)
Len.
(ft)
1532 2700
Tensile
St. (psi)
115000
115000
Stress
Load %
73% 73%
Top Max.
Str. (psi)
19660 18270
Top Hin.
Str. (psi)
8956 6461
Bot. Hin
Str. (psi
4929 -453
+ Requires slircihole couplings.
NOTE: Stress calculations do not include buoyancy effects.
j
il
'i
:i i
! 1
1
Dynamometer torque Plot JPR Plot Report Animate Dyno: • I • I • • Dose
Figure 6.20: Rod string result II (RODSTAR)

77
6.6 Results
Based on the results from the RODSTAR report, it shows that by installing the pump jack, C320-
256-120 with the current grade "K" rod string, having a tensile strength of 85000 psi, the rod
string would be over stressed as seen from the stress load section in Figure 6.17. In-order to
mitigate the problem, a higher strength rod would have to be selected. In this case by selecting a
grade "D" rod string, with a tensile strength of 115,000 psi effectively resolved the issue as
shown in Figure 6.20.
For the downhole pump, a longer pump barrel was designed to fully utilize the 120 inch stroke
length with the same 1.5 inch plunger diameter. A bigger pump jack could have been avoided
provided there was 2.875 inch diameter tubing in the wellbore. In that case by landing a 2 inch
diameter plunger would have resulted in the incremental volumes as shown in the IPR curve in
Figure 6.7.
After upsizing the pump jack, the production rose to 120 BPD of total fluid that resulted in some
of our expected incremental production. Since the well has wax and scale issues, it was put on a
more stringent chemical program to effectively resolve the issue and increase the pump
efficiency. It is important to mention that any work done might not result in instant change as
expected and could take a while before the desired results are noticed or observed.
This describes the process of optimizing a pump jack in the field. There are other things like
pump off controllers, dynamometers etc. that can be included in the optimization process but that
is beyond the scope of this project and anyone interested in carrying forward the optimization
work can actually write a full report on it.

7 CONCLUSIONS AND RECOMMENDATIONS
7.1 Conclusions
This report can be very beneficial for students and graduate engineers interested in the field of
pump jack optimization. It is written in the context of actual practices involved in pump jack
optimization in the petroleum industry.
The description of the overall optimization process of pump jacks in this report serves the
purpose of building an understanding of the technical challenges involved in this process and a
step by step process to address those challenges. The learning and skills provided in this report
will give a person the ability to:
i. Understand the importance of flowing bottomhole pressure in rod pump optimization
ii. Understand the behavior of a producing rod pump well
iii. Calculate the flowing bottomhole pressure of a rod pump well by using the acoustic
method
iv. Calculate the oil gradient in the casing annulus
v. And the ability to use the following methods to estimate producing potential
a. Constant PI method
b. Vogel's method
c. Combined constant PI and Vogel's method
7.1.1 Recommendations
1. The ideal means to verify the exact nature of the inflow performance relationship is to
conduct a multi point test also known as a flow after flow test. This involves simply
testing the well at different draw downs to determine the resulting production rates. Since
it is very costly and time consuming as the well needs to be stabilized before every
successive flow after flow test, it is not done until it requires a more expensive artificial
lift type like an ESP (electrical submersible pump). For most land based application in
western Canada, there is very little multi point testing conducted on oil wells and the
current practice involves just a single point test and applying Vogel's correlation. For
78

79
most artificial lift design using beam pumping, this approach is accurate enough due to
the flexibility of pump jacks to adjust pump displacement to match well capacity.
Also well stimulation to achieve a flow efficiency of one or greater than one could be
very costly in case of damaged formations if it involves fracturing, and hence for the
most part, until very high incremental volumes are expected it is very difficult to justify
the costs for the job.
2. It is recommended to use sinker bars on the bottom of the rod string particularly with
large diameter pumps, viscous fluid wells and highly deviated wells. This helps to
eliminate the bending and buckling of rod string that usually occurs during the pumping
cycle. Since RODSTAR does not have any design consideration for sinker bars, it is
advised based on field experience to use them when designing the rod string. Graphs for
recommended lengths of sinker bars for a variety of depths and pump sizes are published
by the USS oil well division of the United States steel.
3. It is also very important to know the specific gravity of the gas when calculating the fluid
level by the acoustic method. This is done on a regular basis by sending gas samples to
the laboratory. It has been experienced in the field that by entering an incorrect value for
the specific gravity of the annular gas in the acoustic equipment will result in an incorrect
fluid level. This happens due to the improper calculation of velocity of the sound wave
propagated down the annular space.

8 REFERENCES
[ 1 ] Quinn Pumps Training Manual
[2] Lufkin, Conventional & Reverse Mark Pumping Units, Installation manual CU-96, Texas, U.S.A.
[3] Penn West Petroleum, Production Engineering Training Manual Volume 1
[4] Lufkin, Mark II Pumping Units, Installation Manual M-96, Texas, U.S.A.
[5] Lufkin Pumping Units, Lufkin Industries, Inc. Texas, U.S.A.
[6] API Specification for Subsurface Pumps and Fittings, API Std 11 AX (Sixth Edition), American Petroleum Institute, Washington, D.C., March 1971
[7] Artificial Lift Systems, ENFORM, 2006
[8] Boyun Gou, William C. Lyons, and Ali Ghalambor, Petroleum Production Engineering, Elsevier Science & Technology Books, 2007
[9] CE Franklin LTD., Artificial Lift systems, Bottomhole Pump School Manual
[ 10] Production Optimization, ENFORM, 2006
[11] Echometer Co., http://www.echometer.com/images/product photos/lg/wa_lg.jpg, accessed date: 10-08-2008
[12] Echometer Co., http://www.echometer.com/images/product photos/1 g/compact gas gun lg.jpg, accessed date: 10-08-2008
[13] Fluid Level Analysis System, User Manual, Ventawave (Lufkin Automation) Houston, TX, 2001
[14] Penn West Petroleum, Production Engineering Training Manual Volume 2
[15] A.L.Podio, J.N. McCoy and K.L. Huddleston, Acoustic Producing Bottomhole Pressures, SPE 1425
[16] Vogel, J.V.: "Inflow Performance Relationships for Solution- Gas Drive Wells", JPT, (Jan. 1968)83-92
[17] Standing, M.B.: "Inflow Performance Relationships for Damaged Wells Producing by Solutions-Gas Drive", JPT (Nov. 1970) 1399-1400
[18] Engineering Data Book, S.I. Version, Volume I, GPSA, Tulsa, OK, 2004
80

81
4, Las Vegas, NV, 1985
[19] Engineering Data Book, S.I. Version, Volume II, GPS A, Tulsa, OK, 2004
[20] Nind, T.E.W.: Principles of Oil Well Production, McGraw-Hill, New York, 1964

APPENDIX A
Authorization from Penn West Petroleum to reproduce Parts from Proprietary Production Engineering Training Manuals, Volume 1 & 2
From: Gordon Wichert Sent: Fri 1/30/2009 3:13 PM
To: Hassan Khan
Cc: Gregg Gegunde <-, , . RE: Permission to Use excerpts from Pennwest Training
' manuals for production Engineers Attachments:
View As Web Page
Hassan:-
Penn West has no objections to the use of information from the Training Manuals as per the conditions of use that you have described below.
regards,
GordonWichert,M.Sc, P.Eng. Manager, North Production Penn West Energy office:(403)777-2542
From: Hassan Khan Sent: Thursday, January 22, 2009 4:28 PM To: Gordon Wichert Subject: Permission to Use excerpts from Pennwest Training manuals for production Engineers
Gord,
As discussed, I am working on my M.eng project and would like permission to produce some material in my project work from the Penn west Training Manuals for Production engineers with proper reference stating that "Excerpts from the Penn west training manuals are reproduced with the permission of Penn west. All rights reserved". Reference to proprietary data and locations will be removed.
82

83
I had discussed this with Steve Urselescu and he had no objections as long as it was properly referenced. Since he is no longer with the company, I request you to kindly grant me permission to do so. Just to let you know this is purely for educational purposes and I think the university students at Dalhousie, Halifax will benefit a lot from this kind of information.
These training manuals became the property south swan hills unit from Gulf oil. Awaiting
Thanking you.
; Hassan Khan PENN WEST ENERGY Tel: (403)777-2590 Cell: (403) 510-1820
of Penn West Energy /our kind response.
after the acquisition of the
APPENDIX B
Authorization from GPSA to reproduce Parts from GPSA Data Hand Books, Volume 1 & 2
From: Hassan Khan Sent: Fri 1/30/2009 3:54 PM
To: 'Kenny Wheat'
Cc: Judy London
Subject: RE: Permission Request Attachments:
View As Web Page
Thank you for your kind approval
Regards,
Hassan Khan PENN WEST ENERGY Tel: (403) 777-2590 Cell: (403) 510-1820
From: Kenny Wheat [mailto:[email protected]] Sent: Friday, January 30, 2009 8:32 AM To: Hassan Khan Cc: Judy London Subject: RE: Permission Request
Mr. Khan,
You have GPA's/ GPSA's permission to reproduce material for your project.
Best regards,
84

Kenny Wheat
Director Technical Services
Gas Processors Association
6526 E 60th St, Tulsa, OK 74145
Ph 918-493-3872; Fx 918-493-3875
kwheat@gasprocessors. com
From: Judy London Sent: Thursday, January 29, 2009 8:31 PM To: Kenny Wheat Subject: Permission Request
See below .. please respond.
Judy London
Publications Administrator
Gas Processors Association
Tulsa, Oklahoma USA
918-493-3872
www.GPAglobal.org

86
From: Hassan Khan [mailto:[email protected]] Sent: Monday, January 26, 2009 4:41 PM To: Judy London Subject: GPSA Data handbooks reference permission
Hello
I am working on my Masters of engineering project Titled "Production optimization of Pump Jacks" and would like permission to produce some material in my project work from the GPSA data handbooks with proper reference stating that "Excerpts from the GPSA Data hand books are reproduced with the permission of GPSA. All rights reserved".
I request you to kindly grant me permission to do so. Just to let you know this is purely for educational purposes and I think the university students at Dalhousie, Halifax will benefit a lot from this kind of information.
Awaiting your kind response.
Thanking you.
Hassan Khan PENN WEST ENERGY Tel: (403) 777-2590 Cell: (403) 510-1820
Top Related
Copyright © 2022 FDOKUMEN

