





Bahasa
Halaman
Hukum


MERMER VE DOĞALTAŞ AÇIK OCAK İŞLETMELERİNDE ÜRETİM PLANLAMASI PRODUCTION PLANNING IN MARBLE AND NATURAL STONE QUARRIES Metin ERSOY AKÜ Afyon MYO Doğal Yapıtaşları Bölümü, Afyonkarahisar, TURKEY, [email protected] Liyaddin YEŞİLKAYA AKÜ Mühendislik Fak. Maden Müh. Bölümü, Afyonkarahisar, TURKEY, [email protected] Ahmet Lütfi DİNÇER Tureks Mns Ocak İşlt. San. Tic. AŞ, Afyonkarahisar, [email protected] ÖZET Günümüzde, Türkiye mermer ocaklarının pek azında planlama yapılarak üretim yapılmakta, çalışmalarda günlük politikalar uygulanmaktadır. Bu da yatırım ve iş gücünün planlı ve verimli kullanılmamasına ve görünmez para kaybına neden olmaktadır. Planlı ve verimli çalışmanın önemi, dünya rezervinin 1/3 ünden fazlasına sahip, 150 ülkeye ihracat yapan ve maden ihracatının %60 ını oluşturan mermer sektörü için daha da artmaktadır. Bu yazıda, üretim planlama aşamasında mermer ocak üretim yöntemlerinde yapılan çalışmalar gruplanmış, her bir grubun çalışma süreleri belirlenmiş, bu gruplar arasındaki uyumun ne olması gerektiği belirtilmiştir. Ayrıca sürelere bağlı olarak hedeflenen üretim miktarlarına belli bir dönem içinde ulaşılması için gerekli makina ve donanımın miktarı ile bu dönemde gerekli olacak ana sarf malzemelerinin miktarlarının hesaplama şekilleri gösterilmiştir. Anahtar kelimeler: Planlama, Üretim, Mermer açık ocak işletmeciliği ABSTRACT Today, very few of the marble quarries in Turkey production is done by planning, policy studies are applied daily. This investment and the efficient use of manpower has not been planned and leads to loss of money and disappear. The importance of structured and efficient work, the world reserves 1/3 have more than 150 countries and exports to and constituting 60% of mineral exports is increasing for the marble industry. In this paper, the marble quarry production methods, production planning, studies and grouped running time of each group were determined; these groups should be harmony between what is stated. In addition to time, depending on the targeted production volume needed to reach within a certain period by the amount of machinery and equipment will be required during this period supplies the amount of the main features of the calculation are shown. Key words: Planning, Production, Marble open pit operations 1. GİRİŞ Türkiye doğaltaş rezervinin ne kadar olduğu konusunda detaylı bir çalışma yapılmamış olmasına rağmen 3,8 milyar m3 mermer, 2,7 milyar m3 traverten, 1 milyar m3 granit rezervinin
olduğu bilinmektedir. Bu rakamlar bazı kaynaklara göre dünya rezervinin %30-40 ı kadardır (Yüzer 2005, Sezmen 2008, Önenç 2008,Anon (a) 2008, Anon (b) 2008). Türkiye’deki önemli mermer ve doğaltaş

yataklarının bölgelere göre dağılımı Şekil 1 de verilmiştir.
Şekil 1 Önemli Mermer ve Doğaltaş Yataklarının Bölgelere Göre Dağılımı (Anon (a) 2008) Türkiye doğal taş sektörü, 1000 ocak, 1500 fabrika, 7500 atölyede toplam 250 000 kişilik istihdamıyla dünyada yaklaşık 150 ülkeye doğaltaş (mermer, traverten ve granit ürünleri) ihraç eden ve ülke ekonomisine ortalama 1.2 milyar dolarlık katma değer sağlayan bir sektördür. Mermer, doğal taş ve teknolojileri ihracatı toplam maden ihracatının yaklaşık % 60’ını tek başına gerçekleştirmektedir 2008). Mermer sektörü kendi hammaddeişleyen dışa bağımsız bir sektör olduğu için kazanılan dövizin tamamının yurtiçinde kalması bakımından önemlidir. Başka bir ifade ile sektör, dış ödemeler dengesine pozitif katkı oranı en büyük olan sektörlerden biridir. Dünya doğaltaş pazarı yıllık yaklaşık 60 milyon ton olup doğaltaş kullanımının 2025 yılına kadar yıllık 300 milyon tonu bulacağı tahmin edilmektedir. Bu pazardan en büyük payı ancak planlı çalışmakla mümkün olacaktır. Mermer ocaklarında çoğunda günlük üretim politikaları uygulanmakta ve o anki şartlara göre üretim yapılmaktadır. Bazı büyük mermer işletmelerinde planlama çalışmaları yapılmasına rağmen, bu çalışmalar da her bir işletmenin kendine göre geliştirdiği yöntemlerle gerçekleştirilmekte, belli bir standart dâhilinde yapılmamaktadır. Bu da mermer sahalarıplansız, programsız işletilmesine neden olmaktadır. Bu yazıda, mermer üretim yöntemleri kısa bilgiler verilmiş, yıllık kazanılabilecek üretim miktarlarının ve bunun için gerekli olan ana donanım ve sarf malzemelerinin hesaplamaları belli bir dizilime sokulmaya çalışılmıştır.
yataklarının bölgelere göre dağılımı Şekil 1 de
Şekil 1 Önemli Mermer ve Doğaltaş Yataklarının
(Anon (a) 2008)
Türkiye doğal taş sektörü, 1000 ocak, 1500 000 kişilik
nyada yaklaşık 150 ülkeye taş (mermer, traverten ve granit ürünleri)
ihraç eden ve ülke ekonomisine ortalama 1.2 milyar dolarlık katma değer sağlayan bir sektördür. Mermer, doğal taş ve teknolojileri
ın yaklaşık % 60’ını tek başına gerçekleştirmektedir (Anon (a)
. Mermer sektörü kendi hammaddesini işleyen dışa bağımsız bir sektör olduğu için kazanılan dövizin tamamının yurtiçinde kalması
Başka bir ifade ile sektör, ödemeler dengesine pozitif katkı oranı en
Dünya doğaltaş pazarı yıllık yaklaşık 60 milyon ton olup doğaltaş kullanımının 2025 yılına kadar yıllık 300 milyon tonu bulacağı tahmin edilmektedir. Bu pazardan en büyük payı almak, ancak planlı çalışmakla mümkün olacaktır.
çoğunda günlük üretim politikaları uygulanmakta ve o anki şartlara göre üretim yapılmaktadır. Bazı büyük mermer işletmelerinde planlama çalışmaları yapılmasına
r bir işletmenin kendine göre geliştirdiği yöntemlerle gerçekleştirilmekte, belli bir standart dâhilinde
Bu da mermer sahalarının plansız, programsız işletilmesine neden
da, mermer üretim yöntemleri hakkında , yıllık kazanılabilecek üretim
miktarlarının ve bunun için gerekli olan ana donanım ve sarf malzemelerinin hesaplamaları
r dizilime sokulmaya çalışılmıştır.
2. AÇIK MERMER OCAKLARINDA UYGULANAN ÜRETİM YÖNTEMLERİ Mermer ve doğaltaş üretiminde, üretim yönteminin türünü tanımlayan esas faktör kütlenin ana kayaçtan ayrılması sırasında uygulanan kesme teknolojisidir. Günümüzde uygulanan yöntemler, delme çatlatma (DÇ), elmas telle kesme (ETK) ve zincirlikesicilerle kesme (KK) yöntemleridir. Delme çatlatma yönteminde, ana kayaç üzerinde kesim yapılacak doğrultuda, sıralı birçok delikler açılıp içlerine mermer çivisi ve yapraklar sıkıştırılarak bloğun çatlaması sağlanır (Şekil Yönteminin, en düşük yatırımla, en az personeve her türlü formasyonda uygulanabilmesi en önemli avantajıdır. Bunun yanı sıra üretim hızının düşüklüğü ve kayıp oranının yüksekliği gibi dezavantajları da vardır. Yöntem düşük ilk yatırım avantajından dolayı daha çok arama çalışmalarında veya çok sert kayaçların üretiminde tercih edilmektedir.
Şekil 2 Delme çatlatma yönteminin şematik görünüşü Elmas telle kesme yönteminde ise birbiriyle birleşen üç delik açılır ve bu deliklerden elmas tel geçirilir. Telin burulması ve döndürülmesiortamına su verilmesi ve makinanın çekilmesi şeklinde kesim yapılır (Şekil (c), Anon (d)). Yöntem, uygulanabilme parametrelerinin genişliği, kayıpların düşük ve düzgün blok elde edilebilmesi bakımından öne çıksa da delik açma faaliyeti gerektirmesiemniyetinin düşük olması gibi dezavantajları da beraberinde getirir.
Şekil 3 Elmas telle kesme yönteminin şematik görünüşü (Anon (e) 2005)
AÇIK MERMER OCAKLARINDA UYGULANAN ÜRETİM YÖNTEMLERİ
üretiminde, üretim yönteminin türünü tanımlayan esas faktör kütlenin ana kayaçtan ayrılması sırasında uygulanan kesme teknolojisidir. Günümüzde uygulanan yöntemler, delme çatlatma (DÇ), elmas telle kesme (ETK) ve zincirli-bantlı kollu
) yöntemleridir.
Delme çatlatma yönteminde, ana kayaç üzerinde kesim yapılacak doğrultuda, sıralı birçok delikler açılıp içlerine mermer çivisi ve yapraklar sıkıştırılarak bloğun çatlaması sağlanır (Şekil 2). Yönteminin, en düşük yatırımla, en az personelle ve her türlü formasyonda uygulanabilmesi en
ıdır. Bunun yanı sıra üretim hızının düşüklüğü ve kayıp oranının yüksekliği gibi dezavantajları da vardır. Yöntem düşük ilk yatırım avantajından dolayı daha çok arama
t kayaçların
Delme çatlatma yönteminin şematik
Elmas telle kesme yönteminde ise birbiriyle birleşen üç delik açılır ve bu deliklerden elmas tel
döndürülmesi, kesme ve makinanın geri
(Şekil 3) (Anon . Yöntem, uygulanabilme
parametrelerinin genişliği, kayıpların düşük ve düzgün blok elde edilebilmesi bakımından öne
delik açma faaliyeti gerektirmesi ve iş emniyetinin düşük olması gibi dezavantajları da
Elmas telle kesme yönteminin şematik

Diğer popüler yöntem olan zincirli-bantlıkesicilerin kullanımında ise, ray üzerine yerleştirilmiş kollu kesicinin yatay ve düşeykesme düzlemi boyunca hareket ettirilmesi şeklinde kesim gerçekleşir (Şekil 4). Emniyetli ve hızlı olmasına rağmen günümüzde ilk yatırım tutarı yüksek olan bir seçenektir.
Şekil 4 Kollu kesme yönteminin şematik görünüşü Mermer ve doğaltaş işletmelerinde, bu yöntemler ayrı ayrı uygulandığı gibi birlikte de uygulanabilmektedir (Karaca 2001, Onargan vd. 2005). Örneğin çalışmanın daha zor olduğu alt kesimlerin kollu kesicilerle yapıldığı, arka ve kesimlerin de basamakların yüksekliğinden dolayı elmas telle yapıldığı ya da dilimleme aşamasında delme çatlatma yönteminin uygulandığı birçok mermer ocağı bulunmaktadır. Kütlelerin ana kayadan kesilmesi yöntemi ne olursa olsun üretimin aşamaları, hazırlık, kesme-öteleme ve ebatlamolmak üzere üç ana grupta incelenebilir
Şekil 5 Üretim aşamaları Bu üç aşmada gerçekleştirilen faaliyetler, ocakta uygulanan kesme teknolojisine göre gösterir. Planlamada ve hazırlık aşamasında çalışma alanının temizlenmesi, delme parametrelerinin belirlenmesinden sonra;
Planlama ve Hazırlık
Delme, Kesme ve Öteleme
Ebatlama ve Taşıma
Blok Üretimi
bantlı kollu kesicilerin kullanımında ise, ray üzerine
yatay ve düşey kesme düzlemi boyunca hareket ettirilmesi
. Emniyetli ve ilk yatırım
Kollu kesme yönteminin şematik
ermer ve doğaltaş işletmelerinde, bu yöntemler ayrı ayrı uygulandığı gibi birlikte de
(Karaca 2001, Onargan vd. . Örneğin çalışmanın daha zor olduğu alt
kesimlerin kollu kesicilerle yapıldığı, arka ve yan yüksekliğinden
dolayı elmas telle yapıldığı ya da dilimleme aşamasında delme çatlatma yönteminin uygulandığı birçok mermer ocağı bulunmaktadır.
Kütlelerin ana kayadan kesilmesi yöntemi ne olursa olsun üretimin aşamaları, planlama-
ve ebatlama-taşıma incelenebilir (Şekil 5).
Bu üç aşmada gerçekleştirilen faaliyetler, ocakta uygulanan kesme teknolojisine göre değişiklik
Planlamada ve hazırlık aşamasında çalışma alanının temizlenmesi, delme ve kesme parametrelerinin belirlenmesinden sonra;
• DÇ yönteminde basınçlı hava tesisatının
ve delicilerin çalışma alanına• ETK yönteminde delicinin taşınması,
ETK makinasının hazırlanmasıtelin hazırlanması, su ve enerji tesisatının kurulması,
• KK yönteminde de rayların yere sabitlenmesi, su ve enerji tesisatının kurulması gibi faaliyetler yapılır.
Kesme aşaması ise,
• DÇ yönteminde yaprakların ve çivilerin deliklere yerleştirilerek sıkıştırılmasısıra ile vurularak kütlenin çatlatılması
• ETK yönteminde, delici makinanın kurulması ve deliklerin açılması, ETKmakinasının kurulması, telin deliklerden geçirilerek döndürülmesi, ortama su verilmesi ve makinanın geri
• KK yönteminde de makinanın kurulması, kolun kesme alanına yönlendirilmesi, ortama su verilmesi ve makinanın raylar üzerinde hareket ettirilmesi şeklindedir.
Alt, yan ve arka kesimleri tamamlanan kütleler, ana kayaçtan bir miktar ileriye ötdevrilir. Bu işlem yıkma-devirmetanımlanır. Öteleme işleminde DÇ yöntehidrolik kriko, ETK ve KK yöntemlerinde hidrolik kriko ile hava-su yastıkları, kazıcı ve yükleyici gibi iş makinaları eşliğinde kullanılır. Sonra dilimleme aşamasına geçilir. Bu aşamada kütle yine kesme yöntemlerinden herhangi biri uygulanarak, ötelenen kütlenin daha küçük ebatlı bloklara ayrılması sağlanır. Sahadaki süreksizliklerden ya da üretim sırasındaki düzensiz parçalanmalardan dolayı blokların bazıları geometrik şekilli olmayayüzden blokların kenarları tıraşlanır. Bu işleme de sayalama denir. Ebatlama (dilimleme ve sayalamaamacı, blokları taşınabilir ve blok kesme makinalarında kesilebilir boyutlara getirmektir (<m). Taşıma ve stoklama işleri geometrisine göre ya derrick vinçlerle ya da yükleyicilerle yapılır. Doğrudan tesise götürülecek olan bloklar kamyonlara yüklenerek nakledilir. Yöntemlerin karşılaştırmalı tablosu Çizelge 1 de verilmiştir.
Blok Üretimi
DÇ yönteminde basınçlı hava tesisatının ına taşınması,
ETK yönteminde delicinin taşınması, hazırlanması, elmas
telin hazırlanması, su ve enerji
KK yönteminde de rayların taşınması ve , su ve enerji
gibi faaliyetler
DÇ yönteminde yaprakların ve çivilerin eliklere yerleştirilerek sıkıştırılması ve
sıra ile vurularak kütlenin çatlatılması, , delici makinanın
kurulması ve deliklerin açılması, ETK nın kurulması, telin deliklerden
, ortama su geri çekilmesi,
nteminde de makinanın kurulması, kolun kesme alanına yönlendirilmesi, ortama su verilmesi ve makinanın raylar
şeklindedir.
tamamlanan kütleler, ana kayaçtan bir miktar ileriye ötelenir ya da
devirme olarak ta tanımlanır. Öteleme işleminde DÇ yönteminde
yöntemlerinde hidrolik kazıcı ve yükleyici
iş makinaları eşliğinde kullanılır.
aşamasına geçilir. Bu aşamada kütle yine kesme yöntemlerinden herhangi biri
daha küçük ebatlı . Sahadaki
süreksizliklerden ya da üretim sırasındaki düzensiz parçalanmalardan dolayı blokların
rı geometrik şekilli olmayacaktır. Bu blokların kenarları tıraşlanır. Bu işleme
sayalama) işleminin amacı, blokları taşınabilir ve blok kesme makinalarında kesilebilir boyutlara getirmektir (<2 m). Taşıma ve stoklama işleri ocağın
ya derrick vinçlerle ya da yükleyicilerle yapılır. Doğrudan tesise götürülecek olan bloklar kamyonlara yüklenerek
Yöntemlerin karşılaştırmalı tablosu
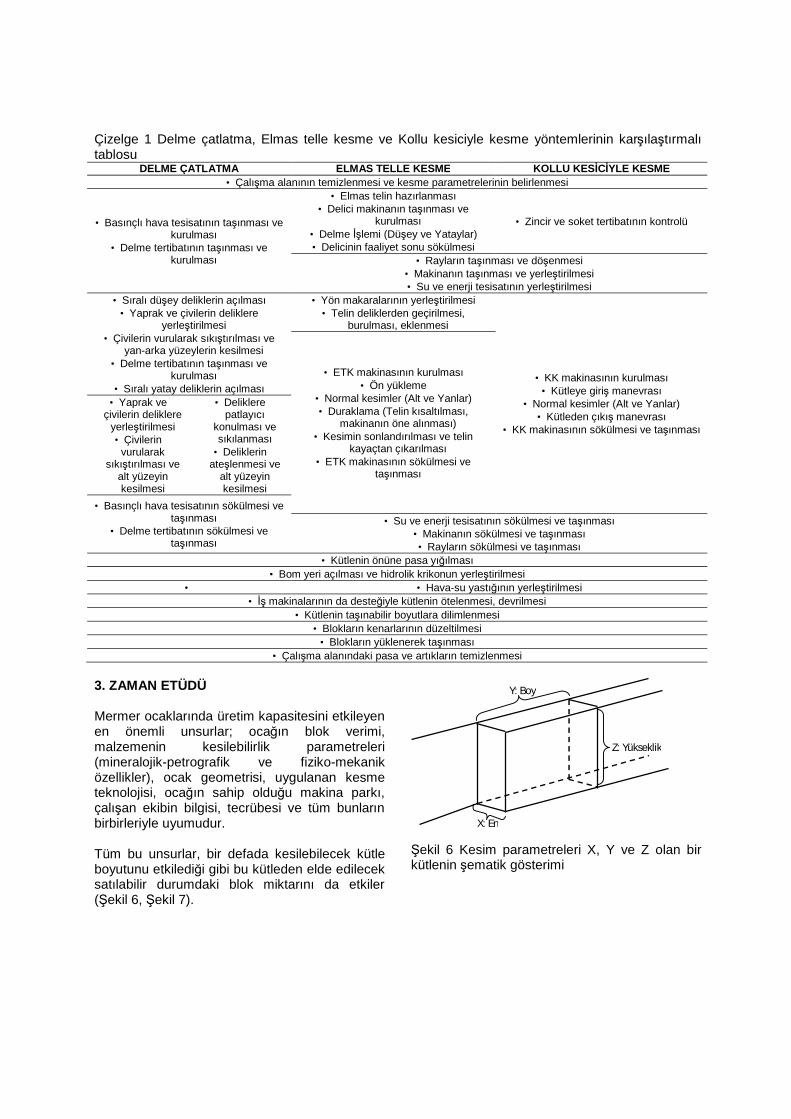
Çizelge 1 Delme çatlatma, Elmas telle kesme ve Kollu kesiciyle kesme yöntemlerinin karşılaştırmalı tablosu
DELME ÇATLATMA ELMAS TELLE KESME KOLLU KESİCİYLE KESME • Çalışma alanının temizlenmesi ve kesme parametrelerinin belirlenmesi
• Basınçlı hava tesisatının taşınması ve kurulması
• Delme tertibatının taşınması ve kurulması
• Elmas telin hazırlanması • Delici makinanın taşınması ve
kurulması • Delme İşlemi (Düşey ve Yataylar) • Delicinin faaliyet sonu sökülmesi
• Zincir ve soket tertibatının kontrolü
• Rayların taşınması ve döşenmesi • Makinanın taşınması ve yerleştirilmesi • Su ve enerji tesisatının yerleştirilmesi
• Sıralı düşey deliklerin açılması • Yaprak ve çivilerin deliklere
yerleştirilmesi • Çivilerin vurularak sıkıştırılması ve
yan-arka yüzeylerin kesilmesi • Delme tertibatının taşınması ve
kurulması • Sıralı yatay deliklerin açılması
• Yön makaralarının yerleştirilmesi • Telin deliklerden geçirilmesi,
burulması, eklenmesi
• KK makinasının kurulması • Kütleye giriş manevrası
• Normal kesimler (Alt ve Yanlar) • Kütleden çıkış manevrası
• KK makinasının sökülmesi ve taşınması
• ETK makinasının kurulması • Ön yükleme
• Normal kesimler (Alt ve Yanlar) • Duraklama (Telin kısaltılması,
makinanın öne alınması) • Kesimin sonlandırılması ve telin
kayaçtan çıkarılması • ETK makinasının sökülmesi ve
taşınması
• Yaprak ve çivilerin deliklere
yerleştirilmesi • Çivilerin
vurularak sıkıştırılması ve
alt yüzeyin kesilmesi
• Deliklere patlayıcı
konulması ve sıkılanması
• Deliklerin ateşlenmesi ve
alt yüzeyin kesilmesi
• Basınçlı hava tesisatının sökülmesi ve taşınması
• Delme tertibatının sökülmesi ve taşınması
• Su ve enerji tesisatının sökülmesi ve taşınması • Makinanın sökülmesi ve taşınması • Rayların sökülmesi ve taşınması
• Kütlenin önüne pasa yığılması • Bom yeri açılması ve hidrolik krikonun yerleştirilmesi
• • Hava-su yastığının yerleştirilmesi • İş makinalarının da desteğiyle kütlenin ötelenmesi, devrilmesi
• Kütlenin taşınabilir boyutlara dilimlenmesi • Blokların kenarlarının düzeltilmesi
• Blokların yüklenerek taşınması • Çalışma alanındaki pasa ve artıkların temizlenmesi
3. ZAMAN ETÜDÜ Mermer ocaklarında üretim kapasitesini etkileyen en önemli unsurlar; ocağın blok verimi, malzemenin kesilebilirlik parametreleri (mineralojik-petrografik ve fiziko-mekanik özellikler), ocak geometrisi, uygulanan kesme teknolojisi, ocağın sahip olduğu makina parkı, çalışan ekibin bilgisi, tecrübesi ve tüm bunların birbirleriyle uyumudur. Tüm bu unsurlar, bir defada kesilebilecek kütle boyutunu etkilediği gibi bu kütleden elde edilecek satılabilir durumdaki blok miktarını da etkiler (Şekil 6, Şekil 7).
Şekil 6 Kesim parametreleri X, Y ve Z olan bir kütlenin şematik gösterimi
X: En
Y: Boy
Z: Yükseklik

Şekil 7 Kütlenin ebatlama noktalarının şematik görünüşü Ocağın blok verimi, elde edilen satılabilir blok hacminin kesilen kütle hacmine oranlanmasıyla bulunur (1). = ı [ ü ] (1) Burada satılabilir blok hacmi bir döngüde (kütle kesimi) elde edilebilecek blok miktarıdır. döngü için harcanacak süre, ocağın üretim hızınıdolayısıyla kapasitesini verir. Döngü süresi ocakta çalışan ekibin büyüklüğüne göre değişir. Ekibin yeterli olduğu ve ocağın farklı bölgelerinde aynı anda tüm faaliyetlerin yapılabilmesi durumunda döngü süresi ile üretim süresi birbirine eşittir (2). ö ü ü = Ü ü (2) Kısıtlı bir ekiple çalışılması ve her bir faaliyetin başlatılması için bir diğer faaliyetin tamamen bitmesinin beklenmesi durumunda ise döngü süresi, hazırlık, üretim ve ebatlama süreleri toplamıdır (3). ö ü ü = [ ı ı ü ] + Ü ü [ ü ] (3) Yıl içinde yapılabilecek döngü sayısı da, yıllık çalışma süresinin döngü süresine bölünmesiyle hesaplanır (4) ı ı ö ü ı ı = ı ı ç ış ü ö ü ü (4) Ocağın yıllık kapasitesi, yıllık döngü sayısı, blok verimi ve kesilen kütle hacminin çarpılmasıyla bulunur (5) ı ı = ı ı ç ış ü ö ü ü ı [ ü ] [ (5) Hedef kapasiteye ulaşmak için yıl içerisinde kaç döngü (kütle kesimi) yapılması gerektiğihedeflenen kapasitenin satılabilir blok oranlanması şeklinde hesaplanır (6).
Şekil 7 Kütlenin ebatlama noktalarının şematik
, elde edilen satılabilir blok oranlanmasıyla
Burada satılabilir blok hacmi bir döngüde (kütle kesimi) elde edilebilecek blok miktarıdır. Bir
üretim hızını dolayısıyla kapasitesini verir. Döngü süresi ocakta çalışan ekibin büyüklüğüne göre değişir.
cağın farklı bölgelerinde aynı anda tüm faaliyetlerin yapılabilmesi
döngü süresi ile üretim süresi
Kısıtlı bir ekiple çalışılması ve her bir faaliyetin başlatılması için bir diğer faaliyetin tamamen bitmesinin beklenmesi durumunda ise döngü süresi, hazırlık, üretim ve ebatlama süreleri
+e yapılabilecek döngü sayısı da, yıllık
çalışma süresinin döngü süresine bölünmesiyle
kapasitesi, yıllık döngü sayısı, blok verimi ve kesilen kütle hacminin çarpılmasıyla
ü ] edef kapasiteye ulaşmak için yıl içerisinde kaç
kesimi) yapılması gerektiği, hedeflenen kapasitenin satılabilir blok hacmine
ö ü ı ı = ı (6) Buna göre yıllık kapasitenin hedeflenen kapasiteye ulaşabilmesi için, yıllık döngü sayısının hedef döngü sayısından beşit olması gerekir. Bunu sağlamak üzere üretim sürecinin her bir aşamasında zaman etüdü yapılarak süreçlerin birbiriyle uyumu için makina ve donanım yeterliliklerinin belirlenmesi gerekir. 3.1 Planlama ve Hazırlık Mermer ocaklarında kesilecekboyutlarının ya da delme veya kesme alanlarının belirlenmesi, sahanın tabaka ve süreksizlik düzlemleri dikkate alınarak yapılır. Bu yüzden, önce süreksizlik düzlemlerinin daha iyi görülebilmesi için çalışma alanının temizliği yapılır, sonra bir kesimde ana kayadan koparılacak kütle boyutu belirlenir ve uygulanacak kesme yöntemine göre hazırlık çalışmalarına başlanır. DÇ yöntemiyle kesim yapılacaksadoğrultusu boyunca açılacak deliklerin sayısı ve yerleri belirlendikten sonra delici makina,sayıda mermer çivisi ve yapraklar çalışma bölgesine getirilir, basınçlı hava temini için kompresör ve hortumlar çalışma alanına gerekli yerlere konumlandırılır. ETK yönteminin uygulanması durumundave düşey deliklerin yerleri belirlenir, dkesme için gerekli makina ve donanımlar alana taşınır, makinaların çalışması için gerekli su ve enerji tesisatları kurulur. KK yöntemiyle çalışılması durumunda dabölgeleri belirlenir ve buna uygun şemakinanın rayları döşenir, su ve enerji tesisatları kurulur. Planlama ve hazırlık safhasında harcanan sürenin teorik olarak hesaplanmasının oldukça zor olmasından dolayı hesaplamalardaönceki uygulamalarda geçirilen süreler dikkate alınır. 3.2 Üretim (Delme, kesme ve öteleme) Üretim aşamasında harcanan süre uygulanan kesme yöntemlerine göre değişiklik gösterir. DÇ yöntemi: Bu yöntemde kesme faaliyeti sıralı deliklerin açılmasından ve sıkıştırılmasından
Buna göre yıllık kapasitenin hedeflenen kapasiteye ulaşabilmesi için, yıllık döngü sayısının hedef döngü sayısından büyük ya da
Bunu sağlamak üzere üretim sürecinin her bir aşamasında zaman etüdü yapılarak süreçlerin birbiriyle uyumu için makina ve donanım yeterliliklerinin belirlenmesi gerekir.
Mermer ocaklarında kesilecek kütlenin boyutlarının ya da delme veya kesme alanlarının belirlenmesi, sahanın tabaka ve süreksizlik düzlemleri dikkate alınarak yapılır. Bu yüzden, önce süreksizlik düzlemlerinin daha iyi görülebilmesi için çalışma alanının temizliği
esimde ana kayadan koparılacak kütle boyutu belirlenir ve uygulanacak kesme yöntemine göre hazırlık
yle kesim yapılacaksa, kesme doğrultusu boyunca açılacak deliklerin sayısı ve
belirlendikten sonra delici makina, yeterli sayıda mermer çivisi ve yapraklar çalışma bölgesine getirilir, basınçlı hava temini için kompresör ve hortumlar çalışma alanına gerekli
nin uygulanması durumunda, yatay yerleri belirlenir, delme ve
kesme için gerekli makina ve donanımlar alana taşınır, makinaların çalışması için gerekli su ve
yle çalışılması durumunda da, kesme bölgeleri belirlenir ve buna uygun şekilde
nerji tesisatları
Planlama ve hazırlık safhasında harcanan sürenin teorik olarak hesaplanmasının oldukça zor olmasından dolayı hesaplamalarda, daha önceki uygulamalarda geçirilen süreler dikkate
esme ve öteleme)
Üretim aşamasında harcanan süre uygulanan kesme yöntemlerine göre değişiklik gösterir.
: Bu yöntemde kesme faaliyeti sıralı deliklerin açılmasından ve sıkıştırılmasından

oluşur. Bu yüzden öncelikle kütlenin koparılması için kaç adet (7), kaçar metre derinliğinde (8) delik açılması gerektiği hesaplanır. Bulunan değer, delicinin o formasyondaki delme hızına ve kullanılan delici sayısına oranlanarak delme için geçen süre hesaplanır (9). Delme işleminden sora deliklere yaprak ve çiviler yerleştirilir ve sıkıştırılır. Sonra her birine, kütle yan ve arka duvarları tamamıyla çatlayıncaya kadar, sıra ile vurulur. Bu sırada kütle tabanı ya bir süreksizlik düzlemidir kendiliğinden bırakır ya
da aynı işlem uygulanarak kesim yapılır. Bazı ocaklarda, zayıf patlayıcılarla gevşetme yoluna gidilir. Öteleme işleminin süresi kesilen kütlenin büyüklüğü ve ötelemede yardımcı iş makinasının performansıyla ilgili olup teorik süre hesaplaması oldukça zordur. Bu bilgiler ışığında DÇ yönteminde üretim için geçen süre, delme-çatlatma süreleri ile kütlenin ötelenme süresinin toplamı kadardır (10).
ı ı = üş ı + ı (7) ğ = üş ı ü + ı (8) ü = üş ı ü üş ı ı ı ı
+ ı ı ı ı ı + [ ğ ş ] (9)
Ü ü = üş ı ü üş ı ı ı ı + ı ı ı ı ı + [ ğ ş ] + [ ı ış ı , ,ç ] + [ ü ö ] (10) ETK yöntemi: Üretim faaliyeti önce düşey deliğin, sonra iki yatay deliğin bu düşey delikle tabanda birleşecek şekilde açılmasıyla başlar (11). Delme işlemi için geçen süre delik boylarının delme hızına oranlanması şeklinde hesaplanır (12). Delme işlemi tamamlanan kütlenin kesimi için elmas tel, önce alt kesim yatay için deliklerden, sonra arka ve yan kesimler için düşey deliklerden
geçirilir, burulur, ön yükleme yapılır ve su da verilerek makinanın ray üzerinde geri çekilmesiyle kesim yapılır. Kesim için harcanan süre, kesme yüzey alanının kesme hızına oranlanmasıyla hesaplanır (13, 14). Kesimi tamamlanan kütleler hidrolik kriko, hava-su yastığı ve iş makinalarının kullanımıyla basamak üzerine devrilir ya da itilir (15).
ğ = ü + + (11) ü = ü üş ı ı
+ ı ı + [ ğ ş ] (12)
ü ı = [ ] + [ ü ] + [ ü ] (13) ü = ı ı
+ ( ) ü üş ı ı + [ , ğ ş ] (14)
Ü ü = ü üş ı ı
+ ı ı + [ ğ ş ] + ı ı
+ ( ) ü üş ı ı +[ , ğ ş ] + [ ü ] (15)
KK yöntemi: Kollu kesme işleminde, kütlenin basarak kesme gurubunu sıkıştırmaması için, önce alt kesim yapılır. Kesim için geçen süre, kesme boyunun makina yatay ilerleme hızına oranlanması şeklinde hesaplanır. Yan ve arka
kesim süreleri için de, kesme derinliği ve kesme boylarının makina düşey ilerleme hızına oranlanması işlemi yapılır. Kesimi tamamlanan kütlelerin ötelenmesi de ETK yöntemindeki şekliyle gerçekleşir (16, 17, 18).
ğ = [ ] + [ + ] (16)

ü = ı ı + üş ı ı
+ [ ğ ş ] (17) Ü ü = ı ı
+ üş ı ı + [ ğ ş ] + [ ü ] (18)
Ocakta birden fazla kesme yönteminin birlikte uygulanması, ya da kesme yüzeylerinden birinin tabaka veya süreksizlik düzlemine rastlaması ve herhangi bir işleme gerek kalmadan kütlenin ayrılması durumunda, hesaplamada kullanılan eşitliklerde de değişiklik olacaktır. Bu durumda her bir yöntem için ayrı ayrı verilen hesaplama adımları yüzeyler bazında indirgenerek hesaplamalara katılmalıdır. 3.3 Ebatlama (Dilimleme, sayalama, taşıma) Ebatlama işlemi, devrilen kütlenin taşınabilir ve blok kesme makinalarında kesilebilir boyutlara getirilmesi işlemidir. Bu da blokların her bir boyutunun 2 metrenin altında olması demektir. Teorik olarak ebatlama için harcanan sürenin hesaplanması, yapılacak kesme işlemine ve uygulanacak kesme yöntemine göre farklılık gösterir.
Kesilecek yüzey sayısı, kütle boyunun, hedeflenen blok boyuna oranlanması şeklinde hesaplanır. Çıkan sonuç tam olduğunda 1 çıkarılır, kesirli olduğunda da kesir kısmı atılır. Hesaplamalar tüm yüzeyler için ayrı ayrı yapılarak toplam yüzey sayısı hesaplanır (19). Bu yüzeylerin kesilebilmesi için DÇ yöntemi uygulandığında açılacak delik sayısı, kesme doğrultusunun delikler arası mesafeye oranlanmasıyla hesaplanır (20). Delik uzunluğu ise kütle boyutlarıyla ilgilidir ve delik uzunluğunun delme doğrultusu boyunca kütle boyutuyla çarpılması şeklinde hesaplanır (21). Delme süresi de, delme uzunluğunun delme hızına ve kullanılan delici sayısına oranlanmasıyla bulunur (22). Toplam ebatlama süresi, faaliyet için yapılan diğer işlem sürelerinin de toplanmasıyla hesaplanır (23).
ü ı ı = − {≤ 1} + ü ü ğ − {≤ 1} + − {≤ 1} (19) ı ı = ı ü ü ğ − {≤ 1} + ü ı − {≤ 1} + ı −{≤ 1} (20) ğ = ı ü ü ğ − {≤ 1} + ü ı − {≤ 1} + ı − {≤ 1} (21)
ü = ı ü ü ğ { } ü ı { } ı { } [ ı ı ı ı] +[ ğ ş ] (22)
ü = ⎣⎢⎢⎢⎡ ı ü ü ğ { } ü ı { } ı { } [ ı ı ı ı] +
[ ğ ş ]⎦⎥⎥⎥⎤ + [ ç ] + [ şı , ü ] (23)
ETK yöntemi uygulanması durumunda, delme işlemi telin geçirilebilmesi için zaman zaman yapılır ve işlem bloğun tek üst yüzeyinde gerçekleşir (24). Hesaplamada mantık, her bir blok köşesinin bulunduğu noktaların delinmesidir.
Delme uzunluğu da, delme sayısının, kütlenin diğer boyutunun çarpılmasıyla hesaplanır (25). Delme süresi ise delme uzunluğunun delme hızına oranlanması ve makinanın yer değiştirme sürelerinin eklenmesi şeklinde hesaplanır (26).

ı ı = − {≤ 1} ü ü ğ − {≤ 1} (24) ğ = − {≤ 1} ü ü ğ − {≤ 1} [ ] (25)
ü = { } ü ü ğ { } [ ] ı ı + [ ğ ş ] (26)
Kesme yüzey alanı, blok boyutları ve o doğrultuda yapılacak kesme işinin çarpılmasıyla bulunur (27). Kesme hızı, sayalama makinası kesme hızıyla, bloğun yönünün çevrilmesiyle ve
sayalama makinasının yerinin değiştirilmesiyle ilgilidir (28). Ebatlama süresi ise kesme, delme ve blok taşıma yükleme sürelerinin toplanması şeklinde hesaplanır (29).
ü ı = [ ü ] − {≤ 1} + [ ] ü ü ğ − {≤ 1} + [ ü ] −{≤ 1} (27) ü = [ ü ] { } [ ] ü ü ğ { } [ ü ] { } ı ı ı
+ [ ğ ş ] (28) ü =⎣⎢⎢⎢⎡ [ ü ] { } [ ] ü ü ğ { } [ ü ] { } ı ı ı
+ [ ğ ş ] +[ ç ] ⎦⎥⎥⎥
⎤ + { } ü ü ğ { } [ ] ı ı + [ ğ ş ] + [ şı , ü ] (29)
KK yöntemi ile blok ebatlama, uygulanmamasına rağmen son zamanlarda gündeme gelmiştir. Bu yöntem uygulandığında önce, kesme yüzeyinden çok, daha ölçülebilir olması bakımından, kesme uzunluğunun hesaplanması daha kolay olacaktır. Bu da her bir yüzey için iki boyutun çarpılarak blok boyutuna bölünmesi şeklinde hesaplanır. Sonucun kesirli olması durumunda, kesir kısmı
atılır, tam olması durumunda 1 eksiltilir (30). Kesme süresi de kesme uzunluğunun kollu kesici ilerleme hızına bölünmesi ve makinanın yer değiştirme süresinin eklenmesiyle bulunur (31). Ebatlama süresi, bu hesaplanan değerlere blok çevirme, taşıma ve yükleme sürelerinin toplamından ibarettir (32).
ğ = [ ü ] − {≤ 1} + [ ] ü ü ğ − {≤ 1} + [ ü ] − {≤ 1} (30) ü = [ ü ] { } [ ] ü ü ğ { } [ ü ] { } ı ı
+ [ ğ ş ] (31)
ü = [ ü ] { } [ ] ü ü ğ { } [ ü ] { } ı ı + [ ğ ş ] +
[ ç ] + [ şı , ü ] (32) Gerek kesme gerekse devirme işlemleri sırasında, ana kayadan koparılan kütlenin bir
kısmının çatlak ve süreksizlikler yüzünden parçalandığı görülür ve bazı yüzeylerin hiç

kesilmeden bazı yüzeylerin de hesaplanandan farklı sürelerde kesildiği görülebilir. Bununla birlikte gerek dilimleme gerekse sayalama aşamalarında uygulanan kesme yöntemleri de farklı olabilir. Örneğin bir kütlenin bir yüzeyi DÇ yöntemiyle diğer bir yüzeyi ETK yöntemiyle ebatlanabilir. Ayrıca ebatlama işleminde, eğer ocakta varsa monolama ya da monotel makinaları da kullanılabilir. Başka bir ifade ile ebatlama için geçen sürenin hesaplama şekli değişebilir, hesaplanan teorik süre artabilir ya da azalabilir. Bu yüzden teorik bir zamanlama yapmak ya da bu zamanlamanın gerçeğe uyması oldukça güçtür. Yükleme ve taşıma faaliyetlerinde de ocağın durumu (çukur, yamaç, tepe olması), bloğun üretildiği yerle stok veya yükleme alanı arası uzaklık, bloğun büyüklüğü ve kullanılan yükleme ve taşıma aracının özellikleri etken parametrelerdir. Bu safhada da diğer madencilik faaliyetlerindeki gibi periyodik işlemler yapılmadığından teorik yükleme-taşıma zamanlaması yapılması doğru sonuç vermez. Bunlar içinde ana üretim süreci, kütlenin ana kayaçtan kesilmesi işlemidir. Dolayısıyla diğer faaliyetler (hazırlık, ebatlama) için harcanan süreler kesme sürecinden daha az olmalıdır. Aksi durumda kesim ekibi ve donanımı diğer faaliyetlerin tamamlanmasını bekleyeceğinden dolayı optimum üretim hızına ulaşılamaz. 4. MAKİNA, DONANIM VE PERSONEL YETERLİLİĞİNİN DEĞERLENDİRİLMESİ Planlamada kesme faaliyeti için harcanacak süre hesaplanarak bu süre içinde hazırlık işlemi, kütle kesimi, sayalanması, taşınması ve ortamın temizliğinin yapılması faaliyetlerinin de tamamlandığı varsayılmalıdır. Ocağın farklı bölgelerinde bu faaliyetler devam edeceğinden mevcut durum da bu şekildedir. Bu süreçler için harcanacak süre hesaplanarak, süre aşımının belirlendiği süreçler için, aşım oranı değerinde personel ve donanım takviyesi yapılmalıdır. Başka bir ifade ile kesim ekibi diğer ekiplerin çalışmalarının bitmesini beklememelidir. Buna göre kesme faaliyeti için harcanacak süre ocağın üretim periyodudur (döngüsüdür) ve bu döngü içinde üretilen blok miktarı da üretim hızıdır. Planlanan süre içinde hedeflenen kapasiteye ulaşılıp ulaşılmayacağı bu veriler ışığında hesaplanır ve kesim ekibinin yeterli
olmaması halinde donanım ve personel takviyesi yapılarak optimum üretim hızına ulaşılır. Buna göre; Ü ü ı ı ü Ü ü ü ≥ 1 (33) olması durumunda, birimler arası çalışmanın uyumlu olduğu söylenebilir. Mevcut durumda üretim hızı hedeflenen kapasiteyi karşılamıyorsa, her bir ekibe yaklaşık uygun oranlarda makina, donanım ve personel takviyesi yapılarak kapasite artırma yoluna gidilmelidir (33). Ü ü ı ı ü Ü ü ü ≪ 1 (34) olması durumunda ise, üretim ekibinin diğer ekibi ya da ekipleri beklediği sonucuna varılır ve hazırlık/ebatlama birimlerinde kullanılan makina, donanım ve personele takviye yapılması gerekir (34). 5. SARF MALZEMESİ GEREKSİNİMİ VE GİDERLERİN HESAPLANMASI Ocakta kullanılan ana sarf malzemeleri elektrik, akaryakıt ve yağ dışında uygulanan üretim yöntemine göre değişiklik gösterir. DÇ yönteminde ana üretim gideri delici uçlardır. Gereksinim duyulacak delici uç miktarı, (8) ve (21) eşitlikleriyle hesaplanan toplam delme uzunluğunun delici uç ömrüne oranlanması ve yıllık döngü sayısıyla çarpılması (4) şeklinde hesaplanır (35). ETK yönteminde de benzer şekilde, delici tijlerin ömrü ve elmas telin bir metrekaresinin kesebildiği alan dikkate alınır. Buna göre 11, 13, 25 ve 27 no lu eşitliklerden hareketle 36 ve 37 no lu eşitlikler türetilebilir. KK yönteminde ise kollu kesici üzerindeki soketlerin değişim periyodu dikkate alınır. Bu değer kesilen metrekare bazında kullanıldığında toplam kesme yüzey alanına, kesme uzunluğu bazında kullanıldığında da toplam kesme uzunluğuna (16, 30) ve koldaki soket sayısına oranlanarak ve yıllık döngü sayısı ile çarpılarak hesaplanır (38). Enerji gereksinimleri, ister elektrikli ister akaryakıtlı olsun makinaların çalışma süreleri ve birim zamanda tükettikleri enerji miktarı çarpılarak hesaplanır. Elektrikli makinalarda enerji tüketimi, faz değeri karekökü, şebeke

gerilimi, çekilen akım, makinanın randıman katsayısı (cos¥) ve çalışma süresi çarpılarak hesaplanır (39). Akaryakıt gereksinimi aynı yolla hesaplanabilse de özellikle iş makinalarının çalışma süreleri yıllık döngü sayısından çok günlük toplam olarak belirlenebildiğinden, makina çalışma süresi-birim
yakıt tüketimi oranının yıllık çalışma süresi ile çarpılarak hesaplanması daha doğru olacaktır (40). Ocakta yıl içinde gereksinim duyulabilecek bir başka sarf maddesi de yağdır. Yağ değişim süreleri de makina üretici firmanın verilerine göre hesaplanır (41).
ç = ∑ ğ ç ö ü [ ı ı ö ü ı ı] (35)
= ∑ ğ ö ü [ ı ı ö ü ı ı] (36)
= ∑ ü ı ö ü [ ı ı ö ü ı ı] (37)
= ∑ ğ ü ı ğ ş ı ı [ ı ı ö ü ı ı] (38) = √3 Ş ı ş ¥ [∑ ç ış ü ] [ ı ı ö ü ı ı] (39) ı = ∑ ü ü ç ış ü ı ü [ ı ı ç ış ü ] (40) ğ = ∑ ü ü ç ış ü ğ ğ ş ü ğ [ ı ı ç ış ü ] (41) Bu kalemler için harcanacak tutarlar, ihtiyaç duyulan malzeme miktarının birim fiyatıyla çarpılması şeklinde hesaplanır (42). Üretim maliyeti ise makinaların amortismanları (normal
(43) veya hızlandırılmış (44)), işçilik (45), bakım ve onarım giderlerine yasal ödemelerin ve beklenmeyen giderlerin eklenmesiyle hesaplanır (46).
ı = ∑ ı (42) ı = ğ ö ü (43) ı ı ı ış ı = ö ü
−∑ ı ı ı ö ü ı (44) İşç = ∑ ü ü ş Ç ış ü (45) Ü = [∑ ı ] + [∑ ] + [∑ ü ü ş Ç ış ü ] +[∑ ı ı ] + [∑ ö ] + [ ğ ] (46) Ocakta sezon boyunca gerekecek malzeme ve donanımın temini için hesaplamalar, aylık bazda da değerlendirilerek fasılalar halinde temin yoluna da gidilebilir. 6. SONUÇ Her sektörde olduğu gibi mermer açık ocak işletmeciliğinde de üretim planlama çalışmaları, sezon başından itibaren hangi dönemlerde ne kadar donanıma ihtiyaç duyulacağı, günlük, haftalık ve aylık mesai saatlerinin ne olması gerektiği, birimlerin çalışma hızlarının uyumu vb. gibi verilerin önceden bilinmesi ve başka alternatiflerin varlığı önemlidir. Ne yazık ki büyük
firmalar dışındaki birçok küçük ve orta büyüklükteki işletmelerin ocakları, faaliyetlerini günlük politikalarla yürütmektedir. Bu da ya gereksiz yere fazla yatırım yapılması ya da gerekli olan ek yatırımın daha geç fark edilerek zaman ve para kaybına neden olunması şeklinde ortaya çıkmaktadır. Planlamanın yapıldığı sınırlı sayıdaki ocaklarda da her işletme kendi şartlarına göre farklı yöntemler uygulamakta ve hesaplamalarda genellikle farklı kabuller (aylık ortalama tüketimler, tahminler vs.) ön plana çıkmakta, bu da her bir yöntemde yapılan hesaplamalar

sonucunda farklı değerlendirmeler yapılmasına neden olmaktadır. Bu yazıda, planlama aşmasında makina ve donanımın çalıştırılma süreleri dikkate alınarak yapılan yaklaşımda kabuller azaltılmaya çalışılmış, hesaplama adımları belli bir dizilime sokulmuştur. Ocak ve üretilen kayaçla ilgili gerek laboratuar (kesilebilme testleri gibi) gerekse arazi çalışmaları (gül diyagramları gibi) yapılarak kabul
sayısı da en az düzeye indirilebilir ve gerçeğe daha yakın yaklaşımlarda bulunulabilir. Böylece daha sezon başında, sezon sonuna kadar hangi kalemden ne kadar malzemeye gereksinim duyulacağı, bu ekipmanla kaç metreküp üretim yapılabileceği, kapasitenin artırımı için hangi oranda daha yatırım gerektiği ve tüm bu harcamaların hangi safhalarda yapılacağı belirlenebilir.
KAYNAKLAR Anon (a) 2008, “….”.TÜMMER, “Doğaltaş Harikalar Diyarı Türkiye”, Türkye Mermer Doğaltaş ve
Makinaları Üreticileri Birliği, Ankara 217 s.. Anon (b) 2008, “….” http://www.stonereport.com Anon (c), “….” “Mermer-Granit Ocakçılığı & Elmas Tel-Elmaslı Dairesel Testere Uygulama ve Kullanım
Talimatı”, Set Makina Ticaret Ltd. Şti., 120 s., Ankara Anon (d), “….” “Blok Çıkarma Yöntemleri”, Set Makina Ticaret Ltd. Şti., 151 s., Ankara Anon (e), 2005, “….”, Museo del Marmo Citta di Carrara KARACA, Z., 2001, “Mermer Madenciliği”, DEÜ Mühendislik Fakültesi Basım Ünitesi, 159 s., İzmir. ONARGAN, T., KÖSE, H., DELİORMANLI, A. H., 2005, “Mermer”, TMMOB Maden Mühendisleri
Odası, 324 s., Ankara ÖNENÇ, Deniz İskender, 2008, “Türkiye Mermer Sektörünün Potansiyeli, Sorunları ve Çözüm
Önerileri”, I. Ulusal Mermer ve Doğaltaşlar Kongresi, 59-67, İzmir. SEZMEN, Alper, 2008, “Dünya Doğaltaş Ticareti ve Türkiye”, I. Ulusal Mermer ve Doğaltaşlar
Kongresi, 68-74, İzmir. YÜZER, E., MUTLU, S., 2005, “Türkiye Doğaltaş Sektörünün Gelişimi”, Stone 2005 Doğaltaş ve
Endüstri Kataloğu, Yapı-Endüstri Merkezi Yayın Bölümü, 15-30, İstanbul.
Top Related
Copyright © 2022 FDOKUMEN

