







Bahasa
Halaman
Hukum


~ ~ i\ '\Nht- s--z j\Ji N Dt L--J\I~\ ~( \G 't ~NL\JL) i
" i
i
i •• _ ••
ÇALI~MAYI YAPAN OGRENCININ:
BÖIÜ~Ü : ~IMakineMÜhendi~ligiAdi Soyadi: [sin YilmazNo . 9641103
1
i
J
1 YILDIZ TEKNIK ÜNiVERSITESIJ PRATIK ÇALIS~DEFTERf
iii
J i
ii
1 !
iii i
i
ii -- - i
i :------- - -- ------- - -- - - - --- u - -- -- •• - ------ ---r-------------i i
i
iii
1
i
i

Pazartesi IFabrikanin Tanitimi
9
9
9
9
9
9
7
6
10
1.2
11,12
. '3.4,5
Haftalik Calisma [12-07-199~]-[16-07-199
Gazalti Kaynaginin incelenmesi
Büro-Kaynakhane
isyeri ve kisim :Standart Pompa Ve Mak.San.Tic.
edenin ünvan :Stajer Ögrenci Sorumlusu
ve Adi: Cevahir Arslan
Sali ICivata Kaynak Makinesinin incelenmesi
Pazartesi IPunta Kaynaginin incelenmesi
Cuma
Çalistigi
Kontrol
Soyadi
Sali IKaynak imalatin Tanimi
Persembe IOksi-Asetilen Kaynaginin incelenmesi
Çarsamba lArk Kaynaginin incelenmesi
J
-]
_J
J
--.J' __ . U
- -
J
JJ
J.J
J
__J
]J
Çarsamba iis Güvenliginin incelenmesi 13 9
] Persembe iKalite Kontrolün Incelenmesi 13 9
9Kaynak·Yapllan Parçalarin Teknik Resimlerinin pizilmesi
Cuma
Büro-Kaynakhane
Çci11stigi isyeri ve kisim :Standart Pompa Ve Mak.San.Tic.
Kontrol edenin ünvan :Stajer Ögrenci Sorumlusu
Soyadi ve Adi: Cevahir Arslan i i ui.iJ'" •
J
]]

J
imzasi:
Haftalik Çalisma [ - - ]-[ ,- -
Cuma
Çarsamba
Sali
Persembe
Çalistigi isyeri ve kisim ...:Kontrol edenin ünvan :
Soyadi ve Adi: -- - - -
Pazartesi
]]
J
]
J
]
iiir
1-· - -.- --Tp~~~rt~~i
Sal,
Çarsamba
Persembe
Cuma
Çalistigi isyeri ve kisimKontrol edenin ünvan :
Soyadi ve Adi: Imzasi:

i\
tl
i]]1]]]]]1]J
KisiM: Büro
YAPILAN Is: Fabrikanin Tanitimi
STANDART POMPA VE MAKiN
YAPRAK NO: 1
oTARiH: 05/07/1999
SANAYii Tic. A.S.

··1:-J
KISIM:Büro
YAPILAN Is: Fabrikanin Tanitimi
.-YAPRAK NO: 2
,TARIH: 05/07/1999
J.J
~]J~]-]JJ!
JJ[
J1]
"J
1:
.J;
i---.b
Türkiye'de 125 bayi, 110 adet servis istasyon i ile hizmet veren Standart Pompa,
dis ülkelere de pompa ihraç etmek.iedir. Dis ülkelere ihraç edilen pompa sayisi 140,000
adeti bululmustur. Bu ülkeler Misir, Libya, Ürdün Kibris ,Yunanistan ,Almanya ve·
Hollanda'dir. Bu ülkelere de Standart Pompa temsilcili leri mevcuttur.
Standart Pompa 'nin çalisma kadrosunu;
14 Mühendis
15 Teknisyen
85 Isçi
olusturur.
Fabrikada bulunan baslica bölümler:
i':Modelhane
2-Dök:ümhane
3-Talasli imalat atölyesi
_~~~5>_~t~-K~X~.~katöl)'es~_ _ ..0 •• __ n~_ o .• u_ •• 0 n •••
5-Test üniteleri
6-Boyahane
7-Tamirhane
8-Kalite kontrol
9-AR-GE
KONTOL SONUCU:

Baglanacak elemanlarin birlestirme bÖ~geSindete ergime veya sicaklik ve basinç
altinda) moleküllerin birbirine karismasi ve kohezyonl baglanmasidir. Kaynak çözülmez
tarzda baglanmanin yani sira ,kaplama, doldurma ve ketsme amaciyla da kullanilir.
Kaynak, metalmjide metal malzemelerin Çogun1ufla isi uygulanarak birlestirilmesi
teknigidir. Kaynak amaca göre ikiye ayrilir;
a-) Birlestirme Kaynagi ; Iki veya daha fazla ptrçayi çözülmez bir bütün halinegetirmek için kaynak yapmaktir.
b-) Doldurma Kaynagi; Doldurma kaynagi bir ii parçasinin hacmindeki eksikligitamamlamak için veya hacmini büyütmek ayrica korozyona veya asindirici tesirlere
i
karsi korumak maksadiyla üzerine sinirli bir alan dahil~nde malzeme kaynak etmektir.
YAPRAK NO: 3
TARif!: 06/07/1999
Kaynagm temel ilkeleri;
Kaynak, belirli bir sicakliga kadar isitilan metal malzeme kaynasmasidir; islem
sirasinda basinç ve d_~l~~ ma.d_d~l.e~L_?~~~~lan_ab~rr. :E:rgi~I?~.kaYI1agind<i bir_~si, . ..- -- ----- - .--
üreticisinin yardimiyla metalin kaynaklanacak bölgesi eritilerek eriyik halde kalmasi
saglamr. Isi elektrikle yada gaz aleviyle elde edilir. El ktrikli direnç kaynagi sirasinda
bir oranda metal eriyigi olusturuldugundan, bu kayn i yönteminde ergitme kaynagiolarak düsünülebilir.
Kati fazda gerçeklestirilen kaynaklarda maizemetrgitiimeden ve dolgu maddesi
kullanilmadan kaynaklanir. Bu teknikte her zaman basin i ve çogu zaman bir oranda ,isi
kull.anilir. Ses üstü kaynagi ile sürtünme kaynaginda, sü ..nmeye bagli olarak isi ortaya
çikar ; ama yayimm kaynaginda gerekli isi elde et~lek için malzemenin ocakta
isitilmasi gerekir.
Kaynakta kullanilan elektrik arki yüksek akrmli ( i?-200amper ) ve düsük
gerilimlidir( IO-SOvolt ). Elektrik arki elektron salan bir rimi iletecek bir ~az plazmasi
ve elektron bombardimani altinda katoda oranla daha Çfk isii;;i;.~bir a.n.otu.n yardimiylaolusturulur. Bu nedenle eger elektrot eriyen tiptense arti Icu,M:ff~~;.e",,:}'>i ucu
KONTROL SONUCU: dO
KisiM:
YAPiLAN is: Kaynak imalatin Tanimi
"
i~
]]]]]J
]i]1
L
n

uygulanir. Ark kaynaginda çogunlukla dogru akimd n yararlanilir.
Bütün kaynak islemlerinde toplam enerji g rdisi, birlesmeyi gerçeklestirmek için
gerekli olandan daha fazladir, çünkü üretilen isi e kin biçimde kullarulmaz. Uygulanan
kaynak yöntemine bagli olarak verimlilik yüzde 6 -90 arasinda degisir; ama bazi özel iislemlerde bu degerlerden çok uzaklasilabilir. Metalierin çogu, isitilinca atmosfere yada
çevredeki öteki metallerle tepkimeye girer. Bu epkimeler kaynaga zarar verebilir.
Örnegin çogu metal eriyik haldeyken kolayca yükseltgenebilir. Öte yandan aks it
katmanlan metalin yeterince saglam biçimde birles esini engelleyebilir.
YAPRAK NO: 4
TARIH: 06/07/1999
KONTROL SONUCU:
bir degisiklik olusmayacak kadar isinmayan bölgeletdir.
Kaynak metal bilesimi ve bu bilesimin k tilasma kosuHari,kaynagin yapisal
özelliklerini büyük ölçüde etkiler. Ark kaynaginda 'aynak metali dolgu maddesi ile
enmis asil metalden olusur. Ark geçince kaynak metali hizla sogur. Tek pasolu
uygulamalarda ise bu yapi islenen malzemenin özelli lerine göre biçimlendirilir.
Kaynak metaline komsu olan isidan etkilenen bölgede, bir dizI sicaklik çevrimi
olusur, malzemenin bu bölgesinde uygulanan en yü sek sicakliga , bu uygulamanin
süresine ve soguma hizlarina bagli olarak çesitli apisaldegisiklikler ortaya çikar.
kaynak uygulanabilecek çok sayida ana metal vardir; unlar baslica üç gmba yarilir.
I-Kaynak isisindan etkilenmeyen malzemeler
Ergitme kaynaginda eritici, metalin denetim\i bir biçimde tepkimeye girmesinisaglar ve koruyucu bir örtü olusturarak eriyik meta in yükseltgenmesini önler.
Kaynak yöntemi ile elde edilen bir birlesmrin tüm özellikleri, ark kaynaginda
da görülebilir. Ark kaynagi uygulanmasi sirasinda ietalin üzerinde Üç bölge olusur.I-Kaynak metali yada erime bölgesi
2-Isidan etkilenen boige~~
3- Isidan etkilenmeyen bölge
Kaynak metali, malzemelerin kaynak sirasindaki eriyen bölümüdür. Isidanetkilenen bölge, kaynak metaline komsu, kaynak sita~iIls1~~_e!iJ11eY~~narl1a~nn1CJlz:emeye._
~y~i;~~~-i~i~i~ ·~tki-;iyIe ~ikr~ ~~~isin-da.;~da· ~eka~ik özelli~ler.inde. baz~ degisiklikle~olusan kesimlerdir. isidan etkilenmeyen bolge ise, ~alzemenin özelliklerinde herhangi
Y APILAJ"\l IS: Kaynak Imalatin Tanimi
KisiM:

,.
2- Yapisal degisikler sonucu sertlesen malzemelier
3-Çökeltme islemiyle sertlesen malzemeler
Kaynak islemi malzemelerde gerilmelere yol açar. Bu kuvvetler, kaynak
metalinin büzülmesi ve isidan etkilenen önce ge lesmesi sonra büzüsmesi sonucu
olusUr. Isidan etkilenmeyen bölüm, malzemellin serbes çe genlesmesini yada büzülmesinI
sinirlar ve bunun sonucunda, soguma sirasinda büilme sürdükçe, kaynak bölgesindegerilmeler olusur. Artik gerilim denen bu gerilmeleIiin sonradan çesitli isil islemlerle
yok edilmesi gerekebilir. Ama bütün kaynaklarda artik gerilimlerin yok edilmesi
mümkün degildir ve eger bu kuvvetler denetlenme se malzemede bIçim bozukluklari
ortaya çikabilir. Bu tür olumsuzluklarin önlenme i içIn çesitli .kaynak yapma
tekniklerinden, mengenlerden ve fikstür denen öZfl kaliplardan ve daha sonrauygulanan isiI islemlerden yararlanilif. \
J~1JJ--1
J~]-]J'l
-]--
J-]--]
]1-1
~]
~
KisiM:
YAPILAN Is: Kaynak Imalatin Tanimi
.KONTROL SONUCU:
YAPRAKNO: 5
.TARIH: 06/07/1999

i
ARK KAYNACliii
ÖrtÜlÜ metal ark kaynagi günümüzde e~ yaygin kullani!qn yöntemdir. Bu
yöntemde, metal bir e1ektrot islenen parça arafinda bir elebrik arki olusturulur.Elektrot eriyerek arasinda bir elektrik arki olusturu~ur. Elektrot eriyerek metal damlalari
halinde kaynak yerini doldurur. Ark kaynagi takimiJ, elektrota gerekli akimi saglayan ,biri
kaynak makinesi, elebrot besleme kablosuyla k*ynak malzemesine bagli olan ve'i
elebrotu tutan elebrot pensi, kaynak makinesine bir toprak kablosuyla bagli olan vei
kaynak parçalarina yada bu parçalarin üzerine yerlestirildigi metal kaynak masasina
tutturulmus topraklama pensinden olusur.
Elebrik ark kaynaginda kaynak için gerekli:, isi kaynak elektrotlari ve is parçasi
arasinda olusturulan arkla saglanir. Bu esnada ark ~icakligi 40000C kadar çikar. Elebrik
ark kaynagi gerek elektrik' gerek el, gerekse m4kineyle uygulanabilir. Elektrik' ark
kaynaginin özel bir türü de koruyucu gazla kayrabir. El ile yapilan elektrik ark
kaynaginda elektrot hamlaca takilarak el ile kayn'ftk dikisi üzerinde hareket ettirilir.
!<_aJI1~L.iY,~Il_ge~e!clj.JS! ..elektcot, ~çl,arr nily ,.iL ~'!rç~si _. arasinda. olusturulan , ark"
vasitasiyla saglanir. 4000oC'lik yüksek ark sicakligi, 50-300A'lik bir elehrik akiminin,
geçmesiyle elde edilir. 20 veya 40 voltluk hayati ~ehlike yaratmayan gerilimlerde bui
akim makineleri kullanilir. 40000C civarindaki arki, sicakligi sivi metal ile havadakioksijenin temas ederek yanmasina yol açar. Bu nemenle baska bir maddeyle öiiülmüs
örtülü elektrotlar kullanilir. Bu durumun avantajlari ~unlardir; ,i
i
Koruyucu bir gaz tabakasi olusur ve kaynak ii banyosunu havadaki oksijene ,karsii
korur. Bu sicak gaz tabakasi, düzgün bir ark kayqagi olusturarak temiz bir kaynaga
imkan verir. Kaynak banyosunun üzerinde yüzen si+ haldeki cüruf, kaynak banyosunu
oksidasyona karsi korur. Katilasan cüruf, kaynak b~nyosunun yavas yavas sogumas1l1i
saglar. Bu da iç 'gerilmelerin olusmasini önler.
jr~~'1--1
~
iL
i~rjLL
.~
~]"3
~]r
~]r-t-
L];
~
~]'~l
1,~
t
KiSIM: Kaynakhane
YAPILAN Is: Ark Kaynaginin Incelenmesi
KONTROL SONUCU:
,
YAPRAK NO: 6
TARIH: 07/07/1999

kanstirilir:-- -"---- ._--.-
YAPRAK NO: 7
TARIH: 08/07/1999
göstermektedic
KONT ROL SONUCU:
degerleri
Bu, termokimyasal bir
olmakla birlikte gÜnümüzde
yapiminda kullanilir. Temel
YAPILAN Is: OksI-Asetilen Kaynaginin Incelenmesi
KisiM: Kaynakhane
- - ii
\
i,
\
\
1ii
OKsI-ASETILEN i\KA YNAGIi
yöntemdir. Daha önce~eri metal ark kaynagi kadar yaygin
yalnizca saclarin kayhaklanmasinda ve sanat ürünlerinin. ,
i
olarak eritmeli bi~ islemdir. OksUen içinde asetilen,
"
yakilmasiyla isi, bu yolla da yogun ve keskin, denetlpnebilir alevelde edilir. Ana meta]in
yükseltgenmesini önlemek için genellikle nötr yada i" indirgeyici bir alev, kimi zama~ da
ek olarak eriticiler kullanilir. Asetilenin gazi, oksije~ ve hava ile çok tehlikeli patlayici
gaz kansimlari meydana getirebilir. Asetilen ve oksij~n özel tüplerde kullanilir. Asetilenin
hava ve oksijenle yaptigi patlayici gaz kansimlari ~u oranlardadir; oksijenle %2,3-%93i
i
nispetinde asetilen, hava ile %15-%82 nispetinde asetilen. Oksijenle asetilen gazlarinin
karistirilmasinda 2 temel metot kullanilir: iki gazi ü'lflecin ucunu terk etmeden ve alevii - - - -- - -
olusturmadan -Önce uimamen kansmasi gerekir. Gazlat eger tamamen karismazsa, üfleçte
anI alevlenmeler ve patlamalar görülebilir. Birind,i metotla esit veya dengelenmisi
basinçlar kullani lir ve gazlar bir karistirma hazn~sine karistirilir. Diger metot isei'i
[)i
I,
~,
,
!
i
Kaynak esnasinda nefes yolu ile akcigerler~ ulasabilecek ve insan sagliginii
,- i tehlikeye sokabilecek birçok farkli gaz karisimi, dumdn ve toz olusmaktadir. bu nedenle,
"
tüm kaynak islemlerinde güvenilir bir sekilde t~miz hava saglayacak tedbirler,
"
alinmalidir. Hangi zararli madde olustugu, farkli kaynak'i sekli, çalisilan malzeme ve katkimaddelerine baglidir. Kanunlar tüm zararli maddeler için asilmamasi gereken belli sinir
i
belirlenmistir. MAK(max.is yeri konsantrasyonu) ve TRK(teknik uyma...••. Ii
konsantrasyonu)çalisanlarin sagligi etkilemeyecek sekilde gaz,buhari veya havai madde\
halinde çalisma maddelerin izin verilen maksimum dierecedeki hava konsantrasyonunui,
1~]]
j
~r.-j
~
rL
]~
~"]-)_1
~]
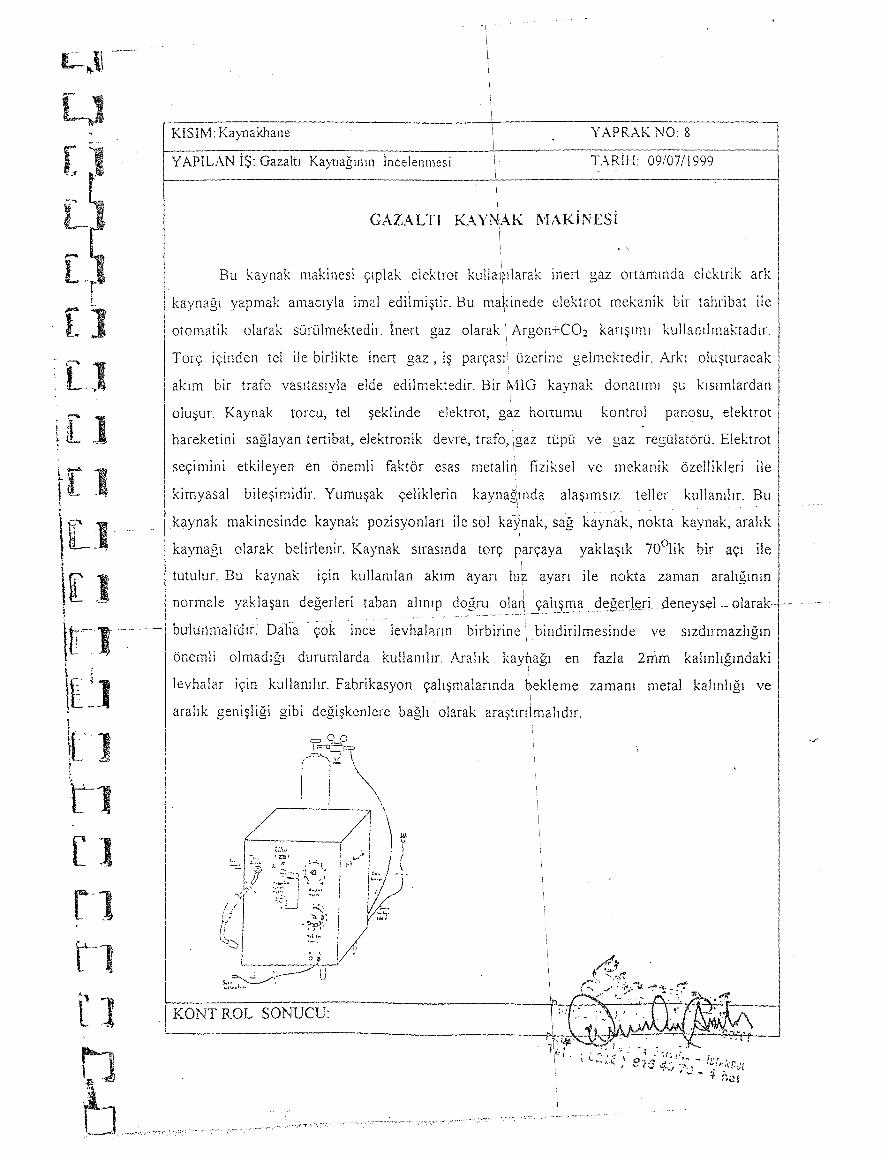
Torç içinden tel ile birlikte inert gaz, is parçasi!, üzerine gelmektedir. Aski olusturacak
panosu, elektrotkontrol
YAPRAK NO: 8
TARIH: 09/07!l999
1\'IAKINESi
elektrot, g~z hortumu
li!v
GAZALTi
seklindetorcu, tel
KONT ROL SONUCU:
akim bir trafa vasitasiyla elde edilmektedir. Bir ~'1IG kaynak donatim! su kisimlardan
hareketini saglayan tertibat, elektronik devre, trafa, \gaz tüpü ve gaz regülatörü. Elektrot
olusur. Kaynak
KISIM: Kaynakhane
i
\i\
\
\
!li
i
\iii\i
KAYNAKlii
Bu kaynak makinesi çiplak elektrot kulla)~ilarak inert gaz ';rtaminda elektrik ark il !
kaynagi yapmak amaciyla imal edilmistir. Bu ma~inede elektrot mekanik bir tahribat ile
otomatik olarak sürülmektedir. Inert gaz olarak 'i Argon+C02 karisimi kullanilmaktadir.
YAPILAN Is: Gazalti Kaynaginin Incelenmesi
seçimini etkileyen en önemli faktör esas metalin fiziksel ve mekanik özellikleri ile
kimyasal bilesimidir. Yumusak çeliklerin kaynagiinda alasimsiz teller kullanilir. Bu! - - ... - - -
kaynak makinesinde kaynak pozisyonlari ile sbl ka)iiiak, sag kaynak, nokta kaynak, araliki
kaynagi olarak belirlenir. Kaynak sirasinda torç p:arçaya yaklasik 700lik bir açi ile
tutulur. Bu kaynak için kullanilan akim ayari hiz ayari ile nokta zaman araliginin\
normale yaklasan degerleri taban alinip dogru oiaii çalisma"cl~g~rkri_ deneysel .- olar-ak--- ---- -. -_.- -- ~--~..... --- - ~.-bu"luiimalidir:- Diilia ço-ki~~e- levhalarin birbirine ii bindirilmesinde ve sizdirmazligin. \
i
önemli olmadigi durumlarda kullanilir. .Aralik kay~agi en fazla 2mm kalinligindaki
levhalar içinkullanilir. Fabrikasyon çalismalarinda Thekleme zamani metal kalinligi ve\
aralik genisligi gibi degiskenlere bagli olarak arastirilimalidir.
L-J
[j:cL~L~
r
ri
Lli f i; LL _
Lr 1} I.L -
\L.L
lLl~
In~-i---.----t .~
\E~L.
tl' ]rti[1r-iill]II~ -.-D.. ".--..-.,.,~,._>.~._--:/-~"-- ". ' ..... ,.

i
\ii
//Y / / / / /;:::Y-7 / / / 77/,
~~d
W~
~~
5.,,10
5 ...12
1.,,4
_X~ ~i
.. i~_CJ.--. >10
-..:i
=-i
=1
=..1::i:1
i
:1=1
ii
;1=1
~L ····F -LJ~~ 5,;,2(J'0//~mffi ....n
~~--~
'l$~#~
>10
>6
~~> 3 O , _. ...' _, rl! .' ,.' . ·.r •.·.•'- .i c.~ " '.j ;'\- •. -
i :"-'<....... ,_ .
L_~ i
1)·0CO
1\( \i i
-ii\
~ )
-ii_ ..

Makine kisimlari:
-- --G6y'de-i<arkasl''--trafo, pnbmatiic--siI iö'dir:seko~d~~iigrubu~ -ü'st~alt' -'ay-a~ioll;r~ait kol
ayar grubu, T somun, üst elek.1:rot mumu, silindir ayar tark1buru, alt elektrot mumu, kontrol, ,
kutusu, kumanda pedali, salter ,alt ünite, tristör.
~":2 ::'..1
YAPRAK NO: ] O
TARIH: 12/07/1999
D
i
o-I'-e, - -®--r-. ~,-'/-i "\~~ "i rJi ~ ~. ;:~' i i ~.•...
i
i
j'
PUNTA KAYNAK ~AKiNESi
\
i
Sogutma suyu devreleri ve enerji kontral\ kutusu ile donanimli bir puntai
kaynak makinesi olup % i00 çalisma yükü halindp 60kV A ve %50 çalisma yükü ii ,
halinde de 90kV A gücündedir. \
Kaynak Yapilmasi: makine ayarlari tam \olarak yapildiktan sonra makine
çalistirilir. Sogutma suyunun devreyi tamamladigindan! emin olunduktan sonra da kaynak
edilecek parça iki elektrot arasina getirilir ve pedala ':basilir.
Kontrol Kutusu Degerleri:
Besleyici voltaj : 380V
Frekans : 50 Cycle
Sigortalar amperaji d __ : 4 amps_
Sogutma suyu sarfiyati : 1,Skglcm2
KisiM: Kaynakhane
YAPILAN Is: Puiita Ka)'llaginin incelenmesi
KONTROL SONUCU:
.1
~i~L
Ji
-J
:i~]-~J
~J
-J
_J
"~n
~U
.c 'll
'-'n-' -.-.-"u _.-_.,
~LL
II-]

KisiM: Kaynakhane
YAPILAN is: Civata Kaynak l'vlakinesinin incelenmesi
YAPRAK NO: J iTARiH: 13/07/1999
CIVATA KAYNAK! MAKINESI
Özel civata veya çubuklarin metal ievhalarii üzerine kaynatilmasi amaci ilekuiianilan makinelerdir. Kaynatma islemi için 60000r kapasitesinde' ~ir kondansatörden
istifade edilmektedir. Cihaz iki ana kisimdan meydaT gelmektedir;a-) Cihaz kontrol kutusu ve panosu
b-) Civata kaynak makinesi
: M8 için 10civataldakiKa
: 0,001-0,003sn
: 220Y-50Hz
: 60,000i-if
Çalisma Hizi
Kaynak Zamani
KONTROL SONUCU:
Makine Kisimlari:
Cihaz Kontrol Kutusu Ve Panosu: Kontrol \ kutusu kaynatma islevini yapan
kondansatörden baska elektrik kontrol ünitesi, emniyetI devresi, kontrol kablolarinin giris
çikis soketleri ve kontrol panosu içerir.
__Vida Kaynatma _Tabacansi: Vida tabancasi, el ktrige - mukavertieti-malzemeden
yapilmistir. Tabancayi çalistirdigimiz zaman civata me anik olarak is parçasindan biraz
ayrilir ve gerekli hava boslugu yaratilir. Sonra ark olusumu ile birlikte malzeme
üzerindeki eski yerini alir. Tabanca yatagi, ka~~a~ ~a~~ .l3irin<t_v~_kir~ karsL.Jas.tik -Jçörük
ile--korunmustur:-- - ---~-- .
Teknik Özellikler:
Sarj kapasitesi
Ana Besleme Voltajii1
i1
1
iJ
'.1
J
~L
-I
1
-i
___J -.-----
i
------------;:-_.

KisiM: Kaynaki'i.ane
Y APiLAN Is: Civata Kaynak Makinesinin Incelenm
YAPRAK NO: 12
TARIH: 13/07/1999
.-.---".-~
Kaynaga Hazirlik:
-Civata Tutucunun Ayarlanmasi: Ilgili civra çapina göre civata tutucusununayarlanmasi gerekmektedir. Bu islem söyle gerçe~estirilir; Konta somunu (3) gevsetilir.
Civata, civata tutucusuna (1) yerlestirilir. Dayama Iimm'yi saglayacak sekilde ayarlaniLKonta somunu sikillL
-Civata Tutucusunun Kaynatma Tabancasina Montaji: Yildiz anahtari ile kontra
somun gevsetiliL Civata tutucu ayarlanabilir ya a basinci teçhizati ile sikistirma
teçhizatina yerlestirilir. Civata tutucu somun ile sabitlesir. Tabancanin tetigi çekilir,
-Kaynatma Basincinin Ayari: Civatanin ka nak kalitesi kaynatma basincina
baglidir. Asagida verilen kaynatma degerleri yaklasi yapilan ayarlar malzemenin
tipine, kalinligina, is parçasinin yüzey kalitesine ve sartlarina göre degisir, Bu
sebepten kaynak islemine baslamadan önce kayna· testi yapilmalidir. Kaynak islemi
b~nca iyi netice almak IçIn üretim esnasinda da k yn,*_testi yapilrna1<:tadir.
a-) Civata malzemesi (St36 -2) ve (paSI]n az çelik V2A materyal 1.4303).
Ayarlar 1 veya 2
bo) Civata malzemeleri alüminyum ( g3 AlSl2, Al 99,5) ve pirinç.... : .. _.0·- ...•... _ ..... __ 0 __ 0__ 0. .. _[00 .. _. __ ._0.0 0_. _ 0__ . .0 .,.0._.0 0_
(CuZn37,Ms63). Ayarlar 2 veya 3 \
KONTROLSONUCU:
':ü,;- ,-""
',o.J
~il~a
-in
~a
~in
·l.fl _lt----
~B
:')
~i~LL
~i~i~]1
)1
-i i
KALiTE KONtROL
Standart Pompa 'nin metal parça Isleme atölyesindeki kalite kontrol islemleri su
temel konular üzerinde yogunlasmistir: parçanin temiz~igi, boyut tamligi, ölçü aletlerInin
kalibrasyonu.
Kalite kontrol elemani belirli periyotlarda atölyede gezerek imal edilen
'parçalarin boyutlarinin tam olup olmadigini kontrol eder. Eger ölçüler tolerans
alanlarinin disinda Ise Imalati durdurur. Böyle bir durumda Imalatin tekrar baslamasi
IçIn hatanin nerede oldugunun tespit edilir. HataÖlçü aletlerinin kalibrasyonunun
periyodik oladl.k yapilmamasindan, makinelerin periyodik bakirnlarinin aksamasindan
veya operatör hatasindan kayna..i.danir.Sorun giderildikter;i sonra imalata tekrar baslanir.
Kaynak atölyesinde isçilerin saglik ve güvenliginin saglanmasi için eldiven,
gözlük, maske, önlük gibi ekipmanlar kullamlmaktaqir. Kaynak esnasinda nefes yolu ile
akcigerlere ulasabilecek ve insan sagligini tehlik~ye sokabilecek birçok farkli gazi
karisimi, duman ve toz olusmaktadir. bu nedenle tüm kaynak islemlerinde güvenilir bir
sekilde temiz hava saglayacak tedbirler alinmalidm Hangi zararli madde olustugu, farkli
kaynak sekli, çalisilan malzeme ve katki maddelerine baglidir. Kanunlar tüm iararli,
maddeler için asilmamasi gereken belli sinir dege~leri belirlenmistir. MA.K(max.is yeri
konsantrasyonu) ve TRK.(teknik uyma konsantrasyonu)ça1isanlarin sagligi etkilemeyecek
sekilde gaz, buhari veya hava i madde halinde' çalisma maddelerin izin verilen
maksimum derecedeki hava konsantrasyonunu göstermektedir.
Bunun disinda gerekli yerlerdeki yangin çikisi kapilari ve söndürme cihazlari her
an .kullaruma haZirdir. Makine ve clonat;lar"belirli periyotlarla baki~l-k~~trol uygulanir.
Standart Pompa'da tüm kanun ve tüzüklerle belirlenen is güvenligi kurallarina
uyulmaktadir. Kurallarin uygulamasinda oldukça dikkatli ve disiplinli davraniliyor.
Y APR..AK NO: 13
TARIH: 14-15/07/1999
KiSiM: Kaynakliane
YAPILAN Is:Is Güvenliginin ve Kalite KontrolÜn Incelenmesi
is GÜVEN~iGi
KONTROL SONUCU:
a
il
n
B
i--i
.~
']"~
..li
,.li
=:.-)]1
~~
i]~iJ])

T
i
i
i
Standart Pompa ve Makine Sanayiin A.s_ delilA isgünü kaynak stajimi yaptim
Kaynak makinelerini ve kaynak teknigini bir kerede imalatin içinde uygulamali olarak
gönnüs oldum faydali olduguna inaniyorum_!
StandaI1 Pompa çalisanlari mühendisinden isçisine stajim süresince bana çoki
yardimci oldular_ Özellikle stajer ögrencilerden sdmmlu MetalÜiji Yüksek Mühendisi
Cevahir ARSLAN Bey'e yakin ilgilerinden dolayi tesekkür ederim_
Standart Pompa çok düzenli ve organize bir fabrika yapilan her sey çok
sistematik bunun sonucu olarak kaliteli üretim ve: hizli bir büyüme var. Fabrika yil
sonunda yeni yerine tasinacak ve yeni yeri için teknoloji yenileniyor. Ümraniye'de
IMEs Sanayi Sitesinin arkasinda kurulan yeni fabrika gerek bina gerek makine
donanimi açisindan gelismis ve modernlestirilmis_ Is güvenligi ve kalite kontrol j
konularinda oldukça dikkatli ve disiplinli davraniliyor. Bunun disinda çok iyi bir is
ortanu çalisanlar arasinda· çokdüzeyli ve güzel bir:iliski var.· -'
--J
J
iJ
" J
~J
J
.~iii
-.'1 _u·-:..-- --'#-
KisiM:
YAPILAN Is: Staj ve Staj Yeri Hakkindaki Görüslerini
YAPRAK NO: 14
TARIH:
1
i
ii:i
-.J
_ LI
.1i
#.\ .
KONTROLSONUCU:
••

ii.iiiJ
J
J
J
~'"
}i.i
J
iiii11
i
YAl'ltAK. NO:
1'AR1H:
Copyright © 2022 FDOKUMEN

