







Bahasa
Halaman
Hukum


Evaluation of the VPI & SU Fluid Film Bearing Test Rig
by
Erik Evan Swanson
Thesis submitted to the Faculty of
Virginia Polytechnic Institute and State University
in partial fulfillment of the requirements for the degree of
MASTER OF SCIENCE
in
Mechanical Engineering
APPROVED: ot] R.G. Kirk, Chairman
F.J. Pierce R.H. Plaut
March, 1992
Blacksburg, Virginia
LO Suss yess VA 2.
S418

Evaluation of the VPI & SU
Fluid Film Bearing Test Rig
by
Erik Evan Swanson
Chairman: R.G. Kirk
Department of Mechanical Engineering
(ABSTRACT)
The design of advanced, state-of-the-art turbomachinery requires accurate analytical tools for
predicting rotor response and evaluating stability. One of the required tools is a reliable
analytical code for predicting the performance of fluid-film bearings. This work presents an
initial evaluation of a test rig for verifying such codes. This presentation includes
background information on the techniques and terminology of fluid-film bearing analysis and
two basic approaches to experimental evaluation of fluid-film bearings. To establish one
such code, NPADVT, as a useful tool for evaluating the performance of the test rig,
comparisons between six published, experimental evaluations of fluid-film bearings for static
characteristics and the corresponding NPADVT analysis are presented. With the code thus
anchored, and its limits established, experimental data generated with the test rig are
compared to appropriate analyses and the test rig shown to be essentially functional. Finally,
experimental static results for a pocket bearing generated with the test rig are presented and
compared with analysis.

Acknowledgements:
I would like to acknowledge the support of my parents and thank them for giving me an
innate curiosity about the world that has made this thesis possible.
I would also like to thank Dr. Kirk for his support and assistance with this work,
John Nicholas of Rotating Machinery Technology for supplying the test bearing, Ingersoll-
Rand/Torrington for donating the test rig and NASA Marshall for granting me a Graduate
Research Fellowship.
In addition, I would also like to thank the many outstanding teachers I have had the
privilege of learning from throughout my formal education. Finally, I would like to thank
the "working men" in the maintenance department of the Stone Container - Hopewell
papermill with whom I worked as an undergraduate while in the Co-Op program. Without
some of the skills they taught me, I would never have been able to complete the experimental
portion of this work.
Erik Swanson
Blacksburg, Virginia
March 14, 1992
Acknowledgements lil

Table of Contents
Chapter 1
Introduction and Literature Review ....... 0... cee eee ee ee ee ee eee 1
1.1 Purpose and Scope of Work ........... 000 ee eee eee eee ee eee 1
1.2 Approaches to Fluid-Film Bearing Analysis .................24.- 5
1.2.1 Fluid-Film Bearing Geometry Definitions ................. 6
1.2.2 The Reynolds Equation .......... 2.0.00. eee eee eee 9
1.2.3 Computer Based Solutions ................. 200+ ees 10
1.3 Bearing Analysis With Code NPADVT .................--2-0-0-- 16
1.4 Published Results for Axial-Groove Bearings .................--. 21
1.5 Published Results for Pocket Bearings ................-.-22-0-00045 23
Chapter 2
Experimental Approach... 0... cc ee ee eee 24
2.1 Approaches to Test Rig Design .......... 0... cee eee eee ee eee 24
2.2 Floating Bearing Rigs... .. 2... 0.2... eee ee ee ees 26
2.2.1 Advantages to Floating Bearing Paradigm ................. 27
2.2.2 Disadvantages to the Floating Bearing Paradigm ............. 28
2.3 Dual Rigid Bearing Mounts ........... 0... 2 eee eee ee ee ee ee 31
iV

2.4 Rigid Mount, Single Test Bearing ..............2.0 02s ee eeees 32
2.4.1 Advantages to Rigid Bearing Paradigm .................. 32
2.4.2 Concerns with Rigid Bearing Paradigm .................. 33
Chapter 3
Comparisons: NPADVT vs. Published Experimental Results .................. 36
3.1 Overview 2... ee ee 36
3.2 Comparison for Tonnesen/Hansen ...........-.. 0.0. ee eee eee 39
3.2.1 Data 2... eens 39
3.2.2 Discussion of Results ..... 2.2... 0.2.2... eee ee ee ee 48
3.3 Comparison for Lund/Tonnesen ........ 2.0.00. eee eee eee ene 49
3.3.1 Data... ee ne 50
3.3.2 Discussion of Results ... 2.2.2... 2.0.02. cee eee ee eee 60
3.4 Comparison for Someya #2 2.2... .. ee es 60
3.4.1 Data... eee 61
3.4.2 Discussion of Results ............ 2.0002. eee ee eee 71
3.5 Comparison for Someya #3 ... 2... 2.0... eee ee ee eee 72
3.5.1 Data... ee ee 72
3.5.2 Discussion of Results ......... 2... 0.02... eee eee ee eee 79
3.6 Comparison for Someya #5 2.1... . ee ee ees 79
3.6.1 Data... ee ee 80
Table of Contents Vv

3.6.2 Discussion of Results ............ 0000 ee eee eee ee eee 83
3.7 Comparison for Andrisano .. 2... 2.2... ee ee ee ee ee ee ne 83
3.7.1 Data... ee ee eee 84
3.7.2 Discussion of Results ...... 0.0... 0. ee ee ee es 92
Chapter 4
VPI & SU Test Rig... 2. ee ee 94
4.1 Introduction and Orientation... 2... 2... 2... 2.02.2 eee ee eee ee 94
4.2 Rig History ... 2... es 95
4.2.1 Summary of Test Rig Capabilities ..................... 98
4.3 Detailed Description of Test Rig 2.2... 0. ee ns 99
4.3.1 Mechanical Details ..... 2... . ee ee 99
4.3.2 Magnetic Loading System ................2.00 002 ee 103
4.3.3 Air Turbine Drive ......... 0.0... ee eee ee eee 106
4.3.4 Test Bearing Oil System... 2... ee ee 107
4.3.5 Other Instrumentation ................-02.-02 22 ee eee 108
4.4 Sensor Calibration... 2.2... ee ee 110
4.5 Uncertainty Analysis ......... 0.0.02 ee ee eee 115
4.5.1 Discussion of Approach Employed ...............2004. 115
4.5.2 Zeroth Order Error Analysis ...............2-0202000- 118
4.5.3 Sensitivity Analysis ......... 0.002 eee eee ee ee ee 126
Table of Contents vi

4.5.4 First Order Analysis .......... 0.0... 20. eee eee ee eee 135
4.5.5 N™ Order Analysis... 0... ee ne 137
Chapter 5
VPI Experimental Results and Comparisons for a Two-Axial-Groove Bearing ...... 139
5.1 Introduction... 2... ee eee 139
5.2 VPI & SU Test Bearing and Oil... 2... ee ee ee 140
5.3 Experimental Procedure .............- 2.0.2 eee eee ee eee ee 142
5.4 Experimental Two-Axial-Groove Data........... 0.2002 eee eee 145
5.4.1 Data... eee 145
5.4.2 Discussion of Results ........0.. 0... 0. 154
5.5 Comparisons Between Experimental Results .................-4. 155
5.5.1 Repeated Test Comparisons .............. 2.000 e eee 156
5.5.2 Discussion of Repeated Tests .......... 0.0. cee ee eee 161
5.5.3 Removal/Reinstallation Repeatability ................... 162
5.5.4 Discussion for Removal/Reinstallation Comparison .......... 164
5.5.5 Comparisons for Variable Feed Pressure ................ 164
5.5.6 Discussion for Feed Pressure Comparisons ............... 167
5.5.7 Comparisons between NPADVT and VPI Data ............ 168
5.5.8 Discussion for Comparisons to NPADVT ................ 186
5.6 Comments and Discussion ..... 2... 0... 000 eee ee ee ees 188
Table of Contents Vii

Chapter 6
VPI Results and Comparisons for Pocket Bearing .................-.0200% 192
6.1 Introduction... 2... ee ee 192
6.2 Pocket Bearing and Oil... 2... ee ee ee 193
6.3 Experimental Procedure .... 2... 0... eee et ee ns 195
6.4 Experimental Pocket Bearing Data and Comparisons ............... 196
6.4.1 Data... ee ee 196
6.4.2 Discussion of Results .......... 0.2.2.0. eee eee eee 200
6.4.3 Comparisons For Repeated Tests ............ 0000220 201
6.4.4 Discussion of Repeated Tests ................2 0000 205
6.4.5 Comparisons Between NPADVT and VPI for Pocket Bearing... . 206
6.4.6 Discussion of NPADVT vs. VPI for Pocket Bearing ......... 217
6.4.7 Comparison Between Pocket and Plain Bearing ............ 218
6.4.8 Comments on Bearing Type Comparison ................ 220
6.4.9 Comments and Discussion for Pocket Bearing ............. 221
Chapter 7
Conclusions and Recommendations ..........-.....0- 2 eee eee eee eee 223
7.1 Conclusions for NPADVT .......... 00.0. eee eee ee een 223
7.2 Conclusions for the VPI & SU Test Rig ....................6.. 224
Table of Contents Vili
7.3 Recommendations for NPADVT ................02. 00000 ee ae 225
7.4 Recommendations for Test Rig .......... 2.20 eee ee eee ees 227
7.4.1 Thermal Growth Effects ................-02. 0002007 228
7.4.2 Other Misalignment Effects ...............2.0022008. 230
7.4.3 Data Acquisition .. 2... . . ce 231
7.4.4 Oil System... 2 2 ee ee 234
7.4.5 Speed Control... 1... es 235
7.4.6 Miscellaneous Instrumentation Upgrades................. 237
7.4.7 Rig Mechanical ... 2... 2... ee ee 238
7.4.8 Miscellaneous Recommendations ................20005 240
7.4.9 Priorities... es 242
References 2... ee ee ens 247
Appendix A... ee 250
Appendix B... ee eee 254
B.1 Confidence Areas .. 21... ene 254
B.2 Analysis of Variance Output ... 20... 2... 2 eee ee eee 257
B.3 Sample Uncertainty Calculations ........... 0.0.00. eee ee eee 259
B.3.1Sample Calculation #1 - Bearing Centerline Estimation ........ 259
B.3.2 Sample Calculation #2 - Estimation of Number of Samples ..... 260
Vita Le ee 263
Table of Contents 1X

Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
List of Figures
1: Two-Axial-Groove Bearing Geometry ............ 2.2.00 epee eee eee 7
2: Additional Geometry for Pocket Bearing ........... 0.000 e cents 7
3: Fluid-Film Bearing Geometric Parameter Definitions .................. 8
4: Fluid-Film Analysis Geometry ....... 0... 0. 0c eee eee eee eee eee 8
5: Typical NPADVT Grid .. 2.2... ee ee 19
6: NPADVT Flowchart ..... 20... .... ee eee ee eee 20
7: Floating Bearing/Fixed Shaft Test Rig ..........0. 0.002. eee eee 25
8: Floating Shaft/Fixed Bearing Test Rig... ....... 0... 0.2... 25
9: X-Eccentricity Ratio for Tonnesen, 6.67 Hz ............-...-.2-0-2 08-5 42
10: Y-Eccentricity Ratio for Tonnesen, 6.67 Hz ................--.+--5 42
11: X-Eccentricity Ratio for Tonnesen, 26.67 Hz ................-25055 43
12: Y-Eccentricity Ratio for Tonnesen, 26.67 Hz ...............-2---0-- 43
13: X-Eccentricity Ratio for Tonnesen, 80 Hz..................-0008- 44
14: Y-Eccentricity Ratio for Tonnesen, 80 Hz............. 02.002 ee eee 44
15: X-Eccentricity Ratio for Tonnesen, 133.3 Hz................--.-.-.. 45
16: Y-Eccentricity Ratio for Tonnesen, 133.3 Hz..................2-6-. 45
17: Percent Error for Tonnesen, 6.67 Hz.............. 00002 ee ues 46
18: Percent Error for Tonnesen, 26.67 Hz .......... 0.0... e eee eee 46
19: Percent Error for Tonnesen, 80 Hz ........... 0.002. eee eens 47
20: Percent Error for Tonnesen, 133.33 Hz ..........0.0 0... 2.00 eee eens 47
Table of Contents x

Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
21:
22:
23:
24:
25:
26:
27:
29:
30:
31:
32:
33:
34:
35:
36:
37:
38:
39:
40:
41:
42:
X-Eccentricity Ratio for Lund, 33.33 Hz ............ 2.02.2 eee eee 52
Y-Eccentricity Ratio for Lund, 33.33 Hz ............... 00020028 52
X-Eccentricity Ratio for Lund, 58.33 Hz .................22..-00- 53
Y-Eccentricity Ratio for Lund, 58.33 Hz ...............-2. 000000. 53
X-Eccentricity Ratio for Lund, 83.33 Hz ............... 20200000 54
Y-Eccentricity Ratio for Lund, 83.33 Hz .............-...02.0 020 es 54
X-eccentricity for Lund, 108.33 Hz... . 2... 2. ee ee ee ee es 55
: Y-eccentricity for Lund, 108.33 Hz............. 2.02. .0 022.0. 55
Percent error for Lund, 33.33 Hz (Stationary Probes) ................ 56
Percent error for Lund, 33.33 Hz (Rotating Probes) ................. 56
Percent error for Lund, 58.33 Hz (Stationary Probes) ................ 57
Percent error for Lund, 58.33 Hz (Rotating Probes) ................. 57
Percent error for Lund, 83.33 Hz (Stationary Probes) ................ 58
Percent error for Lund, 83.33 Hz (Rotating Probes) ................. 58
Percent error for Lund, 108.33 Hz (Stationary Probes) ................ 59
Percent error for Lund, 108.33 Hz (Rotating Probes) ................. 59
X-Eccentricity Ratio for Someya Test 2,50 Hz ...............-.-.. 63
Y-Eccentricity Ratio for Someya Test 2,50 Hz .................... 63
X-Eccentricity Ratio for Someya Test 2, 10OOHz.................... 64
Y-Eccentricity Ratio for Someya Test 2, 100 Hz.................... 64
X-Eccentricity Ratio for Someya Test 2, 150 Hz.................0.. 65
Y-Eccentricity Ratio for Someya Test 2, 150 Hz.................00. 65
List of Figures Xl

Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
43:
45:
46:
47:
48:
49:
50:
51:
52:
53:
54:
55:
56:
57:
58:
59:
60:
61:
62:
63:
64:
X-Eccentricity Ratio for Someya Test 2, 200 Hz.................... 66
: Y-Eccentricity Ratio for Someya Test 2, 200 Hz.................... 66
X-Eccentricity Ratio for Someya Test 2, 250 Hz..............-....-.. 67
Y - Eccentricity Ratio for Someya Test 2, 250 Hz.................4.. 67
Percent Error for Someya Test 2,50 Hz ...............-.-222.22-- 68
Percent Error for Someya Test 2, 100 Hz... 2... 0... .. 02.0000 ee eens 68
Percent Error for Someya Test 2, 150 Hz .................2.2.0000- 69
Percent Error for Someya Test 2, 200 Hz ..............-.-2-.2-02006- 69
Percent Error for Someya Test 2, 250 Hz .................2.20-4.- 70
X-Eccentricity Ratio for Someya Test 3, 26.7 Hz .............-...--. 74
Y-Eccentricity Ratio for Someya Test 3, 26.7 Hz .................-.. 74
X-Eccentricity Ratio for Someya Test 3, 66.7 Hz ................4.. 75
Y-Eccentricity Ratio for Someya Test 3, 66.7 Hz ................2-4.- 75
X-Eccentricity Ratio for Someya Test 3, 100 Hz.................... 76
Y-Eccentricity Ratio for Someya Test 3, 100 Hz.................... 76
Percent Error for Someya Test 3, 26.7 Hz ............2.. 02000 eee 77
Percent Error for Someya Test 3, 66.7 Hz ............ 2.000202 eee 77
Percent Error for Someya Test 3, 100 Hz .......................4. 78
X-Eccentricity Ratio for Someya Test5 ..............--2.-.00 0006} 81
Y-Eccentricity Ratio for Someya Test5 ..............22. 020-2000. 81
Percent Error for Someya Test5 ............2. 02.002 ee eee ee eee 82
X-Eccentricity Ratio for Andrisano, 10 Hz .....................-.. 86
List of Figures xii

Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
65:
66:
67:
68:
69:
70:
71:
72:
73:
74:
75:
78:
79:
80:
81:
82:
83:
84:
85:
86:
Y-Eccentricity Ratio for Andrisano,10 Hz... 1.2.2... 2.2.2... 2.0. ee eee 86
X-Eccentricity Ratio for Andrisano, 20 Hz ............-.----2200-. 87
Y-Eccentricity Ratio for Andrisano, 20 Hz .............---.--0-2004- 87
X-Eccentricity Ratio for Andrisano, 30 Hz ................-..-20-. 88
Y-Eccentricity Ratio for Andrisano, 30 Hz ...........-.-..-.-220--. 88
X-Eccentricity Ratio for Andrisano, 40 Hz .............-..-.-2-000. 89
Y-Eccentricity Ratio for Andrisano, 40 Hz ...............2022000- 89
Percent Error for Andrisano, 10 Hz ................20 0000000006 90
Percent Error for Andrisano, 20 Hz ............0 2... 00.00. ee eee ae 90
Percent Error for Andrisano, 30 Hz .............. 2.00000 eevee uae 91
Percent Error for Andrisano, 40 Hz .............0.. 2.2.00. 00 00004 91
: VPI & SU Fluid Film Bearing Test Rig .........2....-22.220-2006. 96
: Test Rig Sketch... 2... ee ee 97
Shaft/Magnet Arrangement ..... 2... 2... 0 eee eee ee eee eee 105
Uncertainty Analysis Geometry ............ 0.0.02. ee eee eee 120
Percent X-Eccentricity Ratio Change per Hz ..............2-20200- 127
Percent Y-Eccentricity Ratio Change per Hz ..............-2.2-4-. 127
Absolute Shaft X Position Change (mm) per Hz ................... 128
Absolute Shaft Y Position Change (mm) per Hz ................... 128
Percent X-Eccentricity Change per DegreeC .................-..-.. 129
Percent Y-Eccentricity Change per DegreeC ........-.........004. 129
Absolute Shaft X Position (mm) Change per Degree C ............... 130
List of Figures Xlil

Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
87:
88:
89:
91:
92:
93:
94:
95:
96:
97:
98:
99:
100:
101:
102:
103:
104:
105:
106:
107:
108:
Absolute Shaft Y Position (mm) Change per Degree C ............... 130
Percent X-Eccentricity Ratio Change per N load .............-..... 131
Percent Y-Eccentricity Change per N Load ....................-.. 131
: Absolute Shaft Position (mm) Change per N Load .................. 132
Absolute Shaft Position (mm) Change per N Load .................. 132
First 16.7 Hz Test (Cd = 0.15 mm) ..... 2... ee ee ee ee 147
First 33.3 Hz Test (Cd = 0.148 mm) ..... 20... 0... 02. ee eee eens 147
First 58.3 Hz Test (Cd = 0.146mm) ....................0.00. 148
First 83.3 Hz Test (Cd = 0.158) 2... ee ee 148
Second 16.7 Hz Test (Cd = 0.156 mm) ....................006- 149
Second 33.3 Hz Test (Cd = 0.152 mm)..................020005 149
Second 58.3 Hz Test (Cd = 0.149 mm) ....................008. 150
Second 83.3 Hz Test (Cd = 0.148 mm) ...................200-. 150
33.3 Hz, 0.069 MPa Test (Cd = 0.154 mm) ................... 151
33.33 Hz, 0.137 MPa Test (Cd = 0.154 mm) ................... 151
33.3 Hz, 0.172 MPa Test (Cd = 0.153 mm) .................... 152
33.33 Hz Test after removal/reinstallation (Cd = 0.149 mm) .......... 152
83.3 Hz Test, after removal/reinstallation (initial Cd = 0.149 used) ...... 153
16.7 Hz Repeated Tests - Actual Data ............-..-.-2..02004 157
16.7 Hz Repeated Tests - Normalized Data ..................4-. 157
33.3 Hz Repeated Tests - Actual Data ...........-..-.--...2.2-- 158
33.3 Hz Repeated Tests - Normalized Data ...................-. 158
List of Figures XIV

Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
109
110:
111:
112:
113:
114:
115:
116:
117:
118:
119:
120:
121:
122:
123:
124:
125:
126:
127:
128:
129:
130:
: 58.3 Hz Repeated Tests - Actual Data .............. 2.0.02 .0008.5
58.3 Hz Repeated Tests - Normalized Data ...............000040.
83.3 Hz Repeated Tests - Actual Data ................ 2.20002
83.3 Hz Repeated Tests - Normalized Data ..................206.
Comparison for Removal/Reinstallation, 33.3 Hz..................
Comparison for Removal/Reinstallation, 83.3 Hz..................
Comparison for Oil Feed Pressure - Actual Data ..................
Comparison for Oil Feed Pressure - Normalized to 0.034 MPa, 5500 N
16.7 Hz X-Position Comparison (First Test Series) ................
16.7 Hz Y-Position Comparison (First Test Series) ................
16.7 Hz X-Position 1500 N Normalized Comparison (First Test Series)... .
16.7 Hz Y-Position 1500 N Normalized Comparison (First Test Series) .. .
33.3 Hz X-Position Comparison (First Test Series) ................
33.3 Hz Y Position Comparison (First Test Series) ................
33.3 Hz X-Position 1500 N Normalized Comparison (First Test Series) ....
33.3 Hz Y-Position 1500 N Normalized Comparison (First Test Series) .
58.3 Hz X-Position Comparison (First Test Series) ................
58.3 Hz Y-Position Comparison (First Test Series) ................
58.3 Hz X-Position, 1500 N Normalized (First Test Series) ...........
58.3 Hz Y-Position, 2000 N Normalized (First Test Series) ...........
83.3 Hz X-Position Comparison (First Test Series) ................
83.3 Hz Y-Position Comparison (First Test Series) ..............-..
List of Figures XV
166
170
170
171
171
172
172
173
173

Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
131:
132:
133:
134:
135:
136:
137:
138:
139:
140:
141:
142:
143:
144:
145:
146:
147:
148:
149:
150:
151:
152:
83.3 Hz X-Position 1500 N Normalized Comparison (First Test Series)... .
83.3 Hz Y-Position 1500 N Normalized Comparison (First Test Series) ....
16.7 Hz X-Position Comparison (Second Test Series) ..............
16.7 Hz Y-Position Comparison (Second Test Series) ..............
16.7 Hz X-Position 1500 N Normalized Comparison (Second Test Series)
16.7 Hz Y-Position 1500 N Normalized Comparison (Second Test Series)
33.3 Hz X-Position Comparison (Second Test Series) ..............
33.3 Hz Y-Position Comparison (Second Test Series) ..............
33.3 Hz X-Position 1500 N Normalized Comparison (Second Test Series)
33.3 Hz Y-Position 2000 N Normalized Comparison (Second Test Series)
58.3 Hz X-Position Comparison (Second Test Series) ..............
58.3 Hz Y-Position Comparison (Second Test Series) ..............
58.3 Hz - Position, 1500 N Normalized (Second Test Series) .........
58.3 Hz Y-Position, 2000 N Normalized (Second Test Series).........
83.3 Hz X-Position Comparison (Second Test Series) ..............
83.3 Hz Y-Position Comparison (Second Test Series) ..............
83.3 Hz X-Position 2000 N Normalized Comparison (Second Test Series)
83.3 Hz Y-Position 2000 N Normalized Comparison (Second Test Series)
First 16.7 Hz Test (Cd = 0.163 mm) .................000048.
First 33.3 Hz Test (Cd = 0.166mm) .................0.0004.
First 58.3 Hz Test (Cd = 0.156 mm) ..................2..04.
Second 16.7 Hz Test (Cd = 0.169 mm) ...........0.........06.
List of Figures Xvi
177
177
178
178
179
179
180
180
181
181
182
182
183
183
184
184
185
185

Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
153: Second 33.3 Hz Test (Cd = 0.169 mm) ...................0.0.4. 199
154: Second 58.3 Hz Test (Cd = 0.166mm) ....................0.0.. 199
155: 16.7 Hz Repeated Tests (as Recorded) .............-..-.-20000- 202
156: 16.7 Hz Repeated Tests (5500 N Normalized) ................04. 202
157: 33.3 Hz Repeated Tests (as Recorded) ................2.000000. 203
158: 33.3 Hz Repeated Tests (5500 N Normalized) ................... 203
159: 58.3 Hz Repeated Tests (as Recorded) ...............-.2..20004. 204
160: 58.3 Hz Repeated Tests (5500 N Normalized) .................00.4 204
161: 16.7 Hz Pocket X-Position Comparison (First Test Series) ............ 207
162: 16.7 Hz Pocket Y-Position Comparison (First Test Series) ............ 207
163: 16.7 Hz Pocket X-Position 1500 N Normalized Comparison (First Test
SerleS) 2... 208
165: 33.3 Hz Pocket X-Position Comparison (First Test Series) ............ 209
166: 33.3 Hz Pocket Y-Position Comparison (First Test Series) ............ 209
167: 33.3 Hz Pocket X-Position 1500 N Normalized Comparison (First Test
SerieS) 2.0.0 ee ee 210
169: 58.3 Hz Pocket X-Position Comparison (First Test Series) ............ 211
170: 58.3 Hz Pocket Y-Position Comparison (First Test Series) ........... 211
List of Figures XVil

Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
Fig.
171: 58.3 Hz Pocket X-Position 1500 N Normalized Comparison (First Test
174: 16.7 Hz Pocket Y-Position Comparison (Second Test Series) ..........
175: 16.7 Hz Pocket X-Position 1500 N Normalized Comparison (Second Test
177: 33.3 Hz Pocket X-Position Comparison (Second Test Series) ..........
178: 33.3 Hz Pocket Y-Position Comparison (Second Test Series) ..........
179: 58.3 Hz Pocket X-Position Comparison (Second Test Series) ..........
180: 58.3 Hz Pocket Y-Position Comparison (Second Test Series) ..........
181: Comparison Between Plain and Pocket Bearings, 33.3 Hz (NPADVT).....
182: Comparison Between Pocket and Plain Bearings, 33.3 Hz (Experimental) .. .
183: Shaft Deflection Measurement Locations ..............--000 00s
184: Two Standard Deviation Area ..............2.2.0 00 eee eeeeae
List of Figures XVIll

List of Tables
Table I - Description of Published Bearings ..............2-0-0-- 2-20 ee eee 22
Table II - Published Bearings, Mechanical Details ................0202000- 37
Table III - Published Bearings, Operating Conditions ...................... 37
Table IV - Uncertainty Data for Shaft Center Position Estimation .............. 121
Table V - Bearing Centerline Estimation Uncertainty .................00.4. 121
Table VI - Uncertainty Data for Load Estimation ...................0000. 125
Table VII - Load Estimate Uncertainty ........ 2.0... 00.02. e eee eee 125
Table VIII - Control Repeatability .......... 2.2... . 0.0.02. 0 0002-02000] 134
Table IX - Two A.G. Control Repeatability Errors ...............-.-2.0000.% 134
Table X - Expected Y Experimental Scatter from Repeatability ............... 136
Table XI - N“ Order Y Scatter and Uncertainty ............. 0.200. e eee 138
Table XII - Immediate Rig Improvement/Study Items ................-.2.-.. 244
Table XIII - 1 Year Rig Improvement/Study Items ...............---2-2-- 245
Table XIV - Long Term Rig Improvement/Study Items ..................0.. 246
List of Tables X1X

Chapter 1
Introduction and Literature Review
1.1 Purpose and Scope of Work
All rotating systems are supported on some form of bearing. With the exception of
aircraft engines, most high-speed turbomachinery is supported on some form of fluid-
film bearing. This machinery includes compressors, turbines, generators, pumps, and
marine propulsion systems. Although a few machines use hydrostatic bearings, the
bulk of these bearings are hydrodynamic. As this equipment is used at ever higher
speeds and loads, the rotor dynamic analysis of the equipment becomes ever more
crucial. In most cases, a linearized, steady-state analysis is employed due to the
computational requirements of a complete transient analysis, which would actually

2
calculate all system forces and reactions at each time step and include non-linearities.
Any analysis of the dynamic characteristics of a dynamic system requires some
description of the support system’s properties. In the field of rotor dynamics, this
need usually translates to a description of the bearing system; thus, accurate, easy to
apply bearing analyses are required by both the designer and the analyst. In most
rotor dynamic analyses, the non-linear fluid-film bearing stiffness and damping
functions are linearized by using gradients of the functions at some operating position
[17], and small shaft motions are assumed. This simplified approach seems to be
adequate in most cases, as evidenced by the success turbomachinery designers have
had in increasing operating speeds and loads.
A portion of this work is an attempt to provide some of the missing experimental
verification of one such code, NPADVT, to establish it as a useful yardstick for
evaluating the VPI & SU rotor dynamics lab fluid-film bearing test rig (hereafter
referred to as the "VPI rig"). This code, based on the original 1977 work of Ref. 22,
was developed by Nicholas and Kirk [13, 22]. This code is a design oriented code
which can be used to model a variety of hydrodynamic bearings. The experimental
verification will be based on six published experimental data sets for plain journal
bearings of 45 mm to 100 mm in diameter.
Chapter 1 - Introduction and Literature Review

3
The primary purpose of this work is evaluation of the VPI rig’s operational status.
Comparisons between NPADVT analysis and VPI rig experimental data for a 101.6
mm diameter plain journal bearing will be used to demonstrate that the test rig
generates valid data. After this demonstration, comparisons will be made between
experimental data for the plain bearing modified by the addition of a pocket and
NPADVT’s analysis of this bearing. Experimental data for this type of bearing are
not currently available in the published literature.
All of the comparisons will employ the static shaft locus as the dependent variable.
Although a static comparison may seem limiting, it actually has considerable
relevance to dynamic properties, since linearized stiffness coefficients are essentially
the gradients of the static shaft locus at the operating point [17]. Thus, if the
analytical static shaft locus is not similar to the experimental static shaft locus for the
same bearing and conditions, the predicted dynamic coefficients are going to be
different.
Another standard of comparison, proposed in Ref. 26 as the ideal method, is
pressure profiles. Although there is appeal to using this approach, since it is the
integrated effect of the pressure profile which controls both the static and dynamic
characteristics, complete experimental pressure profiles are difficult to obtain. This
Chapter 1 - Introduction and Literature Review

4
approach will not be employed in this work; the VPI rig does not have the required
pressure probes and most of the published data do not include pressure profiles.
The remainder of Chapter 1 and the entirety of Chapter 2 present a considerable
amount of essential background information for the reader unfamiliar with fluid-film
bearing analysis and testing. This background information includes a brief history of
fluid-film bearing analysis, a general discussion of the approach used in NPADVT,
and a description of several approaches to fluid-film bearing test rig design. It is
hoped that this background information will give the reader some appreciation for the
analytical approach and its limitations, as well as an understanding of the two basic
experimental approaches used in fluid-film bearing testing. Following this
background information, Chapter 3 will present six comparisons between published
works and the corresponding NPADVT analyses. Following this anchoring of
NPADVT to published data, the VPI rig will be described, instrumentation calibration
issues will be discussed, and the results of an uncertainty analysis will be presented in
Chapter 4. In Chapter 5, the VPI rig results for a 101.6 mm plain, two-axial-groove
bearing are presented and examined for internal consistency and for appropriate
agreement with NPADVT. This discussion will demonstrate that the VPI rig is
generally producing reasonable data with the exception of a non-repeatable
displacement zero. Chapter 6 will present experimental results for a pocket bearing
Chapter 1 - Introduction and Literature Review

5
and comparisons to NPADVT. Finally, Chapter 7 will discuss some conclusions
about both NPADVT and the VPI rig. A number of recommendations for work on
both the VPI rig and NPADVT will also be presented.
1.2 Approaches to Fluid-Film Bearing Analysis
One approach to developing fluid-film bearing coefficients is to run a set of
experiments and measure the coefficients. Although such an approach could be
warranted in a few cases, in general it is far too time consuming, expensive and
difficult to test every variation of every bearing design or modification. To eliminate
this need, there are several analytical approaches to fluid-film bearing analysis
available. The first real analytical treatment of hydrodynamic fluid-film bearings is
Osbourne Reynolds’ "On the Theory of Lubrication and its Application to Mr.
Beauchamp Tower’s Experiments ..." [28]. This work, published in 1886, introduces
the so called “Reynolds Equation", which forms the basis for most fluid-film bearing
analysis. This partial differential equation cannot be solved in closed form unless
various simplifying assumptions are made. These simplified versions of the equation
provided the analytical basis for fluid-film bearing analysis until the advent of the
digital computer. With a computer, several numerical techniques, most notably finite
difference methods and finite element methods, allow more accurate solutions.
Currently, the state-of-the-art bearing analyses generally employ computer codes
Chapter 1 - Introduction and Literature Review

6
which implement a finite element based solution to the generalized Reynolds equation
and some auxiliary assumptions or equations (1.e., a form of the energy equation and
turbulence corrections). While these codes seem to give fairly accurate results (i.e.,
the results are not so grossly inaccurate that they do not solve real world problems
[23]), they do not always agree well with experimental results. Also, experimental
results are not available in the open literature for some bearing geometries (pocket
bearings, for example). Although NPADVT is in use at several locations, thorough
experimental verification of the code is lacking. Thus to use it as a yardstick for
evaluation of the VPI rig requires that the missing experimental verification be
supplied. The remainder of this section will introduce the nomenclature of bearing
analysis and discuss the various solution techniques.
1.2.1 Fluid-Film Bearing Geometry Definitions
Figure 1 shows the typical geometry of a two-axial-groove bearing. Figure 2 shows
the geometry of a typical pocket bearing modification to the bearing of Fig. 1.
Figure 3 shows the location of several other geometric parameters used to describe
the shaft location within a bearing. Figure 4, which is taken from Ref. 1, shows the
geometry used in the analytical treatments described below.
Chapter 1 - Introduction and Literature Review

Bear ing Bush Cleorence (1/2 C3 Yo
Dianeter (14 Cd indicated)
= tf
Feed Groove (2 FR.)
Pocket Extent
Fig. 2: Additional Geometry for Pocket Bearing
Chapter | - Introduction and Literature Review

t¥ tY
bh be
Eccentricity (e)
y ! ——~ ix +, ——= ix
Rit(r Y
Y-Eccentr icity (~ 05 shown)
eel fone —— Eccentricity
Attitude Angle (@) (4 05 shown)
Fig. 3: Fluid-Film Bearing Geometric Parameter Definitions
I, (Surface Yelocity)
Po = (Surlace Velocity) (External Supply or Atmospheric Pressure)
Filn Thickness
th) pnii-% = qo
Fig. 4: Fluid-Film Analysis Geometry
Chapter | - Introduction and Literature Review

1.2.2 The Reynolds Equation
The analytical approaches employed in fluid-film bearing analyses are generally based
on one of the manifestations of the so called "Reynolds Equation," originally
developed by Osbourne Reynolds in 1886 [28]. As developed by Reynolds, this
equation does not allow for compressible lubricants. However, the form of the
equation used as the starting point for most analyses, the generalized Reynolds
equation, relaxes the compressibility restriction. The generalized Reynolds equation
can be derived from the Navier-Stokes equations [24]. The generalized Reynolds
equation may be written as follows (using the geometry definitions of Fig. 4):
2{er? , 9 ph ap = 6U KPA) . 129V (1) axl p a&) ap & ax °
Equation (1) assumes that:
1. The film height h, is small compared to the width and length,
2. There is no variation of pressure across the film,
3. The flow is laminar,
4. There are no external forces,
5. Inertia forces are small compared to shear forces,
Chapter 1 - Introduction and Literature Review

10
6. No slip at the boundaries,
7. Shear along the film in the x direction and squeeze in the y direction
constitute the dominant velocity gradients.
In early analyses, several approximate solutions to this equation were utilized,
allowing designers to make rough predictions about the performance and
characteristics of bearings. These approximations include the "Long Bearing
Solution" (by Sommerfeld), which assumes an infinitely long bearing, and the "Short
Bearing Solution" (by Ocvirk), which assumes an infinitely short bearing. Other
closed form approaches have been advanced by Pinkus, Sternlicht, Ocvirk, Kirk and
Gunter.
1.2.3 Computer Based Solutions
With the digital computer, it has become feasible to generate more exact solutions to
the Reynolds equation using any of several numerical techniques. The two most
common approaches are the finite difference approach [19, 24, 29] (historically, the
first approach to be employed) and the finite element approach [for example, Refs. 1,
2, 4, 5, 22, and 29]. The finite difference is perhaps more intuitively obvious, as it
Chapter 1 - Introduction and Literature Review

11
makes direct use of some form of the Reynolds equation. This approach, however, is
not employed in NPADVT, and will not be discussed.
The finite element approach offers the advantages that it directly handles the irregular
geometries found in many bearing designs as well as mixed flow and pressure
boundary conditions such as would be found in a hydrostatic bearing [2, 4]. The
ability to easily handle varied geometry is extremely important for bearing analyses,
since the most interesting bearings from an applications standpoint are bearings with
features such as steps, offsets, and separate partial arc pads, all of which may or may
not be symmetric with regards to bearing centerlines (both axial and radial), and may
not be concentric with the shaft. Bearings may also exhibit axial misalignment. A
good, general purpose program must be capable of handling a number of these cases.
It has also been suggested that the finite element approach may be more accurate than
the finite difference approach for the same amount of computational effort [1, 22].
The analytical approach embodied in NPADVT is described in Ref. 1, which is in
large part based on the work of Ref. 4. This finite element approach begins with the
form of the generalized Reynolds equation in three dimensions (from Ref. 4) shown in
Eq. (2):
Chapter 1 - Introduction and Literature Review

12
(eo) g(a + Oe) 2 (2) V et” | V [PAu + 2p + 54 PF) + pv
The solution to Eq. (2) can be shown through variational calculus to be equivalent to
a minimization of an equivalent functional (with geometry definitions as in Fig. 4),
shown in Eq. (3) [1]:
U— +U —(poh)P? dA a Yay Zone @)
h 3 1 fe ef -(S)l-#bs 98) * Jo, [Mats * 9yr5)P] dC
To perform this analysis, the bearing surface is divided into two-dimensional, three
node, triangular elements by first breaking the surface into quadrilaterals, then into
triangles by adding a diagonal which is approximately aligned with the expected
pressure gradient (this alignment maximizes accuracy [1, 22]). A typical grid for half
of a two-axial-groove bearing, and the grid for a pocket bearing are shown in [figure
22]. NPADVT performs this division and computes element thicknesses automatically
for each geometry the code can handle. Within each element, viscosity, lubricant
film thickness, and bounding surface velocities are assumed to be constant and the
boundary flow is assumed to be uniform. The film pressure is assumed to be a
function of only the nodal pressures and linear interpolation functions. A pressure or
Chapter 1 - Introduction and Literature Review

13
flow condition is then specified for each element boundary (c, is the boundary with a
specified mass rate of flow). The set of element functionals is then minimized by
solving the system of equations resulting from differentiating with respect to the
unknown nodal pressures. This technique results in the global fluidity matrices
introduced in Ref. 4, shown in the flow balance given below (note that each term is
actually a matrix or a vector):
Flow = Pressure Effect x Pressure
+ Shear Effect x Surface Velocity
+ Body Force Effect x Body Forces
+ Expansion Effect x Density Change
+ Squeeze Effect x Film Thickness Change
+ Diffusion Effect x Diffusion Velocity
Given sufficient boundary conditions, this set of equations results in a tridiagonal
system that can be readily solved to yield the unknown pressures and flows. Not all
of the effects given above are necessarily present in a given application. NPADVT,
for example, has no diffusion, density change, or body force effects. Other equations
or assumptions must be added to this formulation to account for the fact that viscosity
can vary dramatically with temperature and to correct for turbulence. Auxiliary
Chapter 1 - Introduction and Literature Review

14
equations may also be added to account for factors such as mechanical and/ or
thermal deformations of the bearing.
One approach to the viscosity-temperature effect is to ignore this variation and
simply assume a constant viscosity [6]. This approach is not very interesting, other
than as a starting place for a more sophisticated analysis. The opposite extreme, the
so called "thermo-hydrodynamic” (THD) approach, can take into account the full
three-dimensional variation of temperature within the lubricant film, the shaft, the
bearing, and the bearing housing. This approach is also not extremely useful to the
designer or analyst. This method requires a more sophisticated, and hence more
difficult to solve, mathematical description of the lubricant film, as well as energy
equations and heat transfer equations, all of which are coupled. Closely related is the
“elasto-hydrodynamic" (EHD) approach, wherein an attempt is also made to fully
account for the mechanical deformation of the components due to applied loads and
thermal effects. The problem with these approaches is that they require an immense
amount of computation, which tends to place these codes beyond the capabilities of
desktop PC’s for everyday design and analysis purposes, especially if there is an
attempt to do justice to turbulence effects. These codes also require a great deal more
information from the user, such as material properties as well as thermal and
mechanical boundary conditions, which may not be readily available. Perhaps most
Chapter 1 - Introduction and Literature Review

15
importantly, the uncertainty in some of these properties and boundary conditions is
likely to cancel out any improvements in the solution accuracy. Although several
investigators have applied THD and EHD analyses to hydrodynamic bearings, the
difficulties mentioned tend to make these approaches (especially in their complete
form) primarily of research interest only. It will be suggested, however, that an
attempt to include a simple description of localized, thermally induced mechanical
deformation might be important.
The most productive approaches to bearing analysis thus fall between these two
extremes. The basic finite element solution to the Reynolds equation is employed,
some form of an approximate energy equation is used to obtain the temperature effect
on viscosity, some simple turbulence correction is included, and there may be some
attempt to include the gross effects of mechanical deformation (this is especially
important in the analysis of tilting pad bearings, where the pads which support the
lubricant films generally undergo significant mechanical deformation). This is the
approach employed in NPADVT.
Chapter 1 - Introduction and Literature Review

16
1.3 Bearing Analysis With Code NPADVT
NPADVT is a simple example of a finite element based, hydrodynamic, fluid-film
bearing analysis code. This code is based on the work of Ref. 22, modified to
include global temperature-viscosity effects and a greater variety of geometries. This
code is representative of the bearing analysis codes in use at many turbomachinery
manufacturers. This code directly analyzes (see Ref. 13 for a description of the
geometry for each bearing type):
1.
2.
7,
Plain Axial-Groove Bearings
Multi-Pocket Taper Pocket Bearings
. Multi-Pocket Step Pocket Bearings
. Pressure Dam Bearings
. Anti-rotation Bearings
. Double Pocket Bearings
Taper Land Bearings.
The code is also able to account for a fixed, user defined deformation to the housing
due to mechanical compression during installation. This application flexibility is
achieved through the use of a finite element approach [22].
Chapter 1 - Introduction and Literature Review

17
NPADVT begins its analysis by obtaining the bearing and operating conditions from a
data file. An approximate thermal solution, using basic journal bearing theory,
generates an initial guess for the fluid viscosity to use in the iterative finite element
analysis. The bearing geometry data is then used to establish the finite element grid.
The grid consists of 50 circumferential nodes and 5 axial nodes per bearing pad (a 2-
axial-groove bearing has 2 pads). As shown in Fig. 5, this grid represents half of a
symmetric bearing, effectively doubling the number of elements used to model the
bearing. The grid shown in this figure represents a typical grid for a plain axial-
groove bearing. In the case of a pocket bearing, the nodes closest to the pocket
boundaries are aligned with the boundaries. Convergence studies in Ref. 22 suggest
that this grid should be accurate to within less than 5% error. After establishing the
mesh, the finite element subroutine iteratively generates an updated shaft position and
computes the power loss caused by fluid shear using the finite element approach
outlined above. The program then computes a revised temperature rise through the
bearing by performing a global energy balance, assuming that all energy dissipated in
the bearing must be removed by the lubricant, thereby raising its temperature. This
revised average temperature is used for the next iteration. Generally only three or
four temperature iterations are required. To generate linearized dynamic stiffness and
damping coefficients (most rotor dynamic analyses assume a linear system perturbed
about some operating point), the program gives the shaft small perturbations in
Chapter 1 - Introduction and Literature Review

18
displacement and velocity about the operating position. See Fig. 6 for a flowchart of
this procedure.
Chapter | - Introduction and Literature Review

19
Fig. 5: Typical NPADVT Grid
Chapter 1 - Introduction and Literature Review

20
Obtain Data from Data File
|
Use Journal Bearing Theory to Obtain Approximate Temperature Rise
| Establish Finite Element Grid
|
Solve System for Fluid Generated Forces
Use Newton Step bo Update Position from Gradients of Position Versus Forces
<———
Not Equal
Compute Revised
Check for Fluid Forces Equal to External Loads
q Equal
Compute Updated Porer Loss aid Lubricant Temperature Rise
Lubricant Properties No
Fig. 6: NPADVT Flowchart
Are Specified Number of
Viscosity-Temperature Iterations Complete?
Chapter 1 - Introduction and Literature Review
Yes Compute Operating Parameters (Stiffness, Damping, ete. }
| Done

21
1.4 Published Results for Axial-Groove Bearings
Although the body of published works on the subject of journal bearings is quite
large, there is relatively little good published experimental data for the static
characteristics of axial-groove bearings to use in verifying NPADVT. Of the sources
surveyed, only six data sets contained both a good description of the bearing
geometry, lubricant properties and the shaft center locus as a function of one or more
of load, speed and lubricant viscosity. Of these data sets, three are from Ref. 29, and
the other three are from journal articles [3, 18, 30]. The bearings used in these
works are described in Table I.
The VPI test bearing is a two-axial-groove (2 A.G.) bearing, 101.6 mm in diameter,
with a length to diameter ratio of 0.5625, and a nominal (diametral) clearance to
diameter (C,/D) ratio of 0.00125. Thus, several of the published bearings are very
similar to the VPI test bearing. Further descriptions of the published speeds, loads,
etc. will be saved for Chapter 5, where comparisons between NPADVT and the
published data will be made.
Chapter 1 - Introduction and Literature Review

22
Table I - Description of Published Bearings
Author Diameter(mm) L/D C/R Type
Lund/ Tonnesen 100 0.55 0.00137 2 A.G.
Tonnesen/ Hansen 100 0.55 0.00150 2 A.G.
Andrisano 45 1.0 0.00133 1 A.G.
Someya #2 100 1.0 0.00210 2 A.G.
Someya #3 100 0.5 0.00280 2 A.G.
Someya #5 50 0.5 0.00132 2 A.G.
Note: The first two data sets are from the same test rig, all others are from different
test rigs.
Chapter 1 - Introduction and Literature Review

23
1.5 Published Results for Pocket Bearings
In the sources examined, no experimental results for the shaft locus of a pocket
bearing were located. Thus, the data generated in this work will be new, previously
unavailable data.
Chapter 1 - Introduction and Literature Review

Chapter 2
Experimental Approach
2.1 Approaches to Test Rig Design
Before proceeding to the evaluation of NPADVT and the VPI rig, it is beneficial to
examine the basic approaches used for fluid-film bearing test rig design. There are
essentially two approaches to the design of test rigs for fluid-film bearings: 1) floating
bearing and 2) fixed bearing. Fig. 7 is a sketch of a rig designed under the floating
bearing paradigm. Fig. 8 is a sketch of a rig designed under the fixed bearing
paradigm.
24

25
To Loading Mechnnisn
“ Load Cell
Displacenent Axial Restroint Probes (2 Shown) , vith High Padi Conp! iance
(2 Show)
SS SQ Dd
To Dy iver b
el NN WW TT TTT]
Fixed N Re Fixed Bear ing Flooting Test Bear ing
Bear ing ond Hous ing
Fig. 7: Floating Bearing/Fixed Shaft Test Rig
Load Disp lacenent Probes (2 PI.)
NV NN \ x | eee | To Driver
vid Flexible y
Coup! Ing ba —
cone WS Fixed Support LPP PST
tp Fixed Test Bear ing Reon ng
Fig. 8: Floating Shaft/Fixed Bearing Test Rig
Chapter 2 - Experimental Approach

26
2.2 Floating Bearing Rigs
The approach to fluid-film bearing test rig design most prevalent in the literature over
the last twenty years is the floating bearing/rigid shaft approach [3, 6, 9, 10, 12, 18,
26, 29 and 30]. This design paradigm is essentially an inversion of the usual rotor-
bearing system geometry; the shaft is supported by two anti-friction or hydrostatic
bearings (occasionally, but much less commonly, support is provided by two fluid-
film bearings - usually tilting pad bearings smaller than the test bearing). The test
bearing and its housing float on the shaft between the two support bearings (in one
case, the test bearing was instead cantilevered off the end of the shaft [9]). Some
form of axial restraint with low radial stiffness and damping is employed to locate the
bearing axially and encourage angular alignment with the shaft. Loads are applied to
the test bearing housing through load cells. The relative response between the housing
and shaft is measured with non-contact displacement probes. For static shaft locus as
a function of any static variable such as speed, load, viscosity, inlet geometry, etc..,
these measurements are sufficient. For dynamic loading, hydraulic, pneumatic or
electromagnetic shakers, either in line with the main loading device or separate, and
load cells are added. Accelerometers are also added to the housing in an attempt to
be able to subtract out the effects of the mass of the bearing housing and test bearing.
Chapter 2 - Experimental Approach

27
2.2.1 Advantages to Floating Bearing Paradigm
The biggest advantage of the floating bearing/rigid test bearing approach is the
relative ease with which the non-rotating bearing can be loaded. A common means of
obtaining the load is a combination of deadweight and air bellows [10, 12, 18, 26, 29,
and 30]. Assuming the bellows is properly designed and constructed, this approach
would seem to have the advantages that off axis loading should be minimized and
small dynamic variations in housing position are readily accommodated. The ability
to accommodate slight variations in shaft position with constant load is important for
reducing problems with mechanical run-out or studying instabilities such as whirl. As
another approach, in Ref. 9, Ferron employed a horizontal hydrostatic pad to reduce
off axis loading, and vertical, pneumatic loading .
Another potential advantage to loading a floating bearing against a rigid shaft is
pointed out by Hinton in Ref. 12. In this article, he suggests that if the loading
mechanism is rigid, operation is possible even under conditions of speed and load
where the bearing is unstable. In the floating bearing, rigid shaft approach, large
excursions which would be damaging and unsafe with a conventional rotor-bearing
system geometry are eliminated by fixing the bearing in place. Such a loading system
forces the bearing to a given eccentricity and attitude angle and holds it there. This
Chapter 2 - Experimental Approach

28
feature would allow studying bearings over a wider range of operating conditions, as
well as evaluation of non-load supporting elements such as seals.
There are several other possible advantages to following the floating bearing design
paradigm. For example, such a rig has the ability to test non-load supporting rotor
system elements such as seals and dampers. Another possible advantage is that with
the fixed shaft, slip-rings for on-shaft instrumentation can be readily accommodated.
2.2.2 Disadvantages to the Floating Bearing Paradigm
Although the floating bearing paradigm offers some advantages, there are several
disadvantages to such a rig. Perhaps the most apparent is the fact that the floating
test bearing paradigm does not in fact model the actual system geometry. As a result,
it is not inconceivable that effects which would occur in service might not be seen, or
might be misinterpreted due to the inversion of the system geometry. One example of
such a possibility is bearing stability. If the loading system and housing mounting
system do not exhibit sufficient radial compliance, a bearing which would become
unstable in actual applications could appear to be stable at the same operating
conditions due to the additional stiffness and damping from the housing support
Chapter 2 - Experimental Approach

29
system. Other similar discrepancies between actual application and results from a
floating bearing test rig could be readily imagined.
The floating bearing is also a more complex dynamic system than a system with rigid
bearings and a floating shaft. Not only are there the flexible shaft effects to consider,
but there are also three bearings and support effects which could be significant (again,
depending on the loading and mounting systems’ radial compliances). Some of these
effects, especially the support damping, may be difficult to quantify. Ideally, most of
these effects are eliminated from measurements by the fact that the test bearing is
mounted on load cells, which allows loads on the bearing to be directly measured,
thus decoupling it from the rotor. However, one factor which may be very difficult
to isolate in dynamic testing is the inertia of the floating system. This inertia
manifests itself as a variable bias error between the measurements of the applied load,
as measured by load cells in the loading system, and the load actually applied between
the bearing and the shaft. The method generally employed to try to separate the
inertia effects from load applied between the bearing surface and the shaft is based on
taking acceleration data for the bearing housing simultaneously with the measurements
of loading force. This data, assuming the mass of the floating system can be
established, allows the Newtonian relationship force=mass x acceleration to be used
to eliminate the inertial component from the measured loading. Although high quality
Chapter 2 - Experimental Approach

30
accelerometers may be employed on the housing to minimize the errors in
acceleration measurement, the mass of the floating system is difficult to establish.
The housing and bearing can be weighed quite accurately, but it is difficult to specify
the amount of oil present in the housing during operation. One possible solution
might be to design the loading system such that the load cells in this system could
measure the bearing/housing/oil tare weight for static conditions. Although this
approach could measure the weight of the oil under static conditions, in operation the
amount of oil present may be different. To make matters even worse, this oil is itself
moving. There is also some evidence to suggest that the inertial effects due to the oil
may not be limited to the addition of mass. Reference 27 discusses some theoretical
results for a conventional fixed bearing/floating shaft geometry, suggesting that the
effects of oil inertia could increase the effective shaft mass by as much as six to ten
times, especially with short and/or light shafts. Although this research was aimed
primarily at a fixed bearing/floating shaft geometry, it does suggest that subtracting
out all inertia effects could be extremely difficult. The problems of separating the
shaft-bearing effects from all other effects would seem to make dynamic
measurements with this type of test rig more difficult than at first appears.
There are also some points of concern even with regards to static measurements. One
of these is the fact that there are several loads on the bearing housing which are not
Chapter 2 - Experimental Approach

31
measured. These loads include the oil feed and drain piping, as well as
instrumentation cables and the bearing axial and angular positioning mechanisms.
Considerable care would be required to insure that these secondary load paths do not
affect the measured load. Calibration would not seem to provide the whole answer,
since the whole housing moves around to some degree in operation, which might
change the calibrated bias errors. Finally, there is also the possibility of shaft
bending and misalignment effects causing changes in expected bearing geometry and
thus generating errors in the shaft position measurement.
2.3 Dual Rigid Bearing Mounts
Another approach to bearing response testing is to use two identical, rigidly mounted
test bearings, loaded by an auxiliary bearing and unbalance weights [8, 11]. This
approach is the only direct method (i.e., using only unbalance excitation) to obtain
enough information to directly evaluate four stiffness and four damping coefficients
for a bearing unless assumptions of symmetry are introduced [21]. This approach,
however, ignores the possibility of added mass coefficients. It is also difficult to
obtain two identical bearings. Similar test rigs are employed in studies focusing on
instability and flexible shaft effects, such as in Ref. 15. In these studies, the system
operates with gravity and unbalance loading only. The dual bearing test rig design
Chapter 2 - Experimental Approach

32
paradigm is not often employed for the type of static testing which is the focus of this
work, and will not be discussed further.
2.4 Rigid Mount, Single Test Bearing
The final bearing test rig design paradigm to examine is the (single) rigidly mounted
test bearing, floating shaft approach. A schematic of such a rig is shown in Fig. 8.
This design paradigm is the approach used for the VPI rig. With this approach, the
shaft is supported only by the test bearing and a second non-test bearing, and loaded
directly [16, 21, and 31]. A small hydro-static or anti-friction bearing is usually
employed as the shaft support bearing. The test and support bearing centerlines are
located as far apart as practical and the loading system is generally between the
bearings, as close to the test bearing as possible.
2.4.1 Advantages to Rigid Bearing Paradigm
This design paradigm has several advantages over the floating bearing paradigm.
Foremost is the fact that it closely resembles actual application geometry, thus
minimizing the questions of modeling accuracy. With this approach, it is also
possible to make the mounting system stiff enough for shaft effects to dominate over
Chapter 2 - Experimental Approach

33
support and bearing housing effects, assuming the rig is securely mounted. The
concerns of alternate loading paths bypassing the load measurement device can also be
avoided. Even in the case that the bearing housing is mounted on load cells, the
motion across feedlines, etc. is negligible, if the load cells are extremely stiff, and
any loading path from cables, feedlines, etc. can be calibrated out.
2.4.2 Concerns with Rigid Bearing Paradigm
The biggest problem with the rigid bearing/floating shaft paradigm is applying a load
to the bearing. Since the bearing is fixed, the load must be applied to the shaft,
which in turn then loads the bearing. Gravity loads (i.e., heavy rotors), and
unbalance loading are not very flexible, the rig must be stopped in order to change
load, and the load is either static or shaft synchronous. With a single test bearing,
excitation with shaft synchronous loading (i.e., unbalance) does not give enough
information to evaluate all eight dynamic bearing coefficients. Even with static
testing, it is not very convenient to be required to stop the rig every time the load is
to be changed. There would also be the likelihood that the rotor would require
balancing every time weights are added. One early solution was the use of an
auxiliary bearing (hydrostatic or anti-friction) to apply the desired load. The rig of
Ref. 16, for example, makes use of an anti-friction bearing to apply a static load and
Chapter 2 - Experimental Approach
34
a non-shaft synchronous alternating load. The alternating load is reported not to have
worked very well. Even assuming this approach had been successful, the addition of
a third bearing to the system makes the system dynamics rather complex. This
approach would also require that the test bearing be mounted on load cells. The VPI
rig (to be described later), and the rig of Ref. 21 both use a non-contact magnetic
loading device which eliminates many of the complications of mechanically coupling
the load to the shaft.
A related problem is that of the support bearing characteristics. For the data
generated by such a test rig to have meaning, either it must be possible to account for
the support bearing effects or the test bearing must be mounted on load cells. Also,
aS mentioned above, if the housing and rig are not securely mounted to a massive
foundation, the rigid bearing assumption is violated. This effect is not as great a
problem if the applied load is measured at the test bearing; however, a massive
foundation is desirable from the viewpoint of reducing inertia effects.
With this design paradigm, differential thermal growth is perhaps a greater concern
than with a floating bearing test rig, but it should not be too difficult to eliminate or
allow for this effect. Alignment is also more critical with this test approach, but is
perhaps easier to control. Shaft bending must also be allowed for through some
Chapter 2 - Experimental Approach

35
combination of measurement and analysis. This bearing test rig design does not allow
as great a range of operating condition as a floating bearing approach, as operation of
bearings in an unstable region is highly undesirable, both from the standpoints of
damage to the rig and of safety. This fact is not necessarily a great problem, as most
of the useful data on a bearing are recorded in stable regions. This design also does
not generally have the flexibility to test non-load carrying rotor system elements such
as seals and dampers. With a magnetic loading system though, it may be possible to
operate the magnets as a magnetic bearing in addition to a loading device, eliminating
both of these weaknesses. Reference 21 contains a brief discussion of this possibility.
Finally, depending on bearing clearances, it may be difficult to reliably use slip rings
for on-shaft instrumentation, such as pressure probes, due to the range of possible
shaft motion, unless the shaft is bored through to the support bearing end.
Chapter 2 - Experimental Approach

Chapter 3
Comparisons: NPADVT vs. Published Experimental Results
3.1 Overview
To evaluate NPADVT for use as a yardstick for evaluating the VPI rig, the program’s
analysis results will be compared to six published experimental data sets in this
chapter. The published results consist of two studies performed on a test rig located
at the Technical University of Denmark (Ref. 18, by Lund and Tonnesen in 1984,
and Ref. 30, by Tonnesen and Hansen in 1981), a study performed at the University
of Bologna in Italy (Ref. 3 by A.O. Andrisano in 1988), and three data sets from test
rigs located at various facilities in Japan (Ref 29, published in 1988). The bearings
involved in these studies are shown in Table II. The experimental conditions for each
of these studies are presented in Table II.
36

37
Table II - Published Bearings, Mechanical Details
Author Diameter(mm) L/D C,/D Material Type
ratio ratio
Lund/Tonnesen 100 0.55 0.00137 * 2-Axial-Groove
Tonnesen/Hansen 100 0.55 0.00150 Bronze, SAE64 2-Axial-Groove
Someya #2 100 1.0 0.00210 ASTM B23/SS41 2-Axial-Groove
Someya #3 100 0.5 0.00280 ASTM B23/SS41 2-Axial-Groove
Someya #5 50 0.5 0.00132 ASTM B23/SS41 2-Axial-Groove
Andrisano 45 1.0 0.00133 Bronze 1-Axial-Groove
notes: All except the Andrisano bearing are honzontally fed, the Andrisano bearing is
vertically fed.
ASTM B23 is a babbitt alloy
* It is not clear if this bearing 1s steel or bronze
Table III - Published Bearings, Operating Conditions
Sommerfeld Kinematic Range Load Range Speed Range Oil Density Viscosity @ 40
Author (NPADVT) (N) (Hz) (kg/m*) deg (m’/Sec)
Lund/ 0.1376 - 0.8658 2600 - 9600 33.3 - 108.3 850 32.3 x 10°
Tonnesen
Tonnesen/ 0.0309 - 12.63 200 - 9000 6.67 - 133.3 858 15.0 x 10°
Hansen
Someya #2 0.0393 - 0.78 4740 - 48000 50 - 250 865 31.6 x 10°
Someya #3 0.0540 - 2.21 367 - 4500 26.67 - 100 862 31.6 x 10°
Someya #5 =—-0.1251 - 0.8905 485 - 1600 25 - 83.6 871 22.2 x 10°
Andrisano 0.0416 - 0.5371 660 - 3000 10- 40 770 52.6 x 10°
Note: Sommerfeld numbers are those generated in the NPADVT analysis
Comparisons: NPADVT vs. Published Experimental Results

38
All five bearings were modeled as best as possible with NPADVT. Full geometric
data, including feed groove extent were available only for the Lund/Tonnesen,
Tonnesen/Hansen and Someya #3 test bearings. In the remaining cases, the angular
extent of the feed groove was assumed to be 10 degrees (15 degrees for Andrisano),
the weep hole was assumed to be very small, and the oil inlet hole diameter was
assumed to be on the order of the feed groove width (for Someya test #3, the weep
hole diameter and feed diameter were specified). In all cases, the bearing diameter,
ratio of length to diameter, clearance ratio, oil pressure, approximate oil inlet
temperature, and oil properties were available. Generally four viscosity-temperature
iterations were employed with NPADVT (more iterations sometimes diverged,
possibly indicating a numerical instability). No real attempt was made to match
NPADVT oil outlet temperatures to the published results for two reasons. The first
reason is that NPADVT ignores heat loss other than through the rise in oil
temperature, a thermal boundary condition that does not match well to the
experimental boundary conditions. The second is the discussion in Ref. 18, which
suggests that exact thermal boundary conditions are less important to the accuracy of
the solution than modelling the fluid mechanics precisely (NPADVT, for example,
ignores some cavitation effects).
Comparisons: NPADVT vs. Published Experimental Results

39
3.2 Comparison for Tonnesen/Hansen
The oldest data set for the static characteristics of a two-axial-groove bearing to be
used in this work is Ref. 30, a 1981 Journal of Lubrication Technology paper by
Tonnesen and Hansen of the Technical University of Denmark, Department of
Machine Elements. While this paper is primarily oriented towards thermal effects in
the oil film, the static shaft locus as a function of load and speed is reported.
Sufficient data are also presented to allow the bearing and lubricant conditions to be
modeled (previous works reviewed did not include sufficient information for modeling
purposes). The test rig employs a floating bearing/rigid shaft approach, and uses a
combination of dead weight and pneumatic loading. The displacement data were
recorded with both stationary and shaft-mounted rotating probes, which were found to
be in close agreement (within several percent) when corrections were made for shaft
deflection; thus the displacement data should be reliable.
3.2.1 Data
The data used for comparison purposes is that of Tonnesen’s Fig. 4B. This figure
plots the shaft locus as a function of speed and load for an oil with a viscosity of 12.9
mPa®s at 40 degrees. The temperature-viscosity relationship for this oil is assumed to
Comparisons: NPADVT vs. Published Experimental Results

40
be the same as for an ISO 15 oil from Ref. 3 (which has the correct viscosity at 40
degrees). This assumption is made since Tonnesen only included the 40 degree
viscosity for the test oil. From this data, an equation of the form of Eq. (4) was used
for the temperature-viscosity relationship for this oil.
wD = 4) br
The bearing model is as follows:
Diameter: 100 mm
Length: 55 mm
C,/D ratio: 0.0015
Weep Hole Dia: 0.127 mm
Oil Inlet Dia: 3.175 mm
Grooves: 0 and 180 degrees from horizontal
10 degrees of arc width
(actual groove is 1.5 mm deep)
The data scaled from Tonneson’s Fig. 4B and the NPADVT results for shaft
eccentricity for the four speeds examined are graphically compared in Fig. 9 through
Fig. 16. In Fig. 17 through Fig. 20, the same data are presented as a percentage
Comparisons: NPADVT vs. Published Experimental Results

41
error (100 x (experimental - NPADVT) / experimental). It should be noted that the
percentage error plots for small eccentricity values may be misleading, as a small
absolute error can generate a large percentage error
Comparisons: NPADVT vs. Published Experimental Results

X-ece
0.25
Cormporison for Tonnesen 400 RPM,
42
xX—ecc
NPAOVT
Tannesen
“"T
1000 3000 4000 5000
Lood (N}
Fig. 9: X-Eccentricity Ratio for Tonnesen, 6.67 Hz
6000 7000
Comporison for Tonnesen 400 RPM, Y—ecc
8000 g000
——————-
=r —y-
o_o
_ - +
NPAOVT
Tonnesen
1000 2000 3000 4000 5000
Lood (NJ
6000
Fig. 10: Y-Eccentricity Ratio for Tonnesen, 6.67 Hz
Comparisons: NPADVT vs. Published Experimental Results
7OOO 8000 gO00

43
Comporison for Tonnesen 1600 RPM, K~—ecc
O.4a+
X-ecc
oO ll
un
T
0.57
0.257 o——o NPADVT 7 - + Tonnesen
© 1000 2000 3000 4000 5000 6000 7OOO 8000 e000
Lood (N)
Fig. 11: X-Eccentricity Ratio for Tonnesen, 26.67 Hz
Comporison for Tonnesen 1660 RPM, Y—ecc
Y-ece
-O.65 o—o NPADVT ~ +H, a
mr Tonnesen —- D
0 1000 2000 3000 4000 5000 B000 7000 8000 3000
Lood (N)
Fig. 12: Y-Eccentricity Ratio for Tonnesen, 26.67 Hz
Comparisons: NPADVT vs. Published Experimental Results

44
Comporison for Tonnesen 4800 RPM, X—ecc
X-ecc
0.255,
NPADVT
—--+ Tonnesen
~~ L —
© 10600 2008 3000 4000 5000 6000 7OOO
Lood (N)J
Fig. 13: X-Eccentricity Ratio for Tonnesen, 80 Hz
Comparison for Tonnesen 4800 RPM, Y-ecc
8000 9000
—~D.BF o—o NPADVT
—_—-Fr Tonnesen > —0.7 —
Oo 1000 2000 3000 4000 S000 6000 7OOO
Lood (N)
Fig. 14: Y-Eccentricity Ratio for Tonnesen, 80 Hz
Comparisons: NPADVT vs. Published Experimental Results
8000 3000

45
Comparison for Tonnesen 8000 RPM, X—ecc 0.45 7 7 r : r
o—o NPADVT
O.OS6r —_—-4 Tonnesen
oO nt
0 1000 2900 3000 4000 5Q00 B000 7OOO B000 g9D00
Load (N)
Fig. 15: X-Eccentricity Ratio for Tonnesen, 133.3 Hz
Cormparison for Tonnesen BO0d RPM, Y—ecc o 2 T —r T r r
o——o NPADVT ™ . ~~
—-O.4- —-t Tonnesen ~
~—? —-0.45
Oo 1000 2000 3000 4000 5000 6000 7000 8000 9000
Lead (NJ
Fig. 16: Y-Eccentricity Ratio for Tonnesen, 133.3 Hz
Comparisons: NPADVT vs. Published Experimental Results

46
Percent Error for Tonnesen, 400 RPM
46 — +
205 ++ +
2 \~ e ? oN = OF «\ — —--—6 = { ® See me _—- o ~ Om ema em - —@ ee ee - --
a \ -_< = ae - ~~
( ow * — | ' ~~
= —20F { ee — 4
wv. © _—
S i
~~ J
~ —40Ff | 4
S @ : ne I
—60F j a--o Y-errar 7
' _- xX—-error
4 ~80O 1 ‘ 1 1 a 1 1 1
© 1000 2000 3000 4000 5900 6000 7000 8000 9000
Load ¢N>
Fig. 17: Percent Error for Tonnesen, 6.67 Hz
Percent Error for Tannesen, 1600 RPM
396 7 7 7 r r 7 r ——,
m™NY 20F + 4
e a
= \ = 16 N = L a | =
i - — -d_- e of Promos me Owe wo J ue ! ~~ TONG tee ae ee -e@-—-—
Fa ~~ S ~ we -—-10F ' ~~ 4
o ¢ “— wv
rm , — pn, |
—20P ! --o Y-errar ™
} -_— X-error I
—30 d . 1 1 ‘ . 1 ‘ .
o 1000 2000 3000 4000 5900 6000 7000 e000 9000
Load (N)>
Fig. 18: Percent Error for Tonnesen, 26.67 Hz
Comparisons: NPADVT vs. Published Experimental Results

47
Percent Error for Tonnesen, 4800 RPM
3 —
en er
_ 5 “ — —_ -—__ —_ - 20 7— ~~ ._-_- ff Ps _e----o-- eee a”
gq —40 oN -~er- 7 7 LQ L f “e-
Be 60 / : ad ’
a2 -s8o0-+ - 4 I 4
— — > —_ S 160 }
= . gS ~120F j 4 ~ '
So —140b ‘ 7 xs i
nm —-160F ! 5 ‘ e-o Y-errar (first point surpressed)
—-180F ! - X—-errar 4
4 —200 . . Pr , , Pr ,
o 1000 2000 3000 40090 59000 60900 7000 8000 93000
Load (N)
Fig. 19: Percent Error for Tonnesen, 80 Hz
Percent Error for Tonnesen, 8000 RPM
80 7 r . 7 7 ——r
60+ Pan 4
Q & QZ 45 . 4
S L Pope Fe oO m™ ~ mY = 20 f ws T+ ée _ 4 = — ~~, i ee ~—o4
J Re me oe Oo L { _— ~~ “eo ee eo
@ { ~~ Y oT S —-2o0l | TH
e | 5 —40b 4 ~
~6o0b : eo -oeo Y-—errar J
- X—-errar
4 —-BO 1 1 . a . ‘ . 1
o 1000 2000 3000 4000 590900 6000 7000 8000 93000
Lood ¢N)
Fig. 20: Percent Error for Tonnesen, 133.33 Hz
Comparisons: NPADVT vs. Published Experimental Results

48
3.2.2 Discussion of Results
These four comparisons tend to suggest that NPADVT, despite using a very crude
thermal model and neglecting some fluid effects, does a credible job of predicting the
static operating point. The Y (in line with the load) shaft loci are generally in good
agreement with the experimental results, both in percentage error as well as the
general shape, with increasing percentage error as the eccentricity approaches zero.
It is even possible that some of the error seen is due to experimental zero offsets, as
experimentally determining the center of an operating bearing is difficult. The fact
that the major differences occur at the lowest loads is not surprising. The low
eccentricities associated with lighter loads are likely to be the most sensitive to effects
not considered in the analysis. The X shaft loci, on the other hand, do not show good
agreement nor do zero offsets really explain the differences. In general, the analytical
points do not show good agreement in either shape or percentage error for this axis.
Although the results would be usable from a load carrying standpoint, or an estimate
of running clearances, the most important use of an analytical bearing analysis is to
obtain dynamic coefficients. The Y locus (related to resistance in line with applied
load) shows sufficiently good agreement that a stiffness evaluated by taking the
gradient of the curve with respect to load (this would be the "direct" stiffness) would
Comparisons: NPADVT vs. Published Experimental Results

49
seem likely to be accurate enough for most analyses. The inaccuracy that would be
introduced would seem likely to be on the order of the modeling error and unmodeled
effects. Unfortunately, the gradient of the analytical X locus with regard to load in
the Y direction, i.e.,the cross-coupled stiffness, is likely to be quite different from the
actual value. This fact is particularly evident in the percentage error plots, which
show the analytical curve initially deviating below, then above the experimental
curve. This deviation is particularly troubling from a rotor dynamic analyst’s point of
view, as some instabilities are driven by the magnitude and sign of the system cross-
coupled stiffness (for a discussion of these effects, see Ref. 25 or Ref. 32). This
point will be discussed further in the conclusions to this work.
3.3 Comparison for Lund/Tonnesen
An investigation made using the same rig as above is reported in Ref. 18, a 1984
Journal of Tribology article by Lund and Tonnesen of the Technical University of
Denmark. This work is the application of an approximate thermal analysis of a
journal bearing. Both shaft mounted and stationary displacement probes were again
employed, with the uncertainty in measurements estimated as plus or minus five
percent. Comparisons between a theoretical analysis with a somewhat more
Comparisons: NPADVT vs. Published Experimental Results
50
sophisticated treatment of thermal conditions than employed in NPADVT and the
experimental data are also presented. As noted in Table II, the bearing may be steel
or bronze. The article only lists the thermal conductivity of the bearing material as
50 W/m °C, which could be either a steel or a bronze. The article refers to Ref. 30
as providing the details of the test rig construction; in this article, a bronze bearing is
specified.
3.3.1 Data
The experimental data used for comparison purposes is from Fig. 8 in Ref. 18, which
presents the measured journal locus as a function of load for 33.33, 58.33, 83.33 and
108.33 Hz. This plot is not corrected for shaft bending, but a correction equation is
specified; all comparisons will be made to the corrected data. The loads used in
developing the results in this figure vary from 2600 N to 9600 N by 1000 N steps (at
33.33 Hz, the 9600 N and 8600 N load are not included; at 83.33 and 108.33 Hz, the
9600 N point is omitted). The oil used is specified as having a viscosity of 18.3
mPa*s at 50 degrees. Sufficient data are available in Ref. 18 to specify a two
parameter, exponential temperature-viscosity relationship as in Eq. (4). The oil
specific heat was also specified as 2000 J/kg*K. The bearing model is as follows:
Comparisons: NPADVT vs. Published Experimental Results

Diameter:
Length:
C,/D ratio:
Weep Hole Dia:
Oil Inlet Dia:
Grooves:
51
100 mm
55 mm
0.00137 (33.33, 58.33 Hz)
0.00134 (83.33, 108.33 Hz)
0.254 mm —
3.175 mm
0 and 180 degrees from horizontal
10 degrees of arc width
The data scaled from Lund’s Fig. 8 and the NPADVT results for shaft eccentricity
for the four speeds examined are graphically compared in Fig. 21 through Fig. 28.
In Fig. 29 through Fig. 36, the same data are presented as a percentage error (100 x
(experimental - NPADVT) / experimental). Note that in the legends for these figures,
"rotating" refers to the set of displacement probes in the test rig shaft, while
"stationary" refers to the set of displacement probes on the bearing housing.
Comparisons: NPADVT vs. Published Experimental Results

52
Comporison for Lund 2000 RPM — *X ecc
-— Lund Rotating
—-- Lund Stotionoary
X-ece
Oo b ul
7 /it
/
l
—~— ~~.
0.39 2000 3000 4000 5000 6000 7O00 8000
Lood (N}
Fig. 21: X-Eccentricity Ratio for Lund, 33.33 Hz
Comparison for Lund 2000 RPM — Y ecc
~OS5 7
—O.55F- + * “—
-— Lund Rotating ~
—-- Lund Stationary TN
—O0.6F — NPaovt ™~ 7] —
* ~~
_ —0.65
2000 4000 4000 S000 6000 7OO0 8000
Load (N)
Fig. 22: Y-Eccentricity Ratio for Lund, 33.33 Hz
Comparisons: NPADVT vs. Published Experimental Results

53
Comporison for Lund 3500 RPM — X ece 0.48 T v ¥ T 7 v qT
0.44}
0.42/-
X-ecc
_-_ Lumd Roatoting
O.36+ —-- Lund Stationary 4
—_ NPADVT 0.34 Pr , , , 2000 3000 4000 5000 6000 7000 B000 9000 10000
Lood (N)
Fig. 23: X-Eccentricity Ratio for Lund, 58.33 Hz
Cornporison far Lund 3500 RPM — YY ecc
~O.2 T T T T T T T
I o N iS T
| O W wn T
| o b th r
I QO w oO T / j
-_— Lund Rotating ~
—-- Lund Stationary ae —O.64h __ NP ADVT on _
2000 3000 4000 5000 6000 7O00 8000 93000 19000
Load (N)
Fig. 24: Y-Eccentricity Ratio for Lund, 58.33 Hz
Comparisons: NPADVT vs. Published Experimental Results

54
Cormporison for Lund 50060 RPM — X ecc 0.46 , s 7
0.44 4
O.42+ 7
O.45- 4
§ 1 8 o.38- ><
O.36F 4
0.345, « =
a -— Lund Rototing
—-- Lund Stotionory 0.324 — NPADVT 7
0.3 2000 3000 4000 3000 6000 7000 8000 9000
Load (N)
Fig. 25: X-Eccentricity Ratio for Lund, 83.33 Hz
Comporison for Lumd 5000 RPM — Y ecc
-0.15 . 7 7
—-O.2 5 7
—-O.25F- 4
—-O.3b a
v “a
@ 0.35; 7 >
—0.4 + 4
—-O.45+ 4
-— Lund Rotating va —-- Lund Stotionary ~ mo
—O.5F —— ~~ NPanvt Te 4 ~
~ + —-0.55
2000 3000 40090 5000 6000 7OO0 8000 sO00
Lood (N)
Fig. 26: Y-Eccentricity Ratio for Lund, 83.33 Hz
Comparisons: NPADVT vs. Published Experimental Results
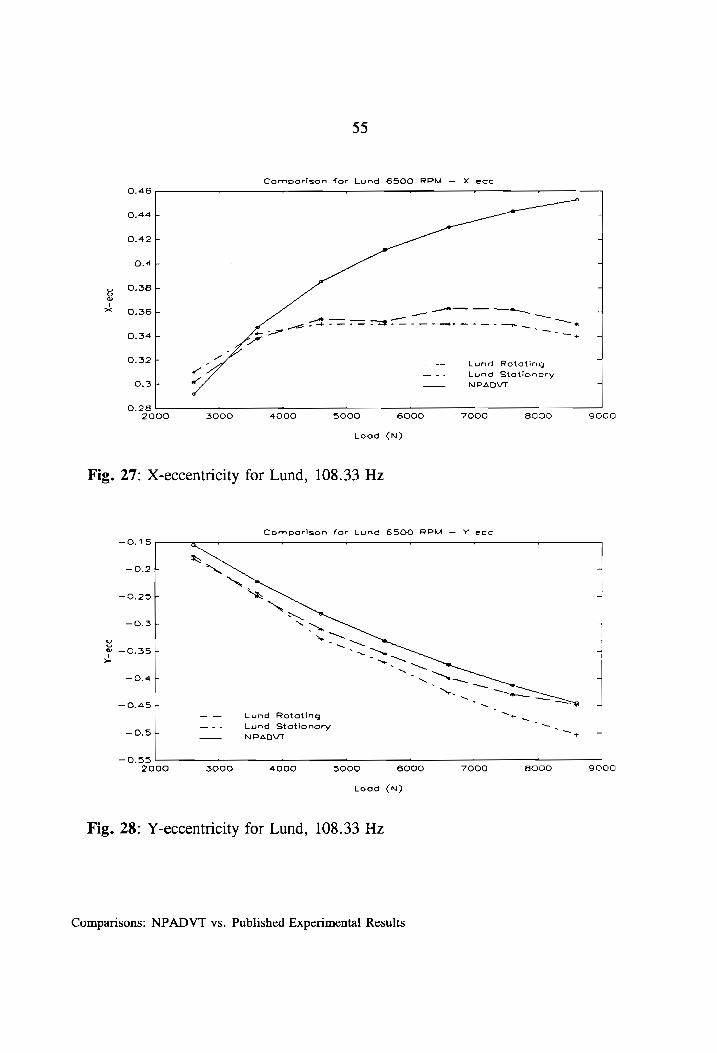
55
Comparison for Lund 6500 RPM — X ecc
0.46 r — — T r
0.44 r _
O.42+ 7
O.4- 7
o O.3SBF 7] @
1 ~< O.36- |
0.344 "
0.324 . _— Lund Rotating T ~ —-- Lund Stationory
O.3Fr —_— NPADVT 7
0.28 2000 3000 4000 S000 6000 7000 80900 9000
Lood (N)
Fig. 27: X-eccentricity for Lund, 108.33 Hz
Comporison for Lund 6500 RPM — Y ecc -0.15 . s r r
| o Ni a !
Y-ece 1 O Ul ul T
I © hb
ul T
-— Lund Rotating ~
—--: Lund Stationary ™ — NPADVT —O.55
2000 3000 4000 5000 6000 7000 BO00 9000
Lood (N}
Fig. 28: Y-eccentricity for Lund, 108.33 Hz
Comparisons: NPADVT vs. Published Experimental Results

56
Percentage Error for Lund 2000 RPM, Stationory Probes
15 —
10 - re °
a N\, eee oe
= aa S Sb N\ 7 - 4
=< =e S ~ ae ST
e-em ~ _ & OF > ~~,
ww ™—,; > To
S ~~ Le —-5Sk ™— 4 3 ~~ & ™
re ™ — —10F- ae - 6 Y-error om 7
_- x—errar — —
—15 . —— — — 2000 3000 4000 5000 6000 7000 8000
Lood ¢(N)
Fig. 29: Percent error for Lund, 33.33 Hz (Stationary Probes)
Percentage Error for Lund 2000 RPM, Rotating Probes 106 ——— r Y — 7
™~ 5 ~~ 4
= ™~ = NN . oL —_— 4 5
S \ 4 L -- —_— -_— ™~ o
& -° / . N\ Te 7” 7
S a ~~ e104 Y — 4 S G - -* “~~
ne _7 ~,
157 -" o-p Y-errar 7
—-— X-errar
-20 . ; — — — 2000 3000 4000 3000 6000 7000 8000
Lood (N)
Fig. 30: Percent error for Lund, 33.33 Hz (Rotating Probes)
Comparisons: NPADVT vs. Published Experimental Results

37
Percentage Error for Lund 3500 RPM, Stationory Probes
10 TF T T ~ F
am” we wrote 2 5k N\ eM ~~ eo geen 4
2 -a _ ae - o = | a“ ™.,
=z a“ ™, —S- . ~ 4
oe —™ g ~ . ew -10b ~~
: ~ 5 ~~ LY ~15- ~~ ~
a ™—
Be ™ -—20F oe -o Y-error ~~ _
—— X—-error ™ +
—25 , : . — . ‘ — 2500 3000 4000 50006 6000 7006 8000 S000 10000
Lood ¢N)
Fig. 31: Percent error for Lund, 58.33 Hz (Stationary Probes)
Percentage Error for Lund 3500 RPM, Rotating Probes 15 T tT T i T T T
—— *—error
10 r ~“ e-c Y-error 4
e ~ »
Sst N J
: \ = oF NY 4
!
2 Nee @ a” ~ = -5 L — ° SN ~ - 7 : a \ Ne ene a § “ ~ 2 —10F - ™— 4 % ° A ~~
ae a ~~ ~~, — —15b ~~ 4
™, ™—
™— —20 — : , — . . — =
2000 3000 4000 5000 6000 7000 BOOO 9006 410000
Load (N)
Fig. 32: Percent error for Lund, 58.33 Hz (Rotating Probes)
Comparisons: NPADVT vs. Published Experimental Results

% err
or:
100¢
(exp
-
NPAD
VT)/
exp
Fig.
% err
or:
100+
(exp
-
NPAD
VI)/
exp
58
Percentage Error for Lund 5600 RPM, Stotionary Probes
20 —+
15 ~-- eS LL e---7-: e-~—._. “—<e—- —o- 4 ~~e lL 5
10 S
3 ~ 4
™
o ™ ~~ 7
™— ™
-5 ~, _
NY —16 _ 4
15 ~ J ~~
—_— X—error ~~,
-—-20 a-a Y-—error — — 7] ee
-25 , , — , __* 2000 30090 4000 5000 6000 7000 8000 9000
Lood ¢N)
33: Percent error for Lund, 83.33 Hz (Stationary Probes)
Percentage Error for Lund 5000 RPM, Rotating Probes 16 r , r —.
—- ~ ae
Be-T "Sey
S NY ~~ - ~e. 4
N, TS mee ~~ a
™ ™~ ~o 7 -
o we 4
NN ™,
-5 ~ 4
™
™ -10 — ~~ 4
™ ~w ~~
-—15 —-— “—error — | -—-o Y-error ~~
~~
—~20 ‘ . _. : ‘ .
2000 3000 4000 5000 G900 7O00 8000 g000
Lood (ND
Fig. 34: Percent error for Lund, 83.33 Hz (Rotating Probes)
Comparisons: NPADVT vs. Published Experimental Results

% err
or:
100«
(exp
-
NPADVI)/exp
Fig.
% err
or:
100*
(exp
-
NPADVT)/exp
59
Percentoge Error for Lund 6500 RPM, Stationary Probes
15 — =— ~ mN ~- — ~ -—@--—--—- aoe LOL
10 ~~ ae Te ed ~y-
5 ™ 4 ™
™ oO ~4
A -5 NS 4
SN -—10 ™, ~ 1 -15 ™ 4
™, ~
—29 ~~ 4 Ne
—-25 — ee 7
—- ®—-error —™ -30 =m -6 Y-error ~~ 4
~~
-35 ‘ , . ‘ ‘ ' 2000 3000 4000 S000 6000 7O00 8000 9000
Lood (N)
35: Percent error for Lund, 108.33 Hz (Stationary Probes)
Percentoge Error for Lund 6500 RPM, Rototing Probes 15 r + 7
10 “~~ wee LL 4
“7: “ere eee —o. 5 ~ ee a" ~ ~ om
o ~~ ° 7
™ ~5 ™ 4
™ ™s.
—10 NN 4
45 ™ \ 4 —
—
—20 4 ~~,
-— xX~—erroar |
—-25 e-06 Y-error ~.
™ ~30 Pr , , , , *
2000 3000 4000 S000 6000 7000 8000 go00
Lood (N)
Fig. 36: Percent error for Lund, 108.33 Hz (Rotating Probes)
Comparisons: NPADVT vs. Published Experimental Results

3.3.2 Discussion of Results
The plots of Fig. 21 through Fig. 36 again suggest problems with the cross-coupled
effect, as pointed out in the discussion of the comparisons of Ref. 30 results. The
analytical X-positions generated by NPADVT, although generally within 20% of the
experimental results, do not exhibit the same trends as the experimental results.
Interestingly, the results from both Ref. 30 and Ref. 18, which were obtained with the
same test rig, both exhibit the same trends in the x-position error. In both cases, the
NPADVT results are too small at low loads, and too large at higher loads. This
effect does not seem to be an artifact of the test rig, as the same trends will be seen in
the comparisons for Ref. 29. The Y-position generally exhibits closer agreement,
both in position and general shape. In addition, the comparison between experimental
data and an analysis with a more sophisticated thermal model than NPADVT in Ref.
18 shows similar trends. The implications of these trends have been discussed above,
and will be discussed further in the conclusions.
3.4 Comparison for Someya #2
Reference 29 is a compilation of Japanese work in the area of fluid-film bearings.
Three of the eleven experimental data sets are for plain axial-groove bearings, contain
sufficient information and are applicable to this work. The results are not identified
Comparisons: NPADVT vs. Published Experimental Results

61
as to researcher or location. The first of the data sets to be examined is experimental
data set two. The test rig employed is of the floating bearing/rigid shaft type.
Loading is by air bellows. Both dynamic as well as static data are presented in
tabular as well as graphical form.
3.4.1 Data
The data used for comparison purposes, are from Ref. 29’s Tables 3.2.1 and 3.2.2.
These tables present the operating conditions as a function of a Sommerfeld number
(Eq. (5),) computed by assuming an effective oil temperature based on inlet and outlet
oil temperatures.
5 = BM SY (5)
Where:
p = Viscosity N = Revolutions per Second
P = Load per Unit Projected Area
R = Shaft Radius C = Radial Clearance
This somewhat artificial Sommerfeld number will be the independent variable for the
comparisons (the Sommerfeld number computed by NPADVT is generally slightly
different for the same input conditions). The oil used is identified as #90 Turbine oil,
with a viscosity of 27.37 mPaes at 40 degrees. Sufficient data was provided to fit a
Comparisons: NPADVT vs. Published Experimental Results

62
two parameter temperature-viscosity equation as in Eq. (4). The bearing model used
is as follows:
Diameter: 100 mm
Length: 100 mm
C,/D ratio: 0.00210
Weep hole Dia: 0.2 mm
Oil inlet Dia: 6.35 mm
Grooves: O and 180 degrees from horizontal
10 degrees of arc width
The data from Ref. 5 and the NPADVT results for shaft eccentricity versus the
Sommerfeld number reported in Ref. 5 for speeds of 50, 100, 150, 200 and 250 Hz
are graphically compared in Fig. 37 through Fig. 46. Fig. 47 through Fig. 51 present
the same data as a percentage error (100 x (NPADVT - experimental) / NPADVT).
Note that the percentage error is expressed somewhat differently than before. This
change is required because one of the experimental points is reported as having a 90
degree attitude angle, which corresponds to a zero y-position; the previous expression
for percent error will not work for this case.
Comparisons: NPADVT vs. Published Experimental Results

63
Comporison for Sameyo #2, about 3000 RPM, X—ecc 0.5 T T T T T T
X-ecc
——— NPADVT
7
0.25 0 0.05 o.1 0.15 0.2 0.25 O.3
Someyo Sommerfeld #
Fig. 37: X-Eccentricity Ratio for Someya Test 2, 50 Hz
Comparisan for Someyoa #2. about 3000 RPM, Y~ecc
0.35 0.45
—9.1 v Y T T T T
NPADVT
0 0.05 0.1 0.15 0.2 0.25 0.3
Someyo Sommerfeld #
Fig. 38: Y-Eccentricity Ratio for Someya Test 2, 50 Hz
Comparisons: NPADVT vs. Published Experimental Results
0.35 0.4 0.45

64
Comparison for Someya #2, about 6000 RPM, X—ecc 0.55 r —- - - .
X-ecc
0.2557
Someya Sommerfeld #
Fig. 39: X-Eccentricity Ratio for Someya Test 2, 100 Hz
Camporison for Someyo #2. about 6000 RPM, Y—ecc 0 , 7 s r 7
—-O.6F
Someysa Sornmerfeld #
Fig. 40: Y-Eccentricity Ratio for Someya Test 2, 100 Hz
Comparisons: NPADVT vs. Published Experimental Results

65
Camporison for Someyo #2, GOOO RPM, xX—ecc 0.5 _ . _ .
O.35F-
X-ece
O.23-
O.2 t —-- Someya 4
—— NPADVT
o o.1 0.2 6.3 0.4 0.5 0.6 0.7
Someyag Sommerfeld #
Fig. 41: X-Eccentricity Ratio for Someya Test 2, 150 Hz
Comporison for Someya #2, 9000 RPM, Y—-ecc
—~-O.6 Fr
-0.7 ‘ 1 a 1 4 —
o 6.1 0.2 0.3 0.4 0.5 0.6 6.7
Someya Sommerfeld #
Fig. 42: Y-Eccentricity Ratio for Someya Test 2, 150 Hz
Comparisons: NPADVT vs. Published Experimental Results

66
Comporison for Someya #2, 12000 RPM, X—ecc 0.5 , , —— r — .
X-ece
Oo ul 7
——h.
oO 0.1 0.2 0.3 0.4 a.5 0.6 C.7 0.8
Sorneya Sommerfeld #
Fig. 43: X-Eccentricity Ratio for Someya Test 2, 200 Hz
Comporison for Someys #2. 12000 RPM, Y-—ecc
0
~—O.1b 4
—O.2/ 2
Y foal ~
—a.4b 4
—-O.5 L. 4
—-0.6 el al 4 el 1 el, aL
Oo 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Someya Sommerfeld #
Fig. 44: Y-Eccentricity Ratio for Someya Test 2, 200 Hz
Comparisons: NPADVT vs. Published Experimental Results

67
Camporison for Someyo #2. about 15000 RPM, K-—ecc
0.5
0.454 1
0.4b 4
0.354 |
a qj)
@ a.3b x |
o.25+ J
o.2/ 4
O.15b a
0.1 _ . 4 _ . _ 0 0.1 0.2 0.3 0.4 O05 0.6 0.7 0.8
Sorneya Sommerfeld #¥
Fig. 45: X-Eccentricity Ratio for Someya Test 2, 250 Hz
Comporison far Someyo #2, about 15000 RPM, Y—ecc oO T T T T T T =
el
o 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Someya Sommerfeld #
Fig. 46: Y - Eccentricity Ratio for Someya Test 2, 250 Hz
Comparisons: NPADVT vs. Published Experimental Results

68
Percent Error for Someys Test #2, about 3000 RPM
30 T T 7 v ¥ r T v _
7 —
—
S Zor _ a
a _— <=
S — we “—
a 1OF 5 a a a —
i » a
S . — 5 Or re a“ <x ~ a“ Qa —T = a o-.
< TN, = —1OF ra ee
S Tee 5 ym x —20F — Y-error ie
—_—s- X—error ~“~~s
— 30 ° 0,905 O.1 0.15 0.2 0.25 0.3 0,35 0.4
Someya Sommerfeld #
Fig. 47: Percent Error for Someya Test 2, 50 Hz
Percent Error for Someyo Test #2. about GO00 RPM
30 r T T T T
204+ a /™
™ S L & / ~
1 a ~o —_— — J —-- ~ at o oF e \ wv 1
| \ —~10Ob .
3 \ 4 .
Ss —20 ee
3 OTe = —30F ~
: a aD —40F ym
Be —_— Y-error ee —-5O0- —-- X—-errar oN
~
—60 1 _ 1 4 i _.
oO 0.1 0.2 o.3 Q.4 0.5 0.6
Someya Sommerfeld #
Fig. 48: Percent Error for Someya Test 2, 100 Hz
Comparisons: NPADVT vs. Published Experimental Results

69
Percent Error for Someyo Test #2, 9000 RPM
100 ~~ T 7 T vr T
BOF _ —
S a“ — oD BOF —"
4 ee
S —_— a = 40 z a
S a_ v ZOr a —— —
t a — ——
“ _— 3 OF a
2 os > —-20F- ~
S ~ ~ = nao S os vo -60F er
Be ; —_— Y-error Te —80 —-- X—errar Te
~~ 5
— 100 7 : — 4 oS 0.1 0.2 0.3 0.4 0.5 0.6
Someyoa Sommerfeld #
Fig. 49: Percent Error for Someya Test 2, 150 Hz
Percent Error for Someyo Test #2. 12000 RPM 100 t v a t ~ ¥ rn
_—- — Y—-error —
—-- X—error a
BO a = © L ed —
S — ~~, 60Fr “—
a — a 2 aT
\ 40 & y x ~
= & a“
& 207 ‘\ < > O, a
3 ss
BP NY a — 2 ™
20h ee LL Lee °
-40 1 — ‘ — 1 — .
o Q.1 0.2 0.3 0.4 0.5 0.6 0.7
Someya Sommerfeld #
Fig. 50: Percent Error for Someya Test 2, 200 Hz
Comparisons: NPADVT vs. Published Experimental Results
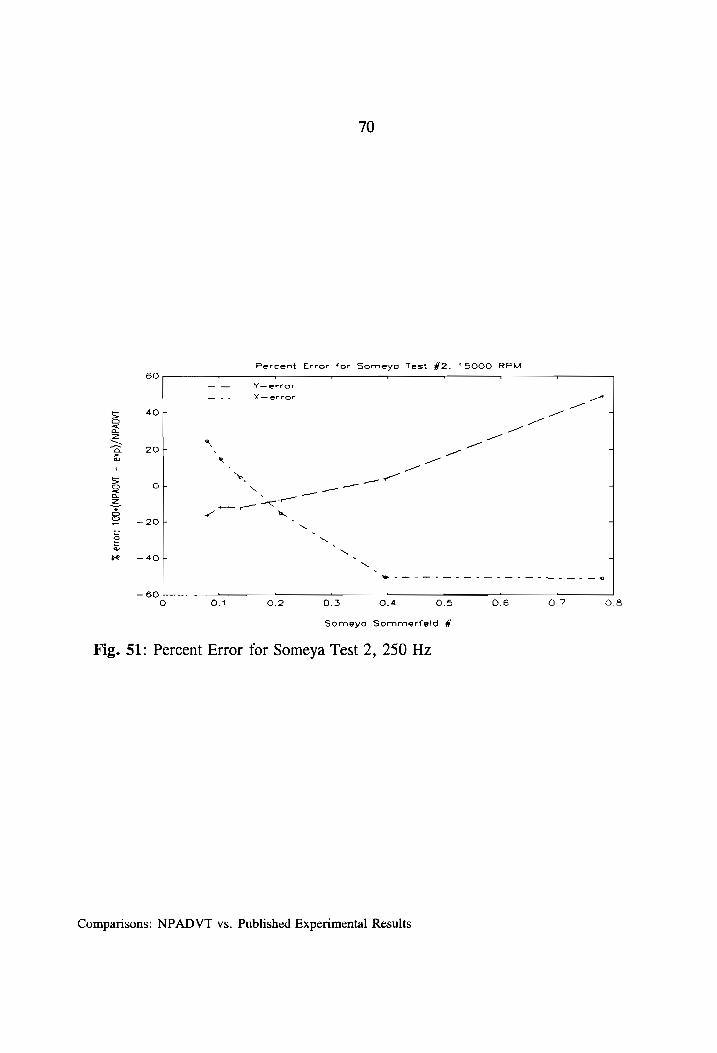
70
Percent Error for Someyo Test #2. 15000 RPM 60 Tv T ¥ t t ~~ -F tT
—_— Yoerror
—-- X—error _—
5 407 a o —
S a = 20b ‘ — e — wu QR a
' \ - “a
S . — 2 o i “\ —_— —
a . oe — = — oo 5 a - —-20F ~
S oN v N
ae —40F- . ~
Wee eee eae ee ee le
-60 ‘ _ 1 _. ‘ 4 1
Co a. 0.2 0.3 0.4 0.5 0.6 a.?7
Someyo Sommerfeitd #
Fig. 51: Percent Error for Someya Test 2, 250 Hz
Comparisons: NPADVT vs. Published Experimental Results

71
3.4.2 Discussion of Results
The NPADVT analysis for this bearing does not agree with the experimental results
as well as the previous comparisons. Part of this is likely to be due to modeling
error, as no data were presented in Ref. 29 for the feed groove extent, weep hole
diameter and inlet hole diameter. This source of error would be in accord with the
fact that the error is most apparent at larger Sommerfeld numbers (corresponding to
relatively lighter loading), where the effects of feed groove extent would be most
noticeable. Other than an attempt to get the NPADVT temperature rise through the
bearing to be reasonably close to the experimental temperature rise by varying the
weep hole size, no attempt was made to match results by varying groove extent or oil
inlet hole diameter. Zero offsets do not seem to provide an explanation of the
differences either, as the NPADVT results are both larger and smaller than the
experimental data. In general, the results exhibit similar trends as before. The
NPADVT predicted Y-position is generally close and has the nght general shape
(especially at the lower Sommerfeld numbers); the X-position generally exhibits the
wrong shape, even if the absolute position is close.
Comparisons: NPADVT vs. Published Experimental Results

72
3.5 Comparison for Someya #3
The second data set from Ref. 29 used as a basis for comparison to the NPADVT
analysis is experimental data set number three. These data were obtained with a
floating bearing/rigid shaft test rig with pneumatic loading. Again, both tabular and
graphical results are presented for static and dynamic characteristics.
3.5.1 Data
The data set used is that of Tables 3.3.1 and 3.3.2, which present the static operating
characteristics as a function of Sommerfeld number. Since the oil temperature, etc. is
consistent from speed to speed, the results will be presented for 26.7, 66.7, and 100
Hz as a function of load. The oil used for this set of experiments is identified as an
ISO 32 oil, with a viscosity of 18.4 mPaes at 50 degrees. Sufficient data are
presented for a two parameter viscosity-temperature relationship of the form of Eq.
(4). The geometric data for this bearing are also more complete than for the previous
data set. The bearing model used is as follows:
Diameter: 100 mm
Length: 50 mm
C,/D ratio: 0.0028
Comparisons: NPADVT vs. Published Experimental Results

73
Weep Hole Dia: 2mm
Oil Inlet Dia: 15 mm
Grooves: 0 and 108 degrees from horizontal
10 degrees of arc width
(actual groove is 1 mm deep)
The data from Ref. 29 and the NPADVT results for shaft position for 26.7, 66.7, and
100 Hz as a function of load are presented in Fig. 52 through Fig. 57. Fig. 58
through Fig. 60 present the comparison as a percent error (100 * (exp - NPADVT) /
exp).
Comparisons: NPADVT vs. Published Experimental Results

74
Comporison for Sameyo #3, 1602 RPM — * ecec 0.46 + —r r 7
X-ecc
O.395F
—--: Someya we |
O.3B Fr ——_. NPADVT ~ 0.37 2000 2500 3600 3500 4000 4500
Lood (N)
Fig. 52: X-Eccentricity Ratio for Someya Test 3, 26.7 Hz
Comporison for Someyo #3, 1602 RPM — Y ecc —0.6 7 — r
—0.62 tT
~O.645-
I Q a Qa T
~O.72/+
—~O.74b
—O.76+ —-0.78 2000 2500 3000 3500 4000 4500
Load (N)
Fig. 53: Y-Eccentricity Ratio for Someya Test 3, 26.7 Hz
Comparisons: NPADVT vs. Published Experimental Results

75
Comporison for Someyoa #3, 4002 RPM — X ecc
X-ece
0.38 -
O.36F
—
— NPADVT
—-- Someya
—* * - ” 0.34
1000 1500 2000 2500 3000 4500 4006
Load (NJ)
Fig. 54: X-Eccentricity Ratio for Someya Test 3, 66.7 Hz
Comparison for Someyo #3, 4002 RPM — Y ecc
4500
—0.65 L
> v —-
—-- Someya mM
— NPADVT -O0.7
1000 13500 2000 2500 3000 3S00 4000
Lood (NJ
Fig. 55: Y-Eccentricity Ratio for Someya Test 3, 66.7 Hz
Comparisons: NPADVT vs. Published Experimental Results
4500

76
Comporisan for Sameyo #3, 6000 RPM — X ecc
X-ecc
O.25 5+
0.1S + _—-- Someyo J
y —_— NPADVT "200 400 500 800 19000 1200 1400 1600
Load (N)
Fig. 56: X-Eccentricity Ratio for Someya Test 3, 100 Hz
Comparison for Someyo #3, 6000 RPM — Y ecc 0.05 1 7 r r r
—O.OS-
—0.25 |
—0O.3 200 400 Boo 800 1000 1200 1400 1600
Load (NJ)
Fig. 57: Y-Eccentricity Ratio for Someya Test 3, 100 Hz
Comparisons: NPADVT vs. Published Experimental Results

77
Percent Error for Someyo #3, 1602 RPM
-2 _—-4
-3 Leet ~~ J
~— ee oT oe -4r —_—— — arm _—* 7
LY ee S -5po em ~ 1 6S € 6 ™ : =z r ™~,
| ~~
~_7 4
& t _ S -al SN S ~9P m™ 4 b ~~,
re ~10F ~ _
—_— x—error NN —1T1t —-- Y-error “NOT
—12 , A — ‘
2000 2500 3000 3500 4000 4500
Lood ¢N)
Fig. 58: Percent Error for Someya Test 3, 26.7 Hz
Percent Error for Someyo #3, 4002 RPM 196 v — — r r —-
oe woe. ~ eee or ee —_ - 5 wo
= 5 , 7
= o =< -sh 4 =
' _-— X— error 2. —10F —-- Yo error 4
& S + S ~15+ NN 4
: ~ & -~20F ™ 7
pe ~~ a
— ~~
-25+ me TF 4
—3BO ‘. 1 1 1. 1 1
1000 1500 2000 2500 3000 3500 4000 4500
Lead (N)>
Fig. 59: Percent Error for Someya Test 3, 66.7 Hz
Comparisons: NPADVT vs. Published Experimental Results
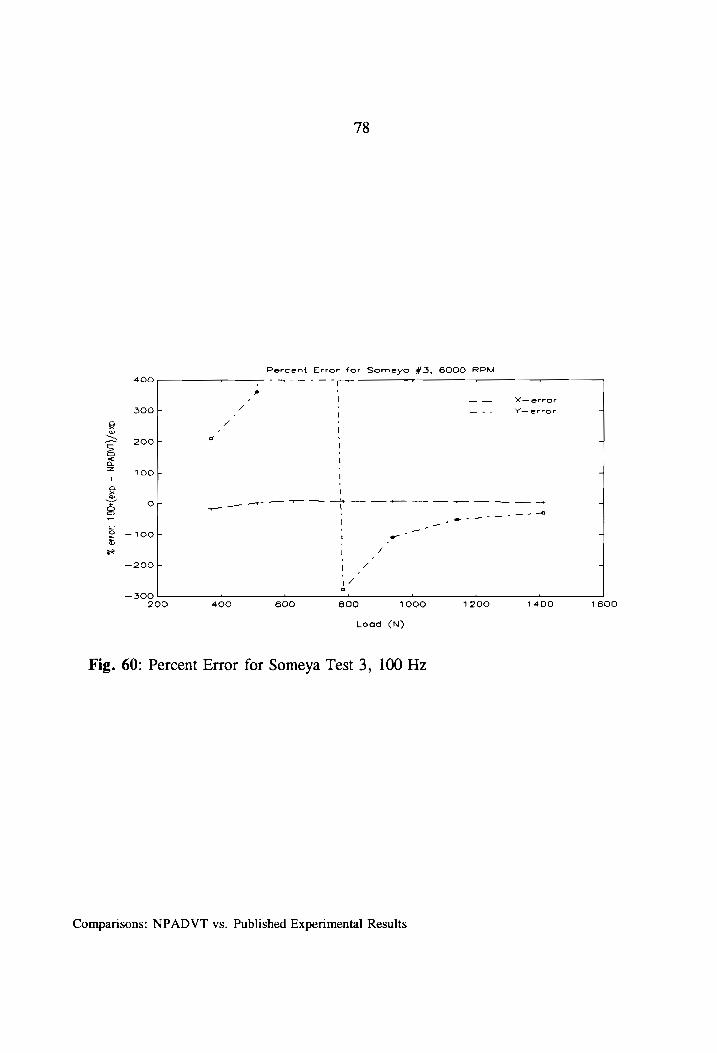
78
Percent Error for Sameyoa #3, 6000 RPM
409, —-m-- ee i —— —
s . | —_ X— error
300F , a \ —-- Y—error 7
g / 2 ’ I
S 2004 o ; 4
a \ = ‘
; 100 {
a ' ze (
> OF ae oe tee eee Sa 4
S — _-2 _ ' rn
2 —-100F ' = -a 7
re 4 —200 1 4 4
,
a —300 1 1 ‘ 4 ‘ 1‘
200 400 600 BOO 19000 1200 1400 1600
Load (N)
Fig. 60: Percent Error for Someya Test 3, 100 Hz
Comparisons: NPADVT vs. Published Experimental Results

79
3.5.2 Discussion of Results
The results for this set of comparisons are interesting. At lower Sommerfeld
numbers, the NPADVT results look quite good. It would also appear that some of
the differences between experimental and NPADVT results could be caused by zero
offsets. The Sommerfeld numbers in this data set are somewhat larger (0.2 to 2.21)
than in the previous data set. In general, with the exception of the 26.7 Hz Y-
position and the 66.7 Hz X-position, the NPADVT analyses yield very good
predictions (the percent error plots may be a bit misleading at the lower
eccentricities). It is not apparent why the 26.7 Hz Y-position and the 66.7 Hz X-
position do not follow in line with the rest of the comparisons. Modeling error does
not quite seem to be the answer, nor are these two Sommerfeld numbers close to each
other.
3.6 Comparison for Someya #5
The final experimental data set from Ref. 29 is that for test bearing number five.
These data were obtained with a floating bearing/rigid shaft type test mg, with manual
mechanical static loading. Results for static and dynamic characteristics are presented
in both tabular and graphical form.
Comparisons: NPADVT vs. Published Experimental Results

80
3.6.1 Data
The oil used is identified as a #90 Turbine oil, with a viscosity of 13.41 mPa®s at 50
degrees. Sufficient data were once again presented for a two parameter equation of
the form of Eq. (4) for the viscosity-temperature relationship for the oil. The bearing
geometry data presented did not include feed groove details, so nominal dimensions
were assumed. The bearing model is as follows:
Diameter: 50 mm
Length: 50 mm
C,/D ratio: 0.00132
Weep Hole Dia: 0.1 mm
Oil Inlet Dia: 3.8 mm
Grooves: O and 180 degrees from horizontal
10 degrees of arc width
The comparisons between the experimental data of Ref. 29, tables 3.5.1 and 3.5.2
and the appropriate NPADVT analysis are presented below in Fig. 61 and Fig. 62.
AS with test bearing number two above, the independent variable is the nominal
Sommerfeld number reported in Ref. 29. Fig. 63 presents the comparison as a
percentage error (100*(experimental - NPADVT) /experimental)).
Comparisons: NPADVT vs. Published Experimental Results

Comparison for Someya
81
Test #5. xK-ecc
X-ecc
o bh T
O.38F
O.36-
O.34 5 0.32 ———. 1 1.
Q.1 0.2 0.4 0.5 0.6
Someya Sommerfeld #
Fig. 61: X-Eccentricity Ratio for Someya Test 5
Comporison for Someya Test #5, Y-ecc
T
I 1,
0.3 0.4 0.5 0.6
Someya Sommerfeld #
Fig. 62: Y-Eccentricity Ratio for Someya Test 5
Comparisons: NPADVT vs. Published Experimental Results

82
Percent Error for Someyo Test #5
20 r T + T + v v
ON oe ed
= S
SS -20h% &. _”, > 4 = ~< “ee TON
~™
a e--—--—- a - —404+ 7
S *s qw ‘\ os
Ss ~-6OF : 4‘ 4 & \ . = an 7
S —B8OF : / 4 a \ ,
x Y a“
—100b —-- Y-error in 4 a
—_— X—- error ‘ Sf
-—-120 1. 1 bee a —— 1 4
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
Someyo Sommerfeld ¥#
Fig. 63: Percent Error for Someya Test 5
Comparisons: NPADVT vs. Published Experimental Results

83
3.6.2 Discussion of Results
The comparison for this set of experimental data does not show the same trends as the
previous comparisons. The X-position is not only close in absolute terms, but it also
generally has the correct shape. The Y-position seems to be about the right shape,
but the percent error for Sommerfeld numbers greater than 0.5 is high; this difference
could be caused by a zero offset. These seemingly anomalous results could also be
the result of a number of other factors; among them, this bearing is only half the
diameter of the other bearings examined. The smaller diameter could result in
different mechanisms dominating the difference between experimental results and
NPADVT analysis than in the larger bearings. The effects of cavitation or feed
grooves, for example, might be more significant in the smaller bearing.
3.7 Comparison for Andrisano
The final experimental data set to be examined is from Ref. 3, A.O. Andrisano’s
1988 Journal of Tribology article. Although this article primarily focuses on a fairly
sophisticated investigation of the surface temperature of a rotating shaft, results are
presented for shaft locus as a function of load and speed. This work made use of a
floating bearing/rigid shaft test rig at the University of Bologna (Italy). This rig is
Comparisons: NPADVT vs. Published Experimental Results

84
loaded with dead weight through a link mechanism. This set of results is especially
interesting because the feed geometry is a single groove, located at the top of the
bearing (the other data sets used two horizontal grooves). Although it was hoped that
this data would shed light on the possibility of problems with feed groove effects not
modeled in NPADVT, the experimental data exhibit some unusual trends that prevent
strong conclusions from being reached.
3.7.1 Data
The data used for comparison purposes, are those of Andrisano’s Fig. 9. This figure
presents relative eccentricity as a function of load and speed for an ISO 46 oil with a
viscosity of 25.96 mPaes at 50 degrees. Two temperature-viscosity points are
presented, which allows a relation of the form of Eq. (4) to be specified. A nominal
lubricant specific heat and density are also presented. The bearing model used is as
follows:
Diameter: 45 mm
Length: 45 mm
C,/D ratio: 0.00133
Weep Hole Dia: 0.635 mm
Oil Inlet Dia: 5.08 mm
Comparisons: NPADVT vs. Published Experimental Results

85
Groove: 90 degrees from horizontal
15 degrees of arc width
The data scaled from Andrisano’s Fig. 9, and the NPADVT results for shaft
eccentricity ratio for 10, 20, 30 and 40 Hz are graphically compared in Fig. 64
through Fig. 71. Fig. 72 through Fig. 75 present the same data as a percentage error
(100 x (experimental - NPADVT) / experimental).
Comparisons: NPADVT vs. Published Experimental Results

86
Comporison for Andrisano, 600 RPM, X—ecc
X-Eee
© b wi '
oo
_
NPADVT
Andrisaono
600 800 1000 1200 1400 1600
Lood (N)
Fig. 64: X-Eccentricity Ratio for Andrisano, 10 Hz
Comporison for Andrisona, 600 RPM, Y—ecc
1800 2000
0 ¥ v T t v
a—o NPAOVT
—_——n Andrisono
8B 1 1 2 ‘4 a
600 Bao 1000 1200 1400 1600
Lood (N)
Fig. 65: Y-Eccentricity Ratio for Andrisano,10 Hz
Comparisons: NPADVT vs. Published Experimental Results

87
Comporison for Andrisona, 1200 RPM, X—ecc
0.55 1 +
O.5-
O.4SF-
O.4- y a
Lal
> 0,356
O.3-+
O.25¢ o—o NPAODVT
—— Andrisono
0.2 . : : ; 500 1000 1500 2000 2500 3000
Lood (N)
Fig. 66: X-Eccentricity Ratio for Andrisano, 20 Hz
Cormporison for Andrisano, 1200 RPM, Y—ecc T
0 wv ms ~T
—O.71b
—-O.2F
g i —-O.3F >
~O.4b
_osl o»—o NPADVT NN
— Andrisono |
—9.6 , : : , 500 1000 1500 2000 2500 3000
Lood (N)
Fig. 67: Y-Eccentricity Ratio for Andrisano, 20 Hz
Comparisons: NPADVT vs. Published Experimental Results

88
Cormmporison for Andrisono, 1800 RPM, X—ecc
— —_
0.25 _ _—_ oo o—o NPADVT
—_——n Andrisono 0.2 ; ;
500 1000 1500 2000 2500 3000
Lood (N)
Fig. 68: X-Eccentricity Ratio for Andrisano, 30 Hz
Comporison for Andrisano, 1800 RPM, Y-—ecc
o—o NPAOQVT
—_——* Andrisano
—0.6 1 1 . :
500 1000 1500 2000 2500 3000
Lood (N)
Fig. 69: Y-Eccentricity Ratio for Andrisano, 30 Hz
Comparisons: NPADVT vs. Published Experimental Results

89
Comporitson for Andrisaono, 2400 RPM, K—ecc
0.55 —
X-Ece
© tn on |
O.2+ _— a——o NPADVT
— —n Andrisano
500 1000 1500 2000 2500 3000
Lood (N)
Fig. 70: X-Eccentricity Ratio for Andrisano, 40 Hz
Comporison for Andrisono, 2400 RPM, Y—ecc
| o an T
Y¥-Eec
| 0 rN) wn |
== NPADVT b
—0.45 J ae
—_——« Andrisono -0.5 , ,
500 1000 1500 2000 2500 3000
Lood (N)
Fig. 71: Y-Eccentricity Ratio for Andrisano, 40 Hz
Comparisons: NPADVT vs. Published Experimental Results

90
Percent Error for Andrisono, 600 RPM
70 — . ¥ qT 7 ¥ T T
6OL Te 4 an
a — — ~ 5SOr — = wu ~~
—~ ~~
5 — 40h — 4 a ~~ o ~~ =z —
\ 30 — \ 4
¢ ~ 2 SS ‘. 104 4 5 ™~ = NN
By OF ~~ 7
NN sob ee Xcerror . mR Yo-error
-—20 . : 4 : ; : 600 Bao 1005 1200 1400 1600 18900 2000
Load (N)
Fig. 72: Percent Error for Andrisano, 10 Hz 3
Percent Error for Andrisano, 1200 RPM
60 7 T 7 T
40+ _-- 4
a a ° x ed & a
bee ws — € 20 ee
= a a” -
= OF _ - 4 i :
& ~ , & A eee S —20 [— “er ee _~
o \ / ~~ —_ oo — —_— —e - — ~ \ f — ° -—-40F ’ “2
a \ /
BS \ a -—-60- . ,
NZ oe —o X—~error |
a - Yoerror
—- 80 : . ; 7 500 1000 1500 2000 2500 3000
Load (N)
Fig. 73: Percent Error for Andrisano, 20 Hz
Comparisons: NPADVT vs. Published Experimental Results

91
Percent Error for Andrisano, 1800 RPM
40 Tv T T T
20 et —- Ft
~~
w
= OL : 4
= 7
3 —20+ “ 4
S ” < { —40F- ™~ as ‘ a
aes —, —
a _ 6O a Ne _ a , ~ ~~ an a
oS ~~ Lh e~ - a“ ~~
2 “
a —- 80 ° 7
S ; Un qu - Be OT 100F- _ “ 5
—120F _7 eo — X—error = a
ane a Y-error
—1 40 =~ 1 a 4 1
500 1000 1500 2000 25900 3000
Load (NJ
Fig. 74: Percent Error for Andrisano, 30 Hz
Percent Error for Andrisana, 2400 RPM
S50 ¥ Fe T v
OF aosccoesoT 4 a - = _- =>
a a
ZB -sob —_— ee 2 w -_— a”
' — ~e ~ a — / °
@ —100+ - _ & a“
Ss 7
2 —150F- 7 7
S _-" i Deo
ae ant —2007F ee -
- —o X—error
am Y-error
—250 ; : . * 500 10606 1506 2000 2500 3000
Lood (N)
Fig. 75: Percent Error for Andrisano, 40 Hz
Comparisons: NPADVT vs. Published Experimental Results

92
3.7.2 Discussion of Results
As mentioned in the introductory remarks to this data set, the data exhibit some
unusual trends. In particular, the X-eccentricity ratio does not change smoothly as
load increases; rather, for some reason, it exhibits a discontinuity at 2500 N load for
20, 30, and 40 Hz (the 10 Hz data does not include loads above 2000 N). This
discontinuity is not simply the point at which the X-eccentricity ratio begins to reduce
with increasing load, as would be expected for a plain journal bearing. In the 20 Hz
(Fig. 66) case, the X-eccentricity ratio does begin to decrease, but for the 30 Hz and
40 Hz (Fig. 68 and Fig. 70) cases, the X-eccentricity ratio decreases at 2500 N, then
increases again at 3000 N. This behavior is unusual. One possibility is that discrete
test runs were employed for each load/speed point (or so the article implies), which
could easily result in zero shifts, or slightly different thermal conditions.
Uncertainties in the shaft position measurements do not really provide the answer.
Although they are not specified, they would have to be on the order of 20 percent to
explain the unusual behavior.
Despite this possible problem, it was hoped that the difference between the two oil
grooves at 0 and 180 degrees employed in the other works reviewed, and the single
groove at 90 degrees employed in this work, might shed some light on the influence
Comparisons: NPADVT vs. Published Experimental Results

93
of feed groove effects. Unfortunately, none of the NPADVT results are sufficiently
close to the Andrisano experimental results to draw strong conclusions. The
differences are not altogether surprising, as the NPADVT model is not very refined -
it spreads 50 nodes out over 345 degrees of arc width, as opposed to 50 nodes over
180 degrees of arc for the other bearings examined (50 circumferential nodes is the
maximum allowed in the current version of NPADVT). Indeed, this model would
begin to diverge if many more than 5 temperature-viscosity iterations were employed
(one possible solution to the limitation on number of nodes would be to use a smaller
arc for the active pad, as much of the top of the bearing is most likely cavitated - this
has not been explored). Even so, some general observations are possible. There is
some support for the possibility of feed groove effects, as the X-eccentricity ratio
results are in general closer than the Y-eccentricity results. The X-eccentricity ratio
results do not, however, exhibit the correct shape relative to the experimental results.
Later results presented for the VPI rig will show that the pressure effect does not
seem to be the cause of the discrepancy between analysis and experiment. The
comparison with the data of Ref. 3 does, however, point out the need for a higher
limit on the number of circumferential nodes for bearings with pads encompassing
such a large angular extent.
Comparisons: NPADVT vs. Published Experimental Results

Chapter 4
VPI & SU Test Rig
4.1 Introduction and Orientation
This Chapter is devoted to describing the VPI rig in preparation for the presentation
of results from the rig in Chapter 5 and 6. Both a summary description and a more
detailed description are included in this chapter. This chapter also discusses
instrumentation calibration issues and includes an uncertainty analysis for
displacement and load.
94

95
4.2 Rig History
The VPI & SU rotor dynamics research laboratory fluid-film bearing test rig (VPI
Rig), shown in Fig. 76 and Fig. 77, was designed and constructed in the mid-1980’s
by a major turbomachinery manufacturer to support the development of new
compressor bearings. The rig was only run briefly before this program was
discontinued. The rig was eventually donated to the university in the spring of 1989.
This test rig is of the fixed test bearing/floating shaft type. During the spring of
1990, as an undergraduate research project, the author restored it to a temporary
working configuration and determined that it was still functional. The rig has since
been permanently mounted on a large (7700 Kg+) reinforced concrete pedestal. In
addition, adequate instrumention and automatic controls for operation and test control
have been added.
Chapter 4 - VPI & SU Text Rig

96
ee ee ; _ Ee
‘oan RRA. ae rate Pee ee He _ _ Se pages nese eeseantes wae He ie ee ee ae ge ee peta!
ee eine art
: ae Le penn eee ee ee ecetaaen eee,
eee oN eas ere teere es ee a pies
a eee. saints ee Be ee ee is _ ie sande Bieter sae ce ae ee ae
wach pe. . a8 oe : ect ee
Cea sree ree
ete eae COS
Fig. 76: VPI & SU Fluid Film Bearing Test Rig
Chapter 4 - VPI & SU Text Rig

97
NLL ee re:
!
G
'tog 1 1008 | a gH
bay
4 {
Note: All Din. in nn
Legend
A - Test Bear ing Housing
B - Shoft Displocenent Probes (Inboard ond (hitboard of Bear ing}
C - Loading Magnets Housing
D - Key Phosor Pickup
E - Reor Shaft Displacenent Probes
F - Air Turbine
G - High Speed Coupling and Torque Sensor
H - Reinforced Concrete Foundatl on
Fig. 77: Test Rig Sketch
Chapter 4 - VPI & SU Text Rig

98
4.2.1 Summary of Test Rig Capabilities
Speed range: 3 Hz - 530 Hz,
Driver: 30 kW air turbine,
Loading: Approx. 6.9 KN shaft load; 5.7 KN bearing load; two axis loading
(up-down, left-right),
Test Bearing Capacity: 203 mm Dia. by 90 mm deep cavity, shaft designed to
accept sleeves to adapt to bearing diameter,
Oil System: 0.04 m? heated oil reservoir, 500 cm*/s vane oil pump with a
pressure rating of 0.61 MPa,
Instrumentation: Shaft position (3 planes), oil temperature and pressure,
bearing temperatures, shaft speed, shaft load, and turbine output
torque,
Data Acquisition: Combination of stand alone and microcomputer hardware,
Control and Supervisory: Air turbine speed controlled by a custom PC based
controller and two pneumatically operated valves, separate
overspeed/overtorque shut-off controller, air turbine shut-down for low
oil level in test bearing and support bearing sump, or test bearing low
oil pressure. Test bearing oil temperature control with commercial PID
controller operating a pneumatic valve controlling water flow through
Chapter 4 - VPI & SU Text Rig

99
an oil to water heat exchanger, oil sump temperature with proportional
heater controller.
4.3 Detailed Description of Test Rig
The detailed description of the test rig will be broken into 5 sections:
1) mechanical details
2) magnetic loading system
3) air turbine drive
4) test bearing oil system
5) other instrumentation.
4.3.1 Mechanical Details
The VPI rig, shown in Fig. 76, and schematically in Fig. 77 is designed using the
rigid bearing mount/floating shaft paradigm. The test rig, constructed for the most
part of type 410 stainless steel, has an estimated mass in the vicinity of 450 Kg, and
is in turn securely bolted to a 7700+ Kg reinforced concrete foundation. This
combination provides a very rigid bearing support. For static testing, the rig is
essentially fixed in place. Mechanically, the rig is also extremely stiff, constructed
from 25 mm and 38 mm plate, securely bolted together. The bearing housing is a
Chapter 4 - VPI & SU Text Rig

100
single piece of stainless steel, 330 mm wide by 375 mm tall by 127 mm deep. The
shaft is also fabricated from type 410 Stainless Steel, treated to Re 36/39 (yield
strength of 1200 MPa vs. 500 MPa for untreated). It is 101.6 mm in diameter over
most of the 0.762 m span between bearing centerlines. It necks down to 29 mm at
the rear support bearing and to 31.8 mm at the test bearing (this end accepts the
sleeve to adapt to bearing diameter). At the loading magnets, the shaft is cut down to
63.5 mm diameter to accommodate the laminates required to reduce eddy-current
losses in the magnetic loading system. These laminates, of 0.36 mm thick Hiperco 50
(a high performance magnetic alloy), bring the shaft outside diameter to 108 mm
diameter for the length of the magnetic loading system (described in the next section).
The measured shaft slope due to load, across the test bearing sleeve (assumed to be
rigid), is 6x10* mm/mm. The maximum shaft deflection relative to the bearing
centerline is 0.095 mm at the loading magnets. Appendix A contains a detailed sketch
of the measured shaft deflection.
The rear support bearing is a 30 mm ID by 50 mm OD, duplex angular contact ball
bearing, mounted in a spherical housing to facilitate alignment. This bearing is
lubricated and cooled by an oil mist lubrication system and is rated for continuous
operation at the rig’s maximum speed and load. This bearing has an experimentally
Chapter 4 - VPI & SU Text Rig

101
determined stiffness of 35 MN/m. The bearing is sealed on either side with a
windback seal.
The test bearing is mounted in a carrier housing which matches the test bearing OD to
the test rig bearing cavity ID of 203 mm. The fits on this housing are between line-
to-line and 0.025 mm loose. The cavity of the bearing housing is approximately 70
mm deep, with openings for oil drains on the bottom, an offset oil inlet on the top,
and a removable front cover. The shaft seal is again a windback design. The shaft is
aligned to be parallel to the housing bore to 5.7 mm/mm. This alignment was
performed with the test bearing in place with the following procedure:
1) load shaft down lightly and note dial indicator reading at 3 O’Clock
position.
2) rotate shaft and note dial indicator reading at 9 O’Clock position.
3) adjust rear support bearing horizontal position until these two readings match.
4) balance shaft weight with up magnet and load shaft to the left.
5) adjust rear support bearing until 12 O’Clock and 6 O’Clock readings
match
6) check horizontal position
This procedure was performed with the test rig at "cold" conditions. After the rig
warms to operating temperature (43.3 degree oil temperature), the bearing housing
grows by approximately 0.08 mm. To allow for this increase, the rear support bearing
Chapter 4 - VPI & SU Text Rig

102
was adjusted upwards by approximately 0.05 mm. With this adjustment, the warm
bearing clearance, as indicated by a lift check, agreed with the original cold clearance
plus an allowance for thermal growth.
The 30 kW, 3 Hz to 530 Hz air turbine drive is mounted to the rear bearing housing
support through a four arm strain bridge (see Fig. 77). The turbine output shaft and
the test rig shaft are coupled through a floating, double diaphragm coupling which
offers very little resistance to shaft angular motion. The air turbine employs grease
lubricated bearings and is rated for continuous operation at maximum speed. The
compressed air for the air turbine drive is supplied from a large diesel compressor
located outside the building through approximately 45 m of 50 mm diameter PVC
pipe. Air filters, a shut-off valve and two pneumatically operated throttling valves
(for speed control) are located several meters above the air turbine drive on a wooden
support structure. This arrangement allows a reasonably long length of vertical PVC
pipe to be attached to the air turbine in an attempt to minimize the influence of the air
supply piping on the torque reading from the torque bridge. Unfortunately, the
wooden structure is not rigid enough, and moves enough to measurably change the
torque bridge zero. The torque bridge zero is also strongly affected by temperature
changes. The rig electrical power and water supplies are also attached to this
Structure.
Chapter 4 - VPI & SU Text Rig

103
4.3.2 Magnetic Loading System
A magnetic loading system is employed to load the shaft, which in turn loads the test
bearing (see Fig. 78). This non-contact loading approach eliminates some of the
mechanical difficulties of loading a bearing via a rotating shaft. As designed, the
loading system consists of four axial electromagnets arranged at right angles, thereby
allowing loads to be applied in any arbitrary radial direction. Currently, only three
magnets are installed (up, down, and left). These magnets are capable of applying a
static load of up to 6900 N to the shaft at a nominal 0.5 mm air gap. Depending on
the location of the test bearing centerline, between 80 and 85 percent of this load is
applied to the test bearing. Each magnet is mounted on a 8900 N capacity load cell
to provide a measurement of applied load. The specifications on these load cells
suggest a maximum combined bias and random uncertainty of plus or minus
approximately 32 N. This uncertainty, and means of reducing it, will be discussed in
greater detail in a later section.
The loading magnets are constructed around a U-shaped piece of solid Hiperco 50,
with 700 turns of wire around each leg. The eddy-current losses, due to the solid
core and the inductance due to the large number of turns, limits the applied load to
static or almost static (less than a few Hertz). This limitation applies only to the
Chapter 4 - VPI & SU Text Rig

104
loading magnets; the rotating portion of the shaft is laminated, and thus would be able
to operate at reasonably high frequencies. At the maximum load of 6900 N, the
magnets require 7.2 A at 58 volts.
As currently configured, the loading system does not include a true feedback control
system. Loads are set manually or under computer control by increasing the current
supplied to the magnets until the desired load, as sensed through a data acquisition
card in the PC, is obtained. This approach is adequate for the static tests associated
with this work.
Chapter 4 - VPI & SU Text Rig

105
f Loading Magnets (2 shown)
2
T5505 RIKKI
ING Noteceretatete: O
S
SOO
RIND
OO ose
o. SD
652550555
$2505
Fig. 78: Shaft/Magnet Arrangement
Chapter 4 - VPI & SU Text Rig

106
4.3.3 Air Turbine Drive
The air turbine drive system is a single stage, 30 kW air turbine, rated for continuous
operation at up to 583 Hz, Minimum operational speed is in the vicinity of 3 Hz.
The air turbine is mounted on a four arm torque bridge to provide a means of
monitoring the turbine output torque. This measured torque, however, is greater than
that caused by losses in the test bearing alone. Additional losses in the support
bearing, seals, magnetic loading system, and shaft windage increase the drive torque
above the bearing torque. A custom PC based control system, with feedback from
the turbine speed pickup (a 30 tooth gear), is employed to control speed by
modulating two pneumatically operated control valves (32 mm and 20 mm) in the air
supply line. This system controls the operating speed to within plus or minus 0.4 Hz.
The turbine speed pickup is also connected to a separate overspeed shut-down
controller. This controller will shut off the air supply with a solenoid valve if the
speed reaches an operator set limit value. This controller also contains the signal
conditioning and readout for the torque bridge. Automatic shut-down with this shut-
off valve also occurs for low oil level in either the test bearing oil sump or the
support bearing oil mist system, as well as for low oil pressure at the test bearing oil
inlet. The operator may also manually close this shut-off valve.
Chapter 4 - VPI & SU Text Rig
107
4.3.4 Test Bearing Oil System
The oil system for the test bearing consists of a 0.04 m* heated sump, a 500 cm?/sec
vane oil pump with a pressure rating of 0.6 MPa, an oil to water shell and tube heat
exchanger and a commercial PID control system which regulates cooling water flow
to control oil temperature based on feedback from a thermocouple located in the
bearing oil inlet passage. The oil is filtered through a single 10 micron filter. The
supply temperature is generally held to within +1 degree C of the setpoint
temperature. Pressure at the bearing housing inlet is controlled with a spring loaded
bypass valve, which maintains the supply pressure very close to the initial pressure
setpoint. Flow measurement is provided by a variable cross-section flow meter
(rotameter). Pressure is measured with an analog pressure gauge at the inlet to the
bearing housing. The oil reservoir temperature is maintained above the bearing
supply temperature with proportional (electrical) control of the tank heater. This
elevated temperature allows the bearing oil inlet temperature to be controlled by
modulating the water flow through the heat exchanger. Oil supply and exit
temperatures at the test bearing are measured with type J thermocouples connected to
the PC data acquisition system.
Chapter 4 - VPI & SU Text Rig

108
4.3.5 Other Instrumentation
The shaft displacement is measured at three axial locations to allow shaft angular and
radial displacements to be characterized. Two (1x, ly) eddy-current displacement
probes are installed just inboard of the rear shaft support bearing. Four (2x, 2y)
eddy-current displacement probes are installed in opposing pairs just inboard of the
test bearing. Two (1x, ly) eddy-current displacement probes are installed just
outboard of the test bearing location. The dual, opposed probe approach used at the
inside measuring location allows uniform diametral growth, such as could be caused
by thermal expansion, or centrifugal growth, to be cancelled from displacement
measurements. The magnitude of such growth can also be estimated using this
approach. The use of opposed probes also has the advantage of reducing noise,
thereby increasing resolution. Although it would be desirable, dual opposed probes
are not installed at the outboard probe location. The combination of probes used
should allow the shaft displacement at the bearing centerline to be estimated with a
sufficiently low uncertainty for present purposes (see section on uncertainty analysis
for details). These probes are connected to a stand-alone instrument which takes shaft
synchronous readings, thus allowing electronic run-out compensation to be employed.
This instrument is designed to download data to a PC and has been specially modified
to allow direct PC control of data acquisition. Each sample is composed of 32 8-bit
Chapter 4 - VPI & SU Text Rig

109
readings per revolution for 8 revolutions, for a total of 256 readings per channel per
sample. These readings are used along with a 12-bit integrated shaft centerline
reading (6.29 second integration time constant), to provide a compensated average
shaft centerline position.
Shaft speed is sensed with both a 30 pulse per revolution speed pickup in the air
turbine as well as by a one time per revolution key-phasor pulse from the test rig
shaft. The key-phasor pulse is used by the stand-alone displacement instrumentation
to provide the synchronous data acquisition required to perform electrical run-out
compensation.
Other test rig bearing temperatures are monitored with thermistor sensors installed on
the air turbine ball bearing housings (sealed grease lubrication), as well as the test rig
rear support ball bearing housing (oil mist lubrication) to enable action to be taken in
the event of high bearing temperatures.
Finally, a thermistor sensor is installed in the air turbine exhaust to help diagnose any
frosting problems in the turbine.
Chapter 4 - VPI & SU Text Rig

110
4.4 Sensor Calibration
Due to the extreme dependence of the results on the accuracy of the eddy-current
displacement probes, a great deal of effort was expended in calibrating the
probe/proximeter(demodulator)/amplifier/data acquisition instrument system. The
probe/proximeter system specifications are given by the manufacturer as: non-linearity
less than 0.02 mm, noise floor of less than 0.0025 mm (the actual noise floor seen in
testing is close to an order of magnitude smaller), with a scale factor temperature
effect of -3% at 65 degrees at a 1.27 mm gap setting (this figure agrees well with an
experimental verification of the temperature sensitivity). The nominal
probe/proximeter scale factor is 8.0 volts per millimeter. This scale factor does not
give sufficient resolution with the 0.0244 volt minimum static resolution of the data
acquisition equipment employed. Therefore, the output of each probe/proximeter is
also passed through a times five amplifier (LM318 op amp). To verify the
manufacturer’s probe/proximeter specifications and check the calibration of the times
five amplifiers, each of the probes was calibrated to the appropriate target (shaft or
bearing sleeve). For calibration, each probe was mounted on a movable fixture and
the probe measurements compared to a measurements taken with a precision dial
indicator with 0.0025 mm gradations. The amplified proximeter output was
connected to a 12-bit analog to digital board through a bucking power supply (the
Chapter 4 - VPI & SU Text Rig

111
proximeter output is negative 5 to 17 volts), and a low pass filter. These components
were calibrated as a system with a calibrated 5 1/2 digit voltmeter, specified to be
accurate to +0.0009 volts worst case. The probe calibration procedure used is as
follows:
1) Allow system to warm up,
2) Set probe offset to approximately 0.7 mm,
3) Take 9 readings at 0.025 mm increments, moving away from target,
and obtain a least squares calibration slope,
4) Take 9 readings at 0.025 mm increments moving towards shaft from
end of previous series, and obtain least squares slope,
5) Finally, take 18 readings at 0.013 mm increments moving away from
shaft, starting at initial start point, and obtain least squares calibration
slope.
Each data point is the average of 1000 points on two channels, for a total of 2000
points, over a 2 second period. The standard deviation of the data set for each data
point was very low, indicating that noise contamination of each reading was minimal.
The slope in all cases was repeatable to better than 1 percent. The maximum
deviation from linearity was 9.65 x 10* mm (this deviation may well be related to the
dial indicator used, as it occurs at roughly the same place with each probe); the
deviation from linearity is generally an order of magnitude better than this figure.
Chapter 4 - VPI & SU Text Rig

112
The accuracy specification for the 12-bit data acquisition system used for the bearing
testing is given as +0.5% of reading + 0.0192 V (this translates to +0.00125 mm).
With these accuracy figures, the +0.0025 mm uncertainty in displacement
measurements used in the uncertainty analysis should be a conservative figure.
The manufacturer of the load cells used to measure magnet load quotes the following
inspection limits for the load cells:
Rated Capacity: 8896 N
Non-Linearity: +0.20 % F.S. (17.8 N)
Hysteresis: +0.15 % F.S. (13.3 N)
Repeatability: +0.05 % F.S. (4.4 N)
Since these numbers are the inspection limits which 100% of the units must satisfy,
they correspond to a spread of approximately 3 standard deviations. Since the
uncertainty analysis for this work is based on a 95% confidence interval, the above
specifications need to be adjusted by a factor of 1.96/3.00 (the ratio of standard
deviations for 95% to 99%). The resulting specifications are:
Non-Linearity: +11.6N
Hysteresis: +8.7N
Repeatability: +2.9N
Chapter 4 - VPI & SU Text Rig

113
The instrumentation amplifiers used to amplify the load cell output are specified as
linear to 0.005 percent of the output (approximately 14-bit accuracy). To check the
calibration of the load cells, they were bolted to one of the actual loading magnet
mounting plates, with a calibration fixture rather than a magnet attached, and placed
in a tension testing machine. The down magnet load cell conveniently showed the
best agreement with the load indicated on the tension testing machine; the maximum
deviation was less than 5 N, the hysteresis was about half of the quoted figure. Thus,
the manufacture’s quoted specifications will be used as a conservative estimate of the
load measurement uncertainty.
Since the temperature measurements are influenced by conduction and convection
effects not examined in this work, and will be primarily used as reference points for
the comparisons to analytical data, a several degree uncertainty in temperature is
acceptable. As a result, the nominal calibration of the temperature probes was
deemed adequate. A +1 degree uncertainty for the combination of thermocouple and
data acquisition hardware should be reasonable and is assumed for all measured
temperatures.
The inlet oil pressure measurements are taken with a 0 to 200 kPa dial type pressure
gauge. This gauge was calibrated at 0.034 MPa by loading with a water column of
Chapter 4 - VPI & SU Text Rig

114
appropriate height and found to be accurate and repeatable (successive readings were
correct and indistinguishable from one another). This calibration seems sufficient for
present purposes. The work of Ref. 14 on the effect of supply pressure on bearing
operating characteristics tends to confirm this assumption.
The RPM readings are obtained with the same instrument used for the displacement
measurements. The readings are specified as accurate to within +1.5 RPM worst
case. This specification is more than adequate for the purposes of this work. The
acceptability will be confirmed in a later section on the analytically derived sensitivity
of the static characteristics to several variables.
The least accurate measurement in this work should be the flow measurement. This
variable is measured with a variable area type 7.5x10° cm?’ per minute flowmeter
(rotameter). This flowmeter is specified as accurate to +4 percent of full scale,
repeatable to +1% of full scale. As this variable is intended for reference only, this
uncertainty was deemed acceptable, and no attempt was made to calibrate this gauge.
Chapter 4 - VPI & SU Text Rig

115
4.5 Uncertainty Analysis
Before the experimental portion of this work was undertaken, an examination was
made of the impact of the expected sensor and data acquisition system accuracy on the
results to be obtained. This section will discuss this uncertainty analysis.
4.5.1 Discussion of Approach Employed
The approach used to analyze the impact of errors on the results to be obtained is that
of Ref. 7. This work defines several levels of analysis:
Zeroth order - Process is steady, all measurement errors are the result
of the measurement system; this is the best that can be
expected from the instruments employed.
First order - All run-to-run variation is the result of unmeasured (or
unmodeled) variations in the process itself.
N" order - Both the process and instrument errors are assumed to be
random variables (instrument bias errors are random as
well).
Chapter 4 - VPI & SU Text Rig

116
The basic equation employed in uncertainty analysis to examine the effect of
measurement uncertainty on the experimental result, where the experimental result is
assumed to be the result of a function of several variables, is derived from an
equation of the form of Eq. (6) (if the result were measured directly, the uncertainty
would be the measurement uncertainty itself):
P= W(X, XoyXqy--yX)) (6)
r: experimental result
x;: measured quantities
The uncertainty in the experimental result arising from the combined effect of the
random measurement uncertainties can be approximated by a Taylor series expansion
of Eq. (6) about the biased result. Assuming a linear effect of measurement
uncertainties, uncorrelated measurement errors, discarding all but first order terms,
and using some relationships from statistics, a root sum of squares (RSS) relationship
between the measurement uncertainties and the uncertainty in the experimental result
can be obtained as in Eq. (7):
F 2 a 2 a 2]5
u =| i+ )u,|+.. + SU. (7) r ox, x. a, x. ax. xy
U,;: Uncertainty in measured xj
Note: partials are obtained either analytically, or as numerical perturbations.
Chapter 4 - VPI & SU Text Rig

117
Equation (7) assumes that all uncertainties are at the same confidence level (for
example, 95% of all measurements will fall within the uncertainty bound about the
true measurement) and uncorrelated.
Uncertainties are the result of both precision errors (such as resolution and noise),
which are random and will average out given enough samples, and bias errors
(primarily calibration), which remain constant or nearly constant from run to run and
do not average out over multiple samples. To obtain a good estimate of the expected
uncertainty, these two types of uncertainty are treated separately, then combined only
as the final step. The estimated precision errors can be improved by taking multiple
samples; the appropriate number of samples to take can be estimated a priori. Given
the expected improvement resulting from averaging, a new "precision" uncertainty
limit can be established. This figure can be combined with the bias error with the
same root sum of squares technique used above. According to Ref. 5, the RSS
approach can be expected to provide a 95% confidence level for the resulting
uncertainty figure. This is the approach which will be used in this work. An
alternative is to add the absolute values of the two uncertainty estimates, which would
be expected to provide a 99% confidence level.
Chapter 4 - VPI & SU Text Rig

118
4.5.2 Zeroth Order Error Analysis
Since displacement probes could not be installed at the center of the bearing to obtain
displacement information at this location, the displacement data from the two
measurement planes either side of the bearing are combined to obtain an estimate of
the shaft position at the bearing centerline. The shaft sleeve is assumed to be rigid
between the inboard and outboard displacement probes and a straight line is passed
through the two measurement planes. The equation for this line is then used to obtain
the displacement at the bearing center.
The expected error sources with this approach are: probe calibration and precision
errors, aS well as errors in the measurements of test rig geometry required to fit a line
and transfer between probe and bearing coordinates. Several assumptions were made
concerning other error sources; these include:
@ No uncompensated mechanical or electrical run-out at the probes
@ Any temperature effects on probes are compensated for, or negligible
(the latter is assumed)
Using the definitions shown in Fig. 79, Eq.(8) is used to calculate the test bearing
centerline displacements (B,):
Chapter 4 - VPI & SU Text Rig

119
_ P,(RefiMProbe - ReffMBrg) + P,RefMBrg - Ref[Probe) 2 (RefiMProbe - Ref\lProbe)
The nominal dimensions and expected uncertainties for these quantities are as shown
in Table IV. Appendix B contains sample calculations for obtaining the numbers in
this table. Given the definitions above, the data reduction equation, and the
calculated uncertainties, the individual contributions to the uncertainty of the
displacement measurements at the test bearing (computed by taking partials of the
data reduction equation - Eq. (8) - and multiplying by the appropriate uncertainty as
in Eq. (7)) are as shown in Table V.
Chapter 4 - VPI & SU Text Rig

120
Ref iR8rq
Refi]Probe —s» ~<-—
RefiMirg—ei y-
an
Cx KOO
onan e
ns
+ oS
oO
O ¢,
ORO)
OOO
ose cenecer
\ \_ Inside Probe C.L.
Test Bearing C.L.
Main Probe (.L. (Reference)
Fig. 79: Uncertainty Analysis Geometry
Chapter 4 - VPI & SU Text Rig
5 NL Magnet C.L.
Rear Bear ing C.L.
i
7

121
Table IV - Uncertainty Data for Shaft Center Position Estimation
Quantity Nominal (mm)
Ref! TProbe 67.6
Ref| MBrg 36.8
Ref |MProbe 0.0
Main Probes +0.13
Inboard Probes +0.13
Table V - Bearing Centerline Estimation Uncertainty
Source
Test Brg Probe
Inboard Brg Probe
Ref} MPRobe
Ref | [Probe
Ref | MBrg
Chapter 4 - VPI & SU Text Rig
Uncertainty (+/- mm)
1.38 x 10°
0.583 x 10°
0.963 x 10°
1.45 x 10°
0.945 x 10°
Uncertainty (+/- mm)
0.84
0.41
0.406
0.0025
0.0013
Type of error
Random
Random
Bias
Bias
Bias

122
Using the RSS approach, the combined effect of the random errors results in an
uncertainty of 1.50 x 10° mm in displacement measurements; the combined bias error
effect is 2.35 x 10° mm. Although these figures are both almost two orders of
magnitude smaller than the bearing radial clearance of 7.6 x 10°, The predicted
effect of averaging various numbers of samples can be calculated to try and ensure
that the dominant error be the bias error; this accuracy is the best that can be
achieved with the equipment used for testing. Assuming the uncertainty above
represents a 95% confidence interval, the expected standard deviation of a large
sample can be computed as 7.65 x 10* mm. Using this figure, the expected effect of
multiple samples can be computed by using the Student’s t distribution to allow for
the fact that small samples are involved. Appendix B again contains details of this
procedure. With this approach, the following results are obtained for a 95%
confidence interval as a function of the number of samples.
# of Samples Expected Rand. Uncert. (+/- mm)
2 68.8 x 10%
5 9.50 x 107
8 6.40 x 10°
10 5.47 x 10°
15 4.21 x 10%
25 3.15 x 10°
Chapter 4 - VPI & SU Text Rig

123
From this information, a target of 10 samples per data point was established. With
10 averages, the expected RSS total uncertainty is 2.41 x 10° mm. Also, the
expected experimental scatter due to probe uncertainties is 0.547 x 10° mm
(optimistically assuming all other effects to be insignificant). To avoid hysteretic
effects, as well as to have greater confidence in the data, data sets are taken with
increasing, then decreasing load to observe the loading hysteresis, then three more
data points at each load are taken in random order for each test sequence. Also, the
data points are obtained with two tests taken on different days.
As with displacement, it is not possible to measure the load actually applied to the
bearing centerline. Instead, the loads are measured at the loading magnets, and an
estimate of the load at the bearing is computed using the rig geometry. The load is
assumed to be proportionally distributed between the test and support bearings. The
proportionality factor is developed by experimentally determining the effective center
of force for the loading magnets by measuring the load at the test bearing location
with a load cell and comparing the measured load with the measured magnet load.
The known rig geometry and test bearing location are then used to compute an
equivalent proportionality constant for a test bearing. The equation used for this
computation is Eq. (9) - geometry definitions are as in Fig. 79:
Chapter 4 - VPI & SU Text Rig

124
(RefRBrg - Ref\Mag) (9) Brg Load = Mag Load (ReffRBrg - Ref{MBrg)
The nominal magnitude and uncertainties of the load cell reading, and the distance
from a reference mark to the effective magnet centerline, are shown in Table VI (all
other quantities are as above for the displacement measurement). After taking partial
derivatives and multiplying by the appropriate magnitude (as with displacement), the
resulting uncertainties are as shown in Table VII.
Assuming 10 samples as above, the random error from the load cell measurement can
be expected to decrease by a factor of about 2.74, giving a resulting random
uncertainty of 3.4 N. This uncertainty is the worst case, and corresponds to the
expected experimental scatter. The combined effect of all load cell errors is an
uncertainty of 30.3 N (95% coverage). This is the uncertainty assumed for the
experimental results. It should be noted that this analysis ignores the possible effects
of loading magnet residual magnetism causing a zero offset during the shunt
calibration and zero procedure used by the data acquisition program.
Chapter 4 - VPI & SU Text Rig

125
Table VI - Uncertainty Data for Load Estimation
Quantity Nominal Uncertainty
Ref | Mag 170.9 mm 3.0 mm
Load Measurement
- Bias +0.13%F.S. +11.6N
- Random (Combined) +0.103% F.S. +9.2N
Table VII - Load Estimate Uncertainty
Source Uncertainty (+/- N) Type of error
Ref | RBrg 1.27 Bias
Ref| Magnet 27.6 Bias
Ref | MBrg 2.91 Bias
Load Measurement
- Bias 11.6 Bias
- Random 9.2 Random
Chapter 4 - VPI & SU Text Rig

126
4.5.3 Sensitivity Analysis
Using NPADVT, it is possible to analytically compute the expected sensitivity of the
shaft position to variations in load, speed, and inlet temperature. Although it will be
later shown that these results should be viewed with skepticism, they should be of the
correct order of magnitude. A central difference scheme, Eq. (10), is used to
generate the sensitivities to each variable presented in the figures below:
(x-8x ) - (x+8x ) (10)
Position(...,x,...)
(Peston - 8x,...) - Position(...x + Pe)
Sensitivity(x) = x 1
The results at typical speeds of 1000 RPM, 2500 RPM, 5000 RPM, 7500 RPM, and
9000 RPM for a 101.6 mm plain bearing with a nominal 0.0015 C,/D ratio are shown
in Fig. 80, Fig. 91 through ? (results are presented as both percent and absolute
sensitivity). This analysis was not performed for the pocket bearing, but the
magnitude of the sensitivities should be similar.
Chapter 4 - VPI & SU Text Rig

127
16.7 Hz
41.7 Hz
83.3 Hz
125 Hz
150 Hz
% x-
ece
chan
ge
per
Hz
-6 © 1000 2000 3000 4000 S000 6000
Load (N}
Fig. 80: Percent X-Eccentricity Ratio Change per Hz
On — — Se ST ee See et
: fe OOS we —_———— L
—2-: 4 — oa 4 r? a
~ ‘“ “wT
= wate . & ft & d & el : 2 +—+ 16.7 Hz 4 -_- —s 41.7 Hz
ve @---0 83.3 Hz
~8P mien 125 Hz 4 —a 150 Hz
-10 4
o 1000 2000 3000 4000 5000 6000
Load (N)
Fig. 81: Percent Y-Eccentricity Ratio Change per Hz
Chapter 4 - VPI & SU Text Rig

128
*10O74
2 | |
ws te <x
& Vv 0
|
eS ‘. “Se —r_ Ee PERE pe A
_ |
EB LR Renee
reece eee rere ree
OT m--7--t m----
© LN Senet cece eee ee
—_
E oe
— -?
=
2
:
“A
& -3y
:
— 16.7 Hz
: |
— —* 41.7 Hz |
:
e---o B3.3 Hz a
=< —5
~_—- * 125 He |
~“——* 150 Hz
—6 \
_ |
-
a 1000 2000 3000 4000 5000
Lood (N)
Fig. 82: Absolute Shaft X Position Change (mm) per Hz
6006
Fig. 83: Absolute Shaft Y Position Change (mm) per Hz
Chapter 4 - VPI & SU Text Rig
6000

129
% x-
ecc
chan
ge
per
deqr
ee
C
wooo nk
-- 0
—_*
—--—*
en ah
1000
2500 5000 7500
9000
RFA
RPM
RPM
RPM
RPM
a 1000 2000 3000 4000
Lood (N)
Fig. 84: Percent X-Eccentricity Change per Degree C
6000
% y-
ecc
change
per de
qree
C
a 1000 2000
Lood (N)
Fig. 85: Percent Y-Eccentricity Change per Degree C
Chapter 4 - VPI & SU Text Rig

130
«16075
12 T T 7 7
a -_- 1000 RPM 10-7 ™ m---m 2500 RPM 7
/ ‘ e-0 5000 RPM at pe EN =—- 7500 RPM =
4 © SS wee —— 9000 RPM
Absolute
X-posilion
(mm)
ch
ange
per
degree
C
et et eh.
a 1500 2060 2000 4000 5000 60900
Lood (N)
Fig. 86: Absolute Shaft X Position (mm) Change per Degree C
Abso
lute
Y-position
(mm)
change
per
degr
ee
C
0 1000 2000 3000 4000 5000 6000
Lood (N}
Fig. 87: Absolute Shaft Y Position (mm) Change per Degree C
Chapter 4 - VPI & SU Text Rig

131
0.5 . T T TTT
OF PT —— 5
wo, aoe
= ae © a wa —-O.5F- Va 4
mn =
SD =< ao
g _4| w —1 4
xe - + 1000 RPM
mn---m 2500 RPM
—1.5- ~-- © 5000 RPM 4
——-x 9000 RPM
—~2 1 44 44
101 103 104
Load (N)
Fig. 88: Percent X-Eccentricity Ratio Change per N load
oO T T T T—T_1-T-T-¥ T T TT ¥ ' a ee ae TT
-O.5F 7
—irab 4
z —-1-5F 4
% —D2e-
%. | =
£ -—2.5} 7 a
ao
a —3+ 7 > gs —3.5F —_— ——+ 1000 RPM 4
mono 2500 RPM —~Aatbe -» 5000 RPM 4
—s 7500 RPM
—4,.54 —s 9000 RPM 4
—5 4 ‘ 1 pa aoa a a
10) 102 10> 104
Load (N}
Fig. 89: Percent Y-Eccentricity Change per N Load
Chapter 4 - VPI & SU Text Rig

132
«Kt O75
“ery -—
Absolute
X-ee
cent
rici
ty (mm)
chan
ge
per
N Load
6000
1000 RPM
/ moo me 2500 RPM
o-oo 5000 RPM
—4+ f =——» 7500 RPM 4
/ w—= 9000 RPM <
~_~5 2. 4 4 1 —
O 1000 2000 3000 4000 5000
Lood (N)
Fig. 90: Absolute Shaft Position (mm) Change per N Load
~1O75
3 r
——e 9000 RPM 2.5L ——K 7500 RPM a
a o-«0 5000 RPM / a---m 2500 RPM
f \ _—-— 1000 RPM
Abso
lule
Y-
ecce
ntri
city
(m
m)
change
per
N Lood
a 18600 2000 3000 4000
Lood (N)
Fig. 91: Absolute Shaft Position (mm) Change per N Load
Chapter 4 - VPI & SU Text Rig
6000

133
Not too surprisingly, these figures show that in general, as loading force decreases,
the control of these three variables must become increasingly better to maintain a low
level of scatter. For speeds of 2500 RPM and above, the results fall within a fairly
narrow band; the 1000 RPM results at low loads tend to suggest that this combination
will exhibit the most scatter (this combination does not correspond to the lowest
Sommerfeld number, which is interesting). The attainable repeatability of these
quantities is as shown in Table VII. Given these repeatability figures, the typical and
worst case absolute Y-eccentricity ratio change (always worse than the X-eccentricity
ratio according to the figures above) of the results is as shown in Table IX.
Chapter 4 - VPI & SU Text Rig

134
Table VII - Control Repeatability
Quantity Repeatability
Speed + 0.4 Hz
Temperature + 2.5 Degrees
Load + 10N
Table IX - Two A.G. Control Repeatability Errors
Shaft Error Due to
Speed (Hz) Speed (mm) Temperature (mm) Load (mm)
16.7 (Typ) + 2.73 x 10-4 + 2.83 x 10-4 + 1.74 x 10-4
(Worst) + 3.80 x 10-4 + 3.98 x 10-4 + 3.79 x 10-4
41.7 (Typ) + 9.00 x 10-5 + 2.11 x 10-4 + 1.04 x 10-4
(Worst) + 1.42 x 10-4 + 3.18 x 10-4 + 1.89 x 10-4
83.3 (Typ) + 3.55 x 10-5 + 1.46 x 10-4 + 7.29 x 10-5
(Worst) + 6.28 x 10-5 + 2.55 x 10-4 + 1.15 x 10-4
Chapter 4 - VPI & SU Text Rig

135
4.5.4 First Order Analysis
Given the expected scatter caused by repeatability limitations from the previous
section, a first order uncertainty analysis can be carried out for the y-position
measurements. In this uncertainty analysis, the instrumentation, etc. is assumed to be
completely accurate, and all variation between repeated measurements is caused by
the process and unmodeled effects. The analysis presented will only examine the
effect of repeatability errors. Other effects expected to have an impact on the results
include: differential thermal growth (between the test and rear support bearings),
which causes misalignment; thermal growth of the test bearing, which will change the
bearing load capacity; the possibility of entrained air in the oil, which can do any of a
number of things; the effect of ambient conditions (temperature and barometric
pressure) - changes in these quantities should have minimal impact; and the unlikely
possibility of any wear of the bearing. Similar to the zeroth order analysis, the
combined effect of the various process repeatability errors will be determined by the
RSS technique. The results presented below in Table X are based on the average
error presented in Table IX.
Chapter 4 - VPI & SU Text Rig

136
Table X - Expected Y Experimental Scatter from Repeatability
16.7 Hz 41.7 Hz 83.3 Hz
4.3x 10* mm 2.5 x 107 mm 1.67 x 10* mm
Chapter 4 - VPI & SU Text Rig

137
4.5.5 N™ Order Analysis
Finally, all of the errors can be combined to obtain an estimate of the expected scatter
due to all random effects (displacement probe precision and process repeatability), and
the total measurement uncertainty using the results from the zeroth and the first order
analyses and the same RSS approach. The results of these two calculations are
presented in Table XI .
Chapter 4 - VPI & SU Text Rig

138
Table XI - N® Order Y Scatter and Uncertainty
Speed (Hz) Random Effect (+ mm) Total Effect (+ mm)
16.7 1.13 x 10° 2.61 x 10°
41.7 1.08 x 10° 2.59 x 10°
83.3 1.06 x 10° 2.58 x 10°
Chapter 4 - VPI & SU Text Rig

Chapter 5
VPI Experimental Results and Comparisons for a Two-Axial-
Groove Bearing
5.1 Introduction
With NPADVT anchored to experimental data, and its limitations explored
(such as its difficulty with cross coupled stiffness), the code can be used to
evaluate the VPI rig. This chapter contains a description of the test bearing
and oil, the experimental approach used, the experimental results for thirteen
test runs, several comparisons between repeated test conditions (to check
consistency), as well as comparisons between NPADVT analysis and
experimental data for eight of the tests to evaluate the rig’s performance. The
comparisons also provide further insight into possible weaknesses of
NPADVT. The thirteen test runs consist of:
139

140
1) an initial set of four tests at 16.7, 33.3, 58.3, and 83.3 Hz
2) a repeat of these four tests
3) a set of three tests at differing oil inlet pressures for a speed of
33.3 Hz
4) a 33.3 Hz and a 83.3 Hz test after the bearing was removed and
reinstalled
In all cases, loads of 500, 1000, 1500, 2000, 2500, 3000, 4000, and 5500 N
are employed. Each load is repeated five times, once in order of increasing
load, followed by decreasing load, followed by random ordering for the
remainder of the applied loads.
5.2 VPI & SU Test Bearing and Oil
The initial VPI & SU test series is for a plain, two-axial-groove bearing with
the following characteristics:
Diameter: 101.6 mm
Length: 57.15 mm
C,/D Ratio: 0.0015 (cold)
0.00145 to 0.00155 (hot)
Weep Hole Dia: 1.6 mm
Oil Inlet Dia: 6.76 mm
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

141
Grooves: 0 and 180 degrees from horizontal
25 degrees of arc width
2.5 mm maximum depth
This bearing is of babbitt faced (0.43 mm thick), single piece bronze
construction. It is 139.7 mm O.D. The horizontally split bearing holder
which adapts the bearing to the test rig bearing cavity is fabricated from 1018
steel, and is the same width as the bearing. The bearing to holder fit is
approximately line to line. The fabricator’s inspection of the bearing and
holder suggests that there should be minimal distortion of the bearing bush
caused by installation in the holder. The bearing/holder assembly is installed in
the test rig as discussed in Chapter 3.
The oil used for this test series is an ISO 32 oil. The properties of this oil and
nominal inlet conditions are as follows:
Density: 863 kg/m’ at 50° C
Specific Heat: 1.98 kJ/kgeK at 50 °C
Viscosity: 16.1 mPaes at 40 °C 24.8 mPaes at 50° C
Inlet Temp: 43 °C
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

142
Inlet Pressure: 0.034 MPa
Flow Rate: Approx. 0.6 cm?/sec.
This rather low oil pressure (relative to the published data examined
previously) is used to avoid any oil feed effects, and to minimize the
entraining of air in the oil. It will be shown later that feed pressure effects
seen in the testing reported in this work are minimal. The effects of entrained
air should also be minimal; air bubbles were never observed in the oil feed
line unless oil pressures of approximately six times the above pressure, with
correspondingly higher flows rates, were employed.
5.3 Experimental Procedure
The experimental procedure for each test is as follows:
1) Warm the oil and test rig to operational temperature (43 °C) by
energizing the circulation pump and oil heater and letting them operate
overnight (the bearing housing takes a considerable amount of time to
achieve a steady-state temperature). The data-acquisition equipment is
also energized for this warm-up period.
2) Begin the test run by performing a combination displacement
zero/bearing clearance check. For this procedure, the shaft is manually
turned to a reference position and an automated sequence initiated.
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

143
This sequence loads the shaft down to 4000 N (bearing) load to firmly
seat the shaft, then reduces the (bearing) load to 1000 N, and takes a
set of displacement measurements: these become the displacement
zeros. The down load is then removed and the shaft loaded up with
4000 N (bearing) load; the (bearing) load is then reduced to 1000 N
and a second set of displacement measurements is taken. This load is
then removed. The difference between the Y measurements, computed
for the bearing centerline, is the initial bearing clearance; half of this
figure is taken to be the y-coordinate of the center of the bearing. The
average of the X measurements is taken to be the x-coordinate of the
center of the bearing. The initial clearance and the center coordinates
obtained are used by the data acquisition system to display the
operating shaft eccentricity ratio and attitude angle during the test run.
3) The air turbine drive is activated and the test rig is accelerated to 8.3
Hz with only the shaft tare load. After the speed stabilizes at this
speed, a “run-out” waveform is recorded. The one-time-per revolution
component of this waveform is subtracted from all subsequent
waveforms to cancel any effects of electrical noise on displacement
measurements such as those caused by non-uniformities in the shaft (the
eddy-current displacement probes are very sensitive to these effects), or
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

4)
5)
144
the measurement effects of the sleeve non-concentricity. The
magnitude of the run-out waveform is less than 0.019 mm peak to
peak. The run-out reading is taken at low speed to minimize possible
effects of rotor imbalance; such imbalance would cause the magnitude
of the measured waveform to increase with operating speed. This
effect is not seen with the VPI rig. This absence of growth of the run-
out signal confirms that it is caused by a combination of electrical
effects and minor non-concentricity.
The operating speed is increased to the desired test speed and allowed
to stabilize. The stabilization time includes the time required for the
thermal spike caused by the change from resting to operating conditions
to die out. For each of the test runs, the rig was operated at the
maximum 5500 N load for ten to fifteen minutes to ensure thermal
equilibrium had been reached in the bearing bushing.
The data acquisition program autoloading sequence is initiated. This
procedure automatically steps through the loads in the desired sequence
(increasing, decreasing and three repetitions in random order for each
applied load). The routine includes a 70 second settling period, a speed
check, an oil inlet temperature check, and a check that the displacement
measurements have settled to a point where they vary by less than 0.05
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

6)
7)
145
volts - corresponding to approximately 1.27 x 10° mm - over a 20
second period. The maximum data acquisition rate is about one load
point every 3 minutes, with some longer periods when the difference
between successive loads is large, or the inlet temperature swings far
outside established limits (the oil temperature control system just barely
maintains control to +1 °C for a variety of reasons, and occasionally
deviates outside this limit).
Upon completion of the autoloading sequence, the load is removed and
the rig is brought to a stop. After manually rotating the shaft to a
reference position, the zero/clearance procedure of step two is repeated.
This step is generally completed within 2 minutes of the time the test
rig is stopped. The results from this lift check are used with the data
presented below.
The rig is now ready for the next test run.
5.4 Experimental Two-Axial-Groove Data
5.4.1 Data
The experimental data obtained with the VPI rig are presented below in
Fig. 92 through Fig. 104. Unlike the previous comparisons for NPADVT
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

146
versus published data, these data are plotted against absolute shaft position (X
and Y) rather than as eccentricity ratio versus load. This choice was made
over non-dimensionalizing to the eccentricity ratio (dividing by the measured
clearance) for two reasons: 1) the magnitude of the experimental scatter may
be read directly; 2) the experimental clearance measurements are viewed with
some skepticism because of the effects of thermal growth of the bearing bush,
holder, and housing. The post test lift check is included with each plot for
reference (except as noted). Since the measured positions are referenced to the
bottom center of the bearing, the X and Y bearing center coordinates as
obtained during the post-test run lift check are used to provide estimated center
offsets. Note also that this estimated bearing center is to the upper right for
the plots in this section. Each plot consists of the five measured points for
each load, as well as an average centerline generated by connecting the
average X and Y coordinate of each group of five points. This average
centerline will be used in the comparisons to NPADVT analyses in later
sections of this chapter.
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

147
19920104.q21 — 1000 RPM 0.005 7 T 7 7
-—0.005F-
center \ Oo oO q
—0.015+ 0 mm
) ref
, {
| © oO
NS t
_j
0.025, ~—
Ypos
i oO oO it
T
-—0.035}
—-O.04- —b —-0.045 — : ;
—0.05 -0.04 —0.03 -~O0.02 —0.01 o
Xposition (mm) ref to center
Fig. 92: First 16.7 Hz Test (Cd = 0.15 mm)
19920104.t01 — 2000 RPM 0.015 T T T a T
~0.02 + Ypas
(mm)
ref.
Ig ce
nter
-0.025+ 4
~0.03 4 ed ~0.035 ———+ . 2
—0.04 -—9.03 -0.02 -0.01 0
Xposition (mm) ref to center
Fig. 93: First 33.3 Hz Test (Cd = 0.148 mm)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

148
19920104,v25 — 3500 RPM
0.025 T ae — T
0.02 +
0.015F
° ° —_ q
0.005 F Dota 4
Avg. J Qo T
o o a th +
Ypos (rm
) ref
. to
center
| o o a
+
—0.015- ~
-0.025F - —~90,025 > ; ;
-0.04 -—0.03 ~0.02 -~0.01 0 0.a1
Xposition (mm) ref to center
Fig. 94: First 58.3 Hz Test (Cd = 0.146 mm)
19920105.k29 — 5000 RPM
0.04 —T — = T
0.035 F 4
0.037 4
0.0255 4
0.02F
O.015F-
o oO
3 +
o Oo Oo
ua Y
Ypos (m
m)
ref.
to ce
nter
-0.005 1 pl -0.01 . 2
-0.04 -0.03 ~0.02 —-0.01 D 0.01
Xposition (mm) ref to center
Fig. 95: First 83.3 Hz Test (Cd = 0.158)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

149
19920105.n08 — 1000 RPM
0 rn tT T ov
—0.005F =
—O.01 4+ ° 5
&-0.01S+ = 7 o a 2 -O.02+ +4
Bo O25 o Dota =“
Pind
E : E£ -O.03F- ° — Avg.
§ - 0.035+ 4
-O.04+ 4
-—-B.045+ 4
-—0.05 ; —— — — —0.D5 -—-D.04 —0.03 -0.02 —-0.01 oO
Xpasition (mm) ref to center
Fig. 96: Second 16.7 Hz Test (Cd = 0.156 mm)
19920105.t48 — 2000 RPM 0.015 + — —
- 0.005 -
ref.
lo
center
mm)
\ o oO
t
—-O.015+
Ypos
¢ { o oO
tO T
-0.025
—T
—__|
—O0.03F 7 eh ——L
—0.04 -—0.03 —0.02 ~0.01 © —~0.035
Xposition (mm) ref to center
Fig. 97: Second 33.3 Hz Test (Cd = 0.152 mm)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

150
19920196.m13 — 3500 RPM 0.025 T T ¥ T
0.02+ 4
0.015F-
0,01 +
0.005 -
o T
Ypos (rm)
ref.
to center
il oO
So 4
o 6
4 Oh T
—O.O154+ 7
-9.02 > 5 -—0.025 . : +
-0.04 —-0.03 -0.02 ~0.Q01 0 0.01
Xposition (mm) ref to center
Fig. 98: Second 58.3 Hz Test (Cd = 0.149 mm)
19920106.046 — 5000 RPM 0.025 r ——————> r — 7
0.02
0.015} 4
0.01}
0.005 +
Or
0.005 +
Ypos
(mm)
ref
fo center
0.01 -
~O0.015- 7
~O.02 - 4 -0 —+
“0.035 -0.03 -0025 -002 -0.015 -0.01 -0.005 oO 0005 oO1 6.015
Xpoaition (ram) ref to center
Fig. 99: Second 83.3 Hz Test (Cd = 0.148 mm)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

151
19920107.m15 — 2000 RPM, 10 palg
0.01 r T 7 7 T —
0.005 + 4
OF 4
&0.005+ 4 c
vy w&
o —9.01F 4
Z_o.015/ Date 4 E — -0.02 5 Av. 4
8 0.025 1
—O.03+ -
-0.035F- 7
—0.04 , ‘ , . —-0.04 -0.03 -0.02 —-0.01 3 0.01
Xposition (mm) ref to center
Fig. 100: 33.3 Hz, 0.069 MPa Test ( Cd = 0.154 mm)
19920107.046 — 2000 RPM, 20 psig 0.01 T Tt T T t T
0.005}, 5
Oo ° a 1.) T j
ef.
to
center
—-O0.015F co a Dota J r
—0.02} — Avg. 4
—0.04 - 0.03 -0.02 -0.01 © 0.01
Xposition (mm) ref to center
Fig. 101: 33.33 Hz, 0.137 MPa Test (Cd = 0.154 mm)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

152
19920107.u54 — 2000 RPM, 25 paig 0.01 tT 7 F oe T T
0.005F- 7
9 oO
oO
A T
—0.01F-
Data - ref.
lo
cent
er
—O.015F
Avg. 4 l o O N T
Ypos
(m
m)
9 oO N ul
—-O.03F- ~
-O.O35F 5 —0.04 . ‘ . ‘ . —0.04 -9.03 -0.02 —90.01 © 0.01
Xpositian (mm) ref to center
Fig. 102: 33.3 Hz, 0.172 MPa Test (Cd = 0.153 mm)
19920108.n56 — 2000 RPM. removed, reinstalled
0.02 7 t 1
0.015 4
o.074 “
2 0,005+ 4 Cc
ov wo
2 OF 7
‘S0.005} 4
Ee — -9.074- 4
8 2- 90.0155
-O.02+ 4
—0.025+ 4
-0.03 ‘ 1 —0.04 -—0.03 -—0.02 -0.G1 o 0.01
Xposition (mm) ref to center
Fig. 103: 33.33 Hz Test after removal/reinstallation (Cd = 0.149 mm)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

153
19920108.q28 ~ 5000 RPM, removed, reinatolied 0.04 ——— T T T
0.035- 7
0.03F 4
O o N ou) T i
0.024
0.015F-
0.01;
Ypos
(mm)
ref.
lo center
0.005F-
—-O0.005F- |
—9.01 . — 1
-—0.03 —-0.02 -0.01 oO 0.01 0.02
Xposition (rnm) ref to center
Fig. 104: 83.3 Hz Test, after removal/reinstallation (initial Cd = 0.149
used)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

154
5.4.2 Discussion of Results
The data presented in Fig. 92 through Fig. 104 show that the VPI rig is
essentially functioning correctly. The locus curve is of the general shape
expected of a plain journal bearing and the operating point moves from the
center of the bearing as the load is increased. An analysis of variance
procedure (see Appendix B for details) on the scatter indicates that the scatter
of the data is independent of the effects of speed, load, measurement axis and
repeated tests. This analysis indicates that computing an average standard
deviation (operating point average - measured point) is valid. Averaging the
scatter over the 640 data points for the 128 speed-load-measurement axis
combinations of the first eight tests yields an average scatter of 8.1 x 10* mm,
with a standard deviation of 2.86 x 10° mm. This measured scatter is roughly
2 to 4 times the predicted experimental scatter of 4.3 x 10% to 1.7 x 10* mm
based on process repeatability (first order analysis) from chapter 4. Thus,
while the magnitude of the observed scatter is larger than the expected
magnitude, it is not significantly larger, especially considering the outliers and
thermal effects. This level of agreement suggests that the rig is indeed
performing reasonably well at this stage of debugging.
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing
155
Probably the most troubling aspect of the data is the outliers (these are
especially noticeable in the 83.3 Hz data). The presence of points that do not
follow the general trend is troubling. These points correspond to the first 8
load cases, increasing loads from 500 N to 5500 N. As they most likely
represent some phenomena(on) other than the fluid-film effect, they will be
omitted for the internal consistency comparisons (they would make the scatter
of the data appear artificially larger than it really is). The effect is not merely
hysteresis, as the random loading, and the decreasing loading does not exhibit
this scatter. The effect of reversing the loading to start with the highest load,
and then decrease loads for the initial loading, was not examined.
5.5 Comparisons Between Experimental Results
To check that the test rig is functioning in a consistent, repeatable manner,
several comparisons between different tests will be made. These comparisons
are: 1) between repeated tests for the same nominal conditions, 2) between
tests for the bearing before and after a removal/reinstallation sequence, and 3)
between tests with differing oil feed pressures.
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

156
5.5.1 Repeated Test Comparisons
In Fig. 105 through Fig. 112, the initial four tests are compared with repeated
tests at the same nominal conditions. For each comparison, the average shaft
locus as recorded in the test is plotted in one figure; the same data normalized
at the 5500 N load are plotted in a second figure. The first 8 points of each
test are omitted in these comparisons as discussed above. As with the first set
of figures, these data are plotted for absolute measured shaft position as offset
by the post test bearing center estimate. The area enclosed by two standard
deviations for each load point is indicated with an ellipse about the mean of
the four data points (see appendix B for a more complete description of this
area). Again, the post test lift check clearance is also included for reference.
Since the rig exhibits an unresolved, random zero shift in the displacement
measurements, the normalized plots should be viewed as providing an
indication of the level of repeatability that the test rig is capable of achieving.
It should be noted that the difference in measured clearance between repeated
tests, although small, is significant in several cases.
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

157
1000 RPM Rep., os token
-0.005F
—0.01}+
{ Qa 2 un T
-0.02F-
Oo
Oo
Wu
u '
(mm)
ref
to
center
—O0.O03 +
Y pos
° ° Gi wn T
First Test (Cd = .15 mm) ~ o a b T
I |
—0.045+ Second Test (Cd = .168 mm) 4 ~0.05 ; ; ,
~0.04 -0.035 -0.03 -0.025 -0.02 -0.015 —0.01
X pos. (mm) ref ta center
Fig. 105: 16.7 Hz Repeated Tests - Actual Data
1000 RPM Reo.. 5500 N norm 0.005 7 t 7 r
Or
~0.005-
—-O0.01F-
{ to ce
nter
—0.015+-
—0.02F
(mm)
re
0.025 F-
Y pgs
—0.03F — First Test (Cd = .15 mm)
—0.035/- —- Second Test (Cd = .16 mm) >
—0.04 Na -0.04 -06.035 -60.03 -0.025 -6.02 -0.015 —0.61
X pos. (ram) ref to center
Fig. 106: 16.7 Hz Repeated Tests - Normalized Data
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

158
2000 RPM Ren.. os token
0.005
nter
7-0.005 e
-O.,017r
(mm)
ref toc
0.015
Y pos
— First Test (Cd = .15 mm)
/ ¢
\ \
—-0.02
: —- Second Test (Cd = .15 mm) | O25 —-9,035 +-0.03 -0.025 -90.02 -9,014% —-9.01 -0.005 -a
X pos. (ram) ref to center
Fig. 107: 33.3 Hz Repeated Tests - Actual Data
2000 RPM Rep., 5500 N norm 0.01 + 7 ’ 7
0.005
Jo ce
nter
pos. (mm)
ref
! © ©
Y ! Qo oO un
— First Test (Cd = .15 mm)
—-O0.02+ 4
—- Second Test (Cd = .15 mm) —-9.025 j
-9.035 —-0.03 -0.025 -0.02 ~-0.015 -0,01 - 0.005
X pos. (rom) ref to center
Fig. 108: 33.3 Hz Repeated Tests - Normalized Data
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

159
3500 RPM Rep., as taken
0.015
O.01+ =
a yp O.00S- 4 wu
2
w — o i *
E
=
8 6.005/ 4 a
>
¢ — First Test (Cd = .15 mm) —~O.01- a
—- Second Test (Cd = .15 mm)
—0.815 : : s : — -—0.03 -0.025 —0.02 —-0.015 -—-0.01 -—0.005 0
X pos. (mm) ref to center
Fig. 109: 58.3 Hz Repeated Tests - Actual Data
3500 RPM Rep., 5500 N norm
0.015 2
0.01 |
s @ 0.005S+ a
Oo
2
e _ OF 4 E E —
S-0.005 + 4 a
>
— First Test (Cd = .15 mm) —-0.01} J
—- Second Test (Cd = .15 mm)
—-0.015
~-~90,03 -0.025 —-0,02 -~0.015 —-0.01 -0,.005
X pos. (ram) ref to center
Fig. 110: 58.3 Hz Repeated Tests - Normalized Data
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

160
5000 RPM Rep.. as taken
0.025 r 7
0.02
& 0.0154 = a wv
= 0.01 - te __ Q
5 0.005+ Ay
a # 2 ee > or LS
Y —— First Test (Cd = .18 mm) -—0.005+ /
(7) _ Second Test (Cd = .15 mm)
-0,01 — , , ‘ -—0.025 —0.02 -0.015 -0.01 ~0.005
X pos. (mm) ref to center
Fig. 111: 83.3 Hz Repeated Tests - Actual Data
5000 RPM Rep., 5500 N norm 0.024
0.022
0.02
0.018
0.016
0.014
0.012
0.01 Y pos. (m
m)
ref
to center
0.008
0.006
—T 7 T
First Test (Cd -168 mm)
Second Test (Cd .15 mm)
0.004 ~O.025
Fig. 112: 83.3 Hz
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing
-D.02 —0.015 -0.01 —0.005
X pos. (mm) ref to center
Repeated Tests - Normalized Data

161
5.5.2 Discussion of Repeated Tests
16.7 Hz:
33.3 Hz:
58.3 Hz:
The results for this speed show that, in general, the
reproducibility of the tests is not too bad, especially given that
the measured bearing clearances for the repeat tests are slightly
different than the measured clearances for the initial test. The
apparent y-position zero shift is most likely the result of a
combination of thermal growth effects and effects not yet
identified. The differences at light loads may also be in part
due to variations in loading (lighter loads are most sensitive to
this effect). The normalized plots show fairly good agreement
(the two standard deviation areas for the two curves generally
have some common portion).
The results for this speed show very good agreement, even in
the data as recorded. Again the second test is (graphically and
actually) further towards the top of the bearing at light loading.
The results for this speed show very good agreement when
overlaid, thus supporting the hypothesis that the offset seen in
the actual data plot (Fig. 109) is most likely caused by effects
external to the bearing/shaft interface. The difference between
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

162
the normalized curves can mostly be explained by the observed
experimental scatter.
83.3 Hz: Again, these results show fairly good repeatability if the zero
offsets are ignored. Interestingly, the observed difference
between the plots of the actual data is on the order of the
difference in clearance measurements (0.01 mm). Also, the
differences between the normalized curves is on the order of the
experimental scatter.
5.5.3 Removal/Reinstallation Repeatability
To examine the effects of bearing installation variability (exact position, face
clamping pressure, etc.), the bearing was removed from both the test rig and
the bearing holder, wiped clean, reinstalled in the holder and the test rig, and
two tests (33.3 Hz and 83.3 Hz) were conducted. Comparisons between the
results for these two tests, and two tests from the initial eight tests with similar
measured clearances, are show in Fig. 113 and Fig. 114. These figures are
plotted for absolute shaft position normalized at 5500 N load. Again areas
corresponding to plus or minus two standard deviations are indicated, as are
the post test lift check clearances.
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

163
5000 RPM Rep., 5500 N norm 0.01 t ¥ 7 v T
0.005
{o center
—0.005
—-9.01
Y po
s. (m
m)
ref
-0,015
— Before Rem. (Cd = .15 mm)
-0.02+ 4 —- After Rem. (Cd = .15 mm)
-—0.025 -9,035 -0.03 -0.025 -0.02 -9,015 ~-0.01 -0,005
xX pos. (mem) ref to center
Fig. 113: Comparison for Removal/Reinstallation, 33.3 Hz
5000 RPM removed/ reiatolled 5500 N norm
0.015 7 r r + T
0.01- ~© 0.005 Fr 4
ol fe
° ° ° a T L
(rm) ref
to center
. —0.01 ~ T
Y pos
-0.015- 4 — Before Rem. (Cd = .15 mm)
~9.02F —- After Rem. (Cd = .15 mm)
~0.025 ‘ ‘ 1‘ . '
~+0.03 -G.025 —-—0.02 —-0.015 -—0.01 -~0.005 Oo
X pos. (mmm) ref to center
Fig. 114: Comparison for Removal/Reinstallation, 83.3 Hz
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

164
5.5.4 Discussion for Removal/Reinstallation Comparison
These two figures suggest that there are perhaps some small variable
installation effects; in particular, the shaft locus is closer to the bearing center
(for normalized data) after the bearing is reinstalled. This effect is most likely
due to minor alignment differences. The differences, however, are still only
slightly larger than the observed experimental scatter; thus comparisons
between different bearings, or the same bearing after being removed and
reinstalled, would seem to be valid.
5.5.5 Comparisons for Variable Feed Pressure
One of the postulated causes of differences between NPADVT analysis and the
published experimental data is the effect of feed pressure. To investigate this
effect, results for a nominal speed of 33.3 Hz and feed pressures of 0.034,
0.069, 0.138 and 0.172 MPa will be examined. Pressures higher than 0.172
MPa will not be examined due to visual evidence (air bubbles visible in the oi]
feed line) that the defoaming/settling tank capacity was being overwhelmed by
the higher flow rates associated with higher feed pressures. In Fig. 115 the
actual data is presented; in Fig. 116, the data is presented normalized to the
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

165
0.034 MPa, 5500 N data point. As before, ellipses indicate plus or minus two
standard deviations about the mean for the data.
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

166
Inlet Pressure Comporison
0.01 ~~ v T r T T T T
0.005 -
to
center
©
° 0.01 L 4
* e-0.015} i a £ : ‘F -0.02} \ ee. 0.034 MPa a s 5 0.025 ; } —-n 0069 MPo 4
» a
-0.03+ { e--+ 0.138 MPO 4
-0.035 rm _ 8 0.172 MPo 4
-0.04 ~0.05 -0.045 -0.04 -0.035 ~0.03 -0.025 -0.02 -0.015 -0.01 -0.005 ©
X position (mm) ref. 10 center
Fig. 115: Comparison for Oil Feed Pressure - Actual Data
Inlet Pressure Comporisgon. 5500 N norm
0.005
aor 4
2s o-0.00S}+ 7
eo
2
wv ~~ 7O.01F 4 E
£ ¥
O.015- 4 a — 0.034 MPa >
. —- 0.069 MPo —-Q.02+ 4
—- 0.138 MPo
--- 0.172 MPo —0.025
-0.035 —-0.03 -0.025 —-90.02 —-9.015 -—-90.01 —0.005
X pos. (mmm) ref to center
Fig. 116: Comparison for Oil Feed Pressure - Normalized to 0.034 MPa,
5500 N
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

167
5.5.6 Discussion for Feed Pressure Comparisons
In Fig. 115, there is some slight support for the contention that a rise in
pressure is accompanied by a slight reduction in eccentricity ratio as is
predicted by Ref. 14. Unfortunately, the effect is not consistent. In the
normalized results of Fig. 116, any differences between measured position
related to the pressure variation are on the order of the experimental scatter.
The results presented in Ref. 14 suggest that this is about the minimum
magnitude of pressure effect that would be expected over this range of
pressures. Thus it is difficult to draw any conclusions without developing a
means of reducing the scatter and eliminating the zero shift problem. The
results do, however, suggest that within the scope of the data presented in this
work, feed pressure effects do not have significant impact. It would have been
helpful to have results for a greater range of pressures (the oil pump will
produce pressures of up to 0.61 MPa), but as mentioned, problems with
entrained air removal at the higher flow rates associated with high feed
pressures preclude such an investigation.
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing
168
5.5.7 Comparisons between NPADVT and VPI Data
The comparisons between the experimental data for the first eight tests and the
corresponding NPADVT analysis are presented below in Fig. 117 through
Fig. 148. Although it was originally hoped that the five points for a given
speed for the first test could be combined with the second set of five points
from the repeat on a different day to provide the ten points required to obtain
the uncertainty level discussed in chapter 3, the effects of zero offsets and
variable clearances make this a dubious approach. Instead, each of the tests is
separately compared to an appropriate NPADVT analysis. The average shaft
centerlines used in these comparisons correspond to the shaft centerlines shown
in the initial set of plots in this chapter; i.e., all five repetitions are included
for each load/speed point. The outlying points were included to encompass all
possible effects seen in the testing. As a result, confidence limits are not
included in this set of figures. The appropriate zeroth order uncertainty from
chapter three for five repetitions rather than ten is + 0.95 x 10° mm for
random effects, and +2.53x10° mm for all effects (bias and random).
The loads examined in the NPADVT analysis range from 500 N to 5250 N by
steps of 250 N. The experimental loads are 500 N, 1000 N, 1500 N, 2000 N,
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

169
2500 N, 3000 N, 4000 N, and 5500 N. The omission of the exact matching
maximum load in the analysis does not materially affect the conclusions that
can be drawn from the plots, as the analytical shaft locus is a smoothly
changing curve. These plots are presented in dimensional form as absolute
shaft position relative to the center of the bearing (the plot axes correspond to
the negative of the axes in Fig. 92 through Fig. 104). Because of the
problems experienced in obtaining an accurate estimate of the bearing center,
normalized comparisons will be presented in addition to the comparisons with
the actual experimental data. This normalization is always at some low,
intermediate load to avoid the possibility of problems with large differences
between the analysis results and experimental data at the maximum and
minimum loads.
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

170
Fiest 1000 RPM comporison ( os token)
0.04
0.035
0.03
0.025
0.02
X po
siti
on (m
m)
ref
to center
9.015
ss ——T- T —
ws nl —_— Ss we
—— ~—.
ee, —
_—_——wo NPADVT
—_—/* VP! 0,01
500 190090 1500 2000 2500 3000 3500 4000 4500 5000 5500
Lood (NJ
Fig. 117: 16.7 Hz X-Position Comparison (First Test Series)
Firat 1000 RPM comporisaon ( os token)
0.0%
0.045
0.04
0.035
0.03
0.025
0.02
0.015
Y po
siti
on (mm)
ref
fo center
0.014
0.005 F
—— 7 v
“ o—o NPADVT 4
ee _ <n VPI oO
500 19090 1500 2000 2500 3000 3500 4000 4500 5000 5500
Lood (N}
Fig. 118: 16.7 Hz Y-Position Comparison (First Test Series)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

171
First 1000 RPM comporison (1500 N normolized)
0.035
0.03
» eS © Go
= 0.025 > .
—~ —E = 5 0.02
*
a ~
0.015
/ —— NPAOVT
_—_—-*, VPI
0.01 c 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Lood (NS
Fig. 119: 16.7 Hz X-Position 1500 N Normalized Comparison (First Test
Series)
First TO00 RPM comparison (1500 N normolized)
0.055 v
Oo Oo Ui U T
Y position {mm)
ref
to ce
nter
oO a
o n
Ww qT
7
o o
o 2
o =
N u
u T
0.01 — NPADVT |
_— = VPI 0,005 6 1900 2000 3000 4000 5000 6000
Lood (N)
Fig. 120: 16.7 Hz Y-Position 1500 N Normalized Comparison (First Test Series)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

172
Firat 2000 RPM comporison ( os token) 0.035 : , ~ - + : —-
0.03
0.9025
0.02
0.015
X po
siti
on
(mm)
ref
to
cent
er
_—o NPADVT
—_- VPI 0.005
500 1000 1500 2000 25006 3000 3500 4000 4500 S000 S500
Lood (N}
Fig. 121: 33.3 Hz X-Position Comparison (First Test Series)
Firat 2000 RPM comporison ( os token) 5.04 r r r T r r r
0.035
Oo o UW
oO oO
fo oO
ON Ne
° } uw
Y po
siti
on (mm)
tef
lo center
o °
0.005
Oo _—_ a“ eo NPADVT 4
LL —_— oe —_ oH VPI
—-90.005 500 19000 1500 2000 2500 30090 3500 4000 459090 S000 5500
Lood (N)}
Fig. 122: 33.3 Hz Y Position Comparison (First Test Series)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

173
Firat 2000 RPM comporisaon (1500 N normolized)
0.04 —
0,035 -
2 a oe 0.03F 4 L£
B “Ee 0.025-+ 4
=
5 A 0.02- 4
g =
0.015 |
oo NPS4DVT
_— "1 VPI
0.01 L Do 1099 2000 3000 4D00 50900 6000
Load (NJ
Fig. 123: 33.3 Hz X-Position 1500 N Normalized Comparison (First Test Series)
Firmt 2000 RPM comporison (1500 N normolized) 0.045 : - , ; ___— ~ . :
0.04 _
0.035-+ _
0.03 -
0.0254 a
Y pos
ition
(mm)
ref
to
center
0.0045 »—o NPADVT q -_—, VPI oO
500 1000 1500 2000 2506 30060 3500 4000 45900 5000 5500
Lood (Nj)
Fig. 124: 33.3 Hz Y-Position 1500 N Normalized Comparison (First Test
Series)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

174
Firat 3500 RPM comparison ( of token)
0.035 —— —- + _——_—__+
0.034
2» e
& o.025+ 2 ‘BS “E O.02F
=
5 B 9.015 a
aS
O.01F 1 oo NPADVT
_——* VPI
0.005 500 19000 1500 2000 25900 30900 3500 4080 4500 5000
Fig. 125: 58.3 Hz X-Position Comparison (First Test Series)
Firat 3500 RPM comporison ( os token)
Leod (N3
5500
3.03 : — __ . __
0.025} 4
G.02+ 4
E | Boost 2
& o.oib + —_— — E E 0.0054 _ 4 5 q _ ~— = OF _ —
a a ——
70.005 wen 4 —
oa
~0.01 b —_— ———- NesOVT 4 —_— VPI
-9.015 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Fig. 126: 58.3 Hz Y-Position Comparison (First Test Series)
Lood (N}
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

175
First 3500 RPM comporison (1500 N normolized)
0.0345
0.025
0.02
0.015
X po
siti
on (mm)
ref
to ce
nter
0.01
oo NPAOVT
_-_-— VPI
q 0.005
500 1000 1500 2000 25900 3000 3500 4000 4500 S000 5500
Lood (NJ
Fig. 127: 58.3 Hz X-Position, 1500 N Normalized (First Test Series)
First 3500 REM comporison (2000 N normolized)
0.035 — , . ; ; —- +
0.03}+
& —E 0.025-+
oe
2 ‘wS O.02+
— = o.oish § B 2 oO.0o1b __ > ——
0.005} oo NPADVT
— mH VPI
oO 500 1000 1500 2000 25060 3000 3500 4000 4500 5000 5500
Lead (N35
Fig. 128: 58.3 Hz Y-Position, 2000 N Normalized (First Test Series)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

176
Firat SQ0Q0 RPM comporison ( os token)
0.035
0.03
2 0.025 = *
& 2
S 0.02
—
E ~— 0.015
5 B & 0,01
><
0.005 “ ~——o NPAOVT
r _— —« VPI
90 500 19000 1500 2000 2506 3000 3500 4000 4500 Soda 5500
Lood (NJ
Fig. 129: 83.3 Hz X-Position Comparison (First Test Series)
Firat 5000 RPM comporison ( os token)
0.03
0.02 4
& B o.01 _ 2 —
v
E o 7 E
ae
§ 4 —0.01+ a 4 a oa —
~ — —_
—90.02 a —_— -
eee Te oo NPADVT
— —% VPI
-9.03 500 19000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Lood (N}
Fig. 130: 83.3 Hz Y-Position Comparison (First Test Series)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

177
First S000 RPM comporison (1500 N normalized) 0.0345 r r — r rT Y r r
0,03
0.025
0.02
X po
siti
on
{mm}
ref
to
cenl
er
o 9° a
0.01
-—o NPADVT ——n VPI
0.005
500 1900 1500 2000 2500 3000 3500 4000 4500 5000 5500
Lood (N)
Fig. 131: 83.3 Hz X-Position 1500 N Normalized Comparison (First Test
Series)
Ficat 5000 RPM comporison (1500 N normolized)
0.03 ——
0.025
&
& 0.02 2
& “—E 0.015
E —
Ss F 0.01
a >
0.005
—_——o NPADVT
P —_— mH VPI
oO 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Lood (N)3
Fig. 132: 83.3 Hz Y-Position 1500 N Normalized Comparison (First Test
Series)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

178
Second 1000 RPM comporison ( os token)
0.04 7 r —r r m — r —
_ 0.035 ~— aa 7
2 os oh DB ae
&
= 0.03 4
2 a E = 5 0.025 “ =
So a
x
0.02 4
eo NPADVT
——* VPI
3
500 1000 1500 2000 2500 3000 3500 4080 4500 S000 5500
Lood (Nj)
Fig. 133: 16.7 Hz X-Position Comparison (Second Test Series)
Second 1000 RPM comporiaon ( os token)
0.05 r r + r + r —
0.045
0.04
0.035
0.03
(mm)
ref
to
center
0.025
Y position
0.01 | a -—e NP4ovT | a“ —_—s* VPI 5
506 1900 1500 2000 2500 3000 3500 4000 4500 5000 5500
Lood (N)
Fig. 134: 16.7 Hz Y-Position Comparison (Second Test Series)
Chapter S - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

(mm)
ref
{o center
X position
179
Second 1000 RPM cormporison (1500 N normolized)
0.04 —— —— ~ —
0,035 a = —. —. — ~~. —.
—s kK
0.03 4
0.025 4
0.02 4
q
0.015, 4
ao NPADVT
—_— VPI
0.01 500 1000 1500 2000 2500 3000 3500 4000 a500 5000 5500
Lood (N3
Fig. 135: 16.7 Hz X-Position 1500 N Normalized Comparison (Second
Test Series)
Y po
siti
on (mm)
ref
to center
Second 1000 RPM comporison (1500 N normolized) ™ vr
5500
9.06 —— —
0.05
0.044
9.03-
0.025 4
L-
0,01 -
oo NPADVT
_ VPI
oO 500 1000 1500 2000 25906 3000 3500 4000 4500 5000
Lood (NJ
Fig. 136: 16.7 Hz Y-Position 1500 N Normalized Comparison (Second
Test Series)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

180
Second 2000 RPM camporison ( os token) 0.0345 — — —— T T a “r :
6.03
o
E o 9.025 £ —
2
“Ee 9.02
ss
5 % 0.015
Dp a
>
0.01
va — NPADVT _ KK VPI
0.005 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Lood (NJ
Fig. 137: 33.3 Hz X-Position Comparison (Second Test Series)
Second 2000 RPM comporison ( os token) 0.04 r — — —— .
0.035
0.903
Oo 0 Nn uv
0.02
0.0145
0.01
0.005
Y position {mm}
tef
to center
—0.005 ee ~~ ~—o NPADVT — mH VPI |
—-9,01 soo 1000 4500 2000 2500 3000 3500 4000 4500 5000 5500
Lood (N)
Fig. 138: 33.3 Hz Y-Position Comparison (Second Test Series)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing
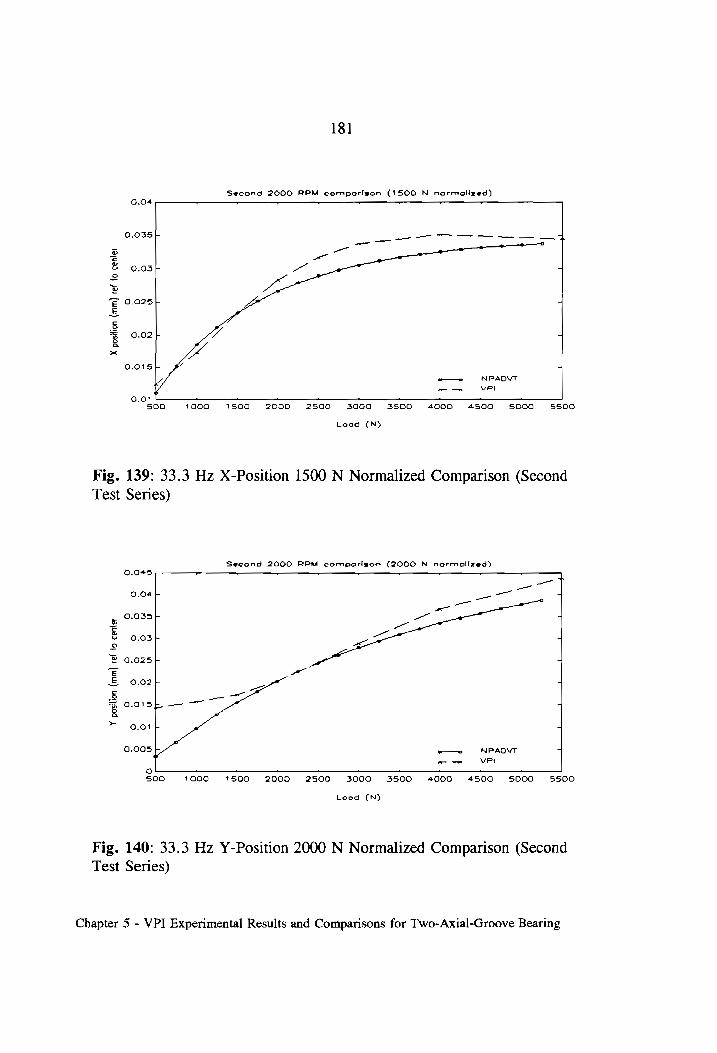
181
r T —r
Second 2000 RPM comporison (1500 N normolized)
oo NPADVT
—_— VPI
0.04
0.0355
2 & S 9.03F £
s “‘E 90.025>
a 5 B a.02}
x
O.0tS-
KG
q
0.01 500 19000 1500 2000 2500 3000 3500 4080 45900 5000 5500
Lood (NJ
Fig. 139: 33.3 Hz X-Position 1500 N Normalized Comparison (Second Test Series)
Second 2000 RPM comporison (2000 N normolized)
0.0445
0.04 -
0.0355
oO o
go 9°
o NO
Ss uo T
T
Y po
sili
on (mm)
tef
to center
Oo ° uv
o—o NPADVT “]
—_— VPI
Fig. 140:
o 0 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Lood (N33
33.3 Hz Y-Position 2000 N Normalized Comparison (Second Test Series)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

182
Second 3500 RPM comporison ( os token)
0.0355
0.03
0.025
0.02
0.015
X po
siti
on (mm)
ref
to center
Lo "SD
—_—
NPADVT
VPI
o §00 1000 4 500 2000 2596 3009 3500 49000
Lood (N}
4500 5000
Fig. 141: 58.3 Hz X-Position Comparison (Second Test Series)
Second 3500 RPM comporison ( os taken)
5500
0.05
0.025
0.92
0.015
0.01
posi
tion
(mm)
ref
to ce
nter
9.005
—-O.01-F
oe —
——
a ——
_— a
a _—
— o_o
_-*/
NPADVT
VPI
—
1000 -—9.015
500 1500 2000 2500 3000 3500 4000
Lood (N3
4500 5000
Fig. 142: 58.3 Hz Y-Position Comparison (Second Test Series)
5500
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

183
Second 3500 RPM comporison (1500 N normolized)
0.035 r T r — —r-
0.034 |
®
& 0.025+ 4 £
Bb FE a.02+ 4 =
S * 0O.015- 7
S ZO >» YY“
0.01 1
— NBPADVT
-_—« VPI 0.005
S00 190090 1500 2000 25900 30006 3500 49000 45900 5000 5500
Lood (N)
Fig. 143: 58.3 Hz - Position, 1500 N Normalized (Second Test Series)
Second 3500 RPM comporison (2000 N normolized) 0.034 tT T r — r
0.03 4
0.025
O.ag-e a 4
0.015
9.01 a“
Y po
siti
on (mm)
ref
to ce
nter
0.005 - o—o NPADVT _—— VPI ©
500 190090 1500 2000 2500 3000 3500 4000 4500 5000 5500
Lood (N)
Fig. 144: 58.3 Hz Y-Position, 2000 N Normalized (Second Test Series)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

184
Second 5000 RPM cornporison ( os token)
0.03 ~ . . . r — r
0.025+ ® = Q oe
[=]
= o.02F 2» = E = g 0.015+
g a
ot
0.01F
fo oo NPAOVT
——*« VPI
0.005 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Load (N53
Fig. 145: 83.3 Hz X-Position Comparison (Second Test Series)
Second 5000 RPM campeorison ( of taken) 0.03 —- —
0.025
0.02
© © ui
6.01
0.005
Go
posi
lion
{m
m)
ref
to center
0.005
—-0.01 —— =o NPADVT
_——K VPI | —-90,.015
500 19000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Lood (NJ)
Fig. 146: 83.3 Hz Y-Position Comparison (Second Test Series)
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

185
Second S000 RPM cormmpcrisen (2000 N normolized)
0.03 = .
0.025 > = Y we
eo
~ O.02F v _
E £ 5 0.015 4 =
Qo a
><
0.01] 4
=o NPAOVT
4 — VPI
0.005 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Leod (N)
Fig. 147: 83.3 Hz X-Position 2000 N Normalized Comparison (Second
Test Series)
Second SOOO RPM comporizon (2000 N normolized)
—— Tm
0.035
0.025
0.02
0.018
0.01
Y po
siti
on (mm)
ref
to center
0.005
——<—F
o S00
-——o NPAOVT
—_ VPI
19006 15090 2000 25900 3000 3500 4060 4500 5000 5500
Lood (Nj)
Fig. 148: 83.3 Hz Y-Position 2000 N Normalized Comparison (Second Test Series)
Chapter 5 - VP] Experimental Results and Comparisons for Two-Axial-Groove Bearing

186
5.5.8 Discussion for Comparisons to NPADVT
16.7 Hz:
33.3 Hz:
Chapter 5 -
For both tests, the x-position zero compares well. In general
though, the NPADVT analysis, although close, does not exhibit the
correct shape (this trend is the same as seen in the previous
comparisons to published results). The y-position results are quite
comparable with regards to the shape, except at light loads, where
the experimental y-position exhibits a peculiar flatness. It is possible
that this odd behavior is related to sleeve non-concentricity, as the
thermal effects for light loads at this speed should be minimal.
Surprisingly, the y-zero positions (as taken) exhibit fairly good
agreement between the analytical and experimental results.
For this speed, the x-position zeros show very good agreement
between analysis and experiment; the y-position zeros do not show
as good agreement. The x-position at low loads also shows good
agreement. As noted in previous comparisons to experiment,
though, while the sign of the slope of the experimental locus
changes, the analytical curve does not reflect this trend. The y-
position locus again shows good agreement, except at light loads,
where the experimental locus is oddly flat. The NPADVT analysis
VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

58.3 Hz:
83.3 Hz:
Chapter 5 -
187
is generally biased towards underestimating load capacity (the
analytical eccentricity ratio would be too large)
As with the previous data sets, the x-position zeros show generally
good agreement, while the experimental y-position zero is rather
different from the NPADVT result. The normalized locus curves
show good agreement between analysis and experiment. As before,
however, the experimental x-locus hints at a slope reversal not seen
in the analysis, and the experimental y-locus exhibits the unusual
flattening at low loads. The x-locus slope reversal is not as apparent
as in the previous two speeds due to the increased bearing load
capacity related to the increase in speed.
For this speed, the x-position zero shows good agreement between
analysis and experiment in the second test series, but not as good
agreement in the first. The y-position zero does not show good
agreement. In both the x-position and y-position shaft locus plots,
the analytical and experimental shape show some agreement, but not
as good as in previous cases. Part of the disagreement may be the
results of the experimental outliers discussed previously; however,
this effect does not explain all of the disagreement. The y-position
curve flatness is again seen for light loads. This flattening occurs
VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

188
for a greater range of loads, as would be expected for the increase in
load capacity caused by the increase in speed. As before, the
NPADVT results are biased towards a reduced load capacity; this
could be, in part, caused by the effects for variable clearances.
5.6 Comments and Discussion
This set of experimental data, and the comparisons between experiments and
between experiment and analysis, suggest that the test rig is basically
functioning correctly. Ignoring the zero position fluctuations, the data is
reasonably repeatable, although there is room for improvement. The
comparisons between the NPADVT analysis and experiment also show the
same general trends, i.e., agreement in Y, disagreement in X, as seen in the
comparisons to accepted published data. Thus the rig is not grossly altering
the bearing characteristics. Interestingly, Ref. 20, which is an analytical
examination of thermally induced bearing deformation, shows the same trends
as observed in these comparisons. In this work, it is shown that an analysis
which ignores thermally induced deformation tends to predict too large an
operating eccentricity; this is the trend observed in the comparisons between
NPADVT and the VPI rig. It seems unlikely that the strange flattening of the
locus curves seen at low loads are the results of thermal effects, as the
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

189
temperatures associated with light loads are correspondingly small. It is more
likely that this anomaly is related to shaft non-concentricity.
The biggest test rig problem appears to be the zero fluctuations. It seems most
likely that these are the result of effects external to the bearing/shaft interface
since the normalized data show such good agreement. The relatively close
agreement between most of the analytical and experimental x-position zeros
suggests that the problem is worst with respect to the y-position measurements.
This observation indicates that much of the problem may be related to thermal
growth of the large stainless steel bearing housing which is free to expand
symmetrically in the X direction, but constrained to expand only upwards in
the Y direction. There is also some experimental support for this hypothesis;
the housing vertical thermal growth has been measured to be between 0.051
and 0.102 mm when warmed from the lab ambient temperature of 18°C to
Operating temperature. The actual housing temperature probably ranges from
the nominal oil temperature of 43°C to something slightly lower, depending on
the operating conditions. The possibility of bearing thermal growth also
cannot be ruled out, as the clearance check/zero procedure takes about two
minutes; indeed, after one of the 83.3 Hz tests, the procedure failed a built in
settling check (the shaft resting position also noticeably changed as viewed on
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

190
an oscilloscope connected to a pair of the inner displacement probes). The
thermal growth issue also makes precise shaft alignment difficult. It is also
quite likely that some of the discrepancy is due to the fact that the lift check is
taken with the shaft stationary, and thus the run-out compensation values are
not applied. This fact could introduce an offset that could explain some of the
observed zero offsets.
Another effect which may have some impact is shaft bending. At full load,
there is a significant difference between displacement measurements at the
inner and outer faces of the bearing. Although the measured slope (relative to
the 1000 N zero position) is on the order of hundredths of a degree, the
absolute difference between the inner and outer measurements is a large
percentage of the bearing clearance. The exact effect of this deflection is not
apparent, but it does seem likely that it has some impact on the results. The
deflection also causes problems with the zero/clearance procedure; the applied
load must be large enough to firmly seat the shaft, but not so large as to cause
bending; the 1000 N load used was selected from only heuristic arguments,
and may not be the optimal load.
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

191
Other discussion, particularly concerning NPADVT, will be reserved for the
conclusions to this work.
Chapter 5 - VPI Experimental Results and Comparisons for Two-Axial-Groove Bearing

Chapter 6
VPI Results and Comparisons for Pocket Bearing
6.1 Introduction
With the VPI rig shown to be functional within certain limits, it 1s of interest to
examine experimental data for a slightly different bearing geometry. Thus, the final
experimental data set examined in this work is for the 101.1 mm bearing described in
chapter 5 modified by machining a pocket into the upper half (see Fig. 2). The
interest in testing a pocket bearing is that one easy method of enhancing the stability
of a machine operating on a plain axial-groove bearing is to remove the bearing,
machine a pocket into the top of the bearing, and reinstall the bearing. This is
essentially the procedure followed with the VPI bearing. Thus, the results for the
modified bearing should be representative of the changes expected from this
modification. It turns out that the results for this bearing also exhibit some interesting
192

193
trends that may be construed as supporting the thermally induced deformation
hypothesis of the previous chapter. Data for this type of bearing are also not
available in the published literature. The test results presented in this chapter are for:
1) an initial three tests at speeds of 16.7, 33.3, and 58.3 Hz, and 2) a repeat of these
three tests. Loads of 500, 1000, 1500, 2000, 2500, 3000, 4000 and 5500 N are
examined. The 83.3 Hz speed employed in the previous chapter could not be attained
with the modified bearing due to problems with entrained air in the oil (a pocket
bearing has higher flow requirements than a plain bearing - the higher flow
overwhelmed the settling tank’s entrained air removal capability). The data as
recorded, as comparisons between the original and repeated tests, and as comparisons
between NPADVT and the experimental data, are presented. Comparisons will also
be made between the experimental and analytical shaft loci for the original bearing
and the modified bearing.
6.2 Pocket Bearing and Oil
The bearing for this test series is the original two-axial-groove bearing described in
chapter five, modified by the addition of a single pocket in the upper third of the
bearing. The modified bearing has the following characteristics:
Diameter: 101.6 mm
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

Length:
C,/D Ratio:
Pocket Extent:
Pocket Depth:
Pocket Width:
Weep Hole Dia:
Oil Inlet Dia:
Feed Grooves:
194
57.15 mm
0.00160 to 0.00168
0 to 110 degrees from horizontal (CCW, against
rotation)
0.254 mm
42.93 mm (Centered in bearing)
1.6 mm
6.76 mm
OQ and 180 degrees from horizontal
25 degrees of arc width
2.5 mm maximum depth
The pocket to bearing surface transition at the 110 degree position is essentially as left
by the milling cutter, with only minor blending of the edge. As described in the
previous chapter, the bearing is of babbitt faced (0.43 mm thick), single piece bronze
construction, 139.7 mm O.D. The 203.2 mm O.D. horizontally split bearing holder
which adapts the bearing to the test rig bearing cavity is fabricated from 1018 steel.
It is the same width as the bearing. The bearing to holder fit is approximately line to
line. The fabricator’s inspection of the bearing and holder suggests that there should
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

195
be minimal distortion of the bearing bush caused by installation in the holder. The
bearing/holder assembly is installed in the test rig as discussed in chapter 3.
The oil used for this test series is the same ISO 32 oil used previously. For
reference, the properties of this oil and nominal inlet conditions are repeated below:
Density: 863 kg/m? at 50° C
Specific Heat: 1.98 kJ/kg*K at 50 °C
Viscosity: 16.1 mPaes at 40 °C 24.8 mPa®s at 50 ° C
Inlet Temp: 43 °C
Inlet Pressure: 0.034 MPa
Inlet flow rate: 0.7 to 0.8 cm/s
6.3 Experimental Procedure
The tests are conducted as described previously for the plain two-axial-groove bearing
tests (see chapter 5).
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

196
6.4 Experimental Pocket Bearing Data and Comparisons
The data for this bearing will be presented as recorded as well as for comparisons
between repeated tests, and a comparison will be made between the unmodified and
modified bearings.
6.4.1 Data
The experimental data for the pocket bearing, as obtained with the VPI rig, are
presented below in Fig. 149 through Fig. 154. These data are plotted for absolute
shaft position (X and Y) as offset by the bearing center coordinates as determined by
the post test lift check. The clearance obtained with this lift check is also included
with each plot. The estimated bearing center is to the upper left of these plots. Each
plot consists of the five measured points for each load at a given speed, as well as an
average shaft centerline curve. This average centerline curve is used in the
comparisons to NPADVT analysis, and is generated by finding the average X and
average Y coordinate for each group of five points.
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

197
19920111,n09 — 1000 RPM —-0.02 T T T T
—-0.025 L >
-0.03F _
2—0.035+ 4 i=
Db
oO © —O0.04F 0 o Data 4
‘wD 0.0454 — Avg. 4 E
= _o.osb 4 an o
%O.055-+ 7 >
-~O.06-+ =
—-0.065F- 5
-—90.07 ‘ . ‘ . —-90.06 -60.05 —-0.04 —0.03 —0.02 -0.01
X pos. (mm) ref to center
Fig. 149: First 16.7 Hz Test (Cd = 0.163 mm)
19920118.p07 — 2000 RPM 0 T T T 7
~O.005}+ 5
-O0.01F+ ° 4
o 0.015 ~ 7
DD o © -0.02} 3 4 ‘D J-90.025+ eo oe Date 4
E E a,
— -0.03F+ — Avg. 7
wn oO
%O.035+ = >
-O.04+ -
—-O0.045+ 7
-—0.05 ‘ . . . —-0.06 —-0.05 —0.04 —0.03 -0.02 -0.01
X pos. (mm) ref to center
Fig. 150: First 33.3 Hz Test (Cd = 0.166 mm)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

198
19920119.nh35 — 3500 RPM
0.01 1 ' ,
0O,005F- ~
ol °
S0,005+ 4 i=
Db oO © —9.01F +
wD 270.015 + eo o Data 4
E
£ —-O.02- — Avg. 4
“a oOo
o&O.025+ 5 >»
-O0.03F+ 4
—-O.035F 4
-—0.04 ‘ " . . -—0.06 —0.05 —-0.04 —D.03 -0.02 -0.01
X pos. (mm) ref to center
Fig. 151: First 58.3 Hz Test (Cd = 0.156 mm)
19920119.j52 — 1000 RPM
-—0.02 T T 7 T
—0.025F}+ -
-O.03F ~
3® 0.035 4 cc
Q
o 2 —-0.04+ 4
za Z-0.045+ co o Data 4
Ee
£ ~O.05-+ — Avg. 5
wn ©
&O.055+ 7 >
~O.06+ 1
-—-0.065- 4
—0.07 — . . . —0.06 ~0.05 —0.04 —-0.03 —0.02 —-0.01
X pos. (mm) ref to center
Fig. 152: Second 16.7 Hz Test (Cd = 0.169 mm)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

199
19920119.m50 — 2000 RPM —0.005 T T ~T T
—O.01F
—0.015
-9.025-
0.025
—-O.03F- eo so Dato
mm)
ref
to ce
nter
Avg.
0s.
( o Gr wn
t |
oO —O.04 >
—0.045/
—O6.05- -—0.055 : : : 4
— 0.06 —-0.05 —0.04 —0.03 —0.02
X pos. (mm) ref to center
Fig. 153: Second 33.3 Hz Test (Cd = 0.169 mm)
19920119.p13 — 3500 RPM
—0.01
0 T OF T ¥
—90.005F
—O.01-
° QO _ wi T
—O.02+
ref
to ce
nter
0.025+ co o Data —
mm
= -0.03+ — Avg.
os
-0.04
—0.045- -0.05 , , ,
—0.06 -—0.05 —0.04 -—0.03 —0.02
X pos. (mm) ref to center
Fig. 154: Second 58.3 Hz Test (Cd = 0.166 mm)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing
-0.01
200
6.4.2 Discussion of Results
The data presented in Fig. 149 through Fig. 154 show a smaller, but similar, level of
scatter than the data presented in Chapter 5. The small magnitudes of the
experimental scatter lends support to the idea that the rig is basically functional.
Indeed, in the case of Fig. 153, the scatter is all but negligible. The outliers seen in
the remaining figures are again from the first set of 8 load points. This consistent
outlier behavior suggests that the mechanism causing the aberrant behavior is not tied
to the bearing geometry. The behavior seen in these plots tends to support the
thermal transient hypothesis, especially Fig. 152, which corresponds to 16.7 Hz data
taken during a test which began as an 83.3 Hz test, and became a 16.7 Hz test after
air bubbles were observed in the oil feedline. The entrained air does not explain the
observed behavior, as the rig was operated at low load at 16.7 Hz for a sufficient
time for the air to be eliminated, but possibly not long enough to achieve a new
thermal equilibrium. In all other cases, except the initial 16.7 Hz test of Fig. 149,
the rig was operated at the maximum load of 5500 N for approximately 10 minutes
before the autoloading sequence was initiated.
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

201
6.4.3 Comparisons For Repeated Tests
In Fig. 156 through Fig. 160, the three initial tests are compared with repeat tests for
the same nominal conditions. Due to the problem with zero position fluctuations, the
data are presented as recorded, as well as normalized at 5500 N. In the 5500 N
normalized plots, areas corresponding to plus or minus two standard deviations about
the mean of each group of four points are indicated for each load. See appendix B
for further details on these elliptical areas. Note also that the first (increasing load) 8
data points were eliminated from the data for these comparisons, since they seem to
reflect some thermal effect rather than normal experimental scatter.
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

202
Comparison for 1000 RPM repeated Pocket (as taken)
—0.02 T T T
—0.025+ 4
—O.03+ 4
09.0354 4 c @®
o
2 -0.04- oo First Run i
& l Wo 0455 ~-—-* Second Run 4
E l ££ _o.o5b 4 a g | RB o.055/ | 4
—~O.06+ | 4 +
—O0.065+ \ 4
\ —0.07 . . . .
~0.06 —0.05 -0.04 —0.03 —0.02 —0.01
X pos. (mm) ref to center
Fig. 155: 16.7 Hz Repeated Tests (as Recorded)
Camparisan far 1000 RPM repeated pocket (5500 N norm) ~0.02 T T T T
/ 4
-—-09.03 L 4
—
—0.025
te Oo Oo Gl an T t
Oo
Oo
ul
uw T
Y pos. (m
m)
ref
to ce
n
— First Run 4 o 0 oO —_
——
—0.065 —- Second Run 4 ~0.07 , ! ,
—0.05 —0.04 —0.03 —0.02 -0.01 0
X pos. (mm) ref to center
Fig. 156: 16.7 Hz Repeated Tests (5500 N Normalized)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

203
Comparison for 2000 RPM repeated Pocket (as taken) 0 q FE T T
I © O +
|
|
| ° oO —_ ui '
eo First Run 4 | ° oO N un 5
= « Second Run -
-—0.045F-
-0.05 ;
—90.06 —©6.05 —0.04 —0.03 —0.02 -0.01
X pos. (mm) ref to center
Fig. 157: 33.3 Hz Repeated Tests (as Recorded)
Comporigon for 2000 RPM repeated pocket (5500 N norm)
0 T T 4 qT
| O Oo
Bho T 1
| Oo oO
LA T i
Oo oO W
(@1) T i
Y po
s.
(mm)
ref
to center
—0.04 — First Run 4 T
——~
—-0.045F- { —- Second Run 4 L. —O0.05 : : ‘
—90.05 —0.04 —9.03 ~0,02 —0.01 ©
X pos. (mm) ref to center
Fig. 158: 33.3 Hz Repeated Tests (S500 N Normalized)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

204
Comparison for 3500 RPM repeated Pocket fas taken) 0.005 T T t T
of :
-0.005
—0.01}+
0.015-
os.
(mm)
ref
t9
center
e—e First Run _
wn Second Run _
—0.04+ 1 —0.045 m . ‘ ‘
~-~0.06 -0.05 —06.04 -—0.03 —0.02 —0.01
X pos. (mm) ref to center
Fig. 159: 58.3 Hz Repeated Tests (as Recorded)
Comparison for 3500 RPM repeoted pocket (5500 N norm)
0.01 T t T qT
O.005F+ 4
OF =
a.005-+ = c wv
Oo
2 —-O.01F 4
© [-0.015+ 4 E
= —-O.02F- +
“a °°
&-O.025+ 4
-—O0.03F- — First Run 4
—-0.035F+ —- Second Run 4
—0.04 , , , -—0.05 —0.04 -—0.03 -—0.02 -—0.01 0
X pos. (mm) ref to center
Fig. 160: 58.3 Hz Repeated Tests (5500 N Normalized)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

205
6.4.4 Discussion of Repeated Tests
16.7 Hz:
33.3 Hz:
58.3 Hz:
The results for this speed show very good reproducibility; the
difference in zero is only slightly greater than the experimental scatter,
and the normalized comparison shows that the locus shapes are almost
identical. The plus or minus two standard deviation areas are contained
within the same area or touching, thus indicating good agreement.
The results for this speed are phenomenally good. Even in the non-
normalized plot, the curves are almost identical in both location and
shape. In the normalized plots, the two curves are seen to be all but
indistinguishable. This agreement is amazing, especially considering
the amount of scatter observed in the first test at this speed. The effect
of this scatter is evident in the different sizes of the areas corresponding
to plus or minus two standard deviations for the two curves.
The results for this speed show a much larger zero position difference
than do the previous two speeds. The normalized results, however,
again show extremely good agreement in the shapes of the two locus
curves despite the scatter observed in the first data set.
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

206
6.4.5 Comparisons Between NPADVT and VPI for Pocket Bearing
Comparisons between the experimental data and the NPADVT analysis for the same
nominal conditions are presented in Fig. 161 through Fig. 180. As with the
comparisons for the two-axial-groove bearing, comparisons to the actual data, as well
aS normalized comparisons, are presented. The normalized comparisons, however,
will not be presented for the second 33.3 Hz and 58.3 Hz tests since the resulting
plots would yield no new insight (the normalized plots for these two tests would be
the same as the normalized plots for the same speeds for the first test series since the
curves from the initial test and the repeat test are indistinguishable when normalized).
As with the two-axial-groove results, these plots include data for all five repetitions of
each load/speed point in generating the average centerline position. The data are
plotted as absolute shaft position relative to the bearing center versus load. The
NPADVT data is dimensionalized by multiplying the non-dimensional analytical result
by the appropriate clearance.
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

207
Comporison for first 1000 rpm
0.046 s . —_——_ Oe —_— TO
~~ O.044- a |
a
0.042 “ 7
& a = oD
oe > o*—\—-4 2 4
S — 7
£
£ 4
g a =
0.0284 o—a NPADVT -
— a VPI
0.026 1 2 : 2 . i . . . 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 3500
Load (N)
Fig. 161: 16.7 Hz Pocket X-Position Comparison (First Test Series)
Comporison for first 1000 rpm
Y pos.
(mm)
ref
to ce
nter
NPADVT
— VPI
oO
0.015 S00 1000 100 2000 2500 3000 3500 4000 4500 5000 S500
Load (NS
Fig. 162: 16.7 Hz Pocket Y-Position Comparison (First Test Series)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

208
Compcrison for first 1000 rpm ~ 1500 N norm
0.04
0.038
0.036 Fr
6.034
90.032
X pos
. (m
m)
ref
fo center
oO NPADVT a
a
VPI
0.026 S00 7000 1500 2000 2500 3000 3500 4000 4500 S000 3500
Lood (N)
Fig. 163: 16.7 Hz Pocket X-Position 1500 N Normalized Comparison (First Test
Series)
Comporison for first 1000 rpm — 1500 N norm
aoa NPADVT 4
— —- VPI
et
1000 1500 2000 2500 3000 3500 4000 4500 3000 3500
Lood (N)
Fig. 164: 16.7 Hz Pocket Y-Position 1500 N Normalized Comparison (First Test
Series)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

209
Comparison for first 2000 rpm 0.05 r r . 7 r s — —
0.045
0.04
ef
lo center
= 0.035
0.03
X pos
. (mm
0.625 |
o—o NPADVT
a VPI tb.
0.02 , , ; 2 . 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Lood ¢(N)
Fig. 165: 33.3 Hz Pocket X-Position Comparison (First Test Series)
Cormporison for first 2000 rpm 0.05 7 7 r r r 7 a
0.045
0.04
° ° ul a
Y po
s. (mm)
ref
to center
0.01 5 o—a NPADVT
“ ——. VPI i
500 1000 1500 2000 2500 3000 3500 4000 43500 5000 5500
—t.
Load ¢N)>
Fig. 166: 33.3 Hz Pocket Y-Position Comparison (First Test Series)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

210
Comporison for first 2000 rpm — 1500 N norm
0.038 —- r r r . r
0O.036F
Z 0.0344 = @
eo
o
~ 0.0325
2
‘€ € DOB F
a o a »~ 9.028F 4
0.0264 | o—o NPADVT
i, a on VPI 0.024 . 1 . 1 . . 1 _ :
500 1000 1500 2000 2500 3000 3500 4000 4500 50900 5500
Lood (N)
Fig. 167: 33.3 Hz Pocket X-Position 1500 N Normalized Comparison (First Test
Series)
Comparison for first 2000 rpm — 1500 N norm
0.05 _— + r — r r +
O.045 5
0.04
e | € a ¥ 0.035 2
s = 0.034 €
& a ©O.025F+
Q a
~ 9.02 4
9.015) o——a NPADVT 7
4 — VPI
0.01 : : : —t : : : — : 500 1000 1500 2000 2300 3000 3500 4000 43500 S000 5500
Lood (N)
Fig. 168: 33.3 Hz Pocket Y-Position 1500 N Normalized Comparison (First Test
Series)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

211
Comparison for first 3500 rpm
0.045
0.04
0.035 |
2 © o
X pos. (m
m)
ref
to ce
nter
§ o—ao NPADVT ——- VP en ———. ——t ——t
0.02 , , , — 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5506
Lood (N)
Fig. 169: 58.3 Hz Pocket X-Position Comparison (First Test Series)
Comporison for first 3500 rpm 0.035 a ~ —— r 7 r r
0.03
0.025
9.02
9.015
0.01 Y pos. (mm)
ref
to center
0.005 + a a—o NPADVT
| _— VPI el nh.
Oo 4 4, 1 1 1 1 —L
500 1600 15090 2000 2500 3000 3500 4000 4500 S006 5500
Lood (N)
Fig. 170: 58.3 Hz Pocket Y-Position Comparison (First Test Series)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

212
5500
Comporison for first 3500 rpm — 1500 N norm 0.036 . —— r = s r 7
0.0345
& O.O32F ca D S& 2 ~ O.03F
2 oo
= £ 0.028
os rad a
~ 8.0265 4
0.024) 4 q oo NPADVT
— wm VPI
0.022 . " n — . n 1 1 . 500 1000 1500 2000 2500 3000 3500 4000 4500 5000
Load (N)>
Fig. 171: 58.3 Hz Pocket X-Position 1500 N Normalized Comparison (First Test
$500
Series)
Comparison for first 3500 rpm — 1500 N norm
0.045 7 — . ; r s
O.04F
& 0.035+ < a a °o = 0.034 2
E O.025 5
n
a
0.015 a 4 a“ ea—e NPADVT
a —— VPI 0.01 . . . — . . . — 2
500 1000 1500 2000 2500 3000 3500 4000 4500 5000
Lood (N)
Fig. 172: 58.3 Hz Pocket Y-Position 1500 N Normalized Comparison (First Test
Series)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

213
Comparison for Second 1800 RPM
0.05 : 7 + r —-
par Pim eer le Teo oC ee
——
a“ — 0.0456 4 ral
a = “ x pA 2 O.04F 4 o —o—__#-—___¢
—
E ~~ 0.035 _
go | a bod
C.03F 4
4 a—o NPAOVT
— — VPI
0.025 4 : ; — 1 ; : : . 500 1000 1500 2000 2500 3000 3500 4000 43500 5000 5500
Load (N)
Fig. 173: 16.7 Hz Pocket X-Position Comparison (Second Test Series)
Cornporison for Second 1000 RPM
0.07
0.06
& 5 0.05 e
2
= = 0.04 £ e —
3 0.03
>
0.02
oa NPADVT
~—_——« VPI
0.01 . ‘ ‘ . ‘ — . . ‘ 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Load ¢N)
Fig. 174: 16.7 Hz Pocket Y-Position Comparison (Second Test Series)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

214
Second 10060 RPM — 1500 N norm
6.04 — r —
0.038
0.036
0.034
0.032
X pos. (m
m)
ref.
to ce
nter
NRPADVT
VPI
a—o
— —m
1600 1500 2000 2500 3000 3500 4000
Load (N)>
4300 3000 5500
Fig. 175: 16.7 Hz Pocket X-Position 1500 N Normalized Comparison (Second
Test Series)
$500
Second 10060 RPM — 1500 N norm 6.065 + r 7 r a r r
O.06F+
O.055-
& = O.O5F- a G 2 0-045 P
‘D> -~ 0.046
E ~— O.O35F a
a 0.03 4 >
0.025 4
0.02 o—\_<o NPADVT 4
— VPI
0.015 . . . . . 1 1 r 1 500 1000 1500 2000 2500 3000 3500 4000 4500 5000
Load (N)
Fig. 176: 16.7 Hz Pocket Y-Position 1500 N Normalized Comparison (Second Test Series)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

215
Second 2000 RPM
0.05 - = : . + . ~
0.045; eee —_—_ ~~
a —_— s _ a
YQ
2 0.04F a , = a“ ;
<= “ = o.035f 4 o oa =a
=
0.034 4
a——o NPADVT
—_—_— VPI
0.025 — . . ‘ . — ‘ ‘ 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Load (NJ
Fig. 177: 33.3 Hz Pocket X-Position Comparison (Second Test Series)
Secand 2000 RPM
0.05 . : r
0.045
0.04 & cc a
¥ 9.035 2
@ = 0.03 E
£ - 0.025
a
&
~ 9.02
0.015% oa a—ao NPADVT L — VPI
0.01 —__ — —
S00 1000 1500 2000 2500 3000 3500 4000 4500 3000 5500
Load (N)
Fig. 178: 33.3 Hz Pocket Y-Position Comparison (Second Test Series)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

X pos
. (m
m)
ref.
to ce
nter
216
Second 3500 RPM
0.042 o
— oon —*s
0.044 _a a a ~
0.0384 a“ 4
a — 0.036 ~ 4 “
0.034 a a 7
0.0325 +
O.O3F 4
0.028 F 4
©O.026F 4
0.024 F- o®—a NPADVT 4
a VPI
0.022 . : ‘ : : ° 1900 2000 3000 4000 5000 6000
Load (N)
Fig. 179: 58.3 Hz Pocket X-Position Comparison (Second Test Series)
Y po
s. (mm)
ref
to center
Secand 3500 RPM
0.04
0.035
0.03
© o n ul
0.02
2 6 a
0.01
a—o NPADVT
1 —_—- VPI 0.005 , ! -
SOO 1000 15090 2000 2500 3000 3500 4000 4500 5000 5500
Lood (N)
Fig. 180: 58.3 Hz Pocket Y-Position Comparison (Second Test Series)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

217
6.4.6 Discussion of NPADVT vs. VPI for Pocket Bearing
16.7 Hz:
33.3 Hz:
Both of the comparisons for this speed exhibit a large x-position zero
offset; the y-position zero in general looks quite good. This result
tends to cast some doubt on the earlier hypothesis that the thermal
effects primarily cause offsets in the y-position measurements. The x-
position shaft locus also shows generally good agreement for the
normalized plots, with increasing deviation as the load increases. This
deviation may be, in part, caused by shaft bending and thermal effects.
Interestingly though, for this bearing, the NPADVT results hint at the
same slope sign reversal as the experimental data. The analytical and
experimental y-position shaft locus also show a great deal of
agreement, again deviating smoothly as load increases. Some portion
of this disagreement may be related to shaft deflection; this point will
be discussed in the conclusions to this chapter.
As with the 16.7 Hz data, the x-position zero in the actual data plot is
considerably worse than the y-position zero, which shows fairly good
agreement. The normalized plots also compare favorably. Again, the
analytical x-positions are larger than those seen in the experimental
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

218
data, and the analytical y-positions are smaller than the experimental
coordinates for larger loads (for normalized data).
58.3 Hz: The data for this speed repeat some of the trends observed earlier. The
general shapes of the curves are very similar, with the analytical x-
positions generally larger than experiment and the analytical y-positions
generally smaller than the experimental values for large loads (in the
normalized plots). The comparison of zero positions does not show as
good agreement as before.
6.4.7 Comparison Between Pocket and Plain Bearing
To illustrate the alterations in shaft locus caused by the addition of a pocket to a plain
bearing, Fig. 181 and Fig. 182 present, respectively, the NPADVT analytical curves
and the experimental curves for 33.3 Hz. It should be noted that in both plots the
plain bearing’s clearance is slightly smaller than the pocket bearing’s clearance. The
plots are both in dimensional form. In the experimental data plot, areas for plus or
minus two standard deviations about the mean, based on the last four load repetitions,
are again indicated.
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

219
NPADVT Pocket vs Plain Comparison 26000 RPM
oO qT qT v F T
—0.005- 4
—0,01+ 4
za g- O.015- 7
oO
2 — —O.02F5 7 v
Ee L 7 E 0.025
8 _o.o3t a
>
— 08.035 fF i o—o Ploin Brg. (Cd = 0.157) 7
-0,04F5 £ = « Pocket Org. (Cd = 0.165) 7
—0.045 —0.04 —0.035 ~9.03 —0.025 —0.02 ~0.015 -0.01
X pos. (mm) ref to center
Fig. 181: Comparison Between Plain and Pocket Bearings, 33.3 Hz (NPADVT)
Experimentol Comparison of Plain to Pocket Bearing
0.01 +
OF 4
s | a 4 & -0.01 >
= / g / = -o.0z+ 4 E i ~ t 8 _g.a3/ f 4 $ -0.
> f { __ Plain Brg. (Cd = 0.152 mm)
-0.04- 9 4 { —- Pocket rg. (Cd = 0.169 mm)
e
~0.05 , — , —0.04 ~0.03 —0.02 -0.01 Oo 0.01
X pos. (mm) ref to center
Fig. 182: Comparison Between Pocket and Plain Bearings, 33.3 Hz (Experimental)
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

220
6.4.8 Comments on Bearing Type Comparison
Although Fig. 181 and Fig. 182 present a rather different view of the changes in shaft
locus caused by adding a pocket to a plain bearing, several observations can be made
(the differences are probably the result of both analysis problems and experimental
zero shifts). One observation is that in both cases the pocket does load the bearing
down and away from the pocket (i.e., towards negative X and Y for a pocket starting
at positive X and continuing counter-clockwise), as one would intuitively expect. It
may also be observed that the shift causes a reduction in the magnitude of the cross-
coupled stiffness (the locus curve is more nearly vertical for a given load), which
would have a stabilizing effect. The final observation is that the pocket causes some
reduction in load capacity/operating film thickness. The NPADVT analysis suggests
that the effect on ultimate load capacity is slight, as the decrease in film thickness
occurs primarily at light loads, and has less of an effect at higher loads, as one would
intuitively expect. The experimental results shown a much more pronounced curve
shift, although this shift may be in large part due to zero offsets and shaft deflection
effects.
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

221
6.4.9 Comments and Discussion for Pocket Bearing
In general, the results for this bearing geometry show reasonably good agreement,
especially with regard to slope. This agreement suggests that the stiffness values
obtained from NPADVT may be reasonably useful for this bearing. Interestingly the
NPADVT analysis shows a similar x-position slope sign reversal as seen in the
experimental data; this similarity differs considerably from the plain bearing
comparisons (the similarity is most apparent in the 16.7 Hz comparisons). Also, the
differences between the NPADVT analysis and the experimental data are opposite
those observed for the plain bearing (i.e., the NPADVT eccentricity is generally too
small). This could be construed as suggesting that the bearing loading induced by the
pocket overwhelms any thermally induced deformation effect. The comparisons
between the NPADVT analysis and the experimental data also suggest that shaft slope
may be causing a measurement error due to the systematic and smoothly increasing
difference between the curves. This hypothesis also receives support from the
observation that the difference between experimental data and the NPADVT analysis
at the maximum load is of almost the same magnitude in each of the normalized
comparisons. Based on these observations, an examination was made of the loading
effect on the measured displacements with the shaft stationary. After obtaining the
zero and clearance as in the experimental procedure, the shaft was loaded to each of
Chapter 6 - VPI Results and Comparisons for Pocket Bearing

222
the experimental loads and the measured position was recorded. For the hypothesis
of a load dependent measurement error to be correct, basic beam theory would
indicate that an offset linearly dependent on applied load should be expected
(assuming a constant pivot, etc.). Although a position error of the correct sign was
observed and the relationship between the error and applied load was a smooth curve,
it was not linear. Thus, although the measurements seem to suggest that there is a
measurement error related to applied load, the exact mechanism is not simple shaft
deflection, and should be examined further before a correction equation is specified.
The possibility of some effect on the fluid/bearing interface as the result of shaft
bending also seems likely.
Chapter 6 - VPI Results and Comparisons for Pocket Bearing
Chapter 7
Conclusions and Recommendations
7.1 Conclusions for NPADVT
As seen in chapter 4, NPADVT seems to model the fluid mechanics of a fluid-film
bearing in a sufficiently consistent fashion that it can be used as a yardstick for an
initial evaluation of the VPI rig. In general though, the program has a number of
shortcomings which need attention. NPADVT, although certainly a useful program,
cannot be considered a highly accurate design tool. The program does seem to
successfully capture the gross characteristics of a bearing, but misses many of the
important details. Most significant is the fact that it does not do a good job of
predicting the cross-coupled stiffness effect. This problem also casts doubt on the
cross-coupled damping coefficients. In addition to the problems with the cross-
coupled effects, other weaknesses include the lack of an option for user
223

224
spacing/placement of nodes, and the limit on the maximum number of nodes. These
weaknesses are especially evident in the difficulties with successfully modeling the
single groove bearing of Ref. 3. The analysis for this bearing also points out a
problem in the temperature-viscosity iteration procedure, as the temperatures would
sometimes start to diverge if too many temperature-viscosity iterations were
employed. A final problem is that NPADVT is not very user-friendly, relying on
formatted input and output files as a means of interacting with the user.
7.2 Conclusions for the VPI & SU Test Rig
From the comparisons between experimental data presented in chapters 5 and 6, it
would appear that the VPI rig generally functions in a consistent manner (ignoring the
zero offset problem). The data exhibit very good repeatability between repeated tests,
particularly considering that in some sense the test rig is still in the early phases of
debugging. The comparisons between VPI data and the NPADVT analyses show the
same trends and exhibit generally the same level of, or better, agreement between
NPADVT and experiment as do the comparisons in chapter 4 to the accepted
published data. Thus, using as criteria both internal consistency and agreement with a
calibrated external measure, it would seem reasonable to conclude that the VPI & SU
test rig can be considered useable. This designation of useable carries with it the
proviso that the rig still needs some work before it can be considered an operational,
Chapter 7 - Conclusions and Recommendations

225
precision test instrument. Suggestions for improvements and problem areas to be
examined will be discussed following the recommendations regarding NPADVT.
7.3 Recommendations for NPADVT
Although the primary thrust of this work was not an evaluation of NPADVT, an
appreciable amount of effort was expended in evaluating the program for use as a
measure of the VPI rig’s performance. Thus, the background for several
recommendations concerning the program’s analysis has been presented. Since the
primary motivation for having an analytical analysis of fluid-film bearings is the need
for dynamic bearing coefficients for use in a rotor dynamic analysis, the problems
with the cross-coupled term(s) seen in almost all of the comparisons are in the
greatest need of attention. The problem does not seem to be entirely related to the
simple thermal model in NPADVT; some of the other assumptions may need to be
questioned. The fact that the comparisons between analytical data and experimental
data in Ref. 18, which uses essentially the same assumptions as NPADVT but a more
complex thermal model, shows the same sort of disagreement with regards to the
cross-coupled effect supports the hypothesis that there is some important factor being
ignored in the analysis. One assumption that does not seem to have been examined at
great length in the literature is the assumption of no significant mechanical
deformation as the result of the film temperature gradients. There is a significant
Chapter 7 - Conclusions and Recommendations

226
temperature rise through the region of minimum film thickness; it would not seem too
unreasonable to suppose that this gradient could give rise to sufficient mechanical
deformation to alter the characteristics of the bearing. Although such deformation is
generally dismissed as negligibly small, the combination of a thin film and the
likelihood of very high bearing sensitivity to geometry changes in this region could
contradict this assumption. One of the few works that addresses the issue, Ref. 20,
presents analytical results which show changes in the static operating locus similar to
those observed in the comparisons of Chapters 4-6. Preliminary work to quantify this
effect is also currently underway at VPI & SU, and should be continued. The results
of this investigation should also be coupled to an NPADVT analysis. Depending on
the results of this work, some simple thermally induced mechanical deformation
model may need to be incorporated into NPADVT.
Although there 1s some analysis (Ref. 18) which suggests that the simple NPADVT
global energy balance is adequate, it would be useful to update NPADVT to include
local film-temperature and viscosity variations. This local modelling would also be
required if the results of the thermally induced deformation study show that there is a
significant effect. It might also be fruitful to investigate the possible time savings
resulting from going from the current two-layer solution approach of
1) approximate (closed form) solution,
Chapter 7 - Conclusions and Recommendations

227
2) full 2-D solution,
to a three level approach of:
1) approximate (closed form) solution
2) 1-D circumferential solution (assume an axial pressure profile as in
Ref. 14),
3) full 2-D solution.
The logic behind this approach would be that the majority of the time is used in
developing a good estimate of the shaft position, and a 1-D circumferential solution
would be considerably faster in developing a good estimate. The estimate could then
be refined by a more exact 2-D solution. It might also be helpful to include a better
treatment of the cavitated region of the bearing. Finally, some effort to increase user
friendliness and eliminate the occasional convergence problems with the temperature-
viscosity iteration step would be helpful.
7.4 Recommendations for Test Rig
The recommendations for test rig upgrades/improvements and detailed study can be
broken down into several general items:
1) Thermal Growth Effects
2) Other Misalignment Effects
3) Data Acquisition
Chapter 7 - Conclusions and Recommendations

228
4) Oil System
5) Speed Control and Miscellaneous Instrumentation
6) Rig Mechanical
7) Miscellaneous
Each of these items will be discussed separately below.
7.4.1 Thermal Growth Effects
The test rig seems to have some significant problems with thermal growth of
components. Not only does the bearing bush itself measurably change diameter from
warmed-up (i.e., at the oil inlet temperature) to operating conditions, but more
significantly, the bearing housing itself experiences a large (relative to the magnitude
of clearance and measurement accuracy) dimensional change between ambient and
operating temperature. There is also some variation in housing dimensions which is
correlated with operating load and speed. Since the rear support bearing does not
mirror these changes, this growth causes misalignment problems. The misalignment
effect alone is not too difficult to control; the rear support bearing could be readily
mounted on a pair of (large) lead-screws to enable it to be moved to accommodate
some misalignment. The problem is one of measurement. Unfortunately, it is
difficult to imagine a means of measuring the actual operating bearing dimensional
changes short of installing displacement probes in the test rig shaft. Although shaft
Chapter 7 - Conclusions and Recommendations

229
mounted probes have been employed (for examples, Ref. 18 or Ref. 30), the speed
range (up to 500+ Hz) of the VPI rig would cause problems from a materials
standpoint (centrifugal loading is extremely high at these elevated speeds), as well as
problems with passing the signal from the shaft (this speed range seems likely to
cause problems for slip-rings). The fact that the shaft would need to be bored to
bring the signal leads to the turbine end where slip rings could be mounted is also a
complicating factor. One simpler proposal for measuring the effects of the thermal
growth is to monitor the center-line height of both bearing housings relative to the rig
base and adjust the rear bearing housing height to match the thermal growth of the
test bearing housing. This approach would only work for vertical growth, but this is
probably the major housing growth effect. This approach will not help in reducing
the effect of bearing diametral growth, but perhaps a means of rapidly stopping the
rig and rapidly measuring the clearance can be devised. If taken rapidly enough, this
measurement should reflect the actual operating geometry.
Another approach to controlling misalignment effects is to mount a pair of pressure
transducers in the bearing, equidistant from the bearing centerline, and adjust the rear
shaft position until the indicated pressures are equal. This approach has the advantage
that shaft slope through the bearing caused by loading can also be reduced or
eliminated. If two sets of transducers are mounted with sufficient angular separation,
Chapter 7 - Conclusions and Recommendations

230
this approach should work for misalignment in both X and Y directions. This
approach, however, will only work for midplane symmetric bearings and requires the
installation of two to four pressure transducers. Although this approach seems to be a
very good solution to the misalignment problem, more study is warranted. The
installation of two more displacement probes at the bearing outer measurement
location would also be helpful, since dual probes would allow some of the effect of
the housing growth on the measurement to be cancelled out. It is also possible that
some form of active temperature control of the bearing housing could be of help in
reducing the amount of thermal growth correlated with different load and speed
conditions.
7.4.2 Other Misalignment Effects
In addition to the thermally induced misalignment, the applied shaft load introduces
measurable shaft bow, which effectively causes some degree of misalignment at the
bearing. Measuring this misalignment is not as great a problem as measuring thermal
growth effects, since a reference shaft slope can be obtained at low load with the shaft
Stationary and the loading induced slope can be measured relative to this reference
(this is presently done). Since this measurement is fairly easy to obtain, the larger
problem is to remove the misalignment. Manually moving the rear bearing carrier is
not a good option due to the mounting method, nor does moving the main bearing
Chapter 7 - Conclusions and Recommendations

231
housing seem to be a good idea. The most workable solution is, as suggested above,
the installation of a pair of lead-screws which can be remotely operated (probably
large studs with slightly different thread pitch on each end). If these lead-screws are
of large diameter (for high stiffness) and the pitch of the threads at the ends is close
(for fine adjustment), this approach would seem to be likely to work well. The
possibility of an improved method of obtaining the initial alignment also needs to be
investigated.
7.4.3 Data Acquisition
Although the current combination of stand-alone and PC-based instrumentation has
proved workable for the static testing conducted to this point, it will be extremely
difficult, if not impossible, to adapt it to dynamic coefficient identification. The
combination of a slow integrator for measuring the average shaft position coupled
with a separate 8-bit dynamic waveform measurement will not work very well for this
purpose. Even with static testing, there are some recurrent problems. These
problems include occasional communication glitches related to the fact that the stand-
alone instrument is not designed for complete computer control. The instrument also
has not proved to be an extremely reliable piece of equipment. The data transfer rate
from this instrument is also too slow for real time display. It is also difficult to
expand beyond the current 8 channel data acquisition capability. It seems most likely
Chapter 7 - Conclusions and Recommendations

232
that some combination of plug-in PC based instrumentation will be best suited to
future and present needs, although the possibility of IEEE 488 or other external
instrumentation should not be ruled out entirely. The future instrumentation needs
and specifications need to be developed and the hardware upgraded. A portion of this
upgrade will necessarily include a major software rewrite, which should be aimed at
maintaining as general-purpose a test environment as possible, with a reliable, user-
friendly interface.
Another data-acquisition problem that needs to be addressed is zero drift. The
problems with regard to the displacement measurements has been discussed
previously. The load measurement system also exhibits this problem. The effect is
most strongly seen in the up load cell, where the zero commonly shifts some 10 to 30
N over the course of a day of testing. This problem is not entirely the signal
conditioning, as similar drift is seen with a separate digital readout. It also is unlikely
that this drift is completely caused by sensor temperature sensitivity. The drift
mechanism needs to be identified and eliminated. The torque sensor, likewise, has a
problem maintaining a zero setting, but this may largely be a result of shifts in the
structure holding the air inlet to the air turbine. Zero drift in the temperature input
board needs to be addressed as well.
Chapter 7 - Conclusions and Recommendations
233
Another instrumentation problem is the lack of expansion capability. As mentioned
above, it would be helpful to add two more displacement probes to the outer
measurement location of the test bearing. With current instrumentation, this addition
would require eliminating the rear bearing measurements. Also, for dynamic
measurements, it will be necessary to simultaneously sample both load and
displacement measurements; this need will greatly increase the number of required
data input channels. The ability to obtain data in real time would also be required for
controlled excitation. It could also be helpful to have the option of adding load
measurement to the rear support bearing and/or to the test bearing. A redundant load
measurement obtained by measuring the magnet field strength could also have several
advantages.
The final instrumentation issue concerns load cell calibration. Currently the load cells
can only be calibrated in place via shunt calibration. It would be reassuring to
develop some means of providing dead-weight calibration for the load measurement
(even if this is not possible in-place, the availability of a method of providing a
precise dead-weight calibration up to about 7000 N would be helpful).
Chapter 7 - Conclusions and Recommendations

234
7.4.4 Oil System
The rig oil system currently has two major shortcomings: the temperature regulation
is not always as precise as desired, and the methods currently employed to eliminate
entrained air only work at very low flow rates. The control problem is mainly related
to the imbalance between the large oil cooler capacity and the small oil heating
capacity. This imbalance manifests itself when the temperature goes far below the
nominal setting by causing the recovery period to be extremely long. The proposed
solutions are a combination of:
1) further reductions in cooler capacity (this will most likely entail a new,
smaller cooler, as the current shell and tube cooler has already been
reduced to a fraction of its capacity by eliminating half of the passes
and blocking about half of the remaining tubes) and moving the cooler
closer to the bearing oil inlet to reduce the time lag between the cooler
and the controller sensor, and
2) adding more heater wattage.
If applied correctly, increased heater wattage could also aid in the removal of
entrained air by heating the drain oil, thereby reducing its viscosity, thus allowing air
bubbles to rise to the surface and release the air more rapidly. To improve the
entrained air removal rate, the size of the settling pan and/or the drain piping should
Chapter 7 - Conclusions and Recommendations

235
be increased to increase the exposed oil surface area. Other options may also need to
be explored.
7.4.5 Speed Control
Although the speed controller functioned adequately during the testing, it is far from
being operable by an arbitrary user. There are two basic problems. The first is a
problem with one or both of the software and/or signal conditioning which causes the
controller to occasionally lose track of the speed signal. This signal loss causes the
control valves to either both temporarily close (the recovery from this upset is usually
graceful), or to both go wide open (this usually is not so graceful; generally the rig
rapidly accelerates until the secondary controller closes the shut-down valve). This
problem needs to be remedied. It would also be beneficial if the fix includes a
redundant speed pick-up; if the current speed signal is lost due to sensor failure or
cabling problem, the control valves would both go wide open, but the secondary
controller would never provide the redundant shut-down capability. Most likely, the
bearing and/or rig would be damaged. This upgrade is currently being pursued, and
the hardware is on hand.
Chapter 7 - Conclusions and Recommendations

236
The second problem with the speed control system is that the small control valve is
too big for the degree of control precision required. This problem, in turn, requires
that the controller output changes be very small. These small control magnitudes
make the controller unnecessarily sensitive to control parameters, which must be
tweaked for different operating speeds to obtain the degree of speed control desired.
The ideal fix would be to replace this air-to-close (i.e., the value is fully open when
no control air pressure is applied) valve with a smaller air-to-open valve, thus
improving control as well as gaining a better failure mode. The alternative is to fit
the current valve with a reduced seat and valve stem. It would also be helpful to
characterize the non-linear transfer function between the magnitude of the control
valve control signal and the turbine output torque. An experimental determination of
this transfer function would not be too difficult for the case of a locked rotor. The
extension to running conditions could be made through use of the turbine operating
Curves.
Hardware on hand to allow the PC used for turbine control to also perform
temperature monitoring for the two turbine bearings and the rig rear support bearings
needs to be completed and installed. With this hardware, automatic monitoring of the
bearing temperatures will enable automatic shutdown to be provided for abnormal
temperatures. This hardware installation will ultimately include both warning as well
Chapter 7 - Conclusions and Recommendations

237
as trip settings. This monitoring capability also includes other rig temperatures, oil
level switches and the minimum oil pressure switch. Air compressor remote
condition monitoring could also be added (instrumentation would need to be added to
the compressor). Compressor condition monitoring would be fairly inexpensive, but
extremely beneficial.
7.4.6 Miscellaneous Instrumentation Upgrades
The current load cells have measurement uncertainties that could be improved upon,
especially with regards to hysteresis. New, lower capacity load cells will also
certainly be desired for dynamic load measurements of the magnitudes under
consideration (typically 10 to 20 percent of the current load capability). The ability to
provide an auxiliary load measurement through use of a magnetic field strength sensor
could also be advantageous. This measurement would not be affected by inertial
effects and could allow the magnitude of residual magnetism (and the resulting
residual load) to be quantified. For dynamic coefficient extraction, load measurement
at the test bearing will almost certainly be required. To eliminate inertial effects, the
test bearing acceleration would also need to be measured if load cells are installed at
this location. To reduce the problem of mass uncertainty in the inertial correction, it
would be desirable to develop a load measurement system that would allow the mass
of oil in the bearing to be ascertained. Any load measurement device at the test
Chapter 7 - Conclusions and Recommendations

238
bearing must also be extremely stiff, so as not to unduly affect the dynamic behavior
of the test rig.
Another useful instrumentation addition, albeit a very difficult addition, would be
shaft based instrumentation at the test bearing location. The problems discussed
previously make the successful installation of such instrumentation unlikely. Finally,
it could be helpful to have an accurate measurement of the bearing torque. This
measurement could be useful in comparisons to analyses. The most obvious method
of implementation is to mount the test bearing in a second, low friction bearing and
measure torque by measuring the restraining force required to hold the assembly in
place. The implementation of this approach could, however, be far more difficult
than the benefits would justify.
7.4.7 Rig Mechanical
There are two primary mechanical problems with the test rig: the shaft run-out
associated with the sleeve installation and the housing thermal growth. The thermal
growth issue has been discussed previously and will not be discussed further. With
regard to the sleeve run-out issue, although the use of shaft sleeves is appealing from
the viewpoint of test rig flexibility, it is difficult, if not impossible, to reliably install
a sleeve and maintain concentricity and parallelism on the order of 0.003 mm. The
Chapter 7 - Conclusions and Recommendations

239
best solution is to procure solid shafts of selected diameters. As most of the
anticipated experimental work would be with U.S. standard dimensioned bearings,
typical diameters of 4" and 2" would be good initial sizes. The current shaft could be
modified to one of these diameters; a second solid shaft would have to be fabricated
from scratch. Alternately, the current shaft could be retained as a backup, and two or
more new shafts fabricated. The change to a solid shaft would require some
modification of the current seal arrangement at the test bearing location, but this
should not be too costly. This change is one of the priorities indicated below.
Some examination should also be made of the possibility of replacing the current
duplex ball rear support bearing with a high pressure hydrostatic bearing. Although a
certain amount of expense would be involved, it would be partially offset by
eliminating the requirement to purchase a new set of bearings for new shafts. The
hydrostatic bearing would offer several other advantages: very long life, possibly
increased stiffness, increased damping, and potentially smoother operation (the current
duplex ball bearing exhibits rather wild looking run-out, which could increase the
noise level at the test bearing for dynamic measurements). The change to hydrostatic
operation could also include a high capacity thrust bearing. Thrust capacity would
become important for testing bearings such as the end fed damper seal (bearing) under
consideration for use in a Space-Shuttle main engine turbopump, or the possibility of
Chapter 7 - Conclusions and Recommendations

240
seal testing with the loading magnets operating as a magnetic bearing in addition to a
forcing input. This type of testing would most likely involve high pressure fluid
creating a large thrust load on the end of the shaft at the test bearing end.
Conventional bearings that can react high thrust loads at speeds of 500 Hz are quite
expensive. A possible drawback to the hydrostatic bearing(s) would be a potential
increase in the required drive power.
Finally, either the current right loading magnet needs to be mounted, or magnets
optimized for dynamic loading need to be fabricated and installed. Either addition
would allow arbitrary axis loading. One benefit of arbitrary loading is that the
clearance could be determined for the entire bearing by loading at a number of
angles. The ability to provide arbitrary loading could also be helpful in bearing
evaluation.
7.4.8 Miscellaneous Recommendations
A number of other needs and items to investigate have become apparent over the last
8 months of rig operation. These items will be listed below in no particular order.
Chapter 7 - Conclusions and Recommendations

241
> Air compressor spares should be obtained. The source could include
new parts, as well as acquisition of entire compressors to junk for
usable parts, or parts that can be reconditioned. A spare air
compressor would be an unlikely but even better option.
> Air turbine capacity reduction should be examined in detail. The
current turbine power output far exceeds requirements. A removable
reduction in the number of turbine nozzles could provide a useful level
of rig capability, while reducing the drive air requirements. It would
be helpful to be able to operate at reasonable speed and load from the
shop air system. Such operation is not presently possible, but the
turbine curves suggest this operation would be possible with a reduction
in the number of nozzles. This same investigation would also point the
way towards increasing drive power should this ever become needed
(more air compressor capacity would be required).
> Although the muffler currently on the turbine exhaust provides a
phenomenal degree of noise control, the noise is still objectionable for
long periods of exposure and/or high speeds and loads. It would be
desirable to construct a sound box around the muffler and the control
valves (which also generate a surprising amount of noise). This project
Chapter 7 - Conclusions and Recommendations

242
could also be coupled with ducting to exhaust the drive air to the
outside of the building.
> The loading control system needs to be upgraded; the current algorithm
is slow and not very sophisticated. Better alternatives can be easily
developed.
> Work needs to be done on the automation software to provide greater
flexibility in testing and to allow other users to operate the test rig.
These upgrades also tie in with the upgrades in condition monitoring.
The ability to accommodate pressure probes also needs to be added to
the data acquisition system.
> A knowledgeable lab technician would be very helpful. Not only could
a good technician take over some of the physical upkeep of the rig, but
such a person would also provide a greater degree of continuity
between successive graduate students working with the test rig.
Admittedly, such a person is difficult to find and retain.
7.4.9 Priorities
Since an array of possible rig improvements and items to examine has been presented
in this chapter, this concluding section will present a prioritized list of some these
Chapter 7 - Conclusions and Recommendations

243
items based on cost, time, and potential future requirements. The items will be
grouped as: Immediate, 1 Year, Long Term.
Chapter 7 - Conclusions and Recommendations

244
Table XII - Immediate Rig Improvement/Study Items
Immediate Items
Item Est. Cost Est. Time
Solid Shaft/Hydrostatic Brg. $2k - $5k weeks to months
Study and Acquisition (acquisition)
Find and Reduce Zero Drifts Low weeks
Add Pressure Probe Ability $300 + Probes days
Thermal Growth Study/Control | Unknown days to weeks
Improve Temperature Control Low + possible new days
cooler
Improve Speed Control Low days to weeks
Study Air Turbine Capacity Unknown days
Reduction
Examine Alignment Methods Low days
Chapter 7 - Conclusions and Recommendations

245
Table XIII - 1 Year Rig Improvement/Study Items
1 Year Items
Item Est. Cost Est. Time
Rear Bearing Running <$2k weeks
Adjustments
Entrained Air Removal low days to weeks
Improve Speed Control low days to weeks
Large Thrust Capacity $1k to <$10k weeks to months
Thermal Growth Control ? days to months
Shaft Deflection Control days to months
Dynamic Measurements ?? days to months
Calibration Upgrades <$1k days to weeks
Instrument Compressor < $500 days
Noise Control < $200 days
Software Improvements low months
Air Compressor Spares ? months
Instrumentation Upgrades $1k to ? months
Chapter 7 - Conclusions and Recommendations

246
Table XIV - Long Term Rig Improvement/Study Items
Long Term
Item Est. Cost Est. Time
Dynamic Measurements ? months
Instrumentation Upgrades ? months
Torque Measurement ? months
Software Improvements low months
Calibration Improvements ? weeks
Air Compressor Spares ? months
Chapter 7 - Conclusions and Recommendations

References
Allaire, P.E., Nicholas, J.C., Gunter, E.J., "Systems of Finite Elements for
Finite Bearings." J. of Lubr. Tech., Trans ASME. 98, 2, pp 187-197, 1977
Allan, T., "The Application of Finite Element Analysis to Hydrodynamic and Externally Pressurized Pocket Bearings." Wear. 19, pp 169-206, 1972
Andrisano, A.O., "An Experimental Investigation on the Rotating Journal Surface Temperature Distribution in a Full Circular Bearing." J. of Tribology,
110, pp 638-645, 1988
Booker, J.F., Huebner, K.H., “Application of Finite Element Methods to
Lubrication: An Engineering Approach." J. of Lubrication TechTechnology 24, 4, pp 313-323, 1972
Branagan, L.A., "Thermal Analysis of Fixed and Tilting Pad Journal Bearings
Including Cross-Film Viscosity Variations and Deformations.” PhD Dissertation, University of Virginia, Charlottesville, VA, 1988
Brockwell, "Measurements of Steady-State Operating Characteristics of a 5-
Shoe Tilting Pad Journal Bearing." Tribology Transactions, 32, pp 267-275, 1989
Coleman, H.W., Steele, W.G., Experimentation and Uncertainty Analysis for
Engineers, Wiley-Interscience, 1989
DeChoudbury, P., “A Comparison of Film Temperatures and Oil Discharge
Temperatures for Tilting Pad Journal Bearings." J. of Lubrication Technology, 103, pp 115-119, 1981
Ferron, J., Frene, J., "A Study of Thermo-Hydrodynamic Performance of a
Plain Journal Bearing, Comparison Between Theory and Experiement." J. of
Lubrication Technology, 105, pp 422-428, 1983
247

10.
11.
12.
13.
14,
15.
16.
17,
18.
19,
20.
248
Flack, R.D., Allaire, P., "An Experimental and Theoretical Examination of
the Static Characteristics of 3-Lobe Bearings." ASLE Trans., 25, pp 88-94,
1982
Heller, S., "Static and Dynamic Performance of Externally Pressurized Fluid Film Journal Bearings in the Turbulent Regime." J. of Lubrication
Technology, 96, pp 381-390, 1974
Hinton, "Characteristics of a Statically Loaded Journal Bearing with
Superlaminar Flow.” J. of Mechanical Engineering Science, 22, pp 79-94,
1980
Kirk, R.G., Input Instructions for Multi-Pad Fixed Bore Fluid Film Bearing
Analysis ----NPADVT----. VPI&SU Rotor Dynamics Lab Manual, January (1990)
Knight, J.D., Barrett, L.E., Cornan, R.D., "The Effects of Supply Pressure
on the Operating Characteristics of Two-Axial Groove Journal Bearings."
ASLE Trans. 28, pp 336-342, 1985
Leader, M.E., "Experimental Study of 3 Journal Bearings with a Flexible
Rotor." ASLE Trans., 23, pp 363-369, 1980
Orcutt, F., Arwas, "The Steady State and Dynamic Characteristics of the Full Circular Bearing and a Partial Bearing in the Laminar and Turbulent Regimes." J. of Lubrication Technology, 89, pp 143-153, 1967
Lund, J., "Evaluation of Stiffness and Damping Coefficients for Fluid Film
Bearings." Shock and Vibration Digest, 11, 1, pp 5-10, 1979
Lund, J., Tonnesen, J., "An Approximate Analysis of the Temperature
Conditions in a Journal Bearing. Part HI: Application." J. of Tribology, 106, pp 237-245, 1984
Lund, J.W., Sternlicht, B., “Rotor-Bearing Dynamics with Emphasis on
Attenuation." ASME J. of Basic Engr 84, pp 491-495, 1962
Morton, P.G., Keogh, P.S., "Thermoelastic Influences in Journal Bearing
Lubrication." Trans. of the Royal Society of London 403, pp 111-134, 1986
References

21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
249
Murphy, B.T., et. al., "The Rocketdyne Multifunction Tester." The 6"
Workshop on Rotordynamic Instability Problems in High-Performance
Turbomachinery, May, 1990, Texas A&M, pp 347-374
Nicholas, J.C., "A Finite Element Dynamic Analysis of Pressure Dam and
Tilting Pad Bearings." PhD Dissertation, University of Virginia,
Charlottesville, VA, 1977
Nicholas, J.C. and Kirk, R.G., "Theory and Application of Multipocket
Bearings for Optimum Turborotor Stability." ASLE Transactions, 24, pp 269 - 275, 1981
Pinkus, M., Sternlicht, B., Theory of Hydrodynamic Lubrication, McGraw-
Hill, New York, 1961
Rao, J.S., Rotor Dynamics, Wiley Eastern Limited, New Delhi, India, 1991
Read, "Temperature, Pressure and Film Thickness Measurement for Offset Half Bearing." Wear, 117, pp 197-212, 1987
Reinhardt, E., Lund, J., "The Influence of Fluid Inertia on the Dynamic
Properties of Journal Bearings.", J. of Lubrication Technology, 97, pp 159- 167, 1975
Reynolds, O., "On the Theory of Lubrication and its Application to Mr. Beauchamp Tower’s Experiments, Including an Experimental Determination of
the Viscosity of Olive Oil." Phil. Trans. Royal Soc. London, 177, Part I, 1886
Someya, T., ed., Journal-Bearing Databook, Springer-Verlag, New York,
1988
Tonnesen, J., Hansen, P.K., "Some Experiments on the Steady State
Characteristics of a Cylindrical Fluid-Film Bearing Considering Thermal Effects." J. of Lubrication Technology, 103, pp 107-114, 1981
Tripp, H., Murphy, B.T., "Eccentricity Measurements on a Tilting Pad
Bearing." STLE Trans. 28, pp 217-224, 1985
Vance, J.H., Rotordynamics of Turbumachinery, Wiley, New York, 1988
References

Appendix A
Shaft Deflection Data
To quantify the shaft deflection due to load, the shaft was loaded down with 5800 N
load at the magnet, and the displacement recorded at nine different locations. The
procedure used is as follows:
1) Zero dial indicator at desired shaft location with no load applied
2) Apply load and note new dial indicator reading
3) Move to next shaft location
To check for the possibility of hysteretic effects, several locations were measured
more than once. The repeated measurements exhibited good agreement with the
initial measurements, suggesting the readings are reasonably accurate.
The measurement locations are shown graphically below in Fig. 183, the measured
displacements and location relative to location "A" are shown in Table XV. The
measurements reported are corrected for vertical displacement of the bearings. The
measurements at H and I should be considered to be essentially zero, given the 0.003
250

251
mm divisions on the dial indicator used. The author would like to acknowledge the
help of Mr. John Eddie in obtaining these measurements.
Appendix A - Shaft Deflection Data

252
>
co |
————
oO
| —— m
M “TT
m
a
oH
i
Rear Bearing C.L. _*
Test Bearing C.L.
Fig. 183: Shaft Deflection Measurement Locations
Appendix A - Shaft Deflection Data

Table XV - Shaft Deflections
253
Location Distance From A (mm) Deflection (mm)
A 0 0
B 70 -0.043
C 168 -0.082
D 225 -0.095
E 249 -0.087
F 405 -0.073
G 572 -0.028
H 722 0.008
I 876 ~-0.005
Appendix A - Shaft Deflection Data
254
Appendix B
Notes on Statistics
This appendix contains several items related to the statistical calculations employed in
this work. The first is a sketch showing the development of the two standard
deviation areas indicated on several of the plots of experimental data. The second is
the Minitab analysis of variance output referred to in chapter 5. Finally, several
sample uncertainty calculations from chapter 4 are provided to assist the reader in
following the uncertainty discussion.
B.1 Confidence Areas
In Fig. 184, a typical set of four data points and the resulting two standard deviation
area are shown. This confidence area is developed as follows:
1) Find the center of the group of points by computing the average x-
coordinate and average y-coordinate of the group. The X and Y
computed determine the center location of the confidence area

255
2) Compute the sample standard deviation, o,, of the x-coordinates. The
x-axis (b) of the elliptical confidence area corresponds to + 2 x o, ,
that is, b = 2 x (2x 9,)
3) Likewise, compute the standard deviation of the y-coordinates. The y-
axis (a) of the elliptical confidence area corresponds to 2 x (2 x g,).
4) Draw an ellipse around the center location with x-axis and y-axis
defined as above.
Note that + 2 standard deviations about the mean of four data points is somewhat
different from the 95% confidence interval. The appropriate limits for a 95%
confidence interval for four points (using a Student’s t distribution for n-1 = 3
degrees of freedom) would be + 3.182 standard deviations about the mean. Thus,
comparing data sets for the intersection of + 2 standard deviation areas is, in fact, a
Stronger test than a t-test with a 95% confidence level.
Appendix B - Notes on Statistics

256
Fig. 184: Two Standard Deviation Area
Appendix B - Notes on Statistics

257
B.2 Analysis of Variance Output
An analysis of variance (ANOVA) procedure was used in chapter 5 to examine the
scatter (the difference between a data point and the mean for that load-speed-test
combination) of the data from all of the tests with the original two-axial groove
bearing for effects from load, speed, measurement axis and repetition. A total of 640
data points are in this aggregate data set. Annotated output from MINITAB is
presented below for reference.
Scatter Statistics
N MEAN MEDIAN TRMEAN — STDEV SEMEAN
data 640 -0.00003 -0.00005 -0.00008 0.00081 0.00003
MIN MAX Ql Q3
data -Q.00254 0.00508 -0.00041 0.00020
Note: All data multiplied by 1000 for further calculations
"Scatter Plot" of Data
a enmeseeeceee eevreneensoee
eae @eeenoenasesees ee see eee os eater nese enenaeresrene sees
+ + + + + + data
Appendix B - Notes on Statistics

-3.0 -1.5 0.0
ANOVA Output
MTB > anova data = run|load|speed(run) | daxis(speed run)
Factor Type
run fixed load fixed
speed(run) fixed
daxis(run speed) fixed
1.5
Analysis of Variance for data
Source run
load speed(run)
daxis(run speed) run*load load*speed(run) load*daxis(run speed)
Error
Total
Appendix B - Notes on Statistics
DF
“OO
NA ~
42 56 512 639
258
3.0
Values
1
NNN
bY
1 1 1
SS 0.5226 0.0000 3.1355 4.1806 0.0000 0.0000 0.0000 410.7863 418.6250
4.5
3 45 67 8 3 4
MS F P 0.5226 0.64 0.420 0.0000 0.00 1.000 0.5226 0.65 0.689 0.5226 0.65 0.734 0.0000 0.00 1.000 0.0000 0.00 1.000 0.0000 0.00 1.000 0.8023

259
B.3 Sample Uncertainty Calculations
In chapter 4, a number of calculations are made in developing the uncertainty
estimates. To help the reader in following these calculations, several sample
calculations are included below.
B.3.1Sample Calculation #1 - Bearing Centerline Estimation
The first calculation in chapter 4 is the uncertainty in the estimation of the bearing
centerline position from measurements on either side of the bearing. This uncertainty
estimation uses the data reduction equation (8) from Chapter 4, repeated below for
reference.
_ Pi(RefiMProbe - ReffMBrg) + P,(RefMBrg - Refi[Probe) (gy 2° (RefiMProbe - Ref{[Probe)
According to the approach of Ref. 7, the first step in evaluating the uncertainty is to
compute the partials of the quantity (B, in this case) with respect to each item in the
equation. This sample calculation will follow through the calculation due the to
influence of the uncertainty in probe P,.
Appendix B - Notes on Statistics

260
1) Determine the partial with respect to P,:
OB, _ (Ref\MProbe - RefMBrg ) (12) OP, (ReffMProbe - Ref\IProbe )
2) Substitute in nominal dimensions from chapter 4:
oB, _ O - 368 _ 0.5451 (13) oP, 0 - 67.6
3) Compute contribution to total uncertainty (substituting uncertainty data from
chapter 4) to use in Eq. (7) as:
OB — U,, = 0.5451 x 0.0025 = 0.00138 (14)
I
This number corresponds to the first entry in Table V, and is a random error. The
remaining entries are computed in a similar fashion, as are the load uncertainties.
B.3.2 Sample Calculation #2 - Estimation of Number of Samples
At the end of the zeroth order uncertainty analysis for displacement in chapter 4, it is
pointed out that the expected impact of repeated sampling on the uncertainty of the
data can be computed. Although the text hints at the approach employed, a more
complete discussion follows.
Appendix B - Notes on Statistics

261
As noted in chapter 4, the RSS random error is expected to be +1.50 x 10° mm for
95% certainty (i.e., one can be 95% certain that the true measurement lies within this
interval if only random error sources are considered). Since 95% certainty
corresponds to + 1.96 standard deviations about the mean (for samples large enough
to have a normal distribution), the expected standard deviation of a large data set is
thus
1.50x10-3mm
1.96 = 7,65x10* mm
It can be shown that if multiple data points are averaged, the standard deviation of the
data will decrease by approximately the square root of the number of samples
averaged. Thus, the effect of averaging data is known. In addition, since small
samples are involved, it is more appropriate to use the Student’s t distribution for
obtaining intervals as a function of the adjusted standard deviation. For example, if
10 samples are averaged, the calculations proceed as follows:
1) Find the interval for 95% coverage from a Student’s t distribution.
This interval corresponds to the area for 10-1 = 9 degrees of freedom,
and 2.5% of the area in each tail. This number is + 2.262. Denote
this number by t(9, .025).
Appendix B - Notes on Statistics

262
2) Find the adjusted standard deviation.
ag _ 7.65x10“mm
yn 10
3) Compute the new interval.
= 2.42x10‘*mm
t(9,0.025) x = +2.262 x(2.42x10~mm ) = +5.47x 104mm n
A similar procedure yields the remainder of the multiple averaged sample
uncertainties shown in Chapter 4.
Appendix B - Notes on Statistics

263
Vita
Erik Swanson was born January 1, 1967 in Newport-News, Virginia. Upon
graduation from Bruton High School in York County, he entered Virginia Polytechnic
Institute and State University, and spent five years as undergraduate, alternating
semesters (or quarters) of school and co-operative education work experience at the
Hopewell, Va. papermill owned by Stone Container. He graduated Magna Cum
Laude with a Bachelor of Science Degree in Mechanical Engineering on May 5,
1990. After a considerable amount of development work with the VPI & SU Rotor
Dynamics Lab’s Fluid-Film Bearing Test Rig, he defended his Master’s thesis on
March 31, 1992. Erik plans to continue at VPI & SU, with the eventual goal of a
doctoral degree in mechanical engineering.
Erik was a NASA Gradute Student Research Fellow throughout his tenure as a
masters student and is a member of Tau Beta Pi, Pi Tau Sigma, and Sigma Xi
Research Society.
ae . . ’
ERM 5 Loy
Vita
Copyright © 2022 FDOKUMEN

