







Bahasa
Halaman
Hukum


A Contribution to the Understanding of theMetallic Coating of Iron Base Alloys
JERRY L. ARNOLD, F. CURTIS DUNBAR, AND CHARLES FLINCHUM
In the process of metallic coating of iron base alloys, it is necessary for the liquid m e t a lt o wet the base m e t a l if good coating adherence is desired. The presence of a thin skirt ofa stable oxide, e .g . A1203, formed on the surface of a s t e e l has been shown to be very detri-mental t o proper wetting by liquid metals, e.g. A1 or Zn. Evidence has been gatheredwhich shows that during the n o r m a l preparation of the surface of a steel alloy for metalliccoating, conditions may often e x i s t which promote the formation of an external, stableoxide even if the system is reducing with respect t o iron. The theory of the transitionfrom internal t o external oxidation has been shown to explain the observed metallic coat-ing adherence behavior. It has been discovered that if an alloy has more than the criticalcontent of an alloying element needed to form a stable, external oxide, the use of an " o x i -dizing preheater" can alleviate this problem and result in a good, adherent coating. Thepurpose of the "oxidizing preheater" is to form a s c a l e on the surface which is pre-dominantly iron oxide with the other stable oxides dispersed in i t . After leaving the pre-heater, the strip passes through the reducing portion of the furnace before it enters theliquid metal. In this reducing furnace the iron oxide part of the s c a l e is easily reduced.In this form the surface is readily wetted by the liquid m e t a l and excellent adherence ofthe coating to the base metal is obtained.
THEwetting of s t e e l surfaces by liquid metals isnecessary to obtain quality coated products such asaluminum coated steel, Type 1 and Type 2, and zinccoated steel. The literature1 and various patents(U.S. Patents No. 2,110,893 and No. 3,320,085) teachhow excellent adherence may be consistently achievedwith the continuous A1 or Zn coating of low carbons t e e l products. By contrast, it has been observedthat e r r a t i c coating adherence problems are oftenexperienced when coating low carbon steels whichare alloyed with even s m a l l amounts of strong oxide-forming elements. A good example is the poor ad-herence of metallic coatings on alloy steels withhigher A1 or Si contents which are coated under whatare normally considered optimum coating conditions.
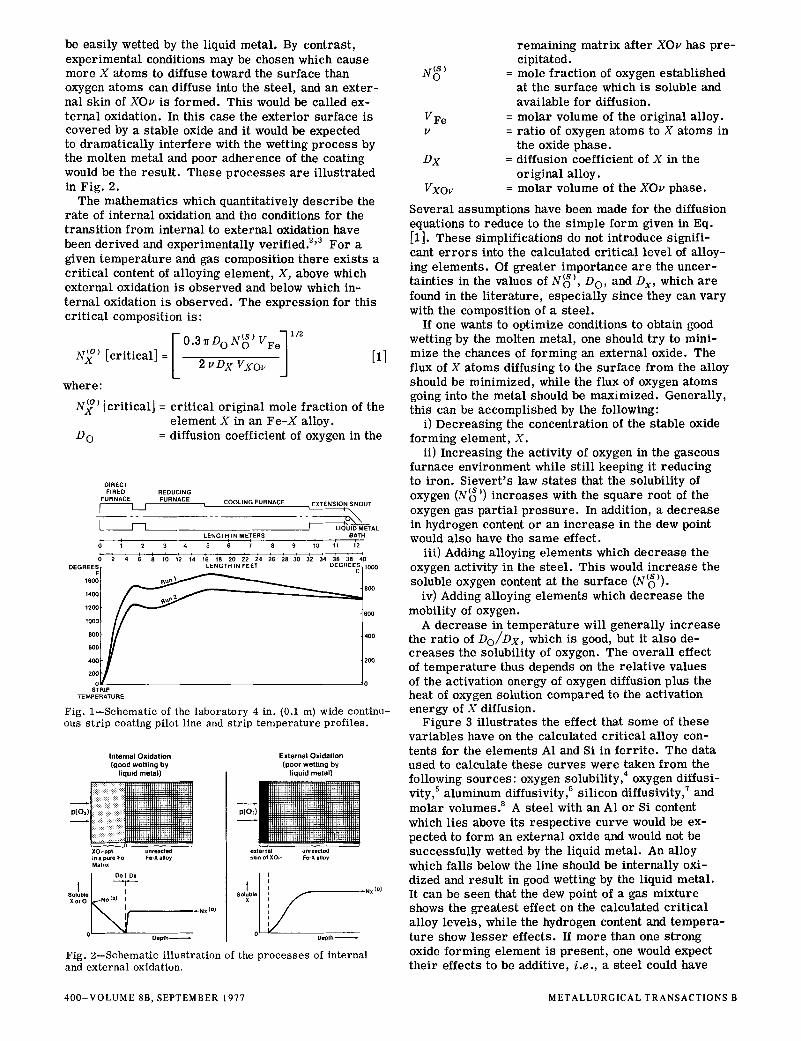
A r m c o Steel has recently developed an alloy s t e e l(referred t o in this paper as 2SR) which, when a l u m i -nized, possesses oxidation resistance superior toT409 stainless s t e e l (11 wt pct C r - 1 / 2 wt pct Ti). Thisalloy, which is covered under U.S. Patents No.3,905,780 and No. 3,909,250, has a nominal composi-tion of 2 wt pct Cr, 2 wt pct A1, 1 wt pct Si, and 1/2wt pct Ti. In the e a r l y attempts t o aluminize thisalloy in the laboratory, complete lack of adherencewas experienced when n o r m a l coating practiceswere followed. T h e s e experiments were conductedon a 4 in. (0.1 m) wide continuous coating line. F i g u r e1 is a schematic illustration of this line and the ap-proximate strip temperatures for the experimentswhich will be described in a l a t e r section. The heat-ing portion of this line is composed of two b a s i c sec-tions: i) an initial high intensity, gas f i r e d preheater;and ii) a reducing, radiation heated furnace contain-ing a N2-H2 gas mixture. Conventional coating p r a c -
JERRYL. ARNOLD, Senior Research Metallurgist, F. CURTISDUNBAR, Senior Research Engineer, and CHARLES FLINCHUM,Engineer, are withArmcoSteel Corporation, Research Center, Middle-town, OH45043.
Manuscript submitted November 23, 1976.
t i c e s call for keeping both of these sections as c l eanand reducing as possible such that a f r e s h metalliciron surface will always be produced on low carbonsteel. This metallic iron surface appears t o be idea lfor optimum wetting by the liquid m e t a l and excellentcoating adherence is reliably obtained with low car-bon steels. It was subsequently discovered (U.S. PatentNo. 3,925,579) that excellent wetting of this new alloys t e e l surface by liquid AI could also be consistentlyobtained if the gas f i r e d preheater were operatedwith controlled amounts of e x c e s s air ("oxidizing pre-h e a t e r " ) as v e r s u s the n o r m a l operation with e x c e s scombustibles.
This paper proposes a model explaining theseobserved phenomena and presents supplemental ex-perimental data supporting i t .
VARIABLE METALLIC COATING ADHERENCEDURING NORMAL OPERATION OF CONTINUOUS
COATING LINE
A. Model
The model which is proposed to explain the v a r i -able coatability of steels containing s t r o n g oxideforming elements (e.g. A1, Cr, Si, or Ti) is one de-scribing the transition from internal to externaloxidation of the alloy steels p r i o r t o their enteringthe liquid m e t a l bath. When an Fe-X alloy is heatedin an environment which is reducing to Fe but oxidiz-ing to X, an XOv oxide phase will be formed (v = r a t i oof oxygen t o X atoms in the oxide). The m a j o r con-sideration with respect t o the s t e e l b e i n gwettedby the liquid m e t a l then becomes one of the locationof the formation of this stable oxide. If experimentalconditions are chosen such that more oxygen can dif-fuse into the s t e e l than X can diffuse t o the surface,the oxide will form as finely dispersed, subsurfaceprecipitates in an iron mat r ix . This process is calledinternal oxidation. In this case the exterior surfaceis still predominantly metallic iron and this should
METALLURGICAL TRANSACTIONS B VOLUME 8B, SEPTEMBER 1977-399
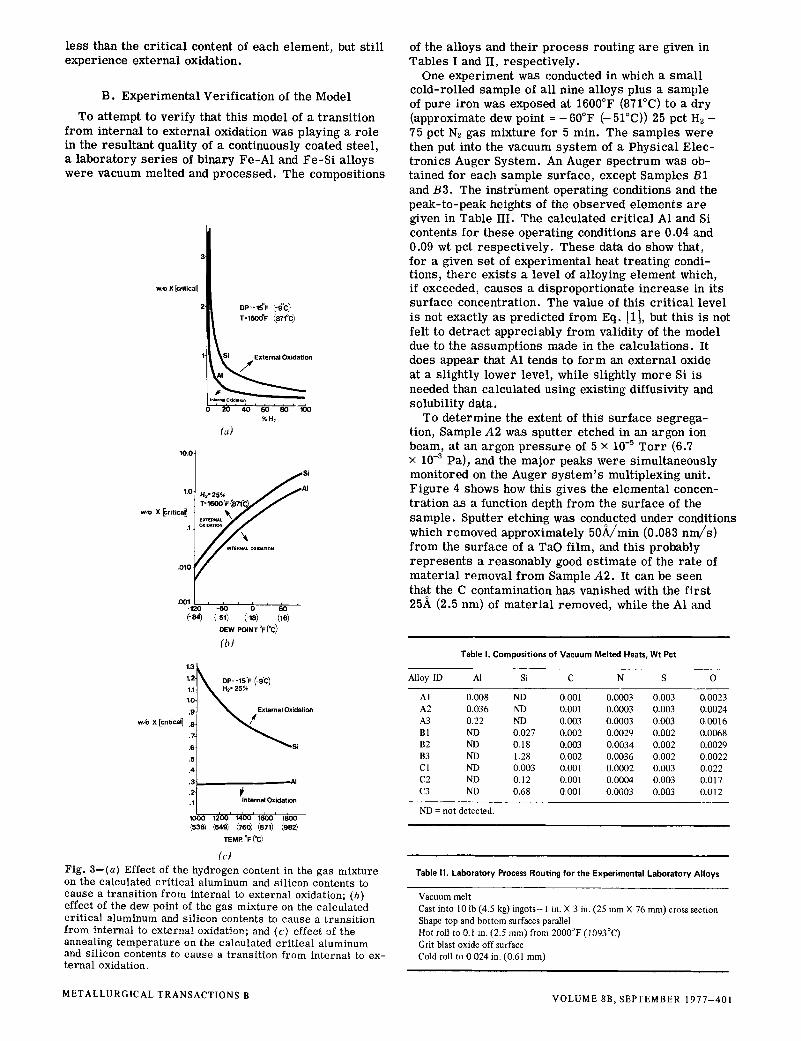
be easily wetted by the liquid metal. By contrast,experimental conditions may be chosen which c a u s emore X atoms to diffuse toward the surface thanoxygen atoms can diffuse into the steel, and an e x t e r -nal skin of XOp is formed. This would be called ex-t e r n a l oxidation. In this case the exterior surface iscovered by a stable oxide and it would be expectedto dramatically interfere with the wetting process bythe molten m e t a l and poor adherence of the coatingwould be the result. These processes are illustratedin Fig. 2•
The mathematics which quantitatively describe therate of internal oxidation and the conditions for thetransition from internal to external oxidation havebeen derived and experimentally verified.2'3 For agiven temperature and gas composition t h e r e exists acritical content of alloying element, X, above whichexternal oxidation is observed and below which in-t e r n a l oxidation is observed. The expression for thiscritical composition is:
N ~ ) [critical] = 2-v-~X v-x-xo-~ ] [1]J
where:
N~ ) [critical] = critical original mole fraction of theelement X in an Fe-X alloy•
DO = diffusion coefficient of oxygen in the
DIRECTFIRED REDUCING
FURNACE FURNACE COOLINGFURNACE EXTENSIONSNOUTL__J I
I LIQUID METAL
DEGREESF
1600
1400
1200
1000
000600
400
200
LENGTHINMETERS BATH
LENGTHIN FEET DEGREE~ 1000
14OO
0STRIP
TEMPERATURE
Fig. Z--Schematic of the laboratory 4 in. (0.1 m) wide continu-ous strip coating pilot line and strip temperature profiles.
Internal Oxidation(good w e t t i n g b y
liquid m e t a l )
;-~;oJ .........:i:!:i: :i:::i:i::!~iiiiiiiiiiii iiiiiiii!!!!!!! . ~ .i!!i!!!:,:.}i ii!i!i!i~i::i::i::ii::ii iiiiiiiiiii i ::::i::i~
p( 21 lii:i:i::i:::::i:iii{i~iii!!!!!!![![iiiiiiii!!![!!!![!!
XO~ppl unrea¢tedina pureFe Fe-X alloyMatrix
~ N o ( DoI Dxt '1'a o u b e IXorO s] ii
ol ",,/ Depth
Nx(o]
External Oxidation( p o o r wetting b y
liquid m e t a l }
p(O2-'~
external unrooctedskinot XO~ Fo-X alloy
il
Depth
NxCol
Fig. 2--Schematic illustration of the processes of internaland external oxidation.
remaining m a t r i x a f t e r XOv has pre-cipitated.
N~ ) = mole fraction of oxygen establishedat the surface which is soluble andavailable for diffusion.
VFe = m o l a r volume of the original alloy.v = ratio of oxygen atoms to X a t o m s in
the oxide phase.D X = diffusion coefficient of X in the
original alloy.V x o v = m o l a r volume of the XOv phase.
Seve ra l assumptions have been made for the diffusionequations t o reduce to the simple form given in Eq.[1]. These simplifications do not introduce signifi-cant errors into the calculated critical level of alloy-ing elements. Of greater importance are the uncer-tainties in the values of N~ ), DO, andDx, which arefound in the literature, especially since they can varywith the compositionof a steel.
If one wants to optimize conditions to obtain goodwetting by the molten metal, one should try to mini-mize the chances of forming an external oxide. Theflux ofX atoms diffusing to the surface from the alloyshould be minimized, while the flux of oxygenatomsgoing into the metal should be maximized. Generally,this can be accomplishedby the following:
i) Decreasing the concentration of the stable oxideforming element, X.
ii) Increasing the activity of oxygen in the gaseousfurnace environment while still keeping it reducingto iron. Sievert's law states that the solubility ofoxygen(N~)) increases with the square root of theoxygen gas partial pressure. In addition, a decreasein hydrogen content or an increase in the dew pointwould also have the same effect.
iii) Addingalloying elements whichdecrease theoxygen activity in the steel. This would increase thesoluble oxygencontent at the surface (N(~)).
iv) Addingalloying elements whichdecrease themobility of oxygen.
A decrease in temperature will generally increasethe ratio of Do/Dx, which is good, but it also de-creases the solubility of oxygen. The overall effectof temperature thus depends on the relative valuesof the activation energy of oxygendiffusion plus theheat of oxygensolution compared to the activationenergy of X diffusion.
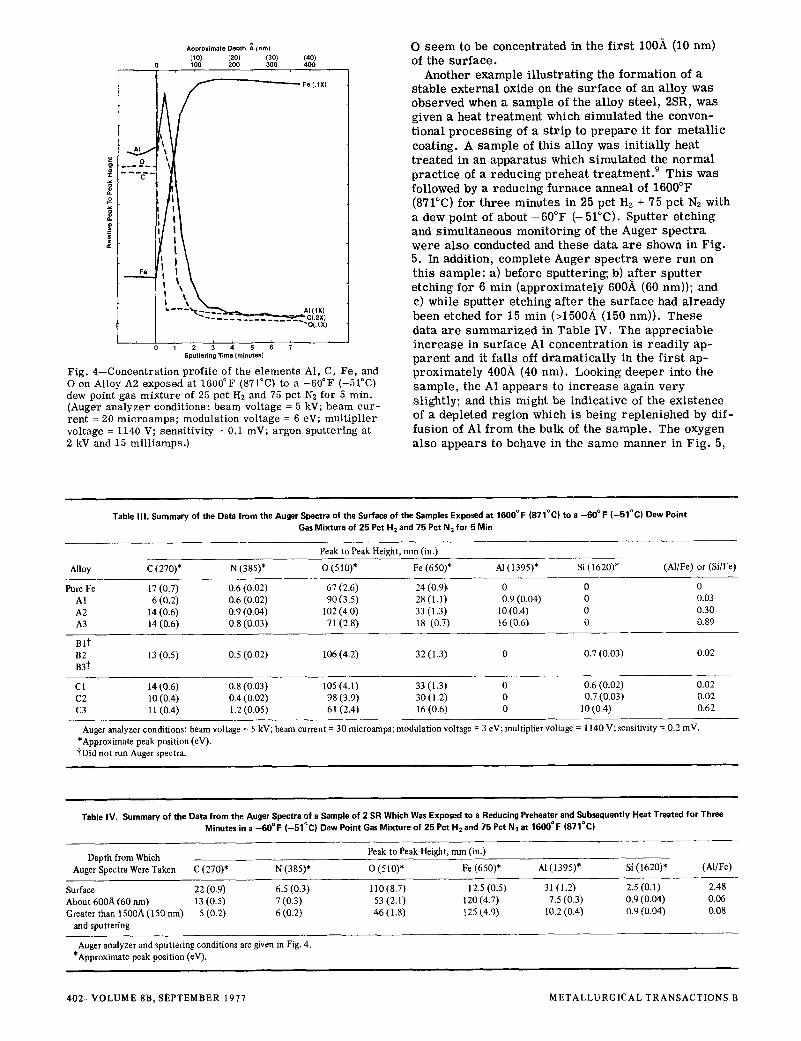
Figure 3 illustrates the effectthat some of thesevariables have on the calculated critical alloy con-tents for the elements A1and Si in ferrite• The dataused to calculate these curves were taken from thefollowing sources: oxygensolubility,4oxygendiffusi-vity,5aluminum diffusivity,6 silicon diffusivity,7andmolar volumes,s A steel withan AI or Si contentwhich lies above its respective curve wouldbe ex-pected to form an external oxide and wouldnot besuccessfully wettedby the liquid metal. An alloywhich falls below the line should be internally oxi-dized and result in good wetting by the liquid metal.It can be seen that the dew point of a gas mixtureshows the greatest effect on the calculated c r i t i c a lalloy levels, while the hydrogen content and tempera-ture show l e s s e r effects. If more than one strongoxide forming element is present, one would expectt h e i r effects t o be additive, i . e . , a s t e e l could have
400-VOLUME 8B, SEPTEMBER 1977 METALLURGICAL TRANSACTIONS B
less than the critical content of each element, but stillexperience external oxidation.
B. Experimental Verification of the Model
To attempt t o verify that this model of a transitionfrom internal to external oxidation was playing a rolein the resultant quality of a continuously coated steel,a laboratory s e r i e s of binary Fe-A1 and F e - S i alloyswere vacuum melted and processed. The compositions
w/oX Icatical] t
10.0
1.0-
W/OX ~ritical].1,
.O10-
OP"lS°F ( -¢c)T=1600°F (871°0
~ External Oxidation
0 20 40 60 80 100%H=
(a)
Ha"25% . ~ AS1
~ ImeR~AC OXmATmN
,QOI i i-12o -eb 6 ' ~o(-84) ( - s l ) (-1o) (16)
DEWPOINT *F(°C)(b)
1"3 k1.2 DP="15"F (-9'C)1.1 H~=25%1. idatioa
w/oX Ecritical]
"'1 i i i ~ , i i ,
(538) (649) (76O)(871) (982)TEMR °F (~C)
(c)Fig. 3 - - ( a ) E f f e c t of the hydrogen content in the gas m i x t u r eon the calculated critical aluminum and silicon contents tocause a transition from internal to external oxidation; (b)effect of the dew point of the gas mixture on the calculatedcritical aluminum and silicon contents to cause a transitionfrom internal to external oxidation; and (c) effect of theannealing temperature on the calculated critical aluminumand silicon contents to cause a transition from internal to ex-ternal oxidation.
of the alloys and t h e i r process routing are given inTables I and II, respectively.
One experiment was conducted in which a s m a l lcold-rolled sample of all nine alloys plus a sampleof pure iron was exposed at 1600°F (871°C) t o a dry(approximate dew point = - 60°F (- 51°C)) 25 pct H2 -75 pct N2 gas mixture for 5 min. The samples werethen put into the vacuum system of a Physical E lec -tronics A u g e r System. An A u g e r spectrum was ob-tained for each sample surface, except Samples B1and B3. The instriament operating conditions and thepeak-to-peak heights of the observed elements aregiven in Table III. The calculated critical A1 and Sicontents for these operating conditions are 0.04 and0.09 wt pct respectively. These data do show that ,for a given set of experimental heat treating condi-tions, t h e r e exists a l eve l of alloying element which,if exceeded, causes a disproportionate i n c r e a s e in itssurface concentration. The value of this critical l eve lis not exactly as predicted from Eq. [1], but this is notfelt t o detract appreciably from validity of the m o d e ldue t o the assumptions made in the calculations. Itdoes appear that A1 tends to form an external oxideat a slightly lower level, while slightly more Si isneeded than calculated using existing diffusivity andsolubility data.
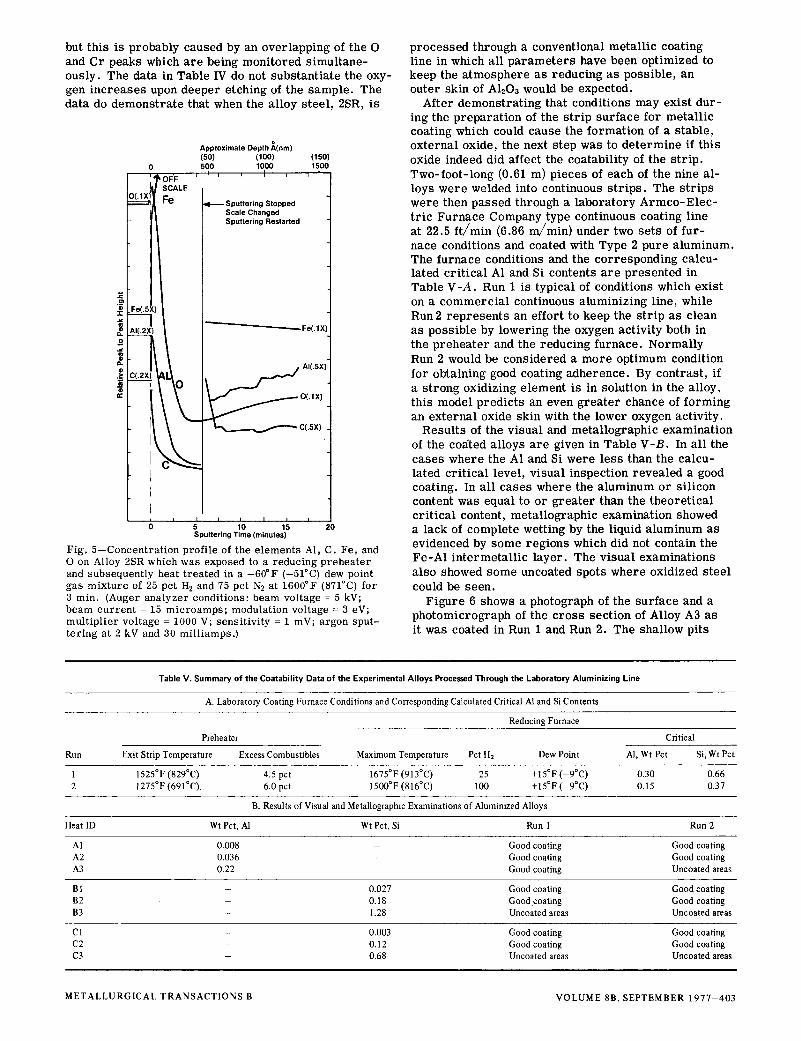
T o determine the extent of this surface segrega -tion, Sample A2 was sputter etched in an a rgon ionbeam, at an a rgon pressure of 5 × 10-5 Torr (6.7× 10-3 Pa), and the m a j o r peaks were simultaneouslymonitored on the A u g e r system's multiplexing unit .F i g u r e 4 shows how this gives the elemental concen-tration as a function depth from the surface of thesample. Sputter etching was conducted under conditionswhich removed approximately 50/~/min (0.083 nm//s)from the surface of a TaO film, and this probablyrepresents a reasonably good estimate of the rate ofm a t e r i a l removal from Sample A2. It can be seenthat the C contamination has vanished with the f i r s t25A (2.5 nm) of material removed, while the A1 and
Table I. Compositions of Vacuum Melted Heats, W t Pct
Alloy ID AI Si C N S O
AI 0.008 ND 0.001 0.0003 0.003 0.0023A2 &036 ND 0.001 0.0003 0.003 0.0024A3 0.22 ND 0,003 0.0003 0.003 0.0016BI ND 0.027 0.002 0.0029 0.002 0.0068B2 ND 0.18 0.003 0.0034 0.002 0.0029B3 ND 1.28 0.002 0.0036 0.002 0.0022C1 ND 0.003 0.001 0.0002 0.003 0.022C2 ND 0.12 0.001 0.0004 0.003 0.017C3 ND 0.68 0.001 0.0003 0.003 0.012
N D = n o t detected.
Table II. Laboratory Process Routing for the Experimental Laboratory Alloys
Vacuum meltCast into 10lb (4.5 kg) ingots- 1in. X 3 in. (25 mm × 76 mm) cross sectionShape top and bottom surfaces parallelHot roll to 0.1 in. (2.5 mm) from 2000°F (1093°C)Grit blast oxide off surfaceCold roll to 0.024 in. (0.61 mm)
METALLURGICAL TRANSACTIONS B VOLUME 8B, SEPTEMBER 1977-401
Approximate Depth, ~- ( n m )(10} (20) (30} (40)
O 100 200 300 400
' ' ~ F e (.1 X ]
~, . . . 9 _" - - c - "
2
}
Sputtering Time (minutes}
Fig. 4--Concentrat ion profile of the elements A1, C, Fe, andO on Alloy A2 exposed at 1600°F (871°C) to a - 6 0 ° F (-51°C)dew poin t gas mixture of 25 pct It2 and 75 pct N2 for 5 min .(Auger a n a l y z e r condi t ions : beam voltage = 5 kV; beam cur-rent = 20 microamps; modula t ion voltage = 6 eV; mul t ip l ie rvoltage = 1140 V; sens i t iv i ty = 0.1 mV; a r g o n sput ter ing at2 kV and 15 mi l l i amps . )
O seem to be concentrated in the f i r s t 100/~ (10 nm)of the surface.
Another example illustrating the formation of astable external oxide on the surface of an alloy wasobserved when a sample of the alloy steel, 2SR, wasgiven a heat treatment which simulated the conven-tional processing of a strip to prepare it for metalliccoating. A sample of this alloy was initially heattreated in an apparatus which simulated the n o r m a lpractice of a reducing preheat treatment.9 This wasfollowed by a reducing furnace anneal of 1600°F(871°C) for t h r e e minutes in 25 pct H2 + 75 pct N2 witha dew point of about - 60°F (- 51°C). Sputter etchingand simultaneous monitoring of the Auger spectrawere also conducted and these data are shown in Fig.5. In addition, complete A u g e r spectra were run onthis sample: a) before sputtering; b) after sputteretching for 6 min (approximately 600/k (60 nm)); andc) while sputter etching after the surface had alreadybeen etched for 15 min (>lS00/k (150 nm)). Thesedata are summarized in Table IV. The appreciableincrease in surface A1 concentration is readily ap-parent and it falls off dramatically in the f i r s t ap-proximately 400A (40 nm). Looking deeper into thesample, the A1 appears t o i n c r e a s e aga in veryslightly; and this might be indicative of the existenceof a depleted reg ion which is b e i n g replenished by dif-fusion of A1 from the bulk of the sample. The oxygenalso appears to behave in the same m a n n e r in Fig. 5,
Table IIh Summary of the Data from the Auger Spectra of the Surface of the Samples Exposed at 1600°F (871°C)to a - 6 0 ° F (-51°C) Dew PointGas Mixtureof 25 Pct H2 and 75 Pct N2for 5 Min
Peak to Peak Height,mm (in.)
Alloy C (270)* N (385)* O (510)* Fe (650)* Al (1395)* Si (1620)* (Al/Fe) or (Si/Fe)
Pure Fe 17 (0.7) 0.6 (0.02) 67 (2.6) 24 (0.9), 0 0 0A1 6 (0.2) 0.6 (0.02) 90 (3.5) 28 (1.1) 0.9 (0.04) 0 0.03A2 14 (0.6) 0.9 (0.04) 102 (4.0) 33 (1.3) 10 (0.4) 0 0.30A3 14 (0+6) 0.8 (0.03) 71 (2.8) 18 (0.7) 16 (0.6) 0 O+89
BitB2 13 (0.5) 0.5 (0.02) 106 (4.2) 32 (1.3) 0 0.7 (0.03) 0.02B3t
C1 14 (0.6) 0.8 (0.03) 105 (4.1) 33 (1.3) 0 0.6 (0.02) 0.02C2 10 (0.4) 0,4 (0.02) 98 (3.9) 30 (1.2) 0 0,7 (0.03) 0.02C3 11 (0.4) 1.2 (0.05) 61 (2.4) 16 (0.6) 0 10 (0.4) 0.62
Auger analyzer conditions: beam voltage= 5 kV; beam current = 30 microamps;modulationvoltage= 3 eV;multipliervoltage= 1140 V; sensitivity = 0.2 mV.*Approximatepeak position (eV).tDid not run Auger spectra.
Table IV. Summary of theDatafrom the Auger Spectra of a Sample of 2 SR Which Was Exposed to a Reducing Preheater and Subsequently Heat Treated for ThreeMinutes in a - 6 0 ° F (-51°C) Dew Point Gas Mixture of 25 Pct H2and 75 Pct N2at 1600°F (871°C)
Depth from Which Peak to Peak Height,mm (in.)Auger Spectra Were Taken C (270)* N (385)* O (510)* Fe (650)* Al (1395)* Si (1620)* (A1/Fe)
Surface 22 (0.9) 6.5 (0.3) 110 (8.7) 12,5 (0.5) 31 (1.2) 2.5 (0.1) 2.48About 600~, (60 nm) 13 (0.5) 7 (0.3) 53 (2.1) 120 (4.7) 7.5 (0.3) 0.9 (0.04) 0.06Greater than 1500,~. (150 nm) 5 (0.2) 6 (0.2) 46(I.8) 125 (4.9) 10.2(0.4) 0.9 (0.04) 0.08
and sputtering
Auger analyzer and sputtering conditions are givenin Fig. 4.*Approximate peak position(eV).
402-VOLUME 8B, SEPTEMBER 1977 METALLURGICAL TRANSACTIONS B
but this is probably caused by an overlapping of the Oand Cr peaks which are b e i n g monitored simultane-ously. The data in Table IV do not substantiate the oxy-gen increases upon deeper etching of the sample. Thedata do demonstrate that when the alloy steel, 2SR, is
Approximate Depth A(nm)(50) (100) (150l500 1000 1500
0 5 10 15 20Sputtering Time (minutes}
Fig. 5--Concentrat ion profile of the elements A1, C . Fe, andO on Alloy 2SR w h i c h was exposed to a reducing p r e h e a t e rand subsequent ly heat t r e a t e d in a - 6 0 ° F (-51°C) dew poin tgas mixture of 25 pct H2 and 75 pct N2 at 1600°F (871°C) for3 rain. (Auger analyzer condi t ions : beam voltage = 5 kV;beam c u r r e n t = 15 microamps; modula t ion voltage = 3 eV;mul t ip l ie r voltage = 1000 V; sens i t iv i ty = 1 mV; a r g o n s p u t -t e r i n g at 2 kV and 30 mi l l i amps . )
processed through a conventional metallic coatingline in which all parameters have been optimized t okeep the atmosphere as reducing as possible, anouter skin of AI2Oawould be expected.
After demonstrating that conditions may exist dur-ing the preparation of the strip surface for metalliccoating which could c a u s e the formation of a stable,external oxide, the next step was to determine if thisoxide indeed did affect the coatability of the st r ip .Two-foot-long (0.61 m) pieces of each of the nine al-loys were welded into continuous strips. The s t r ipswere then passed through a laboratory Armco-Elec-tric Furnace Company type continuous coating lineat 22.5 ft//min (6.86 m/rain) under two sets of fur-nace conditions and coated with Type 2 pure aluminum.The furnace conditions and the corresponding calcu-lated critical A1 and Si contents are presented inTable V-A. Run 1 is typical of conditions which existon a commercial continuous aluminizing line, whileRun 2 represents an effort to keep the strip as cleanas possible by lowering the oxygen activity both inthe preheater and the reducing furnace. NormallyRun 2 would be considered a more optimum conditionfor obtaining good coating adherence. By contrast, ifa strong oxidizing element is in solution in the alloy,this m o d e l predicts an even g r e a t e r chance of formingan external oxide skin with the lower oxygen activity.
Results of the visual and metallographic examinationof the co~/ted alloys are given in T a b l e V-B. In all thecase s w h e r e the A1 and Si were less than the c a l c u -lated critical level, visual inspection revealed a goodcoating. In all ca se s where the aluminum or siliconcontent was equal to or g r e a t e r than the theoreticalcritical content, metallographic examination showeda lack of complete wetting by the liquid aluminum asevidenced by some regions which did not contain theFe-A1 intermetallic layer. The visual examinationsalso showed some uncoated spots where oxidized steelcould be seen.
F i g u r e 6 shows a photograph of the surface and aphotomicrograph of the c r o s s section of Alloy A3 asit was coated in Run 1 and Run 2. The shallow pits
Table V. Summary of the Coatability Data of the Experimental Alloys Processed Through the Laboratory Aluminizing Line
A. Laboratory Coating Furnace Conditions and CorrespondingCalculated Critical AI and Si Contents
ReducingFurnace
Preheater Critical
Run Exit Strip Temperature ExcessCombustibles MaximumTemperature Pet H2 Dew Point A1,Wt Pet Si,Wt Pet
1 1525°F(829°C) 4.5 pet 1675°F (913°C) 25 +15°F(-9°C) 0.30 0.662 1275°F(691°C) 6.0 pet 1500°F(816°C) 100 +I5°F (-9°C) 0.15 0.37
B. Results of Visual and Metallographic Examinations ofAluminized Alloys
Heat ID WtPct, A1 Wt Pct,Si Run 1 Run 2
A1 0.008 - Good coating Good coatingA2 0.036 - Good coating Good coatingA3 0.22 - Good coating Uncoated areas
BI - 0.027 Good coating Good coatingB2 0.18 Good.coating Good coatingB3 - 1.28 Uncoated areas Uncoated areas
C1 - 0.003 Good coating Good coatingC2 - O.12 Good coating Good coatingC3 - 0.68 Uncoated areas Uncoated areas
METALLURGICAL TRANSACTIONS B VOLUME 8B, SEPTEMBER 1977-403
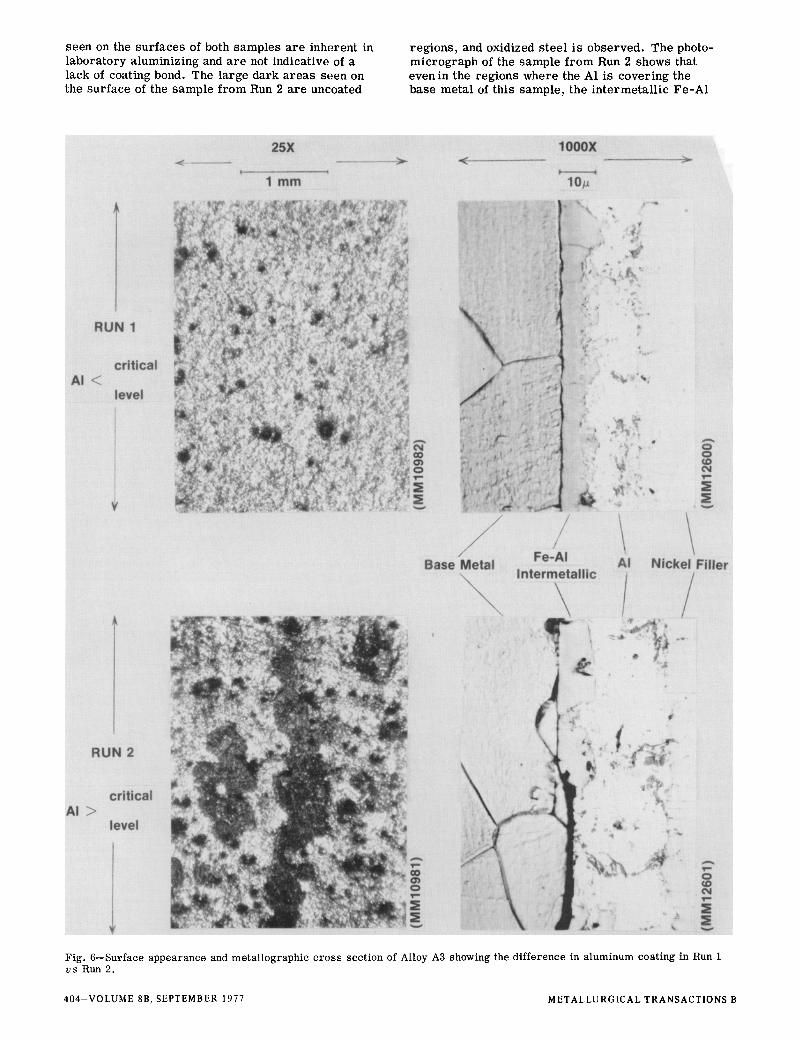
s e e n o n the s u r f a c e s of b o t h s a m p l e s a r e i n h e r e n t inl a b o r a t o r y a l u m i n i z i n g a n d a r e not i n d i c a t i v e o f al a c k o f c o a t i n g b o n d . T h e l a r g e d a r k a r e a s s e e n o nt h e s u r f a c e o f t h e s a m p l e f r o m Run 2 a r e u n c o a t e d
r e g i o n s , a n d o x i d i z e d s t e e l i s o b s e r v e d . T h e p h o t o -m i c r o g r a p h of t h e s a m p l e f r o m Run 2 s h o w s t h a te v e n i n t h e r e g i o n s w h e r e t h e A1 is c o v e r i n g t h eb a s e m e t a l o f t h i s s a m p l e , t h e i n t e r m e t a U i c F e - A 1
F i g . 6--Surface appearance and metallographic c r o s s section of Alloy A3 showing the d i f f e r e n c e in aluminum coating in Run 1v s R u n 2 .
404-VOLUME 8B, SEPTEMBER 1977 METALLURGICAL TRANSACTIONS B
layer is very nonuniform and nonexistent in somea r e a s . This indicates a lack of good wetting of thebase m e t a l by the liquid A1. This is contrasted to theuniform intermetallic Fe-A1 layer f o r m e d in Run 1on this alloy.
The fact that Alloy A3 was successfully coated inRun 1 and not in Run 2 certainly adds support t o themodel of internal v s external oxidation and its im-portance with respect t o the coatability of an alloy.
Numerous attempts were also made to aluminizeAlloy 2SR u s i n g many different variants of process-ing parameters. With one exception, which will bediscussed in the next section, almost complete lackof adherence of the aluminum coating was alwaysobtained. This lack of coating adherence is believedt o be due to an A1203 surface layer f o r m e d duringthe furnace preparation of the st r ip . With 2 wt pctA1 in this alloy, furnace conditions can not be alteredsufficiently t o cause this alloy to be internally oxi-dized, hence external oxidation occurs.
USE OF "OXIDIZING PREHEATER" TO SOLVECOATING ADHERENCE PROBLEM
A. Model
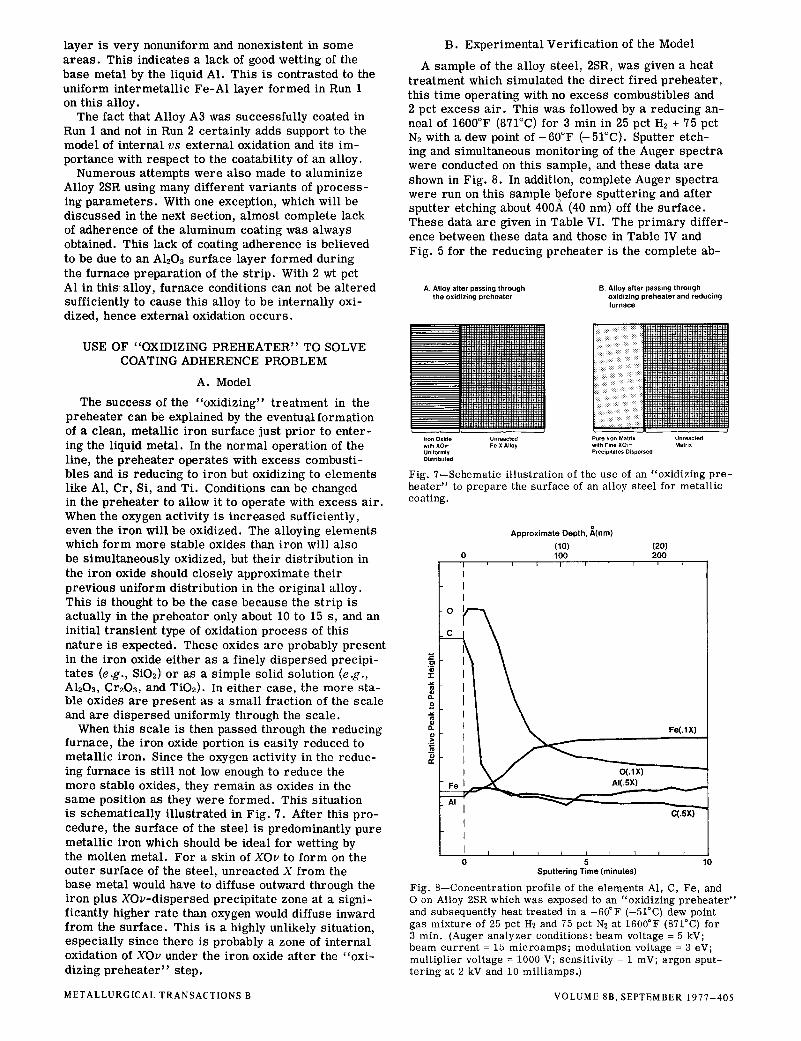
The success of the "ox id i z ing" treatment in thepreheater can be explained by the eventual formationof a clean, metallic iron surface just p r i o r t o enter-ing the liquid metal. In the normal operation of theline, the preheater operates with e x c e s s combusti-bles and is reducing t o iron but oxidizing t o elementslike AI, Cr, Si, and Ti. Conditions can be changedin the preheater t o allow it t o operate with e x c e s s air.When the oxygen activity is increased sufficiently,even the iron will be oxidized. The alloying elementswhich form more stable oxides than iron will alsobe simultaneously oxidized, but their distribution inthe iron oxide should closely approximate t h e i rprevious uniform distribution in the original alloy.This is thought t o be the case because the strip isactually in the preheater only about 10 t o 15 s, and aninitial transient type of oxidation process of thisnature is expected. These oxides are probably presentin the iron oxide either as a finely dispersed precipi-tates ( e . g . , SiO2) or as a simple solid solution ( e . g . ,A1203, Cr203, and TiO2). In either c a s e , the more sta-ble oxides are present as a s m a l l fraction of the s c a l eand are dispersed uniformly through the scale.
When this s c a l e is then passed through the reducingfurnace, the iron oxide portion is easily reduced tometallic i r o n . Since the oxygen activity in the reduc-ing furnace is still not low enough t o reduce themore stable oxides, they r e m a i n as oxides in thesame position as they were formed. This situationis schematically illustrated in Fig. 7. After this pro-cedure, the surface of the steel is predominantly puremetallic iron which should be idea l for wetting bythe molten metal. For a skin of XOv to form on theouter surface of the steel, unreacted X from thebase m e t a l would have t o diffuse outward through theiron plus XOv-dispersed precipitate zone at a signi-ficantly higher rate than oxygen would diffuse inwardfrom the surface. This is a highly unlikely situation,especially since t h e r e is probably a zone of internaloxidation of XOv under the iron oxide a f t e r the " o x i -dizing preheater" s tep .
METALLURGICAL TRANSACTIONS B
B. Experimental Verification of the Model
A sample of the alloy steel, 2SR, was given a heattreatment which simulated the direct f i r e d preheater,this time operating with no excess combustibles and2 pct e x c e s s air. This was followed by a reducing an-neal of 1600°F (871°C) for 3 min in 25 pct H2 + 75 pctN2 with a dew point of - 6 0 ° F (-51°C). Sputter etch-ing and simultaneous monitoring of the A u g e r spectrawere conducted on this sample, and these data areshown in Fig. 8. In addition, complete A u g e r spectrawere run on this sample before sputtering and aftersputter etching about 400A (40 rim) off the surface.These data are given in Table VI. The primary differ-ence between these data and those in Table IV andFig. 5 for the reducing preheater is the complete ab-
A. Alloy after passing throughthe oxidizing preheater
B. Alloy after passing throughoxidizing preheater and reducingfurnace
Iron Oxide Unreacted Pureiron Matrix Unreactedwith XO~ Fe*X Alloy with Fine XO~- MatrixUnitorrnly Precipitates DispersedDistributed
F i g . 7--Schematic i l lus t ra t ion of the use of an "oxidiz ing p r e -h e a t e r " to p r e p a r e the s u r f a c e of an al loy s t e e l for meta l l iccoat ing.
g'1-
o
._,=
n-
oA p p r o x i m a t e Depth, A(nm)
(to) (2o)0 100 200I ~ i I i i i i iI I]I
o I
C 11 Fo(X)
C(.5X)
I I I I I I I I I5 10
S p u t t e r i n g T i m e ( m i n u t e s )
F i g . 8--Concentrat ion p r o f i l e of the elements A1, C, Fe, andO on Alloy 2SR w h i c h was exposed to an "oxidiz ing p r e h e a t e r "and subsequent ly heat t r e a t e d in a - 6 0 ° F (-51°C) dew poin tgas mixture of 25 pct H2 and 75 pct N2 at 1600°F (871°C) for3 min . (Auger a n a l y z e r condi t ions : beam voltage = 5 kV;beam c u r r e n t = 15 mieroamps; modula t ion voltage = 3 eV;mul t ip l ie r voltage = 1000 V; sens i t iv i ty = 1 mV; a r g o n s p u t -t e r i n g at 2 kV and 10 mi l l i amps . )
VOLUME 8B, SEPTEMBER 1977-405
sence of a large i n c r e a s e in the surface A1 contentwith the "oxidizing preheater." This is especiallysignificant s i n c e this particular alloy has about fiftyt i m e s the calculated critical aluminum content forthe reducing portion of the heat treatment.
T o demonstrate that this reduced iron oxide wouldbe wetted by the liquid metal, another run was madeon the laboratory continuous coating line using theType 2 pure aluminum coating. The nine experi-mental alloys were passed through the line underconditions equivalent to those reported for Run 1 inTable V with the exception of 3 pct e x c e s s air in thepreheater instead of the 4.5 pct e x c e s s combustibles.These furnace conditions resulted in complete wettingby the molten aluminum of all nine heats, even those
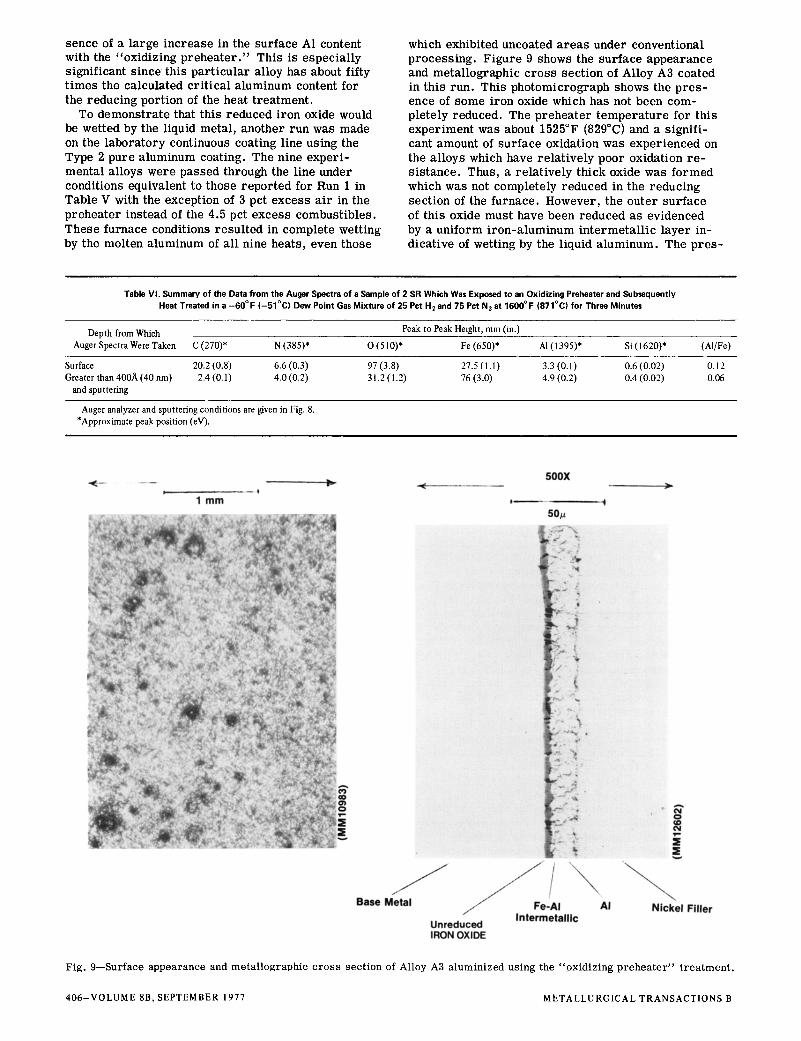
which exhibited uncoated a reas under conventionalprocessing. F i g u r e 9 shows the surface appearanceand metallographic c r o s s section of Alloy A3 coatedin this run. This photomicrograph shows the p r e s -ence of some iron oxide which has not been com-pletely reduced. The preheater temperature for thisexperiment was about 1525°F (829°C) and a signifi-cant amount of surface oxidation was experienced onthe alloys which have relatively poor oxidation re-sistance. Thus, a relatively thick oxide was f o r m e dwhich was not completely reduced in the reducingsection of the furnace. However, the outer surfaceof this oxide must have been reduced as evidencedby a uniform iron-aluminum intermetallic layer in-dicative of wetting by the liquid aluminum. The p r e s -
Table VI. Summary of the Data from the Auger Spectra ofa Sample of 2 SR Which Was Exposed to an Oxidizing Preheater and SubsequentlyHeat Treated in a - 6 0 ° F (-51°C) Dew Point Gas Mixture of 25 Pct H2 and 75 Pct N2 at 1600°F (871°C)for Three Minutes
Depth from Which Peak to Peak Height,mm (in.)Auger SpectraWereTaken C (270)* N (385)* O (510)* Fe (650)* AI (1395)* Si (1620)* (AI/Fe)
Surface 20.2 (0.8) 6.6 (0.3) 97 (3.8) 27.5 (1.1) 3.3 (0.1) 0.6 (0.02) 0.12Greater than 400A (40 rim) 2.4 (0.1) 4.0 (0.2) 31.2 (1.2) 76 (3.0) 4.9 (0.2) 0.4 (0.02) 0.06
and sputtering
Auger analyzer and sputteringconditions are givenin Fig. 8.*Approximatepeak position(eV).
Fig. 9--Surface appearance and metallographic cross section of Alloy A3 aluminized usingthe "oxidizing preheater" treatment.
406-VOLUME 8B, SEPTEMBER 1977 METALLURGICAL TRANSACTIONS B

ence of this oxide layer is undesirable for optimumadherence d u r i n g any subsequent forming operationbecause the bond would mechanically fail through thisoxide, even though the steel had been wetted by theliquid metal. The oxidizing potential and tempera-ture of the preheater need to be optimized for eachalloy to a s s u r e the formation of an iron-rich oxidewhich is not too thick. The relatively uniform inter-metallic layer observed on this sample is typical ofall the alloys coated with the "oxidizing preheater".
A coil of Alloy 2SR strip was also prepared foraluminizing by u s i n g the "oxidizing preheater" bothin the laboratory and on a commercial Armco-Elec-tric Furnace Company type coating line. In bothcases, the strip surface was readily wetted by themolten aluminum, and the solidified coating ex-hibited excellent adherence to the base metal. This"oxidizing preheater" technique of preparing thestrip for metallic coating was also demonstrated whena zinc coating was successfully applied to the alloysteel, 2SR, on the laboratory coating line.
C O N C L U S I O N S
I) In the process of metallic coating of iron basealloys, the presence of a thin skin of a stable oxide(e.g., A12Oa, Cr203, SiO2, or TiO2) formed on the sur-face has been shown to be very detrimental to properwetting by liquid metals, e.g., A1 and Zn. This lackof good wetting results in a product which shows pooradherence of the coating to the base metal.
2) The formation of this external, stable oxideduring the n o r m a l preparation of a strip for metalliccoating can be predicted u s i n g the theory of a transi-tion from internal to external oxidation. A criticalalloying element concentration can be calculated fora set of operating furnace conditions, which, if ex-ceeded, will result in the external oxidation of the
alloying element, and consequently, poor coatability.It should be noted that the operating conditions be-ing considered a r e reducing with respect to iron andoxidizing with respect to the stable oxide forming ele-ments.
3) When an alloy has more than the critical con-tent needed to form a stable external oxide, the use ofan "oxidizing preheater" has been found successfulin still obtaining a good quality, coated product withexcellent adherence.
4) The success of the "oxidizing preheater" can beexplained by the formation of an i r o n - r i c h oxide on thesurface of the strip with the stable oxides disperseduniformly in this iron oxide. The iron oxide portionof the s c a l e is then reduced, leaving the stable oxidesdispersed in a f r e s h metallic iron surface l a y e r . Thisreduced iron surface can be wetted by the liquidm e t a l and excellent adherence is obtained.
ACKNOWLEDGMENTS
The authors wish t o acknowledge the support andleadership of Marvin B. Pierson and would like tothank R. J. Koch for his help with the A u g e r Analysisof the two 2SR samples.
REFERENCES
1. Charles A. Turner: Iron SteelEng., March, 1964,vol.41, pp. 2-8.2. C. Wanger: Z. Elektrochem., 1959,vol.63, pp. 772-90.3. R. A. Rapp: Corrosion, 1965, vol. 21, pp. 382-401.4. J. H. Swisherand E. T. Turkdogan: Trans. TMS-AIME, 1967,vol.239, pp.
426-31.5. H. Bester and K. W. Lange: Arch. Eisenhuettenw., 1972, vol. 43, pp. 207-13.6. K. Hirano and A. Hishinuma: Nippon Kinzoku Gakkaishi, 1968,vol.32, pp.
516-21. (DiffusionData, 1969, vol. 3, p. 270.)7. R. J. Borg and D. Y. F. Lai: J. Appl. Phys., 1970,vol.41, pp. 5193-99.8. O. Kubaschewski and B. E. Hopkins:Oxidation ofMetals andAlloys, 2nd ed.,
pp. 6 and 11,Butterworths, London, 1967.9. M. B. Pierson:J. Metals,December, 1971,vol. 23,pp. 26-30.
METALLURGICAL TRANSACTIONS B VOLUME 8B, SEPTEMBER 1977-407
Top Related
Copyright © 2022 FDOKUMEN

