William Peirce and E.A. Cappelen Smith and their amazing copper converting machine
12
Vol. 60 No. 10 • JOM 15 www.tms.org/jom.html Feature Pyrometallurgy How would you… …describe the overall significance of this paper? This is an historic overview of the development of copper converting technology leading up to the Peirce-Smith converter. …describe this work to a materials science and engineering professional with no experience in your technical specialty? This paper shows how technology advances through contributions of different people, different ideas, research, field tests, and commercial operation. …describe this work to a layperson? This paper shows how technology advances through contributions of different people, different ideas, research, field tests, and commercial operation. This is the story of how technology advances allowed the copper industry to realize its full potential. The Peirce- Smith Converting Centennial sympo- sium, to be held at the TMS 2009 An- nual Meeting, will celebrate the con- tributions of two men, William Peirce and E.A.C. Smith, in these advances. However, theirs is representative of a larger story. New, simpler technol- ogy releasing the stranglehold of older, more complicated technology, new de- velopments in vessel configuration and design finding alternate routes around dead-ends in operability, advances in technique and concepts removing roadblocks of cycle-time and capac- ity, and overall innovation opening up vast new reserves around the world to those companies willing to embrace those improvements. Our story is also one of personalities, stubborn smelter- men versus the innovators, those inside the industry versus those from outside. An initial borrowing from the steel in- dustry, but also Peirce and Smith, from the refining end of the copper business, taking the ideas of Baggaley from Pitts- burgh’s steel and airbrake industry, who built on what Hollway, Manhès and David, Douglas, and others had done in smelter tests, further to compete with the previous primacy and closely held expertise of the copper smeltermen in Wales. The photos presented here illus- trate these innovations. INTRODUCTION By the mid-1800s the steel industry was facing a problem—how to con- trol the carbon in iron. Henry Besse- mer came up with a rather innovative approach—remove all the carbon and add back the desired amount. He pro- posed (in 1856) to do so in an innova- tive new smelting vessel, the air-blown, William Peirce and E.A. Cappelen Smith and Their Amazing Copper Converting Machine* Larry M. Southwick or pneumatic, converter. His invention was a pear-shaped pot with tuyères in the bottom for the introduction of air and a cone-shaped opening in the top for introduction of feed, emission of gases, and from which products and wastes were poured. (Figure 1 1 ) At this time, the copper industry also had a problem—how to counteract the monopoly in making copper held by the technologists in the copper smelt- ers of Wales. Stubborn men that they were, they held that technology closely in house. Theirs was a complicated process, involving multiple, repeated, and cyclical treatments in a series of reverberatory furnaces. They started with copper matte, which anyone could make using blast furnaces. And they made more than copper metal; they also recovered silver, gold, and other metals as appropriate. Many miners in the early U.S. West smelted their gold/ silver-containing ores to copper or lead matte, then sent the matte to Wales for separation and recovery. As J.M. Douglas said in his thought- ful 1899 survey of copper converter practice, “The ridiculous secrecy main- tained at so many of the metallurgical works, especially in Europe, benefits no one.” He went on to say, “It stands to reason that there must be in art as well as in science, a give and take rule, and those who contribute nothing to the information of the world or their co-workers are not those who are gen- erally most progressive in their own practice.” 2 As we shall see, while there was some adoptation of pneumatic con- verting within the Swansea smelters, by and large within 30 years of Bes- semer’s patent, many of their “secret” techniques were being practiced in the United States, and 20 years later their primacy could be said to be gone. Beginning in at least 1910, their tech- niques were being taught by the Inter- national Correspondence Schools of Scranton, Pennsylvania—just in time to be superceded by Peirce and Smith. Three thoughtful and imaginative men in the copper industry (who wished to eliminate this monopoly, and with perhaps some larceny in their genes as well), Gossage, Baggs, and Keates, also in 1856 quickly lifted Bessemer’s ideas and “invented” pneumatic converting of copper, also called “Bessemerizing Copper.” To this day, there are those in the steel industry who still resent the copper industry’s expropriation of “their” terminology. Even so, their idea took more than 20 years to be realized in any case, as our boys missed some very important dif- ferences between Bessemerizing iron and Bessemerizing copper (might as
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of William Peirce and E.A. Cappelen Smith and their amazing copper converting machine

Vol. 60 No. 10 • JOM 15www.tms.org/jom.html
FeaturePyrometallurgy
How would you……describe the overall signifi cance of this paper?
This is an historic overview of the development of copper converting technology leading up to the Peirce-Smith converter.
…describe this work to a materials science and engineering professional with no experience in your technical specialty?
This paper shows how technology advances through contributions of different people, different ideas, research, fi eld tests, and commercial operation.
…describe this work to a layperson?
This paper shows how technology advances through contributions of different people, different ideas, research, fi eld tests, and commercial operation.
This is the story of how technology advances allowed the copper industry to realize its full potential. The Peirce-Smith Converting Centennial sympo-sium, to be held at the TMS 2009 An-nual Meeting, will celebrate the con-tributions of two men, William Peirce and E.A.C. Smith, in these advances. However, theirs is representative of a larger story. New, simpler technol-ogy releasing the stranglehold of older, more complicated technology, new de-velopments in vessel confi guration and design fi nding alternate routes around dead-ends in operability, advances in technique and concepts removing roadblocks of cycle-time and capac-ity, and overall innovation opening up vast new reserves around the world to those companies willing to embrace those improvements. Our story is also one of personalities, stubborn smelter-men versus the innovators, those inside the industry versus those from outside. An initial borrowing from the steel in-dustry, but also Peirce and Smith, from the refi ning end of the copper business, taking the ideas of Baggaley from Pitts-burgh’s steel and airbrake industry, who built on what Hollway, Manhès and David, Douglas, and others had done in smelter tests, further to compete with the previous primacy and closely held expertise of the copper smeltermen in Wales. The photos presented here illus-trate these innovations.
INTRODUCTION
By the mid-1800s the steel industry was facing a problem—how to con-trol the carbon in iron. Henry Besse-mer came up with a rather innovative approach—remove all the carbon and add back the desired amount. He pro-posed (in 1856) to do so in an innova-tive new smelting vessel, the air-blown,
William Peirce and E.A. Cappelen Smith and Their Amazing Copper Converting Machine*Larry M. Southwick
or pneumatic, converter. His invention was a pear-shaped pot with tuyères in the bottom for the introduction of air and a cone-shaped opening in the top for introduction of feed, emission of gases, and from which products and wastes were poured. (Figure 11) At this time, the copper industry also had a problem—how to counteract the monopoly in making copper held by the technologists in the copper smelt-ers of Wales. Stubborn men that they were, they held that technology closely in house. Theirs was a complicated process, involving multiple, repeated, and cyclical treatments in a series of reverberatory furnaces. They started with copper matte, which anyone could make using blast furnaces. And they made more than copper metal; they also recovered silver, gold, and other metals as appropriate. Many miners in the early U.S. West smelted their gold/
silver-containing ores to copper or lead matte, then sent the matte to Wales for separation and recovery. As J.M. Douglas said in his thought-ful 1899 survey of copper converter practice, “The ridiculous secrecy main-tained at so many of the metallurgical works, especially in Europe, benefi ts no one.” He went on to say, “It stands to reason that there must be in art as well as in science, a give and take rule, and those who contribute nothing to the information of the world or their co-workers are not those who are gen-erally most progressive in their own practice.”2 As we shall see, while there was some adoptation of pneumatic con-verting within the Swansea smelters, by and large within 30 years of Bes-semer’s patent, many of their “secret” techniques were being practiced in the United States, and 20 years later their primacy could be said to be gone. Beginning in at least 1910, their tech-niques were being taught by the Inter-national Correspondence Schools of Scranton, Pennsylvania—just in time to be superceded by Peirce and Smith. Three thoughtful and imaginative men in the copper industry (who wished to eliminate this monopoly, and with perhaps some larceny in their genes as well), Gossage, Baggs, and Keates, also in 1856 quickly lifted Bessemer’s ideas and “invented” pneumatic converting of copper, also called “Bessemerizing Copper.” To this day, there are those in the steel industry who still resent the copper industry’s expropriation of “their” terminology. Even so, their idea took more than 20 years to be realized in any case, as our boys missed some very important dif-ferences between Bessemerizing iron and Bessemerizing copper (might as

JOM • October 200816 www.tms.org/jom.html
To add insult to injury, it was diffi cult to even keep the copper process going once it was started—the air tuyères entering from the bottom worked fi ne on iron, but on copper they cooled the metal at the bottom suffi ciently to freeze the metal and shut the unit down. Our larcenous threesome had little luck peddling their invention.2–5 (Unless oth-erwise noted, all material is from Ref-erences 2–5.)
HOLLWAY
Figure 4. The revised Parrot Converter introduced by Farrel at the Parrot smelter in Butte. Note lining has straight edges, resulting from steel plate forms used as aid in tamping home lining. Original Manhès and Parrot followed the form of early Bessemer converter, as shown in Figure 1—even thickness of lining all the way around.6
Figure 3. The Manhès Converter, which was the fi rst successful vertical copper converter, had a pear shape very much replicated Bessemer’s confi guration.6
Figure 2. An overview of the Equilles Smelter, Vaucluse, France. Manhès and David did their early work here. The photo was taken shortly after 1900. (Phil Mackey collection.)
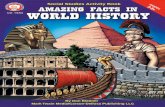
Figure 1. The Bessemer Iron Converter, patented in 1860, showing the addition of molten iron, blowing and then pouring of product steel into a ladle. His original 1856 patent was for a stationary vertical cylindrical vessel, which when disclosed at a technical meeting in Cheltenham, England was welcomed “enthusiastically by the audience.” However, in practice the results “were most disastrous,” as he used a phosphoric iron, which contaminates most iron ores in Britain, making the steel brittle with many blowholes and useless. Also, Bessemer steel tended to have an excess of oxygen and the process burned off all the carbon—some small amount of carbon is usually preferred. Later refi nements to the process resolved these and many other early problems. In the U.S., fi rst experiments began in 1847 by William Kelly—his 1857 patent was given primacy by the Patent Offi ce over Bessemer’s in the States due to this early work. Unfortunately, the “ironmasters completely rejected his idea and even his wife thought he was mentally unbalanced.” He proceeded in 1851 with his experiments secretly in a secluded spot in the Kentucky forests, eventually erecting seven versions.1
well go ahead and wave the red fl ag). For example, the iron system changed little in weight during blowing, it did not make much slag and not much gas either, product iron was a “fi nished
product” while the copper product needed further refi ning, and the iron process caused little disruption to the lining (silica used for lining was the primary fl ux in the copper process).

Vol. 60 No. 10 • JOM 17www.tms.org/jom.html
Figure 5. The Stal-mann Square Con-verter units are pic-tured at the Mt. Lyell Mining and Railway Co. Smelter in Tas-mania. This unit combined a curved top with a trough bottom. The top separated from the bottom just above the drive shaft. 6
Figure 6. This shows the huge size of the Great Falls Converter units, up to 20 feet in diameter. Note the massive size of the gear works.6
Figure 7. This small unit on wheels, by Manhès, shows the fi rst horizontal design and provides an appreciation for the size in which early development work was carried out. This may have been the vessel tested in Leghorn, Italy by the Copper Queen Company.6
Figure 8. This is how the commercial horizontal converters appeared at Man-hes/Leghorn/Bisbee/Copper Queen. Note the large vertical rack and pinion gear off to the side for tipping the vessel. The hydraulic cylinder penetrated down into the foundation. This type of drive be-came very popular. Converter air en-tered along the axis on the left, then came around in front to the tuyères, be-hind the plate. So it was necessary to remove plugs in the cover plate to punch the tuyères. Note the parting line of the shell casing near the top.6
Coffi n nails were supplied, if any were needed, by the careful, thoughtful and thorough work of John Hollway, in Penistone in England in the mid 1870s. One of his attempts to get around the problem of freezing the metal was to raise the blast airfl ow at one point, which “lifted the whole contents of his hearth out of his furnace. All familiar with the converter have seen its con-tents thus hurled in a liquid mass from its mouth.” And as is typical in such ventures, “the courage of Mr. Hollway was not damped by these repeated fail-ures, but the faith of his fi nancial back-ers was not equal to the strain.” As James Douglas says, “thus came to an inconclusive end the most inter-esting series of experiments, I will not say ever made, but ever published on the pneumatic method as applied to copper.” A remarkable benefi t accrued from Hollway fully publishing his re-sults. Even though he did not achieve his goals, the details of exactly what was tried and exactly what happened allowed a later player, Baggaley, to ex-
tract the information he needed to make a success of adding fl ux and blowing all the way to blister copper. The modern tendency to not reveal negative results can thus be seen to be detrimental to future developments.
CONVERTER TYPES
Now ensued a rather lengthy series of attempts at fi nding a proper converter confi guration that would eliminate the various problems. What follows is but a sampling of the more interesting designs, most of these being selected because they provided a signifi cant ad-vance to the art of pneumatic convert-ing.
Manhès
Hollway established that not only was accumulation of metal at the bottom of the converter an issue, but so also was the great amount of slag produced. The loose ball is now picked up in 1878 by M. Manhès, experimenting fi rst at his rolling mill in Vedenes and later on a production scale at the Société des
Cuivres de France smelter in Eguilles near Vaucluse in the south of France. He solved the tuyère problem by the simple expedient of raising them up along the side some centimeters above the bottom. Problems with the amount of slag were resolved by using two con-verters in series, which split thereby the quantity between two units.

JOM • October 200818 www.tms.org/jom.html
THE WASHOE SMELTER: A PICTORIAL TOUR
In February, 1902, the Anaconda Copper and Mining Company put into operation “the largest non-ferrous metallurgical plant in the world” in Anaconda, Montana. It was managed by E.P. Mat-thewson, who was in charge of both technical and business details. The arrangement illustrated “the natural development resulting from the necessity of a complex organization.”7 Metallurgically, the plant was the epitome of practice just before the changes
brought about by development of a viable means to line converters with basic brick (and also the use of fl otation for the separation and enrichment of sulfi de ores). A series of photographs here show that facility under construction and in early operation.7,8 Including ore, limestone, coal and coke, the plant processed 11,700 tpd brought in by the Butte, Anaconda and Pacifi c Rail-road. Within roughly a half mile area were a concentrator, roasters,
Figure B. A map showing the locations of the various operations, the extent of rail access, and the locations of weigh stations and air recharging standpipes. There were 125 trains per shift, 2–3 shifts per day, with runs of 0.2 to 1.5 miles, and trains of 1 (hot metal) to 20 cars long.
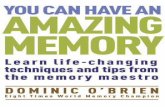
Figure A. This view is from the north, on the hill upon which the large stack that became the focal point of the plant was later erected. Ore was brought across the high bridge in the foreground to the concentrator to the right. A water fl ume crosses in the foreground which assisted in the gravity-separation processes used to concentrate the ore, which, as Baggaley was want to proclaim, “caused the loss of 20% of its value.” The reverbs are off to the left, the converter house and blast furnace way at the back of the plant, and reverbs and roasters up closer. Storage for the various feed materials is to the right in a series of long elevated bins.
Figure C. A train of two hot metal cars is being weighed. The hand cranks on the end of the cars are for lowering them to the ground to allow dumping (without tipping over), and to then rotate the hopper to dump. The track in the foreground is part of a “wye” that allowed the train to be turned end for end. Off to the left out of view is the blast furnace, and to the right out of view is the converter house. The large stack to the left is for the blast furnaces, before their fl ue was extended up the hill to the later tall stack. In front of that stack are the ore/fl ux/coal/coke bins, elevated to allow dumping from railroad cars into the bins, then into the plant railroad cars. The long building above the locomotive is the power house.
Figure D. A blast furnace tapping into hot metal cars, or the stuff OSHA nightmares are made of. Slag is running across on the bridge-fl ume to go down the hill to the left for disposal. Some of the locos had cabs and roofs, others did not. For obvious reasons, locos in blast furnace service were provided with a roof.
This work was carried out with modi-fi ed Bessemer converters from the steel industry. He was able to produce blister copper by blowing matte to white met-al, casting that out, then remelting in a second converter and blowing to blister. This practice held until 1885 when, at the Parrott smelter in Butte (see below),
blowing in two stages, but in one unit, was developed by A.J. Schumacher. His methods were later perfected by C.O. Parsons and F. Klepetco at Great Falls, Montana. Manhès’ goals were to offer an alter-native to the Welsh smelters and also to obtain metallic copper directly via
converting. In these he was successful. (Figure 2)
Parrot
These improvements were quickly adopted by Franklin Farrel who li-censed Manhès’ technology and with his assistance and that of his pupils

Vol. 60 No. 10 • JOM 19www.tms.org/jom.html
Figure E. To relining a converter, men are seen standing inside the opened converter tamping in the liner material. Note the air-assisted tamping hammer. They are using a form inside the converter to provide the trough in which hot metal is placed. These are horizontal Anaconda type converters, a modifi cation and enlargement of the Manhès type.
Figure F. Note the overhead cranes, now required as converters got larger and larger. Converting operation on the left, converter disassembly and relining on the right.
Figure G. A modifi ed Parrot type converter, in pouring position just like its Bessemer look-alike forebear. To tap the converters, slag was poured into ingot forms about half the size of concrete blocks, which could then be fed to the blast furnaces. Blister copper went to a refi ning furnace which was tapped into anodes forms for shipment to Anaconda’s refi nery at Great Falls.
Figure H. A slag fence at Butte Reduction Works, in Butte, Montana. The fence, used to retain tailings from the concentrating mill next to the Silver Bow River, is still in place. Steel plates have been placed to create a form, and later slag or ash cars will be pulled out by the electric motor shown onto the elevated slag tack and dumped. Butte Reduction chose electric motors over compressed air locos for materials movement. Blacktail Deer Creek ran through the plant, and culverts to allow the creek to fl ow were also built of slag.
blast furnaces, reverberatory furnaces, acid lined horizontal (Ana-conda) converters, and anode casting operations. Movement of various products around the plant was via a “baker’s dozen” com-pressed air locomotives, supplied by Porter Locomotive Works of Pittsburgh, Pennsylvania, and operating over 18 miles of standard gauge (4ft 8 1/2 in) track. Compressed air was selected because an electric system would have been too complex. (Photos from the Southwick collection.)
introduced them into the Parrot Works in Butte, Montana, of which he, Farrel, was president. They further introduced the concept of systematic punching of the tuyères. His work was so success-ful that he had increased to six convert-ers by 1885. By 1890, these converters were the accepted standard of the cop-
per industry for making copper from matte and were instrumental in helping develop the copper ores of the western United States (Figures 3 and 4). It is interesting that Farrel, represent-ing Manhès, 20 years later patented automatic punching of tuyères, after they had long been in common use,
and forthwith sued two smelters in the West. The judge threw the case out of court, commenting “however much the patentee may have contributed by his other inventions to the art of smelt-ing copper, the subject of the present patent seem so destitute of merit as to excite surprise at the action of Patent

JOM • October 200820 www.tms.org/jom.html
Figure 11. The patent diagram showing the design and assembly of the jackets used by Baggaley to control over heating. These were hollow rings, bolted together in a sandwich fashion, with cooling water piped in from the ends. (Southwick collection.)
Figure 10. A view off to the side of Baggaley’s larger converter and showing the tracks and turntable by which the old acid converters were moved about via a small four-wheel railroad truck. Until basic lining came along, nearly all converter isles were equipped with such a rail system to facilitate movement of a “spent” converter over to the lining area and allowing placement of a freshly lined and cured converter into the stand area.12
Figure 9. Baggaley’s converter stand at Pittsmont Smelting, the two smaller units in front and the larger in the rear. Note the plumbing for water cooling on the jackets. The rack and pinion drive appears identical to that of the Leghorn unit. The charge bucket, probably for matte, is dumping into the vessel.11
Offi ce in allowing the patents in the fi rst place.”9—a sentiment shared ever since by many regarding other similar actions of the Patent Offi ce. An intermediate stop along the way was Stalmann’s introduction of a con-
verter with a Bessemer-like head hav-ing a square cross section, and a trough-shaped (horizontal) bottom. These were erected in 1890 in Durango, Colorado. Its squareness was not the sum total of Stalmann’s contribution—he defi nitely
showed that silver losses from a Bes-semer converter were heavy in the pres-ence of lead. The head was also of a sharper curvature to minimize throwing out of the charge. (Figure 5)
Great Falls Converter

Vol. 60 No. 10 • JOM 21www.tms.org/jom.html
In efforts to obtain ever-larger ca-pacity, barrel converters were built at Anaconda and at Aguas Calientes in Mexico, which at 8 ft. had a diameter of almost twice that of earlier Parrots. These eventually reached obesity pro-portions when larger diameters of 12 ft. and 20 ft. were later built. To make pouring easier, the cone top was ex-tended past the center line, providing a lip, with the other side a straight ver-tical line. These were to be in use for the next 40 years, with modifi cations to keep up with improvements by Peirce and Smith (Figure 6).
David-Manhès
In 1883 at Eguilles, Manhès teamed with Paul David to construct the sec-ond form of his converter, which had a horizontal confi guration. (See the Se-
lecteur Converter sidebar for details on Paul David’s bottom-blown converter design.) Slightly later James Douglas’s Copper Queen smelter conducted ex-periments on a similar design at the So-ciete Metallurgica d’Italia in Leghorn, Italy, where it was introduced in 1891. This confi guration was thus variously known as the David-Manhès, Leghorn, Copper Queen, and horizontal or trough converter. It achieved great success at Douglas’ Copper Queen Smelter in Ar-izona as well as the Washoe Smelter in Anaconda, Montana, where they were referred to, respectively, as the Copper Queen and Anaconda converters. (See the sidebar, The Washoe Smelter, A Pictorial Tour, for photographs of the Washoe Smelter.) The principal advantages of the hori-zontal converter over the vertical type
were in smaller height, greater acces-sibility, and ease of manipulation. The horizontal converter had a greater fol-lowing than did the upright or Parrot type in the United States (Figures 7 and 8).
ACID LINING
Acid (or silica) lining in the form of high-purity quartzite was the original choice for converters. This was the material originally used in steel plant Bessemer units. Since SiO
2 was the
fl ux used in the process, the lining was consumed. Generally, the lining in a copper Bessemer unit lasted a day, with perhaps ten converter cycles being pos-sible in that period. It was thus neces-sary to provide at least three shells for each converter stand, one in use, one being lined, and one being cured and
THE SELECTEUR CONVERTER
Figure I. A front and side view of the outside of the Paul David’s converter, plus a circular diagram of how different parts of the operation were conducted. One can see how the sphere sat vertical for blowing, was rotated in one direction to pour from the mouth, and in the other to allow copper formed to settle into the pocket and then be tapped.6
Strangely, at Equilles, the same smelter where Manhès developed his elevated tuyère design, Paul David, his coworker, developed a bottom-blown converter spherical in shape but with some unusual protuberances. This design was created to produce the highest grade of copper, or “Best Selected.” The process worked in two parts, the fi rst bringing forward the initial copper more slowly, thereby leaving impurities such as arsenic and antimony behind as the sulfi des. The second part formed “bottoms,” metallic copper carrying with it the remaining impurities and thereby purifying the remaining rich matte (80% copper), called “regule.” The bottoms could then be purifi ed to
blister copper. The converter revolved in an inclined axis and had its tuyères ar-ranged in a circle and pointing upward at an acute angle to the ver-tical to give the charge a rotary motion. This design was used at the Société des Cuivres de France works at Equilles where in 1896 it to-tally replaced the horizontal Manhès-David converters. All the cop-per produced was via the Selecteur and it was refi ned in their elec-trolytic works, “and in this connection lies its greatest utility.” That was because the combination allowed the “total and rapid extraction of all the gold (and silver) contents,” no matter what the grade.4,5
a c
b

JOM • October 200822 www.tms.org/jom.html
cost. Also, ores that contained precious metals were often used as this provided a route for silver and gold recovery. Concentrator slimes could supply the clay, and copper precipitate from the treatment of mine waters with iron might be the wetting agent. A relined converter had to be dried, warmed, and heated. This was done by starting a wood fi re, to which was added coal or coke and the fi re kept up by blowing through the tuyères. In some plants, a slag lining was also ap-plied. This was accomplished by plug-ging tuyère holes with clay, fi lling the converter with slag, allowing the unit to stand for 1–3 hours, then emptying the contents and allowing the slag to cool gradually. It was claimed that slag shells could prolong the life of a unit for 1–3 charges. Numerous attempts were made to add silica to an operating converter, but these were invariably unsuccess-ful as they readily blew out the mouth. Charging silica dry with the matte, in molten form or by injecting through the tuyères, were all branded as hopeless, too time consuming, dangerous and sui-cidal. Even Manhès gave several of these ideas a try. Injecting silica through the tuyères led to “an indescribable mush.”10 Rock silica fl oated to the sur-face. Part of the problem was that if insuffi cient silica was added, the iron (FeO) became over-oxidized, forming magnetite, Fe
3O
4. Magnetite formed
an insoluble and nearly indestructible coating, which if allowed to grow pulled the lining away from the shell. However, Anaconda learned to manage this beast, which became an alternative means of lining converters.
Basic Lining
And then along comes Ralph M. Bag-galey of Pittsburgh. His story has been told elsewhere, but suffi ce it to say he was a very independent thinker.3 He had helped George Westinghouse get his air brake business off the ground, and around 1900 became involved in West-inghouse’s efforts to enter the copper business. Westinghouse was afraid that the “Copper Trust” would obstruct the supplies of copper needed in his electri-cal machinery businesses so he wanted an independent source.
Figure 13. Another rare view from the blowing side of the Peirce-Smith Baltimore unit, with workmen punching the tuyères. Note how much easier the punching is with the Dyblie ball valves opposed to removing individual plugs as on the Copper Queen etc. units. The bolts containing the expansion of the ends shows prominently in these two views. The opening in the end is for insertion of a burner, to heat the furnace at the start, or if operations are delayed and the unit cools off too much. There had to be a minimum of 20 tuyères to generate suffi cient heat to keep the process going (there are probably 32 here).13
Figure 12. A rare historic photo of Peirce and Smith’s fi rst unit in the Baltimore refi nery. Note that the feed and blowing opening is off to one end and there are three trunnion rings for rolling the converter. The unit had apparently been shut down at the time of this and the next photo, but various operations have been staged. Here fl ux is being poured in through the opening. The large plate on the right half is the removable shell plate by which laborers gained access to reline the units. That it is out of place indicates the unit has been taken offl ine.13
on standby. Some converter designs required that the lining be done in place, as, for ex-ample, the very large Great Falls type. This lowered the utilization of a con-verter stand, compensated perhaps by the longer runs possible from a larger unit. The shells were moved from a stand usually via a small car, with a jack for raising and lowering them onto their trunnions. The top was removed from the bottom and each part cleaned out and relined. Steel forms were set in place to produce the internal shape de-sired, and air tamping hammers used to ram the lining mixture home.
A variety of special designs were de-veloped for the cavity, which can be seen in the various fi gures. Note the Manhès unit’s lining was of uniform thickness, like that in a Bessemer unit. The origi-nal Parrot converter was this way as well, but the revised Parrot in Figure 4 has the formed lining. The formed lin-ing was developed by U.S. smeltermen to speed relining and to better utilize the unskilled labor available. Clay was the binding agent. Tuyère openings were bored out with a drill. Later, it was determined that siliceous ore made perfectly good lining, and it was often stated that even the copper in low-grade ores could be recovered at no

Vol. 60 No. 10 • JOM 23www.tms.org/jom.html
Figure 14. This Pierce-Smith drawing shows the early form, with three trunnions and an end addition of feed. It is rotated by a cable wrapped around the unit near the middle with an electric drive. The unit is 10 ft. in diameter and 26 ft. long, which quickly rose to 36 ft. and 40 ft. There are I-beams holding the end in place with adjustable tie bolts for expansion of the lining. Note the pouring spout shows on the right half of the unit, and the removable shell plate for relining shows in the top view.4
Figure 16. This view at Copper Cliff shows one of fi ve basic lined P-S converters of modifi ed form that replaced the old acid line in 1911. There are now four trunnion rings and the blowing/feed addition opening is in the middle of the unit. Automation is advancing as well: “A complete system of electric signals, with gongs and colored lights, connects this building (engine room) with furnace fl oor and converter pulpits. By this means the operation of the various blowing engines can be quickly adjusted to meet changed requirements.” An 80% copper-nickel matte was produced, poured into a pot, and shifted by steam locomotive to casting molds along one side of the converter line. The molds were 25 feet long, 6 ft. wide and produced a cake 4 inch in thickness. Upon cooling, they were broken up and shipped to the refi nery. Slag was sent to reverb furnaces. Note that there are two pouring spouts on the side, one centered on each end section.!%
Figure 15. At Canadian Copper, Copper Cliff, Ontario, an old acid brick converter line, erected in 1904, is shown tapping into railcars hauled by a small steam engine. Note the engine has pulled slightly away from the tapping operation to protect the train crew. There are ten converter stands here, Allis Chalmers type, 8 ft. diameter by 10 ft. long.15

JOM • October 200824 www.tms.org/jom.html
Figure 17. At Copper Cliff, a steam train dumps reverb slag (0.6% Cu-Ni). Slag was used to build up the grade level 7–20 feet to meet future expansion needs.15
Figure 19. From Mond Nickel, Conniston: An unusual view of a brand new converter from the Allis Chalmers factory. Note what appears to be a wooden fl oor, the trunion support castings resting on small wooden boards, and none of the surrounding support structure and equipment for a converter. The drive unit for rotating the converter is off to the left. Obviously, a converter in waiting.15
Much of Westinghouse’s efforts were centered on the Elizabeth mine in Ely, Vermont. It soon became apparent that the Copper Trust was a bust, but Bag-galey continued his research to build a better converter. To this end, he bought into and became general manager of the Pittsburg and Montana Mining Compa-ny, which owned the Pittsmont Smelter. He felt Hollway had demonstrated the principles necessary for success: com-bustion of sulfur in pyrites and ore could provide the heat, silica addition was feasible, and the larger the convert-ing vessel, the better. This is somewhat of a different take on Hollway’s work than that cited earlier. It demonstrates that even failures need to be carefully studied for the lessons they provide, which, of course, can best be done if those failures are properly and fully re-ported. With Hollway’s fi ndings to build on, Baggaley set about to demonstrate these principals. Two small converters of 4 1/2 ton capacity were installed, but these did not serve and a larger 25-ton unit was obtained. This vessel
was lined with magnesite brick, a water jacket keeping the shell cooled (Hixon noted “dangerous” shell heating during his 1892 attempt to line a Parrot unit with magnesite). William A. Haywood was smelter manager and metallurgist. (See Figures 9,11 10,12 and 11 for views of Baggaley’s unit.) Baggaley and Heywood ran their unit continuously from October 7, 1905, through January 31, 1906, producing 480 tons of copper with no change in the liner. Baggaley had done it! He had proven that a basic lined converter was indeed a technical and economic pos-sibility. But instead of the world beating a path to his door, his life proceeded to fall apart. His son, Ralph, Jr., died trag-ically in a fi re in Bullfrog, Nevada, on February 12, 1906. He sold his interests in the Pittsburgh and Montana mines, the new owners reverted back to acid lining, and he returned to Pittsburgh. He had one more chance, but was ap-parently so disheartened that when the Guggenheim interests offered him the chance to modify their 16 smelters and
refi neries, he turned them down. Ap-parently also present at this meeting of experts was William Peirce and E.A.C. Smith, manager and head metallurgist, respectively, of the Baltimore Copper Smelting & Rolling Company in Perth Amboy, New Jersey. Within 30 days, they had begun the tests that would lead to “Peirce and Smith’s Amazing Cop-per Converting Machine.” (See Figures 12,13 13,14 and 144 for photos and draw-ings of mechanical details of the origi-nal Peirce-Smith Converter.) It is interesting, given the proxim-ity of their plants to Baggaley’s work, that Anaconda did not take over his improvements. They visited his works, and he was telling everyone of his suc-cess, so they certainly knew what he had accomplished. They even tried some tests with chrome brick in 1906. But Baggaley had “done too many don’ts.” He had proclaimed that Butte smeltermen were stubborn and would not adapt his work, that if they did so they would not be dumping tailings from their concentrating plants into the Silver Bow River, and more than that he

Vol. 60 No. 10 • JOM 25www.tms.org/jom.html
provided testimony favorable to the lo-cal farmers in their suit against the cop-per companies. To add insult to injury, at the time of his testimony his process really had not been demonstrated. So perhaps those stubborn smelter-men stuck even more stubbornly to their own technologies. And thus when Peirce and Smith came along with their version of Baggaley’s work, they clung even more resolutely to their own Great Falls and Anaconda designs. It would be 1930 before Peirce-Smith units would be installed at Washoe. Further, with the Guggenheim interests control-ling that technology, many more min-ing regions of the world possibly had access to the latest advances than if Anaconda had controlled the technol-ogy.
PEIRCE & SMITH
Many of Peirce and Smith’s early pronouncements claimed that they had begun work at Baltimore Copper in 1905, but this seems rather an attempt to claim credit for what Baggaley had done. Smith had begun his basic lin-ing studies even early, when in 1897 while working at Anaconda he tempo-rarily lined a copper-casting machine with magnesite brick. The results were promising enough, but the mill manag-er returned and halted the experiments. Some chrome brickwork was done in 1901 which could not be considered successful, and that in 1906 only par-tially so. As for Baggaley’s design, Peirce and Smith made four major changes. The fi rst was to use thicker courses of brick at the tuyère level and below to lessen the problems of shell overheat-ing, eliminating the need for a water jacket. Second, they used expansion joints on the converter shell to contain brick expansion on the 25 ft.-long shell (and longer). Third, they installed pour-ing spouts on the side of the converters, below the feed/vent opening. Lastly, Peirce and Smith claimed that using replaceable tuyères was mostly what enabled the long operation of the new units (Figure 14). As stated in an early reference, “the main advantages of the basic over the acid converter are: decreased cost of lining (one basic lining for 2,500 tons of copper vs. one acid for 10 tons); greater
air effi ciency (75% vs. 60%); the use of larger vessels (40 tons vs. 20 tons); accompanied by economies in labor, power (one half), and repairs, the use of low grade matte; the small amount of intermediate product to be retreated; and the consequent large direct output of blister copper; and the decrease of danger from accident and dust.” The fi rst Peirce-Smith unit was in-stalled in the Baltimore plant and a great many experiments were run in 1909. It completed its runs in Febru-ary 1910, and the fi rst unit at a smelter, Garfi eld, Utah, began operations at about the same time. These successes induced Anaconda to line its horizontal converters with magnesite, proving that “success did not depend on the details of a Peirce-Smith converter.” For ex-ample, Anaconda lined its Great Falls converters with magnesite in 1911, and when they came off stream two years later, their original lining was still in place. The Great Falls converter at the Old Dominion Smelter in Globe, Ari-zona made 12 million pounds of copper before it came off blast. Even reverber-atory furnaces used in refi ning service began to be relined with magnesite brick. So it is a misconception that most converter lines were changed over to Peirce-Smith fairly quickly. In fact few were, but the horizontal and Great Falls units were quickly being relined with basic brick. By March 1912, the Peirce-Smith Converting Co. claimed “over 80% of the copper produced in this country is being converted either in P-S type converters or on basic lining, under license, in the old acid shells.”14
Peirce-Smith units included Ameri-can Smelting & Refi ning (Garfi eld, Ta-coma, El Paso, Baltimore, Perth Am-boy, Hayden), Steptoe Valley (McGill, Nevada), Canadian Copper (Sudbury), Cerro de Pasco (La Fundicion, Peru), Braden Copper (Rancagua, Chile), Kyshtim (Russia), and Tennessee Cop-per (Copperhill). Old-type converters with basic lining were at Copper Queen and Calumet & Arizona (Douglas, Ari-zona), Old Dominion (Globe, Arizona), Detroit Copper (Morenci, Arizona), US Metals Refi ning (Chrome, New Jersey), and Anaconda (Anaconda and Great Falls). Several early Peirce-Smith units in
Canada are pictured and described here as well (Figures 15, 16, 17, 18, and 19).15
These fi gures illustrate changes and improvements made in feed addi-tion point, number of trunnions, type of drive for rotation, and movement of material. As converters got larger, the old systems of rail cars or smaller cranes for material transfer made way for a much larger physical plant. As William Peirce himself said at the awards ceremony in March, 1931, for his Douglas Medal: he “was lucky that his metallurgical career occurred dur-ing a period of pronounced advance-ment in the metallurgy and in having problems of importance put up to him for solution.” His partner, E.A. Cappel-en Smith, had earlier (November, 1920) been awarded the Gold Medal by the Mining and Metallurgical Society of America. This award was mostly for his hydrometallurgical work at Chuqui-camata, Chile, but his contributions in copper converting were also noted. Harry F. Guggenheim, speaking of Smith’s development of a unique pro-cess for treating the Chuqui ores, said he has applied to this “process rare at-tributes seldom found in combination; namely scientifi c knowledge and cre-ative genius, coupled with commercial sense and executive ability.”16
In his own remarks, Mr. Smith (who was born in Norway) commented “I re-alize perhaps more than most of you the wonderful spirit of this country, which cheerfully gives to the stranger coming to it shores, if he is willing to work, the same unlimited opportunity which it offers to its native sons.” 17
References
1. H.R. Schubert, “The Steel Industry,” A History of Technology, Vol. 5, ed. E.J. Holmyard, A.R. Hall, and W.I. Williams (New York: Oxford University Press, 1958), pp. 53–57.2. James Douglas, “Treatment of Copper Mattes in the Bessemer Converter,” Trans. IMM, 8 (1899–1900), pp. 2–48.3. L.M. Southwick, “Revising Copper Converter History: A Metallurgical ‘Whodunit’,” Copper 99, Vol. – – Smelting Operation and Advances, ed. D.B. George et al. ( Warrendale, PA: TMS, 1999), pp. 371–397 (and references therein).4. H.O. Hofman, Metallurgy of Copper, First Edition (New York: McGraw-Hill Book Compnay, Inc., 1914), pp. 298–353.5. C. Schnabel, Handbook of Metallurgy, Vol. 1, Copper-Lead-Silver-Gold, translated by H. Louis (London: Macmillan and co., Ltd., 1905), pp. 214–234.6. W. Borchers and B. Franke, Kupfer (Halle, Germany: Willem Knapp, 1915), pp. 224–243.

JOM • October 200826 www.tms.org/jom.html
7. L.S. Austin, “The Washoe Plant of the Anaconda Copper-Mining Co. in 1905,” Transactions AIME, vol. 37 (New York: A.I.M.E., 1906), pp. 431–485.8. C.B. Hodges, “An Industrial Compressed-air Railway,” Cassier’s Magazine, vol. 28 (1905), pp. 466–478.9. “The Manhès Copper Converter Patent,” Engineering and Mining Journal (14, February 1904), p. 267.10. R.M. Baggaley, “Story of the New Process and its Application,” Anaconda Standard (13 August 1905), p. 14.11. World Museum of Mining, negative #02747 (Butte, Montana).12. World Museum of Mining, negative #02746 (Butte, Montana).13. Author, Paper Title, Engineering and Mining Journal (April 4, 1914), p. XX.14. “Progress of Basic Converting,” Engineering & Mining Journal (March 3, 1912), p. 408.15. A.W.G. Wilson, The Copper Smelting Industries of Canada, Canada Department of Mines, Ottawa, and Multnomah County Library, Portland, OR (1913).16. “The Annual Dinner,” Mining and Metallurgy,12 (1931), pp. 134–136.17. “Medal for Chyquicamata Metallurgy,” Mining and Metallurgy (December 1920), pp. 25–26.
Larry M. Southwick is a Consulting Process Detec-tive based in Cincinnati, Ohio. Mr. Southwick can be reached at [email protected].