Using intelligent software to predict the effects of formulation and processing parameters on roller...
12
USING INTELLIGENT SOFTWARE TO PREDICT THE EFFECTS OF FORMULATION AND PROCESSING PARAMETERS ON ROLLER COMPACTION Rachel Mansa 1 , Rachel Bridson 1 , Richard Greenwood 1 , Jonathan Seville 1 , Helen Barker 2 1 Centre for Formulation Engineering, University of Birmingham, Edgbaston, B15 2TT, UK 2 Pharmaceutical R&D, Pfizer (i.p.c.049), Sandwich, Kent, CT13 9 NJ, UK. ABSTRACT Roll compaction is a dry, continuous granulation process which is widely used in the pharmaceutical, chemical, metallurgical, mineral and agricultural industries to produce dust-free and free-flowing agglomerates. The present work utilises intelligent software to predict the relationships between the tablet formulation, roll compaction process parameters and final tablet quality. The software exploits the strengths of artificial neural networks, genetic algorithms and fuzzy logic to predict multivariate relationships from experimental data. Input data were generated from investigations conducted to assess the effects of processing parameters such as roll speed (1-5 rpm), roll gap (0.8-1.4 mm) and compaction pressure (up to 700 bar). The significance of material properties such as particle size distribution, flowability and compressibility was investigated using the commercially-available artificial intelligence software FormRules (Intelligensys, Billingham, UK). The materials were characterised using a laser diffraction particle sizer, the Schulze shear tester and the uniaxial compression test. Output data from the roller compaction and ribbon properties were nip angle, maximum roll compaction pressure and ribbon density. The inputs and outputs were used in the model-development software INForm (Intelligensys, Billingham, UK) to provide a multidimensional map of input- output relationships in roll pressing. Keywords: Roll compaction; dry granulation; intelligent software; microcrystalline cellulose; dicalcium phosphate anhydrous INTRODUCTION Roller compaction is a particle size enlargement technique. In the production of tablets in the pharmaceutical industry, powdered materials are granulated to obtain materials of intermediate sizes. Granulation of powdered material prevents segregation of components, decreases dust, increases bulk density and results in the production of a more uniform distribution of drugs and excipients in the final tablet. In the pharmaceutical industry excipients are materials that are mixed in with a drug in order to control drug delivery, to enhance patient acceptability and to aid in the tableting process. Pharmaceutical excipients are any substances other than the active drug or prodrug which have been appropriately evaluated for safety, such as microcrystalline cellulose, dicalcium phosphate and magnesium stearate. It is important to be able to predict the multivariate relationships between product properties and processing parameters. The properties of the products are determined not only by the types and ratio in which the ingredients are combined but also by the processing conditions. The relationships between ingredient levels, processing and product performance may be known anecdotally, but rarely can they be precisely quantified. As Rowe and Roberts [i] point out, the formulator must take into account the properties of the active ingredient as
Transcript of Using intelligent software to predict the effects of formulation and processing parameters on roller...

USING INTELLIGENT SOFTWARE TO PREDICT THE EFFECTS OF FORMULATION AND PROCESSING PARAMETERS ON ROLLER
COMPACTION
Rachel Mansa1, Rachel Bridson1, Richard Greenwood1, Jonathan Seville1, Helen Barker 2
1 Centre for Formulation Engineering, University of Birmingham, Edgbaston, B15 2TT, UK 2 Pharmaceutical R&D, Pfizer (i.p.c.049), Sandwich, Kent, CT13 9 NJ, UK.
ABSTRACT Roll compaction is a dry, continuous granulation process which is widely used in the pharmaceutical, chemical, metallurgical, mineral and agricultural industries to produce dust-free and free-flowing agglomerates. The present work utilises intelligent software to predict the relationships between the tablet formulation, roll compaction process parameters and final tablet quality. The software exploits the strengths of artificial neural networks, genetic algorithms and fuzzy logic to predict multivariate relationships from experimental data. Input data were generated from investigations conducted to assess the effects of processing parameters such as roll speed (1-5 rpm), roll gap (0.8-1.4 mm) and compaction pressure (up to 700 bar). The significance of material properties such as particle size distribution, flowability and compressibility was investigated using the commercially-available artificial intelligence software FormRules (Intelligensys, Billingham, UK). The materials were characterised using a laser diffraction particle sizer, the Schulze shear tester and the uniaxial compression test. Output data from the roller compaction and ribbon properties were nip angle, maximum roll compaction pressure and ribbon density. The inputs and outputs were used in the model-development software INForm (Intelligensys, Billingham, UK) to provide a multidimensional map of input-output relationships in roll pressing.
Keywords: Roll compaction; dry granulation; intelligent software; microcrystalline cellulose; dicalcium phosphate anhydrous INTRODUCTION Roller compaction is a particle size enlargement technique. In the production of tablets in the pharmaceutical industry, powdered materials are granulated to obtain materials of intermediate sizes. Granulation of powdered material prevents segregation of components, decreases dust, increases bulk density and results in the production of a more uniform distribution of drugs and excipients in the final tablet. In the pharmaceutical industry excipients are materials that are mixed in with a drug in order to control drug delivery, to enhance patient acceptability and to aid in the tableting process. Pharmaceutical excipients are any substances other than
the active drug or prodrug which have been appropriately evaluated for safety, such as microcrystalline cellulose, dicalcium phosphate and magnesium stearate. It is important to be able to predict the multivariate relationships between product properties and processing parameters. The properties of the products are determined not only by the types and ratio in which the ingredients are combined but also by the processing conditions. The relationships between ingredient levels, processing and product performance may be known anecdotally, but rarely can they be precisely quantified. As Rowe and Roberts [i] point out, the formulator must take into account the properties of the active ingredient as

well as possible chemical interactions between it and the other ingredients. These are added to improve processibility and product properties, which may not necessarily contribute to product chemical stability. Furthermore there may be interactions between the added ingredients leading to physical instability. Other factors such as cost, market demand and the requirements of the regulatory bodies (FDA1, ABPI2, MHRA3 etc) are important influences on the ingredients and process used in the product formulation. Although models and simulations may be available, in many cases the formulation process has to be carried out in a design space that is multi-dimensional in nature and difficult to conceptualise. Thus there are many factors which must be considered by the formulator (see Fig. 1). The complexity of formulation design is a highly specialised task, requiring specific knowledge and often years of experience. To retain in-house expertise which may be lost as a result of employee movement, computer technology is used to harness this knowledge. Therefore in the last two decades the pharmaceutical industry has moved towards using artificial intelligence technology to predict these complex relationships and document it in a form available to all. This research is generating a database of information surrounding the process for use as an input into artificial intelligence software (specifically, the commercial packages Formrules and INForm). The information to be generated will be deduced from analytical data, such as powder properties/characteristics, the nip angle, ribbon hardness, ribbon porosity and particle size distribution of granules. This will enable the prediction of the effects of the formulation and processing 1 Food and Drug Administration 2 Association of the British Pharmaceutical Industry 3 Medicines and Healthcare Regulatory Authority
parameters of roll compaction on the performance of dry-granulated, immediate release tablet dosage forms. Where threshold values of parameters are found, these will then be compared with experimental results for validation.
Fig. 1 Complexity of formulation process Intelligent software The calculations were performed by the FormRules and INForm software packages (Intelligensys Ltd, Teeside, UK). Firstly, FormRules is used to determine the key variables that relate the formulation to the roll compacted ribbons in the form of rules. In FormRules, the adaptive (learning) capabilities of neural networks and the linguistic capabilities of fuzzy logic are combined to form the neurofuzzy logic. Use of FormRules results in ‘grey box’ type relationships as opposed to the ‘black box’ models traditionally associated with neural networks. The neurofuzzy rules are all expressed in the form IF (condition 1) AND (condition 2) AND (condition 3), THEN (conclusion 1, with confidence factor). The number of conditions in each rule is determined automatically by the neurofuzzy system. Then the INForm software is used to link inputs and outputs and optimise the ‘black box’ model (Lindberg and Colburn [ii]). In

INForm, multilayer perceptron4 neural networks are used to generate models that link inputs to outputs. Genetic algorithms are then employed for optimisation in the multidimensional space to produce a ribbon with specific desired properties. Table 1 shows a summary of the intelligent software. Table 1 Intelligent software.
Fuzzy logic is a problem-solving technique with applications in control and decision making. It derives its power from its ability to draw conclusions and generate responses based on vague, ambiguous, incomplete and imprecise information. To simulate this process of human reasoning it applies the mathematical theory of fuzzy sets first defined in the 1960s by Professor Lofti Zadeh [iii]. Artificial neural networks (ANNs) are biologically-inspired computer programs designed to simulate the way in which the human brain processes information. They are used to generate ‘black box’ models that link inputs to outputs. Subsequently genetic algorithms are employed for optimisation in the multidimensional space. Turban [iv] defines the genetic algorithm as a software program that learns from experience in a similar (simplified) manner to the way in which biological systems learn. FormRules is a ‘data-mining software’, which produces simple rules. INForm
4 A multilayer perceptron is a specific instance of a network of neurons in which the output(s) of some neurons are connected through weighted connections to the input(s) of other neurons.
software is a programme which develops models and subsequently optimises the models, provided that experimental work has been carried out to cover cause-and-effect relationships. However the disadvantage of neural network approaches is that they do not yield explicit mathematical functions for use by formulators. Roll compaction Fig. 2 shows a schematic of the compaction process of a powdered material. The compaction process consists of three regions: slip region, nip region and the release region. In the slip region, the feed powder flows into the roll gap but the rollers are moving faster than the powder so that relative slip occurs. De-aeration also occurs and there comes a point at which the powder is gripped by the rollers (at the “nip angle”, α) so that relative movement ceases between the powder and roll surface, and compaction occurs. In the nip region the pressure may be very high (up to ~ 2,300 bars for the roller compactor at the University of Birmingham). To achieve acceptable compaction, the nip angle must be sufficiently large. In the release region, the compacted ribbon exhibits relaxation as it is released from the rolls. The resulting expansion of the compact is a function of the physical characteristics of the material, roll diameter, roll speed and roll pressure. Fig. 2 schematically shows a roll compaction profile measured by the pressure transducer inserted into one of the rolls in such a way as to detect normal stress on the roll surface. Fig. 3 shows the compaction profile of microcrystalline cellulose at a roll gap of 1.2 mm and a roll speed of 1 rpm. The nip angle was estimated from the data as shown. The neutral angle is the angle at which the maximum roll compaction pressure and transition between the nip and the release region occurs. Note that, depending on the material properties, the peak pressure does
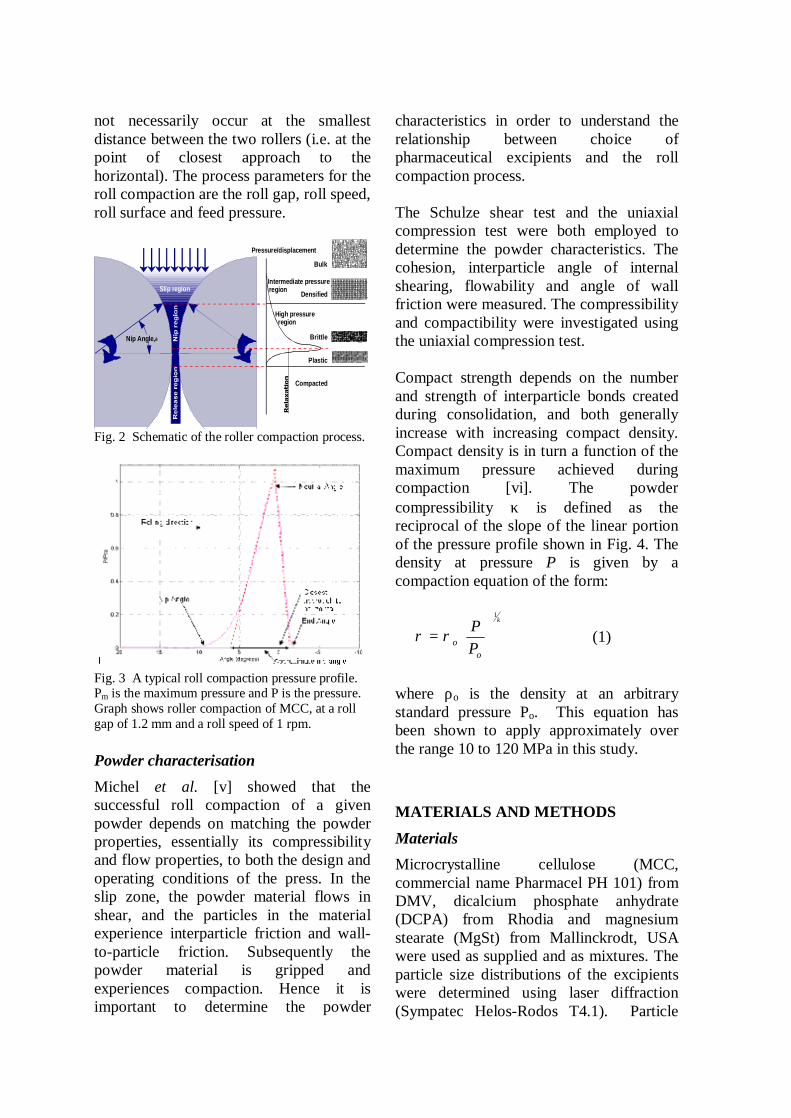
not necessarily occur at the smallest distance between the two rollers (i.e. at the point of closest approach to the horizontal). The process parameters for the roll compaction are the roll gap, roll speed, roll surface and feed pressure.
Slip region
Nip Angle, α
Intermediate pressureregion
High pressureregion
Pressure/displacement
Bulk
Densified
Brittle
Plastic
Compacted
Fig. 2 Schematic of the roller compaction process.
Fig. 3 A typical roll compaction pressure profile. Pm is the maximum pressure and P is the pressure. Graph shows roller compaction of MCC, at a roll gap of 1.2 mm and a roll speed of 1 rpm. Powder characterisation Michel et al. [v] showed that the successful roll compaction of a given powder depends on matching the powder properties, essentially its compressibility and flow properties, to both the design and operating conditions of the press. In the slip zone, the powder material flows in shear, and the particles in the material experience interparticle friction and wall-to-particle friction. Subsequently the powder material is gripped and experiences compaction. Hence it is important to determine the powder
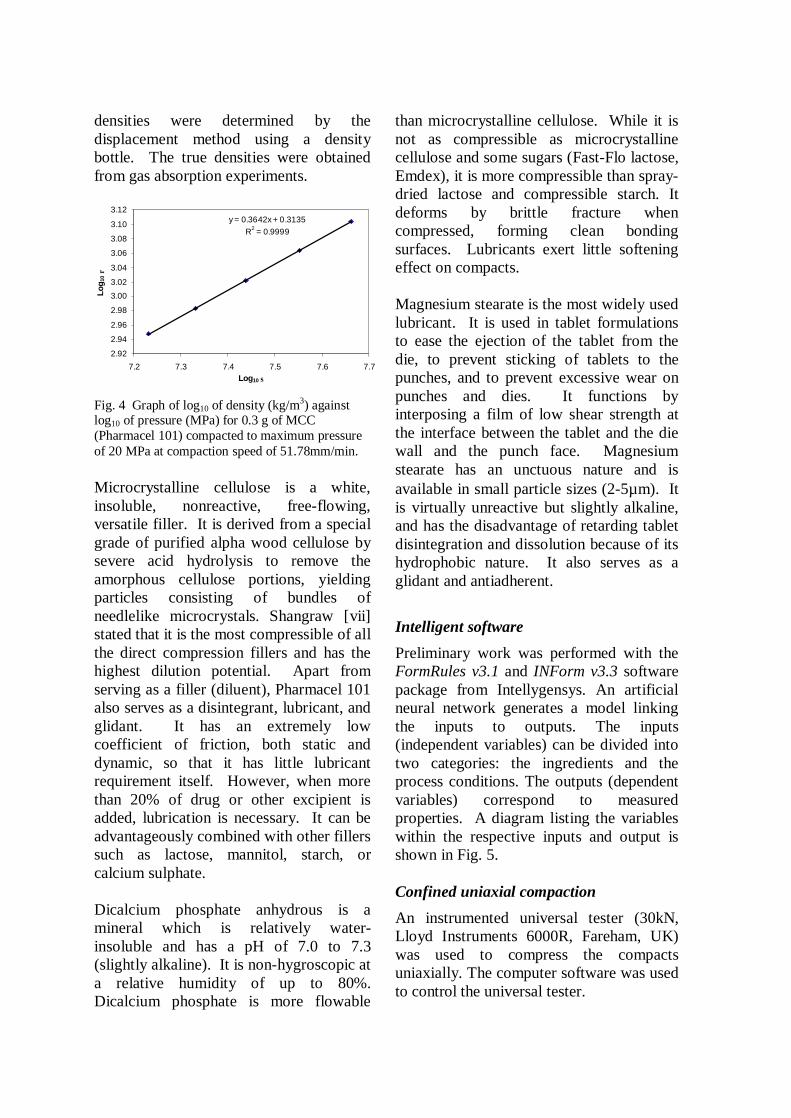
characteristics in order to understand the relationship between choice of pharmaceutical excipients and the roll compaction process. The Schulze shear test and the uniaxial compression test were both employed to determine the powder characteristics. The cohesion, interparticle angle of internal shearing, flowability and angle of wall friction were measured. The compressibility and compactibility were investigated using the uniaxial compression test. Compact strength depends on the number and strength of interparticle bonds created during consolidation, and both generally increase with increasing compact density. Compact density is in turn a function of the maximum pressure achieved during compaction [vi]. The powder compressibility κ is defined as the reciprocal of the slope of the linear portion of the pressure profile shown in Fig. 4. The density at pressure P is given by a compaction equation of the form:
κ
ρρ1
=
oo P
P (1)
where ρo is the density at an arbitrary standard pressure Po. This equation has been shown to apply approximately over the range 10 to 120 MPa in this study.
MATERIALS AND METHODS Materials Microcrystalline cellulose (MCC, commercial name Pharmacel PH 101) from DMV, dicalcium phosphate anhydrate (DCPA) from Rhodia and magnesium stearate (MgSt) from Mallinckrodt, USA were used as supplied and as mixtures. The particle size distributions of the excipients were determined using laser diffraction (Sympatec Helos-Rodos T4.1). Particle
densities were determined by the displacement method using a density bottle. The true densities were obtained from gas absorption experiments.
y = 0.3642x + 0.3135R2 = 0.9999
2.92
2.94
2.96
2.98
3.003.02
3.04
3.06
3.08
3.10
3.12
7.2 7.3 7.4 7.5 7.6 7.7Log10 σ
Log 1
0 ρ
Fig. 4 Graph of log10 of density (kg/m3) against log10 of pressure (MPa) for 0.3 g of MCC (Pharmacel 101) compacted to maximum pressure of 20 MPa at compaction speed of 51.78mm/min. Microcrystalline cellulose is a white, insoluble, nonreactive, free-flowing, versatile filler. It is derived from a special grade of purified alpha wood cellulose by severe acid hydrolysis to remove the amorphous cellulose portions, yielding particles consisting of bundles of needlelike microcrystals. Shangraw [vii] stated that it is the most compressible of all the direct compression fillers and has the highest dilution potential. Apart from serving as a filler (diluent), Pharmacel 101 also serves as a disintegrant, lubricant, and glidant. It has an extremely low coefficient of friction, both static and dynamic, so that it has little lubricant requirement itself. However, when more than 20% of drug or other excipient is added, lubrication is necessary. It can be advantageously combined with other fillers such as lactose, mannitol, starch, or calcium sulphate. Dicalcium phosphate anhydrous is a mineral which is relatively water- insoluble and has a pH of 7.0 to 7.3 (slightly alkaline). It is non-hygroscopic at a relative humidity of up to 80%. Dicalcium phosphate is more flowable
than microcrystalline cellulose. While it is not as compressible as microcrystalline cellulose and some sugars (Fast-Flo lactose, Emdex), it is more compressible than spray-dried lactose and compressible starch. It deforms by brittle fracture when compressed, forming clean bonding surfaces. Lubricants exert little softening effect on compacts. Magnesium stearate is the most widely used lubricant. It is used in tablet formulations to ease the ejection of the tablet from the die, to prevent sticking of tablets to the punches, and to prevent excessive wear on punches and dies. It functions by interposing a film of low shear strength at the interface between the tablet and the die wall and the punch face. Magnesium stearate has an unctuous nature and is available in small particle sizes (2-5µm). It is virtually unreactive but slightly alkaline, and has the disadvantage of retarding tablet disintegration and dissolution because of its hydrophobic nature. It also serves as a glidant and antiadherent.
Intelligent software Preliminary work was performed with the FormRules v3.1 and INForm v3.3 software package from Intellygensys. An artificial neural network generates a model linking the inputs to outputs. The inputs (independent variables) can be divided into two categories: the ingredients and the process conditions. The outputs (dependent variables) correspond to measured properties. A diagram listing the variables within the respective inputs and output is shown in Fig. 5. Confined uniaxial compaction An instrumented universal tester (30kN, Lloyd Instruments 6000R, Fareham, UK) was used to compress the compacts uniaxially. The computer software was used to control the universal tester.
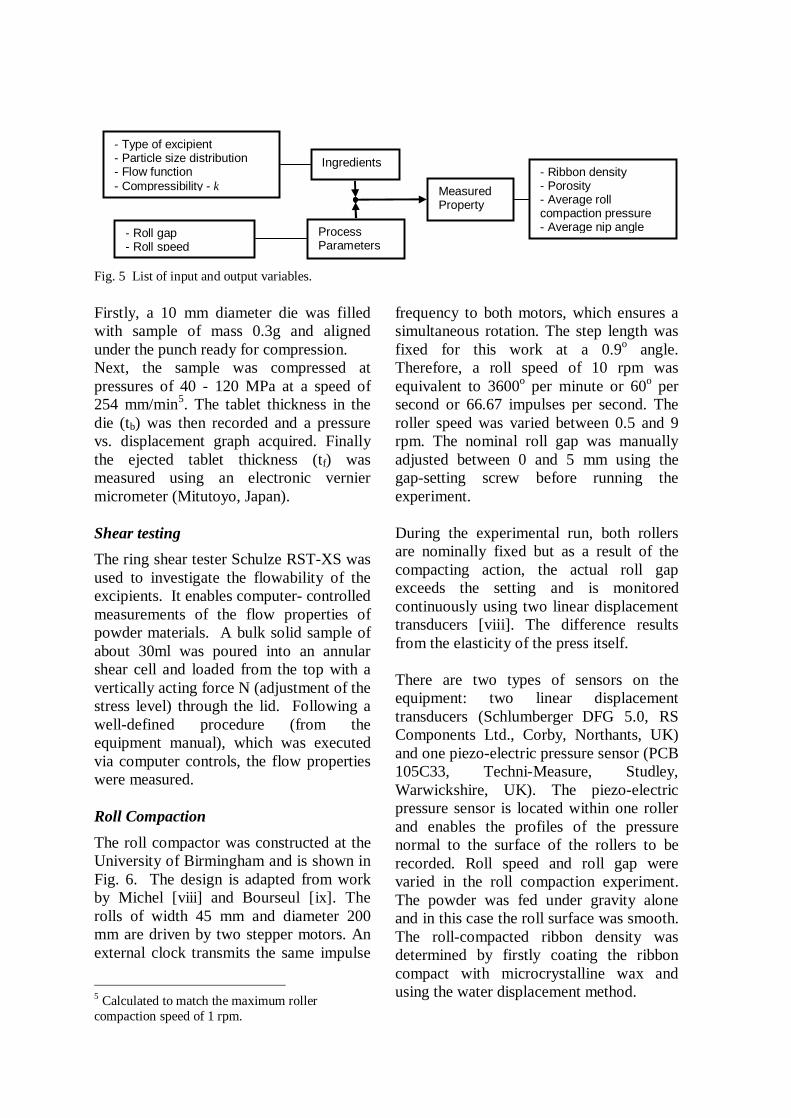
Fig. 5 List of input and output variables. Firstly, a 10 mm diameter die was filled with sample of mass 0.3g and aligned under the punch ready for compression. Next, the sample was compressed at pressures of 40 - 120 MPa at a speed of 254 mm/min5. The tablet thickness in the die (tb) was then recorded and a pressure vs. displacement graph acquired. Finally the ejected tablet thickness (tf) was measured using an electronic vernier micrometer (Mitutoyo, Japan). Shear testing The ring shear tester Schulze RST-XS was used to investigate the flowability of the excipients. It enables computer- controlled measurements of the flow properties of powder materials. A bulk solid sample of about 30ml was poured into an annular shear cell and loaded from the top with a vertically acting force N (adjustment of the stress level) through the lid. Following a well-defined procedure (from the equipment manual), which was executed via computer controls, the flow properties were measured. Roll Compaction The roll compactor was constructed at the University of Birmingham and is shown in Fig. 6. The design is adapted from work by Michel [viii] and Bourseul [ix]. The rolls of width 45 mm and diameter 200 mm are driven by two stepper motors. An external clock transmits the same impulse
5 Calculated to match the maximum roller compaction speed of 1 rpm.
frequency to both motors, which ensures a simultaneous rotation. The step length was fixed for this work at a 0.9o angle. Therefore, a roll speed of 10 rpm was equivalent to 3600o per minute or 60o per second or 66.67 impulses per second. The roller speed was varied between 0.5 and 9 rpm. The nominal roll gap was manually adjusted between 0 and 5 mm using the gap-setting screw before running the experiment. During the experimental run, both rollers are nominally fixed but as a result of the compacting action, the actual roll gap exceeds the setting and is monitored continuously using two linear displacement transducers [viii]. The difference results from the elasticity of the press itself. There are two types of sensors on the equipment: two linear displacement transducers (Schlumberger DFG 5.0, RS Components Ltd., Corby, Northants, UK) and one piezo-electric pressure sensor (PCB 105C33, Techni-Measure, Studley, Warwickshire, UK). The piezo-electric pressure sensor is located within one roller and enables the profiles of the pressure normal to the surface of the rollers to be recorded. Roll speed and roll gap were varied in the roll compaction experiment. The powder was fed under gravity alone and in this case the roll surface was smooth. The roll-compacted ribbon density was determined by firstly coating the ribbon compact with microcrystalline wax and using the water displacement method.
- Type of excipient - Particle size distribution - Flow function - Compressibility - κ
- Roll gap - Roll speed
- Ribbon density - Porosity - Average roll compaction pressure - Average nip angle
Ingredients
Process Parameters
Measured Property
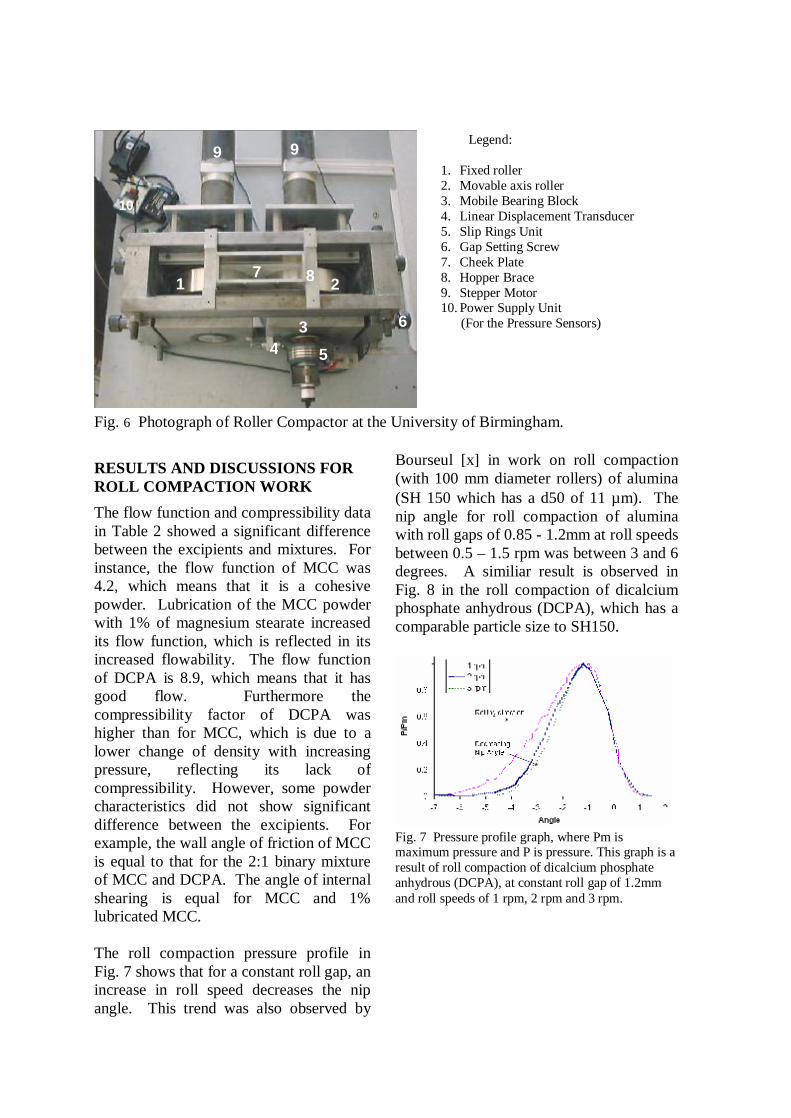
Fig. 6 Photograph of Roller Compactor at the University of Birmingham.
RESULTS AND DISCUSSIONS FOR ROLL COMPACTION WORK The flow function and compressibility data in Table 2 showed a significant difference between the excipients and mixtures. For instance, the flow function of MCC was 4.2, which means that it is a cohesive powder. Lubrication of the MCC powder with 1% of magnesium stearate increased its flow function, which is reflected in its increased flowability. The flow function of DCPA is 8.9, which means that it has good flow. Furthermore the compressibility factor of DCPA was higher than for MCC, which is due to a lower change of density with increasing pressure, reflecting its lack of compressibility. However, some powder characteristics did not show significant difference between the excipients. For example, the wall angle of friction of MCC is equal to that for the 2:1 binary mixture of MCC and DCPA. The angle of internal shearing is equal for MCC and 1% lubricated MCC. The roll compaction pressure profile in Fig. 7 shows that for a constant roll gap, an increase in roll speed decreases the nip angle. This trend was also observed by
Bourseul [x] in work on roll compaction (with 100 mm diameter rollers) of alumina (SH 150 which has a d50 of 11 µm). The nip angle for roll compaction of alumina with roll gaps of 0.85 - 1.2mm at roll speeds between 0.5 – 1.5 rpm was between 3 and 6 degrees. A similiar result is observed in Fig. 8 in the roll compaction of dicalcium phosphate anhydrous (DCPA), which has a comparable particle size to SH150.
Fig. 7 Pressure profile graph, where Pm is maximum pressure and P is pressure. This graph is a result of roll compaction of dicalcium phosphate anhydrous (DCPA), at constant roll gap of 1.2mm and roll speeds of 1 rpm, 2 rpm and 3 rpm.
10
1 2
3 4 5
6
7 8
9 9 Legend:
1. Fixed roller 2. Movable axis roller 3. Mobile Bearing Block 4. Linear Displacement Transducer 5. Slip Rings Unit 6. Gap Setting Screw 7. Cheek Plate 8. Hopper Brace 9. Stepper Motor 10. Power Supply Unit (For the Pressure Sensors)
3
3.5
4
4.5
5
5.5
0.5 1 1.5 2 2.5 3 3.5
Roll speed (rpm)
Nip
Angl
e (o )
0.8 mm1.0 mm1.2 mm1.4 mm
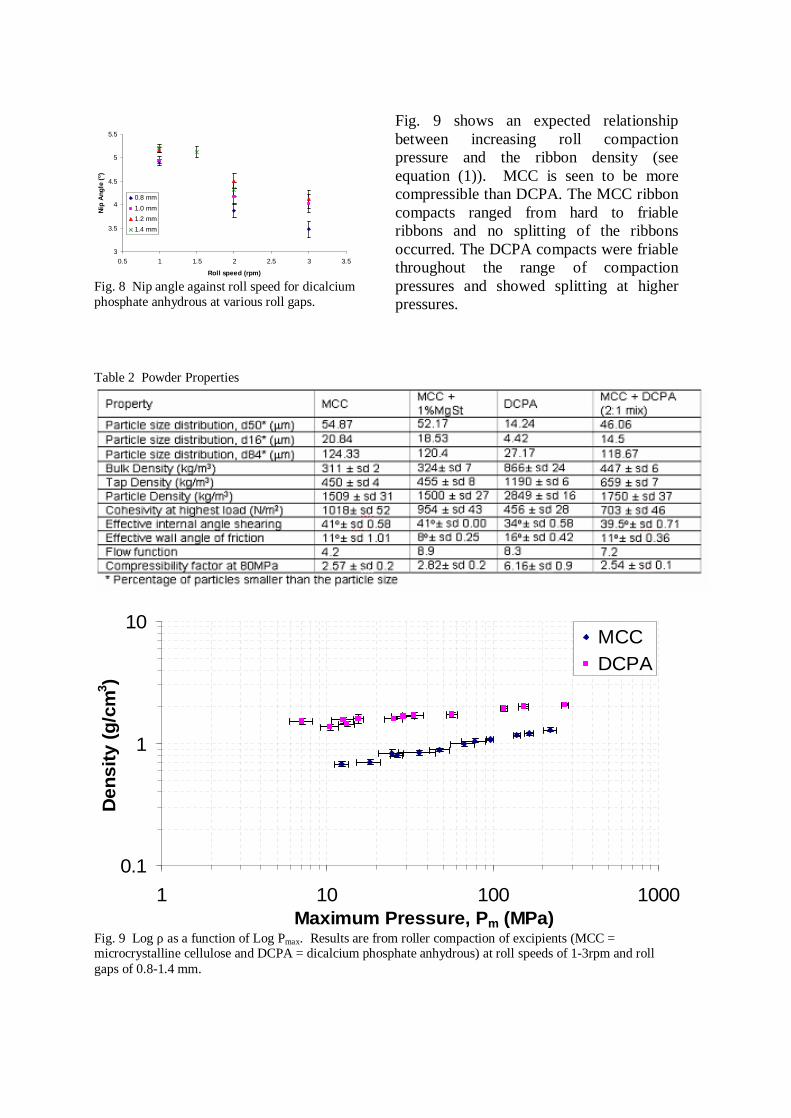
Fig. 8 Nip angle against roll speed for dicalcium phosphate anhydrous at various roll gaps.
Fig. 9 shows an expected relationship between increasing roll compaction pressure and the ribbon density (see equation (1)). MCC is seen to be more compressible than DCPA. The MCC ribbon compacts ranged from hard to friable ribbons and no splitting of the ribbons occurred. The DCPA compacts were friable throughout the range of compaction pressures and showed splitting at higher pressures.
Table 2 Powder Properties
0.1
1
10
1 10 100 1000Maximum Pressure, Pm (MPa)
Den
sity
(g/c
m3 )
MCCDCPA
Fig. 9 Log ρ as a function of Log Pmax. Results are from roller compaction of excipients (MCC = microcrystalline cellulose and DCPA = dicalcium phosphate anhydrous) at roll speeds of 1-3rpm and roll gaps of 0.8-1.4 mm.
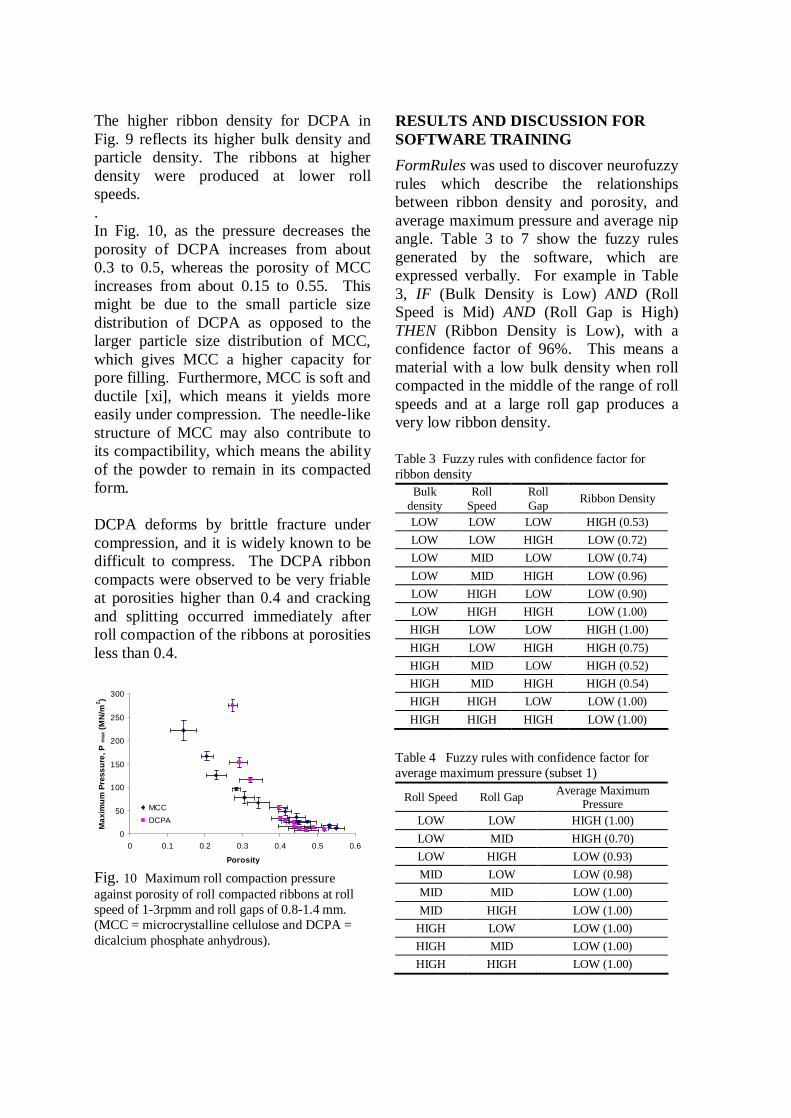
The higher ribbon density for DCPA in Fig. 9 reflects its higher bulk density and particle density. The ribbons at higher density were produced at lower roll speeds. . In Fig. 10, as the pressure decreases the porosity of DCPA increases from about 0.3 to 0.5, whereas the porosity of MCC increases from about 0.15 to 0.55. This might be due to the small particle size distribution of DCPA as opposed to the larger particle size distribution of MCC, which gives MCC a higher capacity for pore filling. Furthermore, MCC is soft and ductile [xi], which means it yields more easily under compression. The needle-like structure of MCC may also contribute to its compactibility, which means the ability of the powder to remain in its compacted form. DCPA deforms by brittle fracture under compression, and it is widely known to be difficult to compress. The DCPA ribbon compacts were observed to be very friable at porosities higher than 0.4 and cracking and splitting occurred immediately after roll compaction of the ribbons at porosities less than 0.4.
0
50
100
150
200
250
300
0 0.1 0.2 0.3 0.4 0.5 0.6
Porosity
Max
imum
Pre
ssur
e, P
max
(MN
/m2 )
MCCDCPA
Fig. 10 Maximum roll compaction pressure against porosity of roll compacted ribbons at roll speed of 1-3rpmm and roll gaps of 0.8-1.4 mm. (MCC = microcrystalline cellulose and DCPA = dicalcium phosphate anhydrous).
RESULTS AND DISCUSSION FOR SOFTWARE TRAINING FormRules was used to discover neurofuzzy rules which describe the relationships between ribbon density and porosity, and average maximum pressure and average nip angle. Table 3 to 7 show the fuzzy rules generated by the software, which are expressed verbally. For example in Table 3, IF (Bulk Density is Low) AND (Roll Speed is Mid) AND (Roll Gap is High) THEN (Ribbon Density is Low), with a confidence factor of 96%. This means a material with a low bulk density when roll compacted in the middle of the range of roll speeds and at a large roll gap produces a very low ribbon density. Table 3 Fuzzy rules with confidence factor for ribbon density
Bulk density
Roll Speed
Roll Gap Ribbon Density
LOW LOW LOW HIGH (0.53) LOW LOW HIGH LOW (0.72) LOW MID LOW LOW (0.74) LOW MID HIGH LOW (0.96) LOW HIGH LOW LOW (0.90) LOW HIGH HIGH LOW (1.00) HIGH LOW LOW HIGH (1.00) HIGH LOW HIGH HIGH (0.75) HIGH MID LOW HIGH (0.52) HIGH MID HIGH HIGH (0.54) HIGH HIGH LOW LOW (1.00) HIGH HIGH HIGH LOW (1.00)
Table 4 Fuzzy rules with confidence factor for average maximum pressure (subset 1)
Roll Speed Roll Gap Average Maximum Pressure
LOW LOW HIGH (1.00) LOW MID HIGH (0.70) LOW HIGH LOW (0.93) MID LOW LOW (0.98) MID MID LOW (1.00) MID HIGH LOW (1.00)
HIGH LOW LOW (1.00) HIGH MID LOW (1.00) HIGH HIGH LOW (1.00)
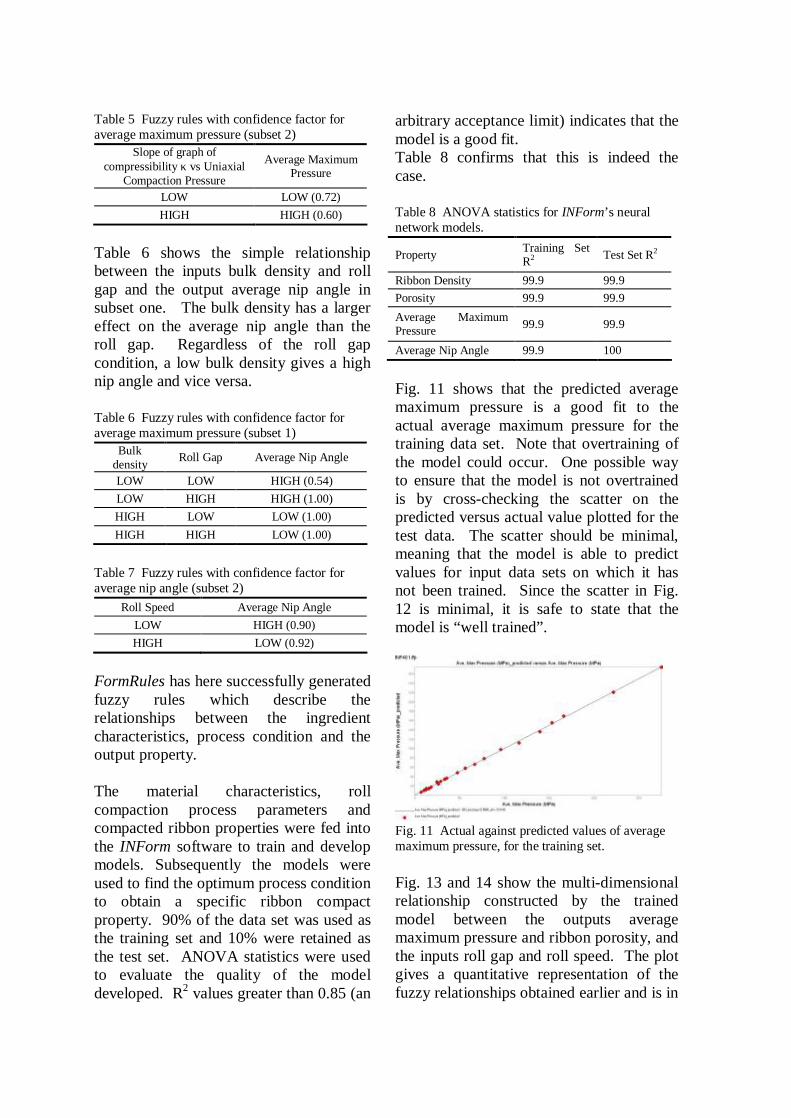
Table 5 Fuzzy rules with confidence factor for average maximum pressure (subset 2)
Slope of graph of compressibility κ vs Uniaxial
Compaction Pressure
Average Maximum Pressure
LOW LOW (0.72) HIGH HIGH (0.60)
Table 6 shows the simple relationship between the inputs bulk density and roll gap and the output average nip angle in subset one. The bulk density has a larger effect on the average nip angle than the roll gap. Regardless of the roll gap condition, a low bulk density gives a high nip angle and vice versa. Table 6 Fuzzy rules with confidence factor for average maximum pressure (subset 1)
Bulk density Roll Gap Average Nip Angle
LOW LOW HIGH (0.54) LOW HIGH HIGH (1.00) HIGH LOW LOW (1.00) HIGH HIGH LOW (1.00)
Table 7 Fuzzy rules with confidence factor for average nip angle (subset 2)
Roll Speed Average Nip Angle LOW HIGH (0.90) HIGH LOW (0.92)
FormRules has here successfully generated fuzzy rules which describe the relationships between the ingredient characteristics, process condition and the output property. The material characteristics, roll compaction process parameters and compacted ribbon properties were fed into the INForm software to train and develop models. Subsequently the models were used to find the optimum process condition to obtain a specific ribbon compact property. 90% of the data set was used as the training set and 10% were retained as the test set. ANOVA statistics were used to evaluate the quality of the model developed. R2 values greater than 0.85 (an
arbitrary acceptance limit) indicates that the model is a good fit. Table 8 confirms that this is indeed the case. Table 8 ANOVA statistics for INForm’s neural network models.
Property Training Set R2 Test Set R2
Ribbon Density 99.9 99.9 Porosity 99.9 99.9 Average Maximum Pressure 99.9 99.9
Average Nip Angle 99.9 100
Fig. 11 shows that the predicted average maximum pressure is a good fit to the actual average maximum pressure for the training data set. Note that overtraining of the model could occur. One possible way to ensure that the model is not overtrained is by cross-checking the scatter on the predicted versus actual value plotted for the test data. The scatter should be minimal, meaning that the model is able to predict values for input data sets on which it has not been trained. Since the scatter in Fig. 12 is minimal, it is safe to state that the model is “well trained”.
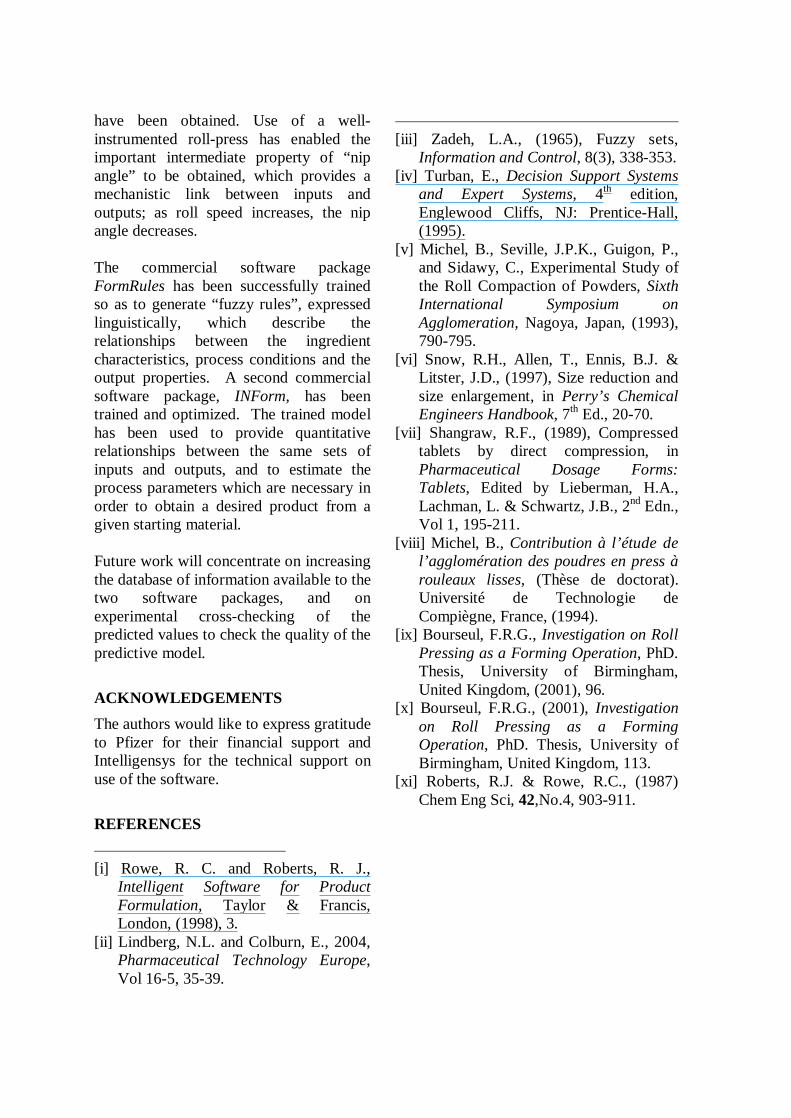
Fig. 11 Actual against predicted values of average maximum pressure, for the training set. Fig. 13 and 14 show the multi-dimensional relationship constructed by the trained model between the outputs average maximum pressure and ribbon porosity, and the inputs roll gap and roll speed. The plot gives a quantitative representation of the fuzzy relationships obtained earlier and is in
accordance with expectations from the experimental work.
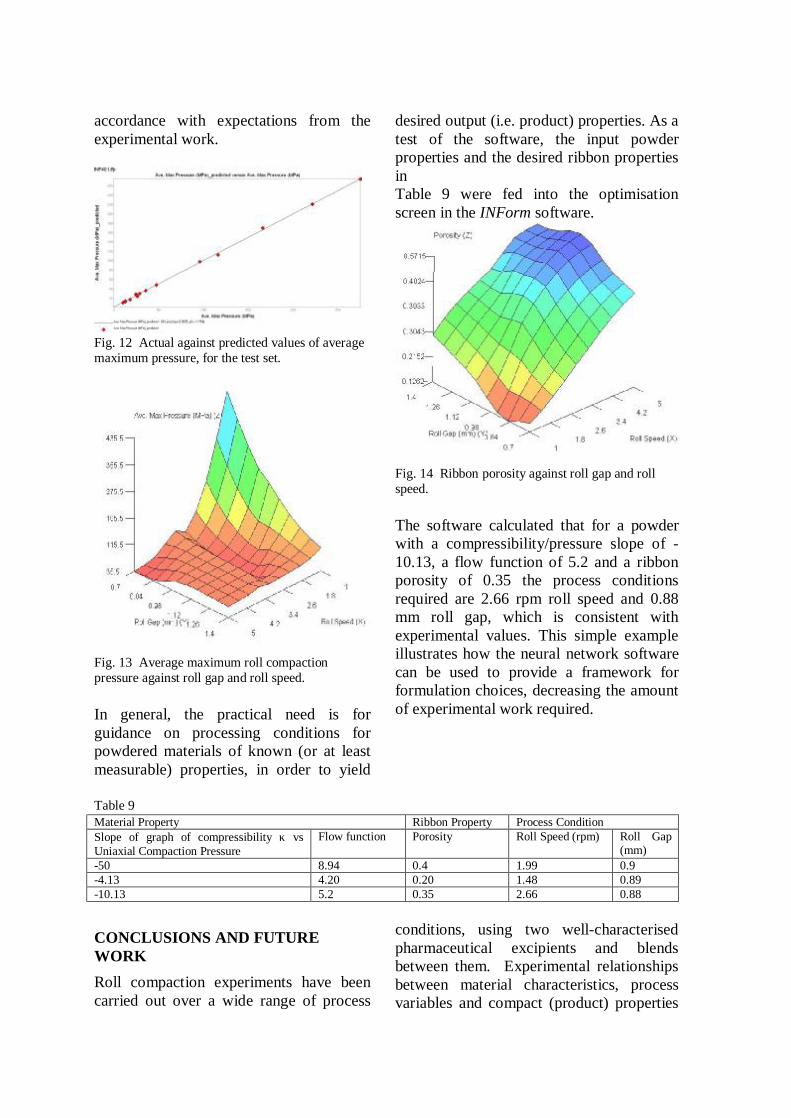
Fig. 12 Actual against predicted values of average maximum pressure, for the test set.
Fig. 13 Average maximum roll compaction pressure against roll gap and roll speed. In general, the practical need is for guidance on processing conditions for powdered materials of known (or at least measurable) properties, in order to yield
desired output (i.e. product) properties. As a test of the software, the input powder properties and the desired ribbon properties in Table 9 were fed into the optimisation screen in the INForm software.
Fig. 14 Ribbon porosity against roll gap and roll speed. The software calculated that for a powder with a compressibility/pressure slope of -10.13, a flow function of 5.2 and a ribbon porosity of 0.35 the process conditions required are 2.66 rpm roll speed and 0.88 mm roll gap, which is consistent with experimental values. This simple example illustrates how the neural network software can be used to provide a framework for formulation choices, decreasing the amount of experimental work required.
Table 9 Material Property Ribbon Property Process Condition Slope of graph of compressibility κ vs Uniaxial Compaction Pressure
Flow function Porosity Roll Speed (rpm) Roll Gap (mm)
-50 8.94 0.4 1.99 0.9 -4.13 4.20 0.20 1.48 0.89 -10.13 5.2 0.35 2.66 0.88
CONCLUSIONS AND FUTURE WORK Roll compaction experiments have been carried out over a wide range of process
conditions, using two well-characterised pharmaceutical excipients and blends between them. Experimental relationships between material characteristics, process variables and compact (product) properties
have been obtained. Use of a well-instrumented roll-press has enabled the important intermediate property of “nip angle” to be obtained, which provides a mechanistic link between inputs and outputs; as roll speed increases, the nip angle decreases. The commercial software package FormRules has been successfully trained so as to generate “fuzzy rules”, expressed linguistically, which describe the relationships between the ingredient characteristics, process conditions and the output properties. A second commercial software package, INForm, has been trained and optimized. The trained model has been used to provide quantitative relationships between the same sets of inputs and outputs, and to estimate the process parameters which are necessary in order to obtain a desired product from a given starting material. Future work will concentrate on increasing the database of information available to the two software packages, and on experimental cross-checking of the predicted values to check the quality of the predictive model.
ACKNOWLEDGEMENTS The authors would like to express gratitude to Pfizer for their financial support and Intelligensys for the technical support on use of the software.
REFERENCES [i] Rowe, R. C. and Roberts, R. J.,
Intelligent Software for Product Formulation, Taylor & Francis, London, (1998), 3.
[ii] Lindberg, N.L. and Colburn, E., 2004, Pharmaceutical Technology Europe, Vol 16-5, 35-39.
[iii] Zadeh, L.A., (1965), Fuzzy sets,
Information and Control, 8(3), 338-353. [iv] Turban, E., Decision Support Systems
and Expert Systems, 4th edition, Englewood Cliffs, NJ: Prentice-Hall, (1995).
[v] Michel, B., Seville, J.P.K., Guigon, P., and Sidawy, C., Experimental Study of the Roll Compaction of Powders, Sixth International Symposium on Agglomeration, Nagoya, Japan, (1993), 790-795.
[vi] Snow, R.H., Allen, T., Ennis, B.J. & Litster, J.D., (1997), Size reduction and size enlargement, in Perry’s Chemical Engineers Handbook, 7th Ed., 20-70.
[vii] Shangraw, R.F., (1989), Compressed tablets by direct compression, in Pharmaceutical Dosage Forms: Tablets, Edited by Lieberman, H.A., Lachman, L. & Schwartz, J.B., 2nd Edn., Vol 1, 195-211.
[viii] Michel, B., Contribution à l’étude de l’agglomération des poudres en press à rouleaux lisses, (Thèse de doctorat). Université de Technologie de Compiègne, France, (1994).
[ix] Bourseul, F.R.G., Investigation on Roll Pressing as a Forming Operation, PhD. Thesis, University of Birmingham, United Kingdom, (2001), 96.
[x] Bourseul, F.R.G., (2001), Investigation on Roll Pressing as a Forming Operation, PhD. Thesis, University of Birmingham, United Kingdom, 113.
[xi] Roberts, R.J. & Rowe, R.C., (1987) Chem Eng Sci, 42,No.4, 903-911.