
Occupational Exposure to Metalworking Fluid Mist and Sump ...
Upload
khangminh22Category
view
3download
0
12 YEARS of publishing excellence
T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y
SYSTEMS, STRATEGIES & RESEARCH FOR LUBRICATION PROFESSIONALS AN PUBLICATION | APRIL 2016
Digital TLT: Sponsored this month by Afton Chemical Corp. at www.stle.org.
TLT Minding the Metalworking FluidsHow the right tests, consistent monitoring and accurate records can reduce machine down time and maintenance costs.
Bearings & Coatings Q&A with Schaeffler’s Wolfgang Braun
Lubes in a New Light Fluorescence and viscosity
Hybrid Cars Here comes the Bolt
Shale Energy Development Trends & utilization
Lifestyle Balancing How companies can help
STLE Annual Meeting App

© 2016. Afton Chemical Corporation is a wholly-owned subsidiary of NewMarket Corporation (NYSE:NEU). Polartech® is a trademark of Afton Chemical Corporation.
DEEP INSIDE NEW METALWORKING MACHINES, WHERE CUTTING SPEEDS AND TEMPERATURES HAVE SOARED AND COOLANT DELIVERY PRESSURE HAS INTENSIFIED, FOAM AND FLUID SEPARATION
HAVE BECOME THE NEW MISCHIEF-MAKERS TO PRODUCTIVITY AND EFFICIENCY.
SCIENTIFICALLY PROVEN AND RIGOROUSLY TESTED IN HIGH PRESSURE FIELD TRIALS, POLARTECH® EA700 IS A TOTALLY NEW HIGH PERFORMANCE EMULSIFIER WHICH REMAINS STABLE
IN DIFFICULT WATER QUALITIES, AND IS COMPATIBLE WITH A WIDE RANGE OF BASE STOCKS.
PATROLLED BY OUR LEGENDARY HEROES OF PROTECTION AND PERFORMANCE, POLARTECH® EA700 DELIVERS VIRTUALLY NO FOAM AND NO FLUID SEPARATION, AS IT DRAMATICALLY
EXTENDS FLUID LIFE, KEEPS MACHINES CLEANER AND REDUCES ODORS.
THE POWER TO PREVENT FOAM… AND SEPARATION
www.aftonmicrobotz.com/EA700
EA700NO CONTEST!
POLARTECH
FEATURES
TLT / APRIL 2016 / VOLUME 72 / NO. 4
16 24 26
Contents
WEBINARS
26 Shale energy development trends and utilization
Hydraulic fracturing is the production method broadly used in Pennsylvania.
By Stuart F. Brown
FEATURE ARTICLE
32 Minding the metalworking fluids
How the right tests, consistent monitoring and accurate records reduce machine down time and maintenance costs.
By Dr. Nancy McGuire
PEER-REVIEWED PAPER (EDITOR’S CHOICE)
40 The Influence of Total Acid Number of Ester Oil in Tribological Behavior of DLC Contacts
By Jinzhu Tang, Qi Ding, Guangan Zhang and Litian Hu
20 MINUTES WITH…
16 Wolfgang Braun
This scientific analyst discusses coatings and bearings.
By Rachel Fowler
SCHOLARSHIP RESEARCH
20 Tribology research report written by the recipient of the society’s 2015 scholarship program.
The Effect of High Viscosity Index on Fuel Economy with Bio-Derived Hydraulic Oils
By Chris Jaudon, Robert Jackson and Tom Gallagher
LUBRICATION FUNDAMENTALS
24 Lifestyle balancing
Better management of your professional and personal lives can affirm your values and increase your productivity.
By Dr. Robert M. Gresham
W W W . S T L E . O R G T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y A P R I L 2 0 1 6 • 1
32Front cover photo: © Can Stock Photo Inc. / gina_sanders
DEPARTMENTS
10 Tech Beat
‘Flip-flop’ coatings impart surface versatility; crumpled graphene balls; new alloy for low-temperature applications.
By Dr. Neil Canter
52 Newsmakers
This month’s newsmakers include Elevance Renewable Sciences, ASTM International, Chevron Oronite, Biosynthetic Technologies and more.
58 New Products
App for mounting bearings; diesel exhaust fluid nozzle and more.
60 Sounding Board
Who was the greater inventor: Leonardo da Vinci or Thomas Edison?
65 Advertisers Index
66 Resources
Keep up to date with the latest technical literature available in print and online.
PUBLISHER/ EDITOR-IN-CHIEF Thomas T. Astrene [email protected]
ASSOCIATE EDITOR Rachel Fowler [email protected]
SENIOR FEATURE WRITER Jeanna Van Rensselar
CONTRIBUTING EDITORS Stuart F. Brown Dr. Neil Canter Dr. Robert M. Gresham Dr. Nancy McGuire Debbie Sniderman
CIRCULATION COORDINATORS Myrna Scott Judy Enblom (847) 825-5536
DESIGN/PRODUCTION Joe Ruck
ADVERTISING SALES Tracy Nicholas VanEe Phone: (630) 922-3459 Fax: (630) 904-4563 [email protected]
TRIBOLOGY AND LUBRICATION TECHNOLOGY (USPS 865740) Vol. 72, Number 4, (ISSN-1545-858), is published monthly by the Society of Tribologists and Lubrication Engineers, 840 Busse Hwy, Park Ridge, IL 60068-2376. Periodicals Postage is Paid at Park Ridge, IL and at additional mailing offices. POSTMASTER: Send address changes to Tribology and Lubrication Technology, 840 Busse Hwy, Park Ridge, IL 60068-2376.
EDITOR Evan Zabawski ALS Tribology
Calgary, Alberta, [email protected]
TECHNICAL EDITORS
Contents
4 President’s Report A soccer fan’s conundrum
6 From the Editor Hiram Hyde’s unheralded
handiwork
8 Headquarters Report We’re doing what you’re
thinking
70 Automotive Tribology The upcoming Bolt
72 Cutting Edge Looking at lube in a new light
COLUMNS
Patrick Brutto ANGUS Chemical Co. Buffalo Grove, Illinois
Vincent Gatto Vanderbilt Chemicals, LLC Norwalk, Connecticut
David B. Gray Evonik Oil Additives Horsham, Pennsylvania
Dr. Martin Greaves The Dow Chemical Co. Horgen, Switzerland
Michael D. Holloway ALS Tribology Highland Village, Texas
Tyler Housel INOLEX, Inc. Philadelphia, Pennsylvania
Dr. Robert Jackson Auburn University Auburn, Alabama
Dr. Zulfiqar Khan Bournemouth University Poole, Dorset, United Kingdom
Dr. Kook-Wha Koh Chrysan Industries, Inc. Plymouth, Michigan
Andras Korenyi-Both Tribologix, Inc. Golden, Colorado
Michael N. Kotzalas The Timken Co. North Canton, Ohio
Dr. Anoop Kumar Royal Manufacturing Co. Tulsa, Oklahoma
Shawn McCarthy Ocean State Oil, Inc. Riverside, Rhode Island
Dr. Mary Moon Presque Isle Innovations, LLC Yardley, Pennsylvania
William Nehart Calumet Specialty Products Partners, L.P. Apple Valley, Minnesota
Jason Papacek POLARIS Laboratories Indianapolis, Indiana
Dr. Mehdi Shafiei Novelis Global Research & Technology Center Kennesaw, Georgia
Paula Vettel Novvi, LLC Emeryville, California
Jeff Walkup Gram & Juhl Englewood, Colorado
This Month’s Factoids: ‘Elementary, my dear Watson.’
2 • A P R I L 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
Copyright © 2016 Society of Tribologists and Lubrication Engineers. All Rights Reserved.
TLT magazine is owned and published in print and electronically by the Society of Tribologists and Lubrication Engineers (STLE). The views set forth in this magazine are those of the authors and not necessarily the views of STLE. Material from TLT magazine may be reproduced only with written permission from STLE. TLT magazine assumes no liability or responsibility for any inaccurate, delayed or incomplete information. For more information, contact us at [email protected].
Subscription and Single Copies: Current volume single copies are $25 (not including shipping and handling). Annual subscription rate is $225/U.S., $290/international. Prepayment is required before subscription is started. Remittances from foreign countries must be by international money order or bank draft drawn on U.S. bank.
70

The demand for antioxidants in the automotive industry is increasing each year as more stringent fuel efficiency and emissions standards drive the industry toward downsized turbo-charged engines. Because of the higher operating temperatures and accelerated oxidation in engine oil, antioxidants are needed more than ever.
At Chemtura, our steps toward providing a continuous supply of antioxidants to our customers include expanding our Latina, Italy site by building a new alkylated diphenylamine (ADPA) plant that will significantly increase our capacity. During 2016, this new plant will begin producing:
Naugalube® 438L (liquid nonylated diphenyl amine) Naugalube® 750 (liquid octylated butylated diphenyl amine)
Chemtura Petroleum AdditivesPhone: +1.732.738.3633Email: [email protected]/petaddsad
WE’RE NAVIGATING THE TRENDSSO YOU DON’T HAVE TO.
I AM WRITING THIS COLUMN A FEW WEEKS AFTER THE SUPER BOWL. Despite the fact that I do not follow American football, I look forward to either hosting or attending a Super Bowl party with a group of friends. Regrettably this year I was boarding a plane just as the game started and was not able to join the 112 million viewers who witnessed the Denver Broncos vic-tory over the Carolina Panthers in the Super Bowl’s Golden 50th Anniversary match.
Thinking back on previous Super Bowls, each game has been distinctly different. In some, even to my inexperienced eye, the out-come appears set from fairly early on in the game. In others the match remains in conten-tion right up to the end. I think it is the fact that the outcome of individual games and entire league championships are unpredict-able that makes following sports such a popular and entertaining pastime.
Of course, being originally from the UK I follow that other form of football referred to as soccer in U.S. parlance. Since my arrival in the U.S. it has become increasingly easy to follow the English Premier League, as many of the games are now shown live and on demand on U.S. sports channels. One of the English Premier League’s top teams, Manchester United, has recently claimed that it has a worldwide following of 659 million, including 79 million in the U.S. These numbers are dis-puted, and the definition of a follower is vague. However, even if the number is an overestimate, there is no doubt that, like many sports, soccer operates in a global mar-ket. Recently this has been reinforced in our family even more, as my eldest son, who works in Vietnam, is still able to follow his favorite teams, and we get to compare notes when he calls home.
The English Premier League consists of 20 teams, and on most weekends during the soc-cer season there are 10 games that can be watched, in addition to cup matches and vari-ous European championship matches. Although
some fans may try, it is not really practical to watch all the games. My strategy has been to watch Tottenham Hotspurs (the “Spurs”), the team I have followed since my youth, and a couple of other big-team matchups. However, this year my strategy has had to change.
The English Premier League has been quite literally turned upside down. At the time of this writing, a team called Leicester City has been leading the championship for much of the season. This is made remarkable by the fact that it is a team that has never before been in contention for the English Premier League ti-tle and last year narrowly missed being relegated down to the lower Championship Di-vision. Furthermore, some of the league’s most famous teams, such as Manchester United and Chelsea, are strug-gling in midtable or lower and have been beaten by opponents that they typically would be expected to win against relatively easily. These matches have been very unpredictable and highly entertaining to watch, making my selection of matches to view even more com-plex than previous years.
One interesting outcome of this is that I have been watching and am now familiar with players and teams that I would otherwise not have been exposed to. Indeed, the Leicester City players have gradually become house-hold names beyond Leicester City’s normal fan base. My favorite team, the Spurs, is in second place, hotly pursuing those Leicester City upstarts. Each weekend is eagerly antici-pated as we count down to the final matches of the season.
STLE has its own Premier League event in the form of our annual meeting. The 2016 event is May 15-19 in Las Vegas, and I am fac-
ing a similar dilemma to my soccer-viewing conundrum. The multiple technical tracks, education courses, exhibits and Commercial Marketing Forums force me to decide up front which events I will participate in. It simply is not possible to see it all!
In previous years I have ap-plied the same approach used to guide my soccer viewing habits. Thus I have naturally gravitated to those sessions most relevant to my immediate interests, seeking out items that focus on fuel economy, energy efficiency and friction and wear fundamentals. How-ever, this year I will be taking a leaf from my more recent soc-cer viewing playbook and will look out for some fixtures that I would not normally partici-pate in. I am already anxious to learn some new things, and I am sure it will be highly enter-
taining. I invite everyone to join me in Las Vegas to take on the challenge of trying out something different. You never know, it may lead to a whole new business, technical or scientific insight that would have otherwise never occurred to you.
If you are able to attend, keep an eye out for me. If you find me wearing a white T-shirt, dark shorts and donning a hat with a logo of a cockerel standing on a soccer ball, you will know that my favorite team succeeded in its bid to win the English Premier League. I may also find it difficult to refrain from ushering the Spur’s fan chant of, “Come on, yer Spurs!”
PRESIDENT’S REPORT
Dr. Martin Webster
Martin Webster is a senior research associate for ExxonMobil Research and Engineering in Annandale, N.J. You can reach him at martin.n. [email protected].
4 • A P R I L 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
STLE’s 2016 Annual Meeting is like the English Premier League— so little time, so much to see and do.
A soccer fan’s conundrum

EEExxxxxoonMMoobiill CChheeemmiiccaal’ss aadvaanced synthetic base stocks
Your challenge — Formulate innovative lubricants that can help deliver energy efficiency, longer drain intervals and excellent performance in extreme conditions.
Our solutions — Energize your innovation with our broad portfolio of synthetic base stocks that deliver exceptional capabilities and blending flexibility.
Find out more at exxonmobilsynthetics.com
SpectraSyn™ PAO SpectraSyn Plus™ PAO SpectraSyn Elite™ mPAO Synesstic™ AN Esterex™ esters
Copyright ©2015 Exxon Mobil Corporation. All rights reserved. ExxonMobil, the ExxonMobil logo, the interlocking “X” device and all product names herein are trademarks of Exxon Mobil Corporation.

THE TOWN OF TRURO, NOVA SCOTIA, has its place in history as the birthplace of Stanfield’s unshrinkable drop-seat long johns, popular-ized during the Klondike Gold Rush. Truro’s fame as the Hub of Nova Scotia is due to its location at the junction of major rail lines, highways and power transmission corridors. However, one of its residents, stagecoach operator Hiram Hyde, achieved a historical lubricant milestone that receives no recogni-tion, even in his home town.
Hyde was born in Sandy Hill, N.Y., in 1817 and moved to Quebec City when he was 16; it was there he met shipping magnate Samuel Cunard who hailed from Nova Scotia. In 1841 Cunard made Hyde a mail coach driver on the Halifax-Pictou stage run, which ran through Truro. Normally the 104-mile (167 km) run took two days, but Hyde managed to cut it down to 17 hours. Throughout his 25-year career, Hyde revolutionized stagecoaching in Nova Scotia, a career highlighted with the honor of car-rying Prince Edward in his six-horse Concord Coach during the Prince’s 1860 royal visit.
A diverse and progressive man, Hyde encouraged construction of the Nova Sco-tia Railway seemingly against his own self-interest, then later supplied cord wood to the railway. He was one of the founders of the Nova Scotia Electric Telegraph Co., which built the first telegraph system through Northern Nova Scotia.
Hyde also invested heavily in “paraffin oil” (kerosene), which was invented by fellow Nova Scotian Abraham Gesner in 1846 as a cheaper and clearer burning alternative to the whale oil being used as an illuminant to light the streets at night. Gesner’s process originally refined the liquid fuel from coal, bitumen and oil shale. Hyde earned a patent for his own “improved mode of and improved apparatus
for manufacturing oils” from coal, but the discovery of petroleum soon made the pro-cess obsolete, as kerosene was more easily produced from petroleum.
Switching his focus to petroleum, Hyde began experimenting with coup oil. Coup oil is the designation of the first oil extracted from coal as described in Luther Atwood’s U.S. Patent No. 9,630, “Improvement in preparing lubricating oils” from March 29, 1853. Atwood’s naming was inspired by the recent coup d’état of Napoléon III (nephew and heir of Napoléon I). Atwood lost interest in this new oil extract, due to its repulsive and disagreeable odor, and decided to distill and refine “Canada pitch” from the petroleum found near Petro-lia, Ontario.
Hyde was apparently undeterred by the strong odor and filed British patent 2669 on Nov. 27, 1855, titled “An improved manufac-ture of lubricating oils,” which described a process beginning with cold-pressing castor oil (to remove stearine), then melted, washed and dried using steam. Next, the warm castor oil is added to coup oil, and to this compound oil is added an equal part of a light hydrocar-bon oil (manufactured according to his patent from three days earlier) and mixed using a jet of steam. The mixture is then allowed to cool, and lastly exposed to “sunlight or gentle heat for a week or two until it becomes clear, after which it will be fit for use.” Not a terribly productive recipe.
On this same day he also filed patent number 2668, a historic patent titled “An improved manufacture of lubricating com-pound.” The process being to place “7 lbs. of elastic bitumen para, or East India caou-tchouc, or African-rubber” in a sieve cloth bag and placing it in a 100-gallon vat of coup oil “at any temperature varying from 80-150 F.” With the occasional agitation or application of pressure to the sieve cloth, “All the pure part of the added hydrocarbon is dissolved and combined with the oil.” The final mixture, a kind of oil-tea, if you will, is then passed through a fine wire gauze sieve and allowed to rest “until it becomes perfectly brilliant, and is then fit for use.”
Truro, it appears, also is home to the first patented oil additive.
Evan Zabawski, CLS, is a business development/reliability specialist for ALS Tribology in Calgary, Alberta, Canada. You can reach him at [email protected].
FROM THE EDITOR
Evan Zabawski
6 • A P R I L 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
A significant milestone nearly lost to obscurity.
Hiram Hyde’s unheralded handiwork
A kind of oil-tea, if you will.
© C
an S
tock
Pho
to In
c. /
Karid
esig
n
Efficiency from a new perspective.
You have to stay on the move to gain a lead. That’s why the Oil Additives specialists at Evonik focus on working with you to drive innovation and develop truly distinctive solutions. Like premium lubricants that meet tomorrow’s demands — and help you boost efficiency.
Open up new potential — Let it flow.
To learn more, scan the QR code or visit evonik.com/oil-additives.

STLE’S STRATEGIC PLAN emphasizes the or-ganization’s role as a workforce-development partner. That’s not surprising, given our reputa-tion for excellence in technical education. What will present a challenge, however, is delivering on that commitment in ways that meet the changing expectations of our customers.
Insight into those expectations comes through the 2016 Environmental Scanning Project, conducted by Association Laboratory Inc. (ALI), a leader in the field of association research and strategy. A total of 293 senior executives from the association community identified the key trends across a range of five topics from the perspective of their orga-nizations’ members.
Regarding workforce development, one of the five areas, more than two-thirds of senior association executives are concerned about growing demand for online and virtual train-ing opportunities. And an increasing percent-age are concerned about configuring and pricing education and credentialing prod-ucts—reflecting a growing need to find afford-able and convenient means of ensuring a well-trained workforce. Work/life balance and supporting members’ career-development goals also are concerns of a substantial por-
tion of association executives.Late last year, ALI also surveyed STLE
members about their expectations and out-look and came up with very similar results. Workforce issues, such as replacing experi-enced technical staff with younger workers, remain one of the most prevalent internal concerns facing STLE members and their or-ganizations. Consistent with the 2016 Outlook Survey results, time and budgetary restric-tions continue to be leading professional de-velopment concerns.
Affordability and ease of access are hall-marks of projects STLE is emphasizing in re-sponse to the clear message sent via these surveys. The highly regarded technical educa-tion Webinar program is the first of three initiatives that are in line with this need. These one-hour Webinars are normally held twice a month and cover a variety of topics in the field. All online presentations are con-ducted live but are also recorded for viewing at your convenience. Webinars are priced at $39 members/$59 non-members.
If you prefer live education and interaction, STLE Local Sections offer another cost-effec-tive option. Many groups conduct at least one full-day education program each year as well
as monthly meetings with a technical speaker. New or revitalized sections are operating in a number of areas in the U.S., including Minneap-olis-St. Paul, Virginia and Louisiana.
A third option is the TLT Best Practices se-ries. These compilations of past TLT articles are organized around such technical areas as Lu-brication Fundamentals, Oil Analysis and Met-alworking Fluids, with more on the way. Best of all, they are available as a free download at www.stle.org, where you’ll also find details on the Webinar series and section activities.
To support longer-range career develop-ment, another concern cited in the ALI survey, STLE has launched a project known as Educa-tion 2.0. This initiative is intended to identify the technical areas that a lubrication industry professional needs to know and to offer a con-sensus guide to the most authoritative sources available to acquire that knowledge. Watch for more news about this robust new education initiative at the 2016 STLE Annual Meeting and in periodic announcements starting mid-2016.
This effort by STLE is consistent with cur-rent thinking about best practices in continu-ing professional education. Speaking at a meeting of association executives recently, ALI president Dean West emphasized, “We need to evolve our organizations to be suc-cessful in this anticipated future, or else as-sociations will be relegated to the sidelines of professional and industry life. They will be out of date and irrelevant.”
STLE’s leadership and staff have accepted this relevancy challenge. The refreshed ver-sion of our strategic plan puts education front and center during the next three years. For members and prospective members, it will mean that you can count on STLE to deliver on the learning portion of our Connect/Learn/Achieve value proposition.
HEADQUARTERS REPORT
Edward P. Salek, CAE / Executive Director
You can reach Certified Association Executive Ed Salek at [email protected].
We’re doing what you’re thinking
8 • A P R I L 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
© C
an S
tock
Pho
to In
c. /
jirsa
k
A new survey points to effective workforce development programs as the key to making organizations like STLE more valuable.
Replacing experienced technical staff is one of the most prevalent concerns facing STLE members and their organizations.
Performance Fluidsfor the metalworking industry
H
Learn how our products, technical expertise and a genuine dedication, can help your business.
Americas : +1-281-719-7780Europe : +44-1946-694-108Asia Pacific : +65-6297-3363
www.huntsman.com/metalworking
A VERY ACTIVE AREA OF RESEARCH IS THEDEVELOPMENT OF COATINGS that can ren-der surfaces superhydrophobic. The objective from the lubricant standpoint is to facilitate water repellency so that problems that can occur during the op-eration of machinery—such as corro-sion and premature lubricant failure—are minimized.
In a previous TLT article, a model was developed that explains the move-ment of a water jet on a superhydro-phobic surface.1 Researchers prepared a superhydrophobic surface that contains
microscopic ribs and cavities. They found that better drag reduction and lower friction occurs if the water moves parallel to the ribs and cavities rather than perpendicular to them.
STLE Fellow professor Bharat Bhushan, Ohio Eminent Scholar and Howard D. Winbigler professor of mechanical engineering at The Ohio State University in Columbus, Ohio, says, “Four different coatings can be prepared that provide combinations of superhydrohilicity, superoleophilicity, superhydrophobicity and superoleo-phobicity. These coatings can be used to modify a surface so that it can attract or repel oil and water.”
Of interest to the lubricant indus-try is the potential use of a superhy-drophilic/superoleophobic coating that repels oil and can be used as a way to clean up oil spills. One important con-cept is the use of a “flip-flop” coating that can allow water to penetrate but repel oil.
Bhushan says, “Flip-flop coatings
enable the attraction of one type of liquid and the repulsion of a second type of liquid through positioning of different molecular functionalities at different ends of the coating. The use of a fluorosurfactant adhered to an om-niphilic polymer creates this effect by having the high surface tension head groups near the polymer surface and the lower surface tension tail groups at the air interface. The result is that oil droplets are repelled by the tail groups, but water droplets penetrate through the coating to the head groups.”
In a non-flip-flop coating, the wa-ter molecules are not able to penetrate through the coating. Previous meth-ods for developing flip-flop coatings have not worked due to a number of problems. Bhushan says, “In past work, researchers have tried to repel one liq-uid at a time but have encountered difficulties in preparing single-layer coatings. Developing a polymer binder that can hold all of the components in a coating together has proved difficult.
‘Flip-flop’ coatings: Impart surface versatilityA new method prepares all four coating types using a flexible, layer-by-layer spray-coating technique.
TECH BEAT
Dr. Neil Canter / Contributing Editor
KEY CONCEPTS
flip-flop isby placement
• Fouha e been developed through
deposition technique.
coatings displayed good
evaluated a series of
KEY CONCEPTSKEY CONCEPTS
• A• A• A flip-flopflip-flop coatingcoatingcoating iisis preparedpreparedbyby placementplacement ofof differentdifferentmolecularmolecularmolecular functionalitiesfunctionalitiesfunctionalities atatatoppositeopposite e sendsends ofofof thethe coating.coating.
• Four• Four possiblepossiblepossible flip-flopflip-flopflip-flop coatingscoatingscoatingsha ehavehave beenbeenbeen d l ddevelopeddeveloped throughthroughthroughthethethe useuse ofof aa layer-by-layerlayer-by-layerd tdepositiondeposition t htechnique.technique.
• The• The coatingscoatings displayeddisplayed goodgoodperformanceperformance afterafter beingbeingevaluatedevaluatedevaluated ininin aaa seriesseriesseries ofofof tests.tests.tests.
Flip-flop coatings enable the attraction of one type of liquid and the repulsion of a second type of liquid through positioning of different molecular functionalities at different ends of the coating.
10 The most abundant element in the human body by weight is: hydrogen, oxygen, carbon or calcium. A.
Compatibility is a problem along with how to optimize the properties of the coatings.”
There is a need for a new technique for developing flip-flop coatings to ex-ploit their versatility. Such an approach is now available.
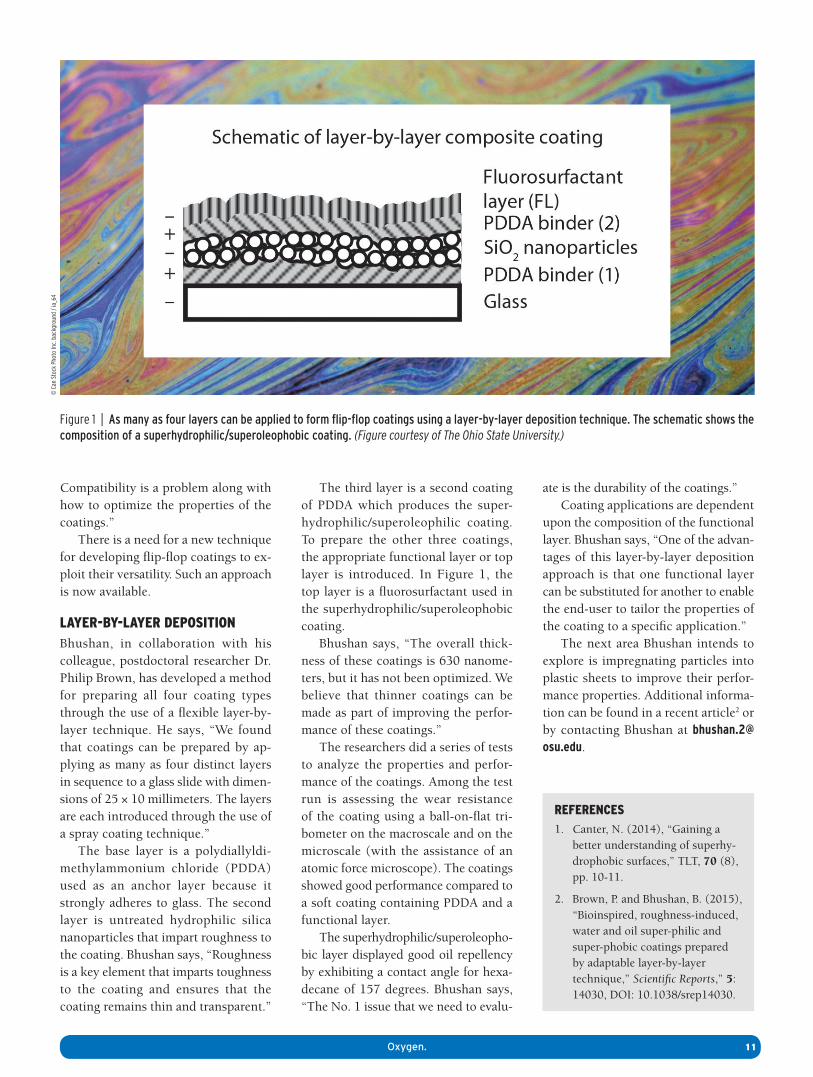
LAYER-BY-LAYER DEPOSITIONBhushan, in collaboration with his colleague, postdoctoral researcher Dr. Philip Brown, has developed a method for preparing all four coating types through the use of a flexible layer-by-layer technique. He says, “We found that coatings can be prepared by ap-plying as many as four distinct layers in sequence to a glass slide with dimen-sions of 25 × 10 millimeters. The layers are each introduced through the use of a spray coating technique.”
The base layer is a polydiallyldi-methylammonium chloride (PDDA) used as an anchor layer because it strongly adheres to glass. The second layer is untreated hydrophilic silica nanoparticles that impart roughness to the coating. Bhushan says, “Roughness is a key element that imparts toughness to the coating and ensures that the coating remains thin and transparent.”
The third layer is a second coating of PDDA which produces the super-hydrophilic/superoleophilic coating. To prepare the other three coatings, the appropriate functional layer or top layer is introduced. In Figure 1, the top layer is a fluorosurfactant used in the superhydrophilic/superoleophobic coating.
Bhushan says, “The overall thick-ness of these coatings is 630 nanome-ters, but it has not been optimized. We believe that thinner coatings can be made as part of improving the perfor-mance of these coatings.”
The researchers did a series of tests to analyze the properties and perfor-mance of the coatings. Among the test run is assessing the wear resistance of the coating using a ball-on-flat tri-bometer on the macroscale and on the microscale (with the assistance of an atomic force microscope). The coatings showed good performance compared to a soft coating containing PDDA and a functional layer.
The superhydrophilic/superoleopho-bic layer displayed good oil repellency by exhibiting a contact angle for hexa-decane of 157 degrees. Bhushan says, “The No. 1 issue that we need to evalu-
ate is the durability of the coatings.”Coating applications are dependent
upon the composition of the functional layer. Bhushan says, “One of the advan-tages of this layer-by-layer deposition approach is that one functional layer can be substituted for another to enable the end-user to tailor the properties of the coating to a specific application.”
The next area Bhushan intends to explore is impregnating particles into plastic sheets to improve their perfor-mance properties. Additional informa-tion can be found in a recent article2 or by contacting Bhushan at [email protected].
REFERENCES
1. Canter, N. (2014), “Gaining a better understanding of superhy-drophobic surfaces,” TLT, 70 (8), pp. 10-11.
2. Brown, P. and Bhushan, B. (2015), “Bioinspired, roughness-induced, water and oil super-philic and super-phobic coatings prepared by adaptable layer-by-layer technique,” Scientific Reports,” 5: 14030, DOI: 10.1038/srep14030.
Figure 1 | As many as four layers can be applied to form flip-flop coatings using a layer-by-layer deposition technique. The schematic shows the composition of a superhydrophilic/superoleophobic coating. (Figure courtesy of The Ohio State University.)
© C
an S
tock
Pho
to In
c. b
ackg
roun
d / i
a_64
Oxygen. 1 1

TECH BEAT
GRAPHENE IS KNOWN TO EXHIBIT A HIGHDEGREE OF LUBRICITY, and the frictional properties of fluorinated graphene at the nanoscale were discussed in a pre-vious TLT article.1 The structure of graphene is two-dimensional sheets of carbon organized into hexagonal hon-eycombs.
Research has looked at developing materials that can achieve coefficient of friction values below 0.005, which is known as superlubricity.2 A previous TLT article discussed simulations done by sliding graphene against a diamond-like-surface (DLC). Superlubricity was detected at the nanoscale for the first time when graphene particles wrapped around the DLC surface to form nano-scrolls.
The lubricity benefit of graphene has been observed in the material’s use as a solid lubricant, but most lubricant applications involve the use of a fluid. Forming stable dispersions of solid lu-bricants has proven to be difficult. In most cases, solid lubricants will either drop out of solution or—if evaluated at the nanoscale—aggregate into larger particles that do not impart lubricity.
Jiaxing Huang, associate professor of materials science and engineering at Northwestern University in Evanston, Ill., says, “We have recognized the limi-tations in dispersing various forms of graphene in liquids. One option that we are evaluating is crumpling gra-phene into balls.”
The process for crumpling gra-phene starts with the preparation of its derivative—graphene oxide that is readily dispersible in water. Huang continues, “Graphene oxide sheets are suspended in nebulized, aerosol water
droplets produced by a humidifier and then squeezed in all directions through a process called capillary compression. Heat is applied during the evaporation process to reduce graphene oxide to graphene leading to the formation of crumpled graphene balls exhibiting a diameter of a few hundred nanometers.”
Crumpled graphene balls exhibit a rough surface texture with a reduced area of contact when placed on a sur-face. But they become strain-hardened enabling them to maintain the crum-pled shape.
Huang says, “The important aspect of crumpled graphene balls is that van der Waals attraction between particles is very weak because the contact area between balls is low, even when they are compressed. In a similar manner to crumpled paper balls, graphene balls of a similar shape do not stack, and as a
K
ndispersions with base stocks
asresistance to
• Testing
balls exhibit better eti e th n
types graphene
wear are found with a 0.1%dispersi of crumplgraphene in PAO compar d
a5W-30 e oil.
Y COONC SSKEY CONCEPTSKEY CONCEPTS
• Crumpled• Crumpled graphenegraphene ballsballsdemonstratedemonstrate greatergreater st ilitystabilitystability inninindispersionsdispersions withwith basebase stocksstockssuchsuch asas PAOPAO duedue toto theirtheirresistanceresistance toto aggregation.aggregation.
• Testing• Testing forfor frictionfriction andand wearwearshowsshows thatthat crumpledcrumpled graphenegrapheneballsballs exhibitexhibit betterbetter fperformanceperformanceoverover aa longerlonger timetime frra eframeframe thanthanotherother typestypes ofof graphenegraphenedisp si .dispersions.dispersions.
• etteer• Better• Better esultsresultsresults forfor fr cctionfrictionfriction a dandandwearrwearwear areareare unddfoundfound withwithwith aaa 0. %%0.1%0.1%disp si ndispersiondispersion fofof um ledcrumpledcrumpledgraphenegraphene ballsballs inin PAOPAO comparedcomparedtototo aaa erci llycommerciallycommercially a a lableavailableavailable5W-305W-305W-30 iengineengine l.oil.oil.
Evaluation of a new lubricant additive: Crumpled graphene ballsThe wear performance of this additive at a low treat rate in PAO is superior to a commercially available 5W-30 engine oil.
The process for crumpling graphene starts with the preparation of its derivative—graphene oxide that is readily dispersible in water.
12 The Periodic Table organizes elements according to: alphabetically, increasing atomic number, order of discovery or increasing atomic weight. A.

consequence, resist aggregation.”Huang also points out that crum-
pled graphene balls contain a great deal of free volume and solvent-accessible surface area inside enabling them to readily absorb solvents such as mineral oil. He feels that upon application of stress, the crumpled graphene balls can then release the oil leading to a high degree of surface wetting.
Huang and his colleagues have now evaluated the lubricity properties of crumpled graphene balls in a lubricant base stock and compared them to a com-mercially available 5W-30 engine oil.
LOW TREAT RATEHuang and his collaborators, profes-sor Yip-Wah Chung and professor Q. Jane Wang (both STLE members), sonicated crumpled graphene balls into 4 cSt polyalphaolefin (PAO) and compared the dispersion produced to the results seen with graphite platelets, reduced graphene oxide sheets and carbon black. All of the additives are used at treat rates of 0.01% and 0.1% by weight. Once sonication is finished, all four carbon sources are completely dispersed in PAO.
But the agglomeration was detected in the graphite platelets, reduced gra-phene oxide sheets and carbon black after only a few hours. Huang says, “In contrast the crumpled graphene ball-based dispersion is stable and remains stable for one to two days. Even when crumpled graphene balls start to sedi-ment over time, a uniform dispersion is re-established when the fluid is agitated.”
An image of a 0.1% dispersion of crumpled graphene balls in PAO is shown in Figure 2.
Friction testing and wear reduction measurements are done using a pin-on-disk tribometer. Huang says, “We measured the coefficient of friction at the two additive treat rates over a time frame of 2,000 seconds. At high-er concentrations only the crumpled graphene ball dispersions displayed a constant coefficient of friction around 0.11. The coefficient of friction results for the other three carbon sources in-creased at the higher concentration and
the longer the experiments were run. This is an indication that the disper-sions for graphite platelets, reduced graphene oxide sheets and carbon black started to fall apart due to ag-glomeration.”
Similar results are seen in the wear testing. All of the carbon sources be-sides crumpled graphene balls display significantly higher wear rates at 0.1% due to agglomeration. The researchers then evaluated the 0.1% dispersion of crumpled graphene balls versus a PAO-based, commercially available 5W-30 engine oil. In pin-on-disk testing, the crumpled graphene ball dispersion dis-played better friction performance and wear test results by a margin of 15% versus the commercial engine oil.
Huang says, “We intend to evalu-ate the temperature dependency of the crumpled graphene ball-based fluid to determine the stability of dispersions at extreme temperatures. In general, colloidal dispersions are sensitive to
temperatures.”Additional information can be
found in a recent reference3 or by con-tacting Huang at [email protected].
REFERENCES
1. Canter, N. (2015), “Frictional properties of fluorinated graphene at the nanoscale,” TLT, 71 (2), pp. 12-13.
2. Canter, N. (2015), “Superlubric-ity: Seen at the macroscale for the first time,” TLT, 71 (10), pp. 10-11.
3. Dou, X., Koltonow, A., He, X., Jang, H., Wang, Q., Chung, Y. and Huang, J. (2016), “Self-dispersed crumpled graphene balls in oil for friction and wear reduction,” Proceedings of the National Academy of Sciences, 113 (6), pp. 1528-1533.
Figure 2 | Crumpled graphene balls display greater stability in dispersions with hydrocarbon base stocks (such as shown in this image of a 0.1% dispersion in PAO) that leads to superior friction and wear results. (Figure courtesy of Northwestern University.)
Increasing atomic weight. 1 3
FINDING METAL ALLOYS THAT HAVEGREATER TOLERANCE TO DAMAGE is a longstanding objective of researchers. Two factors considered are evaluating an alloy’s resistance to deformation (strength) and resistance to fracture (toughness).
Traditional alloys have been pro-duced by mixing a dominant element with small percentages of secondary components that can upgrade perfor-mance in certain areas. For example,
adding carbon to iron produces a steel alloy that is stronger. Better corrosion resistance is achieved by mixing iron with chromium and nickel.
In the search for better performing materials, researchers turned to mix-ing more than two elements together, but led to the formation of metallic glasses. Robert Ritchie, H.T. & Jessie Chua Distinguished Professor of Engi-neering in the department of materials science & engineering at the Univer-sity of California, and faculty senior scientist, material sciences division of Lawrence Berkeley National Labora-tory in Berkeley, Calif., says, “The ef-fort in combining five to six elements together leads to sufficient ‘confusion’ in the solidification of the alloy that the end result is a glass as opposed to a polycrystalline material.”
Interestingly, further research has found that putting five or more ele-ments together can lead to the forma-tion of a single-phase crystalline ma-terial that is known as a high-entropy alloy. In a past TLT article, the prepara-tion of such an alloy based on mixing
equal percentages of aluminum, mag-nesium, scandium and titanium was discussed.1 The researchers claim that at the time of their work, this alloy ex-hibits a higher strength-to-weight ratio than any other existing metal.
Ritchie says, “High-performance al-loys that exhibit high levels of tough-ness and strength combined with good ductility at low temperatures have been hard to identify. The reason is that as the temperature drops, most metals will lose ductility and become more brittle.”
With the growing use of natural gas, there is a need for better constructed tanks to handle liquefied natural gas. Ritchie says, “Exploring the many po-tential combinations of high-entropy alloys is a promising direction for us because this alloy type has the potential to exhibit an exceptional combination of strength and toughness.”
Determination of the mechanical properties of a high-entropy alloy has now found a material that not only works well at low temperatures but exhibits higher levels of toughness and strength as the temperature drops.
New alloy for low-temperature applicationsThis material works well at low temperatures and exhibits higher levels of toughness and strength as the temperature drops.
TECH BEAT
KEY CONCEPTS
alloyequal p
manganese, tnic el sho s e ce e tness temperatures.
• The performance of thisat temperatures
gand g dis ocat onst at work
oa fo system-
atically evaluati g largealloys
not under evaluation.
KEY CONCEPTSKEY CONCEPTS
A• A• A high-entropyhigh-entropy alloyalloy preparedpreparedwithwith equalequal partsparts ofof chromium,chromium,maanganeseee,manganese,manganese, ir ,iron,iron, b ltcobaltcobalt a dddandand
kknickelnickel showsshows e ll texcellentexcellent to gh-tough-tough-nessness atat lowlow temperatures.temperatures.
Theee• The• The performanceperformance ofof tththisthis ll yalloyalloyatat lowlow temperaturestemperatures isis duedue toto aacombinationcombination ofof ssslow-movingslow-moving
ddandand tfast-movingfast-moving d l tdislocationsdislocationstthatthat workwork synergistically.synergistically.
ThThee• The• The reseeaa che sresearchersresearchers h pehopehope totod vel ppdevelopdevelop aaa st t gystrategystrategy f rforfor st -system-system-aticallyatically evaluatingevaluating thethe largelargenumbernumber ofof high-entropyhigh-entropy alloysalloys
tnotnot y ttyetyet d runderunder ev luati .evaluation.evaluation.
A high-entropy alloy exhibits tensile strength values that increase by 70% as the temperature drops to the boiling point of liquid nitrogen.
14 The first synthetic metal discovered was: uranium, radium, plutonium or technetium. A.

SYNERGISM OF MECHANISMSRitchie and his collaborators—who studied the mechanical properties of a high-entropy alloy containing equal percentages of chromium, manga-nese, iron, cobalt and nickel—found that the alloy is present in a single-phase, face-centered cubic structure and demonstrates exceptional proper-ties, particularly at low temperatures. He says, “This alloy has been known for about 10 years, but very little was done to study its mechanical proper-ties prior to fairly recently. We find that the toughness of this alloy ex-hibits numbers that are off the chart and are comparable to the very best cryogenic steels currently used, which are austenitic stainless steels and high-nickel containing steels.”
The toughness value that the re-searchers obtained exceeds 200 mega-pascals-m1/2. This figure remained relatively constant when measured at temperatures ranging from room tem-perature (293 K) down to 77 K. Ritchie says, “At this time, the lowest tempera-ture we can measure at is 77 K, which is the boiling point of liquid nitrogen. We are hoping in the future to deter-mine how to measure the toughness of this alloy at the boiling point of liquid helium, which is 4 K.”
The alloy also exhibits excellent tensile strength values in the range of 1 gigapascal that increase by at least 70% as the temperature drops from 293 K to 77K. Tensile ductility also increases over that temperature range by approx-imately 25%.
The researchers next turned to trans-mission electron microscopy (TEM) to determine what makes this high-entropy alloy so special. Ritchie says, “Data from TEM shows that a combination of slow-moving and fast-moving dislocations (or defects in the metal crystal) work syn-ergistically to enable the high-entropy alloy to exhibit excellent toughness, strength and ductility at low tempera-tures. Some dislocations move slowly while others occur early to enable the material to exhibit exceptional ductility at low temperatures.”
Figure 3 shows TEM images of the slow planar slip of dislocations going through the high-entropy alloy. How-ever, Ritchie and his co-workers ob-serve that at cryogenic temperatures, the preferred deformation mode for this alloy is twinning where the atomic arrangements in adjacent crystalline regions form mirror images of one another. He says, “This mechanism is even more potent for inducing strength and ductility.”
Another unusual aspect of this high-entropy alloy is that its tough-ness is due to both intrinsic toughening and extrinsic toughening mechanisms. Ritchie says, “Intrinsic mechanisms operate in advance of a crack tip to provide resistance to microstructural damage while extrinsic mechanisms act behind the crack to prevent it from growing within the metal crystal.”
Further work needs to be done to commercialize this alloy, which could take decades, according to Ritchie. He says, “Very little is known about what other high-entropy alloys may exist and have exciting, perhaps unprec-edented properties. They represent a ‘black hole,’ and nobody knows yet what is out there. We hope to develop the right scientific strategy in the future for systematically examining this vast
spectrum of unexplored materials.”Additional information can be
found in two recent articles2,3 and by contacting Ritchie at [email protected].
REFERENCES
1. Canter, N. (2015), “High-entropy alloys,” TLT, 71 (3), pp. 14-15.
2. Gludovatz, B., Hohenwarter, A., Catoor, D., Chang, E., George, E. and Ritchie, R. (2014), “A fracture-resistant high entropy alloy for cryogenic applications,” Science, 345 (6201), pp. 1153-1158.
3. Zhang, Z., Mao, M., Wang, J., Gludovatz, B., Shang, Z., Mao, S., George, E., Yu, Q. and Ritchie, R. (2015), “Nanoscale origins of the damage tolerance of the high-entropy alloy CrMnFeCoNi, Nature Communications 6, 10143, DOI: 10.1038/ncomms10143.
Neil Canter heads his own consulting company, Chemical Solutions, in Willow Grove, Pa. Ideas for Tech Beat can be submitted to him at [email protected].
Figure 3 | A high-entropy alloy displays outstanding properties at low temperatures due to a synergism between fast-moving dislocations and the slow planar slip of dislocations shown. (Figure courtesy of the University of California and the Lawrence Berkeley National Laboratory.)
Technetium. 1 5

TLT: Which aspect of your academic education is beneficial for current research?
Braun: The focus during my university time was solid state physics, especially surface science. So from the beginning of my scientific work, I had to deal with surfaces. It was an atomic view. How do physical vapor deposition (PVD) metal layers grow? How are their properties influenced by the substrate in the case of very thin layers? How does this influence the interaction with small molecules? This work is documented in several publications, mainly in Sur-face Science—a journal devoted to the physics and chemistry of interfaces—and in the doctorate theses with the title Adsorption and Coadsorption of
Small Molecules on Transition Metals and Ultra Thin Transition Metal Layers.
I extended my knowledge concern-ing surfaces and coatings during my work for the department for functional materials in medicine and dentistry. The work was focused on PVD-coated titani-um layers as well as calcium phosphates
deposited by electro-chemical process-es. This work was published amongst others at the European Conference on Biomaterials in 2005 in Sorrento, Italy. Additionally, engineering services were provided concerning corrosion, durabil-ity and heat treatment, retrospectively important topics for my later work.
TLT: Was the change from academic to industrial work a great challenge?
Braun: Not at all. For this reason, the lab for functional materials was ac-credited, and we offered services for external customers. Some of these services also are available at Schaeffler Technologies AG & Co. KG (see Figure 1). The main change was the step into industrial product development.
TLT: What are your main interests and key responsibilities in terms of research and development in your current role in the industry?
Braun: Since I joined the company, one of my main tasks and interests is to look for new technologies and adapt the suitable ones to enhance our prod-ucts. It is necessary to combine devel-opments from different research areas and to be open-minded to break new ground. My earlier experience in vari-ous subjects such as medical technics,
This scientific analyst discusses coatings and bearings.
Wolfgang Braun
20 MINUTES WITH…
By Rachel Fowler / Associate Editor
Wolfgang Braun is an analyst, advanced bearing analysis, for Schaeffler Technologies AG & Co. KG. He studied physics at the University of Würzburg in Germany from 1992-1998. He was a scientific assistant from 1999-2002 for the department of physical chemistry at the University of Erlangen-Nürnberg where he received his doctorate in natural sciences. Braun was then a scientific officer for the department for functional materials in medicine and dentistry from 2003-2006. Since then he has been in product development at Schaeffler Technologies AG & Co. KG.
WOLFGANG BRAUN – The Quick File
Wolfgang Braun
It is necessary to combine developments from different research areas and to be open-minded to break new ground.
16 Although heavier elements exist in stars, the heaviest element that may be produced by fusion in a star is: helium, carbon, silicon or iron. A.
surface science, coatings and quite a number of analytical methods from x-ray photoelectron spectroscopy to atomic force microscopy helps a lot.
TLT: What would you describe as the main developments within bearing manufacturing in the last 10 years?
Braun: Coatings and other methods to enhance the properties of acting surface are strongly increasing. Additional im-provements concerning manufacturing precisions are made, and new methods for quality inspections are implement-ed. Since 2005 the focus for bearing improvements was focused more and more on friction reduction. Thus, the interaction of the surface and the lu-bricant is important. Parallel further developments concerning the models were essential to understanding the mechanism in more detail and in mak-ing much better predictions.
One driving force from market view was the strong increase of wind energy. The challenges involved with that, like large bearings and unspecific load situ-ations, have lead to investment in test capacity. Schaeffler acts as cutting edge with our large bearing test rig Astraios.
TLT: What do you think are the challenges within bearing manufacturing in the upcoming years?
Braun: As I mentioned before, challeng-es include the accuracy for the product and also for the analytic methods in-creased. So for further development we focus more and more on very specific interaction details, partly depending strongly on the application parameter. We can describe that as a shift from the
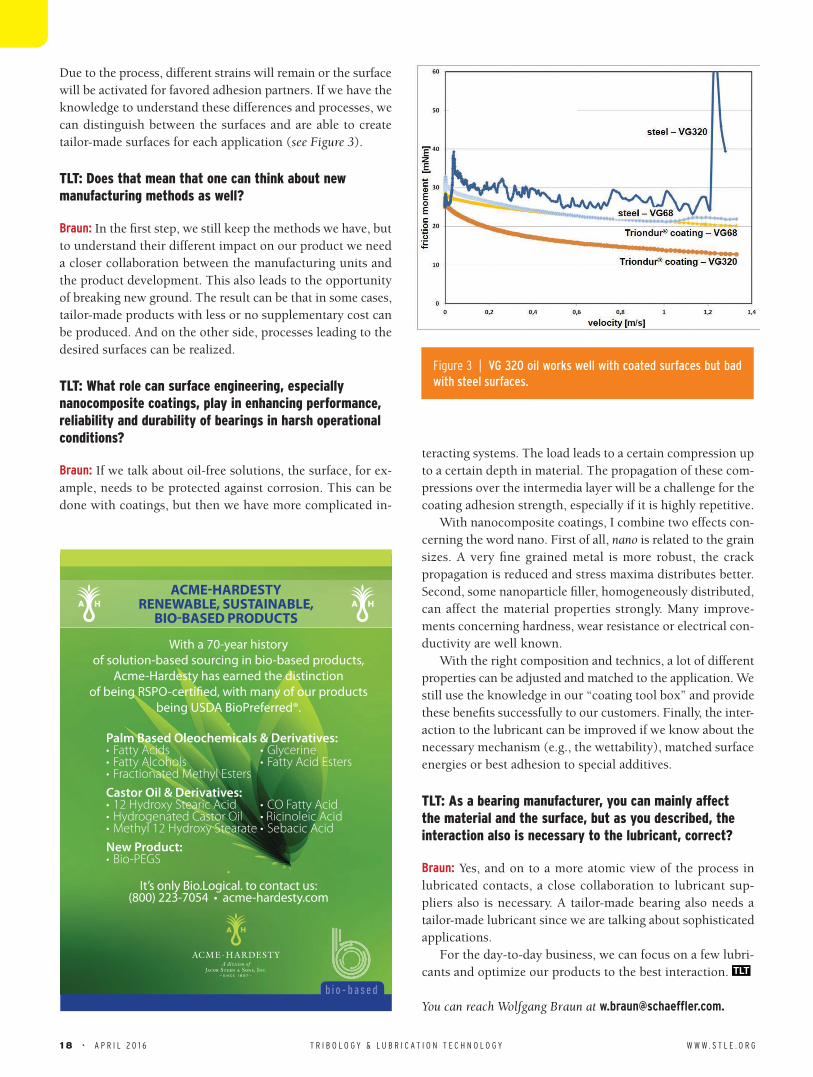
macroscopic view to a more microscop-ic or atomic level view. For example, first the geometry played the main role in tribology. Later they focused on the lubricant by adding additives and mak-ing further improvements. Up to now, in electrohydrodynamics theory, the gradient of velocity is fully pictured in the oil film. But more often, also due to different coatings, we observe different friction in fully separated surfaces un-der comparable conditions so that the question of the interaction of the lubri-cant with the surfaces gets of interest (see Figure 2). And from here on it gets complex because from the surface site, we have to deal with different material (chemical) properties and also with slightly different roughness. On the other site we have to deal with lubri-cants. Thereby we often do not know the exact composition, especially when additives are included.
We also will see new challenges from the market. Starting in the au-tomotive industry with the upcoming e-mobility and the further reduction of CO2, the weight of our product is important. There are two possibilities to manage that: new hybrid designs re-
ducing the common metal part to the minimum or high capacity materials with the possibility for downsizing. But besides CO2, the whole exhaust emis-sion is to be improved further; thereby oil free bearing solution may be asked for in the future.
These media-lubricated or dry-run-ning systems also might play a rising role in other industrial applications like hydropower.
TLT: What knowledge do you think would be necessary to solve the upcoming challenges?
Braun: We need a deeper view of the interaction between surfaces and lubri-cants. How the bearing surface is fin-ished may affect the performance. It is not sufficient to describe the surface by simple geometric parameters like mean roughness. Also more sophisticated descriptions by values of the Abbott curve will leave a wide scope of differ-ent characteristics as soon as chemi-cal properties have to be taken into account. Besides material and coating properties, the manufacturing pathway also can modify the surface chemistry.
Figure 1 | Schaeffler Technologies AG & Co. KG company logo.
Figure 2 | Different friction forces for different surfaces with similar roughness but different chemistry.
Iron. 1 7
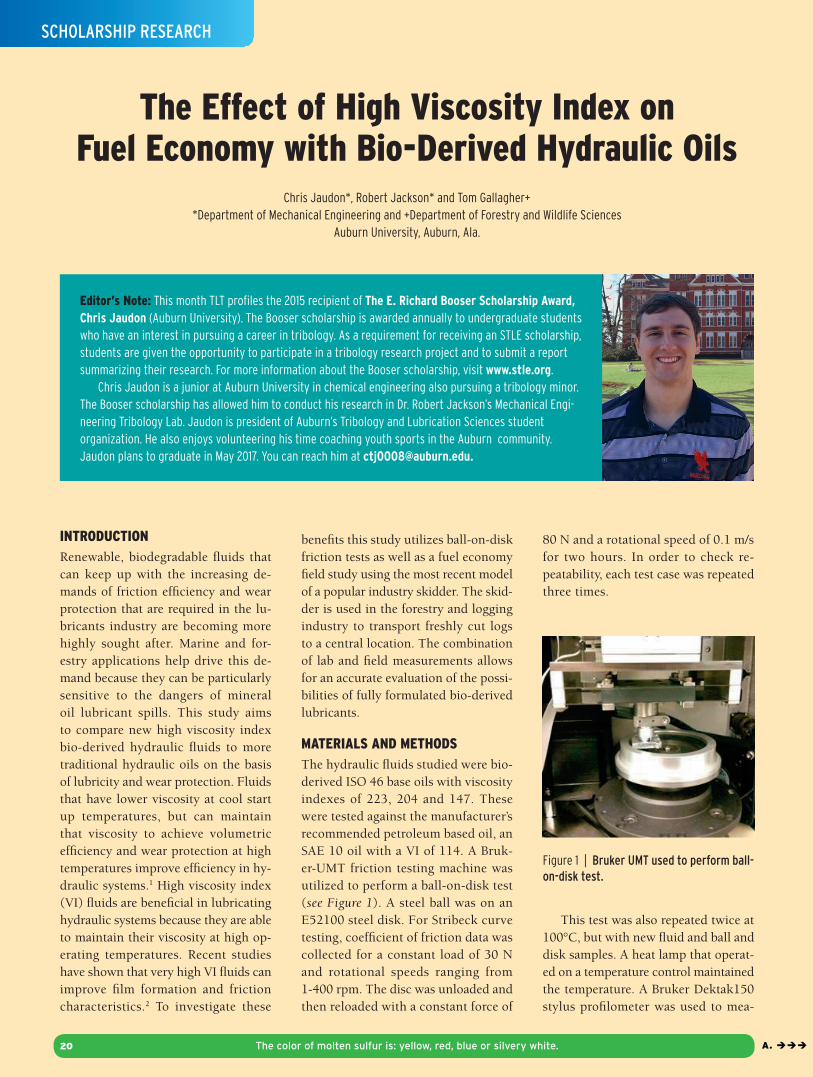
Due to the process, different strains will remain or the surface will be activated for favored adhesion partners. If we have the knowledge to understand these differences and processes, we can distinguish between the surfaces and are able to create tailor-made surfaces for each application (see Figure 3).
TLT: Does that mean that one can think about new manufacturing methods as well?
Braun: In the first step, we still keep the methods we have, but to understand their different impact on our product we need a closer collaboration between the manufacturing units and the product development. This also leads to the opportunity of breaking new ground. The result can be that in some cases, tailor-made products with less or no supplementary cost can be produced. And on the other side, processes leading to the desired surfaces can be realized.
TLT: What role can surface engineering, especially nanocomposite coatings, play in enhancing performance, reliability and durability of bearings in harsh operational conditions?
Braun: If we talk about oil-free solutions, the surface, for ex-ample, needs to be protected against corrosion. This can be done with coatings, but then we have more complicated in-
teracting systems. The load leads to a certain compression up to a certain depth in material. The propagation of these com-pressions over the intermedia layer will be a challenge for the coating adhesion strength, especially if it is highly repetitive.
With nanocomposite coatings, I combine two effects con-cerning the word nano. First of all, nano is related to the grain sizes. A very fine grained metal is more robust, the crack propagation is reduced and stress maxima distributes better. Second, some nanoparticle filler, homogeneously distributed, can affect the material properties strongly. Many improve-ments concerning hardness, wear resistance or electrical con-ductivity are well known.
With the right composition and technics, a lot of different properties can be adjusted and matched to the application. We still use the knowledge in our “coating tool box” and provide these benefits successfully to our customers. Finally, the inter-action to the lubricant can be improved if we know about the necessary mechanism (e.g., the wettability), matched surface energies or best adhesion to special additives.
TLT: As a bearing manufacturer, you can mainly affect the material and the surface, but as you described, the interaction also is necessary to the lubricant, correct?
Braun: Yes, and on to a more atomic view of the process in lubricated contacts, a close collaboration to lubricant sup-pliers also is necessary. A tailor-made bearing also needs a tailor-made lubricant since we are talking about sophisticated applications.
For the day-to-day business, we can focus on a few lubri-cants and optimize our products to the best interaction.
You can reach Wolfgang Braun at [email protected].
1 8 • A P R I L 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
Figure 3 | VG 320 oil works well with coated surfaces but bad with steel surfaces.
ACME-HARDESTYRENEWABLE, SUSTAINABLE,
BIO-BASED PRODUCTS
With a 70-year history of solution-based sourcing in bio-based products,
Acme-Hardesty has earned the distinction of being RSPO-certified, with many of our products
being USDA BioPreferred®.••
•
It’s only Bio.Logical. to contact us:(800) 223-7054 • acme-hardesty.com
Palm Based Oleochemicals & Derivatives:• Fatty Acids • Glycerine• Fatty Alcohols • Fatty Acid Esters• Fractionated Methyl Esters
Castor Oil & Derivatives:• 12 Hydroxy Stearic Acid • CO Fatty Acid• Hydrogenated Castor Oil • Ricinoleic Acid• Methyl 12 Hydroxy Stearate • Sebacic Acid
New Product:• Bio-PEGS

Call
www.kingindustries.comwww.kingindustries.com
g
www.kingindustries.comgg
Has Developed Specialty
...and ask our chemists which replacement chemistry is best for you!
www.kingindustries.comwww.kingindustriesgg
HHwww.kingindustriesHasgg
www.kingindustries.comgg
www.kingindustries.comgg
www.kingindustries.com...and ask our chemists wgg
d k
kingind stries com
Zinc Naphthenate Replacements
K-CORR® GKing Industries, Inc. produces a series of grease additives that addresses the supply problems of the widely used zinc naphthenate.
Treat Level
Grease
Emcor*ASTM D 61383% NaCl Solution
--
Fully Formulated Lithium 12-OH
4 0
0.65 0.50
Zinc Naphthenate Replacement
Four Ball WearASTM D 2266 (mm)1 hour, 75°C, 40 kgf, 1200 rpm
Grease Water StabilityDIN 51 807 Part 13 hours, 40°C3 hours, 90°C
01
K-CORRG-1350
K-CORRG-1360
1.50%
0
0.55
1
0.50
01
01
a series of grease additivess of the widely used
We have an idea... Formulate AROUNDZinc Naphthenate
Zinc Naphthenate-FREE
Excellent rust protection using 3% NaCl
Very good antiwear performance
Good thermal and hydrolytic stability
Excellent compatibility with other additives
Minimal negative effects on other properties
01
* Zinc naphthenate = 0,1
Las Vegas, NVMay 15-19
Booth# 207
K-CORRG-1340
-- Tests
SCHOLARSHIP RESEARCH
The Effect of High Viscosity Index on Fuel Economy with Bio-Derived Hydraulic Oils
Chris Jaudon*, Robert Jackson* and Tom Gallagher+*Department of Mechanical Engineering and +Department of Forestry and Wildlife Sciences
Auburn University, Auburn, Ala.
Editor’s Note: This month TLT profiles the 2015 recipient of The E. Richard Booser Scholarship Award, Chris Jaudon (Auburn University). The Booser scholarship is awarded annually to undergraduate students who have an interest in pursuing a career in tribology. As a requirement for receiving an STLE scholarship, students are given the opportunity to participate in a tribology research project and to submit a report summarizing their research. For more information about the Booser scholarship, visit www.stle.org.
Chris Jaudon is a junior at Auburn University in chemical engineering also pursuing a tribology minor. The Booser scholarship has allowed him to conduct his research in Dr. Robert Jackson’s Mechanical Engi-neering Tribology Lab. Jaudon is president of Auburn’s Tribology and Lubrication Sciences student organization. He also enjoys volunteering his time coaching youth sports in the Auburn community. Jaudon plans to graduate in May 2017. You can reach him at [email protected].
INTRODUCTIONRenewable, biodegradable fluids that can keep up with the increasing de-mands of friction efficiency and wear protection that are required in the lu-bricants industry are becoming more highly sought after. Marine and for-estry applications help drive this de-mand because they can be particularly sensitive to the dangers of mineral oil lubricant spills. This study aims to compare new high viscosity index bio-derived hydraulic fluids to more traditional hydraulic oils on the basis of lubricity and wear protection. Fluids that have lower viscosity at cool start up temperatures, but can maintain that viscosity to achieve volumetric efficiency and wear protection at high temperatures improve efficiency in hy-draulic systems.1 High viscosity index (VI) fluids are beneficial in lubricating hydraulic systems because they are able to maintain their viscosity at high op-erating temperatures. Recent studies have shown that very high VI fluids can improve film formation and friction characteristics.2 To investigate these
benefits this study utilizes ball-on-disk friction tests as well as a fuel economy field study using the most recent model of a popular industry skidder. The skid-der is used in the forestry and logging industry to transport freshly cut logs to a central location. The combination of lab and field measurements allows for an accurate evaluation of the possi-bilities of fully formulated bio-derived lubricants.
MATERIALS AND METHODSThe hydraulic fluids studied were bio-derived ISO 46 base oils with viscosity indexes of 223, 204 and 147. These were tested against the manufacturer’s recommended petroleum based oil, an SAE 10 oil with a VI of 114. A Bruk-er-UMT friction testing machine was utilized to perform a ball-on-disk test (see Figure 1). A steel ball was on an E52100 steel disk. For Stribeck curve testing, coefficient of friction data was collected for a constant load of 30 N and rotational speeds ranging from 1-400 rpm. The disc was unloaded and then reloaded with a constant force of
80 N and a rotational speed of 0.1 m/s for two hours. In order to check re-peatability, each test case was repeated three times.
This test was also repeated twice at 100°C, but with new fluid and ball and disk samples. A heat lamp that operat-ed on a temperature control maintained the temperature. A Bruker Dektak150 stylus profilometer was used to mea-
Figure 1 | Bruker UMT used to perform ball-on-disk test.
20 The color of molten sulfur is: yellow, red, blue or silvery white. A.
sure the wear on the surface of each disk (see Figure 2).
The field test portion was performed using a forestry skidder that featured the most recent technology in that area. Each hydraulic fluid was tested eight times with each run consisting of 10 approximately half mile laps. The runs alternated loaded and unloaded laps to simulate typical logging operation. The logs were used consistently throughout each test and to ensure repeatability even though weight was lost from bark and water, the standard was tested at the beginning and end of the runs. Af-ter each of the eight tests the fuel con-sumption was recorded.
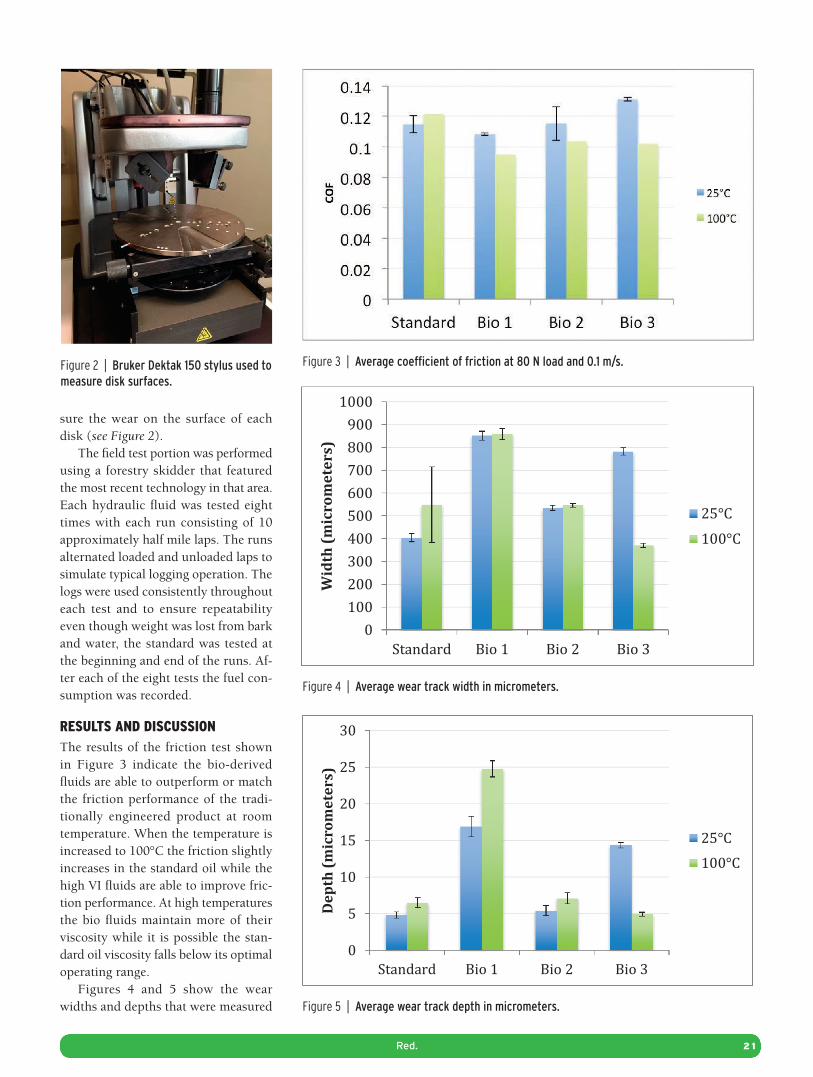
RESULTS AND DISCUSSIONThe results of the friction test shown in Figure 3 indicate the bio-derived fluids are able to outperform or match the friction performance of the tradi-tionally engineered product at room temperature. When the temperature is increased to 100°C the friction slightly increases in the standard oil while the high VI fluids are able to improve fric-tion performance. At high temperatures the bio fluids maintain more of their viscosity while it is possible the stan-dard oil viscosity falls below its optimal operating range.
Figures 4 and 5 show the wear widths and depths that were measured
Figure 2 | Bruker Dektak 150 stylus used to measure disk surfaces.
Figure 3 | Average coefficient of friction at 80 N load and 0.1 m/s.
Figure 4 | Average wear track width in micrometers.
Figure 5 | Average wear track depth in micrometers.
Red. 2 1

after the ball-on-disk test. Bio fluids 1 and 3 fail to achieve the same wear protection as the standard oil in the room tem-perature test, but bio fluid 3 in particular is able to provide superior wear protection when the temperature rises to 100°C (see Figure 6). One possible mechanism for this is the extreme pressure additives inside the bio fluid are only activated at the high temperatures sometimes encountered in the operating ranges for hydraulic systems.
Figure 7 shows the average fuel consumption, while Fig-ure 8 presents GPS data that shows the course on which the skidder pulled the logs (see Figures 9 and 10). The results of the fuel consumption study are very consistent. Little or no change in fuel economy occurred when switching between the different hydraulic oils. There are two possible conclusions to be drawn from these results. The first is that the viscosity in-dex of hydraulic oils does not have an effect on fuel economy. This conclusion is most likely premature and a more accurate
Figure 6 | Plotted wear scar data measured by the profilometer for Bio 1.
Figure 7 | Fuel economy average consumption in gallons per minute.
Figure 8 | Aerial view of skidder course.
Figure 9 | Skidder lowering logs after loaded lap.
Figure 10 | Skidder pulling logs.
22 The color that white phosphorus glows when oxidizing is: purple, blue, white or green. A.

conclusion would be that fuel economy is not affected by viscosity index in the skidder specifically. The majority of the skidder’s hydraulic system engage-ment occurs from the operation of the grapple during the raising and lower-ing of the logs, which accounts for a small portion of the fuel consumption (see Figure 11). Other equipment that is more hydraulically driven than the skidder could still see a difference.
CONCLUSIONOverall, this study shows that bio-derived lubricant technology is on par with and has the potential to surpass their traditional counterparts. High VI fluids appear equipped to achieve low friction and wear at operating temper-atures. While long-term wear perfor-mance needs to be further investigated, from a fuel economy perspective the bio-derived hydraulic oils can be used interchangeably with the petroleum
product. The key is that these new fluids simultaneously provide a more environmentally responsible option. The combination of environmental and tribological benefits warrants more use and investigation of these bio-derived fluids.
Figure 11 | Chris Jaudon operating the skidder.
REFERENCES
1. Herzog, S., Placek, D., Simko, R. and Neveu, C. (2002), “Predicting the pump efficiency of hydraulic fluids to maximize system per-formance,” SAE Technical Paper 2002-01-1430, DOI:10.4271/2002-01-1430.
2. Dardin, A., Hedrich, K., Mül-ler, M., Topolovec-Miklozic, K. et al. (2003), “Influence of polyal-kylmethacrylate viscosity index improvers on the efficiency of lubricants,” SAE Technical Paper 2003-01-1967, DOI:10.4271/2003-01-1967.
Green. 2 3
THE FIRST TIME I HEARD THE TERM lifestyle balancing I was on a ski trip. One of our group members, a marketing executive from a large pharmaceutical company, was talking about this new employee program for their employees. I thought, cynically, that this was just more corporate feel-good gobbly-gook.
But as I began to think about it, highly effective people do just that. First, by lifestyle balancing we primarily mean balancing work life and home life. This unfor-tunately requires a high level of self-discipline, but when you take a look at highly effective people, that is one trait you can readily identify with and is common to them all. They have the self-discipline to manage time effectively. This doesn’t mean coming up with some magic percentage break like 40% work, 60% home. Rather, it involves constantly analyzing the things before you and focusing your time and intellect toward that which you can manage most effectively.
LUBRICATION FUNDAMENTALS
Dr. Robert M. Gresham / Contributing Editor
Better management of your professional and personal lives can affirm your values while increasing your productivity.
Lifestyle balancing
© C
an S
tock
Pho
to In
c. /
styf
22
24 The most abundant metal in the Earth’s crust is: magnesium, aluminum, silicon or iron. A.

Harvard Business School used to have a so-called mail box test to teach managers how to manage their time ef-fectively (today it would be an email test, I suppose). But here’s the idea.
Suppose you just came into the of-fice at 8 a.m. from a one-week vacation. Your boss comes in and tells you that you must give a marketing presenta-tion to the board at 9 a.m. The phone then rings and your plant manager tells you there was a fire at the plant and one employee was killed and three badly burned. The phone rings again and your wife tells you your son just fell down the steps and broke his arm, but the ambulance is on the way—you get the idea. There are no truly right answers, but the key is to identify what you can delegate, what you can have no measurable impact on, what only you can do and so forth. Then take action.
The second key trait is much like today’s overworked term multitasking but not necessarily simultaneously. The idea here is to try to keep your mind reasonably engaged virtually at all times. For example, while you are doing something repetitious like mowing the lawn, you can be thinking through a presentation you will have to make or resolving a family problem—not just robotically mowing in circles. While driving down the road you can be thinking about resolving a tough customer problem or a problem your son is having at school—not listening to talk radio or music. Some people talk about doing their best thinking while in the shower—that’s another good example.
Companies can do a lot to make this easy for their employees. For example, they can make it easier for employees to come in on nights and weekends when there is a need. With my son in tow, I used to go to the office on many Saturday mornings while on the way to the hardware store or somewhere
else. He got to see what life was like on the job. Sometimes he brought his homework if I knew I was going to stay for a while. And we got to spend time together. On the other hand, if he had a soccer game or some other activity important to him, I wouldn’t hesitate to leave the office a little early to watch him play.
At halftime during my son’s games, while going to get a hot dog and drink, I might be thinking about work. Once
this becomes a habit, you al-most aren’t aware you are
doing it. But a word of caution: I don’t mean to condone those obnoxious people loudly babbling on their phones in inap-
propriate places. Nor do I mean constantly
texting people at work while I’m supposed to be
watching my son play soccer. The point also is when you are doing something, concentrate on that, but when there is downtime, don’t waste that time. The other key here is that all this must be in an appropriate balance.
Additionally many companies have jogging trails and exercise rooms so em-ployees can manage their time as well as their fitness while at work—it also helps to build relationships with other employees, something harder to do with so much digital communication and people working from their homes. Further, I had a friend whose wife had serious back surgery and needed him to help with her recovery. He was able to set up a special secure computer system so he could work from home yet manage his lab work with his technicians and co-workers. This was years before working from home had become commonplace.
So why is lifestyle balancing impor-tant? A balanced lifestyle leads to the so-called productivity cycle. The idea is that if a woman (or man) is doing things consistent with her values, she will feel good about herself. If she feels good about herself and what she is do-ing, then she will want to do more of it, which makes her more productive.
Being more productive, as long as it is consistent with her values, usually makes a person feel good about herself and generally more successful.
And so it goes round and round. Life-style balancing has a lot to do with the values part of the equation. The values have to include both work life and home life. It would be impossible to work for a company you consider unethical, dis-honest, crooked or the like—especially if they encourage you to behave that way—well, unless those are your values, too. Likewise, you can’t work effectively if you feel your family life is paying a heavy price for you career. Where are you on the productivity cycle? What does your lifestyle look like?
Interestingly, STLE plays a role for its members in the productivity cycle. Clearly the various industry awards STLE presents to members increase their professional standing and should enhance the individual’s feelings about herself. Serving on various committees teaches skills in meetings and project management, which should enhance a person’s sense of contribution and self-worth, and those same skills can equally be applied on the job or in an administrative committee, civic, church or synagogue activity. Many members bring their families to the STLE an-nual meeting and then go on vacation together afterward, which shows life-style balancing. Indeed many mem-bers talk of STLE as a family. Certainly a highlight of the annual meeting is the renewal of friendships made over the years, not only with the individual member but often, at least in my expe-rience, with their families as well.
All of this reinforces our collective values and makes us more effective not only at home and on the job but intrin-sically as individuals. I would encour-age you to get out the scales and see if you are in balance.
Bob Gresham is STLE’s director of professional development. You can reach him at [email protected].
A balanced lifestyle leads to
the so-called productivity
cycle.
Aluminum. 2 5

WEBINARS
Stuart F. Brown / Contributing Editor
AMIDST ALL THE FRACAS ABOUT FRACKING—OR HYDRAULIC FRACTURING of underground shale deposits—it helps to get an idea of what gas and oil drillers are actually doing down where the sun doesn’t shine.
Shale energy deposits exist in many locations around the world, but so far the U.S. has led the way in harvesting the rock-bound hydrocarbons. A lot of visitors make the trip to Pennsylvania these days to see how it’s done. There lies the vast Marcellus deposit containing about 500 trillion cubic feet (TCF) of recoverable natural gas, which is a supply sufficient to provide for the gas needs of the entire U.S. for 20 years. The Marcellus is the country’s largest producer, putting out about 35% of the yearly total (see Figure 1).
The Marcellus Shale has an estimated 500 TCF of recoverable gas, a 20-year supply for the entire US.
Figure 1 | The depth of the Marcellus, the country’s largest producer. (Figure courtesy of Penn State University’s Marcellus Center for Outreach and Research.)
Shale energy development trends and utilization
Hydraulic fracturing is the production method broadly used in Pennsylvania.
© C
an S
tock
Pho
to In
c. /
hom
ydes
ign
26 The lightest metallic element floats on water. This element is: lithium, beryllium, boron or sodium. A.
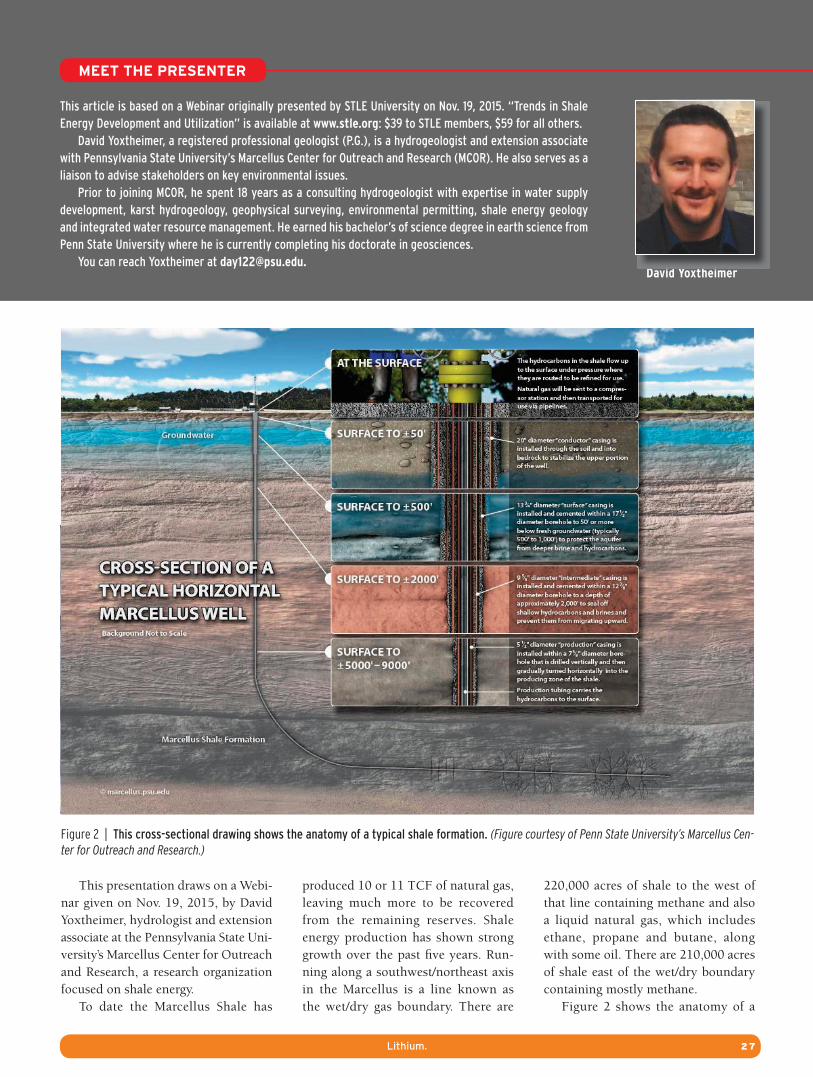
This article is based on a Webinar originally presented by STLE University on Nov. 19, 2015. “Trends in Shale Energy Development and Utilization” is available at www.stle.org: $39 to STLE members, $59 for all others.
David Yoxtheimer, a registered professional geologist (P.G.), is a hydrogeologist and extension associate with Pennsylvania State University’s Marcellus Center for Outreach and Research (MCOR). He also serves as a liaison to advise stakeholders on key environmental issues.
Prior to joining MCOR, he spent 18 years as a consulting hydrogeologist with expertise in water supply development, karst hydrogeology, geophysical surveying, environmental permitting, shale energy geology and integrated water resource management. He earned his bachelor’s of science degree in earth science from Penn State University where he is currently completing his doctorate in geosciences.
You can reach Yoxtheimer at [email protected].
MEET THE PRESENTER
David YoxtheimerD id Y th i
This presentation draws on a Webi-nar given on Nov. 19, 2015, by David Yoxtheimer, hydrologist and extension associate at the Pennsylvania State Uni-versity’s Marcellus Center for Outreach and Research, a research organization focused on shale energy.
To date the Marcellus Shale has
produced 10 or 11 TCF of natural gas, leaving much more to be recovered from the remaining reserves. Shale energy production has shown strong growth over the past five years. Run-ning along a southwest/northeast axis in the Marcellus is a line known as the wet/dry gas boundary. There are
220,000 acres of shale to the west of that line containing methane and also a liquid natural gas, which includes ethane, propane and butane, along with some oil. There are 210,000 acres of shale east of the wet/dry boundary containing mostly methane.
Figure 2 shows the anatomy of a
Figure 2 | This cross-sectional drawing shows the anatomy of a typical shale formation. (Figure courtesy of Penn State University’s Marcellus Cen-ter for Outreach and Research.)
Lithium. 27

typical shale well. Multiple strings of steel casing are each surrounded by a sheath of specially designed cement sealant. Such wells go down vertically until they have reached a depth about 1,000 feet above the shale formation. At this point special mechanical fea-tures of the drill bit enable it to make a transition from drilling vertically to drilling horizontally.
Once the drill is pointed laterally it can pierce the shale for a distance of 10,000 or more feet. Sending the bit sideways for thousands of feet greatly increases the well’s contact with the reservoir and the amount of hydrocar-bons it produces.
Efficiency is everything to compa-nies drilling for hydrocarbons. One of the keys to drilling efficiency—espe-cially in the Marcellus Shale—is for rig operators to select an underground tar-get zone that will yield more hydrocar-bons from the ground per time spent drilling. Drillers working on the Mar-cellus deposits like to make the 90-de-
gree turn from vertical to horizontal in the lower portion of the shale layer, where exploration has shown that the brittleness and porosity of the rock per-mit drilling more feet per day.
Situated at a lower depth than the Marcellus Shale and beneath it is the Utica-Point Pleasant Shale, which contains an estimated 800 trillion cu-bic feet of gas and 2.0 billion barrels of recoverable oil. About 9,000 wells have been drilled to date in Pennsylva-nia. The Utica-Point Pleasant Shale is actually a bigger field than the Marcel-lus and could meet U.S. hydrocarbon needs for 30 years. Lowered gas and oil prices, however, have reduced explora-tion spending in these two basins.
There’s a reason the production method in broad use in Pennsylvania is called hydraulic fracturing. After a drill has turned the corner from a verti-cal to a horizontal path, crews send a perforating gun down the hole, where it punches hundreds of dime-sized openings in the steel casing forming
the well’s exterior walls. Next the crew sends water, sand and a mix of chemi-cals under high pressure down the well, where it flows outward through the perforations and forces its way at a pressure of about 10,000 psi into holes and cracks in the shale layer, greatly increasing their surface area. Once the pumps are shut down, the flow revers-es with pressurized fracking fluid and new gas and oil flowing back up to the wellhead where it can be captured and refined into saleable energy products (see Figure 3).
Technical advances over the past several years have greatly increased the productivity of gas and oil wells. A well that would have produced three million cubic feet of gas per day a few years ago can now produce more than 10 million cubic feet today. The trend has been toward making a greater number of perforations per foot in well casings. For a 5,000-foot section of horizontal well, current practice is to divide it into about 200 three-foot intervals, each of
28 • A P R I L 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
Figure 3 | Gas and oil production. (Figure courtesy of Penn State University’s Marcellus Center for Outreach and Research.)
Your focus is our focus. Join our team at STLE 2016
for these engaging technical presentations designed to
address key formulating challenges and enable you to
succeed in your market:
Improving equipment reliability and fluid longevity
with versatile formulation building blocks for gear oils
Eliminating varnish in gas turbine lubricants with a
game-changing solution
Lowering friction and enhancing durability in
automotive and industrial gear oil applications
Optimizing lubricity in synthetic metalworking fluids
Surpassing performance attributes of existing food
grade greases with a novel solution
We at Dow are fully committed to collaborating with you
to enable your formulating success. We specialize in
energy efficiency, extended lubricant performance, food
grade solutions, varnish elimination, fire resistance, and
environmental acceptability.
Come talk to us at Booth 301 at STLE 2016 and join
the conversation on LinkedIn.
www.dowatstle.com
®™The DOW Diamond Logo is a trademark of The Dow Chemical Company
Your Project
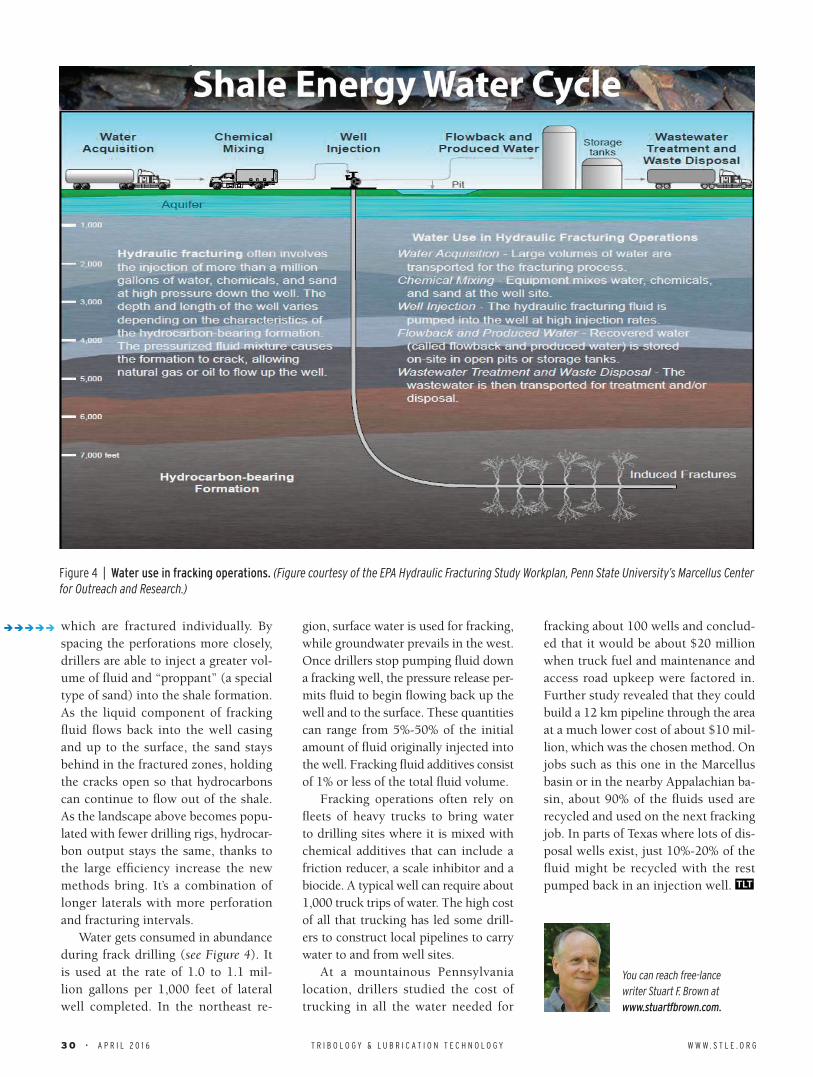
You can reach free-lance writer Stuart F. Brown at www.stuartfbrown.com.
which are fractured individually. By spacing the perforations more closely, drillers are able to inject a greater vol-ume of fluid and “proppant” (a special type of sand) into the shale formation. As the liquid component of fracking fluid flows back into the well casing and up to the surface, the sand stays behind in the fractured zones, holding the cracks open so that hydrocarbons can continue to flow out of the shale. As the landscape above becomes popu-lated with fewer drilling rigs, hydrocar-bon output stays the same, thanks to the large efficiency increase the new methods bring. It’s a combination of longer laterals with more perforation and fracturing intervals.
Water gets consumed in abundance during frack drilling (see Figure 4). It is used at the rate of 1.0 to 1.1 mil-lion gallons per 1,000 feet of lateral well completed. In the northeast re-
gion, surface water is used for fracking, while groundwater prevails in the west. Once drillers stop pumping fluid down a fracking well, the pressure release per-mits fluid to begin flowing back up the well and to the surface. These quantities can range from 5%-50% of the initial amount of fluid originally injected into the well. Fracking fluid additives consist of 1% or less of the total fluid volume.
Fracking operations often rely on fleets of heavy trucks to bring water to drilling sites where it is mixed with chemical additives that can include a friction reducer, a scale inhibitor and a biocide. A typical well can require about 1,000 truck trips of water. The high cost of all that trucking has led some drill-ers to construct local pipelines to carry water to and from well sites.
At a mountainous Pennsylvania location, drillers studied the cost of trucking in all the water needed for
fracking about 100 wells and conclud-ed that it would be about $20 million when truck fuel and maintenance and access road upkeep were factored in. Further study revealed that they could build a 12 km pipeline through the area at a much lower cost of about $10 mil-lion, which was the chosen method. On jobs such as this one in the Marcellus basin or in the nearby Appalachian ba-sin, about 90% of the fluids used are recycled and used on the next fracking job. In parts of Texas where lots of dis-posal wells exist, just 10%-20% of the fluid might be recycled with the rest pumped back in an injection well.
Figure 4 | Water use in fracking operations. (Figure courtesy of the EPA Hydraulic Fracturing Study Workplan, Penn State University’s Marcellus Center for Outreach and Research.)
3 0 • A P R I L 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
PPPPP PPPPP eeeeeeeeeeeeeeeccccccccccccccctttttttttttttttttiiiiiiiiiiiooooooooooooooonnnnnnnnnnnnnnnnnnneeeecccccccccccccccccccccccccccccccccccccccccccccccccttttttttttttttttttttttttttttttttttttttttttttttiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiooooooooooooooooooooooooooooooooooooooooooooooooooooooonnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnPPPPPPPPPPPPPPPPPPPrrrrrrrrrrrrrrrrrrrooooooooooooooovvvvvvvvvvvvvvvvvviiiiiiiiiiiiddddddddddddddddeeeeeeeeeeeeeeeesssssssssssssss PPPPPPPPPPPPPPPPPPPrrrrrrrrrrrrrrrrrrrooooooooooooooottttttttttttttttteeeeeeeeeeeeeeeeePPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrroooooooooooooooooooooooooooooooooooooooooooooooooooooovvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvvviiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiddddddddddddddddddddddddddddddddddddddddddddddddddddeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeessssssssssssssssssssssssssssssssssssssssssssssss PPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPPrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrroooooooooooooooooooooooooooooooooooooooooooooooooootttttttttttttttttttttttttttttttttttttttttttttttteeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeee
ooooooooooooooosssssssssssssssttttttttttttttttt ooooooooooooooooooooooooooooooooooooooooooooooooooooosssssssssssssssssssssssssssssssssssssssssssssssssssttttttttttttttttttttttttttttttttttttttttttttttttt fffffffffffffffffooooooooooooooorrrrrrrrrrrrrrrrrr yyyyyyyyyyyyyyyyyooooooooooooooouuuuuuuuuuuuuuuurrrrrrrrrrrrrrrrrr mmmmmmmmmmmmmmmmmmoooooooooooffffffffffffffffffffffffffffffffffffffffffffffffooooooooooooooooooooooooooooooooooooooooooooooooooorrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrr yyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyooooooooooooooooooooooooooooooooooooooooooooooooooooouuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuurrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrr mmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmoooooooooo
!!!!!!!!!!!!!!!!!!!!!cccccccccccccccaaaaaaaaaaaaaaaaatttttttttttttttttiiiiiiiiiiiiooooooooooooooonnnnnnnnnnnnnnnnnnnsssssssssssssss!!!!!!!!!!!!!!!!cccccccccaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaatttttttttttttttttttttttttttttttttttttttttttttttiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiooooooooooooooooooooooooooooooooooooooooooooooooooooooonnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnsssssssssssssssssssssssssssssssssssssssssssssssss!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!DDDDDDDDDDDDDDDDDDDeeeeeeeeeeeeeeeemmmmmmmmmmmmmmmmmmaaaaaaaaaaaaaaaaannnnnnnnnnnnnnnnnnnddddddddddddddddiiiiiiiiiiiinnnnnnnnnnnnnnnnnnngggggggggggggggggg AAAAAAAAAAAAAAAAAAAAppppppppppppppppppppppppppppppppppllllllllllllllllliiiiiiiiiiiicccccccccccccccDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeeemmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaannnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnndddddddddddddddddddddddddddddddddddddddddddddddddddiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiinnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnggggggggggggggggggggggggggggggggggggggggggggggggggggggggg AAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAApppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppllllllllllllllllllllllllllllllllllllllllliiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiicccccccccccccccccccccccccccccccccccccccccccccccccccc
Vand
erbilt Chemicals, LLC
ISO 9001:2008 10002461
UL®
Lubricant manufacturers
have enjoyed the benefits of
VANLUBE® 7723 lubricant additive
for years as an ashless
multifunctional additive for
everything from grease to
engine oil. It is also
approved for incidental
food contact.
for the more demanding
applications where
improved oxidation,
sludge and deposit
control is important
and food grade is not a
requirement, Vanlube 996E
is the product to consider.
registered and pending trademarks appearing in these materials are those of r.t.
vanderbilt holding company, inc. or its respective wholly owned subsidiaries. for
complete listings, please visit this location for trademarks, www.rtvanderbiltholding.
com.
FEATURE ARTICLE
Dr. Nancy McGuire / Contributing Editor
• Metalworking operationshighly and req ire
h of fluid customization.
fluids straighttypes
managers work
fluids to and
KEY CONCEPTSKEY CONCEPTS
• Metalworking• Metalworking operationsoperations arearehighlyhighly individualiz dindividualizedindividualized andand requirerequire aaah hhighhigh degreedegreedegree ofof fluidfluidfluid customization.customization.customization.
• Water-dilutable• Water-dilutable fluidsfluids andand straightstraightoilsoils needneed differentdifferent typestypes ofofmonitoring.monitoring.monitoring.
• Fluid• Fluid managersmanagers andand vendorsvendorsvendors workworkwithwith metalmetal shopshop staffstaff toto matchmatchmatchfluidsfluidsfluids tototo perationsoperationsoperations andandand keepkeepkeepfluidsfluids inin goodgood condition.condition.
PROPERLY MAINTAINED METALWORKING FLUIDS (MWFS) PROVIDE LUBRICITY,COOLING, and corrosion inhibition, and they flush chips and other debris away from the work surface. Unlike hydraulic or lubricating fluids, metalworking fluids are exposed to the shop environment—they can pick up microbes, dust and other contaminants in a way that other fluids don’t. Keeping fluids in good shape requires knowing the sources of performance-limiting problems, knowing how to prevent them and catching problems in the early stages.
There are numerous ASTM standard test methods covering many of the condition monitoring protocols used for MWFs, but the real issue is that the variety of demands on MWFs is greater than those placed on, say, engine lubricants. It’s a wide open market, and end-users work with whatever provides the best performance, says STLE-member Neil Canter, principal at Chemical Solutions in Willow Grove, Pa. He notes that metal shops rely heavily on longstanding relationships with their fluid vendors and management services, which can provide testing services and recommendations.
How the right tests, consistent monitoring and accurate records reduce machine down time and maintenance costs.
Minding the metalworking fluids
32 The only element in the halide family that is a liquid at room temperature and pressure is: chlorine, iodine, fluorine or bromine. A.

WATER-DILUTABLE FLUID WARNING SIGNSRegular monitoring and maintenance are especially important for water-dilutable fluids, which are gaining in popularity. These fluids, which in-clude synthetics, semisynthetics and emulsifiable (also known as soluble) oils provide more cooling than straight oils do (see Oil and Water: Types of Met-alworking Fluids). Cooling is critical in high-speed, high-throughput and high-friction operations. But these flu-ids require consistent monitoring for levels of antifoam additives, biocides, corrosion inhibitors, emulsifiers and reserve alkalinity boosters. Some water-
A wide range of metalworking fluids is required for the many different types of metal alloys and machining operations. Definitions for specific metalwork-ing fluid types can be found in ASTM D2881-12 (2014).1 Machine shops often use more than one fluid to meet their needs.
Straight oils are most commonly used in medium- to heavy-duty machin-ing such as broaching (an operation that removes a thick layer of metal). These mineral-based oils may be blended with additives to supplement their performance. When an application mainly requires lubricity, straight oils do the job. This is the only metalworking fluid type not diluted with water.
On the other end of the spectrum are water-based synthetic fluids. These fluids are mainly used for finishing operations like grinding where their main function is cooling. Synthetic fluids provide a small degree of lubricity through the use of ethylene oxide/propylene oxide block copolymers.
In between are the emulsifiable oils and semisynthetic fluids. Emulsifi-able oils are based on mineral oils and are used for medium- to heavy-duty applications requiring lubricity. Unlike the straight oils, they can be diluted with water to enhance their cooling capabilities. Advantages of these oils include good cost performance and ease of waste treatment.
Semisynthetics are the most versatile metalworking fluids, combining water and oil base stocks with a variety of additives. These fluids are micro-emulsions that can have an oil content between 5%-50%.2 The versatility of semisynthetics allows you to use one fluid for several applications, adjusting the amount of water to fit the usage.
The type of fluid you choose depends on the metal alloy, the machining operation and the preference of the operator.
OIL AND WATER: TYPES OF METALWORKING FLUIDS
© Can Stock Photo Inc. / sspopov
Bromine. 3 3

based fluids require checking every day or two to prevent bacteria and fungus from taking hold. The primary driver for condition monitoring (CM) fre-quency is the metalworking operation. A given MWF is likely to need more frequent CM when used in one appli-cation than in another. For example, an MWF used for a high-speed, tight tolerance operation will have more in-tense CM requirements than the same fluid used for a slower speed operation producing parts whose finishes and di-mensions are more forgiving.
Water-dilutable fluids are sold as concentrates and diluted on-site. The resulting mixture can be 90%-95% wa-ter, but concentrations can change over
time due to degradation, contamination and water evaporation. Thus, concen-tration monitoring and topping off are critical to good operations.
Some shops contract with fluid management services to keep up with this, but other companies rely on staff to perform these services in-house. Best practice fluid maintenance requires 6-10 tests, Canter says, and most of these are easy to perform. Monitoring for pH, conductivity, concentration, total alkalinity, microbes and dirt are pretty standard, he notes.
Microbial contamination, bacteria and fungi in particular, is a key concern with these fluids. A sump containing a water-based MWF that sits idle over the weekend can smell like a barn full of rotten eggs on Monday, especially if it has a film of tramp oil (hydraulic and lubricant oils that stray into the sump) covering the surface and a pile of cast
iron chips lining the bottom. This phe-nomenon, in fact, is sometimes referred to as Monday Morning Odor (MMO).
However, systems without a trace of tramp oil also produce MMO. The mechanism is the same, regardless of the presence of an oil layer. Microbes produce a bouquet of foul smelling, volatile organic compounds (VOCs) and hydrogen sulfide (H
2S) continu-
ously. When recirculation pumps are operating, the MWF is well aerated and the malodorous molecules are oxidized before they escape. When systems are shut down, oxygen in MWF is depleted quickly, and VOCs and H
2S accumulate
in the stagnant MWF. When pumps are restarted on Monday morning, these gases escape before they can be oxi-dized. The result is MMO. It invariably takes several hours of ventilation and MWF recirculation to clear the air after Monday morning gas-release. H2S (rot-ten-egg odor) is produced by sulfate reducing bacteria-anaerobic bacteria that get their energy by reduction sul-fate to H
2S. However, aerobic bacteria
scavenge the oxygen out of the MWF and thereby create conditions appropri-ate for aerobic bacteria to grow. Both aerobes and anaerobes produce waste metabolites that contribute to the od-iferous MMO bouquet.
Even a thin film of hydraulic or lu-bricating oil can seal off a tankful of fluid from contact with air. This cre-ates an ideal environment for a diverse community (recent genetic testing has shown that MWFs can contain >1,000 different species of microbes) for bacte-rial growth and biodeterioration activity.
Other signs of a poorly maintained water-based fluid include hard water de-posits, staining and corrosion of parts and tools, fluid foaming and emulsions that separate. Tramp oil often contains antiwear additives (such as zinc dial-kyldithiophosphates, ZDDPs) that can demulsify the metalworking fluid. Hard water not only leaves mineral deposits; it can interfere with emulsifiers in much the same way that it leaves a soap scum ring around your bathtub. Filters and conduits can become clogged with metal chips, dirt and bacterial or fungal colo-
nies. Foaming can become a problem in high-speed milling operations when antifoam additive levels drop too low.
STRAIGHT OIL STRATEGIESStraight oils, commonly used in heavy-duty machining operations, are not diluted, but they do contain various additives. They provide more lubrication than cooling, but when they fail to lubricate, friction and heat buildup can actually cause the oil to catch fire. Under severe conditions, hot metal chips can weld themselves to tool tips and manufactured parts.
“Straight oils don’t have the same foaming and bacterial problems as wa-ter-dilutable fluids,” says STLE-mem-ber April Stevens, industry manager for metalworking at Monson, an Azelis Americas company (formerly Colonial Specialty Chemicals), a specialty chem-icals distributing company that focuses on the lubes, metalworking and grease markets. However, she continued, you do get viscosity changes, contamina-tion from tramp oil and cleaners, oxi-dation and depletion of EP and lubric-ity additives. Fluid monitoring involves measuring additive levels, clarity, color, copper corrosion and flash point, and checking for the presence of water.
Richard French, environmental team leader at Bristol Industries in Brea, Calif., notes that his company’s operations use mostly straight-oil flu-ids. Bristol, which manufactures nuts and other fasteners for the aerospace industry, deals with hard metals, in-cluding steel, superalloys and titanium. Their processes include stamping sheet metal, cold-forming and screw machin-ing. “We’re selling a threaded hole,” he says, explaining that the operations require the heavy-duty performance characteristics of oil-based fluids.
In Bristol’s 180,000 square foot building, only about 10 machines use water-based fluids, French says. They only use about six types of MWFs in order to control inventory and mini-mize the complexity that arises from keeping track of multiple safety and environmental requirements.
Fluid maintenance at Bristol in-
MWFs are exposed to the shop environment where they can pick up microbes, dust and other contaminants in a way other fluids don’t.
34 True or false: The most common isotope of hydrogen has no neutrons. A.

volves keeping tap life records—how many threaded parts can a tap pro-duce before its performance begins to decline? A degraded oil provides less lubricity between the tap and the nut, causing the tap to work harder and wearing it down. Tool operators keep an eye on oil color and watch for signs of cloudiness, both of which indicate a buildup of metal particles in the oil.
Vendors promoting new products are asked to provide a report contain-ing lab analysis results and summa-rizing the characteristics of the fluid, French continues. They also are asked to provide a sample of the fluid, which is tested on one of Bristol’s machines to see if it meets the performance stan-dards required by the operation.
Bristol used about 24,000 gallons of metalworking fluid in 2015 (and dis-posed of about 14,000 gallons), and its low-maintenance monitoring routine seems to work well for the company. Bristol did have to replace about 4,000 gallons of oil once, French says, when an oil-handling crew in the plant ac-cidentally mixed a batch of recycled high-sulfur oil with the recycled met-alworking oil. Lab testing might have prevented this problem, but good con-tainer labeling practices and worker training are effective as well.
Bristol contracts with a fluid man-agement company that helps it keep current on fluids with better perfor-mance and a longer run life, as well as complying with environmental regula-tions. French noted that the company requests fluids without chlorinated paraffins, which pose a waste disposal problem. (Editor’s note: For more on the EPA’s ruling on chlorinated paraf-fins, see the special industry report in the March 2016 TLT.)
WHY MONITOR?“Regular and consistent monitoring of MWFs can help you spot deterio-ration in the early stages, so you can head off a potential problem before a batch of defective parts forces you to shut down operations to correct the problem,” says STLE-member Jason Papacek, director of technical services
at POLARIS Labs’ headquarters in In-dianapolis, Ind. “Customers don’t want to pay for scrap,” he adds.
Preventing problems can save mon-ey by letting you use fluids, especially water-dilutable fluids, longer before having to replace them, explains Ste-vens. She notes that keeping bacteria and fungus at bay requires regular monitoring of additive concentrations (some additives serve as nutrients to microbes) and pH levels. Tramp oil not only promotes bacterial growth, but it also can break down metalworking fluid emulsions. Letting fluid problems get out of hand can reduce tool life and cause health problems for shop work-ers, she says.
Regular fluid monitoring and test-ing is a key element of condition-based maintenance. Rather than topping off additives and replacing fluid batches on a fixed schedule, these steps are taken when the fluid requires it. This varies based on the nature of the metal (e.g., steel versus aluminum or titanium), the type of operation (grinding, forming,
cutting), the speed and throughput of the operations and the properties of the fluid itself (see Figure 1).
“Condition-based maintenance not only saves money, but it helps prevent over- or under-treating fluids,” says Pa-pacek. “For example, adding too much antifoam can actually increase the amount of foam.” Some additives affect the pH of the solution, so if you over-treat, you could damage the surface finish of the parts you make. “Surface finish is usually a principal concern” for machined parts, he notes.
Keeping an eye on things, includ-ing keeping good records, prevents you from disposing of a fluid before the end of its operational lifetime, but it also re-veals developing trends that could force you to replace the fluid earlier than usual. A batch of fluid that requires more and more frequent topping off of the additives, or one where the addi-tives do not stay emulsified in the fluid, might be an indication that the fluid is reaching the end of its useful life.2
Testing new fluids gives you an idea
Figure 1 | Cutting fluid sprayed on a milling machine. (Photo courtesy of Glenn McKechnie.)
True. 3 5

of how they are going to perform—how much water hardness or tramp oil they will withstand, for example. Much of this information is available from the fluid manufacturer, but metalworking operations tend to be highly individual-ized, and each operation introduces its own variables into the mix.
WHO DOES THE TESTING?Because metalworking fluids rely heav-ily on proper maintenance, lab and on-site testing is an important factor in keeping the process in control, says Pa-pacek. Metalworking fluids tend to be specialized, and their applications are highly process- and site-dependent. Us-ers customize the component balance and additives to their own processes, and they often do their testing on-site, he says.
Commercial testing laboratories generally turn samples around in one to five business days, depending on how routine and complex the tests are. A concentration by refractometer or pH test might take just moments; mi-crobial culture tests (bacteria, fungus, mold) will take longer as it takes time to grow the microbial colonies.
Some tests can be done in the metal shop, using paper test strips, premade test kits or handheld devices. For very small operations, a visual (and odor) in-spection of the sump could be sufficient. Larger sumps or central systems might require monitoring every day or two.
Large operations maintain in-house labs, complete with fluid experts on staff, for more sophisticated testing and troubleshooting. Manufacturing op-erations have high throughput, which makes it worthwhile to have an in-house lab for quick feedback, notes Papacek.
Independent testing labs routinely augment lubricant test reports with recommendations based on the data. However, for MWF samples, they pro-vide only the test data, Papacek says. Metalworking fluid testing represents a small part of POLARIS Lab’s business, and most of the lab’s metalworking customers are end-users, rather than metalworking fluid manufacturers, who have their own labs. Some end-
users send in troubleshooting samples when there’s a problem, but others send monthly or quarterly check samples to validate results from their in-house laboratories and field tests.
Fluid distributing companies often offer testing services, but Stevens and Papacek agree that this aspect of the business is shrinking as oil distributors move out of the metalworking fluids market. Canter concurs, noting that many high-speed machining operations require the cooling that water-dilutable fluids provide. Because these fluids are sold as concentrates, their performance depends in part on factors introduced by the end-user, including water quali-ty, dilution levels, specialized additives, reactive metal residues and tramp oil contamination.
WHAT DO YOU TEST?The level of sophistication of your fluid testing regimen depends on the size and throughput of your operation and the specific requirements of the metals, processes and fluids you deal with. (See Reference 3 for a comprehensive review of metalworking fluid properties and testing.)
Fluid testing can be as simple as dip-ping a paper pH test strip into the sump and matching the color change against a reference chart, although handheld pH meters give you more precise readouts with almost the same speed and ease of use (see Figure 2). When pH readings fall below about 8.5, it is typically a clear indication that microbial activity
has gotten out of control. Handheld refractometers are a rela-
tively inexpensive and easy way to determine concentrate levels in fluids that are diluted with water (see Figure 3). Numerical readings from the refrac-tometer are multiplied by a fluid-specif-ic factor provided by the fluid manufac-turer. This factor is sometimes modified to account for practical experience in the shop.
3 6 • A P R I L 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
Figure 2 |
A compact pH meter.
(Photo courtesy of www.lodi.gov/Storm_Drain_De-tectives.)
Figure 3 | Person pouring a fruit juice sample onto a refractometer plate. (Photo courtesy of Lyza at www.flickr.com/photos/lyza/.)
EEExxxonMMoobil Baasseesstockkss
In an ever-changing global market, customers rely on our base stocks to be the industry’s benchmark of
products from our CORE™ and EHC™ slates around the world. So whatever formulation challenges our customers face, they can look to ExxonMobil Basestocks for unsurpassed excellence they can depend on. To learn more, visit exxonmobil.com/basestocks.
Copyright © 2015 Exxon Mobil Corporation. All rights reserved. All trademarks used herein are trademarks or registered trademarks of Exxon Mobil Corporation or one of its subsidiaries unless otherwise noted.

Particle counters can stave off problems with metal chips and fines, as well as dirt and dust. Particles larger than 10 mi-crons can clog filters and recirculating systems, and particles smaller than 10 microns destabilize emulsions. Some particle counters can measure particles as small as a few tenths of a micron across.
Dip slides—paddle-shaped devices with a coating of agar or other microbial culture medium on one end—are the sim-plest means of microbial testing. As the name suggests, you dip them into the fluid. Afterward, you allow the slides to incubate and count the microbial colonies. Simple micro-bial colony counts can be done at an in-house lab, but you might have to send samples out for more sophisticated tests including adenosine triphosphate measurement by enzymatic luminescence spectros-copy (ASTM Test Method E2694), measurement of dissolved oxygen (DO) and catalase testing. The data can then be used in time to guide preventive action. Taking samples requires some basic user training—you have to be careful not to cross-contaminate samples. Samples should be taken from a sampling or drain valve or obtained by dipping an unused bottle more than five centi-meters below the surface of the bulk fluid.
EP additives contain sulfur, chlorine and phosphorus com-pounds, Stevens says. Tests for these components are more dif-ficult to do on-site, but you can send samples to a testing lab or your metalworking fluid supplier for tests.
Large-scale operations and manufacturers that develop and benchmark new metalworking fluids rely on in-house or com-mercial testing laboratories to identify and quantify specific chemical components of a fluid or its contaminants. Titration methods can provide precise information on reserve alkalin-
ity levels and mineral components in the water, including hard water cations (calcium and magnesium). Conductivity measurements test for electrolytes (e.g., chloride ions) that can lead to cor rosion problems.
Testing labs also can identify nitrogen-containing com-pounds, including amines, amides and ammonium salts that come from oxidation inhibitors, emulsifiers, surfactants, pH buffers, biocides and microbial activity. Relatively benign nitro-gen compounds can be transformed into toxic or carcinogenic compounds under high heat and pressure conditions, so fluid developers keep an eye on them using chemical analysis.
Spectrometers provide ultra-precise monitoring of color changes (a sign of possible microbial or tramp oil contami-nation or fluid degradation). Turbidimeters track changes in fluid clarity, an early warning signal of particulate contamina-tion or emulsion breakdown (see Figure 4). Viscometry keeps tabs on lubricity changes in straight oils. The effectiveness of corrosion inhibitors can be monitored using standardized cast iron chips (ASTM method D4627).
Tramp oil levels can be measured using an acid split test to separate the oil and water phases of an emulsion. This test procedure enables end-users also to determine how much free oil (floating on top of the MWF) and entrained oil are present.
HEALTH AND ENVIRONMENTAL ISSUESThe motivation for good fluid maintenance is mostly econom-ic, says Stevens. However, worker safety and environmental issues also factor in.
From an environmental standpoint, the fact that microbes find water-based fluids tasty can actually be a benefit—that’s what biodegradability is all about. However, you don’t want the biodegradation process to start until you finish using the fluid, so monitoring and maintaining biocide levels helps
keep microbe levels under control.
Despite all scientific evidence to the contrary,4 officials with the U.S. EPA’s Office of Pesticides Pro-grams, and consequently
MWF formulators and end-users, are perennially concerned about hexahydro-1,3,5-tris (2-hydroxyethyl)-s-triazine and other biocides. However, regulations limit the ingredients that can be used to manufacture the fluids, which eases the burden on end-users.
It is commonly (and erroneously) believed that dermatitis (one of the most common worker safety problems) is caused by bacteria and fungi growing in the fluids. Prof. E.O. Ben-nett did a substantial amount of work testing this erroneous theory and found that irritant contact dermatitis was invari-able a reaction of the skin to various chemicals, and was not caused by microbial infection. Conditions that are unfriendly to skin are excessive MWF concentrations, high pH or alkalin-ity, contaminants (e.g., cleaners and tramp oils) or overuse
‘The time you invest in testing is much less than the time you spend fixing problems.’
Figure 4 | A turbidimeter that tracks changes in fluid clarity. (Photo courtesy of www.lodi.gov/Storm_Drain_Detectives.)
38 Which of the following elements is an alkali metal: sodium, calcium, carbon, zinc or platinum? A.

of additives (e.g., microbicides or rust preventives). Certain dissolved metals also can cause dermatitis. Numerous microscopic cuts and abrasions caused by metal particles in MWFs can ren-der workers susceptible to irritation. Allergic reaction to one or more MWF component molecules can result in al-lergic contact dermatitis.
Even fluids in good condition can cause skin irritation, however. Addi-tive concentrates for water-containing fluids tend to be highly alkaline, and some coolants can irritate skin. Protec-tive gloves, hand creams and protective clothing can counteract this. Most end-
users have good machine enclosures and mist collectors to keep the problem contained. In the end, the best preven-tive measure is good personal hygiene.
WORTH THE EFFORTDiligent MWF monitoring and mainte-nance more than makes up for the time and expense it requires. “The time you invest in testing is much less than the time you spend fixing problems,” says Canter.
In addition to heading off problems in the early stages, testing can extend the amount of time you use a fluid by basing the replacement schedule on
the fluid’s condition and performance. Fluid testing can help prevent over-treatment as well as under-treatment by giving an accurate picture of additive levels over time.
The result is fewer defective parts, longer tool life, less waste disposal and better working conditions for employees.
REFERENCES
1. Please see ASTM D2881-12 (2014) at www.astm.org/Standards/D2881.htm.
2. “Development of Guidelines for Using and Maintaining Metalworking Fluids,” White paper sponsored by STLE, May 2008, by Neil Canter.
3. Brinksmeier, E., Meyer, D., Huesmann-Cordes, A.G. and Herrmann, C. (2015), “Metalworking fluids—Mechanisms and performance,” CIRP Annals—Manufacturing Technology, 64 (2), pp. 605-628. DOI: 10.1016/j.cirp.2015.05.003 (open access).
4. Passman, F., Canter, N., Rotherham, R., Byers, J. and Eachus, A. (2016), “MWF biocides part II: Science vs. fiction,” TLT, 72 (3), pp. 46-57.
Nancy McGuire is a free-lance writer based in Silver Spring, Md. You can contact her at [email protected].
Performance and service that are
LEADING EDGEPeople and specialty productsyou can count on.
� SpectraSyn Elite™ mPAOPolyalphaolefin Base Oils Group IV
� SpectraSyn Plus™ Base Oils Group IV
� SpectraSyn™ PolyalphaolefinBase Oils Group IV
� Esterex™ Esters Group V
� Synesstic™ Alkylated Naphthalene Group V
� Ultra-S™ Base Oils Group III
� Pure Performance® Base Oils Group II
� ConoPure® Process Oils
7010 Mykawa � Houston, Texas 77033 � 800.228.3848 � www.jamdistributing.comEsterex, SpectraSyn, SpectraSyn Ultra and Synesstic are trademarks of Exxon Mobil Corporation. Ultra-S is a trademark of S-Oil Corp. and Pure Performance and ConoPure are registered by Phillips 66 Company.
Global Sales and Service
Sodium. 3 9

KEY WORDS Solid Lubrication Wear; Boundary Lubrication; Biodegradable Oils; Acidity; Oxidative Degradation
ABSTRACTThe synergetic lubrication effects between diamond-like carbon (DLC) coatings and lu-bricating oils have draw much attention for the past decades, and promising results have been reported between DLC and biodegradable synthetic ester, which might be a potential solution in energy conservation and environmental protection. However, the challenges lie in that the synthetic ester oils exhibit lower oxidation stability than the hydrocarbon oils and are prone to produce organic acids in the aging process. Thus, investigating the tribologi-cal behavior of DLC coating in acidified ester oil is meaningful to the long-term reliability of ester-lubricated DLC contacts. In this article, the friction and wear behavior of DLC–DLC, DLC/steel, and steel–steel contacts in acidic ester oils with different total acid values (TANs) is systematically studied. It was found that acidification of ester oil showed certain beneficial tribological effects for the self-mated steel and DLC contacts but could cause severe wear loss on steel counterparts with a special polished appearance for steel–DLC hybrid contacts. By focusing on the properties of the tribofilm formed on the contact surfaces, a possible tribological mechanism was discussed. Finally, it was proposed that the steel–DLC contacts exhibited low tolerance to organic acids and thus the additives that could dissipate the produced organic acids are a critical component in lubricating oils that were tailored for the steel–DLC contacts.
INTRODUCTION Diamond-like carbon (DLC) coatings are well known for their excellent tribological properties and thus have been widely used in various mechanical systems, including automobile engines and rolling bearings (Franklin and Baranowska (1); Kalin, et al.(2)). Because DLC-coated surfaces are usually lubricated by oils or greases, the compatibility and effectiveness of lubricants on DLC are crucial for the performance of mechanical systems. Accordingly, for the past decades, studies have focused on the reactivity of DLC with traditionally additives, such as zinc dialkyl dithiophosphate and molybdenum dithiocarbamate, investigating possible reaction products and their effects on tribologi-cal performance (Topolovec-Miklozic, et al. (3); Mistry, et al. (4), (5); Equey, et al. (6);
PEER-REVIEWED
The Influence of Total Acid Number of Ester Oilin Tribological Behavior of DLC Contacts
JINZHU TANG,1,2 QI DING,1 GUANGAN ZHANG,1 and LITIAN HU1
1State Key Laboratory of Solid Lubrication, Lanzhou Institute of Chemical Physics, Chinese Academy of Sciences,Lanzhou 730000, P.R. China
2University of Chinese Academy of Sciences, Beijing 100049, P.R. China
Editor’s Note: While it may be quite common for a condition monitoring program to include acid number as parameter for confirming oxidation of a fluid, it is relatively unknown that this parameter also may hint changes to the coefficient of friction. This month’s Editor’s Choice paper investigates such changes with steel and diamond-like carbon coat-ings using a biodegradable synthetic ester lubricant. The findings show a definite bias that is dependent on the two materials in contact, which supports the need for differ-ent additive technologies to suit.
Evan Zabawski, CLSEditor
Manuscript received Nov. 24, 2014Manuscript accepted Feb. 21, 2015Review led by Gary Doll© STLE
40 Which of the following elements is a halogen: potassium, aluminum, carbon, oxygen or chlorine? A.

Gangopadhyay, et al. (7); Vengudusamy, et al. (8); de Barros Bouchet, et al.(9); Kalin and Vizintin(10)).
On the other hand, environmental concerns over the use of petroleum-based products and traditional additives con-taining S and P have led to increased interests in biodegrad-able lubricants and additives, and relative research about the synergetic effects between DLC and environmental friendly lubricants has been conducted (Minami, et al. (11); Simic, et al. (12); Kano, et al. (13); Jia, et al. (14); Tasdemir, et al. (15); Kano (16); De Barros Bouchet, et al. (17); Bobzin, et al. (18); Bouchet, et al. (19); Simic and Kalin (20), (21); Kalin, et al. (22); Kalin and Simic (23); Makowski, et al. (24); Habchi, et al. (25); Matta, et al. (26)). A series of compounds containing –OH or –COOH were investigated, including glycerol mono-oleate, glycerol, acetic acid, lactic acid, alcohols, synthetic ester, and some vegetable oils. Promising alternatives to tra-ditional lubricants for DLC contacts were reported, such as glycerol mono-oleate and trimethylolpropane ester.
However, biodegradable synthetic esters show lower sta-bility than the hydrocarbon oils and are prone to produce organic acids due to oxidation, aging, and hydrolysis during storage, transportation, and utilization (The vegetable oils originally have a large amount of fatty acids.) For instance, Ashraful, et al. (27) found that the total acid number (TAN) values increased proportionately with storage time. The TAN values for pure palm oil methyl ester, jatropha methyl es-ter, and coconut oil methyl ester increased from about 1.0 to about 3.0 mg KOH/g during the 12-week storage period at room temperature. Similar results were also obtained by Obadiah, et al. (28). According to ASTM D4625 (30°C/50 weeks), they found the TAN of Pongamia biodiesel rose up to 6 mg KOH/g. High temperature could also accelerate the acidification of ester oil. After oxidizing at 150°C for 60 h, Wu, et al. (29) found that the synthetic ester oil would be highly acidified with increased TAN values from 0.04 up to 13.24 mg KOH/g. Furthermore, they found that the tribologi-cal properties of the ester oil were significantly influenced by the produced organic acids for steel contacts. Thus, investigat-ing the influence of organic acids on the tribological behavior of DLC contacts is meaningful for the long-term use of the DLC contacts in synthetic ester oils.
Recently, a series of studies on the adsorption mechanisms and tribological effects of fatty acid on DLC were reported by Simic, et al. (12), and Simic and Kalin (20), (21). They confirmed that fatty acids could adsorb chemically and physi-cally on DLC surfaces to create a protective layer, as they did on steel. However, the acid concentration in their study was so low ( 0.67 wt%) that the oil acidity is much lower than typical acidity of highly oxidized ester oil as reported by Wu, et al. (29). Moreover, the contacts used in their study were self-mated steel and DLC contacts to verify the actual reactiv-ity of the DLC coating. However, in practice, the DLC/metal contacts are the most used mating combination in mechani-cal system such as a DLC-coated bucket tappet with a steel cam and a DLC-coated piston ring with a steel cylinder in
an engine system. Thus, systematic works are still needed to comprehensively study the friction and wear behavior of dif-ferent DLC–steel mating combinations in acidified ester oils with a wider range of acidity. Then it be possible to provide guidelines to adopt the best coating and lubrication strategy for mechanical systems, especially those for which high reli-ability and long service life are the major concerns.
In this article, a systematical study on the effects of organic acids on the tribological performance of different DLC–steel mating combinations is reported. A series of synthetic ester oils with different TAN values were prepared to simulate the different degrees of degradation of the ester oil. By focusing on the material characteristics of the formed tribofilm on DLC and steel, the special friction and wear behavior of DLC/steel contacts are discussed.
EXPERIMENTAL Material Preparation and Characterization In this study, tribological tests were performed using a ball-on-disk testing configuration. Both the balls and disks were coated with DLC coatings. The balls were commercially avail-able, standard bearing steel balls (AISI 52100) with a diameter of 6 mm, a hardness around 850 HV, and a surface roughness of Ra 0.03 m. The disks were bearing steel (AISI 52100) disks, which were ground and polished to a final roughness Ra
of 0.02 m (measured with a profilometer). Some of the steel disks were used as steel specimens in the tribological tests, and some were further coated with DLC through a commer-cial UDP650 magnetron sputtering deposition system (Teer Coatings Ltd., UK). The deposited DLC coatings were non-hydrogenated DLC without dopping elements. After fitting the Raman spectra of the as-deposited DLC according to Ferrari and Robertson (30), the G peak position was around 1550 cm-1 and the ID/IG ratio was around 1.0, which gave the sp3 content around 12% in the prepared DLC coating. A thin Cr interlayer was deposited to enhance the adhesion between the DLC and steel substrates.
The basic properties of the deposited DLC coating are listed in Table 1.
The influence of ester structure on the boundary lubrica-tion of DLC coatings is still less clear and esters with com-plex molecular structures are not easily purified. Thus, for
TABLE 1—THE BASIC CHARACTERISTICS OF DEPOSITED DLC
COATING
Item Properties
Substrate AISI 52100 bearing steel
Coating method Physical vapor deposition (PVD)
Thickness (mm) 2.0
Surface roughness, Ra (nm) 14 § 5
Hardness (GPa) 16
Young’s modulus (GPa) 900 § 50
sp3 Content Around 12%
Chlorine. 4 1
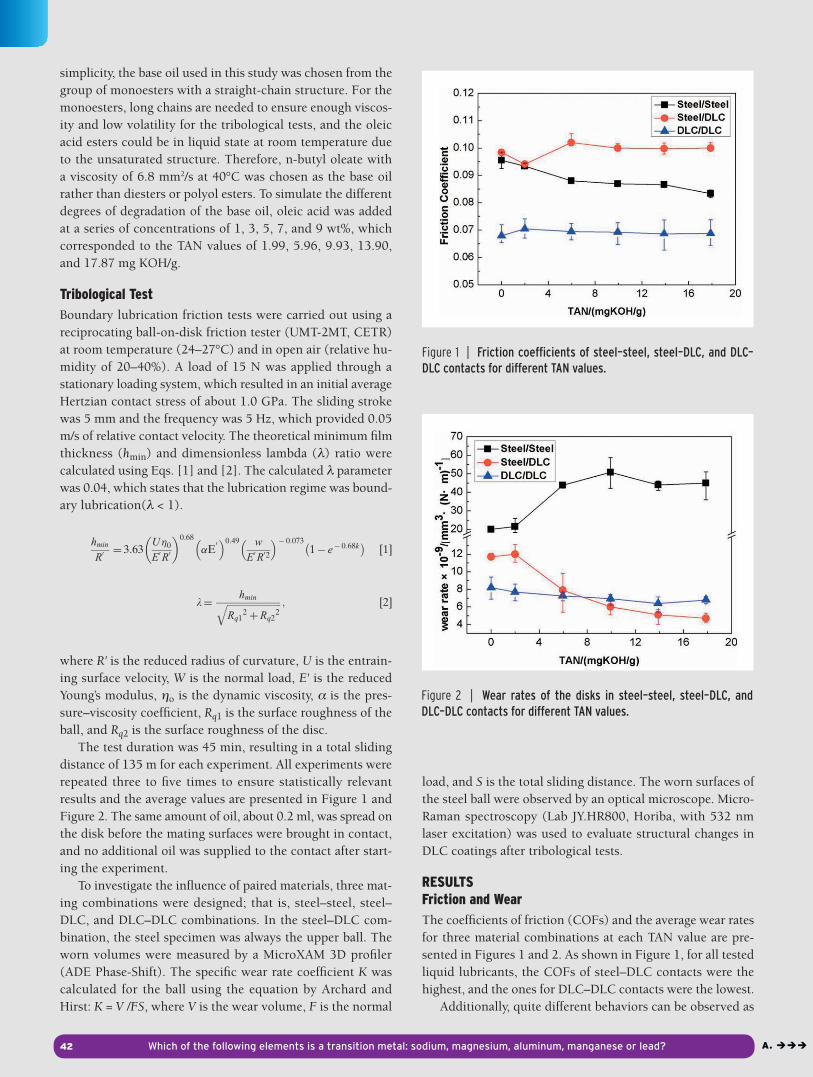
simplicity, the base oil used in this study was chosen from the group of monoesters with a straight-chain structure. For the monoesters, long chains are needed to ensure enough viscos-ity and low volatility for the tribological tests, and the oleic acid esters could be in liquid state at room temperature due to the unsaturated structure. Therefore, n-butyl oleate with a viscosity of 6.8 mm2/s at 40°C was chosen as the base oil rather than diesters or polyol esters. To simulate the different degrees of degradation of the base oil, oleic acid was added at a series of concentrations of 1, 3, 5, 7, and 9 wt%, which corresponded to the TAN values of 1.99, 5.96, 9.93, 13.90, and 17.87 mg KOH/g.
Tribological Test Boundary lubrication friction tests were carried out using a reciprocating ball-on-disk friction tester (UMT-2MT, CETR) at room temperature (24–27°C) and in open air (relative hu-midity of 20–40%). A load of 15 N was applied through a stationary loading system, which resulted in an initial average Hertzian contact stress of about 1.0 GPa. The sliding stroke was 5 mm and the frequency was 5 Hz, which provided 0.05 m/s of relative contact velocity. The theoretical minimum film thickness (hmin) and dimensionless lambda ( ) ratio were calculated using Eqs. [1] and [2]. The calculated parameter was 0.04, which states that the lubrication regime was bound-ary lubrication( < 1).
hmin
R0 D 3:63
Uh0E
0R
0
� �0:68
aE0� �0:49 w
E0R
02
� �¡ 0:0731¡ e¡ 0:68k� �
[1]
λD hminffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiRq1
2CRq22
q ; [2]
where R' is the reduced radius of curvature, U is the entrain-ing surface velocity, W is the normal load, E' is the reduced Young’s modulus, o is the dynamic viscosity, is the pres-sure–viscosity coefficient, Rq1 is the surface roughness of the ball, and Rq2 is the surface roughness of the disc.
The test duration was 45 min, resulting in a total sliding distance of 135 m for each experiment. All experiments were repeated three to five times to ensure statistically relevant results and the average values are presented in Figure 1 and Figure 2. The same amount of oil, about 0.2 ml, was spread on the disk before the mating surfaces were brought in contact, and no additional oil was supplied to the contact after start-ing the experiment.
To investigate the influence of paired materials, three mat-ing combinations were designed; that is, steel–steel, steel–DLC, and DLC–DLC combinations. In the steel–DLC com-bination, the steel specimen was always the upper ball. The worn volumes were measured by a MicroXAM 3D profiler (ADE Phase-Shift). The specific wear rate coefficient K was calculated for the ball using the equation by Archard and Hirst: K = V /FS, where V is the wear volume, F is the normal
load, and S is the total sliding distance. The worn surfaces of the steel ball were observed by an optical microscope. Micro-Raman spectroscopy (Lab JY.HR800, Horiba, with 532 nm laser excitation) was used to evaluate structural changes in DLC coatings after tribological tests.
RESULTS Friction and Wear The coefficients of friction (COFs) and the average wear rates for three material combinations at each TAN value are pre-sented in Figures 1 and 2. As shown in Figure 1, for all tested liquid lubricants, the COFs of steel–DLC contacts were the highest, and the ones for DLC–DLC contacts were the lowest.
Additionally, quite different behaviors can be observed as
Figure 1 | Friction coefficients of steel–steel, steel–DLC, and DLC–DLC contacts for different TAN values.
Figure 2 | Wear rates of the disks in steel–steel, steel–DLC, and DLC–DLC contacts for different TAN values.
42 Which of the following elements is a transition metal: sodium, magnesium, aluminum, manganese or lead? A.
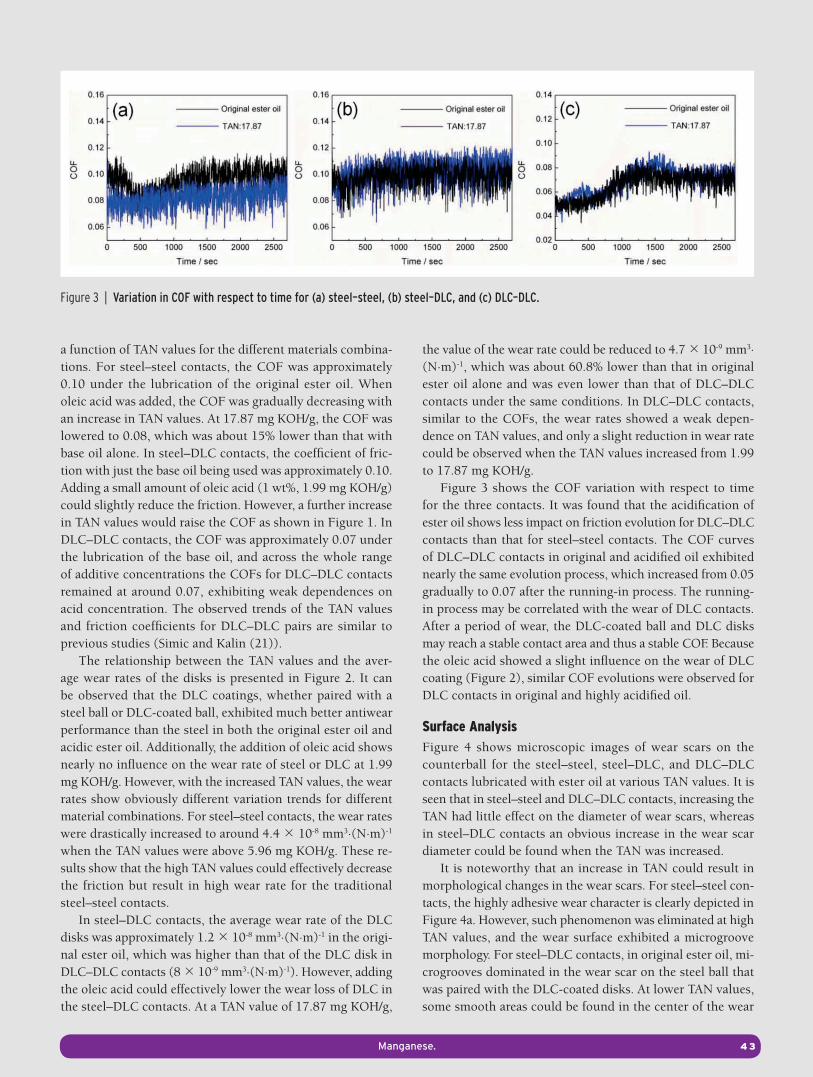
a function of TAN values for the different materials combina-tions. For steel–steel contacts, the COF was approximately 0.10 under the lubrication of the original ester oil. When oleic acid was added, the COF was gradually decreasing with an increase in TAN values. At 17.87 mg KOH/g, the COF was lowered to 0.08, which was about 15% lower than that with base oil alone. In steel–DLC contacts, the coefficient of fric-tion with just the base oil being used was approximately 0.10. Adding a small amount of oleic acid (1 wt%, 1.99 mg KOH/g) could slightly reduce the friction. However, a further increase in TAN values would raise the COF as shown in Figure 1. In DLC–DLC contacts, the COF was approximately 0.07 under the lubrication of the base oil, and across the whole range of additive concentrations the COFs for DLC–DLC contacts remained at around 0.07, exhibiting weak dependences on acid concentration. The observed trends of the TAN values and friction coefficients for DLC–DLC pairs are similar to previous studies (Simic and Kalin (21)).
The relationship between the TAN values and the aver-age wear rates of the disks is presented in Figure 2. It can be observed that the DLC coatings, whether paired with a steel ball or DLC-coated ball, exhibited much better antiwear performance than the steel in both the original ester oil and acidic ester oil. Additionally, the addition of oleic acid shows nearly no influence on the wear rate of steel or DLC at 1.99 mg KOH/g. However, with the increased TAN values, the wear rates show obviously different variation trends for different material combinations. For steel–steel contacts, the wear rates were drastically increased to around 4.4 10-8 mm3.(N.m)-1 when the TAN values were above 5.96 mg KOH/g. These re-sults show that the high TAN values could effectively decrease the friction but result in high wear rate for the traditional steel–steel contacts.
In steel–DLC contacts, the average wear rate of the DLC disks was approximately 1.2 10-8 mm3.(N.m)-1 in the origi-nal ester oil, which was higher than that of the DLC disk in DLC–DLC contacts (8 10-9 mm3.(N.m)-1). However, adding the oleic acid could effectively lower the wear loss of DLC in the steel–DLC contacts. At a TAN value of 17.87 mg KOH/g,
the value of the wear rate could be reduced to 4.7 10-9 mm3.
(N.m)-1, which was about 60.8% lower than that in original ester oil alone and was even lower than that of DLC–DLC contacts under the same conditions. In DLC–DLC contacts, similar to the COFs, the wear rates showed a weak depen-dence on TAN values, and only a slight reduction in wear rate could be observed when the TAN values increased from 1.99 to 17.87 mg KOH/g.
Figure 3 shows the COF variation with respect to time for the three contacts. It was found that the acidification of ester oil shows less impact on friction evolution for DLC–DLC contacts than that for steel–steel contacts. The COF curves of DLC–DLC contacts in original and acidified oil exhibited nearly the same evolution process, which increased from 0.05 gradually to 0.07 after the running-in process. The running-in process may be correlated with the wear of DLC contacts. After a period of wear, the DLC-coated ball and DLC disks may reach a stable contact area and thus a stable COF. Because the oleic acid showed a slight influence on the wear of DLC coating (Figure 2), similar COF evolutions were observed for DLC contacts in original and highly acidified oil.
Surface Analysis Figure 4 shows microscopic images of wear scars on the counterball for the steel–steel, steel–DLC, and DLC–DLC contacts lubricated with ester oil at various TAN values. It is seen that in steel–steel and DLC–DLC contacts, increasing the TAN had little effect on the diameter of wear scars, whereas in steel–DLC contacts an obvious increase in the wear scar diameter could be found when the TAN was increased.
It is noteworthy that an increase in TAN could result in morphological changes in the wear scars. For steel–steel con-tacts, the highly adhesive wear character is clearly depicted in Figure 4a. However, such phenomenon was eliminated at high TAN values, and the wear surface exhibited a microgroove morphology. For steel–DLC contacts, in original ester oil, mi-crogrooves dominated in the wear scar on the steel ball that was paired with the DLC-coated disks. At lower TAN values, some smooth areas could be found in the center of the wear
Figure 3 | Variation in COF with respect to time for (a) steel–steel, (b) steel–DLC, and (c) DLC–DLC.
Manganese. 4 3
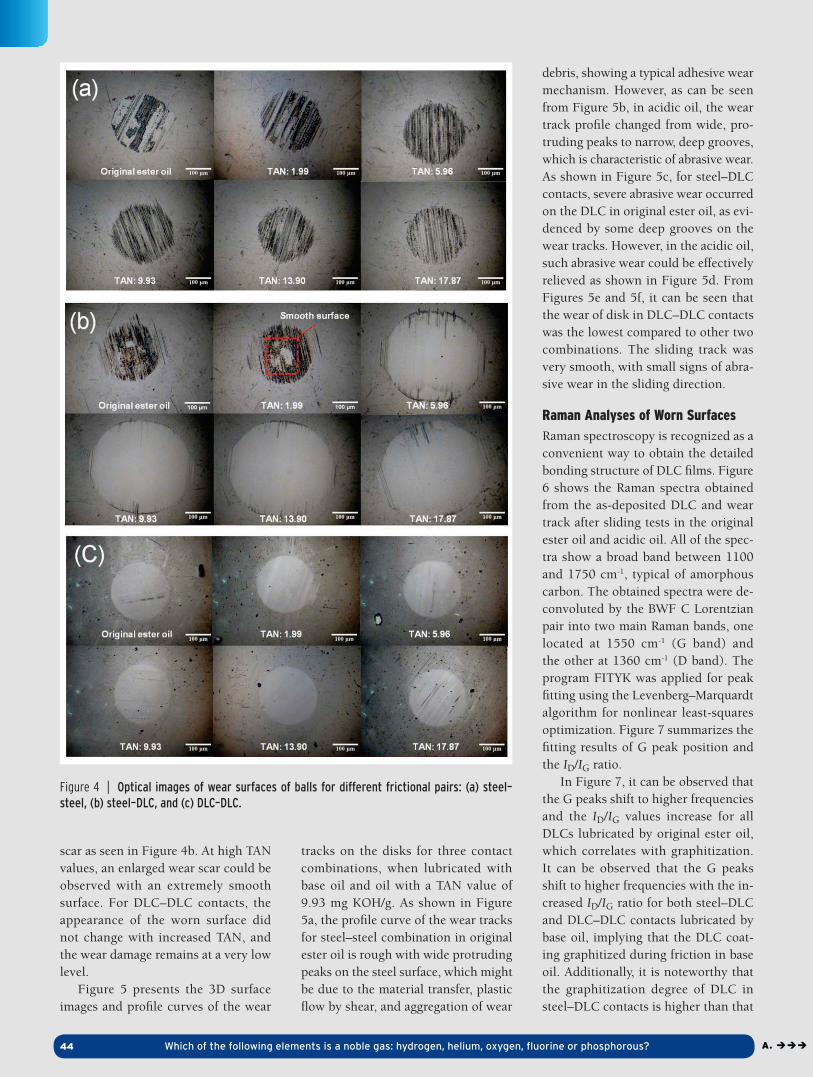
scar as seen in Figure 4b. At high TAN values, an enlarged wear scar could be observed with an extremely smooth surface. For DLC–DLC contacts, the appearance of the worn surface did not change with increased TAN, and the wear damage remains at a very low level.
Figure 5 presents the 3D surface images and profile curves of the wear
tracks on the disks for three contact combinations, when lubricated with base oil and oil with a TAN value of 9.93 mg KOH/g. As shown in Figure 5a, the profile curve of the wear tracks for steel–steel combination in original ester oil is rough with wide protruding peaks on the steel surface, which might be due to the material transfer, plastic flow by shear, and aggregation of wear
debris, showing a typical adhesive wear mechanism. However, as can be seen from Figure 5b, in acidic oil, the wear track profile changed from wide, pro-truding peaks to narrow, deep grooves, which is characteristic of abrasive wear. As shown in Figure 5c, for steel–DLC contacts, severe abrasive wear occurred on the DLC in original ester oil, as evi-denced by some deep grooves on the wear tracks. However, in the acidic oil, such abrasive wear could be effectively relieved as shown in Figure 5d. From Figures 5e and 5f, it can be seen that the wear of disk in DLC–DLC contacts was the lowest compared to other two combinations. The sliding track was very smooth, with small signs of abra-sive wear in the sliding direction.
Raman Analyses of Worn Surfaces Raman spectroscopy is recognized as a convenient way to obtain the detailed bonding structure of DLC films. Figure 6 shows the Raman spectra obtained from the as-deposited DLC and wear track after sliding tests in the original ester oil and acidic oil. All of the spec-tra show a broad band between 1100 and 1750 cm-1, typical of amorphous carbon. The obtained spectra were de-convoluted by the BWF C Lorentzian pair into two main Raman bands, one located at 1550 cm-1 (G band) and the other at 1360 cm-1 (D band). The program FITYK was applied for peak fitting using the Levenberg–Marquardt algorithm for nonlinear least-squares optimization. Figure 7 summarizes the fitting results of G peak position and the ID/IG ratio.
In Figure 7, it can be observed that the G peaks shift to higher frequencies and the ID/IG values increase for all DLCs lubricated by original ester oil, which correlates with graphitization. It can be observed that the G peaks shift to higher frequencies with the in-creased ID/IG ratio for both steel–DLC and DLC–DLC contacts lubricated by base oil, implying that the DLC coat-ing graphitized during friction in base oil. Additionally, it is noteworthy that the graphitization degree of DLC in steel–DLC contacts is higher than that
Figure 4 | Optical images of wear surfaces of balls for different frictional pairs: (a) steel–steel, (b) steel–DLC, and (c) DLC–DLC.
44 Which of the following elements is a noble gas: hydrogen, helium, oxygen, fluorine or phosphorous? A.

in self-mated DLC contacts. Compared to original oil, it is shown that the DLC coatings lubricated by acidic ester oil experience a lower graphitization pro-cess for both DLC–steel and DLC–DLC contacts. However, it is interesting to find that in DLC–DLC contacts, the DLC coating exhibited a lower degree of graphitization after friction than the as-deposited DLC, indicated by the lowest G peaks position and the ID/IG ratio. This means that the DLC struc-ture at the topmost of the contact sur-face may experience a de-graphitization process; that is, the bonding structure transforms from sp2 to sp3 in acidic oil, which is distinctively contrary to the conventional understanding of structural variation tendencies of DLC materials during friction under oil lu-brication or dry conditions.
DISCUSSION Steel–Steel According to the existing lubrication mechanisms for fatty acids, the carbox-yl group in oleic acid molecules could be chemically and physically adsorbed onto the steel surface to form orderly and closely packed molecular multilay-ers, preventing direct contact between frictional pairs (Simic and Kalin (21)).Furthermore, a tribochemical reaction may occur between fatty acids and the “fresh” metal surface, resulted in a “metallic soap” layer with low shear strength, which is in favor of friction reduction.
In original ester oil, the boundary lubrication film is formed by physi-cal adsorption. The formed boundary film can be easily removed from a solid surface. Once the boundary lubricant layer is broken down, the steel disc and steel ball directly contact, which eas-ily leads to cold-welding and adhesion under sliding condition. Acidification of original oil leads to the formation of a boundary film of acid molecules with higher adhesion strength, which weak-ens the adhesion effects between steel contacts. Moreover, the formation of metallic soaps with low shear strength could further reduce the friction. Fig-ures 3 and 4 also clearly show that
the wear mechanism of the steel–steel contacts changes from adhesive wear to abrasive wear after the addition of oleic acid. Additionally, a higher concentra-tion of oleic acid could accelerate the formation and increase thickness of the metallic soap layer. Thus, an increase in TAN could result in a lowered COF as shown in Figure 1. However, due to the low shear strength, the metallic soap layer will be rubbed away during slid-ing and continuously reformed by fur-ther chemical reaction, so that the wear rate of steel–steel contacts increase at higher acid concentration.
DLC–DLC As shown in Figures 1 and 2, the coefficient of friction of the DLC–DLC contacts was not affected by the pres-ence of the oleic acid at the considered TAN, and the wear of the DLC de-creased slightly with increased TAN. Similar trends were also found by Simic and Kalin (21). As seen from the non-contact 3D surface profiler images of the wear tracks for the DLC–DLC com-binations (Figures 5e–5f), the worn surface of the DLC discs lubricated by acidic oil is smoother and shallower than that lubricated by original oil.
Figure 5 | Noncontact 3D surface profiler images and profile curves of the wear tracks on disks in (a), (b) steel–steel, (c), (d) steel–DLC, and (e), (f) DLC–DLC contacts, when lubricated with original ester oil (a), (c), and (e) and acidic ester oil with TAN values of 13.90 mg KOH/g (b), (d), and (f).
Helium. 4 5
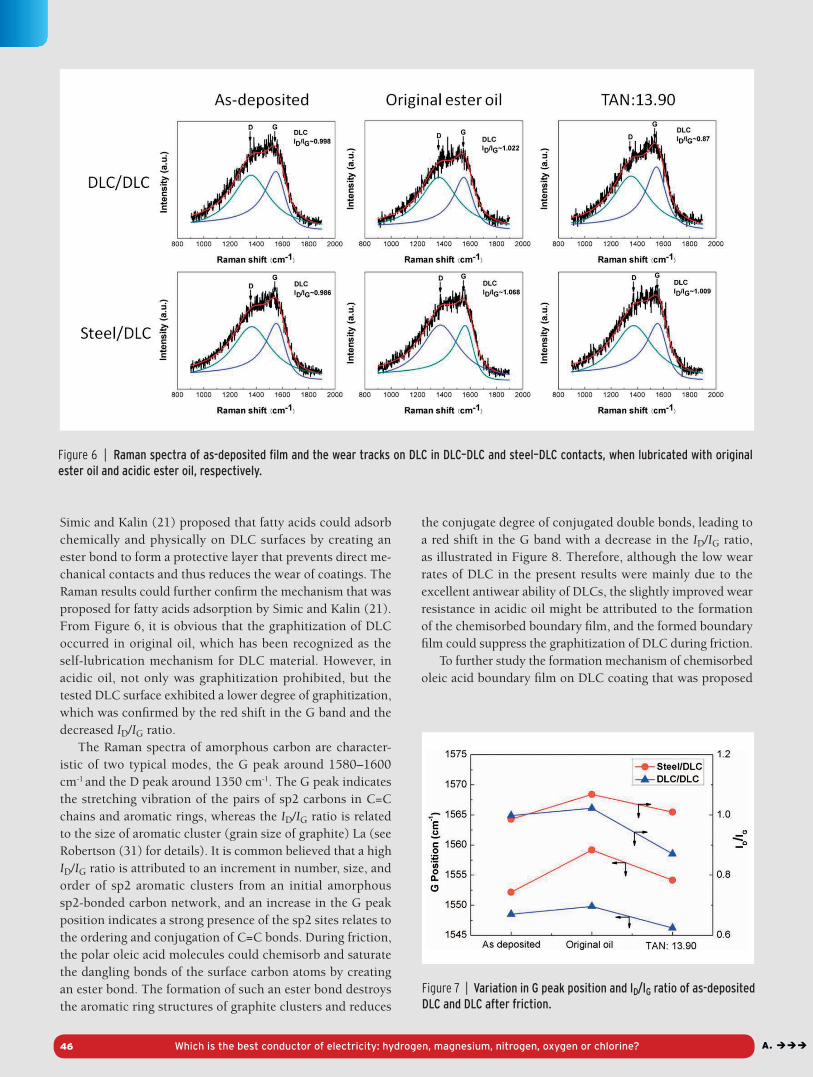
Simic and Kalin (21) proposed that fatty acids could adsorb chemically and physically on DLC surfaces by creating an ester bond to form a protective layer that prevents direct me-chanical contacts and thus reduces the wear of coatings. The Raman results could further confirm the mechanism that was proposed for fatty acids adsorption by Simic and Kalin (21). From Figure 6, it is obvious that the graphitization of DLC occurred in original oil, which has been recognized as the self-lubrication mechanism for DLC material. However, in acidic oil, not only was graphitization prohibited, but the tested DLC surface exhibited a lower degree of graphitization, which was confirmed by the red shift in the G band and the decreased ID/IG ratio.
The Raman spectra of amorphous carbon are character-istic of two typical modes, the G peak around 1580–1600 cm-1 and the D peak around 1350 cm-1. The G peak indicates the stretching vibration of the pairs of sp2 carbons in C=C chains and aromatic rings, whereas the ID/IG ratio is related to the size of aromatic cluster (grain size of graphite) La (see Robertson (31) for details). It is common believed that a high ID/IG ratio is attributed to an increment in number, size, and order of sp2 aromatic clusters from an initial amorphous sp2-bonded carbon network, and an increase in the G peak position indicates a strong presence of the sp2 sites relates to the ordering and conjugation of C=C bonds. During friction, the polar oleic acid molecules could chemisorb and saturate the dangling bonds of the surface carbon atoms by creating an ester bond. The formation of such an ester bond destroys the aromatic ring structures of graphite clusters and reduces
the conjugate degree of conjugated double bonds, leading to a red shift in the G band with a decrease in the ID/IG ratio, as illustrated in Figure 8. Therefore, although the low wear rates of DLC in the present results were mainly due to the excellent antiwear ability of DLCs, the slightly improved wear resistance in acidic oil might be attributed to the formation of the chemisorbed boundary film, and the formed boundary film could suppress the graphitization of DLC during friction.
To further study the formation mechanism of chemisorbed oleic acid boundary film on DLC coating that was proposed
Figure 6 | Raman spectra of as-deposited film and the wear tracks on DLC in DLC–DLC and steel–DLC contacts, when lubricated with original ester oil and acidic ester oil, respectively.
Figure 7 | Variation in G peak position and ID/IG ratio of as-deposited DLC and DLC after friction.
46 Which is the best conductor of electricity: hydrogen, magnesium, nitrogen, oxygen or chlorine? A.

by Figure 8, time-of-flight–secondary ion mass spectrometry (TOF-SIMS) analysis was performed on the worn surface of the DLC disk in DLC–DLC contacts lubricated by pure oleic acid. A TOF-SIMS 5 from ION-TOF GmbH (Munster, Ger-many) was used. A Bi3+ liquid metal ion gun operating at a 30 keV beam voltage with a 45° incident angle was used. Charge compensation with an electron flood gun was used during the analysis cycles. Negative ion mode spectra were calibrated on the C–, CH–, C2–, and C2H– peaks. The sample was cleaned by acetone before the TOF-SIMS analysis.
As shown in Figure 9, it is interesting to find that the in-
tensity of the oleic acid peak (C18H33O2-) in the wear track region is much stronger than that obtained outside the wear track region. Thus, the higher amount of C18H33O2- in the wear track could be ascribed to the absorbed oleic acid mo-lecular on the DLC surface, as described in Figure 8.
Steel–DLC Based on above boundary lubrication mechanisms of oleic acid on steel and DLC surfaces, it can be concluded that a metallic soap layer with low shear strength could be tribo-chemically formed on the steel surface, which could reduce the friction by decreasing the adhesion of the contacted steel surfaces at the expense of increased wear loss, whereas for DLC coatings, a chemisorbed boundary film of oleic acid could be formed, which could suppress graphitization and maintain the structural stability of DLC coating during fric-tion, leading to a slightly improved antiwear ability. However, the tribological effect of organic acid for steel–DLC contacts is different from that of DLC–DLC and steel–steel contacts.
In original oil, due to the weak interfacial adhesion strength between DLC and steel, severe abrasive wear was observed on the surfaces of steel ball as shown in Figure 4b. Additionally, as seen from Figure 7, the DLC coating in the steel–DLC combination experiences a much higher graphiti-zation than the DLC–DLC combination does in base oil. This may be due to the much higher hardness of the DLC coating (16 GPa) than steel (7 GPa), which results in severe abrasive wear on steel balls and thus generates a lot of wear partials between contact surfaces. As reported in Ding, et al. (32), the high contact pressure exerted by wear particles between sliding contacts could lower the threshold of graphitization transformation and result in a high degree of graphitization of DLC. The graphitization process has been recognized as an important friction reduction mechanism for DLC in un-lubricated conditions, because the graphitization is helpful for the formation of the transferred carbonaceous film on the counterpart. However, in the present study, no transferred
Figure 8 | Schematic representation of the chemical adsorption of fatty acid molecules onto a DLC surface during friction.
Figure 9 | ToF-SIMS surface analyses: negative ion spectrum ob-tained (a) outside the wear track and (b) inside the wear track for DLC–DLC contacts after friction test.
Magnesium. 4 7

tribofilm was found on the counterpart as shown in Figure 4. Therefore, at least for the present study, the graphitization of DLC is not the main aspect that governs friction.
In acidic oil, the wear scars on the ball exhibited a special appearance that the diameter of wear scars is drastically raised with an extremely smooth surface, and such a tendency be-comes more pronounced with an increase in TAN. We propose that a “hard vs. soft” contact was formed between the DLC and the metallic soap film on steel surfaces, as illustrated in Figure 10a. Similar to the process of chemical polishing, the soft metallic soap film is easily rubbed away and continuously regenerated by further chemical reaction, thus generating the
special appearance of the wear scar. It is notable that there is a sudden transition in wear be-
havior from a TAN value of 1.99 to 5.96 as presented in Figure 4b. An explanation for the transition may be the fact that a low acid concentration (TAN: 1.99) could not generate a continuous soap layer on the steel surface. Actually, a similar transition for steel contacts could also be observed. In Fig. 4a, the adhesive wear behavior still existed on the wear scar of the steel ball at a TAN of 1.99 and disappeared at a TAN of 5.96.
The mechanism also explains the decreased wear rate and lower degree of graphitization of DLC coatings in acidic oil. Moreover, a decrease in contact pressure, which is ascribed to increased contact size, could further decrease the wear of DLC. In contrast, for steel–steel contacts, oleic acids have no obvious effect on the diameter of the wear scar because the metallic soap films are formed on both the steel disc and steel ball surfaces, forming a “soft vs. soft” contact as shown in Figure 10b.
Additionally, we investigated the wear of steel–DLC con-tacts in ester oil in which n-butyl alcohol was added, because the n-butyl alcohol as another main product of the base oil (n-butyl oleate) was degraded. As shown in Figure 11, although a smooth area could be found in the center of the wear scar when the alcohol was added, such a smoothing effect is much less significant than the oleic acid at the same concentration.
From the above discussions, it can be concluded that al-though the acidic oil exhibits certain beneficial effects in the tribological behavior of self-mated steel or self-mated DLC contacts based on different tribological mechanisms, for DLC–steel hybrid contacts, acidification of oil not only has no effect on friction reduction but also results in severe wear loss on steel counterparts. In practice, the deterioration, ag-ing, and hydrolysis of ester oil could generate various organic acids, and considering the sensitivity of steel–DLC contacts to organic acids, the tolerance to acids for steel–DLC contacts is lower than that of self-mated steel or DLC contacts. Thus, under ester oil lubrication, the additives that could dissipate the produced organic acids such as overbased detergents are
4 8 • A P R I L 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
Figure 10 | Schematic representation of the formed tribofilm and corresponding contact mechanisms in (a) steel–DLC and (b) steel– steel frictional pairs under the lubrication of acidic ester oils.
Figure 11 | Images of the wear scar on steel balls in steel–DLC contacts lubricated by (a) original oil, (b) oil with 7 wt% n-butyl alcohol, and (c) oil with 7 wt% oleic acid.

PROGRAM HIGHLIGHTS
• 500 Technical Presentations• 12 Industry-Specific Education Courses• 90-Exhibitor Trade Show• Commercial Marketing Forum• Networking• New Products• Professional Certification• Peer Recognition• Emerging Technologies• Student Posters• Business Planning
Society of Tribologists and Lubrication Engineers, 840 Busse Highway, Park Ridge, IL 60068, [email protected], www.stle.org, 847-825-5536
Visit www.stle.org for regular program updates and to register.
Follow us on #STLE2016
Technical and professional development you can’t get anywhere else!
When it comes to advancing your career and upgrading your technical knowledge, STLE’s Annual Meeting & Exhibition is a singular event in the lubricants industry. 1,600 of your peers in the lubricants community are expected to participate in STLE’s 71st Annual Meeting & Exhibition. Please join us in Las Vegas for a unique experience that blends the best of industry education, technical training, professional certification and new technologies.
71st STLE Annual Meeting & Exhibition
May 15-19, 2016
Bally’s Las Vegas Hotel
Las Vegas, Nevada (USA)

crucial for steel–DLC contacts; otherwise, such a tribological contact design might increase the oil renewing frequency and thus raise the maintenance costs.
CONCLUSIONS For all tested liquid lubricants, the COFs of steel–DLC con-tacts were the highest, whereas those for DLC–DLC contacts were the lowest. In steel–steel contacts, the COFs gradually decrease with increased TAN, wheras the COFs of DLC–DLC contacts showed a weak dependence on TAN values, and across the whole range of TAN, the COFs remained at around 0.07.
The oleic acid exhibits quite different tribological mecha-nisms for DLC and steel: For steel–steel contacts, friction reduction was achieved by the formation of a metallic soap layer on steel surfaces, which decreased the adhesion between contacted steel surfaces; for DLC coatings, a chemisorbed boundary film of oleic acid could be formed on the DLC sur-
face, which suppressed graphitization and maintained the structural stability of the DLC coating during friction, lead-ing to slightly improved antiwear ability. However, for steel–DLC contacts, a “hard vs. soft” contact was formed between the DLC and the metallic soap film on steel surfaces, which resulted in severe wear loss on the steel counterparts with a polished appearance.
The steel–DLC contacts showed lower tolerance to organic acids than that of self-mated steel or DLC contacts. Therefore, the overbased detergent additives that could dissipate the pro-duced organic acids are a critical component in lubricating oils that are tailored for the steel–DLC contacts.
FUNDING The research was financially supported by the National Ba-sic Research Program of China (“973” Program, Grant No. 2011CB706603) and Applied Basic Research Project of Qin-gdao: Youth Program (Grant No. 14-2-4-85-JCH).
Broadest selection of standard grades
Custom blends Totes, drums, and bulk Logistics solutions
Quality, reliability, service, and unlimited flexibility – that’s how we make sourcing polybutene easy for you.
For information and samples:USA +1 281 587 0900 | +1 800 275 8580CANADA +1 613 966 8881ARGENTINA +54 9221 511 9100/9003
IF YOU NEED MORE OPTIONS FROM YOUR POLYBUTENE SUPPLIER, TALK TO SOLTEX.
PolybuteneWithout Limits
[email protected] | soltexinc.com
50 Which element is expected to be most similar in properties to sodium: aluminum, sulfur, potassium, calcium or iron? A.
REFERENCES
1. Franklin, S. E. and Baranowska, J. (2007), “Conditions Affect-ing the Sliding Tribological Performance of Selected Coatings for High Vacuum Bearing Applications,” Wear, 263, pp 1300–1305.
2. Kalin, M., Velkavrh, I., Vižintin, J., and Ožbolt, L. (2008), “Review of Boundary Lubrication Mechanisms of DLC Coatings Used in Mechanical Applications,” Meccanica, 43(6), pp 623–637.
3. Topolovec-Miklozic, K., Lockwood, F., and Spikes, H. (2008), “Behaviour of boundary Lubricating Additives on DLC Coat-ings,” Wear, 265(11–12), pp 1893–1901.
4. Mistry, K. K., Morina, A., and Neville, A. (2011), “A Tribochemi-cal Evaluation of a WC-DLC Coating in EP Lubrication Condi-tions,” Wear, 271(9–10), pp 1739–1744.
5. Mistry, K. K., Morina, A., Erdemir, A., and Neville, A. (2013), “Extreme Pressure Lubricant Additives Interacting on the Surface of Steel-and Tungsten Carbide–Doped Diamond-Like Carbon,” Tribology Transactions, 56(4), pp 623–629.
6. Equey, S., Roos, S., Mueller, U., Hauert, R., Spencer, N. D., and Crockett, R. (2008), “Tribofilm Formation from ZnDTP on Dia-mond-Like Carbon,” Wear, 264(3–4), pp 316–321.
7. Gangopadhyay, A., Zdrodowski, R. J., and Simko, S. J. (2014), “Interactions of Diamond-Like Carbon Coatings with Fully For-mulated Engine Oils,” Tribology Transactions, 57(3), pp 503–514.
8. Vengudusamy, B., Green, J.H., Lamb, G.D., and Spikes, H.A. (2013), “Durability of ZDDP Tribofilms Formed in DLC/DLC Contacts,” Tribology Letters, 51(3), pp 469–478.
9. de Barros Bouchet, M. I., Martin, J. M., Le-Mogne, T., and Vacher, B. (2005), “Boundary Lubrication Mechanisms of Carbon Coat-ings by MoDTC and ZDDP Additives,” Tribology International, 38(3), pp 257–264.
10. Kalin, M. and Vizintin, J. (2010), “Real Contact Temperatures as the Criteria for the Reactivity of Diamond-Like-Carbon Coatings with Oil Additives,” Thin Solid Films, 518(8), pp 2029–2036.
11. Minami, I., Kubo, T., Nanao, H., Mori, S., Sagawa, T., and Oku-da, S. (2007), “Investigation of Tribo-Chemistry by Means of Stable Isotopic Tracers, Part 2: Lubrication Mechanism of Fric-tion Modifiers on Diamond-Like Carbon,” Tribology Transactions, 50(4), pp 477–487.
12. Simic, R., Kalin, M., Hirayama, T., Korelis, P., and Geue, T. (2014), “Fatty Acid Adsorption on Several DLC Coatings Studied by Neutron Reflectometry,” Tribology Letters, 53(1), pp 199–206.
13. Kano, M., Yasuda, Y., Okamoto, Y., Mabuchi, Y., Hamada, T., Ueno, T., Ye, J., Konishi, S., Takeshima, S., Martin, J. M., Bouchet, M. I. D., and Le Mogne, T. (2005), “Ultralow Friction of DLC in Presence of Glycerol Mono-Oleate (GMO),” Tribology Letters, 18 (2), pp 245–251.
14. Jia, Z., Xia, Y., Pang, X., and Hao, J. (2011), “Tribological Be-haviors of Different Diamond-Like Carbon Coatings on Nitrided Mild Steel Lubricated with Benzotriazole-Containing Borate Es-ters,” Tribology Letters, 41(1), pp 247–256.
15. Tasdemir, H. A., Wakayama, M., Tokoroyama, T., Kousaka, H., Umehara, N., Mabuchi, Y., and Higuchi, T. (2013), “Ultra-Low Friction of Tetrahedral Amorphous Diamond-Like Carbon (ta-C DLC) under Boundary Lubrication in Poly Alpha-olefin (PAO) with Additives,” Tribology International, 65, pp 286–294.
16. Kano, M. (2006), “Super Low Friction of DLC Applied to Engine Cam Follower Lubricated with Ester-Containing Oil,” Tribology International, 39(12), pp 1682–1685.
17. De Barros Bouchet, M. I., Matta, C., Le-Mogne, T., Michel Martin, J., Sagawa, T., Okuda, S., and Kano, M. (2007), “Improved Mixed and Boundary Lubrication with Glycerol–Diamond Technology,” Tribology-Materials, Surfaces and Interfaces, 1(1), pp 28–32.
18. Bobzin, K., Bagcivan, N., Theiss, S., and Yilmaz, K. (2011), “Hy-drogen Content Variation for enhancing the Lubricated Tribologi-cal Performance of DLC Coatings with Ester,” Surface and Coat-ings Technology, 205, pp S89–S93.
19. Bouchet, M. I. D. B., Matta, C., Le-Mogne,T., Martin, J.M., Zhang, Q., Goddard, W., Kano, M., Mabuchi, Y., and Ye, J. (2007), “Su-perlubricity Mechanism of Diamond-Like Carbon with Glycerol. Coupling of Experimental and Simulation Studies,” Journal of Physics: Conference Series, 89, p 012003.
20. Simic, R. and Kalin, M. (2013), “Comparison of Alcohol and Fatty Acid Adsorption on Hydrogenated DLC Coatings Studied by AFM and Tribological Tests,” Strojniski Vestnik -Journal of Me-chanical Engineering, 59(12), pp 707–718.
21. Simic, R. and Kalin, M. (2013), “Adsorption Mechanisms for Fatty Acids on DLC and Steel Studied by AFM and Tribological Experiments,” Applied Surface Science, 283, pp 460–470.
22. Kalin, M., Simic, R., Hirayama, T., Geue, T., and Korelis, P. (2014), “Neutron-Reflectometry Study of Alcohol Adsorptionon Various DLC Coatings,” Applied Surface Science, 288, pp 405–410.
23. Kalin, M. and Simic, R. (2013), “Atomic Force Microscopy and Tribology Study of the Adsorption of Alcohols on Diamond-Like Carbon Coatings and Steel,” Applied Surface Science, 271, pp 317–328.
24. Makowski, S., Weihnacht, V., Schaller, F., and Leson, A. (2014), “Ultra-Low Friction of Biodiesel Lubricated ta-C Coatings,” Tri-bology International, 71, pp 120–124.
25. Habchi, W., Matta, C., Joly-Pottuz, L., De Barros, M. I., Martin, J. M., and Vergne, P. (2011), “Full Film, Boundary Lubrication and Tribochemistry in Steel Circular Contacts Lubricated with Glycerol,” Tribology Letters, 42(3), pp 351–358.
26. Matta, C., Bouchet, M. I. D. B., Le-Mogne,T., Vachet, B., Martin, J.M., and Sagawa, T. (2008), “Tribochemistry of Tetrahedral Hy-drogen-Free Amorphous Carbon Coatings in the Presence of OH-Containing Lubricants,” Lubrication Science, 20(2), pp 137–149.
27. Ashraful, A.M., Masjuki, H.H., Kalam, M. A., Rahman, S. M. A., Habibullah, M., and Syazwan, M. (2014), “Study of the Effect of Storage Time on the Oxidation and Thermal Stability of Various Biodiesels and Their Blends,” Energy & Fuels, 28(2), pp 1081–1089.
28. Obadiah, A., Kannan, R., Ramasubbu, A., and Kumar, S. V. (2012), “Studies on the Effect of Antioxidants on the Long-Term Storage and Oxidation Stability of Pongamia pinnata (L.) Pierre Biodiesel,” Fuel Processing Technology, 99, pp 56–63.
29. Wu, Y. X., Li, W. M., Zhang, M., and Wang, X. B. (2013), “Oxida-tive Degradation of Synthetic Ester and Its Influence on Tribo-logical Behavior,” Tribology International, 64, pp 16–23.
30. Ferrari, A. C. and Robertson, J. (2000), “Interpretation of Raman Spectra of Disordered and Amorphous Carbon,” Physical Review B, 61(20), pp 14095–14107.
31. Robertson, J. (2002), “Diamond-Like Amorphous Carbon,” Ma-terials Science and Engineering: R: Reports, 37(4–6), pp 129–281.
32. Ding, Q., Wang, L., Wang, Y., Wang, S. C., Hu, L., and Xue, Q. (2011), “Improved Tribological Behavior of DLC Films under Water Lubrication by Surface Texturing,” Tribology Letters, 41(2), pp 439–449.
Potassium. 5 1

TOP STORIES
SECOND-GENERATION ELEVANCE BIOREFINERY TECHNOLOGY
In collaboration with several partners, including the special contribution of Versalis under a strategic partnership started in early 2014, Woodridge, Ill.-based, Elevance Renewable Sciences, Inc.—a high-growth company that cre-ates novel specialty chemicals from nat-ural oils—has successfully completed scale-up of a second-generation biore-finery technology of the company’s olefin metathesis technology utilizing ethylene and natural oil feedstocks.
The ethenolysis process advance-ment represents an important milestone for the development of a second-genera-tion metathesis technology—the first of its kind—enabling an enhanced product portfolio from natural oils metathesis.
Catalysts produced by XiMo AG were used at Soneas’ manufacturing facility in Budapest, Hungary. The run
represented a scale up of 40,000 times what had been previously demonstrat-ed in the laboratory and the largest ever usage of “Schrock” (molybdenum/tungsten) catalysts for metathesis with ethylene and a renewable oil.
“This significant accomplishment advances the interests of several of our partners and demonstrates the advan-tages of working together,” says Mel Luetkens, COO at Elevance. “Elevance is pleased to be at the center of this col-laboration and to be advancing these important developments for our part-ners and us. It is another validation of Elevance’s technology and the value that we bring to our partner relationships.”
XiMo AG, a company focused on the development and application of proprietary metathesis catalysts, and Elevance began working together in January 2011, carrying out successful demonstrations that make the molyb-denum- and tungsten-catalyzed me-tathesis of natural oil esters commer-
cially competitive. Soneas, formerly known as Ubichem Pharma Manufac-turing, is a professional chemical ser-vice provider with pilot and commer-cial scale manufacturing facilities.
The advancement was partially funded by and supports a wider strategic partnership between Versalis, the chemi-cal subsidiary of Eni, and Elevance which includes the joint development of Elevance’s ethenolysis technology.
ASTM CRUDE OIL SAMPLING STANDARD HELPS SHIPPERS, LABS
A new ASTM International standard will help shippers, laboratories, regulators and others who need to safely take samples of volatile crude oils in transit.
According to ASTM-member Da-vid Murray, the introduction of a new sampling tool—the manual piston cyl-inder—has allowed for more sampling of live crude oils and crude-condensate mixtures, which are too volatile to sample using conventional containers.
NEWSMAKERS
52 Which of the following elements is expected to be most similar to tin: hydrogen, calcium, copper, bromine or lead? A.

The manual piston cylinder allows for sampling at low-pressure points and in sealed environments.
“The most important aspect of the new standard is the ability to capture live crude oil and condensate samples in sealed containers, which minimizes the potential for loss of components during sampling, handling and trans-port to the laboratory for testing,” says Murray, the principle consultant at Omnicon Consultants Inc. “This minimizes the risk of test results being biased by the sampling method used, thereby providing results that are repre-sentative of the source material.”
The new standard (D8009, Practice for Manual Piston Cylinder Sampling for Volatile Crude Oils, Condensates and Liquid Petroleum Products) is un-der the joint jurisdiction of ASTM Inter-national Committee D02 on Petroleum Products, Liquid Fuels and Lubricants, and the American Petroleum Institute’s Committee on Petroleum Management.
LUMINULTRA EXPANDS PORTFOLIO
LuminUltra Technologies Ltd., based in Fredericton, New Brunswick, Canada, has further expanded its portfolio of advanced microbiological control so-lutions for metalworking fluids and industrial lubricants to provide even more powerful testing capabilities.
While its cutting-edge products have historically enabled total biomass measurements to be completed in minutes, its new Differential QGO-M (dQGO-M) test protocol distinguishes between bacterial, fungal or mixed bio-burdens just as quickly as the QGO-M test detects total bioburden.
dQGO-M was built upon and serves as the ideal complement to its standard QGO-M method for total biomass quantification—a method compliant with numerous ASTM stan-dards (including E2694, D7687 and D4012). By revealing contaminated product on the spot and further refin-ing the results to determine the nature of the contamination, fluid manage-ment programs can be optimized on the fly without the need for multiple return trips to the site or the involve-
ment of laboratory staff.With science and innovation at
the center, LuminUltra is constantly looking for new ways to optimize its products and create new ones so that customers have access to the latest and most advanced microbiological monitoring tools. Test kits have been optimized to test for any type of water, wastewater, organic fluid or chemi-cal product through the detection of
a molecule called adenosine triphos-phate (ATP), the central energy carrier present in all forms of life. Second-gen-eration ATP tests take five minutes to perform and provide users with instant results on the total microorganisms present in a given sample.
Visit www.luminultra.com to learn more about rapid biological monitor-ing solutions and how they can be put to work.
Calcium, Barium Sodium SulfonatesNeutral, Overbased, Natural, Synthetic
Oxidized Waxes and PetrolatumsVarious acid values, esters and soaps
Rust Preventive PackagesCalcium or barium sulfonate-basedWater displacing and water-emulsifiable
Emulsifier PackagesSoluble and semi-synthetic basesFor naphthenic and paraffinic base oils
Metalworking Processing AdditivesCorrosion inhibitors, amides and lubricity additives
Gelled Calcium SulfonatesOil, solvent and water soluble
You Use It.
We Manufacture It.
ISO 9001-2008
4302 James P. Cole Boulevard, Flint MI 48505 • (810) [email protected] • www.additivesinternational.com
Lead. 5 3

CHEVRON ORONITE RECEIVES FIRST DEXOS1™: 2015 APPROVAL
San Ramon, Calif.-based, Chevron Oroni-te has achieved an important milestone by receiving the first dexos1™:2015 approval from General Motors (GM) for additive technology used in its newly released OLOA® 55516 product.
“Building on our legacy of strong PCMO technology, OLOA 55516 is ready to deliver the latest dexos1 per-formance requirements while simulta-neously meeting ILSAC GF-5 and API SN standards,” says Barbara Smith, vice president, products and technology, Chevron Oronite. GM’s new specifica-tion requires additional performance and robustness that will help provide fuel economy efficiencies, improved turbocharger performance and reduce stochastic pre-ignition events in direct injected small displacement gasoline engines.
“Oronite is fully committed to de-livering innovative solutions globally to meet performance needs of current and new engine hardware technologies. With this dexos1:2015 approval, we are pleased to be the first to meet GM’s en-
gine oil needs for their next generation gasoline-powered hardware,” says Teri Crosby, global product line manager, Automotive Engine Oils.
Current dexos1:2010 licenses ex-pire Dec. 31. Oil marketers are encour-aged to review their dexos1 product portfolio and their licensing and tran-sition needs. Oronite will be working with its customers throughout 2016 and beyond to assist them with their dexos1:2015 product upgrade needs using the new OLOA 55516 additive technology.
NYCO OPENS PRODUCTION UNIT FOR LUBRICANT ADDITIVES
NYCO, based in Paris, France, announc-es that it expanded its European opera-tions with the commissioning of a new production unit at its Tournai plant in Belgium dedicated to the manufacture of chemicals used as additives to boost the performance of its range of syn-thetic lubricants.
The unit is designed to be versa-tile in the type of chemical reactions it can accommodate. The additives are primarily anti-oxidants and coking in-
hibitors and will be used both for inter-nal consumption in combination with NYCO’s range of special high tempera-ture ester base stocks and supplied to lubricants blenders.
Eric Piveteau, general manager of NYCO, is enthusiastic about the new operation: “This commitment is part of our strategy to build NYCO as a true partner of our demanding customers in the market of synthetic lubricants. We are not competing with the well-known additive manufacturers but are bringing to the market unique performance ad-ditives that have shown a tremendous synergy with our ester base stocks and are not available from other manufac-turers.”
The new additives production facil-ity bridges the gap between base stocks and finished lubricants.
USDA RESERVES LOAN GUARANTEE FUNDING FOR BIOSYNTHETIC TECHNOLOGIES
Irvine, Calif.-based, Biosynthetic Tech-nologies, LLC, developer of very high-performance biobased oils used in automotive and industrial lubricants,
Inside NYCO’s new production unit.
54 Which element is usually classified as a metalloid: sodium, calcium, zinc, silicon or argon? A.
has received approval from the U.S. Department of Agriculture (USDA) on its phase one application for a loan guarantee under the USDA’s Biorefin-ery, Renewable Chemical, and Biobased Product Manufacturing Assistance Pro-gram (the 9003 Program).
The co-applicant with Biosynthetic Technologies on this loan application is one of the three largest U.S.-based banks. In advancing Biosynthetic Tech-nologies’ application into phase two, the USDA has reserved funds that will be used to guarantee 80% of a loan to be issued by the bank to Biosynthetic Technologies to build a commercial-scale manufacturing plant.
“The fact that Biosynthetic Technol-ogies’ project was advanced to phase two by the USDA in this funding round is a great vote of confidence and point of validation. We are pleased that the 9003 Program was expanded recently to include renewable chemical projects and honored to be the only chemical project selected under this program to date,” says Allen Barbieri, CEO. He adds, “Biosynthetic Technologies is thankful to the USDA, Congress and many other champions of this program. We now look forward to delivering a project that creates U.S. manufacturing jobs and strengthens both the agricul-tural sector and the environment, as intended by Congress in the creation of the 9003 Program. Finally, we are anxious to begin filling the tremendous demand for these products, including the many commercial supply agree-ments we have secured.”
The project financing will be used to construct a full-scale commercial manufacturing facility that will be co-located within a major existing chemi-cal complex. The plant will produce 20 million gallons (67,000 MTs) of Biosynthetic base oil per year, giving Biosynthetic Technologies tremendous expansion potential.
IPAC OPENS ADDITIVE PLANT IN BELGIUM
Dublin, Calif.-based, International Petroleum Products and Additives Com-pany, Inc., (IPAC) announces its newest
production facility located in Ghent, Belgium.
This new facility is now manufac-turing a variety of additive packages to meet the growing demand for these products in international markets. IPAC additives are used to improve performance and extend product life in the automotive, heavy duty, industrial, driveline, chemical and fuel additive global industries.
“By expanding our presence to Eu-rope, we can give current and future customers greater access to our high-quality additive packages and com-ponents,” says Marcello Todaro, vice president of international sales. “We’re committed to providing the highest level of service to a diverse group of customers, including independent blenders, multinational and state oil companies and major oil marketers.”
A GREAT SURFACE FINISH!!
A GREAT SURFACE FINISH!!
Polish up your forumlationfor optimal performance
+1 215 271 0800 | www.lexolube.com/metalworking
Improve your fluid with environmentally friendly Synthetic Ester ingredients from INOLEX
PARTS INSPECTION LAB
Lexolube® Synthetic Esters upgrade your MWF
Efficient machining Worker friendly
High flash point Long tool life
Biodegradable Low VOC
Silicon. 5 5

LANXESS: STRONG SYNERGY EFFECTS AT RHEIN CHEMIE ADDITIVES
Specialty chemicals company LANXESS in Cologne, Germany, successfully combined all its additive-related busi-ness segments in the new Rhein Chemie Additives business unit (ADD) in early 2015.
One synergy effect is the more ef-ficient utilization of phosphorus plants operated by the company at various sites worldwide. Following a compre-hensive efficiency analysis, the phos-phoric acid partial ester Additin RC 3760, previously shipped only from Mannheim, will also now be produced at the LANXESS site in Epierre, France, effectively doubling manufacturing capacity for this product. Additin RC 3760 is a proven anticorrosion and antiwear additive with a long history of success in metalworking fluids, hy-draulic and industrial oils.
“We use an identical manufactur-ing process in France,” explains Mar-tin Säwe, head of the Lubricant Addi-tives business line in LANXESS’ ADD
business unit. “The product fulfills the same specifications and quality require-ments as the Additin RC 3760 shipped from Mannheim. However, there is one difference; while we have to buy phos-phorus pentoxide in Mannheim, we are backward integrated in France even as far as processing elementary phospho-rus, meaning we have a more secure position.”
The expanded capacities give LANXESS new opportunities. The company can utilize its phosphorus chemistry plants at both sites more ef-ficiently, and adapt Additin RC 3760 for use in even more additive packages.
TIMKEN RECEIVES GEAR CONTRACT FROM U.S. DEPARTMENT OF DEFENSE
North Canton, Ohio-based, The Timken Co. has received a multiyear contract from the U.S. Department of Defense to provide engineering and supply Phila-delphia Gear® main reduction gears (MRGs) for the Navy’s next generation of Arleigh Burke DDG 51 class ships.
The fixed-price contract includes op-tions which, if exercised, could bring the cumulative value of the contract to more than $1 billion over its life.
“We’ve worked alongside the U.S. Navy for many decades and are proud to continue supplying our engineering expertise and Philadelphia Gear prod-ucts and services for this important class of multimission ships,” says Carl D. Rapp, vice president of the Power Systems group for Timken. “Philadel-phia Gear won the contract to supply MRGs for the restart of the DDG pro-gram in 2010 and, through the years, we have strived to deliver a quality product on time and provide fleet sup-port globally wherever the Navy serves our nation.” More than 60 DDGs are in service today.
“As a result of our work with the Navy, our teams are prepared to meet the challenge of building reliable pro-pulsion drives to support the demand-ing mission requirements of the DDG class for years to come,” Rapp says. While no specific quantities were pro-
5 6 • A P R I L 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
The phosphoric acid partial ester Additin RC 3760, previously shipped only from Mannheim, will also now be produced at the LANXESS site in Epi-erre, France. (Photo courtesy of LANXESS AG.)

vided in the contract issued by the De-partment of Defense, Rapp anticipates that Timken will provide Philadelphia Gear MRGs for new DDG ships over roughly the next decade.
FORMATION OF THE UNAMI GROUP
STLE-member Bill Tuszynski an-nounces the formation of The Unami Group (www.unamigroup.com), a business consultancy and sales agency serving the specialty chemical industry with a focus on lubricant raw materials and additives.
A company strength is new busi-ness development both by aiding clients in identifying and commer-cializing new technologies and prod-ucts and in finding new applications for existing products. The company provides services in market research, competitive intelligence and technol-ogy assessment. The Unami Group also is serving as sales agent for Func-tional Products, Inolex Chemical Co. and Ivanhoe Industries at selected ac-counts. Prior to forming The Unami Group, Tuszynski served as a manag-ing partner at Ivanhoe Industries.
PROMOTIONS & TRANSITIONS
ADDITIVES INTERNATIONAL HIRES VICE PRESIDENT
Additives International, based in Flint, Mich., announces that Darren C. Mylie has been appointed vice president sales and operations.
Mylie was previously the execu-tive vice president for Kimes Tech-nologies International. Prior to that he was the director of procurement for Sika Corp., Lapp USA and Engelhard
Corp. (BASF). Mylie earned a bachelor’s of sci-ence degree in management and accounting from SUNY Platts-burgh, a mas-ter’s of business administrat ion in supply chain management from Atlantic Interna-tional University and a master’s of business administration in administra-tion-business management from Mt. St. Mary College. Mylie also is a Certified Professional in Supply Management and Certified Purchasing Manager from the Institute for Supply Management.
EVONIK INDUSTRIES OIL ADDITIVES DIVISION EXPANDS TEAM
Drew Kohler is joining Evonik Industries’ effort as marketing manager DYNAVIS® Americas to help companies save mon-ey by utilizing more efficient hy-draulic systems.
Based out of the U.S. in the Evonik Horsham, Pa. office, Kohler is focusing on helping compa-nies become more profitable with its hydraulic equipment in South, Central and North America.
“Drew brings application knowl-edge plus experience with construc-tion and agricultural equipment and manufacturing to Evonik Industries,” says Dr. Oliver Eyrisch, director of mar-
keting and branding oil additives. “His newly created position expands upon the successes we’ve helped companies achieve throughout Europe and Asia and will greatly benefit similar compa-nies in the Americas.”
Kohler’s responsibilities include marketing, licensing and new busi-ness development for DYNAVIS®, an additive technology that—formulated in premium hydraulic fluids and mar-keted by DYNAVIS® licensees—boosts productivity and efficiency of hydraulic systems in mobile construction or sta-tionary industrial equipment.
MIDCONTINENTAL CHEMICAL CO. HIRES DISTRICT MANAGER
Olathe, Kan.-based, MidContinental Chemical Co., Inc., announces the ap-pointment of Matt Mannette as district manager for its southern region of the U.S.
Mannette will play a key role in developing ef-fective strategies and tactics to ex-pand both fuel and lubricant ad-ditive sales in this assigned geogra-phy. He replaces Gary Lackore, who was promoted to national sales man-ager. Mannette held various leadership positions within the retail, fuel and lu-bricants business units of his previous employers.
“We’ll rely heavily on Matt’s years of experience, knowledge and leadership to help us grow our business,” says Lackore.
Want to be recognized in TLT?
TLT is interested in hearing from our readers. Let us know what’s happening in your company. If you have news about a new employee or if someone in your company has been recognized with an award or any other interesting items, let us know. Please send us your news releases and photos for publication in News-makers to TLT Magazine, Attn: Rachel Fowler, 840 Busse Highway, Park Ridge, IL 60068, [email protected].
TLTT R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y
W W W . S T L E . O R G T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y A P R I L 2 0 1 6 • 5 7
Darren Mylie
Drew Kohler
Matt Mannette

NEW PRODUCTS
NEW DRIVES® LARGE PITCH LEAF CHAIN SERIES
The Timken Co. introduces a new line of Drives® Leaf Chain to address global de-mand for heavy-duty large pitch leaf chain. The company now offers a complete series of Drives large pitch leaf chain in sizes BL12 through BL20. Large pitch leaf chains are used in saddle cranes and front-end loaders found in rail yards and ports throughout the world. Timken manufactures Drives leaf chain using high quality steel at its Drives chain facility in Fulton, Ill.
The Timken Co.North Canton, Ohio(234) 262-3000www.timken.com
5 8 • A P R I L 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
NEW DIESEL EXHAUST FLUID NOZZLE
Husky Corp. introduces a new version of its highly successful X family of nozzles for safe and economical dispensing of diesel exhaust fluid (DEF). The X DEF Nozzle contains all of the model’s standard functionality and features, coupled with components compatible with dispensing urea-based DEF, which can be corrosive to aluminum and other materials. The X DEF Nozzle contains 100% ISO-recognized DEF-compatible components including a stainless steel spout, polymers and O-ring materials. The nozzle contains an automatic shut-off feature, Husky’s Streamshaper® to reduce splash back, a three-notch hold open clip lever and a plastic handguard de-sign. Even with those features the X DEF is lighter and less expensive than comparable DEF nozzles. The Husky X DEF nozzle is made with UL-recognized compo-nents. It is offered with three-quarter NPT or BSPP thread. It is ideal for retail outlets and commercial customers including vehicle dealerships, repair shops, oil change fa-cilities, fleet-service centers and other locations that regularly dispense DEF from bulk tanks or above ground stor-age systems.
Husky Corp.Pacific, Mo.(636) 825-7200www.husky.com

Send us your new product news with color photos to: TLT Magazine, Attn: Rachel Fowler, 840 Busse Highway, Park Ridge, IL 60068, [email protected]
NEW APP FOR MOUNTING BEARINGS
SKF announces the introduction of a new app for its proven SKF Drive-up Method for mounting bearings. Developed for ease of use in the field, the app is offered in both iOS and Android formats and can be used on smartphones and tablets. Complementing SKF’s recognized SKF Drive-up Method PC software, the app is available for download from the Apple app store and from Google Play. Unique to SKF, the app enables the user to achieve ac-curate adjustment of spherical roller and CARB toroidal roller bearings mounted on tapered seatings. The correct fit is attained by controlling the axial drive-up of the bearing from a pre-determined starting position. The method incorporates the use of an SKF hydraulic nut fitted with a dial indicator, as well as a highly accurate digital pressure gauge mounted on the selected pump. When utilizing the app on either a smartphone or tablet, the user selects the bearing designation and seating arrangement, and the values required for optimal mounting are displayed. In addition, the app provides
step-by-step working instructions. For more information on the app, visit www.skf.com/group/prod-ucts/maintenance-products/hydraulic-tools-for-mounting-and-dismounting/skf-drive-up-method/index.html.
SKF USALansdale, Pa.(267) 436-6000www.skf.com
W W W . S T L E . O R G T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y A P R I L 2 0 1 6 • 5 9
The specialty additive company!
The Elco Corporation | 216-749-2605 | [email protected] or www.elcocorp.com
From the lab
to the field — We can help design and demonstrate performance in all phases of lubricant development.
Custom additives Standard and unique application testing
Field technical serviceFormula development

Edison was the greater inventor/scientist because he brought more of his inventions to fruition than did da Vinci. Some of da Vinci’s visionary works are obviously unsound, something he would have discovered using a more rigorous scientific method—the hallmark of great scientists.
da Vinci lived at a time before many scientific principles were widely accepted, yet he created many of the concepts upon which scientific principles were later based.
While da Vinci was brilliant, he was ahead of his time. Edison was the man of the moment, and he was responsible for moving technical advances quickly into an environ-ment that needed the immediate impact his inventions provided.
da Vinci was ahead of his time and set the table for future innovators like Edison.
Edison had a never-say-quit attitude and was very thorough in trying things.
Thomas Edison was more of a hands-on type of guy. He worked with physical items and not just theories or ideology.
Although da Vinci’s ideas eventually came to be, Edison’s inventions were useful within his lifetime and gave birth to an ongoing enterprise, GE.
Leonardo—because of the pre-scientific time in which he lived and the sheer scope of his work. He didn’t have people helping him as Edison did.
SOUNDING BOARD
Who was the greater scientist/inventor:
Leonardo da Vincior
Thomas Edison?In Round One of TLT’s Great Science Smackdown, we pit Leonardo da Vinci against Thomas Edison. Comparing two titans, particularly given their different eras, is a daunting task, but in the end TLT readers gave the nod to Leonardo, 60% to 40%. Both men have their admirers, but readers gave the edge to da Vinci for the enormous breadth of his endeavors and for the fact that he lived in essentially a pre-scientific age and had a smaller body of work from which to build. In next month’s Smackdown, we pit science’s two greatest physicists: Isaac Newton and Albert Einstein. We’ll also reveal the ranking when we asked readers to evaluate the contributions to Man-kind of all four giants.
Leonardo da Vinci Thomas Alva Edison
Reprinted from Oct. 2010.
60 Which of the following is a non-metal: lithium, calcium, tin, nitrogen or titanium? A.

In every era there is a forerunner for which we cannot comprehend. Without light there only remains darkness.
Leonardo wins overall because his knowledge expanded to all the sciences and construction at a time when it was outright dangerous to think the way he thought.
All evidence supports that da Vinci’s work was done for the love of science.
Leonardo da Vinci was the greater inventor because he was advanced in knowledge for his era.
da Vinci’s mechanical mind was way ahead of his time.
Leonardo’s thinking was revolu-tionary. Just look at his paintings—they are truly a sign of this.
da Vinci mastered all the sciences and invented things that spanned many more fields than those of Edison. Even though many of his ideas were shunned at the time, decades later their importance was recognized.
Edison’s inventions changed the way people lived during the time he was working. His work had immedi-ate impact during his lifetime and laid the groundwork for future inventions.
Edison had more industrial inven-tions to be used by the masses.
Much of da Vinci’s work outside of anatomy was not reduced to practice and was speculative in nature. Edison, while not given to theory, reduced a substantial amount to practice.
da Vinci visualized many designs that he never built but which worked when built by others. Edison often built hundreds of models to develop one that worked.
Both of them were great inventors. I can say that Thomas Alva Edison patented more than a thousand inventions. He contributed to Ameri-ca’s and Europe’s technological profiles: electricity industry, the phone system, the phonograph, films, etc.
Edison gave us the principles of mass production.
da Vinci triggered a great era. His contributions cannot be replaced.
Edison was a hard worker, but he was more of an empiricist than a brilliant thinker. Someone would have invented the light bulb and the phonograph eventually. da Vinci brought many useful concepts to life.
da Vinci envisioned ideas beyond his time, allowing others to make practical use of them. Edison, although brilliant, took ideas and made them practical. da Vinci was a creator, Edison a maker (inventor).
Leonardo had no contemporaries who were close to what he was doing, while others were close to what Edison was doing.
Neither da Vinci or Edison were scientists. Edison was an inventor. da Vinci was in today’s terms an engineer who specialized in military fortifications. He recorded and analyzed the technology of his day.
Leonardo made great discoveries while being hounded by the Church. Edison did not have to struggle with religious idiocy.
da Vinci | Flying machine
Edison | Electric lamp (light bulb)
Nitrogen. 6 1

da Vinci, as far as conceptual thinking is concerned, was way ahead of his time.
Edison is credited with over 1,000 inventions leading to telecommuni-cations, batteries, power generation and electricity. His work led to the society standards and industrializa-tion that we know today.
Thomas Edison was more akin to P.T. Barnum than a scientific giant. He gypped Tesla, one of science’s greatest minds, to make a buck and push his ill-conceived DC systems. Simply no comparison to the far-reaching concepts of da Vinci.
Leonardo was under a lot of pressure due to the times he lived in. He was ahead of his time with adventurous thinking. Helicopter, catapult, biology, etc.
da Vinci had wonderful ideas, but he never got them to actually work. Edison often said that invention is 1% inspiration and 99% perspiration. He had the 99%, da Vinci did not.
Although da Vinci was a genius and much more well-rounded as far as what he thought about, he was more of a dreamer. Thomas Edison was more task-oriented; he created devices to solve a problem for a specific application.
da Vinci’s contributions were diverse and done at a very high conceptual level. Edison was more focused on cranking out new products and doesn’t seem like he was as concerned with the science behind them.
Hard to underestimate Edison’scontributions. Look at the areas he influenced and the industries he created: electric light and power, utilities, sound recording, motion pictures. What would mass communications be without him?
da Vinci had very little reference information to provide a basis for his ideas. He acted by creativity alone.
Leonardo had broader knowledge and seems to have been less of a jerk than Edison.
Both were great men. I give da Vinci the edge for his aeronautical theo-ries.
da Vinci conceived many new ideas. Edison experimented or refined existing ones.
da Vinci was an innovative thinker. He had no contemporary equiva-lents. With a more pragmatic nature and an eye for commercial gain, Edison had numerous contempo-raries, such as Tesla. Edison’s work was evolutionary rather than revolutionary.
Leonardo was more ahead of his time than Edison.
da Vinci imagined and explored without the tools available to Edison. He laid the foundations for future science.
da Vinci innovated. Edison invented.
Leonardo had very little human knowledge upon which to build and developed his models under the religious threat of torture and death.
We use more of Edison’s inventions today.
Tough pair to select between. da Vinci was conceptual and insightful, Edison was doggedly determined and insightful. The choice is between developing the concept and making it a practicable application. Although I prefer to support those to make something happen, I have to lean slightly more toward da Vinci on this one.
SOUNDING BOARD
6 2 • A P R I L 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
Who was the greater
eo a do da c oThomas Edison?
Thomas Edison 40%
Who was the greater Who was the greaterscientist/inventor: scientist/inventor: scientist/inventor:
LLeonardo da Vinci or Leonardo da Vinci orThomas Edison?Thomas Edison?
L iLeonardo da VinciLeonardo da Vinci 60%60%
Thomas EdisonThomas Edison 40% 40%40%
Based on responses sent to 13,000 TLT readers.Based on responses sent to 13,000 TLT readers.
Edison | Phonograph
da Vinci | Mona Lisa

Main topics Condition Monitoring – Online, On-Site, Of ine
Gears • Rotating machinery • Rolling and plain bearings • Special applications ...
Fluid Management – Innovative & SustainableLubrication management tasks • Plant lubricant selection • Fluid care technologies • Handling and storage techniques • Lubrication equipment ...
Lubricants – Latest developmentsBase oils • Additives • Lubricating greases & pastes • Bonded coatings • Solid lubricants • Dry lubrication ...
Tribology – Research targeting ExperienceFriction and wear • Materials, surface engineering, contact mechanics • Hydrodynamic and elasto-hydrodynamic lubrication • Minimal quantity lubrication ...
Lubricants – Design to ApplicationEngines • Gas engines • Gears • Hydraulics • Bearings • Turbines • Wind energy plants • Compressors ...
Metal working and forming lubricationWater based & water free uids • Multifunctional lubricants • Minimum quantity lubrication • Modular systems ...
Lubrication in Special EnvironmentsEnvironmental & health aspects of lubrication • Vacuum lubrication • Biodegradable uids • Food grade lubricants • Fire resistant lubricants ...
Functional uids – Everything but lubricationInsulating oils • Heat transfer uids • Corrosion protection • Cleaning agents ...
Get to know all recent developments
Be prepared for future opportunities and risks
Meet the international key experts at one event
Excellent networking opportunities
Top social events and little Oktoberfest
Just 50 km from Munich, Innsbruck and Salzburg and its
international airports
Special discount for STLE, NLGI & ICML members
Conference language: English
Speakers wanted!OilDoc is continually seeking speakers with interesting case studies, personal expertise and new ideas to contribute to the program. Speaking at the OilDoc Conference provides a number of company and individual bene ts:
Build your company’s name recognition and image. Convince the attendees that your company is a leader in the lubricant
industry – you/your company will be subject of expert discussions. Gain increased status and credibility within the industry by appearing in
offi cial conference documents. Distinguish yourself as an expert in your relevant specialist area(s). Garner valuable advice from other attendees and speakers. Benchmark and gauge your performance against market players and
competitors. Attract the attention of high potential employees and promising partners. Take advantage of the reduced participation fee of only 190 EUR + VAT
www.oildoc-conference.com
Callfor Papers
Deadline:April 30, 2016
Supported by
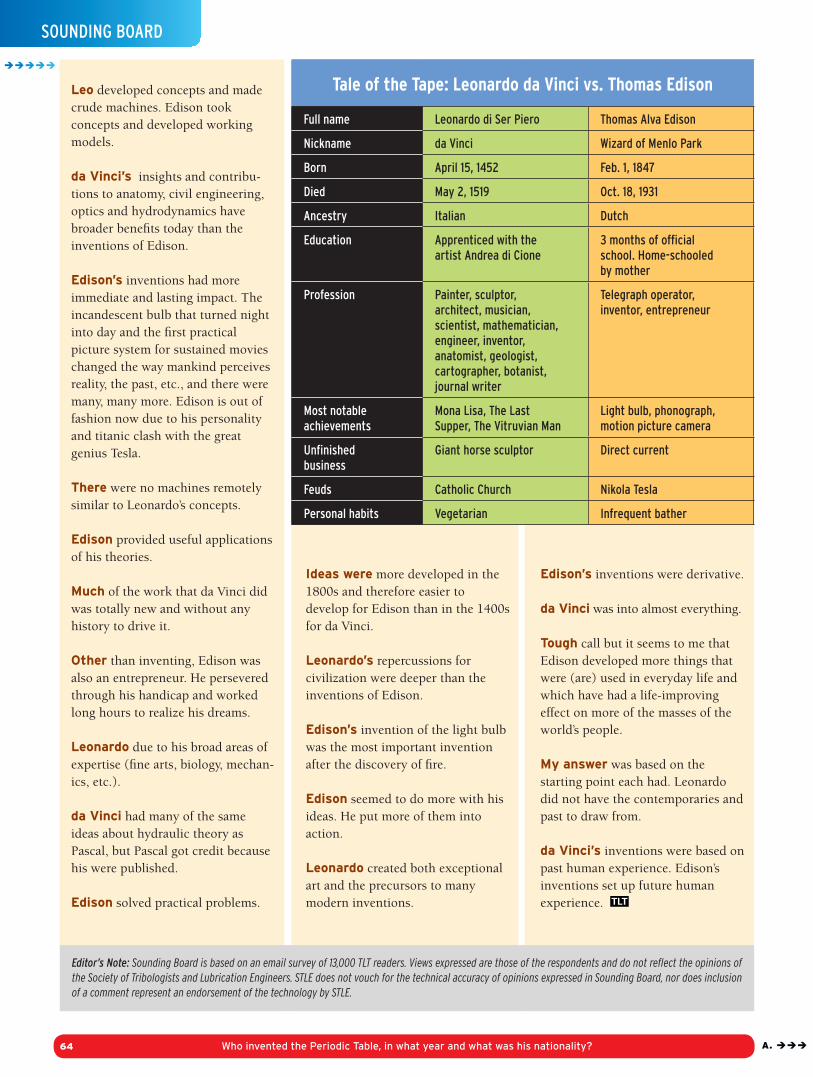
SOUNDING BOARD
Leo developed concepts and made crude machines. Edison took concepts and developed working models.
da Vinci’s insights and contribu-tions to anatomy, civil engineering, optics and hydrodynamics have broader benefits today than the inventions of Edison.
Edison’s inventions had more immediate and lasting impact. The incandescent bulb that turned night into day and the first practical picture system for sustained movies changed the way mankind perceives reality, the past, etc., and there were many, many more. Edison is out of fashion now due to his personality and titanic clash with the great genius Tesla.
There were no machines remotely similar to Leonardo’s concepts.
Edison provided useful applications of his theories.
Much of the work that da Vinci did was totally new and without any history to drive it.
Other than inventing, Edison was also an entrepreneur. He persevered through his handicap and worked long hours to realize his dreams.
Leonardo due to his broad areas of expertise (fine arts, biology, mechan-ics, etc.).
da Vinci had many of the same ideas about hydraulic theory as Pascal, but Pascal got credit because his were published.
Edison solved practical problems.
Ideas were more developed in the 1800s and therefore easier to develop for Edison than in the 1400s for da Vinci.
Leonardo’s repercussions for civilization were deeper than the inventions of Edison.
Edison’s invention of the light bulb was the most important invention after the discovery of fire.
Edison seemed to do more with his ideas. He put more of them into action.
Leonardo created both exceptional art and the precursors to many modern inventions.
Edison’s inventions were derivative.
da Vinci was into almost everything.
Tough call but it seems to me that Edison developed more things that were (are) used in everyday life and which have had a life-improving effect on more of the masses of the world’s people.
My answer was based on the starting point each had. Leonardo did not have the contemporaries and past to draw from.
da Vinci’s inventions were based on past human experience. Edison’s inventions set up future human experience.
Editor’s Note: Sounding Board is based on an email survey of 13,000 TLT readers. Views expressed are those of the respondents and do not reflect the opinions of the Society of Tribologists and Lubrication Engineers. STLE does not vouch for the technical accuracy of opinions expressed in Sounding Board, nor does inclusion of a comment represent an endorsement of the technology by STLE.
Tale of the Tape: Leonardo da Vinci vs. Thomas Edison
Full name Leonardo di Ser Piero Thomas Alva Edison
Nickname da Vinci Wizard of Menlo Park
Born April 15, 1452 Feb. 1, 1847
Died May 2, 1519 Oct. 18, 1931
Ancestry Italian Dutch
Education Apprenticed with theartist Andrea di Cione
3 months of officialschool. Home-schooledby mother
Profession Painter, sculptor,architect, musician,scientist, mathematician,engineer, inventor,anatomist, geologist,cartographer, botanist,journal writer
Telegraph operator,inventor, entrepreneur
Most notableachievements
Mona Lisa, The LastSupper, The Vitruvian Man
Light bulb, phonograph,motion picture camera
Unfinishedbusiness
Giant horse sculptor Direct current
Feuds Catholic Church Nikola Tesla
Personal habits Vegetarian Infrequent bather
64 Who invented the Periodic Table, in what year and what was his nationality? A.

TLT ADVERTISERS INDEXAPRIL 2016 • VOL. 72, NO. 4
Company Page
Acme-Hardesty Co. 18
Additives International 53
Afton Chemical Corp. IFC
ANGUS Chemical Co. OBC
Calumet Specialty Products Partners, L.P. 68
Cannon Instrument Co. 23
Chemtura 3
Chevron Phillips Chemical 66
CRC Press - Taylor and Francis Group 71
Evonik Oil Additives 7
ExxonMobil Basestocks 37
ExxonMobil Chemical Co. 5
Huntsman Petrochemical Corp. 9
INOLEX, Inc. 55
J.A.M. Distributing Co. 39
King Industries, Inc. 19
Lubmat 2016 Conference 69
Napoleon Engineering Services (NES) 58
2017 OilDoc Conference & Exhibition 63
Soltex, Inc. 50
STLE 2016 Annual Meeting & Exhibition 49
Teknor Apex 52
The Dow Chemical Co. 29
The Elco Corp. 59
UL Information & Insights IBC
Vanderbilt Chemicals, LLC 31
Higher education? TLT readers are light years ahead:
• 85% are college graduates.
• 20% hold doctorates,
primarily in engineering or
chemistry.
• 24% have master’s degrees.
• 41% hold bachelor’s degrees.
For information on how to customize a multimedia marketing program that fits your budget, contact:
National Sales ManagerTracy Nicholas VanEe(630) [email protected]
Reach a technical audience
Russian chemist Dmitri Mendeleev in 1869. 6 5

PROCESS ADVANCEMENT IN CHEMISTRY AND CHEMICAL ENGINEERING RESEARCH
Editors: Gennady E. Zaikov and Vladimir Aleksandrovich Babkin
Publisher: CRC Press
This volume contains peer-reviewed chapters and original research on chemistry and its broad range of applications in chemical engineering. Covering both theoretical and practical applications of mod-ern chemistry, the book presents different aspects of chemistry and chemical engineering. The book includes the most significant new research papers and other original contributions on the structure of single molecules and radicals, molecular assem-blies, gases, liquids (including water and solu-tions), amorphous and crystalline solids, surfaces, films and nanoparticles (including inorganic, or-ganic and organometallic compounds), molecular and polymeric materials, single crystals and miner-als. The research provided here will be especially valuable to those interested in the principles of chemical bonding and matter organization, the impact of structural aspects on a chemical property or transformation and the application of the newest physical methods in chemical structure research. Available at www.crcpress.com. List Price: $159.95 (USD).
NANODEVICES FOR PHOTONICS AND ELECTRONICS: ADVANCES AND APPLICATIONS
Editor: Paolo Bettotti
Publisher: CRC Press
Photonics and electronics are endlessly converg-ing into a single technology by exploiting the possibilities created by nanostructuring of mate-rials and devices. It is expected that next-gener-ation optoelectronic devices will show great im-provements in terms of performance, flexibility and energy consumption; the main limits of na-noelectronics will be overcome by using a pho-tonics approach while nanophotonics will be-come a mature technology, thanks to miniaturization strategies developed in micro-electronics. Mastering such a complex subject requires a multidisciplinary ap-proach and a solid knowledge of several topics. This book gives a broad over-view of recent advances in several topical aspects of nanophotonics and nanoelectronics, keeping an eye on real applications of such technologies, and focuses on the possibilities created by advanced photon management strategies in optoelectronic devices. Starting from pure photonic systems, the book pro-vides several examples in which the interaction between photonics and elec-tronics is exploited to achieve faster, compact and more efficient devices. Avail-able at www.crcpress.com. List Price: $149.95 (USD).
RESOURCES
TECHNICAL BOOKS
www.synfluid.com [email protected]
Toll Free: 800.231.3260
with Ken Hope, Ph.D.
Q:Do the mPAO advantages I
have read about in your other
articles translate to greases?
A:Yes! We just completed lithium NLGI grade 2 grease
development with Paul Bessette (Triboscience & Engineering Inc.). Paul is well known for his work in grease formulation, and mPAOs definitely can put your grease on another level. When you compare mineral oil grease to one that is mPAO-based you get the following results in Apparent Viscosity:
As you can see from the graph the mPAO-based grease has an advantage at lower temperatures. This equates back to improved energy efficiencies and mobility of the grease at low temperatures.
There are many other advantages to mPAO-based grease, so give us a call. See how Synfluid® mPAO can benefit your application!
Product described herein is subject to disclaimers on product’s technical datasheet.
18
16
14
12
10
8
6
4
2
0
-55 -45 -35 -25 -15 -5 0 5 10 15 20 25
TEMPERATURE (°C)
APPA
RENT
VISC
OSITY
(cP
)
MILLIONS
mPAO-based GreaseMineral Oil Grease
66 Was Dmitri Mendeleev a bigamist? A.

STLE LOCAL SECTION MEETING CALENDAR
Events listed here are local section programs. For further details and a full listing of other upcoming section events in your area, visit www.stle.org. Meeting announcements can be sent to TLT Magazine, Attn: Rachel Fowler, [email protected].
APRIL 2016
STLE Central Illinois Section: Regulations Compliance/Cr Replacement, Conflict Minerals (Speaker: Chuong Dam), April 6, 5:30 p.m. (networking and dinner), 6:30 p.m. (speaker presentation), Golden Corral, 3525 N. University St., Peo-ria, Ill. Contact: Allison Labraaten, [email protected].
STLE Northern California Section: Lubrication Fundamentals and Fluid Management Seminar, April 7, 8 a.m. to 5 p.m. Red Lion Hotel Oakland International Airport, 150 Hegenberger Rd., Oakland, Calif. Contact: Robert Mills at (510) 242-4275 or email [email protected].
STLE Alberta Section: Lubricant Health Monitoring 2 (Speaker: Lloyd (Tex) Leugner, AGAT Laboratories), April 11, 6 p.m. (hospitality hour), 6:45 p.m. (dinner), 7:30 p.m. (speaker presentation), Hotel Blackfoot, 5940 Blackfoot Trail SE, Calgary, Alberta, Canada. Contact: Peter Neufeld, [email protected].
STLE Cleveland Section: Topic TBD (Speaker: STLE President Dr. Martin Webster, ExxonMobil), April 13, 5:30 p.m. (registra-tion and networking), 6 p.m. (dinner), 6:45 p.m. (speaker presentation), Shula’s 2, 6200 Quarry Ln., Cleveland, Ohio. Contact: Leah Morris, [email protected].
STLE Chicago Section: Social Outing, April 16, 5:30-9:30 p.m. Join the Chicago Section for a night of great food and laughs at Second City Theater, 1616 N. Wells St., Chicago, Ill. Show time is 8 p.m. at the main stage. Dinner will be before the show at Topo Gigio Ristorante, 1516 N. Wells St., Chicago, Ill. Fee is $55 per ticket and is open to the first 50 participants. Sign up at www.chicagostle.org.
STLE Hamilton Section: Topic and Speaker TBD, April 19, 5:15 p.m. (hospitality hour), 6:15 p.m. (dinner), 7:15 p.m. (speaker presentation), The Scottish Rite Club of Hamilton, 4 Queen St. South, Hamilton, Ontario, Canada. Contact: Chris Webb, [email protected].
STLE Pittsburgh Section: Topic and Speaker TBD, April 19, 5:30-8 p.m., Atria’s Restaurant, 1374 Freeport Rd., Pittsburgh, Pa. Fee is $31 and includes appetizers and desserts. Con-tact: Walter Sloan, [email protected].
STLE Detroit Section: Commercial Vehicle Transmission Fluids (Speaker: Donna Mosher, Eaton Corp.), April 20, 4:30 p.m. (registration), 5 p.m. (speaker presentation), 6 p.m. (dinner), Powers Court Building, Green Glass Building, 17199 N. Laurel Park Dr., Livonia, Mich. Contact: Beth Zou, [email protected].
STLE Philadelphia Section: Automotive Seminar: GF-6 and PC-11, April 21, 12-4 p.m. This education seminar fea-tures an update on two new engine oil specifications. Sandy Run Country Club, 200 E. Valley Green Rd., Oreland, Pa. Contact: Stephanie Johnston, [email protected].
STLE Houston Section: Golf Outing, April 26, 10 a.m. (check in), 11 a.m. (lunch), noon (shotgun start), 6 p.m. (din-ner), The Clubs of Kingwood, 1700 Lake Kingwood Trail, Kingwood, Texas. To register or for more information, visit www.stlehouston.com/2HoustonSTLE/Golf.shtml. Contact: Ron Bertoldi, (281) 381-8505 or [email protected].
STLE Northern California Section: Marine Lubricants (Speaker: TBD), April 27. Time and location TBD. Contact: [email protected].
MAY 2016
STLE Central Illinois Section: Bio-Based Corrosion Inhibitors (Speaker: Bob Dessauer, Cortec/Comet), May 4, 5:30 p.m. (networking and dinner), 6:30 p.m. (speaker presenta-tion), Golden Corral, 3525 N. University St., Peoria, Ill. Contact: Allison Labraaten, [email protected].
STLE Alberta Section: Lubricant Health Monitoring 2 (Speaker: Lloyd (Tex) Leugner, AGAT Laboratories), May 16, 6 p.m. (hos-pitality hour), 6:45 p.m. (dinner), 7:30 p.m. (speaker pre-sentation), Radisson Hotel Edmonton South, 4440 Gateway Blvd., Edmonton, Alberta, Canada. Contact: Peter Neufeld, [email protected].
STLE Northern California Section: Infineum Trends (Speaker: TBD), May 25. Time and location TBD. Contact: [email protected].
STLE Hamilton Section: Golf Social, May 27, Burlington Springs Golf and Country Club, 5235 Cedar Springs Rd., Burlington, Ontario, Canada. Contact: Mike Decker at (905) 671-2355 or Greg Pottruff at (905) 671-2355.
Yes, his divorce from his first wife came through a month after he had married his second wife. 67
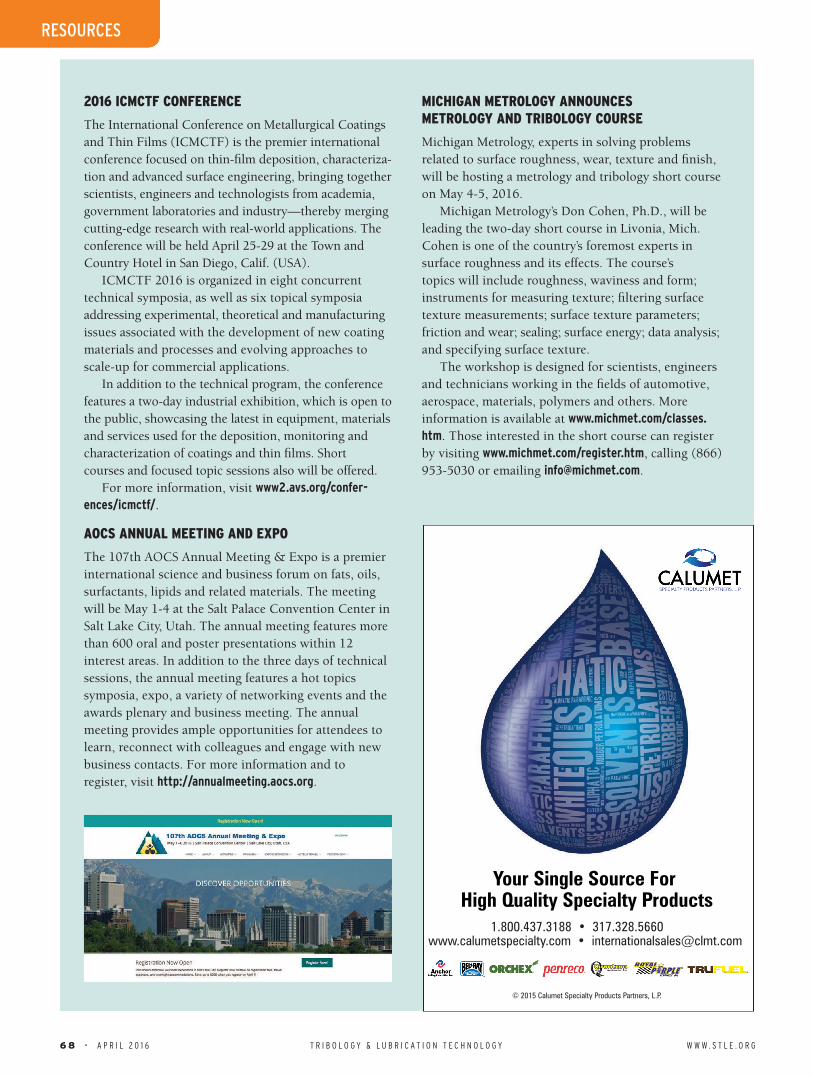
RESOURCES
6 8 • A P R I L 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
2016 ICMCTF CONFERENCE
The International Conference on Metallurgical Coatings and Thin Films (ICMCTF) is the premier international conference focused on thin-film deposition, characteriza-tion and advanced surface engineering, bringing together scientists, engineers and technologists from academia, government laboratories and industry—thereby merging cutting-edge research with real-world applications. The conference will be held April 25-29 at the Town and Country Hotel in San Diego, Calif. (USA).
ICMCTF 2016 is organized in eight concurrent technical symposia, as well as six topical symposia addressing experimental, theoretical and manufacturing issues associated with the development of new coating materials and processes and evolving approaches to scale-up for commercial applications.
In addition to the technical program, the conference features a two-day industrial exhibition, which is open to the public, showcasing the latest in equipment, materials and services used for the deposition, monitoring and characterization of coatings and thin films. Short courses and focused topic sessions also will be offered.
For more information, visit www2.avs.org/confer-ences/icmctf/.
AOCS ANNUAL MEETING AND EXPO
The 107th AOCS Annual Meeting & Expo is a premier international science and business forum on fats, oils, surfactants, lipids and related materials. The meeting will be May 1-4 at the Salt Palace Convention Center in Salt Lake City, Utah. The annual meeting features more than 600 oral and poster presentations within 12 interest areas. In addition to the three days of technical sessions, the annual meeting features a hot topics symposia, expo, a variety of networking events and the awards plenary and business meeting. The annual meeting provides ample opportunities for attendees to learn, reconnect with colleagues and engage with new business contacts. For more information and to register, visit http://annualmeeting.aocs.org.
MICHIGAN METROLOGY ANNOUNCES METROLOGY AND TRIBOLOGY COURSE
Michigan Metrology, experts in solving problems related to surface roughness, wear, texture and finish, will be hosting a metrology and tribology short course on May 4-5, 2016.
Michigan Metrology’s Don Cohen, Ph.D., will be leading the two-day short course in Livonia, Mich. Cohen is one of the country’s foremost experts in surface roughness and its effects. The course’s topics will include roughness, waviness and form; instruments for measuring texture; filtering surface texture measurements; surface texture parameters; friction and wear; sealing; surface energy; data analysis; and specifying surface texture.
The workshop is designed for scientists, engineers and technicians working in the fields of automotive, aerospace, materials, polymers and others. More information is available at www.michmet.com/classes.htm. Those interested in the short course can register by visiting www.michmet.com/register.htm, calling (866) 953-5030 or emailing [email protected].
Your Single Source For High Quality Specialty Products
1.800.437.3188 • 317.328.5660 www.calumetspecialty.com • [email protected]
© 2015 Calumet Specialty Products Partners, L.P.

AUTOMOTIVE TRIBOLOGY
Dr. Edward P. Becker
The growth in electric vehicles and plug-in hybrids in the U.S. (see Figure 1) is quite impressive over the last few years. Al-though the 105,000 total units repre-sents only 1.3% of all new vehicles in 2014, the growth rate suggests a bright future for these vehicles.
The EPA classifies the Chevrolet Volt as a plug-in hybrid electric vehicle (as opposed to GMs’ classification of “extended range electric vehicle”). The Volt sold just over 18,000 units in 2014, making it the top-selling plug-in hybrid. Although GM did briefly enter the electric vehicle market with the fa-mous (or perhaps infamous) EV-1 in 1996-1999, the best-selling electric car in 2014 was the Nissan Leaf. However, that may be about to change.
The Chevrolet Bolt (not to be con-fused with the Volt) was first unveiled as a concept car at the North American International Auto Show in Detroit just over a year ago. Scheduled to debut as a 2017 model,2 the Bolt may be avail-able by late 2016 in the U.S. Taking such a vehicle from concept to produc-tion in under two years would be quite an accomplishment for GM.
The Bolt is an all-electric vehicle, and GM claims to achieve a 200-mile (320 km) range on a single charge. Al-though the Tesla Model S claims a higher range (about 30% more), the Tesla also costs twice as much as the projected price of the Bolt. The Bolt also claims a 0-to-60 mph (0-to-96 kph) time of under seven seconds (compared to approximately nine sec-onds for the Chevy Volt). This combi-nation of range and performance is well within the envelope of acceptance for most consumers.
To achieve these numbers, the Bolt includes a number of innovations. Of interest to the practicing tribologist, the drive unit includes a gear and shaft mechanism—basically a transmis-sion—to vary the speed ratio between the motor and the wheels. While most electric vehicles drive the wheels di-rectly from the motor, the use of a transmission allows the motor to oper-ate near its peak efficiency more often, thus increasing the range.
Another major step forward is the Bolt’s regenerative braking system. Al-though such systems are common in all electric and hybrid vehicles, the Bolt
has an industry-first system that is ca-pable of bringing the vehicle to a com-plete stop using only the regenerative brakes. Of course, the car has friction brakes, since there are limitations to the regenerative system, but under most normal conditions the driver will be able to accelerate, cruise and stop using only the accelerator pedal. The energy that is usually dissipated as heat in friction brakes will actually be con-verted to electricity (basically the elec-tric motor acts as a generator when absorbing the excess energy) and, in turn, recharge the batteries.
REFERENCES1. United States Environmental Protection Agen-
cy Report EPA-420-R-14-023a, (October 2014), Light-Duty Automotive Technology, Carbon Dioxide Emissions, and Fuel Economy Trends: 1975 Through 2014.
2. www.chevrolet.com/bolt-ev-electric-vehicle.html.
Ed Becker is an STLE Fellow and past president. He is president of Friction & Wear Solutions, LLC in Brighton, Mich., and can be reached through his website at www.frictionandwearsolutions.com.
Electric and hybrid vehicles are on the rise.
The upcoming Bolt
70 • A P R I L 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
Figure 1 | Historical production of compressed natural gas (CNG) vehicles, electric vehicles (EV) and plug-in hybrid electric vehicles (PHEV).1
www.crcpress.com
Use promo code
BJQ45 at checkout
and SAVE 20% plus
FREE standard shipping
Newly Enhanced and Updated: Enjoy Exclusive Savings on Key Industry Guide
• Covers lubricants and theirapplication
• Contains the most currenttechnologies, principles,specifications, and trends
• Includes new chapters on the impact of lubricantson energy efficiency, wind turbines and theirlubrication, and in-servicelubricant analysis
Get Your Hands on the Latest Editionof Lubrication Fundamentals
Don M. PirroMartin Webster
Ekkehard DaschnerExxonMobil, Houston, TX, USA
ISBN: 978-1-4987-5290-9
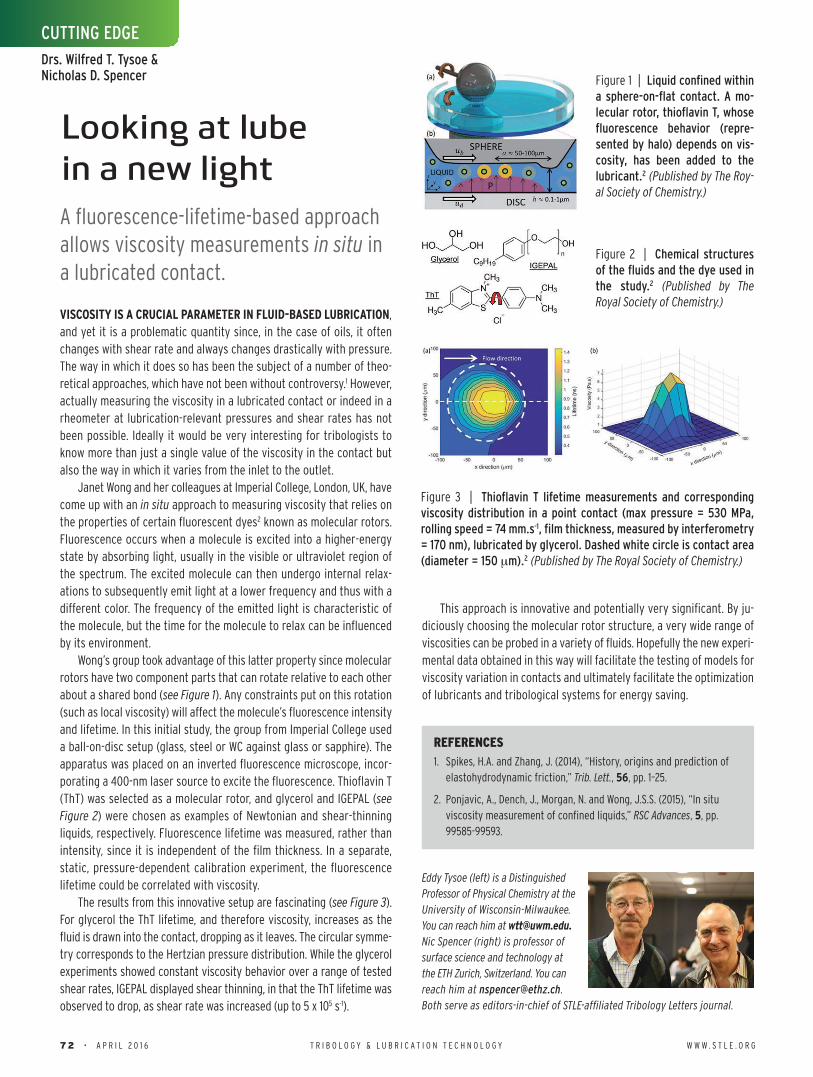
VISCOSITY IS A CRUCIAL PARAMETER IN FLUID-BASED LUBRICATION, and yet it is a problematic quantity since, in the case of oils, it often changes with shear rate and always changes drastically with pressure. The way in which it does so has been the subject of a number of theo-retical approaches, which have not been without controversy.1 However, actually measuring the viscosity in a lubricated contact or indeed in a rheometer at lubrication-relevant pressures and shear rates has not been possible. Ideally it would be very interesting for tribologists to know more than just a single value of the viscosity in the contact but also the way in which it varies from the inlet to the outlet.
Janet Wong and her colleagues at Imperial College, London, UK, have come up with an in situ approach to measuring viscosity that relies on the properties of certain fluorescent dyes2 known as molecular rotors. Fluorescence occurs when a molecule is excited into a higher-energy state by absorbing light, usually in the visible or ultraviolet region of the spectrum. The excited molecule can then undergo internal relax-ations to subsequently emit light at a lower frequency and thus with a different color. The frequency of the emitted light is characteristic of the molecule, but the time for the molecule to relax can be influenced by its environment.
Wong’s group took advantage of this latter property since molecular rotors have two component parts that can rotate relative to each other about a shared bond (see Figure 1). Any constraints put on this rotation (such as local viscosity) will affect the molecule’s fluorescence intensity and lifetime. In this initial study, the group from Imperial College used a ball-on-disc setup (glass, steel or WC against glass or sapphire). The apparatus was placed on an inverted fluorescence microscope, incor-porating a 400-nm laser source to excite the fluorescence. Thioflavin T (ThT) was selected as a molecular rotor, and glycerol and IGEPAL (see Figure 2) were chosen as examples of Newtonian and shear-thinning liquids, respectively. Fluorescence lifetime was measured, rather than intensity, since it is independent of the film thickness. In a separate, static, pressure-dependent calibration experiment, the fluorescence lifetime could be correlated with viscosity.
The results from this innovative setup are fascinating (see Figure 3). For glycerol the ThT lifetime, and therefore viscosity, increases as the fluid is drawn into the contact, dropping as it leaves. The circular symme-try corresponds to the Hertzian pressure distribution. While the glycerol experiments showed constant viscosity behavior over a range of tested shear rates, IGEPAL displayed shear thinning, in that the ThT lifetime was observed to drop, as shear rate was increased (up to 5 x 105 s-1).
This approach is innovative and potentially very significant. By ju-diciously choosing the molecular rotor structure, a very wide range of viscosities can be probed in a variety of fluids. Hopefully the new experi-mental data obtained in this way will facilitate the testing of models for viscosity variation in contacts and ultimately facilitate the optimization of lubricants and tribological systems for energy saving.
CUTTING EDGEDrs. Wilfred T. Tysoe & Nicholas D. Spencer
72 • A P R I L 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
A fluorescence-lifetime-based approach allows viscosity measurements in situ in a lubricated contact.
Looking at lube in a new light
REFERENCES
1. Spikes, H.A. and Zhang, J. (2014), “History, origins and prediction of elastohydrodynamic friction,” Trib. Lett., 56, pp. 1–25.
2. Ponjavic, A., Dench, J., Morgan, N. and Wong, J.S.S. (2015), “In situ viscosity measurement of confined liquids,” RSC Advances, 5, pp. 99585-99593.
Figure 3 | Thioflavin T lifetime measurements and corresponding viscosity distribution in a point contact (max pressure = 530 MPa, rolling speed = 74 mm.s-1, film thickness, measured by interferometry = 170 nm), lubricated by glycerol. Dashed white circle is contact area (diameter = 150 m).2 (Published by The Royal Society of Chemistry.)
Figure 1 | Liquid confined within a sphere-on-flat contact. A mo-lecular rotor, thioflavin T, whose fluorescence behavior (repre-sented by halo) depends on vis-cosity, has been added to the lubricant.2 (Published by The Roy-al Society of Chemistry.)
Figure 2 | Chemical structures of the fluids and the dye used in the study.2 (Published by The Royal Society of Chemistry.)
Eddy Tysoe (left) is a Distinguished Professor of Physical Chemistry at the University of Wisconsin-Milwaukee. You can reach him at [email protected]. Nic Spencer (right) is professor of surface science and technology at the ETH Zurich, Switzerland. You can reach him at [email protected]. Both serve as editors-in-chief of STLE-affiliated Tribology Letters journal.
Find raw materials faster on ULProspector.comFind everything you are looking for in one place. Download data sheets, MSDSs, starter formulations, certifications and more at ULProspector.com. With technical information on over 250,000 products representing more than 7,000 suppliers and growing, UL’s Prospector makes finding infomation faster than ever.
ULProspector.com | FREE ACCESS
PROSPECTORYOUR SOURCE FORRAW MATERIALINFORMATION
®

ANGUS is proud to introduce CORRGUARD FLEX as its latest addition to the CORRGUARD family of metalworking fluid additives. Enabling metalworking fluid manufacturers and end users to reduce downtime, operating costs and waste, CORRGUARD FLEX is designed for optimized functionality, providing enhanced flexibility, excellent neutralization and pH control, ease-of-use, and longer fluid life.
Ask for new CORRGUARD FLEX and leverage the proven benefits of our unique array of amino alcohols—backed by ANGUS’ deep formulating, testing and regulatory expertise.
Take your best metalworking fluids and make them even better. Contact us at [email protected]
INTRODUCING
Get improved performance and functionalityfrom your metalworking fluids.
Superior multi-functionality
Outstanding compatibility in a broad range of metalworking fluid formulations.
Expanded benefits—extended fluid life
Improves corrosion control, pH control and works with a wide range of biocides—all while increasing fluid performance life.
Exceptional ease-of-use
Completely water-soluble—enabling metalworking fluid formulators to further optimize their fluid’s functionality.
Globally compliant
Broadly registered to support your global formulation requirements.
We make the best perform better.
We’re here to help. Visit us at:
STLE 2016 Booth #415
Copyright © 2022 FDOKUMEN



















