
The effect of nitrogen alloying on the densification process of a sialon ceramic-matrix composite...
8
ELSEVIER Materials Science and Engineering A202 (1995) 218 225 MATERIALS SCIENCE & ENGINEERING A The effect of nitrogen alloying on the densification process of a sialon ceramic-matrix composite containing stainless steel A. Abed, A.C. Smith, A. Hendry Department of Metallurgy and Engineering Materials, University of Strathclyde, Glasgow G1 IXN, UK Received 7 September 1994; in revised form 3 January 1995 Abstract A series of experiments have been carried out to test the validity of a chemical thermodynamic approach to predicting the effect of nitrogen alloying of stainless steel on its interaction with silicon nitride during sintering of sialon ceramic matrix composites. The approach has been shown to be valid and several compositions of sialon-steel composites have been fabricated. The steel particle size and the amount of steel in the composite are also shown to have an influence on the extent of densification. Conditions are described for optimum sintering of this type of material, which has been shown to have application in several areas, including ceramic metal joining. Keywords: Nitrogen alloying; Densification; Sialon ceramic matrix composite; Stainless steel 1. Introduction Classical approaches to composite behaviour have been suggested as a means to overcome the intrinsic brittleness of engineering ceramics and to give a greater resistance to crack propagation. It is also possible through such means to increase the Weibull modulus of the ceramics by giving in some cases a more controlled distribution of critical defects and a smaller critical defect size. One practical application of these principles is the use of metal particle reinforcement of sialon ceramics, where the underlying aim is to provide an array of relatively tough centres dispersed through the ceramic matrix which will act as crack-arresting vol- umes when propagating cracks intersect the metal ce- ramic interface. The nature of that interface is therefore of particular importance in the overall effectiveness of this approach. The general approach to the science and technology of ceramic-matrix composites has been dealt with by several different means [1-4] which have been effectively summarized in a series of papers pub- lished in the proceedings of a Rise Conference [5], in a series of such meetings on topics in materials science. The specific approach to metal ceramic composite be- haviour in the sialon system has been the subject of considerable work at Strathclyde [6 8], and the present paper describes an approach to the problem of interface stability which utilizes the developing technology of nitrogen-alloying of stainless steel to control the chemi- cal interaction between ceramic and steel. The problems of increasing the resistance to critical crack growth in sialon engineering ceramics is itself a major aim of the present work, but recent work by the authors has revealed an equally important practical application ,of such composite behaviour. Joining of ceramics to metals in macroscopic composite structures is important in the utilization of ceramics in real engi- neering components where the ceramics have to coexist in bonded form with metals, but the effect of the joining operation (or thermal cycles during use) leads to thermally induced stresses which may exceed the frac- ture stress of the interface or of the ceramic itself. Table 1 Chemical composition of the steel particles Cr Ni Ti Si Mn Zr 20.1 25.7 1.83 0.29 0.06 0.005 C Al B Co Nb P S Ta 0.006 0.06 0.009 0.005 0.02 0.005 0.001 0.005 0921-5093/95/$09.50 © 1995- - Elsevier Science S.A. All rights reserved SSDI 0921-5093(95)09784-8
Transcript of The effect of nitrogen alloying on the densification process of a sialon ceramic-matrix composite...
E L S E V I E R Materials Science and Engineering A202 (1995) 218 225
M A T E R I A L S SCIENCE &
ENGINEERING
A
The effect of nitrogen alloying on the densification process of a sialon ceramic-matrix composite containing stainless steel
A. A b e d , A . C . S m i t h , A . H e n d r y
Department of Metallurgy and Engineering Materials, University of Strathclyde, Glasgow G1 IXN, UK
Received 7 September 1994; in revised form 3 January 1995
Abstract
A series of experiments have been carried out to test the validity of a chemical thermodynamic approach to predicting the effect of nitrogen alloying of stainless steel on its interaction with silicon nitride during sintering of sialon ceramic matrix composites. The approach has been shown to be valid and several compositions of sialon-steel composites have been fabricated. The steel particle size and the amount of steel in the composite are also shown to have an influence on the extent of densification. Conditions are described for optimum sintering of this type of material, which has been shown to have application in several areas, including ceramic metal joining.
Keywords: Nitrogen alloying; Densification; Sialon ceramic matrix composite; Stainless steel
1. Introduction
Classical approaches to composite behaviour have been suggested as a means to overcome the intrinsic brittleness of engineering ceramics and to give a greater resistance to crack propagation. It is also possible through such means to increase the Weibull modulus of the ceramics by giving in some cases a more controlled distribution of critical defects and a smaller critical defect size. One practical application of these principles is the use of metal particle reinforcement of sialon ceramics, where the underlying aim is to provide an array of relatively tough centres dispersed through the ceramic matrix which will act as crack-arresting vol- umes when propagating cracks intersect the metal ce- ramic interface. The nature of that interface is therefore of particular importance in the overall effectiveness of this approach. The general approach to the science and technology of ceramic-matrix composites has been dealt with by several different means [1-4] which have been effectively summarized in a series of papers pub- lished in the proceedings of a Rise Conference [5], in a series of such meetings on topics in materials science. The specific approach to metal ceramic composite be- haviour in the sialon system has been the subject of
considerable work at Strathclyde [6 8], and the present paper describes an approach to the problem of interface stability which utilizes the developing technology of nitrogen-alloying of stainless steel to control the chemi- cal interaction between ceramic and steel.
The problems of increasing the resistance to critical crack growth in sialon engineering ceramics is itself a major aim of the present work, but recent work by the authors has revealed an equally important practical application ,of such composite behaviour. Joining of ceramics to metals in macroscopic composite structures is important in the utilization of ceramics in real engi- neering components where the ceramics have to coexist in bonded form with metals, but the effect of the joining operation (or thermal cycles during use) leads to thermally induced stresses which may exceed the frac- ture stress of the interface or of the ceramic itself.
Table 1 Chemical composition of the steel particles
Cr Ni Ti Si Mn Zr 20.1 25.7 1.83 0.29 0.06 0.005
C Al B Co Nb P S Ta 0.006 0.06 0.009 0.005 0.02 0.005 0.001 0.005
0921-5093/95/$09.50 © 1995 -- Elsevier Science S.A. All rights reserved SSDI 0921-5093(95)09784-8
A. Abed et al. / Materials" Science and Engineering A202 (1995) 218 225 219
Joining of sialon to stainless steel can be achieved by several "ductile interlayer" types of approach, but use of a ceramic-steel composite has been shown to be particularly effective [9].
It is important therefore to understand the sintering behaviour of these composites to obtain the optimum conditions for fabrication, and the present paper ad- dresses two related aspects of the problem: the chemical interaction at the interface between ceramic and metal, and the effect which that has on the reaction sintering behaviour of the sialon matrix.
2. Experimental methods
The sialon powder used in these experiments was a commercial material, Syalon 201, from Cookson Zyalon Ltd. This is a sialon with a Z-value of 0.75 (the general formula for fl' is Si 6 z A l z O z N s _ z ) and contains 8% yttrium oxide as a densification additive; the ceramic reaction sinters in monolithic form at tem- peratures around 1650 °C by a liquid-phase process in which densification is accompanied by transformation of 0~-Si3N4 to fl'-sialon.
The stainless steel was a 25Ni-20Cr 1.8Ti austenitic grade with the composition given in Table 1. It was supplied in the form of water-atomized powder with a size range of 110-150/Lm by sieve fraction. The mate- rial was nitrided [10] at temperatures in the range 700-850 °C to give a series of different total nitrogen contents and varying extent of penetration of nitrogen through the volume of the individual particles. A tem- perature of 800 °C and 3 h was found to give the optimum material for the present purposes. These con- ditions were dictated by two considerations: first, to have the required nitrogen content in the alloy but also to render the steel sufficiently brittle that fracture would occur during subsequent milling, leaving a fully nitrided fresh surface. After nitriding the steel powder was ground in a vibratory mill which reduced the particle size to a minimum value of about 15 /zm, which is of the same order as the mean particle size of the sialon precursor powder. A range of mean particle sizes can be produced in this way. The nitrogen content of the steel prior to mixing with the ceramic was 8% deter- mined by inert gas fusion; this therefore represents the total nitrogen in the steel.
The steel and sialon powders were wet-mixed in isopropanol and dried before uniaxial pressing into cylindrical samples 10 mm (diameter) x 15 mm and then isostatically pressed at 200 MPa. The pellets were pressureless sintered at temperatures between 1350 and 1700 °C in nitrogen gas. The composites were analysed by density measurements, X-ray diffraction and stan- dard metaliographic techniques to provide the informa- tion for the following discussion of the material behaviour.
3. Results and discussion
3.1. The effect of nitrogen in the steel on the densification process
Nitrogen in stainless steel has two important roles in densification of these materials. Firstly, by increasing the metal brittleness it results in a decrease in the metal particle size during milling and mixing, and secondly, it has a profound effect on the behaviour of silicon in both the ceramic and the metal. The first has been quantified in the previous section and will be discussed further below, but the chemical effect is the more important of the two.
During pressureless densification of fl'-sialon the sta- bility of the silicon nitride during the process (and that of the fl' product) is controlled by the presence of nitrogen gas at one atmosphere pressure and at the temperatures generally used (1650-1700 °C), the pre- cursor nitride (~) which is unstable in equilibrium with nitrogen at one atmosphere [11], dissolves in the oxide densification liquid and re-precipitates as the more sta- ble fl'. That is, fl'-sialon is a solid solution of silicon nitride in which the equivalent chemical activity of the silicon nitride is less than unity; it is stable at the sintering temperature and gas pressure. The above ar- gument is only correct, however, when the competing effect of the decomposition of silicon nitride is to the metal at unit activity and the gas at one atmosphere pressure:
Si3N 4 = 3Si + 2N2 (1)
If there is a (thermodynamic) sink for silicon in which its activity is reduced below unity then the de- composition becomes favourable over the formation of the ceramic solid solution. This is the case when transi- tion metals are present, as the activity of silicon in these elements and their alloys is considerably reduced. In the present case the stainless steel may be considered simply as an alloy of iron and the behaviour of the composite rationalized on that basis. The thermodynamic proper- ties of silicon in liquid iron have been assessed by a number of authors and the activity coefficient data have been summarized by Fruehan [12], while the behaviour in the solid is exemplified by the phase diagram given by Kubaschewski [13], which shows the formation of a series of iron silicon intermetallic compounds. The effect in the liquid state, which is of primary interest in the present work, is that silicon in iron has a pro- nounced negative deviation from ideality, and therefore steel particles in sialon act as a sink for dissolution of silicon from the dissociation of silicon nitride according to Eq. (1). This is equivalent to a higher nitrogen gas pressure being required to counteract the dissolution into liquid iron.

220 A. Abed et al. / Materials' Science and Engineering A202 (1995) 218 225
Table 2 Interaction parameters, e~v, for liquid iron at 1600 °C [11]
Element e~v x 10 -2
Cr - 4 . 6 Ni 0.63 Ti - 53.0 Si 4.7 Mn - 3 Zr - 6 3 . 0 C 10 Al - 2 . 8 B 9.0 Co 1 Nb - 6 . 7 P 4.5 S - 4 . 7 Ta - 3 . 6
Table 3 Solubility of nitrogen in stainless steel particles
Temperature %N (total) %N (TiN pptd) (°C) (wt.%) (wt.%)
1400 5.67 0.38 1500 3.69 0.32 1600 2.51 0.27
removed. In the latter case this illustrates the profound influence of the 1.83% Ti in the alloy on nitrogen solubility, but also gives the nitrogen content in solu- tion if it is assumed that all Ti is present as TiN.
It is clear from these calculations that the amount of nitrogen added to the steel by the nitriding process at 800 °C ( ~ 8 % ) is well in excess of the calculated solubility, and therefore it can be assumed that the alloy particles are saturated with nitrogen at the sinter- ing temperatures used. (The excess nitrogen over that given by the calculation is present as chromium nitride and/or iron nitride.) The activity of silicon in the nitro- gen-alloyed particles is therefore altered and the driving force for decomposition of the nitride during sintering is consequently much reduced. There is, therefore, much less evolution of nitrogen gas according to Eq. (1) and less porosity produced in the sintered compact.
It is also possible, however, that the (initial) reaction between ceramic and metal occurs when the metal is in the solid state and that the reaction therefore leads to the formation of silicide compounds. Again, the most reliable data [15] exist for the iron compounds, al- though the values for all of the transition metal silicides are similar. For the example of the equiatomic silicide,
3Fe + Si3N 4 = 3FeSi + 2N2 (4)
Nitrogen has, however, a strong effect on the activity coefficient of silicon in iron and acts to increase the activity, or decrease the solubility. This can be shown simply by taking account of the free energy of solution of nitrogen in iron, and rewriting Eq. (1) as
Si3N4 = 3Sire + 4Nre (2)
where the subscript Fe refers to the element in solution in the liquid alloy. By using Wagner's method of inter- action parameters, and the data of Sigworth and Elliott [14], it is possible to predict the solubility of nitrogen in the stainless steel at a particular temperature (in this case, the sintering temperature). In the calculation which follows it is assumed that there is no interaction between the ceramic and the steel in the first instance.
log(%N) = (-- 188/T) -- 1.25 - (3280/T-- 0.75)Zeui(%i) (3)
where the e u i a r e the interaction parameters for liquid iron at 1600 °C and %i is the percentage of that element in the steel. The interaction parameters are given in Table 2.
If it is assumed that the interaction parameters are independent of temperature over a small range, then the solubility of nitrogen in the alloy at sintering tem- perature can be calculated from the data in Tables 1 and 2. The results are given in Table 3 for two cases: first, where all elements in the alloy composition are included, and secondly where the Ti contribution is
From the data in the literature [11,15] the partial pressure of nitrogen in equilibrium with the two pure solid compounds and iron at the activity in the steel (assumed to be 0.53, equal to the concentration in the alloy) can be calculated. The value obtained for 1400 °C is a nitrogen pressure of 0.41 atm. Thus at sintering temperature the nitride is stable with respect to the silicide provided the nitrogen pressure is greater than 0.41 atm in the sintering gas.
The conclusion to be drawn from these theoretical investigations is that the presence of nitrogen-alloyed steel particles results in a much reduced driving force for decomposition of silicon nitride and sialon in the sialon-steel composite compared with the behaviour in the case of nitrogen-free metal. In the remaining sec- tions this premise is tested experimentally for a range of metal contents in sialon.
3.2. The relation between temperature and steel content on densification
In studying these relationships there are two bases for comparison, as the results of nitrogen-free steel and nitrided powder also contain an effect from a change of particle size in the steel. It was, therefore, decided to deliberately mill the nitrided material in order that the particle size was well defined and within narrow size bands and to compare composites containing similar mean particle sizes of nitrided and un-nitrided steel.
A. Abed et al. / Materials Science and Engineering A202 (1995) 218 225
i04-
102-
/ lO0-
v- 9 R - (D ¢J
~ 96-
~ 94., .,.t
92 t-~ga I -
88
I I I I I I I 200 400 600 800 1000 1200 1400
T e m p e n a t u P e ( 'C)
Fig. 1. Simultaneous thermal analysis trace (DTA/TGA) of a
- 8
- 6
-4
-2
-0
--2
-'-4
-6
.-8
1600
>
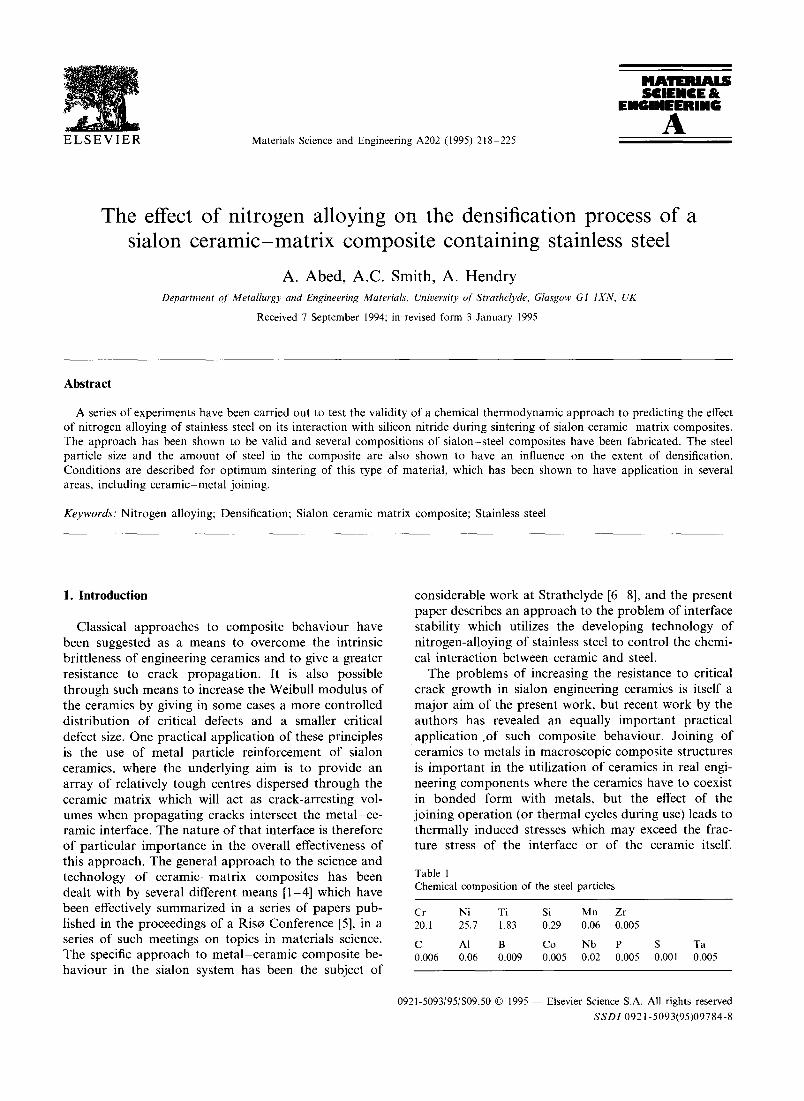
powder mix of Syalon 201 with 20% of stainless steel.
221
Experiments with un-nitrided steel powder show that extensive reaction takes place at the ceramic metal interface and that this process becomes increasingly severe as the sintering temperature is increased. This eventually leads to agglomeration of (liquid) metal par- ticles within the ceramic due to the severe porosity caused by the evolution of nitrogen according to Eq. (1). Evidence for the reaction as described above is obtained from thermal analysis traces as shown in Fig. 1. The differential thermal analysis (DTA) trace shows that a melting reaction takes place on heating a sialon steel composite at 1210 °C, and is accompanied by a weight loss shown on the thermogravimetric analysis (TGA) curve. This is the result of the pick-up of silicon (melting) and loss of nitrogen (weight loss). Further, it was also found that 20% was the maximum steel con- tent which could be incorporated into sialon-steel com-
100"
9S • Unnitr ided Reinforcement | 90 ~ 0_. NitridedReinforcement /.
o, 80" ¢1 ~ 75"
~ 70 i
E,- 65
60
55
15 20 25 30 35 40 45 50 55 60 65 70 Mean Reinforcement particle Diameter (micron)
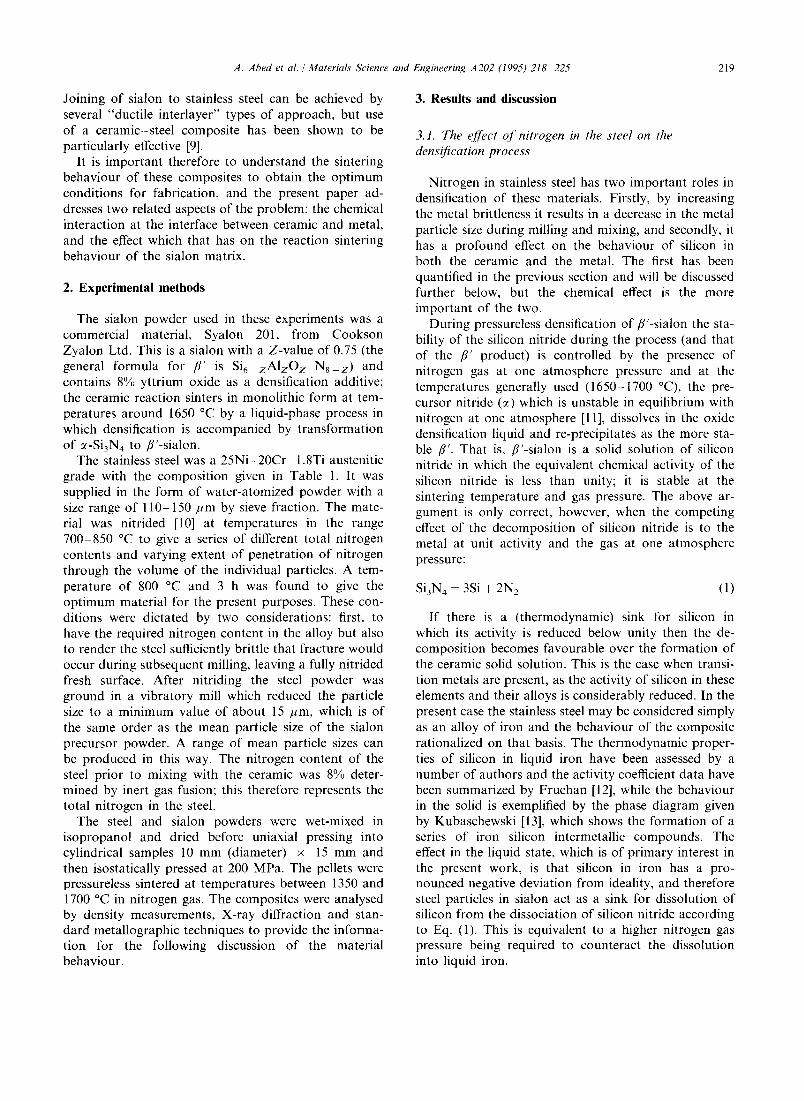
Fig. 2. Sintering behaviour of sialon with stainless steel and nitrided stainless steel as a function of metal particle size (20% stainless steel sintered at 1550 °C for 1 h).
posites using nitrogen-free steel as a result of the decomposition reaction at the interface, and that the sintered density was only of the order of 70% of the theoretical value. The decomposition reaction increases with increasing steel content and the disruption caused by the gas volume evolved gave poor density in the composite and eventually caused "sweating out" of the steel in the form of droplets at the compact exterior surface.
The comparison of nitrided and un-nitrided steel powders in the sialon composites is shown in Fig. 2, which summarizes the effect of nitriding and of particle size. The composites made with nitrogen-free powder show low density regardless of the particle size range chosen, and the density decreases slightly with increas- ing steel particle size due to the decomposition reaction discussed above. Conversely, the composites made with nitrided powder have higher densities (maximum of 95% of theoretical) since decomposition is suppressed, but there is a dependence on steel particle size. This latter effect can be explained as follows. The presence of nitrogen in the steel particles decreases the silicon solubility in the steel, but does not completely eliminate it. There is, therefore, a small amount of silicon nitride decomposition and of silicon transfer to the metal particles. This effect will continue until the individual particles have reached the (lower) saturation level ap- propriate to the nitrogen content of the steel and will be more rapidly achieved for fine particles than for coarse ones. Although the total amount of silicon dissolved at equilibrium is dependent on the initial volume fraction of metal, the extent of silicon nitride matrix decomposi- tion at the interface of large particles is more pro- nounced than for finer sizes, leading to a lower density. Hence, for a given set of sintering conditions the lowest

222 A. Abed et al. / Materials" Science and Engineering A202 (1995) 218 225
100"
!!tt 60 1300 1350 14;0 1450 15;0 15;0 16;0 1650 1700
Sintering Temperature (C)
Fig. 3. The effect of volume fraction of metal powder on the temperature/densification behaviour of sialon nitrided steel com- posites.
3(SiO 6/13 (3AI~O 3 . 2SIO2) 2(AI2Os)
"~ ~ . 3AI~O~. gIN 8O
AI~O 3 . AIN
60
eq%O
40" - - 8H ~ ;SR
Sign 20 ~ 12H 21R
20- ~ 27R
i1~ - - 2H
si3N. ~9 ~b 6b ao 41a:~ eq%AI
Fig. 4. The sialon behaviour diagram.
density would be expected in samples with large parti- cles of nitrogen-free steel and the highest density in samples with small nitrided particles, as shown in Fig. 2.
A further effect of using nitrogen-alloyed powder is in the much wider range of steel contents which can be sintered to high density. However, for a given steel content there is an optimum sintering temperature above which the transfer of silicon to the steel and the evolution of gaseous nitrogen from nitride decomposi- tion leads to an abrupt decrease in sintered density of the composite. Data for compositions up to 40% of steel are shown in Fig. 3, and these reflect the impact of the thermochemical and reinforcement particle size effects set out above. The following discussion assesses the contributing factors.
For the samples shown in Fig. 3, X-ray diffraction analysis was carried out, and the results are given in Table 4. For samples with 10% of steel, the phases formed in the pressureless sintered composite and the degree of transformation of a - f l ' vary with tempera-
ture. This is as expected for this sialon matrix, which in the monolithic form does not show significant transfor- mation below 1500 °C, and does not sinter to greater than 95% of theoretical density below 1650 °C. For higher concentrations of metal there is also a change of phase with temperature, but in these cases two differ- ences may be noted. First, the removal of :¢-Si3N4 by transformation is accompanied by the appearance of sialon X-phase and fl', rather than the latter alone, and secondly the temperature of maximum densification (Fig. 3) is decreased with increasing metal content. In fact, with 40% metal, the maximum density in pressure- less sintering is obtained at 1350 °C, at which tempera- ture there is no transformation of the silicon nitride. The presence of X-phase and fl'as the reaction products indicates a loss of nitrogen from the composite as the ceramic composition chosen for these experiments is a 100% fl' material, and to move the final composition to a two-phase field involving X-phase can only occur by nitrogen loss, as can be seen in Fig. 4. For similar reasons it is also noted that the Z value of the fl' formed (when X-phase is present) is greater than the value of 0.75 expected for Cookson 201 material. Fi- nally, and importantly, a solid silicide phase is iden- tified in the X-ray pattern from all of the compositions,
(a)
(b)
Fig. 5. Optical micrographs of sialon-nitrided steel composites (a) (20% steel (35/ tm) sintered at 1550 °C for 1 h and (b) 40% steel (15 /~m) sintered at 1350 °C for 1 h.
A. Abed et al. / Materials Science and Eng&eering A202 (1995) 218-225 223
Table 4 Results of X-ray diffraction analysis of sintered samples (all samples fabricated with nitrogen-alloyed steel)
Steel (%) Temp (°C) Phases
10 1400 ~Si3N4, (fl' sialon, FeSi) 1500 fl'-sialon, c~-Si3N4, (FeSi) 1550 fl'-sialon, ~-Si3N4, (FeSi) 1600 fl'-sialon, (a-Si3N4, FeSi) 1650 fl'-sialon, (FeSi) 1700 fl'-sialon, (FeSi)
20 1400 ~-Si3N4, (fl'-sialon, FeSi) 1500 fl'-sialon, ~-Si3N4, (FeSi) 1550 fl'-sialon, ~-Si3N4, (FeSi) 1600 fl'-sialon, X-phase, FeSi
30 1400 7-Si3N4, (fl'-sialon, FeSi) 1500 fl' sialon, Si3N4, X phase,
40 1350 ~-Si3 N4, FeSi 1400 7-Si3N4, FeSi
FeSi
( ) indicates minor amounts of the phase
(a)
which comes from the solidification on cooling of liquid metal particles with a significant silicon content. Clearly, in samples sintered above 1400 °C the metal particles will melt even where no reaction occurs, and the presence of silicide in the solid shows that even when nitrogen is present in the metal, some reaction has taken place to transfer silicon f rom the ceramic to the metal (as in Eq. (1)) and the corresponding loss of nitrogen from the ceramic leads to the formation of X-phase from the ceramic sintering liquid. This effect is temperature-dependent, and with increasing metal con- tent (and therefore increasing interracial surface area) these effects dominate the sintering behaviour at pro- gressively lower temperatures, as seen in Fig. 3.
Since samples with a high concentration of metal particles sinter to high density at temperatures below that at which the oxide sintering additives in Syalon 201 are active (1650 °C) and there is no ~ - f l ' phase trans- formation, then oxynitride liquid-phase reaction sinter- ing of the matrix is clearly not the only mechanism of densification. There is, however, as explained above, a significant volume fraction of metallic liquid due to melting of the steel particles. It is therefore clear that this acts to improve particle rearrangement and increase capillary forces as the method of densification in these samples.
The above results allow the following conclusions to be drawn. The presence of nitrogen in the metal has the effect presented in section 3.1 as it is possible to sinter composites which cannot be densified using nitrogen- free steel powder. However, there is some transfer of silicon to the metal by decomposit ion of silicon nitride but it is considerably less in extent and does not inhibit the densification process, provided that the opt imum temperature for densification is chosen, corresponding to the particular steel content in the composite. In the
(b)
102 104 106 lee
N i
S i C r
I
J,,- ,I ,a .... j II l , , d l . i . . . . , . u . l l , , I d . . . . l
CURSOR (KEV)=BS. BBI EDflX (c)
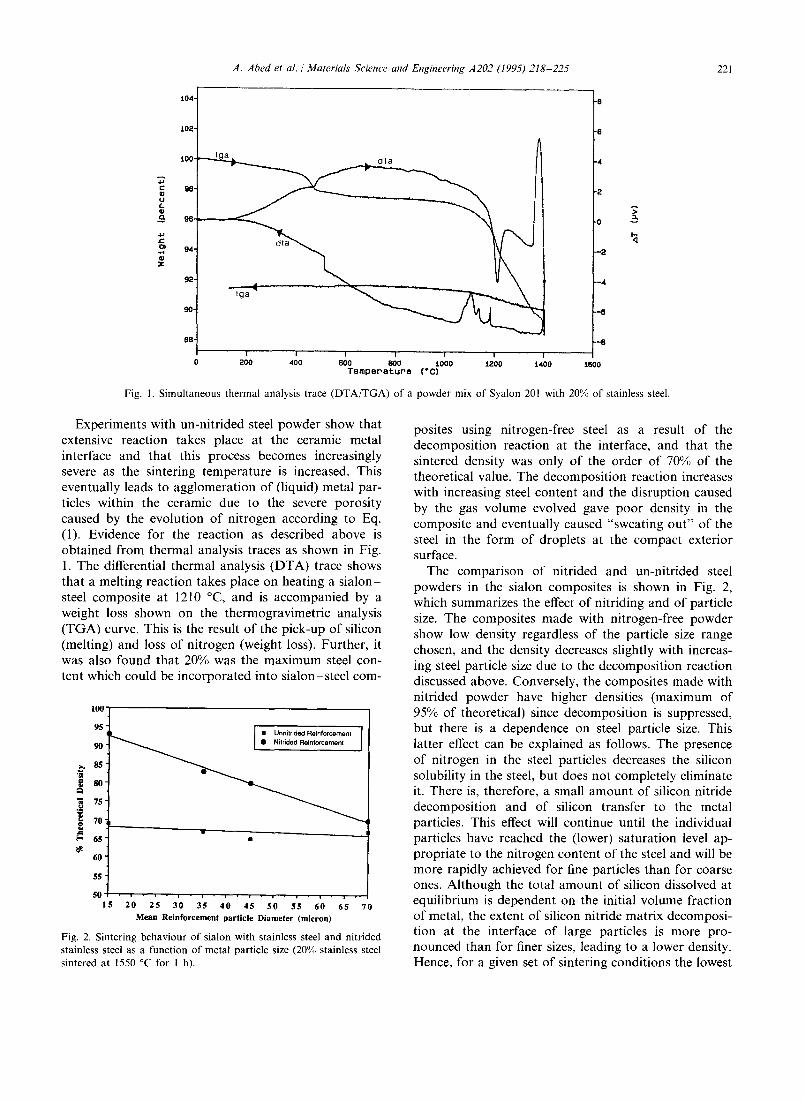
Fig. 6, TEM micrographs (a) and (b) showing bend contours and twinning in a 20% nitrided steel composite sintered at 1550 °C for 1 h, and (c) the corresponding EDS analysis of the metal.
224 A. Abed et al. / Materials Science and Engineering A202 (1995) 218-225
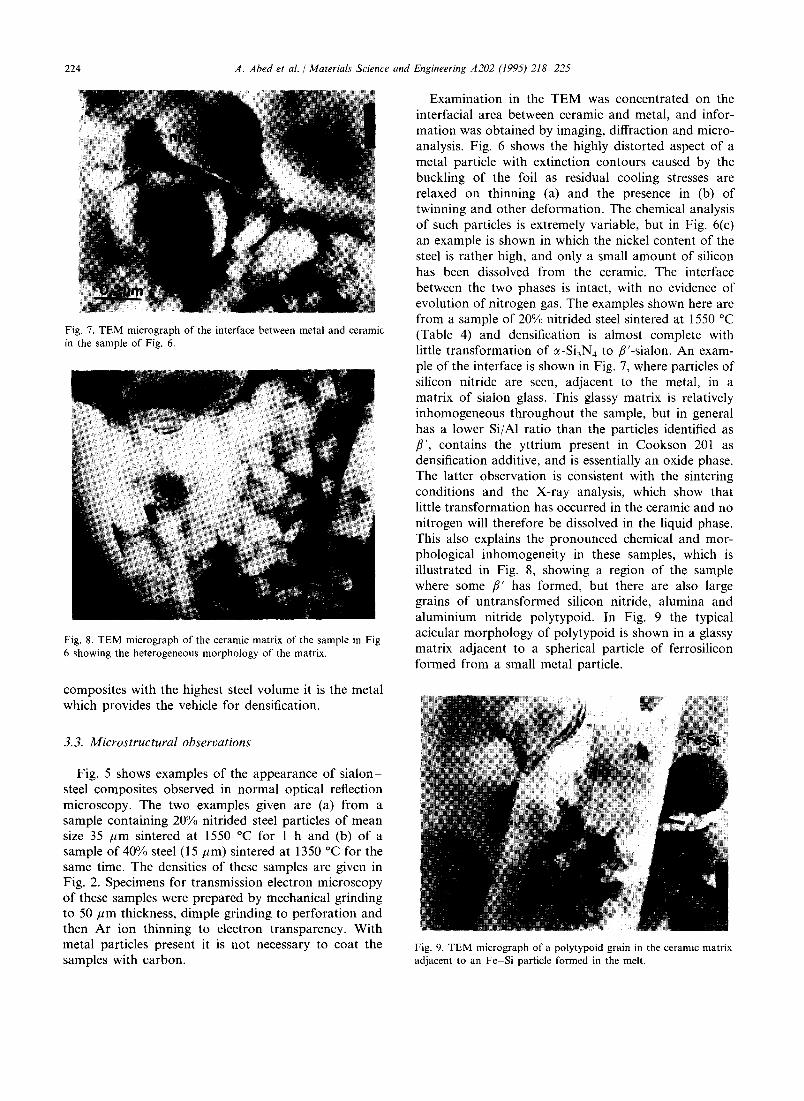
Fig. 7. TEM micrograph of the interface between metal and ceramic in the sample of Fig. 6.
Fig. 8. TEM micrograph of the ceramic matrix of the sample in Fig 6 showing the heterogeneous morphology of the matrix.
composites with the highest steel volume it is the metal which provides the vehicle for densification.
3.3. Microstructural observations
Fig. 5 shows examples of the appearance of sialon steel composites observed in normal optical reflection microscopy. The two examples given are (a) from a sample containing 20% nitrided steel particles of mean size 35 /~m sintered at 1550 °C for 1 h and (b) of a sample of 40% steel (15 ktm) sintered at 1350 °C for the same time. The densities of these samples are given in Fig. 2. Specimens for transmission electron microscopy of these samples were prepared by mechanical grinding to 50/ t in thickness, dimple grinding to perforation and then Ar ion thinning to electron transparency. With metal particles present it is not necessary to coat the samples with carbon.
Examination in the TEM was concentrated on the interfacial area between ceramic and metal, and infor- mation was obtained by imaging, diffraction and micro- analysis. Fig. 6 shows the highly distorted aspect of a metal particle with extinction contours caused by the buckling of the foil as residual cooling stresses are relaxed on thinning (a) and the presence in (b) of twinning and other deformation. The chemical analysis of such particles is extremely variable, but in Fig. 6(c) an example is shown in which the nickel content of the steel is rather high, and only a small amount of silicon has been dissolved from the ceramic. The interface between the two phases is intact, with no evidence of evolution of nitrogen gas. The examples shown here are from a sample of 20% nitrided steel sintered at 1550 °C (Table 4) and densification is almost complete with little transformation of ~-S i3N 4 to fl'-sialon. An exam- ple of the interface is shown in Fig. 7, where particles of silicon nitride are seen, adjacent to the metal, in a matrix of sialon glass. This glassy matrix is relatively inhomogeneous throughout the sample, but in general has a lower Si/AI ratio than the particles identified as fl', contains the yttrium present in Cookson 201 as densification additive, and is essentially an oxide phase. The latter observation is consistent with the sintering conditions and the X-ray analysis, which show that little transformation has occurred in the ceramic and no nitrogen will therefore be dissolved in the liquid phase. This also explains the pronounced chemical and mor- phological inhomogeneity in these samples, which is illustrated in Fig. 8, showing a region of the sample where some fl' has formed, but there are also large grains of untransformed silicon nitride, alumina and aluminium nitride polytypoid. In Fig. 9 the typical acicular morphology of polytypoid is shown in a glassy matrix adjacent to a spherical particle of ferrosilicon formed from a small metal particle.
Fig. 9. TEM micrograph of a polytypoid grain in the ceramic matrix adjacent to an Fe Si particle formed in the melt.

A. Abed et al. / Materials Science and Engineering A202 (1995) 218 225 225
The conclus ion f rom these mic ros t ruc tu ra l observa- t ions is tha t by using n i t rogen-a l loyed steel it is poss ible to ob t a in a good , sound interface between the ceramic and the meta l with little t ransfe r o f sil icon across the interface. This is i m p o r t a n t for f o r m a t i o n o f the com- posi tes , bu t also has significant impl ica t ions for s ialon to steel j o in ing where a s imilar mac roscop ic interfacia l cond i t ion can be c rea ted by present ing a n i t r ided steel surface to the ceramic at the j o in t interface.
4. Conclusions
Ceramic ma t r ix compos i t e s o f s ialon with stainless steel par t ic les can be f ab r i ca ted con ta in ing up to 40% steel when steel p o w d e r con ta in ing a high concen t ra t ion o f n i t rogen is used. The effect is shown to be due to the influence o f n i t rogen in decreas ing the solubi l i ty o f sil icon in the steel, which in turn leads to a much smal ler dr iv ing force for the decompos i t i on o f the sil icon ni t r ide ceramic than is the case with n i t rogen- free steel. There is also an effect o f steel par t ic le size on the s inter ing mechan i sm for the compos i t e which is in te rpre ted in terms o f the more r ap id a p p r o a c h to equ i l ib r ium for small par t ic les than for large ones.
E lec t ron mic ro scopy shows tha t a sound interface is fo rmed be tween the meta l and ceramic and conf i rms tha t in the n i t rogen-a l loyed case there is li t t le t ransfer o f sil icon to the steel o r evo lu t ion o f n i t rogen at the interface. However , the mic ros t ruc tu re is also shown to be ex t remely i n h o m o g e n e o u s at the low sinter ing tem- pe ra tu res which are poss ib le wi th steel s ialon com- posites.
References
[1] M.V. Islam, W. Wallace and A.Y. Kandell (eds.), Artificial Composites for High-temperature Applications, Noyes Data Corp., New Jersey, 1985.
[2] F.D. Lemkey, S.G. Fishman, A.G. Evans and J.R. Strife (eds.), High-temperature/High-performance Composites, MRS Sympo- sium Proceedings, Vol. 120, MRS, Pittsburgh PA, 1988.
[3] Y.G. Gogotski, Particulate silicon nitride-based composites, J. Mater. Sci., 29 (1994) 2541.
[4] C.M. Huang, Y. Xu, D. Zhu and W.M. Kriven, Combustign synthesized p' sialon reinforced with SiC monofilaments, Mater. Sci. Eng., A188 (1994) 341.
[5] J.J. Bentzen, J.B. Bilde-Sorensen, N. Christiansen and A. Horsewell, Structural Ceramics: Processing, Microstructure and Properties, Riso National Laboratory, Denmark, 1990.
[6] H.J. Edrees, Sialon ceramic matrix composites, Ph.D. Thesis University of Strathclyde, Glasgow, 1991.
[7] A.C. Smith, Metal reinforced sialon matrix composites, Ph.D. Thesis, University of Strathclyde, Glasgow, 1993.
[8] A.C. Smith, H.J. Edrees and A. Hendry, Steel reinforced sialon matrix composites, in M. Buggy and S. Hampshire (eds.), Mate- rials .for Advanced Technology Applications, Trans. Tech. Publ., Switzerland, 1992, p. 153.
[9] A, Abed, Joining of sialon-stainless steel and sialon-sialon, Ph.D. Thesis, University of Strathclyde, Glasgow, 1993.
[10] S.L. Lee and A. Hendry, High-nitrogen steels by powder metal- lurgy, in V. Gavriljvk and V.M. Nadutov (eds.), High Nitrogen Steels, Institute of Metal Physics, Kiev, 1993, p. 675.
[11] A. Hendry, Thermodynamics of silicon nitride and oxynitride, in F.L. Riley (ed.), Proc. NA TO-ASI Nitrogen Ceramics Noordhof, Leyden, 1976, p. 183.
[12] R.J. Fruehan, The thermodynamic properties of liquid Fe-Si alloys, Metall. Trans., (1970) 865.
[13] O. Kubaschewski, Iron Binary Phase Diagrams, Springer, Berlin, 1982.
[14] G.K. Sigworth and J.F. Elliott, The thermodynamics of liquid dilute iron alloys, Metall. Sci., 8 (1994) 298.
[15] J.F. Elliott and M. Gleiser, Thermochemistry for Steelmaking, Vol. I, Pergamon Press, London, 1960, p. 235.




















