Transformação Genética de Sorgo Utilizando o Bombardeamento de Partículas
!
!
Myriam Elías Santos Luis J. Galán Wong
María Guadalupe Maldonado Blanco Virgilio Mojica Marin
Katiushka Arévalo Niño Isela Quintero Zapata
Carlos Solís Rojas Mónica Guadalupe Lozano Contreras
Hugo Alberto Luna Olvera Lucia Leticia Palacios Cortez
Primera edición
Manual de Operación de Bior reactores y Bioprocesos I
!
!
!
Manual de Operación de Bior reactores
y Bioprocesos I
Myriam Elías Santos Luis J. Galán Wong
María Guadalupe Maldonado Blanco Virgilio Mojica Marin
Katiushka Arévalo Niño Isela Quintero Zapata
Carlos Solís Rojas Mónica Guadalupe Lozano Contreras
Hugo Alberto Luna Olvera Lucia Leticia Palacios Cortez
Primera edición
!
!
UNI V E RSID A D A U T O N O M A D E NU E V O L E Ó N Dr . Jesús Áncer Rodríguez Rector Ing. Rogelio G . Garza Rivera Secretario General Dr . Juan Manuel A lcocer González Director de la Facultad de Ciencias Biológicas Dr . Luis J. Galán Wong Coordinador del Instituto de Biotecnología, F CB/UANL Compilador: Myriam Elías Santos Los autores agradecen la valiosa colaboración de: Jairo Hernan Alfaro Alvarez Luis Antonio Rodríguez Gámez Primera Edición, 2012 Universidad Autónoma de Nuevo León ISBN en trámite
!
!
Manual de Operación de Bior reactores y Bioprocesos I
Universidad Autónoma de Nuevo León Facultad de Ciencias Biológicas Instituto de Biotecnología y Cuerpo Académico en Biotecnología Av. Universidad y Av. Pedro de Alba Ciudad Universitaria CP 66450 San Nicolás de los Garza, Nuevo León No está permitida la reproducción total o parcial de esta publicación, ni la transmisión de ninguna forma o por cualquier medio, ya sea electrónico, mecánico, fotocopia u otros medios sin el permiso previo y por escrito de la institución. La información y contenido en los capítulos en esta obra son creación y responsabilidad de los autores mismos, no reflejan puntos de vista, ni son avalados por las instituciones, organizaciones y/o personas que compilaron y publicaron este manual. La cita correcta es: Autor(es). Año. Título de capítulo. En: Elías Santos M., Galán Wong L., Maldonado Blanco M G., Mojica Marín V., Arévalo Niño K., Quintero Zapata I., Solís Rojas C., Lozano Contreras M.G., Luna Olvera H.A., Palacios Cortez L.L.
!
!
IN T R O DU C C I Ó N
Desde tiempos inmemoriales, los procesos biotecnológicos basados en la fermentación han permitido abastecer y satisfacer las demandas de la sociedad en áreas como la producción de productos lácteos y bebidas alcohólicas entre otros. Sin embargo, en la actualidad, los procesos biotecnológicos en los que se utilizan los Biorreactores pueden ser aprovechados para otras áreas productivas de suma importancia, como es la producción de bioinsecticidas.
Este manual tiene por objeto proporcionar las herramientas teóricas y prácticas para el uso y aplicación de Biorreactores en procesos biotecnológicos. Mediante sesiones prácticas se pretende que los lectores adquieran los conocimientos necesarios en la utilización de tan importante herramienta en la biotecnología.
Con este manual, pretendemos estimular el interés de los nuevos investigadores en Biotecnología, ampliando los horizontes en el uso de diferentes tipos de Biorreactores y procesos que se pueden realizar en los mismos, que si bien son poco aprovechados en investigación, son de gran valía en la industria.
Finalmente, quiero aprovechar este espacio para agradecer infinitamente a los catedráticos y alumnos de nuestro Instituto, quienes colaboraron en esta obra.
Dra. Myriam E lías Santos
Profesora Investigadora Instituto de Biotecnología, Facultad de C iencias Biológicas
Universidad Autónoma de Nuevo León
!
!
ÍNDI C E
1 ASPE C T OS G E N E R A L ES D E B I O RR E A C T O R ES Mónica Gpe. Lozano Contreras, Myriam Elías Santos, Isela Quintero Zapata y María Gpe. Maldonado Blanco!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!. 1
2 C U L T I V O C O N T INU O E N BI O RR E A C T O R ES D E 5 L B I O F L O I I I Lucía Leticia Palacios Cortez !!!!!!!!!!!!!!!!!!!!!!!!!!!! 11
3 ESC A L A M I E N T O A NI V E L PL A N T A Mario Moisés Álvarez!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!. 23
4 M E Z C L A D O E N BI O RR E A C T O R ES Mario Moisés Álvarez !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! 30
5 D E T E R M IN A C I Ó N D E L C O E F I C I E N T E D E T R A NSF E R E N C I A D E O X Í G E N O E N F E R M E N T A C I O N ES D E 14 L Myriam Elías Santos y Fernando Rodriguez Gómez!!!!!!!!!!!!!!!!!!
39
6 E L A B O R A C I Ó N Y E V A L U A C I Ó N SE NSO RI A L D E C E R V E Z A T IPO Myriam Elías Santos, Patricia Segura, Hugo A. Luna Olvera, María Gpe. Maldonado Blanco, Isela Quintero Zapata y Mónica Gpe. Lozano Contreras!!!!!!!!!!!! 47
7 PR O DU C C I Ó N D E L E V A DUR AS A NI V E L INDUST RI A L Luis C . Damas Buenrostro !!!!!!!!!!!!!!!!!!!!!!!!!!!!! 57
8 T E C N O L O G I AS V I A B L ES D E PR O DU C C I Ó N D E PR O DU C C I Ó N D E B I O E T A N O L A PA R T IR D E SO R G O E N M É X I C O Cristina Chuck Hernández, Esther Pérez Carrillo y Sergio O . Serna Saldívar!!!!!!! 72
9 SE C U E N C I A D E M O N T AJE D E B I O RR E A C T O R BI O F L O I I I Myriam Elías Santos, Luis J. Galán Wong, Mónica Gpe. Lozano Contreras, Hugo A. Luna Olvera, María Gpe. Maldonado Blanco e Isela Quintero Zapata!!!!!!!!!!!!.
89
10 SE C U E N C I A D E M O N T AJE D E B I O RR E A C T O R M F- 14 N E W BRUNSW I C K Myriam Elías Santos, María Gpe. Maldonado Blanco, Luis J. Galán Wong, Virgilio Mojica Marín, Isela Quintero Zapata y Mónica Gpe. Lozano Contreras!!!!!!!!!!!!! 98
11 SE C U E N C I A D E M O N T AJE D E B I O RR E A C T O R D E 250L Myriam Elías Santos, Luis J. Galán Wong, María Gpe. Maldonado Blanco, Lilia H . Morales Ramos y Carlos F . Sandoval Coronado!!!!!!!!!!!!!!!!!!! 108

!"#$"%&'(&)*(+",-.#&'(&/-0++(",10+(2&3&/-0*+0,(202&&4&!
!
(#!
Capítulo 8
T E C N O L O G Í AS V I A B L ES D E PR O DU C C I Ó N D E B I O E T A N O L A PA R T IR D E
SO R G O E N M É X I C O
C ristina Chuck Hernández
Esther Pérez Carrillo
Sergio O . Serna Saldívar
Departamento de Biotecnología e Ingeniería de Alimentos, Tecnológico de Monterrey @ Campus Monterrey

!"#$"%&'(&)*(+",-.#&'(&/-0++(",10+(2&3&/-0*+0,(202&&4&!
!
($!
IN T R O DU C C I Ó N
El etanol como combustible
La disminución de las reservas petroleras y el impacto ambiental a largo plazo junto con el gran
potencial de mercados emergentes han llevado a la búsqueda de medios de combustibles líquidos alternos.
Las opciones de automóviles alternativos constituyen un grupo muy variado e incluyen aquellos que
funcionan con electricidad, energía solar, energía eólica, así como los que utilizan un sistema de
combustión interna con nuevos combustibles como metano, metanol y etanol (Byrne y Polonsky, 2001).
Dentro de las fuentes renovables que surgen como posible solución a los problemas de contaminación
ambiental una de las que ha generado mucho interés es el etanol. El uso de etanol en motores de
combustión interna podría poner en gran parte remedio al problema de contaminación atmosférica
(Camps-Michelena, 2002).
El etanol obtenido a partir de un proceso de fermentación utilizado como combustible ha tenido
muchos ciclos de crecimiento y disminución desde 1860 (Madson y Monceaux, 1995), cuando Henry Ford
creía que el etanol era el mejor combustible para automóviles. Fue este inventor quien desarrolló una
tecnología para ajustar el sistema de operación tanto con etanol como con gasolina. Sin embargo, la gran
depresión económica de la década de 1930 propició la perdida de interés en el etanol como combustible.
No fue sino hasta mediados de la década de 1950 y a principios de 1960, que se revivió el interés en el uso
del etanol (Scheller, 1981).
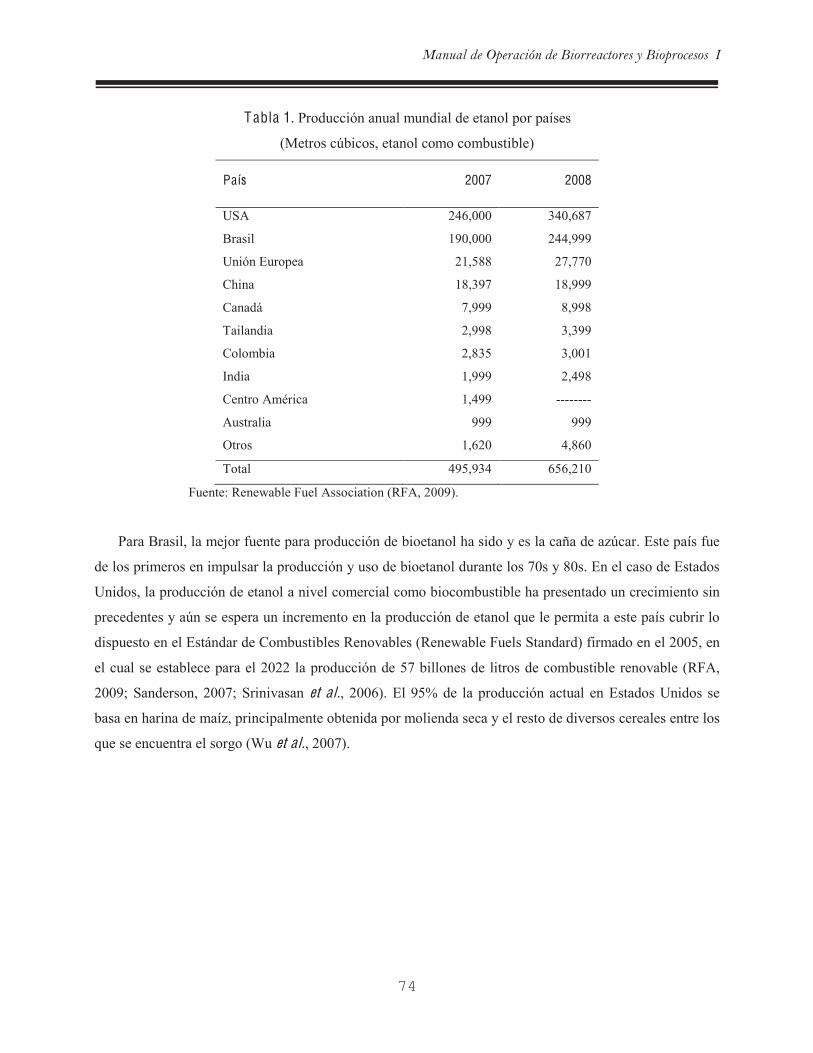
En los últimos dos años se ha presentado un incremento importante en la producción mundial de
etanol y más del 80% se concentra actualmente en Brasil y Estados Unidos (Tabla 1). Sólo en Estados
Unidos, la producción de etanol se ha triplicado desde el 2003 (RFA, 2009). Es de destacar que México
aún no figura en los primeros diez productores de etanol en el mundo.
!"#$"%&'(&)*(+",-.#&'(&/-0++(",10+(2&3&/-0*+0,(202&&4&!
!
(%!
Tabla 1. Producción anual mundial de etanol por países
(Metros cúbicos, etanol como combustible)
País 2007 2008
USA 246,000 340,687
Brasil 190,000 244,999
Unión Europea 21,588 27,770
China 18,397 18,999
Canadá 7,999 8,998
Tailandia 2,998 3,399
Colombia 2,835 3,001
India 1,999 2,498
Centro América 1,499 --------
Australia 999 999
Otros 1,620 4,860
Total 495,934 656,210
Fuente: Renewable Fuel Association (RFA, 2009).
Para Brasil, la mejor fuente para producción de bioetanol ha sido y es la caña de azúcar. Este país fue
de los primeros en impulsar la producción y uso de bioetanol durante los 70s y 80s. En el caso de Estados
Unidos, la producción de etanol a nivel comercial como biocombustible ha presentado un crecimiento sin
precedentes y aún se espera un incremento en la producción de etanol que le permita a este país cubrir lo
dispuesto en el Estándar de Combustibles Renovables (Renewable Fuels Standard) firmado en el 2005, en
el cual se establece para el 2022 la producción de 57 billones de litros de combustible renovable (RFA,
2009; Sanderson, 2007; Srinivasan et al., 2006). El 95% de la producción actual en Estados Unidos se
basa en harina de maíz, principalmente obtenida por molienda seca y el resto de diversos cereales entre los
que se encuentra el sorgo (Wu et al., 2007).

!"#$"%&'(&)*(+",-.#&'(&/-0++(",10+(2&3&/-0*+0,(202&&4&!
!
(&!
Sorgo como materia prima
El sorgo y el maíz tienen aplicaciones prácticas análogas, pues se cultivan por su grano y por la
aplicación forrajera de sus tallos y hojas (Ibar-Albiñana, 1984). A diferencia del maíz, el sorgo resiste
mucho mejor las altas temperaturas. Es capaz de sufrir la sequía durante un período de tiempo bastante
largo y reiniciar su crecimiento cuando las condiciones de disponibilidad de agua se restablecen. Por otra
parte, necesita menos cantidad de agua que el maíz para producir un kilogramo de materia seca (Hulse et
al., 1980). Otras ventajas del cultivo de sorgo sobre el de maíz son una mejor tolerancia a la salinidad del
suelo, mayor facilidad para mecanizar el cultivo y mayor resistencia a los gusanos barredores del tallo
(Ibar-Albiñana, 1984). La importancia económica del sorgo radica en que ocupa el quinto lugar en
términos de volúmenes de producción mundial y es una de las principales fuentes de calorías y proteínas
para millones de personas en África y Asia (Waniska y Rooney, 2000).
El sorgo también es importante como alimento para ganado, uso que se da en los países desarrollados.
Durante el año 2007 se obtuvo una producción mundial aproximada de 63 millones de toneladas de grano
de sorgo (FAO, 2009), siendo México el cuarto productor en el ámbito mundial y el segundo en el
continente americano (Tabla 2).
Tabla 2. Producción de los principales países productores de sorgo a nivel mundial durante el año 2007.
País M iles de toneladas
Estados Unidos de América 12,635.73
Nigeria 9,058.00
India 7,150.00
México 6,202.92
Sudán 5,840.00
Argentina 2,794.97
China 2,434.90
Etiopía 2,173.60
Burkina Faso 1,619.59
Brasil 1,440.75
Australia 1,283.00
Total Mundial 63,375.60
Fuente: FAO (2009).
!"#$"%&'(&)*(+",-.#&'(&/-0++(",10+(2&3&/-0*+0,(202&&4&!
!
('!
La composición del grano de sorgo es muy parecida a la de otros cereales, especialmente a la del
maíz. Después del maíz, el grano de sorgo es el que tiene mayor valor energético total. Un kilogramo de
sorgo aporta más de 4400 kilocalorías (Ibar-Albiñana, 1984). El almidón representa desde la mitad hasta
tres cuartas partes del peso del grano, se caracteriza porque contiene de un 23 a un 30% de amilosa y del
70 al 77% de amilopectina (Waniska y Rooney, 2000). Los gránulos de almidón del sorgo son muy
parecidos a los de maíz en cuanto a su morfología, pues en ambos se encuentra en el rango de 6 a 24 ^4&
/+#-*.& /"7#$+.$& #'& 7$.)#*+.& #-& #'& /.$!.& 1D[^3& F"#& #-& #'& )%QY& 1DL^3<& A'& $%-!.& *#& !#'%6+-+Y%,+9-& *#'&
almidón de sorgo empieza a los 68°C y termina a los 76°C, mientras que para el maíz estas temperaturas
estas comprendidas entre los 62 y 72° C (Ibar-Albiñana, 1984).
Para el caso de las proteínas presentes en el grano de sorgo, estas se caracterizan por ser deficientes en
lisina, aminoácido esencial, seguido por treonina y triptófano (Waniska y Rooney, 2000). Las proteínas de
sorgo son menos digeribles que las de otros cereales. Estudios recientes realizados por Taylor y Taylor
1KLLK3&)"#/6$%-&F"#&'%&:#$)#-6%,+9-&*#&/.$!.&%")#-6%&'%&*+!#/6+5+'+*%*&(+-&>+6$.0&*#&/"/&7$.6#Q-%/<&Z%/&
proteínas se distribuyen en las diferentes fracciones del grano, de manera que aproximadamente el 19%
del contenido total se encuentra en el pericarpio y germen, en tanto que el resto se encuentran asociadas al
endospermo (Osorio-Morales, 1995). Las kafirinas han sido objeto de muchos estudios y parecen estar
relacionadas a la dureza del endospermo y disminución de la digestibilidad de las proteínas. Esta fracción
puede ser separada en cuatro sub:$%,,+.-#/&_-4&_K-4&`- ?&a-kafirinas y son similiares a las subfracciones de
'%&Y#Q-%&*#&)%QY<&Z%/&_-kafirinas, ricas en ácido glutámico, pueden ser extraídas con alcohol al 40-80%.
Z%/&`-kafirinas son extraídas con alcohol y agentes reductores debido a que están altamente entrecruzadas
con puentes bisulfuro. Son ricas en prolina y aminoácidos azufrados y parecen estar involucradas en la
:.$)%,+9-& *#& !$%-*#/& 7.'Q)#$./<& Z%/& a-kafirinas estas distribuidas dentro de las áreas oscuras de la
cubierta y periferia de los cuerpos proteicos. Se encuentran en el endospermo junto con las glutelinas
(Waniska y Rooney, 2000).
Las kafirinas, principales proteínas de reserva del sorgo y que conforman hasta el 80% de la proteína
total (Wong et al. 2009), tienden a formar puentes disulfuro de forma natural y este fenómeno se
incrementa durante las etapas de tratamiento térmico. Estos puentes disulfuro se generan con mayor
facilidad en las prolaminas del sorgo debido a que secuencias hidrofóbicas más grandes (Belton, 2006). La
interacción es tan importante en sorgo, que la digestibilidad de proteína, más que el contenido de almidón
ha sido sugerido como parámetro de predicción de eficiencia de fermentación (Wang et al., 2008). Este
fenómeno de entrecruzamiento tiene implicaciones tanto en nutrición humana como animal (Yan et al.,
2009), así como en procesos industriales de obtención de almidón y bioetanol a partir de sorgo.
!"#$"%&'(&)*(+",-.#&'(&/-0++(",10+(2&3&/-0*+0,(202&&4&!
!
((!
Los cereales como fuente de bioetanol en México
La producción de cereales en México se encuentra representada básicamente por el maíz que con sus
23 millones de toneladas anuales en el 2007 constituyó el 68% del volumen cosechado; también
representa el cultivo más importante en términos de aporte calórico para la población mexicana. La
canalización del maíz para usos diferentes al alimentario ha representado un gran debate en los últimos
años en los ámbitos políticos y sociales.
La reciente adopción de la Ley de Promoción y Desarrollo de los Bienergéticos, ha limitado el uso de
maíz como fuente de etanol sin previa autorización gubernamental. Esta situación obliga a los interesados
en el área de energía renovable a buscar alternativas viables de producción, en las cuales se conjuguen las
ventajas del uso de tecnologías maduras, como las desarrolladas para el material almidonoso, junto con la
disponibilidad de materias primas económica y socialmente convenientes.
El uso de sorgo como materia prima para la producción de bioetanol en países como México resulta
muy prometedor debido al gran potencial de un cultivo adaptado a condiciones climatológicas difíciles,
como las que predominan en el norte de nuestro país. México es uno de los mayores productores de sorgo
en el mundo con una cosecha anual de 6.2 millones de toneladas en el 2007 y con una productividad de
3.5 toneladas por hectárea sembrada (FAO 2009). Prácticamente toda la producción se destina a consumo
animal lo cual puede reducir un poco el estrés social y económico que supone el uso de cereales como
fuente de biocombustibles.
Estudios recientes para el uso de sorgo en la producción de bioetanol
Debido a las diferencias fisicoquímicas entre el sorgo y maíz, la adopción del primero como materia
prima para la producción de biocombustibles ha sido limitada. Sin embargo, en el sur y medio oeste de
Estados Unidos, así como en el Norte de México existe gran interés en la utilización del sorgo para fines
de obtención de bioetanol. Esta situación ha favorecido el desarrollo de grupos de investigación en
instituciones de educación superior, tales como el Tecnológico de Monterrey, campus Monterrey y la
Universidad de Kansas, entre otros. En donde se realizan investigaciones enfocadas a incrementar el
rendimiento de etanol a partir de sorgo, lo cual ha derivado en diferentes publicaciones y patentes de las
cuales se hace un recuento.

!"#$"%&'(&)*(+",-.#&'(&/-0++(",10+(2&3&/-0*+0,(202&&4&!
!
()!
Antes se puede decir que los factores que influyen en la productividad de sorgo durante la
fermentación son múltiples, pero pueden ser resumidos en: la digestibilidad de la proteína, las
interacciones proteína-almidón, la viscosidad de las mezclas harina-agua, la cantidad de compuestos
fenólicos y la relación entre amilosa-amilopectina, así como la formación de complejos amilosa-lípidos
durante los procesos de hidrólisis (Wang et al., 2008).
Zhan et al., (2003) y Wu et al., (2008) han estudiado el efecto de la variedad y el lugar de siembra del
sorgo, corroborando que estas variables influyen directamente en la composición química y física del
grano, lo cual a su vez vez tiene impacto en el rendimiento de producción de biocombustible. La
composición química resulta significativa en el rendimiento de bioetanol, específicamente el contenido de
almidón y de forma inversa al contenido de proteína, acorde con las conclusiones de Wang et al., (2008) y
Zhao et al., (2009). Wu et al., (2008) reportaron además una reducción en eficiencia de fermentación en
cultivos que fueron irrigados durante su desarrollo en campo.
Relacionado con la composición química del sorgo, el contenido de amilosa es otro de los factores
relacionado con la eficiencia de fermentación, a mayor contenido de amilosa la eficiencia de fermentación
se reduce (Wu et al., 2006). Los compuestos fenólicos también han sido estudiados, sobre todo los
taninos presentes en la testa de sorgos tipo III (Wang et al., 2008). Estos polímeros dan al grano
propiedades de resistencia contra el ataque de pájaros, insectos y hongos, pero al mismo tiempo limitan su
potencial nutrimental al ligar proteínas carbohidratos y minerales (Dykes y Rooney 2007).
El efecto de los compuestos fenólicos y las proteínas, sobre todo para la %-amilasa utilizada en la
licuefacción del almidón, ha sido sugerida como uno de los mecanismos de mejora en producción de
combustible a partir de sorgo rojo decorticado (Pérez-Carrillo y Serna-Saldívar 2007), sin embargo,
algunos datos aún sin publicar en nuestro grupo de investigación, sugieren que el efecto del
entrecruzamiento de las proteínas es aún más importante. Por otra parte, la influencia específica de los
taninos ha sido asociado de forma directa con la eficiencia de fermentación, en donde a mayor contenido
de taninos menor eficiencia de fermentación (Wu et al., 2007).
!"#$"%&'(&)*(+",-.#&'(&/-0++(",10+(2&3&/-0*+0,(202&&4&!
!
(*!
Ya en el proceso de obtención industrial de bioetanol, uno de los factores más importantes es además
del tipo de materia prima y sus características químicas, el tamaño de partícula con el cual se inicia la
hidrólisis. El hecho de reducir el tamaño de partícula de la materia prima permite incrementar la superficie
de exposición al medio, lo cual mejora la hidratación y la acción de las enzimas usadas en el proceso. Sin
embargo, cuando se utilizan partículas demasiado finas de cereales, se generan caldos más viscosos, con
una mayor relación solubles / insolubles que durante la evaporación requieren mayor inversión energética
(Naidu et al., 2007). Por esta razón es necesario encontrar el tamaño de partícula que maximice el uso de
energía, rubro que después de la materia prima, representa el costo más importante por unidad de
bioetanol.
Otro de los factores evaluados durante el proceso de producción es el efecto del pericarpio del sorgo,
componente en donde se encuentra la mayor cantidad de fibra, así como de fenólicos y en el caso de los
sorgos marrones, el mayor contenido de taninos. Rooney y Pfugfelder (1986) así como Rooney y Serna
Saldívar (2000) mencionan que el sorgo cuenta con un endospermo periférico con alto contenido de
proteína y algunos gránulos de almidón empacados de forma densa. De acuerdo a estos autores, la baja
digestibilidad de este cereal en alimentación animal, se relaciona directamente a la dureza de la capa de
subaleurona. Estas capas externas pueden removerse mediante decorticación, un proceso utilizado de
forma rutinaria en la molienda seca de sorgo (Serna-Saldívar, 2010).
El efecto de la decorticación como paso anterior a la T+*$9'+/+/&,.-&_-amilasa en la licuefacción ha
sido explorado por Corredor et al (2006) y Pérez-Carrillo et al., (2008), encontrando incrementos
significativos en el rendimiento de azúcares reductores obtenidos durante la licuefacción. Otra alternativa
tecnológica que ha sido evaluada en México es el uso del rolado al vapor antes de la molienda del sorgo,
tratamiento que rompe la estructura del endospermo, mejorando la eficiencia de la licuefacción hasta
niveles comparables a los obtenidos en maíz (Chuck-Hernández, et al., 2009).
!"#$"%&'(&)*(+",-.#&'(&/-0++(",10+(2&3&/-0*+0,(202&&4&!
!
)+!
Tecnologías novedosas de producción de bioetanol a partir de sorgo desar rolladas en el I T ESM
Decorticación y adición de proteasas
El objetivo principal de la decorticación es la remoción de las capas mas externas de las cariópsides,
empezando por el pericarpio. La remoción del pericarpio disminuye la concentración de pigmentos, fibra
y cenizas. Para producir granos perlados se utilizan sistemas tradicionales de molienda o decorticadores
mecánicos equipados con discos abrasivos. Una vez concluido el proceso de perlado se remueve el
material que se desprendió del grano. Para lo cual se utilizan cribas y sistemas de aspiración (Munck,
1995; Anglani, 1998; Yetneberk, et al., 2005).
Por otra parte, Moheno-Pérez et al., (1997) observó que cuando se adicionan las enzimas
degradadoras de pared celular junto con la solución de remojo (una sola etapa) no mejoran el rendimiento
para la obtención de almidón a partir de sorgo entero. En un estudio posterior, Serna-Saldívar y Mezo-
Villanueva (2003), observaron que el uso de enzimas degradadoras de la pared celular incrementaban de
manera significativa el rendimiento y recuperación de almidón, cuando se adicionan en etapa posterior al
remojo al grano molido en una concentración de 120 FBG/100 mL de grano.
En el trabajo reportado por Pérez-Carrillo et al., (2008), se aplicó un proceso de decorticación con el
objetivo de remover el 10% del peso original del grano, posteriormente se sometió a una molienda seca.
La adición de proteasa se hizo en la etapa previa de calentamiento a la licuefacción-sacarificación-
fermentación típica de un proceso de producción de bietanol. Los rendimientos obtenidos se observan en
la Tabla 3 y se puede observar que existe una interacción sinérgica en la utilización de decorticación y
proteasa.
!"#$"%&'(&)*(+",-.#&'(&/-0++(",10+(2&3&/-0*+0,(202&&4&!
!
)"!
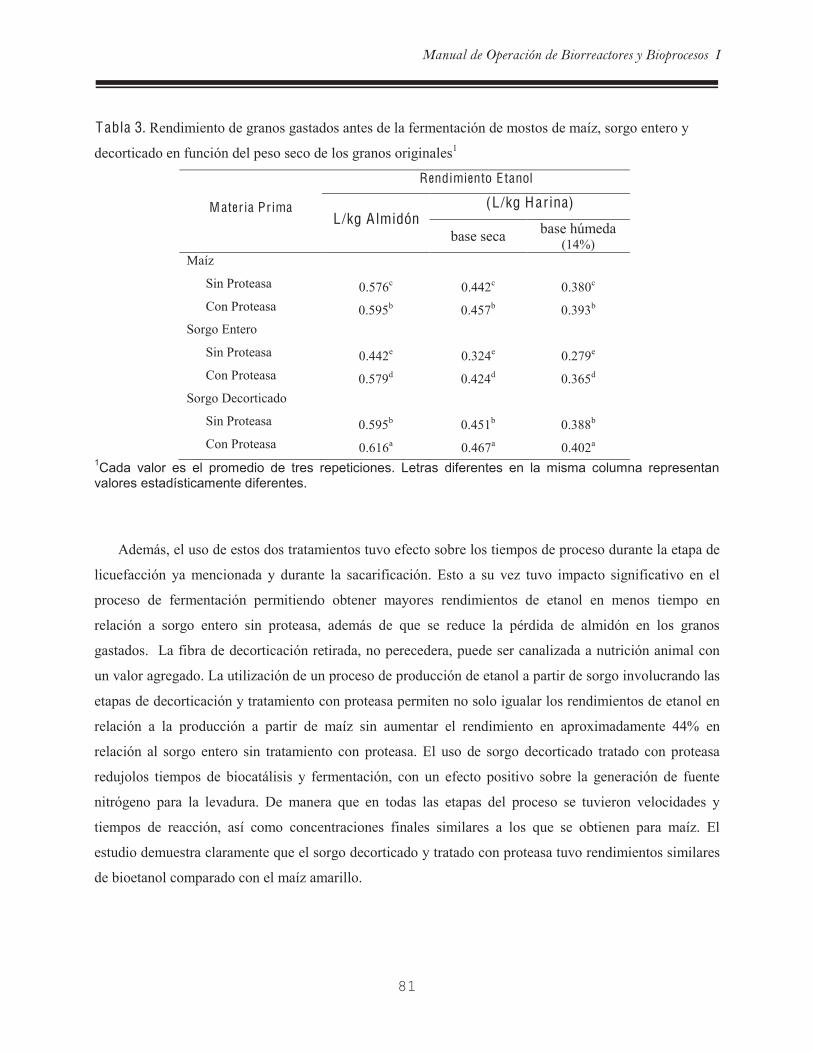
Tabla 3. Rendimiento de granos gastados antes de la fermentación de mostos de maíz, sorgo entero y
decorticado en función del peso seco de los granos originales1
1Cada valor es el promedio de tres repeticiones. Letras diferentes en la misma columna representan
valores estadísticamente diferentes.
Además, el uso de estos dos tratamientos tuvo efecto sobre los tiempos de proceso durante la etapa de
licuefacción ya mencionada y durante la sacarificación. Esto a su vez tuvo impacto significativo en el
proceso de fermentación permitiendo obtener mayores rendimientos de etanol en menos tiempo en
relación a sorgo entero sin proteasa, además de que se reduce la pérdida de almidón en los granos
gastados. La fibra de decorticación retirada, no perecedera, puede ser canalizada a nutrición animal con
un valor agregado. La utilización de un proceso de producción de etanol a partir de sorgo involucrando las
etapas de decorticación y tratamiento con proteasa permiten no solo igualar los rendimientos de etanol en
relación a la producción a partir de maíz sin aumentar el rendimiento en aproximadamente 44% en
relación al sorgo entero sin tratamiento con proteasa. El uso de sorgo decorticado tratado con proteasa
redujolos tiempos de biocatálisis y fermentación, con un efecto positivo sobre la generación de fuente
nitrógeno para la levadura. De manera que en todas las etapas del proceso se tuvieron velocidades y
tiempos de reacción, así como concentraciones finales similares a los que se obtienen para maíz. El
estudio demuestra claramente que el sorgo decorticado y tratado con proteasa tuvo rendimientos similares
de bioetanol comparado con el maíz amarillo.
Mater ia Prima
Rendimiento E tanol
L/kg A lmidón (L/kg Harina)
base seca base húmeda (14%)
Maíz
Sin Proteasa 0.576c 0.442c 0.380c
Con Proteasa 0.595b 0.457b 0.393b
Sorgo Entero
Sin Proteasa 0.442e 0.324e 0.279e
Con Proteasa 0.579d 0.424d 0.365d
Sorgo Decorticado
Sin Proteasa 0.595b 0.451b 0.388b
Con Proteasa 0.616a 0.467a 0.402a
!"#$"%&'(&)*(+",-.#&'(&/-0++(",10+(2&3&/-0*+0,(202&&4&!
!
)#!
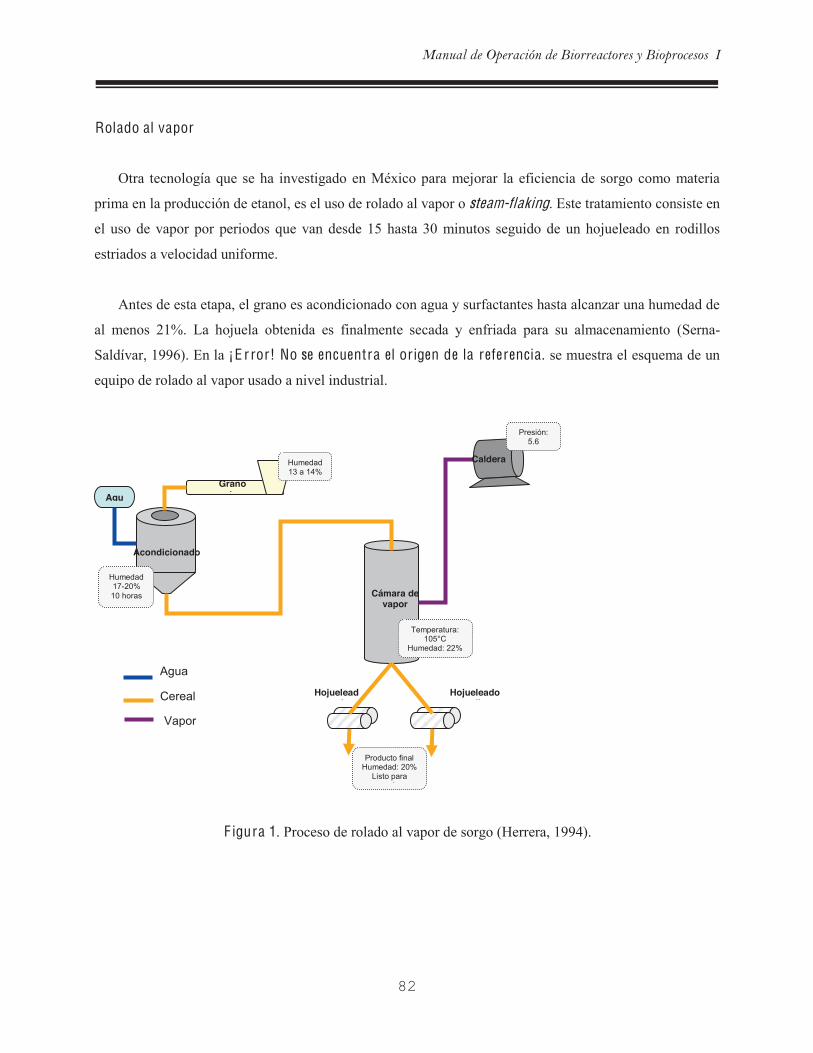
Rolado al vapor
Otra tecnología que se ha investigado en México para mejorar la eficiencia de sorgo como materia
prima en la producción de etanol, es el uso de rolado al vapor o steam-flaking. Este tratamiento consiste en
el uso de vapor por periodos que van desde 15 hasta 30 minutos seguido de un hojueleado en rodillos
estriados a velocidad uniforme.
Antes de esta etapa, el grano es acondicionado con agua y surfactantes hasta alcanzar una humedad de
al menos 21%. La hojuela obtenida es finalmente secada y enfriada para su almacenamiento (Serna-
Saldívar, 1996). En la ¡E r ror! No se encuentra el origen de la referencia. se muestra el esquema de un
equipo de rolado al vapor usado a nivel industrial.
F igura 1. Proceso de rolado al vapor de sorgo (Herrera, 1994).
Agu
Agua
Cereal
Vapor
Acondicionado
Cámara de vapor
Hojueleador I
Hojueleador II
Caldera Humedad 13 a 14%
Humedad 17-20%
10 horas
Grano entero
Presión: 5.6
2
Temperatura: 105°C
Humedad: 22%
Producto final Humedad: 20%
Listo para secado y
!"#$"%&'(&)*(+",-.#&'(&/-0++(",10+(2&3&/-0*+0,(202&&4&!
!
)$!
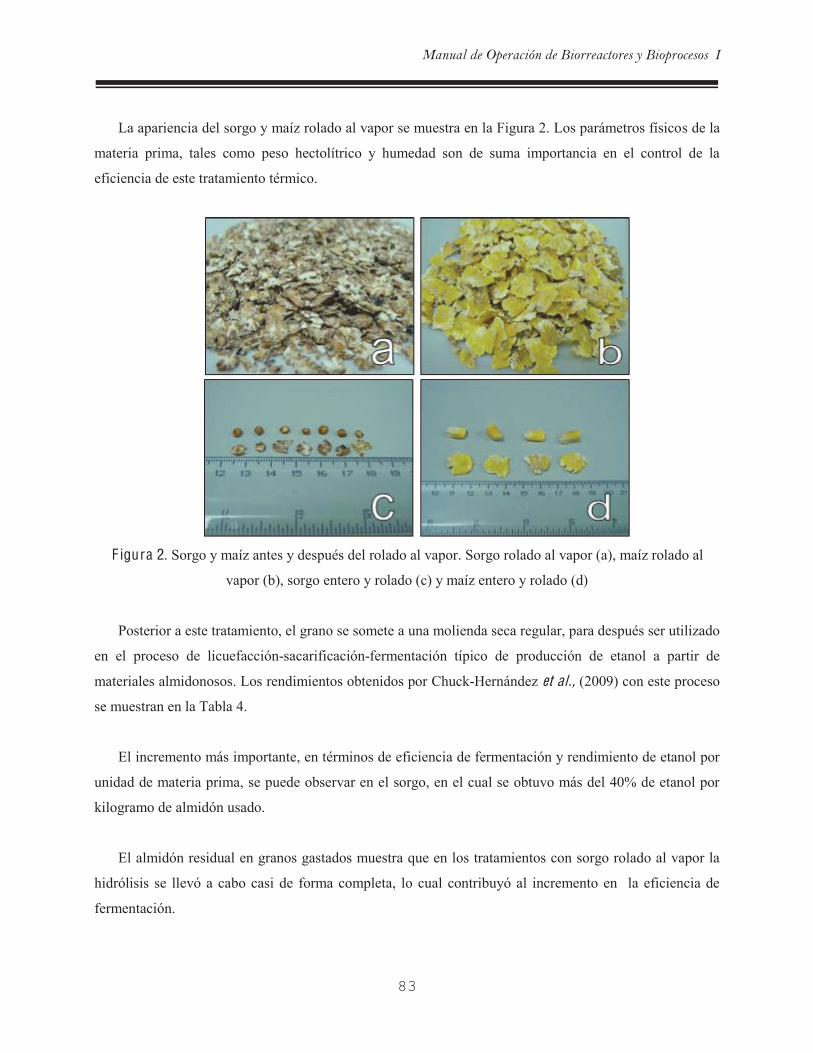
La apariencia del sorgo y maíz rolado al vapor se muestra en la Figura 2. Los parámetros físicos de la
materia prima, tales como peso hectolítrico y humedad son de suma importancia en el control de la
eficiencia de este tratamiento térmico.
F igura 2. Sorgo y maíz antes y después del rolado al vapor. Sorgo rolado al vapor (a), maíz rolado al
vapor (b), sorgo entero y rolado (c) y maíz entero y rolado (d)
Posterior a este tratamiento, el grano se somete a una molienda seca regular, para después ser utilizado
en el proceso de licuefacción-sacarificación-fermentación típico de producción de etanol a partir de
materiales almidonosos. Los rendimientos obtenidos por Chuck-Hernández et al., (2009) con este proceso
se muestran en la Tabla 4.
El incremento más importante, en términos de eficiencia de fermentación y rendimiento de etanol por
unidad de materia prima, se puede observar en el sorgo, en el cual se obtuvo más del 40% de etanol por
kilogramo de almidón usado.
El almidón residual en granos gastados muestra que en los tratamientos con sorgo rolado al vapor la
hidrólisis se llevó a cabo casi de forma completa, lo cual contribuyó al incremento en la eficiencia de
fermentación.
Copyright © 2022 FDOKUMEN