
T08627.pdf - Red UAO Home
215
PROPUESTA DE REPOTENCIACION DEL SISTEMA DE CONTROL DE PROCESO DE MOLIENDA Y TRANSPORTE DE UNA PLANTA TRITURADORA CRISTHIAN CAMILO SEDAS - 2126599 JUAN CAMILO ARANGO AYALA - 2110141 UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA PROGRAMA INGENIERÍA MECATRÓNICA SANTIAGO DE CALI 2019
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of T08627.pdf - Red UAO Home

PROPUESTA DE REPOTENCIACION DEL SISTEMA DE CONTROL DE PROCESO DE MOLIENDA Y TRANSPORTE DE UNA PLANTA TRITURADORA
CRISTHIAN CAMILO SEDAS - 2126599 JUAN CAMILO ARANGO AYALA - 2110141
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA PROGRAMA INGENIERÍA MECATRÓNICA
SANTIAGO DE CALI 2019

PROPUESTA DE REPOTENCIACION DEL SISTEMA DE CONTROL DE PROCESO DE MOLIENDA Y TRANSPORTE DE UNA PLANTA TRITURADORA
CRISTHIAN CAMILO SEDAS - 2126599 JUAN CAMILO ARANGO AYALA – 2110141
Pasantía institucional Para optar al título de Ingeniero Mecatrónico
Director WILLIAM GUTIERREZ MARROQUÍN
Magister en ingeniería
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA PROGRAMA INGENIERÍA MECATRÓNICA
SANTIAGO DE CALI 2019

3
Nota de aceptación:
Aprobado por el Comité de Grado en cumplimiento de los requisitos exigidos por la Universidad Autónoma de Occidente para optar al título de Ingeniero Mecatrónico
Edgard Francisco Arcos Jurado
Santiago de Cali, 23 de Abril de 2019

4
Dedico este trabajo principalmente a Dios, por haberme dado la vida y permitirme el haber llegado hasta este momento tan importante de mi formación profesional. A mi madre Emma, que con su demostración de madre ejemplar me ha enseñado a no desfallecer ni rendirme ante nada y siempre perseverar a través de sus sabios consejos. A mi amada esposa Jennifer, por su apoyo y ánimo que me brinda día a día para alcanzar nuevas metas, tanto profesionales como personales y por último y más importante a mi hija Laura Sofía a quien siempre amare y cuidare para verla hecha como una persona capaz y que pueda valerse por sí misma.
Christian Camilo Sedas Delgado

5
Dedico este trabajo principalmente a Dios, por protegerme durante todo mi camino y dame fuerzas para superar obstáculos y dificultades a lo largo de toda mi vida. A mi padre Carlos Alberto, por ser el más grande ejemplo de hombre que he tenido en mi vida y motivarme a seguir cada día más adelante con mis ideales y objetivos. A mi madre Luz Marina, que sin duda alguna en el trayecto de mi vida me ha demostrado su amor, corrigiendo mis faltas y celebrando mis triunfos. A mi hermano Danny Pool y mi primo Gonzalo Alfredo, que con sus consejos me han ayudado a afrontar los retos que se me han presentado a lo largo de mi vida. Agradezco a mis tías y tíos, Rossana, Myriam, Gerardo y Antonio quienes con su ayuda, cariño y comprensión han sido parte fundamental en mi vida. Pero en especial dedico este trabajo a mis dos abuelas Aura María y Briseida, que siempre las tengo presente en mi vida. Y sé que están orgullosas de la persona en la cual me he convertido. Y, por último, pero no menos importante a mi enamorada Angie Valentina, que durante este tiempo ha sabido apoyarme para continuar y nunca renunciar, gracias por su amor incondicional y por su ayuda en mi proyecto.
Juan Camilo Arango Ayala
6
AGRADECIMIENTOS
Queremos agradecer en primer lugar a Dios, por guiarnos en el camino y fortalecernos espiritualmente para empezar un camino lleno de éxito.
Así, queremos mostrar nuestra gratitud a todas aquellas personas que estuvieron presentes en la realización de esta meta, de este sueño que es tan importante para nosotros, agradecer todas sus ayudas, sus palabras motivadoras, sus conocimientos, sus consejos y su dedicación.
Mostramos nuestros más sinceros agradecimientos a nuestro director de proyecto, quien con su conocimiento y su guía fue una pieza clave para que lográramos desarrollar una clave de hechos que fueron imprescindibles para cada etapa de desarrollo de este trabajo.
A nuestros compañeros, quienes a través del tiempo fuimos fortaleciendo una amistad y creando una familia, muchas gracias por toda su colaboración, por convivir todo este tiempo con nosotros, por compartir experiencias, alegrías, frustraciones, llantos, tristezas, peleas, celebraciones y múltiples factores que ayudaron a que hoy seamos como una familia, por aportarnos confianza y por crecer juntos en este proyecto, muchas gracias.
A la empresa de SEAM INGENIERIA y a la familia Castañeda por brindarnos la oportunidad de realizar este proyecto y guiarnos para el desarrollo de este proyecto.
Por último, queremos agradecer a la base de todo, a nuestras familias, en especial a nuestros padres, que quienes con sus consejos fueron el motor de arranque y nuestra constante motivación, muchas gracias por su paciencia y comprensión, y sobre todo por su amor.
¡Muchas gracias por todo!
Christian Camilo Sedas Delgado
Juan Camilo Arango Ayala
7
CONTENIDO
pág.
RESUMEN 18
INTRODUCCIÓN 19
1 PLANTEAMIENTO DEL PROBLEMA 20
2 JUSTIFICACION 23
3 OBJETIVOS 24
3.1 OBJETIVO GENERAL 24
3.2 OBJETIVOS ESPECIFICOS 24
4 MARCO TEORICO 25
4.1 AUTOMATIZACION DE PROCESOS INDUSTRIALES 25
4.2 ALGORITMOS DE CONTROL 25
4.2.1 Control secuencial. 25
4.2.2 Control por regulación continua 26
4.3 SENSORES 27
4.4 ARQUITECTURA DE CONTROL 27
4.4.1 Controlador lógico programable (PLC) 27
4.5 VARIADOR DE VELOCIDAD 29
4.6 ARRANCADORES SUAVES 34
8
5 DESARROLLO DEL PLANTEAMIENTO DE LA MISION DEL PROYECTO 36
5.1. IDENTIFICACION DE NECESIDADES 36
5.1.1 Diagrama de afinidad. 37
5.1.2 Importancia de las necesidades. 38
5.2. CASA DE LA CALIDAD (QFD) 40
5.3. GENERACION DE CONCEPTO 42
5.1.3 Descomposición funcional. 42
5.1.4 Exploración de soluciones. 44
5.1.5 Diagrama de combinación de conceptos. 45
6 CONCEPTOS A DESARROLLAR 46
6.1 CONCEPTO 1 46
6.2 CONCEPTO 2 47
6.3 CONCEPTO 3 47
7 CONCEPTO ELEGIDO 48
7.1 CUMPLIMIENTO DE LAS NORMAS NTC según LA RETIE 49
7.2 TABLEROS 51
8 DISEÑO DETALLADO 53
9 DISEÑO PARA MANUFACTURA 58
10 DISEÑO PARA ENSAMBLE 60
9
11 DISEÑO INDUSTRIAL 64
12 DISEÑO DE LA LOGICA SECUENCIAL PARA EL SISTEMA DE TRANSPORTE Y TRITURADO DE LA PLANtA 66
12.1 DISEÑO DEL GRAFCET 67
12.1.1 Grafcet de entrada fallo. 70
12.1.2 Grafcet de paro de emergencia. 71
12.2 DIAGRAMA DE CONEXIÓN 72
12.2.1 Entradas al PLC. 72
12.2.2 Esquema de conexión de entradas al PLC. 77
12.2.3 Salidas del PLC. 77
12.2.4 Esquema de conexión de salida del PLC. 78
12.3 MONTAJE ELECTRICO 78
12.3.1 Configuración y montaje de variador de velocidad. 78
12.3.2 Arrancadores suaves. 81
12.3.3 Diagrama de fuerza para el sistema de transporte y triturado de la planta. 89
13 SIMULACION DEL SISTEMA DE TRITURACION Y TRANSPORTE 92
14 COMPONENTES PARA EL SISTEMA 108
14.1 SENSOR DE PROXIMIDAD 108
14.2 SENSOR DE METALES 110
14.3 CONTACTORES 111
14.4 PROTECCIONES 115

10
14.4.1 MAGNETICAS 116
14.4.2 Termicas 118
14.4.3 Termomagneticas 120
14.4.4 Calibre De Cable 123
15 ANALISIS FINANCIERO 126
15.1 COTIZACION DE ELEMENTOS PARA ELABORACION DE ESTRUCTURA ARMARIO ELECTRICO Y MESA DE CONTROL. 126
15.2 COTIZACION DE ELEMENTOS PARA EL MONTAJE DEL SISTEMA DE CONTROL. 127
15.3 COTIZACION DE ELEMENTOS ADICIONALES PARA EL MONTAJE DEL SISTEMA DE CONTROL. 127
15.4 COSTO DE MANO DE OBRA. 128
15.4.1 COSTO DE PERSONAL. 128
16 GUÍA DE OPERACION 129
17 CONCLUSIONES 130
BIBLIOGRAFIA 131
ANEXOS 133

11
LISTA DE TABLAS
pág.
Tabla 1. Importancia de las necesidades interpretadas. 39
Tabla 2. Necesidades críticas. 40
Tabla 3. Resultados obtenidos de la casa de la calidad "QFD" para las necesidades del cliente. 41
Tabla 4. Resultados obtenidos de la casa de la calidad "QFD" para las unidades métricas. 42
Tabla 5. Resumen de conceptos. 46
Tabla 6. Normatividad para tableros. 51
Tabla 7. Manufactura de armario eléctrico. 58
Tabla 8 Manufactura para panel de control 59
Tabla 9 Resumen de operaciones de ensamble de armario. 61
Tabla 10 Tiempo de ensamble de armario eléctrico. 62
Tabla 11 Resumen de operaciones de ensamble de panel de control. 62
Tabla 12 Tiempo de ensamble de panel de control. 63
Tabla 13. Entradas y salidas del PLC 73
Tabla 14. Salidas del PLC. 77
Tabla 15. Tabla de características y datos del sensor de proximidad 109
Tabla 16. Tabla de características y datos del sensor de metales 111
Tabla 17. Tabla de categorías de motores 112
Tabla 18. Tabla de valores eléctricos de los motores en la planta trituradora y transportadora. 113
Tabla 19. Tabla de referencias de contactores a usar en la planta trituradora y transportadora. 114

12
Tabla 20. Características de contactores de la marca GE 115
Tabla 21. Corriente de fusible. 117
Tabla 22. Características de protecciones magnéticas de la marca GE 118
Tabla 23 Características de protecciones térmicas de la marca GE 119
Tabla 24. Corriente de protección 121
Tabla 25. Características de protecciones termo magnéticas de la marca GE 123
Tabla 26. Tabla de referencia de cables 125
Tabla 27. Presupuesto de elaboración de estructura de armario eléctrico y mesa de control 126
Tabla 28. Presupuesto de elaboración de sistema de control 127
Tabla 29. Presupuesto de Elementos adicionales para el montaje del sistema de control 127
Tabla 30. Costo de Mano de Obra 128
Tabla 31. Costo de personal 128

13
LISTA DE ILUSTRACIONES
pág.
Ilustración 1. Tableros CCM Sistema Secundario y Terciario. 21
Ilustración 2 Ejemplo de un sistema secuencial 26
Ilustración 3. Esquema de funcionamiento de un sensor 27
Ilustración 4. Módulo PLC. 28
Ilustración 5. Arrancador suave 34
Ilustración 6. Diagrama de afinidad. 38
Ilustración 7. Caja negra del control de los procesos de molienda y transporte. 43
Ilustración 8. Caja transparente de control de los procesos de molienda y transporte. 44
Ilustración 9. Diagrama de combinación de conceptos. 45
Ilustración 10. Concepto número 1 de solución. 46
Ilustración 11. Concepto número 2 de solución 47
Ilustración 12.Concepto número 3 de solución 47
Ilustración 13. Modelo de tubería para almacenar cable eléctrico. 49
Ilustración 14. Tubos Conduit 50
Ilustración 15. Vista isométrica de armario eléctrico. 53
Ilustración 16. Vista lateral con medidas del armario eléctrico. 54
Ilustración 17. Vista frontal con medidas del armario eléctrico. 54
Ilustración 18. Vista superior con medidas del armario eléctrico. 55
Ilustración 19 Vista isométrica de panel de control 55
Ilustración 20 Vista superior con medidas de panel de control 56
14
Ilustración 21 Vista frontal con medidas de panel de control 56
Ilustración 22 Vista lateral con medidas de panel de control 57
Ilustración 23. Árbol de ensamble armario eléctrico. 60
Ilustración 24. Árbol de ensamble de panel de control 61
Ilustración 25. Importancia de los componentes de diseño industrial. 65
Ilustración 26. Diagrama de flujo del funcionamiento de la planta transportadora y trituradora 66
Ilustración 27. Grafcet de nivel 3 secuencia lógica parte 1 68
Ilustración 28. Grafcet de nivel 3 secuencia lógica parte 2. 69
Ilustración 29. Grafcet de entrada a fallo. 71
Ilustración 30. Grafcet de Parada de Emergencia. 72
Ilustración 31. Variador de velocidad SCHNEIDER ATV 312 HU75N4. 79
Ilustración 32. Ajuste de parámetros de SCHNEIDER ATV 312 HU75N4 80
Ilustración 33. Estructura de programación del arranque del motor para el SCHNEIDER ATV 312 HU75N4 81
Ilustración 34. Arrancador suave ALTISTART 48 ATS48C17Y 208-690V. 82
Ilustración 35. Instrucción de conexión del arrancador suave ALTISTART 48 ATS48C17Y 208-690V 83
Ilustración 36. Instrucción de conexión del arrancador suave ALTISTART ATS48C25Y 209-690. 85
Ilustración 37. Isométrico de arrancador suave SIEMENS SIRIUS 3RW4446-6BC34. 86
Ilustración 38. Instrucción de conexión estándar del arrancador suave SIEMENS SIRIUS 3RW4446-6BC34. 87
Ilustración 39. Frontal de arrancador suave ALTISTART ATS48C11Y. 88

15
Ilustración 40. Instrucción de conexión del arrancador suave ALTISTART ATS48C11Y. 88
Ilustración 41. Diagrama de fuerza 1. 89
Ilustración 42. Diagrama de fuerza 2. 89
Ilustración 43. Diagrama de fuerza 3. 90
Ilustración 44. Diagrama de fuerza 4. 90
Ilustración 45. Simulación de Ladder 1. 92
Ilustración 46. Simulación de Ladder 2. 93
Ilustración 47. Simulación de Ladder 3. 94
Ilustración 48. Simulación de Ladder 4. 95
Ilustración 49. Simulación de Ladder 4. 96
Ilustración 50. Simulación de Ladder 5 97
Ilustración 51. Simulación de Ladder 6. 98
Ilustración 52. Simulación de Ladder 7. 99
Ilustración 53. Simulación de Ladder 8. 100
Ilustración 54. Simulación de Ladder 10. 101
Ilustración 55. Simulación de Ladder 10 103
Ilustración 56. Simulación de Ladder 11. 105
Ilustración 57. Simulación de Ladder 52 105
Ilustración 58. Simulación de Ladder 13. 106
Ilustración 59. Simulación en SCADA 1. 106
Ilustración 60. SIMULACION EN SCADA 2. 107
Ilustración 61. Sensor UMT30-350-A-IUD-L5 M30 108
Ilustración 62. Sensor I22006 110
Ilustración 63. Pantalla de Inicio del sistema de control 135
16
Ilustración 64. Seleccionador de tipo de ciclo. 136
Ilustración 65 Selección de secuencia de operación 137
Ilustración 66. Funcionamiento de conos y amperímetros. 138
Ilustración 67. Control de motores semiautomático o manual. 139
Ilustración 68. Entradas digitales del sistema. 140
Ilustración 69. Entradas digitales del sistema. 140
Ilustración 70. Entradas digitales del sistema. 141
Ilustración 71. Entradas análogas del sistema. 142
Ilustración 72. Salidas del sistema 1. 143
Ilustraci/ón 73. Salidas digitales del Sistema 2. 143
Ilustración 74. Salidas del sistema 3. 144

17
LISTA DE ANEXOS
pág.
ANEXO A. Casa de calidad 133
ANEXO B. Manual de usuario 135
ANEXO C. Norma ntc 2050 capitulo 3 145
ANEXO D. Requisitos generales según la norma ntc 2050 147
ANEXO E. Plano de partes de armario eléctrico 151
ANEXO F. Plano de partes de la mesa de control 156
ANEXO G. Datos técnicos del arrancador suave altistart 48 ATS48C 17Y 208-609V 163
ANEXO H. Datos técnicos del arrancador suave altistart ATS48C25Y 209-690V. 167
ANEXO I. Datos técnicos del arrancador suave siemens sirius 3RW4446-6BC34 170
ANEXO J. Datos técnicos del arrancador suave altistart ATS48C11Y 172
ANEXO K. Datos técnicos de variador de velocidad ATV312 176
ANEXO L. Datos técnicos de contactores 178
ANEXO M. Datos técnicos de protecciones magnéticas 179
ANEXO N. PLANOS ESQUEMATICOS DEL SISTEMA DE CONTROL. 180
ANEXO O. Planos sinópticos del sistema de control. 203

18
RESUMEN
En el siguiente documento se tratará todo el proceso realizado para dar solución a la problemática presentada en la empresa SEAM INGENIERIA, como modalidad de pasantía institucional para la facultad de ingeniería y el programa de ingeniería Mecatrónica de la Universidad Autónoma de Occidente. En primera instancia se obtuvo información por medio de entrevistas con los operadores de la planta trituradora, supervisores y el gerente de la empresa para entender mejor el proceso que realizan en ella; con ello adquirir las restricciones del cliente (necesidades del cliente). El siguiente paso que se realizó fue el desarrollo de un marco teórico donde se reunió información sobre las distintas formas de automatizar procesos de trituración de piedra y transporte de arena, con la finalidad de elaborar los conceptos, dando solución a las necesidades del cliente; después se dio a escoger el concepto a usar teniendo en cuenta que pueda satisfacer completamente los requerimientos del cliente. Se realiza el diseño eléctrico teniendo en cuenta las especificaciones técnicas de los equipos previamente escogidos en donde, gracias a una secuencia lógica (Grafcet y Ladder); antes que todo teniendo en cuenta las reglamentaciones expresadas por la norma GEMMA obteniendo así diagramas de conexión, diagramas de fuerza y las tablas de entradas y salidas; luego se elaboró los planos de las piezas utilizando el software Solidworks para el modelamiento en 3D de la mesa de control y el armario eléctrico en donde se almacena estos sistemas de accionamiento. Y por último para la simulación se usó un software que nos permitió validar el funcionamiento del PLC en el sistema. Por último, se realiza la selección de los materiales y elementos que se van a utilizar en el sistema junto con las características brindadas por el fabricante o sus respectivos cálculos. Y con ello se genera el presupuesto real del proyecto.
Palabras clave: PLC, automatización, sistema, secuencia, proceso.
19
INTRODUCCIÓN
Actualmente, la globalización ha generado grandes cambios en el planteamiento estratégico de las empresas dado que el Cliente se ha convertido en la ficha clave dentro de la visión de las mismas, puesto que este es el que determina la demanda de los productos y/o servicios ofrecidos por estas; razón por la cual se debe responder de manera oportuna y eficiente a sus expectativas y necesidades.
Con ese condicionamiento, se requiere tener procesos eficientes que garanticen un alto nivel en la calidad de los productos, lo cual puede ser el resultado de la calidad en los procesos productivos y administrativos que se realizan dentro de la organización. Para ello las empresas deben trabajar en la productividad que está relacionada con los métodos de trabajo, los procesos eficientes, la mejora continua y el uso o implementación de la tecnología; de esta forma ser altamente competitiva.
El presente proyecto tiene como objetivo responder a las necesidades específicas de una planta trituradora, proponiendo alternativas de solución basadas en automatización industrial con el fin de mejorar la eficiencia de los procesos con los cuales se adquiere la grava y arena de diversos calibres.
Por otra parte, el desarrollo de este proyecto radica en la necesidad de garantizar la seguridad de las personas que realizan maniobras y/o actividades que generen o presenten algún tipo de riesgo a la integridad de las mismas, basándonos en las políticas desarrolladas por el Sistema Gestión Seguridad Salud Trabajo (SG-SST). Con lo cual, se plantea el uso de dispositivos en las máquinas que, dada una emergencia, se detenga la misma y se de aviso al personal de la planta.
20
1 PLANTEAMIENTO DEL PROBLEMA
Ingeocc s.a. es una empresa del sector minero, creada en octubre de 2002 en la ciudad de Yumbo, cuyo objeto social es la realización de todas las actividades relacionadas con la explotación, transformación y comercialización, de diferentes clases de minerales con énfasis en las rocas y materiales pétreos.1
Su proceso de producción consta de tres etapas catalogadas de la siguiente manera:
Sistema Primario. Sistema Secundario. Sistema Terciario. Las etapas se caracterizan por ser de trituración de material, siendo el primario el más robusto dado que es el inicial y en donde se toman las piedras extraídas de las montañas por medio de voladuras.
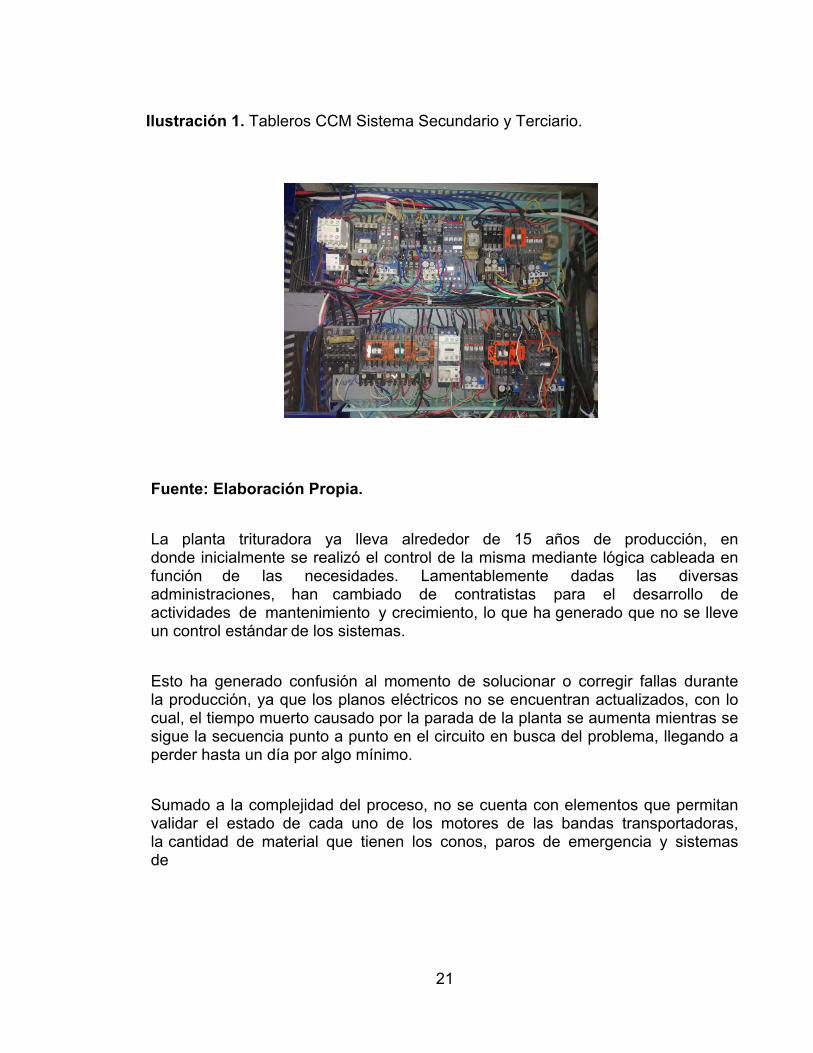
Los procesos de trituración a simple vista son muy sencillos, se traen piedras y por medio de máquinas se trituran hasta obtener el producto con las dimensiones requeridas. Sin embargo, no es tan sencillo y su complejidad va más allá dada la cantidad de dispositivos que se requieren para el funcionamiento de la planta.
Como se muestra en la
Ilustración 1, los tableros de control son de grandes dimensiones y en el interior se encuentran gran cantidad de elementos como lo son contactores, relevos, temporizadores, variadores y totalizadores entre otros.
1 Ingeocc (ingeniería y minería de occidente). ¿Quiénes somos? [En línea]. Santiago de cali; [Consultado el 8 de Agosto de 2018]. Disponible en internet: http://ingeocc.com/quienes-somos/.
21
Ilustración 1. Tableros CCM Sistema Secundario y Terciario.
Fuente: Elaboración Propia.
La planta trituradora ya lleva alrededor de 15 años de producción, en donde inicialmente se realizó el control de la misma mediante lógica cableada en función de las necesidades. Lamentablemente dadas las diversas administraciones, han cambiado de contratistas para el desarrollo de actividades de mantenimiento y crecimiento, lo que ha generado que no se lleve un control estándar de los sistemas.
Esto ha generado confusión al momento de solucionar o corregir fallas durante la producción, ya que los planos eléctricos no se encuentran actualizados, con lo cual, el tiempo muerto causado por la parada de la planta se aumenta mientras se sigue la secuencia punto a punto en el circuito en busca del problema, llegando a perder hasta un día por algo mínimo.
Sumado a la complejidad del proceso, no se cuenta con elementos que permitan validar el estado de cada uno de los motores de las bandas transportadoras, la cantidad de material que tienen los conos, paros de emergencia y sistemas de

22
seguridad, ni mucho menos se cuenta con la capacidad de hacer la medición de la cantidad de material granular en pilas que se genera en la planta automáticamente.
Y es debido a estos puntos por mejorar en la planta y a la cantidad de competencia que se tiene en el mercado que se llega a la siguiente pregunta problema:
¿Cómo mejorar la productividad en los procesos de molienda y transporte de materia prima de la Planta Trituradora con un sistema de control moderno?
23
2 JUSTIFICACION
Poco a poco las empresas van migrando y absorbiendo políticas de mejoramiento continuo fortaleciendo los departamentos de investigación y desarrollo, es por ello que la nueva administración de ingeocc s.a está en pro de establecer estrategias basadas en automatización que permitan alcanzar las metas de producción y ventas que se proponen.
Investigaciones internas han llevado a concluir que algunos de sus procesos no están a la vanguardia frente a su competencia en el mercado. Por ello han optado en empezar a mejorar sus procesos automatizándolos. Las ventajas de tener procesos automatizados son grandes, como: reducir costos, reducir el esfuerzo los colaboradores, enfrentar a un número de variables cada vez mayor, satisfacer expectativas de servicio, reducir al mínimo el tiempo de entrega y la pérdida de información. Para ellos resultaría muy rentable obtener dichos resultados, aplicándolo a sus procesos, ya que en el momento de la implementación del proyecto los beneficios llegarán a corto y mediano plazo.
Con la automatización, la producción de la empresa aumentara debido a la mejora de procesos, siendo más eficientes, y la eliminación de tiempos muertos generados por aquellas fallas a las cuales no se puedan dar solución pronta dada la complejidad que tiene el sistema de control actual.
En la actualidad, las fallas han ido aumentando, generando retrasos en la producción y entrega de material, lo que es causado por la ineficiencia del proceso como tal o las fallas que se hubieran podido detectar a tiempo.
De igual forma, al llevar un control preciso de cada actuador facilita el monitoreo de los mismos mejorando seguridad y el bienestar de todos aquellos colaboradores que intervienen en los procesos.
24
3 OBJETIVOS
3.1 OBJETIVO GENERAL
Diseñar un sistema de control automático para una planta trituradora basado en la automatización industrial, con el fin de mejorar la eficiencia en los procesos de molienda y transporte del material producido.
3.2 OBJETIVOS ESPECIFICOS
Realizar un levantamiento en planta de los procesos identificando su funcionamiento, tipos de control y las variables críticas del mismo. Diseñar un sistema de control que permita operar la planta de manera automática. Verificar el cumplimiento de los requerimientos del sistema para el proyecto a partir de la simulación del sistema propuesto. Realizar la evaluación del proyecto basado en el análisis financiero de la propuesta por medio de indicadores y análisis de costo/beneficio.
25
4 MARCO TEORICO
Para la realización de este proyecto, se tendrán en cuenta aquellos aspectos importantes al momento de diseñar el sistema acorde al medio y la necesidad del cliente, como secuencias de control, sistemas de accionamiento y adquisición de datos, sensores, transmisores de campo y sus componentes electrónicos los cuales se van a usar permitiéndonos la mejorar el sistema para que el factor de seguridad que esta vaya a poseer sea mayor al que se tiene actualmente. Todo esto recopilando de las teorías que se vieron durante el transcurso de la carrera y las cuales van a ser parte del proyecto.
4.1 AUTOMATIZACION DE PROCESOS INDUSTRIALES
Se define la automatización como el conjunto de métodos y procedimientos para la sustitución del operario en tareas físicas y mentales previamente programadas. Para la automatización de procesos se define como aquella parte del sistema en que, a partir de la entrada de material, energía e información, se genera una transformación sujeta a perturbaciones del entorno, que da lugar a la salida de material en forma de producto sin que se requiera de trabajo manual.
En cuanto al control de procesos industriales, se abarcan teorías de control básico de realimentación y acción PID, la instrumentación de control (sensores, actuadores, dispositivos electrónicos, etc.), la aplicación a procesos industriales, las diversas arquitecturas de control (feedback, feedforward, cascada, etc.) y la teoría de control avanzado (control predictivo, control multivariable, etc.). Estas teorías son esenciales para el desarrollo de productos Mecatrónicos y su implementación a la automatización de procesos industriales.
4.2 ALGORITMOS DE CONTROL
Entre los algoritmos de control presentes en la industria, cabe destacar el control secuencial y la regulación continua.
4.2.1 Control secuencial.
El control secuencial propone estados (operaciones a realizar para la transformación de la materia prima en producto) y transiciones (información relativa a sensores o elementos lógicos como temporizadores o contadores) en una
26
secuencia ordenada que identifica la evolución dinámica de los procesos controlado.
Ilustración 2 Ejemplo de un sistema secuencial
Fuente: Wikipedia. Lenguaje Ladder [imagen]. es.wikipedia [Consultado: 26 de Agosto de 2018]. Disponible en: https//es.wikipedia.org/wiki/Lenguaje_Ladder.
La ilustración 2 muestra una como se trabaja sistemas secuenciales a partir del uso de ladder o diagrama de escalera el cual está basado en los esquemas eléctricos de control clásicos.
4.2.2 Control por regulación continua
Un sistema que mantiene una relación determinada entre la salida y la entrada de referencia, comparándolas y usando la diferencia como medio de control, se denomina control por regulación continua o control por realimentación. Los tipos de controladores por regulación continua más utilizados en la industria son los controladores de tipo PID (proporciona, integral, derivativo) y sus variaciones como el PI o el PD dependiendo del tipo de planta que se vaya a controlar.

27
4.3 SENSORES
Los sensores en la industria es un objeto capaz de variar una propiedad ante magnitudes físicas o químicas, llamadas variables de instrumentación, y transformarlas con un transductor en variables eléctricas. Las variables de instrumentación pueden ser, por ejemplo: intensidad lumínica, temperatura, distancia, aceleración, inclinación, presión, desplazamiento, fuerza, torsión, humedad, movimiento, pH, etc. Una magnitud eléctrica puede ser una resistencia eléctrica (como en una RTD), una capacidad eléctrica (como en un sensor de humedad), una tensión eléctrica (como en un termopar), una corriente eléctrica, etc.
Ilustración 3. Esquema de funcionamiento de un sensor
Fuente: Aficionados a la mecánica. Sensores en el automóvil [imagen]. aficionadosalamecanica. [Consultado: 26 de Agosto de 2018]. Disponible en: http://www.aficionadosalamecanica.net/sensores.htm
4.4 ARQUITECTURA DE CONTROL
4.4.1 Controlador lógico programable (PLC)
El PLC es un dispositivo electrónico diseñado para realizar control de procesos industriales el cual puede ser programado fácilmente por el usuario y se utiliza en la industria para resolver problemas de secuencias en la maquinaria o procesos, ahorrando costos en mantenimiento y aumentando la confiabilidad de los equipos. Es importante conocer sus generalidades y lo que un PLC puede hacer por

28
un proceso, pues se podría estar gastando mucho dinero en mantenimiento y reparaciones, cuando estos equipos solucionan el problema y se pagan solos.
Además, programar un PLC resulta bastante sencillo. Anteriormente se utilizaban los sistemas de relevos, pero las desventajas que presentaban eran bastantes. La historia nos dice que fueron desarrollados por Ingenieros de la GMC (General Motors Company) para sustituir sus sistemas basados en relevadores. Sus siglas son el acrónimo de Controlador Lógico Programable (en inglés Programmable Logic Controller).
Ilustración 4. Módulo PLC.
Fuente: Unitronics. PLC [imagen]. unitronicsplc [Consultado: 26 de Agosto de 2018]. Disponible en: https://unitronicsplc.com/.
En la actualidad el campo de aplicación de un PLC es muy extenso. Se utilizan fundamentalmente en procesos de maniobras de máquinas, control, señalización, etc. La aplicación de un PLC abarca procesos industriales de cualquier tipo y ofrecen conexión a red; esto te permite tener comunicado un PLC con una PC y otros dispositivos al mismo tiempo, permitiendo hacer monitoreo, estadísticas y reportes. Dentro de las ventajas de este dispositivo están:
Ofrecen las mismas ventajas sobre la lógica cableada, principalmente por su variedad de modelos existentes.
Menor tiempo empleado en su elaboración.
Realizar modificaciones sin cambiar cableado.
29
La lista de materiales es muy reducida.
Mínimo espacio de aplicación.
Menor costo.
Mantenimiento económico por tiempos de paro reducidos.
4.5 VARIADOR DE VELOCIDAD
El Variador de Velocidad (VSD, por sus siglas en inglés Variable Speed Drive) es un conjunto de dispositivos que se emplean para controlar la velocidad giratoria de maquinaria, especialmente de motores. También es conocido como Accionamiento de Velocidad Variable (ASD, también por sus siglas en inglés Adjustable-Speed Drive). De igual manera, en ocasiones es denominado mediante el anglicismo Drive, costumbre que se considera inadecuada. La maquinaria industrial generalmente es accionada a través de motores eléctricos, a velocidades constantes o variables, pero con valores precisos. No obstante, los motores eléctricos generalmente operan a velocidad constante o casi-constante, y con valores que dependen del abastecimiento y de las características propias del motor, los cuales no se pueden modificar fácilmente. Para lograr regular la velocidad de los motores, se emplea un controlador de equipos especiales que recibe el nombre de variador de velocidad. Los variadores de velocidad se emplean en una amplia gama de aplicaciones industriales, como en ventiladores y equipo de aire acondicionado, equipo de bombeo, bandas y transportadores industriales, elevadores, llenadoras, tornos y fresadoras, etc. Un variador de velocidad puede consistir en la combinación de un motor eléctrico y el controlador que se emplea para regular la velocidad del mismo. La combinación de un motor de velocidad constante y de un dispositivo mecánico que permita cambiar la velocidad de forma continua (sin ser un motor paso a paso) también puede ser designado como variador de velocidad.
Velocidad como una forma de controlar un proceso
Entre las diversas ventajas en el control del proceso proporcionadas por el empleo de variadores de velocidad destacan:
Operaciones más suaves.

30
Control de la aceleración.
Distintas velocidades de operación para cada fase del proceso.
Compensación de variables en procesos variables.
Permitir operaciones lentas para fines de ajuste o prueba.
Ajuste de la tasa de producción.
Permitir el posicionamiento de alta precisión.
Control del Par motor (torque).
Tipos de variadores de velocidad
En términos generales, puede decirse que existen tres tipos básicos de variadores de velocidad: mecánicos, hidráulicos y eléctrico-electrónicos. Dentro de cada tipo pueden encontrarse más subtipos, que se detallarán a continuación. Cabe aclarar que los variadores más antiguos fueron los mecánicos, que se emplearon originalmente para controlar la velocidad de las ruedas hidráulicas de molinos, así como la velocidad de las máquinas de vapor.
Los variadores de velocidad mecánicos e hidráulicos generalmente son conocidos como transmisiones cuando se emplean en vehículos, equipo agroindustrial o algunos otros tipos de maquinaria.
Variadores mecánicos: pueden ser variadores de paso ajustable lo cual emplea poleas y bandas en las cuales el diámetro de una o más poleas puede ser modificado, también pueden ser variadores de tracción lo cual al momento de transmitir potencia a través de rodillos metálicos. La relación de velocidades de entrada/salida se ajusta moviendo los rodillos para cambiar las áreas de contacto entre ellos y así la relación de transmisión.
Variador hidrostático: consta de una bomba hidráulica y un motor hidráulico (ambos de desplazamiento positivo). Una revolución de la bomba o el motor
31
corresponde a una cantidad bien definida de volumen del fluido manejado. De esta forma la velocidad puede ser controlada mediante la regulación de una válvula de control, o bien, cambiando el desplazamiento de la bomba o el motor.
Variador hidrodinámico: emplea aceite hidráulico para transmitir parmecánico entre un impulsor de entrada (sobre un eje de velocidad constante) y unrotor de salida (sobre un eje de velocidad ajustable). También llamado acopladorhidráulico de llenado variable.
Variador hidroviscoso: consta de uno o más discos conectados con un eje deentrada, los cuales estará en contacto físico (pero no conectados mecánicamente)con uno o más discos conectados al eje de salida. El par mecánico (torque) setransmite desde el eje de entrada al de salida a través de la película de aceite entrelos discos. De esta forma, el par transmitido es proporcional a la presión ejercidapor el cilindro hidráulico que presiona los discos.
Variadores eléctricos-electrónicos: los variadores eléctrico-electrónicosincluyen tanto el controlador como el motor eléctrico, sin embargo, es prácticacomún emplear el término variador únicamente al controlador eléctrico. Losprimeros variadores de esta categoría emplearon la tecnología de los tubos devacío. Con los años después se han ido incorporando dispositivos de estado sólido,lo cual ha reducido significativamente el volumen y costo, mejorando la eficiencia yconfiabilidad de los dispositivos.
Variadores para motores de CC: Estos variadores permiten controlar lavelocidad de motores de corriente continua serie, derivación, compuesto yde imanes permanentes. Los variadores de velocidad son dispositivos que permitenvariar la velocidad de un motor controlado eléctricamente. Para el caso decualquiera de las máquinas anteriores se cumple la siguiente expresión:
Vt = k ∙ FM ∙ Nm
Donde:
Vt es el Voltaje terminal (V).
k es la constante de la máquina.
32
FM Flujo magnético producido por el campo (Wb)
Nm Velocidad mecánica (rpm).
Despejando la velocidad mecánica, se obtiene:
Nm =Vt
k ∙ FM
De lo cual se puede observarse que la velocidad mecánica de un motor de CC es directamente proporcional al voltaje terminal (VT) e inversamente proporcional al flujo magnético (FM), el cual a su vez depende de la corriente de campo (IF). Aprovechando esta situación es que este tipo de variadores puede controlar la velocidad de un motor de CC: controlando su voltaje terminal, o bien, manipulando el valor de la corriente de campo.
Variadores por corriente de Eddy: Es un variador que consta de un motor de velocidad fija y un embrague de corriente. El embrague contiene un rotor de velocidad fija (acoplado al motor) y un rotor de velocidad variable, separados por un pequeño entrehierro. Se cuenta, además, con una bobina de campo, cuya corriente puede ser regulada, la cual produce un campo magnético que determinará el par mecánico transmitido del rotor de entrada al rotor de salida. De esta forma, a mayor intensidad de campo magnético, mayor par y velocidad transmitidos, y a menor campo magnético menores serán el par y la velocidad en el rotor de salida. El control de la velocidad de salida de este tipo de variadores generalmente se realiza por medio de lazo cerrado, utilizando como elemento de retroalimentación un tacómetro de CA.
Variadores de deslizamiento operacionales: Este tipo de variadores se aplica únicamente para los motores de inducción de rotor devanado. En cualquier motor de inducción, la velocidad mecánica (Nm) puede determinarse mediante la siguiente expresión:
Nm =120 ∙ f ∙ (1 − s)
P
Donde s es el deslizamiento del motor, cuyo valor oscila entre 0 y 1. De esta forma, a mayor deslizamiento, menor velocidad mecánica del motor. El deslizamiento puede incrementarse al aumentar la resistencia del devanado del rotor, o bien, al

33
reducir el voltaje en el devanado del rotor. De esta forma es que puede conseguirse el control de la velocidad en los motores de inducción de rotor devanado. Sin embargo, este tipo de variadores es de menor eficiencia que otros, razón por la cual en la actualidad tiene muy poca aplicación.
Variadores para motores de CA: Los variadores de frecuencia (siglas AFD,del inglés Adjustable Frecuency Drive; o bien VFD Variable Frecuency Drive)permiten controlar la velocidad tanto de motores de inducción (asíncronos de jaulade ardilla o de rotor devanado), como de los motores síncronos mediante el ajustede la frecuencia de alimentación al motor.
Para el caso de un motor síncrono, la velocidad se determina mediante lasiguiente expresión:
Ns =120 ∙ f
P
Cuando se trata de motores de inducción, se tiene:
Nm =120 ∙ f ∙ (1 − s)
P
Donde:
Ns = Velocidad sincronia (Nm)
Nm = Velocidad mecánica (rpm)
f = Frecuencia de alimentacion (Hz)
s = deslizamiento (adimensional)
P = número de polos
Como puede verse en las dos expresiones anteriores, la frecuencia y la velocidad son directamente proporcionales, de tal manera que, al aumentar la frecuencia de

34
alimentación al motor, se incrementará la velocidad de la flecha, y al reducir el valor de la frecuencia disminuirá la velocidad del eje. Por ello es que este tipo de variadores manipula la frecuencia de alimentación al motor a fin de obtener el control de la velocidad de la máquina.
Estos variadores mantienen la razón Voltaje/ Frecuencia (V/Hz) constante entre los valores mínimo y máximos de la frecuencia de operación, con la finalidad de evitar la saturación magnética del núcleo del motor y además porque el hecho de operar el motor a un voltaje constante por encima de una frecuencia dada (reduciendo la relación V/Hz) disminuye el par del motor y la capacidad del mismo para proporcionar potencia constante de salida.
4.6 ARRANCADORES SUAVES
Un arrancador suave es un dispositivo electrónico que permite controlar el arranque y parada de motores de inducción, ayudando a proteger el motor y contribuyendo al ahorro de energía.
El arranque a plena tensión, conlleva picos de tensión que pueden generar costes por sobrecarga de la red eléctrica y por los esfuerzos en los accionamientos mecánicos.
Ilustración 5. Arrancador suave
Fuente: Iguren. Arrancador Suave [imagen]. iguren [Consultado: 26 de Agosto de 2018]. Disponible en: https://iguren.es/blog/como-funciona-un-arrancador-suave/

35
Funcionamiento: Los arrancadores suaves limitan la corriente y el par de arranque permitiendo ejercer un control de la tensión desde 0 hasta la nominal para el arranque y al revés para la parada. Regula el voltaje de modo que el motor recibe primero una oleada de baja tensión, que va ascendiendo hasta que el motor empieza a girar, ahorrando en el desgaste y a menudo colaborando a que los componentes electrónicos duren más tiempo Mediante el control progresivo de la tensión de alimentación, se logra la adaptación del motor al comportamiento de la carga de la máquina accionada.
El arranque y parada suave cuida de los dispositivos y máquinas acopladas y proporciona un proceso productivo sin incidencias.
Ventajas:
Optimiza las secuencias de arranque y parada
Aumenta la productividad
Ahorra energía
Protege el motor (ahorra en el mantenimiento)
Aumenta la vida útil del motor

36
5 DESARROLLO DEL PLANTEAMIENTO DE LA MISION DEL PROYECTO
5.1. IDENTIFICACION DE NECESIDADES
Las necesidades listadas a continuación se identificaron luego de un proceso de análisis interno del grupo de diseño y la comunicación con los usuarios finales del sistema propuesto, es decir, los operarios que usan el sistema de trituración de materia prima. Estos ítem se presentan como una serie de necesidades en las que los clientes evidencian también su preocupación por la seguridad de sus operarios; teniendo en cuenta en dejar unas breves instrucciones para el uso de esta.
Que el consumo de energía no sea alto.
Que el sistema permita un mejor tiempo de operación.
Que se pueda evitar la caída de material metálico a los conos.
Que se pueda configurar el proceso para que funcione de manera manual, semi-automático y automático.
Que se pueda ajustar la cantidad de material que cae a los conos.
Que pueda saber fuera si hay que ingresar de nuevo materia prima.
Que pueda ser operada desde un centro de mando.
Que use los actuadores ya montados en la empresa.
Que pueda controlar los actuadores.
Que pueda saber si están en uso o no los sensores.
Que pueda saber el estado de la maquina si esta sobrecargada o no.
37
Que pueda usarse de manera cómoda y augusta para el operario.
Que sea seguro y no implique la vida o salud del operario.
Que tenga un sistema de parada de emergencia.
Que sea fácil de manejar.
Que sea de fácil mantenimiento.
5.1.1 Diagrama de afinidad.
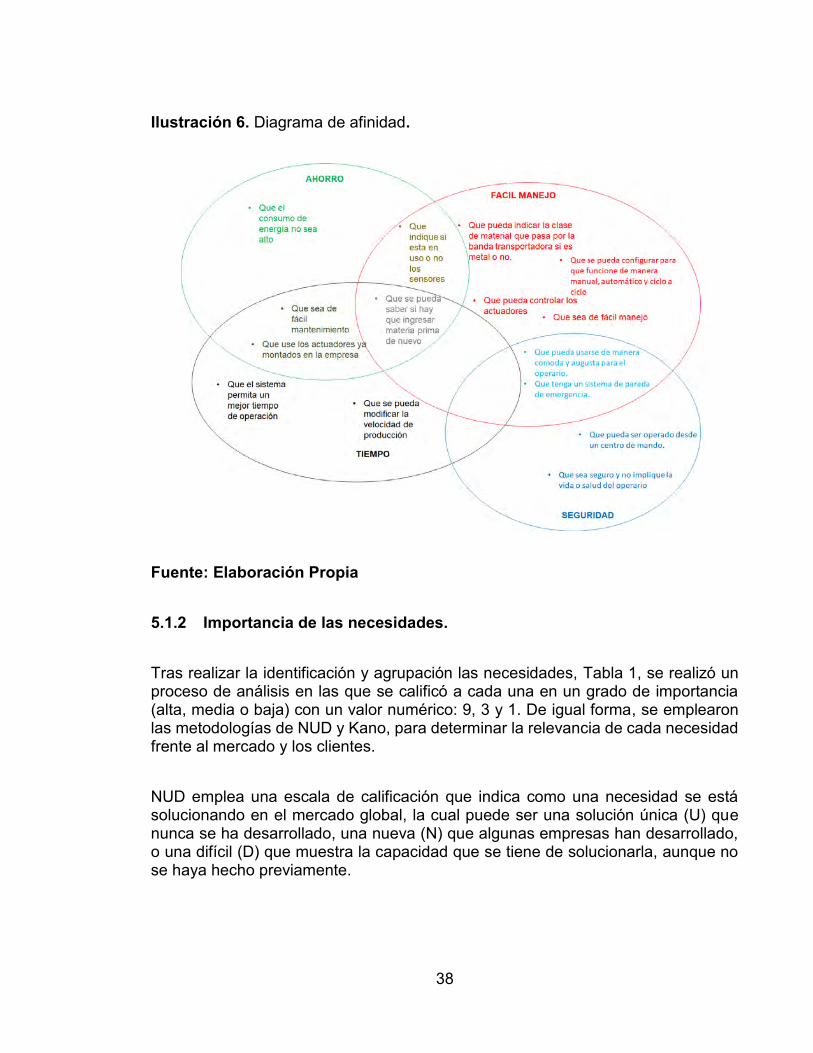
Después de obtener el listado de necesidades, se realizó una agrupación de estas, en el diagrama de afinidad, que se muestra en la Ilustración 6, en el que se observa como resultaron cuatro grandes grupos que abarcan las necesidades listadas, fácil manejo, seguridad, ahorro y tiempo. Siendo la seguridad y el fácil manejo las áreas con mayor énfasis, es decir, las áreas más importantes para el usuario.
38
Ilustración 6. Diagrama de afinidad.
Fuente: Elaboración Propia
5.1.2 Importancia de las necesidades.
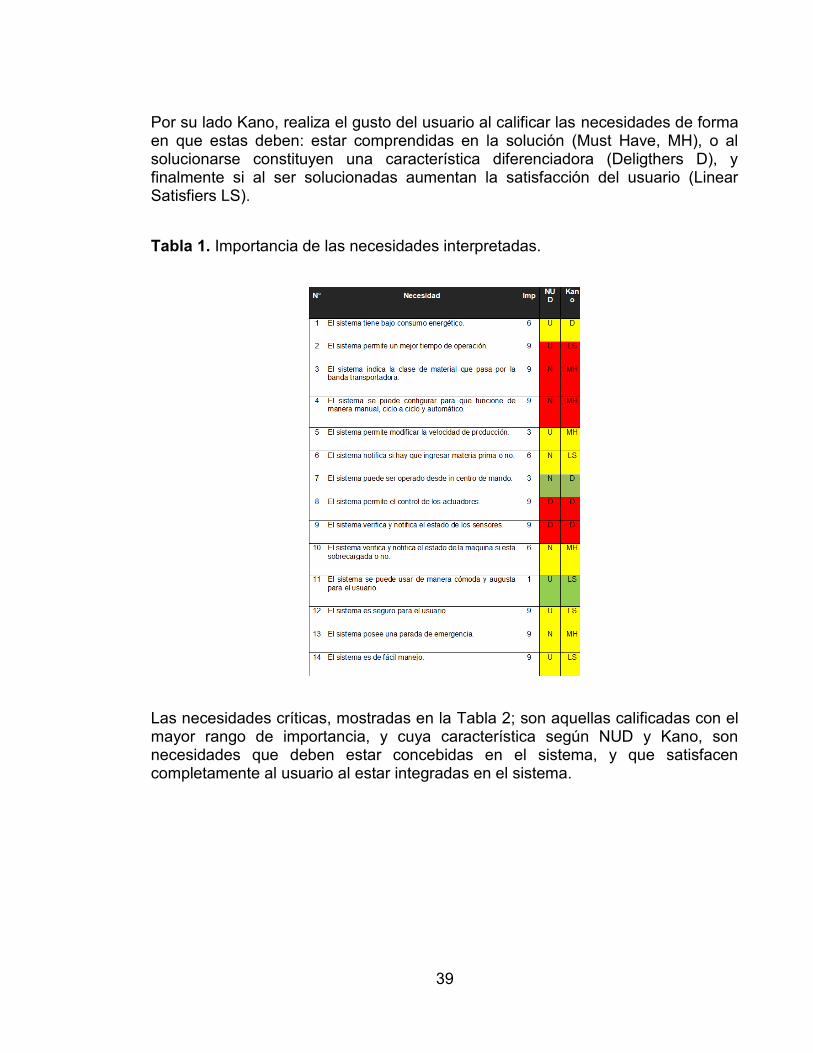
Tras realizar la identificación y agrupación las necesidades, Tabla 1, se realizó un proceso de análisis en las que se calificó a cada una en un grado de importancia (alta, media o baja) con un valor numérico: 9, 3 y 1. De igual forma, se emplearon las metodologías de NUD y Kano, para determinar la relevancia de cada necesidad frente al mercado y los clientes.
NUD emplea una escala de calificación que indica como una necesidad se está solucionando en el mercado global, la cual puede ser una solución única (U) que nunca se ha desarrollado, una nueva (N) que algunas empresas han desarrollado, o una difícil (D) que muestra la capacidad que se tiene de solucionarla, aunque no se haya hecho previamente.
39
Por su lado Kano, realiza el gusto del usuario al calificar las necesidades de forma en que estas deben: estar comprendidas en la solución (Must Have, MH), o al solucionarse constituyen una característica diferenciadora (Deligthers D), y finalmente si al ser solucionadas aumentan la satisfacción del usuario (Linear Satisfiers LS).
Tabla 1. Importancia de las necesidades interpretadas.
Las necesidades críticas, mostradas en la Tabla 2; son aquellas calificadas con el mayor rango de importancia, y cuya característica según NUD y Kano, son necesidades que deben estar concebidas en el sistema, y que satisfacen completamente al usuario al estar integradas en el sistema.

40
Tabla 2. Necesidades críticas.
5.2. CASA DE LA CALIDAD (QFD)
A continuación, se explicará los resultados que se obtuvieron de la casa de calidad (QFD) que se puede apreciar en los anexos (ANEXO A) del trabajo con nombre de “QFD”, este es un método empleado para evaluar las necesidades del cliente con las unidades métricas obtenidas para así determinar las necesidades con mayor prioridad del cliente y así poderlo tener en cuenta al momento de diseñar nuestros sistemas.
Los resultados que se obtuvieron de la casa de calidad se dan en porcentajes, ya que de esta forma es más fácil y cómodo visualizar la importancia que ocupa la necesidad o la métrica dentro del diseño del proyecto; ahora teniendo en cuenta este concepto indicaremos la necesidad y la medida métrica con mayor importancia debido a sus puntajes.

41
Tabla 3. Resultados obtenidos de la casa de la calidad "QFD" para las necesidades del cliente.
Para la necesidad del cliente se logra observar que existen bastantes necesidades que hay que tener en cuenta para el diseño de nuestro proyecto. Asumiendo esto, una de las necesidades ya vistas en la tabla anterior se puede decir que se obtuvo un peso relativo del 9%, ahora para las unidades métricas se obtuvo que el tiempo es la prueba que hay que tener más presente durante el diseño, es decir que cuando se esté desarrollando el diseño del proyecto, este se debe de realizar unas pruebas, en donde se logre verificar que la maquina opere en un tiempo adecuado, mejorando el proceso de producción de la plana, el peso relativo que se obtuvo de este fue del 19%.
42
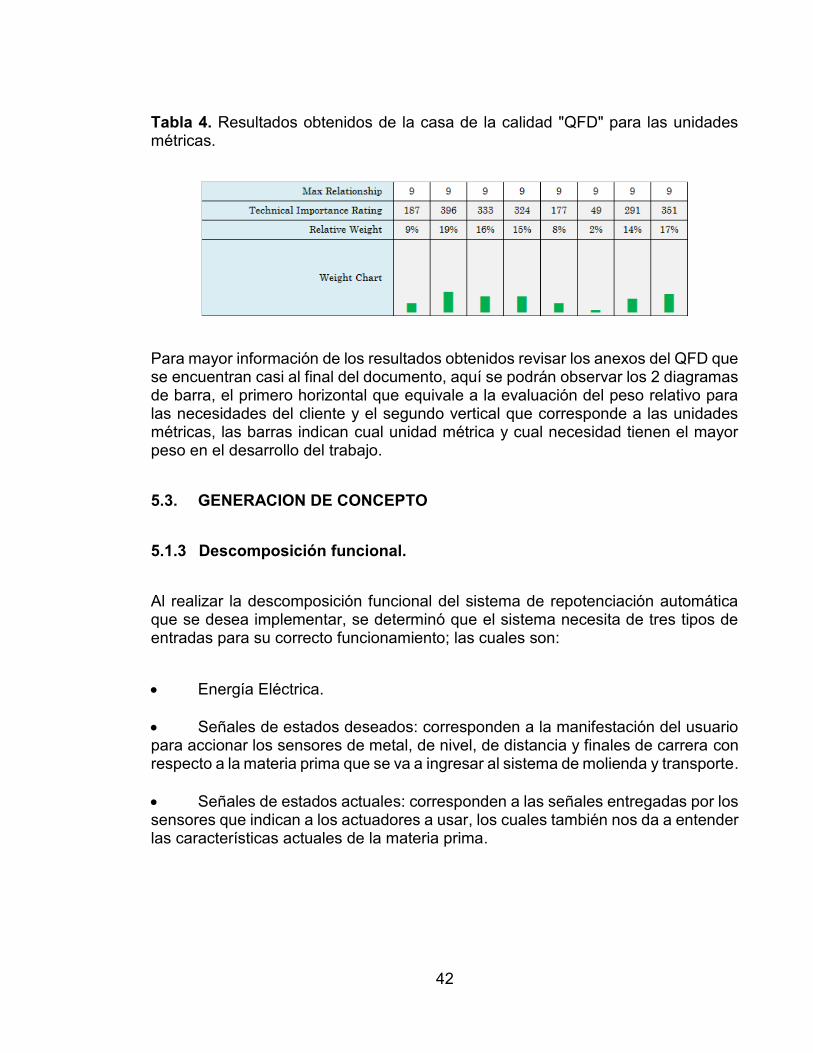
Tabla 4. Resultados obtenidos de la casa de la calidad "QFD" para las unidades métricas.
Para mayor información de los resultados obtenidos revisar los anexos del QFD que se encuentran casi al final del documento, aquí se podrán observar los 2 diagramas de barra, el primero horizontal que equivale a la evaluación del peso relativo para las necesidades del cliente y el segundo vertical que corresponde a las unidades métricas, las barras indican cual unidad métrica y cual necesidad tienen el mayor peso en el desarrollo del trabajo.
5.3. GENERACION DE CONCEPTO
5.1.3 Descomposición funcional.
Al realizar la descomposición funcional del sistema de repotenciación automática que se desea implementar, se determinó que el sistema necesita de tres tipos de entradas para su correcto funcionamiento; las cuales son:
Energía Eléctrica. Señales de estados deseados: corresponden a la manifestación del usuario para accionar los sensores de metal, de nivel, de distancia y finales de carrera con respecto a la materia prima que se va a ingresar al sistema de molienda y transporte. Señales de estados actuales: corresponden a las señales entregadas por los sensores que indican a los actuadores a usar, los cuales también nos da a entender las características actuales de la materia prima.
43
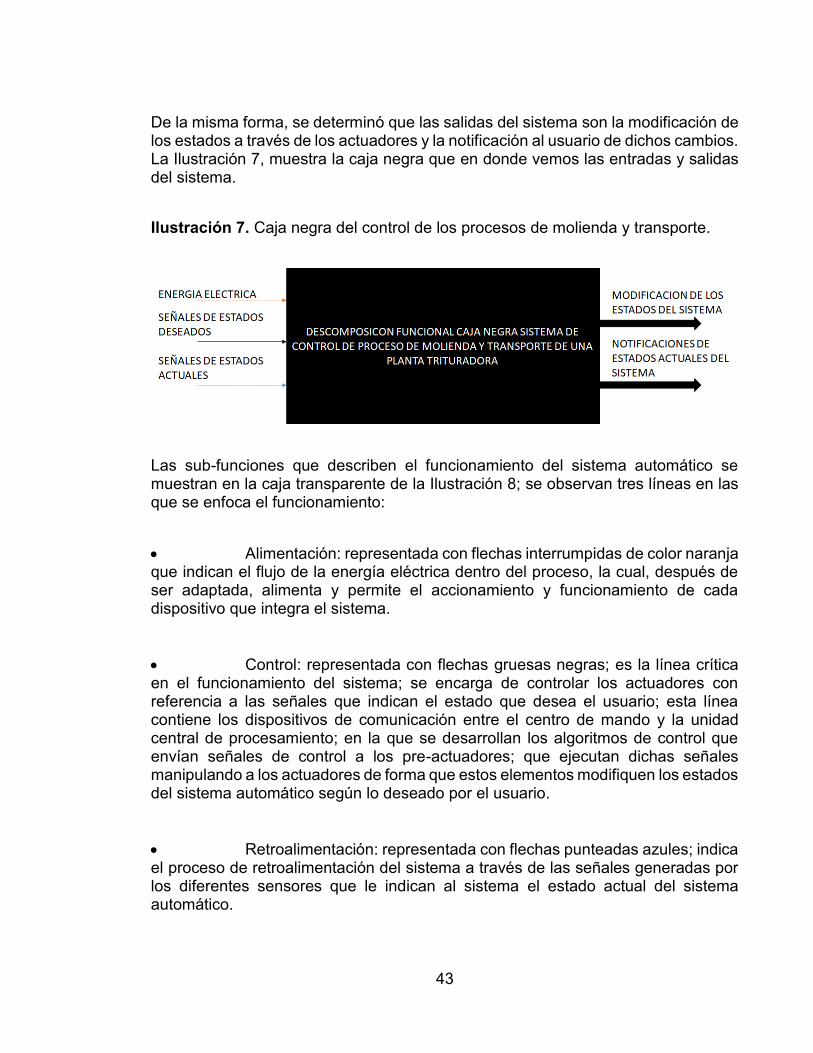
De la misma forma, se determinó que las salidas del sistema son la modificación de los estados a través de los actuadores y la notificación al usuario de dichos cambios. La Ilustración 7, muestra la caja negra que en donde vemos las entradas y salidas del sistema.
Ilustración 7. Caja negra del control de los procesos de molienda y transporte.
Las sub-funciones que describen el funcionamiento del sistema automático se muestran en la caja transparente de la Ilustración 8; se observan tres líneas en las que se enfoca el funcionamiento:
Alimentación: representada con flechas interrumpidas de color naranjaque indican el flujo de la energía eléctrica dentro del proceso, la cual, después deser adaptada, alimenta y permite el accionamiento y funcionamiento de cadadispositivo que integra el sistema.
Control: representada con flechas gruesas negras; es la línea críticaen el funcionamiento del sistema; se encarga de controlar los actuadores conreferencia a las señales que indican el estado que desea el usuario; esta líneacontiene los dispositivos de comunicación entre el centro de mando y la unidadcentral de procesamiento; en la que se desarrollan los algoritmos de control queenvían señales de control a los pre-actuadores; que ejecutan dichas señalesmanipulando a los actuadores de forma que estos elementos modifiquen los estadosdel sistema automático según lo deseado por el usuario.
Retroalimentación: representada con flechas punteadas azules; indicael proceso de retroalimentación del sistema a través de las señales generadas porlos diferentes sensores que le indican al sistema el estado actual del sistemaautomático.

44
Ilustración 8. Caja transparente de control de los procesos de molienda y transporte.
5.1.4 Exploración de soluciones.
Para cada una de las sub-funciones ilustradas en la caja transparente, se generó una serie de posibles soluciones. Con la cual se determinó la elección de un controlador lógico programable gracias a que se puede adaptar de una mejor manera para controlar el sistema; también se determinó el uso de sensores de metal para el control de los actuadores responsables del transporte de material, los cuales ya están establecidos en la empresa. Además de ello, se estableció el uso de un software para el acondicionamiento de las señales; cuyas prestaciones dependen de los sensores usados; del mismo modo la adaptación de la energía se hará según los requerimientos y características de los dispositivos.
Pre-actuadores: - Transistores. - Relé. - Contactores.
Sistemas de arranque:
- Configuración eléctrica. - Arrancador suave.
Protecciones:
- Fusible. - Transformadores. - Protecciones térmicas, magnéticas y termo magnéticas.
Sensores:
- Metales:

45
Inductivos
- Nivel de Materia prima: Proximidad. Ultrasonido. Contacto / presión.
- Velocidad: Variador de velocidad. Encoder óptico. Encoder magnético.
Unidad Central de Procesamiento:- Micro controlador arduino.- Micro controlador raspberry pi.- PLC (Controlador Logico Programable)
Transmisión de datos:- Señales Inalámbricas.
5.1.5 Diagrama de combinación de conceptos.
A continuación, se puede observar un diagrama en donde se presentan los distintos conceptos que se plantearon para los subsistemas del proyecto; de esto se deliberara acerca del uso de unos con otros para crear posibles sistemas completos, los cuales se van a analizar, con la finalidad de buscar el que mejor se adapte con a las necesidades del cliente.
Ilustración 9. Diagrama de combinación de conceptos.
46
6 CONCEPTOS A DESARROLLAR
A continuación, se realiza una explicación de las combinaciones que se obtuvieron en el capítulo anterior, mostrando de modo breve y específico cómo estaría compuesto el sistema, cómo funcionará, de qué elementos y componentes estaría desarrollado y cómo desempeñará su labor dentro de este proyecto; teniendo en cuanta la Tabla 5 en donde se muestra un resumen de la fusión de los subsistemas dando como resultado distintos tipos de conceptos los cuales serán caso de estudio en apartados siguientes en algunos casos se podrán eliminar o combinarlos para lograr el diseño final, el cual satisfaga mejor las necesidades del cliente.
Tabla 5. Resumen de conceptos.
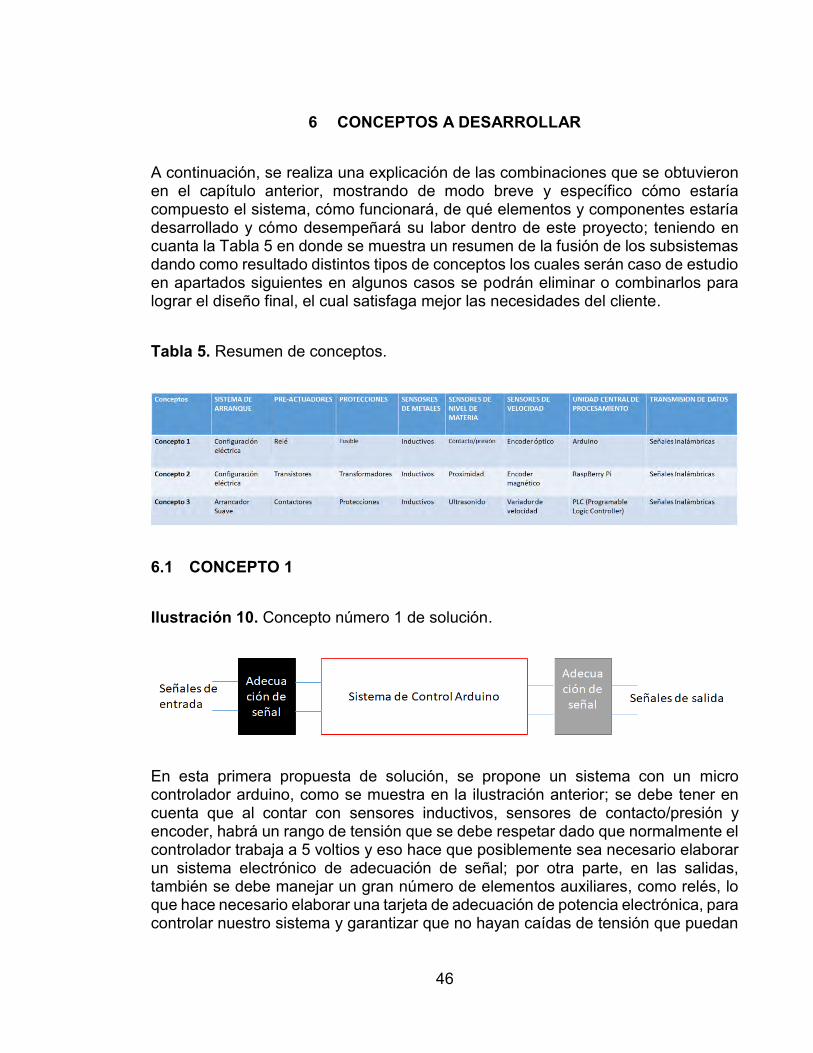
6.1 CONCEPTO 1
Ilustración 10. Concepto número 1 de solución.
En esta primera propuesta de solución, se propone un sistema con un micro controlador arduino, como se muestra en la ilustración anterior; se debe tener en cuenta que al contar con sensores inductivos, sensores de contacto/presión y encoder, habrá un rango de tensión que se debe respetar dado que normalmente el controlador trabaja a 5 voltios y eso hace que posiblemente sea necesario elaborar un sistema electrónico de adecuación de señal; por otra parte, en las salidas, también se debe manejar un gran número de elementos auxiliares, como relés, lo que hace necesario elaborar una tarjeta de adecuación de potencia electrónica, para controlar nuestro sistema y garantizar que no hayan caídas de tensión que puedan
47
hacer caer el sistema. Este dispositivo es pequeño y no requiere de mucho espacio llegado el caso de ser instalado en un tablero eléctrico.
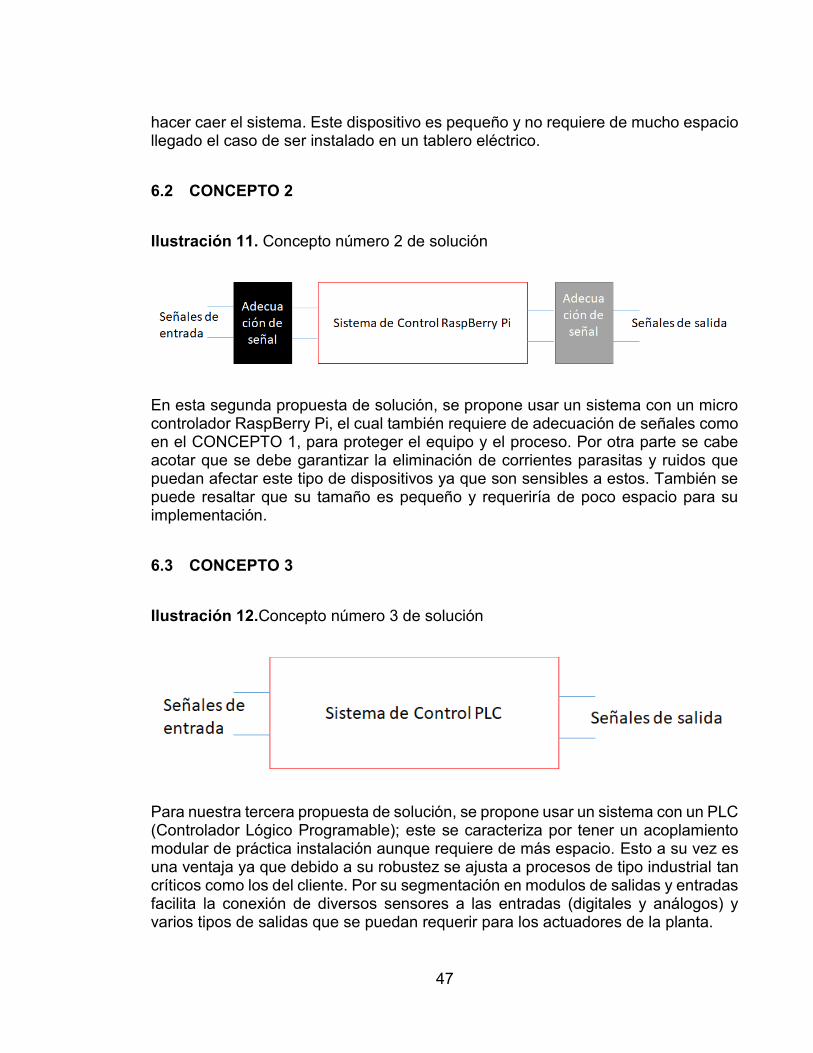
6.2 CONCEPTO 2
Ilustración 11. Concepto número 2 de solución
En esta segunda propuesta de solución, se propone usar un sistema con un micro controlador RaspBerry Pi, el cual también requiere de adecuación de señales como en el CONCEPTO 1, para proteger el equipo y el proceso. Por otra parte se cabe acotar que se debe garantizar la eliminación de corrientes parasitas y ruidos que puedan afectar este tipo de dispositivos ya que son sensibles a estos. También se puede resaltar que su tamaño es pequeño y requeriría de poco espacio para su implementación.
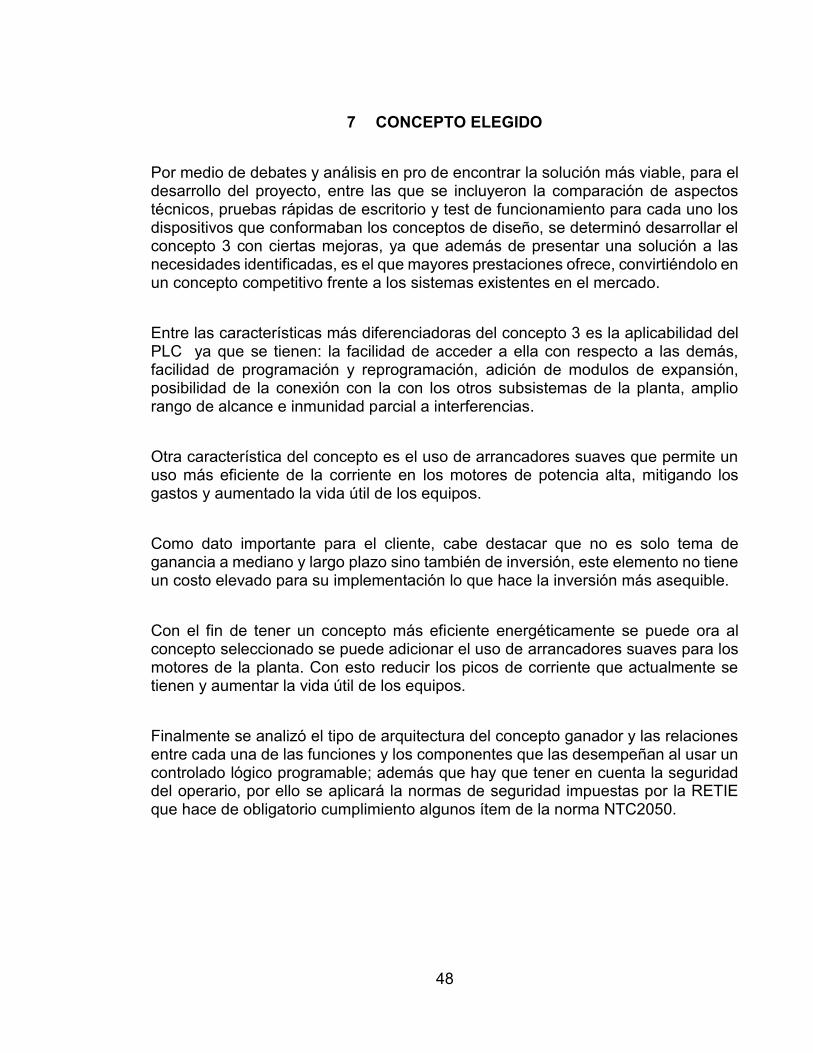
6.3 CONCEPTO 3
Ilustración 12.Concepto número 3 de solución
Para nuestra tercera propuesta de solución, se propone usar un sistema con un PLC (Controlador Lógico Programable); este se caracteriza por tener un acoplamiento modular de práctica instalación aunque requiere de más espacio. Esto a su vez es una ventaja ya que debido a su robustez se ajusta a procesos de tipo industrial tan críticos como los del cliente. Por su segmentación en modulos de salidas y entradas facilita la conexión de diversos sensores a las entradas (digitales y análogos) y varios tipos de salidas que se puedan requerir para los actuadores de la planta.
48
7 CONCEPTO ELEGIDO
Por medio de debates y análisis en pro de encontrar la solución más viable, para el desarrollo del proyecto, entre las que se incluyeron la comparación de aspectos técnicos, pruebas rápidas de escritorio y test de funcionamiento para cada uno los dispositivos que conformaban los conceptos de diseño, se determinó desarrollar el concepto 3 con ciertas mejoras, ya que además de presentar una solución a las necesidades identificadas, es el que mayores prestaciones ofrece, convirtiéndolo en un concepto competitivo frente a los sistemas existentes en el mercado.
Entre las características más diferenciadoras del concepto 3 es la aplicabilidad del PLC ya que se tienen: la facilidad de acceder a ella con respecto a las demás, facilidad de programación y reprogramación, adición de modulos de expansión, posibilidad de la conexión con la con los otros subsistemas de la planta, amplio rango de alcance e inmunidad parcial a interferencias.
Otra característica del concepto es el uso de arrancadores suaves que permite un uso más eficiente de la corriente en los motores de potencia alta, mitigando los gastos y aumentado la vida útil de los equipos.
Como dato importante para el cliente, cabe destacar que no es solo tema de ganancia a mediano y largo plazo sino también de inversión, este elemento no tiene un costo elevado para su implementación lo que hace la inversión más asequible.
Con el fin de tener un concepto más eficiente energéticamente se puede ora al concepto seleccionado se puede adicionar el uso de arrancadores suaves para los motores de la planta. Con esto reducir los picos de corriente que actualmente se tienen y aumentar la vida útil de los equipos.
Finalmente se analizó el tipo de arquitectura del concepto ganador y las relaciones entre cada una de las funciones y los componentes que las desempeñan al usar un controlado lógico programable; además que hay que tener en cuenta la seguridad del operario, por ello se aplicará la normas de seguridad impuestas por la RETIE que hace de obligatorio cumplimiento algunos ítem de la norma NTC2050.
49
7.1 CUMPLIMIENTO DE LAS NORMAS NTC SEGÚN LA RETIE
Para la elaboración de nuestro proyecto, se tendrá en cuenta la norma NTC 2050; esto nos permitirá tener un mejor énfasis en cómo va a ser diseñado nuestro producto, bajos las normativas adecuadas; para este caso nos basaremos en el capítulo 3 de la NTC 2050.
Tuberías. El término de tubería, se debe entender como un conjunto de tubos ysus accesorios (uniones, curvas, conectores). La parte de canalización que esténexpuestas o a la vista, deben marcarse con una franja de color naranja de al menos10 cm de anchas para distinguirlas de otros usos.
Ilustración 13. Modelo de tubería para almacenar cable eléctrico.
Por último, el tubo conduit, se define como el tubo metálico o no metálico, apropiado para alojar conductores eléctricos aislados, con pared resistente a los impactos mecánicos.

50
Ilustración 14. Tubos Conduit
Contactores. Estos elementos, deben garantizar la conmutación, de corriente durante toda su vida útil. Su fabricación y los materiales deben de tener características que les permitan soportar fallas eléctricas, cortocircuitos, sobretensiones, sobrecargas, para lo cual deben de cumplir y probar los siguientes requisitos conforme a la norma. Aumento de la temperatura.
Propiedades dieléctricas
Capacidad de cierre y apertura
Limites operativos
Grado de protección IP o su equivalente NEMA.
Tensión nominal, de aislamiento y de impulso.
Corriente nominal de funcionamiento correspondiente a cada categoría de
utilización.
Frecuencia nominal.
Marcación y rotulado.
51
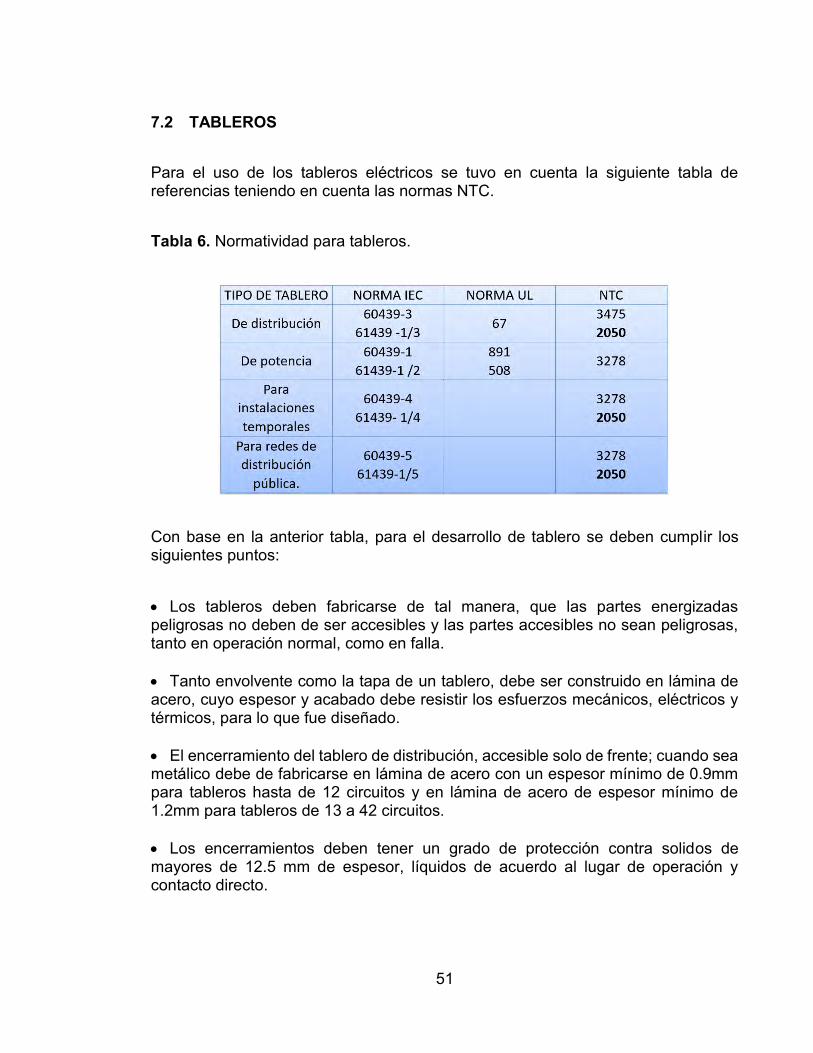
7.2 TABLEROS
Para el uso de los tableros eléctricos se tuvo en cuenta la siguiente tabla de referencias teniendo en cuenta las normas NTC.
Tabla 6. Normatividad para tableros.
Con base en la anterior tabla, para el desarrollo de tablero se deben cumplir los siguientes puntos:
Los tableros deben fabricarse de tal manera, que las partes energizadaspeligrosas no deben de ser accesibles y las partes accesibles no sean peligrosas,tanto en operación normal, como en falla.
Tanto envolvente como la tapa de un tablero, debe ser construido en lámina deacero, cuyo espesor y acabado debe resistir los esfuerzos mecánicos, eléctricos ytérmicos, para lo que fue diseñado.
El encerramiento del tablero de distribución, accesible solo de frente; cuando seametálico debe de fabricarse en lámina de acero con un espesor mínimo de 0.9mmpara tableros hasta de 12 circuitos y en lámina de acero de espesor mínimo de1.2mm para tableros de 13 a 42 circuitos.
Los encerramientos deben tener un grado de protección contra solidos demayores de 12.5 mm de espesor, líquidos de acuerdo al lugar de operación ycontacto directo.
52
Los encerramientos de tableros deben resistir los efectos de la humedad y la corrosión. Los encerramientos deben de ser resistentes a impactos mecánicos externos mínimo grado IK 50. Los compuestos químicos utilizados en la elaboración de las pinturas para aplicar a los tableros, no deben de contener TGIC (Isocianurato de Triglicidilo).

53
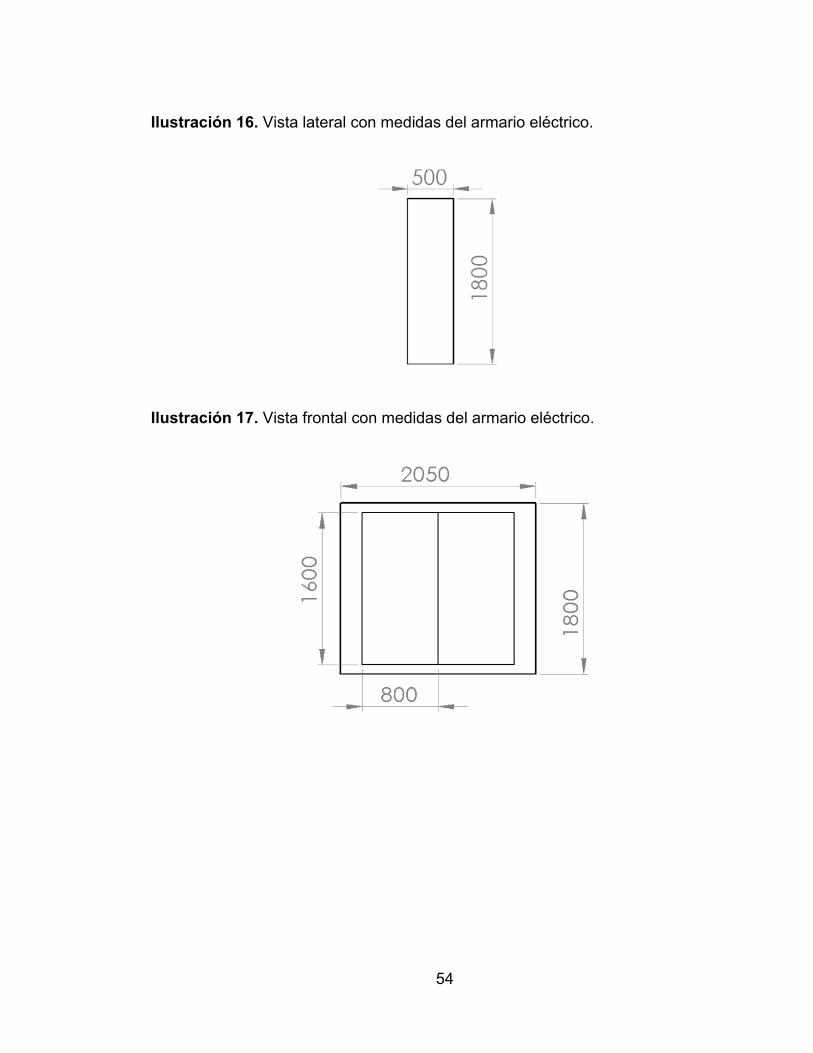
8 DISEÑO DETALLADO
En las siguientes ilustraciones se muestra el diseño en distintas vistas con sus respectivas medidas (en mm) del armario donde se almacenará el tablero eléctrico; el cual se compone por los PLC y el sistema de cableado la cual será usada para el control de la planta, también de la mesa de mando el cual se encargará de accionar cada actuador del sistema, además que este contará para para instalar el PLC y ciertos indicadores.
Ilustración 15. Vista isométrica de armario eléctrico.
54
Ilustración 16. Vista lateral con medidas del armario eléctrico.
Ilustración 17. Vista frontal con medidas del armario eléctrico.
55
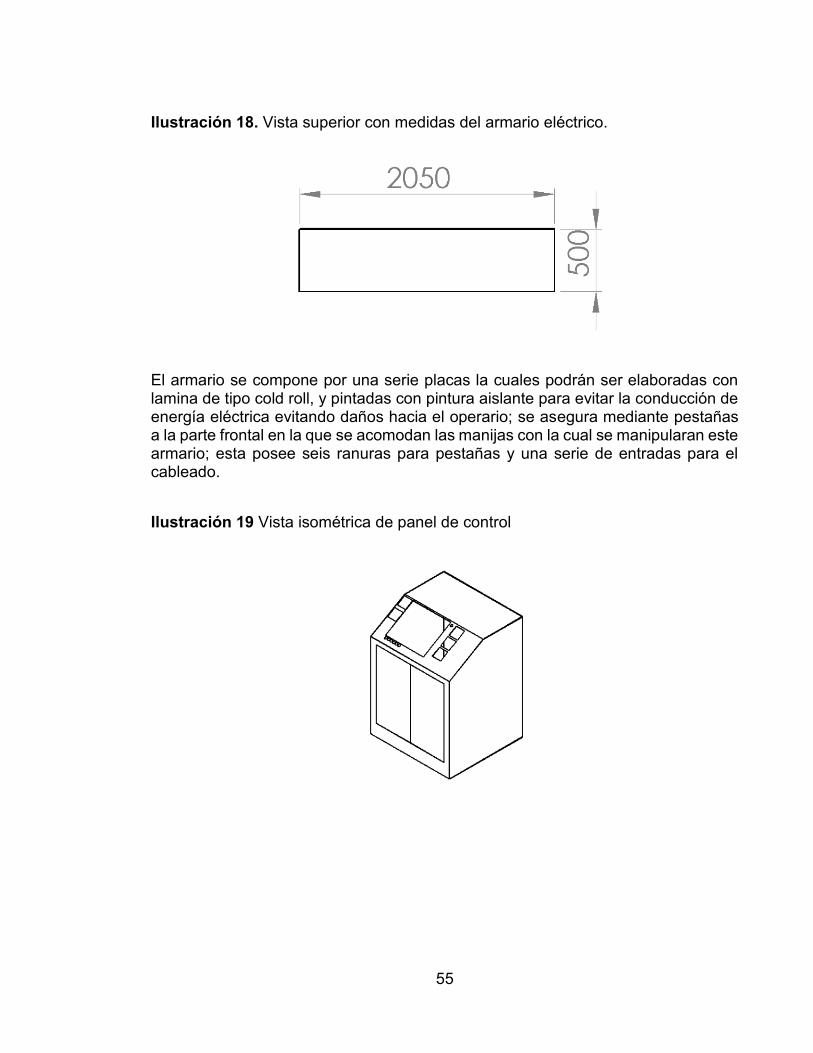
Ilustración 18. Vista superior con medidas del armario eléctrico.
El armario se compone por una serie placas la cuales podrán ser elaboradas con lamina de tipo cold roll, y pintadas con pintura aislante para evitar la conducción de energía eléctrica evitando daños hacia el operario; se asegura mediante pestañas a la parte frontal en la que se acomodan las manijas con la cual se manipularan este armario; esta posee seis ranuras para pestañas y una serie de entradas para el cableado.
Ilustración 19 Vista isométrica de panel de control
56
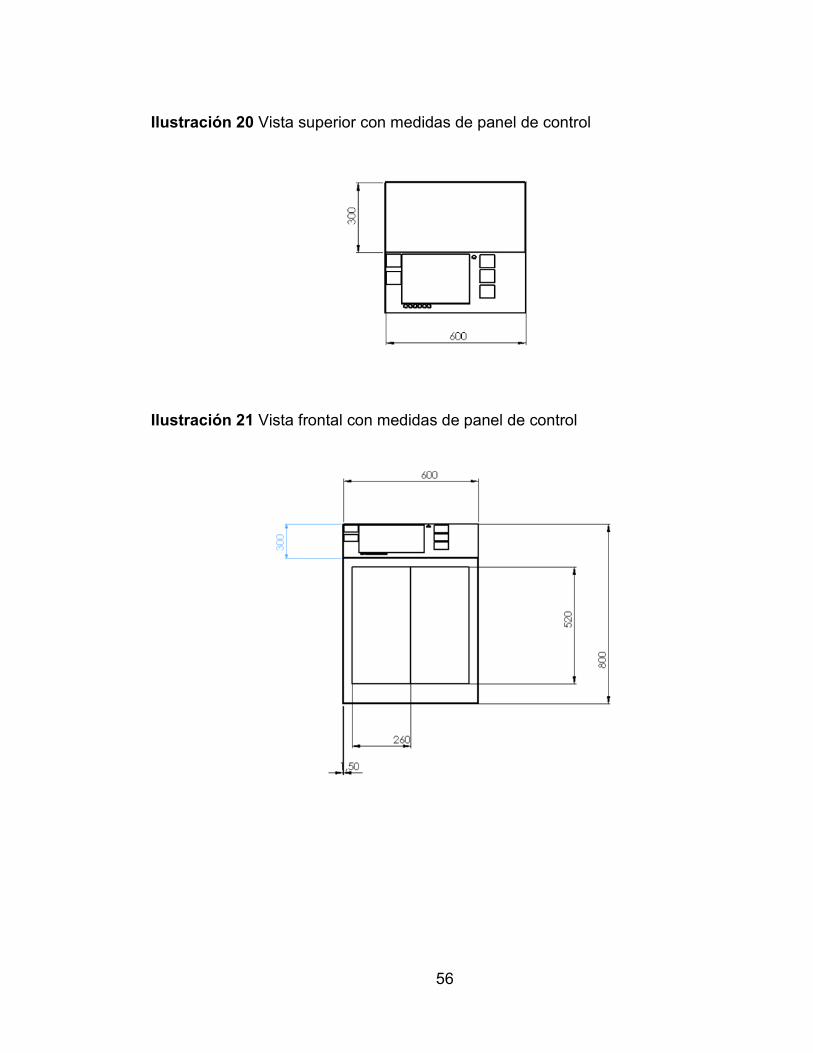
Ilustración 20 Vista superior con medidas de panel de control
Ilustración 21 Vista frontal con medidas de panel de control
57
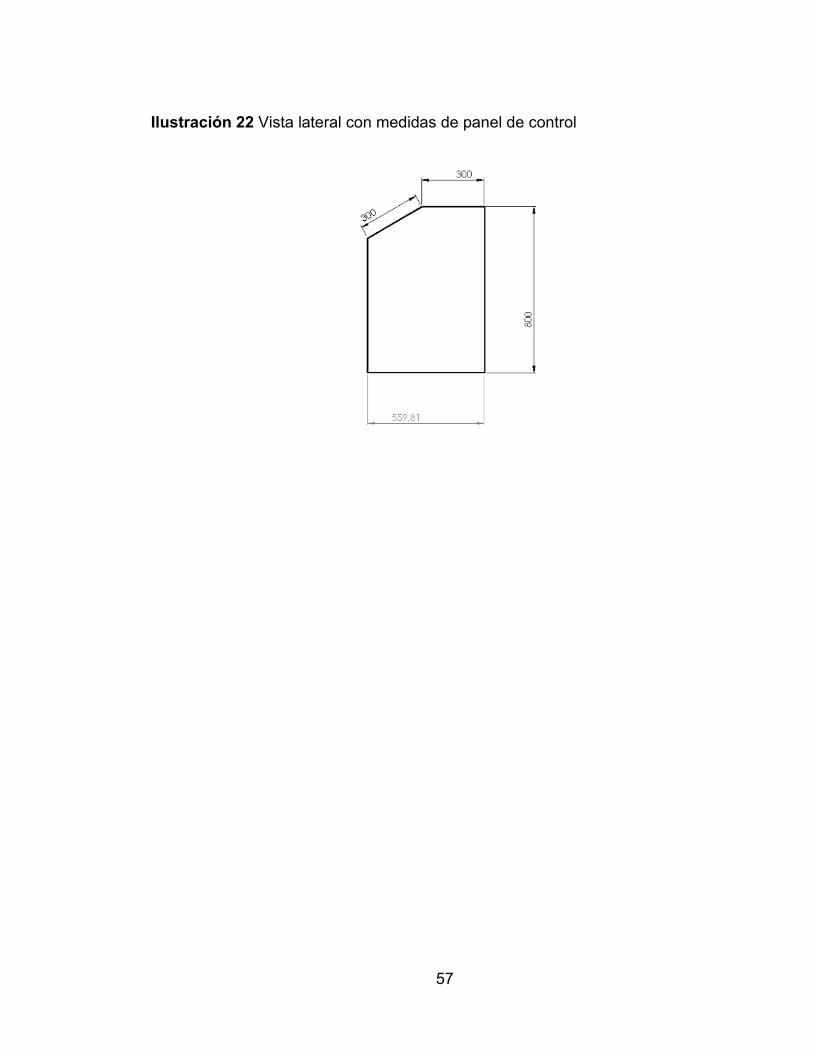
Ilustración 22 Vista lateral con medidas de panel de control
58
9 DISEÑO PARA MANUFACTURA
El diseño del armario eléctrico y el panel de control se han desarrollado siguiendo, en lo posible, los siguientes lineamientos de diseño para manufactura.
Cantidad baja de partes por modulo. Módulos estándar. Procesos de manufactura estándar. Pocos materiales. Baja complejidad de diseño.
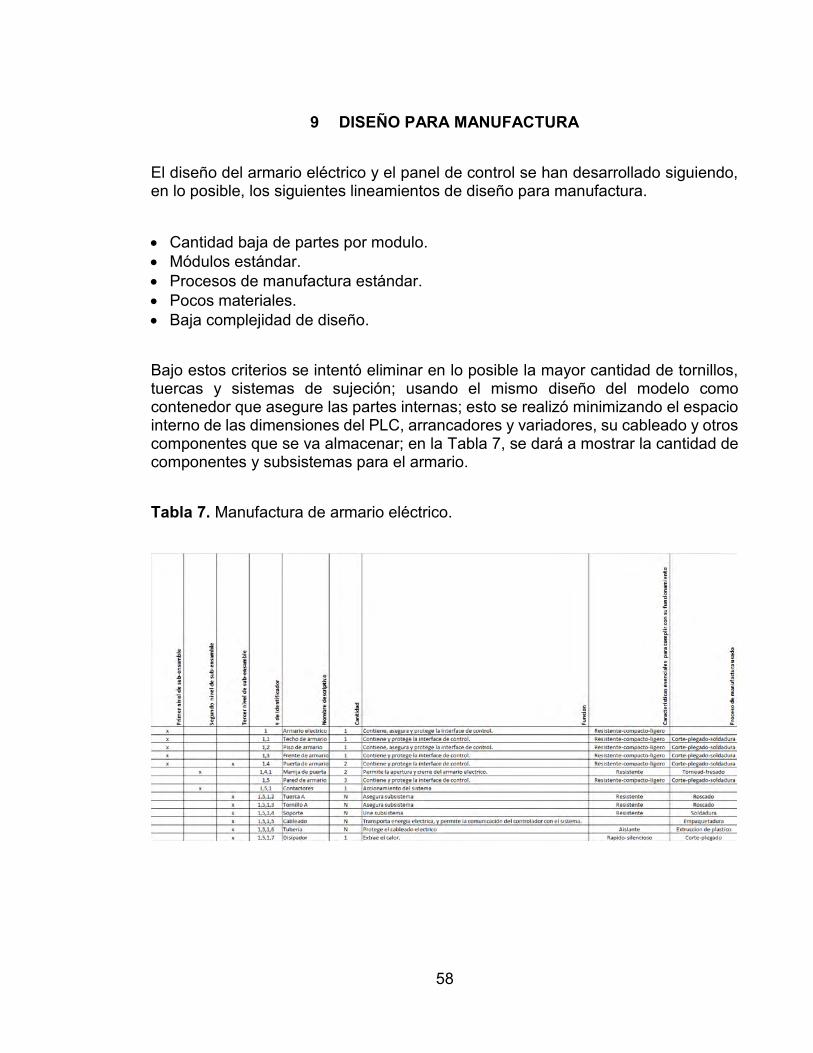
Bajo estos criterios se intentó eliminar en lo posible la mayor cantidad de tornillos, tuercas y sistemas de sujeción; usando el mismo diseño del modelo como contenedor que asegure las partes internas; esto se realizó minimizando el espacio interno de las dimensiones del PLC, arrancadores y variadores, su cableado y otros componentes que se va almacenar; en la Tabla 7, se dará a mostrar la cantidad de componentes y subsistemas para el armario.
Tabla 7. Manufactura de armario eléctrico.
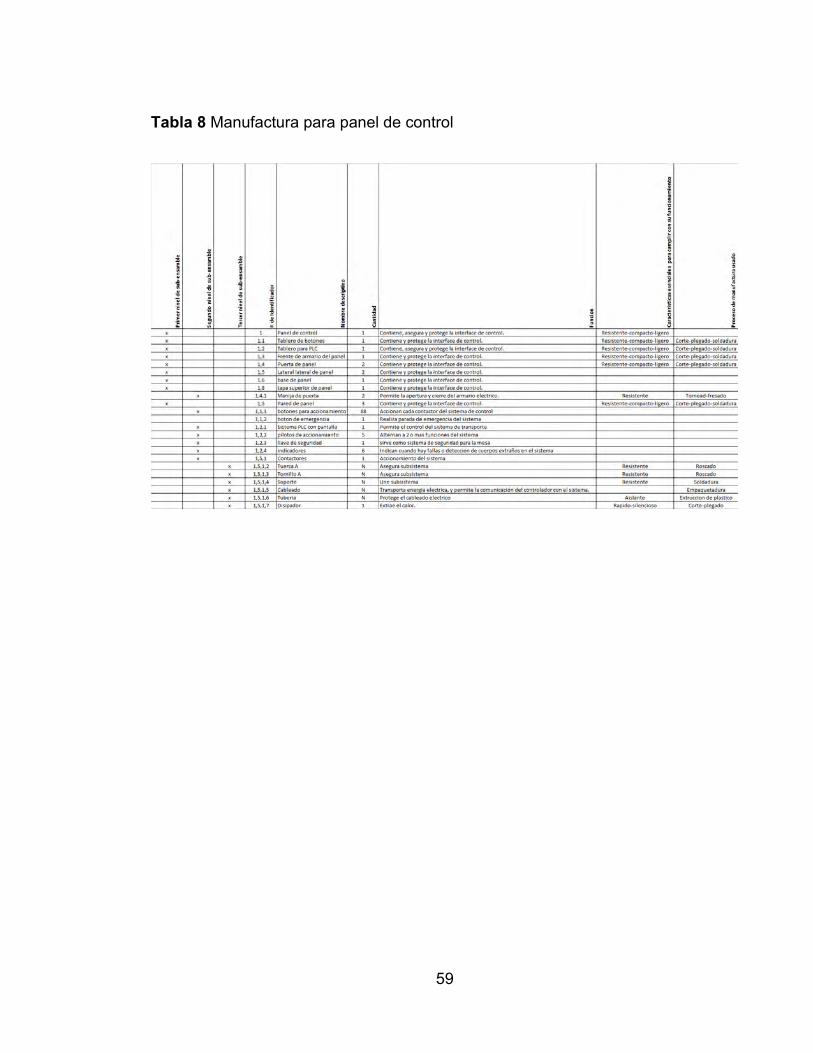
59
Tabla 8 Manufactura para panel de control
60
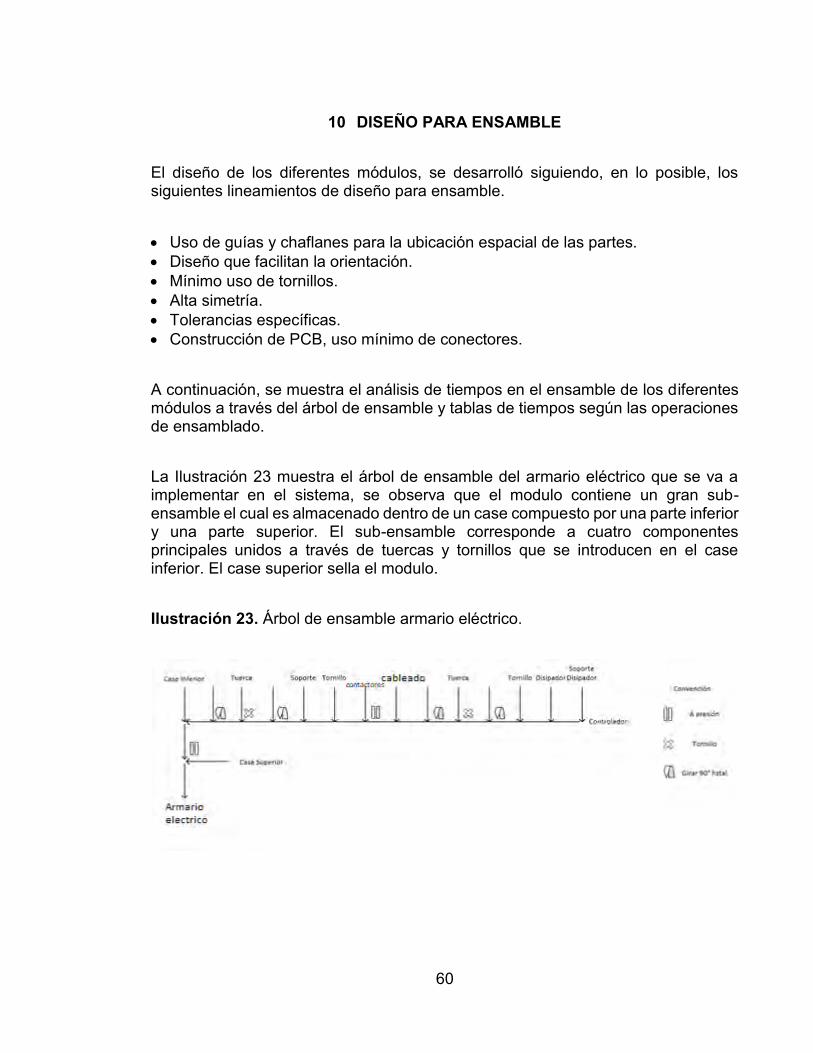
10 DISEÑO PARA ENSAMBLE
El diseño de los diferentes módulos, se desarrolló siguiendo, en lo posible, los siguientes lineamientos de diseño para ensamble.
Uso de guías y chaflanes para la ubicación espacial de las partes. Diseño que facilitan la orientación. Mínimo uso de tornillos. Alta simetría. Tolerancias específicas. Construcción de PCB, uso mínimo de conectores.
A continuación, se muestra el análisis de tiempos en el ensamble de los diferentes módulos a través del árbol de ensamble y tablas de tiempos según las operaciones de ensamblado.
La Ilustración 23 muestra el árbol de ensamble del armario eléctrico que se va a implementar en el sistema, se observa que el modulo contiene un gran sub-ensamble el cual es almacenado dentro de un case compuesto por una parte inferior y una parte superior. El sub-ensamble corresponde a cuatro componentes principales unidos a través de tuercas y tornillos que se introducen en el case inferior. El case superior sella el modulo.
Ilustración 23. Árbol de ensamble armario eléctrico.

61
Ilustración 24. Árbol de ensamble de panel de control
El tiempo total que se necesita para ensamblar el módulo de control es de 357 segundos, es decir 6 minutos; en los cuales se unen 19 partes distintas, realizando 26 operaciones que incluyen insertar partes y asegurarlas mediante atornillado; no se tienen operaciones complejas durante el proceso de ensamblaje. La Tabla 9 muestra el resumen de la información de ensamblaje y la Tabla 10 muestra los tiempos de ensamblaje del módulo.
Tabla 9 Resumen de operaciones de ensamble de armario.
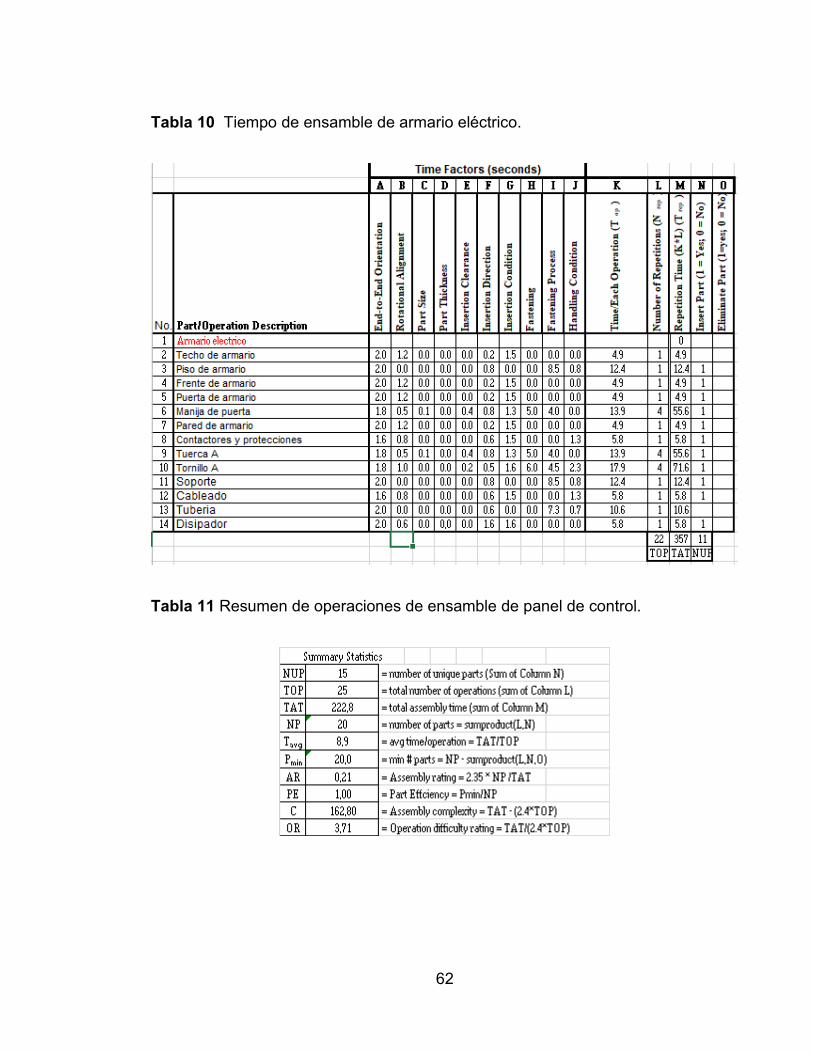
62
Tabla 10 Tiempo de ensamble de armario eléctrico.
Tabla 11 Resumen de operaciones de ensamble de panel de control.
63
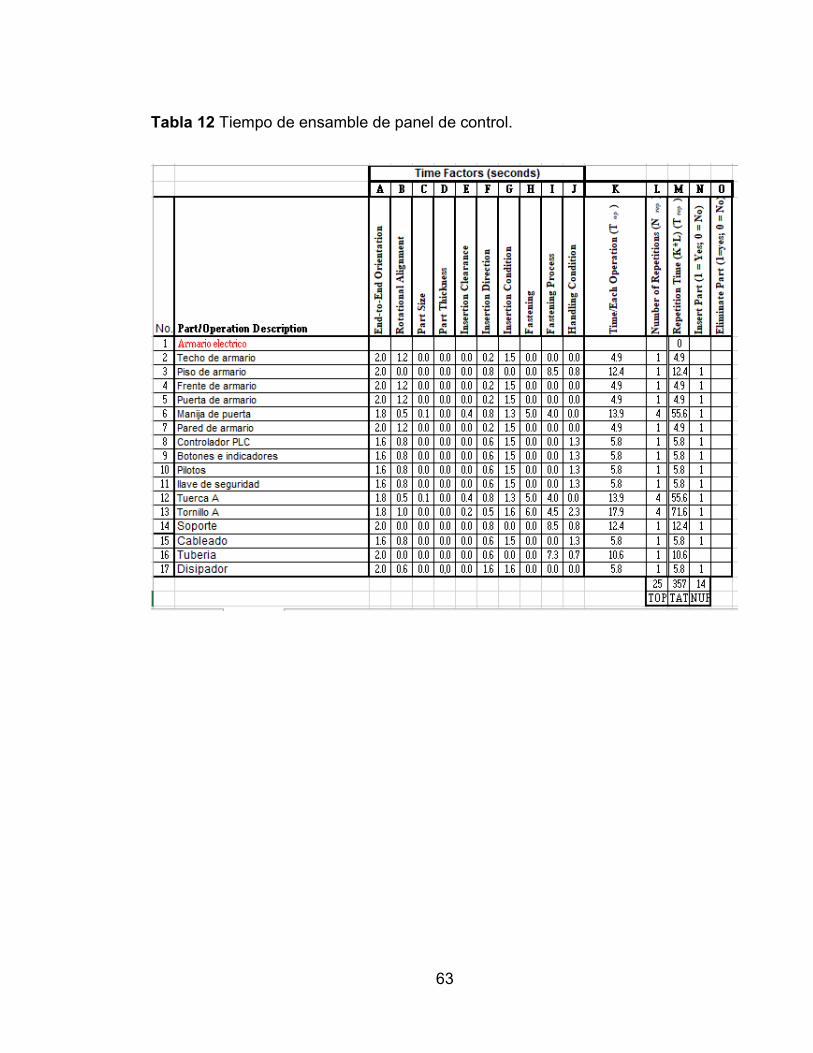
Tabla 12 Tiempo de ensamble de panel de control.
64
11 DISEÑO INDUSTRIAL
El diseño presentado del armario eléctrico presentado, se realizó teniendo en cuenta una serie de características ergonómicas y estéticas las cuales, se espera, elevan el confort en la experiencia de uso del sistema por parte del usuario. Estas características son:
Importancia de la facilidad de uso: El armario eléctrico y la mesa de control permiten llevar el sistema de control de la planta, las cuales se han concebido de forma que se maximice la facilidad de uso; pues se desea enfocar el sistema a un producto que pueda ser instalado y modificado fácilmente por el usuario. Importancia de la facilidad de mantenimiento: El armario y la mesa se diseñaron de tal forma que se faciliten el cierre y la apertura de estos, en donde se tendrá en cuenta que estos vayan a ser cubiertos por una pintura especial que prolongue el uso de esta evitando el óxido y daños externos. Se espera que los funcionamientos de los mismos no necesiten de mantenimiento continuo. Interacciones con el usuario: La instalación del armario eléctrico y la mesa de control son simples y sencilla; de esta forma se minimizan las interacciones con el usuario para la puesta en marcha del sistema; logrando instalarlo e integrarlo con el sistema eléctrico y de control en pasos concretos y claros para un rango general de usuarios. Al ser un sistema destinado a su continuo uso, la manipulación del mismo posee una gran cantidad de iteraciones enfocadas al uso del mismo. Novedad de las interacciones: La instalación del controlador y los relés, no representa un desafío nuevo para los usuarios, ya que las interacciones necesarias incluyen procesos de conexión de interruptores eléctricos; sin embargo, pueden existir iteraciones como la instalación de la cerradura que no son tan comunes para los usuarios. Seguridad: Se debe tener en cuenta que el modulo trabajara a alta potencia AC, por lo tanto, es muy importante las especificaciones de seguridad para la instalación de este mismo. Diferenciación visual del producto: En el mercado mundial existen armarios y mesas de control para el en sistemas automatizados basados en los controladores lógicos de control, en Colombia no se han posicionado con fuerza una marca en
65
específico. Como estrategia de marketing es importante la diferenciación visual del producto con el fin de posicionar el sistema a desarrollar en el mercado colombiano.
Orgullo de posición: Al igual que todos los dispositivos tecnológicos queincluyen funciones de conectividad; el sistema automático es un factor de orgullo deposición; por lo tanto, el mismo debe aumentar el orgullo de los usuarios, de formaque estos se sientan cómodos en su hogar y orgullosos frente a invitados.
Motivación del equipo de desarrollo: Al ser un sistema que integra gran partede los conocimientos adquiridos y ser un área diferenciadora de la IngenieríaMecatrónica, la motivación del equipo de desarrollo es alta frente al diseño ydesarrollo del sistema.
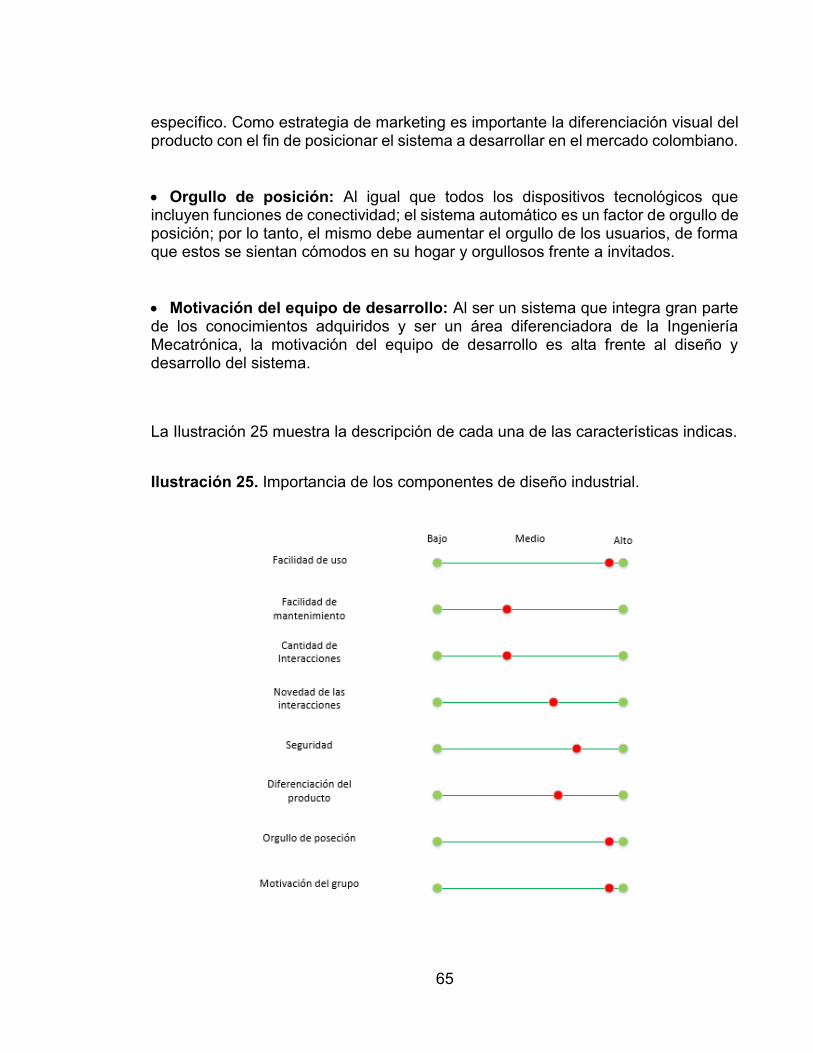
La Ilustración 25 muestra la descripción de cada una de las características indicas.
Ilustración 25. Importancia de los componentes de diseño industrial.
66
12 DISEÑO DE LA LOGICA SECUENCIAL PARA EL SISTEMA DE TRANSPORTE Y TRITURADO DE LA PLANTA
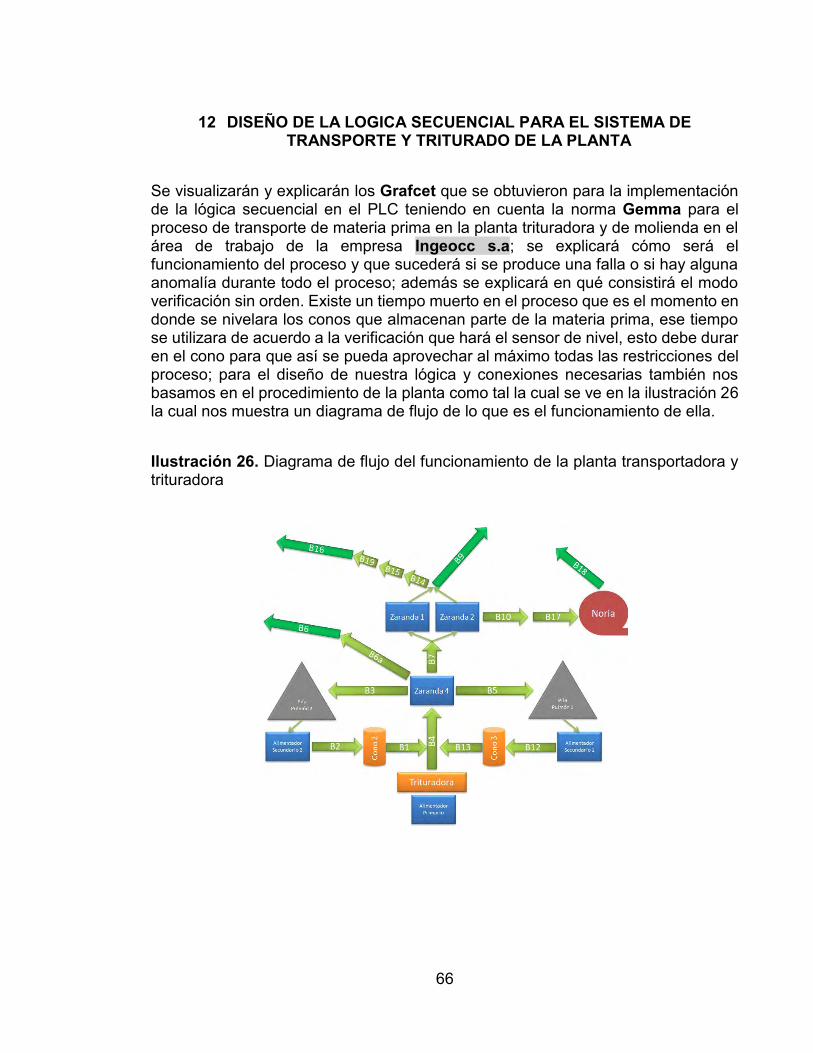
Se visualizarán y explicarán los Grafcet que se obtuvieron para la implementación de la lógica secuencial en el PLC teniendo en cuenta la norma Gemma para el proceso de transporte de materia prima en la planta trituradora y de molienda en el área de trabajo de la empresa Ingeocc s.a; se explicará cómo será el funcionamiento del proceso y que sucederá si se produce una falla o si hay alguna anomalía durante todo el proceso; además se explicará en qué consistirá el modo verificación sin orden. Existe un tiempo muerto en el proceso que es el momento en donde se nivelara los conos que almacenan parte de la materia prima, ese tiempo se utilizara de acuerdo a la verificación que hará el sensor de nivel, esto debe durar en el cono para que así se pueda aprovechar al máximo todas las restricciones del proceso; para el diseño de nuestra lógica y conexiones necesarias también nos basamos en el procedimiento de la planta como tal la cual se ve en la ilustración 26 la cual nos muestra un diagrama de flujo de lo que es el funcionamiento de ella.
Ilustración 26. Diagrama de flujo del funcionamiento de la planta transportadora y trituradora
67
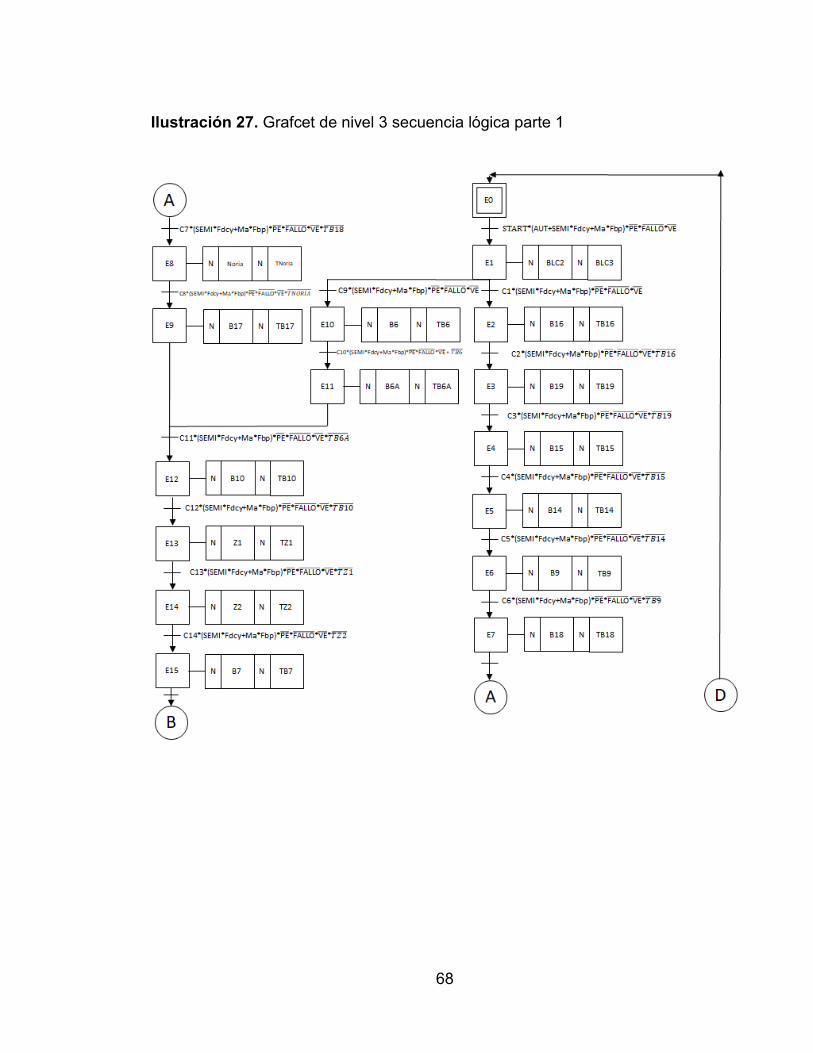
12.1 DISEÑO DEL GRAFCET
El siguiente procedimiento es seleccionar el modo de operación del proceso, es decir, si se desea que el proceso funcione paso por paso para ver el funcionamiento lento de cada equipo para verificar que todo esté operando como se debe, entonces se escogerá con la perilla la opción manual que permitirá que el sistema funcione accionando elemento por elemento mientras que el operario accione cada pulsador correspondiente al mismo, cabe decir que se tiene un selector denominado “Fbp” el cual se deberá accionar cada vez que se desee cambiar de modo de operación.
El otro modo que está habilitado para este proceso es el semiautomático que equivale a un proceso cíclico, en este modo de operación a diferencia del anterior permite que el proceso realice ciclos de trabajo es decir que el programa se ejecutará cumpliendo la secuencia lógica de inicio a fin, pero el accionamiento de los equipos continuará siendo manual, este modo posee un pulsador denominado “Fdcy” el cual será el responsable de dar inicio a todo el programa.El tercer modo es el automático, consiste en el comportamiento secuencial de todos los equipos solo con accionar el pulsador de inicio, cumpliendo el arranque secuencial de los dispositivos.
68
Ilustración 27. Grafcet de nivel 3 secuencia lógica parte 1

69
Ilustración 28. Grafcet de nivel 3 secuencia lógica parte 2.
En las dos ilustraciones anteriores se observa la secuencia lógica del proceso que debe de realizar el sistema para el funcionamiento de la planta, sin embargo, previamente se deberá posicionar los motores que conforman esta planta además

70
de adecuarlos y calibrar los sensores, relés térmicos, temporizadores y contactores, para que se logre un correcto uso; esto lo podremos observar en el manual de uso en el anexo B.
12.1.1 Grafcet de entrada fallo.
Para la elaboración de la siguiente secuencia lógica se tuvo en cuenta las reglamentaciones de seguridad suministrada por la norma GEMMA, el cual indica que cada vez que ocurra o se presente un fallo durante el proceso, el programa deberá detener toda la operación y entrar en un modo transicional donde no se deberá ejecutar ningún proceso distinto al de habilitar la señalización visual correspondiente al fallo, que para este caso resulta ser una bombilla o luz anaranjada, para que así pueda alertar al operario y personas cercanas a este.
Para la realización del grafcet se determinaron las condiciones y acciones que pueden desencadenar en fallos, problemas y daños tanto para los objetos involucrados en el proceso como con las personas; para tal fin se hará de los contactores térmicos que poseen los motores como sensores, quienes serán los encargados de indicar cuando los procesos no se encuentran funcionando adecuadamente o como se espera. Cada vez que estos sensores manden una señal al controlador, querrá que la o las bandas llegaron a su tope máximo permitido y deberá inmediatamente inhabilitar todos los elementos de salidas ya que, de lo contrario, se estaría forzando el o los motores a trabajar más allá de su capacidad y podría desencadenar en un daño en toda la planta, reteniendo la producción del sistema y generando mayores gastos en cuestión de mantenimiento.
71
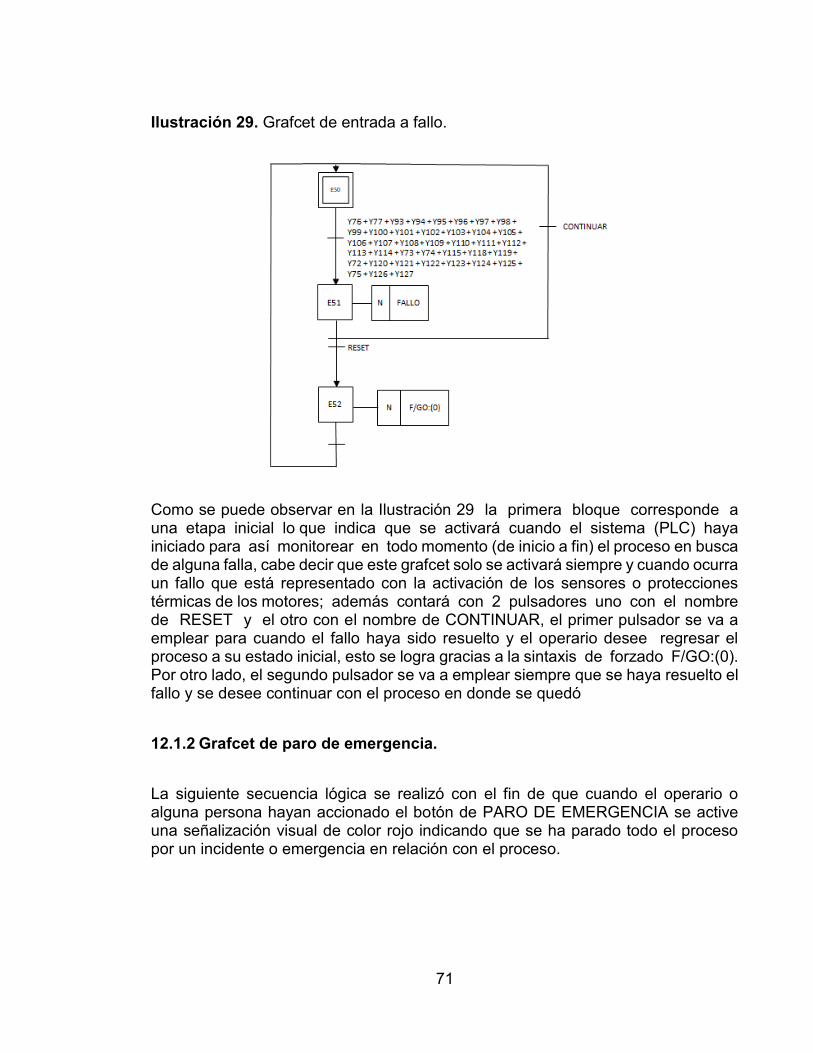
Ilustración 29. Grafcet de entrada a fallo.
Como se puede observar en la Ilustración 29 la primera bloque corresponde a una etapa inicial lo que indica que se activará cuando el sistema (PLC) haya iniciado para así monitorear en todo momento (de inicio a fin) el proceso en busca de alguna falla, cabe decir que este grafcet solo se activará siempre y cuando ocurra un fallo que está representado con la activación de los sensores o protecciones térmicas de los motores; además contará con 2 pulsadores uno con el nombre de RESET y el otro con el nombre de CONTINUAR, el primer pulsador se va a emplear para cuando el fallo haya sido resuelto y el operario desee regresar el proceso a su estado inicial, esto se logra gracias a la sintaxis de forzado F/GO:(0). Por otro lado, el segundo pulsador se va a emplear siempre que se haya resuelto el fallo y se desee continuar con el proceso en donde se quedó
12.1.2 Grafcet de paro de emergencia.
La siguiente secuencia lógica se realizó con el fin de que cuando el operario o alguna persona hayan accionado el botón de PARO DE EMERGENCIA se active una señalización visual de color rojo indicando que se ha parado todo el proceso por un incidente o emergencia en relación con el proceso.

72
Ilustración 30. Grafcet de Parada de Emergencia.
12.2 DIAGRAMA DE CONEXIÓN
Se presentan los diagramas de conexión para los elementos que intervienen en el sistema como lo son sensores, indicadores, pulsadores entre otros para identificar cuáles son de entrada y de salida, y así detallar mejor la cantidad de puertos de entradas que necesita el PLC. Estos diagramas se encuentran como anexo N; además de la tabla para los elementos que van a la entrada del PLC como a la salida, cada tabla contiene la descripción de cada elemento, la dirección y por su puesto el nombre con que aparece en el GRAFCET.
Para la implementación se sugiere utilizar una visión 1040 de Unitronics o superior; además que también se requiere de módulos de expansión de entradas y salidas, debido a la cantidad de contactores y sensores que requiere el sistema.
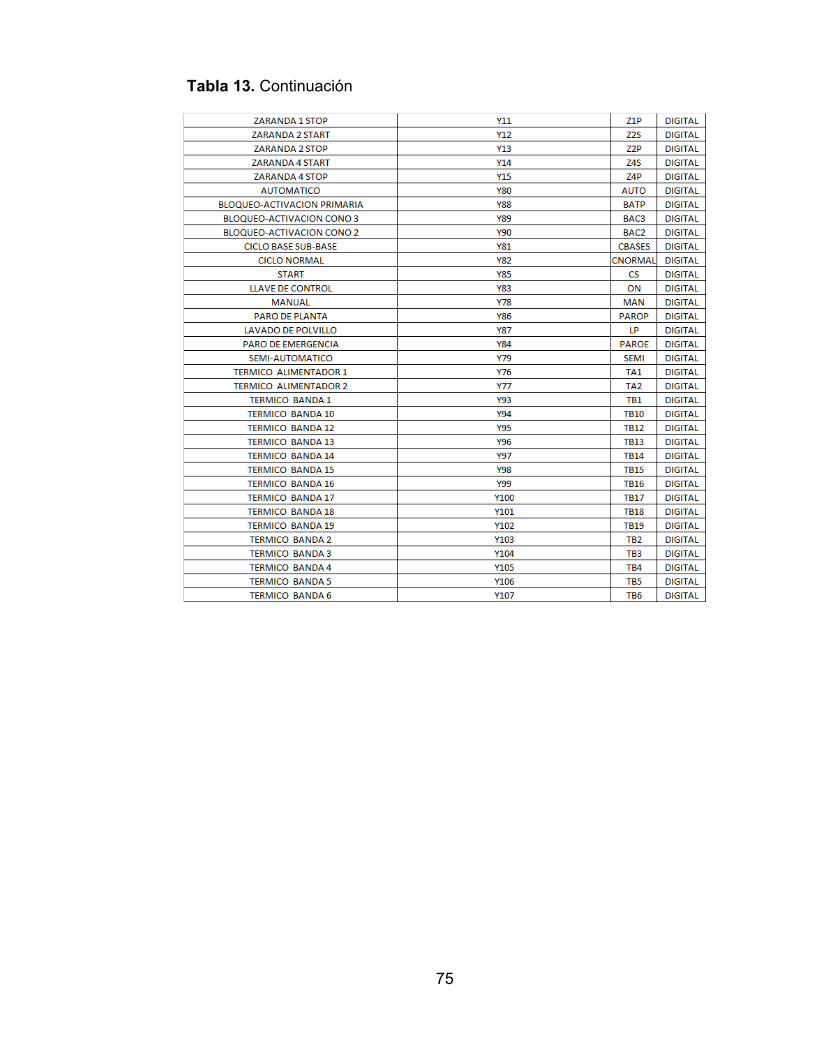
12.2.1 Entradas al PLC.
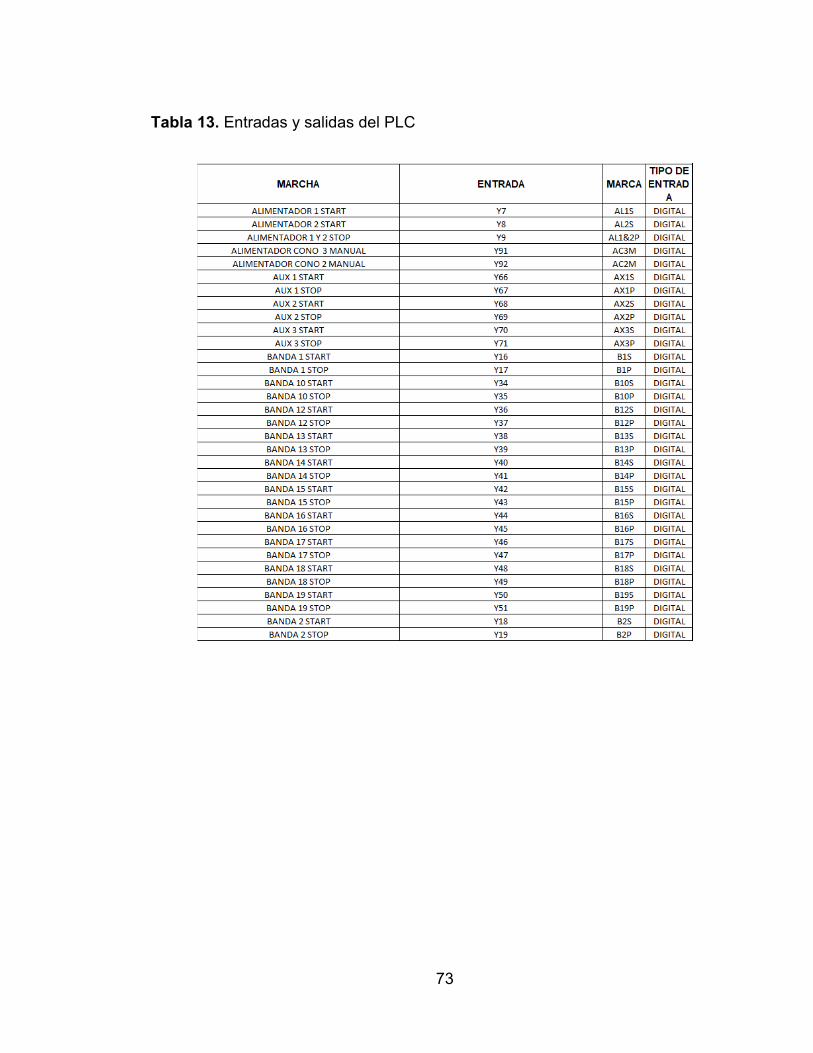
Para la elaboración de las entradas que necesitamos para nuestro sistema, se implementara módulos de entrada para el PLC, debido a que se va a controlar una gran cantidad de motores y sensores; va a ser complejo si se usa solo las entradas que posee el PLC, por ello se opta por este medio; A continuación, se mostrara las entradas que posee el sistema con su nomenclatura, así como el tipo de entrada que vamos a usar de este:
73
Tabla 13. Entradas y salidas del PLC
74
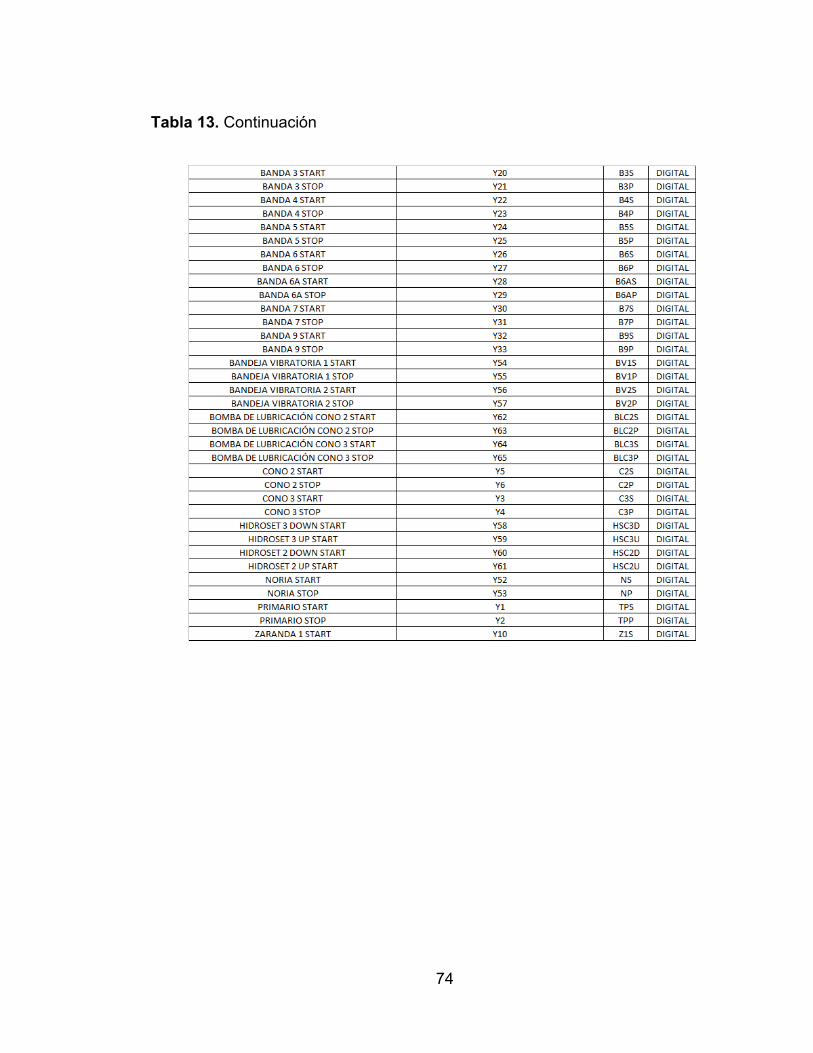
Tabla 13. Continuación
75
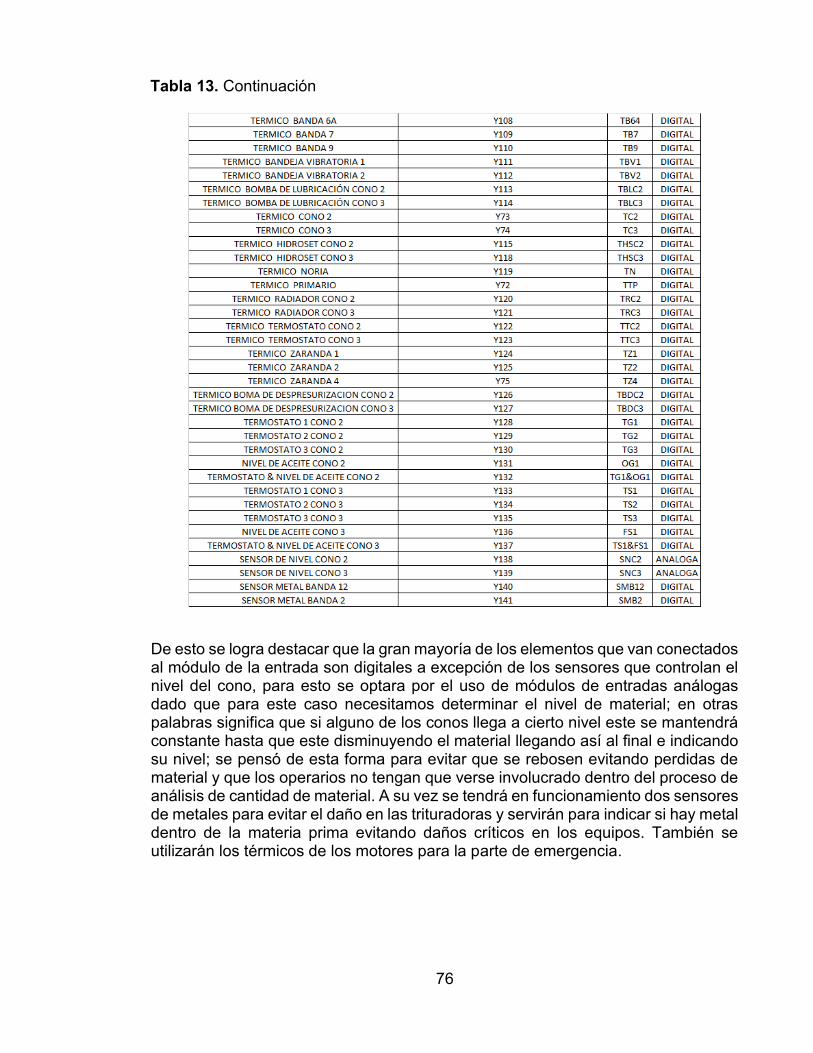
Tabla 13. Continuación
76
De esto se logra destacar que la gran mayoría de los elementos que van conectados al módulo de la entrada son digitales a excepción de los sensores que controlan el nivel del cono, para esto se optara por el uso de módulos de entradas análogas dado que para este caso necesitamos determinar el nivel de material; en otras palabras significa que si alguno de los conos llega a cierto nivel este se mantendrá constante hasta que este disminuyendo el material llegando así al final e indicando su nivel; se pensó de esta forma para evitar que se rebosen evitando perdidas de material y que los operarios no tengan que verse involucrado dentro del proceso de análisis de cantidad de material. A su vez se tendrá en funcionamiento dos sensores de metales para evitar el daño en las trituradoras y servirán para indicar si hay metal dentro de la materia prima evitando daños críticos en los equipos. También se utilizarán los térmicos de los motores para la parte de emergencia.
Tabla 13. Continuación
77
12.2.2 Esquema de conexión de entradas al PLC.
La guía de conexión de entradas tienen la función de guiar al técnico o al usuario las conexiones que se deben de hacer, estos esquemas se encuentran como anexo; en el anexo de este documento.
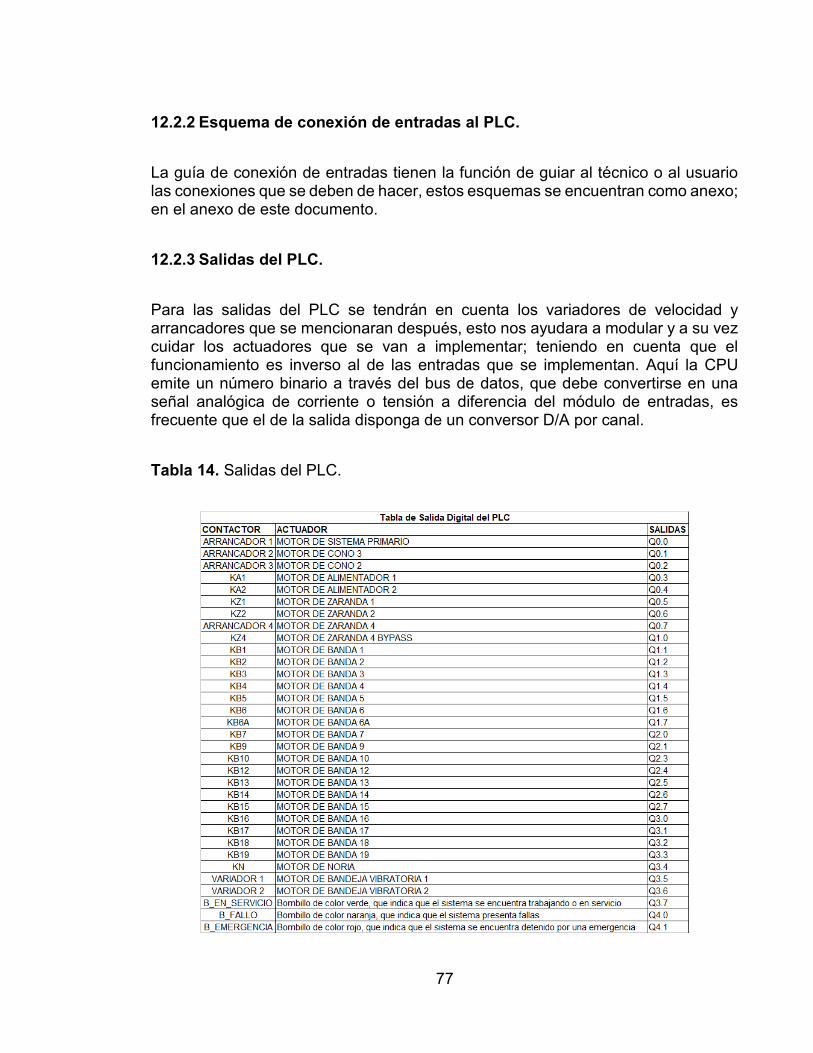
12.2.3 Salidas del PLC.
Para las salidas del PLC se tendrán en cuenta los variadores de velocidad y arrancadores que se mencionaran después, esto nos ayudara a modular y a su vez cuidar los actuadores que se van a implementar; teniendo en cuenta que el funcionamiento es inverso al de las entradas que se implementan. Aquí la CPU emite un número binario a través del bus de datos, que debe convertirse en una señal analógica de corriente o tensión a diferencia del módulo de entradas, es frecuente que el de la salida disponga de un conversor D/A por canal.
Tabla 14. Salidas del PLC.
78
Para este caso todos los elementos de salidas serán digitales donde se tienen las señales visuales (pilotos) que se encargarán de informar el estado del sistema, es decir, si se encuentra en servicio, si está en falla o en paro de emergencia; se tendrán cuatro salidas que van a las entradas digitales de los variadores de velocidad ATV312HU55N4 por donde se comunicarán y se mandaran la señal de mando pertinente para la activación de los motores donde la entradas digitales a los cuales corresponden el arranque normal de los motores; también se tienen en cuenta los motores que serán accionados a partir del uso de relés y contactores; también se están usando una serie de arrancadores de distintas marcas a solicitud del cliente, para el inicio despacio de algunas secciones de la planta.
12.2.4 Esquema de conexión de salida del PLC.
La guía de conexión de salidas tiene la función de guiar al técnico o al usuario las conexiones que se deben de hacer, estos esquemas se encuentran como anexo; en el anexo de este documento.
12.3 MONTAJE ELECTRICO
12.3.1 Configuración y montaje de variador de velocidad.
Lo primero que se debe de tener en cuenta al momento de configurar un variador de velocidad son los parámetros del motor que se va a controlar, estos parámetros son: tensión nominal, corriente nominal, frecuencia, factor de potencia, eficiencia, velocidad nominal, potencia nominal entre otros; ya habiendo obtenido dichos valores del motor se proseguirá a introducirlos en el variador seleccionando los parámetros de la siguiente forma.

79
Ilustración 31. Variador de velocidad SCHNEIDER ATV 312 HU75N4.2
Los variadores de velocidad de configuran utilizando una serie de codificaciones que permiten al variador entender que es lo que se requiere, por ejemplo en este caso si se desea activar el modo de control del motor que posee el variador, se debe ingresar el parámetro “drC-”, cuando se ingresa el número, la opción cambia a preguntarle al usuario que quiere hacer con este parámetro, si se ingresa el parámetro “bFr”, permitirá variar la frecuencia estándar del motor; esto es uno de algunos parámetros que posee el variador, los cuales permitirán trabajar con sus funciones, a continuación se muestran los ajuste de estos:
2 Scheneider Electric. Varador de velocidad [En línea]. Santiago de cali; schneider [Consultado el 8 de Agosto de 2018]. Disponible en internet: https://www.schneider-electric.es/es/product/ATV312HU75N4/variador-de-velocidad-atv312---7%2C5-kw---18-kva---269-w---380...500-v---trif%C3%A1sico.

80
Ilustración 32. Ajuste de parámetros de SCHNEIDER ATV 312 HU75N4
A continuación, se tiene la estructura de programación para el arranque del motor:

81
Ilustración 33. Estructura de programación del arranque del motor para el SCHNEIDER ATV 312 HU75N4
Fuente: Elaboración Propia
Los parámetros de los motores que se obtuvieron con ayuda de la tabla que se encuentra en el anexo C. Datos técnicos del motor:
Tensión nominal: 300 V – 500 V Corriente Nominal: 0 amp – 25.5 amp Potencia nominal: 10 hp – 7.5 Kw Velocidad nominal: 1 - 50 RPM Frecuencia: 50 - 60Hz
12.3.2 Arrancadores suaves.
Para los arrancadores suaves, se piensan usar 4 tipos distintos de arrancadores, debido a que se reutilizaran por requerimiento del cliente, para las secciones de la fase primaria de la planta, los conos y zaranda, para ello se tuvo en cuenta los distintos parámetros para la configuración de los mismos.

82
Ilustración 34. Arrancador suave ALTISTART 48 ATS48C17Y 208-690V.
Fuente: Schneider electric, “Arrancador progresivo”, [En línea] schneider-electric schneider [Consultado el 8 de Agosto de 2018]. https://www.schneider-electric.es/es/product/ATS48C17Y/arrancador-progresivo--altistart-170-a-690-v.
A continuación, se presenta la guía de conexión de este arrancador suave, tomando los datos dados suministrados por el fabricante y así evitar daños hacia el sistema; en el anexo G se mostrará los ajustes dados por el fabricante.
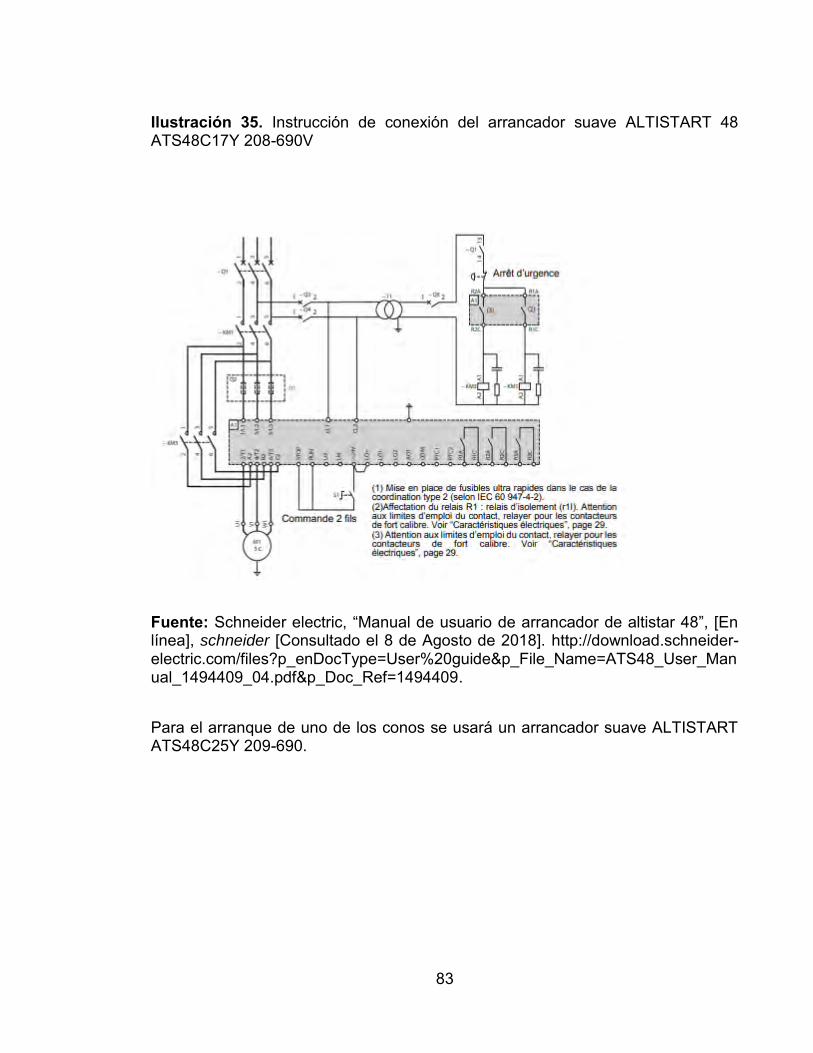
83
Ilustración 35. Instrucción de conexión del arrancador suave ALTISTART 48 ATS48C17Y 208-690V
Fuente: Schneider electric, “Manual de usuario de arrancador de altistar 48”, [En línea], schneider [Consultado el 8 de Agosto de 2018]. http://download.schneider-electric.com/files?p_enDocType=User%20guide&p_File_Name=ATS48_User_Manual_1494409_04.pdf&p_Doc_Ref=1494409.
Para el arranque de uno de los conos se usará un arrancador suave ALTISTART ATS48C25Y 209-690.

84
Ilustración 31. Frontal de arrancador suave ALTISTART ATS48C25Y 209-690
Fuente: Schneider electric, “Arrancadores progresivos ATS48C25Y”, [En línea], schneider-electric [Consultado el 8 de Agosto de 2018]. https://www.schneider-electric.com.co/es/product/ATS48C25Y/arrancador-progresivo--altistart-250-a-690-v/.
Esta clase de arrancador es usado más que todo para motores de tipo asíncrono en donde se requiere una mayor velocidad ya que será destinado para el uso del cono 3 cuyo funcionamiento es triturar parte de la materia que no pudo pasar por el primer filtro de la planta.
Para conectar el arrancador al sistema, se tendrá en las instrucciones dadas por el fabricante; en el anexo H se mostrará los ajustes dadas por el fabricante.

85
Ilustración 36. Instrucción de conexión del arrancador suave ALTISTART ATS48C25Y 209-690.
Fuente: Schneider electric, “Arrancadores progresivos ATS48C25Y”, [En línea], schneider-electric [Consultado el 8 de Agosto de 2018]. https://www.schneider-electric.com.co/es/product/ATS48C25Y/arrancador-progresivo--altistart-250-a-690-v/.
Para el siguiente cono se utilizará también un arranque suave, para ello, se implementará otra clase de arrancador suave. En este caso se usará, un arrancador de marca SIEMENS SIRIUS 3RW4446-6BC34, para este caso se necesita de un arranque y deceleración suaves y a su vez conmutación continua y sin picos de corriente, así como las pequeñas dimensiones. Estos tipos de arrancadores son ideales para muchos accionamientos que hasta el momento sólo funcionaban con convertidores de frecuencia y que no requieran ninguna regulación de la velocidad, un elevado par de arranque, o bien alcanzar casi el nivel de corriente nominal al arrancar.

86
Ilustración 37. Isométrico de arrancador suave SIEMENS SIRIUS 3RW4446-6BC34.
Fuente: SIEMENS, “Arrancadores suaves Sirius”, [En línea], mall.industry.siemens [Consultado el 8 de Agosto de 2018]. https://mall.industry.siemens.com/mall/es/es/Catalog/Product/3RW4446-6BC34.
Para el acople de este arrancador al sistema, se tendrá nuevamente en cuenta las instrucciones dadas por el fabricante, para evitar daños sobre el mismo dispositivo y así evitar pérdidas frente al diseño y elaboración del proyecto como tal; en el anexo I se mostrará los ajustes dadas por el fabricante.

87
Ilustración 38. Instrucción de conexión estándar del arrancador suave SIEMENS SIRIUS 3RW4446-6BC34.
Fuente: SIEMENS, “Arrancadores suaves Sirius”, [En línea], mall.industry.siemens [Consultado el 8 de Agosto de 2018]. https://mall.industry.siemens.com/mall/es/es/Catalog/Product/3RW4446-6BC34.*
Por ultimo para el funcionamiento de nuestra zaranda cuya función es cernir o cribar el material por que no pudo ser triturado por las etapas anteriores de la planta, para este se usara un arrancador suave ALTISTART ATS48C11Y.
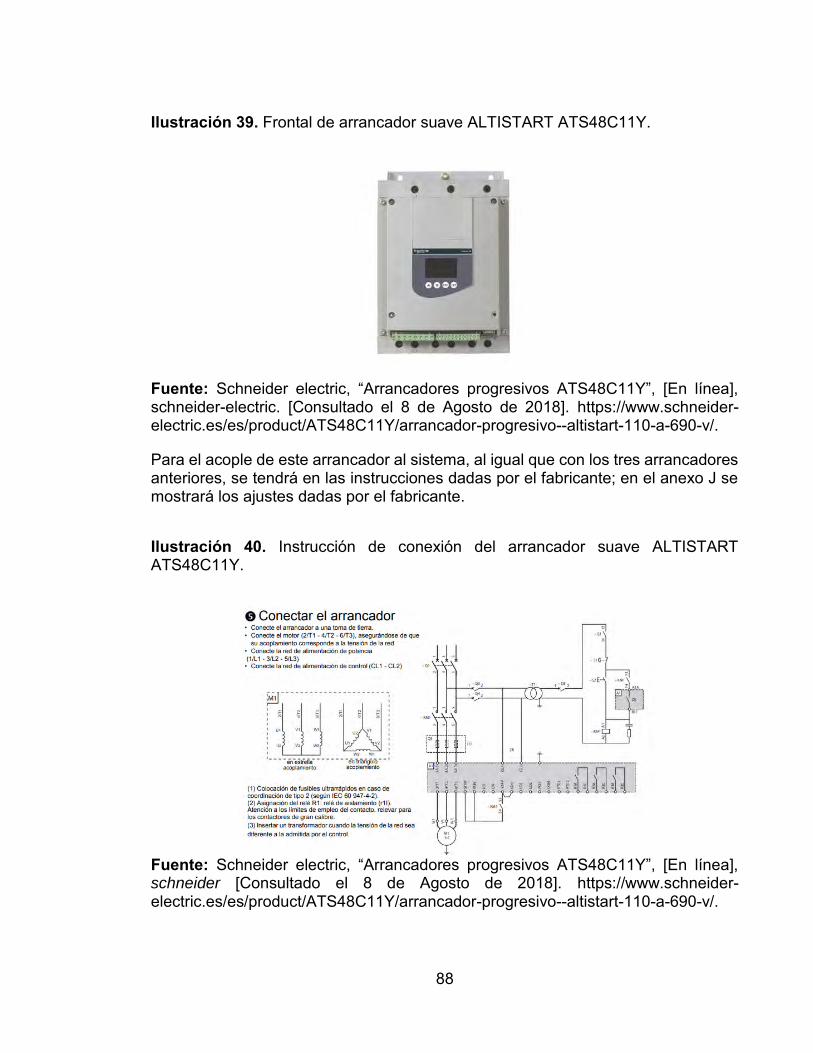
88
Ilustración 39. Frontal de arrancador suave ALTISTART ATS48C11Y.
Fuente: Schneider electric, “Arrancadores progresivos ATS48C11Y”, [En línea], schneider-electric. [Consultado el 8 de Agosto de 2018]. https://www.schneider-electric.es/es/product/ATS48C11Y/arrancador-progresivo--altistart-110-a-690-v/.
Para el acople de este arrancador al sistema, al igual que con los tres arrancadores anteriores, se tendrá en las instrucciones dadas por el fabricante; en el anexo J se mostrará los ajustes dadas por el fabricante.
Ilustración 40. Instrucción de conexión del arrancador suave ALTISTART ATS48C11Y.
Fuente: Schneider electric, “Arrancadores progresivos ATS48C11Y”, [En línea], schneider [Consultado el 8 de Agosto de 2018]. https://www.schneider-electric.es/es/product/ATS48C11Y/arrancador-progresivo--altistart-110-a-690-v/.
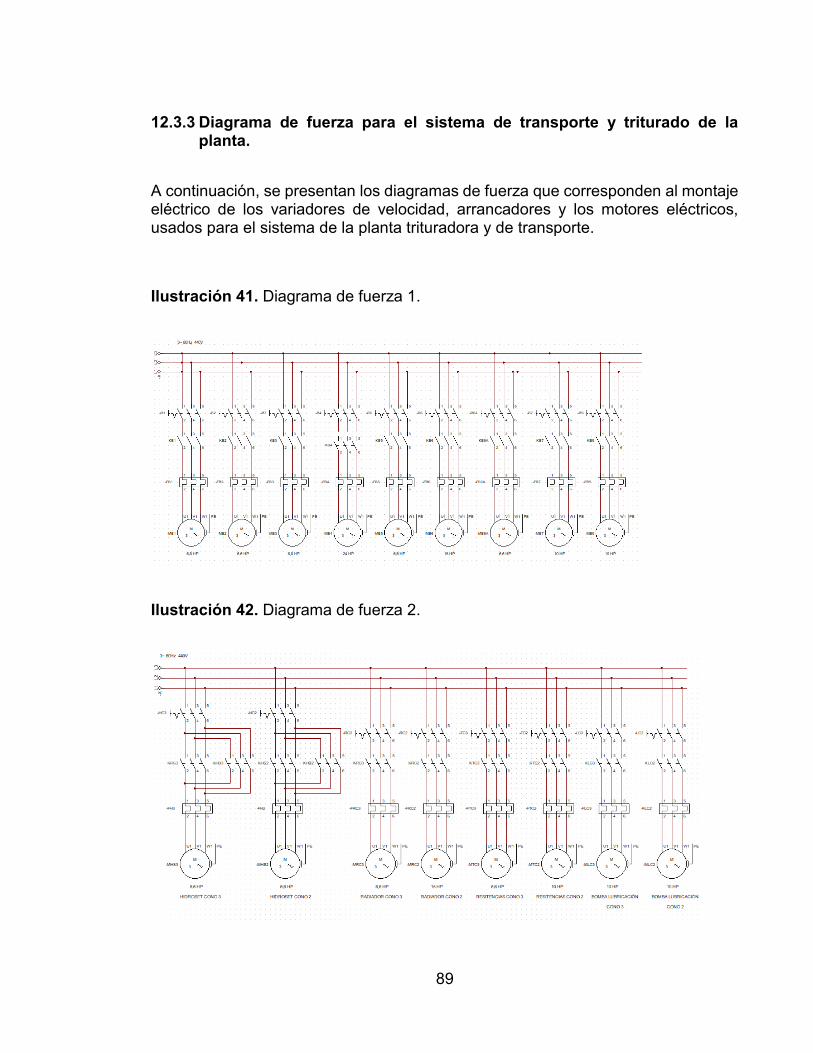
89
12.3.3 Diagrama de fuerza para el sistema de transporte y triturado de la planta.
A continuación, se presentan los diagramas de fuerza que corresponden al montaje eléctrico de los variadores de velocidad, arrancadores y los motores eléctricos, usados para el sistema de la planta trituradora y de transporte.
Ilustración 41. Diagrama de fuerza 1.
Ilustración 42. Diagrama de fuerza 2.
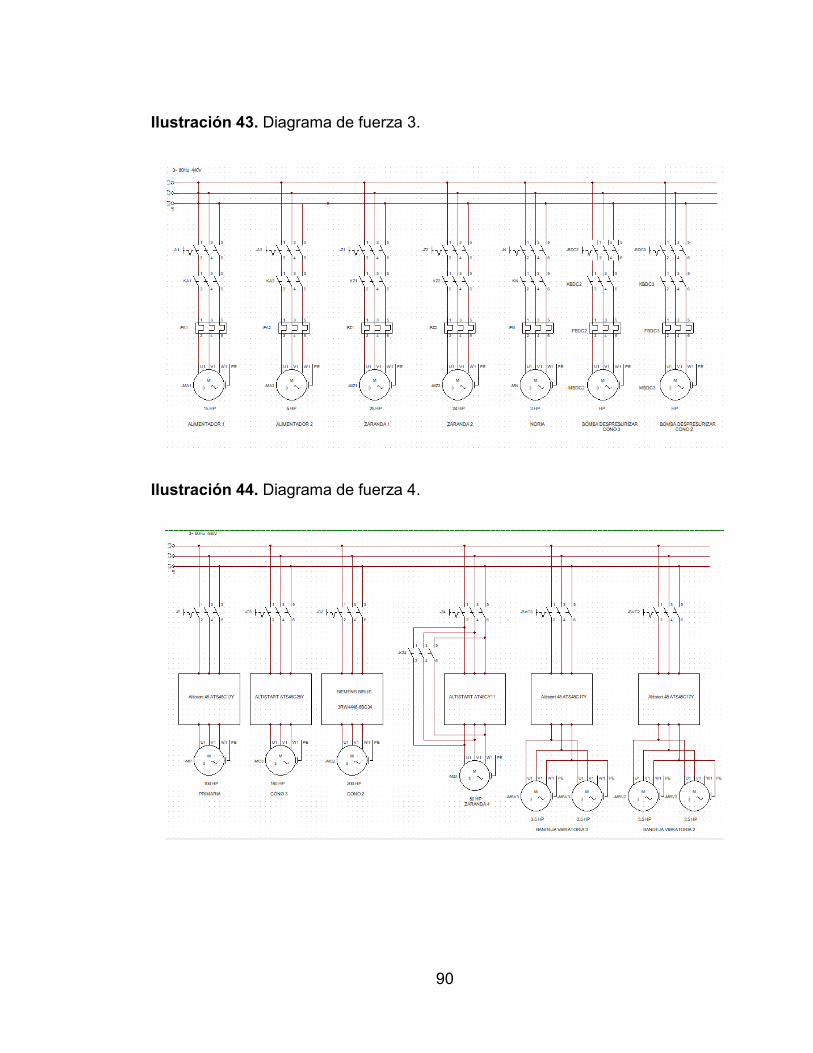
90
Ilustración 43. Diagrama de fuerza 3.
Ilustración 44. Diagrama de fuerza 4.
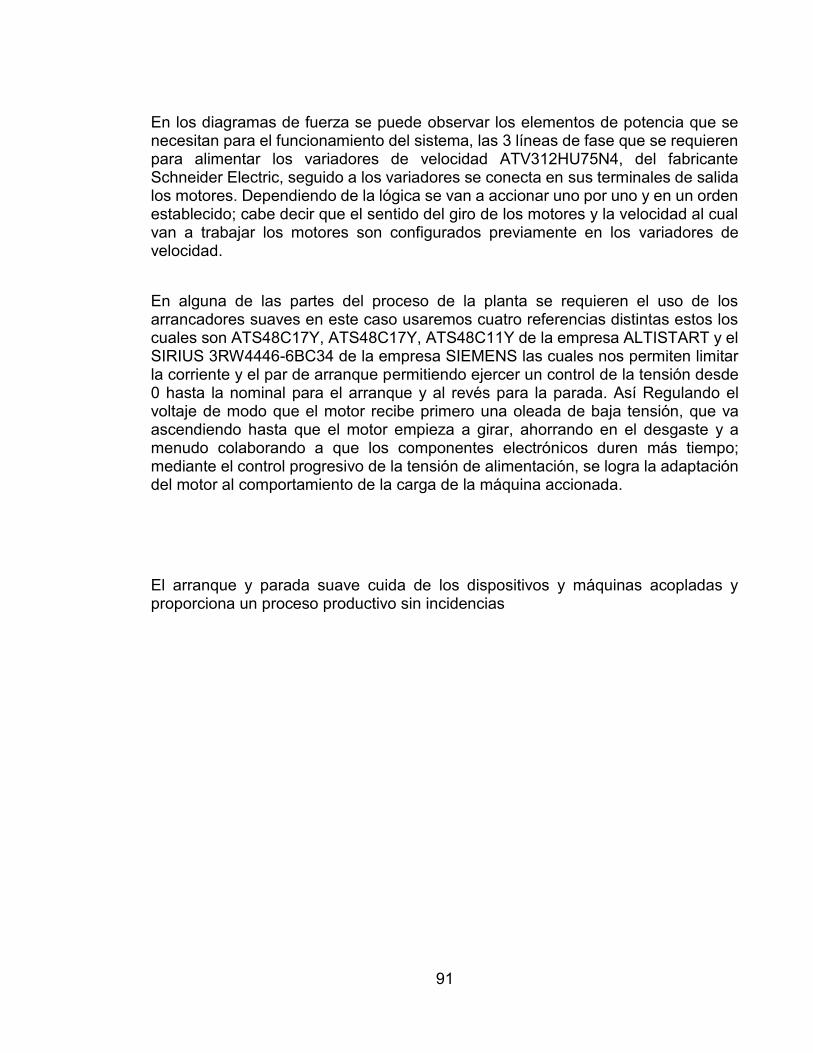
91
En los diagramas de fuerza se puede observar los elementos de potencia que se necesitan para el funcionamiento del sistema, las 3 líneas de fase que se requieren para alimentar los variadores de velocidad ATV312HU75N4, del fabricante Schneider Electric, seguido a los variadores se conecta en sus terminales de salida los motores. Dependiendo de la lógica se van a accionar uno por uno y en un orden establecido; cabe decir que el sentido del giro de los motores y la velocidad al cual van a trabajar los motores son configurados previamente en los variadores de velocidad.
En alguna de las partes del proceso de la planta se requieren el uso de los arrancadores suaves en este caso usaremos cuatro referencias distintas estos los cuales son ATS48C17Y, ATS48C17Y, ATS48C11Y de la empresa ALTISTART y el SIRIUS 3RW4446-6BC34 de la empresa SIEMENS las cuales nos permiten limitar la corriente y el par de arranque permitiendo ejercer un control de la tensión desde 0 hasta la nominal para el arranque y al revés para la parada. Así Regulando el voltaje de modo que el motor recibe primero una oleada de baja tensión, que va ascendiendo hasta que el motor empieza a girar, ahorrando en el desgaste y a menudo colaborando a que los componentes electrónicos duren más tiempo; mediante el control progresivo de la tensión de alimentación, se logra la adaptación del motor al comportamiento de la carga de la máquina accionada.
El arranque y parada suave cuida de los dispositivos y máquinas acopladas y proporciona un proceso productivo sin incidencias
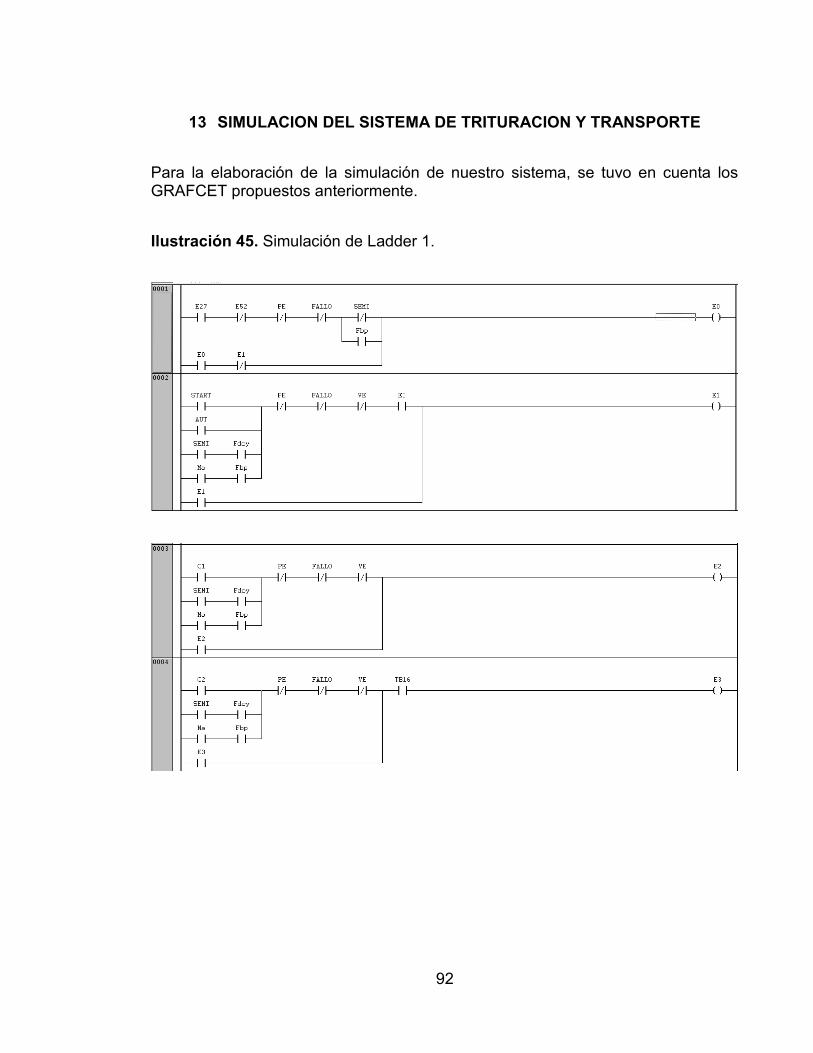
92
13 SIMULACION DEL SISTEMA DE TRITURACION Y TRANSPORTE
Para la elaboración de la simulación de nuestro sistema, se tuvo en cuenta los GRAFCET propuestos anteriormente.
Ilustración 45. Simulación de Ladder 1.
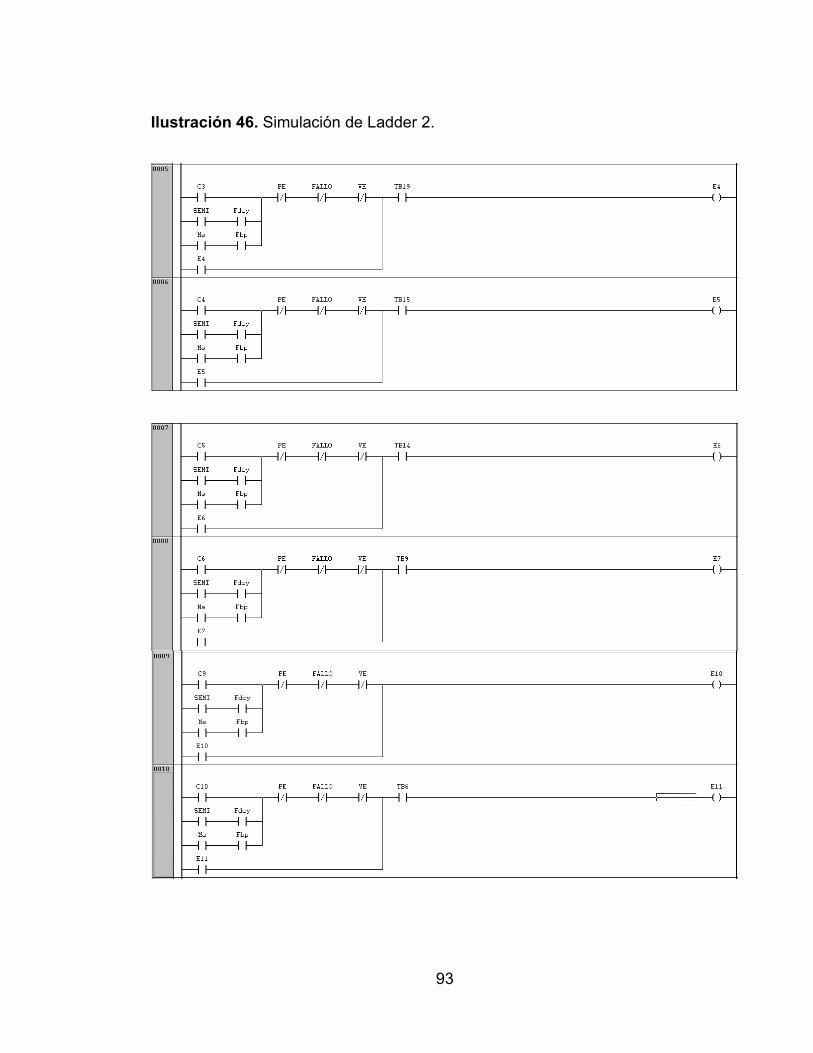
93
Ilustración 46. Simulación de Ladder 2.

94
Ilustración 47. Simulación de Ladder 3.

95
Ilustración 48. Simulación de Ladder 4.
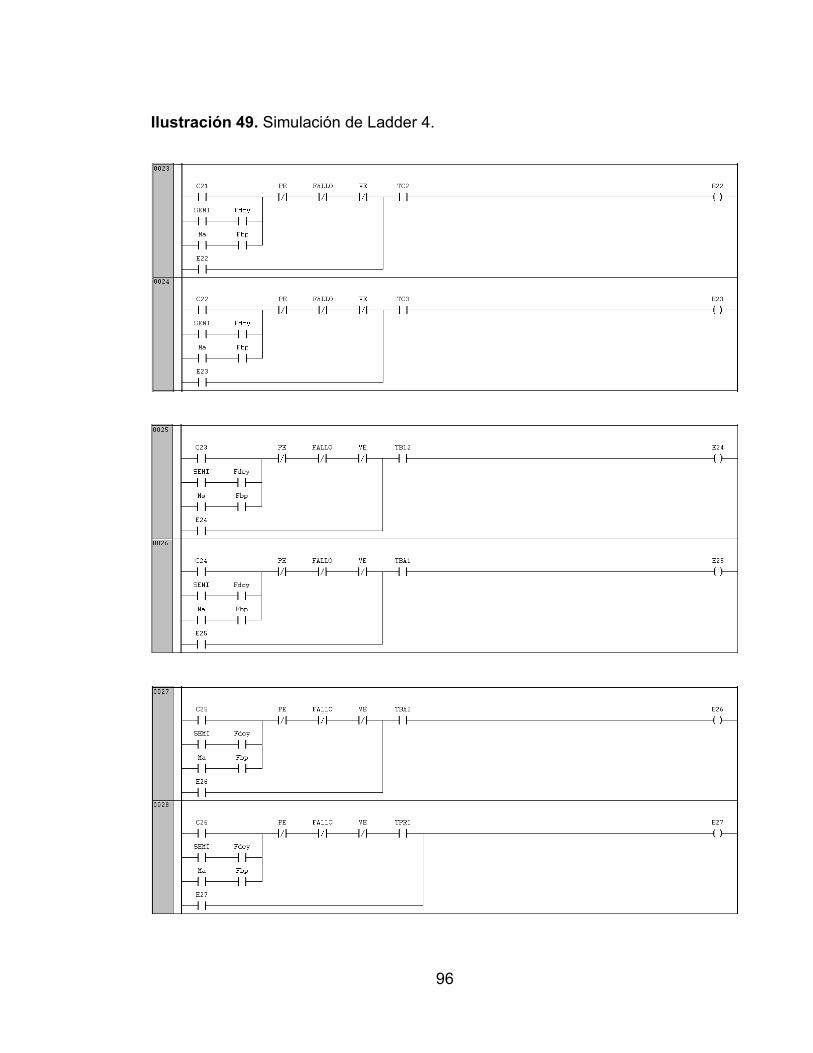
96
Ilustración 49. Simulación de Ladder 4.

97
Ilustración 50. Simulación de Ladder 5
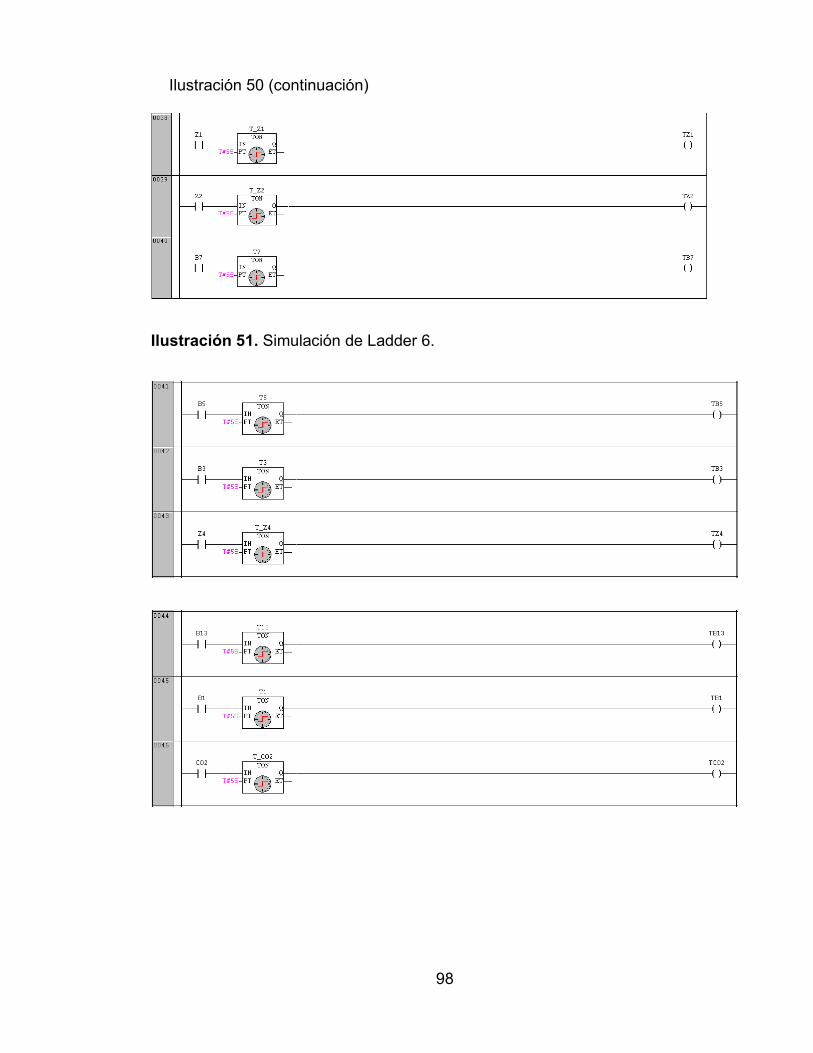
98
Ilustración 51. Simulación de Ladder 6.
Ilustración 50 (continuación)

99
Ilustración 52. Simulación de Ladder 7.
Ilustración 51 (continuación)
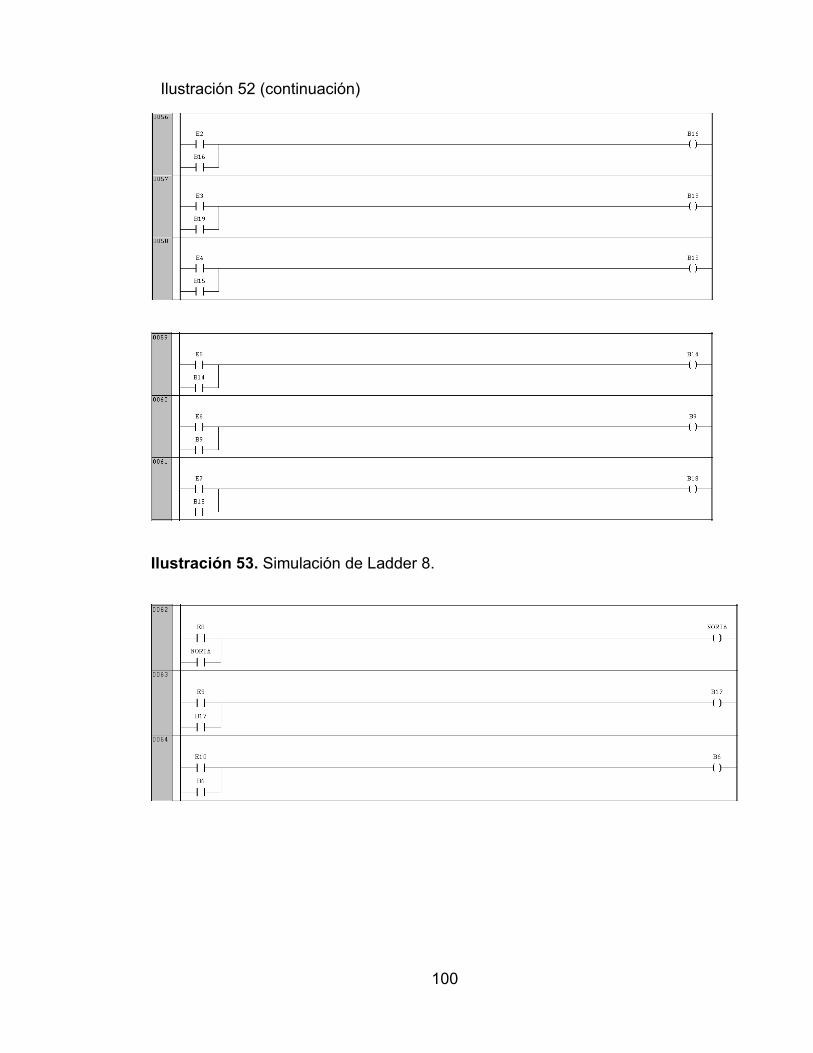
100
Ilustración 53. Simulación de Ladder 8.
Ilustración 52 (continuación)
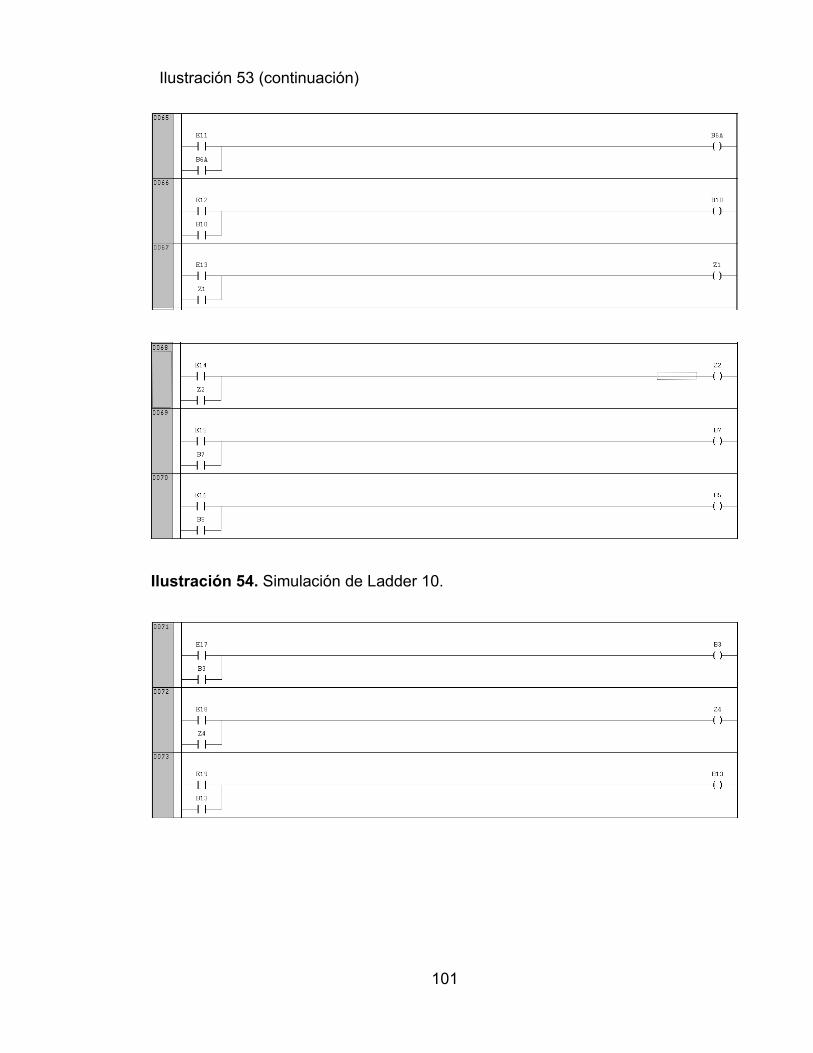
101
Ilustración 54. Simulación de Ladder 10.
Ilustración 53 (continuación)
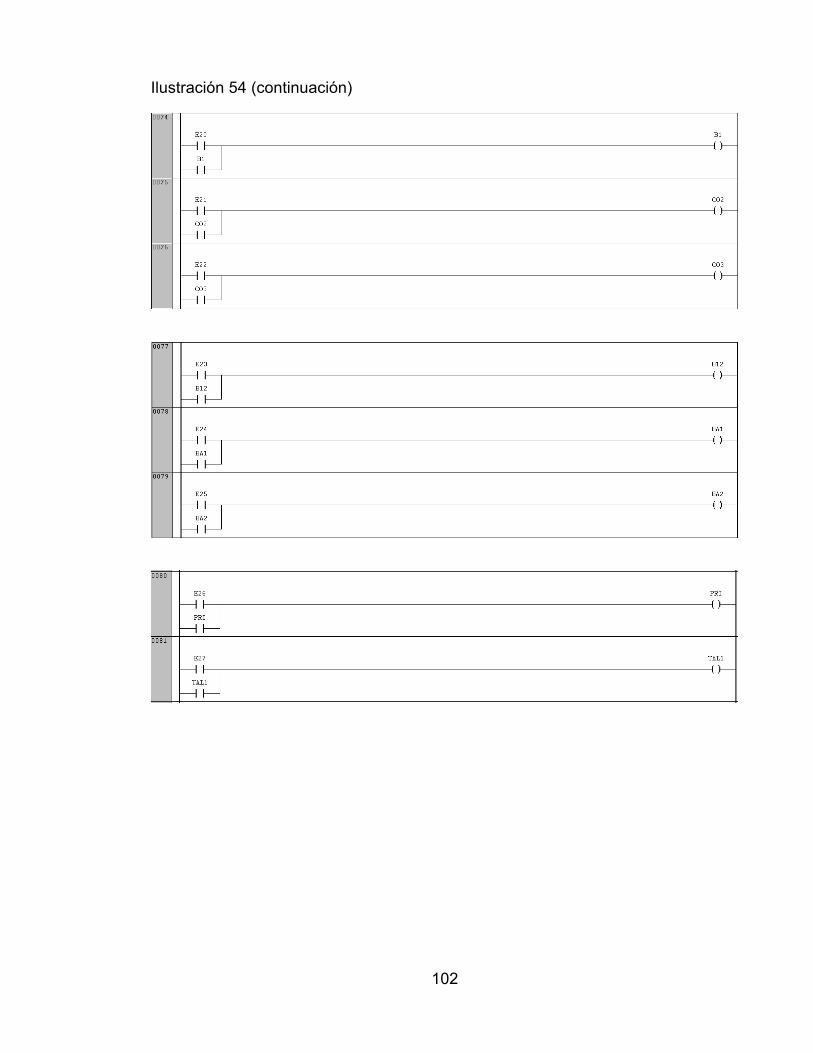
102
Ilustración 54 (continuación)

103
Ilustración 55. Simulación de Ladder 10
104
Ilustración 55. Continuación

105
Ilustración 56. Simulación de Ladder 11.
Ilustración 57. Simulación de Ladder 52
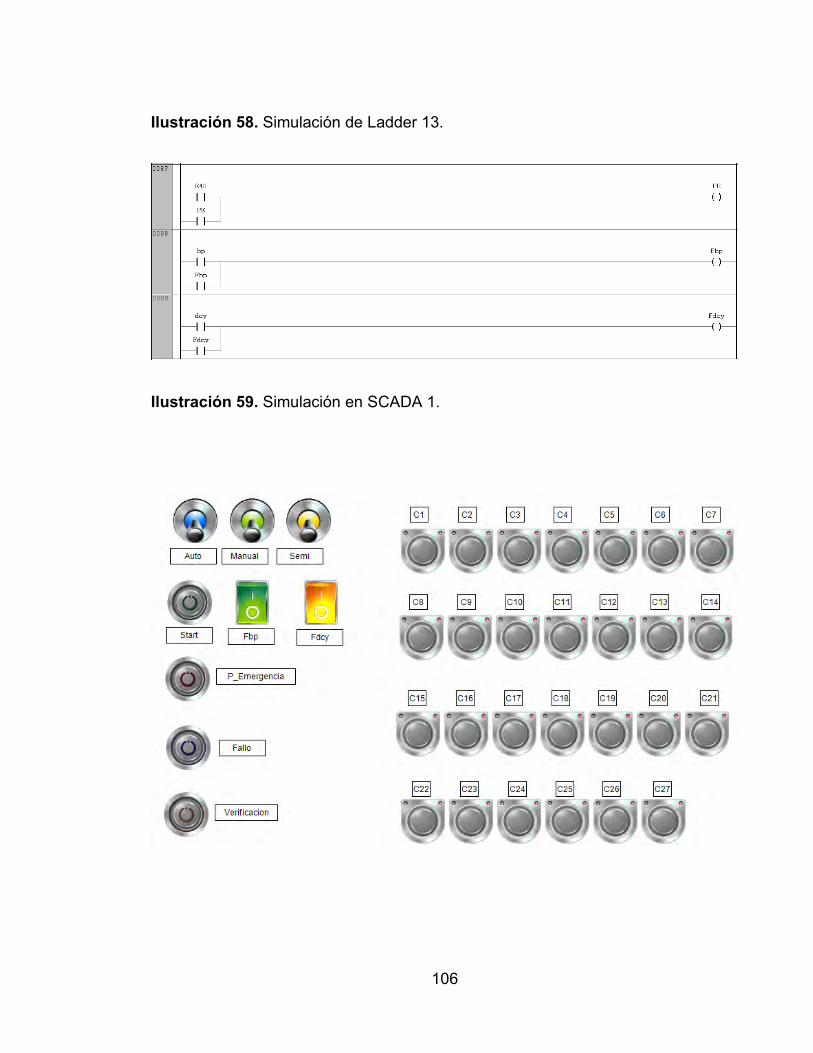
106
Ilustración 58. Simulación de Ladder 13.
Ilustración 59. Simulación en SCADA 1.

107
Ilustración 60. SIMULACION EN SCADA 2.

108
14 COMPONENTES PARA EL SISTEMA
En esta sección se hablará de los elementos sugeridos para realizar el montaje del sistema final se mostrarán las marcas y las referencias, además se mostrarán los precios de estos elementos para realizar una aproximación al precio final del proyecto, sin tener en cuenta el precio del montaje, la mano de obra y las mejoras en el espacio de trabajo que deben realizarse para permitir el montaje del proyecto.
14.1 SENSOR DE PROXIMIDAD
El sensor de distancia será el encargado de indicarle al programa el nivel de llenado en el que se encuentra los conos del sistema para evitar pérdidas de materia prima y así puedan ser reutilizadas correctamente, es por esto que se decidió a usar un sensor robusto que permitiera brindar fidelidad al usuario. Este sensor puede ser configurado como un sensor de proximidad y un sensor de distancia, por esto se decidió seleccionarlo para ambas necesidades.
Ilustración 61. Sensor UMT30-350-A-IUD-L5 M30
Fuente: Sensopart, UMT30-350-A-IUD-L5 M30, [En línea], sensopart [consultado 15 de marzo de 2019] https://www.sensopart.com/en/products/ultrasonic-sensors/ultrasonic-sensors/umt-30-1300-a-iud-l5.html
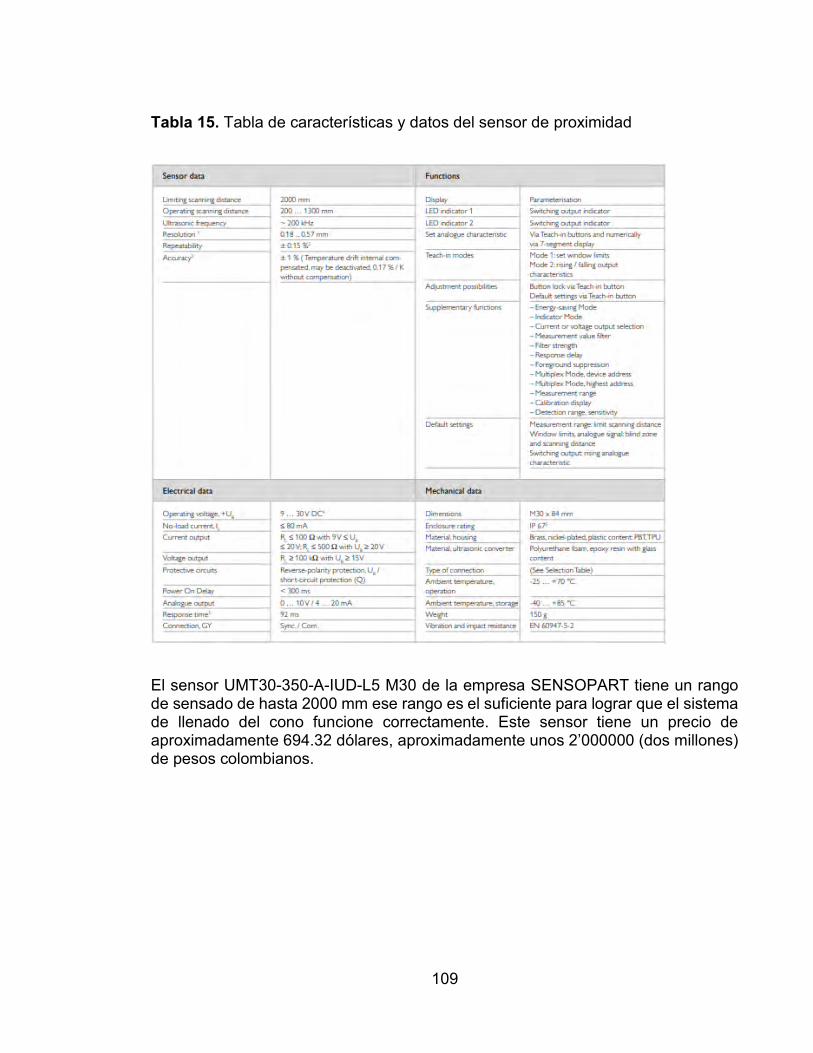
109
Tabla 15. Tabla de características y datos del sensor de proximidad
El sensor UMT30-350-A-IUD-L5 M30 de la empresa SENSOPART tiene un rango de sensado de hasta 2000 mm ese rango es el suficiente para lograr que el sistema de llenado del cono funcione correctamente. Este sensor tiene un precio de aproximadamente 694.32 dólares, aproximadamente unos 2’000000 (dos millones) de pesos colombianos.
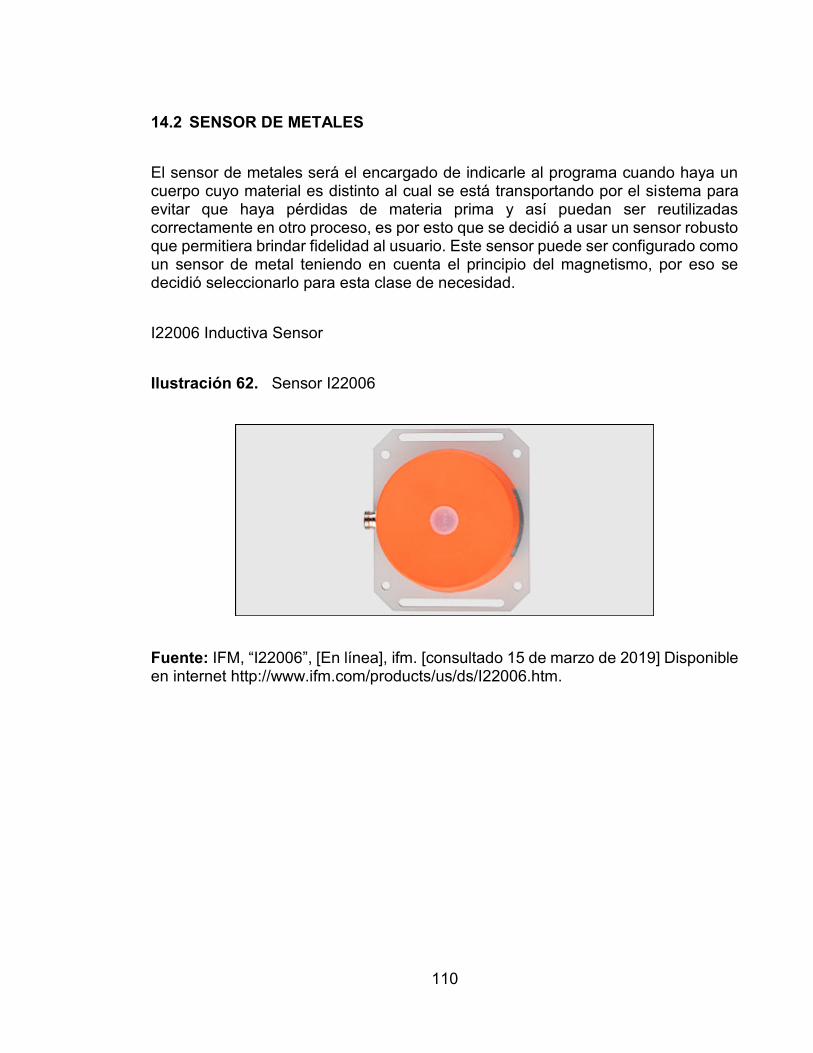
110
14.2 SENSOR DE METALES
El sensor de metales será el encargado de indicarle al programa cuando haya un cuerpo cuyo material es distinto al cual se está transportando por el sistema para evitar que haya pérdidas de materia prima y así puedan ser reutilizadas correctamente en otro proceso, es por esto que se decidió a usar un sensor robusto que permitiera brindar fidelidad al usuario. Este sensor puede ser configurado como un sensor de metal teniendo en cuenta el principio del magnetismo, por eso se decidió seleccionarlo para esta clase de necesidad.
I22006 Inductiva Sensor
Ilustración 62. Sensor I22006
Fuente: IFM, “I22006”, [En línea], ifm. [consultado 15 de marzo de 2019] Disponible en internet http://www.ifm.com/products/us/ds/I22006.htm.

111
Tabla 16. Tabla de características y datos del sensor de metales
El sensor I22006 de la empresa IFM tiene un rango de sensado de hasta 120 mm ese rango es el suficiente para lograr que el sistema pueda detectar cuando haya anomalías con la clase de material que se está transportando por el sistema. Este sensor tiene un precio de aproximadamente 333.0 dólares, aproximadamente unos 999000 (dos millones) de pesos colombianos.
14.3 CONTACTORES
Para el uso de contactores, se tuvo en cuenta los valores de la tensión (V) y de la potencia (HP) con la cual trabajan los motores en la empresa que previamente que fueron analizados; gracias a estos datos nos podemos dar cuenta el tipo de corriente nominal que maneja cada motor; para esto se usó la siguiente formula de potencia absorbida por la red:
𝑃 = √3 ∗ 𝑉 ∗ 𝐼 ∗ 𝐶𝑂𝑆(𝜑)
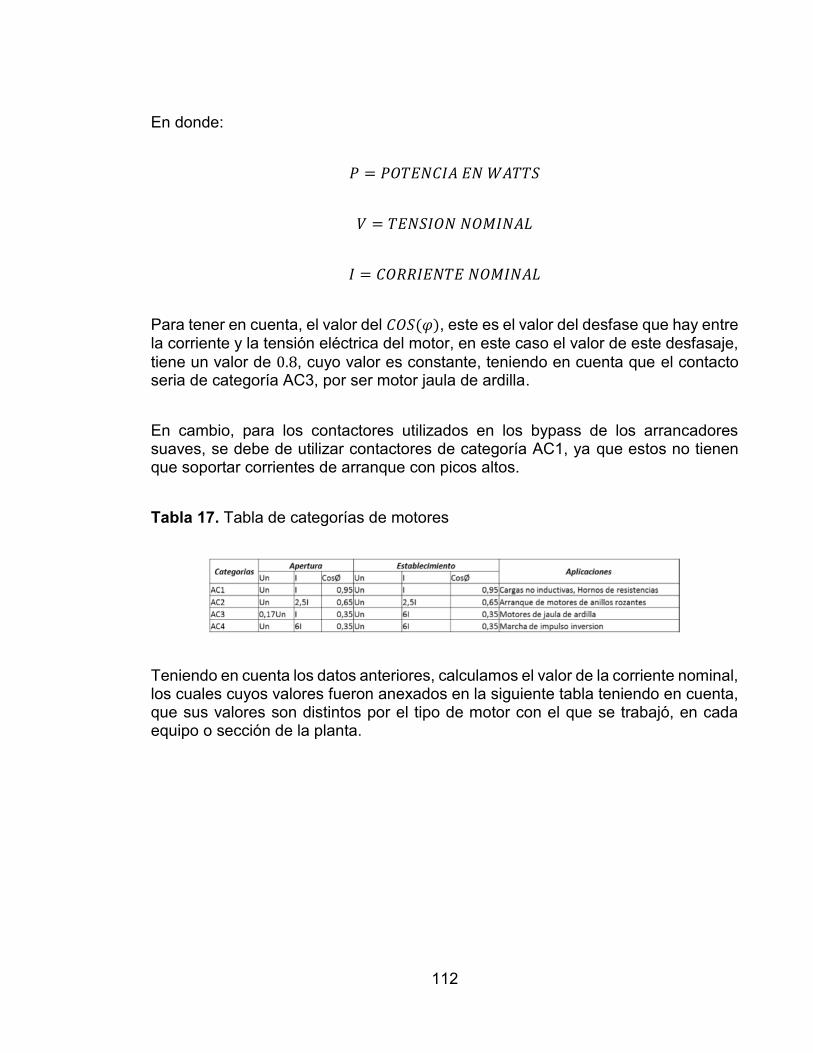
112
En donde:
𝑃 = 𝑃𝑂𝑇𝐸𝑁𝐶𝐼𝐴 𝐸𝑁 𝑊𝐴𝑇𝑇𝑆
𝑉 = 𝑇𝐸𝑁𝑆𝐼𝑂𝑁 𝑁𝑂𝑀𝐼𝑁𝐴𝐿
𝐼 = 𝐶𝑂𝑅𝑅𝐼𝐸𝑁𝑇𝐸 𝑁𝑂𝑀𝐼𝑁𝐴𝐿
Para tener en cuenta, el valor del 𝐶𝑂𝑆(𝜑), este es el valor del desfase que hay entre la corriente y la tensión eléctrica del motor, en este caso el valor de este desfasaje, tiene un valor de 0.8, cuyo valor es constante, teniendo en cuenta que el contacto seria de categoría AC3, por ser motor jaula de ardilla.
En cambio, para los contactores utilizados en los bypass de los arrancadores suaves, se debe de utilizar contactores de categoría AC1, ya que estos no tienen que soportar corrientes de arranque con picos altos.
Tabla 17. Tabla de categorías de motores
Teniendo en cuenta los datos anteriores, calculamos el valor de la corriente nominal, los cuales cuyos valores fueron anexados en la siguiente tabla teniendo en cuenta, que sus valores son distintos por el tipo de motor con el que se trabajó, en cada equipo o sección de la planta.
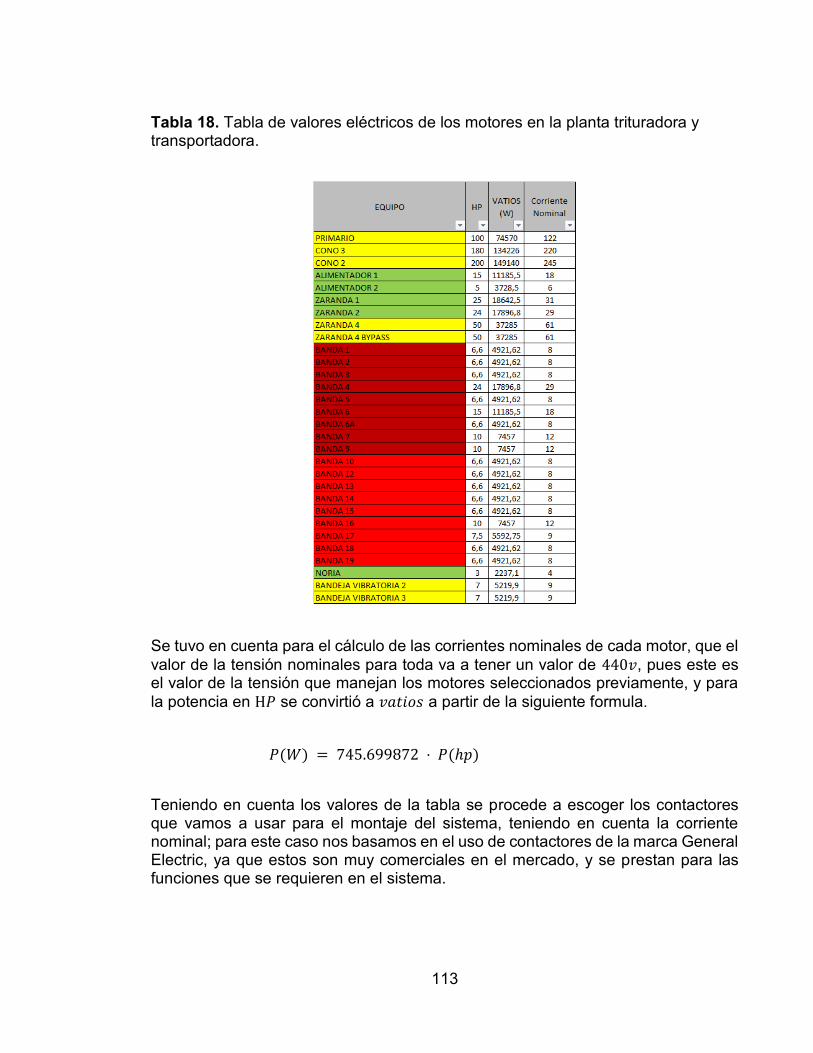
113
Tabla 18. Tabla de valores eléctricos de los motores en la planta trituradora y transportadora.
Se tuvo en cuenta para el cálculo de las corrientes nominales de cada motor, que el valor de la tensión nominales para toda va a tener un valor de 440𝑣, pues este es el valor de la tensión que manejan los motores seleccionados previamente, y para la potencia en H𝑃 se convirtió a 𝑣𝑎𝑡𝑖𝑜𝑠 a partir de la siguiente formula.
𝑃(𝑊) = 745.699872 ⋅ 𝑃(ℎ𝑝)
Teniendo en cuenta los valores de la tabla se procede a escoger los contactores que vamos a usar para el montaje del sistema, teniendo en cuenta la corriente nominal; para este caso nos basamos en el uso de contactores de la marca General Electric, ya que estos son muy comerciales en el mercado, y se prestan para las funciones que se requieren en el sistema.

114
Tabla 19. Tabla de referencias de contactores a usar en la planta trituradora y transportadora.
Hay que tener en cuenta que en el caso de los variadores y los arrancadores suaves los contactores vienen incorporados en ellos por así decirlo; por lo tanto, no se les asigno un contacto como tal.

115
Tabla 20. Características de contactores de la marca GE
Estos contactores tienen un precio de aproximadamente 330 dólares, aproximadamente unos 99000 (novecientos noventa mil) pesos colombianos.
14.4 PROTECCIONES
Para la implementación de las protecciones eléctricas, se tuvo en cuenta la norma IEC 947-4-1 la cual establece los requisitos a cumplir por la combinación de elementos que constituyen una salida a motor y especifica 3 tipos de coordinación:
116
Coordinación tipo I (IEC 947-4-1) permite ante una falta, daño a todos o a algún elemento componente del arranque del motor, el deterioro debe quedar contenido dentro del gabinete no deben existir riesgos ni para la instalación ni para el personal involucrado.
Para continuar con el servicio se requiere la reparación o reemplazo de partes o componentes.
Coordinación tipo 2 (IEC 947-4-1) los únicos daños permitidos ante una falta son la soldadura leve de los contactos. No Deben existir riesgos ni para la instalación ni para el personal involucrado. Para continuar con el servicio sin necesidad de ningún recambio.
Coordinación tipo 3 o Total (IEC 947-4-1) no se permite daño alguno a ningún componente del arranque motor, inclusive a la soldadura de los contactos del contacto o arrancador.
Teniendo en cuenta lo anterior, para este proyecto se implementará tres tipos de protecciones, las cuales son magnéticas, térmicas y termo magnéticas. En los anexos L, M y N se agregan los datos técnicos de las protecciones a usar, teniendo en cuenta lo que se calculó de ellas a continuación.
14.4.1 MAGNETICAS
Esta clase de protecciones usan un interruptor automático que utiliza un electroimán para interrumpir la corriente cuando se da un cortocircuito (no una sobrecarga). En funcionamiento normal, la corriente pasa por la bobina del electroimán creando un campo magnético débil. Si la intensidad es mayor de un determinado valor, el campo magnético creado es suficientemente fuerte como para poner en funcionamiento un dispositivo mecánico que interrumpe la corriente eléctrica. El valor de esta corriente suele ser entre tres y veinte veces mayor que la corriente nominal, protegiendo al circuito de cortocircuitos.
Se suelen usar para proteger motores con arrancadores cuando estos últimos disponen de protección térmica integrada (la protección térmica es la encargada de interrumpir la corriente en condiciones de sobrecarga).
Debido que estos dispositivos usan un fusible en caso de corto circuito, se calculara el valor de este a partir de la siguiente formula:
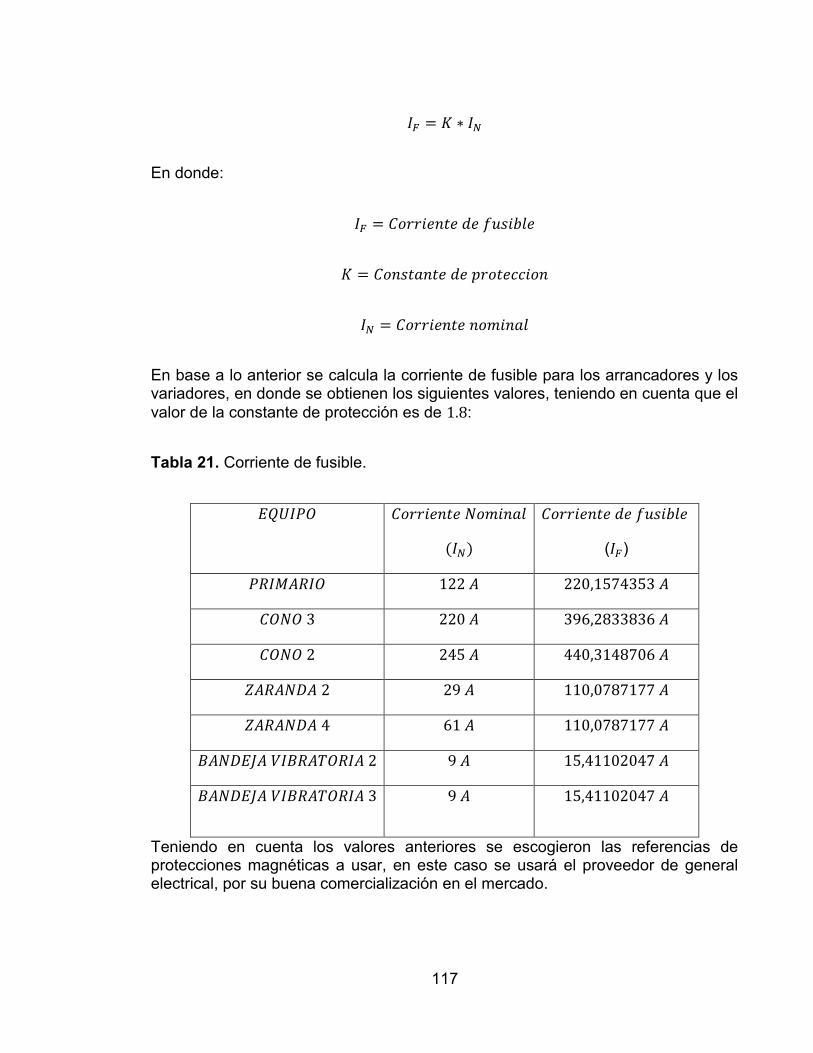
117
𝐼𝐹 = 𝐾 ∗ 𝐼𝑁
En donde:
𝐼𝐹 = 𝐶𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 𝑑𝑒 𝑓𝑢𝑠𝑖𝑏𝑙𝑒
𝐾 = 𝐶𝑜𝑛𝑠𝑡𝑎𝑛𝑡𝑒 𝑑𝑒 𝑝𝑟𝑜𝑡𝑒𝑐𝑐𝑖𝑜𝑛
𝐼𝑁 = 𝐶𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 𝑛𝑜𝑚𝑖𝑛𝑎𝑙
En base a lo anterior se calcula la corriente de fusible para los arrancadores y los variadores, en donde se obtienen los siguientes valores, teniendo en cuenta que el valor de la constante de protección es de 1.8:
Tabla 21. Corriente de fusible.
𝐸𝑄𝑈𝐼𝑃𝑂 𝐶𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 𝑁𝑜𝑚𝑖𝑛𝑎𝑙
(𝐼𝑁)
𝐶𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 𝑑𝑒 𝑓𝑢𝑠𝑖𝑏𝑙𝑒
(𝐼𝐹)
𝑃𝑅𝐼𝑀𝐴𝑅𝐼𝑂 122 𝐴 220,1574353 𝐴
𝐶𝑂𝑁𝑂 3 220 𝐴 396,2833836 𝐴
𝐶𝑂𝑁𝑂 2 245 𝐴 440,3148706 𝐴
𝑍𝐴𝑅𝐴𝑁𝐷𝐴 2 29 𝐴 110,0787177 𝐴
𝑍𝐴𝑅𝐴𝑁𝐷𝐴 4 61 𝐴 110,0787177 𝐴
𝐵𝐴𝑁𝐷𝐸𝐽𝐴 𝑉𝐼𝐵𝑅𝐴𝑇𝑂𝑅𝐼𝐴 2 9 𝐴 15,41102047 𝐴
𝐵𝐴𝑁𝐷𝐸𝐽𝐴 𝑉𝐼𝐵𝑅𝐴𝑇𝑂𝑅𝐼𝐴 3 9 𝐴 15,41102047 𝐴
Teniendo en cuenta los valores anteriores se escogieron las referencias de protecciones magnéticas a usar, en este caso se usará el proveedor de general electrical, por su buena comercialización en el mercado.

118
Tabla 22. Características de protecciones magnéticas de la marca GE
Estas protecciones tienen un precio de aproximadamente 230 dólares, aproximadamente unos 69000 (seiscientos noventa mil) pesos colombianos cada una.
14.4.2 Termicas
Las protecciones térmicas son los dispositivos más utilizados para proteger los motores contra las sobrecargas débiles y prolongadas. Se pueden utilizar en corriente alterna o continua. Este dispositivo de protección nos garantiza la optimización de la durabilidad de los motores, impidiendo que funcionen en condiciones de calentamiento anómalas, la continuidad de explotación de las máquinas o las instalaciones evitando paradas imprevistas permitiéndonos volver a arrancar después de un disparo con la mayor rapidez y las mejores condiciones de seguridad posibles para los equipos y las personas.
Para saber qué protección térmica vamos a usar, Calcularemos la corriente del relé la cual se desarrolla teniendo en cuenta los valores de la corriente nominal en donde:
Si el valor de la corriente nominal es menor de 1.5 A,
𝐼𝑟𝑒𝑙𝑒 = 𝐼𝑁 ∗ 1.15%
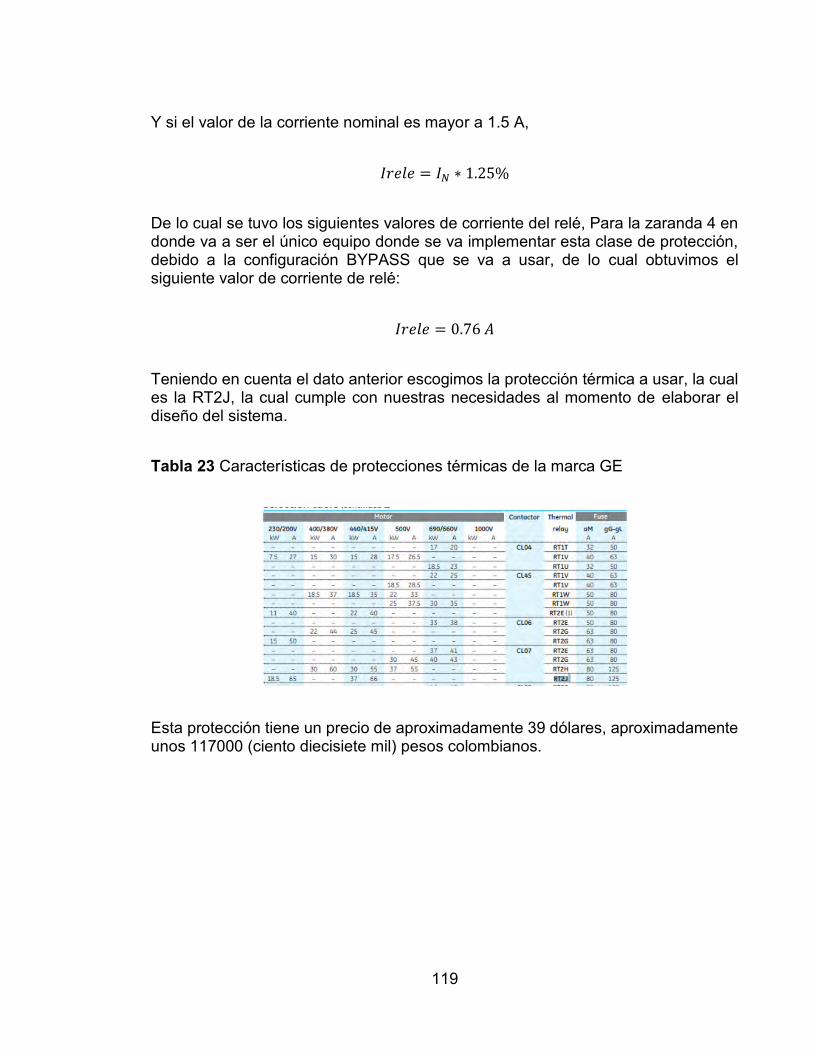
119
Y si el valor de la corriente nominal es mayor a 1.5 A,
𝐼𝑟𝑒𝑙𝑒 = 𝐼𝑁 ∗ 1.25%
De lo cual se tuvo los siguientes valores de corriente del relé, Para la zaranda 4 en donde va a ser el único equipo donde se va implementar esta clase de protección, debido a la configuración BYPASS que se va a usar, de lo cual obtuvimos el siguiente valor de corriente de relé:
𝐼𝑟𝑒𝑙𝑒 = 0.76 𝐴
Teniendo en cuenta el dato anterior escogimos la protección térmica a usar, la cual es la RT2J, la cual cumple con nuestras necesidades al momento de elaborar el diseño del sistema.
Tabla 23 Características de protecciones térmicas de la marca GE
Esta protección tiene un precio de aproximadamente 39 dólares, aproximadamente unos 117000 (ciento diecisiete mil) pesos colombianos.
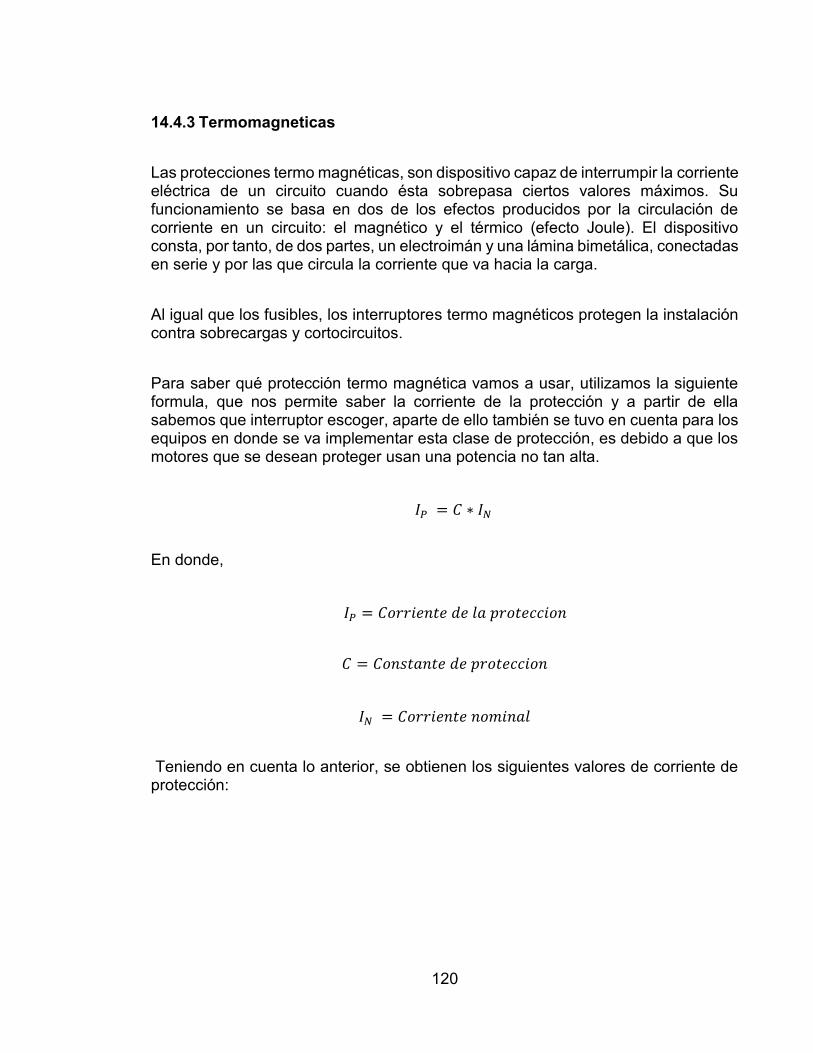
120
14.4.3 Termomagneticas
Las protecciones termo magnéticas, son dispositivo capaz de interrumpir la corriente eléctrica de un circuito cuando ésta sobrepasa ciertos valores máximos. Su funcionamiento se basa en dos de los efectos producidos por la circulación de corriente en un circuito: el magnético y el térmico (efecto Joule). El dispositivo consta, por tanto, de dos partes, un electroimán y una lámina bimetálica, conectadas en serie y por las que circula la corriente que va hacia la carga.
Al igual que los fusibles, los interruptores termo magnéticos protegen la instalación contra sobrecargas y cortocircuitos.
Para saber qué protección termo magnética vamos a usar, utilizamos la siguiente formula, que nos permite saber la corriente de la protección y a partir de ella sabemos que interruptor escoger, aparte de ello también se tuvo en cuenta para los equipos en donde se va implementar esta clase de protección, es debido a que los motores que se desean proteger usan una potencia no tan alta.
𝐼𝑃 = 𝐶 ∗ 𝐼𝑁
En donde,
𝐼𝑃 = 𝐶𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 𝑑𝑒 𝑙𝑎 𝑝𝑟𝑜𝑡𝑒𝑐𝑐𝑖𝑜𝑛
𝐶 = 𝐶𝑜𝑛𝑠𝑡𝑎𝑛𝑡𝑒 𝑑𝑒 𝑝𝑟𝑜𝑡𝑒𝑐𝑐𝑖𝑜𝑛
𝐼𝑁 = 𝐶𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 𝑛𝑜𝑚𝑖𝑛𝑎𝑙
Teniendo en cuenta lo anterior, se obtienen los siguientes valores de corriente de protección:

121
Tabla 24. Corriente de protección
𝐸𝑄𝑈𝐼𝑃𝑂 𝐶𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 𝑁𝑜𝑚𝑖𝑛𝑎𝑙
(𝐼𝑁)
𝐶𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 𝑑𝑒 𝑃𝑟𝑜𝑡𝑒𝑐𝑐𝑖𝑜𝑛
(𝐼𝑃)
𝐴𝐿𝐼𝑀𝐸𝑁𝑇𝐴𝐷𝑂𝑅 1 18 𝐴 45,86613236 𝐴
𝐴𝐿𝐼𝑀𝐸𝑁𝑇𝐴𝐷𝑂𝑅 2 6 𝐴 15,28871079 𝐴
𝑍𝐴𝑅𝐴𝑁𝐷𝐴 1 31 𝐴 76,44355393 𝐴
𝑍𝐴𝑅𝐴𝑁𝐷𝐴 2 29 𝐴 73,38581177 𝐴
𝐵𝐴𝑁𝐷𝐴 1 8 𝐴 20,18109824 𝐴
𝐵𝐴𝑁𝐷𝐴 2 8 𝐴 20,18109824 𝐴
𝐵𝐴𝑁𝐷𝐴 3 8 𝐴 20,18109824 𝐴
𝐵𝐴𝑁𝐷𝐴 4 29 𝐴 73,38581177 𝐴
𝐵𝐴𝑁𝐷𝐴 5 8 𝐴 20,18109824 𝐴
𝐵𝐴𝑁𝐷𝐴 6 18 𝐴 45,86613236 𝐴
𝐵𝐴𝑁𝐷𝐴 6𝐴 8 𝐴 20,18109824 𝐴
𝐵𝐴𝑁𝐷𝐴 7 12 𝐴 30,57742157 𝐴
𝐵𝐴𝑁𝐷𝐴 9 12 𝐴 30,57742157 𝐴
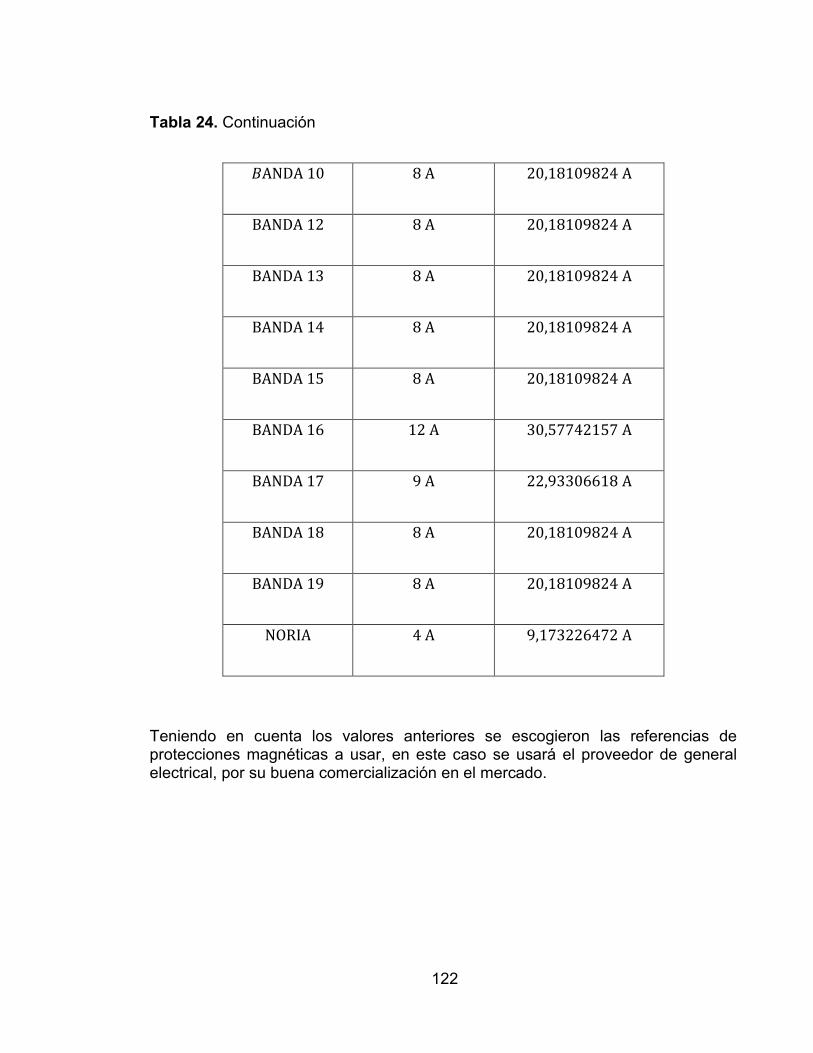
122
𝐵ANDA 10 8 A 20,18109824 A
BANDA 12 8 A 20,18109824 A
BANDA 13 8 A 20,18109824 A
BANDA 14 8 A 20,18109824 A
BANDA 15 8 A 20,18109824 A
BANDA 16 12 A 30,57742157 A
BANDA 17 9 A 22,93306618 A
BANDA 18 8 A 20,18109824 A
BANDA 19 8 A 20,18109824 A
NORIA 4 A 9,173226472 A
Teniendo en cuenta los valores anteriores se escogieron las referencias de protecciones magnéticas a usar, en este caso se usará el proveedor de general electrical, por su buena comercialización en el mercado.
Tabla 24. Continuación

123
Tabla 25. Características de protecciones termo magnéticas de la marca GE
Estas protecciones tienen un precio de aproximadamente 100 dólares, aproximadamente unos 300000 (trescientos mil) pesos colombianos cada una.
14.4.4 Calibre De Cable
Para escoger el calibre de cable a usar nos basaremos en la referencia de clasificación estadounidense, el cual es una referencia de clasificación de diámetros. En muchos sitios de Internet y también en libros y manuales, especialmente de origen norteamericano, es común encontrar la medida de conductores eléctricos (cables) indicados con la referencia AWG. Cuanto más alto es este número, más delgado es el alambre. El alambre de mayor grosor (AWG más bajo) posee menos resistencia interna y, por lo tanto, soporta mayores corrientes a distancias más grandes.
Esta escala obedece prácticamente a los pasos sucesivos del proceso de estirado del alambre que existía en 1857. Se seleccionaron los diámetros más gruesos, de 0,4600 pulgadas (calibre 4/0), y más delgado, de 0,0050 pulgadas (calibre 36); se determinaron 39 dimensiones entre dichos calibres. De tal suerte, que la razón entre un diámetro y el siguiente está dada por la progresión geométrica:

124
√0,4600
0,0050
39
= √9239
= 1,1229
Es decir, la razón entre dos diámetros consecutivos en la escala AWG es constante e igual a 1,1229.
Por esta razón los pasos de los calibres con respecto al diámetro son regresivos, pues corresponden en realidad a los pasos del proceso de estirado del alambre. No obstante, para los calibres de mayor grosor, se optó la solución de identificarlos directamente por el área en el sistema inglés de medida:
Mil, para los diámetros, es decir una milésima de pulgada.
Circular mil, para las áreas, unidad que representa el área del círculo de un mil de diámetro, es decir, 0,7854 mils cuadrados.
kcmil, para secciones de mayor área. Estas siglas también eran conocidas hasta finales del siglo XX como MCM o KCM.
125
Tabla 26. Tabla de referencia de cables

126
15 ANALISIS FINANCIERO
Para analizar elaborar correctamente el análisis financiero se debe tener en cuenta que todos los precios pueden variar según el cambio de moneda, además de que a la hora de realizar el montaje se puede recurrir a alternativas más económicas y sistemas que vengan en completos, este sería el precio máximo que costaría el sistema solo por sus partes.
En donde se estima que durante un paro de planta se pueden perder hasta cuatro millones de pesos ($4’000.000) por hora, debido a que se producen alrededor de 100 metros cubico de piedra que tiene un costo de alrededor de cuarenta mil pesos ($40.000) por metro.
15.1 COTIZACION DE ELEMENTOS PARA ELABORACION DE ESTRUCTURA ARMARIO ELECTRICO Y MESA DE CONTROL.
Tabla 27. Presupuesto de elaboración de estructura de armario eléctrico y mesa de control

127
15.2 COTIZACION DE ELEMENTOS PARA EL MONTAJE DEL SISTEMA DE CONTROL.
Tabla 28. Presupuesto de elaboración de sistema de control
15.3 COTIZACION DE ELEMENTOS ADICIONALES PARA EL MONTAJE DEL SISTEMA DE CONTROL.
Tabla 29. Presupuesto de Elementos adicionales para el montaje del sistema de control

128
15.4 COSTO DE MANO DE OBRA.
Tabla 30. Costo de Mano de Obra
15.4.1 COSTO DE PERSONAL.
Tabla 31. Costo de personal

129
16 GUÍA DE OPERACION
La guía de operación es un manual que tiene la función de guiar al usuario para operar la máquina, las funciones que tiene y que hacer en caso de que ocurra una emergencia, este manual se encuentra como el anexo B a este documento.

130
17 CONCLUSIONES
- Durante el proceso de selección del concepto de diseño, entre varias posiblessoluciones, se recomienda usar métodos estructurados de selección y evaluaciónya que a través de estos se logra obtener un concepto de diseño competitivo,innovador, que asegura la completa satisfacción de las necesidades del cliente yelevando el confort en el mismo, otorgando así mayor valor del producto.
- Las metodologías de diseño para manufactura y ensamble; permiten optimizarlos diseños realizados para un producto; debido a que se minimizan las partes amecanizar y se estimula la creatividad e innovación al concebir estructuras simples,funcionales y eficaces. Es importante realizar diseños que impidan el incorrectoensamble de sus componentes por parte de operarios y del mismo usuario, usandola forma misma de los componentes como guía. De igual forma estas metodologíaspermiten optimizar el valor de los diseños, enfocado al costo de producción;concretamente en el tiempo de mecanizado de las partes y de ensamble de losdispositivos; permitiendo así a una compañía reducir dichos costos e incluso costosde materia prima.
- La metodología de diseño industrial permite orientar las prestaciones que eldispositivo brindara al usuario y como este se sentirá al adquirir y usar dichodispositivo; es importante tener claridad sobre estos aspectos que se reflejan en losdiseños de los dispositivos y en la interacción de los componentes del mismo entresí y con el usuario; estas interacciones deben de identificarse y analizarse porqueindican los componentes y la tecnología necesaria para el correcto funcionamientodel dispositivo.
- El desarrollo de diseños CAD permite al equipo desarrollador comprobar laarquitectura, diseño, interacción, dimensiones y concepto mismo de los dispositivoscon los que se desea dar solución a una problemática.
131
BIBLIOGRAFIA
General Electric, “Control and automation”, [En línea]. Santiago de cali; geindustrial [Consultado el 8 de Agosto de 2018].https://www.geindustrial.com/india/brochures/Contactors_andOLRs.pdf.
IFM, “I22006”, [En línea]. Santiago de cali; ifm [Consultado el 8 de Agosto de 2018]., http://www.ifm.com/products/us/ds/I22006.html.
Iguren, “cómo funciona un arrancador suave”, [En línea]. Santiago de cali; iguren. [Consultado el 8 de Agosto de 2018].https://iguren.es/blog/como-funciona-un-arrancador-suave/.
Ingeocc (ingeniería y minería de occidente). ¿Quiénes somos? [En línea]. Santiago de cali; ingeocc [Consultado el 8 de Agosto de 2018]. Disponible en internet: http://ingeocc.com/quienes-somos/.
Schneider electric, “Arrancador progresivo”, [En línea]. Santiago de cali; schneider-electric. [Consultado el 8 de Agosto de 2018].https://www.schneider-electric.es/es/product/ATS48C17Y/arrancador-progresivo--altistart-170-a-690-v.
-------, “Arrancadores progresivos ATS48C11Y”, [En línea], schneider-electric https://www.schneider-electric.es/es/product/ATS48C11Y/arrancador-progresivo--altistart-110-a-690-v/.
-------, “Arrancadores progresivos ATS48C25Y”, [En línea]. Santiago de cali; schneider-electric [Consultado el 8 de Agosto de 2018].https://www.schneider-electric.com.co/es/product/ATS48C25Y/arrancador-progresivo--altistart-250-a-690-v/.
------, “Manual de usuario de arrancador de altistar 48”, [En línea]. Santiago de cali; download.schneider-electric [Consultado el 8 de Agosto de 2018]., http://download.schneider-electric.com/files?p_enDocType=User%20guide&p_File_Name=ATS48_User_Manual_1494409_04.pdf&p_Doc_Ref=1494409.
132
Schneider electric, “Variador de velocidad”, [En línea], schneider-electric. [Consultado el 8 de Agosto de 2018].https://www.schneider-electric.es/es/product/ATV312HU75N4/variador-de-velocidad-atv312---7%2C5-kw---18-kva---269-w---380...500-v---trif%C3%A1sico.
SIEMENS, “Arrancadores suaves Sirius”, [En línea]. mall.industry.siemens [Consultado el 8 de Agosto de 2018].https://mall.industry.siemens.com/mall/es/es/Catalog/Product/3RW4446-6BC34.
Unitronics, “PLC”, [En línea]. unitronicsplc [Consultado el 8 de Agosto de 2018]. https://unitronicsplc.com/.
Universidad de Huelva, “Sistemas secuenciales”, [En línea]. uhu [Consultado el 8 de Agosto de 2018]. http://www.uhu.es/rafael.lopezahumada/descargas/tema7_fund_0405.pdf.

133
ANEXOS
ANEXO A. Casa de calidad
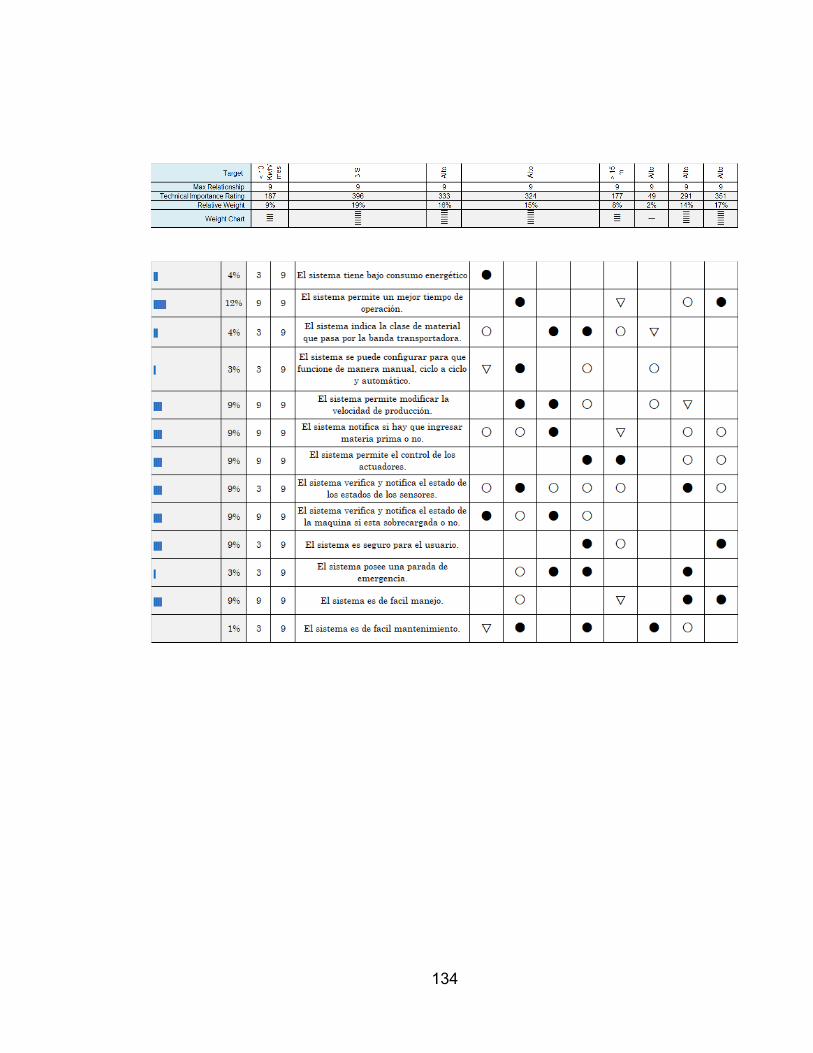
134

135
ANEXO B. Manual de usuario
A continuación, se adjunta el manual de usuario.
SISTEMA DE CONTROL PARA EL PROCESO DE MOLIENDA Y TRANSPORTEGUÍA DE OPERACIÓN
Ilustración 63. Pantalla de Inicio del sistema de control
El presente documento tiene como objetivo informar al operario y cualquier persona del común que se encuentre involucrado con el sistema sobre el uso adecuado de dicho sistema, se explicarán las diferentes modalidades que brinda, el para qué se puedan utilizar y el porqué de su importancia; antes de comenzar a hablar sobre el programa como tal (secuencia lógica o grafcet), es decir de cómo funcionan los modos de trabajo, como se operan, etc., es mejor y más apropiado identificar las partes del sistema con el cual se va a interactuar. Siendo así la primera parte o elemento a identificar es la pantalla de control en donde se encuentra los accionadores e indicadores que el operario deberá saber para que se utilizan y su importancia dentro del proceso.
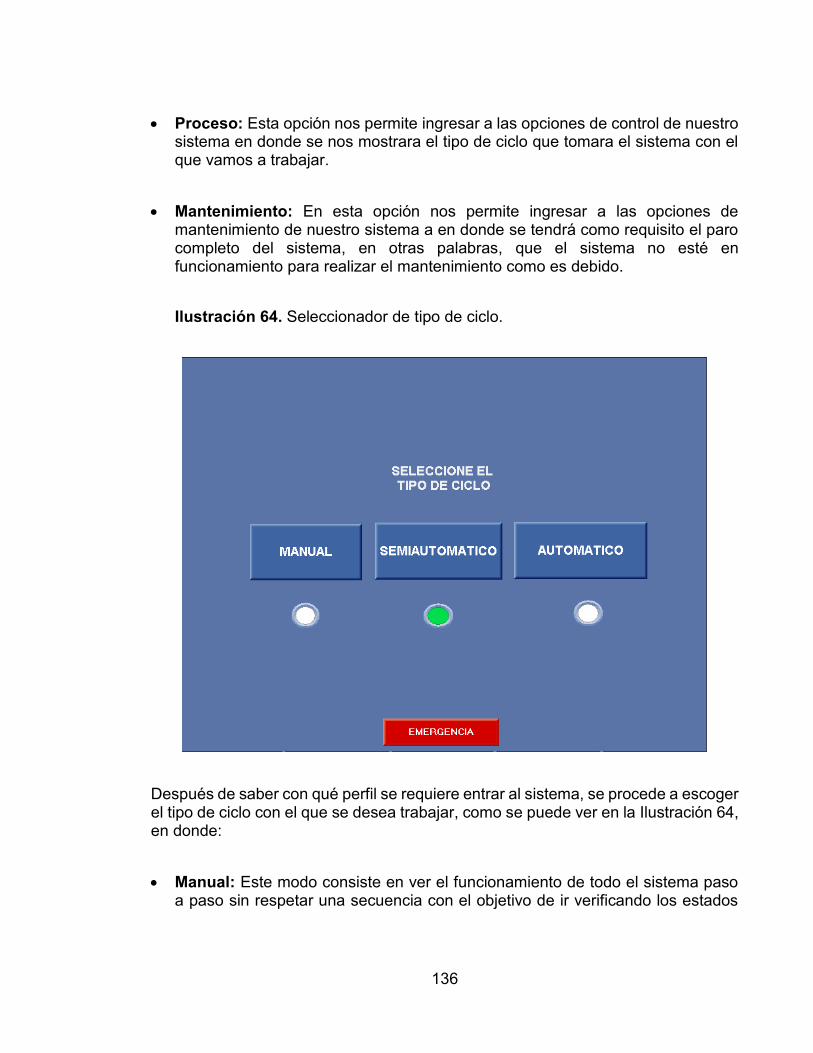
136
Proceso: Esta opción nos permite ingresar a las opciones de control de nuestro sistema en donde se nos mostrara el tipo de ciclo que tomara el sistema con el que vamos a trabajar.
Mantenimiento: En esta opción nos permite ingresar a las opciones de mantenimiento de nuestro sistema a en donde se tendrá como requisito el paro completo del sistema, en otras palabras, que el sistema no esté en funcionamiento para realizar el mantenimiento como es debido.
Ilustración 64. Seleccionador de tipo de ciclo.
Después de saber con qué perfil se requiere entrar al sistema, se procede a escoger el tipo de ciclo con el que se desea trabajar, como se puede ver en la Ilustración 64, en donde:
Manual: Este modo consiste en ver el funcionamiento de todo el sistema paso a paso sin respetar una secuencia con el objetivo de ir verificando los estados
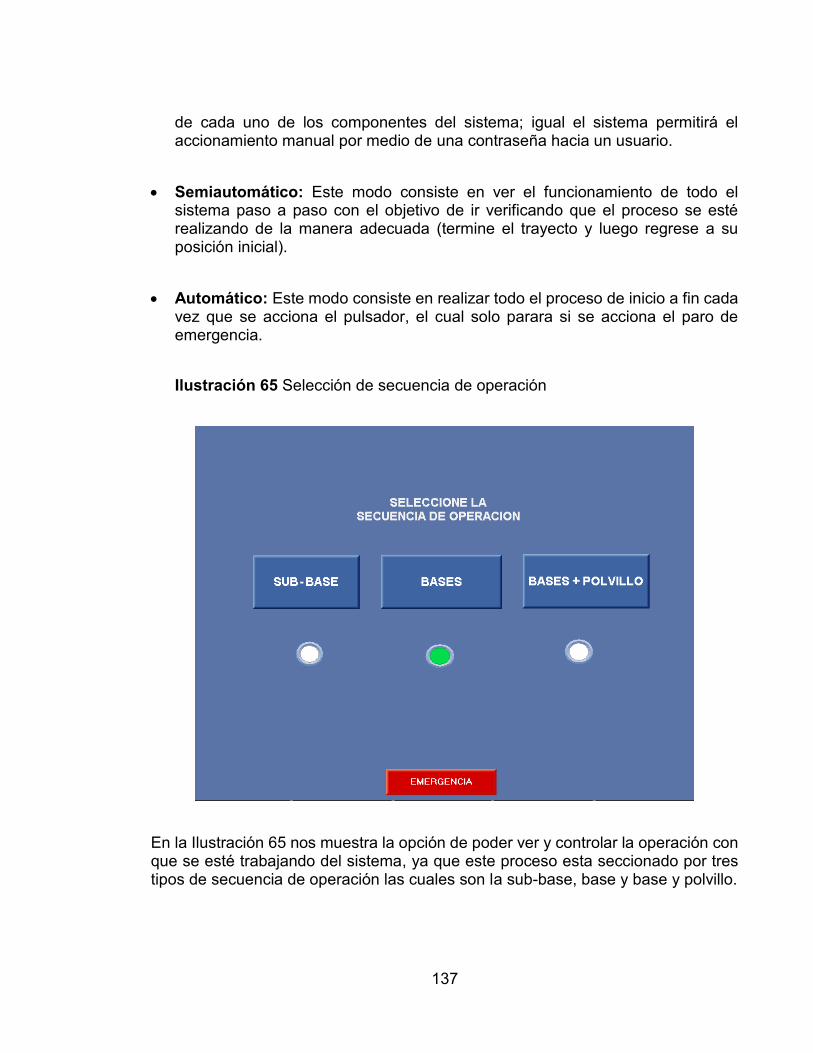
137
de cada uno de los componentes del sistema; igual el sistema permitirá el accionamiento manual por medio de una contraseña hacia un usuario.
Semiautomático: Este modo consiste en ver el funcionamiento de todo elsistema paso a paso con el objetivo de ir verificando que el proceso se estérealizando de la manera adecuada (termine el trayecto y luego regrese a suposición inicial).
Automático: Este modo consiste en realizar todo el proceso de inicio a fin cadavez que se acciona el pulsador, el cual solo parara si se acciona el paro deemergencia.
Ilustración 65 Selección de secuencia de operación
En la Ilustración 65 nos muestra la opción de poder ver y controlar la operación con que se esté trabajando del sistema, ya que este proceso esta seccionado por tres tipos de secuencia de operación las cuales son la sub-base, base y base y polvillo.
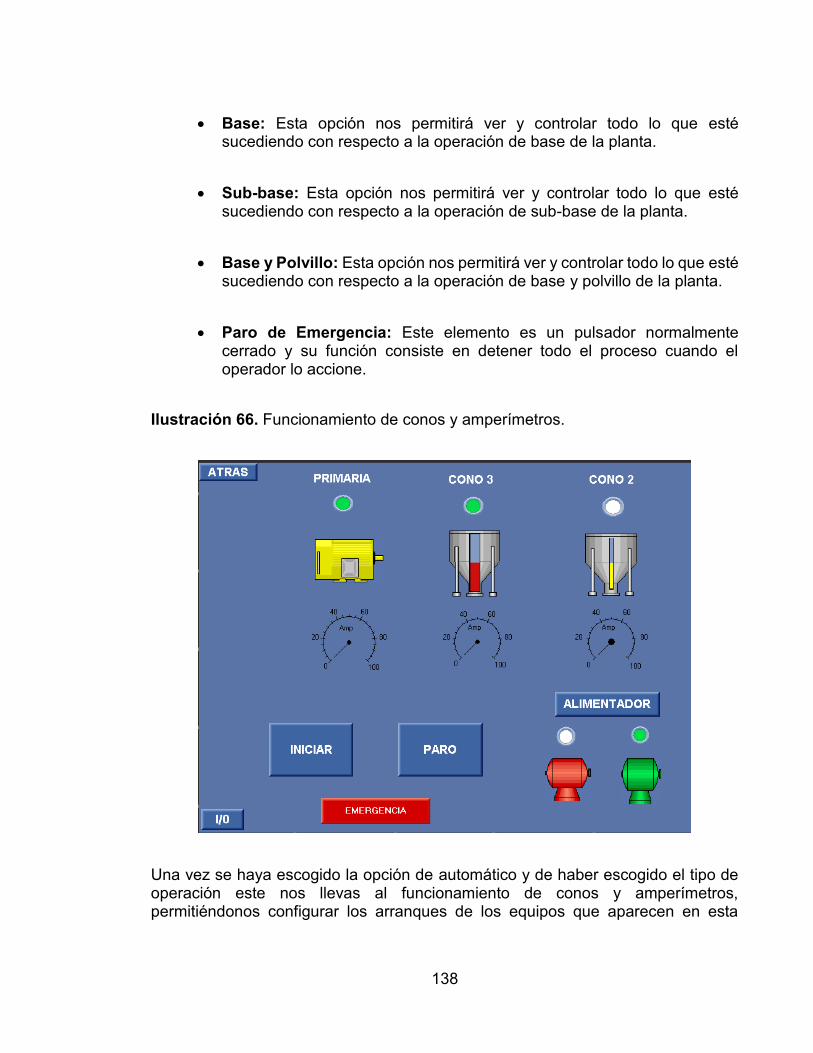
138
Base: Esta opción nos permitirá ver y controlar todo lo que esté sucediendo con respecto a la operación de base de la planta.
Sub-base: Esta opción nos permitirá ver y controlar todo lo que esté sucediendo con respecto a la operación de sub-base de la planta.
Base y Polvillo: Esta opción nos permitirá ver y controlar todo lo que esté sucediendo con respecto a la operación de base y polvillo de la planta.
Paro de Emergencia: Este elemento es un pulsador normalmente cerrado y su función consiste en detener todo el proceso cuando el operador lo accione.
Ilustración 66. Funcionamiento de conos y amperímetros.
Una vez se haya escogido la opción de automático y de haber escogido el tipo de operación este nos llevas al funcionamiento de conos y amperímetros, permitiéndonos configurar los arranques de los equipos que aparecen en esta
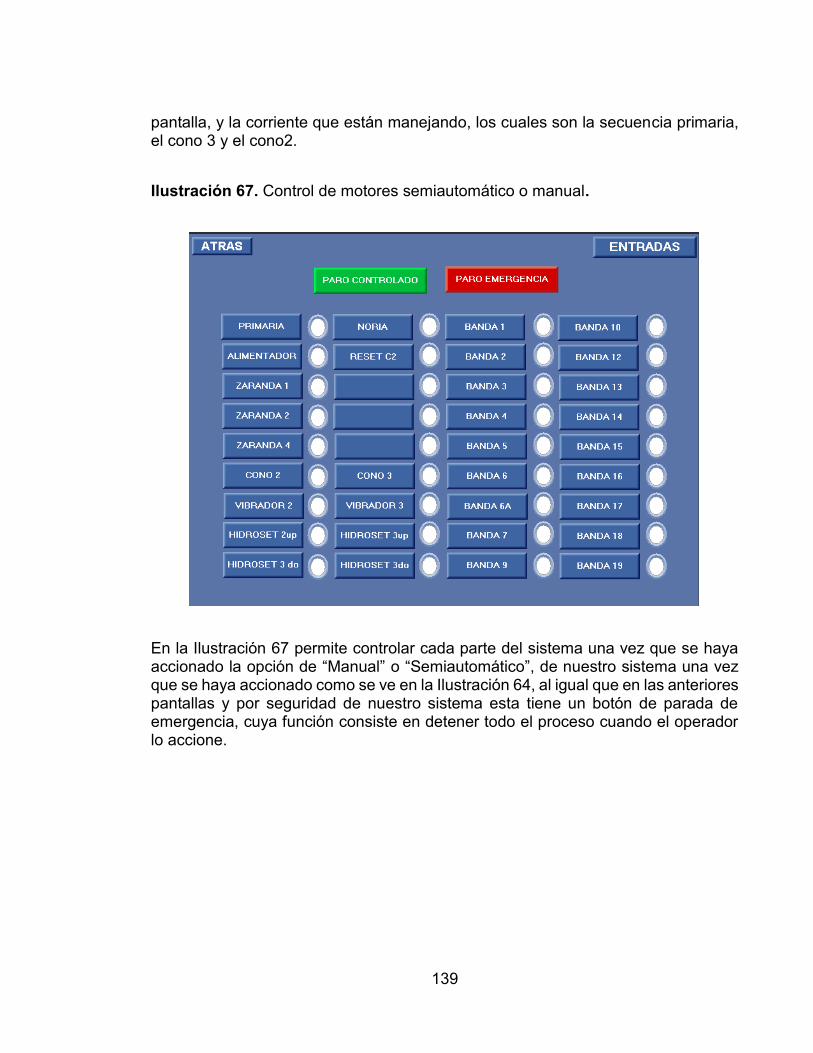
139
pantalla, y la corriente que están manejando, los cuales son la secuencia primaria, el cono 3 y el cono2.
Ilustración 67. Control de motores semiautomático o manual.
En la Ilustración 67 permite controlar cada parte del sistema una vez que se haya accionado la opción de “Manual” o “Semiautomático”, de nuestro sistema una vez que se haya accionado como se ve en la Ilustración 64, al igual que en las anteriores pantallas y por seguridad de nuestro sistema esta tiene un botón de parada de emergencia, cuya función consiste en detener todo el proceso cuando el operador lo accione.
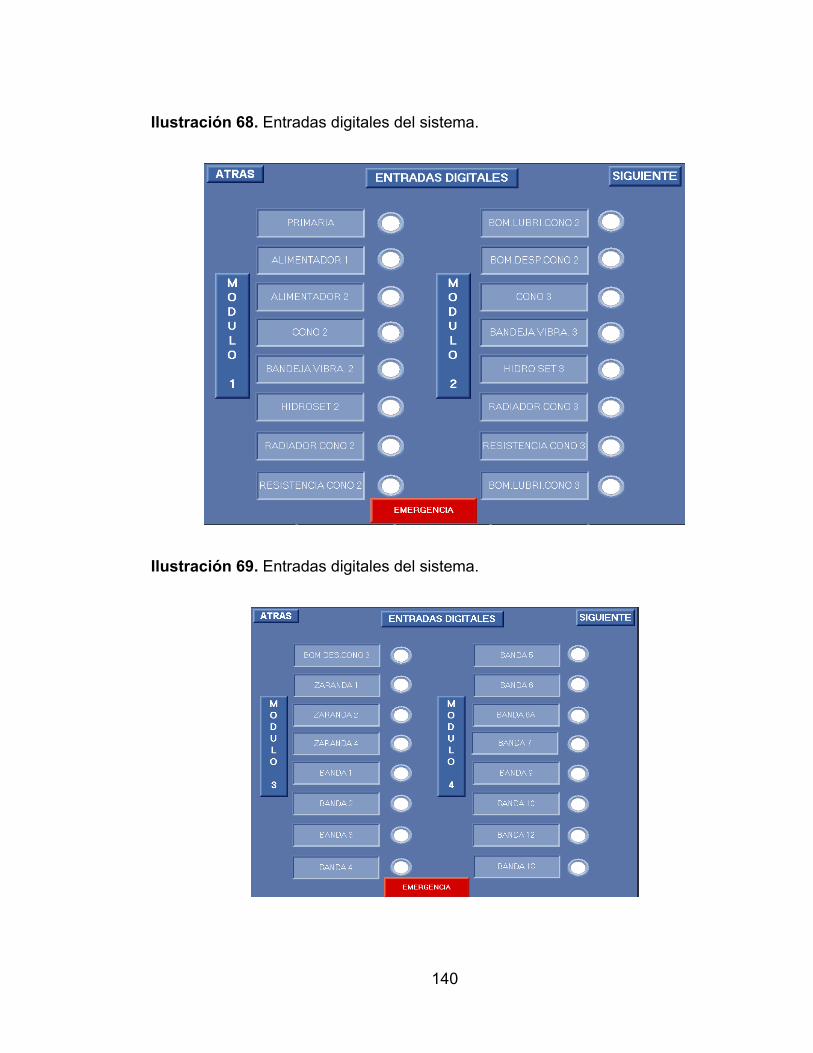
140
Ilustración 68. Entradas digitales del sistema.
Ilustración 69. Entradas digitales del sistema.
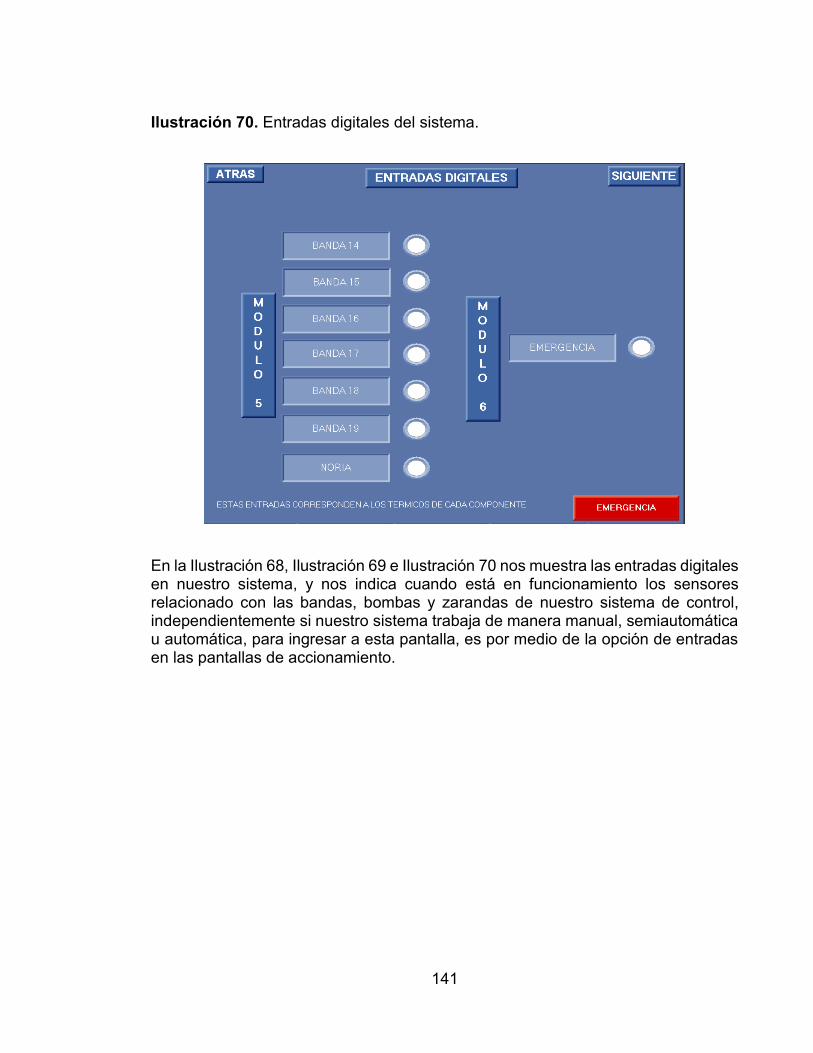
141
Ilustración 70. Entradas digitales del sistema.
En la Ilustración 68, Ilustración 69 e Ilustración 70 nos muestra las entradas digitales en nuestro sistema, y nos indica cuando está en funcionamiento los sensores relacionado con las bandas, bombas y zarandas de nuestro sistema de control, independientemente si nuestro sistema trabaja de manera manual, semiautomática u automática, para ingresar a esta pantalla, es por medio de la opción de entradasen las pantallas de accionamiento.

142
Ilustración 71. Entradas análogas del sistema.
Después de darle siguiente a nuestras pantallas anteriores, de las entradas digitales esta nos enviara a ver nuestras entradas análogas las cuales están conectadas con los sensores de proximidad las cuales nos indicara la proximidad de la materia prima vista por estos, estas también las podemos visualizar independientemente del tipo de ciclo escogido.
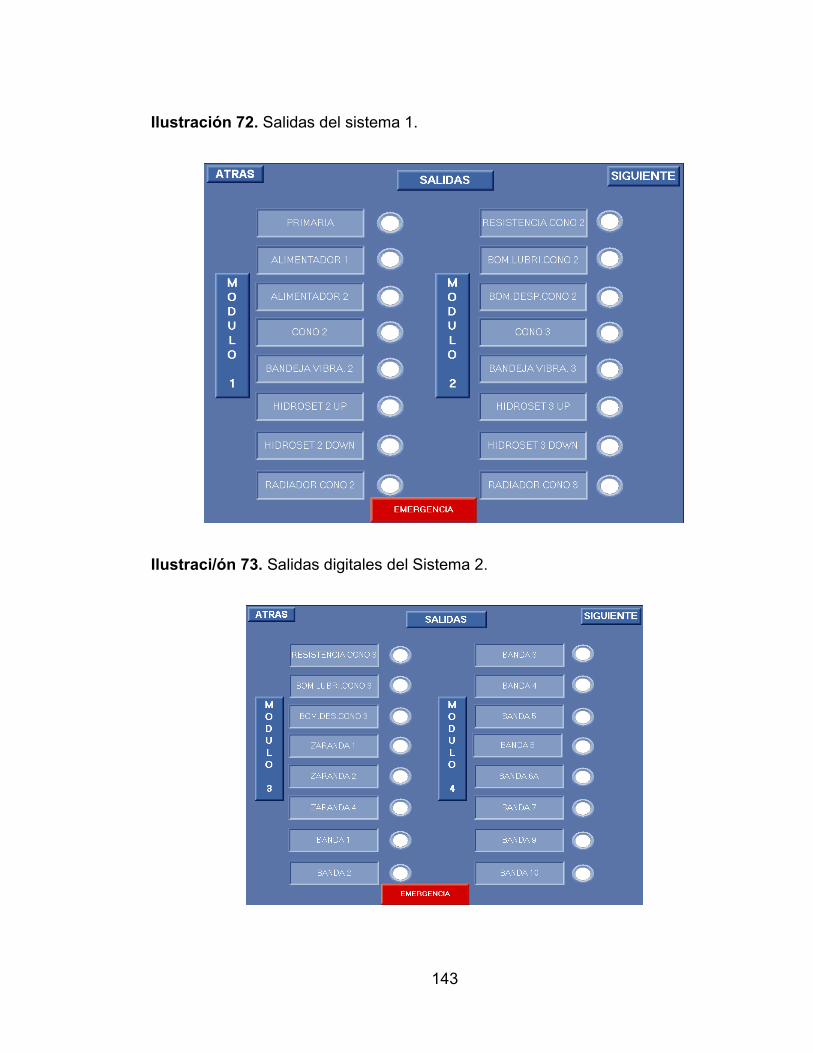
143
Ilustración 72. Salidas del sistema 1.
Ilustraci/ón 73. Salidas digitales del Sistema 2.
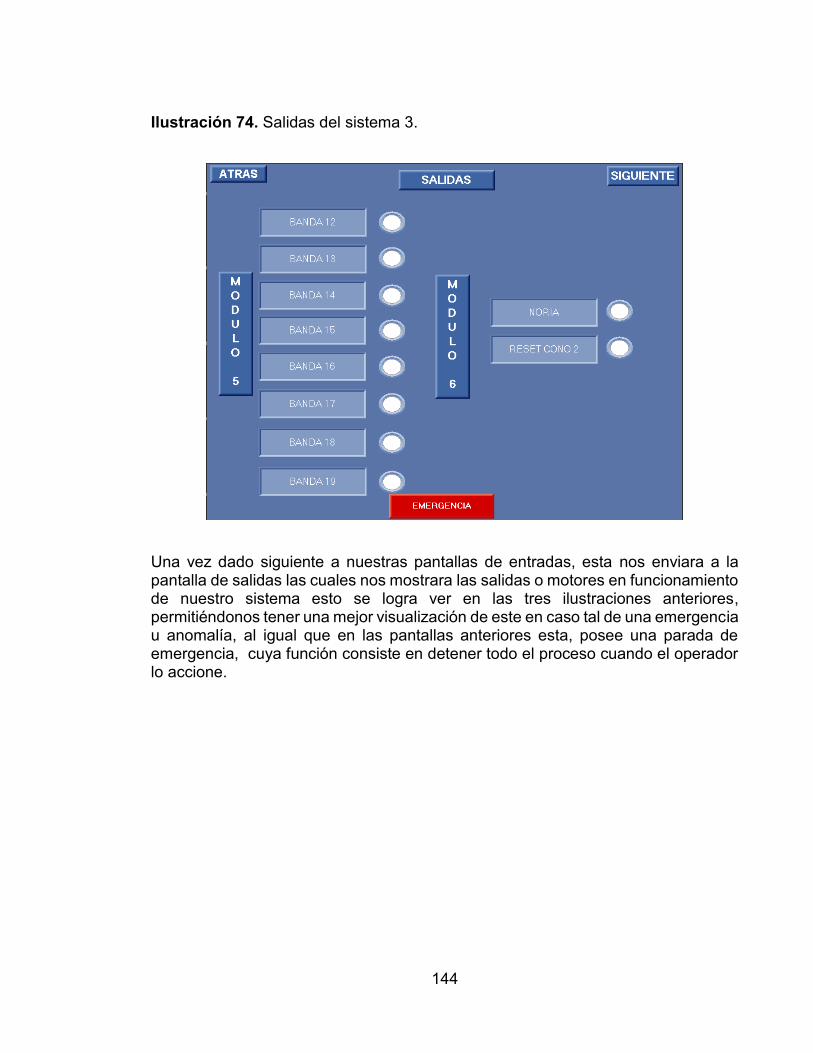
144
Ilustración 74. Salidas del sistema 3.
Una vez dado siguiente a nuestras pantallas de entradas, esta nos enviara a la pantalla de salidas las cuales nos mostrara las salidas o motores en funcionamiento de nuestro sistema esto se logra ver en las tres ilustraciones anteriores, permitiéndonos tener una mejor visualización de este en caso tal de una emergencia u anomalía, al igual que en las pantallas anteriores esta, posee una parada de emergencia, cuya función consiste en detener todo el proceso cuando el operador lo accione.
145
ANEXO C. Norma ntc 2050 capitulo 3
Este proyecto se ha desarrollado teniendo como base el texto completo de las secciones (300, 305, 310, 318, 320, 321, 324) del capítulo 3 de la NTC 2050 (METODOS Y ALAMBRADO DE LAS INSTALACIONES). Cada una de estas secciones está dividida por artículos, de los cuales muchos de estos tienen gran complejidad y poca claridad, por esta razón en gran parte de este manual se trató de explicar claramente cada uno estos con comentarios, fotografías, dibujos, ejemplos numéricos.
Norma Técnica Colombiana 2050, NTC 2050. El Código Eléctrico Nacional Norma NTC 2050 - Primera Actualización del 25 de noviembre de 1998, se convierte en la principal herramienta para la construcción de proyectos en los cuales se involucren instalaciones eléctricas en Colombia. Allí, se incluyen las especificaciones técnicas que establecen los requisitos, condiciones y reglas mínimas a considerar dentro de un diseño y que deben cumplir los materiales y equipos adquiridos para ser instalados en proyectos de construcción de uso final. MINMINAS SIC ORGASNISMOS DE INSPECCIÓN ACREDITADOS POR LA SIC INSPECTORE S USUARIOS 15 Conocer y aplicar estas normas es de vital importancia, ya que su cumplimiento asegura la efectividad de las instalaciones eléctricas y garantiza la seguridad e integridad de las personas, preceptos que hacen parte del objeto del Reglamento Técnico de Instalaciones Eléctricas –RETIE, previniendo, minimizando o eliminando los riesgos de origen eléctrico. Debido a que el contenido de la normaNTC 2050, encaja dentro del enfoque que debe tener un reglamento técnico, elRETIE declara como obligatorio el cumplimiento los primeros siete capítulos de lanorma NTC 2050, los cuales sirven para concretar y ampliar el alcance del RETIE,y tienen plena aplicación en el proceso de utilización de la energía eléctrica o deuso final. 2.3.2 Reglamento Técnico de Instalaciones Eléctricas – RETIE. A partirdel Primero de mayo de 2005 entró a regir en todo el país el Reglamento Técnicode Instalaciones Eléctricas, RETIE, expedido mediante Resolución 180398 del 7 deabril de 2004, modificado mediante Resoluciones 180498 y 181419 de 2005,180466 de 2007 y 181294 de 2008. Este Reglamento involucra una serie deresponsabilidades, obligaciones y deberes claramente definidos en todas las partes,de modo que cobra especial importancia, quizás como nunca antes en Colombia, elaspecto técnico en el manejo de la energía eléctrica. Se ha procurado enfocar estedocumento de una manera sencilla, para brindar la claridad suficiente sobre lasimplicaciones técnicas y los requerimientos que se deben garantizar, so pena deincurrir en faltas que pueden ocasionar sanciones a los responsables de estas,según la gravedad de las mismas. Su origen no obedece a argumentos técnicospropiamente como lo son las normas, sino a la necesidad de adoptar unareglamentación que permita establecer los requerimientos mínimos que debensatisfacer las instalaciones, equipos y demás elementos que se utilizan en el paíspara cumplir con los estándares internacionales en esta materia y así enmarcarse

146
dentro de los requerimientos planteados por el nuevo orden en el comercio mundial, con apertura de fronteras y tratados comerciales. 16 A continuación se da una breve explicación al contenido del Reglamento: El objetivo principal es establecer las medidas que garanticen la seguridad de las personas, la vida animal y vegetal, y la preservación del medio ambiente, previniendo, minimizando o eliminando los riesgos de origen eléctrico. Aplicaciones del RETIE. El Reglamento Técnico se aplicará, a partir de su entrada en vigencia, a toda instalación eléctrica nueva, ampliación y remodelación que se realice en los procesos de Generación, Transmisión, Transformación, Distribución y Utilización de la energía eléctrica. Excepciones del RETIE. El Reglamento no aplica a instalaciones existentes a la fecha de entrada en vigencia; a las instalaciones eléctricas de edificaciones que no han entrado en operación a la vigencia del RETIE y cuenten con licencia o permiso de construcción expedida por autoridad competente, o factibilidad del proyecto eléctrico aprobado por el Operador de Red, OR, con fecha anterior a la de entrada en vigencia del Reglamento. Igualmente, no aplica a instalaciones y equipos para automóviles, navíos, aeronaves, electrodomésticos, equipos de electromedicina, sistemas de radio y en general, todas las instalaciones eléctricas que en la actualidad o en el futuro se rijan por un reglamento técnico específico. Tampoco aplica para instalaciones que utilizan menos de 24 voltios o denominadas de "muy baja tensión", siempre que su fuente de energía sea autónoma, no alimente a otros equipos y que tales instalaciones sean absolutamente independientes de las redes de baja tensión. Para probar el cumplimiento del reglamento se utiliza el mecanismo de certificación de la conformidad, que se aplica tanto a los productos que el RETIE le establece requisitos obligatorios, como a las instalaciones. 17 Certificación de conformidad de Instalaciones Eléctricas. La certificación de conformidad de las instalaciones eléctricas con este Reglamento deberá ser expedida por una tercera parte acreditada por la Superintendencia de Industria y Comercio. El proceso de certificación para las instalaciones eléctricas se adopta como obligatorio y con una periodicidad preestablecida, es decir, en adelante las modificaciones, ampliaciones, reformas y demás actividades que se adelanten en las instalaciones deben garantizar el cumplimiento de lo estipulado en el RETIE. El reglamento no encarece las viviendas. Ante las afirmaciones de algunos sectores que han manifestado que el RETIE encarece la vivienda, especialmente la de interés social, es necesario aclarar que no existen estos sobrecostos por las siguientes razones: La Norma Técnica NTC 2050 o Código Eléctrico Colombiano, ha sido la norma de referencia durante cerca de 20 años y existe una norma legal, reglamentaria o regulatoria que dan a entender esa obligatoriedad, el RETIE hace expresa la obligatoriedad de cumplir la NTC 2050 Primera Actualización, en sus siete primeros capítulos. Disposiciones Transitorias. El Reglamento establece igualmente, Disposiciones Transitorias, que permitan minimizar costos y madurar los sistemas de verificación del cumplimiento del reglamento. El Reglamento no encarece la vivienda al exigir que las instalaciones se hagan cumpliendo elementales normas de seguridad, por el contrario, disminuirán los costos en los que tendrían que incurrir los usuarios de las viviendas, que constantemente están gastando su dinero en reposición de productos defectuosos, arreglos o remiendos permanentes a la instalación, o los

147
enormes gastos en la recuperación de lesiones físicas por quemaduras, golpes o mutilaciones, producidas por la electricidad, sin poder incluir lo más valioso por ser un imposible, recuperar la vida de una persona, muerta en un accidente de origen eléctrico.
ANEXO D. Requisitos generales según la norma ntc 2050
300-1. Alcance.
Todas las instalaciones. Partes integrales del equipo.
300-2. Limitaciones.
De tensión. De temperatura.
300-3. Conductores.
Conductores sencillos. Conductores del mismo circuito. Conductores de sistemas diferentes.
300-4. Protección contra daños físicos.
Cables y conductos a través de elementos de madera. Cables con recubrimiento no metálico y tubería eléctrica no metálica a través
de miembros estructurales metálicos. Cables a través de espacios detrás de paneles diseñados para permitir el
acceso. Cables y canalizaciones paralelos a los miembros estructurales. Cables y canalizaciones en ranuras poco profundas. Accesorios aislados.
300-5. Instalaciones subterráneas.

148
Requisitos mínimos de cobertura. Puesta a tierra. Cables subterráneos bajo edificios. Protección contra daños. Empalmes y conexiones. Relleno. Sellado de la canalización.
Pasacables. Conductores del mismo circuito. Movimientos del terreno.
300-6. Protección contra la corrosión.
Generalidades. En concreto o en contacto directo con la tierra. En lugares internos mojados.
300-7. Canalizaciones expuestas a diferentes temperaturas.
Sellado. Juntas de dilatación.
300-8. Instalación de conductores con otros sistemas.
300-9. Puesta a tierra de los encerramientos metálicos.
300-10. Continuidad eléctrica de las canalizaciones y encerramientos metálicos.
300-11. Sujeciones y soportes.
Sujeción en sitio. Canalizaciones usadas como medio de soporte.
300-12. Continuidad mecánica de las canalizaciones y cables.

149
300-13. Continuidad mecánica y eléctrica de los conductores.
Generalidades. Eliminación de elementos eléctricos.
300-14. Longitud de los conductores libres en las salidas, uniones y puntos de conmutación.
300-15. Cajas, conduletas o accesorios: cuándo son necesarios.
Cajas o conduletas. Sólo cajas. Herrajes y conectores. Equipos.
300-16. Transición de canalización o cable hasta alambrado oculto o a la vista.
Caja o accesorio. Pasacables.
300-17. Número y tamaño de los conductores en una canalización.
300-18. Instalación de las canalizaciones.
300-19. Soporte de los conductores en canalizaciones verticales.
Intervalos de separación máximos. Métodos de soporte.
300-20. Corrientes inducidas en encerramientos o canalizaciones metálicas.

150
Conductores agrupados. Conductores individuales.
300-21. Propagación del fuego o de los productos de combustión.
300-22. Alambrado en ductos, cámaras de aire y otros espacios de circulación de aire.
Ductos para la extracción de polvo, pelusas y vapor. Ductos o cámaras de aire para ventilación ambiental. Otros espacios de ventilación ambiental. Equipos de proceso de datos.
300-23. Paneles diseñados para permitir el acceso.
B. Requisitos para instalaciones de más de
600 V nominales.
300-31. Cubiertas requeridas.
300-32. Conductores de diferentes sistemas.
300-34. Radio de curvatura de los conductores.
300-35. Protección contra calentamiento por inducción.
300-36. Puesta a tierra.
300-37. Instalaciones subterráneas.
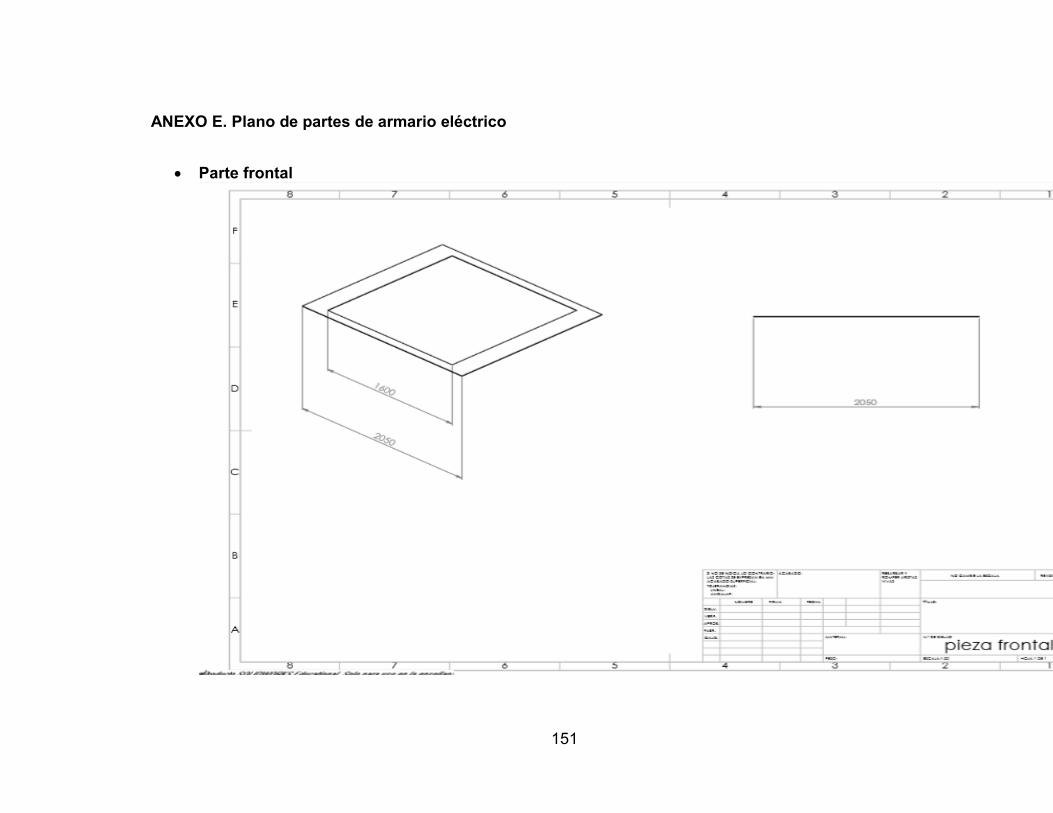
151
ANEXO E. Plano de partes de armario eléctrico
Parte frontal
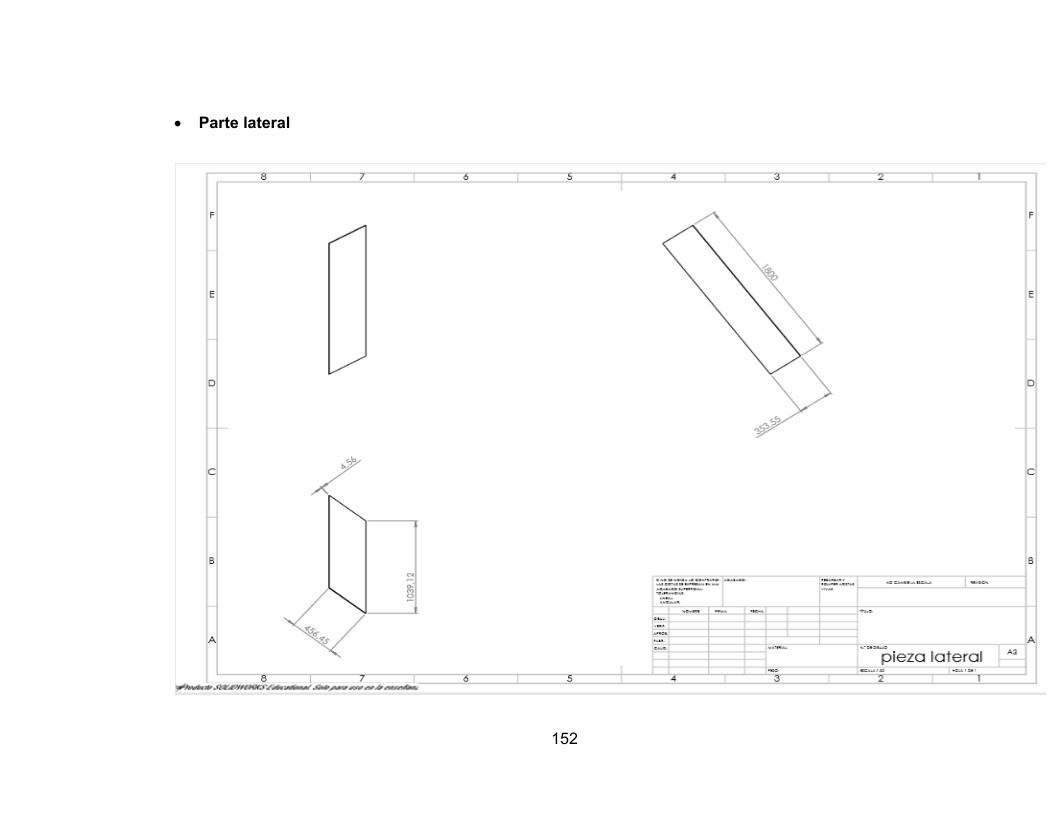
152
Parte lateral

153
Parte trasera

154
Puerta de armario

155
Base y cabezal de armario
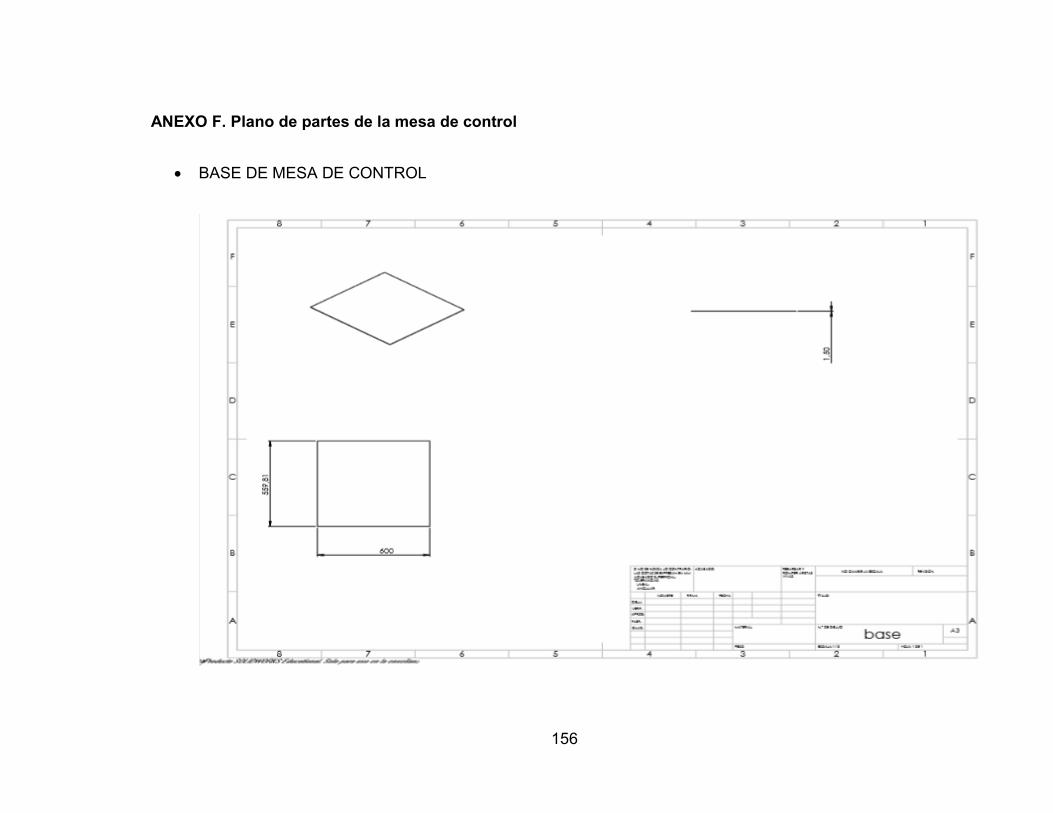
156
ANEXO F. Plano de partes de la mesa de control
BASE DE MESA DE CONTROL
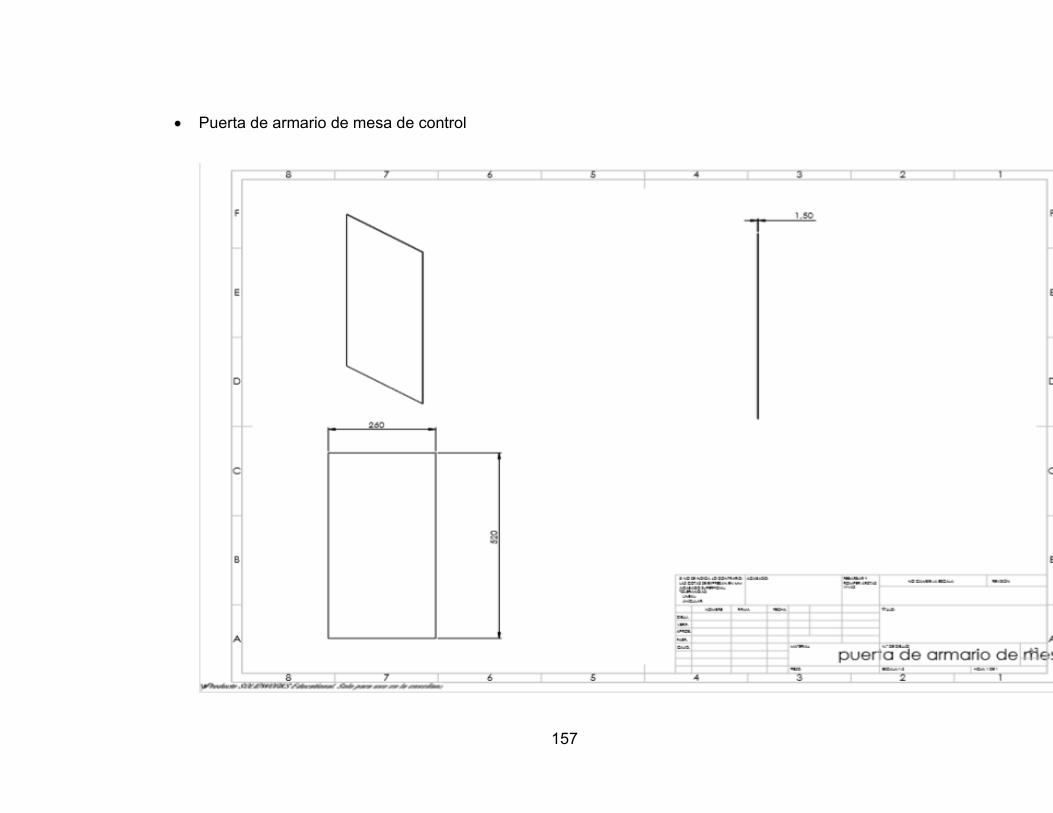
157
Puerta de armario de mesa de control

158
Tapa de armario de mesa de control
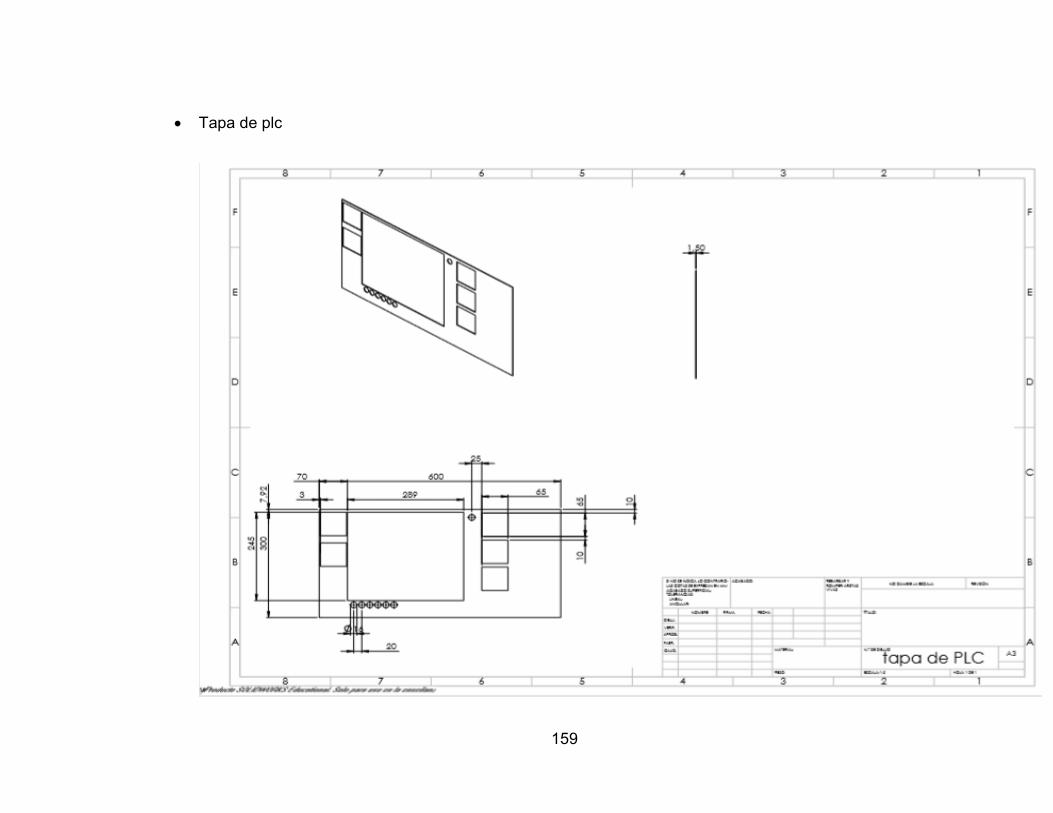
159
Tapa de plc
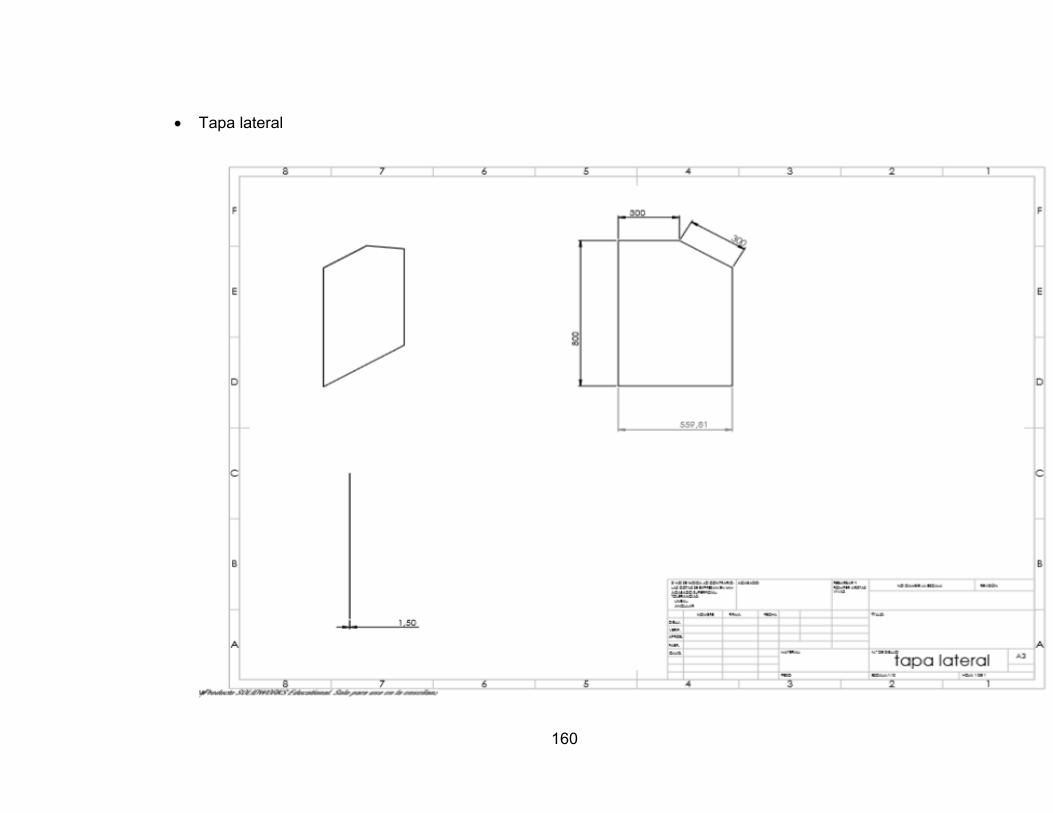
160
Tapa lateral
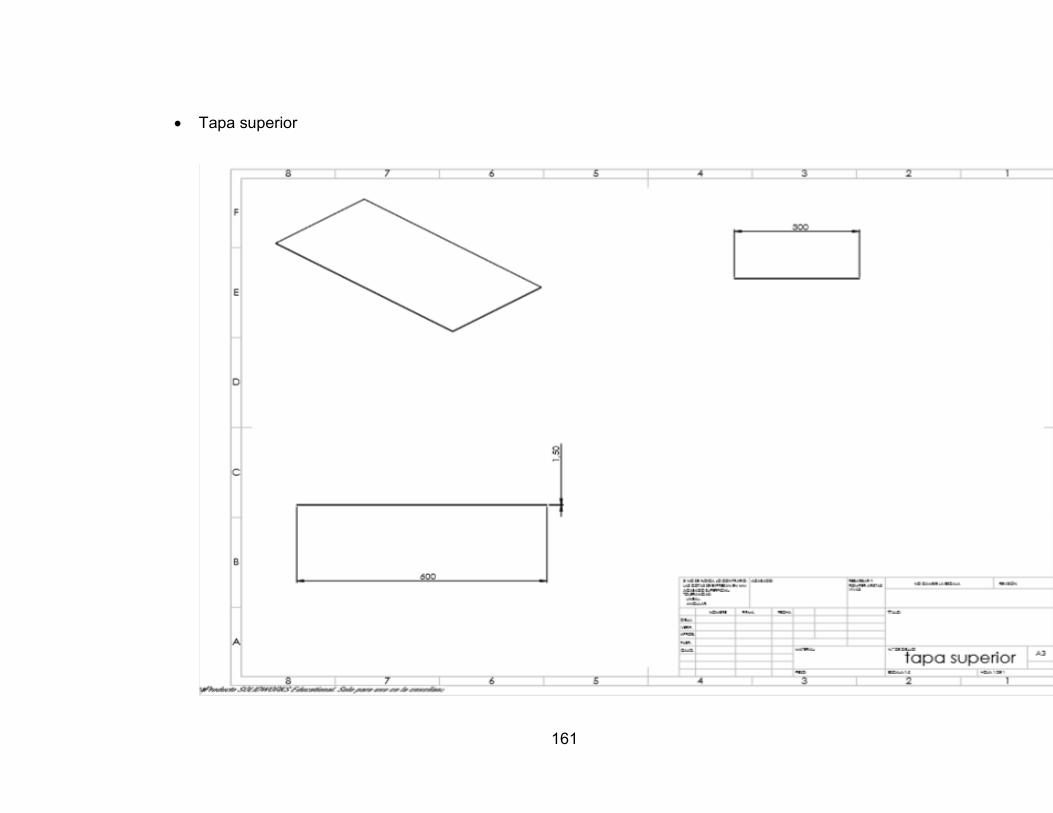
161
Tapa superior
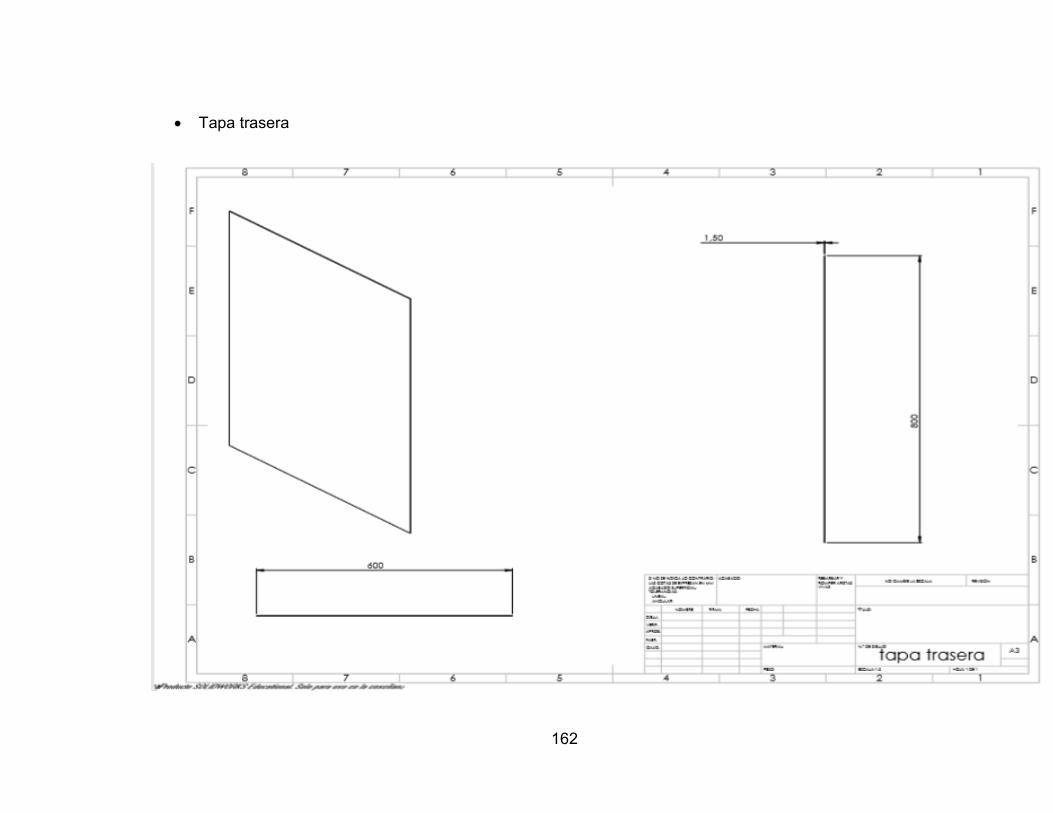
162
Tapa trasera

163
ANEXO G. Datos técnicos del arrancador suave altistart 48 ATS48C17Y 208-609V
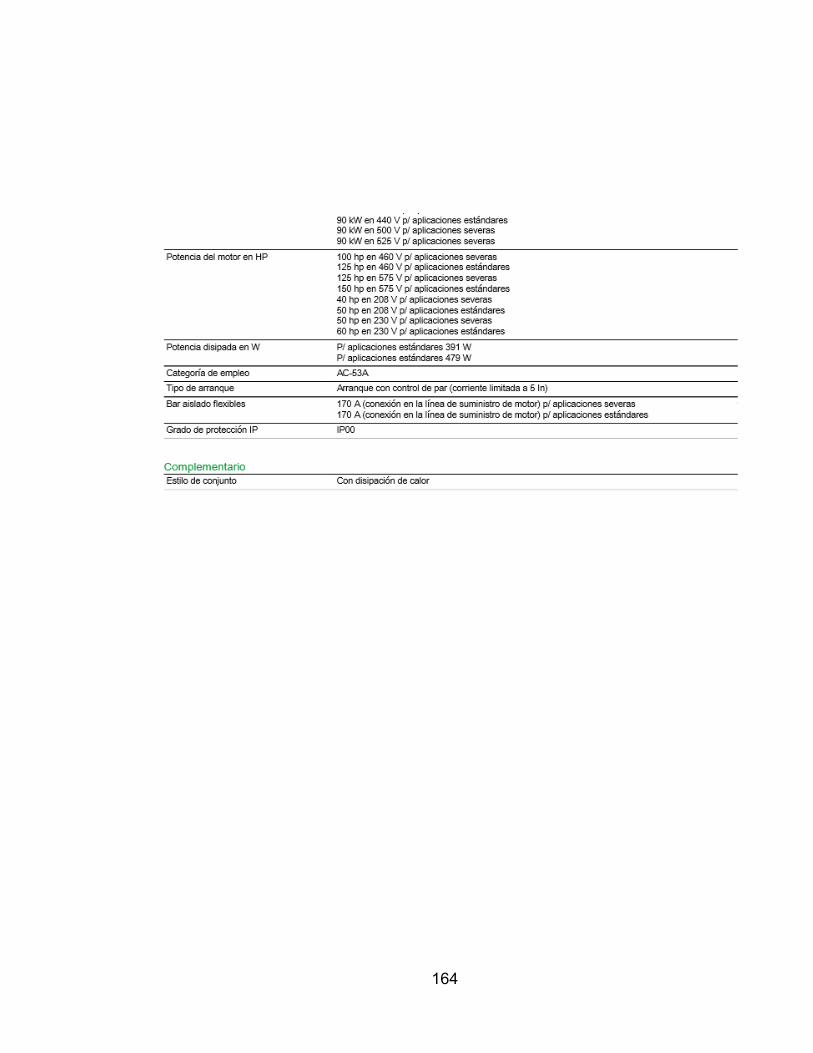
164

165

166
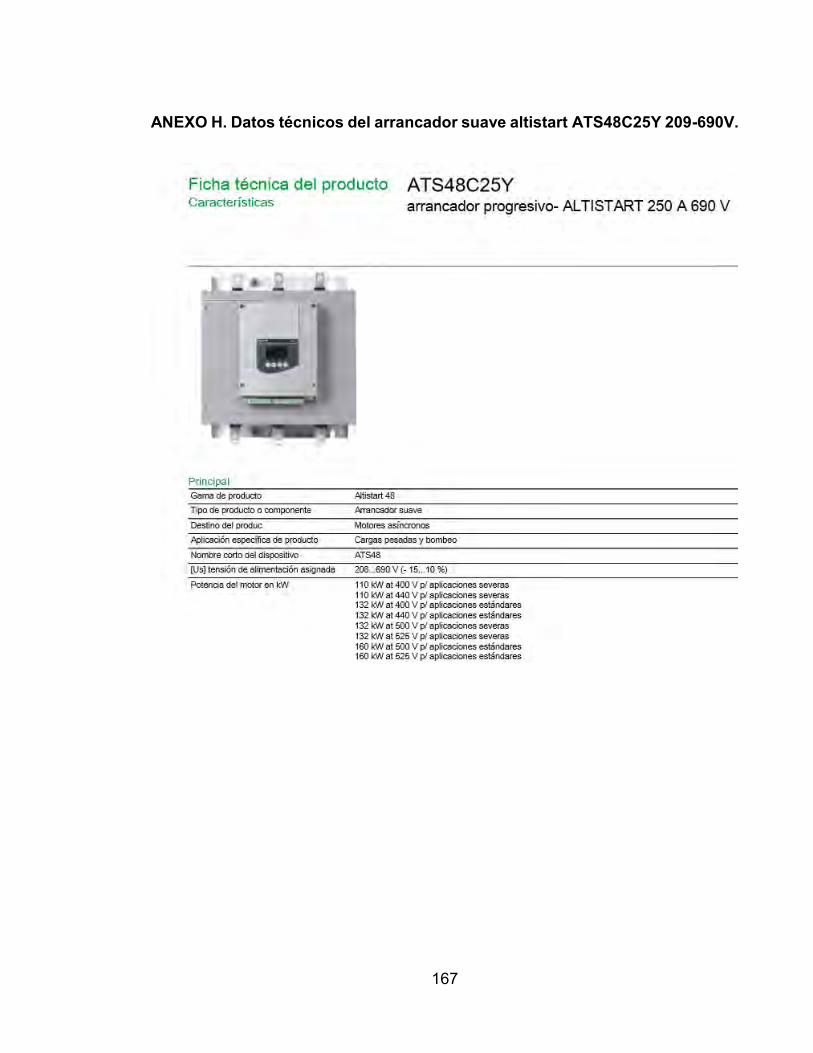
167
ANEXO H. Datos técnicos del arrancador suave altistart ATS48C25Y 209-690V.
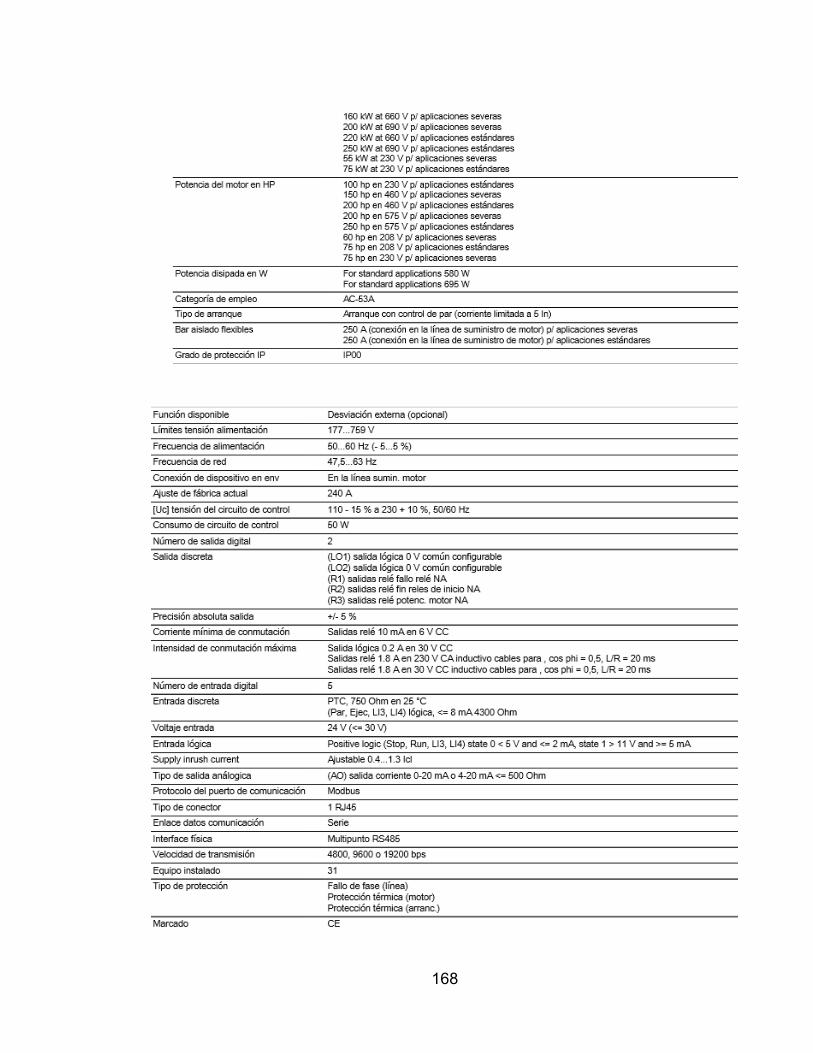
168
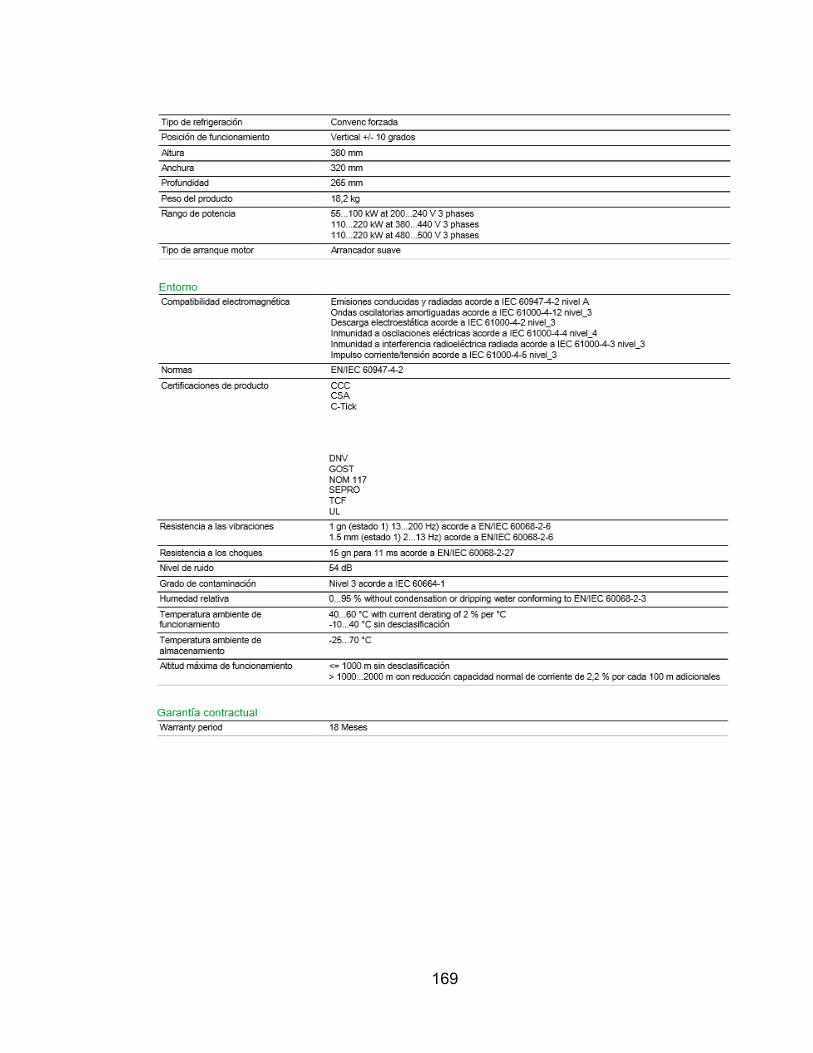
169

170
ANEXO I. Datos técnicos del arrancador suave siemens sirius 3RW4446-6BC34
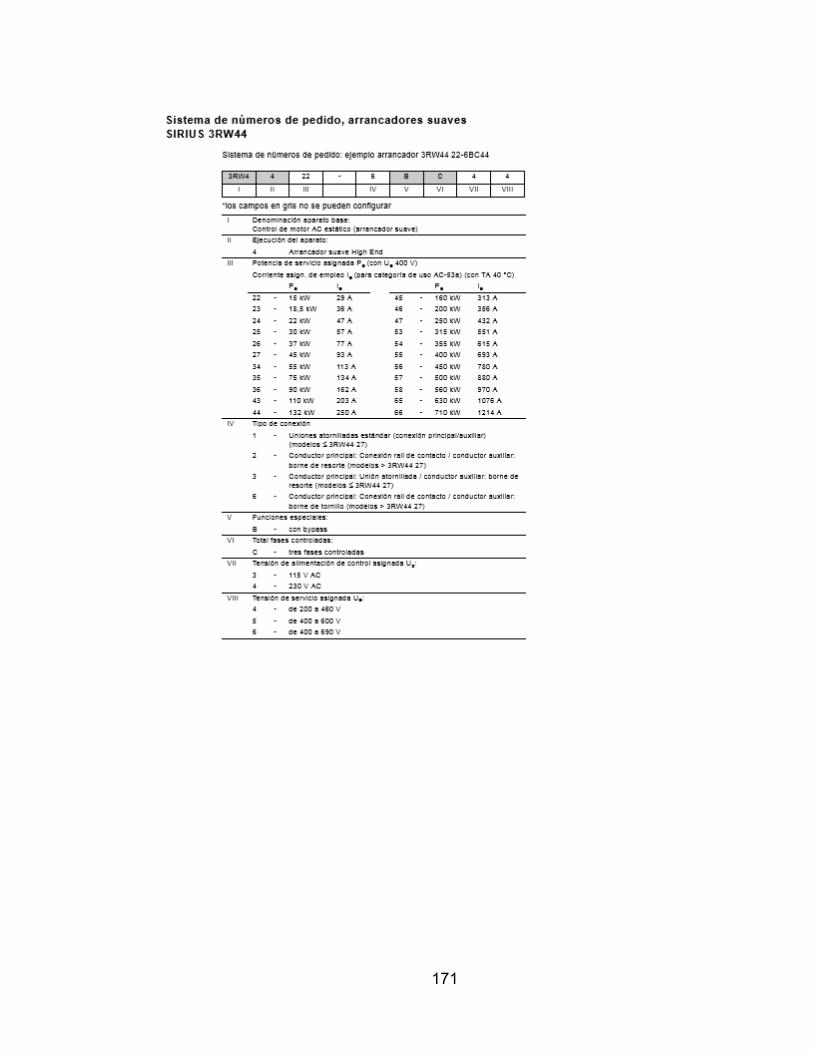
171

172
ANEXO J. Datos técnicos del arrancador suave altistart ATS48C11Y
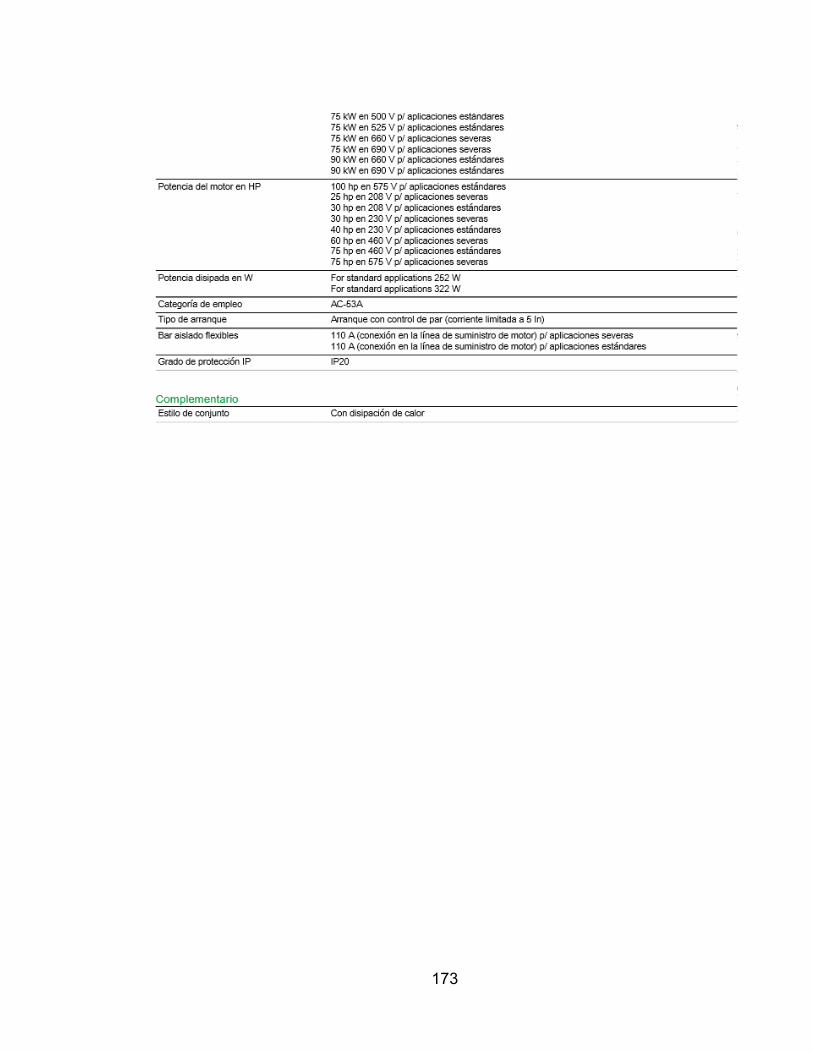
173
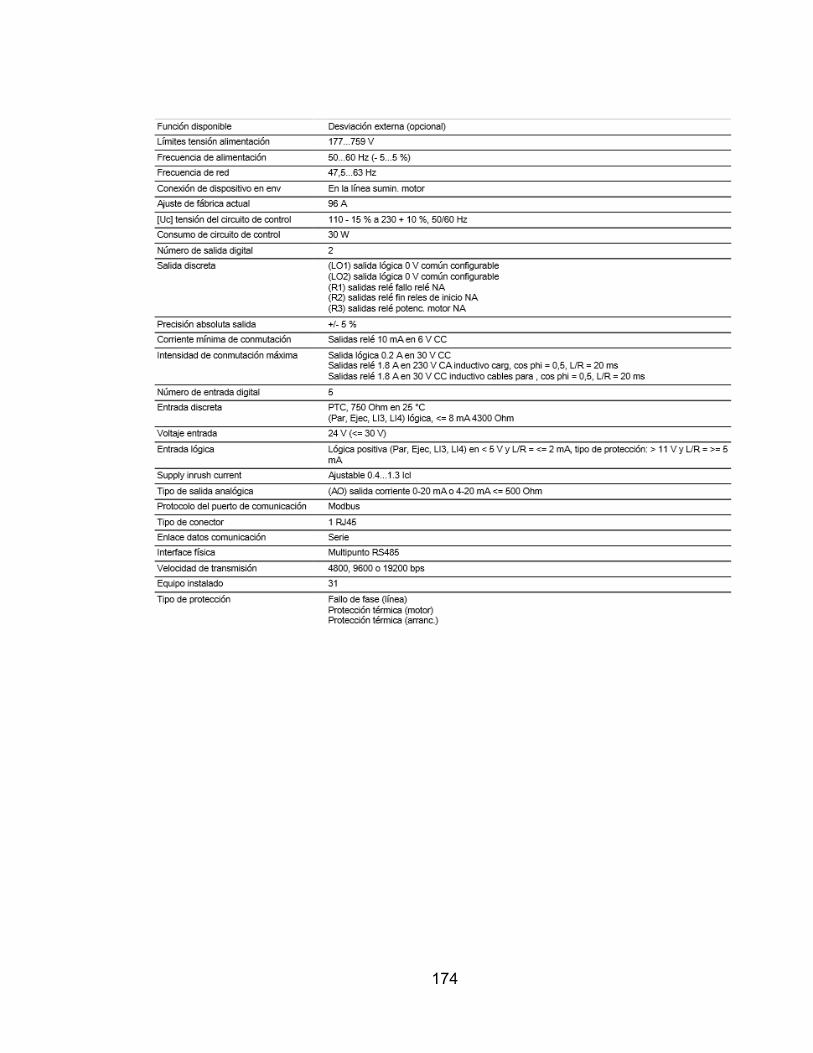
174
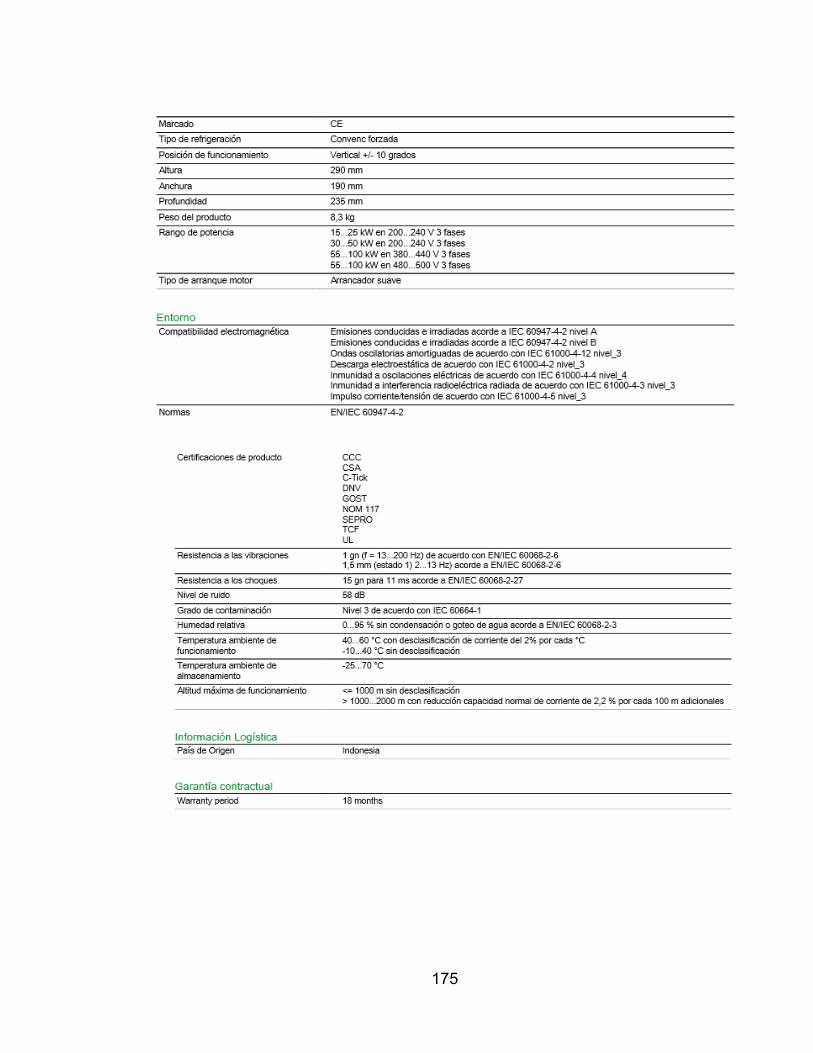
175

176
ANEXO K. Datos técnicos de variador de velocidad ATV312

177
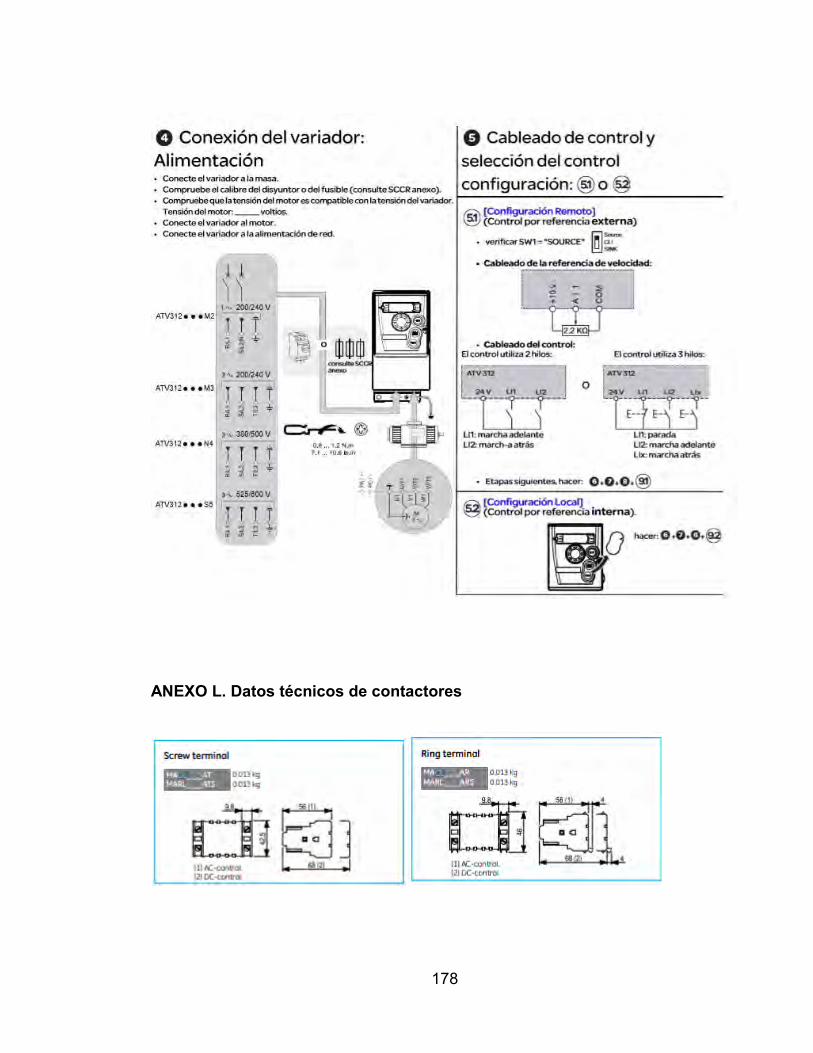
178
ANEXO L. Datos técnicos de contactores
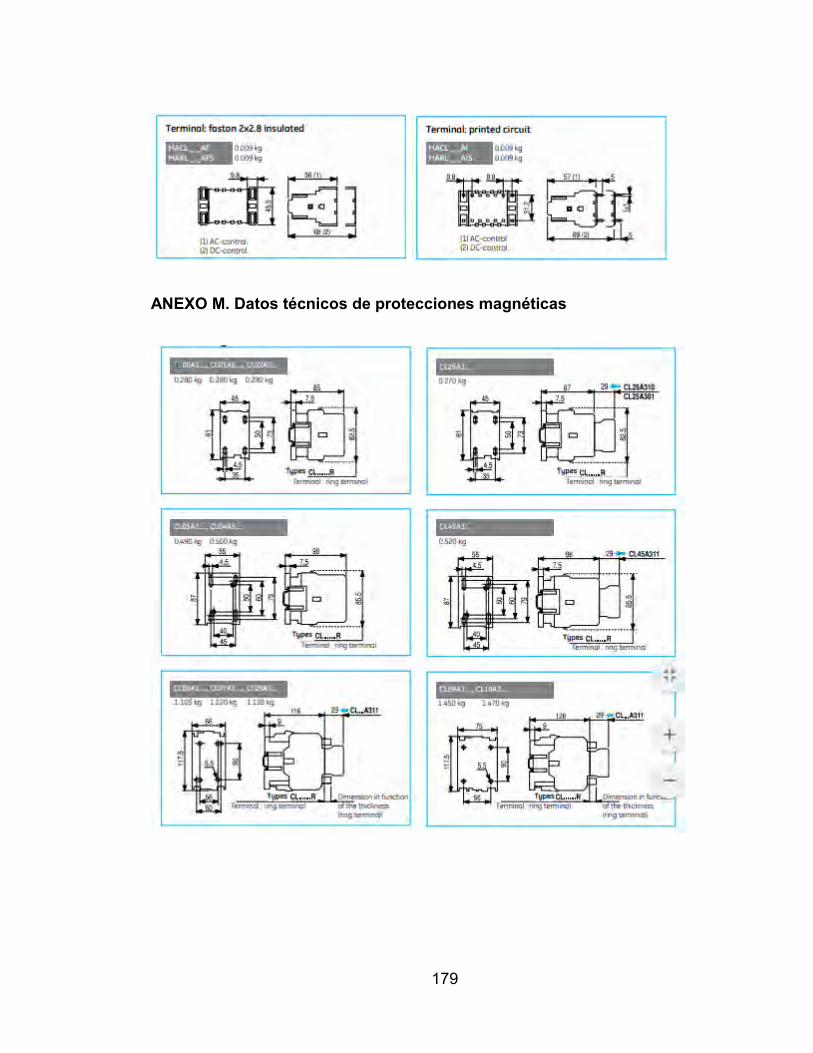
179
ANEXO M. Datos técnicos de protecciones magnéticas
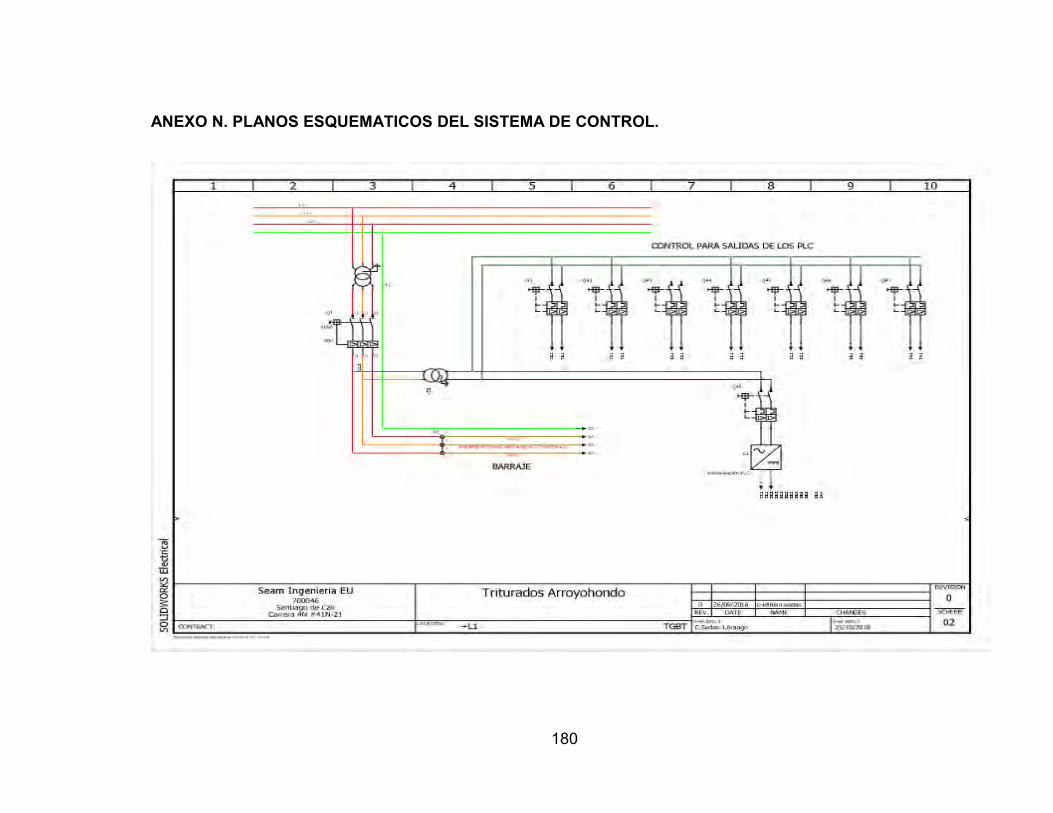
180
ANEXO N. PLANOS ESQUEMATICOS DEL SISTEMA DE CONTROL.

181

182

183
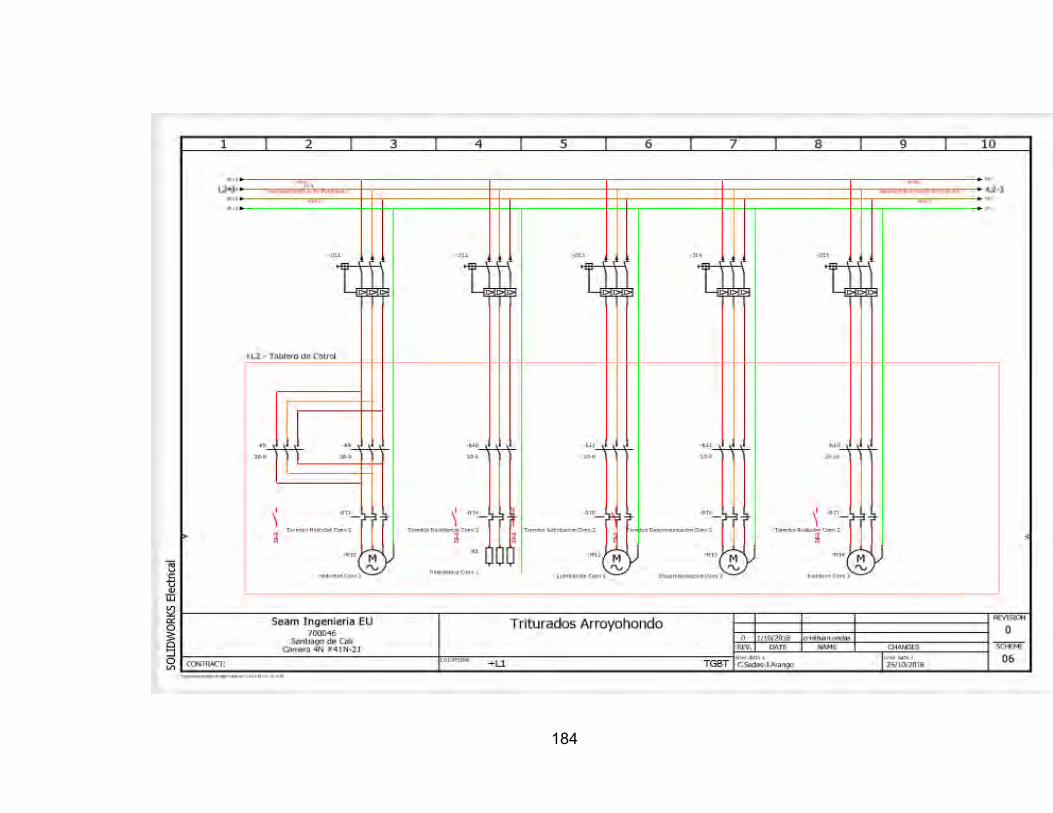
184

185
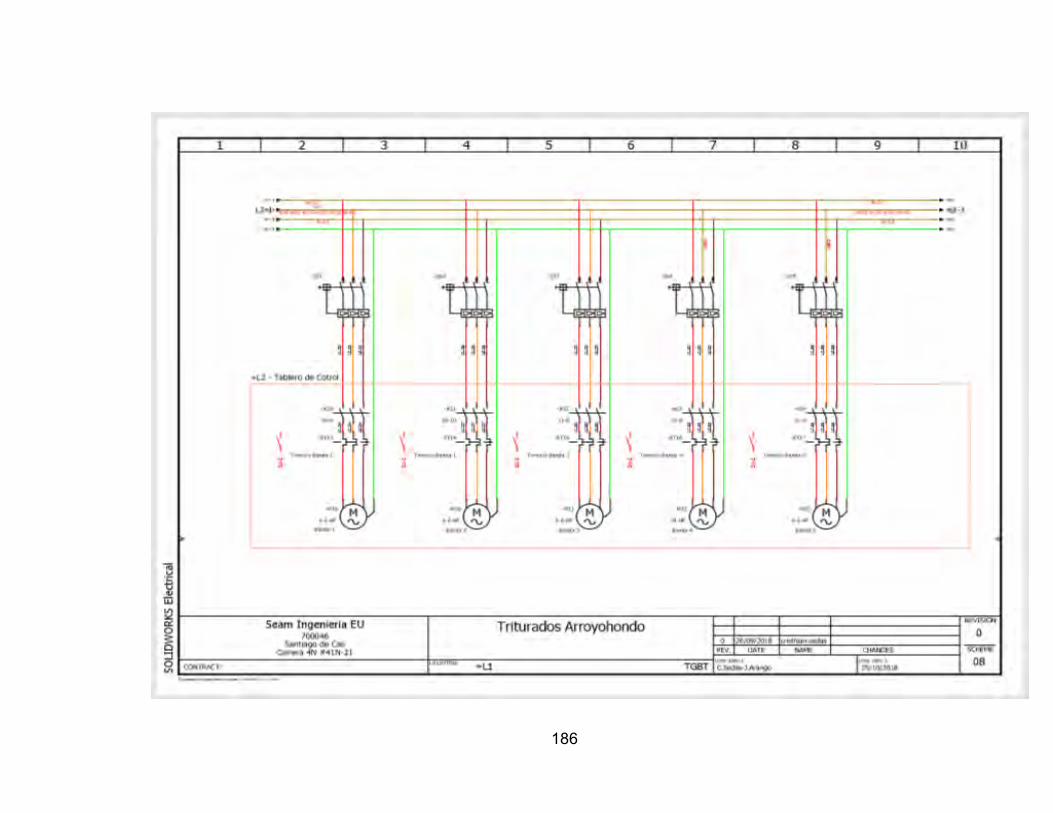
186
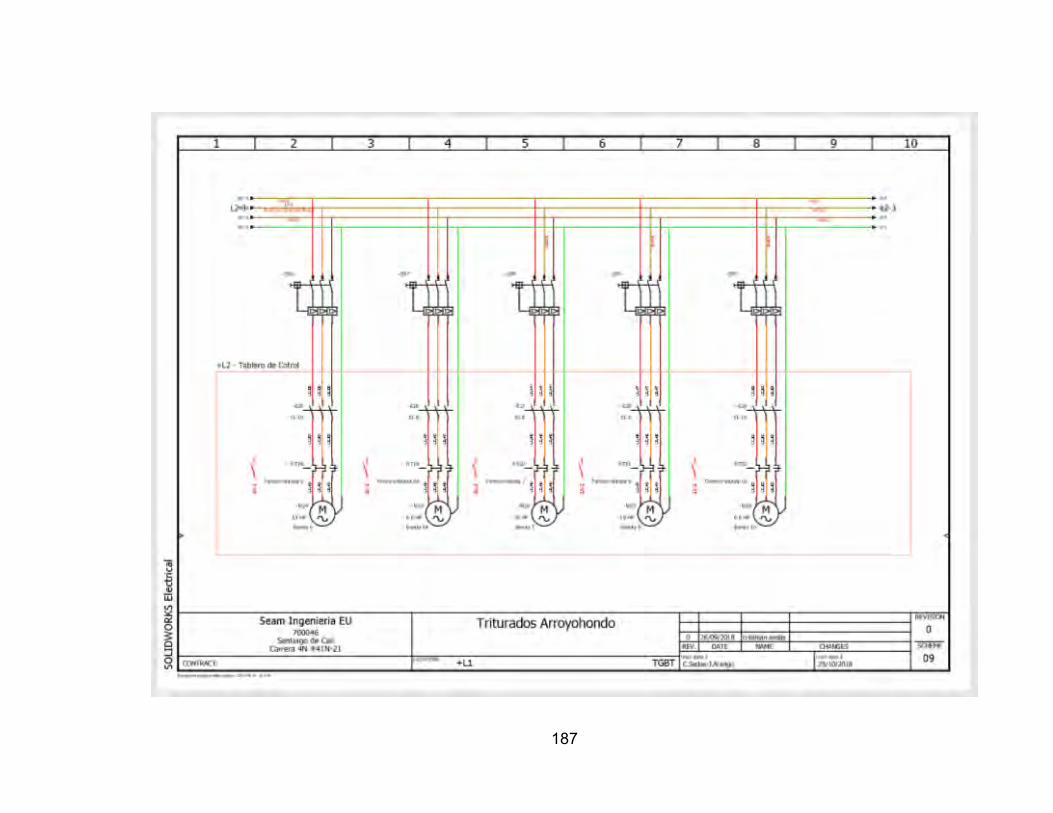
187
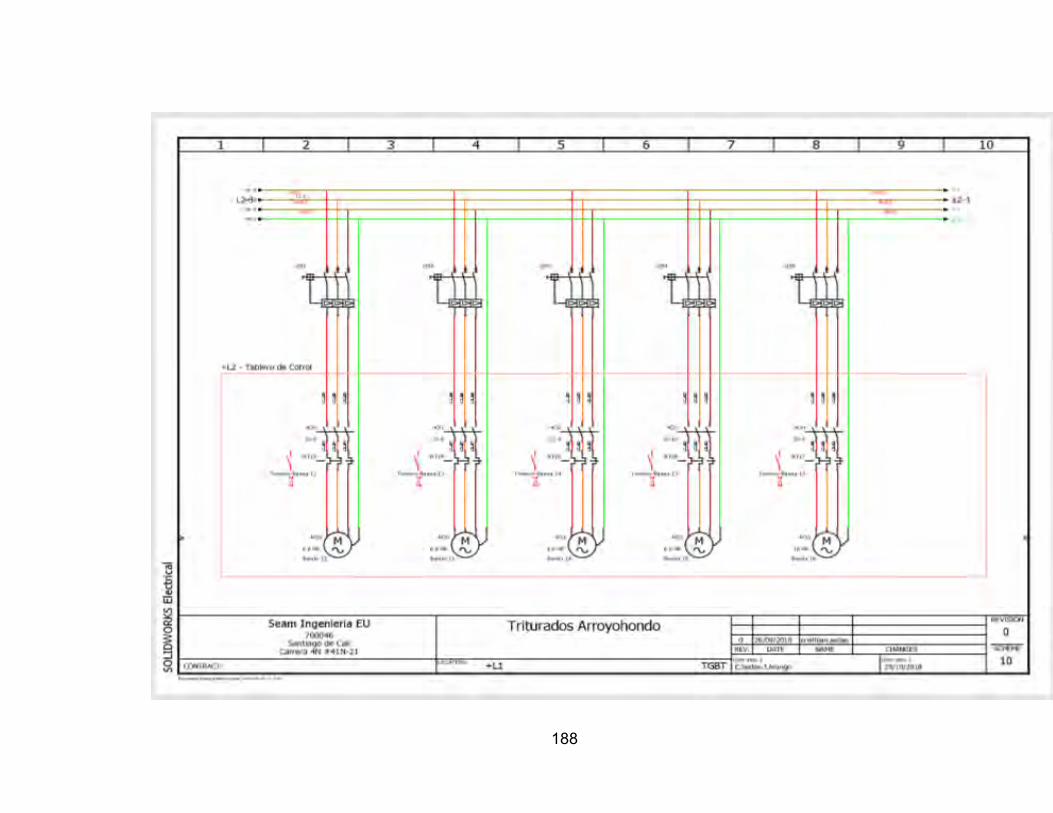
188
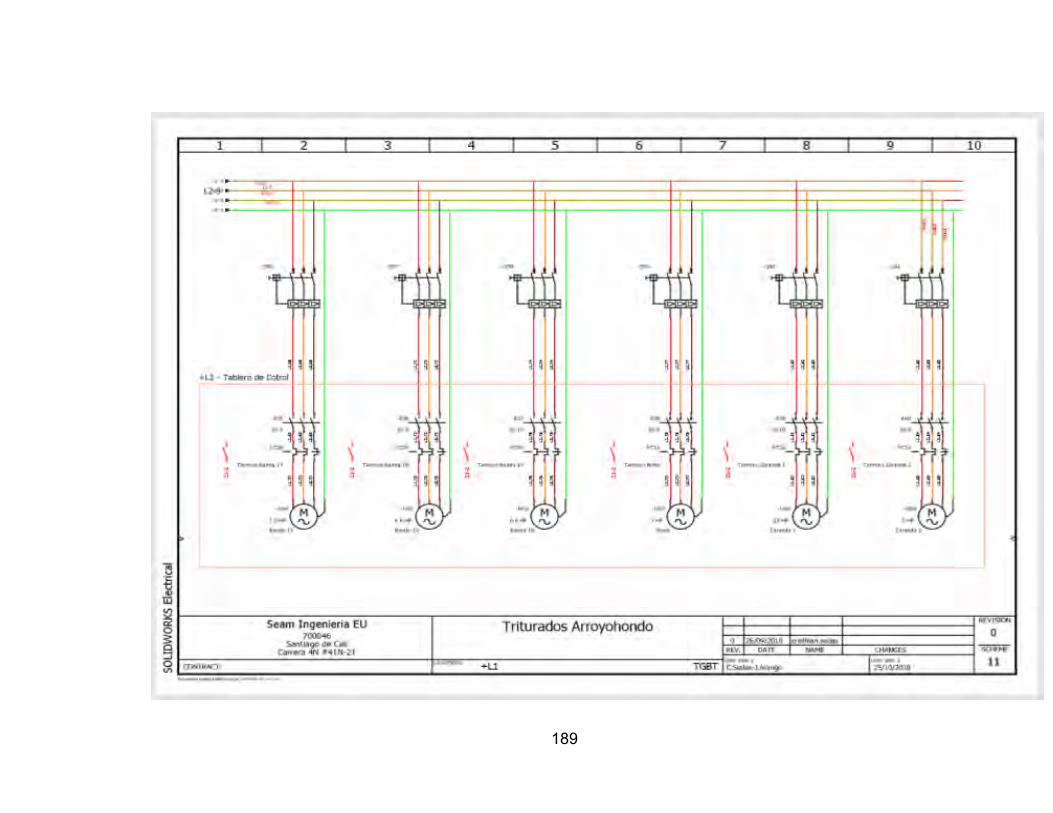
189

190
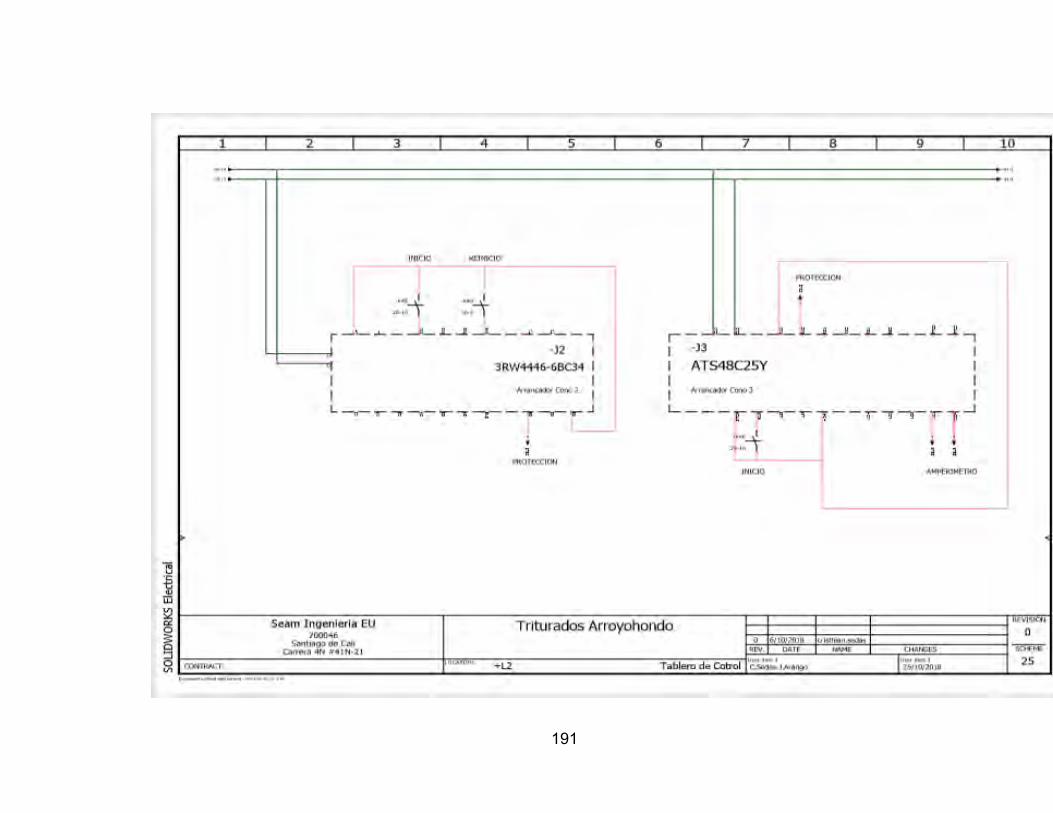
191
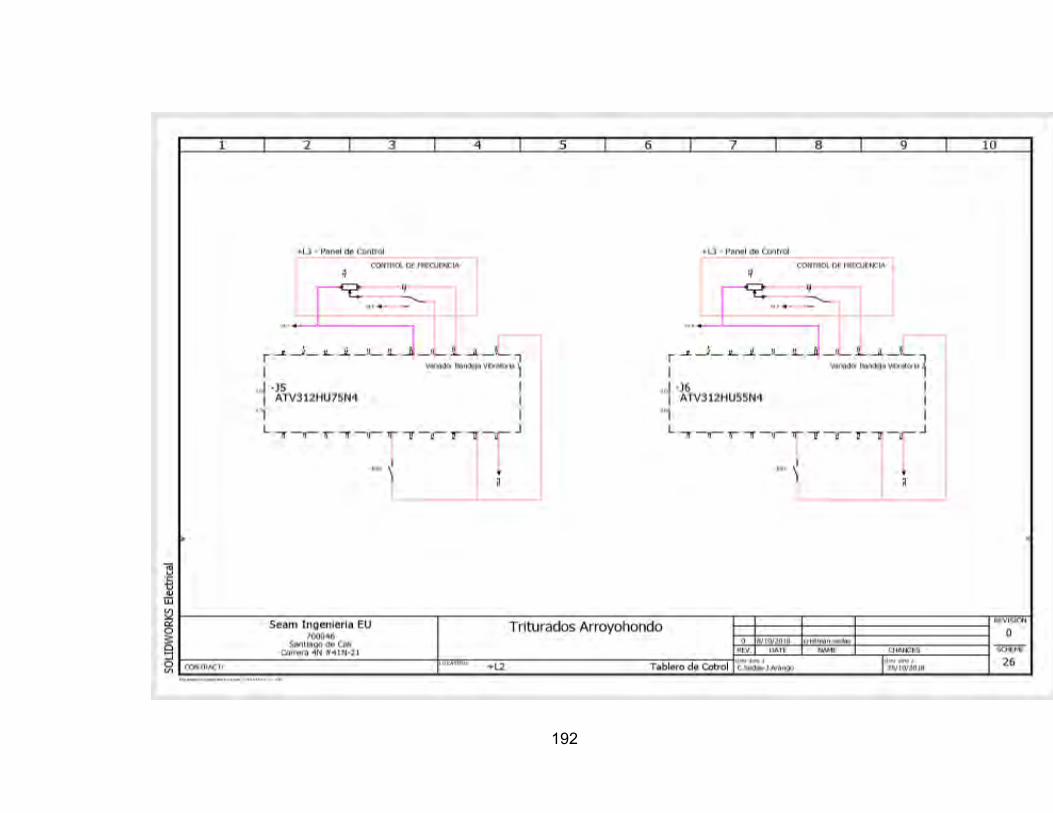
192
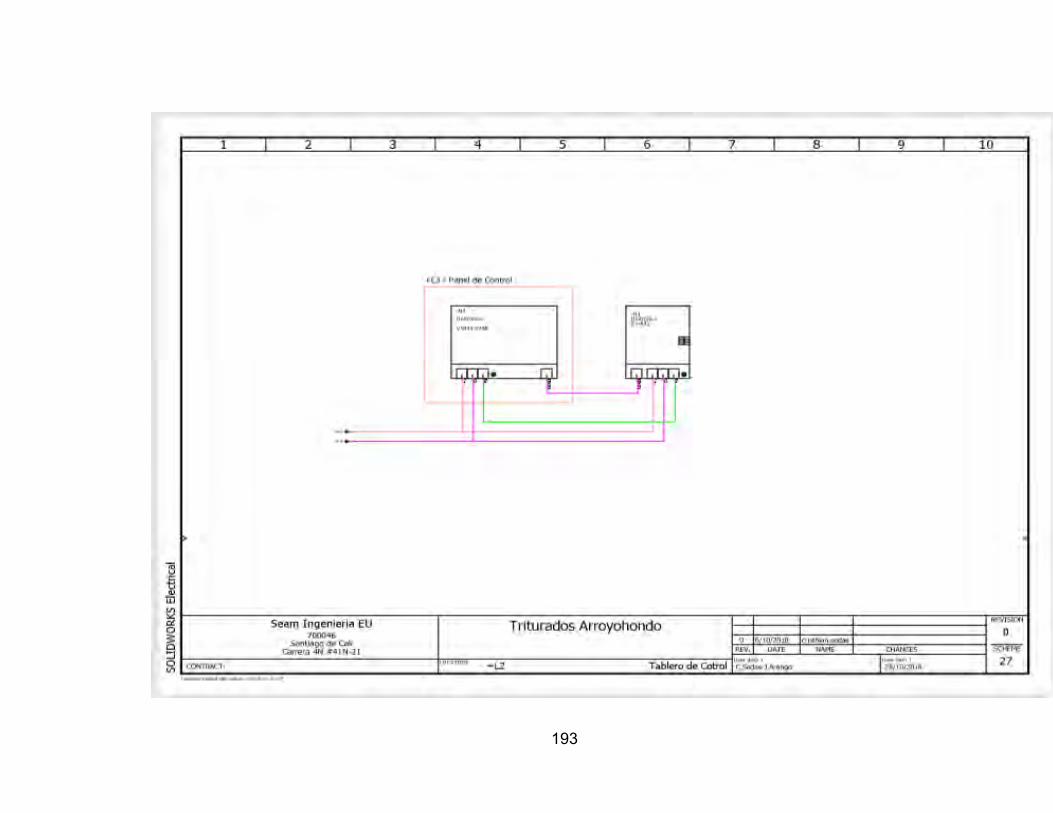
193
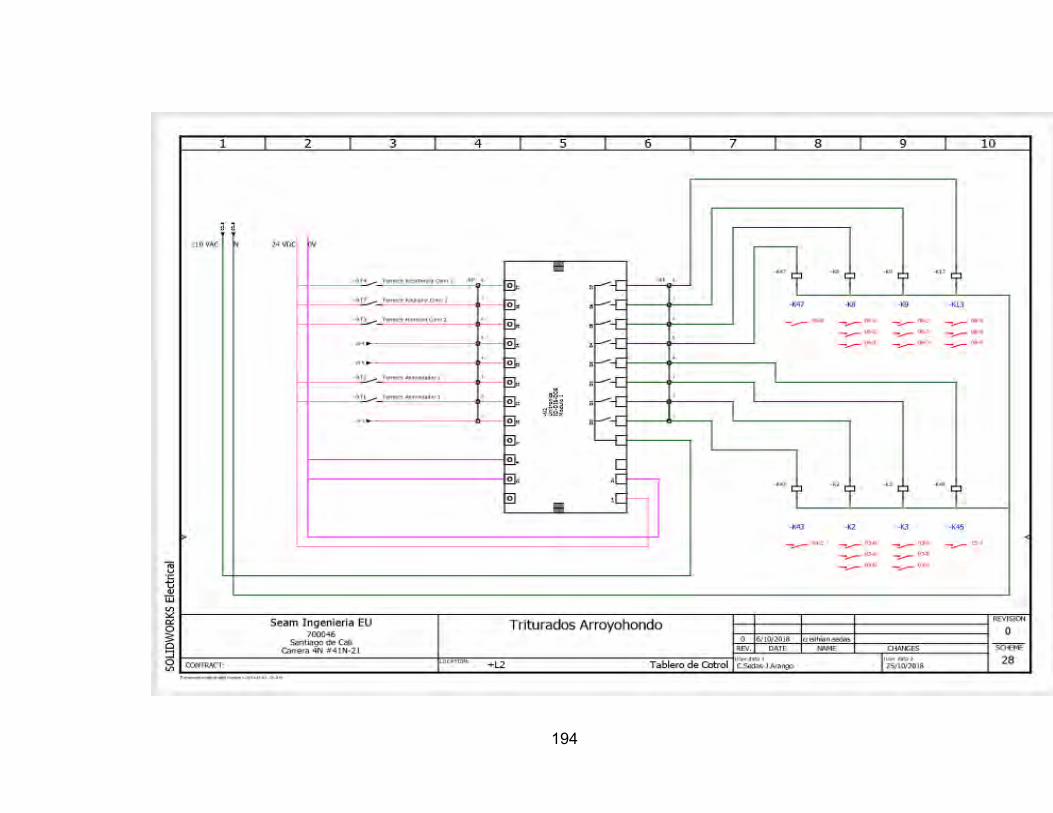
194
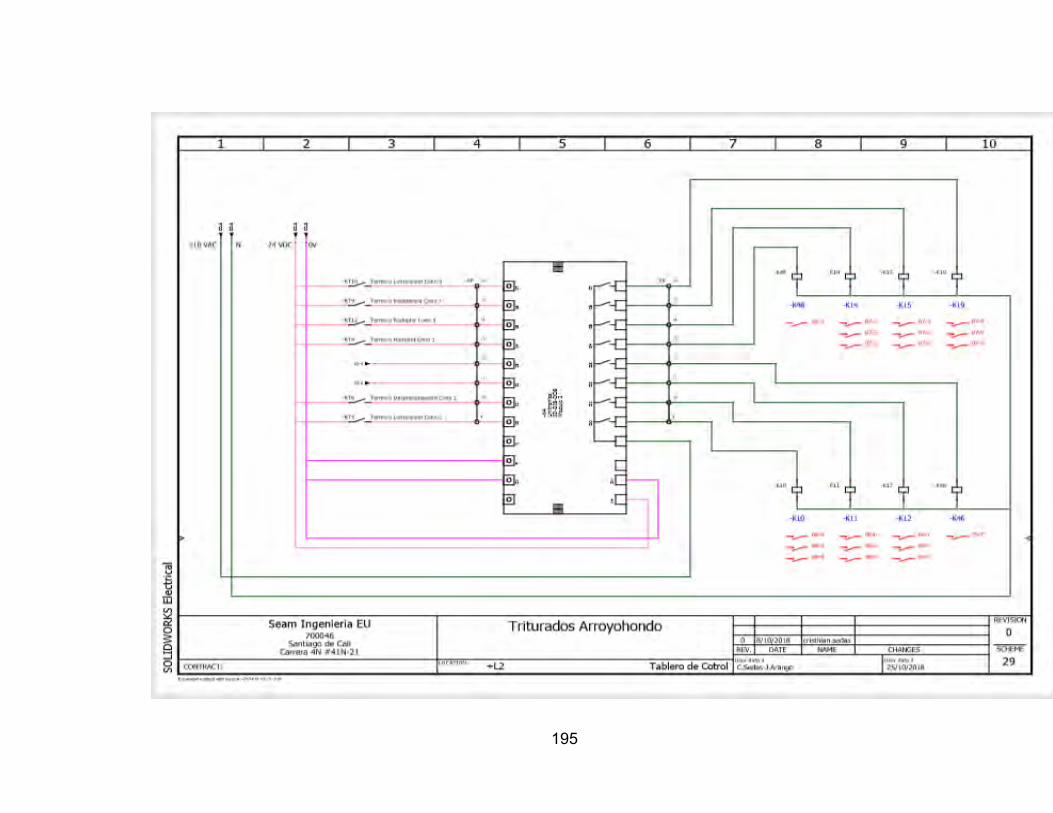
195

196

197
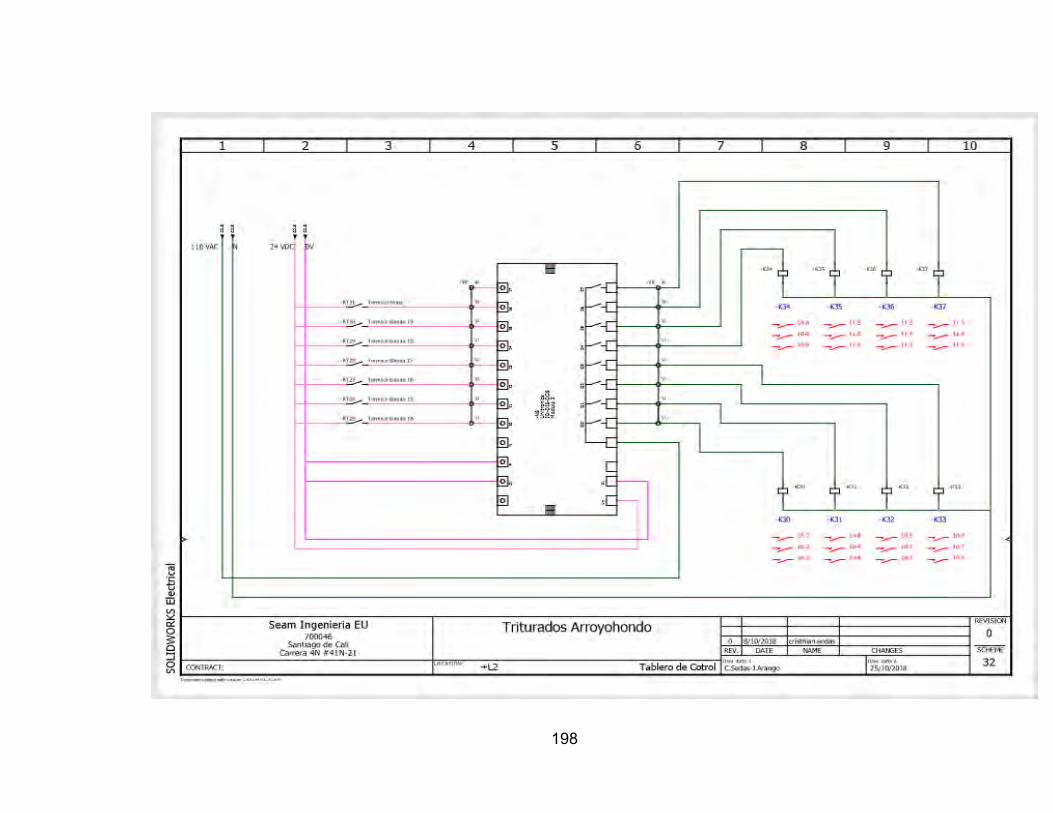
198
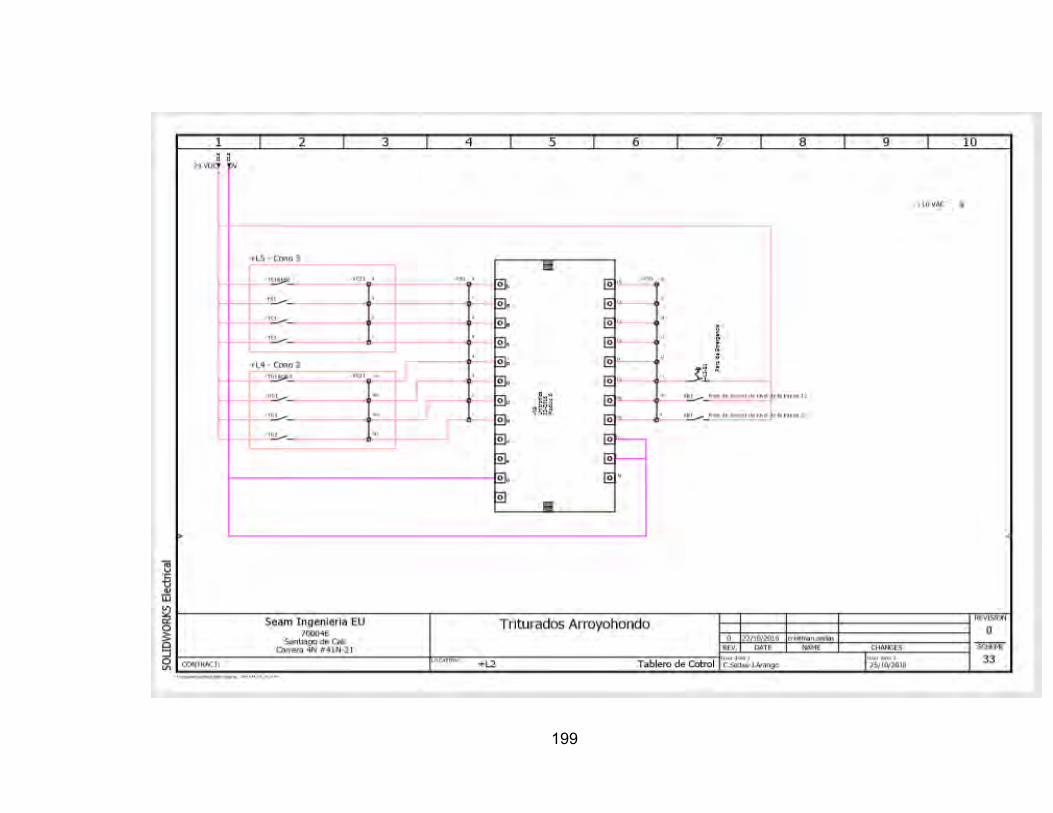
199
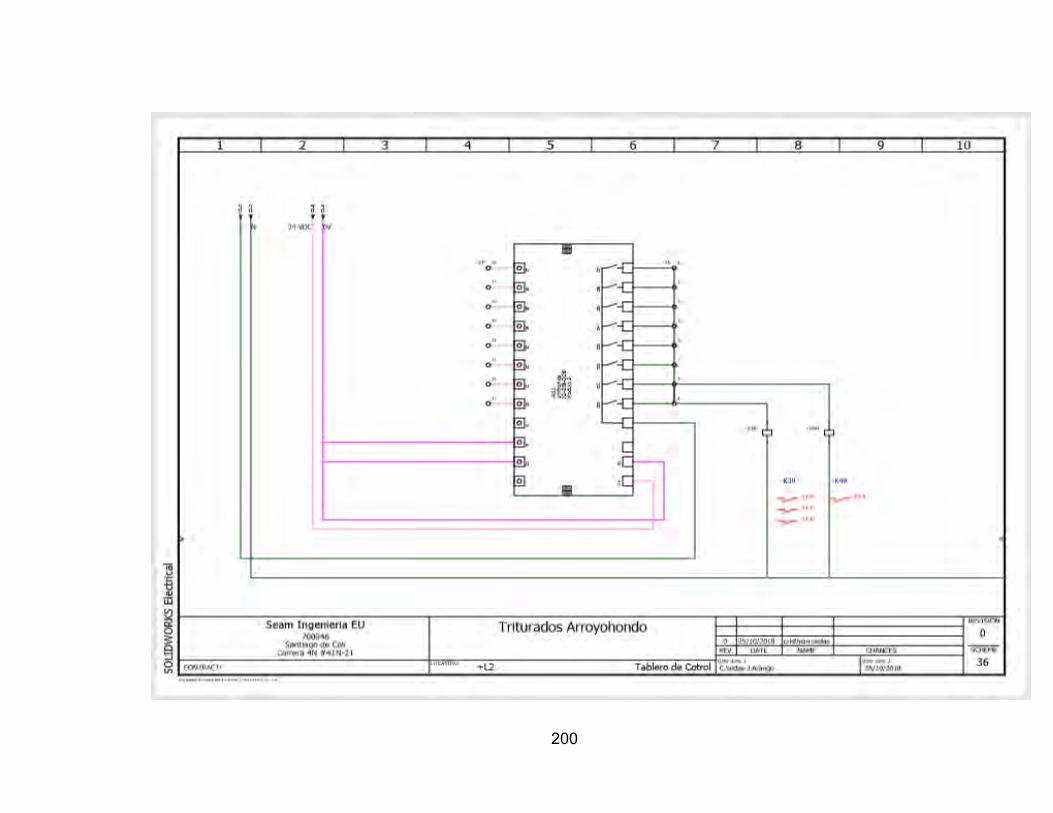
200
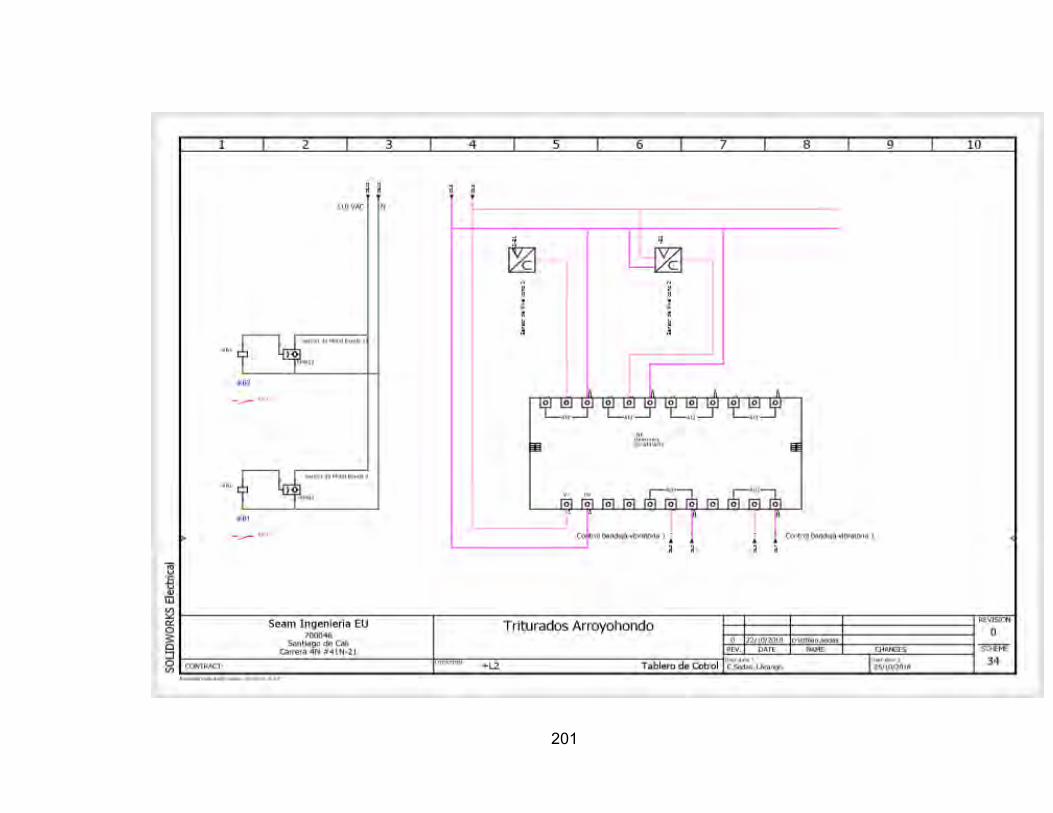
201

202

203
ANEXO O. Planos sinópticos del sistema de control.

204

205
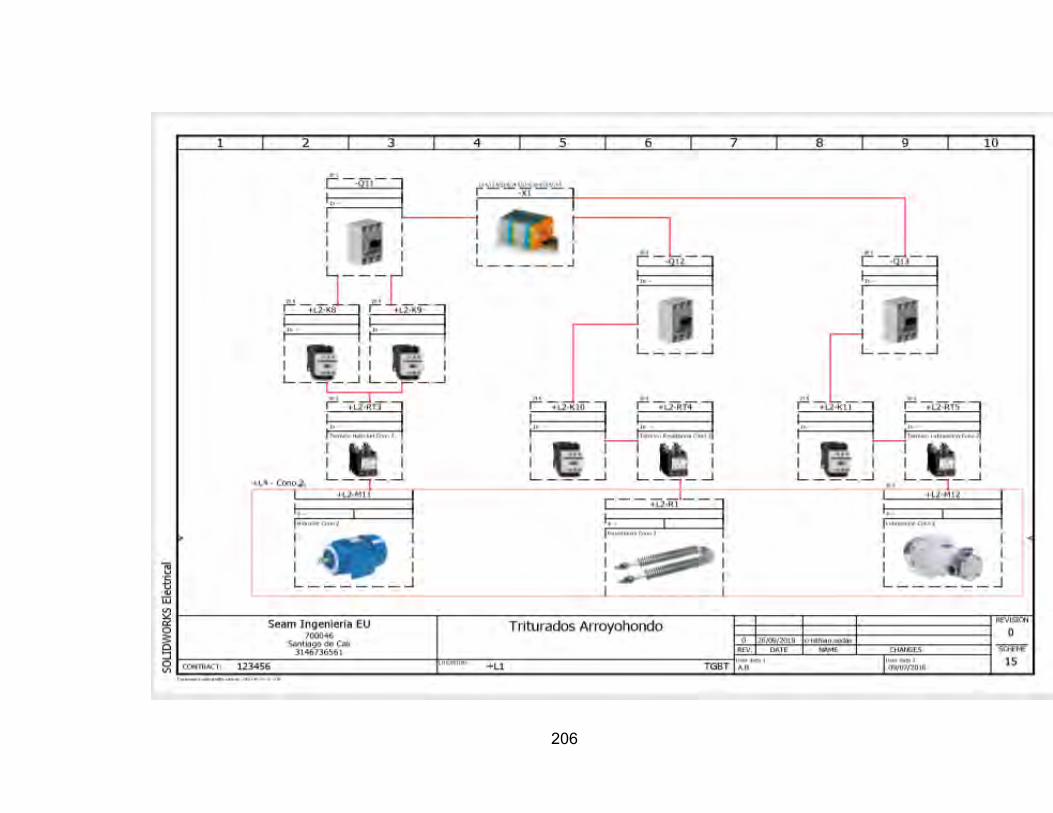
206

207
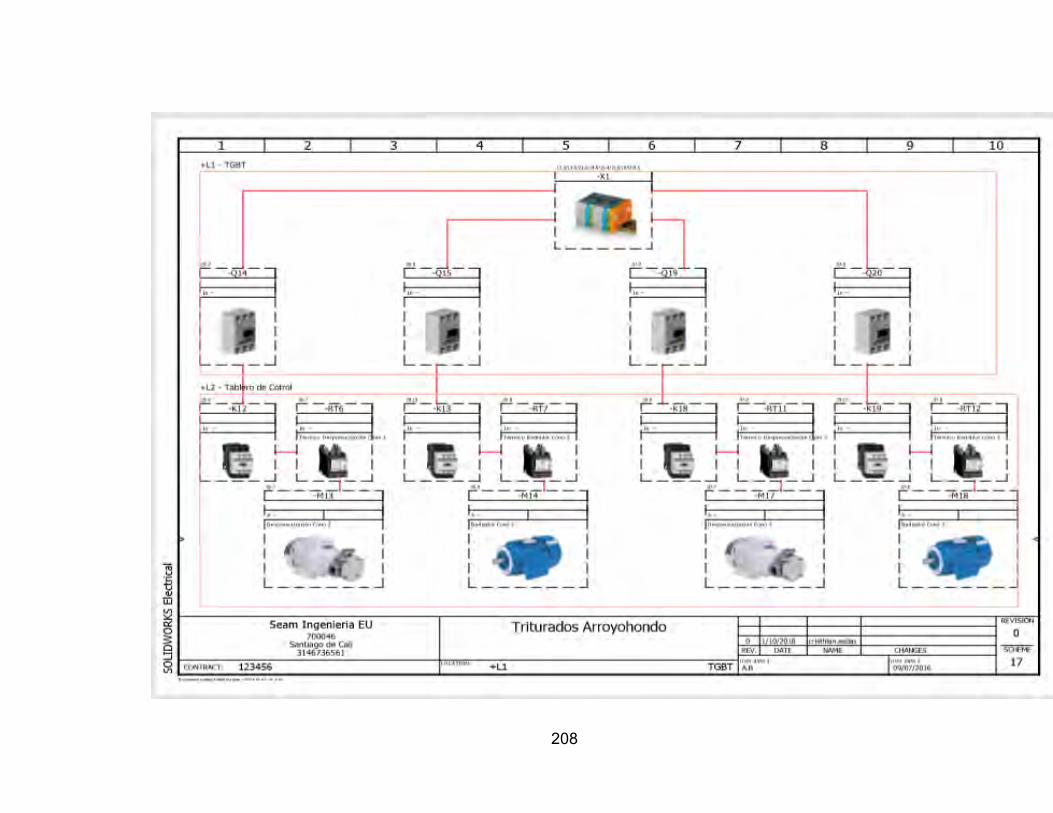
208
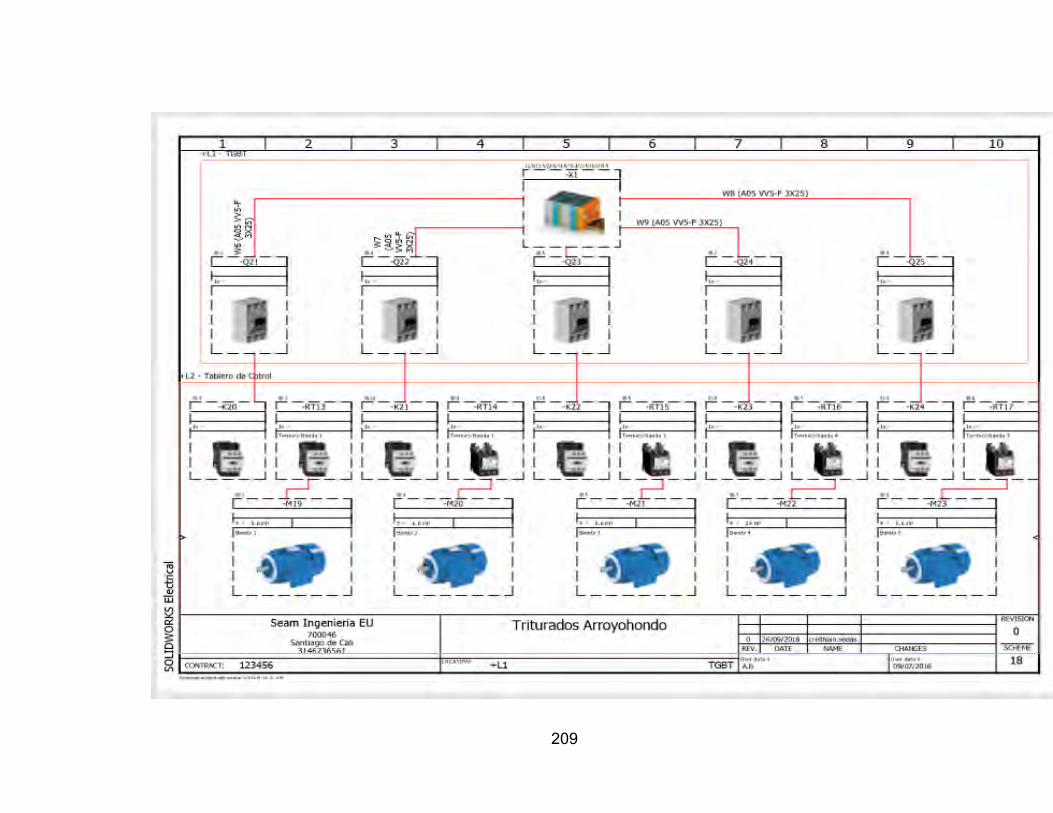
209

210
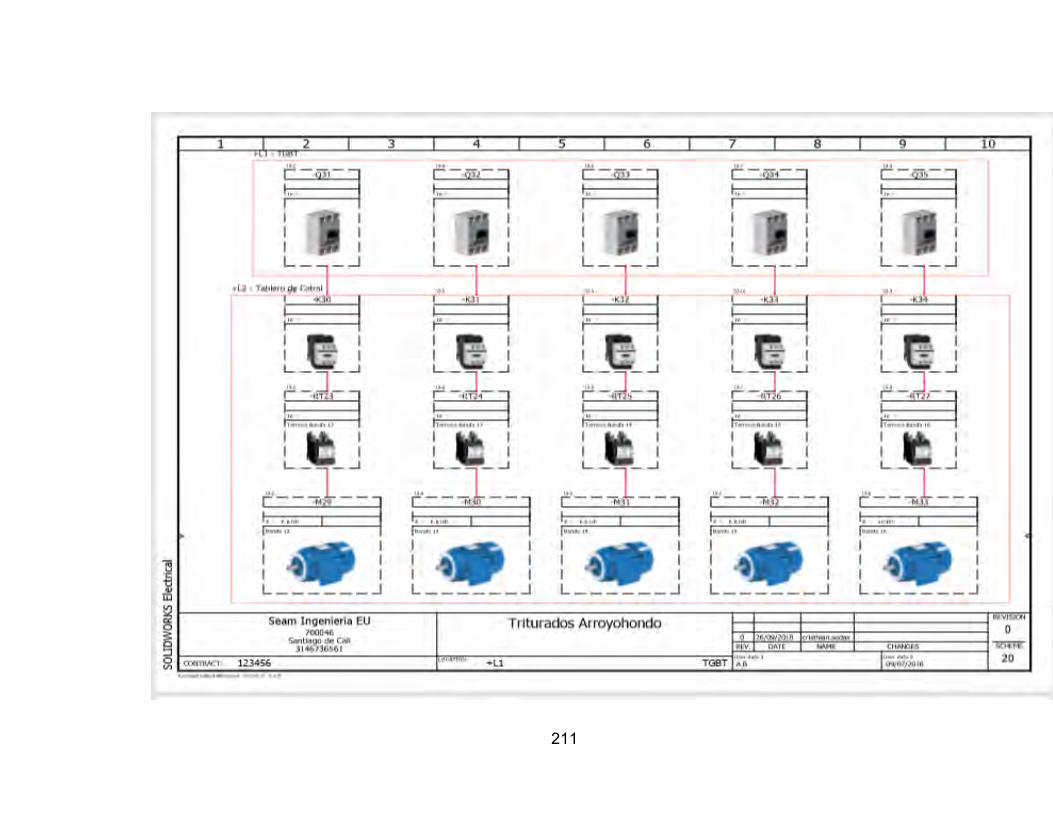
211

212
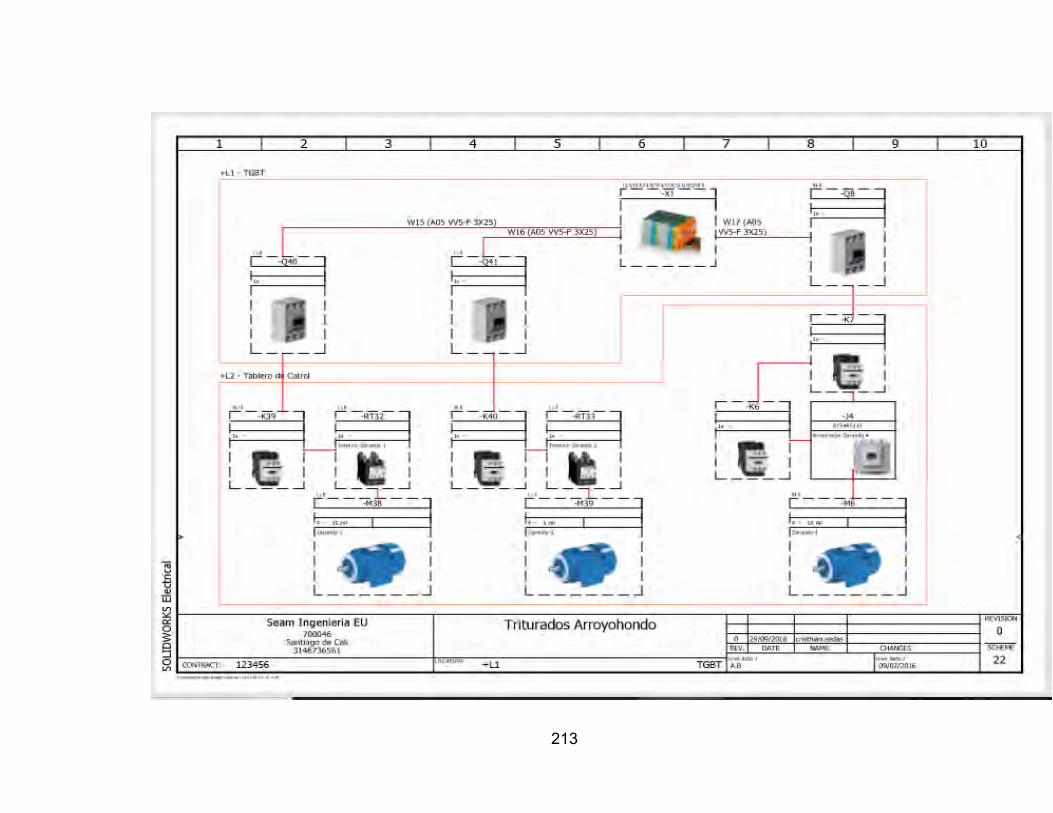
213

214

215




















