
Study on the mechanical strength of primary carbonate tablets
7
Study on the mechanical strength of primary carbonate tablets P. García-Triñanes a, ⁎, M. Bao a , J.J. Casares a , T. Ittershagen b , M. Morgeneyer b a ETSE Chemical Engineering Department, Rúa Lope Gómez de Marzoa s/n, 15782-Santiago de Compostela (Spain) b Institut für Partikeltechnik (iPAT), TU Braunschweig-Volkmaroder Str.5, 38104-Braunschweig (Germany) abstract article info Article history: Received 16 November 2009 Received in revised form 20 July 2010 Accepted 28 July 2010 Available online 5 August 2010 Keywords: Powdered carbonates Compacts Mechanical Properties Test equipment The mechanical strength of three carbonate tablets constructed by uniaxial compaction is evaluated using a simple tester, specially designed, as a comparative method, to classify and establish correlations between the measured resistance and the physical and flow properties of each carbonate. The net compression work required to construct the tablets is also compared with the strength of the samples in order to relate it to powder's ability to convert the force applied into effective solid–solid bonds. © 2010 Elsevier B.V. All rights reserved. 1. Introduction Calcium carbonate products are commercially available for agriculture usage as soil amendments. A soil is classified as acidic when its pH, when measured in potassium chloride (KCl), is less than 4.5. Dolomitic lime is commonly used when the soil is deficient in magnesium [1]. The effectiveness of agricultural limestone depends on its calcium carbonate content, its neutralising value, its fineness, specific surface and mode of application. Despite the fact that carbonates are more reactive in their powdered form, they present limitations regarding their handling, distribution and the reluctance of farmers to use powders as part of the product is lost by advection. Agglomeration improves all the previous aspects without significantly reducing the surface, and by extension, the reactivity required [2]. These fine materials (b100 μm) are normally agglomerated by four different methods: drum granulation, pan granulation, roll-press flacking and roll-press briquetting, in order to increase their economic value, to avoid variations in composition, to improve handling and transport properties and to facilitate their application to the soil. When using wet agglomeration methods, a binder capable of producing adequate crush strength granule is necessary, but this technology is normally less cost-effective and mechanically more complex than dry processing. The basic principle of dry compaction is subjecting the fine powder to high pressure, while it is forced to pass through two counter- rotating rolls. To increase the strength of the flakes formed, in certain cases, inorganic and even organic binders are used in this process, but a very effective mixing stage is required in these cases. Granule strength depends on the number and strength of the interparticle bonds created during consolidation, both of which increase as the compact density increases. The efficiency of the compaction process is a result of the material's ability, to convert the compression work into solid–solid adhesion between single powder particles [3]. The compacted flakes exiting the roll press are pre-crushed by a flake breaker to provide the proper size for the granulator. In this step, the flakes are broken to achieve a very high quantity of the product of the required size (normally between 2 and 4 mm), while keeping dust generation to a minimum. During compaction, the applied pressure is transmitted through the contact points of the individual particles, leading to an irreversible change in the density of the tablet. The densification of the compact goes through different stages until the tablet is formed, it also depends on the morphological characteristics of the powder, the particle size, the chemical composition, or on the brittle or ductile behaviour of the raw material [4–6]. Mechanical strength is usually expressed as the force required to destroy tablets by application of a crushing stress (normal or parallel to the axis of the compact) [7]. The tensile strength of the tablets can be explained using principles of fracture mechanics and depends on the internal distribution of density in the compact [8–10]. As a matter of fact, a great deal of research efforts have been made to explain the anisotropy (variation with direction) in the density distribution caused by a structural heterogeneity. This structural variation is primarily caused by the friction work between the die walls and the adjacent particles which cause internal structure gradients [11,12]. Powder Technology 204 (2010) 124–130 ⁎ Corresponding author. E-mail address: [email protected] (P. García-Triñanes). 0032-5910/$ – see front matter © 2010 Elsevier B.V. All rights reserved. doi:10.1016/j.powtec.2010.07.027 Contents lists available at ScienceDirect Powder Technology journal homepage: www.elsevier.com/locate/powtec
-
Upload
ucompiegne -
Category
Documents
-
view
3 -
download
0
Transcript of Study on the mechanical strength of primary carbonate tablets

Powder Technology 204 (2010) 124–130
Contents lists available at ScienceDirect
Powder Technology
j ourna l homepage: www.e lsev ie r.com/ locate /powtec
Study on the mechanical strength of primary carbonate tablets
P. García-Triñanes a,⁎, M. Bao a, J.J. Casares a, T. Ittershagen b, M. Morgeneyer b
a ETSE Chemical Engineering Department, Rúa Lope Gómez de Marzoa s/n, 15782-Santiago de Compostela (Spain)b Institut für Partikeltechnik (iPAT), TU Braunschweig-Volkmaroder Str.5, 38104-Braunschweig (Germany)
⁎ Corresponding author.E-mail address: [email protected] (P. Gar
0032-5910/$ – see front matter © 2010 Elsevier B.V. Adoi:10.1016/j.powtec.2010.07.027
a b s t r a c t
a r t i c l e i n f oArticle history:Received 16 November 2009Received in revised form 20 July 2010Accepted 28 July 2010Available online 5 August 2010
Keywords:Powdered carbonatesCompactsMechanical PropertiesTest equipment
The mechanical strength of three carbonate tablets constructed by uniaxial compaction is evaluated using asimple tester, specially designed, as a comparative method, to classify and establish correlations between themeasured resistance and the physical and flow properties of each carbonate. The net compression workrequired to construct the tablets is also compared with the strength of the samples in order to relate it topowder's ability to convert the force applied into effective solid–solid bonds.
cía-Triñanes).
ll rights reserved.
© 2010 Elsevier B.V. All rights reserved.
1. Introduction
Calcium carbonate products are commercially available foragriculture usage as soil amendments. A soil is classified as acidicwhen its pH, when measured in potassium chloride (KCl), is less than4.5. Dolomitic lime is commonly used when the soil is deficient inmagnesium [1]. The effectiveness of agricultural limestone dependson its calcium carbonate content, its neutralising value, its fineness,specific surface and mode of application.
Despite the fact that carbonates aremore reactive in their powderedform, they present limitations regarding their handling, distribution andthe reluctance of farmers to use powders as part of the product is lost byadvection. Agglomeration improves all the previous aspects withoutsignificantly reducing the surface, and by extension, the reactivityrequired [2].
These finematerials (b100 μm) are normally agglomerated by fourdifferent methods: drum granulation, pan granulation, roll-pressflacking and roll-press briquetting, in order to increase their economicvalue, to avoid variations in composition, to improve handling andtransport properties and to facilitate their application to the soil.
When using wet agglomeration methods, a binder capable ofproducing adequate crush strength granule is necessary, but thistechnology is normally less cost-effective and mechanically morecomplex than dry processing.
The basic principle of dry compaction is subjecting the fine powderto high pressure, while it is forced to pass through two counter-rotating rolls. To increase the strength of the flakes formed, in certain
cases, inorganic and even organic binders are used in this process, buta very effective mixing stage is required in these cases.
Granule strength depends on the number and strength of theinterparticle bonds created during consolidation, both ofwhich increaseas the compact density increases. The efficiency of the compactionprocess is a result of the material's ability, to convert the compressionwork into solid–solid adhesion between single powder particles [3].
The compacted flakes exiting the roll press are pre-crushed by aflake breaker to provide the proper size for the granulator. In this step,the flakes are broken to achieve a very high quantity of the product ofthe required size (normally between 2 and 4 mm), while keeping dustgeneration to a minimum.
During compaction, the applied pressure is transmitted through thecontact points of the individual particles, leading to an irreversible changein the density of the tablet. The densification of the compact goes throughdifferent stages until the tablet is formed, it also depends on themorphological characteristics of the powder, the particle size, thechemical composition, or on the brittle or ductile behaviour of the rawmaterial [4–6].
Mechanical strength is usually expressed as the force required todestroy tablets by application of a crushing stress (normal or parallelto the axis of the compact) [7].
The tensile strength of the tablets can be explained usingprinciples of fracture mechanics and depends on the internaldistribution of density in the compact [8–10].
As a matter of fact, a great deal of research efforts have been madeto explain the anisotropy (variation with direction) in the densitydistribution caused by a structural heterogeneity. This structuralvariation is primarily caused by the friction work between the diewalls and the adjacent particles which cause internal structuregradients [11,12].

125P. García-Triñanes et al. / Powder Technology 204 (2010) 124–130
Various stages can be distinguished in the compaction process,namely particle rearrangement, breakdown of small particle agglom-erates, elastic followed by plastic deformation and strain hardening ofbulk assemblies [13–15].
The initial region of a compression process is attributed to arearrangement and packing of the powder particles, where the shearstress and flow properties are especially relevant. As applied pressureis increased and until the maximum pressure is reached, densityincreases and consequently porosity is gradually reduced as voids arefilled. Elastic deformations of the particles are extensive and theparticles experiment both fragmentation and crushing phenomena.The tendency for fragmentation increases in the earlier stages ofcompaction but once the maximum level is reached, it is reducedbecause of the increase in the coordination number.
From this point on, plastic deformation governs the process; thelower the plasticity index, the less plastic work that can beaccommodated by thematerial. In the final stage, further densificationof the bulk assemblies becomes difficult to achieve, even when thecompaction pressure is very high.
The mechanical properties of a material play a significant role inpowder compaction because they are an important aspect of tabletproduct design and development, so the prediction of compactionproperties has an obvious interest in this area of process technology.
The rupture force of a compact constitutes a measure of the particlecohesion and the resistance of the tablet,which is very important in termsof the storage, transport and mechanical handling of the final product.
Fragmentation has two possible mechanisms: a) crushing at fixedpoints that generates small defects and b) fracturing of particles dueto secondary tensile stress. The presence of defects such as cracks, bigpores and soft particle boundaries can propagate the crushing effectcausing macroscopic failure.
The typical test to measure the strength of a tablet is the diametricalcompression test, which evaluates its tensile strength in the radialdirection. Rumpf [3] has evaluated the tensile strength of tablets alongthe axial (parallel to compaction direction) using a specially designeddevice. But the main drawback of this kind of test is that the values of
Table 1Chemical composition of the materials.
CaO (%) MgO (%) SiO2 (%) K2O (%) Fe2O3 (%) Al2O3 (%)
CA 38,08 1,13 0,07 0,06 1,06 0,52MG 2,44 59,69 0,40 0,41 2,02 1,46RE 47,60 0,20 0,03 0,02 0,01 b0,01
Table 2Physical characterisation of the three carbonates.
CA MG RE
(I) Real density (g/cm3) 2.76±0.1 2.85±0.1 2.73±0.1Initial void fraction (%) 64.13±0.5 69.82±0.5 79.92±0.5Bulk density (g/cm3) 1.01±0.2 0.87±0.2 0.63±0.2
(II) Tap density (after 2000 taps) 1.55 1.33 1.09(III) Specific surface BET (m2/g) 1.529±0.01 4.183±0.01 1.464±0.01(IV) ×50 (μm) 27.8±0.02 20.5±0.02 17.0±0.02(V) Moisture content (%) 0.14±0.02 0.30±0.02 0.55±0.02
(I) Real density values were obtained using a Micromeritics Pycnometer model Accupyc1330.(II) Tap density was determined employing a Dual Autotap Volumeter by QuantachromeInstruments.(III) Specific surface was determined using a Gemini 2360 Surface area analyzer byMicromeritics.(iV) Particle size measurements were obtained using HELOS Laser Diffraction Sensor bySympatec.(V) The moisture content was determined using a vacuum oven (Heraeus VacuthemVT650).
tensile strength will vary because they induce different stress zoneswithin the tablet. This disadvantage, in addition to the anisotropy stressprofiles inside the tablet, can result in inaccurate conclusions.
2. Characterisation of the carbonates
In the presentwork, three different carbonate productswith differentcomposition and physical properties were used to prepare the tablets.The identification of the crystalline phases of the materials was
Fig. 1. SEM Micrographs of carbonate powders (CA, MG, RE).

Fig. 3. Flow functions of the three carbonates studied.
126 P. García-Triñanes et al. / Powder Technology 204 (2010) 124–130
elucidated using X-ray diffractometry (Siemens D5000 Diffractometer)revealing the following crystalline composition: CA is composed mainlyof calcite, quartz and dolomite are both present in small quantities.MG isformedmainly bymagnesite (MgCO3), a small portion of MgO and tracequantities of quartz. In the case of RE, calcite is the major compoundfound and it is obtained frommussel shell waste of the cannery industry.The calcium carbonate obtained from mussel shells used in this workexhibits a specialmorphologywhich is very different from that ofmininglimestone, and consequently, the associated mechanical properties aresignificantly different.
The chemical composition of the three carbonates is described inTable 1.
In Table 2, some physical characterisation parameters are shownfor the three carbonates used in this study.
Bulk density measurements were performed using direct sizing,determining the weight of the material in a known volume usingspecimens of different dimensions. For each material, we carried outfive tests and the reliable value comes from the arithmeticmean of thedeterminations whereas values from the void fraction were carriedout from the values of real density and bulk density obtainedpreviously according to the following expression (Eq. (1)):
ε =ρreal−ρbulkð Þ
ρreal
� �·100 ð1Þ
Fig. 1 are micrographs of the three different carbonates studied inthis work, obtained using JEOL JSM-6400 Scanning ElectronMicroscope.
It is noteworthy that RE is formed by needle-shaped particles whilstthe other carbonates are formed by granular particles (CA and MG).
The particle size distributions obtained by laser diffraction isreported in the following graph.
The values around the average are very different. Consequently,both powders differ considerably with respect to bulk density, flowproperties or compaction properties (see Fig. 2).
In addition, valuable information in relation with the bulkproperties was obtained by measuring the flowability. The knowledgeof flowability data reflects the interparticle friction and the resistanceof the powder during flow.
Fig. 3 shows the flow functions representing σ1 (consolidationstress) versus σc (compressive stress) obtained using a Schulze ringshear tester for comparative tests.
The flowability of a powder is defined by the flow indexdetermined as the inverse of the slope of the flow function. Thelarger the ffc, the better a bulk solid flows.
Fig. 2. Particle size distribution of raw materials.
The flow functions shown in this figure adopt the typical form ofmaterials in which the presence of agglomerates determines the flowproperties at low values of normal stress. Nevertheless at higher values,when the agglomerates are destroyed, the individual particles deter-mine the flow.
The carbonate MG showed a higher flow index or, in other words,minor interparticle friction.
3. Experimental procedure
3.1. Construction of the tablets
The powders were compacted using a uniaxial testing machine(Zwick Z010) at pressures ranging from 64 to 509 MPa in a hardenedstainless steel 10 mm diameter cylindrical die, previously lubricatedwith a very thin layer of magnesium stearate.
Force-displacement data were collected and recorded using theresults provided by force transducers and the movement of the upperpunch of the press was alsomeasured using a displacement transducer.
The quantity of each carbonate powder was calculated using theirapparent density, always maintaining the initial volume constant, andthe filling was done manually.
Themovable top punch of the press was forced to descend in orderto compress the different carbonates until the selected pressure wasreached, at a constant velocity of 5 mm/min. End capping orlamination was not observed at this velocity in the formed structures.
Each compact was prepared in triplicate for each pressure value.After the process, the resulting compacts were ejected from the dieand removed; while its mass and dimensions were calculated.
The net compression work necessary for constructing the tabletswas also calculated by integration of the curve force-displacementdescribed for each sample, the results were compared for the threecarbonates [14].
Eq. (2) shows the exponential nature of the void fractionreduction, since as relative density increases, the void fraction (ε) ofthe pressings goes down.
ε = εo·e−αP ð2Þ
εo represents the value of the porosity when the applied pressure isequal to zero while the parameter α provides the relative decrease inthe apparent porosity referred to an interval of pressure. α is a functionof the compaction mechanisms followed by the individual powdersdetermined by the consolidating pressure and some physicochemicalproperties of the compacted materials (namely particle size distribu-tion, morphology, plastic deformation propensity).

Fig. 4. Void fraction evolution with increasing consolidating stress.
Fig. 6. Uniaxial press and experimental assembly.
127P. García-Triñanes et al. / Powder Technology 204 (2010) 124–130
Fig. 4 shows the evolution of the porosity of each carbonate duringthe compaction process. The exponential dependence of the voidfraction with respect to the applied pressure is especially true duringthe first stage of sliding of particles and initial packing consequence ofthe particle rearrangement.
At higher pressure values, the evolution of the voidage reflects aninherent increase in density at which a linear relationship seemsapparent.
The height/diameter ratio (h/d) of the tablets prepared at themaximum pressure can be observed in the photograph Fig. 5.
3.2. Mechanical strength measurement
The same uniaxial testing device was used to apply the necessaryforce to completely pierce the cylindrical tablets constructed inSection 3.1 with a stainless steel piston of 4 mm in diameter. Thespecially designed assembly used for this purpose is shown in Fig. 6.
Fig. 7 shows the complete layout of the device used to measure theresistance of the compacts. The cylindrical tablets are placed in theempty space (5) in the thin stainless steel plate (2). This sheet isintroduced into the block (1) and fits perfectly so that the piston (3)matches with the center of the hole; the buffer (4) helps to positionthe tablet exactly over the hollow in the base of the block (6).
Once the compact is located perfectly in the center, the piston (3)is gradually forced to descend by the uniaxial press, and readings ofthe force exerted at a constant speed of 1 mm/min are made by thedata collection system.
Fig. 8 shows a more detailed view of the outcome.
4. Results and discussion
The differences in the morphology of the particles creates differentcontact geometries between them; this evidence contributes to thedevelopment of various contact forces and, consequently, significantdifferences in the energy required to construct the compacts and theirmechanical strength.
Fig. 5. View of the compacts prepared at 509 MPa.
In addition, the particle size of the powders is another principalfactor that affects the densification process [16].
In line with this matter, it is necessary to emphasize that thecarbonate MG has the narrowest particle size distribution curve andthat practically all the particles are smaller than 100 μm.
In a typical force-displacement curve during a compressionprocess, the area under the curve represents the work required toperform consolidation.
To obtain a higher relative density, the work, expressed in J/g, issubstantially lower for carbonate CA, confirming the greater tendencyof this material to form effective bonds between the particles andtherefore to achieve a significant cohesion.
Smaller particles of magnesium carbonate do not compacteffectively because they exhibit a high hardness index (see Fig. 9).
As seen in Fig. 3, carbonate MG presents the highest value of theflow index, indicating the lower cohesion between the constituentparticles at low compressive forces.
This tendency is also confirmed at high compressive forces whenwe focus on the net compression work (NCW) required to achievehigh relative density values; the higher presence of MgO and SiO2maybe responsible for this behaviour.
Any differences due to density gradients created during theformation of the compacts are eliminated by the method used toevaluate themechanical properties, which alsominimizes the effect ofthe disparity in the height/diameter ratio of the samples.
In this comparative method, all samples were subjected to thesame experimental protocol and the values obtained were comparedby analyzing the profiles of rupture in each case.
A strong relationship is observed by plotting the calculatedresistance in MPa versus the net compression work necessary atdifferent levels of compressive stress for the carbonates selected forthis study.
Fig. 10 shows the lineal behaviour between resistance ormechanical strength and net compression work; the steeper theslope, the better the ability to convert NCW into cohesion. Carbonate

Fig. 7. Schematic representation and dimensions of the experimental assembly.
128 P. García-Triñanes et al. / Powder Technology 204 (2010) 124–130
CA, as expected, reveals the highest resistance values obtained bymeans of less NCW.
The slope β of the lineal plots determines the ability of eachcarbonate to an effective densification. This parameter was obtainedfrom a linear regression of the data, which describe a straight line,and the higher efficiency was achieved for the carbonate CA(β=3.43), followed distantly by the carbonate RE (β=1.29). Onthe contrary, for the compacts constructed with the carbonate MG,this parameter do not yield satisfactory values (β=0.28, in the bettercases).
According to this, throughout thewhole range of pressures, furtherwork is necessary to achieve an effective compaction of the carbonateMG. Due to fractures or lamination it is highly difficult to calculate theresistance for this material at high pressures obtaining in some casesaberrant values caused by the little cohesive character of thisrefractory material.
Similar values are obtained by plotting the estimated resistanceversus the consolidating stress for the three carbonate samples
(Fig. 11). It can be noted that the maximum resistance of the compactconstructed with CA is almost double that reached by the carbonateRE and three times greater than that exerted by the compact madewith MG due to the higher strength of the bonds formed.
Fig. 12 shows the maximum force necessary to break the structureof the test pieces at an average compressive stress of 255 MPa. Thisvalue represents the maximum resistance to the passing of the piston(4 mm in diameter) used in the test.
The data obtained from the plots reveal that it is three timesgreater for the compact constructed with CA than for the carbonateMG due to the higher intensity of the bonds formed.
A hypothesis to explain the secondary peak observed in the graph,is that it can be attributed to the sliding friction.
The results obtained clearly show that the breakage profile of CAjustifies the higher values with regard to resistance; this fact is inaccordance with the lower voidage exhibited by this carbonate andthe lower NCW necessary to reach acceptable interparticle cohesionvalues.

Fig. 8. Views of the tablets after breakage.
Fig. 9. Net compression work (NCW) versus relative density for the three carbonates.
Fig. 10. Resistance versus net compression work normalized to powder mass.
129P. García-Triñanes et al. / Powder Technology 204 (2010) 124–130
5. Conclusions
∴ The resistance of the carbonates studied is strongly dependant onthe particle morphology and other factors like chemical compo-sition, particle size or flow properties.
∴ The brittle behaviour observed for the compacts madewith CA andRE reflects the intensity of the bonds between particles createdduring their construction under uniaxial compression procedure.
∴ There is a direct relationship between the energy required toconstruct the compacts and the resistance observed when it ismeasured in similar samples.
∴ The test equipment proposed is a simple, fast and effective methodto measure the mechanical strength as a comparative method forcylindrical samples, eliminating the handicap of anisotropy due todensity gradients.
Acknowledgements
The corresponding author would like to thank Dr.-Ing. MartinMorgeneyer, Technische Universität Braunschweig, Germany, forassistance in preparing the manuscript and for his helpful commentsand discussions.
We are also grateful to Calfensa Proyectos SL for providingmaterials and financial support.
Fig. 11. Resistance versus consolidating stress in the preparation of tablets.
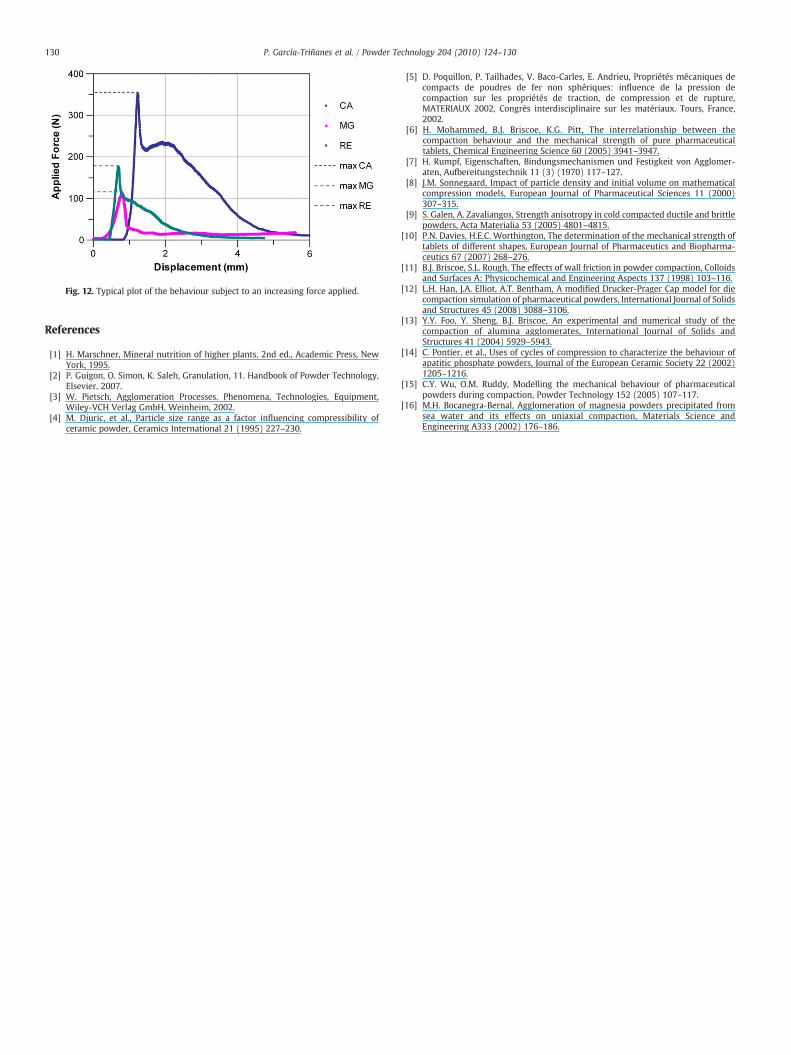
Fig. 12. Typical plot of the behaviour subject to an increasing force applied.
130 P. García-Triñanes et al. / Powder Technology 204 (2010) 124–130
References
[1] H. Marschner, Mineral nutrition of higher plants, 2nd ed., Academic Press, NewYork, 1995.
[2] P. Guigon, O. Simon, K. Saleh, Granulation, 11. Handbook of Powder Technology,Elsevier, 2007.
[3] W. Pietsch, Agglomeration Processes. Phenomena, Technologies, Equipment,Wiley-VCH Verlag GmbH, Weinheim, 2002.
[4] M. Djuric, et al., Particle size range as a factor influencing compressibility ofceramic powder, Ceramics International 21 (1995) 227–230.
[5] D. Poquillon, P. Tailhades, V. Baco-Carles, E. Andrieu, Propriétés mécaniques decompacts de poudres de fer non sphériques: influence de la pression decompaction sur les propriétés de traction, de compression et de rupture,MATERIAUX 2002, Congrès interdisciplinaire sur les matériaux. Tours, France,2002.
[6] H. Mohammed, B.J. Briscoe, K.G. Pitt, The interrelationship between thecompaction behaviour and the mechanical strength of pure pharmaceuticaltablets, Chemical Engineering Science 60 (2005) 3941–3947.
[7] H. Rumpf, Eigenschaften, Bindungsmechanismen und Festigkeit von Agglomer-aten, Aufbereitungstechnik 11 (3) (1970) 117–127.
[8] J.M. Sonnegaard, Impact of particle density and initial volume on mathematicalcompression models, European Journal of Pharmaceutical Sciences 11 (2000)307–315.
[9] S. Galen, A. Zavaliangos, Strength anisotropy in cold compacted ductile and brittlepowders, Acta Materialia 53 (2005) 4801–4815.
[10] P.N. Davies, H.E.C. Worthington, The determination of the mechanical strength oftablets of different shapes, European Journal of Pharmaceutics and Biopharma-ceutics 67 (2007) 268–276.
[11] B.J. Briscoe, S.L. Rough, The effects of wall friction in powder compaction, Colloidsand Surfaces A: Physicochemical and Engineering Aspects 137 (1998) 103–116.
[12] L.H. Han, J.A. Elliot, A.T. Bentham, A modified Drucker-Prager Cap model for diecompaction simulation of pharmaceutical powders, International Journal of Solidsand Structures 45 (2008) 3088–3106.
[13] Y.Y. Foo, Y. Sheng, B.J. Briscoe, An experimental and numerical study of thecompaction of alumina agglomerates, International Journal of Solids andStructures 41 (2004) 5929–5943.
[14] C. Pontier, et al., Uses of cycles of compression to characterize the behaviour ofapatitic phosphate powders, Journal of the European Ceramic Society 22 (2002)1205–1216.
[15] C.Y. Wu, O.M. Ruddy, Modelling the mechanical behaviour of pharmaceuticalpowders during compaction, Powder Technology 152 (2005) 107–117.
[16] M.H. Bocanegra-Bernal, Agglomeration of magnesia powders precipitated fromsea water and its effects on uniaxial compaction, Materials Science andEngineering A333 (2002) 176–186.




















