STUDY ON INTERACTION AMONG EXTRUSION-COOKING PROCESS VARIABLES AND ENZYME ACTIVITY: EVALUATION OF...
18
STUDY ON INTERACTION AMONG EXTRUSION-COOKING PROCESS VARIABLES AND ENZYME ACTIVITY: EVALUATION OF EXTRUDATE STRUCTURE TERESA DE PILLI 1,3 , JACK LEGRAND 2 , ANTONIO DEROSSI 1 and CARLA SEVERINI 1 1 Department of Food Science University of Foggia Napoli Naples, Foggia, Italy 2 Université de Nantes CNRS, GEPEA, UMR 6144, CRTT St. Nazaire, Cedex, France Accepted for Publication January 20, 2008 ABSTRACT A blend of wheat flour (moisture content 11.61%) and different amounts of two commercial enzymes like GRINDAMYL (GA) amylase 1000 (0–0.1 g/ kg) and GA protease 41 (0–1.0 g/kg) were extruded through a co-rotating twin-screw extruder. The effects of barrel temperature (60–120C), dough moisture (20–36%), screw speed (100–400 rpm) and different amounts of enzymes on structure of extrudates (porosity and break strength) were studied using response surface methodology. Results showed that the highest value of porosity (62.47% 4.07) was obtained at the highest value of barrel temperature (120C) and at the largest amounts of GA protease 41 (1.0 g/kg) or GA amylase 1000 (0.1 g/kg). However, the simultaneous addition of large amounts of both enzymes caused a negative effect on expansion degree (porosity < 30%). Large amounts of moisture dough and GA amylase 1000 resulted in a high value of break strength (25.7 N/mm 2 ) and in stiff-textured extrudates. PRACTICAL APPLICATIONS This research could provide some information about the effects of and the interactions between extrusion parameters and enzyme activities, which are 3 Corresponding author. TEL: +39-881-589245; FAX: +39-881-589308; EMAIL: [email protected] Journal of Food Process Engineering 33 (2010) 65–82. All Rights Reserved. © Copyright the Authors Journal Compilation © 2008 Wiley Periodicals, Inc. DOI: 10.1111/j.1745-4530.2008.00260.x 65
Transcript of STUDY ON INTERACTION AMONG EXTRUSION-COOKING PROCESS VARIABLES AND ENZYME ACTIVITY: EVALUATION OF...

jfpe_260 65..82
STUDY ON INTERACTION AMONG EXTRUSION-COOKINGPROCESS VARIABLES AND ENZYME ACTIVITY: EVALUATION
OF EXTRUDATE STRUCTURE
TERESA DE PILLI1,3, JACK LEGRAND2, ANTONIO DEROSSI1
and CARLA SEVERINI1
1Department of Food ScienceUniversity of Foggia
Napoli Naples, Foggia, Italy
2Université de NantesCNRS, GEPEA, UMR 6144, CRTT
St. Nazaire, Cedex, France
Accepted for Publication January 20, 2008
ABSTRACT
A blend of wheat flour (moisture content 11.61%) and different amountsof two commercial enzymes like GRINDAMYL (GA) amylase 1000 (0–0.1 g/kg) and GA protease 41 (0–1.0 g/kg) were extruded through a co-rotatingtwin-screw extruder.
The effects of barrel temperature (60–120C), dough moisture (20–36%),screw speed (100–400 rpm) and different amounts of enzymes on structure ofextrudates (porosity and break strength) were studied using response surfacemethodology.
Results showed that the highest value of porosity (62.47% � 4.07) wasobtained at the highest value of barrel temperature (120C) and at the largestamounts of GA protease 41 (1.0 g/kg) or GA amylase 1000 (0.1 g/kg).However, the simultaneous addition of large amounts of both enzymes causeda negative effect on expansion degree (porosity < 30%). Large amounts ofmoisture dough and GA amylase 1000 resulted in a high value of breakstrength (25.7 N/mm2) and in stiff-textured extrudates.
PRACTICAL APPLICATIONS
This research could provide some information about the effects of and theinteractions between extrusion parameters and enzyme activities, which are
3 Corresponding author. TEL: +39-881-589245; FAX: +39-881-589308; EMAIL: [email protected]
Journal of Food Process Engineering 33 (2010) 65–82. All Rights Reserved.© Copyright the AuthorsJournal Compilation © 2008 Wiley Periodicals, Inc.DOI: 10.1111/j.1745-4530.2008.00260.x
65

commonly used to produce bakery products, in order to improve the texture ofextrudates processed at low barrel temperatures, i.e., 60C, for example, extru-dates with thermolabile components like vitamins or extrudates with high lipidfraction like breakfast cereals, pet food, etc.
INTRODUCTION
Extrusion-cooking processing is used to produce direct expanded prod-ucts such as snacks, breakfast cereals and pet food (Miller 1990; Moore 1994;Rokey 1994).
Generally, breakfast food and snacks should have an expanded structureand a crispy texture. During extrusion-cooking of biopolymers, the passingof visco-elastic material through a die causes a sudden pressure drop with agiven water vaporization, resulting in an expanded and porous structure.Both elastic swelling and bubble growth effects contribute to the resultingexpansion (Padmanabhan and Bhattachayrya 1989). This characteristicstrongly depends on moisture content and extrusion temperature. Severaltheoretical considerations for extrudate expansion have been published(Alvarez-Martinez et al. 1988; Kumagai and Yano 1993). In particular, extru-sion temperature less than 100C gives a stiff structure to wheat flour-basedextrudates, as this treatment is not able to denature gluten (Sevryukova et al.1985). The lack of gluten denaturation reduces the dough deformation at theexit of the die, resulting in a nonexpanded product. On the contrary, the useof high extrusion temperature (130–200C) causes gluten denaturation, result-ing in an expanded product. However, low temperatures are needed in someextrusion processing because of the presence of thermolabile compounds(e.g., snacks enriched with vitamins) or ingredients with high lipid content.In the latter case, for example, high process temperature determines theleakage of oil, and subsequently, percolation from the extruder (De Pilliet al. 2000). On the one hand, this situation is unable to preserve both theextrudates and the hygienic conditions of plants. On the other hand, thestructural characteristics of wheat flour-based extrudates could be improvedby using enzymes like amylase and protease.
The use of enzymes in baking technology is a very common practice (VanOort and Hamer 1993). They are responsible for improving dough machin-ability and bakery product quality. In particular, a-amylases favor the produc-tion of fermentable sugars that increase fermentation rate; proteases favor thereduction of dough mixing time and enhance dough extensibility; oxidases andproteases increase dough stability (Bock 1991).
Historically, proteases were added to shorten the mixing time (Barrett1975) and to modify dough consistency. Some authors discussed the use of
66 T. DE PILLI ET AL.
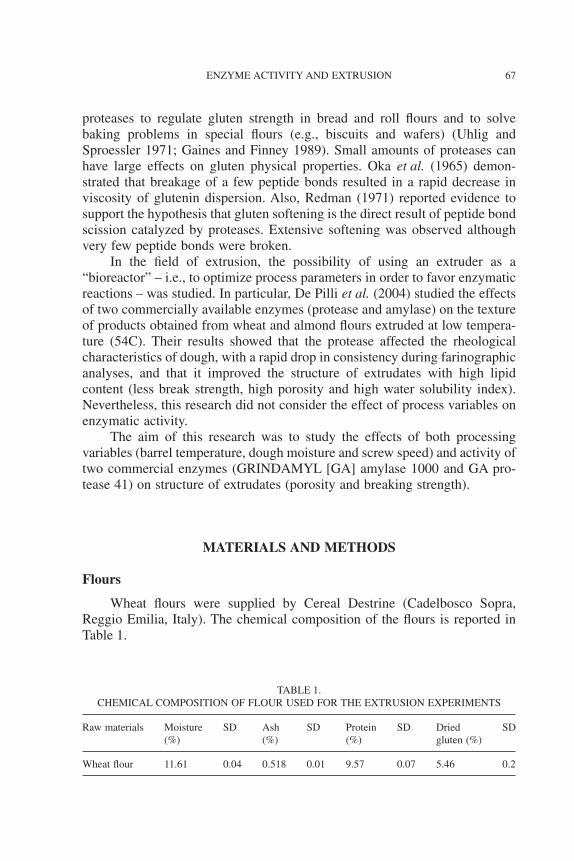
proteases to regulate gluten strength in bread and roll flours and to solvebaking problems in special flours (e.g., biscuits and wafers) (Uhlig andSproessler 1971; Gaines and Finney 1989). Small amounts of proteases canhave large effects on gluten physical properties. Oka et al. (1965) demon-strated that breakage of a few peptide bonds resulted in a rapid decrease inviscosity of glutenin dispersion. Also, Redman (1971) reported evidence tosupport the hypothesis that gluten softening is the direct result of peptide bondscission catalyzed by proteases. Extensive softening was observed althoughvery few peptide bonds were broken.
In the field of extrusion, the possibility of using an extruder as a“bioreactor” – i.e., to optimize process parameters in order to favor enzymaticreactions – was studied. In particular, De Pilli et al. (2004) studied the effectsof two commercially available enzymes (protease and amylase) on the textureof products obtained from wheat and almond flours extruded at low tempera-ture (54C). Their results showed that the protease affected the rheologicalcharacteristics of dough, with a rapid drop in consistency during farinographicanalyses, and that it improved the structure of extrudates with high lipidcontent (less break strength, high porosity and high water solubility index).Nevertheless, this research did not consider the effect of process variables onenzymatic activity.
The aim of this research was to study the effects of both processingvariables (barrel temperature, dough moisture and screw speed) and activity oftwo commercial enzymes (GRINDAMYL [GA] amylase 1000 and GA pro-tease 41) on structure of extrudates (porosity and breaking strength).
MATERIALS AND METHODS
Flours
Wheat flours were supplied by Cereal Destrine (Cadelbosco Sopra,Reggio Emilia, Italy). The chemical composition of the flours is reported inTable 1.
TABLE 1.CHEMICAL COMPOSITION OF FLOUR USED FOR THE EXTRUSION EXPERIMENTS
Raw materials Moisture(%)
SD Ash(%)
SD Protein(%)
SD Driedgluten (%)
SD
Wheat flour 11.61 0.04 0.518 0.01 9.57 0.07 5.46 0.2
ENZYME ACTIVITY AND EXTRUSION 67
Enzymes
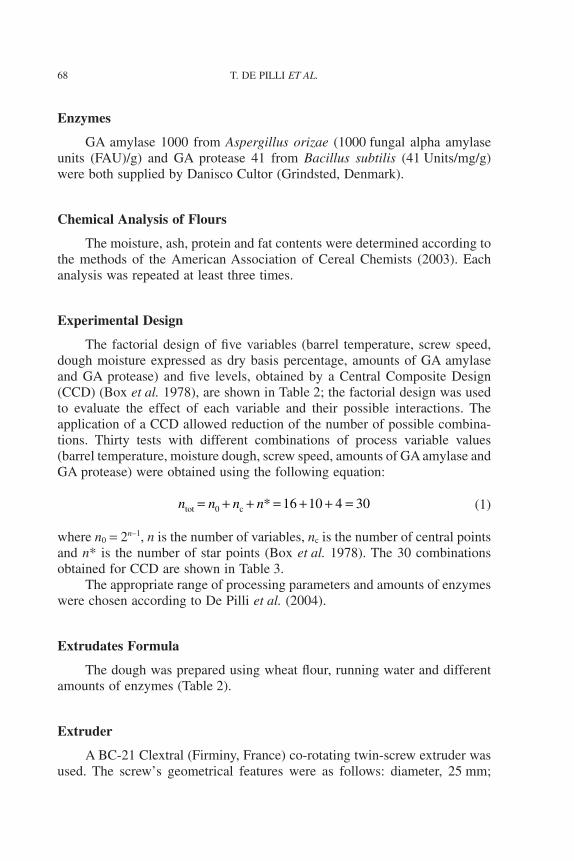
GA amylase 1000 from Aspergillus orizae (1000 fungal alpha amylaseunits (FAU)/g) and GA protease 41 from Bacillus subtilis (41 Units/mg/g)were both supplied by Danisco Cultor (Grindsted, Denmark).
Chemical Analysis of Flours
The moisture, ash, protein and fat contents were determined according tothe methods of the American Association of Cereal Chemists (2003). Eachanalysis was repeated at least three times.
Experimental Design
The factorial design of five variables (barrel temperature, screw speed,dough moisture expressed as dry basis percentage, amounts of GA amylaseand GA protease) and five levels, obtained by a Central Composite Design(CCD) (Box et al. 1978), are shown in Table 2; the factorial design was usedto evaluate the effect of each variable and their possible interactions. Theapplication of a CCD allowed reduction of the number of possible combina-tions. Thirty tests with different combinations of process variable values(barrel temperature, moisture dough, screw speed, amounts of GA amylase andGA protease) were obtained using the following equation:
n n n ntot c *= + + = + + =0 16 10 4 30 (1)
where n0 = 2n–1, n is the number of variables, nc is the number of central pointsand n* is the number of star points (Box et al. 1978). The 30 combinationsobtained for CCD are shown in Table 3.
The appropriate range of processing parameters and amounts of enzymeswere chosen according to De Pilli et al. (2004).
Extrudates Formula
The dough was prepared using wheat flour, running water and differentamounts of enzymes (Table 2).
Extruder
A BC-21 Clextral (Firminy, France) co-rotating twin-screw extruder wasused. The screw’s geometrical features were as follows: diameter, 25 mm;
68 T. DE PILLI ET AL.
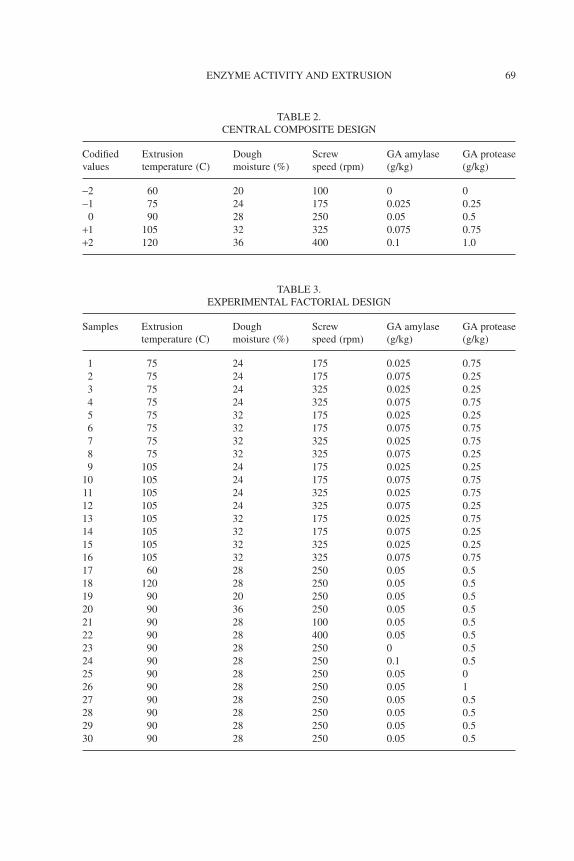
TABLE 2.CENTRAL COMPOSITE DESIGN
Codifiedvalues
Extrusiontemperature (C)
Doughmoisture (%)
Screwspeed (rpm)
GA amylase(g/kg)
GA protease(g/kg)
-2 60 20 100 0 0-1 75 24 175 0.025 0.25
0 90 28 250 0.05 0.5+1 105 32 325 0.075 0.75+2 120 36 400 0.1 1.0
TABLE 3.EXPERIMENTAL FACTORIAL DESIGN
Samples Extrusiontemperature (C)
Doughmoisture (%)
Screwspeed (rpm)
GA amylase(g/kg)
GA protease(g/kg)
1 75 24 175 0.025 0.752 75 24 175 0.075 0.253 75 24 325 0.025 0.254 75 24 325 0.075 0.755 75 32 175 0.025 0.256 75 32 175 0.075 0.757 75 32 325 0.025 0.758 75 32 325 0.075 0.259 105 24 175 0.025 0.25
10 105 24 175 0.075 0.7511 105 24 325 0.025 0.7512 105 24 325 0.075 0.2513 105 32 175 0.025 0.7514 105 32 175 0.075 0.2515 105 32 325 0.025 0.2516 105 32 325 0.075 0.7517 60 28 250 0.05 0.518 120 28 250 0.05 0.519 90 20 250 0.05 0.520 90 36 250 0.05 0.521 90 28 100 0.05 0.522 90 28 400 0.05 0.523 90 28 250 0 0.524 90 28 250 0.1 0.525 90 28 250 0.05 026 90 28 250 0.05 127 90 28 250 0.05 0.528 90 28 250 0.05 0.529 90 28 250 0.05 0.530 90 28 250 0.05 0.5
ENZYME ACTIVITY AND EXTRUSION 69
length, 900 mm; distance between shafts, 21 mm (length:diameter = 36:1).The screw configurations used (from inlet to the die) are shown in Table 4.
During extrusion experiments, the flour feed rate was kept constant at10 kg/h using a volumetric gravity feeder. The moisture content of dough wasadjusted using a water pump that injected the water into the first zone of theextruder, since the extruder was divided into nine zones independent of eachother for temperature control and adjustment.
The first five zones were kept at room temperature, whereas the tempera-ture of the last four zones was adjusted according to the experimental factorialplan temperatures shown in the experimental factorial design (Table 3).
The die, with a spherical shape and a diameter of 60 mm, was equippedwith two spherical holes (diameter of 5 mm).
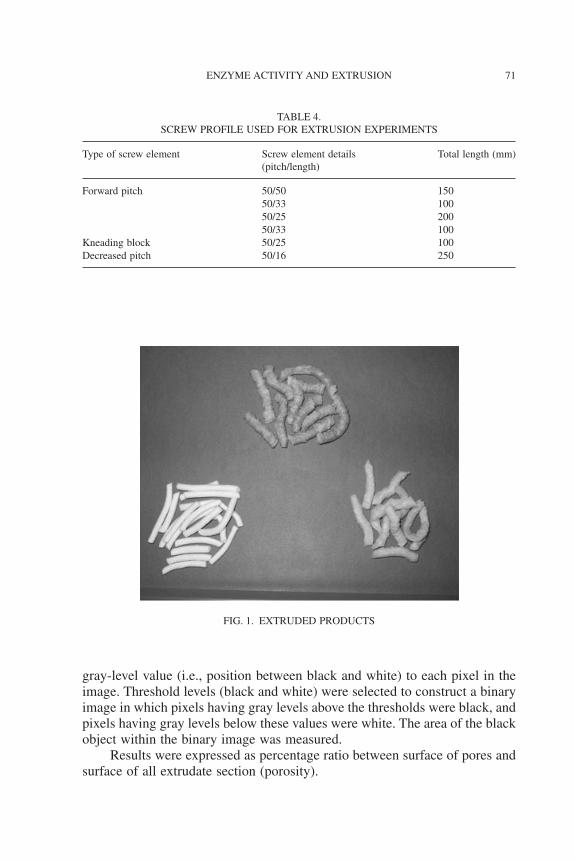
The extrudates were cut at the exit of the die using a cutter set at 210 rpm;stick-shaped products were obtained (Fig. 1). Extrudates were put on alumi-num trays and dried at 80C for 10 min using a convection oven (DelonghiCombi & Functions Convection, Milan, Italy). After drying, extrudates with8 � 0.92% moisture content were air-cooled, stored in polyethylene bags andanalyzed.
Break Strength
A dynamometer Stable Micro System TA-HDi Texture Analyser (ENCOs.r.l., Venice, Italy) equipped with a small wedge was used. Extrudates wereplaced over two supports (1.5 cm apart) and broken in the middle by a conefrustum plunger (the thickness of contact surface with extrudate was 1 mm2
and the speed was kept constant at 0.5 mm/s).Results were expressed as breaking strength (N/mm2), i.e., the strength
applied to break the extrudate. This index is related to microstructure ofsamples and it simulates the incisors’ impact at biting (Hutchinson et al. 1987;Hayter and Smith 1988; Georget et al. 1995; Li et al. 1998; Van Hecke et al.1998). For each sample, at least 10 repetitions were carried out.
Image Analysis
Air cell structures of extrudates were measured using the methoddescribed by Barrett and Ross (1990). Fifteen extrudates were selected fromall 30 samples. Each extrudate was cross-sectioned out. The sections werepressed against a desk pad in order to blacken cell structures. Sections ofextrudates were photographed using a dv-camera (Canon, Japan) equippedwith a 275 mm lens (0.8 megapixel, Micro Nikon, Turin, Italy). Images wereanalyzed using the Optimas ver. 6.1 software (Bioscan, Washington, DC). Thissoftware allowed evaluation of the surface porosity by application of a
70 T. DE PILLI ET AL.
gray-level value (i.e., position between black and white) to each pixel in theimage. Threshold levels (black and white) were selected to construct a binaryimage in which pixels having gray levels above the thresholds were black, andpixels having gray levels below these values were white. The area of the blackobject within the binary image was measured.
Results were expressed as percentage ratio between surface of pores andsurface of all extrudate section (porosity).
TABLE 4.SCREW PROFILE USED FOR EXTRUSION EXPERIMENTS
Type of screw element Screw element details(pitch/length)
Total length (mm)
Forward pitch 50/50 150
Kneading block
50/33 10050/25 20050/33 10050/25 100
Decreased pitch 50/16 250
FIG. 1. EXTRUDED PRODUCTS
ENZYME ACTIVITY AND EXTRUSION 71
Statistical Analysis
All data were statistically analyzed using Winstat version 6.0 (Statsoft,Tulsa, OK) software. The mathematical modeling was carried out in two steps.The first step involved a stepwise regression to identify the relevant variables;the second one consisted of a multiple regression (standard least square fitting)to fit a second order mathematical model, according to the following polyno-mial equation:
y B B B= + + +∑ ∑ ∑B0 i i ii ii ij i jχ χ χ χ2 (2)
where y is the dependent variable (porosity and break strength), B0 is aconstant value, ci and cj are the independent variables in coded values andBi, Bii, Bij are the regression coefficients of the model. Variables having asignificance lower than 99% (P > 0.01) were left out of the equation. Thismodel assessed the effects of the linear (ci), quadratic (χ i
2) and combined(cicj) terms of the independent variables (barrel temperature, dough mois-ture, screw speed, GA amylase and GA protease amounts) on the dependentvariable.
In order to describe the individual and interactive effects of the indepen-dent variables on the modification of extrudate structure (in terms of porosityand break strength), iso-response surfaces were developed and kept constantwith three of the other independent variables at the central level of CCD.
RESULTS AND DISCUSSION
Values of correlation coefficient, standard error of estimation (SE),Fisher test, P-level and general equations of each considered dependent vari-able are shown in Table 5. The values of r showed that each consideredequation results were significant since they were always greater than 0.81(Box et al. 1978).
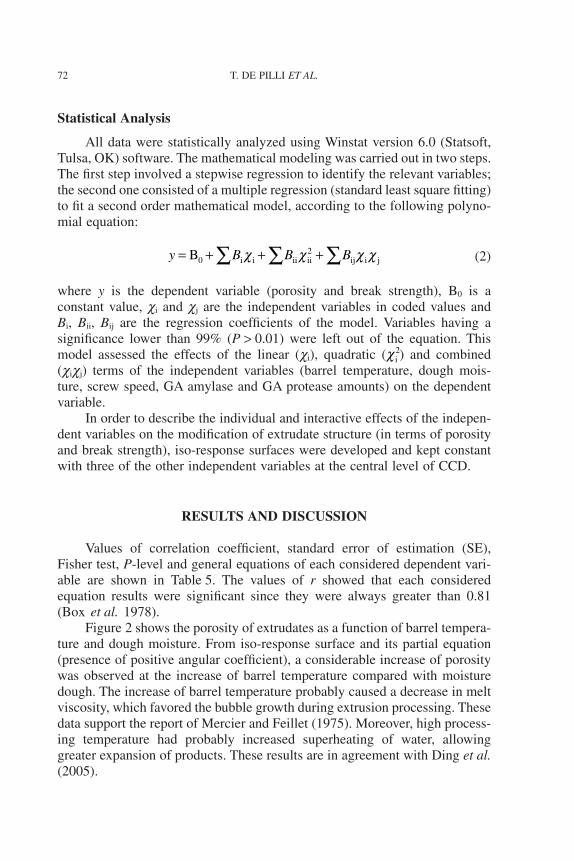
Figure 2 shows the porosity of extrudates as a function of barrel tempera-ture and dough moisture. From iso-response surface and its partial equation(presence of positive angular coefficient), a considerable increase of porositywas observed at the increase of barrel temperature compared with moisturedough. The increase of barrel temperature probably caused a decrease in meltviscosity, which favored the bubble growth during extrusion processing. Thesedata support the report of Mercier and Feillet (1975). Moreover, high process-ing temperature had probably increased superheating of water, allowinggreater expansion of products. These results are in agreement with Ding et al.(2005).
72 T. DE PILLI ET AL.
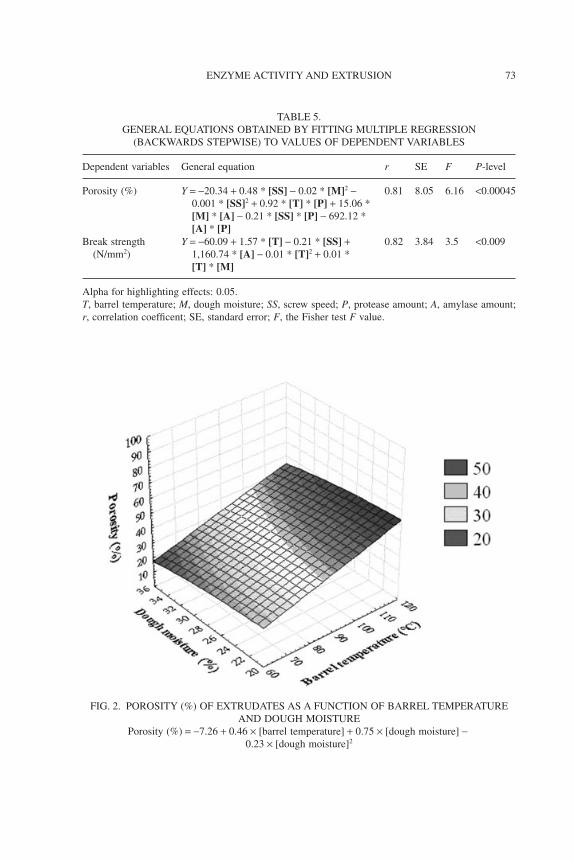
TABLE 5.GENERAL EQUATIONS OBTAINED BY FITTING MULTIPLE REGRESSION
(BACKWARDS STEPWISE) TO VALUES OF DEPENDENT VARIABLES
Dependent variables General equation r SE F P-level
Porosity (%) Y = -20.34 + 0.48 * [SS] - 0.02 * [M]2 -0.001 * [SS]2 + 0.92 * [T] * [P] + 15.06 *[M] * [A] - 0.21 * [SS] * [P] - 692.12 *[A] * [P]
0.81 8.05 6.16 <0.00045
Break strength(N/mm2)
Y = -60.09 + 1.57 * [T] - 0.21 * [SS] +1,160.74 * [A] - 0.01 * [T]2 + 0.01 *[T] * [M]
0.82 3.84 3.5 <0.009
Alpha for highlighting effects: 0.05.T, barrel temperature; M, dough moisture; SS, screw speed; P, protease amount; A, amylase amount;r, correlation coefficent; SE, standard error; F, the Fisher test F value.
FIG. 2. POROSITY (%) OF EXTRUDATES AS A FUNCTION OF BARREL TEMPERATUREAND DOUGH MOISTURE
Porosity (%) = -7.26 + 0.46 ¥ [barrel temperature] + 0.75 ¥ [dough moisture] -0.23 ¥ [dough moisture]2
ENZYME ACTIVITY AND EXTRUSION 73
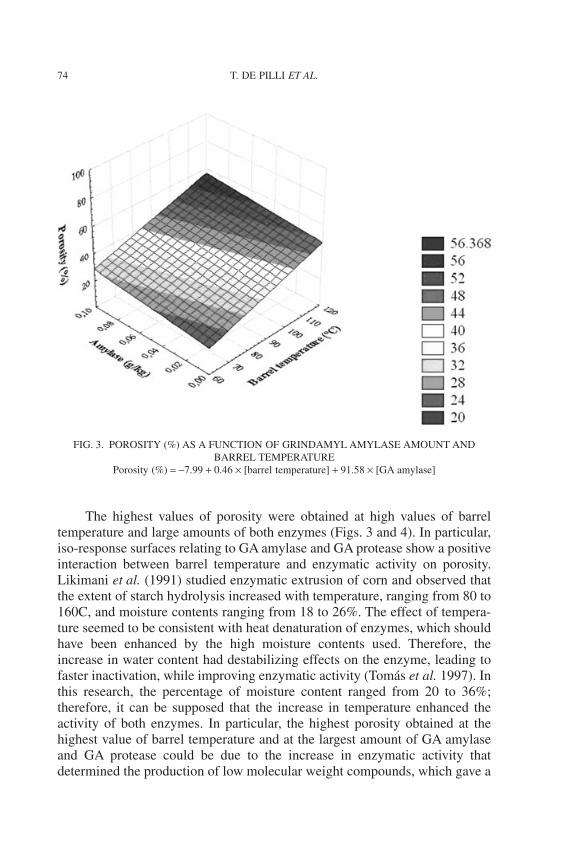
The highest values of porosity were obtained at high values of barreltemperature and large amounts of both enzymes (Figs. 3 and 4). In particular,iso-response surfaces relating to GA amylase and GA protease show a positiveinteraction between barrel temperature and enzymatic activity on porosity.Likimani et al. (1991) studied enzymatic extrusion of corn and observed thatthe extent of starch hydrolysis increased with temperature, ranging from 80 to160C, and moisture contents ranging from 18 to 26%. The effect of tempera-ture seemed to be consistent with heat denaturation of enzymes, which shouldhave been enhanced by the high moisture contents used. Therefore, theincrease in water content had destabilizing effects on the enzyme, leading tofaster inactivation, while improving enzymatic activity (Tomás et al. 1997). Inthis research, the percentage of moisture content ranged from 20 to 36%;therefore, it can be supposed that the increase in temperature enhanced theactivity of both enzymes. In particular, the highest porosity obtained at thehighest value of barrel temperature and at the largest amount of GA amylaseand GA protease could be due to the increase in enzymatic activity thatdetermined the production of low molecular weight compounds, which gave a
FIG. 3. POROSITY (%) AS A FUNCTION OF GRINDAMYL AMYLASE AMOUNT ANDBARREL TEMPERATURE
Porosity (%) = -7.99 + 0.46 ¥ [barrel temperature] + 91.58 ¥ [GA amylase]
74 T. DE PILLI ET AL.
higher plasticity to dough. Chen and Yeh (2000) observed that the addition ofdextrin (the principal product of amylase activity) in rice-based extrusionresulted in the decrease of glass transition (Tg) as well as of expansion tem-perature (Te) due to the reduction in average molecular weight indicated by theintrinsic viscosity. In addition, dextrin could also act as a plasticizer. The Tg
was a good reference point for the pellet expansion. Both increasing equilib-rium moisture and adding dextrin resulted in an increase in (Te - Tg) and adecrease in Tg. At high moisture content, water-plasticized material should beeasier to expand. Nevertheless, the expansion was delayed. The expansionratio was reduced by the softening effect of moisture. The addition of dextrincaused the formation of a crust, which can hold more water vapor, and resultedin a higher (Te - Tg) and in more expansion. Several authors proposed the useof proteases as an alternative to chemical dough plasticizers in biscuit orcookie manufacture (De la Gueriviere 1972; Gaines and Finney 1989; Toshioet al. 1991). Ishida and Nagasaki (1989) investigated the use of proteases toreplace dough-slackening chemicals. They observed that proteases broke long
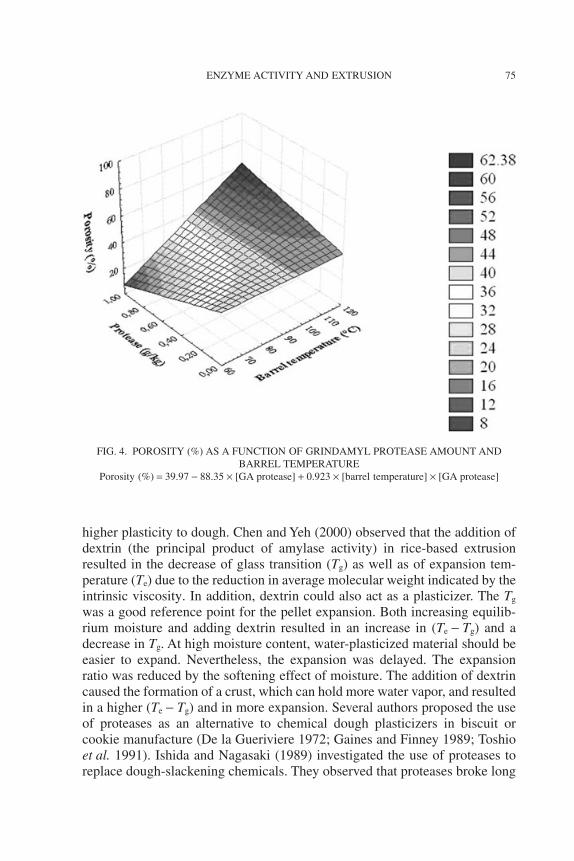
FIG. 4. POROSITY (%) AS A FUNCTION OF GRINDAMYL PROTEASE AMOUNT ANDBARREL TEMPERATURE
Porosity (%) = 39.97 - 88.35 ¥ [GA protease] + 0.923 ¥ [barrel temperature] ¥ [GA protease]
ENZYME ACTIVITY AND EXTRUSION 75
chains of proteins into smaller units, thus increasing gluten elasticity, andconsequently, resulting in dough that is more deformable.
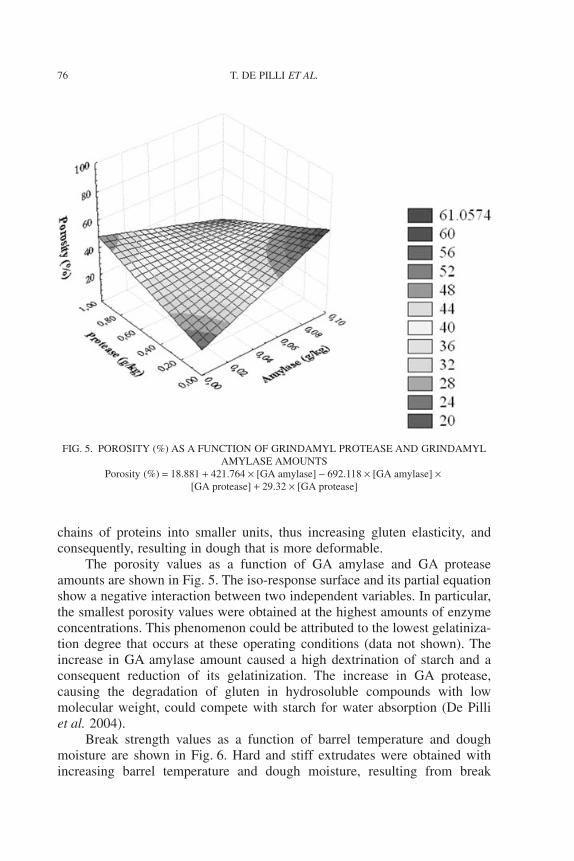
The porosity values as a function of GA amylase and GA proteaseamounts are shown in Fig. 5. The iso-response surface and its partial equationshow a negative interaction between two independent variables. In particular,the smallest porosity values were obtained at the highest amounts of enzymeconcentrations. This phenomenon could be attributed to the lowest gelatiniza-tion degree that occurs at these operating conditions (data not shown). Theincrease in GA amylase amount caused a high dextrination of starch and aconsequent reduction of its gelatinization. The increase in GA protease,causing the degradation of gluten in hydrosoluble compounds with lowmolecular weight, could compete with starch for water absorption (De Pilliet al. 2004).
Break strength values as a function of barrel temperature and doughmoisture are shown in Fig. 6. Hard and stiff extrudates were obtained withincreasing barrel temperature and dough moisture, resulting from break
FIG. 5. POROSITY (%) AS A FUNCTION OF GRINDAMYL PROTEASE AND GRINDAMYLAMYLASE AMOUNTS
Porosity (%) = 18.881 + 421.764 ¥ [GA amylase] - 692.118 ¥ [GA amylase] ¥[GA protease] + 29.32 ¥ [GA protease]
76 T. DE PILLI ET AL.
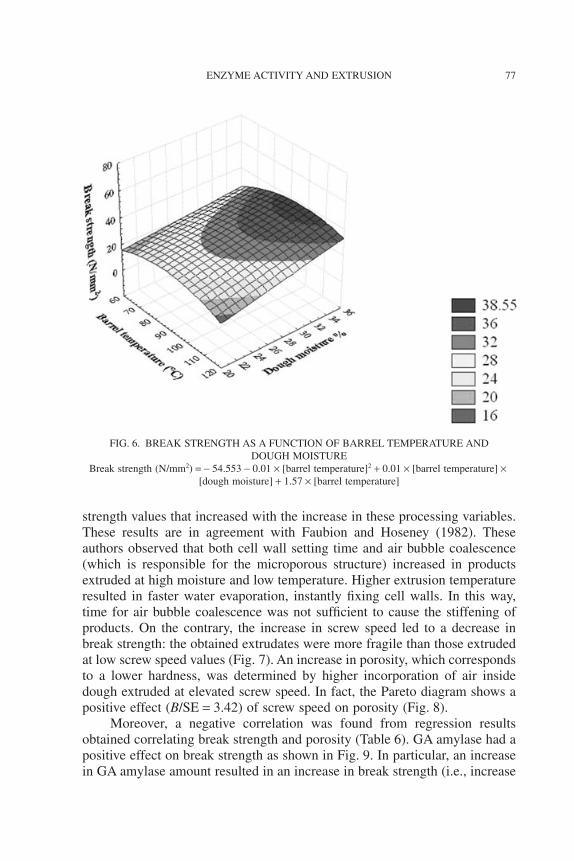
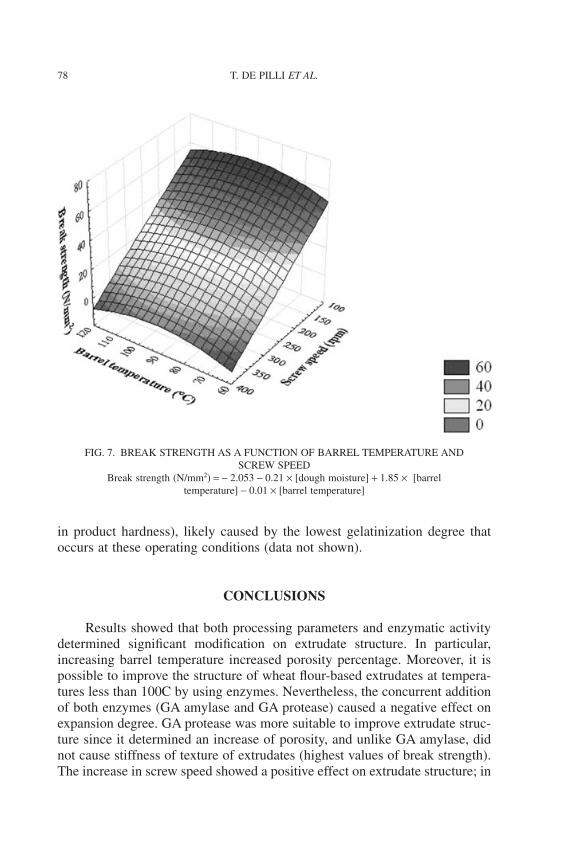
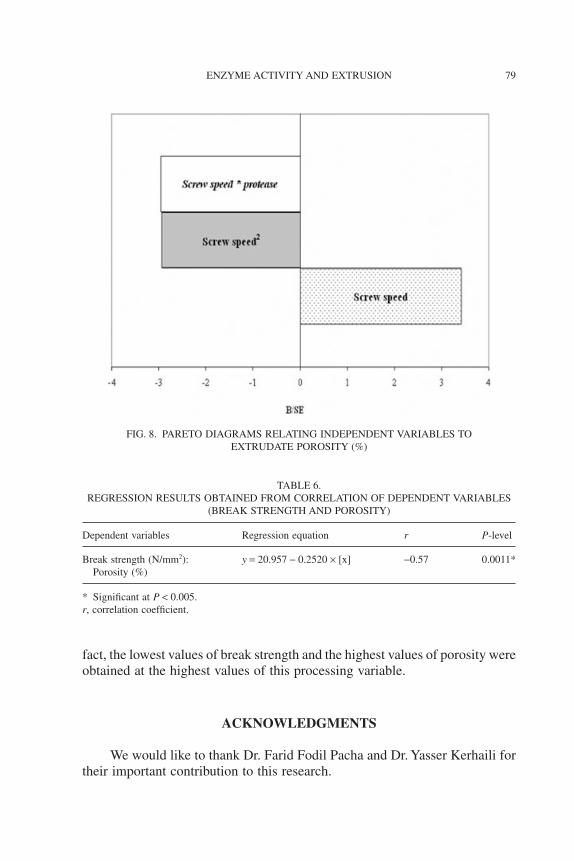
strength values that increased with the increase in these processing variables.These results are in agreement with Faubion and Hoseney (1982). Theseauthors observed that both cell wall setting time and air bubble coalescence(which is responsible for the microporous structure) increased in productsextruded at high moisture and low temperature. Higher extrusion temperatureresulted in faster water evaporation, instantly fixing cell walls. In this way,time for air bubble coalescence was not sufficient to cause the stiffening ofproducts. On the contrary, the increase in screw speed led to a decrease inbreak strength: the obtained extrudates were more fragile than those extrudedat low screw speed values (Fig. 7). An increase in porosity, which correspondsto a lower hardness, was determined by higher incorporation of air insidedough extruded at elevated screw speed. In fact, the Pareto diagram shows apositive effect (B/SE = 3.42) of screw speed on porosity (Fig. 8).
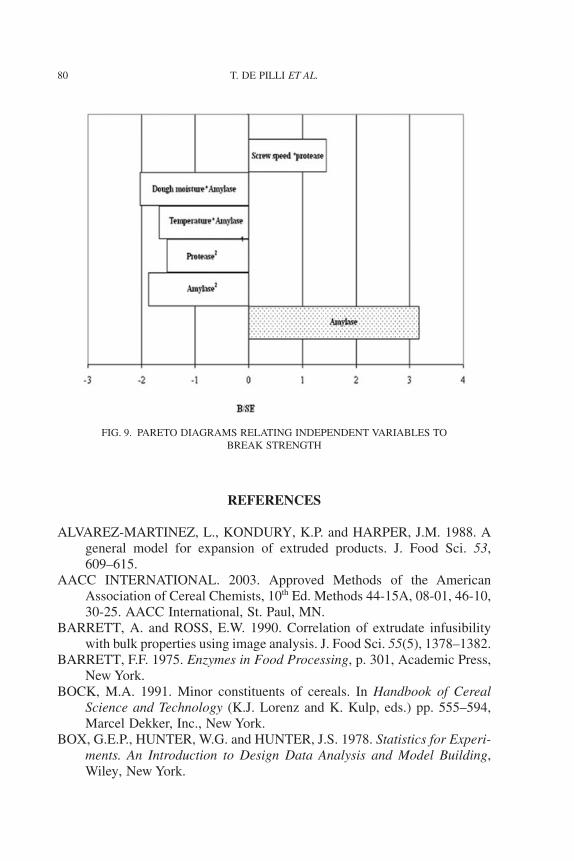
Moreover, a negative correlation was found from regression resultsobtained correlating break strength and porosity (Table 6). GA amylase had apositive effect on break strength as shown in Fig. 9. In particular, an increasein GA amylase amount resulted in an increase in break strength (i.e., increase
FIG. 6. BREAK STRENGTH AS A FUNCTION OF BARREL TEMPERATURE ANDDOUGH MOISTURE
Break strength (N/mm2) = - 54.553 - 0.01 ¥ [barrel temperature]2 + 0.01 ¥ [barrel temperature] ¥[dough moisture] + 1.57 ¥ [barrel temperature]
ENZYME ACTIVITY AND EXTRUSION 77
in product hardness), likely caused by the lowest gelatinization degree thatoccurs at these operating conditions (data not shown).
CONCLUSIONS
Results showed that both processing parameters and enzymatic activitydetermined significant modification on extrudate structure. In particular,increasing barrel temperature increased porosity percentage. Moreover, it ispossible to improve the structure of wheat flour-based extrudates at tempera-tures less than 100C by using enzymes. Nevertheless, the concurrent additionof both enzymes (GA amylase and GA protease) caused a negative effect onexpansion degree. GA protease was more suitable to improve extrudate struc-ture since it determined an increase of porosity, and unlike GA amylase, didnot cause stiffness of texture of extrudates (highest values of break strength).The increase in screw speed showed a positive effect on extrudate structure; in
FIG. 7. BREAK STRENGTH AS A FUNCTION OF BARREL TEMPERATURE ANDSCREW SPEED
Break strength (N/mm2) = - 2.053 - 0.21 ¥ [dough moisture] + 1.85 ¥ [barreltemperature] - 0.01 ¥ [barrel temperature]
78 T. DE PILLI ET AL.
fact, the lowest values of break strength and the highest values of porosity wereobtained at the highest values of this processing variable.
ACKNOWLEDGMENTS
We would like to thank Dr. Farid Fodil Pacha and Dr. Yasser Kerhaili fortheir important contribution to this research.
FIG. 8. PARETO DIAGRAMS RELATING INDEPENDENT VARIABLES TOEXTRUDATE POROSITY (%)
TABLE 6.REGRESSION RESULTS OBTAINED FROM CORRELATION OF DEPENDENT VARIABLES
(BREAK STRENGTH AND POROSITY)
Dependent variables Regression equation r P-level
Break strength (N/mm2):Porosity (%)
y = 20.957 - 0.2520 ¥ [x] -0.57 0.0011*
* Significant at P < 0.005.r, correlation coefficient.
ENZYME ACTIVITY AND EXTRUSION 79
REFERENCES
ALVAREZ-MARTINEZ, L., KONDURY, K.P. and HARPER, J.M. 1988. Ageneral model for expansion of extruded products. J. Food Sci. 53,609–615.
AACC INTERNATIONAL. 2003. Approved Methods of the AmericanAssociation of Cereal Chemists, 10th Ed. Methods 44-15A, 08-01, 46-10,30-25. AACC International, St. Paul, MN.
BARRETT, A. and ROSS, E.W. 1990. Correlation of extrudate infusibilitywith bulk properties using image analysis. J. Food Sci. 55(5), 1378–1382.
BARRETT, F.F. 1975. Enzymes in Food Processing, p. 301, Academic Press,New York.
BOCK, M.A. 1991. Minor constituents of cereals. In Handbook of CerealScience and Technology (K.J. Lorenz and K. Kulp, eds.) pp. 555–594,Marcel Dekker, Inc., New York.
BOX, G.E.P., HUNTER, W.G. and HUNTER, J.S. 1978. Statistics for Experi-ments. An Introduction to Design Data Analysis and Model Building,Wiley, New York.
FIG. 9. PARETO DIAGRAMS RELATING INDEPENDENT VARIABLES TOBREAK STRENGTH
80 T. DE PILLI ET AL.
CHEN, C.M. and YEH, A.I. 2000. Expansion of rice pellets: Examination ofglass transition and expansion temperature. J. Cereal Sci. 32, 137–145.
DE LA GUERIVIERE, J.F. 1972. Use of amylases in breadmaking and ofproteases in the manufacture of dry biscuits. Annales de TecnologiasAgricultura 21(3), 253–266.
DE PILLI, T., SEVERINI, C., BF, CARBONE, GIULIANI, R. and DEROSSI,A. 2004. Improving fatty extrudate structure with amylase and protease.J. Food Biochem. 28, 387–403.
DE PILLI, T., SEVERINI, C., GUIDOLIN, E. and MASSINI, R. 2000. Studiosul processo di estrusione applicato a farina di semi oleosi. In Ricerche edInnovazione nell’Industria Alimentare, Vol IV (S. Porretta, ed.) pp. 722–730, Chiriotti Editori, Pinerolo, Italy.
DING, Q.B., AINSWORTH, P., TUCKER, G. and MARSON, H. 2005. Theeffect of extrusion conditions on the physicochemical properties andsensory characteristics of rice-based expanded snacks. J. Food Eng. 66,283–289.
FAUBION, J.M. and HOSENEY, R.C. 1982. High temperature short timeextrusion cooking of wheat starch and flour. II. Effect of protein and lipidon extrudate properties. Cereal Chem. 59, 533–537.
GAINES, C.S. and FINNEY, P.L. 1989. Effects of selected commercialenzymes on cookie spread and cookie dough consistency. Cereal Chem.66(2), 73–78.
GEORGET, D.M.R., PARKER, R. and SMITH, A.C. 1995. Assessment of apin deformation test for measurement of mechanical properties of break-fast cereal flakes. J. Texture Stud. 26, 161–174.
HAYTER, A.L. and SMITH, A.C. 1988. The mechanical properties ofextruded food foams. J. Mater. Sci. 23, 736–743.
HUTCHINSON, R.J., SDIOLAK, G.D.E. and SMITH, A.C. 1987. Influenceof processing variables on the mechanical properties of extruded maize.J. Mater. Sci. 22, 3956–3962.
ISHIDA, K. and NAGASAKI, M. 1989. Effects of proteases on texturalproperties of wheat flour dough. J. Jpn. Soc. Food Sci. Technol. 36(12),1003–1008.
KUMAGAI, H. and YANO, T. 1993. Critical bubble radius for expansion inextrusion cooking. J. Food Eng. 20, 325–338.
LI, Y., KLOEPPEL, K.M. and HSIEH, F. 1998. Texture of glassy corn cakesas function of moisture content. J. Food Sci. 63, 869–872.
LIKIMANI, T.A., SOFOS, J.N., MAGA, J.A. and HARPER, J.M. 1991.Extrusion cooking of corn/soybean mix in presence of thermostablea-amylase. J. Food Sci. 56, 105–108.
MERCIER, C. and FEILLET, P. 1975. Modification of carbohydrate compo-nent by extrusion cooking of cereal product. Cereal Chem. 52, 283–297.
ENZYME ACTIVITY AND EXTRUSION 81
MOORE, G. 1994. Snack foods extrusion. In The Technology of ExtrusionCooking (N.D. Frame, ed.) pp. 111–143, American Association of CerealChemists, St. Paul, MN.
MILLER, R.C. 1990. Unit operation and equipment. IV. Extrusion and extruder.In Breakfast Cereals and How They Are Made (R.B. Fast and E.F.Galdwell, eds.) pp. 135–193, American Association of Cereal Chemists,St. Paul, MN.
OKA, S., BABEL, F.J. and DRAUDT, H.N. 1965. Proteolytic acion of pepsinon glutenin. J. Food Sci. 30, 212–217.
PADMANABHAN, M. and BHATTACHAYRYA, M. 1989. Extrudate expan-sion during extrusion cooking of foods. Cereal Food World 34, 945–949.
REDMAN, D.G. 1971. Softening of gluten by wheat proteases. J. Food Sci.Agric. 22(2), 75–78.
ROKEY, G.J. 1994. Petfood and fishfood extrusion. In The Technology ofExtrusion Cooking (N.D. Frame, ed.) pp. 144–189, American Associationof Cereal Chemists, St. Paul, MN.
SEVRYUKOVA, S.F., TIKHONENKO, N., OGLOBLINA, I.Y. and KULIK-OVSKAYA, S.V. 1985. Effect of denaturation of flour protein on theproperties of dough for baker’s confectionery. Khlebopekarnaya-i-Konditerskaya-Promyshlennost’ 4, 24–26.
TOMÁS, R.L., OLIVIERA, J.C. and MCCARTHY, K.L. 1997. Influence ofoperating conditions on the extent of enzymatic conversion of rice starchin wet extrusion. Lebensmittel Wissenschaft und Technologie 30, 50–55.
TOSHIO, T., FUMIO, E. and KOJI, M. Biscuit by enzyme treatment and theproduction method thereof. Eur. Pat. Appl. EP0445585a1, 1991.
UHLIG, H. and SPROESSLER, B. 1971. Use of proteases and amylases in themilling. Mehle und Mischfuttertechnik 108(16), 226–230.
VAN HECKE, E., ALLAF, K. and BOUVIER, J.M. 1998. Texture and struc-ture of crispy-puffed food products II: Mechanical properties in puncture.J. Texture Stud. 29, 617–632.
VAN OORT, M.G. and HAMER, R.J. 1993. Enzymes in breadmaking.Alimentacion Equipos y Tecnologia 12(5), 115–118.
82 T. DE PILLI ET AL.