Strain Aging Behavior of Bake Hardening Steel for Automotive Application
15
Strain Aging Behavior of Bake Hardening Steel for Automotive Application A. Vasilyev, N. Kuzmin Department of Metal Physics and Computer Technologies in Materials Science, St. Petersburg State Polytechnical University, St. Petersburg, Russian Federation H.-C. Lee School of Materials Science and Engineering, Seoul National University, Seoul, Korea Keywords: Strain Aging; Bake Hardening Steel; Young’s Modulus; Internal Friction; Dislocation; Grain Boundary; Segregation Abstract Strain aging behavior of industrially produced ultra low carbon bake hardening steel for automotive application was investigated. The aging process was studied mainly by the dynamic Young’s modulus and amplitude-independent dislocation internal friction measurements with acoustic methods. Additional investigation was performed by tensile mechanical properties testing. Quantitative analysis of the revealed aging stages was carried out and has resulted in the conclusion that formation of interstitial atoms atmospheres on the dislocations is accompanied and substantially affected by the dissolution of their grain boundary segregations. The peculiarities of the yield stress and yield point elongation behavior under strain aging are discussed. It is shown that the second wave of interstitials segregation on the dislocations, caused by their desegregation from the grain boundaries, crucially affects mechanical properties change during strain aging of the steel. Introduction Numerous experimental investigations of the strain aging phenomenon in ferritic steels caused by the interstitial atoms segregation on the dislocations have a long history [1,2]. In recent years there has been a resurgence of research interest in ultra low carbon bake hardening (BH) steels strain aging, mainly due to their increasing utilization in automotive applications [3- 10]. These steels, with total carbon content at a level of 20÷30 wt.ppm, combine an excellent formability during press forming and an increased strength in the end product due to bake hardening. The strain aging in industrially produced BH-steels is characterized by a complicate nature and proceeds in several stages [3-10]. A significant portion of the carbon segregates at the grain boundaries during steel cooling after recrystallization annealing [6,9]. This process develops even during water quenching, when the cooling rate considerably exceeds its value characteristic for industrial conditions [9]. Carbon segregation at the grain boundaries may substantially affect the subsequent strain aging behavior. A decrease in carbon content in the grain interior reduces initial pinning of the dislocations, introduced during plastic deformation, by the interstitial atmospheres. The effect should especially manifests itself in the areas adjacent to the grain boundaries due to their maximal depletion with the interstitial atoms in solution [6,9]. At the advanced stages of the strain aging its behavior depends on the result of competition 547
Transcript of Strain Aging Behavior of Bake Hardening Steel for Automotive Application

Strain Aging Behavior of Bake Hardening Steel for Automotive Application A. Vasilyev, N. Kuzmin Department of Metal Physics and Computer Technologies in Materials Science, St. Petersburg State Polytechnical University, St. Petersburg, Russian Federation H.-C. Lee School of Materials Science and Engineering, Seoul National University, Seoul, Korea Keywords: Strain Aging; Bake Hardening Steel; Young’s Modulus; Internal Friction; Dislocation; Grain Boundary; Segregation
Abstract
Strain aging behavior of industrially produced ultra low carbon bake hardening steel for automotive application was investigated. The aging process was studied mainly by the dynamic Young’s modulus and amplitude-independent dislocation internal friction measurements with acoustic methods. Additional investigation was performed by tensile mechanical properties testing. Quantitative analysis of the revealed aging stages was carried out and has resulted in the conclusion that formation of interstitial atoms atmospheres on the dislocations is accompanied and substantially affected by the dissolution of their grain boundary segregations. The peculiarities of the yield stress and yield point elongation behavior under strain aging are discussed. It is shown that the second wave of interstitials segregation on the dislocations, caused by their desegregation from the grain boundaries, crucially affects mechanical properties change during strain aging of the steel.
Introduction
Numerous experimental investigations of the strain aging phenomenon in ferritic steels
caused by the interstitial atoms segregation on the dislocations have a long history [1,2]. In recent years there has been a resurgence of research interest in ultra low carbon bake hardening (BH) steels strain aging, mainly due to their increasing utilization in automotive applications [3-10]. These steels, with total carbon content at a level of 20÷30 wt.ppm, combine an excellent formability during press forming and an increased strength in the end product due to bake hardening. The strain aging in industrially produced BH-steels is characterized by a complicate nature and proceeds in several stages [3-10]. A significant portion of the carbon segregates at the grain boundaries during steel cooling after recrystallization annealing [6,9]. This process develops even during water quenching, when the cooling rate considerably exceeds its value characteristic for industrial conditions [9]. Carbon segregation at the grain boundaries may substantially affect the subsequent strain aging behavior. A decrease in carbon content in the grain interior reduces initial pinning of the dislocations, introduced during plastic deformation, by the interstitial atmospheres. The effect should especially manifests itself in the areas adjacent to the grain boundaries due to their maximal depletion with the interstitial atoms in solution [6,9]. At the advanced stages of the strain aging its behavior depends on the result of competition
547

for carbon between the dislocations and grain boundaries. This competition was taken into account in a recent theoretical study [9] performed under the assumption that the binding interaction of a carbon atom with an edge dislocation is weaker than with a grain boundary. The corresponding binding energies were taken equal to 52 and more than 63 kJ/mol (depending on the temperature). It is clear that for such a ratio between the binding energies carbon segregation on the grain boundaries will continuously proceed during the strain aging. Moreover, carbon transfer from the dislocations to the grain boundaries may occur in the advanced aging stages. At the same time, according with the reliable experimental data and the theoretical estimations, the binding energy of a carbon atom with an edge dislocation is not lower than 75 kJ/mol [11], which substantially exceeds the value used in [9]. For such more realistic ratio between the binding energies the process of carbon segregation on the dislocations should be accompanied by the dissolution of its grain boundary segregations formed before plastic deformation [2]. The process of carbon desegregation from the grain boundaries should take place at least at the advanced aging stages, providing a substantial amount of additional carbon atoms available for segregation on the dislocations. This statement is in line with the results of a general analysis and some experimental data presented elsewhere [2].
It is interesting to clear up the actual situation in competition between the dislocations and grain boundaries for carbon during strain aging of industrial BH-steels, as it is obviously important both from the scientific and practical points of view. The problem may be solved using reliable experimental approaches that allow direct detecting of carbon segregation on the dislocations during strain aging. It is reasonable to utilize for this purpose the acoustic methods of the dislocation internal friction and dynamic elastic modulus measurements. Such measurements may be carried out with an excellent accuracy that makes it possible to investigate the process of carbon segregation on the dislocations even in steels with extremely low carbon content (down to several wt.ppm) [10].
The present work was carried out to study the strain aging behavior in the industrially produced ultra low carbon BH-steel for automotive application in order to clarify its nature and try to solve the problem concerning competition between dislocations and grain boundaries for carbon. The aging process was investigated by means of the dynamic Young’s modulus and dislocation amplitude-independent internal friction change measurements by acoustic methods. Additional study was performed by the tensile mechanical properties testing.
Experimental Material and Procedures
The steel used for the study was taken from an industrial sheet steel production line of
POSCO (Pohang Steel Company). The chemical composition of the steel is: 0.002C, 0.60Mn, 0.052P, 0.013S, 0.039Al, 0.002Ti, 0.008Nb, 0.0006B, 0.0011N (wt.%). The average grain size at the surface of the sheet, measured according to ASTM standards, is close to 13 µм. The steel was subjected to approximately five day natural pre-aging during machining and transportation of the samples. After that the samples were stored in a refrigerator down to beginning of the tests.
The Young’s modulus (YM) and internal friction change measurements were carried out using rectangular samples with sizes of 20×180 mm cut out from a sheet along the rolling direction. The YM of such a sample is related with the resonance frequency of its bending oscillations, by the simple equation [12]: ,,f fE 2
fα= where fα is a coefficient whose value depends on mass and dimensions of a sample. For a given sample the YM relative change due to aging of the material during time t at temperature T may be presented as:
548
( ) 20
20
20 f/f)T;t(f)T;t(EE/)T;t(E −=≡ δ∆ (1)
where and are the YM and the frequency initial values; 0E 0f )T;t(E∆ and are the YM change and the frequency after aging. The resonance frequency of the sample bending oscillations was measured with a high accuracy (~ 10
)T;t(f
-4 Hz). The facility for such measurements was described elsewhere [12].
The amplitude-independent dislocation internal friction change was traced out with the same facility as for the YM testing, which provides for the additional possibility of the oscillation amplitude damping measurements. The logarithmic decrement (LD), ,δ was chosen for a quantitative characterization of the internal friction level and was calculated as:
( ) 2lnNA/AlnN 1
N1 −− ==δ (2)
where A is an initial amplitude value; N is the number of oscillations required to reduce amplitude twice. All the measurements were performed at a resonance frequency whose value before aging is close to 300 Hz, with a relative accuracy of 2÷3%.
The measurements of the YM and the LD change in the course of aging at a given temperature were conducted using one sample. All the measurements were done at room temperature (RT ~ 18 ºС). Therefore, after every additional aging treatment a sample was cooled down to a temperature of measurements in the RT water. For an acceleration of a sample heating up to an aging temperature the heating was conducted in water. After that the sample was transferred to the furnace and aged isothermally. The water heating minimizes the contribution of the heating part of the described aging treatments into an effective aging time. Nevertheless, these contributions are substantial especially for short total aging durations. The heating curves were experimentally obtained in order to provide the basis for correct effective aging time estimation. The numerical procedure used for the effective aging time calculations is described below.
Additional study of the aging process was performed by the tensile mechanical properties testing. The tests were carried out in an Instron 5584 machine at a strain rate of 3.3×10-3 s-1, using samples with 85 mm gauge length cut from a sheet along the rolling direction.
Results and Discussion The Experimental Results
The results of the YM relative change measurements at five aging temperatures (RT, 50, 70, 85 and 100 ºC) are presented in Fig.1.
The results of the LD change measurements under natural and 100 ºC aging in comparison with the corresponding YM change data are presented in Fig.2.
At least four aging stages may be allocated according with the obtained data on the YM and LD change (Fig.1,2). Both characteristics demonstrate non-monotonous behavior, reflecting the complicate strain aging process developing in the steel.
Tensile mechanical properties changes during aging at four temperatures are shown in Fig.3. It is significant that at all investigated temperatures detectable change in the yield point
549

elongation (YPE) and the yield stress (YS) appears only after the substantial incubation periods, after which both characteristics demonstrate qualitatively similar behavior (Fig.3).
Figure 1 The Young’s modulus relative change during the aging at different temperatures. The points corresponding to transitions between the aging stages are indicated by empty circles. Heating effects are not accounted for.
Figure 2 The Young’s modulus ( Eδ ) and logarithmic decrement (δ ) change during the natural (a) and 100 ºC (b) aging.
550
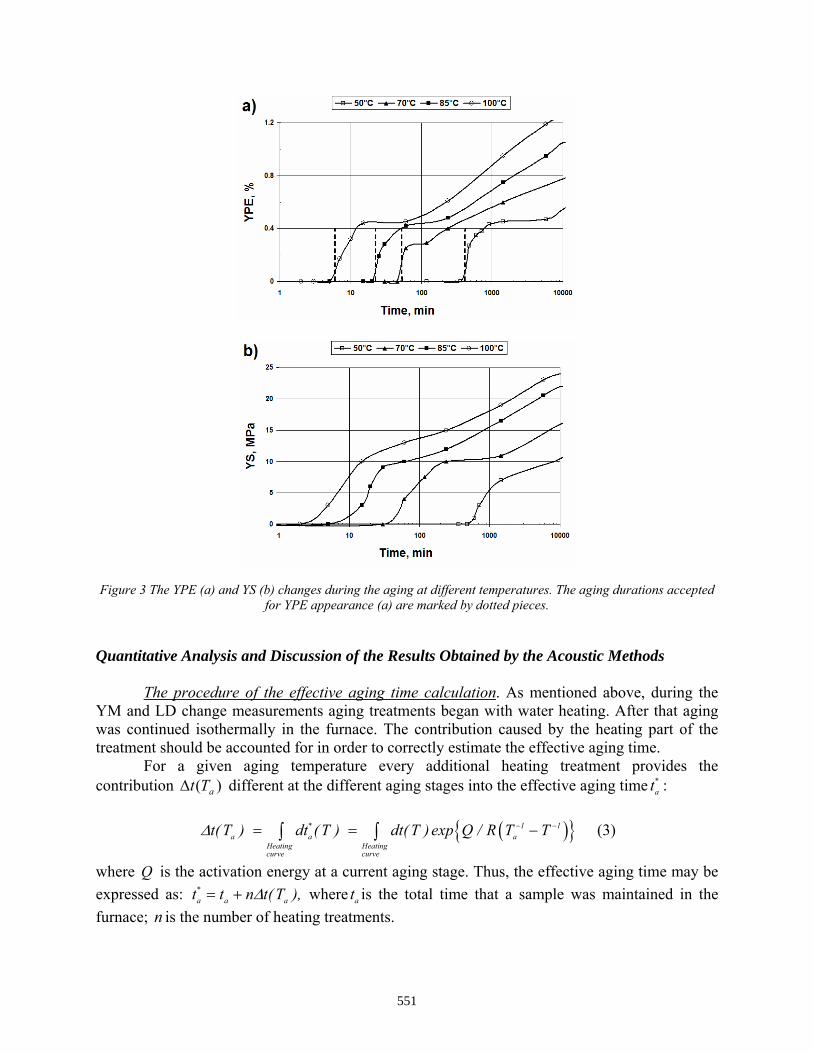
Figure 3 The YPE (a) and YS (b) changes during the aging at different temperatures. The aging durations accepted for YPE appearance (a) are marked by dotted pieces.
Quantitative Analysis and Discussion of the Results Obtained by the Acoustic Methods
The procedure of the effective aging time calculation. As mentioned above, during the YM and LD change measurements aging treatments began with water heating. After that aging was continued isothermally in the furnace. The contribution caused by the heating part of the treatment should be accounted for in order to correctly estimate the effective aging time.
For a given aging temperature every additional heating treatment provides the contribution different at the different aging stages into the effective aging time : )( aTt∆ *
at
( ){ }* 1a a a
Heating Heatingcurve curve
t( T ) dt ( T ) dt( T )exp Q / R T T∆ − −= = −∫ ∫ 1 (3)
where is the activation energy at a current aging stage. Thus, the effective aging time may be expressed as:
Q),T(tntt aa
*a ∆+= where is the total time that a sample was maintained in the
furnace; n is the number of heating treatments. at
551

The physical reasons of the YM and LD change under strain aging. Analyzing the physical reasons for the observed YM and LD change in the course of aging, we will consider the following contributions of a different nature:
• 0)T;t(Eds >+δ is the contribution caused by the interstitial atoms transfer to the energetically favorable positions at the dislocations accompanied by disappearance of the lattice strains around these atoms and a significant strain relaxation in the dislocation cores;
• )T;t(Edl
δ is the contribution related with change of the average dislocation segment length (the average distance between dislocation pinning points) dl ;
• 0)T;t(Egbs <−δ is the contribution caused by dissolution of the interstitial atoms grain boundary segregations, which formed during steel cooling after the recrystallization annealing;
• 0)T;t(E p >+δ is the contribution that arises from carbide/carbo-nitride precipitation on the dislocations at the advanced aging stages and formation of new, more “rigid” chemical bonds;
• 0)T;t(E p <−δ is the contribution that may be caused by dissolution of the carbide/carbo-nitride particles damaged during the plastic deformation under temper-rolling.
Thus, the YM change under strain aging reflects an integral effect caused by several contributions, whose value depends on aging time and temperature. The most significant effect, related with )T;t(Eds
+δ and )T;t(Edl
δ contributions, may be expected at the stage of the atmospheres formation. At this stage )T;t(E
dlδ is positive due to the monotonous decrease of
dl value. The contribution from precipitation on the dislocations, starts to operate only after some incubation time, following completion of the atmospheres’ formation.
),T;t(E p+δ
It is known that under the condition of constant elastic vibration frequency the LD is proportional to the forth power of dl [13]: ,l 4
ddραδ δ= where dα is a constant and dρ is a dislocation density. For the unchanged dislocation density the dl may be expressed as:
,l 4/1ld δα= where lα is a constant. Accordingly, the normalized dislocation segment length,
),t(lη as a function of aging time may be presented as: ( ) .)0(/)t()0(l/)t(l)t( 4/1ddl δδη ==
This equation will be used in the further analysis. Analysis of the processes developed in the steel during natural pre-aging. The
investigated samples were subjected to five day natural pre-aging. Let's estimate a degree of segregation to dislocations completion for the interstitials, which were initially in solution. For these purpose it is required to know the carbon and nitrogen diffusion coefficients in the steel. Considering that the chemistry dependences of these coefficients are unknown, we carry out estimations using their values for −α iron [1]:
);RT/100,84exp(100.2)T(D 6C −×= − .sm)RT/900,77exp(106.6)T(D 127
N−− −×=
For the average dislocation density after the temper-rolling (1.3% reduction) we take [14]: .m105.1 213
d−×≈ρ The degree of segregation process completion may be quantitatively
characterized by the ratio: where ,L/)T;t(L disN;C
dif ( ) 2/1N;C
N;Cdif t)T(D6)T;t(L ≈ is the characteristic
diffusion length for the interstitial atoms corresponding to diffusion time at temperature t ;T 2/1
ddis 5.0L −≈ ρ is a half of the average spacing between the dislocations.
552

For the five day pre-aging at 20 ºC one may obtain: ;1.1L/L disNdif ≈ .6.0L/L dis
Cdif ≈
Therefore, the natural pre-aging duration is quite enough for completion of the segregation at dislocations of the nitrogen atoms initially presented in the solution. The extent of carbon atoms segregation is also substantial. According to the aging process activation energy (AE) calculations presented below, the AE for the interstitials volume diffusion in the investigated steel does not exceeds 81 kJ/mol. Using this value for the carbon volume diffusion AE and the same pre-exponential factor in the diffusion coefficient we obtain: Thus, the process of the interstitials segregation on the dislocations should be practically completed during the natural pre-aging period previous to the conducted aging tests.
.3.1L/L disCdif ≈
Analysis of the aging stages. At least four stages of the aging process may be allocated according to the data obtained (Fig.1,2).
The first stage. The first quick stage of the YM increase was definitely revealed for all aging temperatures except the RT (Fig.1). The contributions of heating into the effective aging times are most large at this stage, especially for the 85 and 100 ○C aging. The effective aging times were calculated as described above. The first stage AE, ,Q evaluated with account of the heating effect is close to 68.5 kJ/mol.
1
The maximal value of the YM relative increment during the first stage (Fig.1), ),T(E max1δ increases exponentially with the aging temperature and may be quantitatively described by the following formula:
( )RT/QexpE)T(E Smax1max1 −= δδ (4)
where 20.5 kJ/mol. ≈SQ
The YM increase during the 100 ºC aging is accompanied by a synchronous LD decrease (Fig.2b). One may conclude that in the course of the 100 ○C aging the dl continuously decreases and relate such a behavior with the interstitials segregation on the dislocations. This conclusion may be expanded to the other aging temperatures.
In this relation it is reasonable to analyze the process kinetics using Cottrell’s approach [15]. Assuming carbon segregation, the following equations may be written down:
)T;t(nnT;t(l/ C0dd +=ρ (5)
0dd n)0(l/ =ρ (6)
where is the initial number of the dislocation pinning points per a unit volume; is an additional number of the pinning points created by the carbon segregated to the dislocations. From (5) and (6) we obtain:
0n )T;t(nC
1d d l C Cl ( 0 ) / l ( t;T ) ( t;T ) 1 n ( t;T ),η α−= = + where Cα is a constant
coefficient. Cottrell’s equation for may be presented as: )T;t(nC
( ) ( ) ,T/t)T(KT/t)T(D)T(n)T;t(n 3/2C
3/2C0C
*CC ==α where is a concentration of the
carbon in the solution available for segregation and is its volume diffusion coefficient: )T(n 0C
)T(DC
553
( ),RT/QexpD)T(D Cd0CC −= where is the carbon volume diffusion AE in the steel
( 68.5 kJ/mol). According with equation (4), the temperature dependent carbon concentration may be presented as:
CdQ
≈= 1Cd QQ
( ).RT/Qexpn)T(n S0C0C −= Now we may write down:
( ){ } ( ){ } 3/20C
3/2CdS0C
3/2C0C
*CC RT/QexpKRT/)QQ5.1(expK)T(D)T(n)T(K −=+−==α (7)
( ) 3/2*C
1l T/t)T(K1)T;t( +=−η (8)
( ){ } 3/2*0CC
*C RT/QexpK)T(K −= α (9)
For we have: SQ .3/)QQ(23/)QQ(2Q 1
CdS −=−=
The set of values for the different aging temperatures was evaluated in the following steps: 1) the equation, providing relationship between the
)T(K*C
1lη− and 1E ,δ was obtained,
using the data on the LD and YM change at 100 ºC (Fig.2b); 2) utilizing this equation and the well defined data on 1E (t;T),δ the set of 1
l ( t;T )η− was calculated; 3) Cottrell’s plots for 1
l ( t;T )η− were constructed (Fig.4) and the required set of was obtained. )T(K*C
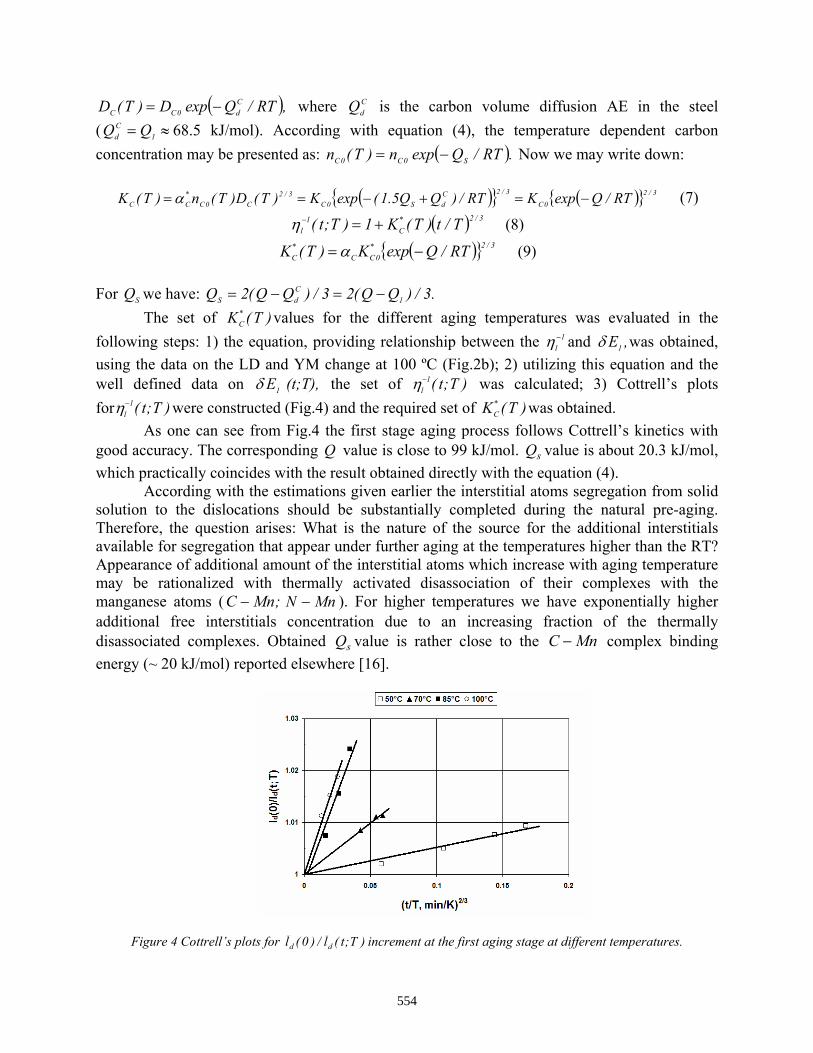
As one can see from Fig.4 the first stage aging process follows Cottrell’s kinetics with good accuracy. The corresponding Q value is close to 99 kJ/mol. value is about 20.3 kJ/mol, which practically coincides with the result obtained directly with the equation (4).
sQ
According with the estimations given earlier the interstitial atoms segregation from solid solution to the dislocations should be substantially completed during the natural pre-aging. Therefore, the question arises: What is the nature of the source for the additional interstitials available for segregation that appear under further aging at the temperatures higher than the RT? Appearance of additional amount of the interstitial atoms which increase with aging temperature may be rationalized with thermally activated disassociation of their complexes with the manganese atoms ( ;MnC − MnN − ). For higher temperatures we have exponentially higher additional free interstitials concentration due to an increasing fraction of the thermally disassociated complexes. Obtained value is rather close to the sQ MnC − complex binding energy (~ 20 kJ/mol) reported elsewhere [16].
Figure 4 Cottrell’s plots for )T;t(l/)0(l dd increment at the first aging stage at different temperatures.
554
This fact probably means that carbon atoms appeared due to the complexes disassociation represent the major part of the additional interstitials available for segregation on the dislocations. Correspondently, the first stage AE should be considered as the energy of the carbon volume diffusion in the steel:
MnC −
≈= 1Cd QQ 68.5 kJ/mol. Despite a meaningful trapping
effect, rendered by the manganese atoms, this energy is substantially lower than the carbon volume diffusion AE in −α iron (~ 84 kJ/mol) [1]. The difference may be related with additional effect provided by the other substitution alloying elements. In our opinion the most probable element responsible for the difference under discussion is phosphorus, whose content in the steel is rather high (0.052 wt.%). This statement is based on our results of analysis of the first stage AE dependence on the manganese and phosphorus contents in a number of BH-steels.
The offered interpretation of the first stage nature allows understanding why it was not definitely detected under natural aging (Fig.1). Estimation of the characteristic diffusion length shows that during the first stage interstitial atoms, released from the −Mn traps, have enough time to reach the dislocations.
The second stage. First, let’s analyze the data on LD change, which provide direct evidence on the change in the dislocations pinning. During the first 10,000 min (practically one week) of natural aging LD decreases rather slowly, and only after that starts to drop substantially (Fig.2a). This confirms the conclusion that during the five day natural pre-aging the most part of the initially available interstitials was segregated on the dislocations, and we have caught only the “tail” of this process. The rate of the LD decreasing at the time interval from 10,000 to 20,000 min is more than 5 times higher than at the initial period of the same duration. Thus, the second wave of the interstitials segregation on the dislocations was detected. It is clear that such behavior can’t occur if a concentration of the interstitials in the solution monotonously decreases during aging.
LD behavior at 100 ºC is qualitatively the same (Fig.2b). At the beginning of the stage LD decreases a little and then remains unchanged about 2 min (~ 4 min with account of the heating contributions). Substantial LD drop was observed during further ~ 30 min of the aging only after the incubation period. Thus, a large additional amount of the interstitials available for segregation on the dislocations appears in the solution at the second stage after the incubation time (~ 10,000 min at NA; ~ 7 min at 100 ○C) due to operating of some source.
For both temperatures at the end of the stage the LD reaches its minimal level (Fig.2) that may be related with completion of the interstitial atmospheres formation.
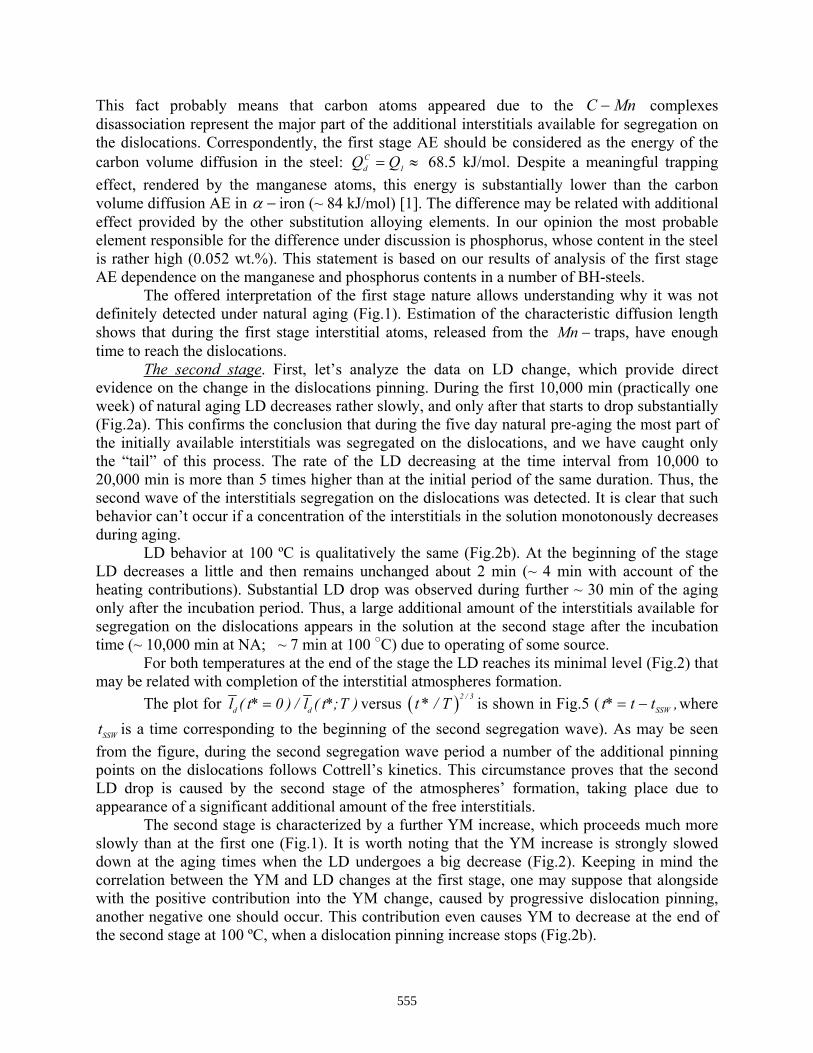
The plot for d dl ( t* 0 ) / l ( t*;T )= versus ( )2 / 3t * / T is shown in Fig.5 ( where is a time corresponding to the beginning of the second segregation wave). As may be seen
from the figure, during the second segregation wave period a number of the additional pinning points on the dislocations follows Cottrell’s kinetics. This circumstance proves that the second LD drop is caused by the second stage of the atmospheres’ formation, taking place due to appearance of a significant additional amount of the free interstitials.
SSWt* t t ,= −
SSWt
The second stage is characterized by a further YM increase, which proceeds much more slowly than at the first one (Fig.1). It is worth noting that the YM increase is strongly slowed down at the aging times when the LD undergoes a big decrease (Fig.2). Keeping in mind the correlation between the YM and LD changes at the first stage, one may suppose that alongside with the positive contribution into the YM change, caused by progressive dislocation pinning, another negative one should occur. This contribution even causes YM to decrease at the end of the second stage at 100 ºC, when a dislocation pinning increase stops (Fig.2b).
555
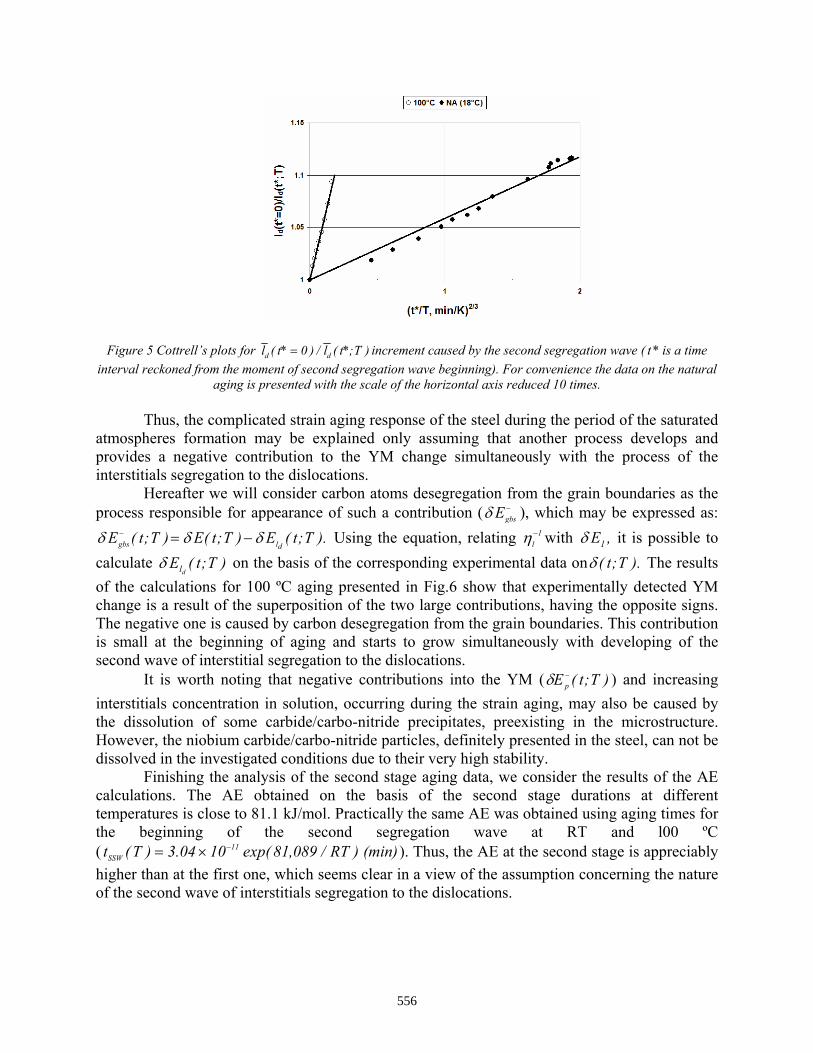
Figure 5 Cottrell’s plots for d dl ( t* 0 ) / l ( t*;T )= increment caused by the second segregation wave ( t* is a time interval reckoned from the moment of second segregation wave beginning). For convenience the data on the natural
aging is presented with the scale of the horizontal axis reduced 10 times.
Thus, the complicated strain aging response of the steel during the period of the saturated atmospheres formation may be explained only assuming that another process develops and provides a negative contribution to the YM change simultaneously with the process of the interstitials segregation to the dislocations.
Hereafter we will consider carbon atoms desegregation from the grain boundaries as the process responsible for appearance of such a contribution ( gbsEδ − ), which may be expressed as:
gbs ldE ( t;T ) E( t;T ) E ( t;T ).δ δ δ− = − Using the equation, relating 1
lη− with 1E ,δ it is possible to
calculate dl
E ( t;T )δ on the basis of the corresponding experimental data on ( t;T ).δ The results of the calculations for 100 ºC aging presented in Fig.6 show that experimentally detected YM change is a result of the superposition of the two large contributions, having the opposite signs. The negative one is caused by carbon desegregation from the grain boundaries. This contribution is small at the beginning of aging and starts to grow simultaneously with developing of the second wave of interstitial segregation to the dislocations.
It is worth noting that negative contributions into the YM ( )T;t(E p−δ ) and increasing
interstitials concentration in solution, occurring during the strain aging, may also be caused by the dissolution of some carbide/carbo-nitride precipitates, preexisting in the microstructure. However, the niobium carbide/carbo-nitride particles, definitely presented in the steel, can not be dissolved in the investigated conditions due to their very high stability.
Finishing the analysis of the second stage aging data, we consider the results of the AE calculations. The AE obtained on the basis of the second stage durations at different temperatures is close to 81.1 kJ/mol. Practically the same AE was obtained using aging times for the beginning of the second segregation wave at RT and l00 ºC ( ). Thus, the AE at the second stage is appreciably higher than at the first one, which seems clear in a view of the assumption concerning the nature of the second wave of interstitials segregation to the dislocations.
11SSWt ( T ) 3.04 10 exp( 81,089 / RT ) (min)−= ×
556

Figure 6 Time dependence of the calculated contribution into the Young’s modulus change ( *Eδ ) caused by the segregation at dislocations under the 100 ºC aging. Here Eδ is the experimentally detected modulus relative change and gbsEδ −− is the absolute value of the contribution related with carbon desegregation from the grain boundaries.
The third and fourth stages. At the third stage the YM monotonously increases up to a
plateau during the natural and 50 ºC aging (Fig.1). More complicated increase-decrease behavior was detected for the 70 and 100 ºC aging (Fig.1).
Under natural and 100 ºC aging the LD tends to grow a little at the beginning of the stage, reaches the local maximum, and then slightly decreases (Fig.2). These results allow relating the third stage with a carbide/carbo-nitride precipitation on the dislocations that begins after formation of the saturated atmospheres and provides a positive contribution, into the YM change. Nucleation and growth of the precipitates should be accompanied by formation of the vacant sites along the dislocation lines and some increase of the
pE ,δ +
dl . In turn, occurrence of such sites results in an additional inflow of the interstitial atoms that causes subsequent dl decrease.
The third stage AE obtained, using the data on its durations for four temperatures, is close to 59 kJ/mol. Such low energy may be rationalized with precipitates preferential growth with interstitial atoms, moving along the dislocation lines. Close AE values at the stage of precipitation on dislocations were reported elsewhere [17].
Under the 70 and 100 ºC aging YM behavior is more complicate than at lower temperatures. At these temperatures YM undergoes growth at the beginning of the stage, which is replaced by subsequent falling (Fig.1). As previously, YM decrease may be related with proceeding interstitials desegregation from the grain boundaries stimulated by the precipitation on the dislocations. At the end of the stage, when the process of initial precipitation saturates, the negative contribution into the YM change, gbsE ,δ − starts to prevail above the positive
contributions dlEδ and . As a result YM decreases. The increase of aging temperature
stimulates thermally activated desegregation process. Accordingly, the negative contribution into the YM change is most pronounced at 100 ºC.
+pEδ
At the forth stage the YM again increases at all aging temperatures (Fig.1). Corresponding LD changes are small (Fig.2) that gives a basis to relate this stage with transition to the more stable second-type precipitates formation. At the 100 ºC aging the YM initial increase is replaced by its continuous decrease (Fig.1). One may suppose that the mechanism,
557
providing negative contribution in the YM change, continues to operate during further aging and causes the YM to decrease at long aging times at 100 ºC (the aging period from 200 to 2,000 min), when the LD falls down. The last circumstance seems to be rather essential in the context of discussion concerning the competition between the interstitials segregation to the dislocations and grain boundaries, as it testifies that the process of segregation to dislocations proceeds down to the late aging stages.
The AE estimation for the forth stage gives practically the same result as for the previous one. Quantitative Analysis and Discussion of the Tensile Testing Results
For all aging temperatures the experimentally detectable YPE appears only after the substantial incubation time, increasing with temperature decrease (Fig.3a). With further increase of the aging time YPE first grows up and reaches an intermediate plateau, after which its growth proceeds. The temperature dependence of the incubation time may be accurately described by the empirical formula:
YPEt ( T ),
11YPEt ( T ) 1.46 10 exp( 83,039 / RT ) (min).−= × An important
point is that this time correlates very well with the time of the beginning of the second segregation wave, (Fig.7). In addition, the aging interval of the YPE initial growth is close to the interval of the LD second decrease (Fig.2b,3a). These correlations testify that the second wave of segregation on the dislocations has a determining effect on the YPE appearance and initial growth.
)T(tSSW
Figure 7 Correlation between the aging times, corresponding to the YPE appearance ( ) and the beginning of the second segregation wave ( ) for the aging temperatures 50, 70, 85 and 100 ºC.
YPEt
SSWt
The moment of the YPE further growth beginning after the plateau correlates well with the start of the second stage of precipitation on the dislocations, after which the LD undergoes continuous decrease (Fig.2b,3a). Such behavior may be rationalized with the proceeding carbon desegregation from the grain boundaries and its transfer to the dislocations, which is stimulated by the precipitation process. There is a good correlation between the YPE and gbsEδ − changes under 100 ºC aging (Fig.8) proving close interrelationship between the YPE behavior and the process of carbon desegregation from the grain boundaries.
558

Figure 8 Correlation between the calculated contribution into the Young’s modulus change ( gbsEδ− ) caused by carbon desegregation from the grain boundaries and YPE behavior under the 100 ○C aging.
The YS change under the aging at different temperatures demonstrates qualitatively the
same behavior as YPE (Fig.3b). Taking into account the assumed interrelationship between the mechanical properties
change and the process of carbon desegregation from the grain boundaries, it is interesting to estimate the depth of carbon atoms penetration into the grain interior during the second aging stage. The total duration of the stage provides the upper estimation for the diffusion time as some time is required for carbon release from the grain boundaries. For the corresponding diffusion length we have: where is the second stage duration. Assuming that the carbon volume diffusion AE ( ) in the steel is equal to 68.5 kJ/mol, and the pre-exponential factor in the diffusion coefficient is the same as for
( ) 2/12C
Cdif ,)T(t)T(D6)T(L ≈ )T(t2
CdQ
−α iron, we will obtain that for all investigated aging temperatures .m2LC
dif µ≤ This means that the properties change that occur during the second aging stage is mainly caused by the second wave of interstitials segregation on the dislocations located in the areas closely adjoining the grain boundaries.
It is well known that after low plastic deformation the spatial distribution of the dislocations is substantially non-uniform and characterized by the formation of layer of a high dislocation density in the direct vicinity of the grain boundaries [18]. At the same time the results of the simulation of the carbon spatial distribution in the grain volume show that the carbon initial distribution is characterized by the formation of a several microns thickness layer adjacent to the grain boundaries, which is substantially depleted with carbon [9]. These two circumstances play a key role for the understanding of the physical nature of the observed incubation period needed for the YPE return. It is clear that pinning of the dislocations caused by consumption of carbon atoms, remaining in the solution after cooling of the steel, is substantially weaker for the dislocations located near the grain boundaries than for the dislocations in the grain interior. Therefore, after the initial stage of the atmospheres formation due to consumption of carbon atoms from the solution the distribution of the dislocation sources (the unpinned dislocation segments) over the critical stress of their operation is rather wide. As a result no YPE was detected after this stage [2]. The carbon desegregation from the grain boundaries, which occurs after some incubation time, provides the second wave of segregation on the dislocations,
559
covering first the dislocations located near the grain boundaries. This process narrowed down the distribution of the dislocation sources differently located over a grain and resulted, finally, in the YPE return.
Conclusions
The following conclusions may be made on the basis of the obtained experimental results and their quantitative analysis.
1. The high accuracy of the amplitude-independent dislocation internal friction and the
dynamic Young’s modulus measurements carried out by the acoustic methods allow keeping track of the complicate strain aging process that occurs in the investigated steel. These supplementing methods provide together an effective tool for strain aging experimental investigation.
2. The analysis of the logarithmic decrement change under strain aging of steel shows that a large additional amount of the interstitial atoms available for segregation on the dislocations appear in a solution after substantial incubation time. The observed features of the strain aging response has resulted in the conclusion that simultaneously with the process of the interstitials segregation to the dislocations another one develops and provides the negative contribution into the Young’s modulus change. This fact is rationalized assuming that the process of the carbon segregation to the dislocations is accompanied by their desegregation from the grain boundaries. The second wave of carbon segregation to the dislocations crucially affects the mechanical properties change during strain aging of the investigated steel and deserves special attention due to the practical importance.
3. Despite of the meaningful trapping effect rendered by the manganese atoms in solution the activation energy of the carbon volume diffusion in the steel is substantially lower than in −α iron. The low value of the activation energy may be related with additional effect caused by the other substitution alloying elements.
Acknowledgments
The authors wish to acknowledge the financial support received from the Korean Science
and Engineering Foundation (KOSEF) under "Overseas Laboratory Program".
References [1] J.D. Baird, Strain Aging of Steel – a Critical Review, Iron and Steel, Vol 36, 1963, p 186-192, 326-334, 368-374, 400-405 [2] V.K. Babich, Yu.P. Gul, and I.E. Doljenkov, Strain Aging of Steel, Metallurgya, Moscow, 1972 (in Russian) [3] P. Elsen, H.P. Hougardy, On the Mechanism of Bake-Hardening, Steel Res., Vol 64, 1993, p 431-436 [4] A. Zhu, A. Meyr, and E. Pink, Characterization of Medium- and Low-Temperature Carbides
560

in a Low-Carbon Steel by Internal Friction, Steel Res., Vol 67, 1996, p 507-512 [5] A.K. De, K. De Blauwe, S. Vandeputte, and B.C. De Cooman, Effect of Dislocation Density on the Low Temperature Aging Behavior of an Ultra Low Carbon Bake Hardening Steel, J. Alloys and Compounds, Vol 310, 2000, p 405-410 [6] J.Z. Zhao, A.K. De, and B.C. De Cooman, A Model for the Cottrell Atmosphere Formation During Aging of Ultra Low Carbon Bake Hardening Steels, ISIJ Int., Vol 40, 2000, p 725-730 [7] J.Z. Zhao, A.K. De, and B.C. De Cooman, Kinetics of Cottrell Atmosphere Formation During Strain Aging of Ultra-Low Carbon Steels, Mater. Letters., Vol 44, 2000, p 374-378 [8] A.K. De, S. Vandeputte, and B.C. De Cooman, Kinetics of Low Temperature Precipitation in a ULC-Bake Hardening Steel, Scr. Mater., Vol 44, 2001, p 695-700 [9] B. Soenen, A.K. De, S. Vandeputte, and B.C. De Cooman, Competition Between Grain Boundary Segregation and Cottrell Atmosphere Formation During Static Strain Aging in Ultra Low Carbon Bake Hardening Steels, Acta Mater., Vol 52, 2004, p 3483-3492 [10] A.A. Vasilyev, N.L. Kuzmin, V.A. Chelnokov, and H.-C. Lee, Strain Aging Peculiarities of Sheet IFBH-Steel, Metal Science and Heat Treatment, No 1, 2007, p 38-45 [11] V.G. Gavriljuk, Decomposition of Cementite in Pearlitic Steel Due to Plastic Deformation, Mater. Sci. Eng. A., Vol 345, 2003, p 81-89 [12] V.A. Chelnokov, N.L. Kuzmin, A.A. Vasilyev, Yu.F. Titovets, and B. Buhmayr, Application of Internal Friction Method for Aging Kinetics Investigations, Industrial Laboratory (Diagnostics of Materials), No 3, 1997, p 18-26 (in Russian) [13] A. Granato, K. Lucke, Theory of Mechanical Damping Due to Dislocations, J. Appl. Phys., Vol 27, 1956, p 583-593 [14] E. Kozeschnik, B. Buhmayr, A Contribution to the Increase in Yield Strength During the Bake Hardening Process, Steel Res., Vol 68, 1997, p 224-230 [15] A.H. Cottrell, B.A. Bilby, Dislocation Theory of Yielding and Strain Ageing of Iron, Proc. Phys. Soc., Vol 62A, 1949, p 49-62 [16] H. Numakura, G. Yotsui, and M. Koiwa, Calculation of the Strength of Snoek Relaxation in Dilute Ternary B.C.C. Alloys, Acta Metall. Mater., Vol 43, 1995, p 705-714 [17] A. Zhu, A. Meyr, and E. Pink, Effects of Medium- and Low-Temperature Carbides on the Mechanical Properties of a Low-Carbon Steel, Steel Res., Vol 67, 1996, p 543-548 [18] O.A. Kaybishev, R.Z. Valiev, Grain Boundaries and Properties of Metals, Metallurgya, Moscow, 1987 (in Russian)
561