Smoked Fish Manual
204
Ae-I-Il-ee c3 t I Smoked Fish Manual LOAN Co< v ODDLY Compiled from papers presented at the Smoked Fish Conference, Seattle Center, April 87-89, l981
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Smoked Fish Manual

Ae-I-Il-ee c3tI
Smoked Fish Manual LOAN Co< v ODDLY
Compiled from papers presented at the Smoked FishConference, Seattle Center, April 87-89, l981

Alaska Sea Grant College ProgramUniversity of Alaska
3 Bunnell, 303 Tanana DriveFairbanks, Alaska 9970l
I.OAN C'ppy pp�~~
SMOKED FISH MANUAL
Compiled from papers presented atthe Smoked Fish Conference
Seattle CenterApril 27-29, 1981
Edited byBrian Paust
University of AlaskaMarine Advisory Program
John PetersWashington Sea Grant
Marine Advisory Program
PL I '
p! j", c I !f P h
NATfo>!-",I ~~'::,; ', . ",'=";~qy0 FE~ -e tees Alaska Sea Grant Report 82-9
December 1982

ACK N OWLED G MENTS
The Smoked Fish Conference was organized by Brian Paust and Don Krameroi the University of Alaska Marine Advisory Prog ram, John Peters of theUniversity of Washington Marine Advisory Program, and Dick Reynolds of theAlaska Division of Economic Enterprise. We would also like to thank thesponsors: the University of Alaska Sea Grant College Prgram, the Universityof Washington Sea Grant College Program, and the Alaska Division of EconomicEnterprise; an d Brenda Melt e f f of the Alaska Sea Grant College Program forher assistance in setting up this conference.
This publication was produced by the Alaska Sea Grant College Programsponsored by NOAA Office of Sea Grant, Department of Commerce undergrant number NA8lAA-D-0009, project number A/75-01, and by the Universityof Alaska with funds appropriated by the state.

TABLE OF CONTENTS
PAGE
LIST OF TAI3LES V
LIST OF FIGURES V1
INTRODUCTION . vn
PLANT DESIGN AND EQUIPMFNT ENGINEERING CONSIDFRATIONS
Plant Site SelectionM ar vi n C arl son ....,...,
Physical Design of. Fish Processing Oven.sDr. Min-nan Huang.
Thermal Processing and Smoking of FishErwin Waters . ~ ~ ~ + ~ ~ 4 ~ + ~ ~ ~ 4 ~ ~ 23
HEALTH REGULATIONS AND QUALITY CONTROL CONSIDERATIONS
Federal Health RegulationsRaymond Mlecko 37
Microbiological Safety of Smoked Fishery Products with SpecialReference to Botulism
Dr. Mel Ecklund ~ 0 ~ ~ ~ ~ 43
55
37
80
93
Q ua lit y Con tro1 P r oce du r e sKen Hilderbrand
Hazard Analysis and Critical Control Point Applicationsto the Seafood Industry
J. S, Lee, + ~ ~ ~
Preparation of Salt Brincs for the Fishing InclustryKen Hilderbrand.
Quick Determination of Salt Content of SeafoodsOSU Seafoods Laborator y ..
Estimating Salt and Moisture Content Needed in Smoked Fishto Meet Good Manufacturing Practices
OSU Seafoods Laboratory.Estimating Moisture Content of Smoked Fish by Non-DestructiveMeans
OSU Scafoods Laboratory.

TABLE OF CONTENTS continued!
PAGE
FISH SMOKING PROCESS
Smoking Fish: Special ConsiderationsGeorg e Pl gott e a e ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ s ~ ~ ~ ~ ~ ~ t ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ 97
Description of the Smoking Process: Hot SmokingVern S wane s ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ r ~ ~ ~ ~ ~ ~ ~ + ~ ~ ~ ~ ~
The Torry Kiln: Its Design and Apphcation with ParticularReference to the Cold Smoking of Salmon, Herring, and Cod
Alex McK. Bannerman .. .....,........,......,......,....,..... 135
Description of the Smoking Process: CoM SmokingK en Hilderbrand
Mild Curing, Drying Salting, and Smoking SalmonNorman D. Jarvss... ~ .
147
148
Smoking Fish at Home SafelyKen Hi I der bran... ~ ~ ~ ~ ~ ~ ~ 163
Canning Smoked Fish ProductsA 1 Bwley .. e ~ ~ ~ ~ e ~ ~ e ~ 4 ~ ~ ~ ~ 92 ~ I ~ 4 ~ ~ ~ ~ ~ ~ . ~ ~ ~ 169
The Design of Dryers for the DehydrationMalcolm Hunter 92+ ~ ~ ~ ~ ~ + ~ ~
of Seafood Products~ ~ o ~ ~ ~ ~ t ~ ~ ~ ~ + ~ ~ ~ ~ ~ ~ ~ 173
~ ~ ~ + ~ ~ ~ ~ 4 191LIST OF REGISTRANTS
APPENDIX........,... ~ ~ ....,,...............,............., ISS

LIST OF TABLES
PAGE
HUANGTable l.
EKLUNDTable 1.Table 2.
Food involved in botulism outbreaks in 1899-1977 .,... 45Occurrence of C. botulinum in marine andfreshwater sediments collected on the Pacific
Coast of the United States 49
HII DERBRANDLEE
Table 1 Food ingredient harard categories in orderof decreasing riskSeafood hazard categories in order ofdecreasing risk ~ ~ 0 ~ 4 ~ ~ ~ ~ ~ ~ ~ ~ t ~Food product hazard class assignment ....,,Growth and heat inactivation characteristicsof food poisoning bacteria important inseafood processing ~ + 4 ~Bacteria pathogens and the most sensitiveseafoods .. ~ ~ 4 ~ ~ ~ ~ ~Control measures against seafood pathogens
~ e ~ 62
Table 2
Table 3Table 4
~ a ~ ~ ~ 63~ e ~ ~ 64
~ ~ . 67
Table 5.
Table 6.
7071
HILDER BR ANDTable 1. Sodium chloride brine tables for brine
60 F ~ ~ ~ ~ ~ ~ ~ 4 4 ~ ~ ~ ~ ~ t ~ ~ ~ 82
P! GOTTTable 1.
Table Z.
Dried salted or smoked fish production bycountry! ~ ~ ~Production of principal cured fishery productsin the United StatesDefinition of water activityImportance of water activity in foods .............Humidity vs. minimum water contentEffect of oil content or. salt pick-upMoistur e content of haddock samplesBa.cterial change in haddock .Microbial load, NaCl, and water phase salt WPS!of smoked salmon 4 4 ~ ~ ~ ~ ~ ~ ~ ~ ~ 4 ~ 4 ~ ~ ~ ~ ~ ~ ~ t t 4 ~Selected characteristics of gram-positive cocciisolated from smoked salmon .p H values of fresh, br ined, and smoked haddock .Storage life of smoked fish ..Wholesale and retail prices of various saltedfish products FOB Seattle, WA!.Some smoked fishery items current on the market...
98
99101102104105108112
Table 3.Table 4.Table 5.Table 6.Table 7.Table 8.Table 9.
113
Table 10.115117119
Table 11.Table 12.Table 13.
121122Table 14.
BANNERMANTableTable Z.
Preparation of fish for smokingFish smoking in a Torry kiln
137143
Percentage of defective fish .................,...,... 14

LIST OF FIGURES
PAGE
HUANG
Figure l.Figure Z.
Figure 3.
Figure 4.
Figure 5.12
Figure 6.Figure 7.
Figure 8.
HILDERB RANDLEE
Figure l.Figure Z.Figure 3.
HILD ERB RANDFigure l.Figure 2.
Fish smoking process......................... 58Cooked and picked crab processing............. 59Cooked and peeled shrimp processing........... 60
Freezing point of salt brine mixtures ......Equipment for me as urin g sal t con cen tr at ionin brine
LABORATORY
3. 5 5 w ater p h ase salt smoke d fish .........5.05 water phase salt smoked fish ........,
81
~ ~ t ~ ~ 83OSU SEAFOOD
Figure l.Figure 2.
9091
BAN &1ERhlAN
Figure 1,Figure ".Figure 3.
136140141
Basic steps in the processing procedure ..Diagrammatic flow of brineThe Torry kiln .. ~ ~ ~ ~ ~ ~ ~ t 4 4 4 ~ ~ ~
1 1ILDERB RAND
Figure 1. Typical internal fish temperature during smokingcycle 165Basic components of a smokehouse................ 166Figure 2
HUNTER
Figure Sectional view of the Torry kiln and smokeproducer . ~ w ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~Sectional view of ventilated drierSectional view of dehumidifier drierPsychometric chart for dry-bulb temperaturesZO~F to 130oF ..........
Comparison of drying times between standard dryingequipment and accelerated drier developed byAFQS Ltd. and Tarry Kiln.
175176177
Figure 2Figure 3Figure 4
179Figure 5.
182
V1
Effects of air flow on smoke absorption............... 8Effect of relative humidity on smoke absorptioninto mackerel fillets at l600F......,......... 9Effect of temperature on smoke absorption bymackeral fillets at 60 percent RH............... 10Internal temperature of fish during smoking atconstant temperature and humidity.........,Smokehouse dr'y and wet bulb temperatures andproduct internal temperatures in a staged heatingschedule.........................,,, 13A batch type processing oven for fish products ...... 15The mechanisms of heat transfer involved in fishprocessing smokehouses ~ ~...................,...... 16Schematic of a batch processing oven with mechanicalrefrigeration ~ ~ 21

INTROD UCTION
The Seattle Smoked Fish Conference was conducted in April 1981 in responseto the need for a review of practical and technical information pertaining tocommercial smoking of fish. The Scnoked Fish Manual is a report of thisconference. The smoked processes and species dealt with in this report arethose associated with the northeastern Pacii'ic Ocean, but this information isequally useful to those operating in other temperate regions of the world.
The smoked fish manual contains five major sections of information of interestto the ne w or established fish smoker: plant desi g n, kiln smoker! design,health regulations, quality control procedures, and smoking procedures. Inaddition, a bibliography is included for further reference on fish curing andsmoking.
Contributors to this handbook welcome inquiries from users. For this reaso~their mailing addresses and telephone numbers have been included in eachheading, Feel free to call on them for assistance.

PLANT DESIGN AND EQUIPS'ENT
ElVGINEERI«G CON SIDERA. IONS

PL A NT SI T E S EL EC TI ON
M ar vin E. Car lsonSmall Business Development Center
Washington State UniversityPullman, WA 99l64-4740
206 ! 753 � 5616
Plant site selection can appear to be a very easy thing to discuss. However,with current laws and regulatiorts, the selection and development of a site cannow involve a great deal more difficulty than in previous years. To beperfectly frank, I was becoming completely exasperated with the new regula-tions in the food processing industry, so I joined the state government in anattempt to understand regulations from the inside. During my four years asassistant director of the Washington State Department of Agriculture, I foundthat there were even bigger frustrations in adnunistering regulations.
I would like to review some of the basic principles of plant site selection.The basis of the food processing and most of the food production enterprisesin the United States is that selling across state boundaries is governed bythe federal Food, Drug and Cosmetic Act, Section 403A. I' ll review somedetails of the regulations concerning smoked fish. Then I' ll give you aqualifier, Under Section 128A,2, current Good Manufacturing Practice GMP!is covered, as are criteria determining facilities, methods, practices andcontrols used for the manufacturing, processing, packaging, and holding offish and seafood products. Additional criteria for plants and grounds are tobe found in Sub-Chapter 128A. 3, which states, among other things, thatunloading platforms sha11 be made of readily obtainable material with drainagefacilities adequate to accotnmodate all seepage and wash water.
The GMP also deals with internal plant processes and states that rooms orfacilities and their interior walls which separate various processes shouldextend from floor to ceiling and contain necessary openings for conveyors anddoorways. These separate areas would ir:elude the following:
~ Receiving and shipping
~ Raw fish storage
Pre � smoking operations, thawing, dressing, brining, etc.
~ Drying and Smoking
Cooling, packing, and storage
The overall intent of these regulations is to allow the products to beprocessed "to prevent contamination by exposure to areas, utensils or equip-ment involv ed in earlier processing steps, refuse or other accessible areas. "Therein we begin to get an overview of the basic regulations to be met whendesigning a plant for the production of a food product and. the regulationsthat we live un der mu s t be con si dered in developing the plant. H ow ev er,keep in mind that the federal Food, Drug it Cosmetic Act and its subpartsrelating to smoked fish have been challenged. As a consequence, in the state
of washington the smoked fish GMPs are presently used as a generalguideline. There has not yet been a challenge to th.s regulation within thestate of >washington.
The act was challenged in the case of U . S . vs, Nova S cuti a Foc d Productscase. The basic argument was whether cr not following the proposed GMPwould destroy the commercial value oi the product. One sig nit icant findingwas that the administrative process should disclose v"hethcr a proposed regu-lation is considered commercially feasible. Another finding was that theagency which drafted the regulations relied cn undisclosed data. The regula-tion setting criteria such as time, temperature, and salinity requirements infish smoking was found invalid because the FDA had relied on undiscloseddata and it had disregarded the question of commercial feasibility. Thef'ailure to disclose the scientific research upon v hich the agency r elied pre-vented relevant comments on that data and, therefore, the FDA was not ableto consider all the relevant factors. To suppress meanin g ful comment by notrevealing basic data was found to be akin to rejecting comment altogether.So with these findings, the court over turned the federal regulations in thecase of b'ova Scotia Food Products Corporation.
This case has established a legal precedent. Ariot her challenge may beforthcoming as well. Nevertheless, the food manufacturing practices asoutlined in the federal regulations are important and, ultimately, they will beupheld in modified form. So, in selecting a site one has to consider thesefuture legal requirements. If you are looking at an existing facility for asmoking business, it may help to determine how closely the plant can adhereto the Good Kfanufacturing Process guidelines for design, structure, layout,partitioned walls, separation of facilities, etc. These situations are so uniquethat it is hard to address them in a general sense. So I will direct mycotnments to the general considerations in selectinga new site for a newfaci lit y .
In site planning one should consider the following desirable characteristics:The site should have gentle but even slope from front to rear
The site should be free of springs and have good soil bearing capacity~ The site shou Jd be r eadily accessible to municipal services, but not
necessarily within the city fire Iinuts due to tax costs, etc.
The site should be readily accessible to major highways and distributionpoints. In Alaska the transportation of the tinished product is itnportantand faces unique problems; and in many cases, would involve watertransport
Very important � the site should be large enough to allow for IOO percentexpansion of facilities. he greatest shortcoming I have observed indevelopment of processing facilities is "shortsightedness." One shouldalways con template a. prociuction process that v"ould satisfy a visiblemarket. But it must be remembered that if the enterprise is verysuccessful, it will probably have to be expanded. In many cases,expansion is not adequately addressed in the initial site selection

process. There is nothing more exasperating than spending 8' million oreven $20,000 developing a facility and then finding you need to double itand have no more room
The site must be located out of areas scheduled for redevelopraent. It isdifficult to envision all the developrrrental characteristics of an area.The smaller communities perhaps will not have this problem, neverthelessthere are developments that should be considered including plant>ing andzonitrg ordirrances. If you are establishing a plant of any size, it willbe very wise to work with the governmental agencies o be sure that thezoning ar>d land u.se plans accomr..odate and pr otect that operation in thefuture
The site should also be as far away from sewage plants as possible.This may secor strange from a sewage discharge standpoint, but ourbig gest environmental problem is with odors from your plant. Thegreater amount of odor in the area, the greater the attention that youare going to receive,
The plant should bc located rrear a labor pool
The site should be close to e frere the raw product is received.
Additioi al mention must be made about waste disposal. A site lccatiorr may bedeter mr nod entirely by t iris problem. You will have a signific arrt w a ste dis-char gi from a lish processing operation and handling this material isimportant problem. Three major fa.ctors are involved. Ask yourself:
t''here the waste material is going to be discharged
'1'he best way to dispose of material available to you
, h» laws coverirrg seafood waste disposal in your area,
If waste is to be disposed of in soil, soil suitability weal depend upon severalthnrgs irrcluding capacity, infiltration rate, and the permeability rate. K]anystate universities have maps and analyses showing various soil characteristicss,rch as these.
In some instances the building site can be located outside the city limits butconnected by extension to city-owned sewers, city treattrrent plants, andwater mains. The cost to extend a sewer or v'ater line can be arr.ortrzed overa period of years Thought rrust be given to land topography if you areplanning an exterrsion irto distant municipal systems. You raay have to builclpumping stations which may defeat some oi the capital advantages you nad inmind. later is a very importa.nt ite.n ir food proce=sing, both in the produc-tion process and in plant c'ea ring. The water must be po'�.;b'.;. r .. �..=..tesupply, and of high quality. From a safety star;dp �, '., ' cr -liypractical to assume that the don;cstic water supply -.,;.::.';.. -,:;dl foodprocessing plants. Mater from privately owt.eu =.ounces v,ill r equlr emonitoring and, in most cases, chlorination be ', -'e se ir a plant.
lti'e touched a little bit upon environmental impact. ann certainly thiswhere we have a great deal of ccr.cern. It will probabl' be your gr»--.te '.

problem in site selection and development. It is now necessary to considerthe total environmental impact of the food processing plant. It is necessaryto be concerned with the chemical, materials, energy, and their effects on theecological balance. Local, state and federal agencies should be contacted fordetailed regulations relating to disposal of waste materials. The Federal WaterPollution Control Act amendments of 197Z require the application of the bestavailable technology economically achievable for category or class, lf you aredischarging any water from the plant, you must demonstrate that you areemployin g the best available technology to tr eat water and restore it topristine quality or quality comparable to that existing before use.
The greatest problem that a small operator will have in opening up interstateand international market opportunities will be getting through the myriadenvironmental impact assessments and meeting the federal processingguidelines. The physical development of the plant is straightforward and willbecome obvious to you as you get along with the concept of your facility. Itsprocess wiII dictate the type of facility in which it takes place - TheUniversity of Alaska has a very impressive program of extension service andI would recommend the University be a good resource to you- I wouldsug gest that perhaps the University form a consulting approach to supportdevelopment within Alaska,

PHYSICAL DESIGN OF FISH PROCESSING OVENS
Dr. Min-nan HuangALKAR/ DEC International
Box 296Lodi, Wl 53555�08 92-3211
! NTRODUCTION
Modern smokehouses equipped with pneumatic or electronic programmablecontrollers which have the capability of achieving a uniform and repeatabletemper ature, r elative humidity, and movement of air flow in the oven hav elong been used in the meat industry successfully, The same engineeringknow-how has been applied to designing smokehouses for processing varioustypes of fish products.
The c}uality of smoked fish is measured in terms of appearance, saltiness,smoke flavor, texture, juiciness, uniformity, etc. These fa.ctors are affectedby salt penetration during the brining process, and the extent of smokepenetration and dehydration in the smokehouse. Proper control ofsmokehouse operation is essential to obtain a good quality product.
EFFECT OF SMOKEHOUSE TEMPERATURE, HUMIDITY,AND AIR FLOW ON SMOKE PENETRATION
In 1975 Chan, Toledo and Deng of the University of Georgia in Athens,investigated the effect of smokehouse temperature, relative humidity, and airflow on smoke penetration in Spanish mackerel. The processing oven used inthis study was a laboratory-type gas fired smokehouse from ALKAR, divisionof DEC International of Lodi, Wisconsin.
Chan, Toledo and Deng reported, as shown in Figure I, that at atemperature of 100 F, and a relative humidity of 22 percent, the smokedeposition is faster and a higher saturation concentration of smoke isobserved when the oven was operated at 10 air changes compared withsmoking with no air movement. Obviously, the impingement of smoke withfish product's surface enhanced the smoke absorption process.
Relative humidity RH! has a significant effect on smoke deposition. Asshown in Figure 2, at an oven temperature of 160oF, maximum smokedeposition was achieved at 60 percent RH. Decreasing the relative humidityto 40 percent and 22 percent decreased the saturation concentration. Whenrelative humidity was set at 80 percent, the smoke absorption was slower,The slow rate of smoke absorption was attributed to condensation of watervapor on the cold fish fillet's surface, as evidenced from the appear--nrc oiwater droplets during the experiment,
Figure 3 sho~s the effect of smoking temperature on the rate of smokedeposition, Saturation concentration of smoke in the fish when the oven ismaintained at relative humidity of 60 percent increased with increasin gsmokehouse temperatures until it r cached 160oF. Further increases intemperature beyond 160 F reduced the smoke deposition.

O O
004

0
+ Q.
Q VJrd
0 2
O CV
C!
e e e ~ cu
I oo!as~
hrouvm@aa~oa ~OH3Hd

IO
O 0
O
0
jS
Oe e e > ~ � o
10
.0 pp ~g beau
tvDliAU.H3aN 00 MhBHd
O ClU>4k
R
0 CL0
ClrdCJA 0HR

Although the specific data. shown in Chan's study is limited to the Spanishmackerel, the effect of air flow, temperature, and relative humidity on smokedeposition is generally true for other fish products. Therefore, it isdesirable to understand the physical design of a smokehouse, so optimumprocessing conditions for various types of fish products can be cleveloped.
In 1980, Kosak and Toledo of the University of Georgia studied productquality and energy use in high temperature smoking of fish products. Thefish products used in this study were mackerel, mullet, and croaker.
Kosak and Toledo reported that when fish products were smoked at hightemperatures, the product became deformed and split. If the rate of increaseof dry and wet bulb temper atur es is stated in 10 F increments every 10minutes, the severe curling and splitting of the fish product is eliminated.Results of their study were shown in Figures 4 and 5 and fable l.
In fish product processing, maintaining a uniform smokehouse temperature,and controlling relative humidity and movement of air flow are essential forgood smoke deposition, pr o duct texture rnodif ication, appea rance, etc.Depending on whether the product is cold- or hot-smoked, various amounts ofheating always takes place in the process,
BATCH TYPE PROCESSING OVEN
At the present time, fish products are processed predominately in the batchtype smokehouse. A batch type processing oven for fish products isd.esigned to provide drying, smoking, and heating. As shown in Figure 6,the heated air imparts heat energy to the product, removes water vaporaround the product, then leaves the processing cabinet. A certain volume ofthis warm, moist air is then discharged to the atmosphere and. an equivalentamount of fresh air is admitted into the recirculating air stream. Thisex chan g e o f moist air with the fresh air i s how the relati ve humidity in aconventional processing oven is maintained. The air stream will then gothrough the heat source, admit smoke if it is required, adjust the humidity ifit is necessary, and re-en.ter the processing cabinet.
If the oven is designed for 10 air changes, it means the recirculating airstream will go through a re-conditioning sequence 10 times every minute.The mechanisms of heat transfer involved in fish processing smokehouses arepredominantly conduction and convection. As shown in. Fi gure 7, the airsupply inside the processing oven is at temperature of "Ts," and humidity of"Ws," earring heat energy "Qs." Part of the heat energy is transferred viaconvection to the product, then through the conduction heat transfer processto the product's interior to raise its temperature. Part of heat energy "Qm"is transferred to the product surface by convection to increase the kineticenergy and mobility of the water molecules on. the sur face. Thesesubsequently escape from the meat product surface in the form of watervapor. Because of the absorption of heat energy by the product and therelease of water v apor from the product, the return air will be at atemperatur e "Tr, " lower than "Ts," and. a humidity con clition "Wr, " greaterthan "Ws,"

98.9 C. M~,30%7I. I~C. WB
33 C DB 60% RH. 7 C.WB
ea
g C. OB~60% RHC We
o C.OB�o~60% RH
40
0 0 S IO I5 m 26 30 35 CO W 50
TINE OF HEATIHG gN hf!
Figure 4. Internal temperature of fish during smoking at constanttemperature and humidity.

0eo
50
lV 0 0 20 30 40H FAT I hf G TIME N I 4.!
smokehouse drv and v'et bulb temperatures and product internaltemperatures in a staged heating schedule.

CCl'92Q W Pl CA
Cry0 0 O0 0 0 0CD C> 0 0
PJ
00 CD0 00 0
000 0O
0
0O CCl
0 00 0
0 IA
0 00
0
0 0O 00 0
0 0 0 0
0 0 0
0 «D
0 0 0
0 P4
0 0
0 0 0
0 0 0
0pl
0 0
0 0 0
0 0 0
0 0 0

Lc0
C
50
J
V C C.r+

Figure 7. The mechanisms of heat transfer involved in fish pr ocessingsmokehou,ses.

Conduction is a process by which heat energy flows from a region of highertemperature to one of lower temperature within the same medium or betweendifferent mediums in direct physical contact, The molecules in the region ofhigher temperature absorb and convert the heat energy into kinetic energy,Through the equalization of this kinetic energy, heat energy is transferred tothe lower temperature region. The simplest mathematical expression of aconduction heat transfer process is:
AkQc= � T - T
L h
Jf the rate of heat transfer to the product varies with the processing time,the rate of conduction heat transfer becomes:
-bn F2-eQc = 2T LCp
o n=l
Sin bn
6n2 + 6nSin6n Cos6n �!
Convection is an energy transport process using the combined action of heatconduction, energy storage, and the mixing motion of a warm and cold fiuid.First the heat will flow by conduction from a surface of higher temperature toadjacent particles of fluid in the boundary layer. The energy thustransferred will increase the mobility of these fluid particles, and move to aregion of lower temperature.
When the mixing motion takes place as a result of the density differencecaused by a temperature gradient, it is called free or natural convection,The rate of net transfer is expressed as:
�!Q = hcA Ts-T !
C !r 1/3
h c = 0.13�!
If the mixing motion is induced by an external mechanism such as a pump or.a blower, it is called formed convection. A typical expression of convectiveheat transfer over the exterior surface of a cylindrical object is:
h c = 0.33
17

In the case of fish products, the geometric product configuration could varyfrom a whole fish to split halves or fillets and equations I! through �! arenot directly applicable. However, these mathematic expressions do show how,in the order of magnitude, the rate of heat transfer to the fish product canbe affected by a temperature gradient, the thermal conductivity of fishmuscle, the exposed surf ace area of fish, density, viscosity, specific heat,velocity of air movement, and physical geometry of product.
Basically, the energy requirement to process one load of product in aconventional smokehouse is composed of the following: I! BT Us required toraise the product's internal temperature to the required finished temperature; ?! BTUs required to remove the proper amount of moisture from theproduct; �! BTUs required to heat up the smokehouse hardware; �! BTUsrequired to heat the incoming ambient air to the processing temperature; and{5! BTUs required to make up the heat loss from the smokehouse surface.
Information on the mechanism for drying fish products may be found inreference literature. For a design engineer, it is necessary to know or beable to estimate the maximum drying capacity required of the equipment.During actual operation, the smokehouse control system will automaticallycontrol humidity conditions according to the wet bulb setting as shown inFigure 4, as the air stream in the oven is recirculated. A portion of hot,moist air is discharged to the atmosphere to make room for admitting anequivalent amount of drier fresh air. Assuming the rate of moistureevaporation from the product is Mp, mass flow rate of recirculating air is Ma,the specific humidity of fresh air and discharged air was Wa and Werespectively, then the dischar ge ratio of processed air, r, to the atmosphere
1s: r =We-Wa �!
In a. processing oven, smoke particles, tar, creosote, organic vapor, and soon are always present during the procedure. The interior surface of theoven is cleaned with chemicals. These substances are all detr imental to thedirect humidity-sensing device. Once the surface is contaminated, theresponse from humidity sensors becomes erratic and unreliable. Therefore, insrookehouse operation, dry and wet bulb sensors are used to monitor andcontrol the relative humidity in the oven.
As mentioned previously, moisture evaporation from the product surfacealways happens during the heating process. To control this moistureevaporation properly, the relative humidity inside the oven must beregulated.
many inclust rial applications, such as pr oces sing meat, fish, and pou]tryproducts, the relative humidity of the moving air stream is measuredindirectly through the use of wet bulb temperature. The validity of thisapproximation is as follows: on a steady state conchtion, when anunsaturated air stream passes the wick of a wet bulb thermometer, thesensible heat transfer to the water from the air stream will equaL the latentheat of evaporation for water. The mathematical expression of wet bulbtemperature under this condition is the same as the expression of airtemper ature un der the adiabatic saturation process when the I,e wi s number
18

hfI wCm equals unity. This assumption is valid in the case of water vapor.Therefore, the wet bulb temperature is equal, fortuitously, to thetemperature of adiabatic saturation. The specific humidity, which is definedas the mass of water vapor per unit weight of dry air, can then be expressedin terms of wet bulb temperature as:
0. 24 t -t ! tW*h»wb d b fg
w h * + 0.45 t -t !fg db wb
where td an.d t b are dry and wet bulb temperatures, respectively. Thequantities with asterisks are to be evaluated at the wet bulb temperature.
The relative humidity is expressed as:
PvPS T=C Ps �. 622+W!
The approximation as derived in equation 8! is valid, since the ratio of thecoefficient of heat transfer, h, and the coefficient of mass tra.nsfer, Km, isequivalent to 0, 26 BTU /lb ~F, which is approximately equal the humid heatcapacity, Cm. Therefore, the Lewis number is unity and the assumption isvalid. If other substances are used in lieu of water vapor in the wet bulbsack, equation 8 ! becomes invalid.
In the drying or thermal processing of food products, control of relativehumidity is always very important. The accuracy of relative humiditydepends upon the measuring accuracy of dry and wet bulb temperatures. Asshown in Table 2, a + loF measuring error will entail as much as l4 percentvariation in relative humidity. Therefore, when specifying tke processrequirement for relative humidity, be realistic with respect to how accuratelythe relative humidity can be controlled with the temperature sensing andrecording instrument.
TABLE 2 � MEASURED ERROR IN HUMIDITy
+1 = 71 F,
Dry-Bulb 70oF.-lo = 690F,
measured 48 percent RH could actually be anything from: 55percent RH 4l percent RH
+I' = 59'F.
Wet-Bulb 58oF.lo = 57oF
To minimize the measuring error in the wet bulb temperature, the air velocityover the wetted wick should be maintained around 800 Fp>i to 1000Also, the wetted wick should be kept free of contamination which may retardwater evaporation.

In moremore recent batch processing oven designs, mechanical refrigeration isused to remove the ex ce s sive moisture, We � W a, in side the system. Thedischarge ratio becomes a bypass ratio which regulates the amount of airnecessary to pass through the dehumidification equipment. Wa depends uponthe suction temperature of the refrigeration coils. A schematic of such a.system is shown in Figure B. Since the removal of excess moisture in the airstream is always controlled, the duplication of processing conditions isassured irrespective of ambient conditions. By controlling the condensingtemperature and. the bypass ratio in the dehumidification system, the desirablerange of controllable relative humidity can be anticipated. Also, since thereis no need to discharge the processed air, the air pollution problem can beehmin at ed or minimized.
Althoulthough mechanical refrigeration may require more initial capital investment.it does have severaL advantages: l! the system is more adaptable toautomatic process control; �! it efficiently removes water vapor from the air;�! its operation and maintenance is simple.
SUMMARY
The proper control of smokehouse temperature, relative humidity, and air flowsystems are essential in developing optimum processing conditions for fishproducts. Knowing the features and limitations of smokehouse operatingconditions wiQ definitely help to improve the process operation.
REFERENCES
Chan, W, S ~, R. Toldeo and J. Deng. l975. Effect of smokehousetemperature, humidity and air f/ow on smoke penetration into fishmuscle. Journal of Food Science, Volume 40, p. 240.
Kosak, P. and R. Toldeo. 19BO.temperature smoking of fish148l.
Product quality and energy use in highJournal of Food Science, Volume 45, p.
20
There are soare some drawbacks to r egulating drying capacity by dischar ging moistair from the oven to the atmosphere and admitting fresh outside air . First ~since the di he "'scharge ratio is finite, there is always some discharge ofprocessed air to the atmosphere and it may cause air pollution. Second, thespecific humidity of fresh air, Wa, changes according to the weatherCOnditlons antlons and this invariably affects the actual pr oces sing conditions insidethe oven.en. Third, since the specific humidity of fresh air, Wa, and rnaximurodischarge ratio are Limited, the controllable range of relative humidity insidethe oven is also limited.

C 0 rdQ bOQ 4 V C V G V
21

THERMAL PROCESSING AND SMOKING OF FISH
Erwin Waters
S 0 F Mauer649-57 Whittier Street
Bronx, NY 10474{212 89-3600
I NT ROD UCT ION
All fish that are converted from their fresh state are thermal processed,whether cooked, matured, dried, or roasted, soM chopped or solid, Thetemperatures of thermal processing can vary from 30oF, depending on theprocess. The temperature range is limited, excluding those that would causefreezing or burning to the point that the product is unusable.
Thermal processing methods include water immersion boiling!, direct contactheating frying!, water molecule activation by electronic impulse waves microwave!, radiation heating broiling!, and air processing a combinationof conduction and convention!, We will narrow the subject and deal primarilywith air as the transfer medium in a thermal process. Although air is not themost efficient thermal transfer agent, it is the only medium which can beeasily used for other processes.
Let us examine quickly what can be accomplished by using air as theproces sin g medium:
Air temperature can be closely controlled within the required temperaturerange.
The water content {relative humidity! of the air can be varied withinthese temperatures. The relative huInidity of the air at specific airtemperatures will have a specific effect on the product,
When required, additives such as wood smoke, liquid smoke, or othergases. can be diffused into the air and thus contact and affect theproduct.
One additional factor must be apphed for air to accomplish its function. Theair must be circulated through the product zone and back to the air treatmentarea. Let us briefly examine the three factors that will affect theprocessing, beginning with air circulation since poor cir culation means poorprocessing.
AIR CIRCULATION
The air inside the processing chamber must have a .-ertain <-eioc. y andvolume to achieve quick, even processing. The velocity determines how farand at what speed the air will travel prior to losing its direction and power.The volume of air will determine the amount of heat and moisture available toperform the required functions. Cold, warm, and hot air with differentmoisture contents will react differently at specific velocities.
23

I am not going to give a. technical explanation of the aerodynamics in plprocessing o~ens, but I wish to point out the following facts:
The velocity of the a,ir exiting from the supply duct wi}1 affect thedistribution of the processing medium in this case, air! in the chamber.The friction between the air and the product surface, and the heat.transfer BTU! released by the air to the product!, wi11 change withvelocity.
If the velocity is too high in a vertical air circulation system, too muchair will fall to the floor, causing over-processing of the low productzone; too little velocity will have the opposite effect. In addition, theair mu st also flow in a horizontal plane throu gh the product zone.Driving the air for too great a distance will result in uneven processing.
To accomplish all factors correctly, a balance of air v elocity, verticaland horizontal distances, and BTU transfer must be maintained.
~ The volume of air delivered at the specific velocity must be balancedwith the cube of the processing area, required heat transfer load, andthe average density of the air.
The density, or weight, of the air varies with temperatur e and humidity.The hotter the air is, the lighter it is, and more power is required todrive it on its correct course. The expression "air changes", as appliedto processing chambers, means how often a cube of air in a cube of areais replaced. Replacement can be at high velocity with low volume, orhigh volume with low velocity, or any combination of both, The correctvelocity expressed in feet per minute, and the correct cube as expressedin cubic feet are what we should know. With these figures, the cubicfeet per minute can be calculated. Dividing this number into the cubicfeet of oven space results in air replacement per minute. Again thevelocity is as important as the volume,
HEATING AND COOLING
A way to efficiently heat the chamber air must be designed into the system.Direct gas fire heating is the most inefficient, wasteful, and dangeroussystem. A system using a remote heating station is equally bad. Ductstransfer the heat from the energy source to the processing chamber, wastingenergy and increasing costs. Good planning puts the heating element directlyinto the chamber, eliminating heat loss dur ing transfer and using all latentheat in the element for processing. The shorter the air flow distance, fromelement to processing area, the more efficient the system will be.
Air used in processing must be clean and its heat and moisture contentcontrollable. This can only be assured if the air begins free of impuritiesand the by-products of the burning fuel are not allowed into the processingarea. The free air space can be minimized and the load factors per cubicarea increased wi thin the chamb er by using proper air velocity and heatexchanger area.
24

H U M ID II'I C A TI 0 8
Humidity is one of the most misunderstood factors in the processing cycle.Humidity is the water content of air. Relative humidity is expressed as apercentage and measures the water content of air a.t a particular temperaturecompared with the maximum amount of water air could hold at thattemperature.
The higher the temperature is, the more water the air can hold. To havemeaning, relative humidity must be expressed as a percentage at a giventemperature,
To determine wet bulb temperature, take the air temperature with a wet sockplaced over the bulb end of the thermometer. The water evaporates off thesock, cools the thermometer, and r esults in a temperature reading lower thanactual air temperature. The drier the air, the faster the evaporation, thequicker the thermometer cools, and the lower the reading will be. Comparingthe difference between the air temperature dry bulb! a»d the evaporationtemperature wet bulb! on a prepared scale, gives relative humidity.
Air must blow at and around the wet bulb at a specific rate approximately 2m/sec! to give a correct reading. If the velocity is too low, there is notenough evaporation and the wet bulb temperature will be too high. If the airvelocity is too great, the evaporation will be too fast and the temperaturereading too low. Either way, the moisture reading is incorrect.
This brings us back to the importance of air velocity, Your product issaturated with water. It will act much like the wet bulb thermometer at aspecific temperature and air velocity. The location of the wet bulbthermometer during the reading is crucial. If the reading is taken by thesupply ducts, then you will measure the humidity of the air before it picksup or gives off moisture to the product. If you ta.ke a reading at theexhaust duct, you will measure the humidity of the air after processing hastaken place, Every point in the chambers will have a different readingbecause of evaporation or condensation. Depending on circumstance~however, readings will eventually equalize.
Because fish products contain a high percentage of water, the effect of theproduct on the air is as important as the effect of the air on the prod~et.The product gives off or absorbs moisture at a rate dependent on its owntemperature, water activity. and pressure differential. As the productabsorbs or gives off heat, dries, or changes in pH, that rate changes, evenif processing air values stay the same.
Thu s, the r el at iv e h umi di ty, or wet b u lb, r ea din g b e come s only a g ui de tothe type of air one should use. Sometimes you may want to reach or evenexceed the dew point. This is called "steaming." Moisture condenses on theproduct passing its energy content to the product. You may want to be in abalance where only a bit of evaporation occurs, but the dew point is notreached, If drying, however, you want the greatest amount of evaporation totake place, taking into consideration the water activity of both the inside andshell of the product, to avoid "case hardening" which prevents v'ater fromgetting out of the product's interior.
ZS

Sometimes, dehumidification at a specific point is more important thanhumidification. It is also impossible that a slow!y rising or falling humidityover a cer tain t ime interval is more important than main t ai ning a con st an thumidity. To get this effect, humidity must be removed or added on a timeinterval rather than at a constant rate. When temperatures exceed 212 F�00 C!, no relative humidity readings are possible. However, air moisturecontent can still be controlled by adding moisture to the air. It is easiest toadd moisture to the air as steam. Using water droplets or fog can causewater droplets to form on the product, Even when using steam, care must betaken. If the steam is too hot at pressures over 7 psi! the air will beoverheated and unwanted excess condensation will occur, causing spotting,burning, and separation. The air must have time to absorb the moistureintroduced. Thus, injections of moisture that are small and fast arepreferred over one continuous injection.
ADDING SMOKE DURING THE THERMAL PROCESS
Smoke is not added to all the products which are thermally processed. Wehave become used to calling a thermal processing oven a "smoke house", sincein the past wood. was used to product heat in a "pit house." To eliminate thepossibility of wood burning too hotly, water was sprinkled on the flame,eliminating the hotter flame, but causing smoke,
The historical purpose of smoking was preservation. It was not particularlyeffective because it preserved only the outside of the product, and not forvery long, Smoke combined with heating and drying, however, was quite agood way to preserve products. When drying, smoke acted as an inhibitorand preservative, keeping the product from spoiling during the rather longprocess.
With modern controlled systems, this preservation function is no longerrequired. Refrigeration, shorter processing times, and vacuum packagingtake care of freshness, and smoke is used more for flavorin.g and coloring.In well-designed t herrnal systems, it should be possible to add smoke underany function: during drying, heating, cooling, and cooking, at any relativehumidity or air velocity.
QUALITY AND CONCENTRATION OF NATURAL WOOD SMOKE
The qua.lity of smoke is important when it is used to flavor. We can achieveexcellent color with softwoods, but the resulting flavor is not desirable.Hardwoods result in both good color and good flavor, but the process takeslonger than when using softwoods, all processing factor being equal.
Smoke generation plays an important role in the quality of smoke produced.The best quality smoke comes from the natur al g low of wood particles. F orwood particles to glow without excessive heat, the sawdust must either bemoist or the amount of oxygen available must be restricted . Under theseconditions, the moke produced is cool �40 to 180 F, depend. in g on the typeo f wood used! . A higher smoke temperature, such as those produced whenkil.n-dried sawdust is charred on a high-temperature hot plate. a burned odor
flavor are apparent. The concentration of smoke per cubic foot of airhas a direct effect on the process. The higher the concentration, thequicker the deposition.
26

ELECTROSTATIC SMOKE APPLICATION
Helping smoke transfer from the air to the product by applying oppositeelectrical charges to the smoke and the product is not a new idea.used in Germany eight years ago to decrease air pollution by depositing agreater amount of the suspended smoke from the air onto the product,reducing the concentration of smoke required and the emission level. Afteran eight-month test at a pla.nt in Basel, Switzerland, a number of problemsarose:
~ Only the product can carry a charge. If not, the charge will spread tot he w hole unit, and smoke depo si t w ill be as g re at or g r cate r on allmetallic parts of the processing unit, both inside and outside. Thisproblem caused extreme sanitation and mechanical difficulties. Theseproblem s alleviated when the smoking trees were '.solated from othermetallic areas and each wagon was separately connected to the electricalsystem.
~ On string-hung items, the system did not operate as it should have.
Dust p articles which were charged and blown in with the air clung tothe product and caused spotting.
Elimin at in g the se problems, the ba sic principle is good and should beconsidered for the fish industry. If this system is to serve only as a part ofair pollution control there are simpler, better, less expensive methods to use.
LIQUID SMOKE
Liquid smoke, whether commercial produced or made on-site with highpressure steam, has one major advanta.ge. At this time, it is considerednon-polluting. It also ha.s some disadvantages:
~ It has a slightly acidic, bitter flavor which is imparted to the product
~ It does not inhibit mold growth as well as natural smoke
~ It is costly
Even though some European plants produce liquid smoke on-site that has beenapproved, I do not suggest this system. There are too many problems withthe equipment and its use.
After two years of study, we have concluded that liquid smoke can be usedsuccess fully if applied properly . D ur in g application, if the air circulationcontinues at a low velocity, if air temperature is raised by 10 to l 5 F fromthe previous program, and if the liquid is injected in short bursts as a finefog, then a number of positive results occur.
~ The bitter flavor is considerablv reduced
A better, more even color is achieved throu.ghout the load
Z7
~ The process is faster
~ Less liquid smoke is used, lowering processing costs
The future of liquid smoke is therefore very good, provided that applicationcan be perfected.
BASIC FUNCTIONS FOR FISH PROCESSING
The processing unit must be able to quickly and accurately produce a highquality product in large volumes, Fish processing differs considerably frommeat or cheese production, requiring different controls and procedures ~Engineers who design a fish processin,g unit must understand this processand what results should be achieved, There are two basic thermal processingprocedures, each requiring a different type of unit. These are hotprocessing and cold processing� .
IIOT PROCESSING
Products are hot processed at temperatures exceeding 85 F, at low or highhumidities, with or without smoke. In almost all instances, fish must first bedried to a certain degree, prior to heating or smoking, The drying must befast and accurate. If too much humidity builds up during this step, or ifprocessing takes too long and the meat and bone is exposed to heat beforedrying, the product will fall apart,
To prevent this, the protein must be set or denatured with low temperaturedrying before applying higher temperatures. If high temperatures areapplied before the fish is sufficiently dry, the moisture in the fish will turnto steam, The steam will solubilize the connective tissues and the fish willseparate. Temperature, humidity, and air velocity play a very important partin this step. We must remove the internal as well as the surface moisture inthe product.
If the surface of the fish is overdried at this point, it will wrinkle later and~moke color formation will be poor. Traditionally, because pr oper fish pro-cessing equipment was unavailable, drying meant using low temperatures anda long processing time, factors which considerably reduced the product'squality. T'h e lounger processing takes, the greater the protein deteriorationis, especially at lower temperatures before the protein is denatured or set,Time, then, is an important factor in quality production.
Humidity must be controlled at all times. If the humidity is too high duringthis process, the connective tissue holding the fish's tissue together will bedestroyed and the flesh will separate. The longer the product is exposed toh.igh temperature, the greater the possibility that it will f'all apart. Toshorten the smoking process time, a very high concentration of smokerequired. The only way to achieve this is to have the system fully closedduring the process to let the smoke concentrate.
When excess humidity occurs, a dehumidification cycle is automaticallyinitiated ta drive down the moisture content of the air in the processingchamber. This dehumidification can be accomplished in a number of ways.The simplest, fastest, and most economical way is to introduce fresh, ambient

a.ir into the oven, removing some of the moist air until the humidity drops tothe de sir ed set point. Some air p ollution will occur durin g thisdehumidification cycle, but if the system is engineer'ed correctly, the amountof pollution occurring can be kept under the prescribed maximums allowable.If the community has very stringent air pollution requirements, a smallafterburner, electric precipitator, or water scrubber can be used to furtherreduce the pollutant in the exhaust air,
The second system available to eliminate pollution while dehumidifying is withclosed system which utilizes a regenerator and refrigeration to dehumidity andcool the circulating arr when necessary. This system has no exhaust duct.Because all of the circulation is redirected through the regenerator, thissystem is non-polluting. The only disadvantages of the integral system arethat the initial investment is high and the maintenance requirementsdemanding,
The third system is semi-closed with water spray dehumidification. In thiscase, a fine spray of water is introduced into a chamber through which theair is recir culate d durin g the dehumidification cycle . T he water cools theair, for cin g out moisture. The disadvantages of this system are numerous .First, the water must be colder than the air at all times, resulting in highwater use even if recirculating pumps are used. Secondly, the smoke isremoved by the water spray causing a reduction in smoke concentration andwater pollution. Third, maintenance requirements are greatly increased dueto its costs and limitations. This is not a system which we recommend.
Control of fish processing functions is very important. Because accurate dryand wet bulb temperatures are required, automatic program stepping shouldbe considered. Unless the unit per forms all the require d functionsautomatically, processing costs will be high and quality poor.
One species of sea animal, the eel, requires special attention. To correctlyprocess eels a very high initial heat source is required. To be precise, ahigh BTU availability is required in a short period of time, Processing u.nitsin which eels are to be smoked will need addition.al heat-generating elements,Eels must have a fast heat rise. The first program for eel processing is hotair processing at a temperature of 185 to 195 F with a high humidificationuntil the eel's core temperature reaches 91 F. If enough heat is available fora fast rise, the eel' s belly will open properly without the skin creasing orshriveling, We suggest that the oven be preheated to 250DF prior to loadingthe eels, to further speed up the process. Once the core temperaturereaches 90 to 91 F, a drying cycle at 120 is used, then smoking starts.Again, we see that the equipment must be engineered to the product.
COLD PROCESSING
Cold processing is the thermal processing of products at temperatures under90 F. Some items that fall into this category are cold smoked salmon lox andnova!, black cod sablefish!, and herring. Achieving quality results in coldsrnokin g is somewhat more difficult than in hot srnokin g, thus even mor eexacting controls and equipment are required. Drying is, again, an impor-tant part of the process. This time, however, the drying must be slowthe relative humidity closely controlled so that case hardening does not occur.Case hardening is the fast overdrying of the product surface which

causes the protein to set and form an exterior crust. This crust will, inturn, prevent moisture from leaving the inside of the product resulting in along processing time and a wet, soft product interior. In addition, when acrust is formed, smoke penetration and adhesion will be reduced.
Long processing times wiU also a.ffect the quality due to the deterioration ofprotein under the processing conditions. In a correctly engineered unit, thetotal cold processing time of salmon will range from eight to 12 hoursdepending on the size and type of fish used.
Hot and cold processing can be combined into one unit if all requirements aremet in the controls. The system must have closed air circulation to insureclose temperature and humidity controls, high smoke concentrations whenrequired, and low energy consumption. Colci smoke units are also availablebut, again, they must be able to perform all the functions required. Theseunits can only perform cold smoking functions and can be constructed muchlarger than the combination units. Cold process units should be consideredwhen high volumes of cold smoked product are to be produced.
As an example of the importance of closely controlled processing steps, let usexamine one of the procedures used in salmon smoking. The process startswith drying at a dry bulb temperature of 75 F and a wet bulb of eeoF. Thesecond step would be medium smoking at a dry bulb temperature of 75oF andwet bulb of 70oF, The final step is intensive smoking very high smokeconcentration! with a dry bulb temperature of 75 F and a wet bulb of 71 F.This last step is continued until the fish reaches a core temperature of 72 F.The reason for core temperature operation on the last step is so we knowprecisely when the fish is dried correctly. How can the core temperature ofthe fish indicate drying? As long as the fish is too wet, it will act like a wetbulb therrnorneter, and will not rise above the 72oF wet bulb setting in thefinal processing step. As soon as enough moisture is removed from the fish,evaporation will be slowed down and the internal temperature of the fish wiIIstart to rise to the maximum of the dry bulb setting. In this example, wehad the core temperature set IoF above the wet bulb. To make the fishdrier, we raise the core temperature; to make it moister, we lower it.
The dry and wet bulb in this case are not changed to achieve differentresults. Operatin g at a slightly higher or lower dry bulb temper ature willaffect the final product and can be used to achieve the type of productdesired. The relation. ship between dry bulb, wet bulb, and core temperaturedoes not change. This example shows that accurate temperature humidity andproduct core temperature controls are extremely important in cold processing.
SUMMARIZIllG THE PROCESS
Engineers divide smoking into two types: hot and cold processing, Theprocess is cold if don.e between 70 and 90 F and hot if done at temperaturesgreater than 100 F. In each case, smoke is an additive hke salt, sugar, orspices. It is applied as a gas rather than a solid or a liquid. The fishaccept each process in a separate way.
30

THE EQUIPMENT
Engineers designing a kiln have to know a great deal about the processthe desired products in order to make a machine that works. They are moreinterested in the rea.sons that smoking works. As an owner/operator, youare probably more interested in what types of machines are available, whatfunctions they perform, and whether they will work for the type of fish ar.dproduct you have in mind. When looking for a piece of equipment, here aresome ge n eral g ui de line s:
~ Be sure the unit is specifically designed for fish processing and that itcan produce the types of product you desire.
Older smokehouses are usable, but unreliable. Product quality varies ~ itis harder to control pr ocessing factors, and the units are usually morelabor intensive.
Look for a sturdily built piece of machinery with a long life span.
~ In light of newly proposed sanitation regulation s, I sug gest that youconsider only stainless steel units.
~ Heating and cooling units should be an integral p art of the unit.Having these parts located away from the oven wastes energy.
~ Be sure your unit can handle loads of the appropriate size.
Be frank and detailed about your needs when ordering a machine. Themanufacturer is not a mind-reader and must know the specifics of youroperation in order to suggest the proper equipment.
THE PROCESS
First, water has to be gently removed from the fish you intend to smoke.Common sense tells you that if a.ir is too hot. and moving too quickly, thesurface of the fish will be damaged and it will n.ot dry properly. If the airis too wet, the fish will not dry enough. Fish, like other animals, arepartially composed of protein, When protein is dried too fast, it hardens, or"denatures" and the skin forms a hard case. When this happens, water isnot allowed to escape from the core of the fish and the outside forms a crust-
So, the oven must dry the fish slowly enough to prevent case hardening, butfast enough to avoid deterioration due to bacterial and enzymatic activities-The air circulation pathway should be as short as possible so the air flow canbe properly controlled. Since air is a gas, it can easily chan ge direction,pick up or give off moisture or heat, and change in other ways harmful toyour product. The air is also being reprocessed, so temperature andhumidity must also be controlled.
The next step is to add the smoke. If you add it too early,too wet and you will ruin the product. If it is added too late, you will notget proper ab sorp t ion and the p r odu ct will be poor q ualit y-important that the smoke be introduced at the right time.
31

Today's smoke generators are commonly separated from the processing unit.Wood is no longer used as a heat source because it is too expensive andmakes the moisture content of the air too difficult to control. Most of today' smachines use steam run through a radiator fired by electricity, oil, or gas,Selecting the proper heat source is largely a matter of convenience,
So far, you can see that keeping the product at the proper temperature andmoisture and. carefully controlling the smoke addition are cr ucial points.These are usually best controlled by an automatic system which constantlymonitors and a.djusts these factors. Each of you will want t.o process slightlydifferently. Some of you may want to cold smoke salmon a bit drier or wetterthan others, depending on your market. Smoke is acidic, and will dry theproduct. If added at a certain temperature it will denature the product,causing a crust to form that will not allow water to escape from fish. Thesmoke generator then. must work automatically.
Wood is no longer used to fire the oven, but is used to generate smoke.Each type of wood will give a different quality or taste, and some will makethe product taste awful. Softwoods in particular, will cause problems. Manytimes legal requirements specify hardwoods. The type of wood you choosedepends on the product you desire and market preference. I find thathickory wood is good for fish smoking. Some people prefer apple wood, orother kinds. The important thing is to get a unit that will use any kind ofsawdust, giving you flexibility in choosing woods.
Through precise control of temperature and air moisture content, the modernoven can smoke a batch in a shorter time than was otherwise possible. Thisreduction of time is important because the less time a product is in the oven,the better it will be, within certain lrrnits of course,
Controlling core temperature of the product is another critical step. Thesmoking temperature should be built around this program, not just the amountof time the fish spends in the unit. The modern processing unit must acceptinputs at various initial temperatures, to process the fish through varioussteps, and to arrive at some critical core temperature. To do this, the unitshould be able to automatically change from one processing step to another.For example, you may put the fish in. with a temperature probe that allowsyou to change to the smoking cycle when the core temperature reaches 50 F.The unit should also be able to continue various steps for creating differentproducts, as well as allowing control over individual steps in the process.
This brings us to air pollution. Air quality assurance can be remarkablyeasy with a good processing unit. Each community has its own pollutionrequirements. The basic processing cycle includes drying, smoking, andfinishing the fish. If you dry a fish a little more in the beginning and raisethe humidity a bit in the smoking step, you will eliminate the need for smokeventing to reduce the humidity within the smoker. During finishing, themoisture in the air can go up a little, because you want to raise thetemperature inside the fish. At the end of the cycle, smoke can be slowlyvented up the chimney without creating air pollution problems. You shouldhave the ability to program these functions into your unit.

HEALTH REGULATIONS AND QUALITY CONTROL

CONCLUSION
Modern fish processing is no longer dependent on outside environmeScience has made it possible for equipment to regulate the steps required toachieve desired results and products.
~ Product quality can be uniform and high wi,th equipment engineered toperform all of the processing steps accurately, using time and coretemperatures for processing length control.
The most expensive mistake a processor can make is to install equipmentthat is not specifically designed for the fishing industry, or lower pricedequipment that will not perform all required functions.
~ The processor must know the product and the steps required to make it.The equipment engineer must first know the product and the processesin order to design equipment which will perform required functions. Itis only with this combined knowledge that a successful fish processingindustry can exist.
33

FEDERAL HKALTll REGULATIONS
Ray mond MleckoU ~ S. Food and D rug Administration
5003 Federal Office BuildingSeattle, WA 98174
�06�42-5310
Eds, note; Copies of fedex'al regulations are available from the aboveaddress. !
The purpose of my discussion is threefold; to briefly explain the acts andthe regulations enforced by the Food and Drug Administration FDA! as theyapply to smoked fish; to pass out copies of the regulations covering smokedfish; and to invite you to call our office if you have any problems with orquestions about the laws we enforce.
All food products, including smoked fish and its variations, shipped ininterstate commerce or made from ixxgredients received in interstate commerce,are subject to the provisions of the Federal Food, Drug, and Cosmetic Act FDCA!; the Fair Packaging and Labeling Act FLPA!, and their regulations.At first, the definition of interstate commerce seems simple' .commercebetween two states. But what about commerce between a state and aterritory, or a state and a foreign country? U~der the FDCA, these are alsoexamples of interstate commerce. In fact, commerce between any state andany place outside its borders falls under this act.
In general the FDCA requires that food be prepared, packaged, and heldunder sanitary conditions. The food must be safe and wholesome. Itslabeling must be accurate and informative. The Fair Packaging and LabelingAct requires certain information to be carried on all labels of food intendedfor retail. This is to distinguish between food which goes on for furtherprocessing or institutional trade, and food that is retailed.
Under the Federal Food, Drug, and Cosmetic Act, good manufacturingpractice regulations have been established. The first of these regulations,Current Good Manufacturing Practice in Manufacturing, Processing, Packing,or Holding Human Food, is contained in Part l10 of Title 21 of the Code ofFederal Re ulations. If you are in the food processing business, you shouldhave a copy of Part 1l0. These xegulations cover all foods and are so broadand basic that they are often referred to as the "umbrella GMPs." Theycover a wide variety of areas, including personnel cleanliness ~ diseaseprevention, employee training, and supervision; sanitation, disposal, andmaintenance procedures; use of equipment suitable for the intended function;and control of your process to support the sanitation goals of yourorganization.
In 1977, the FDA added specific regulations for hot process smoked fish andsmoke-flavored fish to the general good manufacturing practices. Theseregulations were developed after a number of Great Lakes cases where peoplewere poisoned by smoked fish contaminated with Clostridium botulinum. Thespecific regulations ax.e contained in Part 122 of Title 21 of the Code ofFederal Re ulations. Among the types of limitations found there are:
37

Time, temperature, and salinity parameters for hot process smoked fishand smoke-flavored fish
Product must be cooled to 50o F or less within three hour s a fterprocessing
Product must be cooled to 38 F within 12 hours after processing
During storage and distribution, the product must be held at 38~F orless.
The East Coast smoked fish industry actively opposed the regulations. Theyfelt these smoked fish regulations were unrealistic. They felt that theregulations would result in an inferior product and soon ruin their productand their trade. Consequently, a number of these fish processorsdisregarded the GMPs and soon were involved in a legal dispute with theFDA. The case United States vs. I'nova Scotia Food Products Cor orationoccurred about 1977 and involved both district and appellate courtproceedings. The appellate court held that the FDA regulations on smokedfish were invalid. The court based its decision on procedural grounds,saying that the FDA had used. unpublished data to justify the need for theregulations, and that the FDA had not considered the commercial feasibility oft hese regulations.
we do not have any good manufacturing practicesmoked fish industry. However, we offer these
There is a possibility that in the corning years thesebe promulgated and the smoked fish industry will have
As it now stands,regulations for theregulations as guides.regulations will againto f olio w th em.
As I previously indicated, FDA is concerned with microbial contamination ofsmoked fish. Consequently, we suggest a high processing temperature and aproper salt concentration along with refrigerated storage and distribution.The presence of sodium nitrite and sodium nitrate may also deter to~information. Our food additive regulations provide for the use of sodium nitriteand sodium nitrate in smoked fish products.
Because the main problems occur in distribution, the FDA has insisted thatmanufacturers place adequate, clearly visible storage information on thelabels. Until more definite in formation is obtained or until we identify asituation where temperature abuse is likely to endanger health, we are not
We do not currently have any literature on the safety of cryo-packing orvacuum-packing smoked fish. However, we are concerned with any kind. ofpacking technique which excludes oxygen, Clostridium botulinum Type E hasbeen shown to grow and produce toxin without oxygen in some media attemperature greater than 38oF. We do not have any data on time necessaryto produce these toxins in specific fish products. We also realize that it isvery difficult for us, as a regulatory agency, to control the temperature ofthe smoked fish product during distribution. The processor may have goodintentions but who knows at what temperature the retailer is going to keepthe fish. However, we have occasionally asked manufacturers to conducttests on their products at various abuse temperatures before the productbecomes organoleptically unacceptable.

Prepared to prohibit cryo-packing or vacuum packing of refrigeratedproducts, However, everyone should be aware that there is a potential forgreat danger if these products are not kept at the proper temperature.
So far, we have talked about noncanned items. Let us look at what you haveto do if you want to can your smoked fish product. Again, the FDA haspromulgated specific regulations for thermally processed, low acid foodscanned in hermetically sealed containers because of the dangers of Clostridiumbotulinum. These regulations are contained in Parts 108 and lI3, Title 2l ofthe Code of Federal Re ulations. Among other things, these regulationsrequire that a manutacturer of smoked fish products in hermetically scaledcontainers must register his plant and must file processing information v iththe Food and Drug Administration, This processing information has to covereach can size of product processed. If you need any registration or filingforms, you can contact our office.
Now I would like to briefly discuss the labeling requirements for smoked fishproducts. Federal low requires four statements on the label.'
~ The name of the product
~ A list of the ingredients in a descending order of predominance
~ A statement of the net quantity of contents
~ The name and the place of business of the manufacturer, packer, ordistributor.
Must all fish smokers register v'ith the FDA?If it is a smoking operation only, there are no registrationrequirements. If the product is canned and if it is a low acidfood in a hermetically sealed container, then you must registerand you must file your process. Again, if your product issimply smoked and not packed in hermetic ally sealedcontainers, you do not register.
QUESTION:MLECKO:
! f vacuum packaging is used, will Clostridium botulinum grov.if the product. is frozen?You will not have the growth of the org I'' sm whll l ...ruducesthe toxin.
QUESTION:
MLECKO;
How should the label read if you have two firms, one of whichcatches the fish and the other firm sr chokes the fish?
0 U ES T ION .'
39
Whether your product goes wholesale or retail, you still need this information.If the product goes retail, the label has to show the product name and thenet weight statement on the front panel in a particular location, and the netweight statement must be in a specified type size. The statement ofingredients and the name and place of business of the manufacturer, packer,or distributor can either be on the main panel or on a panel to the right ofthe main panel. These labeling requirements are contained in Part 10l, Title21 of the Code of Federal Re ulations.

MLECKO:
Q UE STION:MLECKO:
QUESTION:
hlLECKO:
QUESTION:
MLECKD:
QUESTION:
MLECKO:
Q UESTION:
MLECKO:
Q UES ION:
MLECKO:
QUESTION:
40
Q UES TION:MLECKO:
QUESTION:MLECKO:
You would have to show the firm that is buying the rawmaterial, processing and packaging it. This firm would beconsidered the manufacturer as far as we are concer~ed.
Must salt and spices be listed as ingredients on the label?You have to include salt. Spices can be declar cd as spices.Spices and flavoring can be declared as such.
Can the particular type of smoke or the par ticular wood usedto make smoke be included as an ingredient on the label?The particular type need not be shown. You may want toshow it for marketing reasons, such as "alder smoke."
What are the legal requirements for products distributed withina state?
You would follow the state regulations. You don't follow thefederal regulations, The Washington and Alaska stateregulations are similar to the federal regulations.
Must the species of fish, particularly salmon, be mentioned onthe label?
That is a good question. We have a standard of identity forcanned salmon. In other words, if you can nonsmoked salmon,the label has to show the species, i. e., coho, chum, whatever.Technically speaking, on your ingredients sta.tement forsmoke d fish, you ma.y show chum salmon or king salmon or
salmon will suffice.
Can it be assumed that the federal regulations are morecomprehensive than the corresponding state regulations?What states are we talking about. I am no expert in statelaws but I. understand that some states have very strictrequirements. Alaska, Washington, and Oregon haveregulations that are fairly similar to the federal requirements.We work very closely with the state people and, generallyspeaking, compliance with federal regulations will satisfy staterequirements.
Must bulk quantity shipments also bear the labels needed forretail packages?That container still has to bear the four statements that I have
given you.
Can adhesive labels be used for this purpose?Yes, it could be a stick-on label.
Is the FDA checking the salt content of smoked fish' ?The regulations are not force able at this time. We arechecking. But it would be to your advantage because, o fcourse, as a manufacturer, you don't want to harm anybody.
If a poisoning does occur, wiII the I'DA prosecuteresponsible parties.

Well, there aren't any enforceable smoked fish GMpregulations. However, the case may involve a violation ofFederal Food, Drug, an.d Cosmetic Act. But if a person isinjured, I would worry more about your product liability. Youare probably going to be sued, As far as we are concerned,we would like you to follow the smoked fish GMPs. Hut if youdon't have the proper salt concentration, you are not inviolation of the law because there is no law.
MLECKO:
Some st.ates base their smoked fish laws on the federal Ghtps.Are t hese laws v alod?What you are ref'erring to is a model food and drug act. Someof the states may have them and they may be enforcing thorn.But I suspect that if somebody would go to court, the smokedfish GMPs would be held unenforceable, because according tothe court, they are based upon unpublished data.
QUESTION:
MLECK0:
Does the FDA require registration of fish smoking operations?If we are talking about licensing, we don't license a.ny ofthese.
QUESTION:MLECKO:
QUESTION:MLECKO:
Does the federal government have GMPs for cold smoked fishp roducts?N o, we o no . ed t. The establishment of one of these goodmanufacturing practice regulations requires a lot o ata.takes a lot of time, The agency does not have the resourcesto develop these for every specific industry or product. We
duct hadestablished a GMP for the hot process because the product hapresented a. safety problem to the consumer.
QUESTION:
Ml ECKO:
Is a processing operation located on aa vessel responsible forness~the same regulations as a land-based business,
Yes, basically the same regulations will app ya l to a vessel.
However, this causes certain logistic p roblems for us. Forexample, how do we get to the vessel.'7
QUESTION:
MLECKO:
ws the federal GMPs and isIf a stroking operation closely follows ethe GMPs improve oursued because of some fault, can
p osition? GMPs, ou should beWell, theoretically if you follow the s, yobetter off than if you didn't follow them.
QUESTION:
MLECKO:
41
Does the FDA inspect smoked fish businesses?Yes. If you are smoking and shipping fish in interstatecomtnerce, you will be inspected by the Food and DrugAdministration. We will inspect you relative to the FederalFood, Drug, anci Cosmetic Act, We will inspect your operationrelative to the general good manufacturing practiceregulations. We will look at your labels. We will not enforcethe good manufacturing practice regulations specifically for hotprocess smoked fish or smoke-flavored fish products.

MICROBIOLOGICAL SAFETY OF SMOKED FISHERY pRODUCTSWITIi SPECIAL REFERENCE TP BOTULISM
Dr Mel Eklund
Utilization Research DivisionNorthwest and Alaska Fisheries Center
National Marine Fisheries Service, NOAA2725 Montlake Boulevard East
Seat tie, Washington 98112�06! 442-7728
Ed's. note: This is a general review of safety of smoked fish products.Specific papers can be obtained from the author.!
INTRODUCTION
Microor ganisms are naturally widespread and are very important in theproduction, processing, and distribution of foods. In fishery products,yeasts, molds, and bacteria are the most important microorganismscontributing to spoilage. Bacterial species are generally responsible for t.hedetexioration and eventual spoilage of raw fishery products, whereas yeasts,an d particularly molds, o f ten play an important role in the spoilage ofprepared or semi-preserved fishery products wher e the competitive bacterialflora has either been selectively eliminated by heat treatment or inhibited bysalt and other presex.vatives. Certain species of bacteria also are v eryimportant in causing food poisoning. Of the different types of bacterial foodpoisoning, botulism is the most serious and of most co~cern to foodprocessors and consumers throughout the world.
In recent years, the smoked fish industry has experienced an excellentrecord for producing mi}lions of pounds of products that have been safe. Inthe early 1960s, however, this same industry suffered serious economic lossesfollowing human botulism outbreaks caused by a shipment oi smoked chubsthat were temperature-abused during distribution. These outbreaks caused16 botulism cases, nine deaths, and resulted in product recall, adv ersepublicity, and a loss of consumer confidence in smoked fishery products.Even though the chubs were processed and distributed in the midwestex nsection of the United States, the outbrea}cs had a severe national impact onthe entire smoked fish industry,
To the average consumer, botulism is a somewhat mysterious disease andpanic often accompanies any outbreak. In order to help prevent any futureoutbreak, it is necessary to develop a sensible attitude toward botulism andto become bettex' acquainted with the facts involved. The purpose of thisp ap er i s to disc u s s:
botulism food poisoning, the bacteria, and its toxin
~ characteristics of the bacteria that a.re important to the food industry
conditions required for outbreaks
43

general procedures to be considered in the production of safe andacceptable smoked fish products.
BOTULISM FOOD POISONING
Several hundred years ago, before man discovered bacteria, "sausagepoisoning" occurred frequently in Germany. Early scientists called thedisease "botulism" a name derived from the word. "botulus," meaning sausage,The disease remained a mystery until 1895 when a Belgian scientist studied afood poisoning case caused by pickled harn that resulted in a disease identicalto sausage poisoning. During his studies, he isolated a bacteria from theham which produced total paralysis and death in laboratory animals. Thisbacteria which causes botulisrn is now known as Clostridium botulinurn.
Since 1895, additional C. botulinum C. or Cl. are used as abbreviations ofClostridium! organisms producing different toxins have been discovered and
the production of different toxins, there are now seven recognized types ofC. botulinurn designated by the letters A through G. Types A, B, E, and Fhave caused the majority of the human botulisrn outbreaks, whereas types Cand D are usually involved in animal and bird botulism. Type G has beenisolated from the soil in Argentina but has not been involved in any botulismoutbreaks.
Food-borne, ini'ant, and wound botulism are the three clinical forms currentlyrecognized. Food-borne botulisrn is caused by ingesting C. botulinurn toxinduring its growth in feeds and foods. Infant and wound botulism areassociated with the organism's growth and to~in production in the intestines infants up to 14 months of age! or in damaged tissue. Of these forms,food-borne botulism is of the most concern to processors of preserved fisheryproducts such as smoked fish.
Between 1899 and 1977, there were a total of 766 botulism outbreaks involving1,962 cases. C. botulinum type A caused 26 percent of the outbreaks; typeB, 8 percent; type F., 4 percent; and one outbreak occurred from type F,The causes of over 50 percent of the outbreaks remain unknown because theincriminating food sample was not available or the toxin could not be detectedin the victims' serum. The mortality rate from botulism was 60 percent until1945. Because of oxygen respiratory care and antiserum treatment, themortality rate has been lowered to 25 percent since 1945.
Most of the botulism outbreaks have occurred from improperly prepared home-canned foods. In contrast, cornrnercially processed canned foods have had aremarkably good record during the past 54 years. Approximately one trillionfood cans have been processed by commercial companies in the United Stateswith only a few food poisoning outbreaks.
T able 1 surnmari zes th e food involved in botulism outbreaks. Vegetables,generally home canned, have caused the greatest percentage of theoutbreaks. This is followed by fruits and fishery products. Botulism isusually associated with foods that have been inadequately preserved andabused by storage at non-refrigerated temperature. Fresh or raw fisheryproducts have never been implicated in any of the botulism outbreaks.

Table 1. Foods involved in botulism outbreaks in ]Bgg-lg77
F.OOD
Vegetables 17.8
Fruits
Fish 3.6
2.2Condiments
Beef and Pork 1.3
Milk Products 0.6
0.5
69.8Unknown
45
Poultry
Other
PL'kCEDTAGE OF
TOTAL OUTBREAKS

GENERAL CliARACTERISTICS OF BACTERIA CAUSING BOTULISM
SPORES
C. botulinum differs from many other bacteria in that it naturally existseither in the spore or vegetative state. The spores are widespread innature, During optimum growth conditions, they wiII germinate and developinto the vegetative state in which they grow rapidly and produce their lethaltoxin. During later stages of their growth cycle, the vegetative ceUs againf orm spores. The spores are resi stant to heat, drying, saltin.g, freezing,and other physical and chemical treatments and can remain dormant for manyyears in the soil and in areas such as food processing plan.ts. When thesespores contaminate foods, they are very difficult to destroy.
ANAEROBIC CONDITIONS
Bacteria have various tolerances to air. Some bacteria called "aerobes" canonly grow in the presence of oxygen. At the other end of the scale, wehave "anaerobes" which cannot grow in and can even be killed by thepresence of oxygen, C. botulinum is an anaerobe that grows in the absenceof air. This description, however, often leads to a misunderstanding. Somepeople interpret this to mean that any vacuum-packed or canned foods canbecome dangerous, whereas unpackaged foods or food packaged inoxygen-permeable films are safe. The truth is that C. botulinum can growand produ ce toxin in both unpackaged and vacuum-packaged foods such assmoked fishery products. To understand this, we must remember that theb ac te rial cell is ver y small an d abou t 10 million C . botulinu m or g an isms
Anaerobic conditions for growth are therefore easily met in most foods only afew millimeters a fraction of an inch! below the product surface. Inaddition, if aerobic bacteria are present on the product surface, they will usethe oxy gen and create favorable conditions for C. botulinum growth. Somespecies of bacteria, however, ca,n also compete with and even inhibit C.botulinum growth.
A C! D IT Y OF A P ROD U CT
Acidity and alkalinity of a food are measured in terms of a pH scale of 1 to14 with pfI 7 representing neutrality. Values above pH 7 are increasinglyalkaline, whereas values below pH 7 become increasingly acidic. None of theC. botulinum types will grow at values lower than pH 4. 5. In some cases,yeasts and molds may aid C. botulinum because they grow at a lower pH andoxidize the acids in foods, causing the pH to rise. When the pH values riseabove p H 4, 5, C, b otulinum spores can germinate and grow. The maximumpH supporting growth is 8.5. The only fishery products with pH valuesbelow 4. 5 are marinated, such as pickled herring. Adjusting the pH ofsmoked fish to values lower than 4. 5 or higher than 8. 5 would drasticallychange the characteristics of the product.

SPECIFIC CHARACTERISTICS OF PROTEOI,YTIC TYpFS A, B, AND F
The types of C. botulinum involved in human botulisrn can be divided into twodifferent groups: group 1 consists of the proteolytic types A, B, and F'.Group 2 is comprised of the nonproteolytic types B, E, and F. Since thesetwo groups of bacteria differ significantly, some of their characteristics willbe dis cu s s ed sep a rate ly .
Group 1 bacterial types are the hardiest of the C. botulinum species,spores of some strains withstand water boiling temperatures for 6 to 8 hours.This is the reason that low-acid foods are canned with the aid of pressurecookers using higher temperatures ~ This group of organisms also requires 10percent water-phase salt sodium chloride! to inhibit their growth and toxinproduct.ion�. The rninirnum temperature at which they will grow i s 50~ F'�0 C!.
The organisms belonging to group 1 ar'e also proteolytic, meaning that theywill attack complex proteins, and their growth is often accompanied byoff-odors. Food spoilage by this group of bacteria, however, varies with thestage of their growth and the food's composition. Spoilage therefore does notalways accompany toxin production and is not a reliable indicator of whetheror not a food is safe.
Measurement of water activity is another way to determine whether bacteriacan grow in a food product. This is a measure of the available moisture infood and is often indicated by the symbol "a ", The different amounts of
wwater, salt, sugar, protein, and so on will all affect water' activity anddetermine whether bacterial growth will occur. The minimum a for thegrowth of the proteolytic C. botulinum types A, B, and F is 0.94 to 0.95.
SPECIFIC CHARACTERISTICS QF HOHPROTEOLYTIC TYPES B, E, AND F
These organisms are more sensitive to heat than group 1, and are r apidlykilled in buffer solutions at 212 F. The composition of a food protein, fat,dryness, etc. !, however, increases the heat resistance of these spores andthey will usually survive processes used to prepare smoked fish products.These three types of C. botuljnuro have the unique characteristic of growingand producing toxin at temperature as low as 38 F �.3 C!. Because of theirnonproteolytic characteristics, they do not attack complex proteins andgrowth in foods usually cannot be detected by of f-odors and of f-flavors-This group of organisms is less tolerant of salt and, under optimumconditions, 5 to 6 percent wiQ inhibit growth and toxin production. Theminimum water activity for growth of nonproteolytic types B I 92B E and F is
0.97.
TOXINS OF C. BOTULINUM
The toxins produced by all C, botulinum types are the most potent poisonknown to mankind, It is estimated that a tablespoon of purified toxir issufficient to destroy all human life. This is why this forin of food poisoningconcerns food processors and consumers.

Under ideal cultural conditions, C. botulinurn growth releases potentneurotoxin into the food. When the food is eaten, the toxin enters thecirculatory system through the small intestines. The toxin causes paralysisby acting on the nervous system. If sufficient toxin is present in the blood,the diaphragm and chest muscles are paralyzed a.nd death may be caused byasphyxiation. Usually symptoms develop between 8 and 72 kours after eatingthe toxic food. The toxin is a protein and can be deactivated by boilingfoods for l0 minutes, If particulate material such as chunks of meat arepresent, it is advisable to increase the heat treatment to 20 minutes to permitsufficient heat to penetrate the center of the food. Because of the extremepotency of the toxin, any food in question should not be tasted and shouldbe disposed of so that animals cannot gain access to it.
CONDITIONS NECFSSARY FOR BOTULISM OUTBREAKS
In order for food-borne botulism to occur, the following conditions must bemet:
~ A food must be contaminated with C. botulinum spores or vegetative cellsfrom the environment in which it was grown or during subsequenthan dling.
The processing treatment must be inadequate to inactivate the C.botulinum spores or the product must be recontaminated afterproces sin g.
~ For C. botulinum to grow, the food must support its growth and toxinproduction when the food is stored above 38 F for sufficient periods oftime�.
Ultimately the food containing the preformed botulinal toxin must beconsumed without cooking or after cooking insufficient to inactivate thebotulina.l toxin.
Now that we understand some of the characteristics of C. botulinum, let uslook at each of the conditions necessary for botulism to occur with specificreference to smoked fish products.
CONDITION NO. 1
Because C. botulinum is ubiquitous in nature, it is impossible to assure its"- r' ""
botulinurn in some of the marine and freshwater environments. Type E isvery widespread in nature and is the most prevalent type in theseenvironments. Types A, B, and F may also be present in theseenvironments, and in certain areas they may be more prevalent than type E.
CONDITION NO. 2
Even though type E is more heat-sensitive than proteolytic types A, B, andF, previous studies have shown that the surface drying of fish during thesmoking operation and the composition of the fish proteins, fats, and so on!protect type E spores from being destroyed by heat treatment. As a result,some type E spores will survive smoked fish processes where the internal
48

Table 2. Occurrence of C. hotulinurn in Iaarine and freshwater sedimentscollected on the Pacific coa.st of the United States
NUMBER POSITIVE/NUMBER TESTEDAREA %CHERE COLLECTED
Washington
Bay
Ocean
50/55 50EFresh water
32/92 1OA,18,18E,3FOregon
California
19/128To 36' N. latitude
2/28Shore, 41' N. latitutde
15/16036 to 32' N. latitude
49
91/98
51/101
NUMBER POSITIVE FORINDICATED C. BOTULINUM
TYPE
lA, 9OE
48,47E
1B, 18E
1A,1E
6A,BB, 1F

temperature oi' the product exceeds 180 F 82,2 C! . If other more resistantC. botulinurn types Group 1! are present on the product, this heat treatmentwould be even less effective,
CONDITION NO. 4
During smoked f ish processing, the predominant f i sh spoilage bacteria thatcause objectionable off-odors and -flavors in raw fishery products areselectively eliminated by heat, smoke, salt, or preservatives. Because of thisalteration of the bacterial population on smoked fish, and the nonproteolyticcha.racteristics of type E, off-odors and -flavors often do nat accompany C.botulinum toxin growth and production when products containing viable typeE spores are stored above 38 F �.3 C! . Spoilage therefore is not a reliableindicator of the safety of this type of food product. In addition, smokedfishery products are usually eaten without any further heat treatment. Thechances of inactivating any preformed toxin in a smoked fish product at thispoint is also eliminated ~
CONDITION NO. 3
Based upon our previous discussion, we must assume that smoked fisheryproducts can contain viable C. botulinum spores. Condition 3 is thereforeprobably the most important to smoked fish processors. In order to preventbotulism food poisoning, the growth of C. botulinum spores must be inhibitedduring the smoking treatment, Storing the finished product at temperaturesbelow 38oF for short storage periods and freezing for long-term storage areprob ably the most impor tant conditions for controlling C. b otulinum growth.It must be emphasized, however, that these storage temperatures do notdestroy C. botulinum spores or their toxin.
Since most botulisrn outbreaks have been traced to foods that have beenpoorly processed and temperature-abused, salts and other preservatives areessential in preventing C. botulinum outgrowth and toxin production. Underideal conditions for C. botulinum growth, 5 percent water-phase salt isinhibitory for type E and 10 percent water-phase salt for proteolytic types A,B, and F. This and other considerations for controlling botulism will besummarized in the last section of this paper.
1963 BOTULISM OUTBREAK AND GOOD MANUFACTURING GUIDELINES
Now that we understand the conditions contributing to botulism, let usexamine a specific outbreak. In the early 1960's, three botulisrn outbreaksoccurred from the ingestion of improperly processed stored smoked fish. Thelargest of these outbreaks occurred in 1963 from the ingestion of smoked chubprocessed in Michigan. The fish were heat processed, vacuum packaged, andshipped to the southcentra1 part of the United States, During transit, thesmoked chub were subjected to temperatures exceeding 90 F �2. 2 C! forseveral days. The fish were then distributed through supermarkets.

The botulisrn outbreaks that followed a f fected 16deaths. Of the 16 victims involved, only three detected any unusual flavorsfrom the smoked chub and none of them detected any undesirablefinished products also had low concentrations of salt and did not containsodium nitrite. A brief analysis of 'this outbreak indicates:
~ The C. botulinurn organis~ was in the finished product.
The smoked fish did not contain enough salt to inhibit the growth ofb otuli num .
~ Temperature-abused products do not always show signs of spoilage.
~ Toxic foods can be found acceptable and consumed.
Following the 1963 type E botulism outbreak, Good Manufacturing Guidelines GMPs! for hot-smoked and smoke-flavored fish were published by the Foodand Drug Administration. Besides the temperature requirements for brining,storage of the finished product, and plant sanitation, these guidelinesrequired the following processing parameters:
Smoked fish must be processed to an internal ternperatuz'e of 180 F for30 minutes and contain a minimum of 3.5 percent water-phase salt in the.deepest part of the loin muscle.
~ Smoked fish must be processed to an internal temperature of 150oF for30 minutes and contain 5.0 percent water-phase salt in the deepest partof the loin muscle.
These processing parameters often resulted in products that wereover-proces se d or too salty and unacceptable to the many consu mer s.Because of the impracticality of these two processes, the FDA approved athird process for smoked chub only. This GMP required processing smokedchub to an internal temperature of 160 F for 30 minutes, providing thefinished product contained a minimum of 3.5 percent salt and between 100 to200 ppm of sodium nitrite. Since this latter GMP unfortunately was approvedonly for chub, the remainder of the smoked fish industry had to comply withthe first two processes.
The smoked fish processor s continued to encounter difficulties in cornpiyingwith the GMPs which finally resulted in a legal case in 1977. The court ruledthat the hot-smoked. fish GMP was invalid because it was promulgated in anarbitrary manner. The result was that the GMP processing requirements forsalt, processing time, and temperature were no longer enforceable.Current research at the Northwest and Alaska Fisheries Center in Seattle rsdeveloping alternative processing parameters necessary to inhibit the growthand toxin production of C. botulinum in smoked fishery products.parameters must also per rnit processors to produce consumer-accept ableproducts. Until this research is completed, it is strongly recommended than ed that
the salt and time and temp erature of proces sin g listed in the Goothe Good
Manufacturing Practice Guidelines for hot-process smoked fish be followed asclosely as possible.
51

GENERAL PROCFDURES TO BE CONSIDERED IN THF. PRODUCTION OFSAFF. AND CONSUMER-ACCEPTABLE SMOKED FISHERY PRODUCTS
Each processor will have to experiment with the di fferent species of fish orsections of fish that are to be smoked. Some general guidelines forprocessing smoked fish are discussed in this section. To produce both safeand acceptable smoked products, it is essential that one start with a goodquality product. If the raw material is frozen, it must be completely thawedand thoroughly washed before it is placed in the brining solution. It isimportant to wash the fish with chlorinated water to remove blood, otherdebris. and as many ba.cteria as possible, This not only helps to increasethe shelf life, but it also reduces bacterial population s that cause foodpoisoning. Washing the fish after brining is not as effective because oncethe product has been brined, a water-soluble protein layer covers the fishsurface and it is more difficult to remove any entrapped bacteria.
Probably the most difficult, but the most important step in preparing smokedfish is obtaining the desired concentration of salt or other preservative in allparts of the product. Uniform salt concentrations are not only important forthe inhibition of spoilage microorganisms and food poisoning bacteria, but alsof or con su me r ac cep tab i lit y .
The factors that contribute to salt variatio~ in smoked fish are: fish size,species, fat content, condition frozen or fresh, state of rigor!, brineconcentration, brine temperature, brining time, brine-to-fish ratio, circulationof brine, section of fish, and so on. Before brining, all of the salt added tothe water must be in solution and the fish or fish sections should be sortedaccording to size and thickness. The different sizes should be brinedseparately so that various brining times or brine concentrations can be used.A longer refrigerated brining time period �8 to 36 hours! with a more dilutebrine �0 to 45 salometer! often results in a more uniform salt concentrationthan a short brining time in a more concentrated brine over 45~ salometer!.
As the brine-to-fish ratio increases, the amount of salt per unit weight offish increases. A ratio of at least 2 to I and preferably 3 to 1 should beused. This results in increased salt absorption by fish and more uniformityof salt absorption from fish to fish. During the brining period, the brinesshould be frequently agitated either by a mechanical device or manually. Allpieces of fish should. be kept below the brine surface throughout the briningtime,
Sodium nitrite enhances the inhibitory ef fects of salt sodium chloride! andc an be u s ed in smoke d ch ub, sable f is h, salmon, an d shad up to a f in alconcentration of 7.00 ppm. It can be added to the brine in premixes or inpure form. It should also be dissolved thoroughly in the brine before thefish are added. As a word of caution: if sodium nitrite is used in pureform, bags or other bulk forms of NaNO> should be kept in a locked roomand only quantities needed in a given bAne should be permitted out of theroom. Sodium nitrite can be dangerous if it is added to brines at very highconcen trations.
52

In laboratory experiments, a rule of thumb is to add twice as mu has muc sodiumnitrite to the brine as one desires in the final product. For exampl 'f gp0c . or exarnp e, if 200ppm is desired in the product. add sodium nitrite at a final concentration of400 p pm in the brine. Again, experimentation by the processor isrecommended because of variations in brining conditions. Sodium nitrate isnot an effective inhibitor unless it. is reduced to sodium nitrite. The nitritefor rn should there fore be used in combination with salt sodium chloride ! .Sodium nitrite will eventually be broken down by bacteria present on smokedfish and the inhibitory effect lost. This bacterial action on sodium nitrite canbe reduced by storing the product at 32 F� C!.
Fish should be processed at a minimum internal temperature of 150>F.
can also cause food poisoning. Heating s~o~ed Tish to internal temperaturesabove 150 F does cause a heat injury to C, botulinum type E spores an d it
requirements for products heated to internal temperatures of 150 F vs. thoseheated to 180 F. Smoking, in addition to cooking, not only imparts desirableflavor and color, but al.so has certain harmful effects on bacteria.
After the heating process has been completed, the product should be removedfrom the smokehouse and cooled for a short period at room temperature.Then the product should be refrigerated at temperatures less than 3goF.Refrigerate the final product as soon after processing as possible to preventthe growth of microorganisms.
After smoking, it is very important that the finished product be protectedfrom r econtamination by bacteria from the raw fish or contaminated areas.The f inished product should be stored sep ar ately from the r aw f ish an dpersonnel should also be cautioned about working with the finished productafter they have worked in the raw fish area. If the same per'sonnel are usedfor both operations, they should thorou ghly wash their hands an d chan getheir contaminated clothing before they work with the finished product.The smoked products shouM be handled as little as possible and packaged.Vacuum packs.ging in general is discouraged because it can delay the spoilageof fish products at abuse stoppage temperatures � especially those of lower saltcontent--but have little effect on the growth and toxin production by C ~botulinum organisms. The package should be pr operly labeled to inform theconsumer to store smoked fish at less than 38oF. Suitable records should bekept for each lot of fish processed.
Each processor will have to experiment with brining and smoking pr «duresfor the specific fish species that is to be used in the process.desirable procedure has been developed, it should be followed clos y
COLD-SMOKED PRODUCTS
Currently there are no specific GMP regulationsWith the exception of processing temperatures, the procedurese ures recommended
ot-process products should be followed. Cold-smoked products . rey processed at temperatures below c}0oF 1 3~ popes These temperatures
offer an excellent incubat'on temperature for spoilage and food p E- ypood oisonine-type
53

bacteria. Adequate salt content of these products is very important forinhibiting these bacteria during the smoking operation and subsequentref rigerated storag e.
Fish to be used in cold-smoked products should be frozen below -20~C -6.7~F! for 4S hours before they are used. Many marine species canoccasionaOy contain an anasakis nematode which can eau se ulcer-likeconditions in the digestive tract of people and certain other mammals. Theseworms withstand high concentrations of salt but are easily destroyed byfreezing or by heating the product to internal temperatures above 122 F�OoC!.
FISH JERKY
Fish jerky should have a water-phase salt of 10 to 12 percent to inhibit C.botulinum. If it is to be marketed at room temperature, a water activity o7
organisms which tolerates high salt.
54

QUALITY CONTROL PROCEDURES
Ken HiMerbrandMarine Advisory Program
Marine Science CenterOregon State University
Newport, OR 97365�03!S67-3011
Ed's. note: Mr. Hilderbrand reviewed current hterature in his presentation.The texts of those r eports he found most informative are included followingthis summary. !
SUMMARY
This session deals mainly with the model Hazard Analysis and Critical ControlPoint HACCP! system for smoked fish. Publications reprinted here include:
Hazard Anal sis and critical control oint a lication to the seafood industrJ, S. Lee Courtesy Oregon State University Sea Gr ant College Program!
HACCP for smoked fish are outlined in this report. General commentsalso included are recommended for reading,
Pre aration of salt brines for the fishin industrK. Hilderb rand
Quick determination of salt content of seafoodsOregon State University Seafoods Laboratory
Estimatin salt and moisture content needed in smoked fish to meet oodmanufacturin racticesThese two fact sheets are based on information found in the Bureau of
Commercial Fisheries BCF! circular 331, Guidelines for the rocessin ofhot-smoked chum.
Estimatin the moisture content of smoked fish b non-destructive mean~
Various other sanitation procedures are outlined in the Bureau of CommercialFisheries circula~ 259, Effective sanitation in smoked-fish lants; and pub»cHealth Service publication 1589, Sanitation standards for smoked
Salt and moisture content. analysis was quick, inexpensive, and simplyas explained in BCF circular 331.
At the close of the session, cross-contamination »wpoint out as the most often vio]ates rule of good practice. Processorscautioned to prevent cross-contamination wherever possible.
REFERENCES
1. Lee, J. S. 1977. Hazard analysis and critical control point applicationsto the seafood industry. Oregon State University Sea Grant Collegepublication ORES U-H -77-00 1. $2 . 0 0 !
3. Lee, J. S. Cleaning and sanitizing agents for seafood processingplants. Oregon State University Sea Grant Cullege Programpublication No. 21.
4. Hilderbrand, K . 1979. Pre aration of saIt brines for fishin industrOregon State University Sea Grant College Program pu lication No.22.
U. S. Department of the Interior, U. S. Department of Health, Education,and Welfare.. Sanitation standards for smoked fishprocessing. Pubhc Health Service publication No. 1587. Usuallyavailable through interlibrary loan or marine advisory office.!
U. S ~ Department of the Interior Fish and Wildlife Service.Guidelines for the processing of hot-smoked chum. Bureau ofCommercial Fisheries circular No, 331.
6.
Z. Davidson, William. Life begins at 40 F: How to use a sea.foodhandler's thermometer. Oregon State University Sea Grant CollegeProgram publication No. 32.

HAZARD ANALYSIS AND CRITICAL CONTROL POINTAPPLICATIONS TO THE SEAI'OOD INDUSTRY
J. S, LeeOregon State University
Sea Grant College ProgramPublication No. ORESU-H-77-00l
December 1977 Editor's note: Reprinted by permission oi' OregonGrant College Program. !
State University Sea
I. NT ROD U CT ION
In order to comply with such proposed regulations, food processors Sil ALLset forth, IN WRITING, the procedures they use to identify the control pointsin the processing operations and the hazard associated with each point, andto establish adequate control measures and an adequate monitoring p]an foreach point. In short, it will require food processors to establish safetyassurance programs based on the rational and systematic approaches of theHazard Analysis and Critical Control Points HACCP! concept.
This bulletin is intended to explain HACCP and explore its applications in theseafood industry of the Pacific Northwest. The process models given for fishsmoking Fig. l!, cooked and picked crab processing Fig. 2!, and cookedand peeled shrimp processing Fig. 3! indicate suggested processing steps;other models of processing methods are also possible.
WHAT IS HAZARD ANALYSIS?
The hazard analysis HA! portion of HACCP requires the processor toestimate the degree of hazard associated with each commodity produced, theintended end use of the product, the processing modifications he might haveincorporated, and the possibility and extent of abuses incurred duringdistribution and by the consumer,
Food and food ingredients are grouped according to the degree of r tskinherent in the product. This classification is based on scientific andepidemiological data. The Pillsbury Company, which pioneered the
The "Consumer Food Act of l976" passed the Senate in March l976, but theHouse failed to act on it before its adjournment. A b>ll szmtlar to aboveexpected to be introduced in the current congress.
57
Federal legislation" will in the near future make adequate safety assuranceprograms mandatory for all food processors. It is none too soon that theseafood industry should be aware of this development and be prepared tor it.While seafood is no more sensitive to processing hazards than other f reshfoods, the particular methods used by seafood processors require individualattention in designing a safety assurance program that will match theindustry's needs.

58

I, PJ4
a Q 0 0 l4
h -I
~9

I!O 0C4C4E
'0«UA D0

development of fiACCP, has grouped food ingredients into five hazardcategories shown in Table 1, Unfortunately, no seafood ingredient is shownin this example.
Seafoods are basically protein foods that can be enjoyed by aH age g rouge groups.Therefore, no seafood item would be classified as a category solely interr dedfor infants or the elderly, Nevertheless, if a seafood processor is filling aninstitutional order that is for the nursing home or the hospital, he shoulc} beaware that this will increase the risk factor.
Most seafoods fall into hazard categories two or three of Table l where thereis some degree of risk involvement. Table 2 lists seafood items in decreasingorder of risk.
Thermally retorted products such as canned tuna and canned smoked oystersare excluded because they are already regulated under Good ManufacturingPractices Regulations, Z1 CFR Code of Federal Regulations, part 128 b! ofthe Federal Food, Drug, and Cosmetic Act Federal Register 3d, 2398,Jan. 24, l973!, which make safety assurance procedures mandatory for theseitems�.
Seafood products may be divided into raw seafoods, processed raw foods.processed foods, and formulated products. Examples of raw seafoods areoysters in the shell, live crabs, and live fin fish. Processed raw i'oodsinclude gutted salmon, fish fillets, and shucked oysters. Processed foodsinclude peeled shrimp and picked crab meats. Examples of a formulatedproduct are the fish sticks and breaded shrimp.
Seafood products may be frozen, refrigerated, or stored at ambienttemperature, While no fresh seafood should be stored at ambien ttemperature, some products may be exposed to ambient temperatures forvarying legths of time during processing or packaging.
Seafoods may also be consumed after cooking or without further cooking.
Discounting environmental factors and the influence of harvest and onboardhandling variables, which incidentally cannot be ignored when formulating anindividual HACCP program, the rule of thumb is as follows;
the risk increases
1. with more handling
2. with higher storage temperature
3. and if the product is not to be cooked further by the consumer.
These considerations are incorporated into developing the hazard categories ofseafoods shown in Table Z,
Foods and their ingredients may also be assigned a hazard classification thatidentifies the source of hazard Table 3! . Sources are broken into threeareas and listed in order of the hazard inherent in a food or ingredient, thehazard that is introduced during processing, aand the hazard that may be

i%II04 0 8
ill'U 0 0 '0 0
0 4 04 0
ill
I
Q 0 4 ltlIg
U ftl8
C
0 4 4 0
0
U 044 0
0 4 l4U
4QGW
4 0;
0 044
0
leCO
4 0
0tO
V 4 0fg
Ql
'0 06 040U
'0 Q 4 illz
'0
'0 4
lll
0 0 0 illG.
0 0 0 0
R40 0lh'0 4ll! C44Iw 84 aa04 0
Ol
8 0 4 0C!Pl
0 8 0
62
0 Ul0 6
rdC4 0
44J 00 0
4 0g
N 4!48 0
O g04 0Pl K
5 MQl V,'
6

4 8
V 0 0 OG tfjrrj
4 Orfj
W 0
z Q M C4U h1C2
4 0 rjj0
'U 0 0W
0 0 O'tj
rtjrtj
G 0 rrj4f
63
uG4 0
'0 rjj
0 G
W 0 0 0X 0
'tj 0rjf O
t0 rfjO G DC4 NA 4rrj fj rtjI0z
Gr
'0 rfr
O
A
C
X 0 0 U W offrrj
rjf
G O G G 0
0 0 rjl'
rjjrjf
0 A
rd0 X
0 8
'0 8 0 O rrjq30 0
W '0 rjjO t7r0 IC4 X
0 0rtj Otfj '4I 8I
WR

e4

i ntroduced by consumer abuse. The + denotes presencees presence an denotesabsence of a hazard. Thus, each food can be assigned h d 1ssigne a az ar classi ficatio~as shown in the third column of Table 3,
Some o f the seafood products can be classified according to the hazard classassignment system as follows;
in gredient
I, Smoked fish
Z. Cooked and peeled shrimp + + +
In essence it is difficult to find any seafood product absolutely free ofpotential hazard as a raw material, or any that can be assumed to withstandthe extreme abuse of the consumer. Even bone dry jerky containirrgsufficient salt could become hazardous if one imagines some extreme cases ofabuse. Realistically, however, we have to determine the hazard on a relativerather than absolute scale. The International Commission on MicrobiologicalSpecifications for Foods ICMSF! has addressed this problem and published itsseafood risk categories �6!.
WHAT IS CRITICAL CONTROI POINTY
The critical control point CCP! is defined as a point in the processing stepswhere the failure to effectively control it may create an UNACCEPTABLEHEALTH RISK. The time and temperature specified for smoking fish is anexample of this and the control here should never fail. The CCP should beunder CONSTANT CONTROL by humans or by machines and the performanceof the control step must be monitoreri and documented.
All other processing steps that involve the control of microorganisms are thecontrol points. Failure to control these points might not result in a definitehealth hazard but it would indicate a potential risk not to be ignored. Manysteps in seafood processing fall into this category. These will be discussedindividually in conjunction with the model HACCP for smoked fish, pickedcrab meat, and peeled shrimp ~
65
3, Fish stick
4. Salmon in round
5 Oyster in shell
6. Dried fish or jerky
processrng stepc on s u me r abu se
otential
+

MICROBIAL 11AZARDS OF SEAFOODS
The microbial flora of seafood directly reflects the environment from which theseafood is extracted �4! . Micr oorganisms come associated with the giII,intestine, and slime of the fish. The mud attached to bottom fish, crab, andshrimp is another source of microorganisms. If rnicrobiaI buildup is allowed tooccur in the fish hold it will further add to the microbial load of seafoods.
Since the microbial quality of seafood is so dependent on its environment, thesessile shellfish is especially vulnerable to pollutants inttoduced into itsgrowing waters.
The following list of pathogenic microorganism s are characteri sticall yassociated with seafoods, Their control should be considered critical. Theimportant characteristics of these microorganisms discussed below aresummari z ed in Table 4 .
1. CLOS TRIl>IUM BOTULIN UM
This anaerobic, spore-forming bacterium is found in soil, sediment, fishintestines, and water. Seven different types of C. botulinum designated fromA to G are presently recognized, Types A, B and E are most commonlyimplicated in human botulism. Types A and I3 spores are heat resistant andrequire heating at or above 2500F for over 15 minutes to destroy them. Salt NaCl ! in excess of IO 0, acidity below a pH of 4.6, or a temperature below50oF will prevent the growth of types A and B.
Type E, C, botulinum is found abundantly off the Alaskan, Washington,Oregon, and Northern California coasts in sediment, intestines, and gills offish and shellfish. It is less resistant to heat than types A and B, and couldbe destroyed by heating at or above 180oF for over 30 minutes. Type Ecannot grow in seafoods that contain salt NaCl ! in excess of 6't or aciditybelow pH 4.8, but it can grow and produce toxin at temperatures as low as38oF
VIBRIO PARAHAEMOLYTICUS
This marine bacterium, closely related to the Vibrios that cause mortalities insalmonids reared in saltwater, occurs naturally in the marine environment.V. arahaemol ticus is heat sensitive and can be destroyed by heating at orabove 140 F for 30 minutes, It does not grow at temperatures below 41 F orat a pH below 5.0, but it can tolerate salt NaC1! in excess of 105. It can,however, grow so rapidly under favorable conditions that a moment' srelaxation could invite a disastrous consequence. A more detailed account o fthis bacterium is given in an earlier publication 8!,
3. SALMONELI.A INCLUDING S. TYPHI AND S. PARATYPHI
This group of organisms originates in diseased humans or other warm-bloodedanimals. They can be carried in apparently healthy individuals for varyingtime periods after recovery from the disease. Seafood can be contaminateddirectly or through polluted water.
ee

O OP O
0 0m CD
0g
0
0 5A A
CI0
4JG ID
Q O
3 0Q W x0
W
0 Ijj
6 8
O
A V 0
0 0 III O CD
0
0 8ItjIIjIII
I7
W
QICjIII
4 III0
Cl
I 0 0 0I'0 0 0w
O 0 0m
O
A A
0 0 OI CD I
O Q CD
LA I
O
r-Ql LA
ICII
Cj IP P
00 Mcg 0
0
IIIC7l III
CI4
Il! 004Ilj CIIjj '0
0gIIIIII '0
00
Cj w
g0 QWIII III
g04 4w 0
0II!
60I >8 A00IIj mIjj

The organisms are heat sensitive and destroyed by heat at or above 140 F forover 30 minutes. It will not grow at temperatures below 42 F but will persistin either frozen or refrigerated seafoods almost indefinitely. Since smallnumbers of this organism could initiate the disease, a stringent controlmeasure must be employed.
4. STAPHYLOCOCCUS AUREUS
This organism resides on human skin and mucous membranes. Seafoods areusually contaminated with this organism by human handlers through nose andthroat discharges and in.fected skin lesions. The organism is extremely salttolerant and can withstand 17% NaC1. Because of its salt tolerance thisorganism can be concentrated in the brine and contaminate the rest of seafooddipped in that brine �0!. It cannot multiply at temperatures below 44 F butthe toxin it produces is heat stable and cannot be destroyed even by boilingfor an hour .
5. CLOSTRIDIUM PERFRINGENS
Although this organism is related to C. botulinum, it does not produce thepotent neurotoxin that C. botulinum does. It is widely distributed in soil andits presence in seafoods itself does not constitute a hazard. The organismdoes not grow at temperatures below 590F and is relatively easy to control byproper refrigeration. It also requires a massive growth in food prior tobecoming toxic.
If a seafood dish is prepared from the contaminated seafood and leftunrefrigerated, the spores of this organism, which cannot be destroyed byheating at 21Z~F for less than 100 minutes, then germinate, multiply, andproduce toxin.
6. VIRAL HEPATITIS
This disease is usually caused by ingestion of the raw or undercookedshellfish harvested from polluted water. The hepatitus virus originates indiseased humans and not in domestic or wild animals. Although the virus isunnatural to the marine environment, it could survive in the sediment foryears. Besides shellfish, contaminated water used for seafood processingcould spread this virus.
OTHERS
There are other pathogens that can be transmitted by seafoods. ~Shi ellacauses dysentery and can be transmitted via seafoods if a person sufferingfrom this disease contaminates seafoods. The erysipeloid skin infectionlon g been known. as an occupational haz ard as well, such as mercury andpesticides. Nematodes that cause eosinophilic enteritis in people throughingestion of pickled or smoked herrin g became known in Northern Europe,lchthyosarcotoxins puffer fish poison! that naturally occur in some fish, andscrombroid fish poisoning due to histamine released by microbial action, arealso of concern. However, these are more isolated than the widelydistributed and general hazards we have described earlier.

Table 5 list s the food p athog ens and sea food items especially vulnerable toeach pathogen. The table is constructed from the ICMSF recommendedmicrobial sampling plan �6! .
Table 6 lists the appropriate control measures for these pathogens as adaptedfrom the United Nations Food and Agriculture Organization FAG! booklet onFish and Shellfish Hygiene �! . The tables are modified to accommodatespecific needs of the Pacific Northwest seafood industry.
MODEL H ACCP SY STF.M
HA CCP is not confine d to microbiological monitorin g . The processing plantlayout, construction, proper operations of processing machinery andrefrigeration systems, conveyers, chlorination system, the brine strength andtemperatures, etc., all need to be monitored and their proper operationsrecorded.
Sometimes, microbial testing may be needed to monitor the above. Forexample, the microbial load of the conv eyer belt should be known beforeestablishing a proper cleanup schedule. On the other hand, the microbialcontrol measure may not require microbial testing. For example, propercontrol of cooking time and temperature during smoking is a control step toensure safety from C. botulinum in a fish smoking operation, which eliminatesthe need to test for C. botulinum.
1. HACCP FOR HOT SMOKING FISH
Regulations that govern fish smoking are quite specific. Sanitationregulations for manufacture, processing, packing, or handlin.g of human foodthat include specifications for plant and grounds, equipment and utensils,sanitary facilities and controls including water supply, sanitar y oper ation sand processing controls are spelled out in Part 128, Title 21 of the COI3E OFFEDERAL REGULATIONS Federal Rc ister. 34:6977, April 26, 1969!,Sanitation recommendations in morc readable form can be founcl in FisheriesFacts-S published by J. P. Lane �! and another by J. D. Clem and S.Garrett �!.
Regulations that specifically g ov em smoked an d smoke-flavored fish arespelled out in Federal Re ister �5:17401, Nov. 13, 1970! . The HACCPprogram described here will aid the processors to produce wholesome smokedfish, as well as to meet the requirements of this regulation,
+WPS water phase salt!
salt in finished roduct
salt + moisture in finished product x 100
Fish smoking is a single-product process.product is smoked fish. Smoked fish is in Table 2! because of its potential hazardcotnponents of the critical control points are:time; 2! the water phase salt WPS!~ contentstorage temperature of the smoked fish.
The component is fish, thethe seafood hazard category Iof C. botulinum. The major
1! smoking temperatures andof the smoked fish; and 3! the

A 00 0
6 rd
0 0Q0 0
8 0WM
M R Id
A
'0 tuA 00 05
0
A djrd
6 rd
0U
0
0
C4
tu
W
q5
A 00 0
qj0 0
W tutu
0
0W
8
0
G4rd
0rtj
U H0
0
W rd6
0
0
8 rlj
P4
8 0W
O
70
'tj
A 0
'Cj
00
rd
C4
A Ql
0
A
A 0 8
rlj
0
rd
C4Id
8rd40 tO
't5 rdru tu
A0 0 t"
0 tu0
'tj 4 ttI8 tuA N AQ Q to0O
4
OIM gSl0 rd
tOC4
tu'0
rd C rd
rdrd
80
'tjtu W
6rdtu to
IO + W
rd rd tu
rdI
8 $
0 0 S
'cJ8A 00 0
rd8
'0 ruA 08

G 0W
rrlQl
0rllerr c4
E 0
000
0Q rll
rh
EUA
Jtfr|r 0
k
rrrV!044
8 3 rlrrrl
S 0
0 0W
0 0 rrlC
0U
err
C 0 0 CJ
71
0
0C
rrlrll '0UQ
V'P C PJrllk 0 C0 Q rrl
'000
Q!W
0 rrl8
C0 0 re
rrl0
0 rr. '6 'Cf
errrk P tJ'
re err30
r5-rl rll
O' A C4U 0 00 0 4
O C4
6 0 krll WOJO0
UQr rr!
rll'6
rllQIC
0 Q'0 ~ W
0 rrl0 4V Vl
re re
8 0
rl!
'0r|l r!I0 Crll
CV
CQ0,0
00
n5
0 D,O' 0 r!IC
Lrl 0 Vrrl rDr!l w00 0'Qr k 0 0
0'0 6 W 0
0'
3 C f5 4errC'0 00 C Crrl tg C rT
C k + w CrLr0
0 00
'k k4'8
k '0 C 'UC 0'
0 0 C! 00
rjl 4.

Two alternate smoking processes are permitted. Fish smoked at or above180oF for not less than 30 minutes shall contain water phase salt level inexcess of 3.54 and must be stored below 38oF. Qr, fish smoked at or above150oF for not less than 30 minutes shall contain water phase salt level inexcess of 5.04 and must be stored below 38oF.
The smoking process diagram is shown in Fig. 1. The control measures i'or 3CCPs brining, smoking, and finished product storage! are described below;
CRITICAL CONTROL POINTS
A. BRINE
� Prepare brine in sufficient strength so that the brine level of fish willreach the desired level within 12 hours at 38 F. More specifically,measure and record the amount of salt added, the volume of water, thesalometer reading and the temperature of the brine.
� A guide on brine preparation is available from the Oregon StateUniversity Sea Grant Office �!.
� The relationship between salt conc entra.tion and the brine concentrationof smoked fish needs to be experimentally determined.
B. SMOKING
� Regulations specify that the internal temperature of fish and the oventemperature during smoking be continually monitored and recorded.
The smoking process of not lower than 180~F for not less than 30minutes is based on the coldest part of the fish in the oven. At least as amp le from ea.ch oven load should be analyzed for water phase salt WPS! level and recorded.
C. STORAGE
The smoked fish should be kept below 38~F and the storage temperatureshould be continually monitored,
OTHER CONTROL PO1NTS
a. RAW FISH
Examine for freshness and wholesomeness.
All eviscerated fish or fish in the round not being used immediatelyshould be kept below 38oF.
b. FROZEN FISH
Check for wholesomeness.
72

� Frozen fish should be kept frozen until used. Defrost at or below 45oF
c. EVISCFRATION, CLEANING AND FRESHWATER
� The entire gut content must be cleanly removed and the fish thorourinsed with approved fresh water.
oroug y
d. DRAIN
Excess water should be drained at or below 45oF for no longerhours.
e, FRESHWATER RINSE AFTER BRINING
Rinse to prevent salt crystallization on the skin of smoked fish and drainto facilitate proper drying in oven.
COOLING SMOK ED FISH
The smoked fish should be cooled to 50 F or below within 3 hours andsubsequently cooled to 38uF or below within 12 hours after smoking.
g. PACKAGING
� Package should be labeled with plant name and location, the date ofpackaging and the oven load. Record should be kept to provide positiveidentification.
See Lane 7 ! and Clem and Garret t � ! for plant and equipment clean i n gprocedures.
2. HACCP FOR DUNGENESS CRAB PROCESSING 9!
Cooked and picked Dungeness crabmeat belongs to the seafood hazar dcategory 1 Table 2! . Crabs are extracted from an environment known toharbor C. botulinum spores and the marine environment has to be assumed tocontain V ~ arahaemol ticus. Crab processing requires excessive humanhandling, which increases the opportunity for contamination of the finishedproduct with bacteria of the raw crab and those from the human handlers S.aureus! . In addition the picked crabmeat is usually consumed without furthercooking.
When landed, crab is alive. The processor starts out with a raw product ofmicrobiologically ideal quality. The flesh of the hving animal is theoreticallysterile. The processor, therefore, has full control over the microbial c}ualityof the crabmeat that bears his label.
The key to proper crab processing is: 1! to avoid contamina 'mination of
pickecl crabmeat from the raw crabs; 2! to minimize contamtnat>onn from the
processing environment; and 3! to refrigerate promptly the pickscked crabmeaf
at temperatures below 38oF.

The crab processing diagram is shown in Fig. 2 and the control measures forCCP and CP are shown below:
CRITICAL CONTROL POINTS
A. PICKING
� Picking tables should be cleaned and sanitized with 50 ppm chlorine ateach shift change.
Pickers should wear clea~ clothes, apron, head cover, and gloves.Apron should be cleaned and sanitized with 50 ppm chlorine at each shiftchange.
� Cooked and cooled crab should be picked within an hour of cooking.Never pile up cooked crumbs on picking table that cannot be picked in anhour.
� No picker should be allowed to handle raw crabs,
B. STORAGE
� Packaged crabmeat shall be stored at temperatures below 38 F at alltimes or quick-frozen.
OTHER CONTROL POINTS
a. LIVE CRAB
� To prevent active crabs from damaging each other, place the live crabsat 45~F for 12 hours before handling.
b. BUTCHERING AND CLEANING
Check the condition and cleanliness of brush. Bru.sh should be washedand sanitized at the end of each shift or every 2 hours.
Remove carapace cleanly.
Cut in halves.
Brush off intestinal content as completely as possible.
Wash and rinse the halves in running water or by spray.
COOKINGci
Check water temperature at 2-hour intervals for the continuous cooker before each load is added for batch system!.
Cook at 212 F for 15 minutes.

� Air-cool the cooked crab for an hour in an isolated location moved fraw crabs and heavy traffic.
� NEVER HANDLE COOKED CRAB WITH UTENSII.S AND BASKETS USEDFOR HANDLING RAW CRABS.
� Cooked crabs should not be handled by those who handle raw crabs.
po not. cook more crabs than the pickers can handle in an hour a f tercooking ~
d. BRINE
� Fresh and chilled brine should be prepared at each break or everyhours of operation.
e. FRESH WATER RINSE
� Brine should be rinsed off in fresh potable water spray within minutesof brining.
PACKAGING
- The packaging table should be cleaned and sanitized with 50 ppmchlorine at each break.
� Picked crab should be packaged within 10 minutes.
� Packaged crab shall be chilled immediately to temperatures below 38 F.
� Packaging should be done so that the package cannot be inishandled.Each package should display "store below 38 F" warning.
See I ane �! and Clem and Garrett �! for plant and equipment cleaningprocedures.
3. HACCP FOR PACIFIC SHRIMP PROCESSING �1!
The cooked and peeled shrimp belongs to seafood hazard category 1 »ble2! ~ Pacific shrimp comes from the same environment as the Dungeness crab.Therefore, C. botulinum hazard cannot be discounted. Shrimp, in contrast toDungeness crab, is mostly harvested during the warmer summer months andthis inc~eases the V. arahaernol ticus risk. The mechanical peeler haslargely replaced hand-picking and reduced the chance for humancontamination to a degree. However, it has increased the chance forequipment-related contaminations.
The condition of shrimp received at the plant can vary depending on the agof the shrimp out of water, onboard handling practices and the degre~care in icing.
Control of raw material and the proper care»d saniti at'o" ofequipment is even more critical for shrimp r t e crab due to seasonal
handling factors. The key to sound shrimp processing is: !is: 1! to avoid
75

contamination of the picked shrimp from the raw shrimp; 2! to eliminate themicrobial buildup in and on the processing machinery; and 3! promptrefrigeration of the peeled shrimp to below 38 F. Quick-freezing ispreferable to refrigeration.
Shrimp peeling steps and the control measures for CCP and CP are shown inthe diagram to the left and discussed in the following explanations.
CRITICAL CONTROL POINTS
A. BRINK INJECTION
� Brine is used to flavor the shrimp, It can best be done by injectingbrine in the finished product. The brine tank quickly accumulatesbacteria so the salt-tolerant and rapid-growing V. arahaemol ticuspresents a special threat for shrimp dipped in old brine at ambienttemperatures.
B. STORAGE
� Chill the packaged shrimp to below 38~F by 10 minutes after packaging.
- Never expose the peeled shrimp to above 38 F temperature. Quickfreezing is preferable to refrigeration.
OT HER CON T RO L POI N T S
a. ICED SHRIMP
� The shrimp should have been well iced and the temperature of shrimp atany point should not exceed 40 F.
� De-ice the shrimp. Do not de-ice and re-ice.
b. DE-ICE AND WASH
� Iced shrimp should be de-iced just prior to peeling by immersion inpotable tap water. Wash the shrimp as thoroughly as possible beforecooking.
c. MACHINE PEELING
- Peelers and transport ducts should be cleaned and sanitized with 50 ppmchlorine at each break or every 2 hours of operation.
- Feelers and ducts should be inspected every 10 minutes during operationto ensure no peeled shtimp accumulates on the line.
d. WASHING
- Wash the peeled shrimp in a sufficient quantity of fresh water.
76

e. INSPECTION
The inspectors should wear clean clothes, aprons, and he dInspection should be done along the conveyer belt with thwater. If a table is used, the table top should be cleaned and sanitizedwith 50 Ppm chlorine at each break, or every 2 hours of operation.
PACKAGING
The packaging table should be cleaned and sanitized with 50 p pmchlorine at each break, or every 2 hours of operation.
The peeled shrimp should be packaged within 10 minutes of peeling.
See Lane 7! and Clem and Garrett � ! for plant and equipment clean in gprocedures.
77

I.ITERATURE QUOTED
l. Bauman, H. E. 1974. The HACCP concept and microbiological hazardcategories, Food Technol. 28:30-34.
Z. Clem, J. D. and S. Garrett. 1968. Sanitation Guidelines for theBreaded-shrimp Industry. U. S. Dept. of Interior, Fish and WildlifeService, Bureau of Commercial Fisheries Circular 308.
3. Craig, J. M., S. Hayes, and K., S, Pilcher. 1968. Incidence ofClostridium botulinum Type E in salmon and other marine fish in thePaci ic Northwest. Appl. Microbiol. 16: 553-557.
4. FAO. 1974. Fish and Shellfish Hygiene. Food and AgricultureOrganization of the United Nations, Rome.
5. Hilderbrand, K. S. 1973. Preparation of salt brines for the fishingindustry. Oregon State University, S. C. No. 22.
6. Hobbs, B. C. and J. H. B. Christian. 1973. The Microbiological Safetyaf Foods. Academic Press, London.
7. Lane, J. P. 1974. Fisheries Facts - 8 Sanitation Recommendations forFresh and Frozen Fish Plants. U.S. Dept. of Commerce, NationalOceanic and Atmospheric Administration, National Marine FisheriesService, Washington, D. C.
8. Lee, J. S. 1973. What seafood processors should know about Vibrioarahaemol ticus. J. Milk and Food Technol. 36:405-408.
9. Lee, J. S. and D. K. Pfeifer. 1975. Microbiological characteristics ofDungeness crab C t ! . Appl. Microbiol. 30: 72-78.
10. Lee, J. S. and D. K. Pfeifer. 1973. Aerobic microbial flora of smokedsalmon. J. Milk and Food Techol. 36:143-145.
11. Lee, J, S, and D. K. pfeifer. 1977, Microbiological characteristics ofPacific shrimp pan dalus 'ordani! . Appl. and Environ. Microbiol.33:853-859.
1Z. Liston, J., J. R. Matches, and J, Baross. 1969. Survival and growthof pathogenic bacteria in seafoods. FAO, Technical Conference onFish Inspection and Quality Control. Halifax., Canada, May 28,
13. Peterson, A. C. and R. E. Gunnerson. 1974. Microbiological criticalcontrol points in frozen foods. Food Technol. 28;37-44.
Shewarn, J. M. 1971. The microbiology of fish and fishery productsA progress report. J. Appl. Bact. 34:299-315.
15. Sniith, C. A. and J. D. Smith. 1975. Quality assurance system meetsFDA regulations . Food Technol. 29: 64-68 .
78

16. The International Commission on Microbiological Specifications for I MSF! . 1974. Microorganisms in Foods. Z. Sampling for micro-biological analysis; principles and specific applications. Univ.Toronto Press, Toronto, Canada.

Another title in the series
CofTIITIercial fisheries
Preparation of salt brinesfor the fishing industry
The uee of selt brine for retrfgerente end lich cur-ing ie common In the eealood induetry. It ie Im-portent to underetend e Iew basic prlnclplee in orderlo make end LIee brfnee properly. This btNletln et-lempte to point out some beeic concepts end princi-ples end provides come charta which are tteefuI toenyone who ueee brinee frequently.
PROPERTIES OF SALT BRINEWhen added to water, salt lowers the freezing point
of water by a known and predictable degree, making ituseful as a secondary refrigerant freezing solution!.Figure t shows the relationship of a brine's freezingpoint to its concentration of salt. Note that the lowestfreezing point obtainable in a salt-water mixture is about� O'F at 23.3% salt This is called the eutectic point andany concentration of salt above or below this point willresult in a solution with a freezing point higher than� O' F, Table t gives specific data on freezing point, con-centration, and relationships useful in preparing saltbrines.
PREPARING SALT BRINESAfter selecting the desired brine concentration for
any desired purpose, use Table 1 to determine howmuch water and salt are needed. Column 2 in Table tgives freezing points while Column 3 is computed inpercent salt by weight. Salometer degree 'SAL! is auseful way of describing and measuring brines and isexplained later under "MEASURING SALT SOLU-TIONS."
An easy way to prepare a brine solution of anygiven strength is to refer to Column 4 in Table 1 andthen add the proper amount of salt per gallon of water.Salt will increase the volume of the solution, however,Thus, if an exact quantity of brine is needed, useColumns 5 and 6 to determine the weight of salt and
~ eiire lo eslr reOWietilerf
Oregon Stete UniiiereitflErtenelon Merino 4drisory progreie4 Lamt Greet I See Grant CooperetfireSG 22 Reprfnted January 1979
by Kenneth 8. Hilderbrend, Jr., Extension Seafood Technologist, Oregon State University

BALOMETER
0 10 20 30 40 50 60 70 80 90 100
50
40
Z 0 o. 30S
20
K~ 10
10 15 20
CONCENTRATION % NACL BY WEIGHT!
Figure 1. Freezing point of salt brine mixturee.
25
votume of water needed to rake a gallon of brine at thedesired concentrati on.
EXAMPLESAbout twenty �0! gallons of brine are needed at
15.8Vo salt �0'SAL! to brine salmon for smoking. If itisn't necessary to have exactly 20 gallons, simply find60'SAL �5.8'yo salt! in Column 1 and note that 1.568pounds salt/gallon of water Column 4! is needed. Put20 gallons of water in a tank and dissolve 31 1/3 poundsof salt �0 gallons x 1.568 pounds salt/gallons water!.
The result will be a solution which has exactiy 15.8'yiisalt by weight �0' SAL!. It will be found, however, thatthe resulting solution is more than 20 gallons; it will bemore like 21 gallons, This increase in volume is usuallyinsignificant; if precision is needed and an exact quan-tity desired, use the data in Columns 5 and 6.
For example, if exactly 500 gallons of 88' SAL brine -5.8F freezing point! is needed for a brine freezingtank on board a vessel, Column 5 in Table 1 wili showthat each gallon of 88 SAL brine needs 2.279 poundsof salt and .904 gallons of water Column 5!. Adding1140 pounds of salt �00 gallons x 2.279 poundssalt/gallon brine! to 452 gallons of water �00 gallonsx .904 gallons water/gallon brine! would give exactly500 gallons of brine at 88' $AL �3.3%! with a freezingpoint of � 5.8'F.
MEASURING SALT SOLUTIONSAlthough careful attention to proportions will g've
good control of salt concentration in brine, ttte best
way to be sure is to measure it. Sometimes, after a brinehas been used and possibly diluted, it is useful to beable to measure its concentration.
Figure 2 shows the basic tools used to measuresalt solutions, These may be purchased at most scien-tific supply houses for about $15. A salorneter is a de-vice that measures brine density saturation �6.4'/o saltat 60'F! on a convenient scale of 0 to 100 Each SALwOuld therefOre repreaent abOut .26'%%d Salt by weight aafully saturated brine contains about 264'yo salt
TO read a salOmeter, plaCe it in a veSSel. like thegraduate cylinder shown in Figure 2, and allow it tofloat. The depth that it floats measures the brine concen-tration. Readinga are taken by roting the pOi~t on thescale where the salometer emerges from the surface ofthe brine solution. These readings in "SAL can lhen beused with Table 1 to obtain data such as freezing pointand percent salt by weight.
The thermometer is used to determine the ternper-ature o f the brine as it is being tested with the salo-rneter. If the temperature varies more than a few de-g feeS frcmf 60'F then a correction factor should beused for accurate work.
A rule of thumb Statea that fOr every 10'F the brineis above 60'F. One degree SalOmeter Shoutd be added
h' hito the o sebserved reading before using Table 1 w ic isstandardiz orized for 60 F For each 10 F the brine is beiow60'F, one degree salometer should be subtracted from

TABLE 1- SOOIUM CHLORIDE BRINE TABLES FOR BRINE AT 60' F
�!PercentSodium
Chloride
By Wt.
�!PoundsSalt PerGallon
Of Water
�!Pounds Per
Gallon ofBrine
t!Salo-
meter
Degrees
�!Freezing
PointDeg. F.'
8!Salo-
rneter
Degrees
�!SpecificGravity
�!GallonWater
Per Gal.
Of Brine
The abOve table appliea tO brine tested at 60:F FOr Other brine temperatureS the Obeerved Salometer readings muatbe COnverted befcre uaing them in the table. FOr praCtiCal purpOSeS, add one degree SalOmeter for eaCh ten degreeaabove 60'F and deduct one degree salorneter for each ten degrees below 60'F.
Approximate salinity range for sea water.' Temperature a92 which freezing begins. ice forms. brine concentrates and freezing poet towers to eutectic' EuteCtiC pOint FOr brineS Strcnger than euteCtiC, the temperatureS Shown are the SaturatiOn ternperatureS for BOdium chloride dihydrate. Brines stronger than eutectic deposit excess sodium chloride as dihydrate when cooled,and freeze at eutectic.' Saturated brine et 60'F.
82
0 2 4 68
1012141618202224262830323436384042444648505254565860626466887072747678808284668888.3~9092al95aB9T989999.6
100~
+32.0~31.5+31.1+3O.s+30.0+29,3+28.S+28.2+2T,B+27,0+26A+25,7+25.1+24A+-23.7+23.0+22.3+21.61-20,9!20.2+19.4--18.7+17.9+17.1
16. 2-rt5,4~14,5+13.7~12. 8>11.8
10. 9%9 9+6.9+7.9-1 6,8+5.7
+3.4+2.2t 1.0� .4
-1.6-3.0M.4-5.8~ ot
+4.8.1. 11.1+14,4+16.0+ 21.6+ 25.5~29.8+ 32.3+60,0~
.000
.5281.0561.6862.1122.6403.1 873.6954.2234.7515.2795.8076.3356.8637,3917.919S.4468.9749.502
10.03D10,55811.08611.61412.14212,67013,19813.72514.25314.78115.30915.63716.36516.8931T.42117. 94916.47719.00419.53220. 06020.SSS21.11621.64422.17222. 70023. 33623.31023. 75524.28324.61125,07525.33925.60325.86726.13126. 26526.395~
,000.044.D89.134.179.226.273,320367.415,464.512.563.614,665.716.768.821.875.928.983
1,0391.0941.1511.2081.2661.3251.3651.4441.5051.5681.6291.6921.7561. 8221,6881.9542.0222.0912.1592.2292.3002.3722.4462 5202.5312.5942.6702.7452.78T2.6272.8652.9062.9472.9702.967
NaCI.000,044;089,133,178. 224. 270.316.362.409.456.503.552.600.649,698,74T.79T.84T.897,948. 999
1.0501.1021.1541. 2071.2601.3131. 3661,4201.4751. 5291.5641. 6391 697l. 7531. 8091.6661. 9251.9822.0402.0982.1562.2182.2792.2862.3362.3962.4592. 4912. 5222.5522. 5852,61 62.6342.647
Water8.3266.3188.2978.2678.2758.2628.2508. 2296.2168.2028.1 868,1758.1596.1448.1298.1138.0976.0618.0648,0478.0308.0127.9947.9767,9577,9377.9187.8987.6787.8587.6367.8157.7647.7727.7557.733T,710T.SSBT.6697.'6457,6207.5967.5777.5517.5317,5287.5067.4797,4607.444TA307,4177.4097.3947 3867.380
1.0DD.999.996.995,993.992.990.988.987.985
.982
.978
.976,974,972.970,968,966
:9SB
.953
.951:948
.941
.938
.936
.933
.931
.929
.926
.923
.921
.91 8
.915
.912
.910
.907:a04
,901.898:896.694.692.691.890
.887
.886
1,0001.DD41.0071.0111.0151.D191.0231.0261.0301,0341.0381.0421.0461.0501.0541.0581.0821.0661.0701.0741,0781.0821.0861.0901.0941:O981.1021.1061.1101.'1141.1181.1221:1261.1301.1351.1391,1431,1471.1521:1 SB1,1601.1641.1691.1731.1761.1791.1821.1861.1911.1 931.1 95'l.1971.2001.2021.2031.204
0 2 4 66
10'l214'1616202224262830323438384042
4648606254565860628466687072747678808284868886.3b909294asa697989999.6

multiply byTo convert to
0.263.782. 200450. 0083
119.8
ga lionsliters
liters
gallonskilograrnspoundsgrams per literpounds per gallondegrees Celsius
formerly Certtigrade!
poundskilogramspounds per gallongrams per liter
degrees Fahrenheit grsthen add 32
5ig altersubtracting 32
degrees Celsiusdegrees Fahrenheit
1-79r3M
83
the observed salometer reading. For instance, if a salo-meter reading was observed to be 80'SAL in a brinewhich was 40OF, the corrected salorneter reading wouldbe 78o SAL subtract f 'SAL for each 10'F below 60'F!.
IMPORTANT POINTS TO REMEMBERDissolving salt: Finely ground salt such as canner's
salt or table salt dissolves much faster than coarselyground salt rock salt!. It is essential that all salt addedis dissolved if a solution is to have the proper strength
Salt dissolves much faster in hot water than in cold
water. It may take days for salt to dissolve in a brinefreezer at O' F.
Salt dissolves much slower as the salt concentra-tion increases. The last bit of salt in a 90'SAL solution
may take a long time to dissolve.Agitation greatly increases the rate at which salt
dissolves. A layer of salt on the bottom of a tank maytake days to dissolve if left undisturbed.
ln summary, try to dissolve salt in a warm, wellagitated container or tank and make sure it is a'I! dis-solved before using it or measunng its concentration.
Rgure 2. Equipment for measuring sall ooncontrltlon fit brine. Left, safometer; Oartttrr, graduate cylin-der; right, dial thermometer.
Brine refrtgeration: Always make up a brine to beused for refrigeration so that its freezing polnfbelow the temperature you want to mainta,n lf youdon' t, it may freeze to the refrigerafion coils or healexchanger surfaces as they usually run g fo tft Fcolder than the operating temperature of the brine
Using sea wa'ter for brines: Sea water rrtay co ttatnas much as 3 to 3 5'r'. salt �2 to 14'SAliequivalent to about .3 pounds of salt per gallonthis into consideration when making biine from seawater and deduc'I it from the amount ot salf needed tomake up a brine.
Adding salt to existing brines: If you want to in-crease the concentration of salt in a brine decreaseits freezing point!. be sure to measure its strength andestimate its volume first Then use the data in Table f,Columns 5 and 6, to calculate how much more saltneeds to be added.
4ppendtx.� Metrlcfctrstornery conversion factors approximate!tor the units cited in this buiiedn
EXTENSIONr] SERVICE
Extensi pn Service, pregon State University, Corvafiis,Henry A. Iftfedsworth, directpr. This pubiicet',on was p'o-duCed and dietributed in furtherance Of lhe Acta Ot Con-gress of ltrtay 8 end June 30, fgt4. Extension vv««»cooperative program Of Oregon Sfste University, the, the U.S
Department Of Agrioufture, end pregOn COunlies. Ext«-sion's ftrterine Advisory Program is supported 'n partart b
the Sea Grant Program, Nationet Oceanic a"d Atinos-pheric Administration, U.S. Department ofExtension invites participation in its activities and o end offers
them equafiy to aii peopie, without discrimination

QUiCK DETERMINATION OF SALT CONTENT OF SEAFUODS
OSU Seafoods Laboratoryphone 325-4531
Marine Advisory Programphone 325-6138
250 � 36th Street
Astoria, Oregon 97103
Un for tunately, the Of ficial Analytical Chemists Association AOAC! procedurefor salt analysis is difficult to do in many situations. A high skill level isneeded to set up and perform this test,
A much simpler but less accurate! test is available in the form of a "chloridetitrator." The Seafoods Lab has tested this method and found that itcompares well with salt values found by the AOAC method in smoked fish andcrab meat. The test is simple, easy to do, and generally accurate enough forsalt control purposes.
ApproximateCost 1980E ui ment t Materials
$16,GO1. Chloride titratorsNo. 1176 .03 to 1 percent rangeavailable through Ames Co.
$57,00Food blenderrOster" type with small wide mouth "fruit"type jars. Available through drug anddiscount stores
$55.003. "Triple beam" gram scaleOhavs 760 or similarV. W. 8 R. 1969 cat. No. 12341-010
S.P. 1969 cat. No. B1770
5 8 $1.004. 250 ml beakers Pyrex!Griffin type � Pyrex or kimaxV. W. 4 R. 1969 cat. No, 13912-207
or 13910-201S.P. 1969 cat. No. B2650-Z50or BZ652-250
$ 6.00250 ml graduate cylinderNalgene TPX plastic or similarV.W, 8 R. cat. No. Z47680-108S.P. 1969 cat. No, C9075-250
It is important to know the salt content of seafoods for many reasons. Forinstance, proper salt levels in smoked fish is critical for safe extended shelflife. The salt content of picked crab and shrimp meat is important for goodflavor.

ApproximateCost 1980Z ui ment h Materials
6, Distilled water'
7, Filter paper �00 sheets.!Whatrnan No. 11 cms or similarV. W. h R. 1969 cat. No. 28450-105S, P, 1969 cat, No. B7895-250
$ 5,00
E ui ment Sources
Ames Company1127 Myrtle StreetElkhart. Indiana 46514
Scientific Supplies CompanyDiv. of Van Waters lh Rodgers3950 N. W. Yeon AvenuePortland, Oregon 97210
Scientific Products Company14850 N.E. 36th StreetOverlake Industrial ParkRedmond, Washington 98052
Proce dure
A. SAMPLE PREPARATION
1. Place smaH dry blender j ar Mason type! on scale and adjust tareweight.
2. Add representative sample of at least 50 grams.
3. Chop with blender.
4. Remove 10 grams for moisture analysis � place lid on the j ar aridstore for salt analysis.
B ~ MOISTURE ANALYSIS
1. Place 10 grams sample on drying dish.Dry to constant weight in a drying oven or use a moistureanal y zer.
85
The following companies are among many who supply the equipment andmaterials needed for this test. The use of their names here is for exampleonly and does not imply any endorsement.

3. Divide grams of weight lost by starting weight �0 grams! to getsta.rting percent moisture.
II~0 = wei ht loss'o starting wt. �0 grams!
SALT ANALY SIS
1 . Re!nov e enough sample f r om jar to leave 10 to 20 grams sample.Add hot distilled wat, r to ja~ to I!ring total weight to 10 times thesa.mple weight actual si z i <! f s amp le w I II be limited by j ar si zc! .Iiot tap water will work if !! is iree ot s! It as determined by salttitrator a.nalysis.
2. Blend one minute.
3. Place salt titrator in sample enclosed in filter paper! as prescribedin titrator instructions and read accordingly.
4. Multiply percent salt in san!pie by I 05 times to get actual saltcontent of sample before dilution with water.
CALCULATION OF WATER PIIA >E SALT CONTENT
salt x 1.00KPS
"Oster" food blenders with small wide mouth "fruit jar" type jars workbest as they do not require transfer of blended sample and insure goodmixing.
Any clean containers will suffice for determination, although glass iseasiest to clean.
Clean paper towels will suffice instead of filter paper if a "blank" sampleis run to insure that the towels do not contain salt.
Use of "squirt bottle" makes addition of the last few grams of water easyand insures accuracy.
Hot tap water can be used instead of distilled water as long as a "blank"control is run at the same time to insure that the water is salt free.

CHART
3. 5'% WATER PHASE SALT WPS!
Raw Brined Fish Salt ContentMoisture Content of Raw Brined Fish
I0 7555 60Final Moisture
1. 09 .96 . 72
45% l. 33 l. 18 1.03 . 74
1. 63 l. 44 l. 27 l. 09
1.9955% 1.76 1. 55 1.33 1.11
60% 2 18 l. 91 1. 61 1. 36
2. 36 2. 03 l. 69
70% 2.54 2. 12
75% 2.72
80'%
87

CHART I I
5.0% WATER PHASE SALT WPS!
Raw Brined Fish Salt ContentMoisture Content of Raw Brined Fish
80757060Final Moisture
.71.05 .871. 40 1.2l. 5740%
.861.51.711.94
1. 31.61.92. 102. 3650t
1.31.61.92.32. 552.89
1.62.02.42.83. 1660%
2.02.42.93.465'h
3.13.770%
3.24,0754
4.2
88

ESTIMATING SALT AND MOISTURE CONTENT NEEDEDIN SMOE.ED FISH TO MEET GOOD MANUFACTURING PRACTICES
INTRODUCTION
Food and Drug Administration regulations* on hot smoked fish require certainminimum levels of salt and moisture. Expressed as water phase salt WPS!,t he se minimums are a rat io o f salt to moisture . M a.t hetn at i c ally, W P S i sexpressed simply as:
salt
Depending on the heat treatment given a hot smoked fish product, theminumum WPS is 3.5 percent or 5.0 percent.
Because the amount of total salt needed to meet the minimum standardsdepends on the final moisture content of the product, it is hard to estimate inad~ance how much salt is required in the raw brined fish before it is smoked.This bulletin provides some charts which will be useful in estimating therequired r aw brined fish salt concentration. The same charts wiLI also helpto estimate the amount of dehydration needed to bring WPS concentration upto the standard if insufficient salt was present after the smoking cycle wasbegun.
ESTIMATING SALT REQUIRED IN RAW BRINKD FISH
The amount of salt needed in raw brined fish to meet the minimum waterphase salt WPS! in the finished smoked product can be estimated fromFigures I and Z. To use these charts it is necessary to estimate the moisturecontent af the raw fish. This can be done with good results after a fewmoisture analyses have been performed on representative lots of fish.
Once the raw fish moisture is estimated, the salt concentration needed in thefish after brining can be read directly off the charts for any finished productmoisture content desired, Because there are two minimum WPS concentrationspossible, depending on the desired time and temperature of the cooking cycle,two figures are included in this bulletin � one for 3. 5 percent WPS andanother for 5.0 perce~t WPS.
Example A: It has been determined that a lot of raw salmon contains anaverage of 75 percent moisture. A final moisture concen pt of 60 ercent is
considered desirable with 3.5 percent WPS.
+As of April, 198I, the FDA Regulations for Hot Process Smoked Fis»«n«in effect in regards to salt level and time/temperature!.
89

g[ uoyeeuyauog s~~ gag peu<ag gaea
90

o V DE
CI IL.C,IJ C
2
cc
O C7Ch CV
!g! uOIPbQUQOIIOQ 1!II$ IP!g PIIII! >8 ~~8
91

Step 1: Find the 75 percent raw brined fish moisture curve onFigure 1.
Step 2: Follow the 60 percent finished product moisture content line upto the point where it crosses the 75 percent curve.
Step 3: Read the required raw brined fish salt concentration directlyoff the left side of the figure. It should be approximately1. 34 p ere e n t salt.
%hen salt analysis shows that the raw brined fish havereached at least 1. 34 percent salt, the smoking cycle willassure a final WPS content of 3.5 percent when 60 percentfinal moisture is reached. See the sections on salt andmoisture for techniques of analysis,
Step 4:
ESTIMATING I'INISHED PRODUCT MOISTURE CONTENTREQUIRED IN SMOKED FISH
Example A: An analysis lot of smoked fish was found to contain 2.5 pe~centsalt and 65 percent moisture {3.7 percent WPS! . Water phase salt content of5.0 percent was desired so an estimate of the necessary final moisture contentwas n.ceded. Figure 2 can be used to obtain this estimate using the followingsteps.
Find 2,5 percent raw brined fish salt concentration on the leftof Figure 2,
Step 1:
Follow to the right to the 65 percent raw brined fish moisturecontent curve.
Step 2:
From that point follow down and read directly from finishedproduct moisture. In this case it would be 57 percent finalmoisture.
Step 3:
In other words, a partly smoked fish containing Z. 5 percent salt and 654moisture �.7 percent WPS! contains 5.0 percent WPS when dried to 57't finalmoisture.
92
A lot of fish, which has been brined or partly smoked and does not meet theminimum salt standards, can be dried to increase the water phase salt content WPS! . Figures 1 and 2 make it easy to estimate the final moisture contentrequired to bring the WPS up to standard.

It is possible to ob tain a reasonable estimate of t he moisture content ofsmoked fish during the smoking process without destroying the sample. Theestimate is obtained by weight difference but must assume two things. First,you must assume that you know the beginning moisture content and that therejs no loss of solids, particularly oil. If these two a.ssumptions are reasonablycorrect, then simply weigh a representative piece of fish before beginning thesmoking cycle. An estimate of its moisture content at any later time isobtained by again weighing the same piece and performing the followi.ngc a.1cu la tion:
M = W. x M,! � W. � W x 100!i i i f
Wf
M = 4 final moisture content
W. = initial weight1
M. = 0 initial moisture contentI
W = final weightf
A similar calculation can be used to estimate the final weight needed to obtaina predetermined moisture content for any given. piece of fish, Simply weigh apiece of fish and smoke it until it reaches a predetermined weight calculatedas follows:
W = �00 � M.! W,!f I I
]00 � 4Mf
f inal weig ht
'4 initial moisture content
initial weight
final moisture content desired
Remember, both of these calculations assume a known initial moisture contentand that no solids such as oil! are lost in drying. Given those cautions,both formulas can be useful in quality control chec ks. Just don't forget theyare estimates and are not a substitute for testing data.
93
Wf
M. =1
W. =1
Mf
ESTIMATING MOISTURE CONTENT OF SMOKED FISHBY NON-DESTRUCTIVE MEANS

FISH SMOKING PROCESS

SMOKING FISH: SPECIAL CONSIDERATIONS
George M. PigottInstitute for Food Science and Technology
University of Washing tonSeattle, WA 98195
�06 43-4281
INTRODUCTION
From an engineering point of view there is no such process as smoking fish.Smoke is used as a condiment and claimed as a preservative but srooke alonedoes not give us the so-called smoked products. The basic food processcalled drying, combined with the e f fe cts of salt and smoke par ticulates,results in such a product. Therefore, a discussion of the process thatresults in smoked fishery products must cover a variety of mechanical andchemical operation s. A major emphasis o f this discussion must include ananalysis of what we mean by smoke being used as a preservative.Preservation can mean anything from increasing shelf life a few hours tocomplete sterilization. Smoke used alone is in the few hour shelf lifeextension category.
It is not our purpose to discuss exact processing techniques since this hasbeen covered by other presentations, but to delineate some of the effects ofprocessing on the final product.
Drying, a term known to everyone, is one of the oldest recorded methods ofpreserving food. Two-thirds of the nutrients consumed by humans cerealgrains! are dried in the field by Mother Nature before harvest. Highmoisture products such as fruits, vegetables, and meats require man-operatedprocesses to remove moisture and thus stabilize the food.
Seafood drying is still an art rather than a science in many parts of theworld where it is prac ticed, It is impossible to standardize the manyprocesses used given the present degree of record keeping in all areas of thefield, including species used, processing me tho ds and conditions, marketforms and product quality. However, perhaps we can touch on some of thecommon variables that affect the process of removing varying portions ofwater, and adding condiments such as smoke, to give varying degrees offlavor and stability to fish.
It is estimated that as much as 25 percent of the world's fish catch destinedfor human consumption is dried in some manner, often combined with salting,brining and/or smoking, Since there is no clear separation between drying,salting, and smoking, it is difficult to define precisely the some 8 million, ormetric, tons of live-weight fish so treated. Table l shows an estimate ofworld product volume and Table 2 summarizes that of the U.S. While we aretrying to estimate the amount of fish that is dried, it is well to point out thatsome 30 million metric tons of "industrial" fish is reduced dried! to fish mealfor animal feed. Hence, well over 50 percent of the world's fish catch endsup as some form of dried product.
Since fisher product smoking began, the general procedure has remaine dalmost unchanged. The methods used still depend largely upon the personas V 1
97

Table 1. Dried salted or smoked fish production by country!
Count 1972 1973 1974 1975 1976 1977 1978
U.S. 31. 5 20. 9 31. 3 24,5 22,0 19.224.9
Srazi1
Colombia
Venezuela
41. 7
2.8 4.0 2.5 12.6 11.1 8.9 8.9
5.4 5.8 5,8
4.9 5.4 10.8
6.2 6.38.97.1
India 3.5 3.0 l.8 2.1
5.7 7.3 9.7
40.8 19.4
39.5 41.5 44.7 61.0
95.7 96.8 74.0115.1
13.812.48.9 10.3
68.2 53.5 53.682.6
56.6 88.8 78.155.7
GRAND TOTAL 3030.0 3030.0 3100.0 3120.0 3140.0 3030.0 3190.0
SOURCE: FAO 1978
98
Indonesia
Japan
S. Africa
France
Iceland
Norway
Denmark
Spain
U. Kingdom
44.9 49.3 36.5 34.9 34.9 34.9
268,1 269. 3 282.3 288 .8 319,4 264,2 378.1
664.4 698.0 720.1 778.8 753.2 722.4 793.0
18 .8 17.9 16.9 16.2 15.7
67.7 69.8 63.3
95.4 101.3 87.1
15.2 13.9 14.0
58.8 52.1 52.1
35.5 35.5 35.5
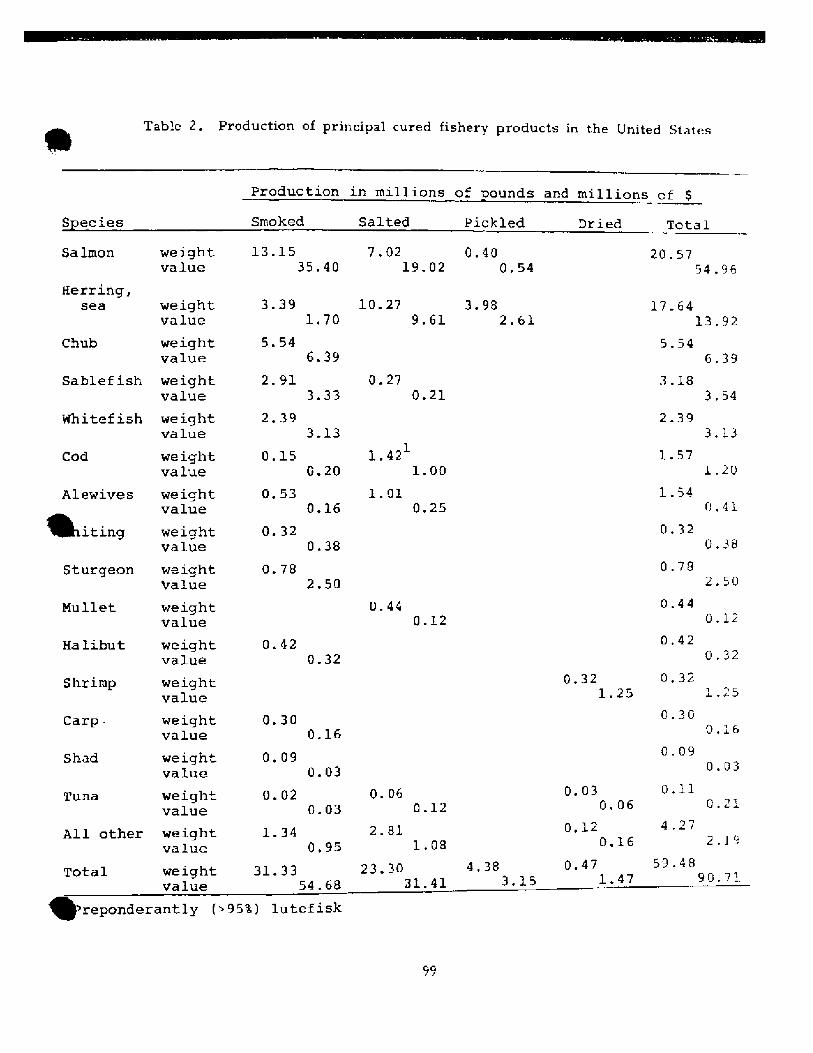
Table 2. Production of principal cured fishery products in the United States
Production in millions of ounds and millions cf 5
Smoked Salted Pickled Dried TotaLS ecies
13.15 7. 02 0.40 20. 5735. 40 19. 02 0, 54 54.96
Sa lmon
10. 273.39 17.649.61 13.92
5.54Chub6.39
.180.272. 91Sablef ish3.540.213.33
2.392.39Whitefish3.133.13
1.570.15Cod0.20
1.010. 53Alewives0.410.250.16
iting 0.320.320.380.38
0.780.78Sturgeon2.502.50
0.44D. 44Mu llet0.12
0.420.42Ha lihut0. 320.32
0.32Shrimp1.25
0.30Carp .0.16
0.09Shad
0. 03
0.110. 060. 02Tuna0.120. 03
4.272. 81All other2.i 91. 08
59. 4823.30 4.3831.41 3.15
Total 90.71
reponderantly >95%! lutefisk
Herring,sea
weightvalue
we ight.value
weightvalue
we ightvalue
we ightvalue
weightvalue
weightvalue
weightvalue
weightValue
weightvalue
weightvalue
weightvalue
weightvalue
weightvalue
weightvalue
weightvalue
we ig htvalue
l. 70
5. 546. 39
0. 300.16
0. 09
l. 34Q. 95
31. 3354. 68
1.421.00
3. 982.61
0.321.25
0. 030. 06
0. 120. 16
0. 471.47

opinion or prejudice of the operator, resulting in each individual havingdifferent ideas about the kind of wood to use, time and temper ature ofsmoking, and so on.
Although smoking cannot be used to significantly extend shelf life, it doeshave some preservation effect on the product through the combined affects ofdrying and of bacteria-killing chemicals in the smoke. However, the 2percent of 3 percent salt content in most products has only a slight affect onthe bacteria that spoil smoked fish.
Fish and marine mammals were a major food of early man. Judging from themarine fish bones found in iar inland refuse heaps dating from 40,000 B.C.,one can certainly surmise that the fish had to have been preserved bydrying. Salt preservation probably did not occur until the Bronze Age whenthe great urban civilization of ancient Egypt, Mesopotamia and the IndusValley about 4,000 B.C. ! developed techniques for salting and drying fishalong with improved techniques for harvesting the raw material from theirriver systems.
Beginning about 1,000 B. C., Greece developed major trade in dried, salted,and smoked fish with colonies in the eastern Mediterranean. During theMiddle Ages, one finds the more prolific North Sea countries developingextensive fisheries. Salting, drying, and smoking were developed to such adegree that their techniques have persisted almost unchanged up to thepresent time. Only during recent years have we begun to define andunderstand the science and technology involved with this preservationtechnique is used for more than half of the world's catch.
DRYING MECHANISMS
The basic effect of removing water is to create an environment deleterious tospoilage. The basis for defining this environment, as shown in Tables 3 and4, is water "activity" or the equilibrium relative humidity ERH!. This is ameasure of the free or available water in the fish upon which microorganismsdepend for their growth. If this available water can be reduced to a pointthat inhibits the growth of microorganisms, then the shelf life of the resultingproduct is substantially increased. If, at the same time, salt or productsfrom smoke are added to the fish, the inhibition of microorganism growthincreases.
The increasing cost of energy will dramatically increase the use of drying andsmoking as processing methods. Furthermore, people like smoked. flavor.New and innovative ways of removing water are certainly becoming a majorfield of inquiry in food science and technology research. Whether drying iseconomical depends on drying rates, which are not constant throughout thecycle.
Two fundamental and simultaneous processes occur during drying: heattransfer to the evaporating liquid, and mass transfer as the liquid movestoward the surface and subsequently evaporates. The rates of theseprocesses are governed by a number of factors, among them: temperature,humidity, air velocity, area of drying surface, and atmospheric pressure, orvacuum and direction of air.
I00

Table 3 . Definition of water activity
pA = X YA = a = KRHp~ AA w
where a = water activityW
ERH = Equilibrium relative humidity
where p and p' are both strongly dependent ontemperature,
is relatively temperature insensitiveP
IDEAL SOLUTION
P = p'X Raoult's LawA A A
where: p = vapor pressure ofA
component A at tl
p' = vapor pressure ofA
pure A at tl
X = mole fraction of
component A
PAX
pA
NON-IDEAL
X where = activity coefficientp' AA

Table 4, Importance of water activity in foods
Food examples aPhenomenaaw
1.000.95
0. 90
0. B5
0. 80
0. 75
0.70
0,65
0. 60
0. 55
0. 50
0.30
0. 20
Lower limit for bacterial growth general!
Lower limit for growth of mostyeasts
Lower limit for activity of mostenzymes
Lower limit for growth of mostmolds
Lower limit for halophili.cbacteria
Maximum heat resistance ofvegetative bacterial cells
Lower limit for growth of mostxeropbilic "dry loving" !mold s
Maximum velocity of Maillardreactions
Lower limit for growth ofosmophilic or xerophilicyeasts or molds
DNA becomes disordered lowerlimit for life to continue!
0. 45
0 . 4 0 Minimum ox ida tion veloc ity
0. 35
0.25 Maximum heat resistance ofbacterial spores
0. 150.100. 050 . 0 0 Maximum oxida t ion ve loc i t v
102
Water-rich foods �. 90 a 1. 0!Foods with 4 0'4 sucrose, orw
7% NaCl, cooked sausages,bread crumbs
Foods with 55% sucrose, or 12%NaC1, dry ham, medium age cheese
Intermediate moisture foods�.55<a �.90}
wFoods with 65% sucrose, or 15%NaC1, salami, "old" cheese
Flour, rice �5-17't water!,fruit cake, sweetened condensedmilk
Foods with 26% NaCl saturated!,marzipan �5-17% water!, jams
Rolled oats �0IL water!
Dried fruits �5-20't water!,tof fees, caramels 8%, water!
Dried foods � a �.55!Noodles �2% water!. ;:p' es $0% water!
Whole egg powder. �% water!
Crackers, bread < rusts <3-5% water,'
Whole milk powder �-3% water!Dried vegetables �% water!Corn flakes �% water!

There are two distinct periods in drying. The fir~t or constant ratedrying, occurs when the surface ls wet and essentially all en d ta energy is use toevaporate water. If we add heat at a faster rate water w IIwa er wi evaporatefaster, but at a constant rate directly proportional to the heat added. Weran sum this up by saying that faster air flow over the fish's surface, high~ rair temperature, and drier air lower humidity! remove water at a faster rate.Hence, factors external to the fish control drying rates at this point.
SMOKED FISH PRODUCTION
Smoking is a combination of drying an.d adding the chemicals from the smoketo the fish, thus preserving and adding desired f'lavor. Much of the fishcurrently smoked is exposed to the smoke long enough to give the addedflavor and there is little drying. This type of product of "kippered" fish hasa short life under refrigeration since the water activity normally remains highenough for spoilage organisms to grow.
PRODUCT PREPARATION
Each person has his/her own special treatinent for the fish preparatory tosmoking, but the general steps of the smoking process being discussed indetail by other speakers include:
Splitting and Cleaning
The whole fish are gutted, the gut cavity scraped and all blood removed.This fish are then usually beheaded and filleted, although the long bones areoften left on the fillets to give the finished product a better appearance.
Saltin g
This is almost always done by soaking the fish in a strong brine. One of thepermitted dyes is added if color is desired. The duration of the brine dipdepends on brine strength and on the size and the fattittiness of the fish.
carried out some tests to determinein the brine. Table 6 shov. s t hebatch of king salmon { ~. 4 perceiitdiff'erent brine c once n t r at ion s an dapproximately 50 percent more alt
f the experiment.
At the University of Washington, we havethe effect of oil content on salt pick-updifference in final salt content between aoil! and coho salmon 8. 9 percent oil! atbrining times. The king salmon absorbedthan to coho salmon under the conditions o
em lo ed for all the commonA 70 to 80 percent saturated brine is usually emp yish icks u Z to 3 percent salt.types of smoked fish. During salting the fis p' p
l03
The second, or failing rate, drying period occurs when the water cannotmigrate to the surface as fast as the heat is absorbed. Therefore, thedrying rate decreases and the product begins to heat. During this period,slowing air speed and humidity are not major factors. Higher airtemperatures cause fish flesh temperature to rise and increase drying bycausing faster capillary diffusion. Kiater will diffuse to the surface faster inleaner and thinner fish, while increasing salt content decreases this watermovement. Final water content attainable depends on the relative humidity ofthe air as show~ in Table 5.

20
30
40 10
50 12
60 15
2480
104
Table 5. Humidity vs. minimum water content
Relative Humidityof the Az.r %!
Min. Water ContentObtainable in Pish

P
I
A O C4
8
0 0 O S
105

Brine becomes weaker during use. Water on the surface of fish clilutes thebrine and the fish also absorb its salt. Brine strength is usually maintainedby adding solid salt or by using a large volume of br ine in r elation to thevolume of fish.
Normal brining procedures do not produce a uniform salt content even in fishof uniform size. Better results are obtained if the brine is stirred duringthe dip. A mechanical p roce ss woul d imp ro ve mat ter s as well as allowingcontinuous control of brine strength.
Hanging Removal of Excess Surface Water!
Brined fish is conventionally hung or laid on racks to drip and partly dryingafter brining. If fish are smoked while too moist, the smoke does not absorbevenly, and a "streaky" product results.
However, as will be discussed later, if the surface is too dry the smoke isnot adequately absorbed. The hanging is often done overnight beforesmoking, Also, during the hanging, proteins dissolved in brine dry on thecut and p rodu ce the famiI iar glossy skin, which is one of the cornrnercialcriteria for quality.
Forced drying, raising the temperature to 90 to 100oF and drawing a currentof air through the smokehouse with the blower, results in considerable timesaving, Fish can be dried sufficiently to take the smoke well in 3 to 4 hoursor less, and a complete smoking can be finished well within one day. Infact, we have produced excellent smoked products in a few hours.
SMOKING
Smoking is carried out by using one of the following two processes:
Cold smoking: the temperature of the smoke does not rise above about85 F, or the fish will begin to cook.
~ Hot smoking: In this process the intention is to cook the fish as well assmoke it. The smoke reaches 250~F or so and the center of the fish maybe l40~F or more. Most of the smoked product available at the market ishot smoked. However, the temperatures of the fish during and at theend of the process vary tremendously among processors.
The equipment used for smoking, whether hot or cold smoking, is eithertraditional or a mechanical kiln as has been discussed during earlier sessions.
In the traditional kiln the fish are hung over a fire of smouldering sawdust.Although experienced smokers can usually produce good results from them,traditional kilns nevertheless have a number of disadvantages. Controllingthe heat and smoke produced is dif ficult. One moment the warm smoke wiIIfollow one path and the next a quite different one. Uniformly drying the fishis impossible, because the smoke is practically saturated with water after jthas passed over the first few rails and cannot therefore dry any fish higherup the kiln.
I06

On warm, humid days it may even be impossible tThe speed of the draught and the capacit to d f a tradrtiorral kiln.how much the air entering the kiln is war d b h ., ge y uponenters and is warmed to 85
s warme y the trres lfbe very much
lf very cold airair outside and will rapidly travel up the krln If 1 "" » the coldthe other hand, it still cannot be warmed already warm air enter-.and drop into the fires.
me a ove F, or theme, fish will cook
The drying capacity of the air is also a mirrrnirrimum in warm, humid we.<ther .The amount of water vapor thai air can hold d d . e-o epen s upon the temperature.if warm air is cooled, it can hold less water vapor and thIf cold air is warmed on the other hand, it can hold t e excess condenses.
more water vapor and itsdrying capacity is therefore increased.
The mechanical kilns of numerous designs were dev 1 deve ope in an attem t toimprove the process.
ere ev pt
Loss in Weight During Smoking
Unfortunately, it is not possible to calculate from the water content of thefinal product how much drying has occurred in the kiln. Fish, for example,contains 70 to 80 percent water and there are considerable variations in asingle batch of fish. Different parts of the same smoked fish can give quitediff'eront results due to the salt or oil content, the geometry and thecondition of the flesh. Table 7 shows the varying moisture content in abatch of haddock that were cold smoked, hot smoked, and force air dried Griffiths and Lemon 1934!, Note the variation between samples.
Smoke Composition
Application of smoke to food stu f fs essentially is a phy sical process which isbased on such phenomena as diffusion, absorption, dissolution, and depositionin force fields. It is accompanied by chemical processes wherein smokeco~pounds ir teract with food components. Despite the immense amount ofanalytical work done within the past 20 years only a few basic factspertarning to the processes involved in smoke formation and application areknown - This is particularly true concerning the products of oxidativethermo-destruction of the raw materials used for developing smoke Husa1977!.
Wood, the material most v idely used for smoke production, consists of manygroups of polymers which, for the sake of simplicity, are referred to ascellulose. lignir., and hemicellulose. Lignin is particularly complicated asthere is much uncertainty about some functional groups carbonyls, keto-enolf»ms, etc. ! and so the structures proposed differ from each other. Themost widespread opinion is that these three groups of polymers in wood areP»ti»y linked with each other by chemical bonds. While the structure c fcarbohydrates is a more or less regular repetition of the structure of therespective rnonosugars, that of lignin is complicated and is formed at randomduring its biosynthesis. The biosynthesis of lignin starts from phenylalanine
shikimic, ferulic and p-cournaric acids and yields the respective4-hydroxy-phenylpropane derivatives. The ratio of these derivatives changesfrom one wood variety to another Reiner 1977!.
107

Table 7. Moisture content of haddock samples
Loss inWATER CONTENTKind of smoking
Fresh Salted weightSmoked
1. Hot smoke
It tI
3 ff tl
79.3 75. 0
74.3
79. 0
63. 8
63.0
63.3
4. 75. 8 64.0
63. 3
73.4
69.4
70. 2
69. 3
5 tt II
6. Cold smoke
74.3
78.2
76. 0
75. 0
71.8
78.2 <3.8
80.6 78.2 77.2
78.0
13. 6
76.3
74.2
7l.7
71.7
82. 2 78. 2
76. 080. 0
82.7 80.3
79.6 77.7
76.979.4
79.0
16. Force dr ied
78.017
108
7 N
ff
9 ff
10.
11.
ff
13.
14.
] 5 N
80.0
82.5
82.3
80.1
80. 5
80. 5
78.0
80. 5
81. 6
42.8
46.0
52.3
50.9
45.5
26.7
36.3
26.2
36. 5
79. 8
14. 9
19. 1
24. 3
27. 0
20. 9
27. 2
25. 8

The formation of smoke starts with the breakdown of these b on s where thevibrational energy is equal or almost equal to the bond enerenergy - Althoughtemperature will always be the decisive factor, the actual path f tn lo thermalbreakdown of the wooden substance will depend highly on woody on woo variety andeven on the degree of disintegration of wood. Hence the detee e errnrnation ofthe general composition of smoke is difficult.
Tgood smoke contains a tremendous number of compounds formedpyrolysis of wood constituents. More than 300 substances have been detectedby many more exist. Many of these smoke components can be found insmoked foods. The most important classes of chemical compounds detected insmoke and liquid smoke preparations are phenols, carbonyls, furans, alcoholsand esters, la.ctones and polycyclic aromatic hydrocarbons. Presently theapproximate numbers of identified compounds oi' the several chemical classespresent in smoke are as follows: 45 phenolic compounds, more than 70car bony ls sue h as ketones an d aldehyde s, 20 acids, I I furans, 13 alcoholsand esters, 13 lactones and 27 polycyclic aromatic hydrocarbons.
The desirable effects of smoking on foods are flavoring, preservation andcoloring. Undesirable effects are contaminatio~ with toxic components ofsmoke and some destruction of essential amino acids of food proteins whichare attributed to certain classes of components of smoke and liquid smoke.The typical aroma of smoked foods seems to be due mainly to the effect ofcertain phenols, carbonyls and acids. These compounds also cause, at leastin part, different flavors in smoked foods Barylko-Pikielema 1977!.
As to the toxic components of curing smoke and smoke condensates, thepolycyclic aromatic hydrocarbons PAH! such as benzo a!-pyrene havereceived particular attention because some of these compounds arecarcinogenic. However, certain phenols are supposed to be toxic because ofa. co-carcinogenic effect in the presence of PAH. Polynuclear amounts areaffected by many factors of smoke generation such as temperature ofcombustion and oxidation and air supply. density, length and temperature oft.he smoke cure, characteristics of the product surface and composition.
It has been firmly established that curing smoke is free of benzo a!-pyrenewhen the thermal decomposition of the wood does not exceed 425 C and theoxidation temperature 375 C. Heating to higher temper atures leads topolynuclears, Polynuclear free smoke can be obtained by two-step smokegeneration. In the first step, thermal decomposition of each woodenrnacroparticle takes place in the form of an "internal mantle" without oxygencontact. In the second step the oxidation of the volatile decompositionproducts occurs in the diffusion zone, i.e,, in the external p art of the"mantle." So smoke generated at lower temperatures imparts a good flavor tofood products but contains less PAH than smoke generated at highertemperatures. Filtration or cooling of smoke also Ilowers the PAH
concentration without a. detrimental effect on the flavoring properties.
All processes which cause a removal of the larger smoke p ar tie le s soo t ! eau sen other PAH. By the use ofa reduction in the amount of benzo a!-pyrene and other
smokes for the production of liquid smokokes and also by certainroduce preparationstr~~tments of smoke condensates it is possible to pli uid smokes often lack thecontaining essentially no PAH. However, such 'q d hGeneraD, it can be sai t atdesi~able flavor components such as phenols. G y
109

the PAH content of commercial preparations of liquid smoke varies over a widerange.
The smoke phenols contribute essentially to the typical flavor of smokedfoods. Apparently certain phenolic compounds such as guaiacol, syringol andeugenol play a predominant role in this flavoring effect of smoke. However,adding such phenols to food products does not give a smoke flavor comparableto that of freshly developed wood smoke.
The amount and composition of phenols in curing smoke are stronglyinfluenced by the temperature of smoke generation and by smokingtechnology. The phenol composition of liquid smokes shows an extremely widevariation. During the normal smoking process, the phenols penetrate into theproduct only a few millimeter s, b ut if liquid smoke preparations or othersmoked ingredients are added to the curing mixture, phenols are found in thecenter of the product. An increasing amount of phenols is not necessarilyconnected with an increasing concentration of PAH. However, in the case ofliquid smoke there is an increasing PAH content with rising content ofphenolic compounds.
The function of smoke components is primarily to provide the desirable color,aroma and flavor of smoked products and to contribute somewhat topreservation by acting as an effective bactericide and antioxidant agent.However, the preservative properties are not nearly as impor tant as stricthygienic requirements, modern packaging and continuous refrigeration Tilgner 1977! .
Aroma and flavor are a blend of smoke components. The influence of woodvariety on smoke flavor is due to the basic pattern of smoke compoundsformed during thermal degradation of the wood. This reflects moreparticularly the pattern of phenolic compounds.
Surface coloring involves complicated carbonyl-amino reactions and is directlyconnected with the loss of the carbonyl groups of smoke. The morecarbonyls, the hi gher the intensity of the color. The role of phenols isinsignificant, but at pH 7, Z5 phenols with ortho- and para-OH groupsintensify color of proteins. Different factors such as interaction of somespecific smoke components with some proteins or amino acids, exposure tolight, heat and oxygen influence the shade and intensity of color formation.
In summary, the production of smoke is a very complicated process, highlydifficult to control and yielding a product which, besides desiredconstituents, contains also a vast variety of unwanted compounds.
Effect of hiicroorganisms
Freshly caught fish typically carry populations of predominantly gram-negative psychrotrophic* bacteria on their external surfaces. The population
~Psychrotrophic refers to bacteria which grow well at temperature near OoCbut have an optimum temperature above ZO C with maximum in the range 30to 350C.
110

typically ranges between Ip~-10 cel]/ml, The most pre ominant bacterial areof the general Pseudomonas, Acinetobacter-Morax lloraxe a Achromobacter!,Flavobacterium and Vibrio. Other bacteria geiiez allyenera 3 are present in lowernumbers. These include Cor yneform bacter ia Microco~ icrococ cu s, Bacillus,Clos tr idium mainly C, b otu linu m t y pe E ! .
Since the fish is transported from the harvesting area tong area o t e processingplants in ice or refrigerated sea water, the bacterial population
r hi npsychrotrop ic nature, may increase to 10 -lp ceil mi Howeve fm . Owever, requenthandling of the product may lead to contamination with gram posit'v b tgram positive acteria,especially staphylococci, and may introduce coliform bacteria,
Since fish smoking has two main purposes, addi~gpreserving fish, the microbial aspects of the fresh and preprocessed fishalong with the smoking process steps must be taken into consideration. Aspreviously discussed, the smoking process helps preservation through thecombined action of the chemical composition of the smoke, the salt content,the heat, and the drying effect, especially at the surface.
The processes which are used in preparing fish for smoking have aconsiderable influence on the microbial count of the smoked products. Theseinclude soaking the cured fish in fresh water overnight, draining, trimming,and finally hanging or racking in the smokehouse. Unless great care is takenin handling the materials during these stages, a contamination withmicroorganisms may be introducted:
~gaftfn . The effect of salt on microorganisms is widely variable. Asmall percentage of salt reduces the growth of many spoilage bacteria.On the other hand, some microorganisms can tolerate much greaterquantities of salt and there are some stimulated by the presence of salt.
Salt content of lightly salted and smoked fish ranges froni 2 to 2.5percent, whereas salt fish contain up to 10 to 12 percent salt. This canbe clearly seen in Table 8 where the salt concentration used in brininghaddock gave a wide range of effects. Basically it did not reduce thebacterial count materially. The bacterial count of some samples wasi~creased. The reason could be that the salt is an important source ofcontamination Roper 1934!-
~Dr in . Drying plays an important role in the redaction of bacterialcount during the preparation of smoked fish. Considering the minimumvalues of a water activity!, 0,91,, 0,88 and 0.80 for bacterial, yeastand mold growth, the effect of drying on the bacterial population wouldbe greater than the effect on yeasts and molds. However, interestingdata were obtained by a study on smoked salmon samples obtained fromretail outlets along the pacific Northwest coast. Despite the smallnumber of samples, the data as shown in Table 9 point out the extremevariability among smoked salmon. The aerobic microbial count rangedfrom 1.3xlp -2.2xip /g. In this study it was found that the count isinversely related to the moisture level I.ee and Pfeifer 9 ! ~f r 1973!.
1 1 1

SAMPLENO. DESCRIPTIOH FRESH SALTED SMOKED
bacteria/g bacteria/g bacteria/g
Ho t smoked 66,0DO
24,DOO
17,000
43,000
�!
�!
'10460,DGD
250,0GO
63, 500
30,000
5,000
�!
�!
15,0GD
No smoke
Cold smoke
30,0DD
23,0GD
aG,DDD
48,000
55,0DO
14,0DO
10
50,0DD
70,0DO
28,000
18,0GD
14,0GO
16,0GO
64,000
860,000
13
14
15
16
17
18
112
Table 8. Bacterial change in haddock
Cold smoke force drying
62,000
14,000
�!
76,000
250,000
650,000
24,000
150,000
22,000
430,000
36,000
150,000
1, 100
2,100
75,400
4, 900
37,600
460,000
9,000
300,000
1,600,000
3,000,000
12,000
5,300
18,000
17,000
10,000
202,000

'loisture NaC1 NPS ~! a!
Microbial load count/g!Sample
2.2 x lo
1.9 x 10~
5.5 x 10~
1.8 x 10~
4.1 x 10~
2.7 lo'
1.2 . 102
48 4.3 8.2
61 3.7 5.7
56 3.42.0
3.264 2.1
7.353 4.2
4.22.761
3.52.260
2. 0-4;3 3.7-8. 21.3xl02 2 2x106 48-64
SOURCE: Lee and Pfeifer 1973 ~
NaCl�!x 10G
!Water phase salt � brine! =
Table 9. Microbial load, NaCl, and water Phase salt WPS! of smoked salmon

Smokin tern erature and time, The temperature used in the two maintypes of smoking, cold smokin g and hot smoking, helps r educe fishmicrobial count. The influence of hot-smoking temperature whichreaches up to 250 F or so is much more than that of cold smoking, whichought not to rise a.bove about 85 F.
All gram-positive cocci which are predominaTr t on smoked fish are verysensitive to heat, It is noticeable from the Table 10 that the
spp. The average exposure time needed to inactivate 90 percent ofmicrococcus spp. at 52 + 1 o C was 24 minutes, while it was only 8, 5minutes in the case of sta h lococcus spp. So their sensitivity to heatwiB not allow them to survive either 6 or 82 C smoking process formerlyspecified by GMF.
In another study it was found that smoking for 20 minutes at 160oF drybulb and 1400F wet bulb �0 percent Rll! followed by 40 minutes at200 F dry bulb and 190 F wet bulb 80 percent RH} allowed sufficientheat treatment for the inactivation of C. botulinum type E and allowedsufficient smoke absorption for flavor Chan, Toledo, and Demy 1975!.
S k 't' . The number of different volatile compounds presente., formaldehyde, phenols, and cresols! are known to
have different levels of bacteriostatic and bactericidal effects.Formaldehyde is considered the most ef fective against molds, bacteria,and viruses. The effect of formaldehyde, probably due to itscombination with free amino groups of the proteins of cell protoplasm, isto injure nu clei an d co a gula.te protein. Smoke composition is moreeffective against the vegetative cells than against bacterial spores. Theeffect is heightened by i~creasing the smoke concentration andtemperature. It also varies with the - kind of wood used. It has beenreported that the residual ef feet of smoke in fish is g reater againstbacteria than against molds.
In order to establish a relationship between smoke composition,temperature and microbial population, the following test on haddock wascarried out. A brined haddock which was kung in the smokehouse forthe same length of time as the smoked fish but which did not receiveany smoke and heat had a bacterial count of over 200 million per gram.The smoked haddock of the same series had a count of 62,000. A trialwas made under the same conditions but without smoke at highertemperature �95 F or 90 C! to determine whether or rrot the hot smokewas having any greater bactericidal effect. To do this it was necessaryto cut off the supply of sawdust and then proceed with the heating asthough the fish were actually being smoked, The fish showed a finalcount of 75,000 per gram a.s compared with only 104 bacteria per gramon a similar run with smoke, This demonstrated that the smoke, or someconstituent of it, was more effective as the temperature was increased Roper 1934!.
114

Table 10. Selected characteristics of gram-positive cocci isolatep from smokedsa1mon
SOURCE: Lee and Pfiefer 1973.
115

~ pH. A series oi pH determinations was made on the fresh, brined andsmoked haddock to find out the effect of smoking on pH value and,therefore, its relation to microbial count. As show~ in Table ll, nopronounced change in pH value was determined.
In another test where the acidity of a smoke solution was neutr alizedwith NaOH, its antibacterial action was deer eased about one-third. Itwas concluded that the preservative action of oak smoke solutions wasdue more to the acids and tarry matter components than tof orrnaldehy de .
THE NUTRITIONAL QUALITY OF SMOKED PRODUCTS
The desirable ef feet s of smoking are flavoring, preservation, and coloring.However, excessively heating proteins may destroy certain amino acids orrender them unavailable for digestion. One of the most impor tant changeswhich results from heating is the interaction of certain amino acid residues ofthe protein with reducing sugars such as glucose. Lysine is most frequentlyinvolvecl. Tryptophan, ar gine, and histidine may also enter into reactionswith reducing sugars. In the early stages, melanoidin condensation, a bondis formed between the sugar and the amino group which interferes with theaction of proeolytic enzymes but which may be broken by boiling with acid.In later stages browning and the subsequent loss of the amino acid occurs,
Moistur e content plays a very important part in the browning reaction.Moisture content of 30 percent is most favorable for the reaction and hen.cethe brow~ing reaction is peculiar to dehydrated food products. The moistureof these foods is reduced usually by passing through the range conductive toprotein damage. Low moisture or "jerky" type fish products fall into thisvery low moisture category.
During smoking, food products go through heating and drying. Non-enzymatic browning reactions definitely go on in smoked products. Thesereactions form the desired color of the finished product. The availability oflysine is lost during smoking due to non-enzymatic browning Dvorak andVognarova 1965; Chen and Denberg 1972! . The extent of the reductiondepends on the length and temperature of the heating process and the extentof the product dehydration. Loss of lysine increases with an increase in bothof these parameters. It was found that an overall 43. 7 percent lysine lossoccurred in Hungarian salami with 15 percent water content. The productwas cold smoked and stored at 20oC for one year. A 44. 5 percent loss ofly sine was discovered in 2 to 3 mm lean beef sirloin strips smoked for 10hours at 654C. In an unsmoked heat-treated sample, 15.2 percent loss wasobserved.
The amount of glucose normally present in animal flesh is sufficient topromote the browning reaction. Added sugars in meat do not significantlyinfluence the amount of browning.
In dehydrated. meat the reaction of amino groups with sugars occurs even atlow temperatures. Freeze-drying is the mildest method for drying foods.However, loss of amino acids due to the browning reaction occurs Regier1956!. The availability of lysine decreases with the degree of dehydration ofthe meat. The decrease is dependent on the time during which the reaction
116

Table ll. pH values of fresh, bribed and smoked
SOURCE: Roper 1934.
117

takes place. Longer dehydration times promote increased lysine loss. Theeffect of the Maillard reaction on meat and meat products with reduced watercontent is also enhanced by long storage Dvorak 1968! .
As has been discussed, the effective constituents of smoke for flavoring andodor are phenolic and carbonyl compounds. Formaldehyde and acetaldehydemake up a substantial part of the carbonyl compounds, The free amino groupin lysine is fixed in proteins by formaldehyde. It has been found that therelationship between the loss of available lysine and the log concentration offormaldehyde is linear Dvorak and Vognarova 1965! .
Coniferaldehyde and sinaldehyde are the major phenolic components of woodsmoke. These components were also found to affect the availability of lysinein smoked foods Bar ylko-Pikielma 1977! .
Nitrites are used in meat salting to obtain a desirable color. The usualamount of nitrite added is 0. 5 percent of the sodium chloride used. Nitriteions in meat are reduced to nitroten oxide which forms the desirable colorwith myglobin. However, nitrite ions in acidified meat may react with theE-amino group of lysine and destroy it. It has been found that the decreasein the amount of available lysine is proportional to the log concentration ofnitrite Dvorak and Vognarova 1965! .
Strong salt solutions can denature proteins. I3y itself the denaturation maynot be harmful to the nutritional value of the smoked food. However,denaturation of the proteins ma,y make more active sites on the proteinavailable for interaction with reducing sugars or smoke components.
As discussed, research is beginning to demonstrate mutagenic effects ofnon-enzymatically browned foods. The Ames test for mutagenic factors hasshown that foods which have undergone Maillard reactions may becarcinogenic. This is an area that is just beginning to be studied Iwaoka1980!.
Smoking indeed lowers the nutritional value of foods. The development ofrapid cold smoke techrnques could alleviate some of this loss.
SHELF LIFE OF SMOKED FISH
It cannot be overemphasized that most smoked fish products, unless cannedand sterilized by retorting, have little more and often less shelf life thanfresh fish. Table 12 shows some comparative data on shelf life for severalspecies at 60 F and 32 F.
These data certainly have to impress one with the fact that smoked fishshould be handled, pa.ckaged and stored like fresh fish, not a highlypreserved product. A dried-salt fish containing more than 10 percent saltand perhaps 25 percent water or a "jerky" type smoked fish containing somesalt and perhaps 2 percent water has a fairly long shelf life due to the lowwater activity. However, most smoked products demanded by today's marketsare low salt, high water content items that are ideal substrates for growth ofmic r oar g ani sm s.
l18
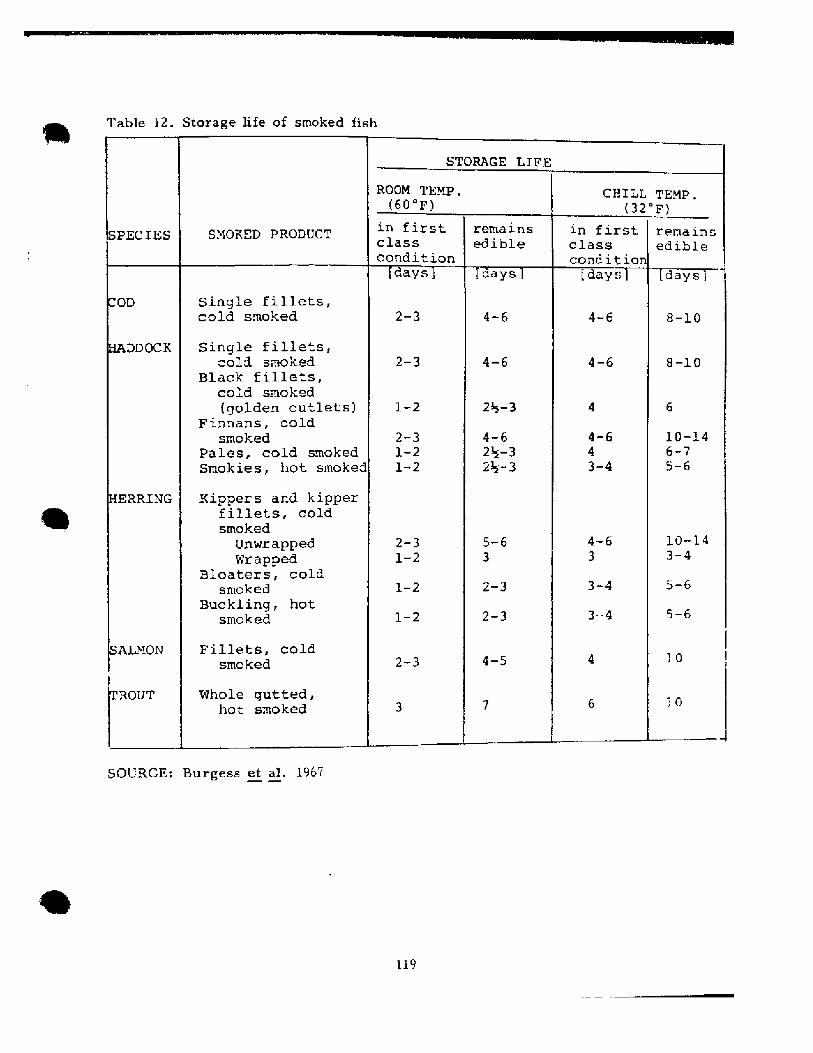
Table 12. Storage life of smoked fish
SOURCE: Burgess et al. 1967

If you are impressed with no other point during this conference, it should bethat smoked fish are potentially one of the most dangerous products on themarket. It cannot be hermetically sealed unless sterilized, or kept frozen orunder refrigeration just above the freezing temperature. Vacuum-packedsmoked fish makes a beautiful package to impress the consumer but if theseller or the buyer is not aware o f the potentiaI danger there will be somedisasters involving human life as the production of smoked fish increases.
SMOKED FISH PRODUCTS
People like the taste and odor of smoked products. That they will pay pricesfar above that for fresh iish is indicated in Table 13. Also, a processor,especially one not knowledgeable in the prepa~ation of good smoked products,has to be impressed with the profit potential of smoked products. Therefore,one asks the obvious question, "Why are there not more producers of smokedfish products, and why are there not new and innovative items beingmar keted? "
A partial answer has been discussed in this and other talks being presentedat this conference. Fish smoking is still more of an art than a science. Thewide diversity of product quality, market presentation, and availability doesnot appeal to a large portion of the consuming public. Often a buyer isdisappointed with a smoked product, particularly the boat-packaged itemsfound in supermarket fresh meat counters. Poor quality control of smokedseafood items is the factor holding back rapid market expansion, not lack ofconsumers. This poor qu,ality is caused by many factors including low qualityraw material, spoilage occurring during processing, variations in salt contentand smoke flavor, uniformed processors and improper packaging.
SPECTRUM OF SMOKED PRODUCTS
There are relatively few preservation states in which smoked products can bepresented to the consumer, namely those of all foods:
~ Smoked and handle as fresh product
~ Smoked and held frozen Upon thawin g product is handled like a freshproduct. !
~ liard smoked and dried, then held for considerable periods at roomtemperature
Smoked and canned products
These four processin g techniques can be used for whole fish or shellfish,sides, fillets, miscellaneous portions i. e., "cheeks" of fish, broken shrimp,or oyster trimmings!, minced flesh and formulated products that are formedor extruded. Liquid smoke can be used in all of the items but is probablymost effective in the latter categories.
Table 14 is a list of smoked items that can be found in the marketplace. Itessentially covers all raw material from the sea that is consumed by humans.The degree of smoking varies from a lightly smoked, cooked fish to a hard
120

Table 18. Wholesale and retail prices of various salted fish products FOBSeattle, NA!
COMPANy PRODUCT PRICE { $/LB! OBSERVATIONS
Salted codMild cured salmon
1 70-2-80 whsl!3.00 whsl!
Raw cod
Salted cod 1. 50 whsl!3 . 30 retail!
Package of 1 lbskinned and boned
1.40 whsl!Salted herring
2.752.25-2.50
2.495.79
Salted herringSalted salmon
Light cold smokea! sliced
b! side
Byproduct of NovaScotia
Backbone9.0P/lbb! Jerky
Smoked cod:a! side
Restaurant
b! 5/2 fillets
Prices current for April l98l-
121
Salted SockeyesalmonRaw fresh! salmon
Hard smokea! Squaw Candy
strips!
.13 round!
.25 head/cleaned!
8. 9p/lb {whsl!9. 7p/j b retail!7. 40/lb whsl!8.40/lb retail!
6.40/lb whsl!7.40/lb {rr tazl!
35/ib whsl!2.70/lb retail!
pp/lb whsl!3 5p/lb retail!
Retail price dependson delivery, qty,etc.

Table 14. Some smoked fishery items currently on the market
SALMON CHUB
COD
CRAB
CARP
SQUID
OCTOPUS
CAVIARHERRING
NOTE: These products originate from a variety of species and portion andare prepared in a wide variety of sauces and oils.
122
STURGEON
ALBACORE TUNA
MAHI MAHI
WHITEF ISH
BLACK COD
MULLET
HALIBUT
SHELLFISH
OYSTERS
CLAMS
SHRIMP

smoky "jerky" product. A wide variety of sauces, oils and other ackinmedia are used in canned specialty items which are often used in gift packs
Many of the above items are currently sold on relatively restricted mark11and. could be considered products of the future" in many geographical
minced flesh or formulated products, other than a few canned smokedspreads, represent an unlimited potential for high quality new products thatcan be made from inexpensive raw materials. These raw materials can beextruded from waste and scraps now discarded or sold for cheap animal feed.Furthermore, a volume of minced flesh equal to that of the fillets will becomeavailable as the high seas 200-mile limit fisheries develop.
At the University of Washington, we have been actively developing some ofthese formulated-extruded products, both canned and dried. A good exampleis a smoked-dried patty utilizing minced flesh as the base Bello and Pigott1979, 1980!.
SUMMARY
For ma»y centuries smoke was used in combination with water removal topreserve fish. Today, properties of smoke being desired by consutners areused to enhance flavor and odor. It is only recently that the processingtechniques and the smoking-drying facilities for producing smoked procluctshave included modern scientific principles. It is important to control:
1. the temperature and composition of the smoke,
2. the heat content, humidity, and composition of the smoke-airmixture,
3. the flow rate and geometric flow pattern of the smoke-air mixture,and
4. the final deposition of the smoke components.
As you have witnessed over the past two days, knowledge of the variablescontrolling the final product and mordern engineering principles applied tosmokehouse and facility design are rapidly bringing the art of smoking to ascience. This approach has made the United States the most important foodproducer in the world. Why not add smoked fishery products tc the list?
123

LITERATURE CITED
Barylko-Pikielna, N. 1977. "Contribution of Smoke Compounds to Sensory,Bacteriostatic and Antioxidative Effects in Smoked Foods." Pure andAppl. Chem. 49: 1667-1671
Bello, R. A. and G. M, Pigott. 1979. "A New Approach to Utilizing MincedFish Flesh in Dried Products." J. Food Science 44�!:355-358.
Bello, R. A, and G, M. Pigott. 1980. "Dried Fish Patties: Storage Stabilityand Economic Considerations." J. Food Proc. and Pres. 4:247-260.
Burgess, G. H., C. L. Cutting, J. A. Lovern, and J. J. Waterman, ed.1967. Fish Handling and Processing, Chemical Publishing Co., NewYork, NY, pp. 71, 263.
Chan, W. S., R. T. Toldeo and J. Demy. 1975. "Effect of SmokehouseTemperature, Humidity and Air Flow on Smoke Penetration into FishMuscle." J. Fd. Sc. 40 �!: 247.
Chen, L. and P. Denberg. 1972. "Interactions of Some Wood SmokeComponents with c-amino Groups in Proteins." J. Agr. Fd. Chem.20:1113-1115.
Dvorak, Z. and I. Vognarova. 1965. "Available Lysine in Meat and MeatProducts." J. Sci. Food Agr. 16:305-31Z.
FAO. 1978. Yearbook of Fisher Statistics, vol. 47.
Griffiths, F. P. and J. M. Lemon.. 1934. "Studies on the Smoking ofHaddock. " Bureau of Commercial Fisheries, Dept. of Commerce,Washington, D. C.
Husz, J. 1977. "Physical and Chemical Processes Involved in the Productionand Application of Smoke." Pure and Appl. Chem. 49: 1667-1671.
Iwaoka, W. Personal Communication. University of Washington, Seattle,Washington. April ZG, 1980.
Lee, J. S. and D. K. Pfiefer. 1973. "Aerobic Microbial Flora of SmokedSalmon." J. Milk and Fd. Tech. 36�!: 143-145.
Regier, L. and A. Tappel. 1965. "Freeze-dried Meat III. NonoxidativeDeterioration of Freeze-dried Beef." Food Research 21:630-639.
Reiner, H. 1977. "Analysis of Smoke and Smoked Foods." Pure and Appl,Chem. 49: 1655-1666.
Roper, C. D. 1934. "Studies on the Smoking of Haddock." U. S, Dept. ofCommerce 1: 2-10.
Tilg ner, D . J . 19 77. " The Phenomena of Q ualit y in the Smoke CuringProcess." Pure and Appl. Chem. 49:1629-1638.
124

DESCRIPTION OF THE SMOKING PROCESS:HOT SMOKING
Vern S wanesNorthern Fish Products, Inc.
3911 So. 56th StreetTacoma, WA 98409
�06!838-1220
Northern Fish Products Company was founded in Tacoma in 1912 by my fatherand grandfather. In 1945, I went to work with my father and two otheremployees, From that little compan y, we have grown to 14 employees--andthat is where we plan to stay. There are a lot of advantages in stayingsmall. If you have less than 14 employees, many federal regulations do notapply, hiring rules are different, and we have some advantages inpurchasing. For example, we buy only about 300,000 lbs of salmon a year,which is peanuts compared to some of the large companies, We can buy thatamount in bits and pieces over the season at advantageous prices, If wewere to need more than this quantity, we would be forced buy on the openmarket and pay top dollar. This would require us to raise the price of ourkippered fish, and then it probably would not sell.
Our kippered fish compete~ in the marketplace with chicken and hamburger.We are not tr ying to be a gourmet producer � we are trying to make ourkippered fish as much an everyday product as possible. We have not raisedour prices in two or three years.
If the retail price is low enough, and the product of satisfactory quality, youdo not need any other strategies or a lot of salesmen. If consumers can beinduced to buy the product and if they enjoy it, they wiii come back and buyagain.
I should talk about prices for a minute. We sell our kippered salmon productto wholesalers at $1.95 per lb, and the market will add perhaps another dollarto make it $2.95, Well, $2.95 for salmon is pretty low for a product in themeat department. I think some of the fishermen here wil! confirm that theyoften get more than $2.95 for their fish at the dock. And our product isprocessed! Our kippered salmon is priced lower than the sliced salmon orunprocessed halibut and is in the same refrigerator cabinet. That pretty welltakes care of our marketing theory. Let me now talk about our plant.
When I went to work with my father, we had an old two-story building withfloor sills laid in mud. On the first floor we dressed the productprepared it for smoking. Clean-up was a pretty tough job since we could nonot
use hoses. The product was put on an elevator and sent to the second floorwhere it was put into the smokehouses. After smoking, we had to bringback down in the elevator for packaging and shipping ~
Bob Cavanaugh, who was the Seattle-King County health inspector then, andI got started in business at the same time. Bob and I always got along wellHe came down, had a look at the plant, and said it was bad, When 1 asI asked
him what I shouM do with it, he said, "Burn it down." So 1 did.
125

Well, really, about 25 years later we had a very severe fir e that destroyedthe plant. Since I was the only person in the plant at the time, the firstinspectors an.d insurance people looked pretty closely at things. But theylooked at our profit margin and decided I did not have a reason for arson,and paid on the policy. With Z5 years of business behind me, the fire waslike having a second chance to do things correctly and as we wanted do ~ Wecould now build ourselves a modern, efficient plant. Incidentally, I did notburn it down!
Looking for advice, we went to the Food and Drug Administration and theWashing ton Department of Agriculture. The federal Good ManufacturingPractices G53P! were just then coming out, and we paid a great deal ofattention to them. We built a 10,000 sq ft plant l00 ft by 100 ft! . Afterthe little cubbyhole we had been in, we thought we would never fill it. Wedid not have a forklift before, and now we have three.
The plant was built with the smoke ovens walled of f from the rest of theprocessing area. Not only does this separate the raw fish from the processedfish, reducing the chances of cross-contamination, but it helps keep the plantclean. The hoods used to catch the smoke escaping from the ovens do notwork very well, and soon the entire plant becomes smoky and grimy. Byputting up a wall and separating the ovens, the rest of the plant stays clean.In fact, we have white walls and ceilings, and they stay white. That whitepaint really pays off when a health or FDA inspector comes in, since thatfir st favorable impression is valuable. We spen d about one hour a daycleaning it.
The smokehouse portion has three ovens, each with its own smoke and heatgenerator. Each oven takes two carts of product, weighing about 5,000 lbs.Beneath each oven is a 6 ft deep pit. At the bottom of it is a gas-fired ringburner that heats a pant of sawdust. The sawdust chars and creates thesmoke. Just below the carts of fish are two gas burners that supply heat forthe process. Although our property is zoned as hea.vy industrial, we are notallowed to emit any smoke, so we have a smoke reburner.
Mel Eklund helped us solve our processing problems and kept us clear of anybotulism problems. One thing I should bri~g out is that I suspect we are theonly processor complying with the 5 percent salt rule, as specified by theFDA. We do not like it, but the FDA said that for our product we have tohave a final salt content of 5 percent. Those regulations are not in effectnow, and we are working with Mel to lower that salt level, But in themeantime, we get nasty letters from people who do not like that much salt.But at least we a.re shipping a product that is safe to eat.
Earlier today, I said to Dr. George Pigott that there certainly is a lot more tobeing in business than simply learning how to hot smoke fish. Do notmisunderstand me, it is not easy to hot smoke fish and do a good job. But ifyou go in to business, I think you will find tha.t it is the easiest thing youhave to learn. For example, 1 was a pretty naive person to think everybodywould work together to get the job done in the cheapest and best possibleway. And then I learned about politics! We have politics and internal strifeinside the company. There are politics between my company and othercompanies we deal with, or do not deal with. There are politics with thegovernment � local, state, and federal. There are all the inspectors,
li6

auditors, fee collectors, permit givers, soothsayers, and whatever. Youwould be shocked at all the taxes and taxing agencies--city, county, state,and federal. It is always $5,000 for this and $5,000 for that. Sometimes Iwonder how we can possibly make a profit. Like I said, smoking is theeasiest part of the business.
I,et me talk about plant equipment for a few minutes. We have a fork truckwith an attachment on the front end that allows us to rotate and dump totesand tubs of product. That is probably the best piece of equipment we everbought. It saves a lot of broken backs and really speeds up our producthandling .
We use five pickup trucks ~ They bring in raw material and distribute thefinished product. About half of our product dollar volume is in supermarketdi st rib u tion .
We have gas-fired, 450 gal hot water tanks. We use a lot of hot water forthawing the raw product and cleaning the plant.
We had aluminum storage bins built for us several years ago. These binshave closed channels on the bottom so the rotating forklift can lift and turnthem. That saves the labor of two people.
We also have a 45 kw auxiliary generator. We think it's a pretty importantinsurance policy. Its cost is smail when compared with 200,000 lbs of productin the freezer lost during a power outage. Our generator has an exerciseperiod every Thursday at 1 p.m., when it takes off and runs.
We have a thermometer on each of our smoke ovens continuously recording itsinternal temperature for a week. Then we file the chart. As KenHilderbrand said, you must have proof of the temperatur es at which yousmoke, cool, and freeze the product. These charts have come in handy a fewtimes. Also, we use them for our own information so we know what is goingon. It is to your advantage to keep good records of everything: species,source, seller, age, condition, and so on.
We cut most of our raw product on bandsaws. We try to use all the partsand pieces: tails go for salmon snacks, bellies and tips are separated and gofor other products. Our storage freezer holds about 200,000 lbs of rawproduct. In our finished-product freezer we generally keep about 15,000 lbseach of kippered salmon, kippered halibut, and cod. We keep somewhatsmaller quantities of various other products. By keeping this amount ofinventory on hand, we do have to add people when business gets hot and wedo not have to lay them off when things get slow. It is amazing that wehave never laid off any of our regular crew, We kipper the same amountevery day, and it all balances ou.t.
We use a cooler to help us in the brining process. WheWhen the Gh<Ps carne in,
we bought an injector machine like that used to inject brine into bacon andham�. We desperately needed to find a way to get 5 percent salt into thefish. The injector machine did not work at all. Then Dr. Eklund helped us,and we now put our fish in tubs with brine and hold them in the cooler untilthey equilibrate � or until the salt works its way through every part of' thefish,
127

Halibut is about the only fish that we do not saw and cut while it is frozen,am sure that all of you know that worms are not uncommon in bottomfish.
Most, or all, of these worms are not parasitic to humans but they are prettybad aesthetically. One pregnant woman said she found a worm, felt sick and,"That will be $25,000 please." So to avoid that sort of thing, we candle ourhalibut. That is, we pass each piece of halibut over an opaque glass with astrong light underneath it and use scalpels to remove the worms.
We have an automatic stitcher for making boxes and an automatic strappingmachine. We do not do any vacuum packaging in any form because of thebotulisrn danger. We wrap our finished product in a breathing sheet ofcellophane, then put it in the box and overwrap it.
Well, that is about all I have to say. But, as I said ca~lier, smoking is theea.sy part of the business. I am anxious to hear your questions since that isoften the best way to get at the specific information you really want.
What is your freezing technique?We wrap the product in cellophane, then put it in a box with apoly-liner. The unlidded boxes are stacked on a cart withspacers between each layer of boxes, then wheeled into thefreezer. In 24 hrs the product temperature is down to O~F.We are planning to build a new building with a blast tunnel.Then we will put the fish on racks and freeze them in lessthan an hour.
QUESTION:ANSWER:
QUESTION:ANSWER:
How long does smoked fish keep in the freezer?I can only talk about a hot-smoked product. We wrap it incellophane, put it in a carton with a liner and close it up.That pretty well limits any dehydration and we feel it will holdup for three months in our freezer. The grocer y store maykeep it for an additional two months. If it was a good productwhen it went into the freezer, if it was well wrapped, and ifthe freezer temperature was low enough and held steady, itwill be a good product after five months.
How do you keep your product from dehydrating in thefreezer?
Proper packaging, We first put a breathable wrap around it,then we put it in a poly-bag. The poly-bag is not sealed butwrapped all around the product. Then we put it into a cartonand put a slip-on lid over it. So the product has at leastthree layers of material protecting it.
QUES T ION:
ANSWER:
Wouldn't your products have a better shelf life if you put themin vacuum packages?
QUESTION -'
128
We mix our salt in a tank equipped with a Lightnin' mixer. We mix saltbrines of ZO to 40 percent--depending on product thickness, species, and howlong it will be sitting in the cooler. We check the brine with a salinometer.Each batch of fish requires a different strength of brine, so rather thanbrining in large tubs, we use small pans that hold only about 50 Ibs of fish,This can get complicated, and you need to watch it carefully.

ANSWER:
Q UESTION rANSWER:
QUESTION:ANSWER:
QUESTION:ANSWER.
QUESTION:ANSWER:
QUESTION;
ANSWER:
129
QUESTION:ANSWER-
Q UESTION:ANSWER:
Most likel y we could get six to eight months shelf life in ourfreezer if we used vacuum bags. Then the retail outlet couldget a few more months, and the product would have a betterappearance. However, we cannot control product mishandlin
p p ~ Suppose the freezer unit on the truck goesan rng
out, or an overzealous clerk stacks the bags above the frosthne in the store cabinet, ar someone leaves the bag out of 'thecooler too long. There are lots of mistakes that could happenand any one of them could produce a case of botulism,
One large supermarket demanded we vacuum pack all theirproduct ~ I told them to check into it, and now we are sellingthem a non-vacuum packed product.
Do you buy fish that have been frozen in the round?We will not accept fish frozen in the round.
Do you buy direct from fishermen?No, we buy from wholesalers, We buy only dressed fish,either fresh or frozen, We do not buy round fish because weare not set up to clean and dress them.
Do you ever buy salted salmon?In 1950 we could not get our hands on any fresh salmon so webought several pieces of mild cure, It was a real tragedy forus because we just could not make a good hot-smoked productout of it. We won't buy any more.
Do you hand filet any product?No. Except for halibut, we cut everything on bandsaws. Thereason is that we lose less. It is hard to get people who aregood with knives and if' you get someone who is not, you windup with a product that is all slashed. We have good sawersand they cut the frozen fish right down the middle so eachside gets a piece of the backbone. The ribs are also left in.We get a nice, cleanly cut product with very little waste.
Do you salt your salmon in the round or as fillets?We cut aH our salmon on the saw into 5 to 8 oz chunks and
salt it that way.
What do you do with salmon bellies?If they are thin, they do not look good in the market, so wecut them off and use them for tips. Unfortunately, thatbrings a lower price.
Can you tell us anything about the quality of the salmon youpurchase?Well, you really have to be careful when you buy a lot of fish.Just because one or two fish in a lot are of top quality doesnot mean the whole lot is.
We have some employees with 20 to 30 years of experience wlrocan tell at a glance whether the fish are good ar not, They

QUESTION:ANSWER:
Q UESTION:AN S'VER:
QUESTION:ANSWER:
QUESTION:
130
QUESTION:ANSWER:
QUESTION:ANSWER:
examine each fish as they saw it. If the quality is bad, out itgoes.
Do not take any poor quality products unless you can get themfor a really low price and can afford to throw them out--orsend them back. Those details must be worked out in advanceor you will have a real argument on your hands.
We have built up a trust with some of our suppliers and oftenthey will send us a lot of top grade fish only.
!Uhat kind of salmon a.re best to kipper?We prefer large red or white kings, but we cannot afford itbecause we only get a 60 to 70 percent yield. That is, from1,000 lbs of frozen, head-off salmon we get 700 lbs ofkippered product.
Troll pinks are good fish but because the belly is so thin, itmust be cut away. They give us a 30 to 40 percent yield.Sockeye are good and so are chums. In other words, it reallydoes not matter which species you use.
Do you use hatchery fish--that is, spawned-out fish?No. They just will not work.
Do you smoke pen-reared salmon?IUe have never had any sea farm fish but I cannot see whythey would be bad. They go through a life cycle just like thewild fish do.
Do you color all your products?Yes, we do. Wc have found it very difficult to produce if wedo not use color. As you know, many food products arepurchased on the basis of eye appeal. If a product looksunappetizing, chances ar e i t will not be bought, Salmon iseasy to make look good, but when you take black cod, halibut,or any of the white or light colored fish and smoke it, it turnsa dirty gray. It looks pretty bad and it doesn't sell. So wecolor it.
In the past, we used the colors on the FDA's GenerallyRecognized as Safe GRAS! list. Now, we are trying to shiftover to natural colors. With a great deal of work and time, Ifound we could use beet color. It is difficult and you havepractice with it or you will get some pretty strange results.
How long do you brine your fish?Generally, we keep the fish in th e cooler in brine for Z4hours. then pour off the brine, and let them dry for anotherZ4 hours so the salt can equilibrate. Then, on the third daywe put them into the smokehouse. This procedure variessomewhat depending on the fish.
Do you control your brine temperature

ANSWER: Yes. We put the product. to be b ririe iii small tubs and stit i«he 35'«ooler until itthat, the bacteria will grov' and cause tl ouble.ii i ira e . you do not ilo
Q U EST ION:
ANSWER:
Why do you keep your salt level at 5 percent if thefish GMPs are not in effect? a percent if the sniak< il
Well, we have changed it somewh- t.a . e are s oi>ti»g forpercent salt on the average. Then fen, i we get a thick pii ci, itmay get a little less salt but we hope not li ss tliari !. 0percent. We feel that is a safe product..
We are gun shy on salt content for another reasoii. Oiii time,when the GMPs were just getting started, the FDA chi «hedsome of our product in Los Angeles and Saii F'rancisc<i. 'l'h»said it was only l. 5 percent to 2. 5 percerit salt and that v'ewere in violation of the GMP. I am not sure exactly how tlic ysaid it, but they wanted us to voluntarily withdraw theproduct from the market and destroy it. So we briiiight$10,000 worth of product back from Los Angeles arid liauled itto the city dump. That got my attention and we watch oursalt contents pretty closely.
QUESTION:
ANSWER:
Couldn't you have done something else with the fish rath~ rthan de s tr oyin g i t?Perhaps. I do not know. We did riot argue with theni. Wiconsidered going to court but felt we would lose. We deciileiito do what they wanted and get on with business.
QUESTION:
AN S'WER:
Why do you even bother with the GMPs an smoked salmon nowthat they are no la~ger enforced?It is the salt/time/tentperature relationships that are notcurrently being enforced. These are being reworked ar drewritten and we expect they will be published soori. Ori theadvice of Dr. Eklund we maintain our salt levels iio lawer than3. 0 percent and higher if possible. This salt level plusadequate refrigeration will prevent any probletns with botulisn;.So, we follow his advice in order to keep our customershealthy and our business going.
Do you rinse t.he fish after brining.No, that would be another process and checking proceduie wewould have to go through.
QUESTION:ANSWER:
» you agitate the fish while it is being brined.We use a stainless steel stirrer for agitation. We also
turn the top pieces over so they are skin side up. We fill our
QUESTION:ANSWER:
13l
No, as far as the rest of the GMPs are concerned, they dealwith product handling, plant layout, and sariitatioii. All ofthose regulations are enforced whether you sinoke fish or not.We keep our plant sanitary because we can put a higlierquality product on the market and because it keeps us out aftrouble with the health inspectors.

brine tubs one-half to three-fourths full of fish and then fillwith brine, This way the fish pieces all float freely.
Do you use hot water to make your brine?We used to. Now that we have an electric mixer we find roomtemperature water is better. After we make the brine, it goesinto the 35oF cooler.
QUESTION:ANSWER:
How many times do you use your brine and how to you disposeof it?We use it once and then dump it into the sewer. However,before putting it into the sewer we screen it so no fish chunksgo in. We never reuse brine,
QUESTION:
ANSWER:
How do you thaw your fish?lUe adjust the temperature of a tank of water to 45 F. Thenwe dump the fish in and let it stand for two to three hoursand it is just right.
QUESTION:ANSWER:
What can you tell us about raw material costs and yields?Well, it is different for every batch. If we get a batch ofriver chums, we cut the bellies and put them into tips. Youget less for the tips than for kippered salmon, and thatchanges the cost. If we get a batch of troll-caught kings, we1ea v e the bellies on be c ause they are ni ce an d thi c k . T henour costs go down. We try to keep our costs down to about$l.50. We weigh each batch of fish as it comes in and as itgoes out. We add our fixed costs or overhead and then wecan figure what the fish really cost us.
QUESTION:ANSWER:
What do you do when you buy too many fish in a season?That situation never really happens to us. We are buying allthe time, or at least making offers. We ar e also only buyingat a certain price range. If we do get more than what ourfreezers will hold, we put it into public cold storage. I havenever thought we had too much fish on hand.
QUESTION;ANSWER:
QUESTION:ANSWER;
How do you clean your ovens?The oven ceilings and waUs get smoky but they do not pick upany dirt or fish. The floor s get all the drippings. Abou tonce every two weeks we climb down into the pit and shovelthe drippings out. Then we use a chemical floor cleaner andheat up the oven to dry it all out.
QUESTION:ANSWER:
How do you treat your screens or racks to keep the fish fromstickin g?
QUESTION:
132
What kind of market outlets do you have?We try to distribute through grocery chains. Then we canship directly to their central warehouses. That way we cansell large lots of fish and deliver to just one place. We alsosell directly to supermarkets, but that is a fairly small portionof our sales.

ANSWER:
QUESTION:ANSWER:
Q UESTION:AN SWER -'
QUESTION:
ANSWER:
QUESTION:
ANSWER:
133
QUESTION:ANSWER.
QUESTION:ANSWER:
That is a big problem. Many peo I d' hsolutions that take everything off--riy peOP e dip the rackS in vvarious
Then the Product sticks worse than b fog 0 --right down to bare met�ibrushes and scrub off all the I "~ take wireThen we put them back ' h
e oose and bi iecesg p of material.aC lntO t e oVen and COOk them at tht.very highest temperature possible ~ Th t 1at eaves a little bit ofgrease on. the racks, just enough so the fish does not stick.
We do that about three times a week.
We also put vegetable oil on the rack ' thrac s wit a paint rollereveryday. We tried spraying but that does not work. We ustroll it on and it works fine.
a oes not work. We !ust
Do you use any liquid smoke?Not now, but we are experimenting with it and perhaps sortieday we will.
Can you describe the design of your ovens?Each oven is about 30 ft by 12 ft square and about 8 ft high.It will accept two racks of fish, Beneath each rack is aperforated gas pipe which we light to produce an open flame.Below the oven is a 6- ft deep pit. At the bottom oi the pitwe have a ring burner and on top of that is a pan in wiiichwe put sawdust for smoke.
The ovens are built so we have tremendous air circulation. Wedo not dry our product all night like some people rfo becausedrying temperatures ar e the same as bacterial in cub ationtemperatures. We put the f'ish in the oven in the morning,dry it, smoke it, and cook it all at the same time.
Do you have any probierit controlling moisture or the evendistribution of heat?
We do not have a heat distribution problem. We also test formoisture all the time, and it is not a problem.
What is your opinion of the smoke ovens currently on themarket?T«ay's ovens are so good that even someone who does»otknow a lot about smoking can produce a good product. In1970, ovens were available but none were as large as wewanted, and they did not have certain features we v,anted--sowe built our own. If we were to start over, I would go rightout and buy a stainless steel oven that could be pressurized.I think the new stainless steel ovens are really good ~
How lorlg does it take your people to fill the racks'.If we put IZ people on the job, it takes 2. hrs.
How do you clean up your plant'We use lots of hot water, chemicals,use one lcind o f chemical on the tablesfloors. You need to find a good supplier ~recommendations.

You must do a good job. lt is all spelled out in the GMPs.>Vith a clean plant, you will produce a better product and havefewer problems-
A fish plant does not have to smell bad, and if you are doinga good 1ob, 11' won ' t..
134

THE TORRY KILN
ITS DESIGN AND APPLICATION WITH PARTICULAR REFERENCF.TO THF. COLD SMOKING OF SALMON, 11ERRING, AND COD
Alex McK. Bannerman, MBE A.l. F, S.T.Independent Consultant
Swanland, North FerribyYorkshireHU14 3QT
En gland�44! 048Z-633IZ4
In 1933, I was privileged to join the Torry Research Station in Aberdeen,Scotland. 1 worked for the director, the late Dr. G. A. Reay, investigatingfish proteins, freezing, cold storage, salting, and dehydration of herring andcod, and the analytical techniques to test these processes.
In 1936-37, I became involved in smoke curing fish, working with Dr. CharlesCutting. We started a research program to investigate the process of curingfish in traditional kilns. Some oi these kilns were 800 tt square and 30 fthigh. We measured air flow, temperatur es, humidities, and weight loss offish during smoking. From the data, we built a picture of the irregularitiesand disadvantages of smoking in these old kilns. llowever, this also led toimproving the process. After several attempts, we developed a simple tunneldesign in which fish could be smoked under controlled conditions. Theprocess was more economical, faster, and the product more uniform. This isa bit of history, but it was from this work that we built our expertise andknowledge of fish.
A previous speaker suggested that with modern, programmable smokingequipment it is only necessary to push buttons, and "witch doctors" are nolonger needed, I would a.gree with this for products such as salami,sausages ~ and other products manufactured from uniform ingredients in skinsof uniform length and thickness. However, fish come in all shapes and sizes,with differing fat, protein and v ater content. In any smoking process, theseiifferences have to be considered by the processor. Based on my knowledge
of the old kilns, I became one of the "witch doctors" of modern smokingequipment,
Only very fresh oz good quality thawed fish should be used for smoking sincemodern methods will not preserve flesh or mask off-flavors. All fish have tobe prepared for smoking as in Figure 1. Whole fish are first washed in freshor chlorinated water to remove any blood, loose scales, and oand other debris.
With few exceptions Table 1!, fish are cut. Herring with the head on thegut in are used to produce bloaters and buckling. A buckling is a Germanherrtng cure which is hot-smoked. There is a little bu c kling pro..':..: zion:nthe United Kingdom, but the herring are prepared bv nohhing: removing thehead and long gut, but retaining any roe or milt. 'T . y' t. 'This is done b cutting
the fish behind the head, stopping before going through the gut cavity, thenpui»ng off the head with the long gut attached. Th". Russians use "nobbed'
moktr,, and fried products.herring and mackerel for freezing, canning, smo tng,
135

Figure l. Basic steps in the processing procedure.
136

Table 1. Freparation of fish for smoking
Treatment SFinished Cured
washed {loose scale removed! allwashed loose scale removed! herring
bloaters and buckling
for hot smokinghead on, gut and gillsremoved
trout and mackerel
"Finnan"
"block," "butterfly" !or boned Qllet!
any small whitefish, herring andmackerel
go 1 den c u t Je t sboned kippers
filleted lug bone on! salmon !large sea trout!
tor cold smokin g
f i lie ted an d t r imm ed all white fish,mackerel
f or col d smok in gfor hot smoking
washed, cooked, and shucked mussels and oysters for hot smoking
All cut fish to be washed free of any loose scales, blood and pieces of gut.
137
"gibbed"
"nobbed"
head on "split"
head of f "split"
herring
herring
herring
haddock
red herring
buckling
kipper s

"Gibbing" is a Scottish term for herring which have gills and gut removed bycutting into the throat with a small knife. "Gibbed" herring are used iorsalting, and subsequently for red herring, probably the oldest commercialform of smoked cure. The herring are salted for weeks or months, desaltedin running water, and hung in the kiln where they are smoked for 24 hours,cooled, then smoked again. This process repeats for several weeks. Thecooling forces internal moisture to the surface where it is dried of'f with thewarm smoke. Red herring are heavily smoked, very salty, dried, and usuallyexported to tropical countries,
For more popular kippers, herring are split along the backbone and the gutand roe removed, usually by ma.chine. Boneless kippers and block haddockfillets are prepared by cutting behind the head, continuing the cut downeither side of the backbone, removing the head and backbone so the two sidefillets are lef t, still joined down the back� . The "boneless" kipper wasintroduced after World War II, when iced herring were shipped overland inboxes. This resulted in some deterioration in the belly walls. Gut enzymescaused the walls to burst, producing a high propor tion of second-classkipper. Most of the white fish cures are prepared from fillets, apart from"finnan" haddocks and Arbroath smokies.
Salmon ar e gutted, the gut cavity scraped, and all blood removed. The fishare then beheaded, but the lug bones are left intact, and the fish filleted.String should be threaded through the shoulder of each fillet under the lugbone to form a loop. This helps when handling the fish during furtherprocessing. Fillets from thawed fish can be very soft and must be handledc are f ully.
AU fish have to be quickly washed in running water after cutting. Afterthat, most fish are ready for salting. Prior to smoking, all fish are eitherdry salted or brined. hIost fish which have been cut open are brined.Salmon is the exception in the United Kingdom, where it is always dry salted.
Salmon processing ha.s, over the years, been looked upon as a mysteriousritual and a closely guarded secret. From time to time, variou.s ingredientshave been used in addition to common salt. These include brown sugar,molasses, spices, and rum. l personally would use only salt, put the brownsugar in my coffee and drink the rum.
In the United Kingdom, only fine, vacuu.m-dried salt is u sed. The salmonfillets are laid skin side down on a bed of salt about one-half to l inch thick.The cut surface of the fillet is then covered with salt about one-half inch
deep at the thick end tapering down to the tail, At the thinnest part of thetail the salt is only lightly sprinkled over, in order to prevent the tail frombecoming too salty and dry,
Salting time depends on the size and fat content of the fish. A rough guidewould be six to eight hours for a Z lb side and up to 24 hours for a 6 lbside. It is only from experience that a processor will get to know how muchsalt and salting time will be required. Salmon fillets can be brined, but thefillets will not lose any weight in brine, and. may even gain some. This extrawater has to be removed in further processing so the fillet will have thetexture for slicing. Dry salting can remove from 6 to 9 percent of water.
138
After salting, any excess salt is washed oi'f andbefore they are smoked. The salt content iri a finished side of slnokccl "lnaverages 5 percent. In general, t lie tail will have 7 peg c
isection about 5 percent, and the thickest part of the fillet ab !tit 5 [opercent, It is not possible to equalize the con contr atioii of salt th mug lioiitthe fillet by either method of salting and this applii..s to all fish, either v,lii 1,.or filleted.
An 18 to 25 percent brine solution is used for salting smaller tillcts from cri<],haddock, herring, and mackerel, The fillets were usus! lv snaked in tarik,s otbrine with added coloring in batches of 56 lbs of white fish arid up to 11 ' ]b»of herriiig split. for kippers. This bulk brining resulted iii vari;itions in saltuptake between batches ~ and also withiii a. batch. There is»ow;iii autnniaticbrining machine mariufactured to handle these srrialler fi]lets rprgure 2!. T]iLfish are fed into one end of the brine tank in a single ]as r 'ind moved a]origby paddies to an off -take mesh belt which allows the i,urplu s b rine to drairiback into the tank. This allows a uniform salt conteiit in tlie fish.
Mechanical brining can reduce the brining time from one-iialf to one-third otthe bulk brining time. For example, herririg fillets with a 12 percent fatcontent could be bulk brined for up to 5 minutes, v liereas on! y 1. 5 minutesis required in the mechanical bririer. This particulai br irier has a solid saltmake up tank, variable paddle speed, complete recirculatioii system, anti afilter for removing most of the debris. This briner is constructed ofstainless steel and at the end of a day ' s production can be empt ied out,washed dowri, and sterilized.
Most of the cold-smoked fish produced in the United Kingdom is colored ~itha dye added to the bririe. This color, in some people's opinion, gives thefinished product a more attractive appeararicc, hov'ever, some of these dyesdo contain carcinogens and ar e being irivestigated by food additivescommittees.
The fish are all either brined or salted, hung on various pieces of equipment,or laid on wire mesh trays on tro]leys, and allowed to drain for at least tv,ohours. If the trolleys of fish can be stored at 3oC, so much the better.The fish's surface wiH develop a good gloss, and the smoking time could btreduced slightly.
I have digressed from the title of this talk, but I feel that the preparati >riand salting of the f'ish is as important as the smoking ~ 1 w uld now lik.eshow a film entitled The Torr Kilri. This film was produced mainly in one othe largest fish smoking plants in Grimsby where up to 4~,0042 000 lbs of sr»oked
fish were produced every 24 hours, The film is now -0 yearskiln s shown a.re still manu f act ti red by the same comp a y ~ T. li e 0 1'1 Lz i i i 1
principle of the kiln has not been changed. Mo«s pre so histicated cor:troleq«P ent has been added, but the ghost of thie witch do -' ph doctor ' rob ably st i i]has some influence!!
le v,ind tunriel oper'a«rdAs already stated the rorry l.iln is, in effect, a simple -, ps stern briei',y;by an electric fan Figure 3!. To go throughroducer, is drawn nitofrom an external sawdust burning automatic smok< p
i ri and mixed v itli srno -c.the kiln. Fresh air can a]so be sucked into the kilristatically contro]]ed electricThis smoke/air mixture passes over a thermostatic
139

MAKE UP TAeK
THR0TTLE V
~ONE WAY VALVE.DRAIN VALVE.
HOSE. PIPE VALVE
14D
Figure 2. Digrammatic flow of brine

TOP DUCT
F'igure 3. The Torry kiln; A! the smoke curing chamber in a Torry kiln, B!sections view of Torry ki/n and smoke producer
14I
5MOK E DISC HARGKPIPE
AECRCULATKH OUTLETDAM PER DIFFUSDI
hCTTOR D RIVE HFAI4
PLATES FOR SMOOT<IKK;QAOKE F~

heater battery. '1 he warm smoke/air mixture passes through an aero-roto fanand along the top duct. Splitters installed in this duct remove the whirl fromthe smoke and help to keep it iri evenly distributed straight lines. At theend of the duct the smoke is diverted by aerofoils through an angle of 90into a plenum. A diff user wall in this plenum prevents the smoke fr'om justflowing along the floor of thc chamber. The diffuser wall is designed to evenout smoke distribution so it is at a coritrolled temperature and a uniformspeed from top to bottom and from back to front within thc smoking chamberbefore it passes through the trolleys of fish. After the smoke has passedover the first two trolleys irr a four-trolley kiln it has cooled, but is reheatedby a thermostatically controlled heater battery, before it passes through theother two trolleys. The smoke picks up moisture when passing over the fishand a proportion of this wet smoke is vented up the chimney. The rest ofthe smoke is recir cu lated into the top duct and replenished with fresh smokeand air.
The smoke flows from the diffuser en d of the kilri, therefore, the trolley offish nearest this wall will always receive the freshest, driest smoke comparedto the last trolley where the smoke is v. et and contains less of the originalsmoke constituents. This is evened out by interchanging and reversing thetrolley s at hal f minie. For example, a kipp ered herring can be p roduced infour hours. At the two-hour stage, the two outer trolleys are interchangedand reversed. This is repeated with trolleys at either side of the centerheater battery. Iri a one-trolley kiln, the trolley is reversed. I will explainthe reason for this procedure shortly. In two hours, the fish in the firsttrolley may lose 10 percent of their weight, in the second trolley, about 7percent ~ The smoke then passes through the center heater arid the thirdtrolley may lose 8 percen t and the last trolley as low as 4 percent. Twohours after the cure is complctecl, all the fish will not only have lost thesame 14 percerit v eight, but will also have the same flavor and colo~.
After smoking, the fish are removed from the kiln and cooled to at least roomtemperature or, if possible, chilled to 3oC before packing. The approximatesmoking times, temperatures, and target weight losses are shown in Table Z.Apart from the temperatures, the other parameters have to be decided by theprocessor for his particular product. The Torry Kiln has a wide range ofapplication in either hot- or cold-smoking foods such as fish, meat, poultry,and garne .
1 would now like to explain how a side of smoked salmon is sliced. The lugbor.e is cut off and the side is trimmed by cutting a thin sliver of skin alongeither side of the fillet, and by cutting out the small piece of the anal fin.The pin bones down the center of the fillet are pulled out using a pair offorcep s or small needle-nose d pliers . These bones must be pulled outtowards the head otherwise the flesh will tear. The side is then frozen downto -7oC, The skin is pulled off the fr or.,en side by harid.
The side is placed head downwards into the slicing machine with the cutsurface of the fillet facing the blade. The rnachine resembles a meat slicer.One person operates the rnachine and another reforms the slices on the skin,interlaying each slice with a small piece of grease-proof paper. The processcan be completed in up to four minutes per side. The reformed side isplaced on a backing board and vacuum packed in a plastic sleeve. Vacuum
l4Z

Time in Kiln
hours!Temperature
~F!Target hVt
Loss 0Cure
1Z-14
12-14
10-12
85
2$-3
10-1280
24-3 80
3-5 80"Finnans"
90bio a.ter s
salmon 1080-854-12
20-258-12 100cod's roe
buck lin g
trout Zg 3
1$-3eels
24-3mackerel fillets
Table 2. Fish smoking in a Torry Kiln
kippers
kippers for canning
kipper fiHets
cod an d haddock fillet s
"butterfly fi!lets"
80-180
80-180
80-180
SU-180
10-!Z
12-1 4
�-�
10-12
10-12
12-
12-14

packs of sliced smoked salmon weighing 1 to 2 lbs are on sale in the UnitedKing dorn.
QUESTION:ANSWER:
What kind of wood would you use?In the traditional kilns and in the smoke boxes shown in thefilm, there is a layer of whitewood shavings pine! with hardwood sawdust banked on top. The hardwood recommended wasoak, but this is no longer available, so mi~ed hardwoods areused i
In the film, the operator lights the front of the fire. It iskept burning by air sucked in through hit-and-miss holes inthe door which the operator can adjust as the fire bed burnstoward the back of the box. In an automatic smoke producer,only sawdust is burned. We found in the initial tests that ifonly hardwood sawdust is used, the product lacks the colorand flavor required. Whitewood was mixed with the hardwoodand eventually a 50:50 mixture was recommended.
In the United States, pine wood cannot be used, therefore, Ican only recommend that you use the wood burned in yourtraditional kilns. I should mention that the sawdust shouldhave a little water added, otherwise it will get so hot thatinstead of smoldering, it will burst into flames and producemore heat and less smoke. In the cold-smoking process toomuch heat from the smoke producer could override thethermostat setting for the heater batteries, and then you haveno control.
QUESTION:
ANSWER:
During dry salting why are the sides of salmon left on benchesat room temperature?If a side of salmon is cooled, it will not absorb sufficient saltin the allotted time. Perhaps I should qualify "roomtemperature." In countries with higher ambient temperaturesthan Britain the room may have to be cooled.
QUESTION:ANSWER:
What type of treatment do you use with your wash water?Only fresh water from the main supply. In the UnitedKingdom the water is chlorinated at the source and I believethere are 0. 5 parts per rniHion free chlor ine in our freshwater.
W hy do you allow the smoked product to cool at roomtemperature?If warm fish are packed straight from the kiln into boxes andthen either chilled or frozen, they will deteriorate and go"moldy," especially the fish in the center of the box.
QUESTiON:
ANSWER:
144
I should mention that there are several publications on fish smoking availablefrom the Torry Research Station. One is The Kiln 0 erators Manual. Thisbooklet details the p rinciple and operation of the iln with some recipes ofsmoked cured products. There are also Torry advisory leaflets which covermost aspects of fish handling and processing. The address for these is:

Director, Torry Research Station, P.O. Box 31, 135 Abbey Road ~Aberdeen, S cotl and .

DESCRIPTION OF THE SMOKING PROCESS: COLD SMOKING
K en Hil derb r andMarine Advisory Program
Marine Science CentezNewport, OR 97365
�03!867-3011
INTRODVCTION
This presentation is based on the 1944 paper written by N. D, Jarvis. "Mildcuring, pickling, dry salting, and smoking salmon" U. $. Fish and WildlifeService fisheries Leaflet 60!, Although this publication has been out of printfor yea.rs, it contains a good background for smoking in general andcold-smoking in particular.
Other publications such as "Fish smoking: A Torry kiln operatoz's handbook"by Burgess and Bannerman have good information on other products ~ Seebibliography at the end of this publication.!
The purpose of this presentation is to point out the difference between hotand cold smoking and to encourage the art of cold smoking. Cold smokedproducts rely on salt to denature, or cook, protein. Hot smoking relies onheat to cook protein. As a consequence, cold smoked product contain some ofthe normal "indicator" bacteria when finished. The hot-smoking process killsthese. For this reason, cold-smoked product will normally spoil be for ebotulisrn flora can grow and develop toxin. In contzast, the hot-smokedproduct, if abused during handling, can have botulisrn develop unnoticed.
Even though cold-smoking is stiLL very much an art, understanding of thephysical principles involved will prove beneficial. Water phase salt, goodsanitation, refrigeration, and good handling practices are all very important.The papez' by N. D. Jarvis will help describe these principles,
147

MILD CURING' PICKLING DRY SALTING AND SMOKING SALMON
Norman D, Jarvis
T e chno log i s tBureau of Commercial Fisheries
Ed's, note; Reprinted from Bureau of Commercial Fisheries leaflet 60, U. S,Fish and Wildlife Service, out of print, circa 1944. !
Mild-cured salmon is a lightly salted. product which is largely dependent onrefrigeration for preservation. This method of curing was first introduced on,the Pacific coas t in 1889 when a shipmen t was prep ar e d for the Gez manmarket but the experiment was unsuccessful. Salmon was not mild-cured inlarge quantities until 1898, when two small plants were established on theColumbia River. Packing of mild-cured salmon began on Puget Sound in 1901,While a few tierces were occasionally packed in Alaska prior to 1906, it wasnot un til then that mild-curing was established on a commercial basis. Alarge part of the king salmon taken in southeastern Alaska is now mild-cuzed.
This product must be regarded as an intermediate or half-finished one, sincea large proportion of the cure is used in preparing smoked salmon. Some ofthe pack was formerly sent to Germany and to Scandinavian countries for thispurpose. Two world wars have disrupted foreign trade, but meanwhile,markets in New York, Philadelphia, Chicago, Milwaukee, and other largecities, have absorbed a considerable amount of the pack.
GENERAL IN ST RUCTION S
Mild- cured salmon must be handled more care fully than any other salmonproduct. In few food products is handling so irnpor tant in determining thequality of the manufactured product. Red-fleshed king salmon is used almostexclusively and dressed fish weighing 18 to 20 pound~ are the smallest sizessuitable for mild-curing, There is some variation in this minimum, as atAstoria, Oregon, fish of less than 30 lbs. in weight are rejected bymild-curers, while in Vancouver, Canada, the minimum size is 18 lbs. dressedweight. From time to time, packs of' mild-cured chum and pink salmon havebeen put up, but have not found a rnrrke. Coho or silver salmon is theonly other species utilized to any extent for the manufacture of mild-curedsalmon and is usually prepared to fiII market demands for low-priced smokedsalmon. In 1943, according to the Pacific Fisherman, 611 tierces of silversalmon were pa.eked in North America. Tierce s avez a ge 825 pounds netweight.
Salmon intended f' or mild-curing must meet certain requirements as to qualityFish must be I! strictly fresh, �! reasonably fat and in good condition'thin fish are not wanted, �! the skin must be bright--there must be"water marks" or other blemishes, �! the flesh must not be bruisedbroken--there must be no pew marks or other signs of rough handling.they must not be belly-burnt, that is, show signs of softening in theabdominal region,
For this reason troll-caught salmon intended for miLd-curing are always guttedwhen caught and packed in crushed ice aboard ship. Salmon taken by oth r
148

gear are often gutted, or at least packed three or four together in a boxfilled with crushed ice, which not only acts as a refrigerant, but a]so aids irtdrawing out the blood. The boxes may be piled up in several tiers in thehold of the boat, but the weight is distributed, and individual fish are notweighted down more heaviiy than by the remaining contents of the box.
BUTCHERING
The first step in preparing mild-cured salmon is known as butchering. Thebutcher first removes the head, cutting from the back and leaving as much aspossible of the bony structure just above and below the gills. With thispreparation the fish stands up better under handling. If the bony structurewere cut away, the sides would break easily in curing, and the hooks onwhich the fish are hung during smoking would be more likely to tear out.
The fish is then scored with three or four cuts along the lateral line. Theseare made just through the skin, but should not penetrate into the red meat.Scoring allows the salt to penetrate more rapidly, insuring a better cure. Aspecially designed, star-pointed wheel is sometimes used for this purpose. Itmakes a series of srnaU cuts varying i'rom half an inch in length at the tail toone and one-half inches at the shoulder. A number of extra cuts or scoresare made if the salmon is large. After scoring, if the fish is not alreadygutted it is split down the belly to the vent. The viscera or entrails areremoved as are most of the belly membranes, and a cut is made along eitherside of the kidney, the dark red mass found just below the backbone at thetop of the belly cavity.
A f ter dre ssin g, the salmon is re ady for the split te r, who holds the mostimportant position in any mild-cured establishment. The grading ofmild � cured salmon depends largely on the skill of the splitter. An unskilledor careless workman is often responsible for considerable losses. A specialJyshaped knife is sometimes used in splitting, the end of the blade being nearlysquare, but the type of knife used depends on the preierence of the splitterand varies with individuals. The splitter turns the fish on its side, nape tohis right and with the open belly toward him, and then forces the shoulderdown on a sharp-pointed nail protruding from the table so that the fish willnot slip. Short incisions are then made under the anal fin and just aboveand below the backbone. Then, with the upper lung or shoulder tip of thefish in his left hand, the splitter enters his knife at the shoulder above thebackbone and hoMing the blade steady with the edge at a slight downwardangle touching the bone, takes the whole side off with one sweep of theknife. If the work has been well done, little flesh will be left on thebackbone and the side will be smooth. A thin line of bone will show downthe center of the side which increases the value of the finished product.
To cut the second half loose from the backbone, a cut is made at theshoulder just under the bone. With the edge of his knife resting agai stbone at a slight upward angle; the splitter separates th backbone i rom theflesh down to the root of the tail without removing the fish from the nail,again with one sweep of the knife. As with the first half, little flesh shouldbe left adhering the bone, and a film of bone should show down the cenrer,In other words, the two sides should be exactly alike.
149

MASHING
The sides are washed thoroughly in cold water and then passed to the slimingtable where they are laid skin side down with the thin or belly edge towardthe front, All blood clots, loose membranes, and fragments of bone areremoved. Any blood remaining in the veins along the abdominal cavity isscraped off by pressing it toward the back of the fish either with the fingersor the back of a knife blade, If the blood is not squeezed out in this way,the salt will harden it during the process of curing, causing discoloration ofthe flesh, and lowering the value. Any slight necessary trimming may alsobe done at this time, Great care must be taken in handling the newly sphtsides as they are very tender and may be easily broken or bruised. Inlifting them by the lug or collar bone, the curer should have his fingers tothe inside and his thumb to the outer or skin side, otherwise the flesh maybe br oken.
From the slimers the sides are taken to a tank of ice water or iced brine.Warm water tends to loosen up the muscle flakes and if the salmon is left toolong in cold water the effect is the same. This tank is known as the"chilling ", or more commonly, the "sliming" tank. The lat ter name is amisnomer as all slime should be removed before the sides go into this tank.The object of this step is to prepare the sides for curing and it may belikened to case hardening. Unchilled sides would absorb too much brine, andthe penetration of brine would. be too rapid during the first portion of thecure. But this is not the only reason for chilling. It has two otherimportant purposes. Chilling serves to draw out the blood, thus improvingthe color and also helps to prevent oil from oozing out of the flesh, which isapt to occur where such an amount of cut surface is exposed, especiallyunder pressure during curing. There is some variation in the time the sidesare left in the sliming tank. In some localities, the period is for two hours,in others from one-half hour to one hour. The temperature of the brine wiIIvary from 30 to 40 F., and its salinity from 60 to 70 percent, It should bemade with fresh water, boiled and strained before use, and changed daily.
After sliming, the sides are drained. This is done in another tank, or thesalmon may be placed on a two-wheeled cart or portable table to drain. Thefish are transported more easily and it is claimed the water drains off betterwher'e the second method is used. On the Columbia River, a cart holds justa. tierceful of sides � seven lengthwise of the cart, and three at the end, orten sides to a layer. This arrangement helps in counting the number of sidesgoing into a tierce.
SALTING AND PACKING
When the sides of salmon have been drained sufficiently, they are taken tothe salter, who works from a special bin or box. of convenient height, filledwith fine salt of the "dairy" type. A special grade of salt known as"mild-cure" is usually required. It fulfills the requirements of low content ofchemicals other than sodium chloride, contains no organic impurities and is ofsmall, even grain. The salmon is taken one piece at a time and placed in thesalt box, skin side down, Salt is scooped over the side with the hands butit must not be rubbed or pressed into the flesh of the fish as sufficient.a.lways adheres. The side is picked up by the tips and excess salt is allowedto faII back into the box. It is then packed in a container known"tierce".
150

A tierce is a large barrel, inade r p or spruce, and bound by sixgalvanized iron hoops. It holds between 800 d 900and 900 pounds of fish with theaverage around 825 pounds, cur ed weight. e gross weight, includingpickle, runs between 1,100 arid 1,200 pounds. A few handfuls of salt arethrown on the bottom of the tierce, thenen a ayer of salmon sides, skin sidedow . In packing two sides of fish, alternating head and tail, are laid closet Pp s'te sides of the tierce, the back or thick part of each side beingPlaced close uP against the side of tlie tierce, Other sides of salmon artpacked from the sides of the tierce toward the center napes arid tailsalternately, the back of each side being drawn half way up and resting onthe side already laid. When complete, the layer should be level, thisdePending a good deal on how the last or center piece is laid. A little salt isscattered over each layer before starting the next one, and each layer shouldbe laid at right angles to the one preceding. The top layer should be packedskin side up, and a little more salt should be scattered on this layer than onthe others. The amo~~t of salt used varies from 85 to 120 pound~ to thetier ce. One of the leading Canadian mild-curers uses 90 pounds of salt tothe tierce, and this may be taken as the average, but some curers use asmuch as 15 pounds of salt per hundred pounds of fish.
There is soine variation in the curing process at this stage. The tierce isfilled only to the croze and in some districts it is headed up at once andfilled with a 90 to 95 brine until the tierce will hold no more. In othersthe tierce is left froin 24 to 48 hours before heading, and is then headed aridfilled with 100 brine. The pickle or brine should be made from the same saltused for rousing and packing the fish. The water used in making the brineshould be clear and pure � in fact, drinking water. Before using, the pickleshould be strained through a fine sieve or piece of clean cheesecloth to freeit from any froth, dirt, or sediment. The strength of the br itic is thendetermined by a salinometer. A centigrade scale salinometer is used by mostmild-curers. The brine is usually made up to a strength of 90oC., butduring the first week or ten days of the cure while moisture is beingextracted it sinks to 70pC. in strength. After repacking, the strength of thebrine should not fall below 85 C., and it should hold this strength some time,
After the tierces have been headed and filled with pickle, they are usuallyrolled into a room where the temperature can be kept down to from 32 to34 F. Here they are stored in rows one or two tierces in height and left tocure. The temperature of the storage room should not be allowed tofluctuate, as this causes th,e oil to exude from the flesh, and to escape intothe brine. The tierces are not always rolled into the chill room immediately~fter packing. Some curers, especially those working in cooler climates,leave the tierces out in the packing room for four days, then send them tothe chill room for 10 to 20 days before repacking.
If the tierces are not kept full of pickle the sides of fish are apt to getshaken about and broken when the tierces are shifted while being inspectedat intervals to determine the presence oi' leaks. No tierce is perfectly tight
first, and the staves absorb soine brine. If anY pa«of the fish is leftuncovered by the brine, yellow, discolored spots develop, so- called ru stspots, which lower the quality of the finished product. Therefore, it isextretnely important to see that the tierces are kept full of brine during thecuring period and also after repacking. A tierce of salmon may absorb
15l

several gallons of pickle in the first two or three weeks of cure, especially ifthe fish are ndry
The amount of shrinkage during the first three weeks before repacking maybe estiinated at about 30 percent. Less shrinkage occurs in fat, ocean-caughtfish, but thin, "dry" fish, especially those caught when well on their way tothe spawning ground, may shrink as much as 35 percen.t in weight.
After the salmon has been held in storage at least twenty, but not more thanninety days, it is repacked, The tierces are rolled out and unheaded. Eachpiece is taken out carefully, remembering to hold the sides with the fingerson the flesh side and thuinb on the outer, or skin side. The sides aresponged or cleaned off, removing all salt or other material on the surface.Either ice water or chilled brine are used to wash the sides of salmon,depending on condition. If the fish are soft and rather poor, they should bewashed in brine, but if the sides are firm and thick, ice water may be used.It is the opinion of some curers that chilled brine should always be used.
WEIGHING AND GRADING
The next step is weighing and grading the sides. Unlike curers in otherdistricts, those on the Columbia River grade twice. While the fish are beingdressed three chilling tanks are used, one for each size, A rough gradinginto large, medium, and small sides is thus obtained. This is an advantagein packing and curing as the time required for curing varies with the size ofthe side and much work is also saved in sorting for repacking. Whenrepacking, a careful separation is made into from 6 to 10 grades. Thedesignations of the grades depend on the number of sides needed to fill atierce, and are expressed as 40 to 50, 50 to 60, 60 to 80, 80 to 100, and 100to 120 sides per tierce! . Slightly broken sides are graded as "B" of thatsize, other more defective sides are placed in a third grade and called culls,Color of the sides is also considered in grading, and pale or off-color sidesare segregated. The system of grading differs somewhat in various districts,but the description given indicates the general method.
In repacking, the sides of fish should be replaced as nearly as possible intheir original position; those curved in shape being placed against the sidesof the container, and straight pieces laid in the center of the layer. No saltis used in repacking, but as soon as the tierce is filled, the head put in,and an examination made to deterinine the tightness of the tierce, it is laid onthe side opposite the bung, and filled with ice cold pickle inade to a strengthof 90 to 95' salinometer. The tierce will contain about 825 pounds of salmonafter repacking, and soine 14 gallans of brine may be required to fill it. Thegross weight will average 1,100 pounds, The tierce is then put back intochill storage and filled up daily with pickle, through the bunghole, for aweek or more. If mild-cured salmon is stored for any length of time, thetierces must be tested for leakage at frequent intervals.
The head of each tierce is marked to show: number of tierce consecutively!; the number of sides of salmon in the tierce; and the netweight and the initial or brand of the packer. In soine districts the tierce ismarked with the packer's initials, place where packed, number of tierce,number of sides of salmon in tierce, the tare, gross, and net weight, qualityof fish I, II, and III or T!, and size of fish L Large!, M medium!, or S
152

small! . In Vancouver, Canada, thin or broken sides are designated byel[ lettez X. If the salmon is of first quality no special mark is necessary, butsecond and third quality fish are always designated.
STORING
Mild-cure salmon must be shipped under refrigezation and held at all times incold storage, It is kept at a temperature of 32 to 34 F., after repacking,but some packers, if the salmon is to be held for more than three months,hold it at a temperatuze of 28 F. The salt cure is not of sufficient strengthto delay spoilage for moze than a brief period. At one time attempts weremade to reduce or eliminate refrigeration in connection with the mild-curing ofsalmon, by adding various preservatives, These were usually preparations ofsalicylic or boric acid, and the ben zoates or other chemical compounds nowlimited in use by food and drug administrations, here and abroad. The useof these agents was soon abandoned, however, as it was found that quahtywas affected and the product was becoming unfavorably regarded by thebuyers of cured salmon, so artificial preservatives have not been used sincethe earliest days of the mild-cured salmon industry.
PICKLED OR HARD-SALTED SALMON
Pickling or brine salting was the first method of preservation followed in thecommercial u tiliz ation of the Pacif ic salmons. Long before any permanentsettlement was made, our ships visited the northern Pacific coast to put upcargoes of salted salmon, which were later tz aded in Hawaii for sandalwood,or in China for furs, silks, teas, spices, or other Oriental goods. Hawaiiremains today one of the pzincipal markets for hard-salt salmon.
The method is found on a commercial sca.le in Western Alaska. While pickledsalmon has been prepared at other points along the coast, no commercialpacks have been made elsewhere for some years.
All five species of salmon are used to some extent in the preparation ofhaz d-salt salmon, but the red salmon is the principal species used and isregarded as yielding the highest grade product. A considerable amount ofpink salmon and silver or coho salmon is also salted. While king ancl chumsalmon are occasionally used to some extent, very little of those two speciesis hard-salted, Some pickled salmon bellies are still put up, but the pack isvery smaIL This is a choice product, but under the present law, beHies mayonly be packed when the rest of the fish is used for food in some other way,The major portion of the belly pack is made from pink salmon.
Quality is an essential consideration in packing salt salmon. It is importantto use only fresh fish, for if not of this quality, soft bellies are very evidentafter salting, If the fish are stale, the bones will come loose from the fleshand stand out, gi~ing the fish a ragged appearance. Salmon approaching thespawning stage cannot be used because of discoloration of the skin. The useof pews in forking the fish about is also detrimental in curing a good gradeof pickled salmon. The holes made by the prong cause spoilage to advancemore rapidly and dark streaks are left in the flesh, detracting from itsappeara.nce.
153

BUTCHERING
When the salmon are brought in to the saltery, they are washed, slimed, andbeheaded, after which they pass to the splittez. There are two methods ofsplitting. In the first, the fish is split along the back, ending with acurving cut near the tail. The abdominal side is left as a solid section.Sonre two-thir ds of the backbone is then taken out, and all vi scera, blood,and membranes are scraped away. In the second method the fish is splitalong the ventral side, eviscerated, and all membranes are scraped from theabdominal cavity. In split ting, the neck end of the salmon is to war d thesplitter, who makes a slight incision at the neck end, just above thebackbone. The whole side is then removed with one sweep of the splittingknife, leaving as little flesh along the backbone as possible. The knife isusually held so that the edge of the blade is at a downward angle. A shortcut is made under the backbone on each side, just about the region of theanal opening. Another slight cut under the neck end of the backbone, andone sweep of the knife removes the entire backbone and tail. The two cutsare made under the backbone to direct the course of the knife, preventing itfrom slanting too much in sphtting. Slanting causes considerable flesh to beleft on the backbone, which is of course wasted. Some curers make one ormore longitudinal slashes in the flesh so that the salt will "stz ike" orpenetrate more rapidly. The loss in weight in cleaning and splitting averages25 percent.
WASHING
After splitting, the salmon passes to the cleaners. These men scrape outblood clots and the kidneys, and re move rnernb rane s, loose bones or otheroffal. After cleaning, the fish is scrubbed thoroughly inside and out. Caremust be taken not to injure the flesh, however. A final cleaning is given inthe washing tank and the salmon are then drained thoroughly, preparator'y tosalting .
SALTING
Both round and square salting tanks are used, but the capacity of a tankshould be not more than one hundz'ed barrels, If the tank is too large,pressure on the lower layers of fish is excessive, and as a result sides offish in these layers are distorted or otherwise injured, A thin layer of saltis scattered over the bottom ~ A layer of fish is then laid in with the fleshside up. No special system is followed in packing, and the only rule is thatthe work must be done neatly, with the lay ers as level as possible. Eachlayer is covez'ed with salt, using from twenty-five to thiz ty pounds of salt toa hundred pounds of fish. Care must be taken that each fish is completelycovered. The tanks are filled several layers above the top, to allow forshrinkage an.d the top layer is laid with the skin side up. The tank shouldbe covered at all times, however, to prevent "rusting", that is, discolorationcaused by oxidation. The fish are allowed to make their own pickle, which isformed as the salt extracts moisture from the flesh, bringing the salt intosolution. From ten to fourteen days wiII be required for this curing process,though the salmon may be lef t in the tank for a longer period, of time.Curers do not agree on the loss of weight in salting. The best estimate atpresent is that about fifteen percent of the moisture content is removed.
154

GRADING AND PACKING
The next steP is repacking into barrels containing ZDO lbs. net w ' ht,exclusive of brine. In repacking, the fish is washed in brine and scrubbedwell, usuallY with a stiff brush, though pieces of bur.lap have been used forthis purpose. All slime, blood clots, excess salt, or other waste materialshould be removed The sal on is then g ad d ~ I~ t species only is being cured, this is riot necessary!; g! the color of the fleshand skin, according as the flesh is of good color and the skin bright, or theflesh Pale in color with the skin murky or discolored; � ! as to
od or P~r, that is, fish which were not strictly fresh whenpacked, and have a characteristic odor and flavor, must be separated fromthe rest of the pack.
After sorting, 200-1bs, net weight of fish is weighed out for each barrel tobe packed. The sides are packed in, flesh side up, except for the toplayer. A liberal sprinkling of salt is scattered at each end, but only a littleis thrown between the layers. From 8 to 10 lbs. of salt should be asufficient amount for repacking a barrel of salmon, if the fish have beenproperly cured ~ After the barrels have been headed they are filled with 100 salinometer! brine, through the bunghole, One one end of each barrel isstenciled the packer's name or brand, the species of salmon, and grade.
SAI TING SALMON BELLIES
A few salteries also pack bellies which are merely the ventral sections, thefattest and choicest portion.s of the fish. So much salmon was formerlywasted by this method, that the preparation of this article was forbiddenunder the Alaska fishery regulations unless some economic use is made of theremaining portions of this fish. Section 8, Act of June 26, 1906, 34 Stat.480; 48 U. S. Code 236. !
In preparing salmon bellies, the curer first cuts off the two pectoral fins andthen removes the head, taking care to follow the curve of the body until thebackbone, which should be cut straight across, is reached. With smallersalmon, the fish is then turned on its back, a knife is inserted vertically inthe body just above the backbone, and a vertical cut is made through thebody, the knife coming out just in front of the anal opening. If properlydone, the cut wiII come close to the upper wall of the abdominal cavity. Withlarge king also known as spring or chinook! salmon it is sornetirnes necessaryfirst to make a cut on one side, then turn the fish over and cut through onthe other side. The belly is then laid flat on the cutting table and themembrane at one end cut so that the belly will lie flat.
The bellies are washed thoroughly in clear, cold water, or in iced brine.The remainder of the process is identical with that just described forhard-salted salmon. Bellies are sent to the Seattle market in barrels holding200 pounds net weight of fish, but are usually repacked for distribution tothe retailer in small kits or tubs of various sizes.
Also included under Section 201. 17 of the Laws and Regulations for theprotection of the commercial fisheries of Alaska. Fish and Wildlife Service,Department of the Interior, Washington, D ~ C.
155

DRY SALTING SALhION
Large quantities of salmon are dry-salted every year on the Pacific coast,mostly for export to the Orient, The greater portion of the pack is preparedin British Columbia. I.ittle interest in this method of curing salmon has beenshown in the United States for a number of years, but occasionally, whenchum salmon are in little demand for canning purposes, quantities areavailable for dry salting at a price which should show a profit on the finishedproduct.
Chum dog! salmon is largely used in the preparation of dry-salted salmonthough other species are sometimes used. In Siberia, where an increasingquantity of dry-salted salmon is put up every year, red and coho salmons areused to some extent.
In preparing dry-salt salmon, the heads are cut off, the fish split down thebelly and eviscerated. The blood is scraped out as thoroughly as possibleand the fish split again, if large. The backbone may or may not be removed,depending on the custom of the individual curer. As a rule, it is removedwhen the salmon is split. Small fish may be split almost through to the skin,but are left in one piece, and the backbone is not removed. The dressingand splitting process is the same as that already described in the method forhard-salted or pickled salmon, but is done with less care.
When the salmon are cleaned and split, they are laid down in stacks, with aheavy layer of salt between each layer of fish. All layers are piled flesh sideup, with the exception of the top layer, which is laid skin side up, for thepurpose of better protecting the fish against dirt or other contamination. lfpacked in large salting tubs or vats, the salmon sides are arranged as neatlyas possible alternating heads and tails with the thick edge toward the side ofthe tub, small pieces being packed in the center to make the layer even. Ifcured in stacks or kenches, the salmon are laid down in rows, alternatingheads and tails. The amount of salt required in dry salting is approximately35 pounds of salt per 100 pounds of fish.
When the fish appear thoroughly cured, they are packed in boxes holding 400to 500 pounds of fish, with salt scattered between the layers. No particularsystem is followed in packing, except that the packers endeavor to make evenlayers without large air spaces. From five to 10 pounds of salt per 100pounds of fish wiH be used in repacking. The product receives no furtherprocessing, but if it is to be held any length of time before shipping, its hou1 d be r ep a eked.
ShiOKED SALMON
Several different methods of smoking salmon are used. Formerly a largeproportion of the pickled or hard-salted red salmon from Alaska was shippedto Europe and the eastern part of the United States for smoking. Today,miId-cured chinook or king salmon is most used in salmon smoking, butvarying quantities of silver, or coho salmon, are cured for this purpose,especiaHy for the low-priced markets. Fresh salmon, lightly salted, isoccasionally used for smoking, but the quantity so employed does not comparewith the amount of mild-cured salmon used for the same purpose, with theexception of kippered salmon, for which fresh or frozen salmon is invariablyused.
156

In preparin g smoked salmon from mild-cured fish, the sides of salmon aretaken out of the tierce and soaked overnight in a tank of fresh water,changing the water two or three times, Ten or twelve hours fresheningshould be sufficient, but a more thorough soaking may be required by somemarkets. Certain smokers ft eshen salmon for 10 hours in a tank withrunning water, especially if a large quantity is to be smoked. When properlyfreshened, the salmon is washed with a stiff bristle brush, to remove alltraces of blood, slitne, or encrusted salt.
The next step is draining and trimming. Draining is often done bywater-horsing--that is, the salmon is placed on a pile, flesh side down and aweight placed on top of the pile to press out the water. After enoughmoisture has been drained from the flesh, the sides are trimmed of anyragged edges and wheeled on barrows or hand trucks to the smokehouse.
Wire hangers are used for hanging the salmon on sticks in the smokehouse.These are made of steel wire or light iron, and have six points at rightangles to the frame at the lower end, and a curving hook at the top to hangover the smoke stick. A side of salmon is laid out flat, skin side up. Thepoints of a hanger are pressed through the skin at the nape or neck end.Another workman in the smokehouse hooks the handle over a round smokestick. In hanging the salmon, care is taken to leave sufficient space betweensides and to guard against crowding or overloading the smokehouse, whichwould result in an inferior product with a shorter period of preservation.
The time required for the smoke cure depends primarily on the length of theperiod of preservation desired. If the product is for immediate consumption,10 to 12 hours cure over a dense smoke should be sufficient. However, inmost cases a longer cure is required as the smoked salmon may not beconsumed within the next 24 or 48 hours. So, in these instances, after thesmokehouse has been filled, a fire is started in the pit below and for somehour s the fish is smoked over a clear fire with the v entilators left open sothat moisture can escape, preventing the salmon from sweating in this initialperiod of smoking, which is really more or less of a drying process.
When the first period of the smoke cure has been finished, that is, afterabout 48 hours, the ventilators in the top of the smokehouse are closed, andthe fire smothered with sawdust. A dense smoke is thus created, in whichthe salmon is cured for an additional period of two to three days. If a stillmore durable article is desired, that is, one which may be marketed over a.wide area, and one which will keep longest ~nder average conditions oftemperature, handling, and storage, the curing may require a week tocomplete. In such case, the fire is kept low and smoldering during theentire period of the cure, not forming dense smoke. The process is adehydration as much as a smoke cure.
When the cure is completed, the smokehouse doors and ventilators are leftopen. After the smoked sides are sufficiently cooled, they are weighed,wrapped in oiled or parchment paper, and packed in boxes with a usual netweight of 30 pounds, Smoked salmon must be stored at temperatures of from33 to 40 F., if it is to be held any length of time, especially in summer.
The length o f the smoking period and other factors involved in smokingsalmon v ary with the locality, type of product demanded by the trade,
157

temperature used in smoking process, humidity, and similar factor s. Theprocess must be altered to meet changes in these conditions. Exact data asto temperatures giving best results are lacking. However, this is acold-smoking process; though the fire must be high enough to cure thesalmon; it must not give off too much heat, or the product wiU be partiallycooked, and soon spoiled. The temperature should not exceed 90 E., and ingeneral should be somewhat lower, As to the best type of fuel, alder wood ismost commonly used on the Pacific coast, but almost any nonresinous woodsuch as maple or beech gives satisfactory results. Oak and hickor y arefavorite fuels among salmon smokers in the Atlantic coast area.
A small amount of smoked salmon is sliced like bacon or ham, wrapped incellophane and sold in half or quarter pound packages to the delicatessen andgrocery trade. Sliced smoke salmon is also packed in quarter-square cans ofthe type used for small oil sardines. A little olive or cottonseed oil is addedto each can which is then sealed hermetically but not sterilized. While thisproduct is not so perishable as ordinary smoked salmon, it does not have anunhrnited period of preservation, and should not be exposed to hightemperatures, or' other un.f'avorable storage conditions. The maximum ofpreservation is achieved by keeping this product in a refrigerator orrefrigerated showcase.
BELEKE
Some attempts have been made on the Pacific coast to market a hard smokedand dried salmon known as beleke, or Indian cure. Though it is superior inkeeping quality and equal in flavor to salmon smoked by other methods, ithas not met with mu ch favor outside o f Alaska as it is dull in color andtherefore does not have the attractive appearance of the more perishablesmoked salmon products. It is prepared commercially in Alaska fordistribution in the territory and to a small extent in the Northwestern UnitedStates. Beleke makes an excellent appetizer or relish to be served withbeverages, and there are possibilities in developing a better market. Redand coho salmon are the species used in preparing this product. Oneauthority states that the backs only are used, cut in two or three longstrips, the bellies being pickled and sold salted, Packers of beleke haveinfor med the writer that though this may be done, it is quite as usual tosmoke whole sides of salmon by this method.
If the bellies are to be utilized, pickled or hard-salted, the remaining ediblepor tion of salmon is split in two sides, the backbone is removed, and eachside is cut into several strips, longitudinally. These may or may not bewashed i» salt water. The largest, thickest strips of back flesh are thenplaced in a tank of 90 salinometer} brine, followed in an hour by strips ofmedium size, and after an interval of another hour by smaller pieces. Thisprocedure is followed so that a31 sizes will have the same degree of pickle.The strips are removed and drained after a period of from 16 to Zo hours. Ifwhole sides are to be used, after cleaning and dressing as described underthe preparation of pickled salmon, the fish is brined overnight or for aperiod of IO to IZ hours in a 90 brine.
After brining, whole sides are fixed on smoke sticks, while strips are usuallysuspended by cords, run through one end as in smoking bacon at home. Thefish is given an air drying of 24 hours to remove the surface moisture. At
158

the end of this time the salmon is placed in the smokehouse the ventilatorsare left open, and the salmon is smoke-cured over a fire of green alder wood.The smoking is done very slowly at a. low temperature, not more than 70' to80 F . Two weeks is the average period of time required to smoke beleke.This product was first prepared around Kodiak, Alaska, but a similar processis used in smoking salmon in other sections of Alaska. Be]eke is said to havebetter lasting qualities than any other smoked fish, remaining in goodcondition for two and even three years. If surface mold begins to appear instorage, the fish is t.aken out, scrubbed in brine, given an air dryin g ofseveral hours, and is then smoked for from 24 to 48 hours after which it isrestored to a cool, dry place.
KIPPERED SALMON
Kippered salmon probably has a larger sale than any other smoked fisheryproduct on the Pacific coast, lt is sold in a few large centers in the eastand middle west, but the greater part of the production is consumed in thewestern part of the United States. Practically all kippered salmon isprepared from white-fleshed chinook king! salmon. This fish has little salein the fresh fish market where it is considered inferior to other salmon byreason of its paler color. However, it is equal to the brighter colored salmonin food value and often has a better flavor. A constant supply of fresh fishat prices making profitable operation possible cannot be assured throughoutthe year, while frozen salmon is available all the year round, giving thecurer an assured supply of raw material without wide fluctuations in price.Therefore, frozen salmon is used during a great part of the year and is splitbefore it is completely thawed. Fresh salmon is much softer in texture,requires more care and skill in split ting, and the smoking period must besomewhat longer,
The first step in the curing process is to thaw out the salmon in tanks ofcold water. In some establishments thawing is done with running water, inothers, with standing wa.ter, changed several times, The time required forthawing varies from eight to 15 hours depending on the size ot the salmon ~and whether or not running water is used. Sma.lier-sized fish placed inrunning water will be sufficiently thawed in eight hours. As the salmon hasalready been cleaned and dressed before freezing, it is split into sides whensufficiently thawed, the backbone is removed, and the sides are cut into anumber of smaller pieces. These pieces usually weigh about one pound ea.chafter curing, and are separated according to thickness. The thinner pieceswill cure more rapidly, which is one reason for separating them, whileanother is that the thickest pieces are considered best grade. There arethree grades or sizes chunks!, the thickest part of the back flesh; thins,pieces of flesh not quite so thick, and strips, thin pieces from the bellies ofthe fish. The names used for the grades may vary with the locality andamong different curers but the separation into three grades is followed bypractically all establishments on the Pacific coast. The third grade or»ze--for there is little difference in the quality--usually goes to the lowerprice markets. The Jewish trade buys a considerable amount of the strips asthis size has a much higher oil content than the other two, the richer fieshmeeting favor among the Jewish population.
After cutting, the salmon is placed in a 90 to 95 salinorneter brine for froro30 minutes to two hours and 30 minutes, the length of the brining period
159

depending on the size and thickness of the pieces, local preference in themarket for which the salmon is destined, and on the time required forshipment.
When sufficiently brined, the salmon is drained, then dipped into a tank ortub of coloring rnatter. The dye may be added to the brine, combining thetwo operations in one, in which case the amount of dye used is less thanwhen the fish is colored by dipping . The dye most often employed is 150Orange I, an aniline dye, the use of which is permitted under the FederalFood, Drug and Cosmetic Act. Other red or orange dyes on the permittedlist may be used. The dye solution is made up in strengths dictated by theexperience of the individual curer, and it is not possible to set down exactrules as to the mixing of the solution which will apply to every situation.Where the fish is dipped in the dye after brining, experiments, carried out atthe College of Fisheries, University of Washington, indicate that dipping for15 to 30 seconds in a solution made up in the proportion of one part of dyeto 3,000 parts of water is sufficient. This is given only as a generalformula, to guide those without practical experience. The curer mustdetermine requirements by experiment, and according to the desires of hiscustomers as to the shade of color. The fish is dyed owing to a popularprejudice against a lightly colored kippered salmon. The dye used isharmless and does not affect the quality of the fish in any way, while itgives it an attractive color. For certain markets, principally in States whereall artificial food coloring is prohibited by law, no dye is used.
When the salmon has drained for a short time, it is put into wiremesh-bottomed trays, made of half-inch mesh with wooden frames. Thesetrays should be thoroughly cleaned before use and the wire mesh rubbed withlard oil or some other edible oil to prevent pieces of fish from sticking to it.The pieces in a given tray are, as nearly as possible, of the same size andthickrress. They must not touch each other, or an even, sufficient cure willnot be obtained. The individual trays may be laid onto a rack holdingseveral tiers of trays and moving on wheels, which is run into thesmokehouse when it has been filled; or the trays may be placed directly inthe smokehouse on fixed racks.
The salmon is allowed to drip and drain for a few hours in the smokehousebut a suggested procedure, which it is believed would shorten this periodand result in a better product, is to dry the trays of fish for an hour or twounder a strong current of air at a temperature of about 70oF. The fire isnow lighted and the salmon. is smoked lightly and partially dried over amedium fire temperature in the section holding the fish should be about80eF! for from seven to 12 or 13 hours. At the end of this time the fire isbuot up and the salmon is given a hot smoke by which it is partially cooked.Care must be taken that the salmon does not get overheated, or it will besoftened and spoiled.. When the fire is built up it must be regulated bymeans of drafts and ventila,tors so that the temperature will not be higherthan desired ~ This hot smoking or barbecuing takes one hour at atemperature of from 170 to 180 F. In some establishments the time is 25 to35 minutes at a temperature around 250~F.
When the process is finished the kippered salmon is thoroughly cooled, insome cases, by throwing open the doors of the smokehouses. In others, inplants which are equipped with movable smokehouse racks, the racks are run
160

out on the wrappings of parchment and are then packed in a small box orbasket. A container hoMing 10 pounds is the most popular size. Kipperesalmon is perishable, spoiling af ter exposur e of a few days at ordinarytemperatures, so if not to be sold at once it shouM be kept in chill storageat temperatures of 35 to 40 F, and sold from refrigetaged showcases.certain amount of kippered salmon is i~tended for shipment to distantmarkets, or is stored to fill rush orders. For these purposes it is frozenand held in storage for use as required, The freezing temperature andlength of time required for freezing are the same as for fresh fish. As infreezing fresh fish there is some variation, but in a. typical instance kipperedsalmon is placed in the sharp freezer at -IO F, and left there for 10 to 12hours when the temperature should be -25 F ~ The storage temperature isabout OoF.
NOTE: New U. S. Food rI Drug Administration "Good Manufacturing Practice"requirements for "hot process smoked fish" recommend that commerciallyprepared smoked fish be subjected to one of the following conditions:
1! Center temperature must reach at least 1800F for 30 minutes if "waterphase salt" content is a minimum of 3.5K. OR, 2! center temperature mustreach at least 105 F for 30 minutes if "water phase salt" content is a minimumof 5t.
Most 1 to 2" thick pieces of fish will reach these conditions if salted 1 to 2hours in 60 SAL brine �5.84 salt by weight! and smoked 4 to 5 hours at180 F to 200 F followed by 4 to 8 hours of smoking without heat.
These "GMP" requirements are designed to help prevent unsafe products fromreaching the consumer. However, only careful attention to good sanitarypractices will insure complete safety.
161

SMOKING FISH AT HOME SAFELY
Ken HilderbrandMarine Advisory Program
Marine Science CenterOregon State University
Newport, OR 97365�03!867-3011
INTRODUCTION
This presentation wa.s based on the Oregon State University Sea GrantProgram publication SG 66 ~ That text is reprinted here. Although thepamphlet was intended for hobbyists, this presentation made somemodifications p e rt in en t to comme r cial smokin g .
Present Food and Drug Administration FDA! good manufacturing practices donot require a 180 F cook for 30 minutes, but it is still good practice to do sofor fish containing at least 3. 5 percent water phase salt but less than 5percent! . As discussed in other sessions on quality control, commercialsmokers shouM conduct salt and moisture analysis to whatever extentnecessary to insure a safe product. Small natural convection smokehousescan be used effectively, but only if the operators ha ve the appropriateknowledge of the physical process. Continuous monitoring of internal fishtemperatures is essential for the proper operation of a small naturalconvection smokehouse ~
A typical smoking cycle as illustrated in SG 66 wiII partly dry the fish priorto cooking. This will help avoid the "baked" flavor most people findundesirable. Monitoring internal fish temperatur e will help determine whenthe fish is dry enough to cook. Interal temperature rise due to reducedwater evaporation is the signal to begin the cook cycle.
NOTE;
SINCE THE PUBLICATION OF THIS BULLETIN, SG 66, RESEARCH HASSHOWN THAT NEITHER 3.5 PERCENT WATER PHASE SALT CONTENT INFISH, NQR HFATING 30 MINUTES AT 1800 F INTERNAL TEhfPERATU RE W1Ll.INSURE TOTAL DESTRUCTION OF I3QTULISM ORGANISMS. THE READER ISCAUTIONED TO REFRIGERATE ALL ShiOKED FISH AND OTHER SEAFOODPRODUCTS NOT CONSUhiED IMMEDIATELY.
163

Smoking fish at home safely4> kenneth S. Hilderbrand, jr., Extension Seafood Technologist, Oregon State University
Thrc e cot»mon ingredients in aHfisti snioking n cipes arc soft, smoke,ond Jic at. This buHetfn points out thatonltt srtIt and fieat are important forsafety, ond it explains the basictechniques for preparing delicious � andsafe � sniokcd fash. lt also recommendsrc'fn'gerated storage for all smoked fish.
Clean all Ash thoroughly to removeblood, slime, and harmful bacteria. Keepfish as cool as possible at aH times, butdo not freeze. When you cut fish forsmoking, remember that uniformly-st dpieces will help achieve more uniformsalt absorption without risk ofoversalting. Do not let fish sit forextended periods after cleaning andbefore smoking,
Salting
The phrase "3' cx WPS" � for "waterphase salt" � means that the salt contentis 3ti r of the moisture left aftersmoking. !
i Xfeasuring the WPS after smokingrequires equipment unavailable to theabc rage home smoker.!
Oregon State UniversityExtension Marine Advisory PrngraiaA Land Grant / Sea Grant CooperativeSG 66 Bevised August 198l
164
Smoked 6sh are good � bast...!I'ish smoked without proper salting
and cooking can cause food poisoning-it c-an even be lethal. hfost food-poisoning bacteria can and wiHgrow under the conditions normaHyfound in the preparation and storage ofsmoked fish. Botulism is, of course, themost harmful of these bacteria.
There are two requirements for thesnioking of fish so that it wiII storesafely without refrigeration:~ You must heat fish to I80o F 82e C!
internal temperature and maintain thistemperature for 30 minutes.
~ 'tent'hen smoked, your fish must have atleast 3g~r WPS.
Strict attention to both of theserequirements ss essentia!, for tworeasons:
I t is difficult to predict in advanceexac tly how much salt a given pieceof fish will absorb.
~ It is difficult to determine aftersmoking whether the internaltemperature did indeed remain atItalo' F 82 ' C! for the full 30minutes.
High-oil-content fish is usually the bestfor smoking. It absorbs smoke fasterand has hetter texture, On the Vi'estCoast, some of these species are shad,sturgeon, smelt, herring, steelhead,salmon, mackerel. sahlefish, and tuna.You ean smoke any fish, however,without fear of food poisoning if youobserve some basic principles. You wiHfind these principles in the fundamentalsteps of aH fish-sinoking recipes:preparation, salting, smoking andcxioking, and storage.
PreparationDifferent species of fish require
different preparation techniques. Salmonare usuaHy prepared by removing thebackbone and splitting. Bottom fish arefilleted. Herring are headed and gutted.Columbia itiver sinelt are smoked whole.
Iii general, hoivever, certain principlesapplv in aH cases. First, use goodquality fish. Sinoking ss iH not improveRsh quality, it may, in fact, cover upcertain conditions that could createfood-safety problems later.
Salt is what preserves smoked fish.Products with high-moisture contentrequire more salt than "dry" products,The minimum salt required for properpreservation is 3'% WPS.
Without chemical analysts, it sshard to be certain that 3ti% WPShcts been achieved in your final product.That is why proper cooking and storageare essential for absolute safety.However, some ru'les of thumb areuseful,
Salt the fish before smolcing jn astrong sa!t so!ution brine!; salting in abrine that is I part table salt to 7 partswater � by volume, not by weight-for I hour wiH do in most cases. This Proportion is approximately 60oSAL, as measured on the salometerscale, see Preps ation of Salt Brines fortkc Fishing fndkstry under "For furtherinFormation,"!

About 30 rnmutes should do for autted herring. However, large or oilysh will require more time, Two hours
for large chunks of a 30-pound sabnonis a good starting place forexperimenting.
Decrease the time for nonfat fish andfor skinned fish. h Rnal product that hasa definite, but not unpleasant, saltflavor probably has achieved a3NQ WPS,
salting techniques are acceptable,and e same general rules apply.However, brining should give moreuniform salting than dry salting.
many recipes caU for lower salt brineconcentrations than the I part tablesalt to 7 parts water formula givenabove � but for extended periods, 18 tooM hours, These recipes may besufficient, but they tend to offer moreopportunitv for bacterial growth andpossible spoilage later. In addition,these procedures prolong the entireprocess and increase the mess ynu mustclean up later.
Rinse and air dry aR fish beforesmoking. This not only gives smoke achance to deposit evenly but also helpsto prevent surface spoilage duringsmoking. Smoke will not deposit easilyon a wet surface.
If proper drying conditions are notavailable cool, dry air!, try placingthe Rsh in the smokehouse with lowheat, no smoke, and doors open, Witha wood heat source, use a low, cleana e.
Smoking and cooking
Cook the Rsh at 180 F 82 C!internal temperature for at least 30minutes at some time during tbesmoking "cycle." This is probably themost important part of any fish-smokingrecipe � onrf one t tsat is often forgottenin home smoking.
Because you cannot determine theRnat salt content without chemicalanalysis!, proper cooking is the onlitterry you can insure a product safe frombotulism without adequate refrigeration.
Tempera ture' F
220F
1BO
140
100
6 7 8 9 10 12
Time in Hours Surface Burner on Continuously!
FitNre 1.� Ttrt>roal iatenial lish tempemiure dvrr'rra arrrotriag ettcte
A typical Rsh-smoking cycle seeRgure 1! shoutd bring the fish to 180o F 82o C ! internal temperature within6 to 8 hours irrternat � not oven�temperature! .
Ef your smokehouse cannot provdde00o to 225' F 93e to 107o C! oven
temperatures, you will have to cook thefinal product in your kitcheii oien.Waiting longer than 6 to 8 hours for thatvital 30 minutes at 180' F 82' C!resents a danger of spoilage caused byacteria growing under ideal conditions
�20o to 130o F 48' to 54o C!Remember: Smoke itself is not an
effective preservative under mostsmokehouse conditions,
A standard meat thermometer willworl-. for checking the internaltemperature of the largest piece in thesmo!rehouse. This should insure t.hat allthe fish has reached 180 F 82 C!. Some smokehouses may have coolspots.! A long-stemmed dialthermometer inserted into the Rshthrough a hole in the smokehouse wafimay be desirable, it alloivs temperaturemonitoring without opening the door
It is best to wait 3 to 5 hours lieforeelevating the Rsh to the 180e F 82" : !internal temperature. This is easier todo after most of the moisture is gone,and there « ill be less tendency for aliaked fish Ravor. In addition, there v illbe less "curd" formation caused bvjuices boiling out of the fish.
Further smoking and drying can bedone after the 30 minutes at 180"- F 82o C !, Keep the Rsh tern peratureabove 140o F 80o C! to preventgrowth of harmful bacteria. Hov ever,some oily Rsh such as sablefish! maynever "dry out" the way salmon or tunadoes.
Figure 2 illustrates the basiccomponents of a good smokehouse.
A common question asked about fislismoking relates to the small metalsmokers readilv available. in mosthardivare or sporting goods stores. Thisequipment mav be adequate, hul it hasdifhculty achiesnng temperatures higlienough to obtain proi mr cr>r>king,So rf vou do use cue ~f these smalldes ices, vou « ill riced to use vourkitchen oven to achieve the 30 mir iitr-sat 180o F 82o C! interrial temperatiiie

6" Exhaust ed Oraft,nentdraft.
Contr
8ox with Insulation
Heat Resistant ! Figure 2.� Basic ccrntionents of a smokehouse. This drawing isnot intended, nor should it be used, as a blueprint for building amiokehouse. it sliows the feahires to look for in a smokehouseand their general arrangemcnt. The key features are; l ! an
lindependent source of heat for the pct of wood chips or ogs;i 2 l a controllable vent, or flue, at the top; 3! a controllabledraft at the bottom; 4 ! annie thermostatic control over the oventeniperature connected to �! another heat source to raisetemperature in the smokehouse to 200 to 225 F 93' to f07' C!.

For further istformatiorsStorage
D<r<1!ev, Sl>car<»>. ]. 'l. Gr;iikoiki,ll. l...'i< ii r.iii.:i>id P,ii>l M E.>r!,Sl><irt<r»ri<>.< . ~ <<ldr I<i Ifa>irlling.Siuokiiig. a>id f'<c'<: ing CohoSrrl>ii<»i, Ratio«.>! Nf,>rine FisheriesSeri i<.c, Fi>' rv l'.icts-5 Seattle,l9r3'. Av�:l, l>le i» some lil>raries.H<-p>int c<il.ies availal>!e �0e each',from. Fxte>ision 1<fariiie FducationSpecialist, OSK> Harn>e ScienceCenter, Nc«giort, Oft 97365.
I!dderl>ra> d, K. »neth S, Jr., Hom<'Fr<.< =ii>g Of " af<rnd, OregOI> Stale1':iiicrs>t> i'steiisi<in Si ri ice, SeaGrant Siariiie hdv>sory ProgramPublicatioii SG T Corval92is, revised19 �!.
H>lderl!rand, Kerrnelh S., Jr.,Pret>aratii>n of Salt Hrir>cs fr>r theFis ii.ig Ind>rsirty, Ore<ion StateUr>iveisirv F><tensiof> Serv>ce, SeaGrant Xtari»e A<hisorv ProgramPubli< ation SG '>2 C sri allis,reprinted 19r9>.
r si n eicicc. <rru' SI I C«<i'«<". i uo..lI« lh II<I< 5 >I <r<lr'i< orfli <i<rhi> nrlriicaiiun u <>c I>ra<i>rrcr uii ri ri. >«
uii ', . rS ' .' rt i< a <rr I ru><I< I: "ruiri <I >i '< h<uii. >irecr<ity. the C S. D< purir >r i.t <.
l y ir i S< u Grur>r!> Gri»e Adt r«ir<u r rr. i.'r r»ten
u < r Ii,' I i > u i< <1 < i I< i I I � i ru c ~ < aFJ,<' ll' . u <Ii!.i'Irs t>u tie<I'<iiir Ii << i
l67
Bef<igcr,itc i our smoked fish bc!o«deli F, 1 i Cl >f vou <lo riot plan toconsun>t >t in l or 2 cfavs. This is< ss< iitial: Tli< salt co>itcnt is unknoivn,ii>c! tliere iimu be doul>t;i!>oiit tl>e time.U>d ti'ii>pcf;iturc:>c!grieved in t1>eSm<ik>lig C> < le.
You c ai> rc tard mold gro» th on vouramok< <I fisli if i ou package it m a porousmatciial suc!> as cloth or paper to«e!i»g.Thi> pres ciits "s«eating," a process«here moistiire moves fi om the fish tot!>c n>s>de of tl>e bag, causing a «et spot«here ii>o'ld r ari grosv. This is espec>all>sei ere if' > ou place «arm. plastic-v rapped fish in a refr>gerator.
For extended storage !ong< r than1 or a «ccks 'l, tightlv «rap and free resmoked fish. Litt!c r!»a!itv is lost infrozen smi>kcd f>sh l>ei ause of its l<>iemoist<>rc c<ii>terit. l o»' nSt>'iictlonS OnCorr« p;>ck:>I;intr, f >r freezing, SeeHam< J-'r< < =i iig r f Sc'afoad under "Forfurt!ier infor<nat>on." !
kfost l!o<>kst<>res and sporting iruodsstiir<'s < arrs a varictv of boiiks <in "smokeC<>aking" XfnSt hase detici<iuS I CC>pe<:i»d clear i»stni<.tinns. 1hcse, ph>s theuse of c<li>iii'Ioi'! sense '><i fo!!n« <rig thepiiii< iples i>iitlined in th» lail>lic.ition,«'ill uisure s.ifc, pleasiiig l>c>mc -sm <ik«dfish.
i!ere are some >aiggestio»s forfurt'!ier i c;idii>g:
1!f!derbrand, Kenneth 'S. Jr., HuiMing aSniall Crali Cooiar for Horric Use,Oregon State Univers>tv ExtensionService, Sca Grant!>tarn>e AdvisoryProgrirn Pulalication SG 70 Corvagis,198! !.

CANNING SMOKED FISH PRODUCTS
Al BaileyAmerican C an Comp any
400 Baker Blvd,Seattle, WA 98188
�0646-9000
If you are planning to can smoked salmon or any other seafood, you will firstneed. the following:
AN ASSURED SUPPLY OF QUALITY FISH. These fish must be r eceivedfree from bruising, internal bleeding, and decomposition. Iffresh-caught, it should be less than 48 hours out of the water, well-icedor refrigerated. Frozen fish should be top-quality rather than rejectsfrom some other market.
CANNING EQUIPMENT. This should include a closing machine, vacuumpump if the closing machine is a vacuum type rnachine!, some form ofexhaust or steam box to heat the canned product prior to closure if theclosing machine is not vacuum or steam flow! . For a vacuum closingmachine, you may need a clincher to code the ends and clinch the endson the cans prior to the seamer. You will need baskets or trays to holdthe packed cans for retorting, retorts a.nd boiler that will pass state andlocal certification, certified accurate thermometers for the retorts,recording equipment to show that the retort cooks meet time andtemperatur e requirements, and an automatic steam controller for theretort.
TECHNICAL STAFF. You will need someone in your employ who canmaintain and repair all of the equipment, mechanical and electrical, andplumbing .
MANAGEMENT STAFF. You will need someone in management that hasbeen certified by the FDA after attending the Better Process ControlSchool put on each year by University of Alaska, University ofWashington, Oregon State College, or University of California at Davis.
This school teaches the essentials of microbiology and plant sanitation.Also taught are the essentials of chlorination, can handling, retortprocessing, and container closure and evaluation. Knowledge o f theseaspects of canning is necessary for commercial operation of any cannery.
AUTHORIZED THERMAL PROCESS FOR RETORTING. The usualprocessing authority in this area is National Food Processors Association,1600 S. Jackson Street, Seattle, WA 98144. Phone �06! 323-3540 ~Membership or a fee is required for this work.
The process you receive will be specific for a can size, 'nitiatemperature of the product, retort temperature, and time ~ The pro cessmay be a general one that will cover any fish product and style «p ckor it may be based on your product. This r equires having yourprocessing authority run heat penetration tests on your product ~
169
this has been done and you have an authorized cook in your records,you will need to continue to pack the st yle of pack, fill in weight,degree of moisture in the smoked product, and cooling procedure onwhich the cook was based. Chan in an of these factors will re uire
ou to obtain additional heat enetration work.
KNOWLEDGE OF REGULATIONS. You will need to be ver'y familiar withthe f e der al, state, and possibly local regulations that apply to youroperation.
CANS. You wiH need to have a supply of cans from a manufacturer,distributor, or a local cannery.
The can specification used for fresh salmon is suitable for smokedsalmon, trout, or sturgeon. This can will have a full inside enamelcoatin g on either ¹25 electrolytic tinplate or tin-free steel. Usually, afull outside coat of gold lacquer will cover the can to reduce rusting.
If you are canning some other seafood product prone to black sulfidediscoloration, such as crab, clams, tuna, or cod � you will need a canwith two coats of enamel on both the body ar>d ends and a side seamstripe on the inside over the seam.
If the product is prone to sulfide formation, you wiH also need to beabsolutely sure that the product is free of incipient decomposition. Staleproduct releases sulphur-bearing volatile products that react withoxygen and metal from the can during and after processing, To reducethe oxygen available in cans to form sulfide actually forms of rust!, fillthe cans with brin.e, broth, or oil prior to closure. This is f ar moreeffective than increasing can vacuums.
CANNERS. You will need someone in your employ that has experience infood canning. They will need experience in:
a. Product handling
b. Plant sanitation
c. Plant maintena.nce
d. Obtaining and maintaining supplies
e. Obtaining and working with employees
Can handling, filling, seaming, seam evaluation, keeping records,and record evaluation
g. Retorting in steam and boiler operation
h. Warehousing, product storage, shipment, and labeling
i. What to do in emergencies
170

MARKETS. Most importantly: You must determine in d hwill have a market for your product at a price tliat will rea wi resu t in a profitto you. All of this will require a large rriitral fundin
GENERAL PROCEDURES
Jj[ow ~ in the canning operation, fill the cans with your product . Obtro uc s. btainuniform fill in weights that conform to your label declaration. Fre tlc ara ion. requentlycheck-weigh cans and record weights. Be sure the tare weight for th .
e emptycans is the tare weight of the actual cans used.
Code the cans to show your company, location, product, carining date, andshift, period, or retort load. Know the specific requirements that may applyto your product.
Some means of producing internal can vacuum in the range of 5 to 15 inchesis necessar y. Vacuum in the can, drawing the ends inward, tends to assurethe consumer that the can has not leaked and the product is safe to eat. Itis most important that all of the cans leaving the cannery have a vacuum asshowii by inwardly concave ends. Be aware that can vacuum does not assureproduct safety.
In a vacuum closing machine, the vacuum is formed mechanically. Ends arecoded and clinched on and the air is pulled f rom the can in a vacuumchamber. The double seam is completed in the vacuum chamber.
In small-scale canning operations, the closing machines used are American CanCompany ¹1 High Speed �25 cpm!, 00-6 Vacuum Closing Machine �0 to 90cpm!, «I Pacific Vacuum � cpm!, and Rooney Vacuum Closing Machine �cpm! Rooney Machine Co., 2801 St. Paul, Bellingham, WA 98225, phone�06! 733-5470! . Information on the American Can machines can be obtainedfrom American Can, Box C 88789, Seattle, WA 98188, phone �06! 246-9000.In addition, used machines are available from cannery equipment dealers andalmost forgotten in cannery storage warehouses. Remember to get any changeor spare parts that may be found, as these are costly when ordered new.Vacuum pumps are available from these same sources.
Another means of obtaining can vacuum is by steam flow closure, where steamis injected into the head space of the can just as the cover is being applied.The steam in the head space of the can condenses to leave a partial vacuum.The amount of vacuum will depend upon the size and uniformity of the headspace and the design of the steam flow machine.
Typical machines would be American Can Company, Canco 400 steam fiow �00cpm!, 00-6 steam flow �0 to 90 cpm!, and Continental Can Company CR
flow �50 cpm!, Occasionally some small machine has been modified forsteam flow closure but these modifications often are not effective.
Can vacuum can also be obtainecl by passing fiRed cans through a steam boxexhaust box prior to closure. This may work very well for a small
the product is heated to 140 F or higher, there wiII probably beat least 5 inches vacuum after closure and Processi~g ~
171

If you are canning, you must know can closure specifications and federal andstate requirements for double seam examination and recording . This iscovered in the Better Process School. The text for this school is a valuablereference work. It can be obtained from the Food Processors Institute, 113320th Street, N.W., Washington, D.C. 20036, ! Can closure specifications canbe obtained from the container manufacturer.
After closure, the cans must be processed according to the authorized cook ina retort equipped with a mercury-in-glass thermometer and chart recorder.It is necessary to use some form of heat-sensitive process indicator on eachbasket of cans being retorted. Following this, the cans may be air or watercooled, depending on the authorized process.
The quality of the final canned product will depend mostly on the initialquality of the seafood and the smoking process. It will also depend upon thestyle of pack, whether the product is hard, soft, dry, moist; and packingmaterial, brine, oil, or broth. The canned, smoked product should not besecondary product.
The quality of can closures must be carefully maintained and good recordskept. All defects in product and containers must be retained and kept out ofmarkets. Whether or not a consumer purchases your product a second timedepends on the care with which the first can was produced.
172

THE DESIGN OF DRYERS FOR THE DEHYDRATION OF SEAFOOD PRODUCTS
byMalcolm Hunter, BSC HONS!, C ENG
AFOS, LimitedManor Estate, A n lab y
HullHU10 GRL
En gland�44! 0482-52l52
When I joined AFOS, Ltd.. some 20 years ago, the majority of our turn overwas in the heating, ventilating, and air conditioning business, with a smallsideline manufacturing Torry Kilns. The company's experience in the heatingand ventilating industry prepared us well for an involvement in the foodprocessing industry. Our position is now reversed, with the largerproportion of the turn over taken up by kilns, dryers, and associatedequipment on. an international basis. My own background is in engineeringand not food technology. I therefore propose to concentrate on this aspect ofthe subject.
Ther e are five basic methods of preserving seafoods: salting, drying,smoking, freezing, and canning.
Only during the last 40 years has freezing been used to any extent, andcontrolled mechanical methods developed for drying and smoking.
In developed countries, the main methods of preservation are freezing andcanning. Salting, drying, and smoking are largely used to provide taste,flavor, and quality of the products. Mr. Bannerman and others have alreadycovered these aspects of preservation, I wiII concentra.te on drying seafoodproducts.
Drying, or dehydration, is still used in developed nations, but only forrelatively low v olume t r aditional p rod u cts such as bacalao in M edi terran eancountries and lutefisk in Scandinavia. However in developing nations, whichlargeIy have hot climates, dried seafoods are still of great importance asprotein source. Until the advent of mechanical driers, seafood products weredried outdoors. In colder climates this was acceptable because low ambienttemperatures prevented most spoilage. In hot climates this was not so. Insome cases, the final products were contaminated during the Iong outsidedrying process and had a higher protein content in the infesting bugs thanin the remaining product. Mechanical driers solved the problem of dryingfish in hot climates and also made it possible to control the process accuratelyin colder climates, reducing production time appreciably.
Although there are many differing types of dried seafood products, designrequirements for mechanizing the process are similar. Two basic requirementsare ..
A robust, hygenic drier insulated for fuel economy
173

2. We propose loading large quantities of pxoduct into the drier, soeven dehydration rates must be maintained throughout the drier.
Other common areas of design are:
l. A system for controlling internal air conditions to produce optimumdrying rates for the particular products.
2, Control systems designed to work at minimum energy costs.
Due to vastly differing process requirements, which depend on the type ofproduct required, these two common areas of design will produce verydifferent final solutions. In the sectional view of the ventilated drier Figure2! the airflow takes up moisture from the fish in the main bottoxncoxnpartment, This increases the relative humidity of the air. Obviously, ifthe air were continuously circulated, it would eventually become saturatedwith moisture and no further drying would take place. This moisturebuild-up has to be released therefore, as the drying process proceeds. Thiscan be done in one of two basic ways:
in Figure 2 this aHows colder,moist air to be removed in aamount of air allowed into the
battery, constantly controlled
The ventilated dryer. As showndrier aix' to be introduced andcontrolled way. 8 y varyin g thedrier and providing a re-heatconditions can be achieved.
2. Dehumidifier drier. If we have a totally enclosed system butinclude a dehumidification coil in the air circulation, we can removethe moisture from the air. Then re-heating it wiH give therequired control conditions. This can be seen in the sectionaldiagram of a dehumidification drier, Figure 3.
Which of these two basic methods is best suited for a particular applicationdepends not only on the requix ed process temperature, humidity, and airspeed, but also on prevailing ambient air condition. It will always bepossible to design a suitable drier using the dehumidification principle, butthis is not the case when using a ventilated drier. Obviously, when theambient temperature is 90oF, that air cannot be used if the processrequirements are an air condition of 80 l' and 45 percent relative humidityonto the fish. The cost of energy also comes irxto consideration under certainconditions. The simpler, cheaper, ventilated drier design is otherwise
l74
Both these requirements are weil-satisfied by the basic design of the TorryKiln as described in the previous lecture by Mr ~ Bannerman. If we refer tothe sectional drawing of the Torry Kiln Figure 1! and simply x emove thesxnoke producer, a ventilated drying remains Figure 2! . This can pull in apercentage of ambient air and exhaust a similar amount through atmosphere,The equipment is robust � manufactured with a metal main frame and sheetingeither of galvanizing material or all stainless steel. It is insulated betweenthe inner and outer sheeting and is easily kept clean using detergents andpressure spray equipment. More important however, is the airflow designwhich ensures that the lamina flow across the product as required for evenand consistent drying in all pax'ts of the dryer.

175

EA
<<o~ Qg
m~a.-
I ~ ~Z ~~CO~
$c
V d<U
J
8 O V 4P

l77

technically viable, but its energy consumption may be greater than that ofthe dehumidified one.
These points can best be illustrated using a psychometric chart Figure 4!and the foUowing examples. Consider a drier for a process calling for thecondition of the air onto the fish to be 80 F and 45 percent relative humidity RH!. This condition is shown on the chart by point A. As the air passesover the fish, it absorbs moisture. The air does not lose any energy in itspassage over the fish, and we can therefore represent the condition of theair leaving the fish by point B. A-B is a line of constant energy orenthalpy. Ne now have to bring the air back to the required condition at A,to maintain this process requirements. Adding heat to the air is representedby horizontal lines on the chart. The length is proportional to the amount ofheat put into the air stream, It is obvious that we cannot return to A inthat way alone.
If we wish to use a ventilated dryer, it is necessary, therefore, to remove aproportion of the moist air and replace it with less humid air. This mixturewill have to be at a lower temperature than the design conditions, and we willthen have to re-heat it. Re-heating is represented by a horizontal line, andthe mixed air wiII end up on the line D-A. Re-heating will then allow thepoint A to be achieved again. Point G is an example of ambient conditionsthat will enable to satisfy the requirements and, in theoretical terms, ambienttemperatures within the shaded zone will allow the use of a ventilated dryer.
If we now return to the sectional dr awing of the ventilated drier, Figure 2,we can see in practical terms what happens. The condition of the air as itpasses through the inlet diffuser wall is represented by point A on thepsychometric chart. The air passes over the fish, picking up moisture, andpast the outlet diffuser wall represented by point B on the chart!.Depending on the position of the recirculation damper, a proportion of thisair is discharged to the atmosphere. The remaining percentage is then mixedwith ambient air passing through the air inlet damper. The condition of theincoming air is represented by point C on the chart. The position of therecir culation damper and the air inlet damper are automatically controlled toensure that the percentage of fresh air and recirculated air are such that themixture ends up at point E on the chart. This mixed air then passesthrough the heater battery and fan, and is re-heated along line D-A on thechart to point A, where the cycle repeats itself. The rate of evaporationfrom the fish changes during the process, so the proportion of re-circulatedand fresh air is changed automatically to ensure that the conditions areconstant.
If we now return to the psychometric chart and consider point G,representing ambient conditions which are outside the shaded area, itindicates that it is impossible to use this air in a ventilated drier to get backto position A. The solution is to use a totally enclosed system, namely thedehumidifier dryer Figure 3! . A propor tion of the air is passed over adehumidification coil, re-heating is provided by the heat pump principle andtopped up, if necessary, using electric elements. This supply of cooled airis equivalent to a supply of low temperature ambient air. It can now bemixed with the recirculating air in the correct proportions, usin.g themodulating damper, with heat pump re-heat, to arrive at position A oncemore. This system is the most efficient way of providing the required
178

Ftgure 4. psychometric chart for dry-bulb temperatures 20 F to l30 F,

conditions 80 F, 45 percent RH! with high ambients, and will also provideenergy savings due to the heat pump principle with dry bulb ambienttemperatures below 70 !75 F.
This example of a required conditions of 80oF, 45 percent RH onto the fishwell illustrates the effect of ambient temperature on the choice of basicdesign, Obviously, if the design conditions were different, say, 300oF, 45percent RH! a much gr eater range of ambient temperatures would allow theventilated design to be used. It is critical therefore to know the processcon ditions require d a- well as the details of the ambien t con dition s whenselecting which type of basic design is to be used.
Thus far we have discussed what parameters will affect the type of drier tobe used. In order to actually produce a piece of equipment suitable for aparticular application further information is necessary;
~ Obviously it is necessary to know what daily capacity the clientrequires. In order to translate this into physical dimensions, it is alsonecessary to know how long the drying process will take and the loadingdensity of the fish to be put into the drier.
~ previously we hav e assumed that the conditions onto the fish would beeither 80 F or 100 F at 45 percent relati ve humidity. The optimumconditions for the particular product the client requires must also bedetermined.
~ whatever the drying process, moisture is removed from the surface ofthe fish at differing rates during the processing time. It is essential toknow what the highest rate of moisture removal wiD be.
~ As mentioned before, it is important to know the local ambient conditionsif we are to consider a ventilated drier. It is advisable to know notonly the worst con ditions but also the "mean" worst conditions, If wedesign for the absolute conditions, we are going to install equipmentwhich can be operated under any known conditions for the particulararea. These conditions may however, happen only 10 or 1Z times ayear. The customer would therefore, be paying a high premium forthese 10 or 12 days drying per annum. If we take the mean worstconditions, the client will probably be able to operate satisfactorily for95 percent of the year, with considerable savings in capital investment.
Some of this information is relatively easy to obtain, such as the ambienttemperature and humidity con dition s and the client's planned capacity andproduction level. This leaves us with a need to know the recommendedtemperature conditions onto the fish, loading density, the drying ratethroughout the process, and the length of the process.
Much experimental and theoretical work done to obtain this information,largely by government establishments in the North American continent, UnitedKingdom, and Europe. This work has resulted in recommendations on theoptimum process conditions for producing v arious dried seafood products.Three examples of the work areas are as follows:

~ Canadian research on salt fish drying determined that the optimumconditions onto the fish were approximately 80 F and 45 to 50 percentrelative huroidity with a velocity of air across the fish of some 300 feetper minute. Ventilated mechanical driers did not give satis f actor yresults with an ambient wet bulb temperature greater than 55 F. In ananalysis of the prevailing ambient conditions in one particular area of theeast coast of Canada, it was clear that July and August were the mostdifficult months. Approximately 50 percent of the days in these twomonths would have ambient conditions that would not permit satisfactoryuse of ventilated drier s.
The main limiting factor on the process temperature chosen 80 F! wasthat at greater temperatures, cooking and other problems were evident.Obviously, if the temperature were higher, the drying rate wouldincrease, cutting process time. It also would be possible to cover mostambient conditions experienced in the northern par t of the NorthAmerican continent without resorting to the dehumidification design.
AU the experiments in Canada were carried out with North Atlantic fishcaught in cold waters. Information available now indicates that thetemperature at which salted fish will cook depends to a. certain extent onthe area from which they come. It may well be that acceptable resultscan be obtained with fish from equatorial waters even if the dryingtemperature is increased to up to 100 F. This allows the less expensiveventilated drier to be used and also improves the process time.
~ Research carr ied out in the United Kingdom on drying non-salted fish stockfish! shows that the temperature at which the protein denatures orcooks depends on the remaining moisture content. An acceler ated drierhas been developed which decreases the drying time appreciably whilestill producing acceptable stockfish products. The later part of thisresearch was financed by AFOS Limited in conjunction with Torry atAberdeen. The system varies the temperature throughout the process tooptimize the drying rate.
Prior to this equipment's development, non-salted fish was mechanicallydrawn at a constant temperature as was salted fish. This resulted inlong drying periods, as the drying rate of the fis h varies with t ime shown on Figure 5, line A-B! . It is obvious that to achieve the lowfinal moisture contents required for preservation Ig to Z2 percent!,actual drying time can be considerable. The new system gives almostconstant rate drying with considerable improvements in drying time asindicated on Figure 5, line A-C, The benefits of this system aretwo-fold: it allows a much faster turnout of product; and the dryingequipment. usually a high capital investment, can be used more often.
for a given output of dried fish per day, the drier size would beappreciably smaller. Because of the higher temperatures this processuses, the most expensive dehumidification design is r ' necessary. Theequipment is based on the ventilated version.
AFOS has been involved in a project investigating the optimum conditionsfor drying illex and lloligo squid for possible export to the Far East and
to sup I the Chinese and Japanese populations in the UnitedStates ~ This was carried out in conjunction with a Massachusett
181

Q
g 'U I
al ~
R g
84
S pS2 p
tP. 'Q4 gE c
'a
WK4 p
0
Y D.04>
0U u
182

consulting company and financed by the United States Department ofCommerce and the National Oceanic and Atmosphere Administration,
Samples of both types of squid were dried at AFOS in a ventilated dryerusing different temperatures, humidities, and times. A selection of theresulting products was sent to the United States for preliminary tastepanel approval ~ This taste panel indicated which of the samples wereacceptable. Further tests were run to determine which combination ofconditions was the most energy and time deficient, but still resulted in ahigh quality product.
Samples were then sent off with a detailed report. The final reportincluding the taste panel results was submitted to the Department ofCommerce.
A brief resume of the results are as follows:
1. An overall weight loss of more than 70 percent is necessary duringthe drying process. Otherwise, surface mold can accumulate duringthe early stages of storing.
Z. A product weight loss of 72 percent appears to give the bestresults�. Stor age f or Z4 hours at normal room temperature andhumidity �5 F and 50 percent RH! will further decrease squidweight to give a total weight loss of about 74 percent, equivalent tobetween 18 and 20 percent final moisture content,
3. Iloligo was dried for approximately eight hours and illex for sixhours. This covered only the range of squid size and typeavailable for test.
4. The method of putting squid into the dryer was important. Placingthe squid on trays gave an unacceptable product due to themarking of the squid. A special method of hanging was devisedthat kept the mantle stretched out and the tentacles hanging awayfrom it.
The above three examples have produced data allowing the drying equipmentdesigner to finalize the size and other parameters ' pto suit a articular
application, It is only with this information, p!! us details of customer
requirements and ambient conditions, that the decisi on can be made to use aventilated or a dehumidified drier. Once this is dec'ided further calculations
enable the designer to settle on size, amount of h g,heatin, volumes o f air, and
other parameters for the drier.
I trust this somewhat brief description has prove and an ade uate introduction toused on the areas which will affectthe problems of drying fish and has focused on
the commercial aspects.
s m thanks to the organizers of thewould like to e~press my an sconference for the opportunity to addressing you. I wi e p ease oanswer any of your questions if I can.
183

'UES T ION;.NSWER:
UES TION:.NSWER:
How does the oil content affect the drying time of fish?High oil contents in fish will drastically increase the dryingtime. For example, compared with a fish having zero oilcontent, a similar fish with 5 percent oil content, will taketwice as long to remove the same percentage weight of water.
QUESTION:
NSWER:Why can't squid be placed on trays for drying?You should avoid the use of trays because the squid will havecrisscross marks on it, and this will affect the acceptability ofthe product in the market.
184
What is the water content of dried squid?The water content is 18 to 20 percent. Most non-saltedseafood products must have water contents at or below thislevel to have a good shelf hfe.

APPENDIX
185

SMOKING PROCESSES
«Alaska Fisheries Development Foundation. 1981. Saltfish workshopproceedings. Anchorage, AK. $8.00 per copy!
«Bannerman, A. McK. 1977. Kippers. Torry advisory note no. 48,Aberdeen, Scotland: Torry Research Station.
«Bannerman, A, McK. and J. Horne. 1980. Recommendations for thepreparation of smoked salmon. Torry advisory note no, 5 revised! .Aberdeen, Scotland: T orry Re sear ch Station.
«Berg, I.I. 1969. Smokehouses and the smoke curing of fish. Olympia,WA: Washington State Department of Fisheries.
*Burgess, G,H.O. and A. McK. Bannerman. 1979. Fish smoking: A Torrykiln operator's handbook. Aberdeen, Scotland: Torry Research Station.
«Cutting, C.L. 1951. The general principles of smoke-curing of fish. Foodinvestigation leaflet no. 13. Aberdeen, Scotland: Torry ResearchStation.
*Dudley, S. et al. 1973. Sportsman's guide to handling, smoking, andpreserving coho salmon. Fisheries facts no, 5. Seattle, WA: NationalMarine Fisheries Service: Northwest and Alaska Fisheries Center.
Food and Agricultural Organization. 1976. The production of dried fish.New York, NY: United Nations. Available from:
UNIPUBBox 433
Murray Hill Sta.tionNew York, NY 10016
Food and Agricultural Organization. 1970. Smoke curing of fish,York, NY: United Nations. Available from:
UNIPUBBox 433Murray Hill StationNew York, NY 10016
New
*Hilderbrand, K. S. 1979. Preparation of salt brines for the fishingindustry, Oregon State University Sea Grant College Programpublication no. 22. Newport, OR.
186
Additional references are provided here for those seeking more information onfish smoking or other related processes. A list of publishers follows thisbibliography. Those entries marked with an asterisk are available from thepublisher. Many of these publication are also available to Alaskans andresidents of other participating states through inter-library loan.

Jarvis, N. D. 1944. Mild curing, dry saltingy sa ing, an smoking salmon. U. S,Fish and Wildlife Service fishery leaflet no, 60. Washington DC.tngton,
Jarvis, N. D ~ 1950. Curing fishery products, U. S. Fish and WildlifeService research report no. 18. Washington DC.ing on,
Jarvis, N.D. 1964. Home preservation of fishery products: Salting,smoking, and other methods of curing fish at home. U.S. Fish andWildlife Service fishery leaflet no. 18. Washington, DC.
Kosak, P. H. and R.T. Toledo. 1980. Product quality and energy use inhigh temperature smoking of fish. Jn. Food Science 45�980!:1481-1486.Also available from:
Romeo ToledoFood Science DepartmentUniversity of GeorgiaAthens, GA 30602
Seagran, H. L., J. T. Graikoski and J. A. Emerson. 1970. Guidelines for theprocessing of hot-smoked chub, U, S. Bureau of Commercial Fisheriescircular no. 331. Washington, DC.
Stansby, t i. E. and F. P. Griffiths. 1943. Preparation and keeping qualityof lightly smoked mackerel. U. S. Fish and Wildlife Service researchreport no. 6. Washington, DC.
~Tarry Research Station. 1977. Smoked white fish: Recommended practicefor producers. Torry advisory note no. 9. Aberdeen, Scotland.
*Torry Research Station. 1978. Smoked fish: Recommended practice forretailers. Torry Advisory note no. 14 revised!, Aberdeen, Scotland.
*Waterman, J.J. 1980. Fish smoking: A dictionary. Torry advisory noteno. 83. Aberdeen, Scotland: Torry Research Station.
COMMERCIAL PROCESSES CLOSELY RELATED TO FISH SMOKING
~Charm, S. E. 1978. Fundamentals of food engineering. 3rd ed. Westport,CT: A VI Publishing Co.
*Edward E. Judge & Son.s, Inc. thru 1941. The almanac of the canningfreezing and preserving industries, After 1941, "Canning TradeAlmanac Yearbook. "! Westminister, MD.
ed, 1976. Food engineering systems, Vol I: Operators; 'ol.e, . ' ' ': VUtihties. Westport, CT: AVI Publishing Co.
187
Kosak, P. H. and R. T. Toledo,uniform salt content in fish.Available from:
Rom eo Tole do
Food Science DeparttnentUniversity of GeorgiaAthens, GA 30602
1981. Brining procedures to produceIn. Food Science not yet published! .

Gillies, M. T. 1975. Fish and shellfish processing. Park Ridge, NJ: NoyesData Corp.
«Jackson, J. M . and B. M. Shinn, 1979. Fundamentals of food canningtechnology. Westport, CN: AVI Publishing Co,
Jarvis, N. D ~ 1943. Principles and methods in the canning of fisheryproducts. U. S. Fish and Wildlife Service research report no. 7.Washington, DC.
«Joslyn, M. A. and J. L. Heid. 1963. Food processing and operations: Theirmanagement, machines, materials, and methods. Westport, CT: AVIPublishing Co.
«Lopez, A. 1981, Basic information on canning,Canning Trade, Inc, Also available from:
Dixie Canner Equipment Co.P.O. Boa 1348
Athens, GA 30603
Baltimore, MD: The
«Lopez, A. 1981. Processing procedur esBaltimore, MD: The Canning Trade, Inc.
Ducie Canner Equiptnent Co.P. O. Bo~ 1348Athens, GA 30603
for canned food products.Also available from:
«Lopez, A. 1981. A complete course in canning, Vol. I: Basic information:Vol. II: Processing procedures. Baltimore, MD: The Canning Trade,Inc.
«Sarachow, S. and R. C, Griffin. 1970. Food packaging. Westport, CN:AVI Publishing Co.
«Stansby, M. E. 1963. Industrial fishery technology. Huntington, NY: R. E.Krieger Publishing Co.
QUALITY CONTROL CONSIDERATIONS
Chichester, C,O. and H. D. Graham, eds. Microbial safety of fisheryproducts. New York, NY: Academic Press.
Dougherty, J.B., and H.L. Seagran. 1966. Steps to effective sanitation insmoked fish plants. U. S. Fish and Wildlife Service circular no. Z59.Washington, DC.
188
«Food Processors Institute. 1980. Canned foods. Principles of thermalprocess control, acidification, and container closure evaluation. 3rd ed. revised! . Washington, DC.
Food and Agrtculturai Or ganization. 1977, Freezin m bshetechnical paper no. 167.o .. New York, N Y: U ni ted Nations. Available
UNIPUBBox 433
Murray Hill StationNew York, NY 10016
Food and Agricultural Organization. 1975. Ice in fisheries. FAO fisheriesreport no. 59 revision no. I! . New York, NY: United Nations.Available frotn:
UNIPUBBox 433Murray Hill StationNew York, NY 10016
«Guthrie, R, K., ed. 1972.Publishing Co.
Food sanitation. 2nd ed. Westport, CT: A VI
«Jowitt, R., ed. 1980. Hygenic design and operation of food plants.Westport, CT: A VI Publishing Company.
«Katsuyama, A. M. 1980. Principles of food processing sanitation. Edited byAllen M . Katsuyama and Jill P. Strachan. Washington, DC; The FoodP r oces sor 's In s titute .
«Kramer, A. and B.A, Twigg. 1973. Quality control for the food industry,Vol. I: Fundmentals; Vol. II: Applications. 3rd ed. Westport, CT: AVIPublishing Company.
«Lee, J. S. 1977. Hazard analysis and critical point applications to theseafood industry. Oregon State Sea Grant College Program publicationno. H-77-001. Corvallis, OR.
National Academy of Sciences. 1975. Prevention of microbial and parasitichazards associated with processed foods: A guide for the food processor.Washington, DC.
*U ~ S ~ Fish and Wildlife Service, 1967. Sanitation standards for smoked-fishprocessing, Part I: Fish smoking establishment �967 recommendations! .Washington, DC.
189
*Graham, H.D., ed. 1980. The safety of foods, 2nd ed, Westport, CT: AVIPublishing Co.

LIST OF PUBLISHERS
Alaska Fisheries Development Foundation805 W. 3rd AvenueAnchorage, AK 99501
Academic Press, Inc.111 Fifth AvenueNew York, NY 10003
A VI Publishing CompanyP. 0, Box 831
Westport, CT 06881
Food Processors Institute1133 20th Street N.W.Washington, DC 20036
National Academy of ScienceNational Academy Press2101 Constitution AvenueWashington, DC 20418
Northwest and Alaska Fisheries Center2725 Montlake Blvd. E.Seattle, WA 98112
Noyes Data Corp.Park Ridge, NJ 07656
R. E. Kr ieger Publishing Co.P.O ~ Box 542
Huntington, NY 11743
Oregon State UniversitySea Grant College ProgramAds A418, Oregon State UniversityCorvallis, OR 97331
Torry Research StationP.O. Box 31
Aberdee~ AB9 80G
Scotland, UNITED KINGDOM
Washington State Department of Fisheries115 General Admn. Bldg.Olympia, WA 98504
U.S. Fish and Wildlife ServiceInterior Bldg.18th and C Sts.
Washington, DC 20240
190

LIST OF REGISTRANTS
Don Albright
Egegik, AK 99579
Alfred AlsakerPresident
Norse Marine Enterprises, Inc.17020 Talbot RoadEdmonds, WA 98020
19l
Kathy Ab ar rP. 0. Box 15S8
Wrangell, AK 99929
Jerry Adams
142 Willoughby Ave.Juneau, AK 99801
Tom Arnabisca
Koch Supplies927 W. Evans
Visialia, CA 93277
Peter ApokedakLevelock Natives, Ltd.Levelock, AK 99625
Donald AmdtBox 2338Kodiak, AK 9961S
Lloyd W. ArnoldNantucket Seafood Co.Straight WharfNantucket, MA 02554
Steve AugdahlKawerak, Inc.P.O. Box 505Nome, AK 99762
Basil BackfordBox 10008
Drlizngham, AK 99576
Al BaileyAmerican Can Company400 Baker Blvd.Seattle, WA 98188
Alex McK. BannermanMBE A.I.F.S.T. Independent Consultant!Swanland, North Ferriby, YorkshireENGLAND HU14 3QT
Tibor BathonySTR 1687-RAnchorage, AK 99501
Terrill BeckUniversal Seafoods, Ltd.P.O. Box 94Redmond, WA 98052
l9Z
Bonita Rae BequetNetwork Fish Co.
503 Sterling St.uniondale, NY 11553
Richard D. BishopSilver LiningBox 761Ward Cove, AK 99928
John BlackwellP.O. Box 1541Seward, AK 99664
Wilburt H. Blatter
Hegg and Hegg, Inc.801 Harine Drive
Port Angeles, WA 98362
Charles T, Borbridge603 West lOth StreetJuneau, AK 99801
John E. Borbridge603 West 10th StreetJuneau, AK 99801
»m BourquinStikine River SongTelegraph Creek, British ColumbiaCANADA VQJ 2WO
John BoydDept. of Fisheries and Oceans5788 Crown Street
Vancouver, British ColumbiaCANADA V6N 2B7
Richard BoydenSeattle Knife Supply1920 Pike Place
Seattle, WA 98101
Rob i n Br i antP.O. Box 1197Elma, WA 98541
Gene BroadbentBroadfire Intl., Inc.P.O. Box 702
Cape Coral, FL 33904
Neil Bz.ophyP.O. Box 1197
Elma, WA 98541
Bill N. BrownBristol Red SeafoodStar Rt. 2, Box 3AClallam Bay, WA 98326
Jim Bulldis
National Fish and Oyster5028 N.E. MeridianOlympia, WA 98506

193
Gary and Ann Carlson338 Main StreetKetchikan, AK 99901
Marvin E. CarlsonCarlson Associations
Washington Dept. of Agriculture222 W. 18th Avenue
Olympia, WA 98501
Douglas B. Carr681 Sudden ValleyBellingham, WA 98225
Miguel CayrisseUniversity of WashingtonFood Science FisheriesSeattle, WA 98195
Fred ChukwakLevelock Natives, Ltd.Levelock, AK 99625
Graciela Cisneros1006 N.W. 70thSeattle, WA 98117
Walt ClarkAISDBox 7
Metlakatla, AK 99926
Murray L. ClaytonBox 188
Haines, AK 99827
Lori CoulterFishermen Direct Seafood4157 49th S.W.Seattle, WA 98116
J. B. CrowJ.B. Crow 6 Sons, Inc.Box 567
Bethel, AK 99559
Lucy CrowJ.B. Crow 0 Sons, Inc.Box 567
Bethel, AK 99559
D. CruickshankSeafood Products Company8575 Lund StreetPort Hardy, British ColumbiaCANADA VOW 2PO
Luis A. Davidovich
University of WashingtonCollege of Fisheries9123 25th N.E.Seattle, WA 98115
Dion Davis-Kapp1639 Sapphire TR g2
Bellingham, WA 98225

194
John DeGrootIsland Fresh Seafoods
Lopez, WA 98261
Eisa Demeksa
1724 Evergreen AvenueJuneau, AK 99801
Mr. and Mrs. Frank Demmert2800 3rd
Ketchikan, AK 99901
Larry Demmert, Jr.1275 Z . Bakervi ewBellingham, WA 98225
Dwayne DesLongchampsNova, S.A.Los Azafranes
Lima,PERU
Albert Dick
Huna Totem Corp.P.O. Box 198Hoonah, AK 99829
Walt R. DickensonFin Foods Seafood Co.5739 S.E. Division St.Portland, OR 97206
John N. Dong4123 Baker Ave., N.W.Seattle, WA 98107
John DuckettFarallon Fisheries159 South Blvd.San Mateo, CA 94401
Sharon DwyerSRA ¹ 30Anchor Point, AK 99556
William E. Eberhardt.P.O. Box 1114Juneau, AK 99802
Alvin Eden-ShawBox 41
Hydaburg, AK 99922
Clai re E. EgtredtCastle-Cooke, Inc.5904 96th St., S.W.Mukil.teo, WA 98275
Mel Eklund
National Marine Fisheries Service2725 Montlake Blvd., E.Seattle, WA 98112

Robert camel
Port. Chatham Packing Co.632 N.W. 46th StreetSeattle, WA 98107
John FarleighF/V ~Bill J.17550 Pt. Lena Lp. Rd.Juneau, AK 99801
Duncan A. Fenton
Annette Island Packing Co.P.O. Box 70547Seattle, WA 98107
John H. FergusonBay Fish Co., Inc.4333 1st, N.B.Seattle, WA 98105
Joe FerlugaDiamond Z Fisheries, Inc.3618 Oas Dr., W.Tacoma, WA 98466
Carmen C. Fernandez
University of Washington951 McMahon HallSeattle, WA 98195
Andy FernandoUpper Skagit Indian Tribe725 Fairhaven Avenue
Burlington, WA 98233
Carol Fisher
795 E. Cordova StreetVancouver, British ColumbiaCANADA V6A 1M2
Joy A. FleenorEdgewater MarineP.O. Box 929Shelton, WA 98584
Hank FletcherP.O. Box 6031Ketchikan, AK 99901
James FoxFox Seafood, Inc.22 Cedar StreetNarragansett, RI 02882
Bruce FriendFavco, Inc.P.O. Box 2323Anchorage, AK 99510
Percy FrisbyHaida CorporationP.O. Box 89HydaburgF AK 99922
Sean GallagherSalmon Shack, Inc.1525 Lowe AvenueBellingham, AK 98225

196
Carol R. GarciaFresh Fish Co.
4549 Latona, N.E.Seattle, WA 98105
Glen Gibbard
Dept. of Fisheries and Oceans6640 N,W. Narine Drive
Vancouver, British ColumbiaCANADA V5E 1'W4
Jerry GoldschmidtAFP � SitkaBox 4472
Nt. Edgecumbe, AK 99835
Durwood Gray
Cooperative Extension ServiceFederal BuildingNachias, NE 04654
Dick Griffin
Xake Student. Co-opP.O. Box 302Xake, AK 99830
Hal H. GunnarssenNorthern Sea, Inc.
4131 Brooklyn Ave., N.E.Seattle, WA 98105
Lynne Zeitlin HaleAlaska Native Foundation411 W. 4th, Suite 314Anchorage, AK 99501
Vicki HandysideCommercial Fisheries515 Van Buren
Port Townsend, WA 98368
Chris HansonBox 218
Petersburg, AK 99833
Alan HarrimanHarriman Trout Co.Box 173St. Ignatius, HT 59865
William HendersonGuilford Packing Co.1005 Quincy StreetPort Townsend, WA 98368
C. J. Hendricksen
Hendricksen Supplies, Ltd.4151 CypressVancouver, British ColumbiaCANADA V6J 3P7
Charlotte HenryWashington Sea Grant70395 6th, N.W.Seattle, WA 98107
Pamela HermanNana Development Corp.P.O. Box 49Kotzebue, AK 99752

James Hunt ingtonBox 71
Galena, AK 99741
197
Adelheid Herrrnann
Bering Sea Fisherman's Assoc.P.O. Box 63
Naknek, AK 99633
Ken Hilderbrand223 S.W. 12th
Newport, OR 97365
Min HuangALKAR/DEC International105 Spring StreetLodi, WI 53555
Warren and Glenda HuffWarren Huff, Inc.FfV Urania15717 Crescent ValleyGig Harbor, WA 98335
Dick Hughes
Troys Seafood Markets11130 S.E. Powell Blvd.Portland, OR 97266
Monte HughesIsland Fresh SeafoodsLopez, WA 98261
Doug HumesFrank Orth and Associates225 108th Ave., N.E., Suite 311Bellevue, WA 98004
Malcolm HunterBFC HONS!, C ENGAFOS LimitedManor EstateAn laby, HullENGLAND HU10 6RL
Sidney HuntingtonAlaska Native FoundationBox 49Galena, AK 99741
Wayne T. IwaokaUniversity of WashingtonCollege of FisheriesSeattle, WA 98195
Charles M. JacobsonSea Smoke N.W., Inc.10111 129th St., N.E.Arlington, wA 98223
Aage Jensen21323 Virginia., N.E.Kingston, WA 98346
Bruce A. JohnsonSquaxin Island TribeRt. 1, Box 257Shelton, WA 98584

198
Mary E. JonesBox A-27
Ward Cove, AK 99928
Tod Jcnes
Alaska Aquaculture Foundation, Inc.Box 1288
Wrangell, AK 99929
Willa.rd L. JonesBox A-27
Ward Cove, AK 99928
Xavier JosephAlakanuk Native CorporationP.O. Box 8
Alakanuk, AK 99554
Steve JovanovichW.C.P.F.U.
615 Walnut StreetEdmonds, WA 98020
Andrew KalinowskiSea/Pro
3025 W. Galer StreetSeattle, WA 98199
Loren J. Kapp1639 Saphire Trail, ¹2Bellingham, WA 98225
Willie KasayulieAkiachak, Ltd.General DeliveryAkiachak, AK 99551
Ole Kie
Peter Pan Seafc-ds3221 74th, S.E.Mercer Island, WA 98040
Richard Kimbal 11600 Kentucky StreetBellinghacn, WA 98225
Kirkland Custom Cannery, Inc.640 8th AvenueKirkland, WA 98033
Archie Klang2395 Delaware, ¹74Santa Cruz, CA 95060
Thelma KostegianGweduc, Inc.P.O. Box 206
Seattle, WA 98160
John A. KroburgerUniversity of Florida
449 Food Science BldgGainesville FL 32611
199
Cheryl KroneUniversity of WashingtonFood Science, WH-10Seattle, WA 98195
John Lacy
Longline Seafoods, Ltd.Rt. 3, Box 119Port Townsend, WA 98368
Elwood Latta5659 42nd Ave., W.Seattle, WA 98199
Gordon LeeAlaska Sea VentureP.O. Box 2677
Home, AK 99603
Rich Lee
University of Alaska11120 Glacier HighwayJuneau, AK 99802
Ruth LevyNetwork Fish Co.Elm Avenue
East Quogue, NY 11942
Meredith Lind
All Alaska Services, Inc.P.O. Box 640
Kodiak, AK 99615
Arne Lindstrom
Port Chatham Packing Cp.632 N.W. 46thSeattle, WA 98107
Keith Loan
Trinity Seafoods, Inc.852 W. 73rd
Anchorage, AK 99502
Todd LogesKake Student Co-opBox 273Kake, AK 99830
Kristine LongUniversity of AlaskaCooperative Extension ServiceBox 6963Ketchikan, AK 99901
Laura 1 opez-GavitoUniversity of Washington7455 5th Ave., N.E., 301Seattle, WA 98115
Jack C. LyonsBox 527Petersburg, AK 99833
Pat MalloyEbb Tide1917 8thAnacortes, WA 98221

200
J. N. Nanson
Seafood Products Co.2727 Commissioner StreetVancouver, British ColumbiaCANADA VSK 1A2
Loren MartinsonP.O, Box 6778
Ketchikan, AK 99901
Sharon NcCauleyAlaska Seafood Marketing526 Main StreetJuneau, AK 99801
N. J. Nelone5920 I,ibby Road, N.E.Olympia, WA 98506
Denis Neslans
18415 Olympic View DriveEdmonds, WA 98020
Tom Meyer229 5thJuneau, AK 99801
Pamela J. MillsKake Public SchoolsP 0. Box 197Kake, AK 99830
Raymond Mlecko
O.S. Food and Drug AdministrationFederal Office BuildingSeattle, WA 98104
Michael Monahan
Monahan's Seafood, Inc.407 H. Fifth
Ann Arbor, MI 48104
Nel Monsen
Bering Sea Fishermen's Association805 W. 3rd AvenueAnchorage, AK 99501
E. J. Moore211 N.E. 185th
Seattle, WA 98155
Janice E, Moore1000 Union, ¹413Seattle, WA 98101
M. A. MoshofskyBellwether Seafood Co.Box 2
Lincoln City, OR 97367
Donald MulivranaSea Smoke N.W , Inc.3912 234th St., N.E.Marysville, WA 98270

ZGl
John W. MunseyCrow's Nest Restaurant225 Riverside AvenueBen Lomond, CA 95005
Craig NelsonBirkenwald, Inc.7543 13th Ave., N.W.Seattle, WA 98117
I,avonda NewmanKodiak Area Native AssociationP.O. Box 172Kodiak, AK 99615
Jim Norris
F/V Sea AngelP.O. Box 334
Chinacum, WA 98325
John OaksmithAlaska Commercial Fishing and
Agriculture BankP.O. Box 7018Ketchikan, AK 99901
John F. O' Connor
Seafoods of Alaska, »c-Box 307
Sterling, AK 99672
Virginia Olney905 Argyle AvenueFriday Harbor, WA 98250
Jeni OlsonBox 1199Wrangell, AK 99929
Anecia OlympicIguigig Native CorporationIguigig viaKing Salmon, AK 99613
Mary Ann OlympicIguigig Native CorporationIguigig vi.aKing Salmon, AK 99613
Bill OsborneBox 1248Kodiak, AK 99615
Patricia A. OvermillerSwinomish Indian Fish Co.1834 Hickox RoadMt. Vernon, WA 98273
Joe OylerW.I.S.E.1409 S. E. 17thportland, OR 97214
Mrldred PalmerUniversity of Washingto~Washington Sea Grant Program3716 Brooklyn Ave., N.E.Seattle, WA 98105

202
John PappenheimerAlaska Fisherman' s Journal1115 N.W. 46th Street
Seattle, WA 98107
Larry PatsonPatson Fisheries
Box 445Bethel, AK 99559
Starlette PattersonS.R. Box 10351Fairbanks, AK 99701
Hark J. PellitierHarbor View WayNantucket, HA 02554
Gretchen PelroyNational Marine Fisheries ServiceU.R. Division
2725 Hontlake Blvd., E.Seattle, WA 98112
David B. PerrsP.O. Box 3110
Ketchikan, AK 99901
Don Peter
University of AlaskaAlaska Native Human Resources
DeveloPment Program108 Stewart StreetAnchorage, AK 99504
Ernest J. Peterkin
Peterkin Fisheries
4034 Mt. View Drive
Anchorage, AX 99504
B. Peters
University of Washington213 Fisheries Center
Seattle, WA 98195
Frank R. PetersonKANA
Box 35
Larsen Bay, AX 99624
Robe r t P e ter sonPuget Sound Association of
Cooperating TribesP.O. Box 498
Suquamish, WA 98392
Vincent. Petr ichTony's Fish Market14th and Washington Sts.
Oregon City, OR 97045
Darrell Phare
Lummi Tribe
P.O. Box 309
Marietta, WA 98268
George M. PigottUniversity of WashingtonCollege of Fisheries WH-10Seattle, WA 98195

203
James Polley626 N.W. 182nd
Seattle, WA 98177
Richard C. Prill.Schnaubett Fisheries32200 Pudding Ck. Rd.Fort Bragg, CA 95437
Mary PruittBristol Red SeafoodSt, Rt. 2, Box 3A
Clallam Bay, WA 98326
Dave Reamer
Universal Seafoods, Ltd.P.o. Box 94
Redmond, WA 98052
Ron RedmanBox 1282
Ketchikan, AK 99901
Nicholas Reft
Kodiak Area Native AssociationKarluk, AK 99608
John RegitanoS.R. 10351
Fairbanks, AK 99701
Richard Rekdac135 E. Vista del MarCamano Island, WA 98273
Dick ReynoldsState of Alaska1567 Evergreen Ave.Juneau, AX 99801
F. Bruce RicksCH2M Hill
200 S.W. Market StreetPortland, OR 97201
John RobbenSITE SeafoodsRt. 5, Box 432Shelton, WA 98584
Sy RobinNational Fish and Oyster861 S. 137 St.Tacoma, WA 98444
Martin RogersAlaska Fisheries Development
Foundation805 W. 3rdAnchorage, AK 99501
Paul SaginavMonahan's Seafood Market407 N. Fifth AvenueAnn Arbor, MI 48104

204
Vernon H. SchumacherNorthern Lights HavenYakutat, AK 99689
Nike Shadbolt857 S.E. WatsonRoseburg, OR 97477
Eric SilbersteinInternational Trade AdministrationU.S. Department of Commerce1700 Westlake Aven~e, NorthSeattle, WA 98109
Beckye SimpsonP.O. Box 828
Anchorage, AX 99510
John SinclairNational Narine Fisheries Service6509 42nd Avenue, N.E.Seattle, WA 98115
Don SkawKodiak Area Native AssociationBox 172Kodiak, AK 99615
Charlie SoursBering Sea Fisherman's AssociationBox 230Kotzebue, AK 99752
H jalmar Jolly! SteelPeter Pan Seafoods
1220 Dexter Horton Bldg.Seattle, WA 98104
George SteelhammerSteelhammer Salmon Farm10425 188th, S.W.Rochester, WA 98579
Paul StrayerSushi Seafoods215 Helena StreetSanta Barbara, CA 93l01
Dan Strombom
Community Enterprise DevelopmentCo rpor a tion
1011 E. Tudor Road, Suite 210Anchorage, AK 99503
John W. Sullivan618 Fernside Drive, N.Tacoma, WA 98401
John Sund
Silver Lining1706 Willow DriveJuneau, AK 99801
Kathleen N. SundSilver Lining1706 Willow DriveJuneau, AK 99801
205
Dan Swain1928 S. W. LaurelPortland, OR 97201
Vern P. Swanes
Northern Fish Products3911 South 56th StreetTacoma, WA 98409
Daniel P. Swecker
Swecker Salmon Farm, Inc.10420 173rd Avenue, S.W.Rochester, WA 98579
Lonnie ThomasShan-Sect, Inc.S.R. 6012
Eagle River, AK 99577
Yako Tinker, Sr.Box 191
Bethel, AK 99559
Don Tipwell19700 S.E. 21st
Issaquah, WA 98D27
Bill Tondre
Universal Seafoods, Ltd.P.O. Box 94
Redmond, WA 98052
Nancy Torho r s tDFS North America, Ltd.3220 Sleeping Lady LaneAnchorage, AK 99502
J arne s Turman
Hear-Perfect SeafoodsBox 1853
Kodiak, AK 99615
Roger H. TylerTYCO Fish
10460 S.E. 174th, ¹101Renton, WA 98055
Jan R. Visscher
Fisher ' s Continental, Ltd.3065 Butternut
Coquitlam, British ColumbiaCANADA V3C 3M7
Jody V. M. VisscherF i she r ' s Con tin en ta 1, Ltd.3D65 Butternut
Coquitlam, British ColumbiaCANADA V3C 3M7
Bela Von TolmacsyCape Yakataga Salmon Co-Box 346Yakutat, AK 99689
Heil WagnerW.C. FoodsP.O. Box 40Zndianola, WA 98342

206
Andy Wahry1304 Early View DriveAnchorage, AK 99507
Bob WaldropBox 837
Ketchum, ID 83340
Martin WarpAquaculture N.W.91303 Coburg RoadEugene, OR 97401
William Wason
Solar Salmon Schools3936 S. Br'andon
Seattle, WA 98118
Erwin Waters
SSF Sheet Metal and Welding Works649-57 Whittier StreetBronx, NY 10474
Greg S. WenbourneCircle-Sea Seafoods13001 N.E. 177th Pl.
Woodinville, WA 98072
Terry A. WhitbeckAlaska Department of EducationPouch F, ASOBJuneau, AK 99811
Robert A. WhorleyHalibut Producers Co-opP.O. Box 1235
Bellingham, WA 98225
Darrell Willers906 N. 76th
Seattle, WA 98103
Elizabeth WilliamsNFPA
1600 So. JacksonSeattle, WA 98144
Ju ne Wi1 1 iams
Pacific Fish Trading, Inc.ll426 26th Dri ve, SEEverett, WA 98204
Howard E. Winn
R.R. 2, Box 591CNarragansett, RI 02882
Kenneth W. WongCastle and Cooke Food9317 Valhalla WayBochell, WA 98011.




















