
Sliding wear behaviour of Al 6063/TiB 2 in situ composites at elevated temperatures
11
Sliding wear behaviour of Al 6063/TiB 2 in situ composites at elevated temperatures S. Natarajan a , R. Narayanasamy b, * , S.P. Kumaresh Babu a , G. Dinesh b , B. Anil Kumar b , K. Sivaprasad a a Department of Metallurgical and Materials Engineering, National Institute of Technology, Tiruchirappalli, Tamilnadu 620 015, India b Department of Production Engineering, National Institute of Technology, Tiruchirappalli, Tamilnadu 620 015, India article info Article history: Received 2 August 2008 Accepted 29 September 2008 Available online 7 October 2008 Keywords: Al–metal matrix composite (A) Wear (E) Scanning electron microscopy (G) abstract A low cost system of Al 6063 xTiB 2 (x = 0, 5, 10 wt.%) in situ metal matrix composites (MMCs) were pre- pared by the reaction mixture of K 2 TiF 6 and KBF 4 with molten alloy. These in situ prepared composites were characterized by using scanning electron microscope, X-ray diffractometer, and microhardness analysis. The dry sliding wear behaviour of the prepared composite was investigated by using a Pin on Disc method at different applied loads of 9.8, 19.6 and 29.4 N for various temperatures (100, 200 and 300 °C). The study at room temperature was also carried out for comparison purpose. The results indicate that the wear rate decreases with the increase in the weight percentage of TiB 2 , while it increases with the increase in the applied load. Ó 2008 Elsevier Ltd. All rights reserved. 1. Introduction Aluminium-based particulate reinforced metal matrix compos- ites have emerged as an important class of high performance mate- rials for use in aerospace, automobile, chemical and transportation industries because of their improved strength, high elastic modu- lus and increased wear resistance over conventional base alloys. Recently, in situ techniques have been developed to fabricate alu- minium-based metal matrix composites [1–10], which can lead to better adhesion at the interface and hence better mechanical prop- erties. In situ composites are multiphase materials where the rein- forcing phase is synthesized within the matrix during composite fabrication. There are different routes to synthesize Al–TiB 2 com- posites, but in-situ approach is gaining importance due to simplic- ity of its fabrication. Apart from the TiB 2 exothermic nature with Al, its clean interface resulting from absence of oxidation during the creation of reinforcement offers its potential as a wear resistant composite. Strong bonding of TiB 2 with the Al alloy matrix has been verified to be the control factor that affects the enhancement of wear resistance of the composite. Although there is no lack of lit- erature on Al–TiB 2 composites, reports on in situ processing of this composite are minimal [4–8]. Increased attention has been focused towards particulate reinforced metal–matrix composite for tribo- logical applications due to the advantages of MMCs such as good sliding wear resistance, high load carrying capacity and low den- sity. Metal matrix composites containing a high volume fraction of carbide, nitride, boride, or oxide particles are frequently the materials of choice for applications that require good wear resis- tance. Among these reinforcements, TiB 2 has been emerging as a promising candidate for Al-based composites. This is due to the fact that TiB 2 is stiff, hard and more importantly, does not react with aluminium to form reaction product at the interface of rein- forcement and matrix. TiB 2 is a refractory compound that exhibits outstanding features such as high melting point (2790 °C) and high hardness (86 HRA or 960 HV) along with high modulus character- istics. The resistance to plastic deformation of this dispersoids even at high temperatures portrays it to be a good potential reinforcing candidate in aluminium matrix. Limited published work is only available on the sliding wear behaviour of composites with TiB 2 as reinforcement material pro- duced in situ [7–10]. Mandal et al [7], in their study on the sliding wear of Al–4Cu–TiB 2 in situ composites, stated that TiB 2 particles markedly improved the wear performance of the Al–4Cu alloy. Roy et al. [11] have compared wear resistance of aluminium rein- forced with TiC, TiB 2 ,B 4 C, SiC synthesized by powder metallurgy route. It was stated that TiB 2 showed better wear resistance than other dispersoids. However, limited work has been reported on the high temperature wear and friction behaviour of these com- posites [12–22]. Jianxin et al. [12] have reported the wear behav- iour of Al 2 O 3 –TiB 2 /SiC composites up to a temperature of 800 °C. It was emphasized that oxidative wear was dominated at higher temperatures. For sliding contact of materials under condition when the temperature of operation is high, oxidation of the mate- rials plays a significant role, causing change of overall wear rate. The importance of oxidation during wear of metallic materials was identified by many researchers and the classification of mild and severe wear was proposed based on measurement of contact resistance, wear debris analysis and microscopic examination. The role of oxide scale was discussed extensively by Quinn et al. [13] and Lim and Ashby [14] for ambient temperature wear. Also the effect of applied load on the wear rate of the Al-based 0261-3069/$ - see front matter Ó 2008 Elsevier Ltd. All rights reserved. doi:10.1016/j.matdes.2008.09.037 * Corresponding author. Tel.: +91 431 250 3504; fax: +91 431 250 0133. E-mail address: [email protected] (R. Narayanasamy). Materials and Design 30 (2009) 2521–2531 Contents lists available at ScienceDirect Materials and Design journal homepage: www.elsevier.com/locate/matdes
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Sliding wear behaviour of Al 6063/TiB 2 in situ composites at elevated temperatures

Materials and Design 30 (2009) 2521–2531
Contents lists available at ScienceDirect
Materials and Design
journal homepage: www.elsevier .com/locate /matdes
Sliding wear behaviour of Al 6063/TiB2 in situ composites at elevated temperatures
S. Natarajan a, R. Narayanasamy b,*, S.P. Kumaresh Babu a, G. Dinesh b, B. Anil Kumar b, K. Sivaprasad a
a Department of Metallurgical and Materials Engineering, National Institute of Technology, Tiruchirappalli, Tamilnadu 620 015, Indiab Department of Production Engineering, National Institute of Technology, Tiruchirappalli, Tamilnadu 620 015, India
a r t i c l e i n f o
Article history:Received 2 August 2008Accepted 29 September 2008Available online 7 October 2008
Keywords:Al–metal matrix composite (A)Wear (E)Scanning electron microscopy (G)
0261-3069/$ - see front matter � 2008 Elsevier Ltd. Adoi:10.1016/j.matdes.2008.09.037
* Corresponding author. Tel.: +91 431 250 3504; faE-mail address: [email protected] (R. Narayanasam
a b s t r a c t
A low cost system of Al 6063 � xTiB2 (x = 0,5,10 wt.%) in situ metal matrix composites (MMCs) were pre-pared by the reaction mixture of K2TiF6 and KBF4 with molten alloy. These in situ prepared compositeswere characterized by using scanning electron microscope, X-ray diffractometer, and microhardnessanalysis. The dry sliding wear behaviour of the prepared composite was investigated by using a Pin onDisc method at different applied loads of 9.8, 19.6 and 29.4 N for various temperatures (100, 200 and300 �C). The study at room temperature was also carried out for comparison purpose. The results indicatethat the wear rate decreases with the increase in the weight percentage of TiB2, while it increases withthe increase in the applied load.
� 2008 Elsevier Ltd. All rights reserved.
1. Introduction
Aluminium-based particulate reinforced metal matrix compos-ites have emerged as an important class of high performance mate-rials for use in aerospace, automobile, chemical and transportationindustries because of their improved strength, high elastic modu-lus and increased wear resistance over conventional base alloys.Recently, in situ techniques have been developed to fabricate alu-minium-based metal matrix composites [1–10], which can lead tobetter adhesion at the interface and hence better mechanical prop-erties. In situ composites are multiphase materials where the rein-forcing phase is synthesized within the matrix during compositefabrication. There are different routes to synthesize Al–TiB2 com-posites, but in-situ approach is gaining importance due to simplic-ity of its fabrication. Apart from the TiB2 exothermic nature withAl, its clean interface resulting from absence of oxidation duringthe creation of reinforcement offers its potential as a wear resistantcomposite. Strong bonding of TiB2 with the Al alloy matrix hasbeen verified to be the control factor that affects the enhancementof wear resistance of the composite. Although there is no lack of lit-erature on Al–TiB2 composites, reports on in situ processing of thiscomposite are minimal [4–8]. Increased attention has been focusedtowards particulate reinforced metal–matrix composite for tribo-logical applications due to the advantages of MMCs such as goodsliding wear resistance, high load carrying capacity and low den-sity. Metal matrix composites containing a high volume fractionof carbide, nitride, boride, or oxide particles are frequently thematerials of choice for applications that require good wear resis-tance. Among these reinforcements, TiB2 has been emerging as a
ll rights reserved.
x: +91 431 250 0133.y).
promising candidate for Al-based composites. This is due to thefact that TiB2 is stiff, hard and more importantly, does not reactwith aluminium to form reaction product at the interface of rein-forcement and matrix. TiB2 is a refractory compound that exhibitsoutstanding features such as high melting point (2790 �C) and highhardness (86 HRA or 960 HV) along with high modulus character-istics. The resistance to plastic deformation of this dispersoids evenat high temperatures portrays it to be a good potential reinforcingcandidate in aluminium matrix.
Limited published work is only available on the sliding wearbehaviour of composites with TiB2 as reinforcement material pro-duced in situ [7–10]. Mandal et al [7], in their study on the slidingwear of Al–4Cu–TiB2 in situ composites, stated that TiB2 particlesmarkedly improved the wear performance of the Al–4Cu alloy.Roy et al. [11] have compared wear resistance of aluminium rein-forced with TiC, TiB2, B4C, SiC synthesized by powder metallurgyroute. It was stated that TiB2 showed better wear resistance thanother dispersoids. However, limited work has been reported onthe high temperature wear and friction behaviour of these com-posites [12–22]. Jianxin et al. [12] have reported the wear behav-iour of Al2O3–TiB2/SiC composites up to a temperature of 800 �C.It was emphasized that oxidative wear was dominated at highertemperatures. For sliding contact of materials under conditionwhen the temperature of operation is high, oxidation of the mate-rials plays a significant role, causing change of overall wear rate.The importance of oxidation during wear of metallic materialswas identified by many researchers and the classification of mildand severe wear was proposed based on measurement of contactresistance, wear debris analysis and microscopic examination.The role of oxide scale was discussed extensively by Quinn et al.[13] and Lim and Ashby [14] for ambient temperature wear.Also the effect of applied load on the wear rate of the Al-based

2522 S. Natarajan et al. / Materials and Design 30 (2009) 2521–2531
composite prepared by other routes has been analyzed by manyinvestigators [22–33]. It has been emphasized that the wear rateincreases with the applied load.
In the present study, an attempt has been made to correlate thewear parameters with the amount of TiB2 particles both at ambientand high temperatures.
2. Experimental details
Aluminium 6063 alloy was selected as the base line material asit possesses good formability, weldability, machinability, and cor-rosion resistance, with medium strength compared to other gradesof aluminium alloys. Its nominal chemical composition is shown inTable. 1.
In the process of synthesis of the composite, the alloy was care-fully weighed and melted in the furnace up to a super heating tem-perature of 850 �C. The salts such as K2TiF6 and KBF4 were carefullyweighed and added to the molten alloy and stirred well in order todistribute the salt in the melt uniformly. The exothermic reactionbetween the salts yield in situ formed TiB2 particulates in the alloy.This molten mix was then cast in a cast iron mould kept at around400 �C and was allowed to cool in air.
The resultant composite material was examined under scanningelectron microscope to find the formed TiB2 particles and their sur-face morphology. X-ray diffraction test was carried out to confirmthe formation of TiB2 phase on D/MAX ULTIMA III XRD machinesupplied by Rigaku Corporation, Japan using Cu-Ka radiation(1.54056 A�). The micro hardness of the composite was found outusing Zwick Vicker’s hardness tester at a load 0.5 kg.
To study the dry sliding wear behaviour of the composite, a pinon disc wear testing machine used was fabricated by M/s. Wearand friction Tech; Chennai, India as shown in Fig. 1. The size ofpin was 10 mm in diameter and 25 mm in length of the alloy orcomposite was used as the test material. The counterpart disc with70 mm in outside diameter and 10 mm in thickness was fabricatedusing hardened chromium steel. The test pins were loaded againstthe disc with a dead weight. The pin and the disc were washedwith acetone to ensure that the tests were carried out under nom-inally dry sliding condition. A digital balance (Model: Sartorius
Table 1The nominal chemical composition of aluminium 6063 alloy.
Element Mg Si Fe Cu Mn Zn Ti Cr Al
Wt.% 0.45–0.9 0.2–0.6 0.35 0.1 0.1 0.1 0.1 0.1 Balance
Fig. 1. (a) Overall view of the high temperature wear testing equipm
CP423S) with a precision of 1 mg was used to measure the weightof the pin before and after each test. The wear rate was calculatedfrom the weight-loss measurements. The frictional torque was re-corded during experiment and friction coefficient was calculated.The tests were carried out at different loads of 9.8, 19.6 and29.4 N. The sliding speed and the track diameter were fixed at400 rpm and 40 mm for a sliding time of 20 min. The tests wereconducted at ambient temperature without lubrication. To investi-gate the wear mechanisms of Al 6063–TiB2 composite, worn sur-faces and subsurface regions of wear pin tested at differenttemperatures were observed under SEM.
The high temperature friction and wear tests were conducted inair on a pin-on-disc machine with a high temperature furnace. Thepins and discs used were of same size and material as that used inthe wear test at ambient temperature. The tests were conducted attemperatures of 100, 200 and 300 �C. The sliding speed, time andtrack diameter were fixed at 400 rpm, 20 min and 40 mm respec-tively. The tests were conducted for a load of 9.8 N. Finally theworn surfaces were observed under Scanning electron microscopein order to investigate the wear mechanisms.
3. Results and discussion
3.1. Characterization of the composites
3.1.1. Microhardness analysisThe results obtained from micro hardness testing using Vickers
hardness tester with a load of 0.5 Kg are shown in Table 2. The re-sults reveal that with increasing the wt.% of TiB2, the hardness val-ues also increases. Similar observation has been noticed by Mandalet al. [7].
3.1.2. X-ray diffraction analysisX-ray diffraction (XRD) patterns of the matrix specimen and of
the specimens reinforced with different wt.% of TiB2 are shown inFig. 2. Al peaks and TiB2 peaks were indexed using JCPDS files (filenumbers 040787 and 350741, respectively). The XRD pattern
ent, and (b) inner view of the furnace with pin on disc assembly.
Table 2Hardness values of the in situ composite.
Wt.% TiB2 Vickers hardness (Hv0.5)
0 805 95
10 110

Fig. 2. XRD results for the prepared in situ composites.
Fig. 3. SEM photograph of Al 6063–5% TiB2 composite.
Fig. 4. SEM photograph of Al 6063–10% TiB2 composite.
S. Natarajan et al. / Materials and Design 30 (2009) 2521–2531 2523

2524 S. Natarajan et al. / Materials and Design 30 (2009) 2521–2531
showed that the intensity of TiB2 peaks increases with increase inthe amount of TiB2 in the composite. A gradual marginal shift inthe Al peaks to higher angles with an increase in the weight frac-tion of the reinforcement is evident, which indicates a decreasein the lattice parameter of Al.
3.1.3. SEM examinationFigs. 3 and 4 show the SEM micrographs of the composites with
different wt.% of TiB2 particles, i.e., 5% and 10%. It is seen that TiB2
particles are mostly hexagonal in shape. Agglomeration of TiB2 par-ticles has been observed in the composites.
3.2. Sliding wear test at room temperature
Fig. 5a and b show the variation of wear rate as a function ofamount of reinforcement and applied load for both as castaluminium alloy 6063 and Al–TiB2 composites with varying per-centages of TiB2 reinforcement. It can be seen that as the percent-age of reinforcement increases, the wear rate of both thecomposites as well as the unreinforced alloy decreases. The wearrate of the unreinforced alloy is more than that of the compositesfor all applied normal loads. The lower wear rates in compositeswith higher amount of TiB2 particles can be attributed to the highpeak hardness and good interfacial bonding in such in situ compos-ites [7]. On the other hand, the composite experiences a decrease involumetric wear rate with increasing applied loads, indicating that
Fig. 5. (a) Wear rate of Al/TiB2 composite as a function of reinforcement, and (b)wear rate of Al/TiB2 composite as a function of applied load.
hard TiB2 particles can protect the aluminium alloy matrix effec-tively during sliding wear. Mandal et al. [7] stated that, the de-crease in wear rate with the increase in amount of TiB2 is notlinear, which may be attributed to the complex processes occurringduring the wear of the composites. This is found in this work also.A study of the wear surfaces and wear debris is necessary to under-stand the non-linearity observed in the wear rates of the compos-ites. From the figure it is clear that the wear rate of the alloy is veryhigh compared to the composites with 5% TiB2 and 10% TiB2 athigher loads (29.4 N). At lower loads the wear rate of both alloyand composite with 5% TiB2 are almost same, but the 10% TiB2
one shows significant reduction in the wear rate.Fig. 6a and b show the wear resistance, defined as the reciprocal
of wear rate, of the composites as a function of TiB2 content and ap-plied normal loads for a fixed sliding speed of 400 rpm for 20 min.As the reinforcement content increases, the wear resistance of thecomposite increases for all applied normal loads. It is clear fromthe figure that the influence of TiB2 particles on wear resistanceis more significant at lower load. At higher loads the wear resis-tance is almost same. However, composite with maximum hard-ness shows the maximum wear resistance. According to theArchard’s law for sliding wear, the volumetric wear resistance ofa specimen is directly proportional to its hardness. Similar kindof observations was made by Mandal et al. [33]. At lower loadscomposite with 10% TiB2 shows better wear resistance comparedto the other two conditions.
Fig. 6. (a) Wear resistance of Al/TiB2 composite as a function of reinforcement, (b)wear resistance of Al/TiB2 composite as a function of applied normal load.

Fig. 7. Specific wear rate as a function of wt.% of TiB2.
S. Natarajan et al. / Materials and Design 30 (2009) 2521–2531 2525
Fig. 7 shows the plot of specific wear rate, defined as the volumeof material worn per unit applied normal load as a function of wt.%TiB2 for different applied loads. The specific wear rate drops dras-tically at loads higher than 9.8 N. This is possibly due to the workhardening experienced by the alloy and composites at higher loadsduring the wear testing which improve the load bearing capacityand consequently imparts better wear resistance. The specific wearrate decreases as the amount of TiB2 reinforcement increases for allapplied normal loads but its effect is more predominant at lowerloads. Mandal et al. [7], have stated in their work that specific wearrate decreases with increase in TiB2 content only at lower load of19.6 N; at higher loads the specific wear rate is almost independentof the TiB2 amount, which is not found in this work. Even at higherloads, as the amount of reinforcement is increased the specificwear rate is decreased, but the variation is less as compared tolower loads. From the figure it is clear that at loads, i.e., 9.8 N,the composite shows higher specific wear rate compared to higherloads. As the applied load increases the specific wear rate de-creases. For the composite with 10% TiB2 content, the specific wearrate is almost same at different loads. But for the composite with5% TiB2, the specific wear rate at 9.8 N is significantly higher ascompared to that of 19.6 N.
Fig. 8 shows the wear rate per unit wt.% of TiB2 at different ap-plied normal loads. It gives an indirect measure of the load bearing
Fig. 8. Wear rate of MMCs per unit wt.% of TiB2 particles as a function of load.
capacity of the Al 6063–TiB2 composites. It is clear from the figurethat the wear rate per unit wt.% of TiB2 decreases with the increasein the amount of TiB2 for any load under consideration. Mandalet al. [7] stated that this parameter clearly brings out the improve-ment in inherent wear resistance of the composite with increase inthe amount of reinforcement. Also it is clear from the figure thatwear rate per unit wt.% of TiB2 drastically decreases above 5 wt.%TiB2. So the wear rate per unit wt.% of TiB2 is an important factorto be considered in the wear analysis which shows drastic changesas the amount of reinforcement increases.
3.3. Sliding wear test at elevated temperatures
Fig. 9a and b shows the variation of wear rate as a function ofamount of reinforcement and temperature for both as cast alumin-ium alloy 6063 and Al–TiB2 composites with varying percentagesof TiB2 reinforcement for a fixed load of 1 Kg and sliding speed of400 rpm. The wear rate of the monolithic alloy and composites in-creases slightly with the increase in temperature up to 100 �C. Thetrend is reversed beyond this temperature finally leading to spec-imen seizure indicated by a sharp rise in wear rate up to around200 �C, and then the increase in wear rate becomes gradual. Thiseffect is shown by both the Al 6063 alloy and its composites. Samekind of an effect was observed by Muratoglu et al. [19] in theirwork. It is obvious that there existed critical transition range of
Fig. 9. (a) Wear rate of the composite as a function of temperature, and (b) wearrate of the composite as a function of amount of reinforcement.
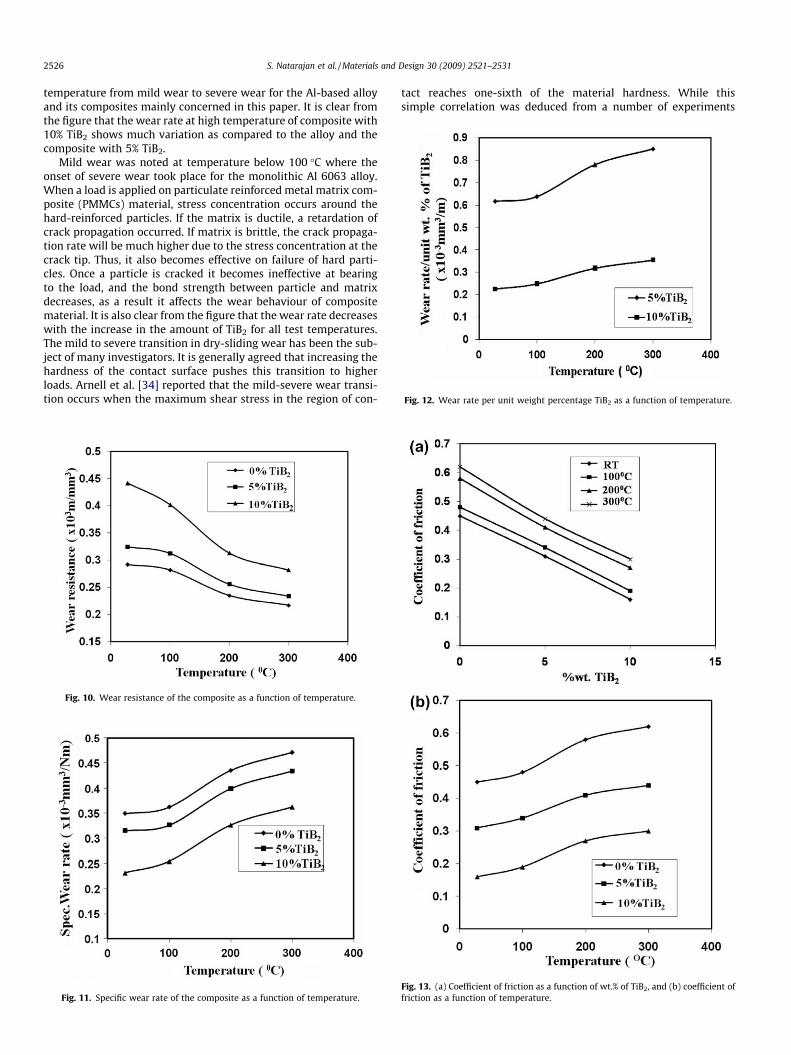
Fig. 12. Wear rate per unit weight percentage TiB2 as a function of temperature.
2526 S. Natarajan et al. / Materials and Design 30 (2009) 2521–2531
temperature from mild wear to severe wear for the Al-based alloyand its composites mainly concerned in this paper. It is clear fromthe figure that the wear rate at high temperature of composite with10% TiB2 shows much variation as compared to the alloy and thecomposite with 5% TiB2.
Mild wear was noted at temperature below 100 �C where theonset of severe wear took place for the monolithic Al 6063 alloy.When a load is applied on particulate reinforced metal matrix com-posite (PMMCs) material, stress concentration occurs around thehard-reinforced particles. If the matrix is ductile, a retardation ofcrack propagation occurred. If matrix is brittle, the crack propaga-tion rate will be much higher due to the stress concentration at thecrack tip. Thus, it also becomes effective on failure of hard parti-cles. Once a particle is cracked it becomes ineffective at bearingto the load, and the bond strength between particle and matrixdecreases, as a result it affects the wear behaviour of compositematerial. It is also clear from the figure that the wear rate decreaseswith the increase in the amount of TiB2 for all test temperatures.The mild to severe transition in dry-sliding wear has been the sub-ject of many investigators. It is generally agreed that increasing thehardness of the contact surface pushes this transition to higherloads. Arnell et al. [34] reported that the mild-severe wear transi-tion occurs when the maximum shear stress in the region of con-
Fig. 11. Specific wear rate of the composite as a function of temperature.
Fig. 10. Wear resistance of the composite as a function of temperature.
tact reaches one-sixth of the material hardness. While thissimple correlation was deduced from a number of experiments
Fig. 13. (a) Coefficient of friction as a function of wt.% of TiB2, and (b) coefficient offriction as a function of temperature.

S. Natarajan et al. / Materials and Design 30 (2009) 2521–2531 2527
on copper, brass and mild steel against a hardened steel disc, it isunlikely that it would hold for other materials and test conditions.
Fig. 10 shows the wear resistance, defined as the reciprocal ofwear rate, of the alloy and composites as a function of tempera-ture for different amounts of TiB2 reinforcements for a fixed slid-ing speed of 400 rpm for 20 min under a load of 9.8 N. The wearresistance of both Al 6063 alloy as well as its composite shows adecrease in the wear resistance as the temperature increases forall reinforcement contents. It is clear from the figure that thereis not much difference in the wear resistance of Al 6063 alloyand composite with 5% TiB2 at all operating temperatures. At
Fig. 14. SEM micrographs of the worn surfaces of Al 6063 alloy and Al 6063–TiB2 compo6063–10% TiB2.
higher temperatures the wear resistance is almost same. Butthe composite with 10% TiB2 shows a considerable variation inwear resistance compared to the unreinforced alloy at all operat-ing temperatures. But the variation is more predominant at lowertemperatures.
Fig. 11 shows the plot of specific wear rate, defined as the vol-ume of material worn per unit applied normal load, versus temper-ature for different wt.% TiB2. The specific wear rate of thecomposite increases as the temperature increases for all wt.% ofTiB2. The variation is more predominant after 100 �C, from whereit increases rapidly. The specific wear rate of both the alloy and
site sliding at room temperature: (a) Al 6063 alloy; (b) Al 6063–5% TiB2; and (c) Al

2528 S. Natarajan et al. / Materials and Design 30 (2009) 2521–2531
composite up to 100 �C is almost same as room temperature case.But the composite with 10% TiB2 shows considerable variation ascompared to the alloy at all operating temperatures. Fig. 12 showsthe wear rate per unit wt.% of TiB2 at different temperatures oftesting. It gives an indirect measure of the load bearing capacityof the Al 6063–TiB2 composites. It is clear from the figure thatthe wear rate per unit wt.% of TiB2 also increases with the increasein the temperature for all wt.% of TiB2. But the variation is morepredominant in composite 5% TiB2. It is also clear from the figurethat as the amount of reinforcement increases beyond 5%, the wearrate per unit wt.% of TiB2 decreases rapidly at all operatingtemperatures.
Fig. 15. SEM micrographs of the worn surfaces of Al 6063 alloy and Al 6063–TiB2 compos
Fig. 13a and b show the variation of coefficient of friction as afunction of wt.% of TiB2 and temperature. These curves show thatthe friction coefficients of composite specimens are lower thanthat of a 6063 Al alloy. These results are due to the presence ofthe reinforced particulates in composite. In PMMC’s, if the particlesremain well bonded with the matrix during sliding, the aluminiummatrix surrounding the particles will be worn away and essentiallyall the contact will be provided between the reinforcing particlesand the steel counter face. If the particle de-cohesion is very easy,then a contact will occur between the aluminium matrix and thesteel counter face, and the loosened hard particulates cause thirdbody abrasion mechanisms, it results in surface roughness
ite sliding at 100 �C: (a) Al 6063 alloy; (b) Al 6063–5% TiB2; and (c) Al 6063–10% TiB2.

S. Natarajan et al. / Materials and Design 30 (2009) 2521–2531 2529
between contacting surfaces and friction coefficient increases. Thewear rate is largely controlled by the rate at which particulatesdelaminate with matrix. Similarly, this can be clearly seen at the100 and 200 �C test temperatures. The friction coefficients werelow and they showed similar values between specimens up tothe transition temperature of 100 �C. They showed rapid increasewith increasing temperatures beyond 100 �C. The results that areobserved below and above 100 �C, which represent a transitionwear phenomenon are believed to be primarily due to the transi-tion from mild wear to severe wear.
Fig. 16. SEM micrographs of the worn surfaces of Al 6063 alloy and Al 6063–TiB2 compos
3.4. Analysis of worn surfaces using SEM
The SEM micrographs of the worn surface of Al 6063 alloy andthe composite specimens sliding at room temperature are shownin Fig. 14. It can be seen that the wear track was covered withcompacted wear debris; clearing of the specimens in an ultrasonicbath with acetone can remove some of the loose debris. Also therewere numerous scratches on the wear surface. This suggests thatthe primary wear mechanisms under these conditions are abrasivewear. Surface projections or asperities present in the contact
ite sliding at 200 �C: (a) Al 6063 alloy; (b) Al 6063–5% TiB2; and (c) Al 6063–10% TiB2.

2530 S. Natarajan et al. / Materials and Design 30 (2009) 2521–2531
surface plastically deform and eventually weld together by high lo-cal pressure during the relative motion between the contact sur-faces. As the sliding continues these bonds break up producingmicro cavities which causes tiny particle abrasion. The SEM analy-sis of wear surfaces and the wear debris formed during the drysliding wear in the steady state regime provides an important toolto disseminate the wear behaviour of the composites more accu-rately. The examination of the wear surfaces of the alloy and com-posites at lower magnification reveal distinct pattern of groovesand ridges running parallel to one another in the sliding directionas shown in Fig. 14. It can be seen from fractographs that thegrooves are deeper in the base alloy as compared to the compositestested under similar conditions due to the presence of hard TiB2
particles in the later (Fig. 14). Also the wear surfaces in the steadystate wear regime in the base alloy seem to be quite smooth ascompared to the composites. This is because of the absence ofTiB2 particles which otherwise causes the micro ploughing of sur-face in contact during wear making the surface rough [7–10].Fig. 14 shows that there existed numerous grooves on the wornsurface of the monolithic matrix and composites. The grooves onthe worn surface of the monolithic matrix were coarse and theplastic deformation at the edge of grooves was heavy. However,the worn surfaces of other three composites were smooth rela-tively. The grooves were fine and plastic deformation at the edgeof grooves was slight.
The SEM micrographs of the worn surface of Al 6063 alloy,Al6063–5% TiB2 composite and Al6063–10% TiB2 composite speci-mens sliding at 100 �C are shown in Fig. 15. The wear track showsclearly the presence of a thin oxide film. When compared to Fig. 14,the presence of the oxide film becomes obvious. Fig. 15 revealedthe presence of oxide rich debris on wear surfaces tested at hightemperature. Many researchers stated the dominance of oxidativewear at lower ambient temperatures as well as high temperaturesalso [13,20,21]. These were distributed evenly throughout theworn surface and eventually broke off to become debris. Interest-ingly, as the TiB2 content increases, Fig. 15b and c, it becomes dif-ficult to examine the wear surface in SEM without coating. Thesurface charging phenomena is enhanced with the increase inamount of TiB2 particles suggesting that the worn out surface isoxidized easily causing surface charging. Also the frictional heatingduring the wear contributes to oxidation of the finer debris moreeasily than the coarser ones. The oxide layer prevents metal to me-tal contact. This may be the reason why the alloy as well as thecomposites shown almost same wear rate up to 100 �C. The microploughing of the material is one of the interesting scenarios ob-served at lower temperatures.
The SEM micrographs of the worn surface of Al 6063 alloy,Al6063–5% TiB2 composite and Al6063–10% TiB2 composite speci-mens sliding at 200 �C are shown in Fig. 16. As can be seen thatAl6063–TiB2 composite specimens displayed a similar lubricationprocess at 200 �C, the oxide growth in the wear track appears tobe present to a much higher degree compared to Al 6063 alloy ow-ing to its higher volume content of TiB2 reinforcements, and thereis a lot of small cracks on the oxide film. There is a clear evidence offracturing of the oxides on the surface which was also observed byDegnan et al. [17] in their work. These particles also involve in thesliding wear process acting as abrasive particles causing a rapid in-crease in the wear rate. The specimens that are worn at 100 �Cshowed deep grooves on the surface. It was observed that thewidth and depth of grooving increased for specimens worn at200 �C (see Fig. 16). Liu et al. [18] also observed same kind of phe-nomena in their work. This indicated that adhesion had progressedwith abrasion. The presence of micro cracks on the sliding surfaceis another the important phenomena observed. According to Mura-toglu et al. [19], they are the consequential effect of high hardnessand are originated from the sliding deformation. Under such condi-
tion, tearing of the larger debris takes place and in the process, theTiB2 particles that adhere to the debris are being carried along,leaving behind large craters. A deformed zone was found underthe microcracked zone. Many microcraks were observed in the de-formed zone, so the zone was also called microcracks formationand propagation zone. The microcracks propagated parallel to thesliding direction and new delamination layer was formed. Regard-less of the presence of the reinforcement, an unpeeling delamina-tion layer and a microcracks zone were observed beneath thesliding contact surface.
4. Conclusions
� The XRD analysis confirms the presence of TiB2 particles in theAl alloy matrix and hence the feasibility of the composite forindustrial applications.
� The dry sliding test at room temperature shows that there is adefinite increase in the wear resistance of Al 6063 alloy by theaddition of TiB2 particles.
� The wear rate per unit amount of the reinforcement is an impor-tant criterion, which can explain the load carrying capacity ofthe in situ composite also increases with the increase in theamount of TiB2. The specific wear rate i.e., wear rate per unitload applied is an important factor also decreased with theincrease in amount of TiB2. The friction coefficient alsodecreased with increasing TiB2 content, which indicates thedecrease in wear rate and hence the improvement in the wearresistance of the composite.
� The dry sliding wear test at higher temperature showed that thewear resistance of TiB2 reinforced composite was higher thanthose for the unreinforced matrix alloy at all test temperatures.This is due to the presence of TiB2 particulates. Due to the higherwear resistance of the TiB2 particulates, the wear resistance ofthe composite material is higher than that of the unreinforcedAl 6063 alloys.
� The wear mechanism of Al 6063/TiB2 composites at tempera-tures less than 100 �C is primary abrasive wear, the greater wearresistance of composites with higher TiB2 content under thesecircumstances corresponds to their higher value of hardnessand fracture toughness.
� The mechanism of oxidative wear dominates above 200 �C whensliding in air atmosphere.
� In general mild abrasive wear progressing with void nucleationis predominant at RT, 100 �C, and severe adhesive wear pro-gressing with crack propagation is predominant at temperatures200 and 300 �C.
Acknowledgements
The authors wish to express their gratitude for the provision ofexcellent experimental facilities, used in this work, established un-der TEQIP (Technical Education Quality Improvement Programme)in Department of Metallurgical and Materials Engineering, Na-tional Institute of Technology, Tiruchirappalli, a World Bankfunded MHRD Scheme, Government of India.
References
[1] Peijie Li, Kandalova EG, Nikitin VI. In situ synthesis of Al–TiC in aluminummelt. Mater Lett 2005;59:2545–8.
[2] Zawrah MF, Aly MH. In situ formation of Al2O3–SiC–mullite from Al–matrixcomposites. Ceram Int 2006;32:21–8.
[3] Fan Tongxiang, Zhang Di, Yang Guang, Shibayanagi Toshiya, Naka Massaki.Fabrication of in situ Al2O3/Al composite via remelting. J Mater Process Technol2003;142:556–61.

S. Natarajan et al. / Materials and Design 30 (2009) 2521–2531 2531
[4] Tee KL, Lu L, Lai MO. In situ processing of Al–TiB2 composite by the stir-castingtechnique. J Mater Process Technol 1999;89–90:513–9.
[5] Tee KL, Lu L, Lai MO. Synthesis of in situ Al–TiB2 composites using stir castroute. Compos Struct 1999;47:589–93.
[6] Lou L, Lai MO, Teo HL, Feng CF. In situ TiB2 reinforced Al alloy composites.Scripta Mater 2001;45:1017–23.
[7] Mandal A, Chakraborty M, Murty BS. Effect of TiB2 particles on sliding wearbehaviour of Al–4Cu alloy. Wear 2007;262:160–6.
[8] Tee KL, Lu L, Lai MO. Wear performance of in situ Al–TiB2 composite. Wear2000;240:59–64.
[9] Zhao Min, Wu Gaohui, Jiang Longtao, Dou Zuoyong. Friction and wearproperties of TiB2/Al composite. Compos Part A-Appl S 2006;37:1916–21.
[10] Caracostas CA, Chiou WA, Fine ME, Cheng HS. Tribological properties ofaluminum alloy matrix TiB2 composite prepared by in situ processing. MetallMater Trans A 1997;28:491.
[11] Roy M, Venkataraman B, Bhanuprasad VV, Mahajan YR, Sundararajan G. Theeffect of particulate reinforcement on the sliding wear behaviour ofaluminium matrix composites. Metall Mater Trans A 1992;23:2833–47.
[12] Deng Jianxin. Friction and wear behaviour of Al2O3/TiB2/SiC ceramiccomposites at temperatures up to 800 �C. Ceram Int 2001;27:135–41.
[13] Quinn TFJ, Sullivan JL, Rowson DM. Origins and development of oxidationalwear at low ambient temperatures. Wear 1984;94:175–91.
[14] Lim SC, Ashby MF. Overview no. 55 wear-mechanism maps. Acta Metall1987;35:1–24.
[15] Singh J, Alpas AT. Elevated temperature wear of Al6061 and A16061–20%Al2O3.Scripta Metall Mater 1995;32:1099–105.
[16] Stott FH. High-temperature sliding wear of metals. Tribol Int 2002;35:489–95.[17] Degnan CC, Shipway PH, Wood JV. Elevated temperature sliding wear behaviour
of TiC-reinforced steel matrix composites. Wear 2001;251:1444–51.[18] Liu Yao-hui, Du Juna, Yu Si-rong, Wang Wei. High temperature friction and
wear behaviour of Al2O3 and/or carbon short fibre reinforced Al–12Si alloycomposites. Wear 2004;256:275–85.
[19] Muratoglu M, Aksoy M. The effects of temperature on wear behaviours of Al–Cu alloy and Al–Cu:SiC composite. Mater Sci Eng A 2000;282:91–9.
[20] Pauschitz, Manish Roy, Franek F. Mechanisms of sliding wear of metals andalloys at elevated temperatures. Tribiol Int 2007;41:584–602.
[21] Hans Berns, Stefan Koch. High temperature sliding abrasion of a nickel-basealloy and composite. Wear 1999;225–229:154–62.
[22] Xie Z-H, Hoffman M, Moon RJ, Munroe PR, Cheng YB. Sliding wear behaviour ofCa–Sialon ceramics at 600 �C in air. Wear 2006;260:1356–60.
[23] Basavarajappa S, Chandramohan G, Subramanian R, Chandrasekar. Dry slidingwear behaviour of Al 2219/SiC metal matrix composites. Mater Sci Pol2006;24. No. 2/1.
[24] Ferhat Gul, Mehmet Acilar. Effect of the reinforcement volume fraction on thedry sliding wear behaviour of Al–10Si/SiC composites produced by vacuuminfiltration technique. Compos Sci Technol 2004;64:1959–70.
[25] Andrew Emgea, Karthikeyan S, Kima HJ, Rigney DA. The effect of slidingvelocity on the tribological behavior of copper. Wear 2007;263:614–8.
[26] Saduman Sen, Ugur Sen. Sliding wear behavior of niobium carbide coated AISI1040 steel. Wear 2008;264:219–25.
[27] Tjong SC, Lau KC. Sliding wear of stainless steel matrix composite reinforcedwith TiB2 particles. Mater Lett 1999;41:153–8.
[28] Abachi P, Masoudi A, Purazrang K. Dry sliding wear behavior of SiC/QE22magnesium alloy matrix composites. Mater Sci Eng A 2006;435–436:653–7.
[29] Daoud MT, Abou El-Khair, Abdel-Azim AN. Effect of Al2O3 particles on themicrostructure and sliding wear of 7075 Al alloy manufactured by squeezecasting method. ASM Int 2004;13:135–43.
[30] Jianxin D, Xing A. Friction and wear behavior of Al2O3/TiB2 composite againstcemented carbide in various atmospheres at elevated temperature. Wear1996;195:128–32.
[31] Jianxin D, Xing A. SiC whisker reinforced Al2O3/TiB2 ceramic composites. ChinCeram Soc 1995;23(4):385–92.
[32] Jianxin D, Xing A. Ceramic composites. J Chin Soc Corros Prot1997;17(2):276–83.
[33] Mandal R, Maiti M, Chakraborty, Murty BS. Effect of TiB2 particles on agingresponse of Al–4Cu alloy. Mater Sci Eng A 2004;386:296–300.
[34] Arnell RD, Herod AP, Teer DG. Mater Sci Eng A 1975;31:237.




















