
Sequence-to-customer goal with stochastic demands for a mixed-model assembly line
31
Sequence-to-Customer Goal with Stochastic Demands for a Mixed Model Assembly Line Zhao Xiaobo 1 , Xiande Zhao 2 , Jeff H.Y. Yeung 2 and Jinxing Xie 3 1 Department of Industrial Engineering, Tsinghua University, Beijing 100084, China. 2 Department of Decision Sciences and Managerial Economics, The Chinese University of Hong Kong, Hong Kong, China. 3 Department of Mathematical Sciences, Tsinghua University, Beijing 100084, China. Submitted July 2004. Correspondence: Prof. Zhao Xiaobo, Department of Industrial Engineering, Tsinghua University, Beijing 100084, China. Tel: +86-10-6278-4898; Fax: +86-10-6279-4399; Email: [email protected]
Transcript of Sequence-to-customer goal with stochastic demands for a mixed-model assembly line
Sequence-to-Customer Goal with Stochastic Demands for a
Mixed Model Assembly Line
Zhao Xiaobo 1, Xiande Zhao 2, Jeff H.Y. Yeung 2 and Jinxing Xie 3
1 Department of Industrial Engineering, Tsinghua University, Beijing 100084, China. 2 Department of Decision Sciences and Managerial Economics, The Chinese University of Hong
Kong, Hong Kong, China. 3 Department of Mathematical Sciences, Tsinghua University, Beijing 100084, China.
Submitted July 2004.
Correspondence: Prof. Zhao Xiaobo, Department of Industrial Engineering, Tsinghua University,
Beijing 100084, China.
Tel: +86-10-6278-4898; Fax: +86-10-6279-4399; Email: [email protected]
1
Abstract:
A mixed model assembly line (MMAL) comprises a set of workstations in serial and a
conveyor moving at a constant speed, which can assemble variety products in different models
during a working shift or a working day. Initial-units that belong to different models are
successively fed onto the conveyor at a given cycle time length to get into the assembling
operations as semi-products. The conveyor moves semi-products to pass through the workstations
to gradually complete the assembling operations for generating finished-products. A set of
warehouses stores finished-products, and each model has a specified warehouse. Customers arrive
at the warehouses to demand finished-products at stochastic demand forms. A daily scheduling task
is the determination of the sequence that specifies the feeding order of the models, which must be
set out at the beginning of each day. This paper deals with a new goal, “sequence-to-customer”,
with stochastic customer demands. An optimization problem is formulated with the objective of
minimizing the system cost that includes the holding cost for finished-products and the penalty cost
for backordered customers during a decision horizon. A lower bound of the system cost is found,
which is useful in verifying the optimality of any solution. A heuristic algorithm is proposed to
solve the optimization problem, which can obtain optimal solutions or near-optimal solutions with
almost ignorable relative errors to optimal solutions. By using the algorithm, the behavior of the
system cost with respect to the variation in customer demands is also investigated to provide
insights into management of an MMAL.
Keywords: Mixed-model assembly line, sequence, stochastic demand, inventory, algorithm.
1. Introduction A major advantage of “mixed model assembly lines” (MMALs) is that they can assemble a
variety of models within a single working shift without having to “set up” for model changeovers.
Nowadays, MMALs are often adopted in the automobile industry and similar industries in order to
avoid excessive inventories.
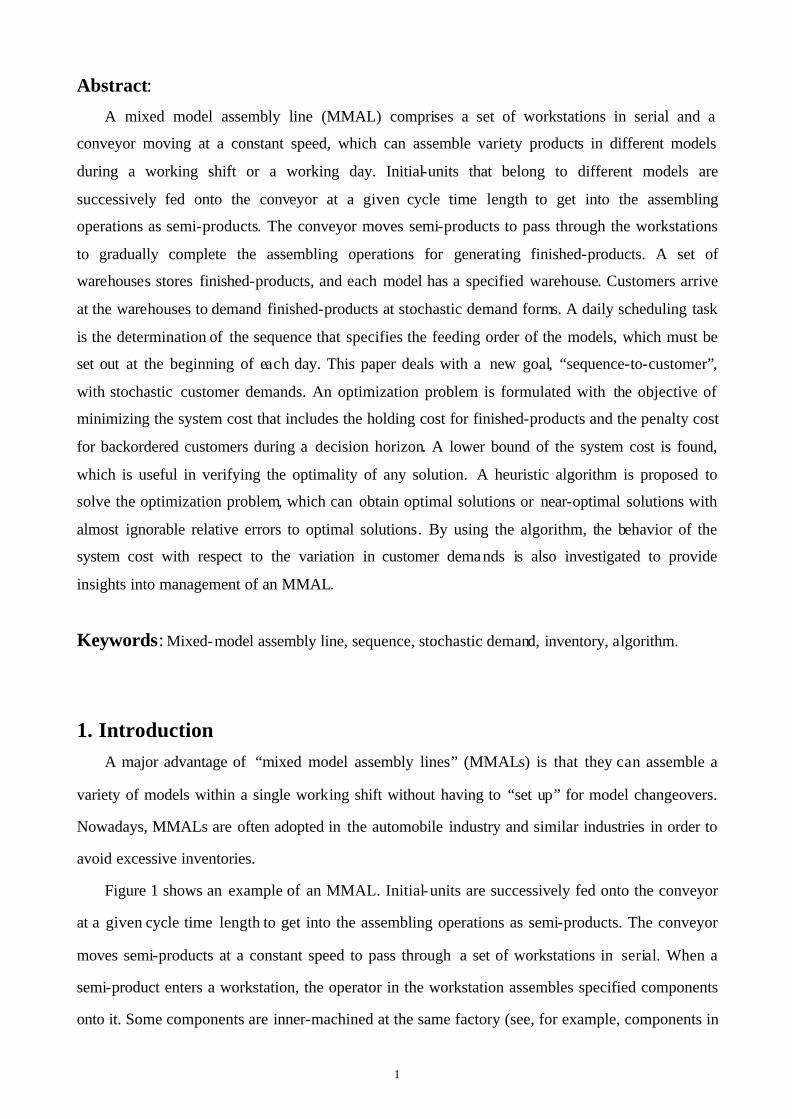
Figure 1 shows an example of an MMAL. Initial-units are successively fed onto the conveyor
at a given cycle time length to get into the assembling operations as semi-products. The conveyor
moves semi-products at a constant speed to pass through a set of workstations in serial. When a
semi-product enters a workstation, the operator in the workstation assembles specified components
onto it. Some components are inner-machined at the same factory (see, for example, components in

2
families 2 and 5 in Figure 1), whereas other components are out-supplied by component suppliers
(see, for example, components in families 1, 3 and 4 in Figure 1). A component family covers a set
of similar, but different, components. For instance, in a car assembly, there are many kinds of
engines that belong to the same family but have different horse-power capacities used in different
models of car. In addition, different product models may require different numbers of components
from a particular family. On the other hand, different models may need different operation times.
An operation diagram of workstation 1 is shown at the bottom left of Figure 1. Finished-products
are stored in different warehouses in according the model types. Customers arrive at the warehouses
to demand finished-products.
Out
-sup
plie
r
Out
-sup
plie
r
Out
-sup
plie
r
Model 2 Model 1 Model 3 Model 1
Model 1
Model 2
Model 3
Model 3
Model 1
Model 2
M
Workstation 1 Workstation 2 Workstation 3
Com
pone
nt f
amily
1
Com
pone
nt fa
mily
2
Com
pone
nt f
amily
3
Com
pone
nt fa
mily
4
Com
pone
nt fa
mily
5
Conveyor of the mixed model assembly line: constant movement speed
Com
pone
nt s
helf
Model 2
Warehouse 1
Warehouse 2
Warehouse 3
Com
pone
nt s
helf
Com
pone
nt s
helf
Com
pone
nt s
helf
Com
pone
nt s
helf
Operation
Walk
Idle
Overload
First unit
Second unit
Third unit
Fourth unit
Inne
r-m
achi
ning
Inne
r-m
achi
ning
Lead time Lead time Lead time
Operation
Walk
Operation
Walk
Operation
Type 1 customer
Type 2 customer
Type 3 customer
Initial-units
Finished-products
(Semi-product) (Semi-product) (Semi-product) (Semi-product) (Semi-product)
Figure 1. Mixed model assembly line
The design and operation of MMALs present challenging theoretical problems. Thus, in recent
decades, MMALs have received considerable attention in the academic literature (see, for example,
3
survey articles such as Gagnon and Ghosh (1991), Kubiak (1993), Yano and Bolat (1989), and the
book by Scholl (1999)). There are two basic issues in MMALs. First, at the “design” stage of an
MMAL, the assembling operations of the different models must be assigned to the workstations in
order to optimize a given design measure. Second, at the “production” stage of an MMAL, the order
for feeding the models into the assembly line must be determined in order to optimize a given
production performance measure. The former is a so-called balancing problem, which must be
solved before an MMAL is built, whereas the latter is a so-called sequencing problem, which needs
to be addressed every day (see, for example, Scholl 1999, and the references cited therein). This
paper deals with the latter issue.
A sequence specifies the model to be fed at each feeding time during a working day. This is a
daily scheduling task that must be done at the beginning of each working day. In the literature so far,
sequencing problems are discussed on the assumption that the number of products in each model on
a given day is known. Suppose that there are M models, and that the number of model m products is
dm, thus in total ∑ =Mm md
1 products are required on that day. The number of feasible sequences is
then ∏∑ ==Mm m
Mm m dd
11!)!( . The problem is formulated as a deterministic optimization problem
to find an optimal sequence among feasible sequences. In the main, two goals are considered:
“sequence-to-operator” and “sequence-to-component”.
The first goal, sequence-to-operator, came on stage in the later 1960s. Starting from that age,
research works have focused on leveling the load (operation time) at each workstation to maximize
the operators’ efficiency or minimize the risk of stopping the conveyor. As shown in Figure 1, an
overload that refers to an uncompleted operation by the operator within the work zone may occur
because of the different operation times for different models. In the U.S., when an overload occurs,
the operator of the workstation moves on to the next semi-product, and leaves the uncompleted
operation to utility workers who are employed to continue the operation (Tsai 1995). Sequenc ing
approaches solve the load leveling problem in such a way that an initial-unit from a model with a
longer operation time is followed by an initial-unit from a model with a shorter operation time.
When we take into consideration not only a single workstation but all workstations, the problem
becomes very complex. This goal has been discussed by, for example, Bard, et al. (1992), Bolat and
Yano (1992), Dar-El and Cother (1975), Dar-El and Cucuy (1977), Goladschmidt, et al. (1997),

4
Johnson (2002), Kim, et al. (1996), Macaskill (1973), Matanachai and Yano (2001), Merengo, et al.
(1999), Mithsumori (1969), Okamura and Yamashina (1979), Rachamadugu and Yano (1994),
Sarker and Pan (2001), Sumichrast, et al. (2000), Thomopoulos (1967), Tsai (1995), Yano and
Rachamadugu (1991). In the mid-1980s, Toyota production system introduced another approach to
treat overloads, in which the operator stops the conveyor until the remaining operation is completed
(Moden 1983 and 1998). With this system, an overload influences operation diagrams in all of the
other workstations due to the stoppage of the conveyor. An optimization problem of minimizing the
total stoppage times is discussed by Celano, et al. (2004), and Zhao and Ohno (2000). It is noticed
that all research works on the sequence-to-operator goal assume deterministic operation times.
However, in most actual assembly lines, all assembling operations are manually performed, which
leads to stochastic operation times. To our knowledge, no published works have yet dealt with the
modeling and analysis of MMALs with stochastic operation times.
The second goal, sequence-to-component, appeared in the mid-1980s. Since that time, Toyota
production system has received much attention from both academic researchers and practitioners.
Two pillars support Toyota production system: just- in-time (JIT) and autonomation (Monden 1983
and 1998). The JIT philosophy reduces the cost by keeping inventories to a minimum, including
raw material inventories, component inventories, semi-product inventories, and finished-product
inventories. The kanban mechanism was introduced to realize the JIT philosophy. Then a
hypothetical condition of stationary market demand is required to efficiently implement such Toyota
production system. Therefore, at every stage in the production system, “smoothing” (HEIJUNKA in
Japanese) is crucial. Toyota Motor Corporation developed a “goal chasing method” to determine a
sequence for realizing the smoothing aim for component consumption. The objective is to keep a
constant usage rate for every component family used in the assembly line. This goal has been
discussed by, for example, Aigbedo (2004), Bautista et al. (1996), Bukchin (1998), Caridi and
Sianesi (2000), Cheng and Ding (1996), Duplaga and Bragg (1998), Inman and Schmeling (2003),
Jin and Wu (2002), Korkmazel and Meral (2001), Kurashige, et al. (2002), Leu, et al. (1997),
Lovgren and Racer (2000), McMullen and Frazier (2000), Merengo, et al. (1999), Miltenburg and
Sinnamon (1989), Ponnambalama, et al. (2003), Steiner and Yeomans (1993), Sumichrast and
Clayton (1996), Sumichrast, et al. (2000), Ventura and Radhakrishnan (2002), Zeramdini, et al.
(2000), Zhang, et al. (2000), and Zhao and Zhou (1999). Several studies address a surrogated

5
objective of keeping the constant feeding rate of every model fed into the assembly line to indirectly
reach the goal of constant usage rate of every component family (see, for example, Ding and Cheng
(1993), Drexl and Kimms (2001), Kubiak (1993), and Miltenburg (1989)). It is noticed that all of
the researches on the sequence-to-component goal ignore the supply lead times of the components.
As shown in Figure 1, components can be inner-machined or out-supplied. The lead times of the
inner-machined components can be ignored, but the lead times for the out-supplied components can
be lengthy, and even uncertain or stochastic. To our knowledge, no published works have yet dealt
with the sequence-to-component goal with stochastic lead times.
This paper deals with a new goal: “sequence-to-customer”. As previously discussed, the
determination of a sequence is a daily scheduling task that must be set out at the beginning of each
day. A determined sequence is then implemented from the beginning of the day to the end of the day,
and cannot be changed once its implementation has been started. On the other hand, in many actual
systems, customers frequently arrive at warehouses and require finished-products, possibly at
random times during a day (see, for example, Aigbedo 2004. In addition, one of the authors of this
paper visited a logistics center at Toyota City in Japan, in which the physical goods distribution by
the center was controlled in accordance with supply kanbans that frequently circled among the
manufacturers-center-customers during a day.). At a time, at most one finished-product is output,
and is then sent to a particular warehouse. This eventually forms a limited capacity multi- item
production-replenishment- inventory system that is very different from other types of
production- inventory systems. In the literature, usually, after a decision making, all goods are
assumed to be instantaneous ly replenished, and the system cost such as holding cost and penalty
cost is charged only once during the time interval of two consecutive decisions. In our system, a
decision is made at the beginning of a day, finished-products gradually replenish the warehouses in
accordance with a pre-determined sequence, and customers arrive at the warehouses at random
times during the day. The system cost has to be charged at smaller time intervals to cope with
frequent ly arrival customers during the day. For any given day, the sequence plays a central role
because it has a strong impact on system performances, such as system costs, service levels for
customers, and so forth. Our motivation is to find optimal sequences to minimize the system costs.
There are basically two popular types of production strategy: “produce-to-stock” and
“produce-to-order” (see Buzacott and Shanthikumar 1993). Production planning with the

6
produce-to-stock strategy is based on market forecasting information, and is widely used in the
appliance industry, the IT industry, and the common-type automobile industry. The production
strategy of produce-to-order is adopted in industries such as aircraft manufacturing, shipbuilding,
and special-type automobile manufacturing. The production planning in such industries is made
only after the demands from customers are received. It is clear that if the exact information of
customer demands is known, then the goals of sequence-to-operator and sequence-to-component are
suitable for a produce-to-order strategy. (In such cases, the number of feasible sequences is
∏∑ ==Mm m
Mm m dd
11!)!( .) In contrast, if the system uses the produce-to-stock strategy, then the
sequence-to-customer goal is more appropriate. In such a case, the customer demands during the
current day and near future days are forecasted for both the gross requirement and the patterns of
the customer demands. Particularly, the patterns of the customer demands are presented at
stochastic forms rather than at a deterministic form. (Note that a deterministic form is only a special
case of stochastic forms.) Based on the forecasted gross requirement, the gross production or the
total number of initial-units to be fed on the current day is determined. Given the total number of
initial-units to be fed on the current day being N, the sequence is then determined based on the
forecasted patterns of the customer demands. However, the number of products in each model on
the current day is not given but is relaxed, which means that the number of feasible sequences is MN.
Thus, the scenario of a sequence-to-customer goal with a produce-to-stock strategy is more complex
than the scenario of a sequence-to-operator or sequence-to-component goal with a produce-to-order
strategy. (It is obvious that determining N is another important issue in the system. Nevertheless, in
this paper, we do not discuss how to determine N but treat it as known.)
The organization of the paper is as follows. In the next section, the system is described in detail.
In section 3, the optimization problem is formulated. Section 4 finds a lower bound of the system
cost. An algorithm is proposed in section 5. The behavior of the system cost with respect to the
variation in customer demands is investigated in section 6. The paper is concluded in section 7.
2. System Description
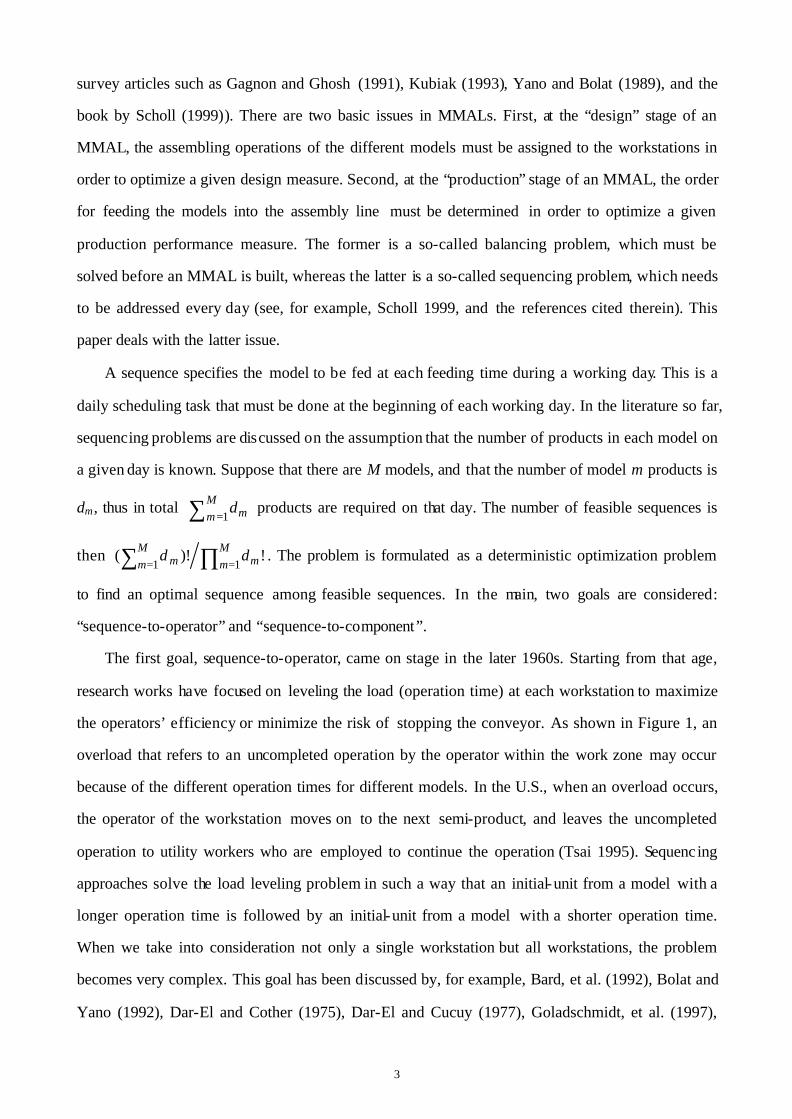
The system considered in this paper comprises an MMAL that produces different products in M
models and M warehouses that hold the finished-products. (See also figures 1 and 2.)
The MMAL consists of a set of workstations in serial. It is determined that N initial-units will

7
be fed into the assembly line during the current day. Then the cycle time length for successively
feeding initial-units onto the conveyor is the length of the regular daily working time length divided
by N. An initial-unit becomes a semi-product as soon as it is fed into the assembly line. A
semi-product, transferred by the constantly moving conveyor, sequentially passes through the
workstations to generate the finished-product. The moving time length from the first workstation to
the final workstation is assumed to be T. That is, if an initial-unit is fed onto the conveyor at time t,
then it will leave the conveyor at time t + T as a finished-product.
Model 2 Model 1 Model 3
Unit
Unit
Unit
MWorkstation 1 Workstation 2 Workstation 3
σ(1)T
σ(2)
σ(3)
σ(4)
σ(5)
σ(6)
σ(7)
σ(8)
σ(9)
σ(10)
σ(2)
σ(3)
σ(4)
σ(5)
σ(6)
σ(7)
σ(8)
σ(9)
σ(10)
Feeding time Leaving time
1 0t =
2t
3t
4t
5t
6t
7t
8t
9t
10t
σ(1)
( ) 3 Model20 =σ
( ) 1 Model30 =σ
( ) 2 Model40 =σ
2t T+
3t T+
4t T+
5t T+
6t T+
7t T+
8t T+
9t T+
10t T+
03t
02t
01t
Initial-units
Finished-products(Semi-product) (Semi-product) (Semi-product)(Semi-product)
Figure 2. Description of the system
The M warehouses are positioned at the end of the conveyor, with warehouse m holding model
m finished-products. Customers arrive at the warehouses to demand finished-products, who are

8
classified into M types. The demand processes of the customers are stochastic. Arrival customers
are backordered when they find no products in the corresponding warehouses.
Denote the set of the models by
M , 2, 1, L=Θ . (2.1)
At the beginning of the current day, some semi-products are on the conveyor, which were fed
into the assembly line before the current day. Because the situations of the customer demands may
be different day by day, the N and thus the cycle time length may be different day by day. At the
beginning of the current day, suppose that there are L semi-products on the conveyor denoted by
=0Σ ( ) ( ) ( )0 0 01 , 2 , , Lσ σ σL , where ( )n0σ ( Θ∈ ) is the model index of the nth semi-product.
They will leave the conveyor during the current day (possibly the current day plus near future days)
at times 01t , 0
2t , … , 0Lt , at which times they enter the corresponding warehouses as
finished-products. That is, the first one ( )0 1σ will leave the conveyor at time 01t and then enter
warehouse ( )0 1σ , the second one will be at time 02t and enter warehouse ( )0 2σ , and so forth.
The time intervals )010, t , )0 0
1 2, t t , … , )0 01 , L Lt t− , )0 , Lt T correspond to the cycle time length
of the previous day, or possibly, the cycle time lengths of the previous days. We call these intervals
“periods” 0, 1, … , L. The above information has been formed at the beginning of the current day
and cannot be changed during the current day and thereafter.
Following the ( )0 Lσ that is the last semi-product in 0Σ is the first one of the current day’s
N initial-units. This initial-unit is fed onto the conveyor at time 0 and will become a
finished-product at time T. During the current day, N initial-units that belong to different models
will be fed into the assembly line at times t1 (= 0), t2, … , tN, and they will leave the conveyor as
finished-products at times T, t2 + T, … , tN + T. The time intervals [0, t2), [t2, t3), … , [tN – 1, tN) in the
feeding process and therefore [T, t2 + T), [t2 + T, t3 + T), … , [tN – 1 + T, tN + T) in the leaving process
correspond to the cycle time length of the current day. We call time intervals [T, t2 + T), [t2 + T, t3 +
T), … , [tN – 1 + T, tN + T) “periods” L + 1, L + 2, … , L + N. The sequence that specifies the model to
be fed at each feeding time must be determined at the beginning of the current day. Let
( ) ( ) ( )Nσσσ , ,2 ,1 L=Σ denote the sequence for the current day, where ( )nσ ( Θ∈ ) is the model
index of the nth initial-unit in the sequence.
Therefore, the leaving process of the finished-products after the beginning of the current day is
formed by the above L + 1 + N periods, i.e., periods 0, 1, … , L, L + 1, L + 2, … , L + N. They may
have different time lengths – periods 0, … L correspond to the cycle time length(s) of the previous
day(s), and the later N periods correspond to the cycle time length of the current day.

9
Let 002
01
0 , , , MIII L=I denote the inventory levels in the M warehouses at the beginning of
the current day. Note that 0mI can be either positive (representing physical products) or negative
(representing backorders).
Customer demands are characterized at the periods. The demands of type m customers during
period n, 0 n L N≤ ≤ + , Dm(n), is presented by a bounded random variable with probability
distribution
( ) ( ) ( ) ( )( )0 1, , , m
m m m mKF n f n f n f n= L , (2.2)
where ( ) ( ) Prmk mf n D n k= = is the probability of k products being demanded during the period,
which satisfies
( )0
1mK
mk
k
f n=
=∑ . (2.3)
The assumption of the bounded Dm(n) is reasonable – a finite length of time generates a finite
demand. Obviously, Km refers to the bound, which is a number larger than or equal to the maximum
possible demands during a single period by type m customers over all periods. For example,
consider a system with 3 periods, in which for period 1, ( )0 1 1 2mf = , ( )1 1 1 2mf = , for period 2,
( )0 2 1 3mf = , ( )1 2 1 3mf = , ( )2 2 1 3mf = , and for period 3, ( )0 3 1 5mf = , ( )1 3 1 5mf = ,
( )2 3 1 5mf = , ( )3 3 1 5mf = , ( )4 3 1 5mf = . Then, over all 3 periods, the maximum possible demands
are 4 that occur in period 3. Therefore, we can take Km = 4 to present the customer demands as
( )1mF = (1/2, 1/2, 0, 0, 0), ( )2mF = (1/3, 1/3, 1/3, 0, 0) and ( )3mF = (1/5, 1/5, 1/5, 1/5, 1/5).
Across the different customer types, the Dm(n)’s are independent.
The objective is to minimize the total system cost that is incurred from period L + 1 to period L
+ N. Here, the system cost includes two terms: the inventory cost of holding the finished-products
in the warehouses and the penalty cost of customer backorders. Note that the current day’s decision,
i.e., the sequence Σ , will not affect the cost in the periods 0, 1, … , L, thus it is not needed to
consider the cost in these periods. However, the configuration at the beginning of the current day,
such as the semi-products on the conveyor, the initial inventory levels in the warehouses, and the
demand patterns of customers in periods 0, 1, … , L will influence the costs beyond period L.
Note that the demand patterns of customers in periods 0, 1, … , L have been used at the
beginning of the previous day for determining the previous day’s sequence. They are used again at
the beginning of the current day in the current day’s decision. Possibly, they are updated at the
beginning of the current day according to the newly received information of the customer demands.
Together with the demand patterns of customers in periods L + 1, L + 2, … , L + N, the current day’s

10
sequence Σ is determined. For the customer demands beyond period N, because of the lack of the
information, it is difficult to attain exact demand patterns of customers. Therefore, in the current
day’s decision, we adopt the information till to period N to determine an optimal sequence. This is
the usual case in actual systems – a daily decision is dynamically made based on the information
during the near-future.
The above procedure repeats day by day to form the dynamic daily decision for the daily
scheduling task.
3. Problem formulation
In accordance with the correspondence between the time intervals and the periods in the
previous section, the finished-product at a time 0lt (0 l L≤ ≤ ) belongs to period l, or at a time tn +
T ( 1L n L N+ ≤ ≤ + ) belongs to period n. We consider the system cost as comprising two terms:
inventory cost and penalty cost. These costs are caused by the decision made at the beginning of the
current day but are charged from period 1 to period N at expectation form. To be able to make the
decision at the beginning of the current day, we must analyze the probability distributions of the
inventory levels in the warehouses at each period.
For the facilitation of expressions later, we make the following definitions.
Definition 3.1 For two row vectors A = (a1, … , ai) and B = (b1, … , bj), a “connecting” operation is
defined as
( ) ( )ji bbaa , , , , , , 11 LL=BA . (3.1)
Definition 3.2 For a set C = c1, … , ci and a number d, a “plus” operation is defined as
dcdcd i ++=+ , ,1 LC . (3.2)
Definition 3.3 A set E = e1, … , ei that satisfies e1 < e2 < … < ei is an “ordered” set.
Let nM
nnn III , , , 21 L=I , 1 n L N≤ ≤ + , represent the inventory levels in the warehouses at
the beginning of period n, which are uncertain at time 0. Note that nmI can be either positive
(representing physical products) or negative (representing backorders).
At the beginning of period 0, as described previously, the initial inventory levels in the
warehouses are 001
0 , , MII L=I , which are certain as given initial information.
At the beginning of period 1, because the ( )10σ in 0Σ becomes the finished-product at the

11
beginning of the period, we must consider two different situations.
Situation 1: For any model ( )10σ≠m , the inventory level in the corresponding warehouse is
analyzed as follows. Because of the stochastic customer demand (2.2), at the beginning of period 1,
the inventory level can feasibly be mm KI −0 , 10 +− mm KI , … , 0mI . These Km + 1 values form the
state space of 1mI that is denoted by
( ) ( ) ( ) ( ) 1 , ,1 ,11 121 += mKmmmm ωωω LΩ , (3.3)
where ( ) mmm KI −= 01 1ω , ( ) 11 02 +−= mmm KIω , … , ( ) 01 1 mKm Im =+ω . Note that the set ( )1mΩ is an
“ordered” set in accordance with Definition 3.3. The probability distribution of the inventory level
1mI on the above state space at the beginning of period 1 is then given by
( ) ( ) ( ) ( )( ) ( ) ( ) ( )( )11 21 01 1 , 1 , , 1 1 , 1 , , 1m
m m
K m m mm m m m K Kg g g f f f+
−= =G L L , (3.4)
i.e., the probability of the inventory level 1mI being ( ) mmm KI −= 01 1ω is given by
( ) ( )1 1 01 Pr 1m
mm m m m Kg I I K f= = − = ,
of it being ( ) 11 02 +−= mmm KIω is given by
( ) ( )2 1 011 Pr 1 1
m
mm m m m Kg I I K f −= = − + = ,
… , and of it being ( ) 01 1 mKm Im =+ω is given by
( ) ( )1 1 001 Pr 1mK m
m m mg I I f+ = = = .
The above result can be expressed in matrix form. First, set Gm(0) = (1), a row vector where the
only single element is 1. Second, determine a one-step transition probability matrix on the state
space, which is a (Km + 1) × (Km + 1) matrix given by
( )
( )( ) ( )
( ) ( ) ( )
0
1 0
1 0
1 0 0
1 1 01
1 1 1m m
m
m m
m
m m mK K
f
f f
f f f−
=
P
LL
ML
. (3.5)
Then, we have
( ) ( )( ) ( )10 , 1 mmKm mPG0G ⋅= , (3.6)
with the operations first “connecting” and then “multiply”, where mK0 is a row vector in which all
of the Km elements are zero. Hence, ( )( )0 , mKmG0 is a row vector in which the first Km elements
are 0 and the Km + 1st element is 1, i.e., ( )( )0 , mKmG0 = (0, 0, … , 0, 1).

12
Situation 2: For the model ( )10σ=m , the inventory level in the warehouse for that model is
analyzed in accordance with the follows. The state space at the beginning of period 1 becomes
( ) ( ) ( ) ( ) 1 , ,1 ,11 121 += mKmmmm ωωω LΩ
1 , ,2 1, 000 ++−+−= mmmmm IKIKI L . (3.7)
Every element is one larger than it is in (3.3). The one-step transition probability matrix is the same
as (3.5). The probability distribution on the state space at the beginning of the period is the same as
(3.6).
At the beginning of period 2, it is clear that the number of feasible values of 2mI is 2Km + 1.
For any model ( )20σ≠m , the state space ( )2mΩ of 2mI is given according to the following two
cases:
1) If the ( )1mΩ corresponds to (3.3), then
( ) ( ) ( ) ( ) 2 , ,2 ,22 1221 += mKmmmm ωωω LΩ
000000 , ,1 , ,1 , ,12 ,2 mmmmmmmmmmm IKIKIKIKIKI LL +−−−−+−−= . (3.8)
2) If the ( )1mΩ corresponds to (3.7), then
( ) ( ) ( ) ( ) 2 , ,2 ,22 1221 += mKmmmm ωωω LΩ
1 , ,2 ,1 , , ,22 1,2 000000 ++−+−−+−+−= mmmmmmmmmmm IKIKIKIKIKI LL . (3.9)
The one-step transition probability matrix on the state space ( )2mΩ is then a (2Km + 1) × (2Km + 1)
matrix, given by
( )
( )( ) ( )
( ) ( ) ( )( ) ( ) ( )
( ) ( ) ( )
( ) ( ) ( )
0
1 0
1 0
1 0
1 0
1 0
2
2 2
2 2 22
2 2 2
2 2 2
2 2 2
m m
m m
m m
m m
m
m m
m m mK K
m m m mK K
m m mK K
m m mK K
f
f f
f f f
f f f
f f f
f f f
−
−
−
−
=
P
ML
LL
O O O OL
.
(3.10)
The probability distribution of 2mI on its state space at the beginning of period 2 is
( ) ( ) ( ) ( )( ) ( )( ) ( )21 , 2 , ,2 ,22 1221mmK
Kmmmm m
mggg PG0G ⋅== +L , (3.11)

13
In contrast, the state space ( )2mΩ of 2mI for the model ( )20σ=m at the beginning of
period 2 becomes the following.
1) If the ( )1mΩ corresponds to (3.3), then
( ) ( ) ( ) ( ) 2 , ,2 ,22 1221 += mKmmmm ωωω LΩ
1 , 1,2 00 ++−= mmm IKI L . (3.12)
2) If the ( )1mΩ corresponds to (3.7), then
( ) ( ) ( ) ( ) 2 , ,2 ,22 1221 += mKmmmm ωωω LΩ
2 , ,22 00 ++−= mmm IKI L . (3.13)
The one-step transition probability matrix is the same as (3.10). The probability distribution on the
state space at the beginning of period 2 is the same as (3.11).
To get a general expression of the state space at the beginning of period n for 1 n L N≤ ≤ + ,
define a δ function as follows
( )( ) ( )01 if for 1 , or, if for 1
0 otherwisem
m n n L m n L L n L Nn
σ σδ
= ≤ ≤ = − + ≤ ≤ +=
(3.14)
It is clear that values of the δ function depend on 0Σ , the semi-products on the conveyor at the
beginning of the current day, and Σ , the current day’s sequence.
At the beginning of any period n (1 n L N≤ ≤ + ), the state space is then
( ) ( ) ( ) ( ) nnnn mnKmmmm
121 , , , += ωωω LΩ
( )∑=
+−=n
tmmmm tInKI
1
00 , , δL , (3.15)
with the “plus” operation as defined in Definition 3.2. (Note that the set ( )nmΩ is an ordered set.)
The one-step transition probability matrix at the beginning of period n is a (nKm + 1) × (nKm + 1)
matrix, given by
14
( )
( )( ) ( )
( ) ( ) ( )( ) ( ) ( )
( ) ( ) ( )
( ) ( ) ( )
0
1 0
1 0
1 0
1 0
1 0
m m
m m
m m
m m
m
m m
m m mK K
m m m mK K
m m mK K
m m mK K
f n
f n f n
f n f n f nn
f n f n f n
f n f n f n
f n f n f n
−
−
−
−
=
P
ML
LL
O O O OL
.
(3.16)
The probability distribution on the state space at the beginning of period n is then given by
( ) ( ) ( ) ( )( ) ( )( ) ( )nnn, g, n, gngn mmKnKmmmm m
m PG0G ⋅−== + 1 , 121 L (3.17)
The above state spaces and the probability distributions are used at the beginning of the current
day for estimating the system cost in each period.
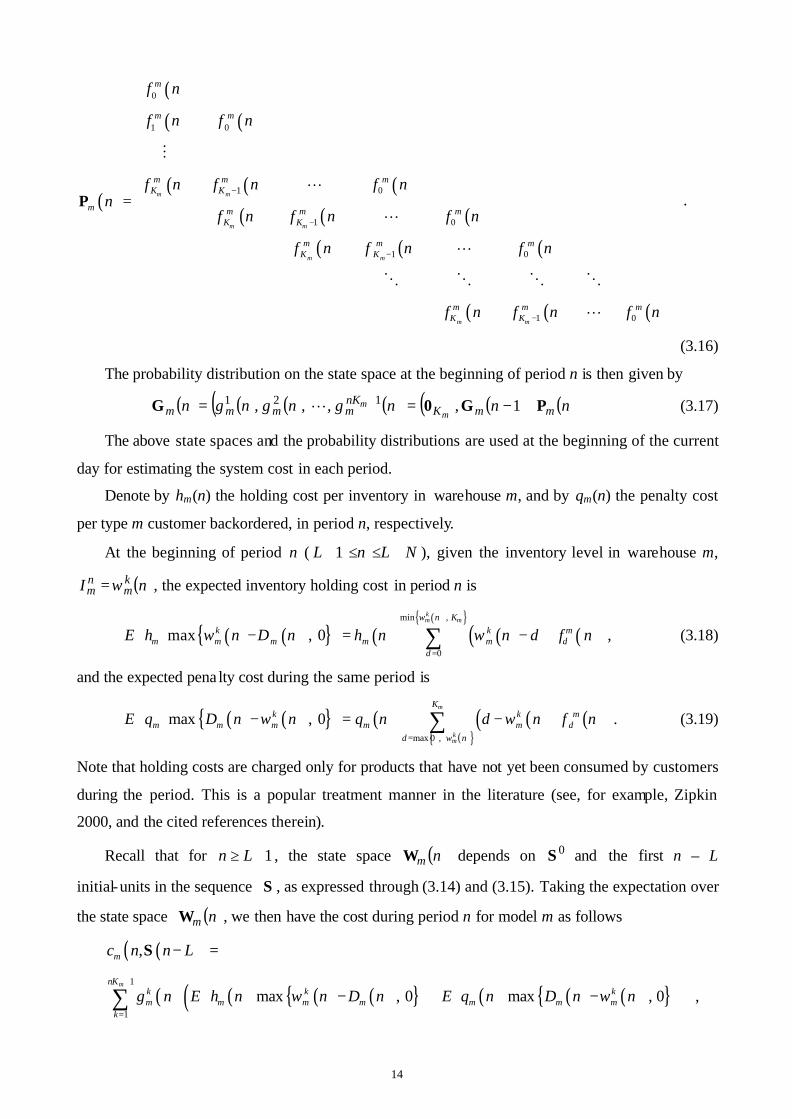
Denote by hm(n) the holding cost per inventory in warehouse m, and by qm(n) the penalty cost
per type m customer backordered, in period n, respectively.
At the beginning of period n ( 1L n L N+ ≤ ≤ + ), given the inventory level in warehouse m,
( )nI km
nm ω= , the expected inventory holding cost in period n is
( ) ( ) ( ) ( )( ) ( )( ) min ,
0
max , 0km mn K
k k mm m m m m d
d
E h n D n h n n d f nω
ω ω=
⋅ − = ⋅ − ⋅ ∑ , (3.18)
and the expected pena lty cost during the same period is
( ) ( ) ( ) ( )( ) ( )( ) max 0 ,
max , 0m
km
Kk k m
m m m m m dd n
E q D n n q n d n f nω
ω ω=
⋅ − = ⋅ − ⋅ ∑ . (3.19)
Note that holding costs are charged only for products that have not yet been consumed by customers
during the period. This is a popular treatment manner in the literature (see, for example, Zipkin
2000, and the cited references therein).
Recall that for 1n L≥ + , the state space ( )nmΩ depends on 0Σ and the first n – L
initial-units in the sequence Σ , as expressed through (3.14) and (3.15). Taking the expectation over
the state space ( )nmΩ , we then have the cost during period n for model m as follows
( )( ),mc n n LΣ − =
( ) ( ) ( ) ( ) ( ) ( ) ( ) ( )1
1
max , 0 max , 0mnK
k k km m m m m m m
k
g n E h n n D n E q n D n nω ω+
=
⋅ ⋅ − + ⋅ − ∑ ,

15
(3.20)
where ( )n LΣ − is a sub-sequence of the sequence ( ) ( )Nσσ , ,1 L=Σ formed by the first n – L
initial-units in Σ , i.e., ( ) ( ) ( )1 , , n L n Lσ σΣ − = −L , and of course ( )NΣ is simply the
sequence Σ .
The system cost over all models during period n is then
( )( ) ( )( )1
, ,M
mm
C n n L c n n LΣ Σ=
− = −∑ . (3.21)
Summing up the system cost from period L + 1 to period L + N, we have the expected system
cost caused by the decision Σ as follows
( ) ( )( ) ( )( )1 1 1
, ,L N L N M
mn L n L m
C n n L c n n LΣ Σ Σ+ +
= + = + =
= − = −∑ ∑ ∑C . (3.22)
Optimization Problem 3.1 Determine an optimal sequence ( ) ( ) ( )Nσσσ , ,2 ,1 L=Σ , where
( ) Θ∈tσ for Nt ≤≤1 , to minimize the expected system cost (3.22).
Remark 3.1 As described at the beginning of this paper, one significant advantage of MMALs is
that they can assemble a variety of models within a single work shift without having to set-up in
model changeovers. Therefore, it is no longer necessary to consider “setup” costs in the
determination of an optimal sequence.
4. Properties
In a sequence ( ) ( ) ( )Nσσσ , ,2 ,1 L=Σ , any element in Θ , i.e., any one of M models, can
serve as a candidate for a ( )tσ , Nt ≤≤1 . Therefore, for a given N, the solution space of
Optimization Problem 3.1 consists of NM feasible solutions. This quickly becomes a calculation
explosion as N increases. Essentially, good heuristics need to be developed for large-scale problems.
Before proposing our algorithm, we first reveal some important properties of the optimization
problem. Eventually, we will provide a lower bound of the objective function over the solution
space of the optimization problem.
Let, for 1L n L N+ ≤ ≤ + and 1 m M≤ ≤ , nmi be the largest value in a state space ( )m nΦ ,
which is an ordered set, and nmj be the number of states therein. Suppose that n
mj is given by
1+= mnm nKj . (4.1)

16
For example, if ( )m nΦ = 2, 3, 4, 5, 6, 7, 8, then nmi = 8 and n
mj = 7.
Referring to (3.20), we define a cost function for period n ( 1L n L N+ ≤ ≤ + ) as follows
( ) ( ) nmm
nm
nm
nm njiR rG ⋅=,
( ) ( )( )( )
( )11
1
, , m
n n nm m m
nKm m
n nm m
r i j
g n g n
r i
+
− + = ⋅
L M
( ) ( ) ( )1
n
n nmm m
n nm m
i l i j nm m
l i j
g n r l− −
= − +
= ⋅∑ , (4.2)
where ( ) ( ) ( )( )ngngn mnKmmm
11 ,, += LG is the probability distribution given by (3.17), and
( ) ( ) ( ) ( ) ( ) max , 0 max , 0nm m m m mr l E h n l D n E q n D n l = ⋅ − + ⋅ − . (4.3)
Note that ( )m nG is determined by the patterns of demands of type m customers Fm(0), … ,
Fm(n), and is independent of the other parameters in the system.
Referring to a standard inventory system such as the newsvendor model (see, for example,
Zipkin 2000), the following result is straightforward.
Lemma 4.1 ( )nmr l is convex with respect to l.
We can then induce the following result.
Proposition 4.1 For a given nmj , ( )n
mnm
nm jiR , is convex with respect to n
mi .
Proof. From the definition of convexity, it is sufficient to verify that
( ) ( )( ) ( ) ( )( ) 0,1,,,1 ≥−−−−+ nm
nm
nm
nm
nm
nm
nm
nm
nm
nm
nm
nm jiRjiRjiRjiR .
It holds from (4.2) that
( ) ( ) ( ) ( ) ( )( )
( ) ( ) ( )1 1
11 1
1, ,n n
n n n nm mm m m m
n nn nm mm m
i il i j l i jn n n n n n n nm m m m m m m m m m
l i jl i j
R i j R i j g n r l g n r l+ − + − − −
= − += + − +
+ − = ⋅ − ⋅∑ ∑
( ) ( ) ( ) ( ) ( ) ( )1 1
1n n
n n n nm mm m m m
n n n nm m m m
i il i j l i jn nm m m m
l i j l i j
g n r l g n r l− − − −
= − + = − +
= ⋅ + − ⋅∑ ∑
( ) ( ) ( ) ( )1
1n
n nmm m
n nm m
i l i j n nm m m
l i j
g n r l r l− −
= − +
= ⋅ + − ∑ .

17
Similarly, we have
( ) ( ) ( ) ( ) ( ) ( )1
, 1, 1n
n nmm m
n nm m
i l i jn n n n n n n nm m m m m m m m m
l i j
R i j R i j g n r l r l− −
= − +
− − = ⋅ − − ∑ .
Therefore,
( ) ( )( ) ( ) ( )( )=−−−−+ nm
nm
nm
nm
nm
nm
nm
nm
nm
nm
nm
nm jiRjiRjiRjiR ,1,,,1
( ) ( ) ( ) ( ) ( ) ( ) 1
1 1n
n nmm m
n nm m
i l i j n n n nm m m m m
l i j
g n r l r l r l r l− −
= − +
⋅ + − − − − ∑ .
Lemma 4.1 then completes the proof.
Taking into consideration all M models, we define a cost function for period n
( 1L n L N+ ≤ ≤ + ) as follows
( ) ( )∑=
=M
m
nm
nm
nm jiRnu
1, . (4.4)
For 1L n L N+ ≤ ≤ + , let ( )nM
nn ii , ,1 L=i and ( )nM
nn jj , ,1 L=j . Suppose that nj is given
by (4.1). For period L, denote ( )1 , , L L LMi i=i L , where L
mi takes the same value as ( )1mLKm Lω +
in (3.15). Note that Li is determined by the initial information I0 and 0Σ , and is independent of
the other parameters in the system.
Definition 4.1 For two vectors ( )iyy , ,1 L=Y and ( )izz , ,1 L=Z , an order ≤ is defined as
ZY ≤ , (4.5)
if jj zy ≤ for all j = 1, … , i.
Definition 4.2 For a vector ( )ixx , ,1 L=X , an operation ⋅ is defined as
ixx ++= L1X . (4.6)
For n = L + 1, suppose that ni (= 1L+i ) satisfies 1L L+≤i i and 1 1L L+ − =i i . That is, the
elements in 1L+i are the same as those in Li , except that one element in 1L+i is one larger than
the corresponding element in Li . Then, consider the following problem:
Problem 4.1 Determine 1L+i to minimize u(L + 1), subject to 1L L+≤i i and 1 1L L+ − =i i .

18
The above problem is similar to a “resource allocation problem” with a separable objective
function for a single resource to be allocated. (Resource allocation problems are introduced in, for
example, Ibaraki and Katoh 1988.) Because ( )1 1 1,L L Lm m mR i j+ + + is convex with respect to 1L
mi+ by
Proposition 4.1, we can easily obtain an optimal solution. Find the index m with the largest
difference, ( ) ( )1 1 1 1, 1,L L L L L Lm m m m m mR i j R i j+ + + +− + , among m = 1, … , M. Allocating the single resource to
this m to form 1Lmi
+ (= 1Lmi + ) can therefore lead to the greatest cost reduction. (Note that a
reduction here can be either a positive reduction or a negative reduction, but a negative reduction
means an increase in cost.) Denote the optimal solution of the problem by * 1L+i and the
corresponding value of the objective function by u*(L + 1). The optimal solution is generated by
setting * 1 1L Lm mi i+ = + for the above-mentioned m, and * 1L L
m mi i+ = for the other m’s.
In general, for 1L n L N+ ≤ ≤ + , suppose that ni satisfies L n≤i i and n L n L− = −i i . Then,
consider the following problem for a given n.
Problem 4.2 Determine ni to minimize u(n), subject to L n≤i i and n L n L− = −i i .
Eventually, the above problem is a “resource allocation problem” with a separable objective
function for n – L resources to be allocated. Because ( )nm
nm
nm jiR , is convex with respect to n
mi by
Proposition 4.1, we can easily obtain an optimal solution by the following marginal procedure. (A
marginal procedure is introduced in, for example, Ibaraki and Katoh 1988).
Marginal procedure for Problem 4.2 for a given n:
Step 1. Calculate nj according to (4.1), calculate ( )nmG according to (3.17), and set *n L=i i
by referring to ( )m LΩ in (3.15);
Step 2. For k = 1 to n – L, carry out the following
1) Calculate ( ) ( )nm
nm
nm
nm
nm
nm jiRjiR ,1, ** +− for all m = 1, … , M;
2) For the index m with the largest ( ) ( )nm
nm
nm
nm
nm
nm jiRjiR ,1, ** +− among m = 1, … , M, set
1** += nm
nm ii .
The final resultant n*i is the optimal solution of Problem 4.2 with the value of the objective
function u*(n) calculated according to (4.4).

19
From the above, u*(n) is eventually the minimum system cost during period n among all
feasible configurations of ni . On the other hand, from (3.21), ( )( ),C n n LΣ − is the system cost
during period n caused by the sub-sequence ( )n LΣ − . Since the sub-sequence ( )n LΣ − leads to
the ( )m nΩ that may result in an ni different from n*i , the following result is obvious.
Lemma 4.2 For any given period n ( 1L n L N+ ≤ ≤ + ), it holds that ( ) ( )( )* ,u n C n n L≤ Σ − .
Summing up u*(n) over n = L + 1 to L + N, we have
( )* *
1
L N
n L
U u n+
= +
= ∑ . (4.7)
The following result is then straightforward.
Proposition 4.2 *U is a lower bound of ( )ΣC , the objective function (3.22) of Optimization
Problem 3.1, i.e., ( ) *U≥ΣC for any sequence Σ .
To obtain the value of the lower bound, we have to solve N optimization problems defined as
Problem 4.2, by using the marginal procedure for each n = L + 1 to L + N. It is clear that the
calculations for obtaining the value of the lower bound cause a polynomial complexity with respect
to N.
For large-scale systems, efficient algorithms are essential for obtaining optimal or near-optimal
solutions of Optimization Problem 3.1. The lower bound will be useful in evaluating the quality of
the solutions for large-scale systems.
5. An algorithm
It is known that the probability distribution ( )nmG on the state space ( )nmΩ , i.e., (3.17), is
independent of the sequence Σ ; it only depends on the probability distributions of demands by type
m customers Fm(0), … , Fm(n). Moreover, the number of states in ( )nmΩ is also independent of the
sequence; the sequence only influences the values of the states. Recall that ( )nmΩ is an ordered
set in which the largest value is ( )nmnKm
1+ω .
By comparing expressions (3.20) and (4.2), Proposition 4.1 directly indicates the following
result.
20
Proposition 5.1 For a given n, ( )( ),mc n n LΣ − is convex with respect to ( )nmnKm
1+ω .
This proposition shows that for any given period the cost function (3.20) of any model is
convex with respect to the largest value in its corresponding state space. Based on this property, we
propose an algorithm in accordance with the following principle. It is executed from n = 1 to n = L
+ N, and from n = 1 to n = L it makes preliminary calculations. A sequence Σ is then generated by
executing the algorithm through n = L + 1 to n = L + N. Each time, for a given n ( 1L n L N+ ≤ ≤ + ),
it finds a model that leads to the greatest reduction in system cost when one more finished-product
of the model is added to the corresponding warehouse. It therefore reflects that an initial-unit of the
model is fed into the assembly line at time tn – L, and the model is set to ( )n Lσ − in the sequence
Σ . Note that a reduction here can either be a positive reduction or a negative reduction, but that a
negative reduction means an increase in cost. Therefore, when one more finished-product in any
model is added then the cost increases, the manner selects a model that leads to the smallest cost
increase.
Algorithm:
Step 1. Initialization of parameters. Set the number of models M, the number of semi-products on
the conveyor at the beginning of the current day L and 0Σ , the initial inventory levels in
the warehouses I0, the probability distributions of demands of customers Fm(n)’s for all n =
0, … , L + N, and the total number of initial-units to be fed on the current day N, etc.
Step 2. From n = 1 to n = L, determine the state space ( )nmΩ ’s according to (3.15), and the
one-step transition probability matrix ( )nmP ’s according to (3.16). Then, calculate the
probability distributions on the state spaces ( )nmG ’s according to (3.17).
Step 3. From n = L + 1 to n = L + N, determine the state space ( )nmΩ ’s according to (3.15), the
one-step transition probability matrix ( )nmP ’s according to (3.16), and calculate the
probability distributions on the state spaces ( )nmG ’s according to (3.17). Sweep over all
models for the system cost by referring to (3.20) and select the model that leads to the
greatest reduction in the current system cost ( )( ),C n n LΣ − of (3.21) by adding one more
finished-product of the model to the corresponding warehouse. Set this model to ( )n Lσ −
to form the (n – L)th element in the sequence Σ . In summary, the (n – L)th element
( )n Lσ − in the sequence Σ is determined in accordance with the greatest reduction in
system cost from ( )( ),C n n LΣ − to ( )( )1, 1C n n L+ Σ − + of (3.21).

21
It can be easily verified that the calculation for obtaining a solution causes a polynomial
complexity with respect to N.
We can use the lower bound *U to evaluate the quality of the solutions generated by the
algorithm. Formally, for a given sequence Σ , let
( ) ( )*
*
U
U−=
ΣΣ∆
C . (5.1)
Denote by *Σ the optimal sequence. Then, we can define a relative error for a given sequence Σ
as follows
( ) ( ) ( )( )*
*
Σ
ΣΣΣ
C
CC −=δ . (5.2)
The following result is obvious.
Proposition 5.2 For a given Σ , ( )Σ∆ is an upper bound of ( )Σδ , i.e., ( ) ( )Σ∆Σ ≤δ .
It is clear that if ( ) 0=Σ∆ , then Σ is optimal.
Example 5.1. Consider a large-scale system with randomly produced parameters. The number of
models M = 10; the number of initial-units N = 100; the number of semi-products on the conveyor
at the beginning of the current day L = 19 and =0Σ 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 10, 9, 8, 7, 6, 5, 4,
3, 2 ; for all periods n = 0, … , 119, the demand distributions F1(n) = (0.948, 0.030, 0.010, 0.010,
0.002), F2(n) = (0.965, 0.025, 0.010), F3(n) = (0.945, 0.035, 0.010, 0.010), F4(n) = (0.955, 0.025,
0.020), F5(n) = (0.895, 0.105), F6(n) = (0.949, 0.045, 0.005, 0.001), F7(n) = (0.915, 0.065, 0.020),
F8(n) = (0.935, 0.045, 0.010, 0.010), F9(n) = (0.898, 0.075, 0.020, 0.005, 0.002), F10(n) = (0.920,
0.060, 0.020); the initial inventories I0 =(5, –1, 1, –2, 2, –4, 1, 0, 5, 1); for all periods, the holding
cost per inventory H(n) = (h1(n), … , h10(n)) = (2.1, 2.3, 2.5, 1.9, 2.2, 3.2, 4.1, 3.4, 2.8, 3.3); and for
all periods, the penalty cost per backorder Q(n) = (q1(n), … , q10(n)) = (5.5, 6.1, 5.3, 5.6, 6.2, 4.8, 3.9,
4.6, 5.4, 4.4).
Solution. The algorithm generates the solution =Σ 6, 6, 4, 6, 4, 2, 6, 8, 4, 3, 5, 10, 8, 4, 7, 2, 6, 3,
5, 10, 8, 7, 4, 9, 5, 3, 1, 10, 9, 2, 6, 8, 7, 5, 4, 9, 3, 10, 1, 8, 7, 5, 9, 4, 6, 3, 10, 1, 2, 9, 7, 8, 5, 9, 1, 10,
3, 4, 5, 7, 8, 6, 9, 2, 1, 10, 3, 5, 7, 9, 8, 4, 1, 10, 9, 5, 3, 6, 7, 8, 9, 2, 4, 5, 10, 1, 3, 7, 9, 8, 6, 5, 10, 1,
9, 4, 7, 3, 8, 2 . The system cost of the solution ( )=ΣC 8886.672. For the example, we also
calculate the lower bound *U , and further find that the upper bound of the relative error ( ) 0=Σ∆ .

22
Therefore, the algorithm generates an optimal sequence.
Example 5.2. Consider another large-scale system with randomly produced parameters. The
number of models M = 10; the number of initial-units N = 100; the number of semi-products on the
conveyor at the beginning of the current day L = 29 and =0Σ 1, 9, 10, 4, 7, 6, 2, 3, 5, 10, 3, 9, 2,
7, 5, 5, 6, 8, 3, 2, 1, 5, 7, 2, 8, 9, 10, 4, 6 ; for all periods n = 0, … , 129, the demand distributions
F1(n) = (0.955, 0.025, 0.020), F2(n) = (0.952, 0.025, 0.013, 0.010), F3(n) = (0.940, 0.035, 0.015,
0.010), F4(n) = (0.965, 0.025, 0.010), F5(n) = (0.880, 0.107, 0.013), F6(n) = (0.93, 0.07), F7(n) =
(0.923, 0.065, 0.012), F8(n) = (0.912, 0.045, 0.043), F9(n) = (0.88, 0.10, 0.01, 0.01), F10(n) = (0.942,
0.050, 0.008); the initial inventories I0 =(0, –2, 1, –3, 2, –1, 0, 2, 1, –2); the semi-products on the
conveyor; for all periods, the holding cost per inventory H(n) = (h1(n), … , h10(n)) = (13.3, 14.1, 5.2,
13.9, 4.2, 6.1, 14.4, 23.1, 22.7, 16.3); and for all periods, the penalty cost per backorder Q(n) =
(q1(n), … , q10(n)) = (34.1, 27.8, 22.2, 29.4, 20.5, 34.3, 43.7, 18.6, 15.2, 44.8).
Solution. The algorithm generates the solution =Σ 4, 10, 4, 6, 10, 7, 2, 1, 4, 6, 3, 7, 9, 5, 10, 2, 8,
1, 6, 3, 9, 5, 7, 4, 8, 2, 5, 10, 9, 3, 1, 7, 6, 8, 5, 9, 2, 3, 5, 8, 10, 7, 9, 6, 4, 1, 3, 5, 2, 8, 9, 7, 5, 10, 6, 3,
8, 9, 1, 2, 5, 7, 9, 4, 8, 3, 5, 10, 6, 2, 9, 7, 1, 8, 5, 3, 9, 6, 8, 5, 10, 7, 2, 4, 3, 9, 1, 8, 5, 9, 3, 7, 6, 2, 10,
5, 8, 9, 1, 3 . The system cost of the solution ( )=ΣC 46803.19. For the example, we also calculate
the lower bound *U , and further find that the upper bound of the relative error ( )Σ∆ = 0.00001.
This means that the relative error between the solution generated by the algorithm and the optimal
solution is less than or equal to 0.001%, i.e., ( )≤Σδ 0.001%.
Observation 5.1. As we can easily verify the optimality of any solution by propositions 4.2 and 5.2,
many test examples are executed to evaluate the quality of solutions generated by the algorithm.
The summary of parameters of the tested examples is as follows:
Table 1. Summary of the examples
M 3 ~ 10
N 5 ~ 100
L 2 ~ 20
Fm(n) ( )0mf n : 0.5 ~ 0.99, other ( )m
if n ’s: 0 ~ 0.5
I0 All mI0 ’s: – 5 ~ 5
H(n) All hm(n)’s: 1 ~ 15

23
Q(n) All qm(n)’s: 3 ~ 70
We find that most of the examples reach optimal solutions. For those failed to reach their optimal
solutions, there are no cases in which the relative error exceeds 0.1%. Consequently, the algorithm
can generate high-quality solutions. It is clear that Proposition 5.1 is a key property to support the
algorithm to guarantee these satisfactory results.
6. System cost versus customer demand
The patterns of customer demands are major factors in impacting on system performances such
as the system cost. To characterize the patterns of customer demands, for a period n, we use the
coefficient of variation defined as follows
( ) ( )( )
2
2m
mm
nv n
E D nρ
=
, for m = 1, … , M, (6.1)
where ( )2mE D n is the square of expected demand during period n by type m customers, i.e.,
( ) ( )2
2
1
mKm
m kk
E D n k f n=
= ⋅
∑ ,
and ( )2m nρ is the variance in demand of the same type customers, i.e.,
( ) ( ) ( ) ( ) ( )2
22 2 2
1 1
m mK Km m
m m m k kk k
n E D n E D n k f n k f nρ= =
= − = ⋅ − ⋅
∑ ∑ .
In this section, we investigate the behavior of the system cost at optimal solutions with respect
to the coefficients of variation.
Example 6.1. Consider a system with the following parameters. The number of models M = 3; the
number of initial-units N = 21; the number of semi-products on the conveyor at the beginning of the
current day L = 3 and 3 2, 1,0 =Σ ; the initial inventories I0 =(0, 0, 0); for all periods n = 0, … , 24,
the holding cost per inventory H(n) = (h1(n), h2(n), h3(n)) = (2, 2, 2); and for all periods, the penalty
cost per backorder Q(n) = (q1(n), q2(n), q3(n)) = (2, 2, 2). Suppose that for all periods, F1(n) = F2(n)
= F3(n) = (f0, f1, f2) and E[D1(n)] = E[D2(n)] = E[D3(n)] = 1/3. Consider different coefficients of
variation for all periods.
1) v1(n) = v2(n) = v3(n) = 1.5, then F1(n) = F2(n) = F3(n) = (0.680, 0.306, 0.014);
2) v1(n) = v2(n) = v3(n) = 1.7, then F1(n) = F2(n) = F3(n) = (0.716, 0.234, 0.050);
3) v1(n) = v2(n) = v3(n) = 1.9, then F1(n) = F2(n) = F3(n) = (0.756, 0.154, 0.090); and
4) v1(n) = v2(n) = v3(n) = 2.1, then F1(n) = F2(n) = F3(n) = (0.800, 0.066, 0.134).

24
1.5 1.7 1.9 2.1
Coefficients of variations
Syst
em c
osts
100
150
200
250
300
Figure 3. Relationship between the system cost and the coefficients of variation
Using the algorithm to solve each combination of the above, we obtain the optimal solutions
and the corresponding system costs. Figure 3 shows the computational results. The increase in
system cost has a linear relationship with respect to the coefficients of variation. Intuitively, as the
coefficients of variation increase, such possibilities also increase that the inventories become higher
and the backorders become more.
Example 6.2. Consider a system with the following parameters. The number of models M = 3; the
number of initial-units N = 21; the number of semi-products on the conveyor at the beginning of the
current day L = 3 and 3 2, 1,0 =Σ ; for all periods n = 0, … , 24, the distributions of customer
demands F1(n) = F2(n) = F3(n) = (f0, f1, f2) with E[D1(n)] = E[D2(n)] = E[D3(n)] = 1/3; and for all
periods, the coefficients of variation v1(n) = v2(n) = v3(n) = 1.5 ~ 2.1; the initial inventories I0 =(0, 0,
0). Set the cost terms in accordance with the following.
1) For all periods, the penalty cost per backorder Q(n) = (q1(n), q2(n), q3(n)) = (3, 3, 3); the
holding cost per inventory H(n) = (h1(n), h2(n), h3(n)) = (1, 1, 1) ~ (5, 5, 5);
2) For all periods, the holding cost per inventory H(n) = (h1(n), h2(n), h3(n)) = (3, 3, 3); the
penalty cost per backorder Q(n) = (q1(n), q2(n), q3(n)) = (1, 1, 1) ~ (5, 5, 5).
Using the algorithm to solve each combination of the above, we obtain the optimal solutions
and the corresponding system costs. Figure 4 depicts the computational results of part 1) of the
above, plotted for different coefficients of variation. Given the penalty cost per backorder, the
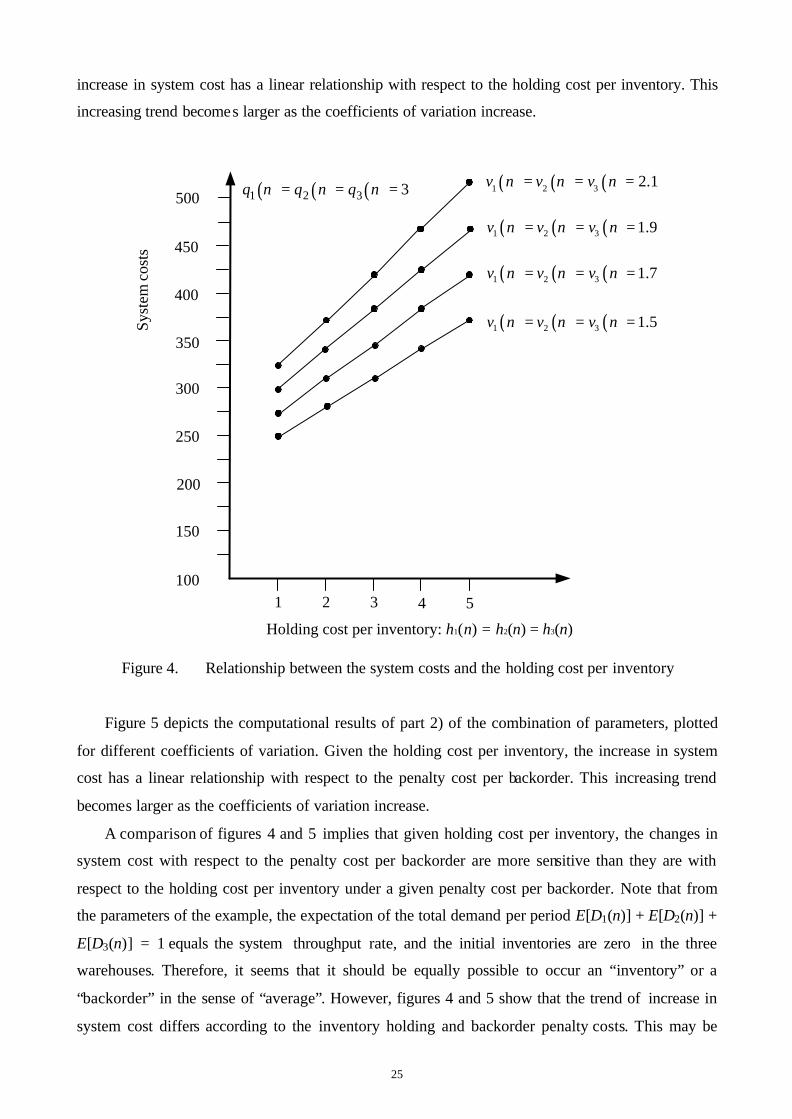
25
increase in system cost has a linear relationship with respect to the holding cost per inventory. This
increasing trend becomes larger as the coefficients of variation increase.
1002 3 4
Holding cost per inventory: h1(n) = h2(n) = h3(n)
Syst
em c
osts
5
( ) ( ) ( )1 2 3 1.5v n v n v n= = =
( ) ( ) ( )1 2 3 1.7v n v n v n= = =
( ) ( ) ( )1 2 3 1.9v n v n v n= = =
( ) ( ) ( )1 2 3 2.1v n v n v n= = =( ) ( ) ( )1 2 3 3q n q n q n= = =
150
250
200
300
400
350
450
500
1
Figure 4. Relationship between the system costs and the holding cost per inventory
Figure 5 depicts the computational results of part 2) of the combination of parameters, plotted
for different coefficients of variation. Given the holding cost per inventory, the increase in system
cost has a linear relationship with respect to the penalty cost per backorder. This increasing trend
becomes larger as the coefficients of variation increase.
A comparison of figures 4 and 5 implies that given holding cost per inventory, the changes in
system cost with respect to the penalty cost per backorder are more sensitive than they are with
respect to the holding cost per inventory under a given penalty cost per backorder. Note that from
the parameters of the example, the expectation of the total demand per period E[D1(n)] + E[D2(n)] +
E[D3(n)] = 1 equals the system throughput rate, and the initial inventories are zero in the three
warehouses. Therefore, it seems that it should be equally possible to occur an “inventory” or a
“backorder” in the sense of “average”. However, figures 4 and 5 show that the trend of increase in
system cost differs according to the inventory holding and backorder penalty costs. This may be

26
caused by the stochastic demand pattern.
1 2 3 4
Penalty cost per backorder: q1(n) = q2(n) = q3(n)
Syst
em c
osts
5
( ) ( ) ( )1 2 3 1.5v n v n v n= = =
( ) ( ) ( )1 2 3 1.7v n v n v n= = =
( ) ( ) ( )1 2 3 1.9v n v n v n= = =
( ) ( ) ( )1 2 3 2.1v n v n v n= = =( ) ( ) ( )1 2 3 3h n h n h n= = =
100
150
300
250
200
350
400
450
500
550
600
Figure 3. Relationship between the system costs and the penalty cost per backorder
In summary, managers should aim to reduce the coefficients of variation, and should pay more
attention to backorders than to inventories. Note that the results in figures 4 and 5 come from cases
in which the holding cost per inventory and the penalty cost per backorder are about equal level. In
a practical situation, it is usually the case that the penalty cost per backorder is much larger than the
holding cost per inventory. Therefore, as long as the penalty cost per backorder is not significantly
less than the holding cost per inventory, one must always manage to efficiently control backorders.
Approaches such as raising the accuracy of the demand forecasts and sharing the information on
customer demands can help to efficiently reduce the coefficients of variation. On the other hand, for
given patterns of customer demands, appropriately setting the cycle time length for feeding
initial-units into the assembly line (or, equivalently, the system throughput rate) is important to

27
balance the trade-off between inventories and backorders.
7. Conclusion
The sequence-to-customer goal is an important issue in mixed model assembly lines with a
produce-to-stock strategy. The optimization problem formulated in this paper possesses particular
properties that dedicate to develop the efficient algorithm and the tool for easily verifying the
optimality of the obtained solutions. The results show that at a polynomial computational
complexity, the algorithm can obtain optimal solutions or near-optimal solutions with almost
ignorable relative errors to optimal solutions. Furthermore, for systems with stochastic customer
demands, the efficient control of the variation in customer demands and the management of
backorders are found to be important factors.
Acknowledgement: The research is supported by NSF of China under grant 70325004, and by
Commission of European Communities under grant External Aid ASI/B7-301/97/0126-49.
References Aigbedo, H., “Analysis of parts requirements variance for a JIT supply chain,” International
Journal of Production Research, 42, 417-430 (2004).
Bard, J.F., Dar-El, E., and Shtub, A., “An analytic framework for sequencing mixed model
assembly lines,” International Journal of Production Research, 30, 35-48 (1992).
Bautista, J., Companys, R., and Corominas, A., “Heuristics and exact algorithms for solving the
Monden problem,” European Journal of Operational Research, 88, 101-113 (1996).
Bolat, A., and Yano, C.A., “A surrogate objective for utility work in paced assembly lines,”
Production Planning & Control, 3, 406-412 (1992).
Bukchin, J., “A comparative study of performance measures for throughput of a mixed model
assembly line in a JIT environment,” International Journal of Production Research, 36,
2669-2685 (1998).
Buzacott, J.A., and Shanthikumar, J.G., Stochastic Models of Manufacturing Systems, Prentice
Hall, New Jersey, 1993.
Caridi, M, and Sianesi, A., “Multi-agent systems in production planning and control: An application
to the scheduling of mixed-model assembly lines,” International Journal of Production
Economics, 68, 29-42 (2000).
28
Celano, G., Costa, A., Fichera, S., and Perrone, G., “Human factor policy testing in the sequence of
manual mixed model assembly lines,” Computers & Operations Research, 31, 39-59 (2004).
Cheng, L., and Ding, F-Y., “Modifying mixed-model assembly line sequencing methods to consider
weighted variations for just-in-time production systems,” IIE Transactions, 28, 919-927 (1996).
Dar-El, E.M., and Cother, R.F., “Assembly line sequencing for model mix,” International Journal
of Production Research, 13, 463-477 (1975).
Dar-El, E., and Cucuy, S., “Optimal mixed-model sequencing for balanced assembly lines,” Omega,
5, 333-342 (1977).
Ding, F-Y., and Cheng, L., “A simple sequencing algorithm for mixed-model assembly lines in
just- in-time production systems,” Operations Research Letters, 13, 27-36 (1993).
Drexl, A., and Kimms, A., “Sequencing JIT mixed-model assembly lines under station-load and
part-usage constraints,” Management Science, 47, 480-491 (2001).
Duplaga, E.A., and Bragg, D.J., “Mixed-model assembly line sequencing heuristics for smoothing
component parts usage: a comparative analysis,” International Journal of Production Research,
36, 2209-2224 (1998).
Gagnon, R., and Ghosh, S., “Assembly line research: historical roots, research life cycles and future
directions,” Omega, 19(5), 381-399 (1991).
Goladschmidt, O., Bard, J.F., and Takvorian, A., “Complexity results for mixed-model assembly
lines with approximation algorithms for the single station case,” The International Journal of
Flexible Manufacturing Systems, 9, 251-272 (1997).
Ibaraki, T., and Kotah, N., Resource Allocation Problems, The MIT Press, Massachusetts, 1988.
Inman, R.R., and Schmeling, D.M., “Algorithm for agile assembling-to-order in the automotive
industry,” International Journal of Production Research, 41, 3831-3848 (2003).
Jin, M, and Wu, S.D., “A new heuristic method for mixed model assembly line balancing problem,”
Computers & Industrial Engineering, 44, 159-169 (2002).
Johnson, D.J., “A spreadsheet method for calculating work completion time probability
distributions of paced or linked assembly lines,” International Journal of Production Research,
40, 1131-1153 (2002).
Kim, Y.K., Hyun, C.J., and Kim, Y., “Sequencing in mixed model assembly lines: a genetic
algorithm approach,” Computers & Operations Research, 23, 1131-1145 (1996).
Korkmazel, T., and Meral, S., “Bicritia sequencing methods for the mixed-model assembly line in
just- in-time production systems,” European Journal of Operational Research, 131, 188-207
(2001).
Kubiak, W., “Minimizing variation of production rates in just- in-time systems: A survey, ” European
Journal of Operational Research, 66, 259-271 (1993).

29
Kurashige, K., Yanagawa, Y, Miyazaki, S., and Kameyama, Y., “Time-based goal chasing method
for mixed-model assembly line problem with multiple work stations,” Production Planning &
Control, 13, 735-745 (2002).
Leu, Y.Y., Huang, P.Y., and Russell, R.S., “Using beam search techniques for sequencing
mixed-model assembly lines,” Annals of Operations Research, 70, 379-397 (1997).
Lovgren, R.H., and Racer, M.J., “Algorithms for mixed-model sequencing with due date
restrictions,” European Journal of Operational Research, 120, 408-422 (2000).
Macaskill, J.L.C., “Computer simulation for mixed-model production lines,” Management Science,
20, 341-348 (1973).
Matanachai, S., and Yano, C.A., “Balancing mixed-model assembly lines to reduce work overload,”
IIE Transactions, 33, 29-42 (2001).
McMullen, P. R., and Frazier, G.V., “A simulated annealing approach to mixed-model sequencing
with multiple objectives on a just- in-time line,” IIE Transactions, 32, 679-686 (2000).
Merengo, C., Nava, F., and Pozzetti, A., “Balancing and sequencing manual mixed-model assembly
lines,” International Journal of Production Research, 37, 2835-2860 (1999).
Miltenburg, J., “Level schedules for mixed-model assembly lines in just- in-time production
systems,” Management Science, 35, 192-207 (1989).
Miltenburg, J., and Sinnamon, G., “Scheduling mixed-model multi- level just- in-time production
systems,” International Journal of Production Research, 27, 1487-1509 (1989).
Mitsumori, S., “Optimum schedule control of conveyer line,” IEEE Transactions on Automatic
Control, 14, 633-639 (1969).
Monden Y. , Toyota Production System, Institute of Industrial Engineers, Norcross, GA, 1983 first
edition, 1993 second edition.
Okamura, K., and Yamashina, H., “A heuristic algorithm for the assembly line model-mix
sequencing problem to minimize the risk of stopping the conveyor,” International Journal of
Production Research, 17, 233-247 (1979).
Ponnambalama, S.G., Aravindanb, P., and Raoc, M.S., “Genetic algorithms for sequencing problems
in mixed model assembly lines,” Computers &Industrial Engineering, 45, 669–690 (2003).
Rachamadugu, R.M.V., and Yano, C.A., “Analytical tools for assembly line design and
sequencing,” IIE Transactions, 26, 2-11 (1994).
Sarker, B.R., and Pan, H., “Design configuration for a closed-station, mixed-model assembly line: a
filing cabinet manufacturing system,” International Journal of Production Research, 39,
2251-2270 (2001).
Scholl, A., Balancing and Sequencing of Assembly Lines, Physica-Verlag, New York, 1999.

30
Steiner, G., and Yeomans, S., “Level schedules for mixed-model, just-in-time processes,”
Management Science, 39, 728-735 (1993).
Sumichrast, R.T., and Clayton, E.R., “Evaluating sequences for paced, mixed-model assembly lines
with JIT component fabrication,” International Journal of Production Research, 34, 3125-3143
(1996).
Sumichrast, R.T., Oxenrider, K.A., and Clayton, E.R., “An evolutionary algorithm for sequencing
production on a paced assembly line,” Decision Sciences, 31, 149-172 (2000).
Thomopoulos, N.T., “Line balancing-sequencing for mixed-model assembly,” Management Science,
14, 59-75 (1967).
Tsai, L., “Mixed-model sequencing to minimize utility work and the risk of conveyor stoppage,”
Management Science, 41, 485-495 (1995).
Ventura, J.A., and Radhakrishnan, S., “Sequencing mixed model assembly lines for a just- in-time
production system,” Production Planning & Control, 13, 199-210 (2002).
Yano, C.A., and Bolat, A., “Survey, development and application of algorithms for sequencing
paced assembly lines,” Journal of Manufacturing and Operations Management, 2(3), 172-198
(1989).
Yano, C.A., and Rachamadugu, R., “Sequencing to minimize work overload in assembly lines with
product options,” Management Science, 37, 572-586 (1991).
Zeramdini, W., Aigbedo, H., and Monden, Y., “Bicriteria sequencing for just- in-time mixed-model
assembly lines,” International Journal of Production Research, 38, 3451-3470 (2000).
Zhang, Y., Luh, P., Yoneda, K., Kano, T., and Yoya, Y., “Mixed-model assembly line scheduling
using the Lagrangian relaxation technique,” IIE Transactions, 32, 125-134, (2000).
Zhao, X., and Ohno, K., “Properties of sequencing mixed models on an assembly line with
conveyor stoppages,” European Journal of Operational Research, 124, 560-570 (2000).
Zhao, X., and Zhou, Z., “Algorithms for Toyota’s goal of sequencing mixed models on an assembly
line with multiple workstations,” Journal of the Operational Research Society, 50, 704-710
(1999).
Zhu, J., and Ding, F-Y., “Atransformed two-stage method for reducing the part-usage variation and
a comparison of the product-level and part-level solutions in sequencing mixed-model
assembly lines,” European Journal of Operational Research, 127, 203-216 (2000).
Zipkin, P.H., Foundations of Inventory Management, McGraw-Hill, New York, 2000.




















