
Ruiz_AS.pdf - Repositorio Académico UPC
184
Modelo de mejora para incrementar la productividad y reducir la entrega de mochilas fuera de tiempo en una PYME textil, utilizando distribución de planta y 5s Item Type info:eu-repo/semantics/bachelorThesis Authors Ruiz Augusto, Silvana Beatriz; Simón Acosta, Allison Yorely Publisher Universidad Peruana de Ciencias Aplicadas (UPC) Rights info:eu-repo/semantics/openAccess; Attribution- NonCommercial-ShareAlike 4.0 International Download date 21/07/2022 20:04:10 Item License http://creativecommons.org/licenses/by-nc-sa/4.0/ Link to Item http://hdl.handle.net/10757/653462
-
Upload
khangminh22 -
Category
Documents
-
view
4 -
download
0
Transcript of Ruiz_AS.pdf - Repositorio Académico UPC

Modelo de mejora para incrementar la productividady reducir la entrega de mochilas fuera de tiempo en
una PYME textil, utilizando distribución de planta y 5s
Item Type info:eu-repo/semantics/bachelorThesis
Authors Ruiz Augusto, Silvana Beatriz; Simón Acosta, Allison Yorely
Publisher Universidad Peruana de Ciencias Aplicadas (UPC)
Rights info:eu-repo/semantics/openAccess; Attribution-NonCommercial-ShareAlike 4.0 International
Download date 21/07/2022 20:04:10
Item License http://creativecommons.org/licenses/by-nc-sa/4.0/
Link to Item http://hdl.handle.net/10757/653462

1
UNIVERSIDAD PERUANA DE CIENCIAS APLICADAS
FACULTAD DE INGENIERÍA
PROGRAMA ACADÉMICO DE INGENIERÍA INDUSTRIAL
“Modelo de mejora para incrementar la productividad y reducir la entrega de
mochilas fuera de tiempo en una PYME textil, utilizando distribución de
planta y 5s”
TRABAJO DE SUFICIENCIA PROFESIONAL
Para optar el título profesional de Ingeniero Industrial
AUTORES
Ruiz Augusto, Silvana Beatriz (0000-0003-2041-7594)
Simón Acosta, Allison Yorely (0000-0001-6958-7151)
ASESOR
Sotelo Raffo, Juan Luis Fernando (0000-0001-5452-369X)
Lima, 25 de agosto del 2020

2
DEDICATORIA
Dedicamos este trabajo de suficiencia profesional a nuestras familias, en especial a
nuestros padres y tías por apoyarnos en todo el proceso y darnos soporte para la
realización de nuestra tesis.

3
RESUMEN
En el Perú, el sector Textil y Confecciones genera entre 350 y 400 mil empleos directos,
representa el 1.9% del PBI y poco más del 10% del de la manufactura. Las PYMES se
caracterizan por ser formadas mediante negocios familiares, bajos niveles de inversión en
nuevas tecnologías y recursos financieros limitados. Esta realidad ha hecho que las PYMES
tengan un retraso en comparación a las grandes empresas en la implementación del Lean
Manufacturing. Empresas manufactureras del sector textil que presentan problemas con
baja productividad, uso en exceso del espacio físico, movimientos innecesarios y
transporte, utilizan las herramientas del Lean Manufacturing y distribución de planta para
la solución de esos problemas. Muchos de los problemas encontrados en las empresas están
relacionadas con la desorganización de los procesos, el flujo de materiales y el layout. Por
ello, las empresas se han visto en la necesidad de aplicar diversas herramientas estratégicas
que les ayuden a incrementar la eficiencia de sus procesos y ser más competitivas dentro
de su mercado. Entre las herramientas estratégicas se encuentra el Lean Manufacturing.
Diversos autores concluyen que las distribuciones de planta que tienen las pymes no son
las correctas para el incremento de productividad, sin embargo, los modelos de mejora que
presentan carecen de información sobre cómo se debe crear paso a paso un nuevo layout
de la empresa. Debido a ello, este proyecto detalla los pasos que las empresas pymes
pueden seguir en búsqueda de un modelo de distribución de planta bajo la herramienta SLP.
Palabras claves: lean manufacturing; 5S; distribución de planta; PYME; SLP

4
Improvement model to increase productivity and reduce the delivery of backpacks
out of time in a SME textile, using plant distribution and 5s
ABSTRACT
In Peru, the Textile sector generates between 350 and 400 thousand direct jobs,
representing 1.9% of Gross domestic product (GDP) and just over 10% of manufacturing.
SMEs are characterized by being formed by family businesses, low levels of investment in
new technologies and limited financial resources. This context has made SMEs are delayed
compared to large companies in implementing Lean Manufacturing. Manufacturing textile
companies that have problems with low productivity, excessive use of physical space,
unnecessary movement and transport, use the tools of Lean Manufacturing and distribution
plant for solving these problems. Many of the problems found in companies are related to
the disorganization of processes, material flow and layout. Therefore, companies have seen
the need to apply different strategic tools to help them increase the efficiency of their
processes and become more competitive in their market. Among the strategic tools is the
Lean Manufacturing. Several authors conclude that the plant distributions that SMEs have
are not correct for increased productivity, however, the improvement models presenting
lack information on how to create step by step a new layout of the company. Because of
this, this project details the steps that SMEs can follow in search for a plant distribution
model under the SLP tool.
Keywords: Lean manufacturing; 5S; distribution plant; SMEs; SLP

5
TABLA DE CONTENIDOS
INTRODUCCIÓN ........................................................................................................................ 11
1. CAPÍTULO 1 ........................................................................................................................ 12
Revisión de la literatura / Marco teórico / Normativa .............................................................. 12
1.1. Revisión de la literatura ............................................................................................... 13
1.2. Marco teórico ................................................................................................................ 15
1.2.1. Conceptos Generales ............................................................................................ 15
1.2.1.1. Distribución de planta .......................................................................................... 15
1.2.1.2. Productividad ....................................................................................................... 16
1.2.1.3. Eficiencia y Eficacia ............................................................................................. 16
1.2.1.4. Cuello de botella ................................................................................................... 16
1.2.1.5. Toma de tiempos ................................................................................................... 17
1.2.1.6. Sistemas de producción ........................................................................................ 17
1.2.1.7. Gestión por procesos ............................................................................................ 18
1.2.1.7.1. Herramientas de la gestión por procesos............................................................ 19
1.2.1.8. Value Stream Mapping ........................................................................................ 21
1.2.1.9. Mejora continua ................................................................................................... 21
1.2.2. Análisis de los estudios ......................................................................................... 22
1.2.2.1. Casos de éxito ........................................................................................................ 22
1.2.2.1.1. Caso de éxito 1 ...................................................................................................... 22
1.2.2.1.2. Caso de éxito 2 ...................................................................................................... 23
1.2.2.1.3. Caso de éxito 3 ...................................................................................................... 24
1.2.2.1.4. Caso de éxito 4 ...................................................................................................... 26
1.2.2.1.5. Caso de éxito 5 ...................................................................................................... 27
1.3. Normativa ..................................................................................................................... 29
2. CAPÍTULO 2 ........................................................................................................................ 30
2.1. Marco contextual: Entorno/ Sector ................................................................................. 31
2.1.1. Pymes en Perú y competitividad entre empresas .............................................. 33
2.1.2. Lean Manufacturing en Pymes ........................................................................... 34
2.1.3. Lean Manufacturing en Pymes Textiles ............................................................. 35
2.2. Descripción de la empresa ........................................................................................... 36
2.2.1. Gestión por procesos de la empresa .................................................................... 41
2.2.1.1. Cadena de valor .................................................................................................... 41
2.2.1.2. Mapa de procesos ................................................................................................. 42
2.3. Presentación del problema .......................................................................................... 43
2.3.1. Diagnóstico del problema .................................................................................... 43

6
2.3.1.1. Línea de producción ............................................................................................. 44
2.3.1.2. Familia de productos ............................................................................................ 44
2.3.1.3. Flujograma del proceso productivo de mochilas ............................................... 48
2.3.1.4. Descripción del proceso productivo .................................................................... 48
2.3.1.5. Estaciones de trabajo y maquinaria ................................................................... 49
2.3.1.6. Tiempo de entrega de mochilas ........................................................................... 50
2.3.1.7. Impacto económico ............................................................................................... 51
2.3.1.8. Value Stream Mapping ........................................................................................ 60
2.4. Identificación causa-raíz del problema ...................................................................... 71
2.4.1. Análisis del Value Stream Mapping ................................................................... 71
2.4.2. Conclusión del diagnóstico del problema ........................................................... 74
2.4.3. Diagrama Causa-efecto (Ishikawa) ..................................................................... 75
2.4.4. Árbol de problemas .............................................................................................. 77
2.5. Hipótesis de la tesis ....................................................................................................... 78
3. CAPÍTULO 3 ........................................................................................................................ 79
3.1. Diseño ................................................................................................................................. 80
3.2. Uso de las herramientas .................................................................................................... 80
3.2.1. Distribución de planta ................................................................................................ 80
3.2.2. Implementación de las 5S .......................................................................................... 86
3.3. Plan de implementación .................................................................................................. 115
3.4. Costeo del proyecto ......................................................................................................... 117
3.5. Plan de riesgos ................................................................................................................. 119
4. CAPÍTULO 4 ...................................................................................................................... 120
4.1. Validación de la bibliografía .......................................................................................... 121
4.2. Validación de entregables ............................................................................................... 124
4.3 Validación de resultados .................................................................................................. 124
4.3.1. Plan de implementación de la validación ............................................................... 125
4.3.2. Desarrollo de la validación ...................................................................................... 126
4.3.2.1. Descripción del sistema: ........................................................................................ 128
4.3.2.2. Validación del escenario actual ............................................................................ 128
4.3.2.3. Validación del escenario con la mejora ............................................................... 135
4.3.2.4. Resultados .............................................................................................................. 142
4.3.3. Validación económica .............................................................................................. 147
CONCLUSIONES ...................................................................................................................... 149
RECOMENDACIONES ............................................................................................................ 161
5. REFERENCIAS ................................................................................................................. 162
6. ANEXOS ............................................................................................................................. 168

7
ÍNDICE DE TABLAS
Tabla 1. Producción de productos textiles .......................................................................... 32
Tabla 2. Perú: empresas, según segmento empresarial, 2015-16 ......................................... 34
Tabla 3. Descripción de empresas entrevistadas ................................................................. 35
Tabla 4. Matriz de herramienta Lean para empresas entrevistadas ................................... 36
Tabla 5. Datos del caso de estudio....................................................................................... 37
Tabla 6. Productos de la empresa Corporación Madrid ..................................................... 40
Tabla 7. Demanda de mochilas durante el año 2018 ........................................................... 47
Tabla 8. Cuadro de penalidades según cliente .................................................................... 53
Tabla 9. Penalizaciones durante los años 2015, 2016 y 2017 ................................................ 54
Tabla 10. Ingresos y penalizaciones durante los años 2015-2017 ......................................... 55
Tabla 11. Ingresos y pérdidas por turnos extras durante los años 2015-2017 ...................... 56
Tabla 12. Ingreso esperado de mochilas vs pérdidas totales ................................................ 57
Tabla 13. Ingreso esperado vs ingreso real ......................................................................... 58
Tabla 14. Costo por operario .............................................................................................. 59
Tabla 15. Gasto aproximado por operarios vs pérdidas totales........................................... 60
Tabla 16. Demanda en temporada alta ............................................................................... 61
Tabla 17. Demanda mensual y anual promedio en temporada alta ..................................... 62
Tabla 18. Tiempo disponible en temporada alta ................................................................. 63
Tabla 19. Toma de tiempos en el proceso productivo de mochilas ...................................... 65
Tabla 20. Subproceso preparar tela para cortar ................................................................. 66
Tabla 21. Subproceso cortar tela ........................................................................................ 66
Tabla 22. Subproceso bordar .............................................................................................. 67
Tabla 23. Subproceso coser piezas menores ........................................................................ 67
Tabla 24. Subproceso ensamblar piezas .............................................................................. 67
Tabla 25. Subproceso control de calidad ............................................................................ 68
Tabla 26. Subproceso embolsar mochilas ........................................................................... 68
Tabla 27. Análisis AVA de la producción de mochilas ........................................................ 71
Tabla 28. Lista de departamentos y su espacio requerido ................................................... 82
Tabla 29. Comparativo de distancias y tiempos de transporte antes y después de la nueva
distribución de planta ......................................................................................................... 84
Tabla 30. Tiempo de ciclo de producción de mochilas antes y después de la nueva
distribución de planta ......................................................................................................... 84
Tabla 31. Metodología 5S ................................................................................................... 86
Tabla 32. Estado actual del área de confección ................................................................... 88
Tabla 33. Diagrama de implementación de las 5S ............................................................... 91
Tabla 34. Elementos seleccionados ..................................................................................... 93
Tabla 35. Disposición final de los elementos clasificados ..................................................... 97
Tabla 36. Como ubicar objetos según frecuencia de uso ..................................................... 98
Tabla 37. Programación de turnos para la limpieza ......................................................... 102
Tabla 38. Programación para el control de las 3 primeras “S” ......................................... 105
Tabla 39. Formato de auditoria para las 5S ...................................................................... 112
Tabla 40. Formato de mejoras futuras.............................................................................. 112
Tabla 41. Análisis AVA de la producción de mochilas luego de la implementación de las 5S
......................................................................................................................................... 113
Tabla 42. Tiempo de ciclo de producción de mochilas antes y después de las 5S ............... 114
Tabla 43. Costeo del proyecto ........................................................................................... 117

8
Tabla 44. Plan de riesgos .................................................................................................. 119
Tabla 45. Cuadro validador de la bibliografía .................................................................. 121
Tabla 46. Cuadro validador de los entregables ................................................................. 124
Tabla 47. Datos del escenario actual ................................................................................. 129
Tabla 48. Datos del escenario luego de la mejora .............................................................. 136
Tabla 49. Cuadro de resultado final ................................................................................. 142
Tabla 50. Datos para calcular la productividad ................................................................ 143
Tabla 51. Comparación de productividad......................................................................... 143
Tabla 52. Comparación de ingresos .................................................................................. 147
Tabla 53. Costos de implementación ................................................................................. 147
Tabla 54. Ingreso mensual por turnos extras y penalidades (tomando como base los
resultados del año 2017) ................................................................................................... 148

9
ÍNDICE DE FIGURAS
Ilustración 1. 5S y su importancia ...................................................................................... 15
Ilustración 2. Modelo de cuello de botella ........................................................................... 17
Ilustración 3. Modelo de un proceso productivo ................................................................. 17
Ilustración 4. Sistema Gestión por procesos ........................................................................ 19
Ilustración 5. Esquema de Mapa de Procesos ..................................................................... 20
Ilustración 6. Simbología en los diagramas de flujo ............................................................ 20
Ilustración 7. Elementos Básicos de Notación BPMN ......................................................... 21
Ilustración 8. Exportación FOB, según sector económico ................................................... 31
Ilustración 9. Principales actividades del sector manufacturero en el Perú durante el año
2014 .................................................................................................................................... 32
Ilustración 10. Flujo de la cadena productiva del sector textil ............................................ 33
Ilustración 11. Ubicación de la empresa ............................................................................. 37
Ilustración 12 Organigrama de Corporación Madrid. ........................................................ 39
Ilustración 13. Cadena de valor de Corporación Madrid .................................................... 41
Ilustración 14. Mapa de procesos Corporación Madrid ...................................................... 42
Ilustración 15. Porcentaje de demanda de las líneas de producto de la empresa ................. 44
Ilustración 16. Ingreso por producto sintético - Año 2015................................................... 45
Ilustración 17. Ingreso por producto sintético - Año 2016................................................... 45
Ilustración 18. Ingreso por producto sintético - Año 2017................................................... 46
Ilustración 19. Flujograma del proceso productivo de mochilas ......................................... 48
Ilustración 20. Distribución de maquinaria en el área de confección .................................. 50
Ilustración 21. Entrega de mochilas a tiempo vs fuera de tiempo en el año 2017 ................ 51
Ilustración 22. Cálculo de penalidad ................................................................................... 52
Ilustración 23. Comparación de pedidos de mochilas entre las penalidades incurridas
durante los años 2015-2017 ................................................................................................. 54
Ilustración 24. Penalizaciones durante los años 2015-2017 ................................................. 55
Ilustración 25. Ingresos vs Penalizaciones........................................................................... 56
Ilustración 26. Ingresos vs Pérdidas por turnos extras ....................................................... 57
Ilustración 27. Comparativo entre el ingreso esperado de mochilas y las pérdidas por
penalidades y turnos extra .................................................................................................. 58
Ilustración 28. Ingreso esperado vs Ingreso real ................................................................. 59
Ilustración 29. Gasto aproximado de operarios vs Pérdidas ............................................... 60
Ilustración 30. Ecuación para hallar el tamaño de muestras ............................................... 64
Ilustración 31. VSM actual en temporada alta .................................................................... 70
Ilustración 32. Porcentaje del tiempo de ciclo de producción en cada subproceso .............. 72
Ilustración 33. Porcentaje de actividades con y sin valor agregado ..................................... 73
Ilustración 34. Porcentaje del tiempo de actividades con y sin valor agregado ....................... 73
Ilustración 35. Porcentajes de actividades con y sin valor agregado en cada proceso .......... 74
Ilustración 36. Diagrama Causa-efecto ............................................................................... 75
Ilustración 37. Árbol de problemas de la empresa Corporación Madrid ............................ 77
Ilustración 38. Diseño de la propuesta ................................................................................ 80
Ilustración 39. Layout Actual ............................................................................................. 81
Ilustración 40. Diagrama relacional de actividades ............................................................. 82
Ilustración 41. Diagrama relacional de espacios ................................................................. 83
Ilustración 42. Nueva distribución de planta para el segundo nivel .................................... 83
Ilustración 43. Distribución de planta actual vs la nueva propuesta ................................... 85

10
Ilustración 44. Niveles de los equipos de trabajo ................................................................. 89
Ilustración 45. Formato de capacitación ............................................................................. 90
Ilustración 46. Esquema de implementación: Clasificar ..................................................... 92
Ilustración 47. Tarjeta roja ................................................................................................ 94
Ilustración 48. Ubicación de las tarjetas rojas .................................................................... 95
Ilustración 49. Criterios de evaluación de clasificación de objetos innecesarios .................. 96
Ilustración 50. Esquema de implementación: Ordenar ....................................................... 98
Ilustración 51. Layout de objetos según frecuencia de uso .................................................. 99
Ilustración 52. Organización de los conos hilos ................................................................. 100
Ilustración 53. Organización de los conos hilos luego de ordenarlos ................................. 100
Ilustración 54. Organización del estante de productos terminados ................................... 101
Ilustración 55. Esquema de implementación: Limpiar ..................................................... 101
Ilustración 56. Checklist de cumplimiento de actividades de limpieza .............................. 103
Ilustración 57. Esquema de implementación: Estandarizar .............................................. 104
Ilustración 58. Reconocimiento al operario ...................................................................... 106
Ilustración 59. Procedimiento para clasificar elementos en el área de confección ............. 107
Ilustración 60. Procedimiento para ordenar elementos en el área de confección ............... 109
Ilustración 61. Procedimiento de limpieza en el área de confección .................................. 110
Ilustración 62. Esquema de implementación: Disciplina ................................................... 111
Ilustración 63. Porcentaje del tiempo de actividades con y sin valor agregado luego de la
implementación de las 5S .................................................................................................. 114
Ilustración 64. Plan de implementación de la propuesta ................................................... 115
Ilustración 65. Cronograma de la simulación ................................................................... 125
Ilustración 66. Implementación del Manual de las 5S ....................................................... 126
Ilustración 67. Distribución de preparación de tela .......................................................... 130
Ilustración 68. Distribución de corte ................................................................................. 131
Ilustración 69. Distribución de bordado ........................................................................... 131
Ilustración 70. Distribución de costura ............................................................................. 132
Ilustración 71. Distribución de ensamblado ...................................................................... 133
Ilustración 72. Distribución de acabado ............................................................................ 133
Ilustración 73. Distribución de empaquetado ................................................................... 134
Ilustración 74. Gráfico del sistema actual en Arena Simulation ........................................ 134
Ilustración 75. Distribución de preparación de tela .......................................................... 137
Ilustración 76. Distribución de corte ................................................................................. 137
Ilustración 77. Distribución de bordado ........................................................................... 138
Ilustración 78. Distribución de costura ............................................................................. 139
Ilustración 79. Distribución de ensamblado ...................................................................... 139
Ilustración 80. Distribución de acabado ............................................................................ 140
Ilustración 81. Distribución de empaquetado ................................................................... 141
Ilustración 82. Gráfico del sistema mejorado en Arena Simulation .................................. 141
Ilustración 83. Porcentaje de cumplimiento de la demanda de mochilas ........................... 144
Ilustración 84. Porcentaje de movimientos innecesarios en el proceso productivo de
mochilas ........................................................................................................................... 145
Ilustración 85. Porcentaje de transportes en el proceso productivo de mochilas .............. 146
Ilustración 86. Porcentaje de desperdicios en el proceso productivo de mochilas ............. 146

11
INTRODUCCIÓN
El presente proyecto de investigación tiene como principal objetivo minimizar las pérdidas
económicas en la empresa peruana Corporación Madrid, la cual se dedica al rubro del
merchandising.
Para efectos de la investigación, se hará un estudio del entorno de la empresa, problemas
que la aquejan y soluciones que los minimicen y/o eliminen.
En el capítulo 1 se hablará a cerca del contexto del proyecto, marco teórico para tener
entendimiento de todos los términos que se considerarán y distintos casos de éxito
adquiridos de artículos indexados. Estos casos de éxito tendrán como fin comprobar que el
problema existe en diferentes partes del mundo y que las técnicas a emplear en este
proyecto solucionan ese problema.
El capítulo 2 habla acerca del diagnóstico, la recolección de datos para la obtención del
problema y el impacto económico que generan a la empresa. En esta parte se utilizarán
distintas herramientas de la ingeniería industrial.
El capítulo 3 detalla el modelo que se seguirá para solucionar el problema encontrado en
el capítulo 2, mediante el uso de herramientas del Lean Manufacturing, previamente
empleados por diversos autores en casos de éxito, de esta manera se valida que el uso de
estas herramientas sea la correcta para este caso de estudio.
Finalmente, el capítulo 4 muestra las validaciones que dan firmeza y veracidad a la tesis,
además de corroborar que la propuesta mencionada en el capítulo 3 cuenta con los
resultados esperados.

12
1. CAPÍTULO 1
Revisión de la literatura / Marco teórico / Normativa
En el presente capítulo se estudiará el contexto del proyecto, el marco conceptual necesario
para el entendimiento de todos los términos empleados y distintos casos de éxito que
comprueban la relevancia del problema y que las técnicas a usar lo solucionan.

13
1.1. Revisión de la literatura
El adoptar cualquier método, herramienta o filosofía de mejora de procesos producirá algún
tipo de cambio en las organizaciones, el cual se espera que sea positivo. Asimismo, la
implementación de este debe ir alineada a la estrategia de la empresa y aplicarse a todas las
áreas que la conforman.
Asad, S., et al. (2016), menciona que el SLP (planificación de diseño sistemático) es una
técnica utilizada para el desarrollo de diseño y mejora de flujo de material. Asegura
también, que la distribución de plata es la disposición de las operaciones, máquinas y los
espacios y la correlación que hay entre ellos. El diseño de la planta es a menudo,
directamente relacionada con el control de la producción y calidad del producto, arreglos
de máquinas o almacenes bien organizados y las rutas de transporte adecuado crean una
planta eficiente. Menciona también, el SLP es un enfoque de procedimiento prominente y
ampliamente utilizado en el diseño de plantas de diversas pequeñas y medianas empresas.
Planificar el diseño desde el principio, antes de la construcción de la planta y oficina es la
mejor manera de reducir los costos notablemente. Varias técnicas de planificación de las
instalaciones podrían ser utilizadas para desarrollar un nuevo diseño o mejorar el diseño
actual, como la Planificación de diseño sistemático (SLP), por Parejas cambio método
(PEM), el Gráfico basado en teoría (GBT), sin dimensiones Diagrama de bloques (DBD),
Clasificación de cercanía total (TCR), etc. (Ojaghi, Y., et al., 2015).
La fabricación ajustada se creó inicialmente como una herramienta para reducir los costos
involucrados en las actividades administrativas y de ingeniería. Se define como una
eliminación sistemática de las actividades sin valor agregado y, como su nombre lo indica,
se enfoca en cortar la 'grasa' de actividades de producción (Sabaghi, M. et al., 2015)
Otros autores sostienen que Lean puede definirse como una filosofía de gestión que
"consiste en un ideal a seguir, los principios que deben seguirse en esa búsqueda y los
métodos que se utilizarán para aplicar los principios". (Kjersem, K. et al., 2015)
Según Gisbert (2015) Lean Manufacturing es una filosofía que se apoya en una serie de
técnicas cuya finalidad es la mejora de la productividad de la empresa, soportada por un
conjunto de herramientas que:
✓ Ayudará a eliminar todas las operaciones que no agreguen valor al producto, servicio
y a sus procesos.
✓ Aumentará el valor de cada actividad realizada, reducirá el tiempo de espera.
✓ Reducirá desperdicios y mejorará las operaciones, utilización del potencial humano.
14
La implementación de Lean en un entorno requiere la adaptación de Lean de acuerdo con
las características del proceso, el mercado y la cadena de suministro. Las 'mudas' (término
japonés para residuos) se definen y clasifican en relación con los problemas que dificultan
la fabricación ajustada. (Panwar, A. et al., 2015) Las siete mudas son: existencias
innecesarias (inventario), defectos, movimiento innecesario (movimiento),
sobreproducción, transporte ineficiente, tiempo de espera o inactividad y exceso de
procesamiento.
Los principios más frecuentes asociados al sistema, relacionados con las medidas
operacionales y técnicas a usar: (Sanz, 2017)
• Crear un flujo de proceso continuo que visualice los problemas a la superficie.
• Utilizar sistemas “Pull” para evitar la sobreproducción.
• Nivelar la carga de trabajo para equilibrar las líneas de producción.
• Estandarizar las tareas para poder implementar la mejora continua.
• Utilizar el control visual para la detección de problemas.
• Eliminar inventarios a través de las diferentes técnicas JIT.
• Reducir los ciclos de fabricación y diseño.
• Conseguir la eliminación de defectos.
Muchos autores han demostrado que cuándo se usan apropiadamente las herramientas de
Lean Manufacturing pueden ayudar a eliminar los desechos en los procesos de la industria,
mantener un mejor control de inventario, mejorar la calidad del producto y obtener un
mejor control financiero y operativo en general. (Bevilacqua, 2015). Lean ofrece a las
organizaciones un conjunto de herramientas que se pueden utilizar para eliminar el
desperdicio en los procesos. Los practicantes de Lean, tradicionalmente se han centrado en
lo que se refieren a como los "Siete Tipos de Desperdicios": 1º Sobreproducción, 2º espera,
3º transporte, 4º procesamiento excesivo, 5º inventario/stock, 6º movimiento, 7º defectos
(Pojasek, 2008). Por ejemplo, sobreproducción genera exceso de productos que se pueden
echar a perder o quedar obsoletos, que requieren eliminación. Además de este enfoque
cualitativo, es interesante medir el impacto de usar el concepto "muda" en un programa
para reducir el desperdicio en el sector manufacturero.
Muchas herramientas y técnicas de fabricación ajustada provienen de fabricantes
japoneses, particularmente Toyota. La mayoría de estas técnicas se maduraron en gran
medida y surgieron como un enfoque global, aplicable a muchos sectores manufactureros
(Abdulmalek, 2007).

15
5S pertenece al conjunto de herramientas Lean Manufacturing, y es la primera herramienta
que se debe implantar en la Pyme si se quiere abarcar una implantación total del sistema
de gestión. (Manzano, 2016)
5S se compone de cinco elementos diferentes. Cada uno comienza con la letra "S" en
japonés idioma: Seiri (clasificación), Seiton (organización), Seiso (limpieza), Seiketsu
(estandarización), y Shitsuke (disciplina).
Ilustración 1. 5S y su importancia
Fuente: Jugraj Singh Randhawa, 2017
Los resultados muestran que 5S es una herramienta efectiva para mejorar el desempeño
organizacional, independientemente del tamaño, tipo, servicio o producción de la
organización. En consecuencia, las técnicas 5S apoyarían firmemente los objetivos de una
organización para lograr un mayor rendimiento y una mejora continua. (Gupta, 2015)
1.2. Marco teórico
1.2.1. Conceptos Generales
1.2.1.1. Distribución de planta
La distribución de planta consiste en el orden físico de los elementos industriales y
comerciales, este orden incluye tanto los espacios necesarios para el movimiento del
material, el almacenamiento, los trabajadores indirectos y todas las actividades de
operación y/o servicio. Es una herramienta propia de la ingeniería industrial, en donde
el ingeniero debe poner a trabajar su inventiva, creatividad y técnicas para plasmar en

16
una maqueta o dibujo, lo que se considera la distribución óptima del diseño de un
centro de trabajo (Muther, Richard, 2012)
1.2.1.2. Productividad
Según el autor (Roger G. Schroeder, 2009), la productividad generalmente es
entendida como la relación entre la producción obtenida por un sistema de producción
o servicios y los recursos utilizados para obtenerla. Además, es definida también como
la relación entre los resultados y el tiempo empleado que llevó a obtenerlos: mientras
menos sea el tiempo empleado en obtener los resultados, mayor será la productividad
del sistema.
Roberto García Criollo (2005) menciona que la productividad no es una medida de la
producción ni de la cantidad que se ha fabricado, sino de la eficiencia con que se han
combinado y utilizado los recursos. En ese sentido, la productividad puede ser medida
de las siguientes maneras:
Productividad = Producción / Insumos
Productividad = Resultados Logrados / Recursos empleados
1.2.1.3. Eficiencia y Eficacia
Los conceptos de eficiencia y eficacia son usados para diferentes contextos, no existe
una conceptualización única conocida y aceptada por igual por los diferentes profesionales. Sin
embargo, en líneas generales, se sabe que la eficiencia es la capacidad de disponer de alguien
o de algo para conseguir un efecto determinado, mientras que la eficacia es la capacidad de
lograr el efecto que se desea o espera. (Rojas, M., et al. 2018).
En el ámbito de la ingeniería, estos términos son empleados constantemente para hacer
medición y control del trabajo, y considera que mientras haya más optimización del uso
de los recursos para lograr un producto y/o servicio, más eficiente fue el trabajo, y es
eficaz todo aquello que fue planteado y logrado.
1.2.1.4. Cuello de botella
Un cuello de botella se conceptualiza como cualquier recurso cuya capacidad es inferior
a la demanda colocada sobre él, es una limitación dentro de un sistema que restringe la
demanda atendida. (Gamarra, K., Jiménez, J., 2012). El siguiente gráfico ejemplifica
un cuello de botella en un sistema de producción.

17
Fuente: Gamarra, K., Jiménez, J., (2012)
1.2.1.5. Toma de tiempos
El estudio de tiempos es una técnica utilizada para calcular con mayor precisión
posible, los tiempos y ritmos de trabajo correspondientes a una tarea determinada,
efectuada en condiciones definidas, y a partir de estos datos analizados, calcular el
tiempo requerido para efectuar la tarea según una norma de ejecución preestablecida.
(Moposita, C. 2017).
1.2.1.6. Sistemas de producción
Definido como un conjunto de partes que están relacionadas internamente para
alcanzar un determinado objetivo, donde cada parte llega a ser un departamento, y
organismo o un subsistema. En este sentido, una empresa puede ser vista como un
sistema con sus departamentos como subsistemas. (Melgar, C. 2012). La siguiente
ilustración muestra un esquema de un sistema de producción.
Ilustración 3. Modelo de un proceso productivo
Fuente: Gamarra, K., Jiménez, J., (2012)
Tipos de sistemas de producción
Según Melgar, C. (2012), existen tres tipos tradicionales de sistema de producción,
que son la producción por proyecto, por lotes y para el stock.
Ilustración 2. Modelo de cuello de botella

18
Estos tipos serán definidos de manera breve a continuación.
a) Producción por proyecto o pedidos
Se produce únicamente después de recibir el pedido o demanda. Los volúmenes
suelen ser bajos y requieren mayor especialización en la mano de obra.
b) Producción por lotes
Es la que emplean empresas que producen una cantidad limitada de un producto
cada vez. Su aplicación permite cierto grado de especialización de la mano de
obra, y la inversión de capital se mantiene baja.
c) Producción continua
Empleado en empresas que producen un determinado producto, sin cambios,
por un largo periodo de tiempo. El ritmo de producción es acelerado y las
actividades se realizan sin interrupción. En este sistema, la demanda debe ser
constante y el producto normalizado. No se requiere que la especialización de
la mano de obra sea alta.
1.2.1.7. Gestión por procesos
La gestión por procesos es una forma de organización diferente de la clásica
organización funcional y en el que prima la visión del cliente sobre las actividades de
la organización. Los procesos así divididos son gestionados de modo estructurado.
Para reforzar esta definición, Gallego (2013) menciona que la gestión por procesos
siempre está enfocado al cliente, para cumplir de una manera estratégica con sus
exigencias. Las empresas también deben contar con las herramientas que permitan
desarrollar la gestión por procesos como por ejemplo el mapa de procesos
(debidamente identificados), manual de gestión de calidad, ficha de procesos, entre
otros.

19
Ilustración 4. Sistema Gestión por procesos
Fuente: Gallego, 2013, p48
1.2.1.7.1. Herramientas de la gestión por procesos
a) Mapa de procesos
Los mapas de procesos son una representación gráfica que permiten ver la
interrelación sobre los procesos de una organización y la relación que tienen con
los clientes. Mediante estos mapas de procesos se puede visualizar la manera en que
la organización desarrolla sus procesos para lograr satisfacer a sus clientes.
(Hernández, 2009). Además, con el mapeo de proceso a un nivel operación de la
línea productiva, se pueden detectar las actividades innecesarias o que no le dan
valor al producto con lo cual, se puede mejorar y reducir el tiempo ciclo. Otros
autores afirman que “Los mapas de procesos se definen gráficamente, en lo que se
conoce como diagramas de valor, combinando la perspectiva global de la compañía
con las perspectivas locales del departamento respectivo en el que se inscribe cada
proceso”. (Tello, 2013) Se conforman por la siguiente agrupación de procesos:

20
Ilustración 5. Esquema de Mapa de Procesos
Fuente: Beltrán, 2009
b) Diagramas de flujo o Workflow
Los diagramas de flujo son una herramienta para elaboración de los procesos,
permitiendo visualizar gráficamente y en forma consecutiva las actividades de un
proceso determinado. (Ugalde, 2005) Por otra parte, al descomponer procesos
complejos en partes, se revela visualmente la duplicidad de actividades y los
trámites engorrosos permitiendo así la simplificación del trabajo.
Ilustración 6. Simbología en los diagramas de flujo
Fuente: Ugalde, 2005
b) Flujograma BPMN
Business Process Model and Notation (BPMN) proporciona a las empresas la
capacidad de comprender sus procedimientos internos en una notación gráfica y les
da a las organizaciones la capacidad de comunicar estos procedimientos de manera
estándar. (OMG, 2013). En ese contexto, el “modelado de los procesos de negocio”
es cada vez más importante para documentar el conocimiento de los procesos de los
empleados y permitir un análisis exhaustivo del proceso (Becker et al., 2010). Para
poder aprovechar estos beneficios, los modelos de procesos de negocios deben ser

21
comprensibles. Según Reijers y Mendling (2011), la comprensibilidad se refiere "al
grado en que la información contenida en un modelo de proceso puede ser
fácilmente comprendida por un lector de ese modelo". Además, Houy et al. (2012)
derivan las dimensiones "efectividad" y "eficiencia" para evaluar la
comprensibilidad del modelo.
Los modelos BPMN están compuestos de elementos BPMN. Hay cinco categorías
básicas de elementos de BPMN: objetos de flujo, datos, objetos de conexión,
canales (swimlanes) y artefactos. (Wai Yin Mok, 2018)
Ilustración 7. Elementos Básicos de Notación BPMN
Fuente: OMG, 2011
1.2.1.8. Value Stream Mapping
El Value Stream Mapping es una herramienta de diagnóstico del Lean Manufacturing
utilizada para analizar el flujo del material desde el proveedor hasta que llega al
cliente, esto incluye el tiempo total requerido para la conversión de materia prima
hasta el producto terminado. (Johson, A., et al. 2017).
1.2.1.9. Mejora continua
El ciclo de la mejora continua consiste en la solución de problemas de forma constante,
lo que quiere decir que, una vez culminado el ciclo de solución de un problema, se
debe empezar con el planeamiento de búsqueda y solución de nuevos problemas,
encontrados en el transcurso del desarrollo del ciclo de mejora. (Portada, L. 2017).
Según los autores Sotelo, J. & Torres, K. (2013), la continua mejora de la capacidad y
resultados productivos de una organización, debe ser un objetivo permanente.

22
1.2.2. Análisis de los estudios
1.2.2.1. Casos de éxito
A continuación, como parte del estado del arte en esta investigación, se detallarán
cinco casos de éxito en donde la implementación de las técnicas Lean en pymes
textiles o similares, lograron el objetivo planteado y mejoraron la productividad de la
empresa.
1.2.2.1.1. Caso de éxito 1
En el estado del arte titulado “Productivity improvement of a manufacturing facility
using systematic layout planning” de Asad, S., et al. (2016), se detalla la creación
de cuatro distribuciones de planta propuestos para una empresa de mediana escala,
fabricantes de equipos de conmutación personalizados. El tamaño de la planta es
de 87.891 × 60.627 m2. Para la elaboración de la distribución de planta, el autor
realiza los siguientes pasos:
- Paso 1: Análisis PQRST: este análisis se realiza para todas las actividades de
producción. Esto incluye P(producto), Q(cantidad), R(enrutamiento), S(apoyo) y
(tiempo). En esta fase recopilaron datos de 6 meses, de donde sacaron que el tiempo
de entrega de un conmutador varía entre 3 y 5 días, el tiempo de operación es de 22
horas aproximadamente. Las dimensiones, el equipo, las utilidades, el número de
operarios y la maquinaria utilizada se trazaron utilizando el programa CAD. Hay
un total de nueve áreas funcionales en la planta. En un cuadro listaron las nueve
áreas funcionales con sus respectivas abreviaciones.
- Paso 2: Análisis de relaciones de actividad: en esta fase, los autores construyen
el diagrama del proceso mediante la observación de la línea de producción durante
semanas en cambios aleatorios.
- Paso 3: Flujo de análisis de materiales: se realiza una tabla en donde se represente
la intensidad (viajes) del flujo de materiales y la interacción entre los diferentes
departamentos.
- Fase 4: Diagrama de relación: establece la decisión de posicionamiento relativo
entre las áreas funcionales. Para este propósito se construye una tabla de
kilometraje. Cada número ingresado debajo de cada relación da razón para asignar

23
el código. Este ofrece una visión general de la relación de cercanía y orienta sobre
la prioridad para realizar el diseño.
- Fase 5: Los requisitos de espacio/análisis disponible: en este paso se decide la
cantidad de espacio asignado a cada departamento. Se realizó una tabla en donde
se colocó los departamentos, funciones y área de cada uno de ellos.
- Fase 6: Alternativas de diseño: este paso convierte el diagrama de relaciones en
diseño de bloques. En este paso se diseñan las posibles alternativas.
- Paso 7: Evaluación: se realiza una tabla en donde se evalúa cada propuesta de
diseño, en ella se colocarán el número de departamentos adyacentes, el flujo de
materiales en metros, y las observaciones y problemas reflejados. Luego se elige el
diseño aceptado.
Los resultados fueron que la distancia total recorrida (es decir, el flujo de material),
es igual a 115 metros aproximadamente. La actividad que consume la mayor parte
del tiempo sin valor agregado se minimizó mediante la implementación de las 5s.
El uso del SLP con herramientas Lean, crea eficiencia en el flujo de material. La
velocidad promedio para caminar se considera en 1.2m/s 4.0 pies/segundo. Se
realizó una tabla en donde se analizó a cada alternativa de distribución, mediante el
material del flujo (m/panel), el plazo de ejecución (h/panel), tarifa de producción
(panel/año), costo de transporte por panel (USD), la reducción de costos por panel
(USD) y el ahorro de costos por año (USD).
1.2.2.1.2. Caso de éxito 2
A continuación, la investigación de Chiminelli, C., Pereira, R. & Hatakeyama, K.
(2017) titulada “Implementation of improvements in the textile sector using Lean
Manufacturing Methodology and simulation in Flexsim software | Implementação
de melhorias no setor têxtil empregando Metodologia Lean Manufacturing e
simulação no software Flexsim (Implementación de mejoras en el sector textil
empleando la metodología Lean Manufacturing y simulación en el software
Flexsim)”, en donde desean resolver el problema del alto tiempo de ciclo en el
proceso de costura de una empresa textil, productora de cortinas, ubicada en Brasil.
Este tiempo elevado ocasiona retrasos en el cumplimiento de los pedidos e
involucra problemas como la baja productividad, utilización en exceso del espacio
físico, exceso de movimientos y de transporte. Utilizarán técnicas Lean para el

24
logro del objetivo y el simulador Flexsim para validar los resultados. El problema
es importante debido a que, un tiempo de ciclo alto genera un cuello de botella que
se convierte en la razón de pérdidas monetarias para la empresa, ya que, si no se
tiene la producción pedida en el momento preciso, se creará insatisfacción en el
cliente y posiblemente la pérdida de él. La demanda insatisfecha es provocada por
distintos factores, uno de ellos es por realizar actividades que no agregan valor al
proceso ni al cliente, provocando los desperdicios (mudas). El proceso de solución
del problema fue el siguiente:
o Se inició con la elección de la familia de productos que se estudiará: CR02,
estos productos representan el 58% de los ingresos y el 75% del total de
volumen de producción mensual.
o Se realizó tomas de tiempo y recolección de data entorno a la producción de
dicha familia.
o Se tomaron tiempos, para saber los tiempos de ciclo, la manipulación de
objetos, la medición de los desplazamientos de los operarios y del producto, así
como la cantidad de material en stock, la cantidad de operarios y los métodos
usados en la fabricación de cortinas.
o Clasificaron las actividades que agregan y no agregan valor, en donde de un
total de 18 actividades, 12 no agregan valor.
o Encontraron que el cuello de botella en la producción es el proceso de costura,
ya que cuenta con el mayor tiempo de empleo, y confirmaron que el layout
actual de la empresa genera distancias prolongadas entre las áreas de trabajo.
Utilizaron la filosofía Lean Manufacturing para solucionar dichos problemas. Para
la obtención de resultados, utilizaron el simulador Flexsim, en donde se mostró que
se redujo el movimiento, transporte, área ocupada, stock en proceso, entre otros, las
actividades que agregan valor tuvieron un aumento del 7%. Más el aumento de
unidad producida por empleado, de aproximadamente 40%.
1.2.2.1.3. Caso de éxito 3
En el estado de arte titulado “Manufacturing lead time reduction in a scaffold
making industry using Lean Manufacturing techniques – a case study (Reducción
del tiempo de entrega en una industria de fabricación de andamios utilizando
técnicas de Manufactura Esbelta – un caso de estudio)” de los autores Johnson, A.,
Prasad, S. & Kumar, A. (2017), desean reducir el tiempo de fabricación de
25
andamios en una empresa manufacturera del mismo, ubicada en la India. Además,
quieren aumentar la productividad y la calidad, mejorar la satisfacción de la
demanda del cliente, realizar entregas a tiempo, reducir los desperdicios que genera
la máquina, reducir inventario, manejar de mejor manera los materiales para reducir
el tiempo de inactividad, disminuir el tiempo de Setup, costo de mano de obra y el
consumo del espacio. Para la obtención de esto, utilizarán las técnicas de
manufactura esbelta como VSM, 5S, SMED. Los autores mencionan que, este
problema debe solucionarse debido también a que el proyecto está siendo
financiado por dos entidades del gobierno: QCI (Consejo de Calidad de la India) y
MIPYMES (Micro, Pequeña y Mediana Empresa). El solucionar el problema ayuda
a que se demuestre la efectividad de las técnicas empleadas como conjunto. La
primera técnica que usan es el Value Stream Mapping, con esto se sabrá el tiempo
total de la permanencia de la materia prima en el interior de la empresa. Al analizar
el estado actual se puede proponer el estado futuro del producto. Luego, continúa
la implementación de la herramienta 5´s en el área de producción y almacén, en los
pasadizos, en el piso y la colocación de señalizaciones en las áreas de la empresa.
Comenzaron con la primera “s”: clasificar, aquí eliminaron los materiales que no
se utilizan en cada estación de trabajo, luego siguieron con la segunda “s”: ordenar,
en esta parte colocaron cada material necesario en un lugar específico y en donde
todos sepan de su ubicación, siguieron con la tercera “s”: limpiar, aquí los operarios
se encargaron de hacer limpieza de su área de trabajo todos los días, antes de
terminar su jornada laboral, la cuarta “s”: estandarizar, la aplicaron documentando
toda acción y proceso hasta la etapa actual en la que se encuentren, por último, la
quinta “s”: sostener, aquí designaron que cada trabajador de la empresa tendrá la
responsabilidad de aplicar lo implementado en las 4s anteriores. A continuación, la
herramienta SMED entra en acción, como primer paso, se diferencian las
actividades críticas de la máquina en internas y externas basadas en la forma actual
de ejecución, luego, se identifican las actividades que se pueden convertir de interna
a externa. La recopilación de datos antes y después de aplicar el SMED es necesaria,
para luego analizar los resultados. Los resultados obtenidos fueron: para la
herramienta VSM se sacó a una persona de los procesos de ranurado, limpieza y
pintura, y se aumentó 2 personas en el proceso de ensamblado, esto aumentó la
eficiencia del trabajo, en el caso de las 5´s se observó que, se genera un ahorro anual
de 33,600 rupias, debido a la eliminación de 1,000 kilogramos (por mes) de

26
chatarras de las tuberías, también, un ahorro anual de 8,325 rupias, debido a que se
redujo el tiempo de búsqueda de materiales (cinta, llaves, pernos), y otro ahorro
anual de 90,882.4 rupias, debido al ahorro del espacio en 5 zonas distintas. El ahorro
anual total después de implementada la técnica de las 5S en la empresa productora
de andamios ubicado en la India fue de 132,807 rupias. Para la herramienta SMED,
también se obtuvieron óptimos resultados, la variación del tiempo de Setup que
hubo antes y después de la implementación del SMED en las actividades críticas
(limpieza de residuos, afilado de brocas, carga y descarga de tuberías y la búsqueda
de herramientas), fue de 82.52 minutos en total (cerca de hora y media por día), ya
que en un inicio antes de implementarse SMED, el tiempo de Setup era de 107.46
minutos y luego disminuyó a 24.94 minutos. Finalmente, como resultado de las 3
técnicas combinadas, la productividad aumentó de 15 a 20%, que en términos de
unidades es de 250 a 320 unidades.
1.2.2.1.4. Caso de éxito 4
En el proyecto de los autores Mohanrao, A. & Jayadeva, C.T. (2015) titulado “5S
implementation in Indian SME: a case study (Implementación de las 5S en una
PYME de la India: un caso de estudio)”, se desea disminuir los desechos (mudas)
dentro del taller de una empresa manufacturera de pequeña escala (pyme), dedicada
al diseño y fabricación de máquinas de “propósitos especiales”, plantillas,
troqueles, y demás accesorios requeridos en la fabricación de distintos rubros,
ubicada en la India. Esto mediante la implementación de la herramienta 5S. Los
autores aseguran que la herramienta mencionada es el paso cero para la
implementación de las técnicas Lean. Por otro lado, los autores pretenden elaborar
las limitaciones y evidenciar cual es el enfoque de las PYMES indias al
implementar la filosofía Lean. La importancia del problema para los autores radica
en demostrar que la técnica Lean es aplicable beneficiosamente en una empresa
manufacturera de pequeña escala. Previamente a la implementación de las 5S, los
autores propusieron un modelo teórico, el cual incluía factores de la gestión de la
calidad total, como el liderazgo, capacitaciones, el trabajo en equipo y la cultura de
la calidad junto con la implementación de las 5S como técnica de aplicación.
También, se tomaron en cuenta variables para medir el rendimiento, como el ahorro
en términos de dinero, la utilización efectiva del espacio, mejor gestión del
inventario y mejores condiciones de trabajo. Posteriormente efectuó la
27
implementación de las 5´s:
o Clasificar (Seiri): se realizó el etiquetado de los inventarios con tres colores,
rojo (eliminación total), naranja (artículos para la venta) y verde (aptos para el
uso).
o Ordenar (Seiton): las maquinas fuera d servicio fueron trasladadas a un lugar
seguro
o Limpiar (Seiso): se asignaron deberes a los operarios para la limpieza diaria y
periódica de las máquinas y equipos.
o Estandarizar (Seiketsu): se asignaron responsabilidades, se otorgaron
reconocimientos, se preparó un tablero de herramientas para los trabajadores y
la verificación se mantuvo por 3 semanas, posterior visualización del “antes” y
“después” en fotografías.
o Disciplina (Shitsuke): auditorias periódicas (quincenales) y Se identificaron
acciones correctivas y preventivas para la mejora continua.
Como resultado, se pudo reducir el tiempo de manipulación de las carretillas
manuales utilizadas. Se ve también, el orden de las herramientas de trabajo que se
usan con frecuencia colocados en el tablero, esto para minimizar el tiempo de
localización, los pasillos del área de trabajo libre de objetos, y los consumibles
puestos en los bastidores ahora limpios. Para el diseño de la distribución de la planta
se consideraron los espacios utilizados por las estaciones de trabajo y la circulación
requerida en los pasillos. El tiempo de manipulación no productiva de los elementos
en las áreas de trabajo como máquinas de corte de barra, centros de torneado,
fresado, rectificado, y los distintos accesorios, se redujo alrededor del 50% del
tiempo total de manipulación. El ahorro de tiempo se logró mediante mejores
prácticas de trabajo, reducción de localización de herramientas, buena limpieza y
condiciones de trabajo más saludables. De la chatarra que fue segregada, se tomó
la decisión de venderla. Se obtuvo un total de 4500 kg de chatarra y después de
venderla se obtuvieron 198,000 INR (Indian Rupees)
1.2.2.1.5. Caso de éxito 5
En esta investigación de Stahlhofer, E., et al. (2016) titulada “Implementation of
Lean tools in small and medium sized enter-prises: A case study in a furniture
industry | [Implantação de ferramentas Lean em pequenas e médias em-presas:
Estudo de caso em uma indústria moveleira] (Implantación de herramientas Lean
28
en pequeñas y medianas empresas: un caso de estudio en una industria del
mueble)”, los autores desean disminuir el tiempo de duración de las actividades
(tiempo de ciclo) en el proceso de producción, mediante el uso de técnicas Lean:
Kaizen y 5S. El caso de estudio fue realizado en la empresa Estofados Wilkins, una
PYME dedicada a la tapicería, ubicada en Missal, Brasil. El problema es importante
debido a que, el tiempo de duración de cada actividad o tiempo de ciclo influye en
la satisfacción del cliente, ya que si este tiempo es prolongado (mayor que el Takt
time) los productos que se fabricarán no estarán en el tiempo y en la cantidad
requerida. Es por eso, que utilizar técnicas para disminuir el tiempo prolongado de
duración de las actividades, hará que se eviten clientes insatisfechos y pérdidas
económicas. El proyecto comenzó con la implementación del Kaizen, este se utilizó
para hacer un sistema de sugerencias semanal, en el cual los trabajadores proponen
mejoras en los procesos de la empresa. Se recogieron datos en donde se mostraban
los problemas que ocurrían, luego, de forma semanal, se realizó una reunión en
donde discutían dichos datos con el fin de proponer mejoras, las posibles causas y
los efectos que tendrían. Luego, se implementó la herramienta de las 5´s, se
comenzó con la primera “s”: clasificar, donde cada trabajador organizó las
herramientas de su pertenencia e hizo un levantamiento de los elementos que
faltaban en la empresa, luego siguió la segunda “s”: ordenar, aquí se definió el lugar
adecuado para guardar las herramientas de uso común, priorizando el acceso para
sectores que tengan mayor uso, luego se puso en marcha la tercera “s”: limpiar, aquí
los supervisores se encargaron de que los operarios dueños de sus puestos de trabajo
dejarán limpio el área, imponiendo una rutina diaria de limpieza de 10 a 15 minutos
al final del día, siguió la cuarta “s”: estandarizar, aquí los supervisores de cada área
se encargaron de mantener una rutina de inspección, con el fin de estandarizar los
métodos dentro de la empresa, por último la quinta “s”; disciplina, los supervisores
se encargaron de estimular el compromiso personal con reglas y el respeto entre los
funcionarios a través de los bonificaciones. Como resultado en cuanto a los efectos
de productividad en la empresa, se reportó una disminución considerable en los
tiempos perdidos por tareas innecesarias, promoviendo, en el primer mes después
de la implantación, un aumento del 10% sobre la producción de tapizados. En el
mes subsiguiente, un aumento del 5% sobre los resultados anteriores. Se destacó,
además, un interés de la dirección en reorganizar el diseño de los sectores, ya que
la disposición actual favorecía movimientos innecesarios en la línea de producción.
29
A través de esta investigación, los autores demuestran que el uso de las técnicas
Kaizen y 5S disminuye el tiempo perdido por tareas innecesarias, aumentando la
tasa de producción, mejora el ambiente de trabajo tanto en orden como en
comunicación entre los trabajadores. Además, muestran que el uso de las técnicas
Lean son aplicadas con éxito en pequeñas y medianas empresas.
1.3. Normativa
Para el presente proyecto de investigación se utilizará la siguiente normativa como
marco legal de referencia.
✓ Decreto Legislativo Nº 1341 - vigente desde el 3 de abril de 2017. Modifica la
Ley Nº 30225, Ley de contrataciones del Estado. Establece las normas
orientadas a maximizar el valor del dinero del contribuyente en las
contrataciones que realicen las Entidades del Sector Público.
✓ Decreto Supremo N° 056-2017-EF - vigente desde el 03 de abril de 2017, que
modifica el Reglamento de la Ley N° 30225.
En el capítulo 1 se realizó una revisión de la literatura con el fin de analizar y hacer de
conocimiento temas y conceptos de publicaciones científicas de áreas específicas. Se
mostró, además, cinco casos de éxito, en los cuales se hace uso de las técnicas utilizadas
en la propuesta de esta investigación. A continuación, el capítulo 2 detallará el diagnóstico
realizado a la empresa Corporación Madrid.

30
2. CAPÍTULO 2
Marco contextual / Descripción de la empresa / Presentación del
problema / Identificación causa-raíz del problema / Objetivo de la tesis
En el presente capítulo se procederá a evaluar la situación actual de la empresa
“Corporación Madrid”, mediante la recopilación de datos de los diferentes procesos de la
empresa para su diagnóstico correspondiente y que sirva como base para el desarrollo de
la propuesta de mejora del proceso de producción. Una vez realizado el levantamiento de
información de la empresa, se presentará esquemáticamente el estado actual del proceso
productivo, a través de herramientas de ingeniería que permitirán visualizar de la línea de
producción. Posterior a ello, se analizará y definirán las causas que generan el
incumplimiento del plazo de entrega del pedido, afectando la productividad y generando
pérdidas económicas e insatisfacción en los clientes.

31
2.1. Marco contextual: Entorno/ Sector
En el Perú, el sector Textil y Confecciones genera entre 350 y 400 mil empleos directos,
a los cuales hay que añadir una cantidad similar de indirectos, paga más de S/ 1,100
millones en impuestos y representa el 1.9% del PBI y poco más del 10% del de la
manufactura (Gestión, 2017). Por ende, la industria textil es de vital importancia para
Perú, no solo por su gran aporte en empleos, sino porque representa un porcentaje
significativo del total del PIB manufacturero del país. (América Retail, 2017)
Según el INEI (2017), los productos no tradicionales se expandieron en 13,5%,
explicado por el buen desempeño de los sectores metalmecánico (29,8%), agropecuario
(19,3%), pesquero (17,1%), textil (14,7%) y químico (11,8%).
Fuente: INEI (2017)
En los datos obtenidos del Ministerio de Producción se sabe que, la industria textil y las
prendas de vestir ocupan el 9% del total de las actividades principales del Sector
Manufacturero, según como se muestra en la ilustración a continuación.
Ilustración 8. Exportación FOB, según sector económico

32
Ilustración 9. Principales actividades del sector manufacturero en el Perú durante
el año 2014
Fuente: Ministerio de Producción
La fabricación de productos textiles del año 2018 en el Perú se incrementó en 1.7%
respecto al año 2017 (INEI, 2018), tal como se detalla en la siguiente tabla.
Tabla 1. Producción de productos textiles
Fuente: INEI (2018)
El proceso productivo de la industria textil abarca una serie de actividades que incluye
el tratamiento de fibras naturales o artificiales para la elaboración de hilos, continúa con
la fabricación y acabado de telas, y finaliza con la confección de prendas de vestir y
otros artículos. (IEES-SNI, 2016).
En la industria de textiles se pueden distinguir 2 subsectores dentro de la gran cadena de
valor que constituyen la actividad manufacturera textil a) la industria propiamente dicha
y b) la industria de la confección. El primer sector abarca desde la etapa inicial del
desmonte del algodón hasta la elaboración de telas acabadas e incluye a su vez las
actividades de hilado, tejido y teñido acabado. Por otro lado, el segundo sector
comprende las actividades vinculadas a la confección de prendas de vestir. (IEES-SNI,
2016)

33
Ilustración 10. Flujo de la cadena productiva del sector textil
Fibra(algodón, animal, sintético, desmotado, alpaca, otros)
Hilados(algodón, animal, sintético)
Tejido
Confección de prendas de vestir y otros artículos
Fuente: Reportes Financieros CETRUM 2010
Elaboración: propia
La industria textil es un importante elemento en la economía de países en desarrollo.
Los empresarios de países desarrollados han realizado inversiones en países donde el
desempleo es abundante, exportando así prendas de precios competitivos; sin embargo,
una vez que estos países alcanzaron un grado de desarrollo, los precios dejaron de ser
competitivos (Bustamante R., 2016).
El rector de la Universidad de Lima, Óscar Quezada, en su discurso de bienvenida al
XII Foro Textil Exportador, compartió información valiosa sobre mercados, tendencias
y mejores prácticas, aseguró que el foro apunta a contrarrestar este periodo de
estancamiento. Esta recuperación es fundamental, consideró, ya que la industria textil
genera casi medio millón de puestos de trabajo e involucra a un millón y medio de
familias, cifras que la convierten en una de las industrias más inclusivas.
2.1.1. Pymes en Perú y competitividad entre empresas
El Directorio Central de Empresas y Establecimientos (DCEE) elaborado por el Instituto
Nacional de Estadística e Informática (INEI), ha registrado al cierre del 2016, 2 millones
124 mil 280 empresas que desarrollaron actividades económicas en el Perú, las cuales
muestran un incremento de 4,0% respecto a similar periodo del año anterior.
Las medianas y grandes empresas son importantes para la economía nacional no solo
por su aporte a la producción y a la generación de empleo, sino por la flexibilidad de
adaptarse a los cambios tecnológicos. (INEI, 2016)

34
Del total de unidades empresariales en el 2016, las medianas y grandes empresas
sumaron 13 mil 31 empresas, las cuales constituyen el 0.60 % del total del país.
Asimismo, estas crecieron en 4.3% respecto al año anterior, tal como se observa en la
tabla Nº2.
Tabla 2. Perú: empresas, según segmento empresarial, 2015-16
Fuente: INEI – DCEE 2016.
En un diagnóstico situacional de las mypes textiles, revela que 35% de las Pymes de
Lima cuentan con una capacidad de máquinas mayor a 11, brindando “servicio” a
grandes empresas; el 2.24% de las Pymes de Lima tienen una capacidad ociosa mayor
al 60%, de las cuales el 59% por falta de carga de trabajo y el 41% por falta de personal
calificado. Por otro lado, 61% no cuenta con área de corte y 5. 59% no cuenta con área
de acabados. (Arroyo, 2012)
Por ello, las empresas se han visto en la necesidad de aplicar diversas herramientas
estratégicas que les ayuden a incrementar la eficiencia de sus procesos y ser más
competitivas dentro de su mercado. Entre las herramientas estratégicas se encuentra el
Lean Manufacturing, expresado en inglés, que traducido al español significa
“Manufactura Magra”, es decir “Manufactura sin grasa”, pero al no combinar se le
prefirió llamar “Manufactura Esbelta”. (Enderson, 1999)
2.1.2. Lean Manufacturing en Pymes
En la actualidad, el interés por el Lean Manufacturing está en continuo crecimiento, pero
en la mayoría de los casos por las grandes empresas, siendo este más desconocido entre
las pequeñas y medianas empresas. Esto es debido a que se considera difícil su
implantación, ya que para que sea efectiva es necesario la implicación de todo el personal
de la empresa, desde los directivos hasta los operarios y, en muchas ocasiones el
problema principal está en la resistencia al cambio de los trabajadores y la ausencia de
liderazgo y convicción de los beneficios por parte de la dirección de la empresa. La

35
implicación de la alta dirección y sus acciones de motivación y comunicación con todos
los niveles de la empresa resultan fundamentales para alcanzar unos resultados positivos
en la implantación. (Sanz, 2017)
2.1.3. Lean Manufacturing en Pymes Textiles
Las PYMES se caracterizan por ser formadas mediante negocios familiares, con
estructuras de gestión flexibles, bajos niveles de inversión en nuevas tecnologías y
procesos, falta de mano de obra competente y recursos financieros limitados. Esta
realidad ha hecho que las PYMES tengan un retraso en comparación a las empresas de
gran escala en la implementación del Lean Manufacturing. (Mane, A.M. and Jayadeva,
C.T. 2015).
Según el estudio de Hodge, G., et al. (2011), el cual se basó en realizar entrevistas a 11
pymes textiles ubicadas en Carolina del Norte y del Sur que han implementado las
herramientas del Lean Manufacturing. En la tabla 11x., se muestran las 11 empresas
descritas según su tipo de actividad textil, como operaciones de hilatura y urdido hasta
actividades de corte y costura, ensamblaje y distribución a productos textiles; y según el
tamaño de empresa al que pertenecen, ya sea pequeña, mediana o grande.
Tabla 3. Descripción de empresas entrevistadas
Fuente: Hodge, G. (2011)
Asimismo, el autor elabora una matriz de las diferentes herramientas Lean usadas por
las compañías entrevistas (ver Tabla 12x.). La gestión visual había sido utilizada por 10
de las empresas y 5s, que es un tipo de gestión visual, también había sido utilizada por
las mismas 10 compañías. VSM (Value Stream Mapping) había sido utilizado por nueve

36
de las compañías. Las 5s fue citado a menudo como una de las primeras herramientas
lean implementadas y es considerada como el paso cero.
Tabla 4. Matriz de herramienta Lean para empresas entrevistadas
Fuente: Hodge, G. (2011)
El autor afirma que las empresas necesitan el compromiso de la alta dirección para
comenzar con las iniciativas. La mayoría de las iniciativas lean involucraron al personal
del taller. Los proyectos Lean se seleccionaron inicialmente para dar un éxito temprano.
Con base en las entrevistas, los beneficios de implementar la “Manufactura Esbelta”
incluyeron: disminución del inventario (en un 50% en una compañía), creación de
tamaños de lotes más pequeños, reducción en la complejidad del producto, tiempos de
cambio reducidos (de 1.5 días a 45 minutos en un ejemplo), aumento de la producción
(después de implementar 5s, una compañía experimentó un aumento del 16% en 1 mes),
espacio despejado para una mayor producción y nuevos negocios, inventario reducido
de productos terminados, aumento de la calidad del primer pase (de 53% a 80% en un
caso); y reducción en el tiempo de producción.
2.2. Descripción de la empresa
Corporación Madrid S.A.C. con R.U.C. 20509279544, es una empresa de merchandising
especializada en elaborar artículos publicitarios usados como regalos promocionales por
diferentes empresas. Empezó sus operaciones en septiembre del año 2004 siendo su
principal actividad comercial la “venta mayorista de otros productos”. Asimismo, cuenta
con una página web oficial en la cual se encuentra información básica sobre la empresa y
los diferentes productos (imágenes y modelos) que ofrece.

37
Tabla 5. Datos del caso de estudio
Fuente: Corporación Madrid
Elaboración: Propia
La empresa se encuentra ubicada en Av. Los Próceres Cdra. 70 Calle PP2 Lt. 3 urb. Puerta
de Pro - Los Olivos.
Ilustración 11. Ubicación de la empresa
Fuente: Google Maps
Visión
Ser una empresa con un servicio y atención de categoría nacional e Internacional líderes en
la innovación y presentación de productos publicitarios, lográndolo a través de un trabajo
en equipo, responder a cualquier reto del consumidor.
Misión
Proporcionar a nuestros clientes de una imagen disuasiva permanente ante los ojos de toda
persona y que originen una empresa viva que los permita prosperar como negocio, tarea
que en conjunto nos va a permitir generar más fuentes de trabajo, contribuir al desarrollo
del país y así poder proveer a nuestros clientes de una utilidad razonable sobre su inversión.

38
Organización interna
La empresa cuenta con 10 trabajadores en oficina y 20 en planta, distribuidos en las
siguientes áreas:
✓ Gerencia General: Es el área la cual se encarga de evaluar las propuestas de compra
y venta de empresa, además se encarga promover las mejoras que necesite la
empresa para el buen desarrollo de la empresa. El responsable de esta área es el
señor Madrid Vilca Miguel Ángel quien es el responsable de las coordinaciones
estratégicas y la toma de decisiones.
✓ Administración: Se encarga de la planificación de la empresa, atención al cliente,
selección del personal, asignación de recursos y la compra de materia prima, ya que
por ser una empresa en crecimiento aún no cuenta con un área de Logística
especializada.
✓ Producción: Esta área se encarga de la ejecución de los procesos de producción.
Son los responsables de que el producto final cumpla con las expectativas del
cliente.
✓ Contabilidad: Se encarga de llevar el control de los ingresos, costos y gastos de la
empresa. Además de llevar el libro contable de la empresa, esta área está muy ligada
a la gerencia; por esta razón, ambas áreas trabajan en conjunto.
✓ Marketing y diseño: Área encargada de hacer los anuncios publicitarios en el sitio
web de la empresa y en la página de Facebook. Además de buscar innovar en los
distintos diseños de los productos que ofrecen a los clientes.
✓ Licitaciones: Encargados de la búsqueda y participación de nuevos concursos para
la postulación de la empresa.
La estructura de la empresa se detalla en el siguiente organigrama.
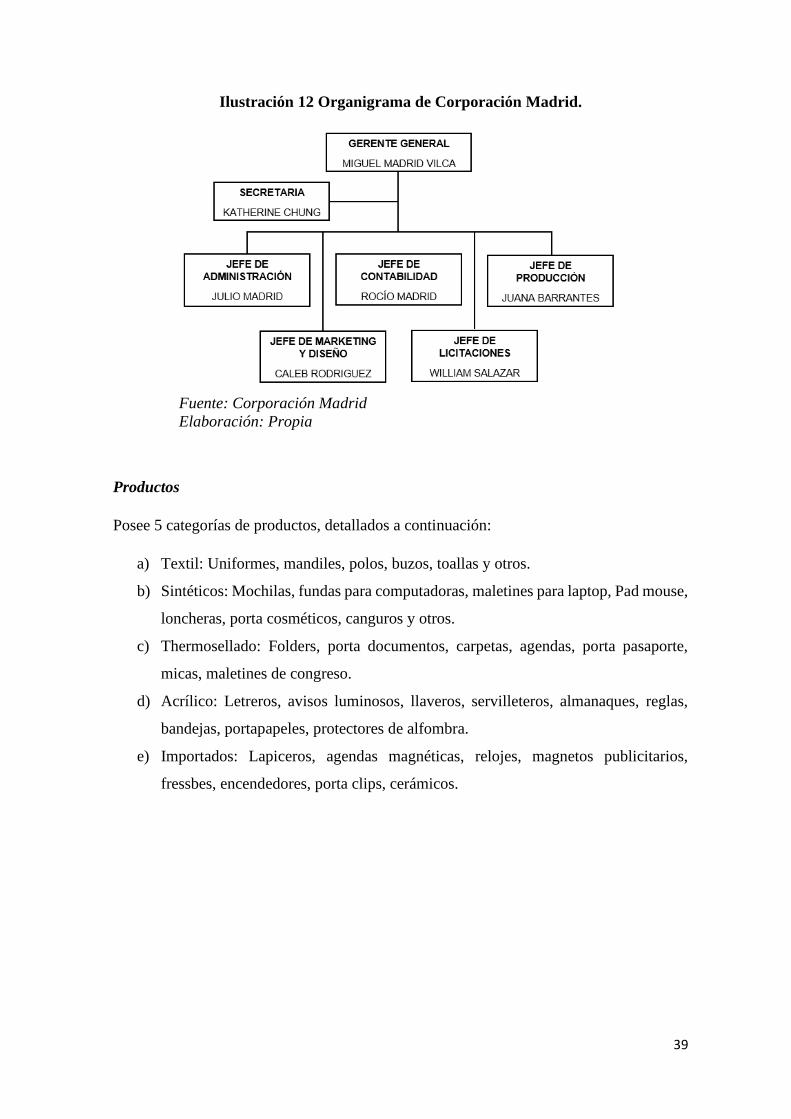
39
Ilustración 12 Organigrama de Corporación Madrid.
Fuente: Corporación Madrid
Elaboración: Propia
Productos
Posee 5 categorías de productos, detallados a continuación:
a) Textil: Uniformes, mandiles, polos, buzos, toallas y otros.
b) Sintéticos: Mochilas, fundas para computadoras, maletines para laptop, Pad mouse,
loncheras, porta cosméticos, canguros y otros.
c) Thermosellado: Folders, porta documentos, carpetas, agendas, porta pasaporte,
micas, maletines de congreso.
d) Acrílico: Letreros, avisos luminosos, llaveros, servilleteros, almanaques, reglas,
bandejas, portapapeles, protectores de alfombra.
e) Importados: Lapiceros, agendas magnéticas, relojes, magnetos publicitarios,
fressbes, encendedores, porta clips, cerámicos.

40
Tabla 6. Productos de la empresa Corporación Madrid
TEXTIL SINTÉTICOS
THERMOSELLADO ACRÍLICOS
Fuente: Corporación Madrid
Elaboración: Propia
Clientes
Entre los clientes más representativos de la empresa se encuentran:
• P & G
• Banco Financiero
• BanBif
• Club la Marina
• Pacifico Seguros
• Clínica Good Hope
• Seguros Rímac
• UGEL
• Mapfre
• Caja Piura
• Región Pasco
• Banco de Crédito del
Perú (BCP)
• Socios en Salud
(ONG)
Competidores
Corporación Madrid es una empresa dedicada netamente al “merchandising”, por lo tanto,
los competidores son todas las empresas de merchandising con categorías de productos
parecidos y/o iguales a Corporación Madrid. Entre las cuales resaltan:
• Azama Group: empresa que brinda productos y servicios de publicidad a través
del Merchandising - Marketing Promocional. Confecciona artículos textiles,
especializados en maletines, mochilas, canguros, etc.
• Dana Perú Group: empresa dedicada a la actividad textil, proveedora de múltiples
empresas e instituciones públicas y privadas.

41
• Klaketa Producciones: Proveedores de Artículos Publicitarios, Artículos
Promocionales y Fabricantes de Mochilas Publicitarias, Morrales Publicitarios,
Maletines Publicitarios.
2.2.1. Gestión por procesos de la empresa
2.2.1.1. Cadena de valor
Ilustración 13. Cadena de valor de Corporación Madrid
Fuente: Corporación Madrid
Elaboración: Propia
Esta herramienta clasifica las actividades generadoras de valor de la empresa
“Corporación Madrid” en dos:
1. Actividades primarias: engloba todas las actividades descritas en la parte inferior de la
figura, son aquellas que están directamente relacionadas con la producción y
comercialización del producto. Tal y como se observa en la figura la empresa abarca
actividades desde recepción y almacenamiento de materia prima, procesos de fabricación
y distribución del producto final al cliente, hasta servicio postventa. Asimismo, la
empresa se da a conocer a través de su página web y en participación de licitaciones.
2. Actividades de apoyo: son las cuatro filas superiores de actividades, las cuales agregan
valor al producto, pero no se relacionan directamente con la producción y
comercialización de este.

42
2.2.1.2. Mapa de procesos
Ilustración 14. Mapa de procesos Corporación Madrid
DIAGRAMA DE PROCESOS DE CORPORACIÓN MADRID S.A.C.
Pro
ceso
s
Est
raté
gic
os
Pro
ceso
s C
lave
Pro
ceso
s d
e
Ap
oy
o
Gestión comercial y abastecimiento
Mantenimiento general
Licitaciones, cotizaciones y
muestras
Recepción del pedido
Contabilidad y finanzas
Planificación Estratégica
Investigación de mercado
Planificación de pedidos
Producción
Corte
Confección
Desarrollo de nuevos productos
Bordado
Acabado
Control de calidad
Almacén de producto terminado
Empaquetado
Entrega del pedido
Gestión de recursos humanos
Req
ue
rim
ien
tos
del
cli
en
te Satis
facc
ión
del c
lien
te
Fuente: Corporación Madrid, elaboración: propia
43
Dentro de los procesos estratégicos se han definidos tres procesos importantes para la
gestión de la empresa: 1. Planificación estratégica, la cual proporciona directrices a los
demás procesos, es decir, indica cómo se deben realizar para que se orienten a la misión
y visión de la empresa. 2. Investigación de mercado, es la búsqueda de potenciales clientes
y nuevos proveedores. 3. Planificación de pedidos, abarca la proyección de pedidos para
definir el Budget.
Entre los procesos clave u operativos se colocaron los procesos que impactan
directamente sobre la satisfacción del cliente y cualquier otro aspecto de la misión de la
organización. Se considero desde el desarrollo de nuevos productos, que involucra el
diseño del producto que el cliente desea, hasta la entrega del pedido pasando por el
proceso productivo del mismo.
Por último, como procesos de soporte o de apoyo se definieron: 1. Mantenimiento
general, involucra la conservación de las máquinas y local. 2. Gestión comercial, proceso
enfocado en el abastecimiento de materia prima para la producción. 3. Contabilidad y
finanzas, proceso encargado de la parte contable de la empresa. 4. Gestión de recursos
humanos, comprende el reclutamiento y selección, inducción, remuneraciones (horas
extras) y vacaciones del personal. Los procesos de apoyo no están directamente ligados a
la misión de la organización, pero resultan necesarios para que los procesos operativos
lleguen a buen fin.
2.3. Presentación del problema
Muchos de los problemas encontrados en las empresas están relacionadas con la
desorganización de los procesos, el flujo de materiales, el layout y los puestos de trabajo,
estos provocan el uso innecesario de espacio físico, exceso de movimiento y transporte,
baja productividad y retraso en los pedidos. (Chiminelli C., et al. 2017).
El presente estudio centró su atención en una pyme limeña del sector textil y
confecciones, debido a los retrasos en la entrega de su producto principal, las mochilas.
2.3.1. Diagnóstico del problema
Se realiza un análisis de la parte más crítica de la empresa, de esta manera se identificará
el principal problema que afecta la productividad actual.

44
Para esto, se determinará el alcance de la investigación, es decir, se definirá la línea de
producción y la familia de productos a la cual se analizarán los procesos.
2.3.1.1. Línea de producción
De acuerdo con la base de datos recolectada, se obtiene el siguiente gráfico que indica
cual es la línea de producción generadora de mayores ventas a la empresa.
Ilustración 15. Porcentaje de demanda de las líneas de producto de la empresa
Fuente: Corporación Madrid
Elaboración: Propia
En la ilustración se observa que, la línea de producción con mayor demanda son los
sintéticos, por lo tanto, la investigación hará profundidad en el producto sintético que
más ventas genera.
2.3.1.2. Familia de productos
Como se mostró en la Ilustración 15, los productos sintéticos generan mayores ingresos
a la empresa, por lo que la data adquirida se especializará en ellos. A continuación, se
detallan los porcentajes de ingresos por producto sintético durante los años 2015, 2016 y
2017, con el fin de encontrar el producto más demandado.
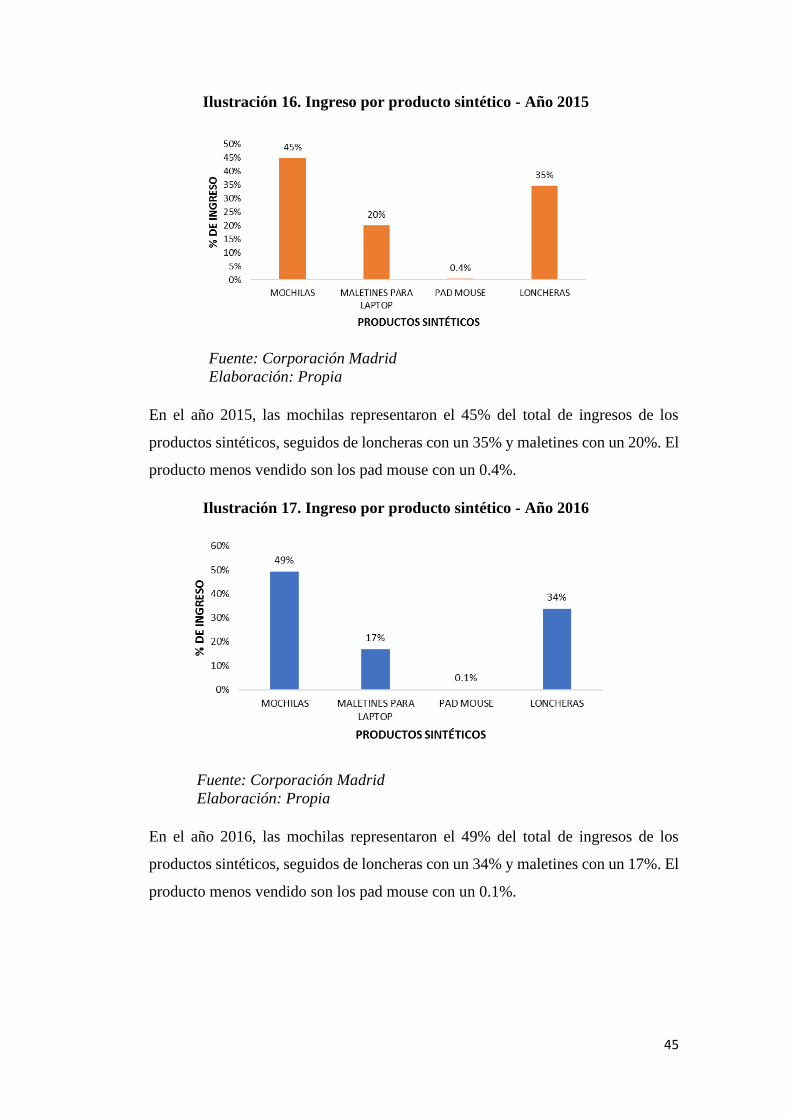
45
Ilustración 16. Ingreso por producto sintético - Año 2015
Fuente: Corporación Madrid
Elaboración: Propia
En el año 2015, las mochilas representaron el 45% del total de ingresos de los
productos sintéticos, seguidos de loncheras con un 35% y maletines con un 20%. El
producto menos vendido son los pad mouse con un 0.4%.
Ilustración 17. Ingreso por producto sintético - Año 2016
Fuente: Corporación Madrid
Elaboración: Propia
En el año 2016, las mochilas representaron el 49% del total de ingresos de los
productos sintéticos, seguidos de loncheras con un 34% y maletines con un 17%. El
producto menos vendido son los pad mouse con un 0.1%.

46
Ilustración 18. Ingreso por producto sintético - Año 2017
Fuente: Corporación Madrid
Elaboración: Propia
En el año 2017, las mochilas representaron el 57% del total de ingresos de los productos
sintéticos, seguidos de loncheras con un 24% y maletines con un 19%. El producto
menos vendido son los pad mouse con un 0.2%.
Se concluye que el producto sintético que más ingresos brinda a la empresa son las
mochilas.
PRODUCTO DE ESTUDIO
MOCHILAS
- Demanda de la familia de productos
La empresa se rige bajo el proceso de fabricación Make to order, ya que la producción
comienza solo después que se reciba la orden del cliente. Se recolecta data del primer
semestre del año 2018, perteneciente a la demanda de mochilas, información que se
obtiene desde la base de datos que maneja la empresa, la cual se muestra en la tabla 7.
Cabe mencionar que la empresa maneja dos tipos de temporadas, alta y baja. La
temporada alta corresponde al primer semestre del año, mientras que la baja al segundo
semestre.

47
Tabla 7. Demanda de mochilas durante el año 2018
AÑO 2018
NÚMERO DE
PEDIDO
DESCRIPCIÓN
DEL PRODUCTO
CANTIDAD
DEMANDADA
(UNIDADES)
1 Mochila A13 10,800
2 Mochila AA1 1,450
3 Mochila AB3 378
4 Mochila A13 743
5 Mochila AA3 5,067
6 Mochila A14 4,732
7 Mochila AA4 445
Fuente: Corporación Madrid
Elaboración: Propia
La tabla 7 muestra la demanda de mochilas del primer semestre del año 2018. Para fines
del proyecto de investigación, se tomará como data en estudio únicamente a la demanda
del primer semestre.

48
2.3.1.3. Flujograma del proceso productivo de mochilas
Fuente: Corporación Madrid
Elaboración: propia
2.3.1.4. Descripción del proceso productivo
A continuación, se procederá a describir el proceso productivo de una mochila.
En primer lugar, la materia prima es inspeccionada, los rollos de tela recibidos pasan por
una inspección para verificar que el color, material y calidad sea la correcta para proceder
a extenderla sobre la mesa de trabajo. Una vez extendida la tela se colocan los moldes
para las piezas de la mochila y se procede a cortar y desechar los pedazos sobrantes. Las
Ilustración 19. Flujograma del proceso productivo de mochilas

49
piezas listas son llevadas al área de confección; el primer proceso que se lleva acabo es
el proceso de bordado en el cual solo se toma una pieza, en esta se borda el logo que el
cliente solicite. Paralelamente, la tela para el forro de la mochila se inspecciona y se
extiende en la mesa de corte para colocar los moldes del modelo y proceder a cortar en
piezas para posteriormente llevarlas al proceso de confección.
En el proceso de confección se cosen las piezas para formar piezas mayores, es decir dos
o más piezas unidas, las cuales, posteriormente, serán ensambladas con los accesorios de
la mochila; para esta actividad se puede usar la recta o la máquina de coser industrial.
Una vez listas las piezas mayores, ingresan al proceso todos los accesorios que necesita
la mochila, los cuales son las hebillas o reguladores, asas, cierres, cintas, y otros
accesorios que solicite el cliente. Se ensamblan piezas con accesorios, para esta actividad
se utiliza la ribeteadora industrial ya que facilita la costura en partes abultadas. Luego la
mochila pasa por un acabado final, en el cual se cortan los hilos sobrantes y se verifican
las costuras de la mochila.
Por último, las mochilas son embolsadas para ser llevadas al almacén de producto
terminado y posteriormente entregadas al cliente.
En el Anexo 1 se muestra el diagrama de operaciones de este producto.
2.3.1.5. Estaciones de trabajo y maquinaria
La empresa cuenta con 11 máquinas (bordar, coser y recta) y una mesa cortadora, que
son de uso para la elaboración de los productos sintéticos y textiles. Estos están
distribuidos en los pisos 1 y 2 de la planta. Las máquinas de propiedad de la empresa
son las siguientes:
- Máquina de bordar multicabezal Marca SWF (12 y 8 cabezas):
Las SWF son máquinas bordadoras de fabricación coreana. Estas máquinas son
utilizadas únicamente en el proceso de bordado.
- Recta de dos Agujas Marca Siruba Modelo T828-75-06:
Máquina de fabricación china de costura recta de dos agujas de ajuste mediano
ajustable para coser en todo tipo de telas. Hay 3 máquinas en el área de confección,
utilizadas en procesos de costura.

50
- Ribeteadora Industrial Marca Sunstar Modelo KM-380B:
Máquina de costura para material extrapesado. Se aplica su uso en maletines,
mochilas, billeteras, carteras, etc. Equipado con triple arrastre que hace fácil el
desplazamiento en partes donde la costura esta abultada. Hay 2 máquinas en el
área de confección, utilizadas en procesos de costura.
- Máquina de coser industrial Marca Sunstar Modelo KM-350
Máquina de pespunte de 1 aguja con doble arrastre para género fino- medio. Hay
6 máquinas en el área de confección, utilizadas en procesos de costura.
Para visualizar las máquinas de la empresa, ver Anexo 2. La distribución de la maquinaria
es la siguiente:
Ilustración 20. Distribución de maquinaria en el área de confección
Elaboración propia
2.3.1.6. Tiempo de entrega de mochilas
Durante el año 2017 hubo 13 pedidos de mochilas, de los cuales 9 de ellos fueron
entregados fuera del tiempo pactado con el cliente.
Máquina de coser
Recta de dos agujas
Ribetadora industrial
Bordadora multicabezal
Leyenda
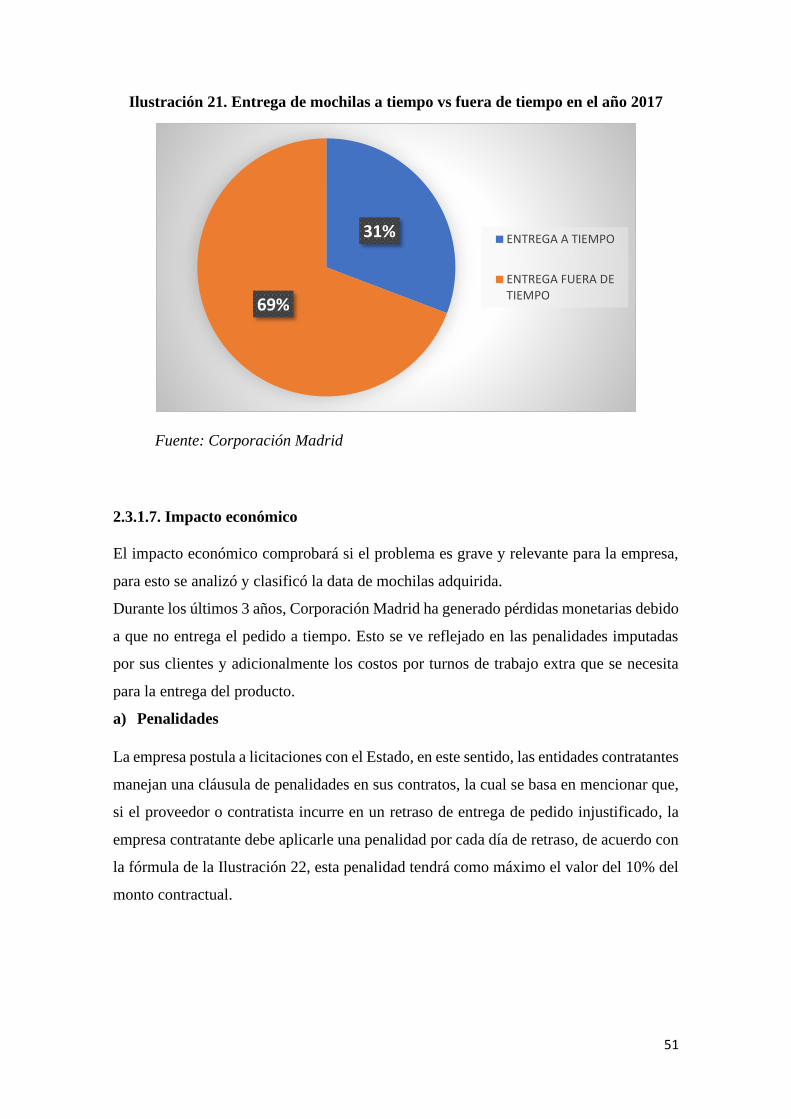
51
Ilustración 21. Entrega de mochilas a tiempo vs fuera de tiempo en el año 2017
Fuente: Corporación Madrid
2.3.1.7. Impacto económico
El impacto económico comprobará si el problema es grave y relevante para la empresa,
para esto se analizó y clasificó la data de mochilas adquirida.
Durante los últimos 3 años, Corporación Madrid ha generado pérdidas monetarias debido
a que no entrega el pedido a tiempo. Esto se ve reflejado en las penalidades imputadas
por sus clientes y adicionalmente los costos por turnos de trabajo extra que se necesita
para la entrega del producto.
a) Penalidades
La empresa postula a licitaciones con el Estado, en este sentido, las entidades contratantes
manejan una cláusula de penalidades en sus contratos, la cual se basa en mencionar que,
si el proveedor o contratista incurre en un retraso de entrega de pedido injustificado, la
empresa contratante debe aplicarle una penalidad por cada día de retraso, de acuerdo con
la fórmula de la Ilustración 22, esta penalidad tendrá como máximo el valor del 10% del
monto contractual.
31%
69%
ENTREGA A TIEMPO
ENTREGA FUERA DETIEMPO

52
Ilustración 22. Cálculo de penalidad
Fuente: CMAC PIURA S.A.C.
La empresa facilitó facturas y constancias de penalización para fines de sustento del
proyecto de investigación. Información adjunta en los Anexos Nº 7, 8, 9, 10, 11, 12, 13 y
14.
Los anexos Nº 7, 9, 11 y 13 muestran las órdenes de compra de dos empresas diferentes,
en las cuales se evidencia la cantidad (unidades) del pedido, precio unitario y monto total.
Por otro lado, los anexos Nº 8, 10, 12 y 14 evidencian la penalidad asignada a ambas
empresas por el incumplimiento del plazo de entrega donde se observa el monto asignado
(en soles).
En el siguiente cuadro, se evidencia las OC que presentan penalidades en los años 2015,
2016 y 2017. Se muestra a detalle la cantidad (unidades) de mochilas por orden de
compra, el precio unitario, monto de la penalización y totales (antes y después de la
penalización). Cabe resaltar que “otros clientes” hace alusión a los clientes que se les
entrego el pedido en el plazo acordado y no hubo penalidades. Asimismo, se desglosó la
información de las órdenes de compra que presentan penalidades para fines de la
investigación.

53
Tabla 8. Cuadro de penalidades según cliente
Fuente: Corporación Madrid
Elaboración: Propia
La tabla 8 detalla la cantidad de veces y monetaria que la empresa sufrió penalidades por
entregar el pedido de mochilas fuera de la fecha pactada.
CLIENTE OC CANTIDAD PVU SUBTOTAL PENALIZACION TOTAL
MAPFRE 48 649 S/.29.00 S/.18,821.00 S/.1,880.00 S/.16,941.00
UGEL 75 7900 S/.29.50 S/.233,050.00 S/.23,295.00 S/.209,755.00
SEGUROS
RIMAC88 900 S/.29.00 S/.26,100.00 S/.2,600.20 S/.23,499.80
UGEL 90 5500 S/.29.50 S/.162,250.00 S/.16,220.85 S/.146,029.15
CMAC PIURA
SAC91 2250 S/.29.30 S/.65,925.00 S/.4,078.00 S/.61,847.00
OTROS CLIENTES S/.35,212.00 S/.0.00 S/.35,212.00
Zonal Registral NºX
Sede Cusco851 945 S/.29.00 S/.27,405.00 S/.2,284.00 S/.25,121.00
UGEL 93 8750 S/.29.50 S/.258,125.00 S/.25,700.00 S/.232,425.00
Zonal Registral NºX
Sede Cusco78 500 S/.29.30 S/.14,650.00 S/.725.00 S/.13,925.00
BCP 328 420 S/.29.90 S/.12,558.00 S/.1,250.00 S/.11,308.00
UGEL 482 6500 S/.29.50 S/.191,750.00 S/.19,140.00 S/.172,610.00
MAPFRE 574 250 S/.29.00 S/.7,250.00 S/.720.00 S/.6,530.00
OTROS CLIENTES S/.152,378.40 S/.0.00 S/.152,378.40
UGEL 18 13000 S/.29.50 S/.383,500.00 S/.38,000.00 S/.345,500.00
CMAC PIURA SAC 23 1095 S/.29.50 S/.32,302.50 S/.3,230.00 S/.29,072.50
MAPFRE 55 410 S/.29.00 S/.11,890.00 S/.1,180.00 S/.10,710.00
Zonal Registral NºX
Sede Cusco79 965 S/.30.00 S/.28,950.00 S/.183.00 S/.28,767.00
UGEL 98 7500 S/.29.50 S/.221,250.00 S/.22,100.00 S/.199,150.00
BCP 100 70 S/.28.00 S/.1,960.00 S/.410.00 S/.1,550.00
Zonal Registral NºX
Sede Tacna101 100 S/.28.00 S/.2,800.00 S/.275.00 S/.2,525.00
P&G 103 400 S/.30.00 S/.12,000.00 S/.1,190.00 S/.10,810.00
Zonal Registral NºX
Sede Pasco154 350 S/.29.00 S/.10,150.00 S/.1,000.00 S/.9,150.00
OTROS CLIENTES S/.48,650.60 S/.0.00 S/.48,650.60
AÑO 2015
AÑO 2017
AÑO 2016

54
Ilustración 23. Comparación de pedidos de mochilas entre las penalidades
incurridas durante los años 2015-2017
Fuente: Corporación Madrid
Elaboración: Propia
La ilustración 23 muestra que en el año 2017 hubo mayor cantidad de penalidades
imputadas a la empresa, con un 69% del total de mochilas que solicitaron durante ese año.
Debido a esta razón, el proyecto de investigación se basará principalmente en los datos
obtenidos durante el año mencionado.
A continuación, la Tabla 9 muestra el monto de penalización por entregar a destiempo
el pedido de mochilas, durante los años 2015, 2016 y 2017.
Tabla 9. Penalizaciones durante los años 2015, 2016 y 2017
Fuente: Corporación Madrid
Elaboración: Propia
La tabla 9 señala que en los últimos 3 años Corporación Madrid ha perdido S/ 165,461.05
en penalizaciones por entregas de mochilas fuera de tiempo.
AÑO 2015 2016 2017 TOTAL
PENALIZACIÓN S/.48,074.05 S/.49,819.00 S/.67,568.00 S/.165,461.05

55
Ilustración 24. Penalizaciones durante los años 2015-2017
Fuente: Corporación Madrid
Elaboración: Propia
Según la figura 24, las faltas por incumplimiento de entregas han incrementado en 1%
durante el 2016 y 11% durante el año 2017.
b) Ingreso esperado de mochilas versus penalidades
A continuación, se detallan los ingresos que hubo durante los años 2015, 2016 y 2017
y las pérdidas por penalidades durante esos años.
Tabla 10. Ingresos y penalizaciones durante los años 2015-2017
Fuente: Corporación Madrid
Elaboración: Propia
2015 2016 2017
INGRESO SIN PÉRDIDAS S/.541,358.00 S/.664,116.40 S/.753,453.10
PÉRDIDA POR PENALIDADES S/.48,074.05 S/.49,819.00 S/.67,568.00

56
Ilustración 25. Ingresos vs Penalizaciones
Fuente: Corporación Madrid
Elaboración: Propia
La figura 25 muestra que en el año 2017 el monto de penalidad fue mayor al de sus
antecesores, con un incremento de S/.17, 749. 00 respecto al año 2016.
c) Ingreso esperado de mochilas versus turnos extra
A continuación, se detallan los ingresos que hubo durante los años 2015, 2016 y 2017
y las pérdidas por turnos de trabajo extra que se necesitaron para cumplir con el
pedido.
Tabla 11. Ingresos y pérdidas por turnos extras durante los años 2015-2017
Fuente: Corporación Madrid
Elaboración: Propia
2015 2016 2017
INGRESO SIN PÉRDIDAS S/.541,358.00 S/.664,116.40 S/.753,453.10
PÉRDIDA POR TURNOS EXTRAS S/.23,850.00 S/.26,500.00 S/.30,210.00

57
Ilustración 26. Ingresos vs Pérdidas por turnos extras
Fuente: Corporación Madrid
Elaboración: Propia
La figura 26 muestra que, en el año 2017 se generó mayor costo por turno extra, ya que
aumentó en S/.3, 710.00 respecto al año 2016 y S/.6, 360.00 respecto al 2015.
d) Ingreso esperado de mochilas versus pérdida por penalidades y turnos extra
Se muestra el impacto que generaron las pérdidas por penalidades y turnos extra
frente a los ingresos que hubo durante los años 2015, 2016 y 2017.
Tabla 12. Ingreso esperado de mochilas vs pérdidas totales
Fuente: Corporación Madrid
Elaboración: Propia
2015 2016 2017
INGRESO SIN PÉRDIDAS S/.541,358.00 S/.664,116.40 S/.753,453.10
PÉRDIDA POR PENALIDADES
Y TURNOS EXTRAS/.71,924.05 S/.76,319.00 S/.97,778.00

58
Ilustración 27. Comparativo entre el ingreso esperado de mochilas y las pérdidas
por penalidades y turnos extra
Fuente: Corporación Madrid
Elaboración: Propia
La figura 27 muestra que, durante los años 2015, 2016 y 2017 tuvieron pérdidas del
13%, 11% y 13% por penalidades y turnos extra respectivamente.
e) Ingreso real de mochilas versus ingreso esperado
A continuación, se detallarán los ingresos esperados durante los años 2015, 2016 y
2017 y el ingreso real que hubo después que generados los costos por turnos extra y
la imputación de penalidades.
Tabla 13. Ingreso esperado vs ingreso real
Fuente: Corporación Madrid
Elaboración: Propia
2015 2016 2017
INGRESO ESPERADO S/.541,358.00 S/.664,116.40 S/.753,453.10
INGRESO REAL S/.469,433.95 S/.587,797.40 S/.655,675.10

59
Ilustración 28. Ingreso esperado vs Ingreso real
Fuente: Corporación Madrid
Elaboración: Propia
La figura 28 muestra que, en el año 2015 y 2016 el ingreso esperado se redujo en un 13%
y 11% respectivamente, y en el año 2017 se redujo nuevamente en un 13%.
f) Costo de mano de obra versus pérdidas
Con el fin de saber el costo de oportunidad del dinero que se perdió, este fue
relacionado con el gasto anual del total de operarios.
Tabla 14. Costo por operario
MENSUAL S/.1,200.00
POR DÍA S/.53.00
POR HORA S/.7.00
COSTO DE OPERARIO
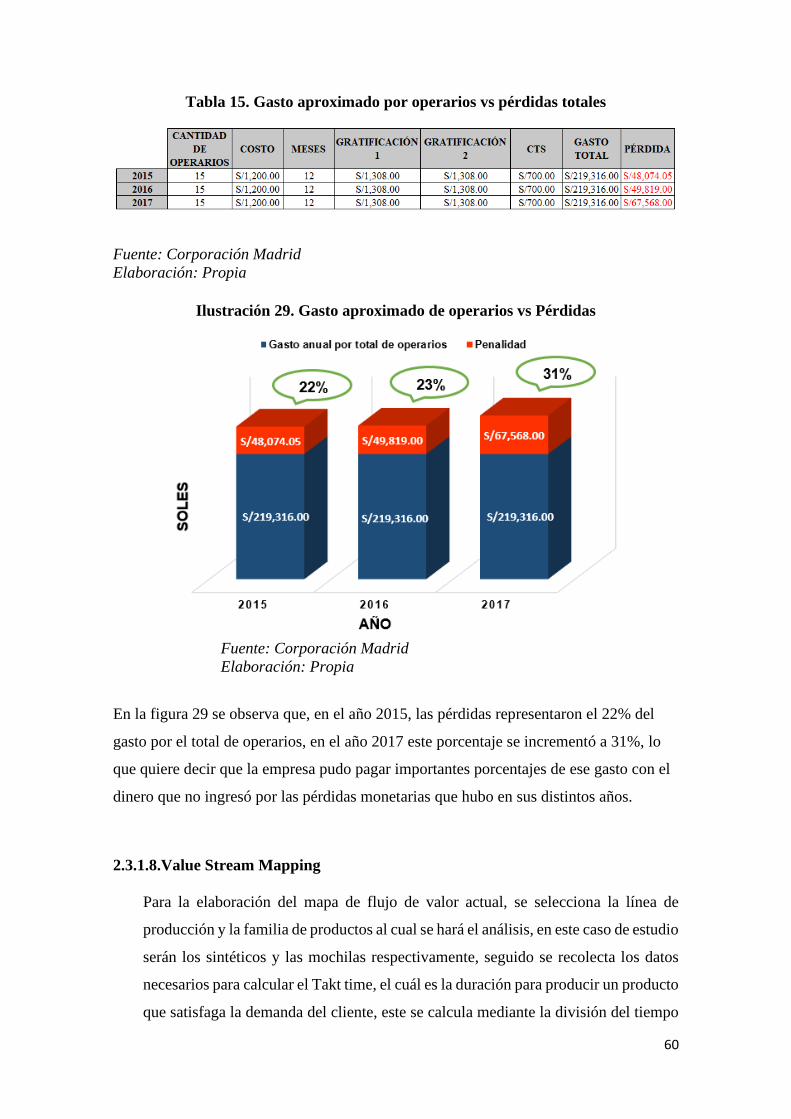
60
Tabla 15. Gasto aproximado por operarios vs pérdidas totales
Fuente: Corporación Madrid
Elaboración: Propia
Ilustración 29. Gasto aproximado de operarios vs Pérdidas
Fuente: Corporación Madrid
Elaboración: Propia
En la figura 29 se observa que, en el año 2015, las pérdidas representaron el 22% del
gasto por el total de operarios, en el año 2017 este porcentaje se incrementó a 31%, lo
que quiere decir que la empresa pudo pagar importantes porcentajes de ese gasto con el
dinero que no ingresó por las pérdidas monetarias que hubo en sus distintos años.
2.3.1.8.Value Stream Mapping
Para la elaboración del mapa de flujo de valor actual, se selecciona la línea de
producción y la familia de productos al cual se hará el análisis, en este caso de estudio
serán los sintéticos y las mochilas respectivamente, seguido se recolecta los datos
necesarios para calcular el Takt time, el cuál es la duración para producir un producto
que satisfaga la demanda del cliente, este se calcula mediante la división del tiempo

61
neto disponible para la producción entre la demanda, para esto se necesitarán datos
como, la demanda del producto en un intervalo de tiempo, las horas de trabajo, las
horas de descanso, la cantidad de turnos y los días al mes que laboran. Luego, se
determinan cuáles son los procesos de producción y se realiza el mapeo
correspondiente para la toma de datos. Por último, se diseña el VSM actual.
a) Takt time para la demanda alta
Según Mejía, S. (2013), es el tiempo que se requiere para fabricar una pieza de
acuerdo con la demanda del cliente, es decir, tiene como objetivo igualar el
ritmo de producción con la demanda solicitada.
Se calcula mediante la división del tiempo de producción disponible y la
demanda del cliente, como se muestra en la siguiente fórmula:
𝑇𝑎𝑘𝑡 𝑡𝑖𝑚𝑒 =𝑡𝑖𝑒𝑚𝑝𝑜 𝑛𝑒𝑡𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒 𝑎𝑙 𝑚𝑒𝑠
𝑑𝑒𝑚𝑎𝑛𝑑𝑎 𝑚𝑒𝑛𝑠𝑢𝑎𝑙
Se recolectan los siguientes datos con el fin de calcular el Takt time del proceso
de producción de mochilas en la empresa.
- Demanda de clientes en temporada alta
En esta investigación, se llama temporada alta al tiempo en donde los pedidos
de mochilas son en cantidades grandes, esto se genera durante los 7 primeros
meses del año. A continuación, los pedidos en temporada alta.
Tabla 16. Demanda en temporada alta
AÑO 2018
NÚMERO DE
PEDIDO
DESCRIPCIÓN
DEL PRODUCTO
CANTIDAD
DEMANDADA
(UNIDADES)
1 Mochila A13 10,800
2 Mochila AA1 1,450
3 Mochila AB3 378
4 Mochila A13 743
5 Mochila AA3 5,067
6 Mochila A14 4,732
7 Mochila AA4 445
Fuente: Corporación Madrid, Elaboración: Propia

62
Se obtiene la demanda promedio de esta temporada para el diseño del VSM.
𝐷𝑒𝑚𝑎𝑛𝑑𝑎 𝑚𝑒𝑛𝑠𝑢𝑎𝑙 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜𝑇𝐴 = ∑𝐶𝑎𝑛𝑡𝑖𝑑𝑎𝑑 𝑑𝑒𝑚𝑎𝑛𝑑𝑎𝑑𝑎 ÷ 𝑁° 𝑑𝑒 𝑚𝑒𝑠𝑒𝑠
𝐷𝑒𝑚𝑎𝑛𝑑𝑎 𝑚𝑒𝑛𝑠𝑢𝑎𝑙 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜𝑇𝐴 = 23,615 ÷ 7 = 3,374
Por lo tanto, la demanda mensual promedio de mochilas en temporada alta es
de 3,374 unidades.
Tabla 17. Demanda mensual y anual promedio en temporada alta
DEMANDA TEMPORADA ALTA AÑO 2018
ANUAL 23,615 mochila/año
MENSUAL 3,374 mochila/mes
Fuente: Corporación Madrid
Elaboración: Propia
La Tabla 17 muestra la demanda anual de la temporada alta durante el año 2018,
la cual fue de 23,615 mochilas, y la demanda promedio mensual 3,374 mochilas.
- Jornada laboral en temporada alta: La empresa trabaja de lunes a viernes,
de 8:00 am a 6:00 pm y los sábados de 8:00 am a 1:00 pm., bajo un solo turno
de trabajo. Cabe resaltar que, existen días en que los trabajadores deben realizar
turnos extras para cumplir con el pedido, y este según las entrevistas realizadas,
se realiza después de su jornada laboral, es decir de 6:00 pm a 11:30 pm.
Con los datos obtenidos se calcula el tiempo para cumplir con la demanda:
Jornada laboral de lunes a viernes: 9 horas laborables por turno
Jornada laboral sábados: 5 horas laborables por turno
Número de turnos: 1 turno diario
Días hábiles por mes: 26 días al mes
Tiempo libre: 1 hora de almuerzo de lunes a viernes

63
Tabla 18. Tiempo disponible en temporada alta
TIEMPO DISPONIBLE
(SEG/MES)
LU-VI (22 DÍAS) SAB (4 DÍAS)
HORAS 198 20
MINUTOS 11880 1200
SEGUNDOS 712800 72000
TOTAL 784800
Fuente: Corporación Madrid
Elaboración: Propia
- Cálculo del Takt time: Se aplica la fórmula mostrada anteriormente para
calcular el Takt time en temporada alta.
𝑇𝑎𝑘𝑡 𝑡𝑖𝑚𝑒 =784800 𝑠𝑒𝑔/𝑚𝑒𝑠
3281 𝑚𝑜𝑐ℎ𝑖𝑙𝑎/𝑚𝑒𝑠
𝑻𝒂𝒌𝒕 𝒕𝒊𝒎𝒆 = 𝟐𝟑𝟗. 𝟏𝟔 𝒔𝒆𝒈/𝒎𝒐𝒄𝒉𝒊𝒍𝒂
Por lo tanto, el tiempo de producción de mochilas que requiere la empresa para
satisfacer la demanda es 239.16 segundos por unidad.
b) Producción mensual promedio
PRODUCCIÓN DE
MOCHILAS
1248 UNIDADES
Fuente: Corporación Madrid
c) Productividad
𝑃 = 1248
unidadesmes
15opdía
× (9hhop × 22
díames +
5hhop × 4
díames)
= 0.38unidades
hh
d) Proceso productivo
Para la elaboración de mochilas, la empresa requiere de 3 procesos: corte,
confección y acabado.
- Tiempo de ciclo: Se realizaron 11 tomas de tiempos con un nivel de confianza
de 95% y un margen de error de ±5%. Cabe resaltar que, las distancias de las

64
áreas fueron medidas y cronometradas, en el caso del área de corte y bordado,
procesos continuos, se encuentran separados por un piso, de igual manera el
área de costura y acabados, los cuales contienen procesos de producción
continuos, se encuentran separados por un piso. (Ver Anexo 3-Layout de la
empresa).
Inicialmente, se efectuaron 6 tomas de tiempos que fueron tomadas como
observaciones preliminares (n’), para posteriormente aplicar la siguiente
fórmula, con la cual obtendremos el número de observaciones necesarias.
Ilustración 30. Ecuación para hallar el tamaño de muestras
Fuente: Ingeniería industrial online
Siendo:
n = Tamaño de la muestra que deseamos calcular (número de observaciones)
n' = Número de observaciones del estudio preliminar
Σ = Suma de los valores
x = Valor de las observaciones.
40 = Constante para un nivel de confianza de 94,45%
Sustituyendo estos valores en la fórmula anterior tendremos el valor de n:
n = 10.47 ≈ 11
Dado que el número de observaciones preliminares (6) es inferior al requerido
(11), debe aumentarse el tamaño de las observaciones preliminares, luego
recalcular n. En el recálculo se determinó que la cantidad de 11 observaciones,
eran suficientes.
Por último, se construyó un intervalo de un 95% de confianza, para la media del
tiempo total de producción.

65
n = 11
x = 33.64
Varianza = 0.516
Z α/2 = 1.96
Por lo tanto, se reemplazan los valores y se obtiene el siguiente intervalo
(33.64 ± 1.96 * 0.516/ √11) = (33,335; 33,945)
Tabla 19. Toma de tiempos en el proceso productivo de mochilas
Fuente: Corporación Madrid Elaboración: Propia
De esta tabla se tiene que para fabricar una mochila la empresa usa un tiempo de 33.64
minutos.
e) Mapeo de cada proceso productivo
- Corte: Para realizar el proceso de corte, ingresan 25 rollos de tela sintética a la
máquina cortadora. Cada rollo genera 4 unidades, y este proceso es realizado por
3 operarios.
i. Preparación de tela para cortar: este es un subproceso del proceso de corte.
Consta desde la toma de cada rollo de tela ubicado en el almacén de materia
PROCESO
N° DE
OPERARIOS
POR
PROCESO
N° DE
OPERARIOS
POR
ACTIVIDAD
ACTIVIDAD 1 2 3 4 5 6 7 8 9 10 11
TIEMPO
PROMEDIO
(MIN)
2 Traer los rollos de tela sintética al área de costura 0.5 0.48 0.55 0.49 0.41 0.5 0.48 0.41 0.48 0.46 0.49 0.48
3 Colocar tela en la mesa de corte 0.8 0.85 0.87 0.9 0.88 0.8 0.91 0.87 0.86 0.92 0.89 0.87
3 Fijar molde 0.8 0.9 1 0.9 1.4 0.66 0.85 0.81 0.62 0.6 0.7 0.84
1 Tizado de tela 0.56 0.55 0.54 0.57 0.5 0.59 0.6 0.61 0.52 0.58 0.55 0.56
1 Sacar molde 0.1 0.12 0.11 0.1 0.15 0.12 0.9 0.1 0.14 0.12 0.1 0.19
1 Encender máquina de corte 0.4 0.46 0.39 0.47 0.44 0.61 0.42 0.41 0.4 0.5 0.51 0.46
1 Cortar tela 3.5 4 4.1 3.54 4.1 3.86 3.99 4.2 3.9 4.1 4.2 3.95
2 Llevar tela cortada al área de confección 1 1.1 1.2 0.9 1.3 0.95 1.4 0.94 0.9 0.98 1 1.06
2 Fijar tela en la máquina de bordado 0.6 0.62 0.61 0.6 0.61 0.62 0.62 0.61 0.66 0.64 0.61 0.62
1 Programa máquina de bordado 0.5 0.6 0.5 0.54 0.51 0.53 0.54 0.55 0.57 0.56 0.5 0.54
1 Bordar 2.97 2.97 2.97 2.97 2.97 2.97 2.97 2.97 2.97 2.97 2.97 2.97
1 Llevar tela bordada a la subárea de ensamblado 0.38 0.39 0.4 0.37 0.4 0.37 0.39 0.38 0.37 0.37 0.38 0.38
7 Fijar tela bordada en máquina de coser 0.25 0.24 0.28 0.22 0.24 0.29 0.3 0.22 0.2 0.28 0.24 0.25
7 Programar máquina 1.4 1.41 1.42 1.4 1.43 1.44 1.4 1.46 1.4 1.43 1.45 1.42
7 Coser piezas menores a la tela bordada 4.8 4.83 5 4.75 4.78 4.85 4.8 4.75 4.81 4.88 4.8 4.82
7 Ensamblar accesorios al producto semiterminado 9.6 9.63 9.58 9.5 9.66 9.5 10 9.68 9.6 9.62 9.6 9.63
3 Llevar mochila al área de acabado 0.87 0.8 0.8 0.86 0.84 0.85 0.86 0.89 0.85 0.88 0.8 0.85
2 Inspeccionar visualmente mochila 0.8 0.87 0.82 0.9 0.84 0.92 0.98 0.88 0.91 0.86 0.84 0.87
1 Cortar hilos sueltos de mochila sin defectos 2 1.99 1.98 1.97 1.97 2.1 1.9 1.9 2 1.8 1.87 1.95
2 Embolsar mochila 0.56 0.55 0.52 0.53 0.55 0.58 0.54 0.56 0.51 0.57 0.59 0.55
2 Llevar mochila embolsada al almacén 0.4 0.41 0.4 0.38 0.33 0.4 0.39 0.35 0.4 0.32 0.36 0.38
TOTAL 15 32.8 33.8 34 32.9 34.3 33.5 35.2 33.6 33.1 33.4 33.5 33.64
CORTE
CONFECCIÓN
ACABADO
3
9
3

66
prima hasta el área de corte, luego continúa la actividad de colocar la tela sobre
la mesa de corte y hacer el tizado con ayuda del molde.
Tabla 20. Subproceso preparar tela para cortar
Fuente: Corporación Madrid Elaboración: Propia
ii. Cortado de tela: este subproceso consta desde prender la máquina cortadora hasta
el llevado de la tela cortada al área de bordado.
Tabla 21. Subproceso cortar tela
CORTE DE TELA
Entrada Lote de 25 unidades de tela sintética
#Operarios 3
#Máquinas 1
Tiempo de ciclo 8205 seg/lote
Tiempo disponible 784800 seg/mes
Salida 100 unidades de tela sintética cortada
Fuente: Corporación Madrid Elaboración: Propia
- Confección: En este proceso se realiza el bordado, costura de piezas menores y
ensamblado, para formar las mochilas.
i. Bordado: aquí se hace uso de la máquina bordadora de 12 cabezas, 2 operarios
se encargan de fijar los
ii. pedazos de tela sobre la máquina, seguido de la programación de esta para
finalmente bordar y llevarlas al área de costura.
PREPARACIÓN DE TELA PARA CORTAR
Entrada Lote de 25 unidades de tela sintética
#Operarios 3
#Máquinas 0
Tiempo de ciclo 4410 seg/lote
Tiempo disponible 784800 seg/mes
Salida Lote de 25 unidades de tela sintética

67
Tabla 22. Subproceso bordar
BORDADO
Entrada 100 unidades de tela sintética cortada
#Operarios 2
#Máquinas 1
Tiempo de ciclo 27060 seg/lote
Tiempo disponible 784800 seg/mes
Salida 100 unidades bordadas
Fuente: Corporación Madrid Elaboración: Propia
iii. Costura: los 7 operarios de este subproceso se encargan de la programación de
sus máquinas para finalmente coser las piezas menores a la tela bordada.
Tabla 23. Subproceso coser piezas menores
COSTURA DE PIEZAS MENORES
Entrada 100 unidades bordadas
#Operarios 7
#Máquinas 5
Set up 8520 seg/lote
Tiempo de ciclo 30420 seg/lote
Tiempo disponible 784800 seg/mes
Salida 100 unidades ensambladas
Fuente: Corporación Madrid Elaboración: Propia
iv. Ensamblado de piezas: en este subproceso se unen las piezas grandes a la tela ya
ensamblada con las piezas menores, con el fin de formar la mochila.
Tabla 24. Subproceso ensamblar piezas
ENSAMBLADO DE PIEZAS
Entrada 100 unidades ensambladas
#Operarios 7
#Máquinas 6
Tiempo de ciclo 62880 seg/lote
Tiempo disponible 784800 seg/mes
Salida 10 mochilas
Fuente: Corporación Madrid

68
Elaboración: Propia
- Acabado: en este proceso lo que se busca es asegurar que el producto final cuente con
los estándares de calidad que propone la empresa y requiere el cliente, para finalmente
ser llevado al almacén de productos terminado.
i. Control de calidad: en este subproceso los 3 operarios se encargan de manera
visual si las mochilas tienen alguna imperfección, de ser así, las apartan y continúan
con las que no tienen defectos, para seguir con el cortado de hilos sueltos.
Tabla 25. Subproceso control de calidad
CONTROL DE CALIDAD
Entrada 100 mochilas
#Operarios 3
#Máquinas 0
Tiempo de ciclo 16980 seg/lote
Tiempo disponible 784800 seg/mes
Salida 100 mochilas sin defectos
Fuente: Corporación Madrid Elaboración: Propia
ii. Empaquetado: finalmente, se embolsan las mochilas sin defectos y son llevadas
al almacén de productos terminados.
Tabla 26. Subproceso embolsar mochilas
Fuente: Corporación Madrid Elaboración: Propia
f) Tiempo sin valor agregado (TNVA)
Demanda diaria: 126 mochilas
- Materia prima: 25 𝑟𝑜𝑙𝑙𝑜𝑠 𝑑𝑒𝑙 𝑡𝑒𝑙𝑎
126 𝑚𝑜𝑐ℎ𝑖𝑙𝑎𝑠= 0.20 𝑑í𝑎
EMBOLSADO DE MOCHILAS
Entrada 100 mochilas sin defectos
#Operarios 2
#Máquinas 0
Tiempo de ciclo 5580 seg/lote
Tiempo disponible 784800 seg/mes
Salida 100 mochilas embolsadas

69
- Costura de piezas: 25 𝑝𝑖𝑒𝑧𝑎𝑠
81 𝑚𝑜𝑐ℎ𝑖𝑙𝑎𝑠= 0.20 𝑑í𝑎
- Bordado de piezas: 100 𝑝𝑖𝑒𝑧𝑎𝑠
126 𝑚𝑜𝑐ℎ𝑖𝑙𝑎𝑠= 0.79 𝑑í𝑎𝑠
- Costura de piezas menores: 100 𝑝𝑖𝑒𝑧𝑎𝑠
126 𝑚𝑜𝑐ℎ𝑖𝑙𝑎𝑠= 0.79 𝑑í𝑎
- Ensamblado de piezas: 100 𝑝𝑖𝑒𝑧𝑎𝑠
126 𝑚𝑜𝑐ℎ𝑖𝑙𝑎𝑠= 0.79 𝑑í𝑎
- Control de calidad: 100 𝑝𝑖𝑒𝑧𝑎𝑠
126 𝑚𝑜𝑐ℎ𝑖𝑙𝑎𝑠= 0.79 𝑑í𝑎
- Empaquetado: 100 𝑝𝑖𝑒𝑧𝑎𝑠
126 𝑚𝑜𝑐ℎ𝑖𝑙𝑎𝑠= 0.79 𝑑í𝑎
TNVA total: 4.37 días

70
a) Diseño del VSM actual en demanda alta
3
Corte
2
Bordado
3
Acabado
C/T= 8,205 s/loteNº Máquinas= 1Turnos= 1T/D= 784,800 s/mes
4,395 seg
0.20 día
Tiempo de VA= 201,834.55 s
Tiempo de NVA= 4.37 días
Proveedor Cliente
Control de producción
8,205
0.20
27,060
0.79
5 días
Jefe de producción
C/T= 27,060 s/loteNº Máquinas= 1Turnos= 1T/D= 784,800 s/mes
C/T= 62,880 s/loteNº Máquinas= 6Turnos= 1T/D= 784,800 s/mes
Demanda diaria= 126u
1 turno (Lu-Vi)= 9 hrs/ día
1 turno (Sab)= 5 hrs
Nº de operarios = 15 /turno
Takt time= 239.16 s/mochila
7
Costura de piezas menores
C/T= 30,420 s/loteSet up= 8520 s/loteNº Máquinas= 5Turnos= 1T/D= 784,800 s/mes
38,940
0.79
3
Preparación de tela
7
Ensamblado de piezas
2
Empaquetado
C/T= 4,410 s/loteNº Máquinas= 0Turnos= 1T/D= 784,800 s/mes
C/T= 16,980 s/loteNº Máquinas= 0Turnos= 1T/D= 784,800 s/mes
C/T= 5,580 s/loteNº Máquinas= 0Turnos= 1T/D= 784,800 s/mes
25
25100 100 100 100 100
62,880
0.79
16,980
0.79
5,580
0.79
Elaboración propia
Ilustración 31. VSM actual en temporada alta

71
2.4. Identificación causa-raíz del problema
Para encontrar el problema raíz en el proceso de producción de mochilas, se realizará
un análisis al VSM actual encontrado.
2.4.1. Análisis del Value Stream Mapping
La finalidad del VSM es encontrar desperdicios durante el proceso de producción, por
lo tanto, luego de encontrar que el VSM en temporada alta cuenta con tiempo sin valor
agregado, se realiza un análisis AVA, en donde se clasifican las actividades con valor
y sin valor agregado.
Tabla 27. Análisis AVA de la producción de mochilas
Fuente: Corporación Madrid Elaboración: Propia

72
a) Tiempo de ciclo por subproceso: Se obtienen los porcentajes de los tiempos de
ciclo según cada subproceso desarrollado, con el fin de dejar ver qué proceso es el
que cuenta con el mayor tiempo.
Ilustración 32. Porcentaje del tiempo de ciclo de producción en cada subproceso
Fuente: Corporación Madrid Elaboración: Propia
Según la figura 32, el proceso de corte tiene un 8% del total del tiempo de ciclo de
producción de mochilas, mientras que el proceso de confección y acabado 79% y 13%
respectivamente. Por lo tanto, el proceso con tiempo de ciclo superior es el de confección.
b) Actividades con valor y sin valor agregado: las actividades que transforman la materia
prima para cumplir con el requisito del cliente son las que se consideran actividades con
valor agregado, luego de realizar el análisis AVA, se muestran los siguientes resultados:
ACTIVIDADES CON
VALOR AGREGADO
ACTIVIDADES SIN
VALOR AGREGADO
63% 37%

73
Ilustración 33. Porcentaje de actividades con y sin valor agregado
Fuente: Corporación Madrid Elaboración: Propia
Según el gráfico 33, se observa que un 37% del total de actividades no agregan valor al
cliente, por lo tanto, es necesario que sean analizadas para decidir si eliminarlas o
minimizar el tiempo de ejecución en ellas.
Ilustración 34. Porcentaje del tiempo de actividades con y sin valor agregado
Fuente: Corporación Madrid Elaboración: Propia
Según la ilustración 34, el 7% del tiempo de ciclo total pertenecen a actividades con
movimientos innecesarios.

74
c) Porcentaje de actividades con valor y sin valor agregado en cada proceso: Se toman
los datos necesarios para observar en qué proceso es donde las actividades sin valor
agregados son mayores.
CORTADO CONFECCIÓN ACABADO
%VA 29% 53% 18%
%NVA 50% 40% 10%
Ilustración 35. Porcentajes de actividades con y sin valor agregado en cada proceso
Fuente: Corporación Madrid Elaboración: Propia
Según el gráfico 35, el proceso de corte es el que cuenta con el mayor número de
actividades que no generan valor al cliente, con un 50%, del total de sus actividades,
seguido del proceso de confección y finalmente el de acabado con un 10%.
2.4.2. Conclusión del diagnóstico del problema
Con el VSM se identificó que el proceso de producción de mochilas cuenta con
tiempo sin valor agregado, en donde las actividades de ese tiempo representan el
37%.
El proceso con mayor tiempo de ciclo es el de confección, con un 79%, y a su vez,
representa el 40% del total de actividades que no generan valor al cliente.

75
Por lo tanto, se concluye que los trabajadores tienen un método inadecuado de
trabajo, pues el 37% de las actividades que realizan no generan valor, por lo que se
debe analizar cuáles deben ser eliminadas o reducirles el tiempo de ciclo.
2.4.3. Diagrama Causa-efecto (Ishikawa)
Las causas cualitativas fueron obtenidas mediante entrevistas realizadas al Gerente
general, Miguel Madrid, a 4 operarios de la empresa y al Jefe de Licitaciones, William
Salazar.
Ilustración 36. Diagrama Causa-efecto
INCUMPLIMIENTO
DE LOS PLAZOS DE
ENTREGA DEL
PRODUCTO
TERMINADO
Máquinas
Método de trabajo
Material
Medio ambienteMano de obra
Medición
Costureros sin experiencia
Alta rotación de personal
Materia prima defectuosa
Materia prima no llega a
tiempo
Falta de mantenimiento
Proceso de producción no
controlado
Puestos de trabajo poco ergonomicos
No hay inventario de productos en
proceso
Fatiga visual
Mala distribución de los puestos de
trabajo
Programación inadecuada de la producción
Falta de capacitaciones
periódicas
Fuente: Corporación Madrid
Elaboración: Propia
Las causas que originan el problema principal de la investigación, en su mayoría son
medibles, para lo cual se formulan indicadores relacionados con los procesos de la
empresa. De esta manera, se facilitará el seguimiento y factor de éxito de futuras
propuestas de mejora.
Causas Cuantitativas:
- Falta de mantenimiento:
𝐹𝑎𝑙𝑡𝑎 𝑑𝑒 𝑚𝑡𝑡𝑜 =𝑡𝑖𝑒𝑚𝑝𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑝𝑎𝑟𝑎𝑑𝑎𝑠
𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑐𝑖𝑐𝑙𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛× 100

76
- Alta rotación del personal: el área de administración tiene control de las fichas de sus
colaboradores, por ende, la medición sería:
% 𝑅𝑜𝑡𝑎𝑐𝑖ó𝑛 𝑑𝑒 𝑝𝑒𝑟𝑠𝑜𝑛𝑎𝑙 =𝑛ú𝑚𝑒𝑟𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑐𝑒𝑠𝑒𝑠 𝑒𝑛 1 𝑎ñ𝑜
𝑛ú𝑚𝑒𝑟𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑖𝑛𝑔𝑟𝑒𝑠𝑜𝑠 𝑒𝑛 1 𝑎ñ𝑜× 100
- Falta de capacitaciones periódicas:
% 𝐶𝑎𝑝𝑎𝑐𝑖𝑡𝑎𝑐𝑖𝑜𝑛𝑒𝑠 =𝑛ú𝑚𝑒𝑟𝑜 𝑟𝑒𝑎𝑙 𝑑𝑒 𝑐𝑎𝑝𝑎𝑐𝑖𝑡𝑎𝑐𝑖𝑜𝑛𝑒𝑠 ℎ𝑒𝑐ℎ𝑎𝑠 𝑒𝑛 1 𝑎ñ𝑜
𝑛ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑐𝑎𝑝𝑎𝑐𝑖𝑡𝑎𝑐𝑖𝑜𝑛𝑒𝑠 𝑝𝑟𝑜𝑔𝑟𝑎𝑚𝑎𝑑𝑎𝑠 𝑝𝑎𝑟𝑎 1 𝑎ñ𝑜× 100
- Fatiga visual: la empresa evidencio mayor porcentaje de quejas en el área de
confección.
% 𝐶𝑜𝑙𝑎𝑏𝑜𝑟𝑎𝑑𝑜𝑟𝑒𝑠 𝑐𝑜𝑛 𝑞𝑢𝑒𝑗𝑎𝑠 𝑝𝑜𝑟 𝑓𝑎𝑡𝑖𝑔𝑎 𝑣𝑖𝑠𝑢𝑎𝑙 =𝑛ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑐𝑜𝑙𝑎𝑏𝑜𝑟𝑎𝑑𝑜𝑟𝑒𝑠 𝑐𝑜𝑛 𝑞𝑢𝑒𝑗𝑎𝑠
𝑛ú𝑚𝑒𝑟𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑐𝑜𝑙𝑎𝑏𝑜𝑟𝑎𝑑𝑜𝑟𝑒𝑠× 100
- Eficiencia por operario:
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝑝𝑜𝑟 𝑜𝑝𝑒𝑟𝑎𝑟𝑖𝑜 =𝑡𝑖𝑒𝑚𝑝𝑜 𝑟𝑒𝑎𝑙 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛
𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒 𝑝𝑎𝑟𝑎 𝑙𝑎 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛× 100
- Eficacia por operario:
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝑝𝑜𝑟 𝑜𝑝𝑒𝑟𝑎𝑟𝑖𝑜 =𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑢𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑝𝑟𝑜𝑑𝑢𝑐𝑖𝑑𝑎𝑠
𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑢𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑝𝑙𝑎𝑛𝑖𝑓𝑖𝑐𝑎𝑑𝑎𝑠× 100
- Materia prima defectuosa:
% 𝑀𝑎𝑡𝑒𝑟𝑖𝑎 𝑝𝑟𝑖𝑚𝑎 𝑑𝑒𝑓𝑒𝑐𝑡𝑢𝑜𝑠𝑎 =𝑁º 𝑑𝑒 𝑟𝑜𝑙𝑙𝑜𝑠 𝑑𝑒 𝑡𝑒𝑙𝑎 𝑑𝑒𝑣𝑢𝑒𝑙𝑡𝑜𝑠 𝑎𝑙 𝑝𝑟𝑜𝑣𝑒𝑒𝑑𝑜𝑟
𝑁º 𝑑𝑒 𝑟𝑜𝑙𝑙𝑜𝑠 𝑞𝑢𝑒 𝑖𝑛𝑔𝑟𝑒𝑠𝑎𝑟𝑜𝑛 𝑎 𝑙𝑎 𝑒𝑚𝑝𝑟𝑒𝑠𝑎× 100
- Materia prima no llega a tiempo:
% 𝐷𝑒𝑚𝑜𝑟𝑎 𝑒𝑛 𝑒𝑛𝑡𝑟𝑒𝑔𝑎 𝑑𝑒 𝑀𝑃 =𝑃𝑙𝑎𝑧𝑜 𝑑𝑒 𝑒𝑛𝑡𝑟𝑒𝑔𝑎 𝑟𝑒𝑎𝑙 𝑑𝑒 𝑀𝑃
𝑃𝑙𝑎𝑧𝑜 𝑑𝑒 𝑒𝑛𝑡𝑟𝑒𝑔𝑎 𝑎𝑐𝑜𝑟𝑑𝑎𝑑𝑜× 100
El resultado de estos indicadores se compara con meses o años anteriores o futuros
dependiendo del intervalo de tiempo que se considere.
Asimismo, existen causas que no son medibles, sin embargo, son manifestadas por los
operarios y visibles en el ambiente de trabajo.
Causas Cualitativas:
- Falta de supervisión al personal de producción.
- Falta de orden y limpieza en el ambiente de trabajo, incluyendo a las máquinas.
- Pasillos angostos y obstruidos, en muchos casos por desperdicios o usados como
almacén de productos en procesos. Además, no están correctamente definidos con
señalización. Véase anexo 5.
- Puestos de trabajo desordenados.

77
- Material y herramientas fuera de alcance.
- Poca iluminación en los pisos inferiores.
- Equipos ruidosos.
2.4.4. Árbol de problemas
Se elabora el siguiente árbol de problemas para encontrar las raíces y consecuencias al
problema de incumplimiento de entrega en la fecha pactada.
Ilustración 37. Árbol de problemas de la empresa Corporación Madrid
Elaboración: Propia
Métodos inadecuados de trabajo
Actividades sin valor agregado (transporte
y movimientos innecesarios): 37%
Tiempos de ciclo elevados
Tiempo de producción mayor al
tiempo estándar: 33.64 min > 20 min
Producción al mes menor a la demanda:
1248 und < 3374 und
(temporada alta)
INCUMPLIMIENTO EN EL PLAZO DE ENTREGA DE MOCHILAS
Penalizaciones: 69% Pérdidas económicas por horas
extra de mano de obra: 4%
Pérdidas económicas para
la empresa: 13%
5S55S
S
DISDIST. PLANTA

78
El árbol de problemas fue elaborado en base a las entrevistas que se realizaron al Gerente
general y a los operarios de la empresa. Además de ello, brindaron data específica sobre
el número (en soles) de penalidades y turnos extra que han tenido los últimos 3 años en
la línea de las mochilas (S/ 246,021.05) y el ingreso esperado (S/ 1,958,927.50).
2.5. Hipótesis de la tesis
Mediante el uso de dos herramientas de la metodología Lean Manufacturing y la
Distribución de planta se buscará mejorar el proceso productivo de mochilas en la
empresa Corporación Madrid, con el objetivo de minimizar el incumplimiento de las
fechas programadas de entrega de pedidos.

79
3. CAPÍTULO 3
Diseño/ Uso de las herramientas/ Plan de implementación/ Costeo del
proyecto/ Plan de riesgos
El siguiente capítulo detalla el modelo que se seguirá para solucionar el problema
encontrado en el capítulo 2, mediante el uso de herramientas del Lean Manufacturing,
previamente empleados por diversos autores en casos de éxito, de esta manera se valida
que el uso de estas herramientas sea la correcta para este caso de estudio.
Se comenzará dando a conocer el diseño de la propuesta de solución, luego se detallará
paso a paso la implementación en la empresa de las herramientas sugeridas.
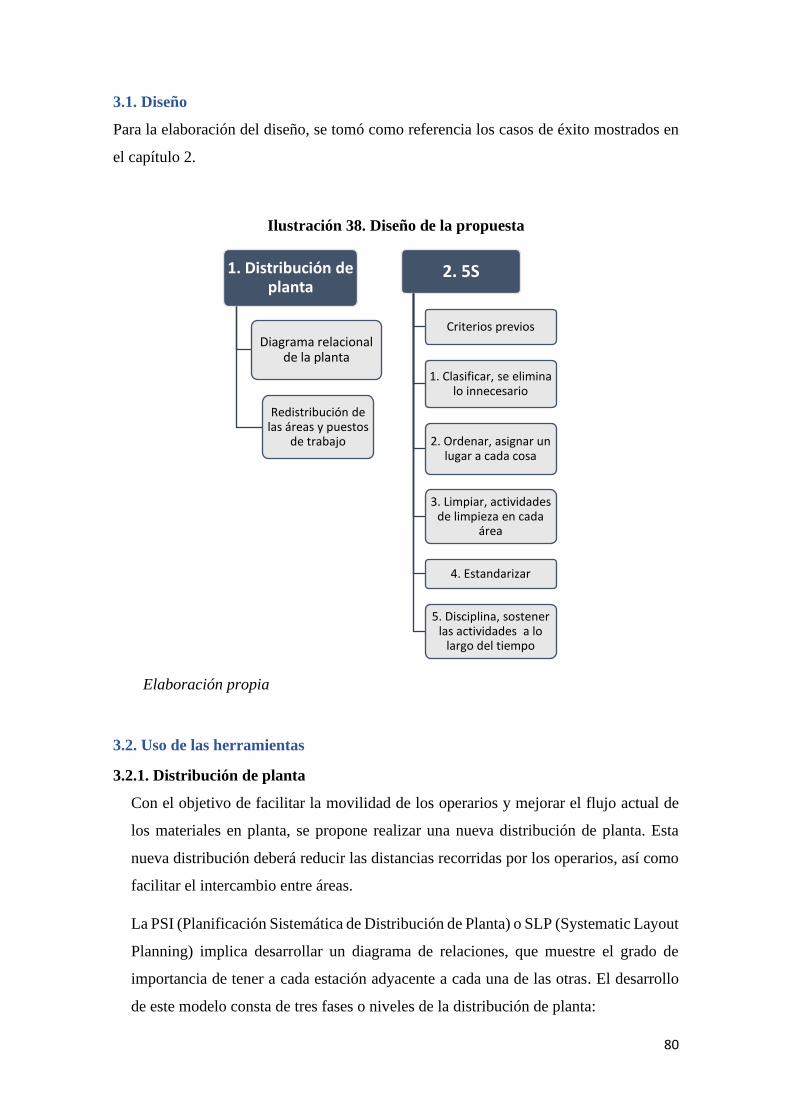
80
3.1. Diseño
Para la elaboración del diseño, se tomó como referencia los casos de éxito mostrados en
el capítulo 2.
Ilustración 38. Diseño de la propuesta
Elaboración propia
3.2. Uso de las herramientas
3.2.1. Distribución de planta
Con el objetivo de facilitar la movilidad de los operarios y mejorar el flujo actual de
los materiales en planta, se propone realizar una nueva distribución de planta. Esta
nueva distribución deberá reducir las distancias recorridas por los operarios, así como
facilitar el intercambio entre áreas.
La PSI (Planificación Sistemática de Distribución de Planta) o SLP (Systematic Layout
Planning) implica desarrollar un diagrama de relaciones, que muestre el grado de
importancia de tener a cada estación adyacente a cada una de las otras. El desarrollo
de este modelo consta de tres fases o niveles de la distribución de planta:
1. Distribución de planta
Diagrama relacional de la planta
Redistribución de las áreas y puestos
de trabajo
2. 5S
Criterios previos
1. Clasificar, se elimina lo innecesario
2. Ordenar, asignar un lugar a cada cosa
3. Limpiar, actividades de limpieza en cada
área
4. Estandarizar
5. Disciplina, sostener las actividades a lo
largo del tiempo

81
Fase I: Localización. La teoría nos dice que en caso de una redistribución el objetivo
será determinar si la planta se mantendrá en el emplazamiento actual o si se trasladará.
La planta para este caso de estudio se mantendrá en la locación actual.
Ilustración 39. Layout Actual
Elaboración propia
En la figura 39. Se muestra el layout actual de la empresa, con las áreas involucradas en
el proceso de producción de mochilas, como se observa en la figura la mayoría de los
procesos de interés se centralizan en el segundo nivel.
En la planta del segundo nivel, se graficaron dos líneas rojas que entran y salen del
almacén de PT y de la zona de acabados de PP. Esto se debe a que están ubicadas áreas
que no aportan valor al proceso y son utilizadas para satisfacer otros procesos internos.
El almacén de producto terminado temporal (PT), se encuentra desorganizado y en
muchas ocasiones cumple la función de depósito, por lo tanto, se recomienda darle un uso
diferente a ese espacio, tomando en consideración que los productos que se almacenan
ahí irán al almacén general en el tercer nivel. Por otro lado, la zona de acabados de
productos en procesos (PP), atiende otras líneas de productos generando mayor tránsito
de operarios en el área.
2.5m
22
m
11
m
2m
3m
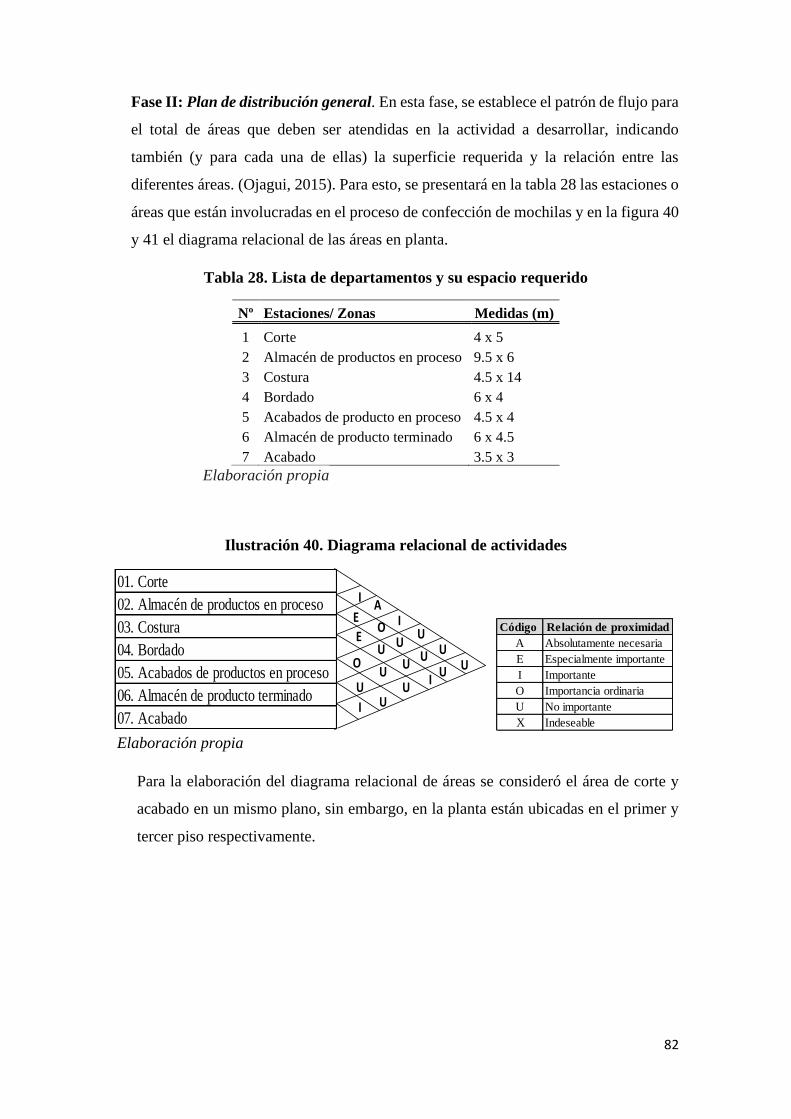
82
Fase II: Plan de distribución general. En esta fase, se establece el patrón de flujo para
el total de áreas que deben ser atendidas en la actividad a desarrollar, indicando
también (y para cada una de ellas) la superficie requerida y la relación entre las
diferentes áreas. (Ojagui, 2015). Para esto, se presentará en la tabla 28 las estaciones o
áreas que están involucradas en el proceso de confección de mochilas y en la figura 40
y 41 el diagrama relacional de las áreas en planta.
Tabla 28. Lista de departamentos y su espacio requerido
Nº Estaciones/ Zonas Medidas (m)
1 Corte 4 x 5
2 Almacén de productos en proceso 9.5 x 6
3 Costura 4.5 x 14
4 Bordado 6 x 4
5 Acabados de producto en proceso 4.5 x 4
6 Almacén de producto terminado 6 x 4.5
7 Acabado 3.5 x 3
Elaboración propia
Ilustración 40. Diagrama relacional de actividades
IA
01. Corte
02. Almacén de productos en proceso
03. Costura
04. Bordado
05. Acabados de productos en proceso
06. Almacén de producto terminado
07. Acabado
E IU
UUU
U
U
U
I
O
UU
U
UI
O
U
E
Elaboración propia
Para la elaboración del diagrama relacional de áreas se consideró el área de corte y
acabado en un mismo plano, sin embargo, en la planta están ubicadas en el primer y
tercer piso respectivamente.
Código Relación de proximidad
A Absolutamente necesaria
E Especialmente importante
I Importante
O Importancia ordinaria
U No importante
X Indeseable

83
Ilustración 41. Diagrama relacional de espacios
1
2
3
4 5
6
7
AEIOUX
Código de líneas
Elaboración propia
El resultado de esta fase nos llevará a obtener un bosquejo o diagrama a escala de la
futura planta. Para la elaboración de la nueva la nueva distribución de planta se tomó
en consideración las medidas de cada área, su relación de cercanía y el flujo
productivo de mochilas. En la figura 42 se muestra el layout propuesto.
Ilustración 42. Nueva distribución de planta para el segundo nivel
Elaboración propia
1m
9 m
1.5
m
2 m
18m

84
Tabla 29. Comparativo de distancias y tiempos de transporte antes y después de la
nueva distribución de planta
Distancia (m) Tiempo (min)
ÁREA OPERACIONES Antes de
la mejora
Después de
la mejora
Antes de
la mejora
Después de
la mejora
CORTE
Preparación de tela 2.5 1 0.48 0.11
Corte y traslado de PP
al área de confección 22 9 1.06 0.5
CONFECCIÓN
Bordado y transporte
de PP al ensamblado 2 2 0.38 0.38
Ensamblado y
transporte de PP al
área de Acabado
11 1.5 0.85 0.13
ACABADO Traslado del PT al
almacén de PT 3 18 0.38 1
TOTAL 40.5 31.5 3.15 2.12
Reducción: 22.22% Reducción: 32.70%
Elaboración propia
Con la nueva distribución se reducirá la distancia de transporte en 22.22% ya que el
operario no tendrá que cambiar de piso para llevar los productos en proceso desde el
área de corte (primer piso) hacia el área de confección y acabados (segundo piso).
Como se observa en la tabla 29, la distancia recorrida inicialmente por los operarios
era de 40.5 metros. Se redujeron 9 metros de transporte, de igual manera, el tiempo
de transporte se reduce en un 32.7%
Con esto se logró que el tiempo de ciclo total de producción se reduzca en un 3.06%,
según se muestra en la Tabla 30.
Tabla 30. Tiempo de ciclo de producción de mochilas antes y después de la nueva
distribución de planta
MODALIDAD
TIEMPO DE
CICLO TOTAL
(MIN)
REDUCCIÓN
Antes de la distribución de planta 33.64 3.06%
Después de la distribución de planta 32.61
Elaboración propia

85
Ilustración 43. Distribución de planta actual vs la nueva propuesta
Elaboración propia
De la ilustración 43 podemos concluir que, en la distribución inicial, el área de corte
(primer proceso de producción) se encontraba en el primer nivel, las áreas de costura
y bordado en el segundo piso y el área de acabado en el tercer nivel. Asimismo, en el
segundo nivel existía un área de acabado de producto en proceso que no era muy
recurrente y almacenes de materiales y productos terminados, además de espacio
muerto. Con la nueva distribución, se deja libre el primer piso, reduciendo los 22
metros de transporte del primer piso al segundo piso. Por otro lado, el área de acabado
final se fusionó con el área de acabado del segundo nivel y el almacén de producto
terminado se movió al piso 3, para evitar cruces y utilización de espacios dentro del
flujo de producción.
ALMACÉN PT
86
3.2.2. Implementación de las 5S
Partiendo de la nueva distribución de planta planteada en el punto anterior, se propone
utilizar la herramienta de las 5S en el proceso de confección, ya que este tiene la mayor
cantidad de subprocesos y desperdicios. Para dicha implementación se elaboró un
“Manual de implementación de las 5S”, en el cual se detalla el paso a paso a seguir
para su ejecución en la empresa.
MANUAL DE IMPLEMENTACIÓN DE LAS 5S
- ¿Qué significa las 5S?
Las 5S forman parte de una metodología que integra 5 conceptos fundamentales, en
torno a los cuales, los trabajadores y la propia empresa pueden lograr unas condiciones
adecuadas para elaborar y ofrecer unos productos y/o servicios de calidad y en el tiempo
acordado.
Tabla 31. Metodología 5S
Elaboración propia
1 SEIRI CLASIFICACIÓN
2 SEITON ORDEN
3 SEISO LIMPIEZA
4 SEIKETSU ESTANDARIZACIÓN
5 SHITSUKE AUTODISCIPLINA
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 1 DE 28

87
RECONOCIMIENTO DE LA SITUACIÓN ACTUAL
Se recopilan datos en la organización para saber la condición actual de trabajo en la que
se encuentra:
a) Observaciones generales: Se recorre toda la planta
- De los cuatro pisos con los que cuenta la planta, solo el primer y cuarto piso cuenta
con extintores, y estos no están cubiertos por el empaque de protección, sino están
colocados en el piso.
- Solo existe un botiquín de primeros auxilios y este está ubicado en el segundo
piso, área de confección.
- La mascota del gerente se encuentra durante el día es los espacios de la planta.
- La iluminación del primer piso es baja.
- En el primer piso existe una máquina de bordar malograda, desde hace 1 año,
según datos brindados por el jefe de producción.
- Los pasillos están cubiertos por fardos de tela, productos defectuosos y mermas.
- Ubican los productos en proceso y productos terminados en un mismo espacio.
- Sillas de trabajo no ergonómicas.
- En el estante de materiales (hilos y agujas) existen restos de tela regados.
Como parte de estas observaciones se toman de fotografías de toda la planta como
evidencia y para su posterior análisis.
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 2 DE 28

88
Tabla 32. Estado actual del área de confección
ESTADO ACTUAL PRIMER PISO
Poca iluminación Máquina de bordar malograda
ESTADO ACTUAL SEGUNDO PISO
Producto en proceso y producto terminado
almacenado junto
Sillas no ergonómicas. Puestos de trabajo
saturados de materiales.
Estante de materiales con restos de tela
encima
Pasillos cubiertos por mermas
ESTADO ACTUAL TERCER PISO
Mascota en la planta Almacén general
Elaboración: Propia
Fuente: Corporación Madrid
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 3 DE 28
89
De esta manera, se obtendrá más información sobre el entorno de trabajo de los
colaboradores y se procede con la planificación de la propuesta de mejora.
Mane, et al. (2014) afirma que la participación general de los empleados, del sistema
en general, garantizaría la implementación efectiva de 5S y mantenerla en la empresa.
Esto solo es posible gracias a una fuerza de trabajo altamente motivada, responsable
en la gestión y manteniendo de un sistema de gestión visual. Antes de implementar
5S, ciertos criterios y pasos se consultan con la empresa de estudio.
CRITERIOS PREVIOS A LA IMPLEMENTACIÓN DE LAS 5S
a) Se formarán grupos y comités en tres niveles; los responsables de gestión o
decisión de proporcionar impulso necesario para el desarrollo, en el nivel dos,
los jefes de diferentes secciones para la ejecución real, y en el nivel inferior, los
trabajadores de la implementación práctica, tal como se muestra en la figura 44.
Es necesario involucrar a todos los niveles para una mejor coordinación.
Ilustración 44. Niveles de los equipos de trabajo
Elaboración propia
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 4 DE 28

90
b) Posteriormente, se realiza una capacitación para los involucrados en el proceso
de mejora en temas de metodología de las 5S (ver figura 45); esto debe realizarse
a todos los niveles, desde la gerencia hasta el personal de planta.
Ilustración 45. Formato de capacitación
Elaboración propia
Nº
1
2
3
4
5
Nº Nombre y apellido Cargo Firma
1
2
3
4
5
6
7
8
__ ________________________ ________________________
Firma del capacitdor Firma del líder del grupo de trabajo
¿Por qué se van a implementar las 5S?
¿Qué beneficios traerá para la empresa y los empleados la
Observaciones:
Formato de capacitación - 5S
¿Qué responsabilidades se tendrán al momento de implementar?
Capacitador:
Tema: Capacitación 5S Fecha:
Hora y Lugar:
Temas
¿Qué son las 5S?
¿Para qué sirven las 5S?
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 5 DE 28
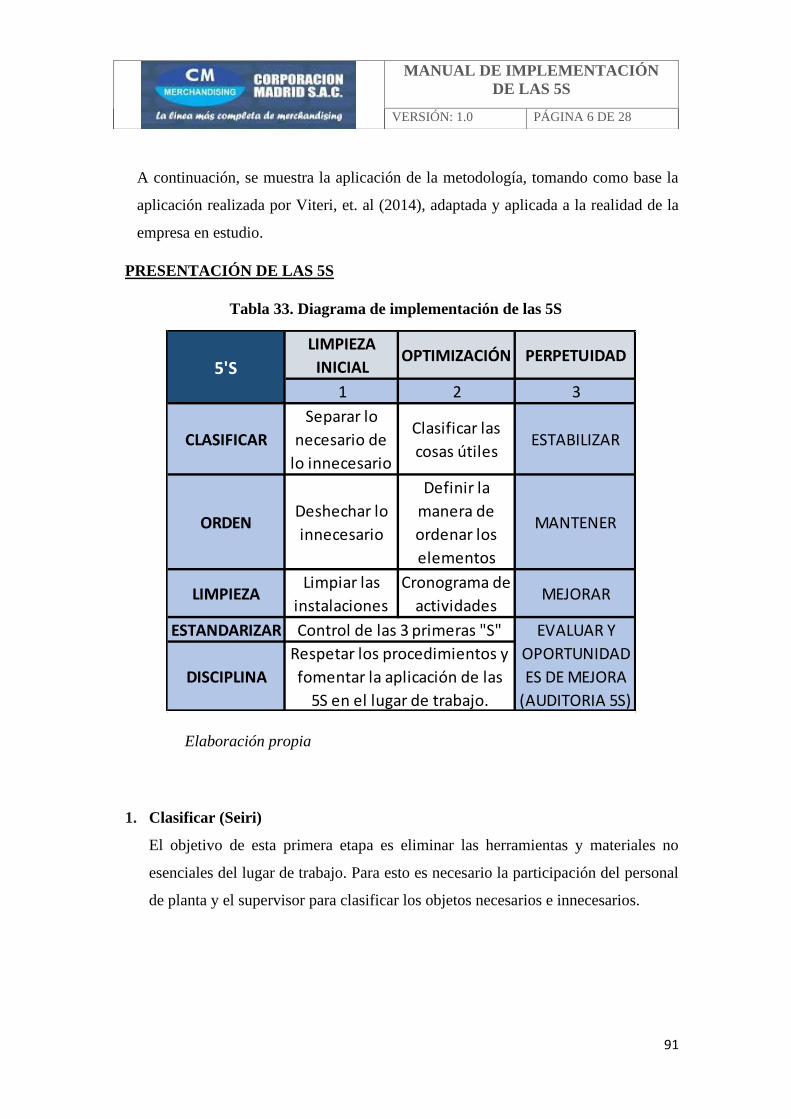
91
A continuación, se muestra la aplicación de la metodología, tomando como base la
aplicación realizada por Viteri, et. al (2014), adaptada y aplicada a la realidad de la
empresa en estudio.
PRESENTACIÓN DE LAS 5S
Tabla 33. Diagrama de implementación de las 5S
Elaboración propia
1. Clasificar (Seiri)
El objetivo de esta primera etapa es eliminar las herramientas y materiales no
esenciales del lugar de trabajo. Para esto es necesario la participación del personal
de planta y el supervisor para clasificar los objetos necesarios e innecesarios.
LIMPIEZA
INICIALOPTIMIZACIÓN PERPETUIDAD
1 2 3
CLASIFICAR
Separar lo
necesario de
lo innecesario
Clasificar las
cosas útilesESTABILIZAR
ORDENDeshechar lo
innecesario
Definir la
manera de
ordenar los
elementos
MANTENER
LIMPIEZALimpiar las
instalaciones
Cronograma de
actividadesMEJORAR
ESTANDARIZAR
DISCIPLINA
5'S
Respetar los procedimientos y
fomentar la aplicación de las
5S en el lugar de trabajo.
EVALUAR Y
OPORTUNIDAD
ES DE MEJORA
(AUDITORIA 5S)
Control de las 3 primeras "S"
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 6 DE 28

92
Ilustración 46. Esquema de implementación: Clasificar
LISTAR ELEMENTOS INNECESARIOS
TARJETAS DE COLOR IDENTIFICATORIO (TARJETAS
ROJAS)
PLAN DE ACCIÓN PARA RETIRO DE ELEMENTOS
IDENTIFICAR ELEMENTOS INNECESARIOS
Elaboración propia
a) Listar elementos innecesarios:
Esta lista permite registrar el elemento innecesario, cantidad encontrada y acción
sugerida para su eliminación. Esta lista es complementada por el operario,
encargado o supervisor durante el tiempo en que se ha decidido realizar la campaña
de clasificación. Se listaron lo elementos visibles en el área, además con la
participación de los operarios quienes manejan a diario o han manejado alguna vez
estos elementos se definió con certeza cuales eran y el estado de cada uno.
En la tabla 34 se listan elementos seleccionados para su posterior clasificación.
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 7 DE 28

93
Tabla 34. Elementos seleccionados
Elaboración propia
Los objetos que sean clasificados como necesarios serán organizados dentro del
área.
b) Tarjetas rojas
Son la evidencia que en el ambiente de trabajo existe algo innecesario y que se
debe tomar una acción correctiva.
• Formato:
Se implementará un formato sencillo para su fácil llenado y colocación (Ver figura
47). Este formato de las tarjetas rojas contiene: fecha (día en que se coloca la
tarjeta), descripción del objeto y la cantidad de objetos del mismo tipo incluidos
bajo la misma tarjeta y el área en donde se encuentra. Además, se mencionan
varios motivos de los cuales se marcará el que corresponde al objeto.
Nº Item Cantidad
1 Bolsas de rafia >10
2 Cajas de carton >10
3 Ventilador 1
4 Máquina de coser averiada 1
5 Conos/carrete de hilo vacio >10
6 Bolsas de plastico >10
7 Bancos 3
8 Estanteria metalica 2
9 Escoba y recogedor 1
10 Rollo de cables 2
11 Mesa 1
12 Tacho de basura 3
13 Cajones de carton 10
14 Mesa metalica 1
15 Silla 2
16 Telas/protectores de plástico 3
17 Botellas de agua vacias 5
18 Armario de madera 1
19 Destornillador 2
20 Herramientas/ Artículos Varios
21 Mesa de trabajo 1
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 8 DE 28

94
Ilustración 47. Tarjeta roja
Elaboración propia
• Selección de área:
Los elementos innecesarios se etiquetan en rojo y se almacenan en un área local
de etiqueta roja durante un período específico, un máximo de cinco días. Se
estableció que el área de tarjetas rojas será en el almacén de productos en proceso
y materiales, tal y como se muestra en la figura 48.
No se utiliza Dañado/Maltratado
No se necesita Contaminante
Uso desconocido Duplicado/Transferir
No sirve/descompuesto Otro (especifique):
Defectuoso
Observaciones:
Destino final:
CORPORACIÓN MADRID
METODOLOGÍA 5S FOLIO Nº
Descripción del objeto:
Fecha:
Motivos
TARJETA ROJA
Propietario: Área/ Unidad:
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 9 DE 28

95
Ilustración 48. Ubicación de las tarjetas rojas
Elaboración propia
c) Plan de acción para retiro de elementos innecesarios
Los colaboradores pueden disponer de los ítems de etiqueta roja si encuentran
algo que necesitan. Si el objeto no es recuperado por el grupo de trabajo, el
elemento deberá ser desechado. Estos elementos podrían ser desechados mediante
la reventa, la donación, el reciclaje o la recolección de basura.
Teniendo la información obtenida anteriormente se determina la disposición final
de los objetos que se consideraron como innecesarios, esto se realiza con la
autorización previa del supervisor y con la ayuda de la figura 49.
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 10 DE 28

96
Ilustración 49. Criterios de evaluación de clasificación de objetos innecesarios
OBJETOS INNECESARIOS
DEFECTUOSOS
CONSERVADOS SIN UTILIZACIÓN
OBSOLETOS
FUNCIONALES
REPARAR
DESECHAR
REUTILIZAR
DESECHAR
DESECHAR
DONAR
VENDER
REUBICAR
Elaboración propia
En la clasificación de materiales innecesarios se encuentran los siguientes:
• Objetos dañados: son aquellos que no se encuentran en buen estado o presentan
fallas, por esto, se debe determinar si son útiles o no. La empresa tiene en el
almacén de productos en procesos equipo que esta fuera de funcionamiento,
ocupando espacio y sin utilidad.
• Objetos obsoletos: estos elementos no se refieren al mal funcionamiento, sino por
su desempeño se vuelve insuficiente en comparación con las nuevas tecnologías
y/o procesos.
• Objetos innecesarios o de más: Estos elementos son aquellos que no tienen ningún
fin en el área de trabajo, por lo tanto, deben ser retirados.
Se identificaría diversos elementos que ocupan un espacio innecesario, siendo algunos
catalogados para transferirlos a otras áreas o eliminarlos si no son necesarios. En la Tabla
35 se muestra la disposición final que se tendría con los elementos con tarjetas rojas. Estas
acciones se definieron con la retroalimentación que recibimos de los operarios.
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 11 DE 28

97
Tabla 35. Disposición final de los elementos clasificados
Elaboración propia
Como parte de la propuesta de aplicación del Seiri en el lugar de trabajo, se realizarán
auditorías para verificar que en cada lugar de operaciones se tiene solamente lo
necesario para realizar la actividad. Este punto se explicará más a detalle más adelante.
2. Ordenar (Seiton)
El objetivo de este paso es asignar un lugar para todo y mantener todo en su lugar.
Asimismo, disminuir los tiempos de desplazamiento y búsqueda de objetos
necesarios para el operario. Además, permite la ubicación de materiales y
herramientas de forma rápida.
Nº Item Acción
1 Bolsas de rafia Eliminar
2 Cajas de carton Transferir al almacén
3 Ventilador Transferir
4 Máquina de coser averiada Eliminar/Donar
5 Conos/carrete de hilo vacio Eliminar
6 Bolsas de plastico Eliminar
7 Bancos Reubicar
8 Estanteria metálica Ordenar
9 Escoba y recogedor Reubicar
10 Rollo de cables Eliminar
11 Mesa Eliminar
12 Tacho de basura Reubicar
13 Cajones de carton Transferir al almacén
14 Mesa metalica Eliminar
15 Silla Eliminar
16 Telas/protectores de plástico Eliminar
17 Botellas de agua vacias Eliminar
18 Armario de madera Permanece
19 Destornillador Ordenar
20 Herramientas/ Artículos Ordenar
21 Mesa de trabajo Permanece
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 12 DE 28
ElementosNº de
tarjetas
Eliminados 10
Transferidos/ reubicados 6
Ordenados 3
Permanecen 2

98
Ilustración 50. Esquema de implementación: Ordenar
MAPA 5S
MARCACIÓN DE LA UBICACIÓN
ORDEN Y ESTANDARIZACIÓN
Elaboración propia
a) Mapa 5S
Es un gráfico que muestra la ubicación de los elementos que pretendemos ordenar
en un área del edificio. Primero, teniendo la clasificación de los objetos que se
realiza en la primera “S”, se procede a ubicar los objetos necesarios por frecuencia
de uso. Para esto se realizó la tabla 36.
Tabla 36. Como ubicar objetos según frecuencia de uso
Fuente: Manual de implementación 5S.
Elaboración propia
Al clasificar los artículos necesarios por frecuencia de uso se asignarán los espacios
más cercanos al puesto de trabajos para el almacenamiento de los artículos con mayor
uso, y en los almacenajes retirados los artículos con un uso poco frecuente pero que
son utilizados en el proceso. Con este procedimiento se logra despejar las áreas de
trabajo para continuar con las siguientes S.
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 13 DE 28

99
En la figura 51 se muestra el criterio de asignación de los objetos por su frecuencia
de uso y su distribución dentro de la planta del segundo nivel.
Ilustración 51. Layout de objetos según frecuencia de uso
Elaboración propia
b) Marcación de la ubicación
Una vez ubicados correctamente los elementos necesarios se procede a ordenarlos en
su espacio, es necesario un modo para identificar estas localizaciones de forma que
cada uno sepa dónde están las cosas, y cuantas cosas de cada elemento hay en cada
sitio.
Los conos de hilo se encuentran ubicados en un estante metálico (figura 52) junto con
algunas bolsas y objetos que fueron eliminados en la primera S. Sin embargo, estos
conos de hilo no están ordenados bajo ningún criterio, ya sea por patrón de colores o
por tipo de hilo. Para esto, se propone la gestión visual a través de la colocación de
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 14 DE 28

100
señaléticas en cada espacio para diferenciar el tipo de hilo ya sea de algodón, nylon u
otros, además de ordenarlos por gama de colores.
Ilustración 52. Organización de los conos hilos
Fuente: Corporación Madrid.
Elaboración propia
El resultado de esta gestión visual del orden se observa en la figura 53.
Ilustración 53. Organización de los conos hilos luego de ordenarlos
Fuente: Corporación Madrid.
Elaboración propia
HILOS DE ALGODÓN
HILOS DE NYLON
Señalética

101
De igual manera, se ordenó en un estante los productos terminados.
Ilustración 54. Organización del estante de productos terminados
Al igual que la primera S, se realizarán auditorias para evaluar su cumplimiento,
punto que será desarrollado más adelante.
3. Limpiar (Seiso)
Seiso tiene como objetivo mantener el ambiente limpio y libre de peligros. Esta
jornada de limpieza ayuda a obtener un estándar de la forma como deben estar los
equipos permanentemente.
Ilustración 55. Esquema de implementación: Limpiar
Elaboración propia
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 16 DE 28

102
a) Programación de turnos de limpieza
A continuación, se realiza un cuadro de turnos para la limpieza (formato sugerido
en la Tabla 37), donde a cada operario se le asigna una responsabilidad para
encargarse de la limpieza antes, durante y después de la jornada laboral. Este cuadro
deberá estar a la vista de todos los operarios y se les debe comunicar cada vez que
se realice algún cambio en este. De esta manera se fomentará el hábito de limpieza
a los operarios.
Tabla 37. Programación de turnos para la limpieza
PROGRAMACIÓN DE TURNOS DE LIMPIEZA
ACTIVIDAD RESPONSABLE (S) HORARIO
Limpiar el espacio de trabajo
(mermas, hilos sueltos, partes
del producto)
Operarios del área
de costura
Al culminar su jornada laboral
durante 10 minutos
Limpiar máquina recta,
ribeteadora y de costura
Operarios del área
de costura
Al culminar su jornada laboral
durante 5 minutos
Encender y apagar las
máquinas
Operarios del área
de costura
Cada que inicien y terminen su
jornada de trabajo
Verificar que los cables de las
máquinas de coser, recta y
ribeteadora estén asegurados
Operarios del área
de costura
Cada que inicien y terminen su
jornada laboral durante 1
minuto
Limpiar el estante de
materiales (hilos y agujas)
Operarios del área
de costura
Al iniciar su jornada laboral
durante 5 minutos
Encender y apagar la máquina
de bordar
Operarios del área
de bordado
Cada que inicien y terminen su
jornada de trabajo
Limpiar estante de bordados Operarios del área
de bordado
Cada que inicien su jornada
laboral durante 5 minutos
Limpiar máquina de bordar Operarios del área
de bordado
Cada que inicien y terminen su
jornada laboral durante 3
minutos
Limpiar el espacio de trabajo
(resto de hilos sueltos y
bordados)
Operarios del área
de bordado
Cada que terminen su jornada
laboral durante 10 minutos
Verificar que los cables de la
máquina de bordar estén
asegurados
Operarios del área
de bordado
Cada que inicien y terminen su
jornada laboral durante 2
minuto
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 18 DE 28

103
Marcar el check list de
cumplimiento de actividades
Un operario de
cada área distinto
por semana
Cada que terminen su jornada
laboral durante 5 minutos
Verificar el área limpia y libre
de peligros
Jefe de
producción
Semanal
Elaboración propia
b) Check list de cumplimiento
Se elabora un checklist de las actividades de limpieza que los operarios deberán
efectuar. Este listado corresponde a un operario diferente cada semana, y será
revisado por el supervisor de área para asegurar el cumplimiento de cada actividad
planteada y que el Checklist este completo.
Ilustración 56. Checklist de cumplimiento de actividades de limpieza
Elaboración propia
4. Estandarizar (Seiketsu)
Este paso tiene por objetivo crear un modo consistente de realización de tareas y
procedimientos. Cada acción /proceso debe documentarse hasta su etapa actual.
Nombre de operario
1. Área de costura SÍ NO SÍ NO SÍ NO SÍ NO SÍ NO SÍ NO
Espacio de trabajo por operario limpio, libre de
mermas, hilos sueltos y partes del producto
Cables de las máquinas asegurados
Máquinas apagadas
Estante de materiales limpios
2. Área de bordado
Máquina apagada
Estante de bordado limpio
Máquina de bordar limpia
Espacio de trabajo limpio, libre de restos de hilos
sueltos y bordados
Cables de la máquina asegurados
FIRMA DEL JEFE DE ÁREA
SA
SEMANA 1
CHECK LIST DIARIO DE CUMPLIMIENTO DE ACTIVIDADES DE LIMPIEZA
ACTIVIDADES
Máquinas recta, costura y ribeteadora limpias
LU MA MI JU VI
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 19 DE 28

104
La estandarización implica la creación de controles visuales y pautas para mantener
el lugar de trabajo organizado, ordenado y limpio. Esta es una condición donde se
mantiene un alto nivel de buen mantenimiento. En esta etapa se compara el estado
actual con el escenario "anterior", donde se tomaron fotografías iniciales para
referencia.
Se verificó la implementación correcta de las iniciales 3S, y se exhibieron todos los
documentos en el piso visible para todos los empleados. Algunos pasos para
estandarizar son:
• Que todos puedan ver que se hace el trabajo fácil y rápido de la misma manera
• Implica tener controles visuales, esto se refiere a las programaciones colocadas
en espacios visibles para que el operario siga la ruta de mejora.
• Exhibir las fotografías a todos en la planta.
• Conservar lo que se ha logrado aplicando estándares a la práctica de las tres
primeras “s”, se crean hábitos. Para esto, los operarios deben sentirse
involucrados y se les asigna actividades de control para las primeras 3S.
Ilustración 57. Esquema de implementación: Estandarizar
ASIGNAR TRABAJOS Y RESPONSABLES
INTEGRAR LAS ACCIONES CLASIFICAR, ORDENAR Y LIMPIAR
EN LOS TRABAJOS
ESTANDARIZACIÓN
Elaboración propia
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 20 DE 28
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 20 DE 28

105
a) Asignar trabajos y responsables:
Tabla 38. Programación para el control de las 3 primeras “S”
PROGRAMACIÓN DE ACTIVIDADES PARA EL CONTROL DE LAS 3 PRIMERAS
ACTIVIDADES RESPONSABLE “S”
Verificar el uso de las tarjetas de
clasificación
Un operario del área de
confección distinto cada semana Clasificar
Verificar que los materiales
etiquetados estén en el almacén
designados
Un operario del área de
confección distinto cada semana Clasificar
Los estantes de materiales/
herramientas ordenados, sin otros
materiales ajenos al uso del estante
Un operario del área de costura
distinto cada semana Ordenar
Los estantes de bordados ordenados,
sin otros materiales ajenas al uso del
estante
Un operario del área de bordado
distinto cada semana Ordenar
Verificar que los check list estén
llenos
Un operario del área de
confección distinto cada semana Limpiar
Verificar que las máquinas de coser,
recta y ribeteadora estén en
condiciones óptimas de trabajo
Un operario del área de costura
distinto cada 3 semanas Limpiar
Verificar que la máquina de bordado
esté en condiciones óptimas de
trabajo
Un operario del área de bordado
distinto cada 3 semanas Limpiar
Elaboración propia
A la par, la gerencia deberá mantener la motivación y el compromiso del personal con
las nuevas reglas a través de reconocimientos a los operarios. Para lo cual, se elaboró
un formato de reconocimiento al operario el cual cambiará cada mes y se colocará en
un ambiente visible para que todo el personal lo vea.
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 21 DE 28

106
Ilustración 58. Reconocimiento al operario
Elaboración propia
b) Integrar las acciones clasificar, ordenar y limpiar en los trabajos:
Se elaboraron procedimientos de las 3 primeras “S” que se implementarán a la
empresa.
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 22 DE 28

107
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 23 DE 28
Ilustración 59. Procedimiento para clasificar elementos en el área de confección
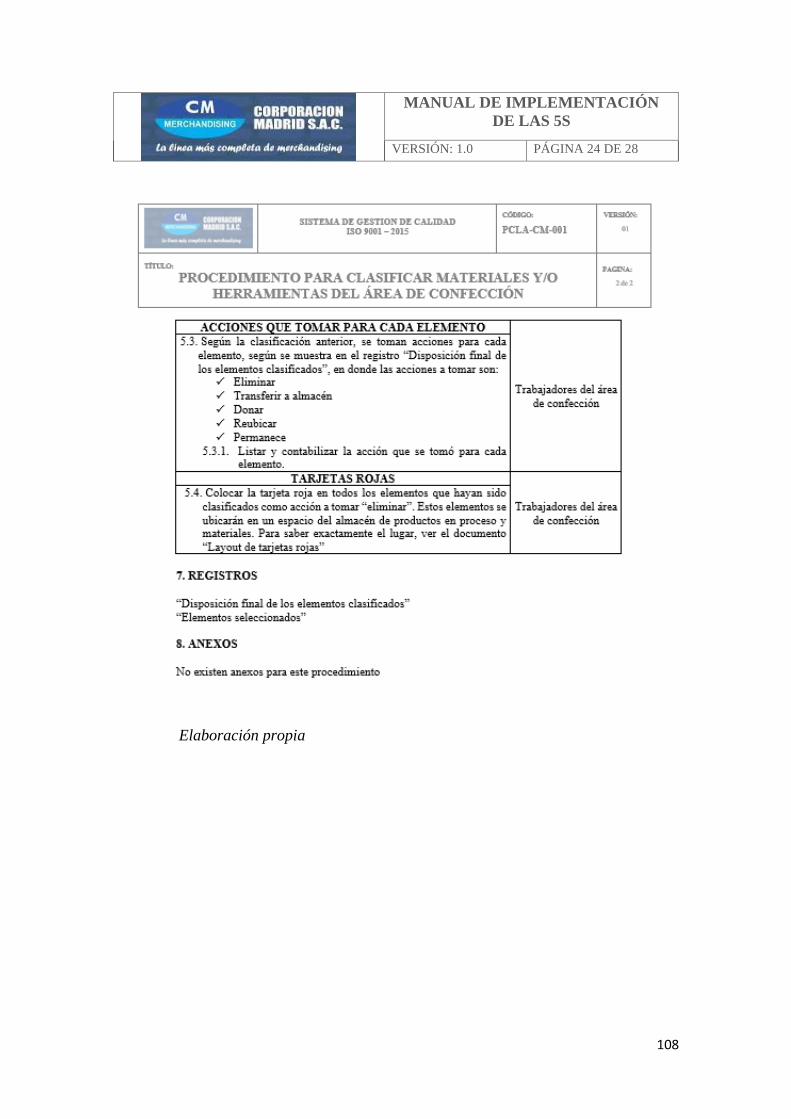
108
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 24 DE 28
Elaboración propia

109
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 25 DE 28
Ilustración 60. Procedimiento para ordenar elementos en el área de confección
Elaboración propia

110
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 26 DE 28
Ilustración 61. Procedimiento de limpieza en el área de confección
Elaboración propia

111
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 27 DE 28
5. Disciplina/ mejora continua (Shitsuke)
Finalmente, se debe reforzar el hecho de que 5S es un viaje continuo. Se debe alentar
a los trabajadores a continuar realizando mejoras en su lugar de trabajo de forma
regular. La mejora continua debe formar parte de las expectativas y actividades
rutinarias de la jornada de trabajo. Cuando la mejora se detiene, lo más probable es
que la organización del lugar de trabajo no se convierta en una etiqueta, sino que se
deteriore.
La práctica de la disciplina pretende lograr el hábito de respetar y utilizar
correctamente los procedimientos, estándares y controles previamente desarrollados.
La disciplina no es visible y no puede medirse a diferencia de las otras “S” que se
explicaron anteriormente. Existe en la mente y en la voluntad de las personas y solo
la conducta demuestra la presencia, sin embargo, se pueden crear condiciones que
estimulen la práctica de la disciplina.
Ilustración 62. Esquema de implementación: Disciplina
AUDITORIAS
PAPEL DE LA DIRECCIÓN
DISCIPLINA
Elaboración propia
A) Auditorías
Para este este paso es necesaria una amplia autodisciplina para lo cual se deben
programar auditorías cada año. Tomando como referencia el check list propuesto por
Rui Borges et al. (2015), se elaboró un formato para la evaluación de las 5S (Tabla 39).

112
MANUAL DE IMPLEMENTACIÓN
DE LAS 5S
VERSIÓN: 1.0 PÁGINA 28 DE 28
Tabla 39. Formato de auditoria para las 5S
Elaboración propia
B) Papel de la dirección
Las no conformidades resultantes de las auditorías se discutieron en reuniones
comunes, con todas las partes interesadas, los responsables de la toma de decisiones y
las personas en el piso. La identificación de las acciones correctivas y los pasos deben
ser tomadas por las autoridades para hacer mejoras continuas (Tabla 40).
Tabla 40. Formato de mejoras futuras
Elaboración propia
FECHA:
0 1 2 3 4
1 ¿Existen materiales o partes en exceso en su almacén?
2 ¿Existen maquinarias innecesarios alrededor y dentro de las áreas?
3 ¿Existen materiales/herramientas/partes innecesarias alrededor de las áreas?
4 ¿Las áreas de almacenamiento están correctamente señalizadas?
5 ¿Están correctamente posicionados los materiales/herramientas en sus ubicaciones?
6 ¿Están los pisos limpios, libre de mermas/materiales/partes?
7 ¿Están las máquinas limpias?
8 ¿Realiza inspección de mantemiento a las máquinas?
9 ¿Existe personal responsable de la limpieza?
10 ¿Los operarios cumplen con sus responsabilidades?
11 ¿Se han implementado ideas de mejora?
12 ¿Tiene un plan futuro de mejora para el área?
13 ¿Existe el afiche de reconocimiento al mejor colaborador?
14 ¿Están las primeras 3S mantenidas?
15 ¿Todos los involucrados conocen claramente la aplicación de las 5S?
16 ¿Son almacenadas los materiales/producto terminado/herramientas correctamente?
17 ¿Han iniciado un control de stock?
CUESTONARIO PARA LAS 5´S
PUNTAJE TOTAL
CLASIFICAR
ORDENAR
LIMPIAR
ESTANDARIZAR
DISCIPLINA
CALIFICACIÓN5S ÍTEM PREGUNTAS
ELABORADOR POR:
Fecha:
MEJORAS A IMPLEMENTAR
Elaborado por:
MEJORA PROPUESTA PORÍTEMS CON PUNTAJES
MENOR E IGUAL A 3

113
RESULTADOS
De la ilustración 34, presentada en el capítulo 2, se obtuvo que el tiempo de
movimientos innecesarios representa el 7% del tiempo de ciclo total. Con el fin de
obtener una comparación con el escenario luego de la implementación de las 5S, se
realizó un segundo análisis AVA.
Tabla 41. Análisis AVA de la producción de mochilas luego de la
implementación de las 5S
Elaboración propia

114
Ilustración 63. Porcentaje del tiempo de actividades con y sin valor agregado
luego de la implementación de las 5S
Elaboración propia
De la Ilustración 63 se extrae que el tiempo de movimientos innecesarios luego de
implementar las 5S representa el 2% del total.
Por lo tanto:
Tabla 42. Tiempo de ciclo de producción de mochilas antes y después de las 5S
MODALIDAD
TIEMPO DE
CICLO TOTAL
(MIN)
REDUCCIÓN
Antes de las 5S 33.64 36.27%
Después de las 5S 21.44
Elaboración propia
Según la Tabla 42, el tiempo de ciclo total de producción de mochilas se redujo en un
36.27% únicamente con la implementación de las 5S.
Como resultado de esta implementación se desarrollará un ambiente de trabajo
agradable y eficiente, en un clima de seguridad, orden, limpieza y constancia que
permita el correcto desempeño de las operaciones diarias. Asimismo, se logró mejorar
el método de trabajo que tenían los operarios de confección, a través de la gestión
visual y la reducción de los desperdicios en el área.

115
3.3. Plan de implementación
Se desarrolla el plan de implementación de la propuesta de mejora para la empresa Corporación Madrid.
Ilustración 64. Plan de implementación de la propuesta

116
Elaboración propia

117
3.4. Costeo del proyecto
Se realizó el costeo que implica la implementación de la herramienta Distribución de planta y 5s dentro de la empresa.
Tabla 43. Costeo del proyecto
CONTROL DE VERSIONES
Version Hecha por Revisada por Aprobada por Fecha Motivo
001 Silvana Ruiz
Allison Simón Fernando Sotelo Fernando Sotelo 03/09/18
NOMBRE DEL PROYECTO SIGLAS DEL PROYECTO
“Modelo de mejora para incrementar la productividad y reducir la entrega de
mochilas fuera de tiempo en una PYME textil, utilizando distribución de planta y 5s”
PIA-RS
TIPO DE RECURSO: PERSONAL TIPO DE RECURSO: MATERIAL O CONSUMIBLE TIPO DE RECURSO: MAQUINAS O NO CONSUMIBLES
ACTIVIDAD
NOMBRE DE UNIDADES CANTIDAD
COSTO COSTO TOTAL
NOMBRE DE UNIDADES CANTIDAD COSTO
COSTO TOTAL NOMBRE DE
UNIDADES CANTIDAD COSTO
UNITARIO COSTO TOTAL RECURSO UNITARIO RECURSO UNITARIO (S/) RECURSO
Documentar mediante
fotografías la situación actual
del área de costura de la
empresa
Fotografías unidad 10 2.00 20.00
Medir el área de corte y el área
de producto terminado Operario Hr-H 1 15.00 15.00 Wincha unidad 1 10.00 10.00
Mover la máquina de corte al
segundo nivel Operario Hr-H 4 15.00 120.00
Capacitar respecto al tema de
las 5S, con enfoque en la
concientización del personal
(operarios y gerencia)
involucrado directamente con la
mejora
Capacitador Hr-H 5 800.00 4,000.00 Galletas paquete 5 1.20 6.00
Bebidas unidad 12 1.50 18.00
Implementar las 5S en el caso
de estudio
Operario Hr-H 66 15.00 990.00 Caja unidad 3 1.00 3.00
Etiqueta autoadhesiva paquete 3 1.20 3.60
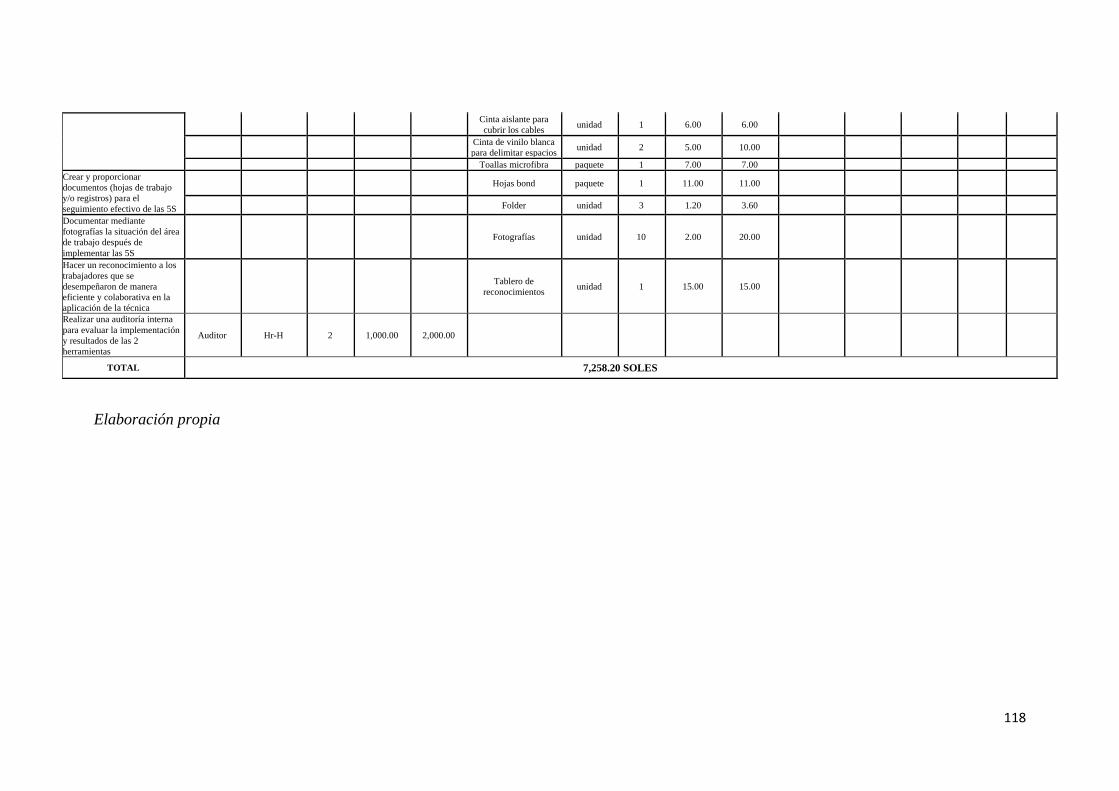
118
Cinta aislante para
cubrir los cables unidad 1 6.00 6.00
Cinta de vinilo blanca
para delimitar espacios unidad 2 5.00 10.00
Toallas microfibra paquete 1 7.00 7.00
Crear y proporcionar
documentos (hojas de trabajo
y/o registros) para el
seguimiento efectivo de las 5S
Hojas bond paquete 1 11.00 11.00
Folder unidad 3 1.20 3.60
Documentar mediante
fotografías la situación del área
de trabajo después de
implementar las 5S
Fotografías unidad 10 2.00 20.00
Hacer un reconocimiento a los
trabajadores que se
desempeñaron de manera
eficiente y colaborativa en la
aplicación de la técnica
Tablero de
reconocimientos unidad 1 15.00 15.00
Realizar una auditoría interna
para evaluar la implementación
y resultados de las 2
herramientas
Auditor Hr-H 2 1,000.00 2,000.00
TOTAL 7,258.20 SOLES
Elaboración propia
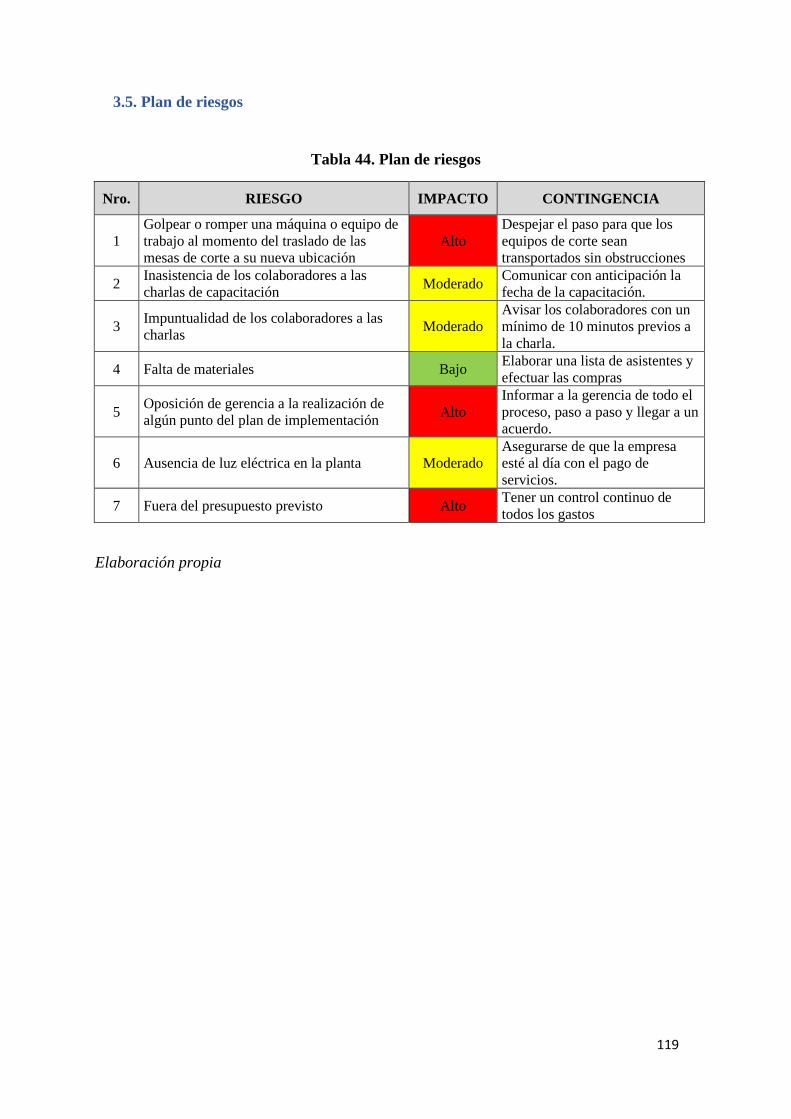
119
3.5. Plan de riesgos
Tabla 44. Plan de riesgos
Nro. RIESGO IMPACTO CONTINGENCIA
1
Golpear o romper una máquina o equipo de
trabajo al momento del traslado de las
mesas de corte a su nueva ubicación
Alto
Despejar el paso para que los
equipos de corte sean
transportados sin obstrucciones
2 Inasistencia de los colaboradores a las
charlas de capacitación Moderado
Comunicar con anticipación la
fecha de la capacitación.
3 Impuntualidad de los colaboradores a las
charlas Moderado
Avisar los colaboradores con un
mínimo de 10 minutos previos a
la charla.
4 Falta de materiales Bajo Elaborar una lista de asistentes y
efectuar las compras
5 Oposición de gerencia a la realización de
algún punto del plan de implementación Alto
Informar a la gerencia de todo el
proceso, paso a paso y llegar a un
acuerdo.
6 Ausencia de luz eléctrica en la planta Moderado
Asegurarse de que la empresa
esté al día con el pago de
servicios.
7 Fuera del presupuesto previsto Alto Tener un control continuo de
todos los gastos
Elaboración propia

120
4. CAPÍTULO 4
VALIDACIÓN DE LA BIBLIOGRAFÍA/ VALIDACIÓN DE
ENTREGABLES/ VALIDACIÓN DE RESULTADOS
El siguiente capítulo detalla las validaciones que dan firmeza y veracidad a la tesis. Se
comenzará con la validación de la bibliografía, en donde se sustenta el uso de artículos
indexados y con factor de impacto, continúa la validación de entregables, el cual hace
mención de cada entrega que se ha tenido a lo largo del desarrollo de la tesis, finalmente,
se realiza la validación de resultados, en el cual se hace uso del software Arena
Simulation, con el fin de comprobar que la propuesta mencionada en el capítulo 3 cuenta
con los resultados esperados.

121
4.1. Validación de la bibliografía
El siguiente cuadro detalla la descripción esencial para cada artículo que ha sido de uso en la realización de la tesis. Cabe mencionar que los
artículos tienen una publicación máxima de 4 años atrás y pertenecen a revistas indexadas, cuyo factor de impacto es señalado en la plataforma
Scimago Journal and Country Rank (SJR).
Tabla 45. Cuadro validador de la bibliografía
Año1 y lugar
de
publicación
Revista, y Cuartil Factor de
impacto2 Índice DOI Autores Título
2017, India
International Journal of
Mechanical Engineering
and Technology
3 0.21
Ajay Johnson,
Syamjith Prasad
and Dr. Ashok
Kumar Sharma
Manufacturing Lead Time Reduction in a Scaffold
Making Industry Using Lean Manufacturing
Techniques – A Case Study
2016, Pakistan Cogent Engineering
3 0.2
10.1080/23311916
.2016.1207296 Asad, S., et al.
Productivity improvement of a manufacturing facility
using systematic layout planning
2014, Suiza Applied Mechanics and
Materials 4 0.12
10.4028/www.scie
ntific.net/AMM.4
65-466.1144
Che Ani, M. N. &
Shafei, M. S.
The Effectiveness of the Single Minutes Exchange of
Die (SMED) Technique for the Productivity
Improvement
2017, Brasil Espacios 3 0.14 Chiminelli C., et
al.
Implementation of improvements in the textile sector
using Lean Manufacturing Methodology and
simulation in Flexsim software
2014, Inglaterra
International Journal of
Advanced Manufacturing
Technology
1 0.99 10.1007/s00170-
013-5407-x
Das, Biman;
Pandey,
Pankajkumar &
Venkatadri, Uday
Applying lean manufacturing system to improving
productivity of air conditioning coil manufacturing
2015, India
International Journal of
Lean Six Sigma
1 0.8 10.1108/IJLSS-
08-2013-0047
Gupta, S. &
Kumar Jain, S.
An application of 5S concept to organize the
workplace at a scientific instruments manufacturing
company
1 Máximo cinco años de publicación. 2 Revista debe estar indexada (Scopus/WOS), y se debe indicar el factor de impacto y el cuartil.

122
2017, India
International Journal of
Productivity and
Performance Management
1 0.58 10.1108/IJPPM-
08-2016-0154
Jugraj Singh
Randhawa &
Inderpreet Singh
Ahuja
Evaluating impact of 5S implementation on business
performance
2015, Alemania
IFIP Advances in
Information and
Communication
Technology
3 0.18 10.1007/978-3-
319-22759-7_29
Kjersem, K.,
Lillebrygfield, L.,
Kiekebos, P. &
Emblemsvag, J.
Implementing Lean in Engineer-to-Order Industry: A
Case Study
2015, India
International Journal of
Process Management and
Benchmarking
2 0.31 10.1504/IJPMB.2
015.072327
Mane, A.M. and
Jayadeva, C.T. 5S implementation in Indian SME: a case study
2015, India
Production Planning &
Control
1 1.26 10.1080/09537287
.2014.936532
Panwar, A.,
Bimal P. Nepal,
Rakesh Jain &
Ajay Pal Singh
Rathore
On the adoption of lean manufacturing principles in
process industries
2015, Indonesia
Applied Mechanics and
Materials
4 0.12
10.4028/www.scie
ntific.net/AMM.8
15.258
Suhardi B., et al. The Development and Implementation Lean
Manufacturing in Indonesian Furniture Industry
2016, Brasil Espacios 3 0.14 Stahlhofer, E., et
al.
Implementation of Lean tools in small and medium
sized enter-prises: A case study in a furniture
industry
2018, EEUU
Business Process
Management Journal
2 0.47 10.1108/BPMJ-
09-2016-0177 Wai Yin Mok
Maximizing control flow concurrency in BPMN
workflow models through syntactic means
2015, Malasia Procedia CIRP
Not yet 0.67
10.1016/j.procir.2
014.07.050 Ojaghi, Y et al.
Production Layout Optimization for Small and
Medium Scale Food Industry
2017, Portugal
Procedia Manufacturing
11
3 0.2 10.1016/j.promfg.
2017.07.218
C. Roriz, E.
Nunes, S. Sousab
Application of Lean Production Principles and Tools
for Quality Improvement of Production Processes in a
Carton Company
2015,
Bangladesh
International Journal of
Services and Operations
Management
2 0.29
https://doi.org/10.
1504/IJSOM.2015
.072315
Syed Anwarul
Islam, Sheikh
Muktadir
Hossain,
Mazharul Hassan
& Nilufa Yeasmin
Improving workplace by using 5'S tool - A typical
application of sorting method
2017, India
International Journal of
Mechanical Engineering
and Technology
3 0.21
S., Hussain,
M.,Pavan, A.,
Sandeep & CH
Udaya Bhaskar
Economic Justification for Implementation of 5s in
MSMES: A Case Study on M/S. Unnathi CNC
Technologies Pvt.Ltd.

123
2017, India
International Journal of
Engineering Research in
Africa
2 0.43
10.4028/www.scie
ntific.net/JERA.29
.175
S. Nallusamy &
Adil Ahamed
M.A.
Implementation of Lean Tools in an Automotive
Industry for Productivity Enhancement - A Case
Study
2016, España
International Journal of
Advanced Manufacturing
Technology
1 0.99 10.1007/s00170-
016-9686-x
J. Lozano, J.C.
Saenz-Díez, E.
Martínez, E.
Jiménez & J.
Blanco
Methodology to improve machine changeover
performance on food industry based on SMED
2014, España International Journal of
Production Research 1 1.43
10.1080/00207543
.2013.878481
Carmen Jacaa,
Elisabeth Vilesa,
Luis Paipa-
Galeanob, Javier
Santosa
& Ricardo Mateo
Learning 5S principles from Japanese best
practitioners: case studies of five manufacturing
companies
2015, India
Int. J. Process
Management and
Benchmarking
2 0.31
DOI:
10.1504/IJPMB.2
015.072320
Arashdeep Singh,
Inderpreet Singh
Ahuja
Review of 5S methodology and its contributions
towards manufacturing performance
2015, Chile Ingeniare 2 0.24
http://dx.doi.org/1
0.4067/S0718-
330520150001000
13
Eileen Julieth
Hernández
Lamprea, Zulieth
Melissa Camargo
Carreño,
Paloma María
Teresa Martínez
Sánchez
Impact of 5S on productivity, quality, organizational
climate and industrial safety in Caucho Metal Ltda.
2016, Reino
Unido
Journal of Manufacturing
Technology Management 1 0.87
http://dx.doi.org/1
0.1108/JMTM-07-
2015-0053
Siddarth
Srinivasan Laura
Hughes Ikuma
Mahmoud
Shakouri
Isabelina
Nahmens Craig
Harvey
5S impact on safety climate of manufacturing workers
2014,
Eslovaquia
Applied Mechanics and
Materials 4 0.12
10.4028/www.
scientific.net/A
MM.693.141
Jan Prachař,
Helena Fidlerová,
Peter Sakál &
Tatiana Zbojová
Improving the Sustainability and Effectiveness of the
Inventory Management in Manufacturing Company
Elaboración propia
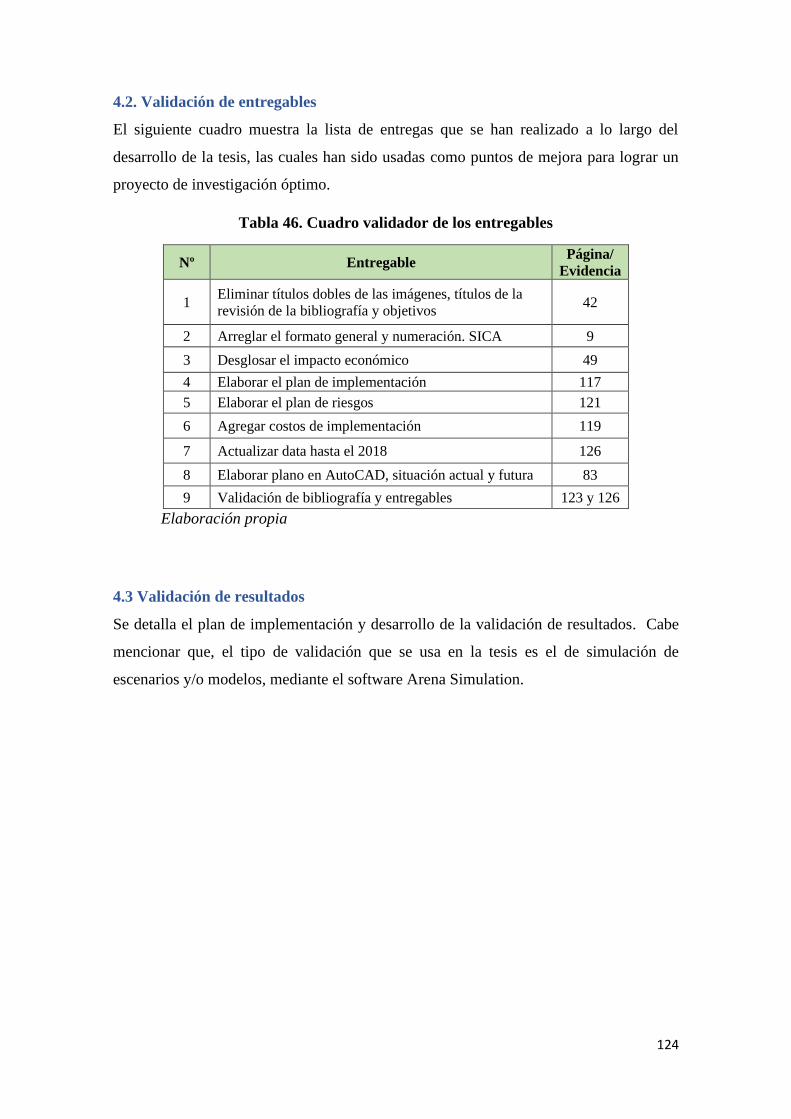
124
4.2. Validación de entregables
El siguiente cuadro muestra la lista de entregas que se han realizado a lo largo del
desarrollo de la tesis, las cuales han sido usadas como puntos de mejora para lograr un
proyecto de investigación óptimo.
Tabla 46. Cuadro validador de los entregables
Nº Entregable Página/
Evidencia
1 Eliminar títulos dobles de las imágenes, títulos de la
revisión de la bibliografía y objetivos 42
2 Arreglar el formato general y numeración. SICA 9
3 Desglosar el impacto económico 49
4 Elaborar el plan de implementación 117
5 Elaborar el plan de riesgos 121
6 Agregar costos de implementación 119
7 Actualizar data hasta el 2018 126
8 Elaborar plano en AutoCAD, situación actual y futura 83
9 Validación de bibliografía y entregables 123 y 126
Elaboración propia
4.3 Validación de resultados
Se detalla el plan de implementación y desarrollo de la validación de resultados. Cabe
mencionar que, el tipo de validación que se usa en la tesis es el de simulación de
escenarios y/o modelos, mediante el software Arena Simulation.

125
4.3.1. Plan de implementación de la validación
Elaboración propia
Ilustración 65. Cronograma de la simulación

126
4.3.2. Desarrollo de la validación
Piloto de implementación de las 5s
Como parte de la validación de la propuesta, se elaboró un piloto del manual de
implementación de las 5S en la planta del segundo nivel con el propósito probar los
criterios de selección y orden dentro del área y obtener una toma de tiempos más precisa.
Como resultado, los puestos de trabajo del área de costura se abastecieron de los
materiales necesarios para cumplir con las labores diarias y reducir los movimientos
innecesarios. Asimismo, se dispuso a ordenar los conos de hilos por colores y tamaños.
En los almacenes, se acomodaron nuevos estantes para distribuir los productos y se
colocaron señaléticas para facilitar su búsqueda. Por último, se limpiaron y despejaron
los pasillos entre áreas y del área de costura. Se motivó al personal para convertir las
nuevas condiciones de orden y limpieza parte de la rutina y mantenerla en el tiempo.
Ilustración 66. Implementación del Manual de las 5S
ANTES DESPUÉS
Cono de hilos por tonalidades
Orden de material de uso frecuente en el puesto de trabajo
Almacén de materiales
c
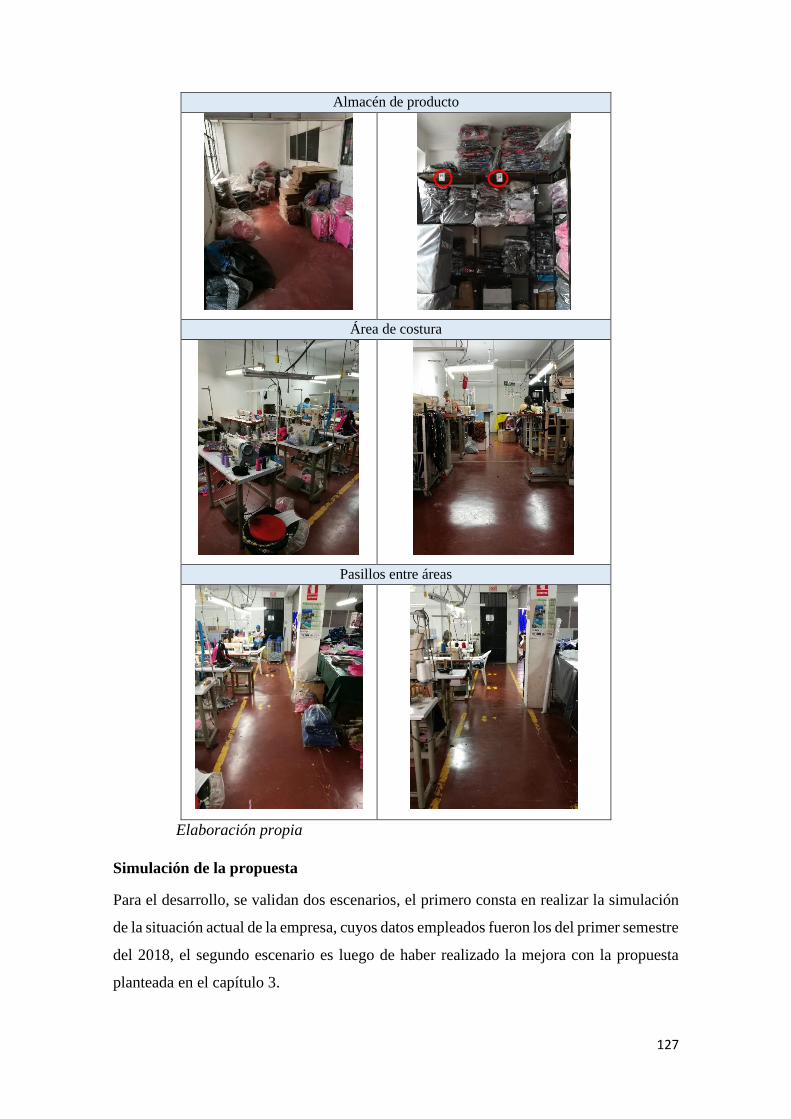
127
Almacén de producto
Área de costura
Pasillos entre áreas
Elaboración propia
Simulación de la propuesta
Para el desarrollo, se validan dos escenarios, el primero consta en realizar la simulación
de la situación actual de la empresa, cuyos datos empleados fueron los del primer semestre
del 2018, el segundo escenario es luego de haber realizado la mejora con la propuesta
planteada en el capítulo 3.

128
4.3.2.1. Descripción del sistema:
A) VARIABLES
A.1. Variables de estado:
✓ Cantidad de mochila o tela en la cola: El número de tela o mochila en las
colas depende del tiempo entre llegada de cada unidad.
✓ Producción promedio de mochilas al mes: Depende del tiempo de ciclo
total.
✓ Tiempo de permanencia en la cola: Depende del tiempo de ciclo de cada
subproceso, mientras mejor operan menor es el tiempo en cola.
✓ Tiempo en el sistema: Este tiempo depende de todas las entidades
permanentes que operan dentro del sistema, en este caso son los 7
subprocesos en funcionamiento. Estas entidades atienden a las entidades
en tránsito (mochilas) en un tiempo que varía entre cada unidad.
A.2. Variables controlables:
✓ Cantidad de máquinas
✓ Cantidad de operarios contratados
✓ Cantidad de pedidos aceptados
✓ Número de estaciones en la planta
✓ Costo de fabricación
✓ Sueldo de los operarios
✓ Horario de trabajo
A.3. Variables No controlables:
✓ Tiempo entre llegada de cada entidad en tránsito
✓ Porcentaje de abandono por producto defectuoso
✓ Tiempo de ciclo de cada subproceso
4.3.2.2. Validación del escenario actual
Se toman los datos de producción y demanda de mochilas en la empresa durante el
primer semestre del año 2018.
Promedio demanda mensual 2018 3, 374 unidades
Minutos disponibles al mes 13, 080
Minutos de producción (tiempo de ciclo) 33.64

129
Previamente, se muestra un panorama inicial, detallando los subprocesos, tiempos
promedio de producción por unidad y distancia recorrida. Se analiza su valor
agregado en la producción se identifican los tipos de desperdicios que se observan en
ella, estos entendidos como aquellos procesos o actividades que usan más recursos de
los necesarios y presentan daños en el sistema de producción. Se clasifican las
actividades que no agregan valor en dos tipos de desperdicios: Movimientos
innecesarios y Transporte.
En el siguiente cuadro, se detalla el tiempo promedio actual de cada subproceso:
Tabla 47. Datos del escenario actual
SUBPROCESOS VA
VNA
Movimientos
Innecesarios Transporte
minutos minutos minutos metros TOTAL
(min)
Preparación de
tela 1.18 1.28 0.48 2,5 2.94
Corte 4.41 0 1.06 22 5.47
Bordado 4.13 0 0.38 2 4.51
Costura de
piezas menores 5.89 0.6 0 - 6.49
Emsablado de
piezas 9.02 0.61 0.85 11 10.48
Acabado 2.82 0 0 - 2.82
Empaquetado 0.55 0 0.38 3 0.93
TOTAL (min) 28 5.64 - 33.64
Elaboración propia
A) DISTRIBUCIÓN DE LOS TIEMPOS DE CADA OPERACIÓN DEL
PROCESO PRODUCTIVO:
Se utiliza el Imput Analizer, programa que forma parte del software Arena
Simulation, para encajar en el modelo distribuciones de probabilidad sobre datos
observados y de esta manera especificar entradas al modelo.
Donde:

130
N = número de muestra
N ÓPTIMO = número de muestra mínimo u óptima
▪ Preparacion de tela:
DISTRIBUCIÓN Uniforme
EXPRESIÓN UNIF (2,3)
ERROR 0.010400
N 100
N ÓPTIMO 33
Ilustración 67. Distribución de preparación de tela
Elaboración propia
▪ Corte:
DISTRIBUCIÓN Uniforme
EXPRESIÓN UNIF (5,6)
ERROR 0.009600
N 100
N ÓPTIMO 28
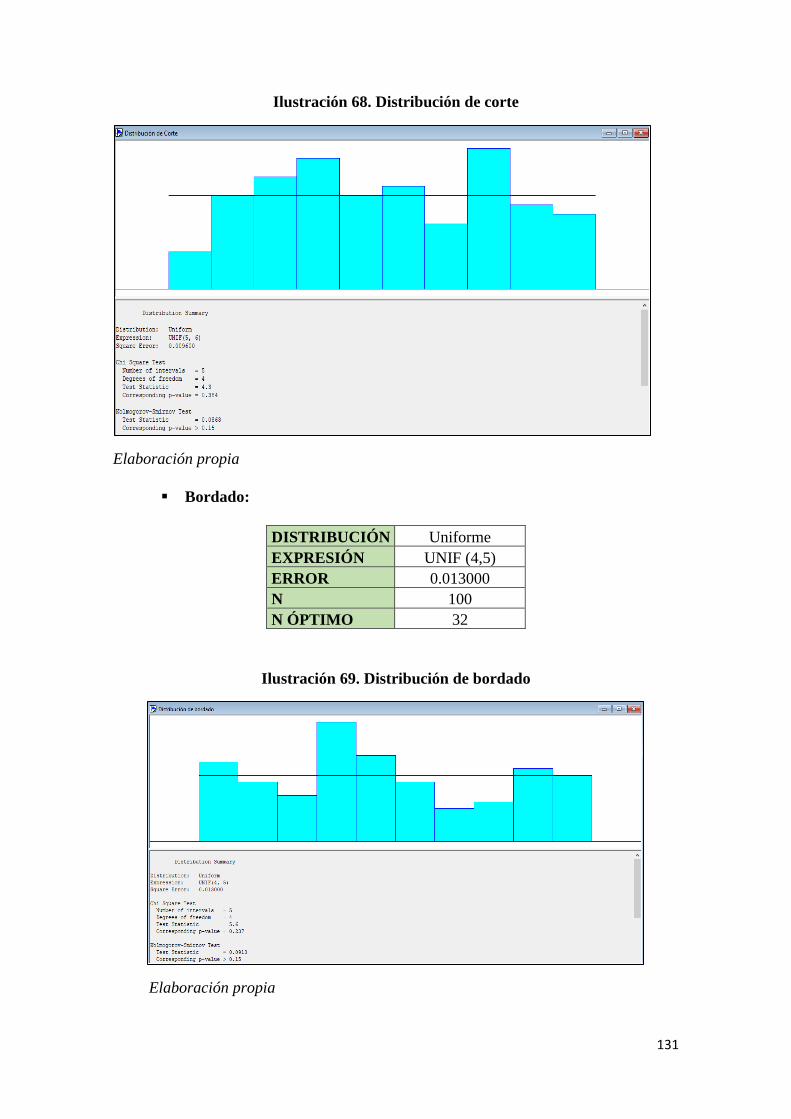
131
Ilustración 68. Distribución de corte
Elaboración propia
▪ Bordado:
DISTRIBUCIÓN Uniforme
EXPRESIÓN UNIF (4,5)
ERROR 0.013000
N 100
N ÓPTIMO 32
Ilustración 69. Distribución de bordado
Elaboración propia
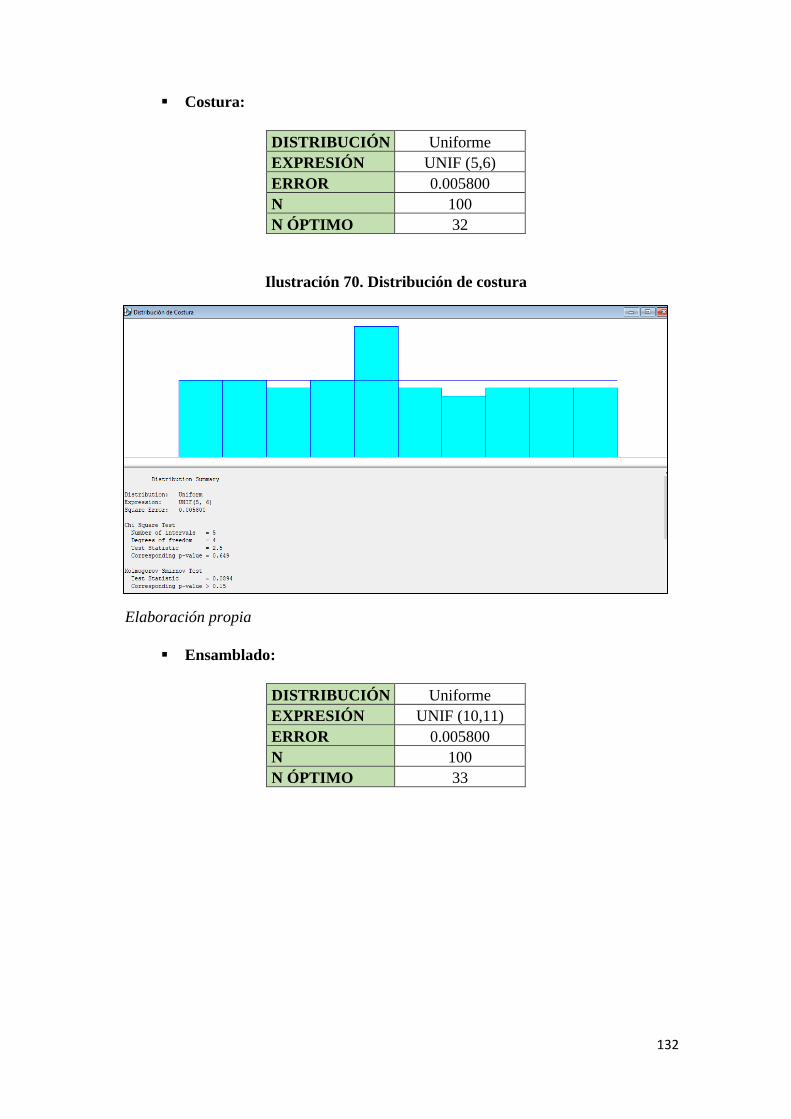
132
▪ Costura:
DISTRIBUCIÓN Uniforme
EXPRESIÓN UNIF (5,6)
ERROR 0.005800
N 100
N ÓPTIMO 32
Ilustración 70. Distribución de costura
Elaboración propia
▪ Ensamblado:
DISTRIBUCIÓN Uniforme
EXPRESIÓN UNIF (10,11)
ERROR 0.005800
N 100
N ÓPTIMO 33
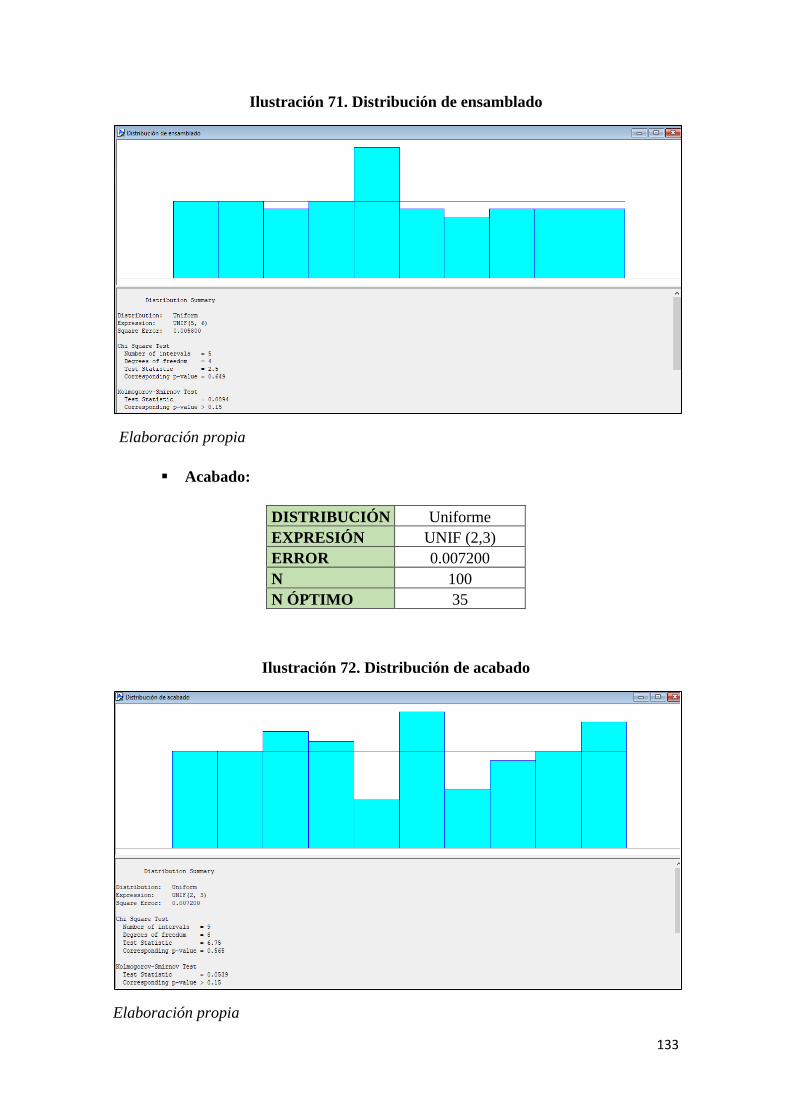
133
Ilustración 71. Distribución de ensamblado
Elaboración propia
▪ Acabado:
DISTRIBUCIÓN Uniforme
EXPRESIÓN UNIF (2,3)
ERROR 0.007200
N 100
N ÓPTIMO 35
Ilustración 72. Distribución de acabado
Elaboración propia

134
▪ Empaquetado:
DISTRIBUCIÓN Uniforme
EXPRESIÓN UNIF (0,1)
ERROR 0.004000
N 100
N ÓPTIMO 33
Ilustración 73. Distribución de empaquetado
Elaboración propia
B) DESCRIPCIÓN GRÁFICA DEL SISTEMA
Ilustración 74. Gráfico del sistema actual en Arena Simulation
Elaboración propia

135
En la ilustración 74, se observa la producción en cada subproceso de fabricación de
mochilas, con una entrada (demanda promedio mensual) de 3374 unidades y una
salida (producción promedio mensual) de 1248 unidades.
C) RESULTADOS DE LA SIMULACIÓN DEL MODELO ACTUAL
La simulación da como resultado colas en los procesos por los elevados tiempos de
cada actividad, las colas son las siguientes:
• Corte (562 unidades)
• Bordado (223 unidades)
• Costura de Piezas (499 unidades)
• Ensamblado de Piezas (842 unidades)
Promedio producción mochilas al mes 1,248 unidades
Nivel de atención 36,99%
4.3.2.3. Validación del escenario con la mejora
Se toman los datos de producción y demanda de mochilas en la empresa durante el
primer semestre del año 2018. Además del tiempo obtenido luego de la mejora
propuesta.
Promedio demanda mensual 2018 3, 374 unidades
Minutos disponibles al mes 13, 080
Minutos de producción (tiempo de ciclo) 25.32
Para cubrir con la demanda promedio mensual de mochilas, se debe lograr un nivel
de atención del 100%. Para lo cual, se reducen o eliminan los tipos de desperdicios
identificados anteriormente, que son los movimientos innecesarios y el transporte.
Con las mejoras propuestas en el capítulo 3, se logra reducir los tiempos promedio de
cada subproceso y las distancias recorridas dentro y entre subproceso. El detalle de
esta mejora se evidencia en la siguiente tabla.

136
Tabla 48. Datos del escenario luego de la mejora
SUBPROCESOS VA
VNA
Movimientos
Innecesarios Transporte
minutos minutos minutos metros TOTAL
(min)
Preparación de
tela 1.18 0.32 0.11 1 1.61
Corte 4.41 0 0.5 9 4.91
Bordado 4.13 0 0.38 2 4.51
Costura de
piezas menores 4.1 0.08 0 - 4.18
Ensamblado de
piezas 4.25 0.08 0.13 1,5 4.46
Acabado 2.82 0 0 - 2.82
Empaquetado 0.55 0 1 18 1.55
TOTAL (min) 21.44 2.60 - 24.04
Elaboración propia
A) DISTRIBUCIÓN DE LOS TIEMPOS DE CADA OPERACIÓN DEL
PROCESO PRODUCTIVO:
▪ Preparación de tela:
DISTRIBUCIÓN Uniforme
EXPRESIÓN UNIF (1,2)
ERROR 0.011200
N 100
N ÓPTIMO 37
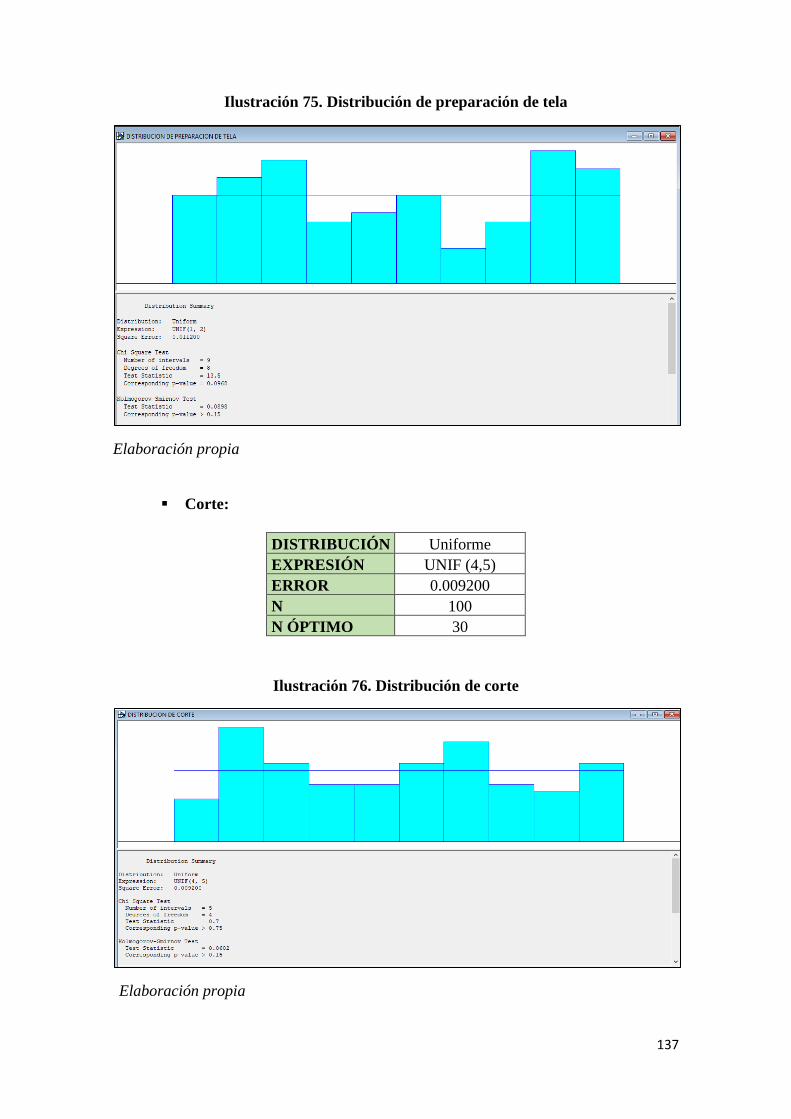
137
Ilustración 75. Distribución de preparación de tela
Elaboración propia
▪ Corte:
DISTRIBUCIÓN Uniforme
EXPRESIÓN UNIF (4,5)
ERROR 0.009200
N 100
N ÓPTIMO 30
Ilustración 76. Distribución de corte
Elaboración propia

138
▪ Bordado:
DISTRIBUCIÓN Uniforme
EXPRESIÓN UNIF (4,5)
ERROR 0.008000
N 100
N ÓPTIMO 29
Ilustración 77. Distribución de bordado
Elaboración propia
▪ Costura:
DISTRIBUCIÓN Uniforme
EXPRESIÓN UNIF (4,5)
ERROR 0.008000
N 100
N ÓPTIMO 34
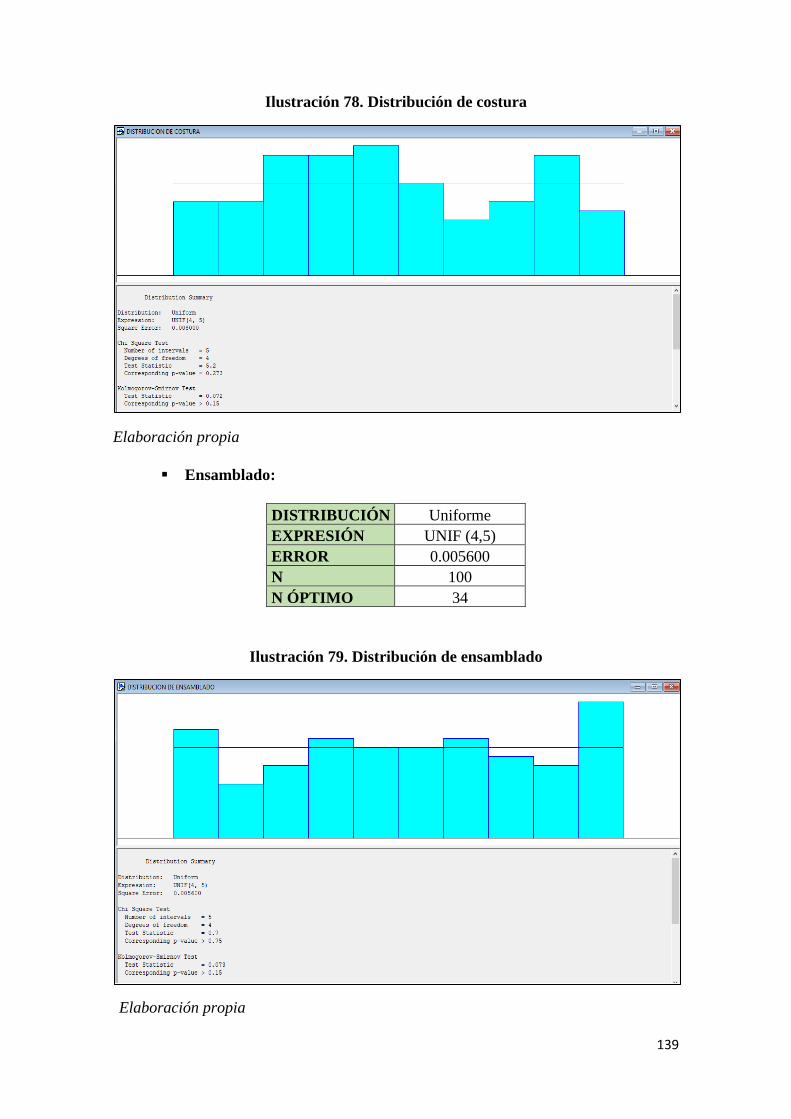
139
Ilustración 78. Distribución de costura
Elaboración propia
▪ Ensamblado:
DISTRIBUCIÓN Uniforme
EXPRESIÓN UNIF (4,5)
ERROR 0.005600
N 100
N ÓPTIMO 34
Ilustración 79. Distribución de ensamblado
Elaboración propia
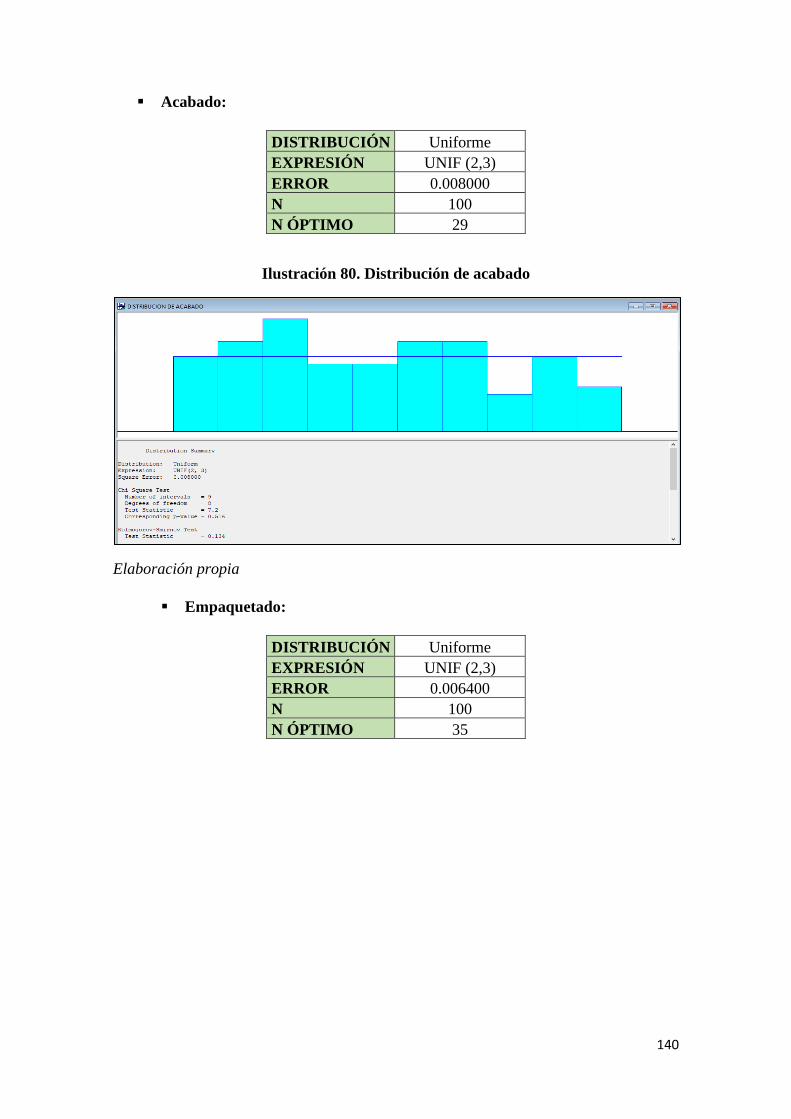
140
▪ Acabado:
DISTRIBUCIÓN Uniforme
EXPRESIÓN UNIF (2,3)
ERROR 0.008000
N 100
N ÓPTIMO 29
Ilustración 80. Distribución de acabado
Elaboración propia
▪ Empaquetado:
DISTRIBUCIÓN Uniforme
EXPRESIÓN UNIF (2,3)
ERROR 0.006400
N 100
N ÓPTIMO 35

141
Ilustración 81. Distribución de empaquetado
Elaboración propia
B) DESCRIPCIÓN GRÁFICA DEL SISTEMA
Ilustración 82. Gráfico del sistema mejorado en Arena Simulation
Elaboración propia
En la ilustración 82, se observa la producción en cada subproceso de fabricación de
mochilas en un escenario mejorado luego de implementar la propuesta, la entrada
(demanda promedio mensual) se mantiene con 3374 unidades y una salida (producción
promedio mensual) de 2900 unidades, ya que las colas (producto en proceso) solo se
muestran en el subproceso de corte y bordado.

142
4.3.2.4. Resultados
Los resultados de obtenidos en la simulación de la situación actual y deseada (1º modelo
y 2º modelo, respectivamente) se muestran en la tabla 49.
Tabla 49. Cuadro de resultado final
DATOS 1ºModelo 2ºModelo
Number in 3374,00 3374,00
Tsistema 1248,00 2900,00
TAMCOLAACABADO 0,0000 0,0000
TAMCOLABORDADO 8,6230 0,9063
TAMCOLACORTE 18,1000 14,3420
TAMCOLACOSTURADEPIEZAS 20,8880 0,0000
TAMCOLAEPAQUETADO 0,0000 0,0000
TAMCOLAENSAMBLADODEPIEZA 43,7930 0,0000
TAMCOLAPREPARACIÓNDETELA 0,0000 0,0000
ENTITY 1 . WIP 1064,05 239,79
PREPARACIÓNDETELA.UTILIZATION 0,2591 0,2616
CORTE.UTILIZATION 0,9996 0,9993
BORDADO.UTILIZATION 0,9996 0,9996
COSTURA.UTILIZATION 0,9992 0,9044
ENSAMBLADO.UTILIZATION 0,9987 0,9862
ACABADO.UTILIZATION 0,0143 0,5556
EMPAQUETADO.UTILIZATION 0,0143 0,9433
NIVEL DE ATENCIÓN 36,99% 85,95%
Elaboración propia
Para el primer modelo de simulación (situación actual) se obtiene un total de 1,248
unidades expresado como “Tsistema” y durante el proceso productivo se generan colas
en cada subproceso expresadas como “TAMCOLA” y representadas por una proporción,
lo ideal es obtener 0,00 para lograr un proceso limpio sin desperdicios. Así mismo, el
programa expulsa una proporción de “UTILIZACIÓN” que muestra que tan saturado se
encuentra el proceso durante la producción. Por último, uno de los datos más relevantes
es el “NIVEL DE ATENCIÓN” el cual viene a ser el porcentaje de cumplimiento de la
demanda promedio mensual, lo ideal es llevarlo a un 100%.
Con la reducción de tiempo por subproceso, eliminando y minimizando los desperdicios
en el proceso productivo, se obtiene un Tsistema de 2,900 unidades y una reducción de
la proporción de colas para el caso de bordado, costura y ensamblado en su totalidad y
para corte, parcialmente. Finalmente, se logra maximizar el “NIVEL DE ATENCIÓN” a
un 86% evidenciando una mejora sustancial para el cumplimiento de la demanda futura.
143
A) PRODUCTIVIDAD
Para el cálculo de la productividad se toman los datos mostrados en la tabla 49.
Tabla 50. Datos para calcular la productividad
Unidades producidas al
mes
Antes de la
mejora
Después
de la
mejora
1248 2900
Cantidad de operarios 15
Lunes-
Viernes Sábados
Horas hombres al día 9 5
Días al mes 22 4
Elaboración propia
- Productividad antes de la mejora: se aplica la siguiente fórmula.
- Productividad luego de la mejora: se aplica la siguiente fórmula.
La tabla 51 muestra en síntesis de los resultados de productividad, antes de la mejora se
tienen 0.38 unidades por hora hombre, mientras que después, este aumenta a 0.89, lo que
resulta positivo para la empresa, ya que la productividad incrementa en más que el doble.
Tabla 51. Comparación de productividad
ANTES DESPUÉS
Productividad
(unidades/H-H) 0.38 0.89
Elaboración propia

144
B) PORCENTAJE DE CUMPLIMIENTO
Se analiza el porcentaje de cumplimiento de la demanda antes y después de la mejora.
Ilustración 83. Porcentaje de cumplimiento de la demanda de mochilas
Elaboración propia
La ilustración 83 muestran los resultados obtenidos en la simulación del proyecto, bajo el
modelo actual (antes de la mejora) existe un 37% del cumplimiento de la demanda de
mochilas, mientras que en el modelo luego de la mejora este incrementa a un 86%, esto
quiere decir que aumentó en más del doble el porcentaje y que la propuesta de mejora
ayuda a que la demanda esté a un 14% de cumplirse y ya no a un 63%.
C) PORCENTAJE DE DESPERDICIO EN MOVIMIENTOS
INNECESARIOS
La aplicación de las 5s tuvo como finalidad reducir los desperdicios, que para este caso
son los movimientos innecesarios. Este tipo de desperdicio hace referencia a las
actividades que realizan los operarios en la producción de mochilas y que no generan
valor para el cliente, sino, genera que el tiempo de ciclo sea mayor. La ilustración 84
muestran los resultados. Para el cálculo del porcentaje se empleó la siguiente fórmula:
%𝑀𝐼 =𝑇𝑖𝑒𝑚𝑝𝑜 𝑒𝑛 𝑚𝑜𝑣𝑖𝑚𝑖𝑒𝑛𝑡𝑜𝑠 𝑖𝑛𝑛𝑒𝑐𝑒𝑠𝑎𝑟𝑖𝑜𝑠
𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑐𝑖𝑐𝑙𝑜 𝑡𝑜𝑡𝑎𝑙× 100

145
Ilustración 84. Porcentaje de movimientos innecesarios en el proceso productivo de
mochilas
Elaboración propia
La ilustración 84 muestra que en el modelo actual existe un 84% de desperdicios
ocasionados por movimientos innecesarios, mientras que luego de puesta en marcha la
mejora, el desperdicio disminuye a un 16%.
D) PORCENTAJE DE DESPERDICIO EN TRANSPORTE
Este tipo de desperdicio hace referencia a las distancias innecesarias que los operarios
recorren durante el proceso de producción de mochilas, para la solución de este problema,
se realizó la distribución de la planta. Lo resultados se muestran en la ilustración 85. Para
el cálculo del porcentaje se utilizó la siguiente fórmula:
%𝑇 =𝑀𝑒𝑡𝑟𝑜𝑠 𝑖𝑛𝑛𝑐𝑒𝑠𝑎𝑟𝑖𝑜𝑠 𝑟𝑒𝑐𝑜𝑟𝑟𝑖𝑑𝑜𝑠
𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 𝑚𝑒𝑡𝑟𝑜𝑠 𝑟𝑒𝑐𝑜𝑟𝑟𝑖𝑑𝑜𝑠× 100
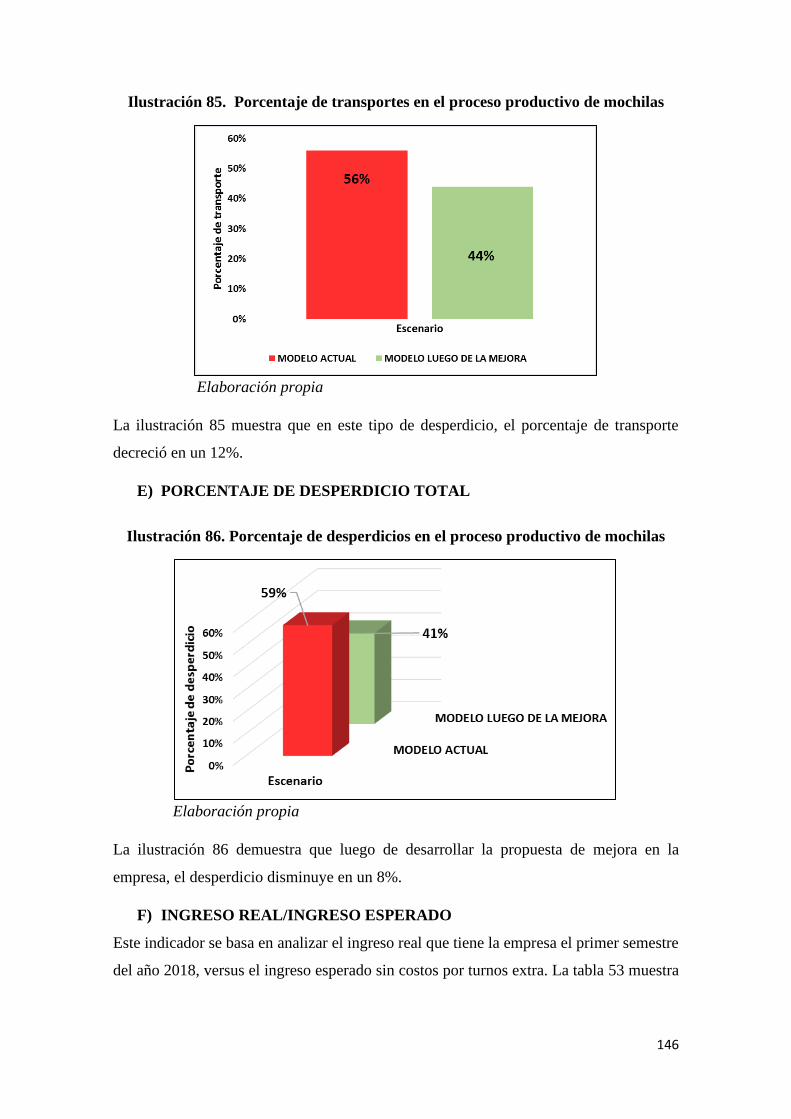
146
Ilustración 85. Porcentaje de transportes en el proceso productivo de mochilas
Elaboración propia
La ilustración 85 muestra que en este tipo de desperdicio, el porcentaje de transporte
decreció en un 12%.
E) PORCENTAJE DE DESPERDICIO TOTAL
Ilustración 86. Porcentaje de desperdicios en el proceso productivo de mochilas
Elaboración propia
La ilustración 86 demuestra que luego de desarrollar la propuesta de mejora en la
empresa, el desperdicio disminuye en un 8%.
F) INGRESO REAL/INGRESO ESPERADO
Este indicador se basa en analizar el ingreso real que tiene la empresa el primer semestre
del año 2018, versus el ingreso esperado sin costos por turnos extra. La tabla 53 muestra
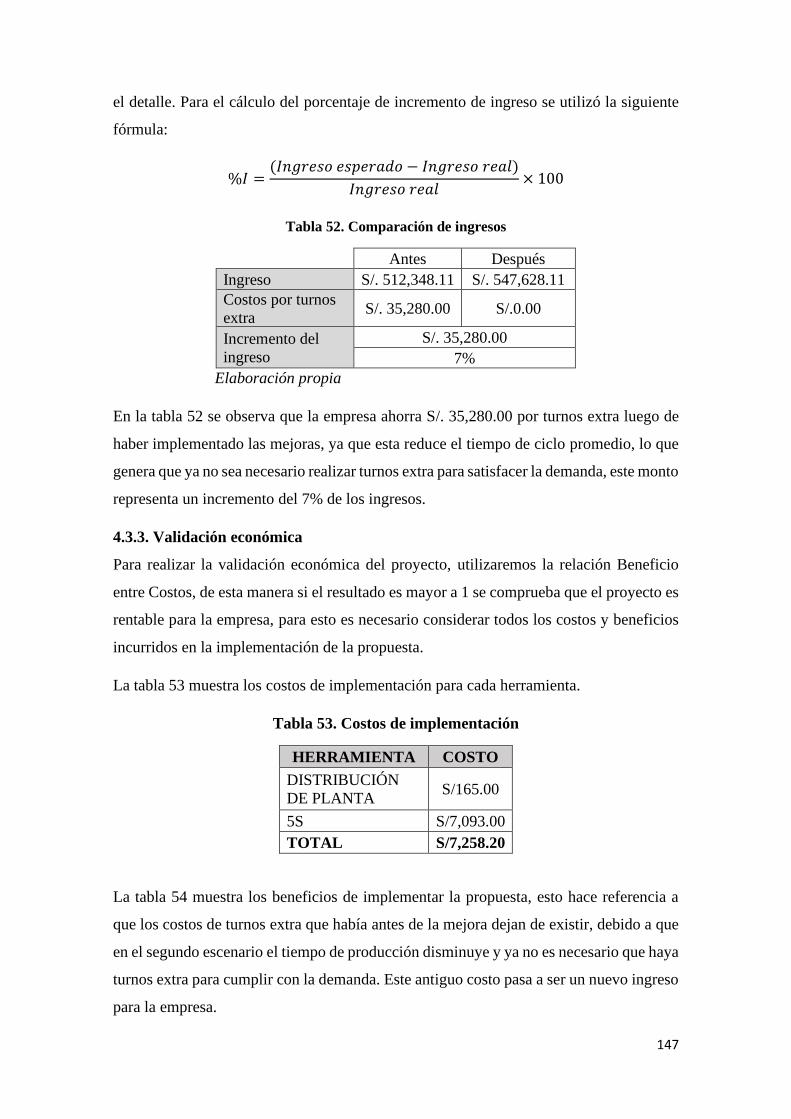
147
el detalle. Para el cálculo del porcentaje de incremento de ingreso se utilizó la siguiente
fórmula:
%𝐼 =(𝐼𝑛𝑔𝑟𝑒𝑠𝑜 𝑒𝑠𝑝𝑒𝑟𝑎𝑑𝑜 − 𝐼𝑛𝑔𝑟𝑒𝑠𝑜 𝑟𝑒𝑎𝑙)
𝐼𝑛𝑔𝑟𝑒𝑠𝑜 𝑟𝑒𝑎𝑙× 100
Tabla 52. Comparación de ingresos
Antes Después
Ingreso S/. 512,348.11 S/. 547,628.11
Costos por turnos
extra S/. 35,280.00 S/.0.00
Incremento del
ingreso
S/. 35,280.00
7%
Elaboración propia
En la tabla 52 se observa que la empresa ahorra S/. 35,280.00 por turnos extra luego de
haber implementado las mejoras, ya que esta reduce el tiempo de ciclo promedio, lo que
genera que ya no sea necesario realizar turnos extra para satisfacer la demanda, este monto
representa un incremento del 7% de los ingresos.
4.3.3. Validación económica
Para realizar la validación económica del proyecto, utilizaremos la relación Beneficio
entre Costos, de esta manera si el resultado es mayor a 1 se comprueba que el proyecto es
rentable para la empresa, para esto es necesario considerar todos los costos y beneficios
incurridos en la implementación de la propuesta.
La tabla 53 muestra los costos de implementación para cada herramienta.
Tabla 53. Costos de implementación
HERRAMIENTA COSTO
DISTRIBUCIÓN
DE PLANTA S/165.00
5S S/7,093.00
TOTAL S/7,258.20
La tabla 54 muestra los beneficios de implementar la propuesta, esto hace referencia a
que los costos de turnos extra que había antes de la mejora dejan de existir, debido a que
en el segundo escenario el tiempo de producción disminuye y ya no es necesario que haya
turnos extra para cumplir con la demanda. Este antiguo costo pasa a ser un nuevo ingreso
para la empresa.
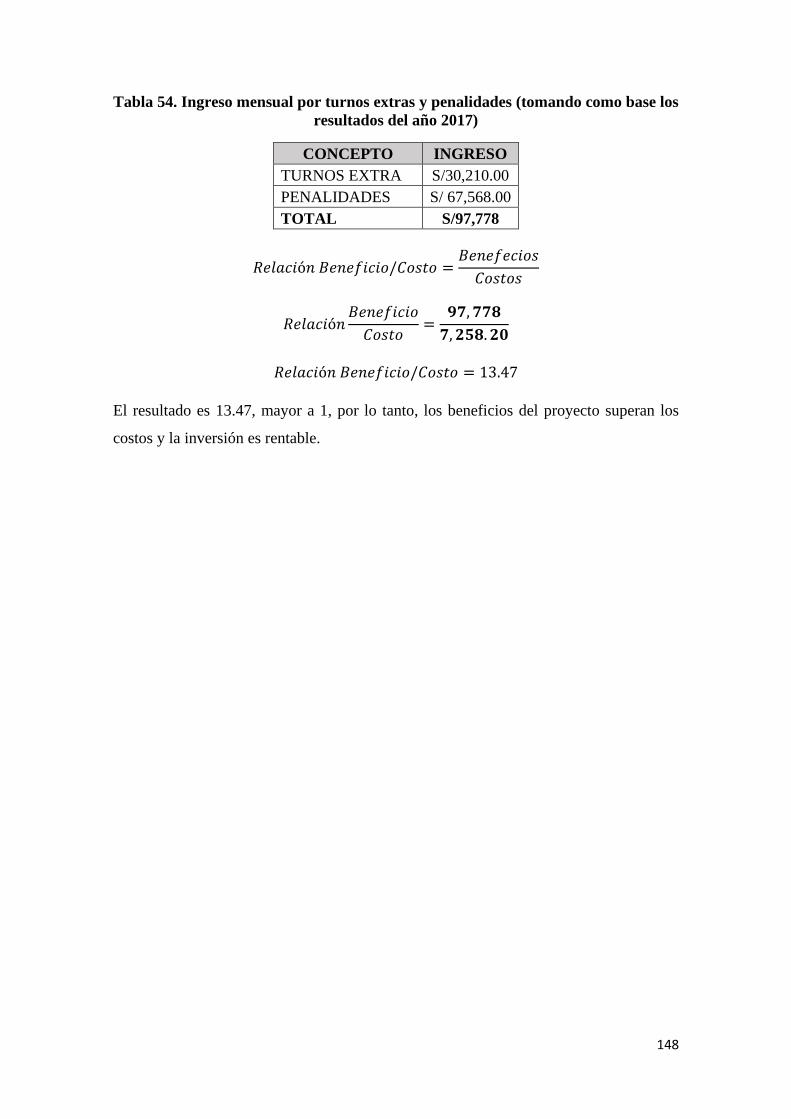
148
Tabla 54. Ingreso mensual por turnos extras y penalidades (tomando como base los
resultados del año 2017)
CONCEPTO INGRESO
TURNOS EXTRA S/30,210.00
PENALIDADES S/ 67,568.00
TOTAL S/97,778
𝑅𝑒𝑙𝑎𝑐𝑖ó𝑛 𝐵𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜/𝐶𝑜𝑠𝑡𝑜 =𝐵𝑒𝑛𝑒𝑓𝑒𝑐𝑖𝑜𝑠
𝐶𝑜𝑠𝑡𝑜𝑠
𝑅𝑒𝑙𝑎𝑐𝑖ó𝑛𝐵𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜
𝐶𝑜𝑠𝑡𝑜=
𝟗𝟕, 𝟕𝟕𝟖
𝟕, 𝟐𝟓𝟖. 𝟐𝟎
𝑅𝑒𝑙𝑎𝑐𝑖ó𝑛 𝐵𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜/𝐶𝑜𝑠𝑡𝑜 = 13.47
El resultado es 13.47, mayor a 1, por lo tanto, los beneficios del proyecto superan los
costos y la inversión es rentable.

149
CONCLUSIONES
✓ Se concluye que la aplicación de la metodología Lean Manufacturing como una
estrategia de mejora bien definida, representa bajos costos en su implementación
y sus mejoras son decisivas en el proceso. Asimismo, se confirma la flexibilidad
de Lean para ser aplicada en escenarios de empresas mediadas y manufactureras.
Sin embargo, no todos los ambientes de producción son aptos para la
implementación de Lean Manufacturing, debido a las restricciones que tienen sus
herramientas, para estos casos se pueden adoptar fragmentos de sus estructuras y
también obtener buenos resultados. Además, no existe un orden estricto de
aplicación de cada estrategia que componen a Lean, cada técnica posee la forma
de adecuarse a otra ya implementada.
✓ El sustento del uso de las herramientas en la propuesta de mejora se basa
principalmente en cinco casos de éxito. El primer caso de éxito habla acerca de la
creación de cuatro distribuciones de planta para una pyme, los resultados fueron
disminución de distancia recorrida, el ahorro de costos y la recomendación de que
el uso del SLP con una herramienta del Lean crea eficiencia en el uso del material.
En el segundo caso de éxito desean resolver el alto tiempo de ciclo en el proceso
de costura una empresa textil, que utiliza las técnicas del Lean Manufacturing para
la solución y el simulador Flexsim para la validación de los resultados. El tercer
caso de éxito desea reducir el tiempo de fabricación de andamios de una la pyme,
utilizando las técnicas VSM, 5S y SMED en ese orden, el uso de las 5s dio como
resultado un ahorro anual de 33,600 rupias. En el caso de éxito cuatro se desea
disminuir los desechos en una pyme manufacturera, esto mediante el uso de la
herramienta 5S. Los autores aseguran que la herramienta mencionada es el paso
cero para la implementación de las técnicas Lean, como resultado se obtiene que
el tiempo de manipulación no productiva se redujo alrededor del 50% del tiempo
total de manipulación. Por último, el quinto caso habla acerca de la disminución
del tiempo de duración de las actividades en el proceso productivo, mediante el
uso de técnicas Lean: Kaizen y 5S, realizado en una PYME, como resultado se
reportó una disminución en los tiempos perdidos por tareas innecesarias.

150
✓ En el diagnóstico realizado a la empresa se encontró que, de acuerdo con la base
de datos recolectados y correspondientes a los años 2015, 2016 y 2017, la línea
de producción que genera mayores ingresos a la empresa por la alta demanda que
tiene es la de los productos sintéticos con un 55% del total de ventas. Dentro de
la línea de sintéticos se encuentran distintas familias como las mochilas, los
maletines para laptop, pad mouse y loncheras. De acuerdo con las ventas durante
los años 2015, 2016 y 2017, se concluyó que la familia que genera mayor demanda
a la empresa son las mochilas, ya que generaron ingresos en un 45%, 49% y 57%
respectivamente, siendo las loncheras el segundo producto más vendido, con un
35%, 34% y 24% respectivamente, el tercer producto mayor demandado son los
maletines para laptop, con un 20%, 17% y 19% respectivamente, mientras que el
pad mouse es el producto sintético menos vendido.
✓ Se concluye que la empresa se rige bajo el proceso de fabricación Make to order,
ya que la producción comienza solo después que se reciba la orden del cliente. Sin
embargo, la empresa cuenta con un número reducido de inventario principalmente
de mochilas, loncheras y maletines, pues son los productos más demandados.
Según la data recolectada, el promedio de demanda mensual de mochilas que
recibió la empresa durante el primer semestre del 2018 es 3374 unidades. El
primer semestre corresponde a la temporada alta de la empresa, ya que en dicho
tiempo es donde recibe una elevada demanda de unidades. El problema de la
empresa radica en que existen entregas de mochilas que se hacen fuera del tiempo
pactado con el cliente, generando una diferencia elevada entre entregas fuera de
tiempo y entregas a tiempo. Durante el año 2017 el porcentaje de mochilas
despachadas en el tiempo programado fue del 31% mientras que las que no se
entregaron en el tiempo preciso fue de 69%, esto debido a que durante ese año
hubo 13 solicitudes de pedidos de mochilas, de las cuales 9 fueron entregadas
luego de la fecha pactada.

151
✓ La empresa produce una cantidad limitada de cada tipo de producto, mantiene una
producción por lotes de 100 unidades lo cual es apropiado para satisfacer una
demanda a pedido. Se utiliza este sistema para reducir el costo por hora de cada
uno de los procesos, teniendo en cuenta cuantas piezas produce un determinado
proceso. El tamaño de lote debe ser lo más pequeño posible, buscando el
aprovechamiento de la máquina o del operario y la acumulación de inventario,
cuando el tamaño del lote es demasiado grande, los tiempos de ciclo aumentan,
ya que existen demasiados tiempos muertos y transportes innecesarios de
inventario.
✓ Durante los últimos 3 años, Corporación Madrid ha generado pérdidas monetarias
debido a que no entrega el pedido a tiempo. Esto se ve reflejado en las penalidades
imputadas por sus clientes y adicionalmente los costos por turnos de trabajo extra
que se necesita para la entrega del producto. En lo que respecta a las penalidades,
durante los años 2015, 2016 y 2017, se tiene que fueron S/ 48, 074. 05, S/ 49, 819.
00 y S/ 67, 568. 00 respectivamente, sumando en total S/ 165, 461. 05, siendo el
año 2017 el tiempo en el que más incurrieron en las entregas fuera de tiempo, pues
de 13 pedidos que recibieron ese año, 9 de ellos fueron penalizados, aumentando
así en un 11% de penalidades respecto al año 2016. Durante ese año el ingreso
esperado por las ventas de mochilas era de S/ 753, 453. 10, sin embargo, fue
reducido debido a la imputación de las penalidades. Respecto a los costos por
turnos extras generados por la necesidad de cumplir con la demanda, se tiene que,
durante los años 2015, 2016 y 2017 fueron S/ 23, 850. 00, S/ 26, 500. 00 y S/ 30,
210. 00 respectivamente, sumando en total S/ 80, 560. 00. El total de pérdidas
generadas por penalidades y turnos extras durante el año 2017 fueron de S/ 97,
778. 00, siendo este valor el 13% del total de ingresos esperados durante ese año,
por lo tanto, el ingreso real que hubo fue de S/ 665, 675. 10.
152
✓ Debido a la demanda variable, se planteó la elaboración de dos VSM, los cuales
fueron temporada baja que abarca desde julio hasta diciembre y temporada alta
que abarca los 6 primeros meses del año, para el caso de estudio se puso énfasis
en la temporada alta debido a las grandes cantidades de pedidos de mochilas no
se logra abastecer y cumplir con la demanda. Para la elaboración del VSM se
consideraron los subprocesos del proceso de producción, el tiempo de ciclo de
cada proceso, unidades de producto en proceso, numero de operarios y máquinas
y el tiempo disponible de producción. El objetivo principal del value stream
mapping es identificar todos los problemas existentes en el proceso productivo
para aumentar la productividad de este, reduciendo o eliminando desperdicios y
de esta manera alcanzar el flujo continuo para entregar la demanda de los clientes
de forma más eficaz y a tiempo. Su uso facilito el desarrollo del diagnóstico y se
obtuvieron los tiempos que agregan y no agregan valor dentro del proceso que
posteriormente fue analizado a través de una matriz AVA.
✓ El análisis AVA se realizó con el fin de identificar las actividades que no generan
valor al proceso productivo de mochilas, de este se sabe que se tienen dos tipos
de desperdicios, el transporte y los movimientos innecesarios, estos acumulan un
tiempo de 5.64 minutos, siendo el 17% del total de tiempo de ciclo. Luego de la
mejora, este tiempo disminuye a 2.60 minutos, y por ende el tiempo de ciclo
también a un 24.04 minutos. Respecto al transporte encontrado actualmente en la
empresa, se tiene que hacen un recorrido total de 40.5 metros, este disminuye a
31.5 metros luego de realizar la propuesta de mejora, por otro lado, los
movimientos innecesarios acumulan actualmente un tiempo total de 2.49 minutos,
una vez hecha la mejora, este tiempo disminuye a 0.48 minutos. Se tiene, además
que, el proceso con mayor número de actividades que no generan valor es
confección con un 37%, le sigue el proceso de cortado con un 30% y finalmente
el de acabado con un 11%.

153
✓ Se concluye que los desperdicios encontrados en el proceso productivo de la
fabricación de mochilas dentro de la empresa Corporación Madrid son de dos
tipos: transporte y movimientos innecesarios. Respecto al transporte, este fue
encontrado dentro del proceso “preparación de tela” con una distancia recorrida
de 2.5 metros, luego de la mejora esta distancia disminuye a 1 metro, en el proceso
“corte” existe una distancia de 22 metros, en el futuro luego de la mejora este
disminuiría a 9 metros, en el proceso de “bordado” la distancia recorrida de 2
metros se mantiene antes y después de la mejora, en el proceso “ensamblado de
piezas” se recorren 11 metros actualmente, mientras que luego de la mejora
disminuye a 1.5 metros, por último en el proceso “empaquetado” el recorrido
actual es 3 metros, mientras que luego de la mejora el recorrido incrementa a 18
metros. Estas variaciones de distancias se deben a la propuesta de una nueva
distribución de planta, en donde el objetivo principal es que las distancias
recorridas entre áreas disminuyan.
✓ Los movimientos innecesarios se producen cuando elementos tales como
herramientas, equipos y componentes se ubican de modo que el personal tiene que
hacer un tiempo de recorrido excesivo o inútil para alcanzarlos. Estos
movimientos se suman al tiempo necesario para completar una actividad, lo que
provoca que se reduzca la productividad y aumente los costos. En el proceso de
producción de mochilas se encontraron este tipo de muda dentro del proceso
“preparación de tela” con un tiempo de 1.28 minutos, sin embargo luego de
realizada la propuesta de mejora, este tiempo disminuye a 0.32 minutos, también,
fue encontrado en el proceso “costura de piezas menores” con un tiempo de 0.6
minutos, luego de la mejora, este tiempo disminuye a 0.08 minutos, finalmente,
en el proceso “ ensamblado de piezas” el tiempo utilizado por los movimientos
innecesarios es 0.61 minutos, luego de la mejora este tiempo disminuye a 0.08
minutos. Las variaciones de estos tiempos se deben al nuevo modelo de
distribución de planta junto a la implementación de las 5s, quienes se encargan
principalmente de eliminar el desperdicio en los procesos de producción.

154
✓ El árbol de problemas resumió cuales fueron las causas y consecuencias
importantes para el problema principal que tiene la empresa, las entregas de
mochilas fuera del tiempo acordado. Los métodos inadecuados de trabajo generan
que los trabajadores incurran en realizar sus labores con mudas, es por ello, que
en el proceso productivo de mochilas se encontró un 37% de actividades que no
generan valor, en este caso se trata de transporte y movimientos innecesarios.
Estas actividades provocan que el tiempo de ciclo se prolongue, por ende, el
tiempo promedio actual de producción (33.64 minutos) se vuelve superior al
tiempo estándar que maneja la empresa (20 minutos), generando así que se
produzcan 2126 mochilas menos de la demanda promedio mensual. Esto genera
que las entregas pactadas en un tiempo no se cumplan y los clientes impongan
penalidades a la empresa (69%). La necesidad de cumplir con la demanda a
tiempo provoca que se realicen horas extra (4%), generando así un total de 13%
de pérdidas económicas para la empresa.
✓ El objetivo de una correcta distribución en planta es encontrar la forma más
ordenada de los equipos y áreas de trabajo para fabricar de la forma más
económica y eficiente, al mismo tiempo que segura y satisfactoria para el personal
que realiza el trabajo. Para la elaboración de SLP se deben considerar todas las
estaciones de la planta que pertenecen al proceso productivo y sus respectivas
medidas para posteriormente valorar la relación entre cada una y obtener un
bosquejo. Es importante tomar en cuenta las condiciones de la estación y el
espacio disponible, las estaciones de trabajo deben ser transferidas a áreas de igual
amplitud para asegurar la distribución de los equipos, materiales y operarios
dentro de esta. Así mismo, en el caso de plantas de varios pisos se debe considerar
el estado de las máquinas para determinar si pueden ser transportadas sin
estropearlas o dañar el ambiente de trabajo, como fue el caso de la máquina de
bordado que no fue movida de su sitio por las dimensiones que ocupa. Con la
nueva distribución de planta se redujo el desperdicio de transporte en 9 metros.

155
✓ La metodología 5S es una herramienta de mejora de los tiempos de trabajo y las
condiciones laborales, siguiendo un procedimiento cuyo objetivo es lograr la
calidad del ambiente de trabajo. Tras su implementación, se redujo a un 2% los
tiempos perdidos en movimientos innecesarios. Con esta metodología se ataca
directamente el desperdicio de movimientos innecesarios consiguiendo minimizar
las actividades que no agregan valor dentro del área y generando un ambiente de
trabajo óptimo. En términos generales, para su implementación dentro de la
empresa se consideraron criterios como un sitio para cada cosa y cada cosa en su
sitio, uso de señaléticas, cronogramas de limpieza, procedimientos de
estandarización y la disciplina y participación activa de los colaboradores para
garantizar la implementación efectiva de las 5S y mantener esta mejora en el
tiempo. Asimismo, la eficiencia de su utilización depende del grado de
compromiso de cada miembro del equipo de trabajo de la organización.
✓ Se concluye que las capacitaciones previas a la implementación de cualquier
mejora dentro de la empresa son pieza clave para su correcto desarrollo. Se
considera a la capacitación como una herramienta efectiva para mejorar el
desempeño y participación de los empleados, asimismo, nos podría facilitar el
cambio necesario para que el personal de la empresa tenga mejor visión de las
ventajas y beneficios de este. Además, las capacitaciones sobre cualquier
herramienta requieren la inclusión y participación de los trabajadores, desde el
responsable de la gestión que viene a ser el gerente general hasta los ejecutantes
que son los operarios del área. Para facilitar el proceso de capacitación de las 5S
se elaboró un “formato de capacitación” en el cual se detallan los temas a ser
tratados, el nombre del capacitador, la fecha y lugar, y la lista de operarios que
asistirán con espacio para sus respectivas firmas, para validar la asistencia de los
operarios, por ultimo las firmas de capacitador y líder del grupo de trabajo.

156
✓ Para un correcto desarrollo de la primera S “clasificación”, se deben separar todos
los elementos que no tengan un lugar fijo u obstaculicen el flujo dentro del área
con ayuda de los operarios de planta, los cuales son los que interactúan día a día
con estos objetos. Para esto, es importante listar los elementos innecesarios con
sus respectivas cantidades, esto va a permitir hacer un conteo rápido para las
futuras acciones. Asimismo, con el uso de tarjetas rojas se podrá definir el motivo
de selección, pueden clasificarse varios objetos iguales dentro de una misma
tarjeta y se asignará un lugar dentro del área, la elección del lugar debe ser en una
posición estratégica, la cual no obstaculice el paso y se encuentre cerca de los
puestos de trabajo, para el caso de estudio fue colocada en la entrada del almacén
de materiales. Para el plan de acción se tomaron todos los objetos que no fueron
tomados del área de tarjetas rojas, para decidir qué hacer se elaboró un flujograma
con criterios de evaluación para la disposición final del elemento clasificado. Al
final, fueron eliminadas 10 tarjetas rojas, 6 fueron transferidos o reubicados, 3
fueron ordenados dentro del área y por último 2 tarjetas permanecieron en su
posición inicial.
✓ El criterio de frecuencia de uso utilizado para la segunda S facilitó la óptima
ubicación de los objetos dentro de las estaciones de trabajo, se ordenaron los
objetos según su utilización desde el uso “a cada momento” los cuales fueron
colocados en el puesto de trabajo del operario hasta el uso “algunas veces al año”
o “es posible que se use” que fueron colocados en armarios o almacenes menos
accesibles, estas nuevas ubicaciones fueron registradas en un layout denominado
“Mapa 5S”. Se puso en práctica el control visual para la marcación de la ubicación
de los objetos en su espacio, de esta forma los operarios sabrán donde se encuentra
cada cosa. El uso de señaléticas en los estantes de hilos facilita al operario
diferenciar por tipo de hilos, además se aplica gestión visual ordenando los hilos
por gama de colores. Se redujeron tiempos en movimientos innecesarios al asignar
un lugar fijo a las herramientas usadas en el proceso de costura, se diseñó un
estante móvil donde se ubicarán las herramientas necesarias para cada operación.
157
✓ La elaboración de un programa con turnos de limpieza facilitó la participación de
los operarios del área y evito cruces con su jornada laboral, asignado tiempos para
dichas laborales de limpieza, como es el caso de la limpieza de la máquina de
bordado, el operario deberá realizarla antes y después de su jornada para evitar
demoras o paradas por exceso de desperdicios en pleno proceso. También se creó
un checklist de cumplimiento de actividades de limpieza que será llenado por el
supervisor o jefe del área, de esta manera se asegurará el cumplimiento de cada
actividad trazada y fomentará el hábito de limpieza en los operarios. Considerar
la inspección de máquinas y equipos dentro de la tercera S es importante porque
permitirá realizar una evaluación al estado actual de las máquinas a través de un
registro de obsolescencia y tomar medidas correctivas, se propuso eliminar dos
máquinas rectas y dos ribeteadoras con 5 años y 3 años de obsolescencia
respectivamente para optar por la compra de nuevos equipos.
✓ Se concluye de la cuarta S, que la elaboración de procedimientos es una manera
efectiva de estandarizar las mejoras, ya que por se convierte en una condición
permanente, para lo cual se crearon procedimientos para cada una de las primeras
3 “S” en el área de confección, en los cuales se consideraron el objetivo,
responsabilidad y alcance, documentos, condiciones básicas, desarrollo, registros
y anexos. Por otro lado, si no existe un proceso para conservar lo que se ha
conseguido en las fases anteriores, posiblemente se vuelvan a acumular elementos
innecesarios en el puesto de trabajo provocando la desorganización. Se elaboró
una tabla de control con el fin de asignar trabajos y responsables para mantener
los estándares de la práctica de las 3S y la participación de los operarios.
Asimismo, incentivar constantemente a los colaboradores mediante
reconocimientos asegurará el cumplimiento de los procedimientos planteados en
la mejora.

158
✓ Se podrán obtener beneficios alcanzados con las primeras “S” en un periodo a
largo plazo si se logra mantener un ambiente de respeto a los procedimientos y
estándares establecidos. Para promover la práctica de la disciplina y reflexionar
sobre el nivel de cumplimiento de los procedimientos determinados se elaboró un
formato de auditorías para cada una de las primeras “S”, se propusieron preguntas
de control y un intervalo de calificación para medir su cumplimiento. Asimismo,
el papel de la dirección es importante, ya que las no conformidades resultantes de
la auditoria serán discutidas y se tomarán acciones correctivas. Para esto, se
elaboró un formato de mejores futuras, el cual será llenado por la dirección y tiene
por objetivo encontrar potenciales aspectos de mejora para un futuro, a través otras
técnicas de Lean u otra metodología de mejora.
✓ Se concluyó que el costeo de implementar las herramientas Distribución de planta
y 5S a la empresa Corporación Madrid es aproximadamente 2, 382.00 nuevos
soles. Este valor considera todos los materiales y/o herramientas a necesitar para
realizar la puesta en marcha de las técnicas, además del tiempo de horas hombre
que incurren los operarios al realizar los cambios en sus áreas, y por último a los
capacitadores y auditores que se encargan de la orientación y validación de que
las reglas del funcionamiento de las herramientas se cumplan. En lo que respecta
a los materiales utilizados para poner en marcha la nueva distribución de planta,
resalta únicamente el uso de la wincha, para medir espacios, para las 5s, el uso de
hojas con las cuales se harán los controles o check list como parte de las “S”,
además un tablero en donde se coloquen los reconocimientos a los colaboradores
destacados en la implementación de la herramienta, la toma e impresión de
fotografías del antes y después del área también es considerada dentro del
presupuesto proyecto. El mayor costo radica en las 2 auditorías que se deben
realizar para comprobar y mantener el uso correcto de las técnicas, este costo es
aproximadamente de 1,400.00 soles en total.
159
✓ Se utilizaron principalmente 23 artículos pertenecientes a revistas indexadas para
la elaboración de la tesis, cabe mencionar que tienen una publicación máxima de
4 años atrás, cuyo factor de impacto es señalado en la plataforma Scimago Journal
and Country Rank (SJR). Estos artículos fueron empleados debido a que brindan
información respecto al uso de las herramientas empleadas en la propuesta de
mejora de esta tesis, además de tener el mismo problema que presenta la empresa
Corporación Madrid. Se tomó en cuenta también el tipo de empresa en donde se
realiza el estudio, esta debe ser de preferencia una pyme manufacturera. Los
países en donde se realizan las investigaciones de estos artículos son variantes, se
tiene a India, Reino Unido, Suiza, Venezuela, Alemania, Holanda, Bangladesh,
España, Brasil, Indonesia y Eslovaquia. El mayor factor de impacto fue 1.43,
pertenece a la revista International Journal of Production Research y el nombre
del artículo es “Learning 5S principles from Japanese best practitioners: case
studies of five manufacturing companies” (Jacaa, et al. 2014).
✓ El tipo de validación que se usa en la tesis es el de simulación de escenarios y/o
modelos, mediante el software Arena Simulation. Se validan dos escenarios, el
primero consta en realizar la simulación de la situación actual de la empresa,
cuyos datos empleados fueron los del primer semestre del 2018, el segundo
escenario es luego de haber realizado la mejora con la propuesta planteada en el
capítulo 3. Las variables consideradas para ambos escenarios son las variables de
estado, en las que resaltan la cantidad de mochilas, la producción promedio de
mochilas al mes, el tiempo de espera entre cada proceso, y el tiempo total de ciclo,
están también las variables controlables, en esta parte se consideran la cantidad de
máquinas, de operarios, los pedidos aceptados, número de estaciones en la planta,
el costos de fabricación, el sueldo de los operarios y el horario de trabajo, por
último están las variables no controlables, en las cuales se considera el tiempo de
llegada de cada entidad en tránsito, el porcentaje de abandono por producto
defectuoso y el tiempo de ciclo de cada subproceso.

160
✓ La validación del escenario actual se realiza en el simulador Arena con el fin de
comprobar la cantidad de producción actual y en donde se generan las colas o
retrasos dentro del sistema productivo de mochilas. Se tomaron los valores de la
demanda promedio mensual (3, 374 unidades), los minutos disponibles al mes
(13, 080) y los minutos de producción o tiempo de ciclo (33.64). Este escenario
considera el tiempo de movimientos innecesarios en las actividades que no
generan valor y las distancias en transporte entre cada proceso. El número de
muestra fue 100 para todos los casos. En el primer subproceso “preparación de
tela”, el tipo de distribución es uniforme y el número óptimo de muestra fue 33,
en el subproceso “corte”, el número de muestra es uniforme y el número óptimo
de muestra es 28, “bordado” tuvo una distribución uniforme y el número óptimo
de muestra es 32, “costura” fue uniforme y como número óptimo de muestra tuvo
32, “ensamblado”, tuvo distribución uniforme y el número óptimo de muestra 33,
“acabado” fue uniforme y como número óptimo de muestra 35, por último,
“empaquetado” tuvo distribución uniforme y como número de muestra óptimo 33.
Los resultados de la simulación del escenario actual dieron para el proceso de
corte que las colas que generan son 562 unidades, bordado 223 unidades, costura
de piezas 499 unidades, ensamblado de piezas 842 unidades y para acabado y
empaquetado 0 colas. La producción final promedio es 1, 249 unidades y el nivel
de atención es 36.99%.
✓ La validación del escenario futuro, es decir, luego de realizar la mejora, redujo el
desperdicio, que como ya se mencionó anteriormente, son los movimientos
innecesarios y transporte y en el sistema de simulación se manifiestan como colas.
Para el subproceso “preparación de tela” la distribución es uniforme y el número
óptimo 37, para “corte” la distribución es uniforme y el número óptimo 30, para
“bordado” la distribución es uniforme y el número óptimo es 29, para “costura”
la distribución es uniforme y el número óptimo es 34, para “ensamblado” la
distribución es uniforme y el número óptimo 34, para “acabado” la distribución
es uniforme y el número óptimo 29, por último, para “empaquetado” la
distribución es uniforme y el número óptimo es 35. Los resultados lanzaron que
luego de la mejora la producción final es de 2,900 unidades con un nivel de
atención de 85.95%, en comparación con el nivel de atención de 36.99% que había
antes de implementar las mejoras.

161
RECOMENDACIONES
▪ Se recomienda que al momento de implementar las 5S es conveniente determinar
los agentes que permitan actuar sobre la motivación del colaborador para
aprovecharlos como instrumentos que promuevan el desarrollo del programa.
▪ Se recomienda tomar fotos del “después” del área donde se implementa las 5S y
publicarlas en algún lugar que se encuentre a la vista de todos junto con las
fotografías del “antes” para hacer notar el cambio, esto hará notorio el trabajo
continuo durante la implementación y promoverá el entusiasmo de los
trabajadores por las futuras mejoras en la empresa.
▪ Es importante el compromiso de los directivos si se desea aplicar las 5S en alguna
empresa, por lo tanto, se recomienda hacerlo evidente antes y durante la
implementación.

162
5. REFERENCIAS
• Ajay Johnson, Syamjith Prasad and Dr. Ashok Kumar Sharma. (2017)
Manufacturing Lead Time Reduction in a Scaffold Making Industry Using Lean
Manufacturing Techniques – A Case Study. International Journal of Mechanical
Engineering and Technology, 8(2), pp. 137–148.
• Abdulmalek, F.A. and Rajgopal, J. (2007) ‘Analyzing the benefits of lean manufacturing
and value stream mapping via simulation: a process sector case study’, International
Journal of Production Economics, Vol. 107, No. 1, pp.223–236.
• Arroyo, Jorge (2012). Diagnóstico situacional de las pymes proveedoras de las
grandes empresas de confecciones e identificación de necesidades de capacitación
y asistencia técnica. Senati, Perú.
• Asad, S., et al. (2016). Productivity improvement of a manufacturing facility using
systematic layout planning. Cogent Engineering, vol. 3.
• Asociación Española para la calidad-AEC (2016) Recuperado de:
http://www.aec.es/web/guest/centro-conocimiento/diagrama-sipoc
• Becker, J., Thome, I., Weiß, B. and Winkelmann, A. (2010), “Constructing a
semantic business process modelling language for the banking sector”, Enterprise
Modelling and Information Systems Architectures, Vol. 5 No. 1, pp. 4-25.
• BELTRÁN, Jaime y otros (2009) Guía para una gestión basada en procesos (consulta: 8
de septiembre de 2013)
(http://excelencia.iat.es/files/2012/08/2009.Gesti%C3%B3nbasada-procesos-
completa.pdf) pp. 34, 41, 42.
• Burns, L., Mok, W.Y. and Colley, W.N. (2014), “Introducing concurrency to
workflows: theory and a real-world case study”, International Journal of
Advanced Computer Science and Applications, pp. 52-64, available at:
http://thesai.org/Publications/ViewIssue?volume=4&issue=3&code=
SpecialIssue (accessed March 18, 2016).
• Céspedes, N., et al. (2016). PRODUCTIVIDAD EN EL PERÚ: medición, determinantes
e implicancias. Recuperado de:
http://repositorio.up.edu.pe/bitstream/handle/11354/1083/C%C3%A9spedesNiki
ta2016.pdf?sequence=4
• Che Ani, M. N. & Shafei, M. S. (2014) The Effectiveness of the Single Minutes
Exchange of Die (SMED) Technique for the Productivity Improvement. Applied

163
Mechanics and Materials. Vols 465-466. pp. 1144-1148. DOI:
10.4028/www.scientific.net/AMM.465-466.1144
• Chiminelli C., et al. Implementation of improvements in the textile sector using
Lean Manufacturing Methodology and simulation in Flexsim software |
Implementação de melhorias no setor têxtil empregando Metodologia Lean
Manufacturing e simulação no software Flexsim. Espacios, 2017, 38 (19), pp. 36-
51.
• DAS, Biman; PANDEY, Pankajkumar y VENKATADRI, Uday (2014) Applying lean
manufacturing system to improving productivity of air conditioning coil manufacturing.
pp. 307-323. En: Int J Adv Manuf Technol. DOI 10.1007/s00170-013-5407-x
• DECRETO LEGISLATIVO Nº 1341. Recuperado de:
http://portal.osce.gob.pe/osce/sites/default/files/Documentos/legislacion/ley/DE
CRETO_LEGISLATIVO_1341_Modifica_Ley_30225.pdf
• Enderson B.A., Larco J.L., Martin S.H., Lean transformation: How to change your
business into a Lean Enterprise, The Oklea Press, 1a. Edición, Nueva York, 1999,
pág 19.
• Gallego-Navarro, T. (2013). Gestión integral. Castelló de la Plana (Valencia):
Universitat Jaume I, p.47-50. Recuperado de: http://goo.gl/1E7kHe. DOI:
http://dx.doi.org/10.6035/Sapientia48
• Gamarra, K, et al. (2012). Análisis de dos metodologías para identificar el cuello
de botella en procesos productivos. Recuperado de:
http://tangara.uis.edu.co/biblioweb/tesis/2012/143199.pdfGarcía Criollo, Roberto.
(2005). Estudio del Trabajo, Ingeniería de métodos y medición del trabajo, Ed. Mc Graw
Hill, cap. 2
• Gisbert, V. (2015). Lean manufacturing. Qué es y qué no es, errores en su
interpretación y aplicación más usuales. 3C Tecnología, 13(4), 42-52
• Gupta, S. & Kumar Jain, S. (2015) "An application of 5S concept to organize the
workplace at a scientific instruments manufacturing company", International
Journal of Lean Six Sigma, 6 (1), pp.73-88. DOI: 10.1108/IJLSS-08-2013-0047
• Hernani, P., & Enrique, L. (2017). Propuesta de mejora continua de procesos Lean
Manufacturing para una empresa carrocera. Universidad Peruana de Ciencias Aplicadas
(UPC). Retrieved from http://hdl.handle.net/10757/622205
• Hernández, J., & Vizán, A. (2013). Lean manufacturing: conceptos, técnicas e
implantación. Madrid, España: Fundación EOI. 11(28). 33-44

164
• HERNANDEZ, Arialyz y otros (2009) Criterios para la elaboración de mapas de
procesos. Particularidades para los servicios hospitalarios. pp.2. Recuperado de:
http://web.ebscohost.com/ehost/pdfviewer/pdfviewer?sid=7514ad8d-33dd-4813-
a892-f0ee602bcee7%40sessionmgr112&vid=2&hid=124
• Hodge, G. L., Goforth, K., Joines, J. & Thoney, K. (2011) Adapting lean
manufacturing principles to the textile industry, Production Planning & Control:
The Management of Operations, 22:3, 237-247. DOI:
http://dx.doi.org/10.1080/09537287.2010.498577
• Houy, C., Fettke, P. and Loos, P. (2012), “Understanding understandability of
conceptual models – what are we actually talking about?”, Lecture Notes in
Computer Science, Vol. 7532, pp. 64-77
• International Ergonomics Association (2014) What is Ergonomics. Sitio web. Retrieved
de: https://www.iea.cc/
• INEI (2016) Perú: Estructura empresarial, 2016. Recuperado de:
https://www.inei.gob.pe/media/MenuRecursivo/publicaciones_digitales/Est/Lib1
445/libro.pdf
• INEI (2018). Produccón Naciona. Recuperado de:
https://www.inei.gob.pe/media/MenuRecursivo/boletines/04-informe-tecnico-
n04_produccion-nacional-feb2018.pdf
• Instituto de Estudios Económicos y Sociales (2016) Industria de productos
textiles. Reporte Sectorial. Recuperado de: http://www.sni.org.pe/wp-
content/uploads/2017/01/Noviembre-2016-Industria-de-productos-textiles.pdf
• Johansson, G., Sundin, E., 2014. Lean and green product development: two sides of the
same coin? Journal of Cleaner Production 85, 104–121
• Jugraj Singh Randhawa, Inderpreet Singh Ahuja, (2017) "Evaluating impact of 5S
implementation on business performance", International Journal of Productivity and
Performance Management, Vol. 66 Issue: 7, pp.948-978, https://doi.org/10.1108/IJPPM-
08-2016-0154
• Kjersem, K., Lillebrygfield, L., Kiekebos, P. & Emblemsvag, J. (2015)
Implementing Lean in Engineer-to-Order Industry: A Case Study. IFIP International
Federation for Information Processing. Pp. 248-255. Doi: 10.1007/978-3-319-22759-
7_29

165
• Mane, A.M. and Jayadeva, C.T. (2015) ‘5S implementation in Indian SME: a case
study’, Int. J. Process Management and Benchmarking, Vol. 5, No. 4, pp.483–
498.
• Melgar, Christian (2012). Propuesta para el mejoramiento de los procesos de
producción en una empresa de corte y confección. Recuperado de:
http://repositorioacademico.upc.edu.pe/upc/bitstream/10757/302599/1/melgar_h
c-pub-delfos.pdf
• Manzano Ramírez, M. y Gisbert Soler, V. (2016). Lean Manufacturing: implantación 5S.
3C Tecnología: glosas de innovación aplicadas a la pyme, 5(4), 16-26. DOI:
http://dx.doi.org/10.17993/3ctecno.2016.v5n4e20.16-26
• Object Management Group, OMG (2013) Business Process Model and Notation.
Recuperado de: http://www.bpmn.org/
• Object Management Group, OMG (2011). Business Process Model and Notation
(BPMN); Version 2.0 [online]. Needham (MA, USA): Object Management
Group, Inc. 508 p.
• Ojaghi, Y., et al., (2015). Production Layout Optimization for Small and Medium
Scale Food Industry. Procedia CIRP, vol 26, pp. 247-251.
• Panwar, A., Bimal P. Nepal, Rakesh Jain & Ajay Pal Singh Rathore (2015) On the
adoption of lean manufacturing principles in process industries, Production Planning &
Control, 26:7, 564-587, DOI: 10.1080/09537287.2014.936532
• Pojasek, R. (2008) Framing your lean‐to‐green effort. Enviromental Quality
Management. 18:1. Pp. 85-93. DOI: 10.1002/tqem.20198
• Rojas, M., Jaimes, L., Valencia, M. Efectividad, eficacia y eficiencia en equipos de
trabajo. Espacios, 2018, 39 (6), pp. 11.
• Reijers,H.A.andMendling,J.(2011),“Astudyintothefactorsthatinfluencetheunderst
andabilityof business process models”, Man, and Cybernetics, Part A, Vol. 41 No.
3, pp. 449-462.
• Sotelo, J., et al. (2013). SISTEMA DE MEJORA CONTINUA EN EL ÁREA DE
PRODUCCIÓN DE LA EMPRESA HERMOPLAS S.R.Ltda. APLICANDO LA
METODOLOGIA PHVA. Recuperado de:
http://www.usmp.edu.pe/PFII/pdf/20131_5.pdf
• Schroeder, Roger G. (2009). Administración de operaciones, Ed. McGraw Hill,
500- 533.
166
• Suhardi B., et al. (2015) The Development and Implementation Lean
Manufacturing in Indonesian Furniture Industry. Applied Mechanics and
Materials, 815, pp. 258-263. doi:10.4028/www.scientific.net/AMM.815.258
• Stahlhofer, E., et al. (2016) Implementation of Lean tools in small and medium
sized enter-prises: A case study in a furniture industry | [Implantação de
ferramentas Lean em pequenas e médias em-presas: Estudo de caso em uma
indústria moveleira]. Espacios, 37(37), 15.
• Sanz, J. & Gisbert, V. (2017) Lean manufacturing en pymes. 3C Empresa:
investigación y pensamiento crítico, Edición Especial, 101-107. DOI:
http://dx.doi.org/10.17993/3ctecno.2016.v5n4e20.16-26
• Tello, M. (2013). Mapa de procesos, tipos definiciones y desarrollo
• Tinoco, O., Tinoco, F. & Moscoso, E. (2016) Aplicación de las 5s para mejorar la
percepción de cultura de calidad en microempresas de confecciones textiles en el
cono norte de lima. Producción y gestión. 19(1): 33-37.
• Ugalde, M. (2005) Manuales de procedimientos y diagramas de flujo en la
administración de archivos. Recuperado de:
http://www.archivonacional.go.cr/pdf/articulos_ran/RAN%202005%20Manuale
s%20de%20Procedimientos.doc
• Wai Yin Mok, (2018) "Maximizing control flow concurrency in BPMN workflow
models through syntactic means", Business Process Management Journal, Vol. 24
Issue: 2, pp.357-383. DOI: https://doi.org/10.1108/BPMJ-09-2016-0177
• Diario El Comercio (2018) Exportaciones no tradicionales crecieron 15% en
enero de 2018. Recuperado de:
https://elcomercio.pe/economia/peru/exportaciones-tradicionales-crecieron-15-
enero-2018-noticia-503894
• Ministerio de Comercio Exterior y Turismo (2015) Ministra Silva: sector textil
confecciones genera más de 250 mil empleos formales en el Perú. Recuperado de:
https://www.mincetur.gob.pe/ministra-silva-sector-textil-confecciones-genera-
mas-de-250-mil-empleos-formales-en-el-peru/
• Página web. Ingeniería industrial online.com (2016) Cálculo de número de
observaciones (tamaño de muestra) Recuperado de:
https://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-

167
industrial/estudio-de-tiempos/c%C3%A1lculo-del-n%C3%BAmero-de-
observaciones/
• Universidad de Lima (2015) Ulima acogió al XII Foro Textil Exportador.
Recuperado de: https://www.carrerasadistancia.com.pe/universidad-de-
lima/ulima-foro-textil-exportador
• Mane, A.M. and Jayadeva, C.T. (2015) ‘5S implementation in Indian SME: a case study’,
Int. J. Process Management and Benchmarking, Vol. 5, No. 4, pp.483–498.
• Ojaghi, Y et al. (2015) Production Layout Optimization for Small and Medium Scale
Food Industry. Procedia CIRP. 26 pp 247-251. DOI: 10.1016/j.procir.2014.07.050
• C. Roriz, E. Nunesb, S. Sousab (2017) Application of Lean Production Principles and
Tools for Quality Improvement of Production Processes in a Carton Company. Procedia
Manufacturing 11. Pp. 1069-1076
• Viteri, J. et al. (2014) Aplicación de herramientas de la Producción Esbelta a una
Microempresa. 12th Latin American and Caribbean Conference for Engineering and
Technology.
• “Manual de implementación de las 5S” CMS, Tecnología S.A.

168
6. ANEXOS
Anexo 1. Diagrama de operaciones de Mochilas
1
2
4
5
1
1
MP: Rollos de telaTela para forro
Inspeccionar MP
Cortar MP
Bordar logo
Coser piezas menores
Ensamblas piezas con accesorios
Acabado final
Mochila
Inspeccionar tela
Cortar MP
2
3
Asas
Hebillas/ Reguladores
Cierres
Cintas
Merma
Bolsas
Embolsar6
Actividad Número
6
3
1
TOTAL 10
2
Elaboración: Propia

169
Anexo 2. Máquinas del proceso productivo de mochilas
Elaboración: Propia
Máquina de bordar SWF 12 cabezas
Máquina de bordar SWF 8 cabezas
Rectas de dos agujas Siruba
Ribeteadora Industrial Sunstar
Máquina de coser industrial Sunstar

170
Anexo 3. Layout de la empresa Corporación Madrid
Oficina
18 m cuadr
OFICINA ADMINISTRATIVA
Bordadora industrial
Oficina
20 m cuadr
Bo
rdad
ora
ind
ust
rial
SEGUNDO PISOPRIMER PISO
MES
A D
E TR
AB
AJO
PIE
ZAS
Almacén de producto terminado
ÁREA DE CORTE
ALMACÉN TEMPORAL DE PRODUCTO TERMINADO
Mo
ldes
ALMACÉN DE MATERIA PRIMA
Mo
ldes
Almacen de productos en
proceso, materiales y
piezas
OTROS PROCESOS PRODUCTIVOS
OTROS PROCESOS PRODUCTIVOS
TIENDA
Oficina
18 m cuadr
ALMACEN GENERAL
TERCER PISO
AC
AB
AD
OS
Y EM
PAQ
UET
AD
O
OTROS PROCESOS PRODUCTIVOS
OTROS PROCESOS PRODUCTIVOS
Elaboración: Propia

171
Anexo 4. Área de confección
Fuente: Corporación Madrid, foto propia

172
Anexo 5. Pasadizos del área de confección
Fuente: Corporación Madrid, foto propia

173
Anexo 6. Almacén de producto terminado
Fuente: Corporación Madrid, foto propia

174
Fuente: Corporación Madrid
Anexo 7. Orden de compra – CMAC PIURA SAC 2015
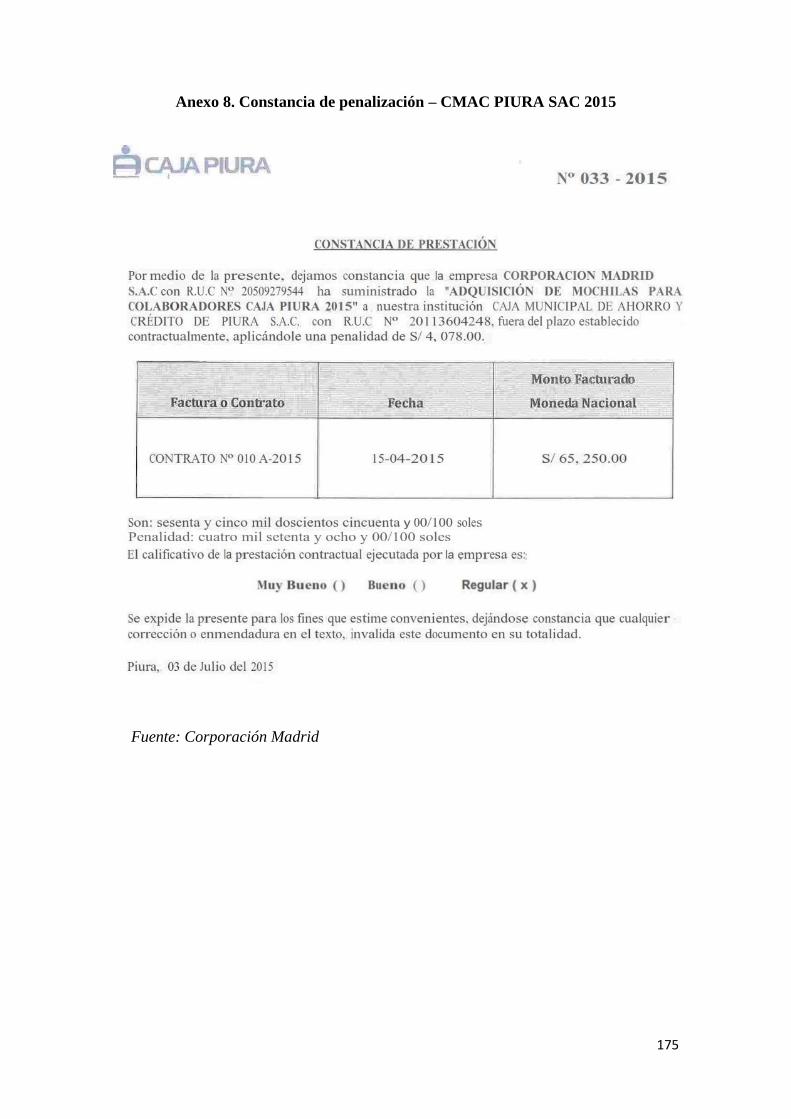
175
Anexo 8. Constancia de penalización – CMAC PIURA SAC 2015
Fuente: Corporación Madrid

176
Fuente: Corporación Madrid
Anexo 9. Orden de compra – CMAC PIURA SAC 2016

177
Anexo 10. Constancia de penalización – CMAC PIURA SAC 2016
Fuente: Corporación Madrid
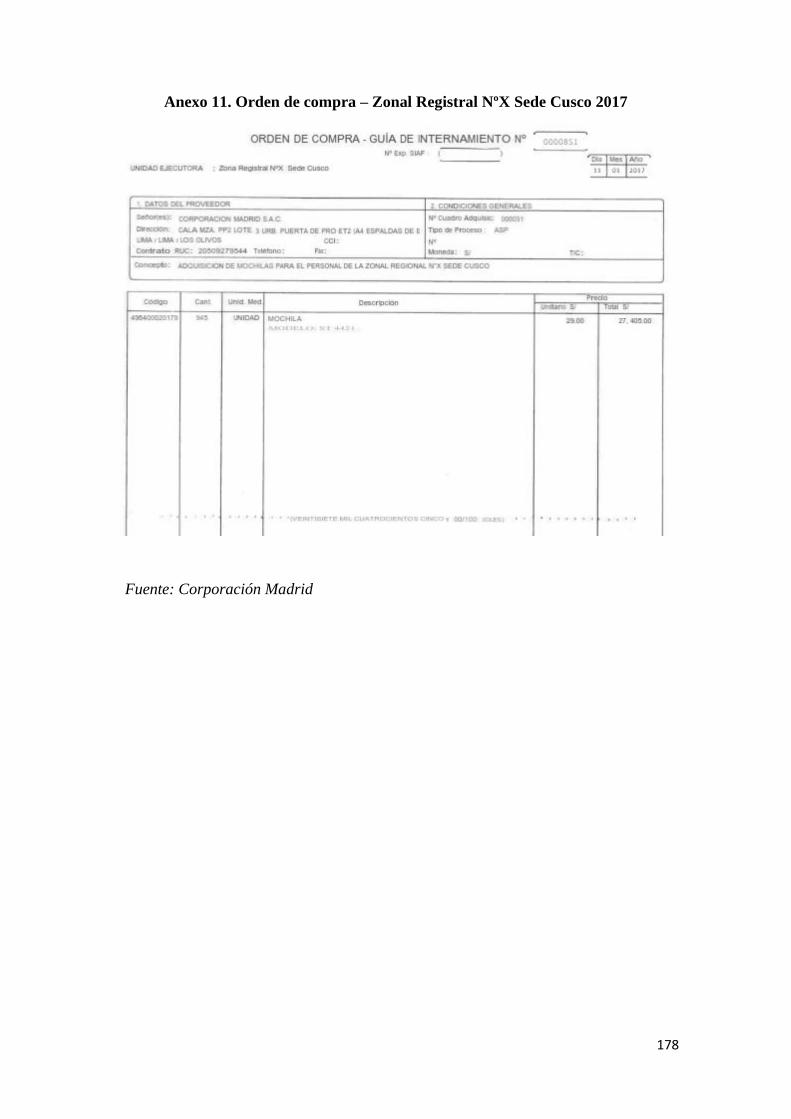
178
Anexo 11. Orden de compra – Zonal Registral NºX Sede Cusco 2017
Fuente: Corporación Madrid

179
Anexo 12. Carta de penalidad – Zonal Registral NºX Sede Cusco 2017
Fuente: Corporación Madrid

180
Fuente: Corporación Madrid
Anexo 13. Orden de compra – Zonal Registral NºX Sede Cusco 2017

181
Anexo 14. Carta de penalidad – Zonal Registral NºX Sede Cusco 2017
Fuente: Corporación Madrid

182
Anexo 15. Auditoría N° 1: Cuestionario para las 5S
Fuente: Corporación Madrid

183
Anexo 16. Auditoría N° 1: Mejorar a implementar
Fuente: Corporación Madrid




















