guiados lubricados activos para máquinas herramienta ... - ADDI
Upload
khangminh22Category
view
1download
0
Propuesta de mejora basada en la herramienta OpEx para las líneas de producción en una
multinacional del sector higiénico
Autores
Diego Alexander Cortés Ramírez
Ángela Yamile Calderón Ávila
Leonardo Martínez Alzate
Marly García Fernández
Universidad el Bosque
Especialización en Gerencia de Producción y Productividad
Bogotá, Colombia
Junio de 2021

2
Propuesta de mejora basada en la herramienta OpEx para las líneas de producción en una
multinacional del sector higiénico
Autores
Diego Alexander Cortés Ramírez
Ángela Yamile Calderón Ávila
Leonardo Martínez Alzate
Marly García Fernández
Tutor
Ing. Jorge Enrique Rojas Rodríguez
Universidad el Bosque
Especialización en Gerencia de Producción y Productividad
Bogotá, Colombia
Junio de 2021

3
Contenido
Introducción .................................................................................................................................... 9
1. Planteamiento del problema .................................................................................................. 10
2. Pregunta de Investigación ........................................................................................................ 12
3. Delimitación .............................................................................................................................. 12
3.1 Temporal ......................................................................................................................................... 12
3.2 Espacial ........................................................................................................................................... 12
3.3 Conceptual ...................................................................................................................................... 12
4. Objetivos ................................................................................................................................... 13
4.1 Objetivo general ............................................................................................................................. 13
4.2 Objetivos Específicos: ................................................................................................................... 13
5. Justificación .............................................................................................................................. 13
6. Antecedentes ............................................................................................................................. 14
6.1 Antecedente 1 ................................................................................................................................. 14
6.2 Antecedente 2 ................................................................................................................................. 15
6.3 Antecedente 3. ................................................................................................................................ 16
6.4 Antecedente 4 ................................................................................................................................. 18
6.5 Antecedente 5 ................................................................................................................................. 20
7. Marco Referencial ..................................................................................................................... 21
7.1. Marco Teórico: .............................................................................................................................. 21
7.1.1 Concepto de Excelencia Operacional. ....................................................................... 21
7.1.2 Modelo de Excelencia Operacional. .......................................................................... 22
7.1.3 Lean Manufacturing................................................................................................... 23
7.1.4 Herramientas de análisis. ........................................................................................... 25
7.1.5 ¿Qué es productividad?.............................................................................................. 43
7.1.6 ¿Qué es Excelencia Operacional? ............................................................................. 43
7.2. Marco Conceptual ......................................................................................................................... 46
7.2.1 Excelencia, Definición ................................................................................................ 46
7.2.2. Excelencia Operacional (OpEx) ............................................................................... 46

4
7.3 Marco Histórico ............................................................................................................................. 50
8. Metodología .............................................................................................................................. 54
8.1 Tipo y método de investigación ................................................................................................... 55
8.2 Fuentes y técnicas de información .............................................................................................. 55
8.3 Fases ................................................................................................................................................ 55
8.3.1 Fase exploratoria. .................................................................................................. 55
8.3.2 Fase Descriptiva. ................................................................................................... 55
8.3.3 Fase de diseño. ....................................................................................................... 56
9. Resultados Esperados................................................................................................................ 56
10. Reseña histórica ...................................................................................................................... 56
10.1 Historia en Colombia .................................................................................................................. 58
10.2 Consumo Masivo ......................................................................................................................... 59
11. Análisis de datos ..................................................................................................................... 66
12. Diagnóstico ............................................................................................................................. 66
12.1 Fortalezas y puntos de Mejora ................................................................................................... 66
12.2 Métodos para realizar el estudio ................................................................................................ 67
12.3 Estudio sobre beneficios de la implementación de la excelencia operacional .................... 70
12.4 Datos y resultados del estudio .................................................................................................... 72
13. Diseño del procedimiento de mejora. ................................................................................ 82
13.1 Descripción del procedimiento de mejora para ciclos de excelencia operacional OPEX.. 84
14. Estimación de la mejora. ............................................................................................................. 92
15. Conclusiones ................................................................................................................................. 93
16. Recomendaciones .............................................................................................................. 95
17. Referencias ......................................................................................................................... 96
18. Anexos ............................................................................... ¡Error! Marcador no definido.

5
Lista de tablas
Tabla 1: Elaboración procedimientos de implementación de la herramienta de excelencia
operacional. (Fuente Kimberly Clark Colombia) ....................................................................... 11
Tabla 2: Elaboración del equipo Kaizen (fuente GG Carrillo Rodriguez, R Cumpa Quesquen) . 21
Tabla 3:Tabla 2. K-C Professional (fuente Kimberly Clark Colombia) ....................................... 68
Tabla 4: Matriz de propuesta procedimiento de mejora Opex (fuente elaboración propia) ......... 85
Tabla 5:4 Proyección de indicadores OEE Y Waste para el ciclo Opex (fuente elaboración
propia) ........................................................................................................................................... 92

6
Lista de Ilustraciones
Ilustración 1:Casa Toyota (fuente Hernández y Vizan, 2013) ..................................................... 24
Ilustración 2:Mapa de valor (fuente https://www.pdcahome.com/vsm-value-stream valor/) ...... 26
Ilustración 3:Representación del OEE (fuente Salih. Duffua, y otros, 2002) ............................... 27
Ilustración 4:Las seis grandes pérdidas y sus agrupaciones (fuente de gestión del mantenimiento
de los equipos productivos) .......................................................................................................... 31
Ilustración 5:Objetivos Smart (fuente https://www.titular.com/blog/objetivos-smart-que-son-y-
como-utilizarlos) ........................................................................................................................... 33
Ilustración 6:Mentalidades, comportamientos y capacidades esenciales para asegurar la
sostenibilidad (fuente Kimberly Clark Colombia) ........................................................................ 34
Ilustración 7:El circulo de oro de Sinek (fuente Kimberly Clark Colombia) ............................... 34
Ilustración 8:Cuadrante del modelo de influencia (fuente Kimberly Clark Colombia) ................ 35
Ilustración 9: Matriz de prioridades (fuente Kimberly Clark Colombia) ..................................... 40
Ilustración 10:Plan Táctico de implementación (fuente Kimberly Clark Colombia) ................... 40
Ilustración 11:Tres pilares de la excelencia operacional (fuente Amendola 2016) ...................... 46
Ilustración 12:Núcleo de empresa en la excelencia operacional (fuente Amendola 2016) .......... 47
Ilustración 13:Disponibilidad a que costo “Planta Oculta” (fuente Amendola 2016) .................. 47
Ilustración 14:Esquema de medidas enfocadas en excelencia operacional. Fuente: “Operational
Excellence: Journey to Creating Sustainable Value” (Mitchell J., 2015, adaptado por Gabriel
Oliveras Díaz) ............................................................................................................................... 48
Ilustración 15:Eficiencia Vs. Efectividad. Fuente: “Operational Excellence: Journey to Creating
Sustainable Value” (Mitchell J., 2015, adaptado por Gabriel Oliveras Díaz) .............................. 49
Ilustración 16:Cronología histórica de alto nivel de diversas estrategias de gestión y mejora (
fuente http://www.opex-and-ci.com/pages/History.html, s.f.) ..................................................... 53

7
Ilustración 17:Línea de tiempo en la industria para la excelencia operacional (fuente
https://pablodiazmasa.es/evolucion-produccion-lean-excelencia-operacional/, s.f.) .................... 54
Ilustración 18:Kimberly Clark en número (fuente Kimberly Clark Colombia) ........................... 57
Ilustración 19:Ilustración 19. Plantas de producción en Colombia (fuente Kimberly Clark
Colombia) ..................................................................................................................................... 59
Ilustración 20:Pañales Huggies (fuente Kimberly Clark Colombia) ............................................ 60
Ilustración 21:Toallas Higiénicas diferente presentación (fuente Kimberly Clark Colombia) .... 60
Ilustración 22:Toallas Higiénicas incontinencia (fuente Kimberly Clark Colombia) .................. 61
Ilustración 23:Toallas para la limpieza del hogar (fuente Kimberly Clark Colombia) ................ 61
Ilustración 24:K-C Professional (fuente Kimberly Clark Colombia) ........... ¡Error! Marcador no
definido.
Ilustración 25:K-C Professional (fuente Kimberly Clark Colombia) ........................................... 69
Ilustración 26: K-C Professional (fuente Kimberly Clark Colombia) .......................................... 69
Ilustración 27:Encuesta aplicada (fuente elaboración propia) ...................................................... 77
Ilustración 28:Encuesta aplicada (fuente elaboración propia) ...................................................... 77
Ilustración 29:Encuesta aplicada (fuente elaboración propia) ...................................................... 78
Ilustración 30:Encuesta aplicada (fuente elaboración propia) ...................................................... 79
Ilustración 31:Diagrama causa efecto (fuente elaboración propia) .............................................. 81
Ilustración 32:Ciclo de Deming (fuente:https://www.beetrack.com/es/blog/ciclo-de-deming-
etapas-ejemplos) ........................................................................................................................... 83
Ilustración 33:Procedimiento de mejora Opex (fuente elaboración propia) ................................. 86
Ilustración 34:Procedimiento de mejora Opex (fuente elaboración propia) ................................. 87
Ilustración 35:Procedimiento de mejora Opex (fuente elaboración propia) ................................. 90
Ilustración 36:Procedimiento de mejora Opex (fuente elaboración propia) ................................. 91

8
Resumen
Este trabajo de investigación está encaminado en construir un procedimiento de mejora aplicado
a la metodología de ejecución de ciclos Opex en las líneas de producción de la compañía Kimberly
Clark planta Tocancipá, tomando como base la integración de las herramientas de Lean
Manufacturing. Primero se desarrollará el marco teórico donde se expondrán los conceptos
relacionados con la excelencia operacional y los modelos de gestión de Lean, lo que permitirá al
lector entender de una manera más amplia sobre el proceso Opex y su ejecución en la compañía.
Segundo, se establecerá el diagnóstico de la investigación descriptiva donde se llevará a cabo
una revisión de las condiciones actuales del proceso que desarrolla la compañía para luego ser
analizadas, de esta manera se definen las posibles causas y efectos presentes en las líneas de
producción que han afectado el cumplimiento de los Kpis de eficiencia y desperdicio. En este
estudio se tomará como base la metodología del ciclo PHVA, con el fin de proporcionar un orden
lógico a las actividades del ciclo.
Tercero, se realizará un procedimiento de mejora donde se describen los pasos y las
herramientas Lean a utilizar en cada uno de estos, para asegurar el cumplimiento de los objetivos
planteados cerrando las brechas identificadas actualmente, garantizando su estandarización y
reproducibilidad.
Por último, se presentarán los posibles beneficios económicos de la propuesta del procedimiento
de mejora para cada una de las brechas identificadas en cada ciclo donde se presentaron
oportunidades que no permitieron cumplir las metas planificadas.
Con el uso de este procedimiento se espera obtener resultados positivos en la eficiencia y el
desperdicio que se pueda aplicar a las distintas líneas de producción de la compañía, fomentando
la cultura de excelencia operacional con la aplicación de los ciclos Opex como pilar para el logro
de los objetivos estratégicos.
Palabras clave
Eficiencia, Excelencia Operacional, Lean, Opex, PHVA.

9
Introducción
La compañía Kimberly Clark Colombia, planta Tocancipá es una multinacional manufacturera
de productos de higiene personal. En los últimos 3 años la organización viene trabajando de una
manera sistemática en la mejora de la eficiencia y el desperdicio de sus procesos, para mejorar los
costos del producto en sus líneas de producción con la utilización de la herramienta corporativa
denomina Opex, sin embargo, no se han logrado alcanzar las metas iniciales propuestas en los
ciclos Opex ejecutados, afectando el logro de los objetivos organizacionales planteados.
Por este motivo se decide realizar un análisis de los ciclos Opex trabajados en Kimberly Clark
durante este periodo para determinar y proponer un procedimiento de mejora que facilite el
cumplimiento de los KPIS (OEE y desperdicio) planeados por la empresa.
Se decide proponer un procedimiento de mejora para la ejecución de los ciclos opex que tiene
como finalidad aumentar la eficiencia operacional OEE y reducir los desperdicios Waste, y de esta
manera cerrar las brechas encontradas en los ciclos anteriores.
Este procedimiento se realizó bajo la filosofía Lean de mejora continua, que se enfoca en lograr
las cero perdidas y así mejorar las eficiencias de los procesos.
La metodología empleada para la creación del procedimiento de mejora de los ciclos Opex se
enmarca en la herramienta PHVA donde se describen los pasos de cada una de las etapas del ciclo,
con el fin de representar un paso a paso que permita establecer un orden lógico, sencillo y claro
para su ejecución, posteriormente se procederá a plantear las propuesta de mejora estandarizada
que conlleve a la disminución de los desperdicios y el aumento de la eficiencia en las líneas
productivas, y por último se representan los beneficios monetarios que se pueden obtener con la
ejecución de la propuesta en Kimberly Clark Colombia.

10
1. Planteamiento del problema
¿Qué acciones y estrategias se ejecutarán con el objetivo de mejorar los procesos de aplicación
de OPEX, cerrando las brechas entre los resultados planeados y los resultados obtenidos?
La innovación en las empresas no solo debe corresponder a la innovación referente a tecnología,
productos o servicios que prestan, sino que debe incluir los procesos y sistemas de gestión que
tienen como fin la búsqueda de la excelencia operacional. Por otra parte, de acuerdo a lo que
expone (Mondelo, 2016), la información que se tiene acerca del concepto Excelencia Operacional
(OpEx), es limitada, esto incluye sus herramientas, pasos, métodos y sistemas. Aunque es un
concepto no muy conocido, especialmente en países como Colombia, las empresas tienen claridad
que es un programa que en un plazo determinado puede generar beneficios importantes para la
compañía dentro de los cuales se pueden mencionar: la mejora de la productividad, la
competitividad, la utilidad operacional, etc., cada uno de estos concebidos bajo el concepto de cero
pérdidas; para esto, es importante tener un modelo de OpEx que ayude a la organización a lograr
sus metas, que permita retar de manera constante los objetivos, estrategias, las operaciones y de
igual forma los productos y/o servicios que se brindan o prestan a los clientes y consumidores.
Actualmente en la planta de Kimberly Clark Tocancipá, se presentan problemas relacionados
al logro de los objetivos planeados en los ciclos Opex desarrollados en cada una de sus líneas de
producción, lo cual ha afectado considerablemente la eficiencia y desperdicio en sus máquinas ya
que se tiene una brecha entre lo planeado y los resultados obtenidos. La empresa actualmente ha
ejecutado 11 ciclos Opex de los cuales solamente ha logrado alcanzar la meta en el 27% de ellos,
en el 73% restante se han identificado algunos factores claves que no generan valor agregado al
procedimiento tales como: objetivos no planificados correctamente, falta de seguimiento de los
planes de acción, falta de disciplina en la ejecución de las tareas, mejora de la comunicación, falta
de acompañamiento de los líderes, falta de autonomía del equipo, falta de análisis y priorización
de las tareas, etc. Estos algunos de los resultados por los cuales la planta no cumple con los
objetivos esperados en el ciclo.
Durante el periodo analizado se ha identificado una brecha correspondiente 10.49 puntos de
OEE y 2.08 puntos de waste, lo que representa pérdida significativa. (Ver tabla 1).
De acuerdo a la tabla y a los problemas identificados en la ejecución de la metodología de los
ciclos Opex, en este proyecto nos centramos en establecer una propuesta de mejora para los
procedimientos de implementación de la herramienta de excelencia operacional.

11
Tabla 1: Elaboración procedimientos de implementación de la herramienta de excelencia operacional. (Fuente Kimberly Clark Colombia)
12
2. Pregunta de Investigación
¿Qué acciones y estrategias se ejecutarán con el objetivo de mejorar los procesos de aplicación
de OPEX, cerrando las brechas entre los resultados planeados y los resultados obtenidos?
3. Delimitación
3.1 Temporal
Para el análisis, diagnóstico y formulación de este proyecto se tiene establecido recolectar los
datos generados en la empresa durante el último año; es necesario estudiar el comportamiento de
la metodología OpEx que está actualmente en funcionamiento y entender las razones del por qué
no está siendo eficiente y/o eficaz en su aplicación.
3.2 Espacial
El diseño de la metodología se realizará para una empresa pañalera ubicada en Tocancipá,
Cundinamarca, Colombia.
3.3 Conceptual
El proyecto está encaminado en encontrar y plantear un procedimiento de mejora para OpEx
con el fin de optimizar los procesos y mejorar la calidad, esto nos permitirá aumentar la
productividad, reducir costos, ser efectivos y eficaces.
A medida que se vaya avanzando en el diseño del procedimiento de mejora iremos identificando
puntualmente aquellas deficiencias en los que podamos intervenir en búsqueda de la excelencia
Operacional.

13
4. Objetivos
4.1 Objetivo general
Desarrollar una propuesta de mejora para los procedimientos de aplicación de la herramienta
OpEx en las líneas de producción de una multinacional del sector Higiénico en Tocancipá, con el
fin de cerrar el margen entre los resultados planeados y los resultados obtenidos.
4.2 Objetivos Específicos:
• Diagnosticar los procedimientos utilizados en la ejecución de la herramienta Opex, buscando
entender las causas por las que no se obtienen los resultados planeados.
• Proponer la mejora a los procedimientos desarrollados con la metodología Opex, con el fin de
cerrar las brechas entre los resultados planeados y los resultados obtenidos.
• Estimar los beneficios que se obtienen de la propuesta de mejora de los procedimientos
ejecutados con la metodología Opex para obtener los KPIS planeados después de la
implementación.
5. Justificación
Realizando una observación detallada de las necesidades y problemáticas de la empresa se
identificó que hay resultados no satisfactorios en la planeación y desarrollo de los procedimientos
de ciclo. Por esta razón se decidió desarrollar el presente proyecto el cual está enfocado en
identificar las falencias dentro de la aplicación de la actual metodología de excelencia operacional
(OpEx) que utiliza la empresa, con el objetivo de diseñar un procedimiento de mejora para
modificar la aplicación de la metodología y poder así lograr el cumplimiento de las metas
planeadas por la compañía para cada ciclo.
Las deficiencias de capacitación del personal que se involucra en el proceso, la falta de
estandarización de los seguimientos del plan del ciclo, la falta de alineación de las personas que
participan, son unas de las principales causas que no han permitido que el programa se desarrolle
de una manera exitosa obteniendo los resultados planeados.
Es necesario crear estrategias de mejora que le permitan a la empresa identificar los diferentes
factores en los cuales se podrían integrar, estandarizar y optimizar los procedimientos que estén
causando alguna deficiencia en los procesos actuales.
El objetivo es detallar cuáles son aquellos factores que generan atrasos en los procesos, cuellos
de botella en los procedimientos actuales de los ciclos Opex y de esta manera determinar las

14
herramientas que permitan controlarlos, con el fin de mejorar su eficiencia y aplicación en las
líneas de producción.
Los motivos que han llevado a realizar esta investigación surgen de la necesidad de mejorar la
productividad y el desperdicio de la compañía, al efectuar un aporte de tipo metodológico y teórico
para la mejora del procedimiento de ejecución de los ciclos de excelencia operacional.
De la misma forma pensamos que mediante el análisis de la información ya existente dentro de
la compañía, podemos proponer mejora sin afectar ni realizar cambios drásticos en el proceso ya
existente, haciendo así una adaptación más sencilla por parte del personal directamente
involucrado en cada ciclo OpEx.
Durante los últimos años la empresa se ha esforzado enormemente por llegar a la cima de la
eficiencia, eficacia y efectividad de la operación, aunque se han alcanzado algunos beneficios
durante los ciclos, no se han logrado cumplir las metas esperadas, en este proyecto enfocaremos
nuestros esfuerzos para determinar las causas de esta problemática y hacer un procedimiento de
mejora sobre los procesos ya existentes.
Por otra parte, el grupo de trabajo se interesó en el estudio y aplicación de la metodología para
profundizar en el conocimiento y desarrollo profesional en esta área tan interesante y de tanto
impacto a nivel industrial en la actualidad, permitiendo esto desarrollar nuevas competencias
laborales a cada integrante que sumaran un alto valor en el desarrollo profesional.
Por otro lado, para la Universidad El Bosque es importante el desarrollo de proyectos dentro de
la línea de Excelencia Operacional, este estudio servirá como apoyo en las exploraciones en el área
en cuestión y se utilizará como base para futuras investigaciones de los estudiantes que estén
interesados en esta línea en la Universidad.
6. Antecedentes
6.1 Antecedente 1
Proyecto “Elaboración e implementación de un plan de mejora continua en el área de producción
de agroindustrias kaizen”. Este proyecto se basó en la implementación de un plan de mejora
basado en el ciclo PHVA, utilizando herramientas como 5’s, Kaizen, AMFE (Análisis de Modo y
Efecto de Falla). La empresa presentaba indicies bajos de productividad y eficiencia a lo largo de
sus procesos, lo cual generaba clientes insatisfechos, reprocesos y tiempos ociosos por las
constantes fallas en sus diferentes máquinas.
Definieron como problema la baja productividad en el área de producción.

15
Allí diseñaron un programa de mejora 5’s así:
• SEIRI: Identificación de máquinas en desuso por desgaste o descuidos con tarjetas de color
rojo.
• SEITON: Clasificaron las herramientas y los materiales, y organizaron un espacio para
reubicar estos elementos en función a su uso.
• SEISO: Limpieza de áreas de trabajo con compresor
• SEIKETSU: Se asignaron cronogramas de limpieza para el mes correspondiente y se aprobó
un manual de procedimientos de la limpieza que se elaboró.
• SHITSUKE: Se capacitó al personal en la aplicación de las 5’s para la compresión de la
importancia del cumplimiento de esto.
Después de la aplicación se obtuvieron los siguientes resultados:
“Mediante la planificación e implementación de mejoras, se logró un aumento en los niveles
de eficiencia de 50% a 70%, eficacia de 71% a 93% y la productividad de mano de obra en un 9.92
a 13.2 Además se logró reducir los tiempos ociosos en un 4%, los índices de mantenimiento
producción en un 1.2% y el índice de material reprocesado en un 0.02%.
Con relación a los costos de calidad, el objetivo era mantener el costo de calidad como el de
inicio del proyecto, ya que maneja un 11% respecto a los costos totales, se invirtieron los costos
de buena calidad de un 30% a un 70%.” (Alayo Gómez, 2013).
6.2 Antecedente 2
Proyecto “Propuesta de un Modelo de Mejora Continua de los procesos en el Laboratorio
PROTAL – ESPOL, basado en la integración de un Sistema ISO/IEC 17025:2005 con un Sistema
ISO 9001:2008”; Este proyecto trata de proponer un modelo de mejora continua, basado en la
hipótesis que todos los procesos deben tener alguna oportunidad de mejora, basados en el Sistema
ISO 9001: 2008, el cual se integrara a la Norma ISO 17025:2005, a partir de esta integración se
empezara a aplicar la filosofía de mejoramiento continuo. (Cisneros y Ruíz, 2012).
Se procedió a realizar una evaluación de la organización teniendo en cuenta una lista de
verificación integrada con base a las normas ISO 9001: 2008 y la 17025:2005, se procedió a hacer
un cronograma de actividades para entender la evaluación lo cual arrojo lo siguiente:

16
Con los requisitos de las normas, el laboratorio obtuvo un cumplimiento del 66,7% y un 33,3%
de incumplimiento en cuanto a la identificación, interacción y control de los procesos, esto por el
lado de la norma ISO 17025:2005, mientras que en la norma 9001:2008 arrojo un 100% de
cumplimiento en cuanto a la calidad objetivos y políticas de la organización.
Una vez realizado el estudio identificaron fallas en los SGI con relación en la definición de
procesos.
Luego de entender los resultados del diagnóstico, se procedió a hacer las siguientes propuestas:
• Componer un comité de Calidad.
• Elección de un líder de calidad y conformación del comité de calidad.
• Formalizar el proceso de mejora continua de la empresa, ya que desde el 2008 venía
funcionando de manera informal.
• Realizar una campaña donde se explique una buena comunicación del Mejoramiento continuo.
• Comunicar a nivel general los objetivos del laboratorio.
• Capacitar a todos los miembros del área de calidad específicamente los encargados de la
definición de procesos.
• Como resultados hipotéticos, se espera que esto reduzca la brecha de insatisfacción e
incumplimiento de objetivos de área. También se anuncia que el Laboratorio estará abierto a
recibir las recomendaciones y las aplicará de manera cumplida y responsable.
6.3 Antecedente 3.
Proyecto “Modelo de mejora continua basado en procesos y su impacto en la calidad de los
servicios que perciben los clientes de la empresa de servicios ServiFreno de la ciudad de Quito –
Ecuador”. (Alarcón J, 2017)
El problema encontrado es que los clientes de la empresa solicitan un servicio más eficiente en
la medida de lo posible no poseen del tiempo de espera que oferta la empresa o sus vehículos son
sus herramientas de trabajo. Surge esta necesidad que la compañía no ha logrado atender, dado
que no hay tiempo ni conocimiento para analizar los procesos y realizar acciones de mejora.

17
Para ello se realizó un diseño de estudio basado en encuestas donde se hizo la recolección de
datos sobre la percepción del cliente frente a los servicios ofertados por la empresa y así medir su
calidad.
Allí se encontró una deficiencia en el tiempo que la empresa demora en cada uno de sus
actividades, por lo cual se tomó la idea de realizar un modelo de mejora continua así:
• Modelo de mejora continua basada en procesos.
• Alineación entra la estrategia interna y los procesos.
• Definición de Mapa de procesos.
• Diagnóstico de procesos (AS-AI).
• Análisis de proceso de servicio y/o mantenimiento.
• Mapa causal de proceso.
Al aplicar estas herramientas, se procede a dar un proceso de servicios rediseñado:
“Considerando los resultados del análisis AVA-ESIA, el cual una de las conclusiones es eliminar
tres actividades, se tendría un proceso rediseñado, se observa que el tiempo promedio del ciclo de
vida del servicio es de 197.79 minutos”
Luego de ejecutar el proceso rediseñado se obtuvo que el tiempo promedio en que demora un
servicio de mantenimiento y/o reparación de un vehículo es de 3 horas con 17 minutos. Este
resultado está próximo a cumplir con la meta trazada en el tablero de gestión asociado al proceso.
“También en el esquema se observa que el tiempo promedio mínimo en que se puede dar un
servicio de mantenimiento o reparación es de 1 hora con 54 minutos y el tiempo máximo es de 4
con 35 minutos.”
Resultados:
“Se observa que existe una diferencia de medias entre el post y el pre test de 0.76 con un nivel
de significancia de 0.00 el cual es menor a 0.05. Por lo tanto, de este resultado se concluye que el
modelo de Mejora Continúa Basado en Procesos influye positivamente en la dimensión Tangibles
de la Calidad de los Servicios que perciben los clientes de la empresa de servicio ServiFreno de la
ciudad de Quito – Ecuador.

18
La media aritmética de la dimensión Fiabilidad de Calidad en el pre test es de 14,64 con una
desviación estándar de 2,84; La media aritmética del post test de la dimensión Fiabilidad de la
Calidad de los servicios de la empresa ServiFreno es de 17,21 con una desviación estándar de 2,72
el grupo de los clientes evaluados en el post test son más homogéneos en comparación con el grupo
de clientes del pre test.
Se observa que existe una diferencia de medias entre el post y el pre test de 6,10 con un nivel
de significancia de 0,00 el cual es menor a 0,05; Por lo tanto, de este resultado se concluye que el
modelo de Mejora Continua Basado en Procesos influye positivamente en la dimensión.
Capacidad de Respuesta de la Calidad de los Servicios que perciben los clientes de la empresa
de servicio ServiFreno de la ciudad de Quito – Ecuador.
Se observa que existe una diferencia de medias entre el post y el pre test de 2,53 con un nivel
de significancia de 0,00 el cual es menor a 0,05; Por lo tanto, de este resultado se concluye que el
modelo de Mejora Continua Basado en Procesos influye positivamente en la dimensión seguridad
de la Calidad de los Servicios que perciben los clientes de la empresa de servicio ServiFreno de la
ciudad de Quito – Ecuador.
Se observa que existe una diferencia de medias entre el post y el pre test de 2,89 con un nivel
de significancia de 0,00 el cual es menor a 0,05. Por lo tanto, de este resultado se concluye que el
modelo de Mejora Continúa Basado en Procesos influye positivamente en la dimensión Empatía
de la Calidad de los Servicios que perciben los clientes de la empresa de servicio ServiFreno de la
ciudad de Quito – Ecuador.”
6.4 Antecedente 4
Proyecto “PROCEDIMIENTO PARA LA MEJORA DE PROCESOS QUE INTERVIENEN
EN EL CONSUMO DE COMBUSTIBLE” Se propone un cambio del procedimiento para el
incremento de mejora en los indicadores que caracterizan el consumo de combustible por medio
de un proceso estructurado que permita alcanzar los objetivos de manera paulatina por medio de
ciertas etapas:
Etapa de mejoramiento:
• Compromiso de la alta dirección.
• Selección de proceso crítico.
• Designación de equipos de mejora de procesos.

19
• Educación y entrenamiento.
• Definir documentar procesos.
• Establecer forma de medición de desempeño.
Etapa de Conocer el proceso
• Conocimiento profundo de la estructura del proceso.
• Mediciones en tiempo real.
• Estudio de la capacidad del proceso.
• Etapa de Ordenamiento y Optimización del proceso.
• Utilización de herramientas del EMP.
• Se realiza Evaluación de valor agregado EVA, clasificación en Valor Agregado Real VAR,
Valor Agregado a la Empresa (VAE) y sin Valor Agregado (SVA), identificando cuáles son
de alta y media importancia, y aquellos que no dan valor como demoras y retrocesos
• Evaluación de potencialidades de mejoramiento de desempeño.
• Definición del plan final para el funcionamiento.
Etapa Funcionamiento, control y Medición del desempeño:
Aquí se realiza un seguimiento y medición de la puesta en práctica del nuevo sistema de control,
allí se ve el proceso rediseñado y la evaluación de impacto de la mejora.
Resultados:
“Los datos muestran un aumento de 1206 miles de litros de consumo de combustible y un
aumento de energía eléctrica de 23811 Mwh, desde el 2003 hasta el año 2007. Se obtienen varios
resultados durante la aplicación del diagnóstico, se destacan entre estos, un entorno no solo
favorable al ahorro de energía, sino demandante de proyectos y acciones que apoyen esta
estrategia.
Los indicadores que caracterizan el desempeño del comportamiento del consumo de
combustible, han mejorado sus valores en un 6.41% para el cumplimiento de la demanda de
gasolina, mejora en un 0.103 del valor del consumo de gasolina por kilómetro recorrido, mejora

20
en un 1.69% del cumplimiento de la demanda de diesel y la mejora del valor del índice de consumo
de diesel en unos 0.342 litros por kilómetro recorrido. Se realizan pruebas de hipótesis
paramétricas de comparaciones múltiples, con el objetivo de contrastar los índices de consumo de
combustible y verificar si es estadísticamente significativa la disminución de los valores posterior
a la mejora. Se seleccionan los índices de consumo de combustible para las actividades de
transporte de pasajeros y para las actividades administrativas, debido a que son las consumidoras
del 70% de diesel y el 75.1% de gasolina respectivamente. Se analiza el período previo a la mejora
de junio-noviembre 2007 y el período comprendido de abril 2008 hasta Abril 2009, posterior a la
mejora. En ambos casos, las pruebas de hipótesis, reflejan el rechazo de la hipótesis nula, debido
a que el valor es menor que el alfa prefijado de 0.05 y se concluye, por tanto, que el valor del
índice de consumo de gasolina y diesel en las actividades administrativas y de transporte de
pasajeros poseen una disminución estadísticamente significativa, en el período posterior a la
mejora. Se construyen gráficos de control de medias con valores individuales y de rangos móviles,
para ambas variables, con el objetivo de mantener la estabilidad en el nivel de mejora alcanzado.
El índice de consumo promedio establecido por tipo de carro ha aumentado, luego de introducir
las mejoras técnicas al parque de vehículos, como re motorizaciones, encendidos electrónicos y
entrada de nuevos carros.” (Pérez y Fernández, 2009)
6.5 Antecedente 5
Proyecto “Propuesta de un modelo de mejora continua en una línea de fabricación de pisos
de madera utilizando Lean Manufacturing”. Dentro de la problemática que hay en este proyecto
se identificaron los procesos en los que hay mayor desperdicio y así poder proponer un modelo de
mejora continua. Para ello se utilizó herramientas de Lean Manufacturing, como Value Stream
Mapping (VSM) en todos los procesos de fabricación de pisos sólidos de la empresa maderera. Al
aplicar esta herramienta se evidenció que el proceso de Maquinado es el de mayor Lead Time,
identificado como cuello de botella, además de otras mudas reconocidas en cada nodo de la
producción. (Carrillo, Cumpa y Zúñiga, 2019)
Para ello se abordó por medio de herramienta SMED, teniendo como objetivos:

21
Tabla 2: Elaboración del equipo Kaizen (fuente GG Carrillo Rodriguez, R Cumpa Quesquen)
Reducir a 25 minutos el paro de “Cambio y Calibración Total de Cabezales”, a 15 minutos
él paro de “Cambio y Calibración de Cabezales”, a 20 minutos el paro de “Calibración de Mol 1”
y a 50 el paro de “Calibración de máquina especial”.
7. Marco Referencial
Las empresas del presente afrontan una economía volátil por la creciente competencia, el
aumento de los costos de energía, la fluctuación de la materia prima y la incertidumbre en los
mercados. La Mejora de las operaciones a efectos del margen es donde está el camino hacia la
“Reducción de Pérdidas”, y al éxito a largo plazo. (Amendola 2016).
7.1. Marco Teórico:
7.1.1 Concepto de Excelencia Operacional.
Siendo la Excelencia Operacional un atributo medible del desempeño de una empresa, en
primer lugar, debe subrayarse que no solo se trata de alcanzar un nivel de desempeño en un punto
del tiempo, sino mantenerlo y, necesariamente, superarlo en el largo plazo. A medida que crece o
mejora, la empresa alcanza o supera sus objetivos trazados de manera permanente, se vuelve
sostenible en el tiempo y mejora su posición competitiva.
Para asegurar el proceso “Excelencia Operacional” se requiere identificar mediciones periódicas
que ayuden a visualizar brechas a mejorar y aquellas actividades que estén en riesgo de eliminarse,
garantizando la mejora continua

22
La Excelencia Operacional se focaliza en la gestión de los procesos de negocio de la empresa
afinando el ciclo táctico – operativo, el cual está comprendido por el diseño, planificación,
ejecución, medición y ajuste de los mismos; beneficiando la mejora continua y su alineación con
los objetivos estratégicos de la compañía.
La Excelencia Operacional se consigue a partir de la constante búsqueda e implementación de
buenas prácticas de gestión que se desarrolla sobre la base de la introducción de los requisitos del
cliente
La Excelencia Operacional nos lleva a cumplir las “promesas de valor” ofrecidas a los clientes
a través de productos y servicios acordes a los segmentos elegidos, la entrega oportuna de los
mismos y la construcción de una relación con los clientes que facilite la retroalimentación de la
calidad de los productos y servicios.
“En ese sentido, es un atributo medible que engloba: buenas prácticas de gestión, la introducción
de la voz del cliente, el uso óptimo de tecnologías de información y una cultura organizacional
enfocada a la mejora continua y que favorezca la implementación de dichas buenas prácticas”
(Miranda,2016).
7.1.2 Modelo de Excelencia Operacional.
Este modelo permite a las compañías tener una guía metodológica que indica el proceso a seguir
para lograr la Excelencia Operacional, con el uso de elementos que se requieren para que la
organización se movilice hacia la mejora continua. Este modelo se recoge de la revisión de
modelos ya existentes, tales como Shingo Prize, EFQM, Malcolm Baldrige, así como los modelos
de Excelencia Operacional y de Negocios de Oliver Wight.
En ese sentido, de todo lo anterior se desprende que, para iniciar un proceso de cambio
destinado a alcanzar la Excelencia Operacional, es necesario reforzar la cultura organizacional, a
través de principios rectores, que organizamos en 5 dimensiones.
• Alineamiento del Ciclo Táctico Operativo con la Estrategia.
• Mejora Continua.
• Orientación a Resultados.
• Desarrollo del Recurso Humano.
• Enfoque al Cliente.

23
Definición del sistema de mejora continua:
La mejora continua tiene una importancia significativa para lograr el desarrollo de las empresas.
La excelencia se describe como un objetivo a lograr, que el negocio sea sustentable en el tiempo
reduciendo costos, desperdicios, tiempos, etc. Para una definición más teórica podemos encontrar
“un sistema de gestión integrada que controla la productividad del negocio aplicando prácticas y
procedimientos probados en tres bloques de fundación: productividad de los activos, efectividad
del capital y gestión de riesgos de las operaciones.” (Mitchell J.,2015), otra definición expuesta
por Chevron (2010) “una gestión sistemática de la seguridad, salud, medio ambiente, confiabilidad
y eficiencia para lograr un desempeño de clase mundial.” (Mitchell J.,2015).
7.1.3 Lean Manufacturing.
Se entiende como una expresión de producción esbelta en el sistema de producción de Toyota,
que encierra unas ciertas técnicas que se han realizado en diferentes plantas de producción en Japón
logrando alcanzar mejoras significativas y disminución de desperdicios en sus procesos.
(Villaseñor & Galindo, 2011). A continuación, en la Ilustración 1 se muestra un esquema de la
casa de Toyota donde se resume todas las herramientas que se usan en el Lean Manufacturing.

24
Ilustración 1:Casa Toyota (fuente Hernández y Vizan, 2013)
De acuerdo a (Hines and Rich, 1997) la muda y los 7 desperdicios de Lean son:
En la filosofía Lean, dentro de una empresa existen tres tipos de actividades: actividades que
agregan valor, las actividades que no agregan valor y pueden ser eliminadas; y las actividades que
no agregan valor, pero son necesarias. Las pérdidas son generadas en gran parte por actividades
que no tienen valor añadido al proceso y se conocen como (Muda) ejemplo movimientos
innecesarios, sobreproducción, exceso de inventario, defectos, tiempo de espera, transporte, y
sobreproceso.
Sobreproducción.
Este desperdicio hace referencia a producir en exceso lo que significa desperdiciar material y
tiempo en la fabricación de un producto que no es necesario, se incrementan los costos asociados
de transporte, almacén y compra.

25
Tiempo de espera.
Representa el tiempo desperdiciado como producto de un proceso productivo ineficiente.
Transporte.
Es el movimiento de materiales de un lugar hacia otro que no agregan valor a un producto, esto
se denomina el transporte desperdiciado. Los movimientos y la manipulación excesivos de
materias causan desperdicios por una organización no estandarizada.
Movimiento innecesario.
Muchas veces los diseños de puesto no son efectivos, esto hace que los operarios efectúen
movimientos innecesarios. (Fontes & Loos, 2017) .
Sobreproceso.
Es el resultado de colocar más valor añadido al producto que el esperado por el cliente, en otras
palabras, es el resultado de someter al producto a procesos improductivos.
Exceso de Inventario.
Tener demasiadas existencias que son serán utilizadas de acuerdo a la demanda de la compañía,
originando perdidas por el espacio utilizado y el trasporte que requiere, (Rajadell & Sánchez,
2010).
Defectos.
Son los productos que no cumplen con las especificaciones establecidas y se consideran no
conforme ocasionando mermas y sobre procesos (Cuatrecasas, 2010).
7.1.4 Herramientas de análisis.
Se utilizarán los siguientes tipos de herramientas de análisis para diagnosticar los problemas:
Mapa de Flujo de Valor (VSM).
Considerando el VSM como macro herramienta, como por sus siglas en inglés, Value Stream
Mapping o Mapa de Flujo de Valor que conciben los autores ( Rajadell & Sánchez (2010),
consideran como definición lo siguiente: “El VSM es una visión del negocio donde se muestra
tanto el flujo de materiales como el flujo de información desde el proveedor hasta el cliente. Se
trata de plasmar de manera sencilla y visual, todas aquellas actividades que se realizan actualmente

26
para obtener un producto, para identificar así cuál es la cadena de valor (actividades necesarias
para transformar materiales e información en un producto terminado o en un servicio).” (Rajadell
& Sánchez 2010)
De lo anterior, los autores plantean que el VSM se puede matizar como una forma de
planteamiento de trabajo a fin de alcanzar objetivos hacia una manufactura esbelta, a través de los
planes que requieran cambios hacía la mejora continua en toda la organización de una empresa, ya
sea por el desarrollo de productos o servicios, se propone plantear técnicas a fin de eliminar las
mudas o despilfarros que impiden obtener una eficiencia entre otros indicadores clave de sus
procesos. A continuación, en la Ilustración 2 se presenta el esquema de un VSM actual donde se
registraron datos como el tiempo de ciclo de los procesos productivos, lead time de producción
para la fabricación de un producto, entre otras medidas relevantes.
Ilustración 2:Mapa de valor (fuente https://www.pdcahome.com/vsm-value-stream valor/)
Efectividad Global de los Equipos.
La principal herramienta de medición para todo el análisis del trabajo será la Efectividad Global
de los Equipos (OEE) que es una herramienta para verificar la eficiencia y productividad de sus
procesos productivos. El OEE fue ideado con el fin de garantizar que las máquinas se
desempeñaran a su mayor capacidad y con las menores perdidas posibles (Salih, Duffua & otros,
2002).
Desde el punto de vista técnico, el OEE es un ratio porcentual que sirve para medir la eficiencia
productiva de la maquinaria industrial con base a tres parámetros fundamentales: la disponibilidad,
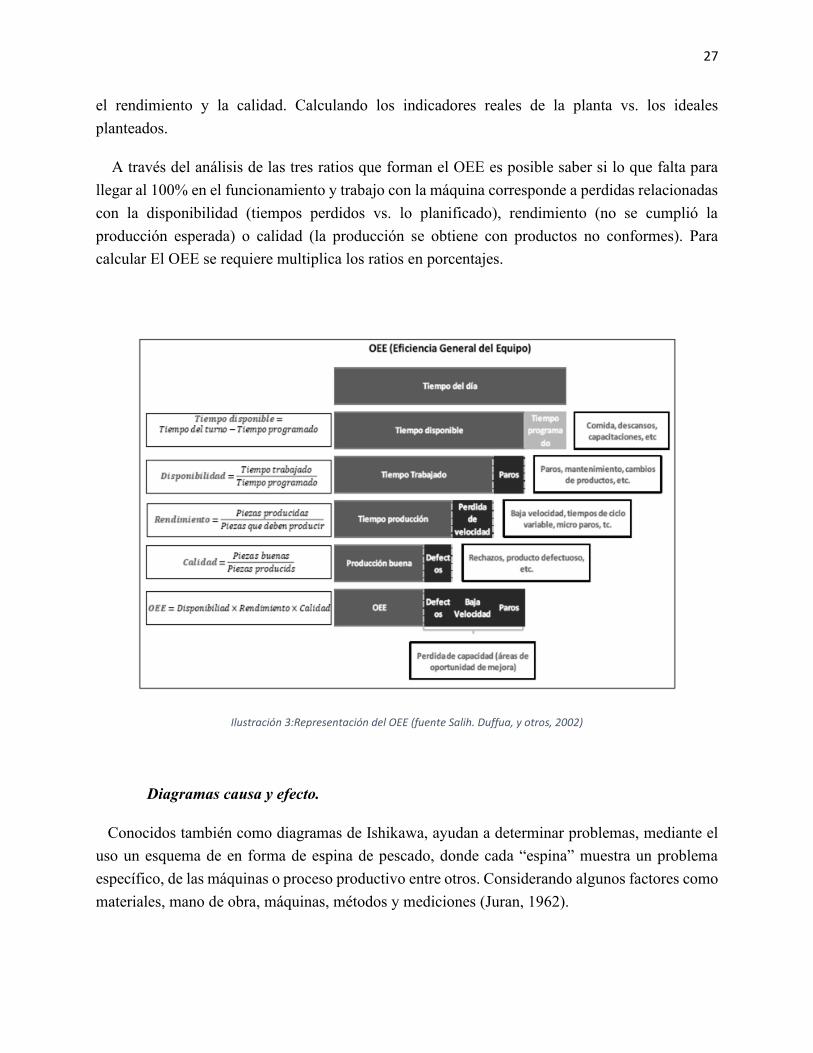
27
el rendimiento y la calidad. Calculando los indicadores reales de la planta vs. los ideales
planteados.
A través del análisis de las tres ratios que forman el OEE es posible saber si lo que falta para
llegar al 100% en el funcionamiento y trabajo con la máquina corresponde a perdidas relacionadas
con la disponibilidad (tiempos perdidos vs. lo planificado), rendimiento (no se cumplió la
producción esperada) o calidad (la producción se obtiene con productos no conformes). Para
calcular El OEE se requiere multiplica los ratios en porcentajes.
Ilustración 3:Representación del OEE (fuente Salih. Duffua, y otros, 2002)
Diagramas causa y efecto.
Conocidos también como diagramas de Ishikawa, ayudan a determinar problemas, mediante el
uso un esquema de en forma de espina de pescado, donde cada “espina” muestra un problema
específico, de las máquinas o proceso productivo entre otros. Considerando algunos factores como
materiales, mano de obra, máquinas, métodos y mediciones (Juran, 1962).

28
Después de realizar el análisis de estos problemas son categorizados con la regla de 80-20 %.
Con el fin de identificar las posibles causas para eliminar el problema de raíz. (RENFE. Dirección
Corporativa de Gestión de Calidad, 1998).
El ciclo Deming (PHVA).
El ciclo Deming se constituye por cuatro conceptos: Planear, hacer, verificar, y actuar que debe
implementar la compañía en cualquiera de sus procesos tomando como base los más significativos.
Este ciclo es una herramienta que se destaca en la solución de problemas y el mejoramiento
continuo. Con la ayuda de un diagnóstico inicial, se determinan las oportunidades para mejorar,
relacionando los planes y tareas construidos con los resultados obtenidos, posteriormente se lleva
a cabo un análisis de los planes que no lograron el objetivo con el fin de replantear y establecer un
nuevo plan que elimine el problema, su recurrencia y de esta manera alcanzar resultados positivos,
permitiendo avanzar de forma sistemática con base en la mejora continua y la innovación (Castillo,
UMNG, 2019, pág. 3.2).
Los conceptos se definen así:
Planear: Se organizan los planes junto a la visión que tiene la compañía y que determina
en donde quiere están en un periodo específico. Se realiza una valoración que permita identificar
la situación actual de la empresa y de las áreas que requieren mejora, donde se construye un plan
de trabajo con el cual se validará la solución obtenida.
Hacer: Se avanza con la ejecución del plan de trabajo construido en la fase “Planear”. En
esta etapa es importante establecer un método de control que permita efectuar un seguimiento
detallado del cierre de la acción según lo planeado.
Verificar: En esta fase se evalúan los resultados planeados con los alcanzados, de acuerdo
a los KPIS establecidos en la etapa planear.
Actuar: En esta etapa se finaliza el ciclo PHVA, validando los resultados logrados según
lo planeado, documentando las mejoras y cambios exitosos. Por lo contrario, si en la validación se
identifica que no se lograron los resultados programados, entonces es necesario replantear el plan
original e iniciar nuevamente el ciclo de mejora. (Castillo, UMNG, 2019, pág. 3.2).
Según Borrego (2009), el Ciclo Deming es utilizado para la mejora continua de la calidad en una
organización. Este ciclo se basa en un orden lógico conformado por cuatro pasos consecutivos,
que son: Planear, Hacer, Verificar y Actuar. En cada uno de estas etapas se encuentran actividades
específicas que se deben desarrollar para asegurar la mejora continua en la empresa buscando los
problemas que la aquejan y sus soluciones. Este ciclo se repite de una manera sistemática, siendo

29
una herramienta simple fácil de utilizar y poderosa para la solución de problemas (Maldonado,
2015, pág. 5).
El ciclo PHVA y la mejora continua.
Según Guerra (2007), determina que la mejora continua inicia del entendimiento de la visión y
el seguimiento constante del avance de los planes que señalan a donde queremos llegar. Para
lograrlo se debe formular las preguntas correctas, recolectando información veraz y en forma
continua, y posteriormente tomar decisiones basados en los datos recolectados y las ideas prácticas
que deben ser sostenidas. La meta de la cultura de mejora continua, es alcanzar la visión de la
compañía utilizando la retroalimentación constante del proceso como indicador de avance.
Existen dos componentes principales para el logro de la mejora continua: El monitoreo y el
ajuste.
El monitoreo corresponde a la medición y el seguimiento continuo. El ajuste indica el cambio
que se debe realizar de acuerdo a la retroalimentación obtenida en la etapa del monitoreo
impulsando y facilitando la implementación. (Maldonado, 2015, págs. 17,1).
Kanban.
En la década de 1940 Toyota crea el término Just in Time (JIT) con el fin de mantener la mejora
continua de sus procesos de fabricación. Kanban fue ideado para el control de inventario y
reducción de desperdicios. Toyota utilizó tarjetas de colores conectadas para indicar que materiales
y partes se debían reponer y recargar. Según (Bermejo, 2011), Kanban nace de dos palabras
japonesas, kan, que significa “visual”, y ban, “tarjeta”, Kanban es una metodología de producción
que ayuda a la organización por medio del uso de señales visuales. Según (Palao Villasante, 2014),
Kanban permite determinar cuellos de botella en la producción, mejorar el tiempo de ejecución de
tareas y la calidad en el proceso.
Principios Kanban según (Arango, Campuzano, & Zapata, 2015):
• Calidad: Hacer bien todo lo que planea realizar y mejorarlo si es posible.
• Minimización: Hacer lo necesario evitando actividades que no generen valor agregado.
• Mejora continua: Mejorar continuamente los procesos, de acuerdo a las metas a alcanzar.
• Flexibilidad: Priorizar las tareas a realizar según las necesidades e impactos al proceso.
30
• Construcción y mantenimiento: Sostener una relación a largo plazo y de ayuda mutua con los
proveedores.
Tablero Kanban: Sistema de información físico asociado a la metodología lean, donde se
muestran las tareas establecidas y el estado en el que se encuentra en tiempo real. Los
colaboradores asumen responsabilidades, y les permite evidenciar los logros y dificultades en
el proceso ágilmente. Además, focaliza al equipo de trabajo para lograr el cierre de las tareas
iniciadas. (Torres, 2011).
Mantenimiento Productivo Total (TPM).
Según OEE (2016), se define el Mantenimiento Productivo Total (TPM) como “El método de
trabajo originado en los años 70 que permite a las empresas de manufactura optimizar el uso de
sus máquinas y recursos, minimizando o eliminando los elementos que no agregan valor al
producto”. (párr. 2) Según Rey (2003) “Es un conjunto de disposiciones técnicas, medios y
actuaciones que permiten garantizar que las máquinas, instalaciones y organización que conforman
un proceso básico o línea de producción puedan desarrollar el trabajo que tienen previsto en un
plan de producción en constante evolución por la mejora continua”. (p. 38) Según Cuatrecasas
(2010) “El Mantenimiento Productivo Total es una filosofía de trabajo en plantas productivas que
se genera en torno al mantenimiento, pero que alcanza y enfatiza otros aspectos como son:
Participación de todo el personal de la planta, Eficacia Total, Sistema Total de gestión del
mantenimiento de equipos desde el diseño hasta la corrección, y la prevención” (p. 33).
Principios del TPM: Según Cuatrecasas (2012), menciona que el objetivo de un sistema
productivo eficiente es lograr que las máquinas y equipos operen de manera eficaz, por lo tanto es
indispensable identificar, clasificar y eliminar los principales factores que impacten negativamente
las condiciones ideales de los equipos y máquinas. Se clasificados en seis grupos y en tres
categorías (véase Ilustración 4):

31
Ilustración 4:Las seis grandes pérdidas y sus agrupaciones (fuente de gestión del mantenimiento de los equipos productivos)
Pilares del TPM: Son procesos esenciales para transformar la producción en un sistema
eficiente y organizado. Aunque son 8 pilares, es este trabajo se mencionarán solamente los que se
tendrán en cuenta en la etapa de diseño.
Mejoras enfocadas: Según Sánchez y Lozada (2013). Se enfatiza en mejorar la Efectividad
Global de los Equipos (OEE) y del proceso mediante la eliminación de perdidas con la ayuda de
un equipo multidisciplinario y siguiendo un proceso organizado, priorizando la disminución de
desperdicios en la planta productiva para alcanzar una mejora continua.
Mantenimiento autónomo: de acuerdo con Sánchez y Lozada (2013), definen el
mantenimiento autónomo como la actividad que realizan los colaboradores a cargo de las máquinas
y equipos de manera periódica y autónoma donde se revisan temas relacionados con lubricación,
limpieza profunda, intervenciones leves, cambio de partes y piezas. Adicionalmente se realiza el
análisis de posibles soluciones e ideas que permitan mantener los activos en buen estado, es clave
asegurar el entrenamiento y capacitación de los equipos de trabajo. Para lograr el sostenimiento de
la herramienta.

32
Educación y entrenamiento: Según Sánchez y Lozada (2013), este pilar se refiere a
entender y conocer las habilidades del personal, y su objetivo principal consiste en incrementar el
grado de conocimiento y capacidad de los colaboradores en mantenimiento autónomo y 5s.
Objetivos Smart.
Los objetivos SMART son específicos, medibles, alcanzables, relevantes y temporales. Son
metas concretas que permiten analizar el desempeño de nuestros esfuerzos, en una compañía que
necesite organizar y medir su trabajo de manera efectiva (Ver ilustración 5).
SMART por sus siglas en ingles significa:
• Specific (específico)
• Mensurable (medible)
• Achievable (alcanzable)
• Relevant (relevante)
• Timely (temporal)
Específico: Se ajusta a un aspecto, actividad o acción definida en una organización. Se dice
que es específico porque nos conduce explícitamente a lo que queremos alcanzar.
Medible: Una meta debe ser específica para que se pueda medir y validar que los resultados
obtenidos estén alineados con lo esperado, además, es necesario establecer el cómo medirlo y las
herramientas requeridas para llevar a cabo el análisis que permita conocer si se logró el resultado
planeado.
Alcanzable: Un objetivo que sea factible y que esté alineado a las necesidades de la empresa.
Es vital que las metas sean alcanzables con el fin de mejorarlas de manera continua.
Relevante: El objetivo siempre debe ir de la mano con la estrategia del negocio. Con el fin de
asegurar que los esfuerzos estén orientados a alcanzar el plan de desarrollo.
Temporal: Significa que los objetivos estén determinados en un periodo de tiempo específico
y que permitan la realización de los mismos. https://www.titular.com/blog/objetivos-smart-que-
son-y-como-utilizarlos

33
Ilustración 5:Objetivos Smart (fuente https://www.titular.com/blog/objetivos-smart-que-son-y-como-utilizarlos)
Modelo de Influencia.
“Proyectos exitosos, que han cumplido con los objetivos requeridos por el negocio, el 94% de
los participantes de los mismos, concuerdan en que se gerenció en forma exitosa el lado humano
del cambio”- Prosci. (Ver ilustración 6).
Los riesgos que se presentan cuando no se gestiona el cambio con eficacia se pueden
resumir en:
• Descensos de productividad.
• La resistencia pasiva se intensifica.
• La resistencia activa emerge y sabotea el cambio.
• Empleados valiosos dejan la organización.
• La moral se deteriora.
• Los Proyectos sobrepasan su presupuesto y su fecha límite de entrega.
• Los empleados buscan la manera de evitar la nueva forma de hacer las cosas y volver a la
antigua manera de trabajar.
• Se crean divisiones en la organización entre “la vieja y la nueva guardia”
• La organización construye una historia de cambios fallidos y costosos.

34
Ilustración 6:Mentalidades, comportamientos y capacidades esenciales para asegurar la sostenibilidad (fuente Kimberly Clark Colombia)
Es importante en primera instancia entender el propósito de lo que se quiere implementar, el "Para
qué", y así lograr un cambio efectivo, luego se debe trabajar en el "Cómo" y "Qué" hacer.
El Cambio en las Conductas será el resultado, es decir la consecuencia. (Ver ilustración 7).
Ilustración 7:El circulo de oro de Sinek (fuente Kimberly Clark Colombia)
¿Qué es el Modelo de Influencia?
Es una herramienta que permite tener una mirada integral de cómo gestionar los cambios,
teniendo presente los comportamientos y conductas de las personas.
35
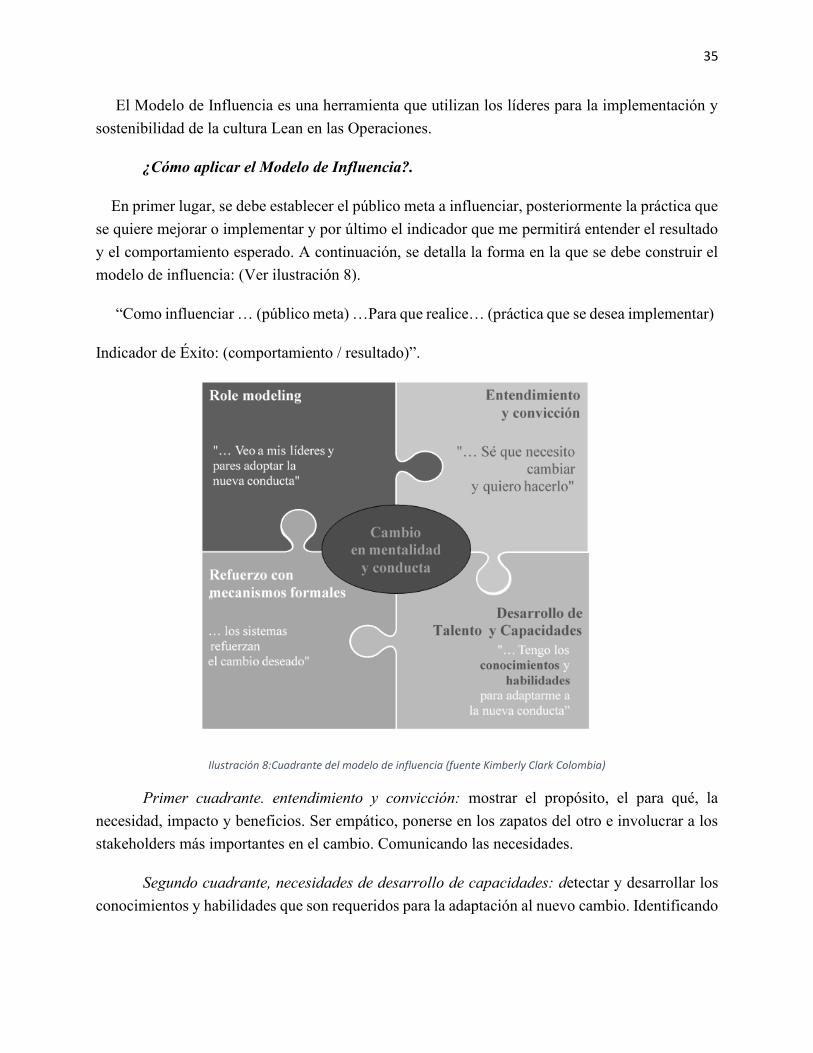
El Modelo de Influencia es una herramienta que utilizan los líderes para la implementación y
sostenibilidad de la cultura Lean en las Operaciones.
¿Cómo aplicar el Modelo de Influencia?.
En primer lugar, se debe establecer el público meta a influenciar, posteriormente la práctica que
se quiere mejorar o implementar y por último el indicador que me permitirá entender el resultado
y el comportamiento esperado. A continuación, se detalla la forma en la que se debe construir el
modelo de influencia: (Ver ilustración 8).
“Como influenciar … (público meta) …Para que realice… (práctica que se desea implementar)
Indicador de Éxito: (comportamiento / resultado)”.
Ilustración 8:Cuadrante del modelo de influencia (fuente Kimberly Clark Colombia)
Primer cuadrante. entendimiento y convicción: mostrar el propósito, el para qué, la
necesidad, impacto y beneficios. Ser empático, ponerse en los zapatos del otro e involucrar a los
stakeholders más importantes en el cambio. Comunicando las necesidades.
Segundo cuadrante, necesidades de desarrollo de capacidades: detectar y desarrollar los
conocimientos y habilidades que son requeridos para la adaptación al nuevo cambio. Identificando

36
si el equipo de trabajo cuenta con los conocimientos necesarios y qué entrenamientos y/o
experiencias se requiere para generar y lograr el cambio.
Tercer cuadrante, mecanismos formales para reforzar el cambio y hacerlo sostenible en el tiempo:
se debe revisar la estructura de la organización, redefinir Roles y Responsabilidades que soporten
el cambio. Se deben generar Metas y KPIs, que permitan medir la mejora y alcanzar o superar las
aspiraciones. De igual forma establecer los procesos de Gestión para dar sostenibilidad. Es
importante dar reconocimientos y retroalimentación constante con el fin de motivar el desempeño
individual y grupal alienado los intereses de los empleados con los objetivos del cambio. Se deben
crear los sistemas de Información, que mejoren el acceso y disponibilidad para las personas.
Cuarto cuadrante, Role Modeling para ser ejemplo visible de la nueva conducta: Se recomienda
identificar un referente, que hable y actúe como requiere la nueva conducta a adoptar. Identificando
agentes de cambio, para generar apoyo y masa crítica. Se deben identificar posibles motivos de
resistencia, para trabajar con los equipos, y entender el para qué del cambio. Acordando funciones
y prioridades con los equipos de trabajo. Al usar el cuadrante de Role Modeling, los líderes
accionarán con el ejemplo para crear las experiencias correctas, para dirigir y sostener los cambios
en las mentalidades y los comportamientos. (fuente Kimberly Clark Colombia)
5S.
A continuación, abordamos las definiciones que se trabajan en Kimberly Clark Colombia para
la herramienta de 5S.
Definición: 5S es el esfuerzo organizado, implacable e interminable para eliminar todos los
desechos físicos del lugar de trabajo, poner las cosas en orden, inspeccionarlas constantemente,
creando una cultura que promueva y que respalde todo lo anterior, desde la gerencia hasta el piso
de planta.
¿Por qué utilizar 5S:
• 5S organiza el área de trabajo para eliminar pérdidas y hacer los problemas visibles
• 5S ayuda a organizar y mantener el área de trabajo en las mejores condiciones posibles
• 5S ayuda a generar orgullo en el área de trabajo
Elementos de 5S:
- Seleccionar: Se enfoca en eliminar elementos del lugar de trabajo (oficinas, talleres y áreas
operativas) que no son necesarios para la producción actual.

37
Se clasifican los componentes, herramientas y equipos que se usan de aquellos que no se usan
y se dejan solo los necesarios para usar en el sitio de trabajo.
¿Qué se debe desechar?:
• Todos los suministros, materiales, herramientas y papeleo que no son necesarios para trabajar
en el área.
• Todos los desechos, subproductos, envases vacíos, papel / información generada por la
actividad de producción que ya no es necesaria para completar la producción.
• Todos los equipos y componentes de equipos obsoletos y no utilizados.
- Organizar: Los componentes, herramientas y equipos que se utilizan en el lugar de trabajo
para que sea fácil y rápido ubicarlos para su uso.
- Limpiar – relucir: Asegurarse de que cada herramienta, pieza del equipo, pie cuadrado en el
piso, superficie de trabajo, superficie de escritura, mueble, pared esté debidamente sellado,
limpio y en condiciones utilizables.
- Estandarizar: Asegura que los procedimientos, prácticas y actividades se ejecuten de manera
consistente y a intervalos de tiempo regulares para garantizar que la selección, organización y
la limpieza se mantengan y protejan asegurando la excelencia en 5S del lugar de trabajo.
- Sostener: Crear y mantener una atmósfera favorable de 5S en el lugar de trabajo. Tanto la
administración como las operaciones tienen la responsabilidad de mantener 5S.
Accountability.
La palabra accountability tiene relación directa con el término responsabilidad, sin embargo, la
definición de accountable además de relacionarse con la acción se enfoca en lograr los
resultados. Es decir, cada persona es responsable de llevar a cabo las actividades y tareas en el
tiempo determinado.
Se es accountable si al llevar a cabo la actividad verificamos los resultados obtenidos,
validando si logramos cumplir el objetivo planeado, identificando oportunidades de mejora con el
uso de las herramientas como la retroalimentación; es decir, estamos siendo responsables del
resultado, no nada más de la acción.
Una empresa se denomina de excelencia cuando logra alcanzar las metas trazadas de manera
consistente. Cerrar las brechas de desempeño asegura la mejora continua.

38
Pasos que seguir:
• Objetivo: Establecer un objetivo SMART parametrizado y definido, en el cual se relacionen
cantidad, calidad, tiempo, costo, etc.
• Resultado: Monitorear los resultados obtenidos e identificar las brechas, con el fin de
determinar los planes que permitan cerrarlo completamente.
• Motivo. Diagnosticar el por qué se da la brecha. Estableciendo los efectos determinados las
causas que permitan establecer un plan de acción detallado para eliminar dichas brechas. (
https://www.forbes.com.mx/accountability-la-capacidad-de-cumplir-planes/ 2019).
Simple Problem Solving ( SPS).
De esta herramienta se trabajará el paso 1 que corresponde a la estructura de construcción.
Definición del problema:
- ¿Qué es un problema?: Es la brecha entre lo que debería estar sucediendo y lo que realmente
está sucediendo. (Es cuantificable y medible). Se debe tener cuidado que las contramedidas y
las causas no estén incluidas en el problema.
- Lo que debería estar sucediendo: Puede ser un objetivo, un estado ideal, un punto de referencia
(Es importante que las personas más cercanas al trabajo decidan).
- Volverse espectador: Para comprender mejor la situación se debe tomar distancia y ver el todo
para comprender el problema
- Impacto: Es importante considerar el impacto al proceso (cuantificar), se debe justificar el
tiempo y las personas necesarias para la resolución del problema.
- Contener el problema: queremos asegurarnos de dejar de transmitir defectos / problemas a
nuestro cliente.
Estructura para construir el problema:
• Que debería estar pasando: Denota el estado ideal del problema a resolver (objetivo)
• Que está pasando actualmente: Describe la brecha que se tiene respecto al objetivo. En esta
etapa necesaria ir al lugar del problema y evidenciar la situación.
• Identificar el qué, quién, cuándo, cómo, dónde. Determinar dónde se causa el problema

39
• Establecer cuál es el impacto (seguridad, calidad, procesos, eficiencia, etc.)
Plantilla de definición del problema:
- Durante, (Periodo de tiempo para la línea base de desempeño), La (medida primaria)
- Por (Procesos clave del negocio) Fue (línea base de desempeño) vs. (Objetivo / meta)
- Resultando (Impacto de la brecha) y (otros impactos si aplican).
Ejemplo:
Durante el último semestre, los productos no conformes para el área de calidad fueron de 20 %
vs. el objetivo del 10% para la planta resultado en un impacto de $100.000.000 en pérdidas y
múltiples reprocesos en el área de producción.
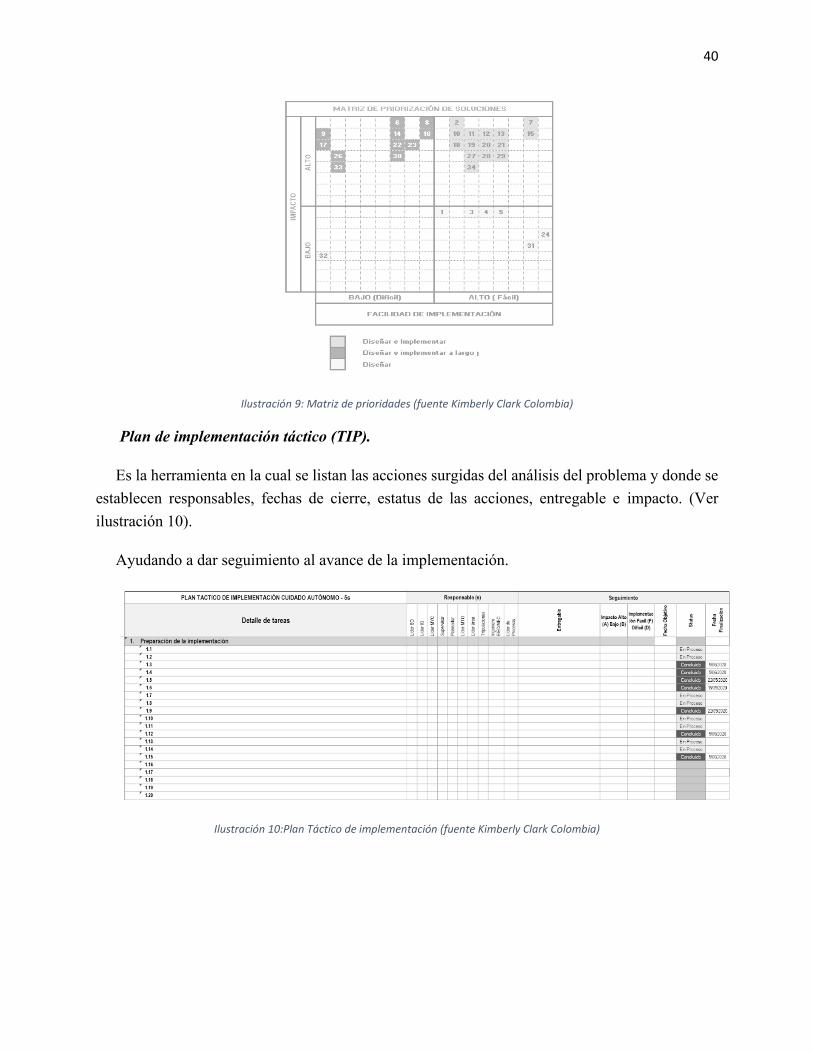
Matriz de priorización:
La matriz de priorización es una herramienta que posibilita la comparación entre algunos
problemas o soluciones para llegar una decisión. Esta matriz ayuda a seleccionar las opciones
tomando como bases una lista alternativa que tienen criterios definidos. Estos criterios sirven como
referencia de evaluación para definir las prioridades de una manera acordada.
Los criterios que se evalúan para establecer la prioridad de determinada tarea, son la factibilidad
de ejecución y el impacto en el proceso. La factibilidad se mide en una escala de 1 a 5 siendo 5
muy fácil y 1 muy difícil. De igual manera el impacto se mide en la misma escala siendo 5 de alto
impacto y 1 bajo impacto para el proceso. La ubicación de las tareas en la cuadrante resulta de
multiplicación del factor Factibilidad por el Impacto. (Ver ilustración 9).
40
Ilustración 9: Matriz de prioridades (fuente Kimberly Clark Colombia)
Plan de implementación táctico (TIP).
Es la herramienta en la cual se listan las acciones surgidas del análisis del problema y donde se
establecen responsables, fechas de cierre, estatus de las acciones, entregable e impacto. (Ver
ilustración 10).
Ayudando a dar seguimiento al avance de la implementación.
Ilustración 10:Plan Táctico de implementación (fuente Kimberly Clark Colombia)

41
Lluvia de ideas.
La lluvia de ideas o brainstorming es una herramienta que se usa para lograr recolectar ideas de
un grupo de personas respecto a un tema determinado, y con esto resolver un problema. (Silva &
Ortíz, 1996).
¿Cómo se utiliza?:
• Definir el problema o situación a evaluar.
• Definir el grupo de trabajo y el moderado.
• Crear las normas, todas las ideas son válidas y ninguna debe ser juzgada.
• Iniciar la actividad, el problema debe estar en un lugar visible para todos los participantes, los
cuales irán aportando sus ideas y están serán posteadas para posteriormente ser analizadas entre
todo el grupo.
• Cerrar la actividad. Una vez que cada participante aporta sus ideas, se procede a agrupar las
ideas comunes y a eliminar las repetidas. (Peralta, 2020)
Plus & Delta.
Las herramientas plus & Delta es una manera sencilla y rápida de identificar los comentarios
de las personas que han sido partícipes de una actividad en este caso un ciclo OPEX, los cuáles
expresan las ventajas en el desarrollo del ciclo, que estuvo bien y que debería mantenerse (Plus) y
las oportunidades que deben mejorarse para las próximas ejecuciones (Deltas), con la finalidad de
tomar acción para mejorar futuras actividades a desarrollar.
Leader standard work (LSW).
El LSW establece un método simple y efectivo para realizar la evaluación de los procesos claves
definidos en la estrategia de la compañía, creando espacios con una frecuencia definida para cada
nivel (rol) donde se compartan experiencias y aprendizajes por medio del acompañamiento en piso
de planta, oficinas y temas administrativos con el fin de fortalecer los lazos de comunicación y
respeto hacia el trabajo del otro entre las personas.
LSW desarrolla una estrategia organizativa que ayuda a los colaboradores de manera completa
y confiable a llevar a cabo sus estándares de rutinas y se enfoca a entregar valor a los clientes,
identificando problemas, gestionando prioridades, desarrollando personas y eliminando barreras.

42
Proceso LSW:
• Standard Work: Se identifican las actividades rutinarias y no rutinarias desde los roles y las
actividades estándar de planta colocándolas en la agenda definida – LSW.
• Gemba (Oficinas y planta) – LSW: Se realizan conversaciones enfocadas a los estándares
básicos manteniendo y realizando las preguntas claves “KATA”.
• Gestión Visual: Se visualiza el estado de salud del LSW a través de los resultados de cada
estrategia.
• Reflexión del proceso: Se observan oportunidades de adherencia a los estándares y se identifica
la causa raíz para promover la adherencia a estos.
Preguntas Kata:
En el recorrido del LSW realizado por los líderes y mandos medios debe tomarse como base
la realización de las preguntas Kata que permitan entender el grado en que las personas están
alineadas con los objetivos organizacionales. Las preguntas Kata son las siguientes:
1. ¿Cuál es la condición objetivo de la práctica critica que se está monitoreando?
2. ¿Cuál es la condición actual de esa condición crítica?
3. ¿Qué le impide alcanzar la condición objetivo? ¿Qué tiene que ocurrir para que usted alcance
la condición objetivo?
4. ¿Cuáles son sus próximos pasos? ¿Qué ayuda requiere?
5. ¿Cuándo debería venir nuevamente y poder ver lo que ha aprendido?
Como conclusión al llevar a cabo el LSW de manera regular se construye relaciones de trabajo
efectivas con las personas que hacen el trabajo en el piso de planta, identificando problemas y
generando planes de acción de manera conjunta, aumentando el compromiso de los colaboradores
alineados a los objetivos organizacionales.

43
7.1.5 ¿Qué es productividad?
“La productividad es una medida económica que calcula cuántos bienes y servicios se han
producido por cada factor utilizado (trabajador, capital, tiempo, tierra, etc. durante un periodo
determinado” (Sevilla, Arias 2021)
¿Por qué es tan importante la productividad?.
El aumento de la productividad es un factor significativo para una compañía y un país para su
crecimiento económico. Existen dos componentes principales para estimar la curva de crecimiento
de un e un país a largo plazo: La variación de los índices de empleabilidad y la productividad.
Indicadores de gestión.
Un indicador de gestión es la expresión cuantitativa del comportamiento y desempeño de un
proceso, cuya magnitud, al ser comparada con algún nivel de referencia, puede estar señalando
una desviación sobre la cual se toman acciones correctivas o preventivas según el caso.
(Reliabilityweb, 2020)
Indicadores de productividad.
Estos indicadores son utilizados por las organizaciones para estimar el rendimiento y eficiencia
en el proceso productivo, ayudando a determinar las buenas prácticas para optimizar resultados y
disminuir gastos.
7.1.6 ¿Qué es Excelencia Operacional?
La excelencia se describe como un objetivo a lograr, que el negocio sea sustentable en el tiempo
reduciendo costos, desperdicios, tiempos, etc. Para una definición más teórica podemos encontrar
“un sistema de gestión integrada que controla la productividad del negocio aplicando prácticas y
procedimientos probados en tres bloques de fundación: productividad de los activos, efectividad
del capital y gestión de riesgos de las operaciones.” (Mitchell J.,2015), otra definición expuesta
por Chevron (2010) “una gestión sistemática de la seguridad, salud, medio ambiente, confiabilidad
y eficiencia para lograr un desempeño de clase mundial.” (Mitchell J.,2015).
Herramientas de aplicación para la excelencia Operacional.
En un nuevo entorno tan competitivo y enfocado hacia una excelencia operacional, se hace casi
que indispensable empezar a adoptar una serie de herramientas enfocadas a mejorar los procesos
internos de la compañía y regirnos bajo algunos principios como lo son (AB Consultora, 2021):

44
Estandarización:
• Organización del puesto de trabajo
• Trabajo estandarizado
• Takt time
Disminuir tiempos de entrega:
• Flujo de procesos
• Sistemas de abastecimiento
• Procesos eficientes (Recepción y despacho)
• Gestión de inventarios
• Control sobre operadores logísticos
• Packing
Mejora Continua:
• Planes de negocio desarrollados
• Resolución de problemas
• Disminución de mermas o desperdicios
• Mantenimiento preventivo Total
• Proceso de mejora continua
• Ciclo PHVA
Calidad:
• Altos estándares de calidad
• Validación de productos y/o procesos

45
Indicadores para la medición de la excelencia Operativa.
Existen ciertas formas de medir que tan bien está una organización en la gestión de sus procesos
y operaciones, por un lado, se aconseja el no intentar medir y mejorar todos los indicadores
indiscriminadamente, ya que algunos pueden tener un efecto interrelacionado que puede empeorar
a otro que tenga más peso dentro de las operaciones de la compañía.
Algunos de los indicadores para medir OpEx son:
- Confiabilidad: Permite medir el nivel de servicio, órdenes perfectas.
- Velocidad: Medir el tiempo de ciclo entre pedidos.
- Agilidad: Que tan flexible y adaptable es la cadena de suministro.
- Costos: Podemos medir la incidencia de los costos de ventas y costos logísticos que podamos
reducir.
- Gestión de activos: Tiene que ver con todos los indicadores de inventarios, como rotación, días
de inventario, Retorno sobre activos, depreciaciones, etc. (Palacios,2013)
Tecnologías y procesos en la Excelencia Operacional.
Como lo mencionado anteriormente la excelencia operacional es la búsqueda de realización de
negocios de una manera sustentable y que esté en continua mejora la calidad de los bienes y/o
servicios que ofrece la empresa. Para esto hay unos pilares fundamentales como lo son:
• Planificación y control de la producción.
• Procesos de fabricación.
• Efectividad Operativa de las personas, procesos y gestión de activos (Amendola, Luis 2016).
Para llegar a una excelencia operacional se requiere una coordinación armoniosa entre cada uno
de los núcleos descritos en la Ilustración 11 y los tres pilares de la excelencia Operacional.

46
Ilustración 11:Tres pilares de la excelencia operacional (fuente Amendola 2016)
7.2. Marco Conceptual
7.2.1 Excelencia, Definición
Etimológicamente el concepto de excelencia es perfectamente equiparable, al poder ser
utilizado como sinónimo, al concepto de actuación sobresaliente, por razones derivadas de la
acepción lingüística de ambos términos” (Hernández Dámaso, 1995). Excelencia: vocablo
procedente del latín “excellentia” (Fontanillo & Ramondo, 1981).
Por encima, sobre todo, Sinónimos: Notabilidad; grandeza; excelsitud; magnificencia.
Sobresaliente: vocablo procedente del verbo Sobresalir. Adjetivo: Muy bueno; excelente; que
sobresale. (Fontanillo & Ramondo, 1981)
Excelencia: «superior calidad o bondad que hace digno de singular aprecio o estimación algo».
No se trata de que la bondad hace digno de aprecio, sino que el ser superior (necesariamente, por
relación a otros) es lo que hace obtener un aprecio singular.
7.2.2. Excelencia Operacional (OpEx)
La excelencia operacional es la búsqueda de la realización de negocios de una manera que
mejore continuamente la calidad de los bienes y servicios; se reduce a lograr la superioridad
competitiva desde el punto de vista del núcleo de la empresa “Procesos-Personas-Tecnologías,
Networks”, pero de estos factores hay cuatro pilares de la excelencia operativa, que son: (Ver
ilustración 12).
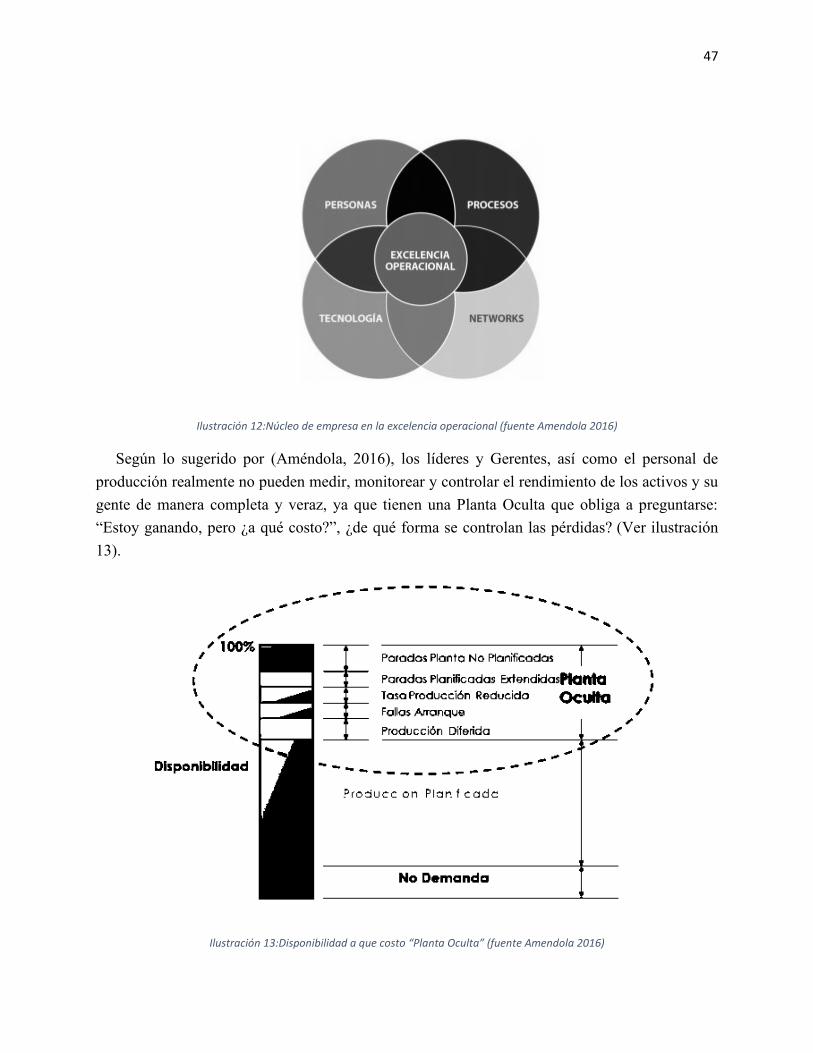
47
Ilustración 12:Núcleo de empresa en la excelencia operacional (fuente Amendola 2016)
Según lo sugerido por (Améndola, 2016), los líderes y Gerentes, así como el personal de
producción realmente no pueden medir, monitorear y controlar el rendimiento de los activos y su
gente de manera completa y veraz, ya que tienen una Planta Oculta que obliga a preguntarse:
“Estoy ganando, pero ¿a qué costo?”, ¿de qué forma se controlan las pérdidas? (Ver ilustración
13).
Ilustración 13:Disponibilidad a que costo “Planta Oculta” (fuente Amendola 2016)

48
Socioeconómico.” (Ghicajanu, Irimie, Marica, & Munteanu, 2015), Citado por (Olivera Díaz,
2016). De acuerdo a los retos planteados, “el proceso de pensamiento tradicional que resultaba en
una separación del negocio y de los dominios de las operaciones ha cambiado. Ya no pueden ser
ejecutadas todas las funciones de misión del negocio en una proyección de base mensual, porque
la dinámica del típico sistema de operación de una empresa ha empezado a variar en un periodo
de tiempo más corto.” (Mitchell J., 2015). Según algunos autores “el pensamiento tradicional de
enfocarse en profesionalidad a niveles de altos cargos ejecutivos y líderes de la empresa y
enfocándose en la eficiencia solo a niveles operativos ya no es adecuado.” (Mitchell J., 2015). (Ver
ilustración 14).
Ilustración 14:Esquema de medidas enfocadas en excelencia operacional. Fuente: “Operational Excellence: Journey to Creating Sustainable Value” (Mitchell J., 2015, adaptado por Gabriel Oliveras Díaz)
La efectividad está encaminada al logro de los resultados. De acuerdo al siguiente gráfico, la
efectividad da especial importancia a la forma en que las metas se han alcanzado, analizando el
rendimiento obtenido para lograr esos resultados. “La efectividad óptima se consigue a través de
una buena priorización de las tareas que aporten valor a los procesos del negocio y su correcto
desempeño en la ejecución de estos”. (Olivera Díaz, 2016). (Ver ilustración 15).

49
Ilustración 15:Eficiencia Vs. Efectividad. Fuente: “Operational Excellence: Journey to Creating Sustainable Value” (Mitchell J., 2015, adaptado por Gabriel Oliveras Díaz)
Todos los colaboradores de la compañía deben entender el valor agregado y los beneficios de
la Excelencia Operacional. “La excelencia operacional conduce a una alta calidad y productividad
y a la entrega puntual de bienes y servicios competitivos a los clientes” (Amendola L., 2013) citado
por (Olivera Díaz, 2016). Primero, “los ejecutivos deben convencerse de la necesidad de perseguir
metas para la organización que sean bien definidas, realistas y alcanzables para la organización,
resaltando el valor que tienen y la necesidad de ejecutarlas, llegando a un grado de detalle donde
se analicen las responsabilidades individuales.” (Olivera Díaz, 2016). De esta manera, la
Excelencia Operacional alcanzará a todos los colaboradores y de igual forma al negocio de manera
positiva dentro de sus resultados, motivo que justifica su implementación dentro de la compañía.
Además, existe un factor preponderante dentro del programa que consiste en establecer procesos
de auditoria o de estado de salud para verificar el funcionamiento o sostenimiento de este en el
tiempo, dentro de los cuales se deben incluir clientes, proveedores, y entorno. Valores como la
honestidad, integridad, compromiso, iniciativa y responsabilidad nuevamente son definitivos para
adquirir una sinergia alineada a la satisfacción de la demanda del negocio, así como a la cultura y
visión de la organización.
De acuerdo a estas definiciones y conceptos acerca del modelo de Excelencia Operacional, se
integra como primer elemento para este, el que se defina la misión y visión de la organización en
la estrategia empresarial, de igual forma incentivar el liderazgo como pilar para la gestión del

50
cambio, motivar a las personas e incentivar la cooperación entre equipos de trabajo, crear redes de
trabajo dentro de la compañía y fortalecer la cultura organizacional. (Olivera Díaz, 2016).
De igual forma la compañía objeto de estudio entiende la Excelencia Operacional como la forma
en la que las personas deben trabajar en sus áreas para reducir las pérdidas relacionadas con
seguridad, calidad, medio ambiente y productividad y reconoce que es el camino para obtener los
resultados esperados por las partes interesadas.
Delta: Corresponde al conjunto de oportunidades de mejora que se obtienen del proceso de
reflexión al finalizar el ciclo OpEx, por parte del equipo de personas que participaron en la
ejecución de la herramienta, que permite establecer los planes de mejora para evitar su recurrencia
en futuros ciclos.
Plus: Corresponde al conjunto de actividades que resultaron positivas y ganadoras dentro de la
ejecución del ciclo OpEx que deben mantenerse, este proceso se desarrolla como parte de la
reflexión fina l posterior a la finalización del ciclo.
7.3 Marco Histórico
La Excelencia Operacional provee productos y servicios que excedan las expectativas de los
clientes; llevando a cabo las operaciones de una manera eficiente aplicando la mejora continua a
productos, servicios y procesos como parte integrada del desarrollo de la empresa y del mercado,
para ello deben estar abiertas a los constantes cambios dándole relevancia al personal como el eje
principal enfocado directamente en la visión de la empresa.
Una de las metodologías más utilizadas para encontrar buenos resultados es la eficiencia
operacional que está relacionada directamente con la mejora continua y su objetivo final es
eliminación total de pérdidas en Seguridad, Calidad, Medioambiente y Manufactura en general.
Desde el año 2017 la compañía ha iniciado una transformación cultural integrando la filosofía
de Opex, buscando garantizar resultados excepcionales y sustentables al 2022. Para continuar en
este viaje se ha dispuesto un equipo talentoso para el programa OPEX que permitirá construir
sobre esfuerzos anteriores e incorporar todas las facetas de OPEX y LEAN. La gran oportunidad
que se tiene consiste en acelerar la transformación poniendo como énfasis el desarrollo, la
formación y enfoque a través del programa. Como primera fase del ciclo de OPEX se ha focalizado
en las siguientes etapas de implementación; etapa de preparación donde se establecen objetivos,
recursos y estrategias, etapa de diagnóstico donde intervienen las 3 palancas del sistema
(mentalidades, comportamientos y capacidades, infraestructura de gestión y sistema operativo)

51
aquí se define la matriz de habilidades y el modelo de gestión de tareas; posteriormente se realiza
la evaluación y análisis de información operativa; en la etapa de diseño y planeación se definen
los focos de trabajo para el ciclo en términos de desempeño y cultura, por último en la etapa de
implementación se verifican los resultados y se documentan las acciones realizadas, adicional se
analizan los plus & delta del desempeño y se evalúan resultados y mejoras del proceso. Sin
embargo, para el desarrollo exitoso en los ciclos OPEX se requiere rediseñar un procedimiento de
mejora entendible con un lenguaje sencillo que facilite el uso cuando se requiera, garantizando la
sostenibilidad en el tiempo.
La literatura científica sobre excelencia operativa es escasa y el tema se ha debatido
principalmente en el contexto de la excelencia empresarial (Lu B. y., 2011). La metodología más
reconocida a nivel mundial es la de la excelencia operativa del modelo Shingo, también se conocen
otros modelos como el Premio Deming (PDCA), sin que se enfoquen netamente en la mejora
operativa, el modelo Shingo, se basa en un conjunto de iniciativas que centran los esfuerzos hacia
la excelencia operacional.
A continuación, se describen brevemente algunas de las metodologías que han impulsado a la
excelencia operacional en el tiempo:
• El Shingo Prize, fue establecido en 1988 para promover los conceptos de manufactura esbelta
y para reconocer a las compañías que se esfuerzan para alcanzar un nivel de manufactura de
clase mundial.
Los Principios de shingo para la excelencia operacional son:
1.-Enfocarse a los procesos
2.-Adoptar el pensamiento científico
3.-El valor de flujo y empuje
4.-Respeto a todo individuo
5.-Liderar con humildad
6.-Asegurar la calidad en la fuente
7.-Buscar la perfección
8.-Constatar los objetivos

52
9.-Pensar sistemáticamente
10.-Crear valor para el cliente
• William Edwards Deming: Conocido por el ciclo PHVA, planear, hacer, verificar, actuar,
también nombrado “Ciclo de Shewhart” o “Ciclo de Deming” publicado en 1939. Se utiliza
como una metodología para mejora continua y se puede aplicar en cualquier tipo de industria.
• Kiichiro Toyoda: Conocido por el método Just-in-Time (JIT) donde la “situación ideal de
creación, donde máquinas, instalaciones y personas trabajan juntos para añadir valor, sin
generar desperdicios”. (Progresa Lean, 2015)
• Eiji Toyoda: Mejoró la productividad mediante el establecimiento el Toyota Production
System (TPS). El cual consistía en producir solo lo que el cliente necesita, además este modelo
fue integrado con el uso de la herramienta SMED para la reducción de tiempos en sus procesos.
• Taiichi Ohno: Conocido por "Justo a Tiempo" una organización que determine una producción
donde los materiales y productos terminados se manejen en el momento y en las cantidades
requeridas disminuyendo los inventarios.
• Shingeo Shingo: Conocido por liderar las prácticas de manufactura en el Sistema de control
Producción de Toyota. Se le atribuye la creación del concepto de Cero Control de Calidad.
(Ver ilustración 16 y 17 ).

53
Ilustración 16:Cronología histórica de alto nivel de diversas estrategias de gestión y mejora ( fuente http://www.opex-and-ci.com/pages/History.html, s.f.)

54
Ilustración 17:Línea de tiempo en la industria para la excelencia operacional (fuente https://pablodiazmasa.es/evolucion-produccion-lean-excelencia-operacional/, s.f.)
La excelencia operación es una búsqueda continua de la pérdida cero un viaje a ser el mejor en
la clase, fundamentada en las bases y capacidades LEAN existentes que se logra involucrando a
los miembros de nuestro equipo para que sean dueños del ciclo de mejora continua. (Kimberly
Clark, 2017).
Una empresa enfocada en la "Excelencia Operacional" como su estrategia de Mejora Continua
recurrirá a herramientas y métodos de cualquier metodología o marco previamente definido que
aplique. Un equipo de OpEx exitoso comprenderá y utilizará una combinación de disciplinas,
basándose en las mejores herramientas que pueden aplicar en cualquier situación dada: Lean, Six
Sigma, Teoría de las restricciones, Sistema de producción de Toyota, (Díaz Massa, 2013)
8. Metodología
Para este diseño se busca identificar las actividades y procesos necesarios para establecer la
propuesta y lograr el cumplimiento de los objetivos planteados.

55
8.1 Tipo y método de investigación
La investigación es de carácter teórico el trabajo está dirigido hacia un objetivo de propuesta
de diseño, desarrollando ideas, conocimientos y conceptos para que sean aplicados en beneficio
de la compañía.
8.2 Fuentes y técnicas de información
En la investigación se recolectará información de fuentes primarias como revistas, páginas web,
documentos oficiales de instituciones públicas o privadas, informes técnicos y de investigación e
información interna de la empresa de estudio y de fuentes secundarias como información online
de la compañía, KPI´S, encuestas, entrevistas y resultados de los programas de mejora continua.
8.3 Fases
8.3.1 Fase exploratoria.
• Revisar el funcionamiento y efectividad de la preparación, diagnóstico, diseño y sostenimiento
para un ciclo OpEx, utilizando un mapa de valor (VSM) para la recolección de información e
indicadores trabajados en líneas productivas.
• Buscar información relacionada con la aplicación de la metodología OpEx en el sector
industrial nacional e internacional, que permita conocer las fortalezas y debilidades asociadas
a la mejora de la eficiencia de la productividad. (tesis, documentos).
• Encontrar las deficiencias en la ejecución de la metodología de trabajo actual, mediante el uso
de diagramas de frecuencia y Pareto con el fin de direccionar correctamente los esfuerzos y las
acciones a desarrollar para la implementación de la propuesta de mejora.
• Realizar encuesta a ingenieros, con el fin de reunir información sobre las percepciones y
opiniones referentes a las oportunidades de mejora detectadas.
• Recolectar información teórica descriptiva acerca de las herramientas de mejora continua
aplicables a OpEx, que permitan el desarrollo de la propuesta de mejora de una manera simple
y estándar.
8.3.2 Fase Descriptiva.
• Analizar cada una de las etapas del ciclo de Excelencia Operacional y los resultados de los
indicadores.

56
• Validar la información relacionada con las metodologías OpEx en el sector industrial para
identificar los plus & deltas de los trabajos existentes.
• Caracterizar las oportunidades de mejora identificadas en el análisis de Ishikawa para entender
las causas raíces del problema y establecer planes de mejora para evitar su recurrencia.
• Clasificar mediante el análisis de factibilidad e impacto cada una de las oportunidades
encontradas, para priorizar y focalizar esfuerzos en el desarrollo de la propuesta de mejora.
• Tabular y analizar la información obtenida de las entrevistas y encuestas realizadas al personal
definido.
8.3.3 Fase de diseño.
Se diseñará una propuesta de mejora de los procedimientos para la ejecución de los ciclos
OpEx, en una compañía del sector higiénico ubicada en el municipio de Tocancipá,
Cundinamarca.
9. Resultados Esperados
- Realizar la búsqueda de información relacionada con el programa de Excelencia Operacional
en diferentes compañías incluyendo la de estudio, que asegure el análisis adecuado de los datos
y teoría relacionada, para obtener la descripción de herramientas de mejora utilizadas en la
industria para optimizar la productividad.
- Elaborar la evaluación de las oportunidades y fortalezas encontradas en la investigación,
identificando cuáles de estas se deben mantener como pilar de trabajo de los ciclos OpEx y
cuáles se deben cambiar o mejorar.
- Obtener una propuesta de mejora de los procedimientos utilizados en los ciclos de Excelencia
Operacional que sea de fácil adaptación y alineado a las necesidades de la compañía.
10. Reseña histórica
Colombiana Kimberly Colpapel S.A. - Planta Tocancipa forma parte de la Corporación
Kimberly-Clark, empresa que en 1872 cuatro jóvenes emprendedores formaron en los Estados

57
Unidos, con espíritu de innovación y calidad con el paso de los años y el desarrollo de productos
increíbles, 140 años después continúan haciendo la vida mejor para las familias de todo el mundo.
El 2 de Marzo de 1872, los señores Charles B. Clark junto con John A. Kimberly, Havilan
Babcook y Frank Shatuk fundan la empresa Kimberly-Clark & Co. en la ciudad de Neenah,
Winsconsin. La primera máquina para fabricación de papel que administraron entró en operación
el 2 de octubre de 1872, obteniendo dos toneladas de papel periódico al día.
El crecimiento potencial de la industria del papel y la buena dirección de la compañía hizo que
esta tuviera ampliaciones en 1874, 1878, 1880 y 1889. Después de 1914, la investigación condujo
a un suceso relevante en la historia de la compañía: el desarrollo del papel de celulosa crepado
comúnmente conocido como tissú. Este producto, durante la primera guerra mundial fue utilizado
en los hospitales como sustituto del algodón. Las enfermeras, gracias a su ingenio, lograron adaptar
dicho material hasta convertirlo en toalla femenina KOTEX. Otro producto importante de consumo
fue el papel KLEENEX, que se introdujo al mercado en 1924. Después de la primera guerra
mundial, Kimberly-Clark experimento su más grande expansión. En 1928 adopta el nombre de
Corporación Kimberly Clark y hoy tiene presencia en más de 150 países en todo el mundo. ( Ver
ilustración 18).
Ilustración 18:Kimberly Clark en número (fuente Kimberly Clark Colombia)

58
10.1 Historia en Colombia
A finales de la década de los sesenta Kimberly-Clark se establece en Colombia como fabricante
de papeles suaves y papeles livianos de uso industrial, donde Kimberly-Clark Corporation unió
fuerzas con la compañía de Tabaco S.A. para adquirir a Colpapel S.A. esta nueva empresa se
constituyó en 1967 con la compra de Papeles de Occidente.
Inicialmente se producía allí papel higiénico y servilletas. Entre 1968 y 1978 se introdujeron al
mercado nuevas marcas y productos como servilletas Kleenex de Lujo, faciales Kleenex y toallas
femeninas Kotex y Liberté. En los años siguientes se hicieron nuevos desarrollos como la servilleta
Sutil, la toalla de cocina Limpio hogar y el papel higiénico Kleenex Boutique.
Colombiana Kimberly S.A. en 1969 inicia operaciones en Colombia en Planta Barbosa con la
producción de papel para cigarrillo y otros usos. Colombiana Kimberly S.A. En 1987 inicia la
fabricación de los productos de la línea Institucional y en 1990 Colombiana Kimberly Colpapel
arranca la fabricación de papeles finos y papeles planos, en el 2001 Kimberly Colpapel arranca la
fabricación de limpiadores industriales con tecnología Hydroknit (tecnología patentada por
Kimberly) y en el 2008 Kimberly Clark Antioquia Global arranca la fabricación de papeles Airflex
con tecnología UCTAD.
En 1982 se inicia en Pereira la fabricación de los pañales desechables Kleenex, Posteriormente
nacen nuevas marcas como Kleenex Kimbies, Huggies Etapas, Huggies Ultratrim y la última
innovación, Huggies Natural Care y Huggies Classic.
Luego nace la planta de Tocancipa en 1994 para dar respuesta a necesidades competitivas del
mercado y especializada en la producción de pañales desechables. Es allí donde se produce
actualmente la marca Huggies Natural Care, con la más moderna tecnología y los más altos
estándares de calidad.
En 1998, luego de más de 30 años de trabajar en forma independiente, Colombiana Kimberly
S.A. y Colpapel S.A. se fusionaron y dieron vida a COLOMBIANA KIMBERLY COLPAPEL
S.A.
En el año 2001 comenzó operaciones Papeles del Cauca S.A., empresa filial de Colombiana
Kimberly Colpapel S.A, especializada en la producción de papel higiénico Scott y Kleenex,
pañitos húmedos y grandes rollos para exportación.
Sus operaciones están presentes en 35 países y sus productos se comercializan en 175 naciones.
Anualmente registra ventas netas superiores a los US$18.500 millones y en 80 países sus marcas
lideran el primer y segundo lugar. Kimberly-Clark cuenta con plantas de producción El

59
Salvador, Costa Rica, Colombia y Ecuador, desde ahí se producen toallas femeninas, pañales,
papel higiénico y servilletas, entre otros, los cuales se comercializan a su vez en la región
latinoamericana. En Colombia están presentes en la actualidad con cuatro plantas de la más alta
tecnología en la producción de cada una de nuestras categorías: Barbosa, KCAG, Tocancipa y
Puerto Tejada. (Ver ilustración 19).
Ilustración 19:Ilustración 19. Plantas de producción en Colombia (fuente Kimberly Clark Colombia)
Pertenece al sector de manufactura donde en Colombia hay 3 líneas de negocio:
10.2 Consumo Masivo
Infant Care: Gama de productos desarrollada especialmente para el cuidado y la protección
del bebé y dirigida a todos los segmentos del mercado. (Ver ilustración 20).
• Huggies
• Huggies Natural Care, Huggies Supersec, Kimbies de Huggies y sequitos de Kimbies.
• Pantaloncitos de Aprendizaje Pull-Ups.

60
• Pañitos y Toallitas Húmedas: Huggies Natural Care, Classic y Basic.
• Pantalonetas de baño desechables Little Swimmers.
• Pantaloncitos desechables GoodNites para niños que mojan la cama.
Ilustración 20:Pañales Huggies (fuente Kimberly Clark Colombia)
Fem Care: Línea de productos que satisface las necesidades de las mujeres en protección y
cuidado personal.
• Toallas Higiénicas Kotex: Bodyfit, Liberté y Discret.
• Protectores diarios Kotex Lightdays: Hilo, Normal y Duofit.
• Ilustración 21:Toallas Higiénicas diferente presentación (fuente Kimberly Clark Colombia)
Adult Care: Líder mundial en protección para la incontinencia.
Toallas, pañales y Protectores Depend Plenitud, desarrollados para la incontinencia leve, moderada
y fuerte. Productos que brindan al adulto protección, seguridad y tranquilidad

61
Ilustración 22:Toallas Higiénicas incontinencia (fuente Kimberly Clark Colombia)
Family care: Una amplia gama de papeles suaves para el aseo personal y limpieza del hogar.
Por su alta calidad, variedad y precios son productos asequibles para todos los consumidores.
• Papeles Higiénicos Kleenex: Humedecido Cottonelle Fresh, Cottonelle, Boutique y Clásico.
• Papeles Higiénicos Scott: Más Metros Extra, más Metros, Hoja Doble y Hoja Sencilla.
• Papeles Económicos: Regio y Top.
• Servilletas Kleenex: Lujo y Café Club.
• Servilletas Scott: Casera, Cafetería y Práctica.
• Faciales Kleenex: Regular, Súper, Júnior, Automóvil, Cubo, Eucalipto, Club, Viajero y
Bolsillo.
• Toallas de Cocina: Scott Duramax, Antibacterial y Limpihogar.
Una categoría para el cuidado personal y del hogar que cuenta con el mayor número de marcas,
entre las que se encuentran: Toalla de cocina Scott Duramax, Toalla de cocina Scott multiusos,
papel higiénico Scott, faciales Kleenex, y otros productos innovadores como papel higiénico
húmedo y toallas desinfectantes húmedas.
Ilustración 23:Toallas para la limpieza del hogar (fuente Kimberly Clark Colombia)

62
K-C Professional: Una categoría de productos especiales elaborados bajo la tecnología
Airflex, y Hydroknit estas tecnologías marcan su diferenciación en su característica de mayor
absorción, influenciada por su novedoso sistema de secado, tecnología patentada por Kimberly
Clark.
• Paños de Limpieza Industrial
• Toallas de mano
• Servilletas
• Papel Higiénico
Kimberly Clark Tocancipa hacen parte del negocio de Kimberly Clark Cuidado personal y
cuidado Femenino, que a su vez es parte de Kimberly Clark Corporation, la estrategia de su Visión,
Misión, Política y Objetivos baja desde la Corporación y en Tocancipa se despliega la estrategia a
través de planes que buscan alcanzar los objetivos por lo tanto la gerencia general tiene un alto
compromiso con la implementación, desarrollo y mantenimiento del sistema de gestión de
calidad y todos los sistemas de gestión certificados, así como con el compromiso con los requisitos
del cliente por medio de prácticas, planificación, comunicación responsabilidad y autoridad que
permitan asegurar la eficacia y mejora continua promoviendo los programas de mejora como
SMED,5S, TPM, LEAN MANUFACTURING,LSW,KAIZEN,Y OPEX. Con la finalidad de
obtener la mayor calidad posible de los productos, optimizar procesos siendo rentables y de alto
rendimiento.
No obstante, en la aplicación de los procedimientos OPEX se han evaluado los resultados para
todos los ciclos, el factor común encontrado corresponde a que los objetivos planeados no se han
logrado obteniendo resultados menores al esperado, estos ciclos han sido programados, planeados
y ejecutados según los procedimientos internos de la compañía. Sin embargo, a pesar de arrojar
resultados menos favorables que los propuestos, las ganancias alcanzadas permiten seguir
apoyando el avance de esta estrategia de mejora continua, cabe destacar que la principal meta de
los ciclos OPEX es lograr los objetivos trazados.

63
Ilustración 24:K-C Professional (fuente Kimberly Clark Colombia)
Conclusión de marco teórico
Los elementos teóricos permitieron consolidar el conocimiento y entendimiento respecto a las
técnicas y metodología de lean manufacturing, como base para para el desarrollo del
procedimiento de mejora para la excelencia operacional. Estas herramientas serán el soporte
fundamental en la aplicación de la propuesta en la empresa.
Estas herramientas se seleccionaron para ser empleadas y de esta manera solucionar las
problemáticas y las brechas existentes en la actualidad en la ejecución de los ciclos Opex, se
eligieron para cada etapa tomando como referencia el PHVA:
Planear:
• Smart: Teniendo en cuenta la importancia de fijar los objetivos y las metas de manera clara
en la iniciación del ciclo, esta herramienta ofrece gran eficiencia y proyección ya que permite
establecer unos logros que sean alcanzables y a su vez retadores, enmarcados en un espacio de
tiempo determinado.
• TPM: Esta herramienta en uno de sus pilares refuerza la importancia del entrenamiento del
personal en conocimientos y habilidades técnicas; en el caso de los ciclos Opex significa entender
las fases, como solucionar problemas y el paso a paso de ejecución del ciclo.
Hacer:
• Cascada OEE: Esta herramienta permite entender de manera gráfica y en forma
descendente cuáles son las principales perdidas asociadas a los procesos productivos que afectan
su tiempo programado, por lo cual dentro del ciclo Opex cobra relevancia ya que permite establecer
cuáles de estas pérdidas son las de mayor impacto para ser trabajadas en esta etapa.

64
• Paretos: Una vez se han identificado las principales perdidas en la cascada OEE, el Pareto
describe en forma porcentual las causas asociadas al problema del ciclo.
• SPS: Para los ciclos es muy importante que haya una definición completa y clara del
problema a tratar, en este sentido el SPS brinda una manera sencilla y simple que guía al equipo
de trabajo en la construcción del mismo orientándolo de manera cuantitativa desde la posición en
la que se encuentra actualmente hasta la meta propuesta.
• 5s: El equipo de trabajo que desarrolla un ciclo Opex requiere tener claridad en los
conceptos relacionados con orden y limpieza ya que son un pilar clave para la mejora continua de
los procesos.
• Cuidado autónomo: Esta metodología derivada de TPM, refuerza las habilidades de
liderazgo en los equipos de trabajo que intervienen la máquina, los empodera con las actividades
referentes a la generación y solución de hallazgos por cuenta propia.
• Kanban: Herramienta de control que ayuda a que en el ciclo de excelencia operacional las
personas puedan visualizar los planes, avances, indicadores en proceso, estatus y necesidades de
cada actividad de una forma amigable, sencilla y que genere recordación y a la vez se convierta en
el principal sistema de comunicación del ciclo.
• LSW: Esta metodología es de vital importancia por que integra el acompañamiento de los
jefes y líderes de área durante la ejecución e implementación de los ciclos, permitiendo establecer
espacios de acercamiento generando confianza y motivación en el equipo de trabajo de una forma
horizontal y constructiva.
Verificar:
• Árbol de hipótesis: Esta herramienta de solución de problemas es de unas de las mas
practicas puesto que permite combinar los conceptos de la 5M, lluvia de ideas y 5 por qué
enriqueciendo los conceptos relacionados con la búsqueda de las causas raíces de una manera
metodológica y practica de fácil comprensión.
• Matriz de priorización: Esta metodología es muy utilizada para calificar el impacto y la
facilidad de ejecución de las tareas que se originan del árbol de hipótesis, lo cual permite
concentrar los esfuerzos y determinar el orden de realización optimo de acuerdo a la calificación
obtenida.
65
• TIP: Esta herramienta describe las tácticas y requisitos para lograr las metas según el
objetivo estratégico planeado para el ciclo determinando fechas, responsables, que serán revisados
en los tableros Kanban en las frecuencias determinadas en las escaleras de reuniones.
Actuar:
• TIP: En esta etapa la herramienta sirve para revisar y reflexionar sobre los avances y cierre
de las tareas generadas en el ciclo, de acuerdo a esto tomar las acciones pertinentes para encausar
los resultados y hacer rediseño cuando se requiera.
• Kanban: Debido a que esta herramienta se considera como una de las más fuerte en temas
relacionados con gestión visual, se utilizará para revisar el comportamiento y las tendencias de los
KPIS finales del ciclo de un manera gráfica y visual. El equipo de trabajo del ciclo deberá tomar
las acciones respectivas cuando no se estén logrando las metas propuestas y están deben quedar
incluidas en el TIP.
66
11. Análisis de datos
Para poder llevar a cabo un procedimiento de mejora que sea de verdadera utilidad para
la compañía, es fundamental que primero se conozcan cuál es la situación actual en
la organización. Se busca a través de la consulta e investigación conocer que procedimientos
de mejora continua son los que más se utilizan en las empresas, entender el alcance de los
indicadores de rendimiento que más usan durante la ejecución del programa y cómo apoyan
e informan a los trabajadores sobre los avances del ciclo, sobre los resultados y cómo van
los procesos y la creación de las contramedidas enfocadas al rendimiento de la máquina. En
el siguiente punto, se explicará más a detalle la metodología seguida para realizar este estudio
y los resultados que se han obtenido.
12. Diagnóstico
12.1 Fortalezas y puntos de Mejora
El desempeño actual de OpEx en la compañía no ha sido el esperado puesto que no se
ha cumplido con los objetivos planteados en la mayoría de ciclos trabajados tal como se
muestra en la tabla resumen ciclos OpEx, donde se especifica el problema tratado en cada uno de
estos, el resultado de los indicadores y su comparación con la línea base de medida. Este impacto
puede ser observado en términos monetarios basados en la brecha que existe entre la línea base
de inicio de trabajo (meta a lograr) y lo realmente alcanzado en términos de OEE y en el volumen
adicional que se pudo obtener si se hubiese logrado el objetivo inicialmente planteado para cada
indicador. Adicionalmente dentro del análisis cualitativo referente a las oportunidades de mejora
y fortalezas identificadas durante los ciclos en las diferentes máquinas, se puede observar que la
evaluación efectiva de las necesidades y focos, el compromiso y entrenamiento de las personas,
así como la documentación de historias de cambio y estándares son puntos importantes que se
deben mantener y seguir trabajando en el desarrollo futuro de los ciclos en cada uno de los
procesos. Aunque se han identificado aspectos positivos, también se han encontrado algunos que
deben ser tratados con el fin de mejorar los procedimientos de implementación de los ciclos OpEx
en la empresa, aquí se pueden mencionar algunos como la falta de comunicación de avances de
los planes generados, planes poco detallados que no permiten un entendimiento claro de la tarea
a ejecutar, falta de involucramiento de personas clave que puedan ayudar en la resolución de
problemas específicos en temas especializados, falta de compromiso del equipo de liderazgo,
falta de coordinación de tiempos y recursos para cerrar tareas.

67
Para establecer el diagnóstico del problema presentado en la compañía se siguieron los
siguientes pasos:
• Paso 1: En primer lugar, se estudiaron los valores obtenidos para los indicadores trabajados
en cada uno de los ciclos de OpEx, para analizar fortalezas u oportunidades de mejora, que
muestran la existencia de procedimientos no estándar para la ejecución de los ciclos y que no
permiten alcanzar de manera sostenible las metas planteadas. En todos los casos, la
información en esta fase es objetiva y es suministrada por la empresa. Se generó la
información por grupos de máquinas intervenidas con ciclos OpEx, se construyeron los
diagramas de Pareto por ciclo de cada máquina, y el diagrama de causa – efecto.
• Paso 2: Se evaluaron los plus y deltas generados en cada uno de los ciclos OpEx, con el fin
de chequear si existe alguna información adicional significativa que nos ayude a establecer
las causas raíces del problema.
• Paso 3: Con la información completa, se construyó un análisis de frecuencia y un diagrama
de espina de pescado, con el fin de identificar el Pareto de causas que nos permita atacar el
problema.
• Paso 4: Realizar entrevistas con las partes interesadas, con el fin de encontrar alternativas a las
oportunidades detectadas previamente en el análisis cualitativo, así como mantener las
• fortalezas del proceso.
• Paso 5: De la información recopilada extraer aquello que nos permita desarrollar el
mejoramiento de los procedimientos de la aplicación de OpEx y de esta manera establecer un
estándar de trabajo con un paso a paso definido en cada fase de aplicación.
12.2 Métodos para realizar el estudio
Este estudio se ha realizado a través del análisis de la información generada de los ciclos de
Opex trabajados en la empresa y de la participación de los ingenieros y líderes de proceso quienes
se desempeñan en el rol de líderes del ciclo para cada una de sus máquinas en compañía de su
equipo operativo y técnico.
Es importante señalar que todos los profesionales tienen conocimientos desarrollados en los
procedimientos de los ciclos Opex y cuentan con diferentes niveles de experiencia y
entrenamiento, además han participado por lo menos en dos sesiones de Opex.

68
A continuación, se expondrá el resumen de los indicadores obtenidos en los ciclos trabajados
en la compañía: (Ver tabla 3), de igual manera se ilustrarán los plus & delta recopilados en el
desarrollo de estos, para identificar las oportunidades de trabajo y las fortalezas. (Ver
ilustraciones 25 y 26)
Tabla 3:Tabla 2. K-C Professional (fuente Kimberly Clark Colombia)

69
Ilustración 25:K-C Professional (fuente Kimberly Clark Colombia)
Ilustración 26: K-C Professional (fuente Kimberly Clark Colombia)

70
12.3 Estudio sobre beneficios de la implementación de la excelencia operacional
Para poder llevar a cabo una propuesta que sea útil para la empresa, es importante que se
conozca cuál es la situación actual de la organización y como en otras compañías se han establecido
los procedimientos de mejora en diferentes procesos mediante el uso de herramientas Lean, por lo
cual se busca a través de la investigación y consulta de teoría asociada a las diferentes metodologías
que son las que mayormente se utilizan en las organizaciones.
Saber cuáles son los indicadores de eficiencia que más usan y cómo apoyan e informan a los
colaboradores sobre los nuevos cambios en la compañía, estrategias y procesos establecidos para
lograr los resultados.
Se explicará de manera detallada la metodología aplicada para realizar este estudio y los
resultados obtenidos.
Este estudio se ha realizado con la ayuda de los ingenieros líderes de máquina, quien son los
encargados de gestionar los ciclos de excelencia operacional, es importante señalar que estas
personas tienen el conocimiento y cuentan con capacitación suficiente del tema desarrollado con
experiencia dentro de la organización. Para conocer sus opiniones, se les ha hecho llegar una
encuesta para su diligenciamiento tomando una muestra de 7 profesionales.
La encuesta está conformada por diez preguntas, hay un bloque de preguntas que permiten
interpretar la opinión de los ingenieros y líderes de proceso sobre los beneficios de la Excelencia
Operacional, junto con las acciones para implementarla, gestionarla y mejorarla; adicionalmente,
se elaboró un bloque de preguntas para evaluar los conocimientos básicos que poseen sobre
Opex.
También se diseñan preguntas acerca de los ciclos Opex que buscan identificar cómo se
plantean y comunican los objetivos y como se desarrollan los procedimientos para la toma
decisiones. De igual modo, se cuenta con un conjunto de preguntas sobre el conocimiento y uso
de las herramientas para las tres burbujas dentro de los ciclos Opex que tienen como finalidad
evaluar su entendimiento y facilidad de uso, permitiendo conocer las variables que son más
importantes para la implementación de estos conceptos en sus respectivos procesos.
A continuación, se detallan las preguntas y el objetivo buscado con cada una de ellas.
Pregunta 1: ¿Conoce usted el objetivo principal del ciclo OPEX?
Esta pregunta tiene como objetivo identificar si los ingenieros encuestados conocen y entienden
los beneficios de aplicación de la metodología en el proceso.
71
Pregunta 2: ¿Considera que los planes generados en el ciclo OPEX son los adecuados?
El objetivo es que los ingenieros evalúen si los planes que están llevando a cabo siguen un
planteamiento claro que logre alcanzar las metas propuestas y si estas suman a los objetivos
generales de la empresa.
Con este análisis se pretende demostrar la importancia que tiene en los colaboradores el
entendimiento de los planes realizados, evaluando su impacto para generar compromiso y
motivación en el equipo de máquina.
Pregunta 3: ¿Cómo recibe usted la información de los ciclos Opex de su máquina? ¿Qué cree
que se le debe mejorar?
Esta pregunta tiene como objetivo conocer si se recibe la comunicación correctamente durante
la ejecución de los ciclos (seguimiento, avances, indicadores, necesidades, y casos de éxito),
además entender las opiniones respecto a oportunidades en este proceso. También permite ver si
la compañía ha definido la estrategia de comunicación de manera correcta y ha proporcionado los
canales apropiados para que todos los colaboradores estén informados completamente.
Pregunta 4: ¿Cree usted que las personas que participan en el ciclo son las adecuadas y por
qué?
El objetivo de esta pregunta es comprender si los ingenieros consideran que los equipos que han
participado en la ejecución y desarrollo de los ciclos, tienen la habilidad requerida que permita
alcanzar los resultados propuestos de forma consistente.
Pregunta 5: ¿Considera usted que los temas tratados en los ciclos son relevantes para su
máquina?
El objetivo es conocer la opinión de los ingenieros acerca del enfoque de los ciclos en cada una
de sus máquinas y estos tienen beneficio para mejorar la calidad, aumentar la satisfacción de los
clientes, así como la reducción de los problemas asociados a sus procesos y que afectan la
eficiencia.
Pregunta 6: ¿Cómo cree usted que ha sido el acompañamiento de los lideres? Califique
siendo 1 malo y 5 Excelente.
Es importante que los líderes sean conscientes en guiar a sus equipos de trabajo para que sean
exitosos y establezcan una colaboración cercana para llevar a cabo sus tareas. Por ello, el objetivo

72
de esta pregunta es conocer si los colaboradores se sienten apoyados y respaldados durante la
ejecución de los ciclos.
Pregunta 7: ¿Cree usted que los Ciclos OPEX se ejecutan en el tiempo programado?
Esta pregunta persigue como objetivo medir si la planeación de los tiempos de ejecución de los
ciclos son los adecuados para desarrollar las tareas establecidas por el equipo de trabajo.
Pregunta 8: ¿Cómo considera que es la autonomía del equipo de máquina en los ciclos OPEX?
Esta Pregunta busca identificar si los equipos de trabajo son auto gestionables con la
elaboración de las tareas y actividades del ciclo desarrollado.
Pregunta 9: ¿Cuáles son las herramientas que usted considera más importantes en el ciclo Opex?
Su objetivo es interpretar si los ingenieros conocen y aplican las herramientas durante las etapas
del ciclo de acuerdo a las necesidades planteadas en el diagnóstico, además cuales son las más
utilizadas.
Pregunta 10: ¿Por qué considera usted que la comunicación en los ciclos Opex no ha sido
efectiva?
Esta pregunta pretende conocer si se tiene una comunicación asertiva en el equipo de trabajo
durante el desarrollo de los procedimientos del ciclo Opex; además, evaluar la disposición de las
personas para tener apertura en recibir feedback y brindar apoyo para mejorar el desempeño
continuamente.
12.4 Datos y resultados del estudio
En esta sección se presentarán y se analizarán los datos que se han generado de las encuestas
hechas a los ingenieros líderes de máquina.
Primer bloque preguntas abiertas:
1. ¿Cuál es el beneficio de la aplicación de los ciclos de OPEX?
Respuestas:
• Mejora de procesos focalizados.
• Tener una metodología que use herramientas de solución de problemas desde varias perspectivas.

73
• El beneficio principal a mi consideración es que se logran encontrar problemas que, al ser
solucionados, incrementan la productividad de los equipos en los cuáles se presentan
oportunidades de mejora.
• Opex es una herramienta cultural para integrar a los diferentes responsables de un proceso y que
cada uno desde su rol pueda aportar. Disminuir tiempos muertos y lograr que le personal ejecute
tareas y trabajos de forma correcta.
• Tiempo con operación para atender el foco de la máquina.
• Mejora de indicadores claves y disminución de pérdidas.
De acuerdo a las respuestas anteriores obtenidas del grupo de ingenieros, se percibe que los
ciclos Opex ayudan en la resolución de problemas y generan espacios de trabajo en equipo con los
operarios aportando a la mejora de los indicadores definidos.
2. ¿Por qué considera usted que la comunicación en los ciclos OPEX no ha sido efectiva?
Respuestas:
• No hay seguimiento estricto de las tareas y no hay definidos indicadores de éxito.
• No hay indicadores que muestren su efectividad, por lo tanto, las personas pierden importancia
en la herramienta.
• En las reuniones bihorarias y diarias poco se habla de Opex, si una herramienta es importante
debe indicarse frecuentemente que es útil, como se usa, cuando debe usarse.
• Falta más acompañamiento del equipo de liderazgo, no solo durante el inicio del ciclo, sino
durante todo el proceso del mismo.
• Falta de constancia, falta de espacio con la tripulación para realizar la socialización.
• Si, el objetivo o la estrategia del programa ha sido clara para que funcione, el efecto recordación
de lo realizado es la dificultad, pero no considero que no sea efectiva, ya otra cosa es poder llegar
a todos los turnos.
• Falta establecer espacios donde se asegure la comunicación de avances, necesidades y
pendientes.
Según opiniones de las personas encuestadas se puede determinar que no se ha logrado obtener
una comunicación efectiva, puesto que hace falta una mayor divulgación para generar recordación
74
con los equipos de trabajo, falta abrir espacios donde se socialicen los avances de los ciclos y hacer
visibles los resultados obtenidos. Se evidencia que hay falta de acompañamiento de los líderes
durante la ejecución del ciclo.
3. ¿Cree usted que las personas que participan en el ciclo, son las adecuadas y por qué?
Respuestas:
• Si. Tienen el conocimiento del tema.
• Si, debe estar enfocado a las personas que lo van a aplicar y sus líderes de máquina o que
interactúen en el activo.
• Si, el equipo multidisciplinario refuerza la generación de ideas desde diferentes perspectivas
en pro de la solución de oportunidades.
• Si, ellos viven el día a día en la operación.
• Por lo general una de las dificultades que se presenta a la hora de programar un ciclo es la
programación de las personas, participación muy baja de supervisores, las personas que se
programan no están todos los días completos.
• Si, se revisa con anterioridad la información y se incluyen las personas que se requieren.
• Si, son las personas disponibles y no hay opinión mala.
De acuerdo a las opiniones obtenidas se consideran que las personas que asisten a los ciclos son
las adecuadas aportando cada una de ellas su conocimiento y experiencia, sin embargo, se tiene
oportunidad en la asistencia y participación por parte de los supervisores de planta durante todo el
desarrollo del ciclo.
4. ¿Cómo recibe usted la información de los ciclos OPEX de su máquina? ¿Qué le
mejoraría?
• Por e-mail, Una interfaz digital disponible para todos. Link web.
• Se muestra un Excel con las tareas y responsables, pero no indicadores de cumplimiento para
conocer si la herramienta está siendo útil para lo que se seleccionó.
• La información se recibe en el piso de máquina mediante los tableros en las reuniones
bihorarias, con cadencia semanal, pienso que mejoraría si el acompañamiento de los lideres se
hace efectivo durante el proceso de socialización de avances, resultados, necesidades, etc.
75
• Por e-mail, reuniones.
• Por e-mail, me enfocaría en mostrar el beneficio del programa a los equipos donde se va a
implementar.
• Por correo, poder llegar a la mayoría de las tripulaciones sobre todo las estrellas, y considero
que ellos deben llenar un examen post ciclo Opex. De esa forma garantizamos llegar a todos
los operarios incluso los que no están en el ciclo. Con verificación.
• Por correo, algunas ocasiones en máquina. Lo haría de manera periódica y estándar.
Las opiniones son generalizadas se centran en que la información de los ciclos se recibe por vía
e-mail, uso de tableros o el plan táctico de implementación, sin embargo hacen énfasis en que se
debe mejorar la divulgación a todo el equipo de los beneficios obtenidos y los indicadores de
cumplimiento según lo planeado, además consideran que el acompañamiento del equipo de líderes
es fundamental para dar sostenibilidad a la herramienta.
promoverán que los colaboradores de la empresa adopten estas prácticas, la extiendan en todos los
ámbitos y los resultados prueben por sí mismo lo destacado de llevar estas buenas prácticas a cabo
en todos los niveles.
5. ¿Considera usted que el tema tratado en los ciclos son los relevante para su máquina?
• Si, sin embargo, es importante enfocar los esfuerzos a las mayores pérdidas de las maquinas
• No se focaliza al. Máximo el impacto. Hay tareas que no aportan a la estrategia
• De acuerdo, el análisis de datos permite dar foco hacia la oportunidad más relevante.
• Si, es necesario reforzar en los temas relevantes de la cascada OEE
• Los temas si son relevantes, pero se debe hacer foco en que las tareas no queden solo para
ejecución de los ingenieros de la línea, es de suma importancia que se ejecute acciones durante
el ciclo, que las personas puedan ver el impacto
• En algunas ocasiones si, sin embargo, en algunos ciclos no se toma el más relevante por
cascada OEE
• No, se requiere asegurar el foco este alineado con los objetivos de la compañia

76
De acuerdo a los resultados de la pregunta podemos concluir que la mayoría de los encuestados
considera que los temas planeados son relevantes para la mejora de su máquina. y algunos opinan
que se debe focalizar las tareas alineadas con la estrategia y objetivo del ciclo.
1. ¿Cuáles son las herramientas que usted considera más importantes en el ciclo OPEX?
• Análisis de causa raíz focalizados
• Comunicación
• Análisis de datos, árbol de hipótesis
• Diagnóstico y priorización de actividades.
• Un ciclo de Opex debe ser la metodología de trabajo para lograr la mejora en una línea no
debe ser una carga adicional para quienes lo programan y lo ejecutan, un ciclo no termina
con la etapa de diagnóstico, se requieren espacios periódicos con técnicos, operación e
ingenieros para continuar avanzando con los planes que quedan y se puedan cerrar y que
la carga de la ejecución no sea solo de los ingenieros como ocurre ahora las herramientas
a utilizar deben ser de acuerdo a lo que se requiera mejorar.
• Entrevistas, cascadas OEE, paretos
• Árbol hipótesis y debatir sobre el proceso para verlo desde distintos ángulos.
• Entre las herramientas más utilizadas por los ingenieros en las etapas de los ciclos Opex
se encuentran las cascadas de OEE, paretos, entrevistas, árbol de hipótesis, Ishikawa.

77
Segundo bloque preguntas cerradas:
1. ¿Cree usted que los Ciclos OPEX se ejecutan en el tiempo programado?
Ilustración 27:Encuesta aplicada (fuente elaboración propia)
Un punto importante para tener éxito en la implementación de la Excelencia Operacional en la
empresa es que los tiempos sean convenientes para el desarrollo de las actividades planeadas
durante el ciclo logrando el cumplimiento de los objetivos planificados.
Del total de los encuestados, el 92.10 % opina que el tiempo programado del ciclo no es el
adecuado y el 7,90% lo ve como suficiente.
2. ¿Cómo considera que es la autonomía del equipo de maquina en los ciclos OPEX?
Ilustración 28:Encuesta aplicada (fuente elaboración propia)

78
El conocimiento de los equipos de trabajo de los procesos de excelencia operacional ayuda a la
compañía a mejorar la calidad y eficiencia de sus máquinas, lo que asegura un mayor grado de
autonomía en las personas que interactúan durante los ciclos, ahorrando en costos a largo plazo,
disminuyendo riesgos de seguridad y mejorando la calidad de los productos.
Este es uno de los objetivos del ciclo junto con la generación de planes que sean resueltos con el
empoderamiento de los ingenieros y equipo operativo.
De los encuestados, el 71.4% considero regular la autonomía por parte de su equipo, mientras
que un 28,6% lo ve como positivo.
La premisa de la autonomía se verá reflejada en el grado en que se alcancen las metas de los
indicadores planeados en el inicio del ciclo, procesos mejor controlados, mantenimientos
optimizados orientados a las necesidades.
3. ¿Cómo cree usted que ha sido usted el acompañamiento de los lideres? Califique 1 como
malo y 5 como excelente.
Ilustración 29:Encuesta aplicada (fuente elaboración propia)
Anteriormente se han indicado diferentes factores que pueden influir con el grado de dificultad
para ejecutar los ciclos Opex, dentro de estos, el apoyo de la alta dirección y los líderes de área
son muy importantes para el logro de los resultados planeados.

79
En la encuesta se puede observar que el 57.1% de la opinión de los encuestados corresponde a
la falta de acompañamiento, un 28.6% considera que este es deficiente y solo el 14.3% de los
encuestados opina que este ha sido bueno.
El involucramiento y apoyo de los líderes durante el proceso tiene un impacto alto, ya que
podría perder importancia esta herramienta que contribuye a la mejora continua y al logro de los
resultados, de igual manera, puede afectar la implementación y la adopción de la etapa de
sostenimiento del ciclo.
4. ¿Considera que los planes generados en el ciclo OPEX son los adecuados?
Ilustración 30:Encuesta aplicada (fuente elaboración propia)
Para guiar la compañía por el camino de la excelencia operacional se requieren generar planes
bien definidos para enfocar recursos disponibles que apoyaran el aumento de la eficiencia, una
parte fundamental para mejora continua.
En general el 63.5% de los ingenieros considera que en los ciclos se define adecuadamente los
planes de trabajo dedicando esfuerzo en reducir las pérdidas de la máquina, los errores de
operación y reprocesos; aunque el 36,50 % cree que es necesario reforzar la generación de dichos
planes siendo más concretos, objetivos y priorizados que apunten a la resolución de la causa raíz
del problema principal.
Para poder proponer posteriormente un procedimiento de mejora a la aplicación de la
herramienta Opex en la compañía, estas preguntas nos sirven para complementar el diagnóstico y
determinar la etapa en que se encuentran la empresa de acuerdo al criterio de los ingenieros
participantes.

80
Los encuestados valoran situaciones como que los ciclos Opex son fundamentales para la
mejora de sus procesos, resaltan que los focos, planes tratados y equipos de trabajo están bien
definidos y se alinean a la necesidad de la máquina, además, reconocen y entienden el uso de
algunas de las herramientas fundamentales para el desarrollo del diagnóstico y diseño del ciclo.
Las situaciones que resultan con una valoración baja por parte de los ingenieros y que son pieza
clave para asegurar un desarrollo exitoso de los ciclos están enmarcadas en primera instancia por
la falta de comunicación de los avances, seguimiento y casos de éxito por las partes interesadas
(operarios, técnicos, ingenieros, jefes de área y gerente).
En segunda instancia se encuentra la falta de apoyo e involucramiento de los líderes durante la
planeación y seguimiento al cierre de acciones y necesidades de apalancamiento
En tercera instancia se encuentra la falta de autonomía y empoderamiento por parte de los
equipos de maquina en el liderazgo de la ejecución de los ciclos.
En cuarta instancia no se cumple con el tiempo estimado para la ejecución en las diferentes
etapas del ciclo, lo que conlleva a no obtener los resultados en los periodos esperados y aunque en
su mayoría se considera que los planes están acorde a la estrategia, se identifica que pueden ser
mejorados para garantizar el éxito y alcanzar las metas propuestas.
La información recopilada y analizada en la fase de diagnóstico, permite entender las
principales oportunidades evidenciadas durante el desarrollo de los procedimientos actuales en los
ciclos de excelencia operacional, percibiendo que es importante establecer una mejora en los
procedimientos que permita avanzar de manera sostenible y rentable. De acuerdo al marco teórico
investigado y entendiendo los beneficios de la implementación de las herramientas de excelencia
operacional por medio de un proceso claro, conciso y sencillo se procederá a diseñar un plan de
mejora para la ejecución y seguimiento de los ciclos Opex.

81
A continuación, se detallan el diagrama causa efecto relacionado con la variable de estudio (Ver
ilustración 31).
Ilustración 31:Diagrama causa efecto (fuente elaboración propia)

82
13. Diseño del procedimiento de mejora.
Para estructurar el procedimiento de mejora propuesto para la ejecución de los ciclos de
excelencia operacional, se tomó en consideración información de diferentes metodologías y
herramientas de mejora continua de los modelos teóricos investigados, los cuales cuentan con una
variedad de técnicas de las que se extraen algunos conceptos que permitirán mejorar oportunidades
encontradas durante el diagnóstico del estudio.
Este procedimiento es flexible para su implementación y va dirigido a los encargados de liderar
los ciclos Opex en la compañía.
Se revisaron los principales métodos de implementación de diferentes autores que escriben
sobre Lean manufacturing, excelencia operacional e investigaciones asociadas al desarrollo de
mejora en los procesos, identificando las prácticas más usadas y trabajadas por algunos autores,
con lo cual se diseñó el procedimiento de mejora basado en la herramienta Opex para las líneas de
producción. En este sentido, el proyecto propone ofrecer una alternativa sencilla y ágil para el
logro de los objetivos planeados en el ciclo.
De acuerdo a la revisión y consulta realizada a varios documentos relacionados con la
implementación de procesos y procedimientos de mejora continua, se hace énfasis en el uso del
ciclo PHVA, (planear, hacer, verificar y actuar) para tener orientación en lo que se requiere
emprender. Estas cuatro fases deben ser tratadas y analizadas por las partes interesadas del
proyecto, en este caso la mejora del procedimiento en la aplicación de ciclos Opex para la empresa
en estudio y de esta forma poder establecer acuerdos, estándares y compromisos que permitan
estructurar y avanzar en las fases de trabajo. El ciclo de Deming es fundamental para la mejora
continua y establece los requisitos adecuados para el proceso y las especificaciones que sus
procedimientos demandan, fortaleciendo el diseño e implementación, este también es un sistema
que busca la optimización continua de las actividades industriales a través de sus cuatro etapas. La
ventaja de esta herramienta radica en que una vez se llega a la última etapa (Actuar), se promueve
una autoevaluación y retroalimentación continua que ayuda a identificar oportunidades de mejora
en cada proceso. (Ver ilustración 32).

83
Ilustración 32:Ciclo de Deming (fuente:https://www.beetrack.com/es/blog/ciclo-de-deming-etapas-ejemplos)
Según la literatura el primer paso que se debe establecer radica en tener una estrategia de trabajo
y apoyo entre los miembros de la compañía. Esta estrategia debe contar con el soporte de la alta
dirección para su desarrollo y además debe contener el involucramiento de todas las áreas de la
organización en el proceso de excelencia, las partes interesadas de los procesos de mejora, los
clientes internos, con el fin de tener integración y alineación a las medidas propuestas.
Posteriormente, los procedimientos se deben ir implementando gradualmente para asegurar que
son conocidos y entendidos por las personas, además es importante llevar a cabo mediciones y
monitoreos de registro de la calidad de estos, de igual manera, se deben resaltar las buenas prácticas
desarrolladas y las lecciones aprendidas u oportunidades de mejora detectadas. Como siguiente
medida, se debe revisar la gestión y evolución con el cliente interno y externo. Es importante tener
un conocimiento inicial acerca de sus necesidades, de tal manera que permita la planeación de
nuevas formas innovadoras que se ajusten a procedimientos de mejora eficaces que ayuden a
resolver los problemas y que agreguen valor.
Con base a las necesidades detectadas en la opinión de los ingenieros y lo plus & delta, se
desarrolla un procedimiento estratégico que permita implementar exitosamente la Excelencia
Operacional en las líneas, apoyado por el concepto de mejora continua y lean manufacturing.
Como anteriormente se ha mencionado en este trabajo; la Excelencia Operacional requiere una
estrategia bien definida para lograr procesos de excelencia, flexibles y que añadan valor a los
productos y procesos.

84
El procedimiento de mejora se basa en las siguientes herramientas lean:
1.5s. (Sostenimiento – disciplina) y cuidado autónomo
2. LSW (Apoyo líderes, apalancamiento del programa)
3. Kanban (Gestión visual, avance de tareas y seguimiento, comunicación)
4. Modelos de influencia, accountability (Autonomía y empoderamiento)
5. Matriz de priorización (focalizar esfuerzos de trabajo y definir tiempos de ejecución),
metodología SMART.
6. Diagrama causa efecto, lluvia de ideas, árbol de hipótesis, SPS. (Análisis de causa raíz).
7. Escalera de reunión (Definir espacios diarios, semanales, historias de éxito).
13.1 Descripción del procedimiento de mejora para ciclos de excelencia operacional OPEX
El objetivo es crear un procedimiento que permita adecuarse a las necesidades de la compañía, por
medio de la cultura organizacional para que la implementación de la excelencia operacional sea
sistemática y sostenible.
La siguiente tabla muestra la integración y relación de las problemáticas actuales obtenidas en
el diagnostico (plus& deltas, encuestas, resultados de KPIS e Ishikawa) de los ciclos Opex de la
compañía, junto con la etapa de trabajo y su alineación con el ciclo de Deming para determinar de
esta manera las herramientas de mejora teóricas que soportan el procedimiento propuesto. (Ver
tabla 4).

85
Tabla 4: Matriz de propuesta procedimiento de mejora Opex (fuente elaboración propia)
Etapa 1 Preparación del ciclo Opex.
Esta etapa se realiza antes de que comience el ciclo en una máquina, la fase involucra la
comunicación y la capacitación para el próximo ciclo Opex. En este momento es cuando se
identifican los recursos que participan. (Materiales, humanos, tecnológicos y físicos).
En la Ilustración 33, se visualiza la etapa 1 corresponde a la fase de Planear del ciclo Deming,
evidenciando la problemática asociada donde se dará solución a la misma con las herramientas
seleccionadas para la construcción de en cada uno de los pasos que a continuación se detallan:

86
Ilustración 33:Procedimiento de mejora Opex (fuente elaboración propia)
El primer paso consiste en definir las metas que se quieren alcanzar a través de la metodología
SMART, planteando las siguientes preguntas: ¿Qué oportunidad deseamos mejorar en la
máquina?, ¿cómo lo vamos hacer?, ¿cuándo lo vamos a lograr? Esta metodología SMART se
seleccionó ya que permite definir metas medibles, alcanzables, relevantes y oportunas.
El segundo paso, corresponde a la capacitación de los operarios, técnicos e ingenieros sobre
aspectos relacionados con la aplicación de los ciclos Opex, tal como hace referencia la herramienta
TPM en uno de sus pilares, el entrenamiento es parte esencial para poder llevar con éxito la
implementación de las herramientas del ciclo, este debe ser llevado a cabo por los líderes de mejora
continua cada vez que una máquina trabaje su primer ciclo de implementación y por los ingenieros
de máquina del segundo ciclo en adelante. En este espacio de entrenamiento se debe explicar las
definiciones de Opex, los principios lean, las etapas del ciclo y las herramientas que serán
utilizadas durante su ejecución.
El tercer paso establece las metas planeadas para el ciclo de trabajo, dentro de estas se deben
tener en cuenta en la definición de los indicadores de gestión para ser monitoreados y que servirán
como línea base para visualizar el progreso de las mejoras que se obtengan después de su
implementación
El cuarto paso consiste en definir los recursos necesarios para la ejecución del ciclo;
Inicialmente se tiene en cuenta el talento humano el cual debe ser conformado por un grupo
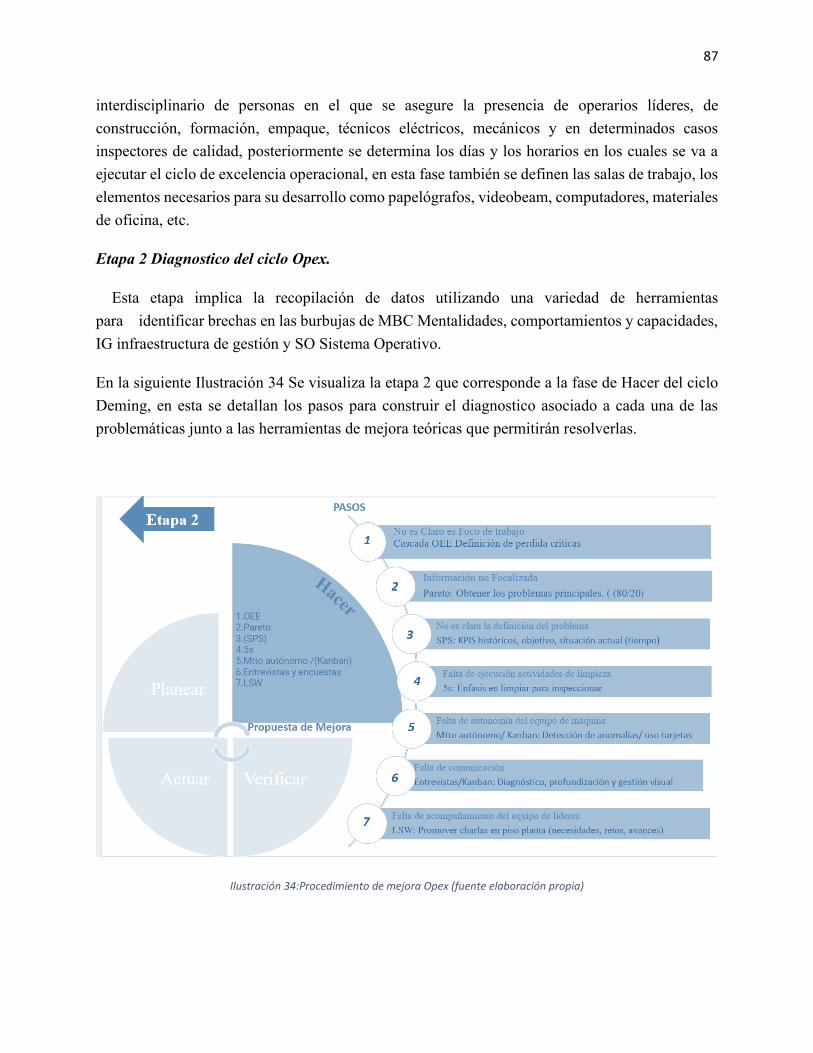
87
interdisciplinario de personas en el que se asegure la presencia de operarios líderes, de
construcción, formación, empaque, técnicos eléctricos, mecánicos y en determinados casos
inspectores de calidad, posteriormente se determina los días y los horarios en los cuales se va a
ejecutar el ciclo de excelencia operacional, en esta fase también se definen las salas de trabajo, los
elementos necesarios para su desarrollo como papelógrafos, videobeam, computadores, materiales
de oficina, etc.
Etapa 2 Diagnostico del ciclo Opex.
Esta etapa implica la recopilación de datos utilizando una variedad de herramientas
para identificar brechas en las burbujas de MBC Mentalidades, comportamientos y capacidades,
IG infraestructura de gestión y SO Sistema Operativo.
En la siguiente Ilustración 34 Se visualiza la etapa 2 que corresponde a la fase de Hacer del ciclo
Deming, en esta se detallan los pasos para construir el diagnostico asociado a cada una de las
problemáticas junto a las herramientas de mejora teóricas que permitirán resolverlas.
Ilustración 34:Procedimiento de mejora Opex (fuente elaboración propia)

88
En esta etapa el primer paso consiste en utilizar la cascada de pérdidas de OEE para entender
los focos principales de mejora para el proceso en la máquina, pues esto permitirá establecer la
categoría crítica de trabajo (paradas menores, averías, desperdicios, cambios, perdida de
velocidad) .Segundo paso, se deben construir los paretos relacionados con la categoría identificada
que ayudaran a obtener el 80/20 de las principales causas asociadas a esta y de esta manera perfilar
el tema de trabajo para el ciclo a ejecutar. Tercer paso, se utilizará el modelo SPS Simple problem
Solving porque esta herramienta permite de una manera simple definir el problema a tratar
tomando como base la información obtenida del Pareto y el histórico de los KPIS que pertenecen
al tema seleccionado donde se analizará la tendencia histórica de la afectación que sufre la máquina
causada por este problema. Cuarto paso, en este se llevará a cabo la evaluación del programa de
las 5s teniendo en cuenta que es la herramienta base para la implementación de cualquier
metodología de mejora continua y además, porque permitirá identificar las condiciones actuales
de la máquina en orden y aseo, por medio de la ejecución de una lista de verificación. Posterior a
ello se procederá a identificar las anomalías del proceso mediante la ejecución de una jornada de
cuidado autónomo ya que esta herramienta incentiva la autonomía de los equipos de maquina para
llevar a cabo labores de limpiezas profundas que permitan inspeccionar los módulos de la maquina
y de esa manera evidenciar los problemas detalladamente por medio del uso de Kanban donde su
filosofía ayudara a visualizar los avances mediante el uso de tarjetas de diferentes colores según
sea el caso, está será desarrollada por los integrantes del ciclo y de la máquina. Quinto paso, una
vez transcurrida la jornada de limpieza es importante identificar mediante una lluvia de ideas que
se seleccionó porque permite la integración, creatividad e innovación del equipo de trabajo para
generar ideas, esta será liderada por el encargado del ciclo de acuerdo a los hallazgos encontrados
y se deberá enfocar para que se trate un problema a la vez y así se puedan ofrecer las alternativas
relacionadas con el tema para que se generen soluciones.
Sexto paso, la aplicación de entrevistas y encuestas van dirigidas al público objetivo definido
en el alcance, que tienen como finalidad profundizar sobre las causas básicas, las encuestas se
diseñan según el problema y se deberá incluir preguntas relacionadas con el entrenamiento de las
personas, las frecuencias de limpieza, cuidado autónomo del módulo, existencia de
procedimientos, estándares e instructivos, mantenimiento preventivo, predictivo, correctivo,
lubricación y generación de órdenes de trabajo. Séptimo paso, se deben establecer espacios de
revisión semanal en las reuniones bihorarias de la máquina con el fin de establecer comunicación
con todas las tripulaciones a través del uso de tableros Kanban que permiten tener una gestión
visual de los progresos y tendencias, la reunión debe ser liderada por los ingenieros para mostrar
el plan de implementación, las necesidades, avances y los casos de éxito. En este espacio también
se revisan las tendencias y comportamientos de los indicadores generados para el ciclo haciendo
uso de la herramienta LSW por parte de los líderes y jefes de áreas ya que esta permite establecer
89
espacios de integración y conversación con el equipo, afianzando el compromiso con Opex por
parte de las personas.
Etapa 3 diseño del ciclo Opex.
En esta etapa, un equipo multifuncional se reúne para revisar las brechas de la fase de
diagnóstico. El equipo multifuncional resuelve los problemas para encontrar soluciones
potenciales a las brechas identificadas en la máquina.
Cada integrante puede participar para proporcionar información adicional para la fase de
diseño, esto con el fin de ayudar a la solución de problemas que impiden que el equipo se
desempeñe al nivel deseado.
El equipo de diseño recomienda contramedidas para implementar y para abordar las brechas
identificadas, asegurando un equilibrio entre las soluciones planteadas abordándolas desde las 3
burbujas (MBC, IG y SO).
En la Ilustración 35 se encuentra la etapa 3 que corresponde a la fase Verificar del ciclo Deming,
detallando la problemática a resolver en esta etapa y de igual forma las herramientas de mejora
teóricas a utilizar para su resolución.

90
Ilustración 35:Procedimiento de mejora Opex (fuente elaboración propia)
En el primer paso se recopilan las oportunidades obtenidas del diagnóstico realizado con el uso
de las herramientas de la etapa 2, estas oportunidades son listadas en un árbol de hipótesis, esta
herramienta fue seleccionada dado que permite identificar las causas que son más relevantes
para ser analizadas una a una por parte del equipo multidisciplinario tomando como base el
problema principal definido anteriormente, En el segundo paso, se realiza el análisis utilizando la
herramienta de los 5 por qué dado que permite establecer el origen de las causas raíces para cada
una de las brechas identificadas en el árbol de hipótesis de esta etapa se lleva a cabo la generación
del plan de trabajo alineado a las causas principales obtenidas para cada una de las brechas
analizadas, se pueden generar varias acciones para cada causa encontrada. En el tercer paso se
realizará la matriz de priorización para las acciones generadas por el equipo de trabajo
multidisciplinario, esta metodología fue seleccionada por que evalúa la priorización de los criterios
de factibilidad y el impacto en cada una. En el caso de factibilidad se califica la facilidad (fácil,
difícil) de implementación y el impacto se define según su efecto (alto, medio o bajo) en el proceso
evaluado. El cuarto paso, las acciones priorizadas en el paso anterior son llevadas a la herramienta
plan de implementación táctico (TIP) dado que facilita el seguimiento y control, asignando un
responsable y una fecha de ejecución; también es utilizada para hacer los seguimientos semanales
con el equipo de máquina. Quinto paso, el equipo de trabajo del ciclo debe preparar un material de
presentación Kanban sobre los resultados obtenidos e indicadores tanto en la etapa de diagnóstico
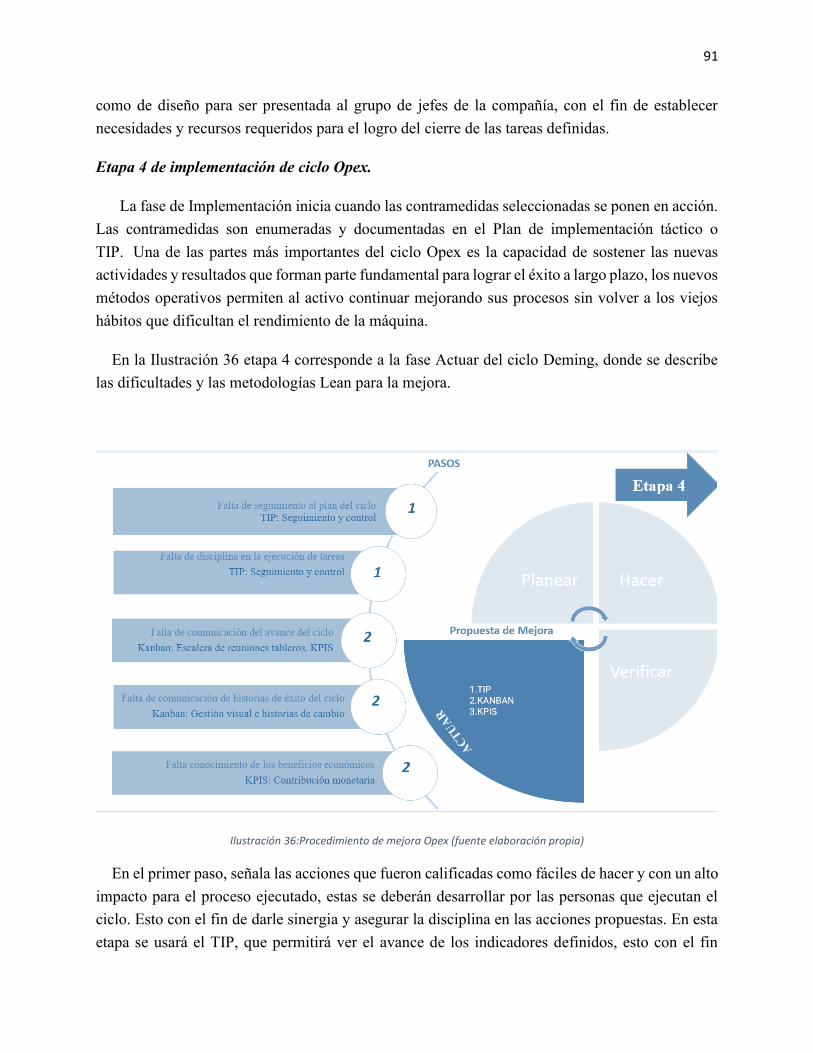
91
como de diseño para ser presentada al grupo de jefes de la compañía, con el fin de establecer
necesidades y recursos requeridos para el logro del cierre de las tareas definidas.
Etapa 4 de implementación de ciclo Opex.
La fase de Implementación inicia cuando las contramedidas seleccionadas se ponen en acción.
Las contramedidas son enumeradas y documentadas en el Plan de implementación táctico o
TIP. Una de las partes más importantes del ciclo Opex es la capacidad de sostener las nuevas
actividades y resultados que forman parte fundamental para lograr el éxito a largo plazo, los nuevos
métodos operativos permiten al activo continuar mejorando sus procesos sin volver a los viejos
hábitos que dificultan el rendimiento de la máquina.
En la Ilustración 36 etapa 4 corresponde a la fase Actuar del ciclo Deming, donde se describe
las dificultades y las metodologías Lean para la mejora.
Ilustración 36:Procedimiento de mejora Opex (fuente elaboración propia)
En el primer paso, señala las acciones que fueron calificadas como fáciles de hacer y con un alto
impacto para el proceso ejecutado, estas se deberán desarrollar por las personas que ejecutan el
ciclo. Esto con el fin de darle sinergia y asegurar la disciplina en las acciones propuestas. En esta
etapa se usará el TIP, que permitirá ver el avance de los indicadores definidos, esto con el fin
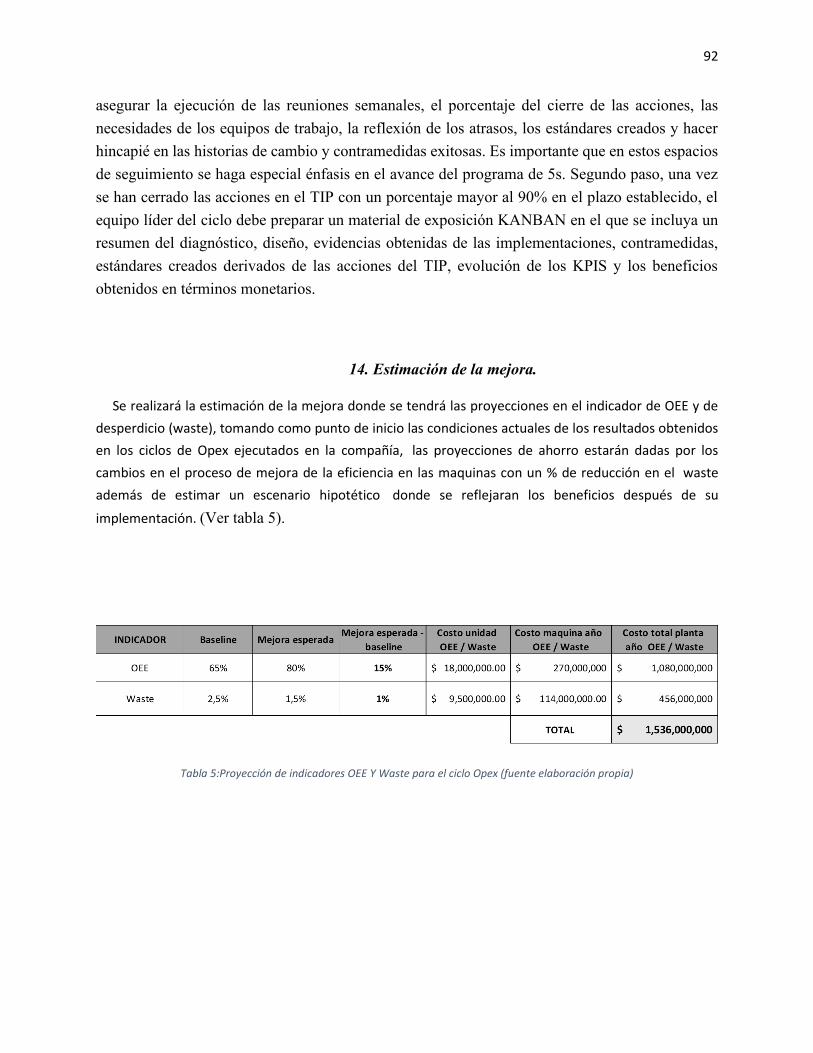
92
asegurar la ejecución de las reuniones semanales, el porcentaje del cierre de las acciones, las
necesidades de los equipos de trabajo, la reflexión de los atrasos, los estándares creados y hacer
hincapié en las historias de cambio y contramedidas exitosas. Es importante que en estos espacios
de seguimiento se haga especial énfasis en el avance del programa de 5s. Segundo paso, una vez
se han cerrado las acciones en el TIP con un porcentaje mayor al 90% en el plazo establecido, el
equipo líder del ciclo debe preparar un material de exposición KANBAN en el que se incluya un
resumen del diagnóstico, diseño, evidencias obtenidas de las implementaciones, contramedidas,
estándares creados derivados de las acciones del TIP, evolución de los KPIS y los beneficios
obtenidos en términos monetarios.
14. Estimación de la mejora.
Se realizará la estimación de la mejora donde se tendrá las proyecciones en el indicador de OEE y de
desperdicio (waste), tomando como punto de inicio las condiciones actuales de los resultados obtenidos
en los ciclos de Opex ejecutados en la compañía, las proyecciones de ahorro estarán dadas por los
cambios en el proceso de mejora de la eficiencia en las maquinas con un % de reducción en el waste
además de estimar un escenario hipotético donde se reflejaran los beneficios después de su
implementación. (Ver tabla 5).
Tabla 5:Proyección de indicadores OEE Y Waste para el ciclo Opex (fuente elaboración propia)

93
15. Conclusiones
De acuerdo a lo expuesto a lo largo de este documento, podemos establecer las siguientes
conclusiones:
• Después de diagnosticar el procedimiento utilizado actualmente en la compañía para la
ejecución de los ciclos Opex, así como los resultados obtenidos, se encontró una brecha total
de 10,49 puntos en eficiencia (OEE) y 2,08 puntos en desperdicio (waste) entre lo ejecutado
y lo planeado. Las principales causas obtenidas fueron:
- Falta de comunicación de avances del ciclo
- Planes de trabajo no están bien detallados
- No se focaliza la información
- Falta involucrar personal en el ciclo
- Falta de compromiso y participación del equipo de liderazgo de planta
- Falta de priorización de tareas
Las anteriores fueron atacadas con el uso de herramientas Lean para cada una de las etapas con
foco en la reducción de pérdidas y la mejora continua. El diseño relativo al uso de la
herramienta Kanban, enmarcada en la estrategia de reuniones actual de planta permite mejorar
los procesos de comunicación del ciclo OpEx desde el inicio hasta la fase de implementación
y seguimiento del cierre de las tareas propuestas. De igual forma el diseño referente al uso de
la herramienta SMART para la creación de objetivos estructurados y cascada OEE facilita la
focalización de los esfuerzos del equipo de trabajo en el problema más relevante. La inclusión
del TIP y la matríz de priorización ayudan a establecer planes de trabajo detallados, enfocados
y alineados con el objeto de estudio. El LSW facilita la integración y participación del equipo
de liderazgo en los ciclos de excelencia operacional mediante el acompañamiento en el proceso
de implementación por medio de espacios donde se tienen conversaciones para entender los
avances, retos y necesidades de las personas.
• Con el uso de estas herramientas en el procedimiento de mejora para los ciclos OpEx, se estima
mejorar en 15 puntos el OEE y 1 punto el desperdicio, tomando como referencia que un punto
de OEE corresponde a $18.000.000 y un punto de desperdicio a $9.500.000, de acuerdo a
información de la compañía.
• El diagnóstico permitió identificar que la mejor metodología para poder abordar el cierre de
las brechas existentes entre los resultados obtenidos y las metas planeadas es el ciclo PHVA,
mediante el cual se construyó la propuesta de procedimiento de mejora para la ejecución de
los ciclos Opex. En esta se toman como base las etapas de preparación, diagnóstico, diseño e
implementación, alineadas al uso de las herramientas de mejora correspondientes a cada una
de ellas, con el fin de crear el paso a paso óptimo encaminado al cierre de dichas brechas.

94
• Se estiman obtener beneficios con el uso de la propuesta de mejora de los procedimientos de
la metodología Opex posterior a su implementación y proyectados a un periodo de un año,
tomando como base la ejecución de por lo menos 11 ciclos de $1.500.000.000 y el aumento de
la eficiencia promedio aproximadamente en 15 puntos y la disminución del desperdicio en 1%.

95
16. Recomendaciones
Se recomienda la implementación del procedimiento de mejora para los ciclos Opex no solo por
los beneficios que puede traer para la productividad en la compañía, sino que también son
importantes los efectos para la calidad, seguridad de las personas, mejoramiento del ambiente de
trabajo y la actitud de los empleados desarrollando la autonomía del personal y la habilidad para
solucionar problemas.
Se recomienda hacer una reflexión al cierre del ciclo para identificar oportunidades de mejora,
evidencias durante la ejecución del procedimiento y evitar su recurrencia en ciclos posteriores
permitiendo la toma de acciones preventivas o correctivas en los siguientes ciclos.
Se recomienda llevar a cabo por lo menos 3 ciclos Opex por cada máquina al año para dar
sostenibilidad y mantener la dinámica de trabajo con el procedimiento de mejora propuesto.
Esa acción permitiría reforzar la cohesión del grupo.
Se sugiere capacitar a los colaboradores en el uso de herramientas de mejora continua de manera
frecuente para fomentar su aplicación no solo durante el ciclo Opex si no en sus actividades diarias
fortaleciendo la ayuda mutua.
96
17. Referencias
AB Consultora empresarial. (2021). Metodologías ágiles para la “Excelencia Operacional”.
Recuperado de: abconsultoraempresarial.com,
https://abconsultoraempresarial.com/herramientas-de-gestion-para-la-excelencia-operacional/
2020)
Alarcón, J. (2017). Modelo de mejora continua basado en procesos y su impacto en la calidad de
los servicios que perciben los clientes de la empresa de servicios ServiFreno de la ciudad de
Quito–Ecuador.
Alayo Gómez, R., & Becerra Gonzales, A. (2013). Elaboración e implementación de un plan de
mejora continua en el área de producción de agroindustrias Kaizen. Recuperado de:
https://usmp.edu.pe/PFII/pdf/20132_1.pdf
Améndola, L. (Febrero de 2016). PMM Business School. Obtenido de http://pmm-bs.com/wp-
content/uploads/2016/02/Excelencia-Operacional_parte-1.pdf
American Psychological Association. (2010). Manual de Publicaciones de la American
Psychological Association (6 ed.). (M. G. Frías, Trad.) México, México: El Manual Moderno.
Arbós, L. C. (2012). Gestión del mantenimiento de los equipos productivos: Organización de la
producción y dirección de operaciones. Ediciones Díaz de Santos.
Articulo Excelencia Operacional Que significa, del Dr. Luis Amendola.
Articulo Excelencia Operativa. Pilar para alcanzar en crecimiento rentable en Colombia
Beetrack. (2020). Ciclo de Deming: ejemplos, etapas, importancia, ventajas y desventajas.
Recuperado de: https://www.beetrack.com/es/blog/ciclo-de-deming-etapas-ejemplos
Bermejo, M. (2011). El Kanban. Barcelona, España: UOC.
Borrego, D. (2009, marzo). Herramienta para la mejora continua: Ciclo de Deming.
Carrillo Rodriguez, G. G., Cumpa Quesquen, R., Hartley López, H. G., & Zuñiga Accostupa, E.
T. Propuesta de un modelo de mejora continua en una línea de fabricación de pisos de madera
utilizando Lean Manufacturing. Recuperado de:
https://repositorioacademico.upc.edu.pe/handle/10757/636864

97
Castillo Pineda, L. (2019). El modelo Deming (PHVA) como estrategia competitiva para realzar
el potencial administrativo.
Chevron. (2010). “Operational Excellence Management System: An overview of the OEMS".
Chevron USA Inc.
Cisneros, B., & Ruíz, W. (2012). Propuesta de un modelo de mejora continua de los procesos en
el laboratorio PROTAL-ESPOL, basado en la integración de un sistema ISO/IEC 17025: 2005
con un sistema ISO 9001: 2008 en el año 2011. Guayaquil: Universidad Politécnica Salesiana
Sede Guayaquil.
Clark, K. (2017). Opex y su relacion con las trasformaciones Lean. Tocancipa.
Dámaso, M. A. H. (1997). Propuesta para determinar el grado de excelencia empresarial.
Cuadernos de estudios empresariales, (7), 189-212.
Depool, T., Crespo, A., Esteban, R., Alcaide, S.; “Modelo de Excelencia Operacional: Estudio
para identifica aspectos claves que permiten implementar la excelencia operacional en las
organizaciones (aplicación industrial)”, PMM Institute for Learning, PMM Business School,
PMM University, 2016 [2016]
Díaz Masa, P. (2011). Línea de tiempo en la industria para la excelencia operacional.
Recuperado de: https://pablodiazmasa.es/evolucion-produccion-lean-excelencia-operacional/
Díaz, G. O. (2016). Diseño de un Modelo de Excelencia Operacional con soporte de la Dirección
y Gestión de Proyectos para la Industria 4.0. Universidad politécnica de Valencia, Valencia.
Duffuaa, S. O., & SIDDIQUI, A. W. (2002). Integrated process targeting and product uniformity
model for three-class screening. International Journal of Reliability, Quality and Safety
Engineering, 9(03), 261-274. Recuperado de:
https://www.worldscientific.com/doi/abs/10.1142/S0218539302000810
Fontanillo, E., & Ramondo, H. (1981). Diccionario Anaya de la Lengua. Madrid: Ediciones
Generales Anaya, S.A.
Fontes, E. G., & LOOS, M. J. (2017). Aplicação da metodologia Kaizen: um estudo de caso em
uma indústria têxtil do centro oeste do Brasil. Revista Espacios, 38(21).

98
Gallardo Garrido, M. A. (2018). LA EXCELENCIA COMO OBJETIVO. Nueva Revista UNIR,
456-457.
Ghicajanu, M., Irimie, S., Marica, L., & Munteanu, R. (2015). Criteria for excellence in business.
Praga: Elsevier.
González González, R.(2012). VSM – Mapa del flujo de valor (Value Stream Mapping).
Recuperado de: https://www.pdcahome.com/vsm-value-stream-mapping-mapeo-del-flujo-de-
valor/
Hernández Dámaso, M. A. (1995). LA EXCELENCIA EMPRESARIAL. UNA PROPUESTA
METODOLÓGICA PARA SU MEDIDA. Revista de ciencias jurídicas. Las Palmas de Gran
Canaria, 249-250.
Hernández, J., & Vizán, A. (2013). Lean Manufacturing: Conceptos. Técnicas e Ed Fundación
eoi, Madrid España.
Hines P, Rich N. The seven value stream mapping tools. Int J Oper Product Manage
1997;17(1):46–64.
https://abconsultoraempresarial.com/herramientas-de-gestion-para-la-excelencia-operacional/
https://economipedia.com/definiciones/productividad.html
Jackman Douglas, C. (2017). Excelencia Operacional y Mejora Continua. Recuperado de:
https://www.opex-and-ci.com/
Jurán, J.M.. (1962) «Quality Control Handbook» (2a.ed), McGraw-Hill, New York, pp. 1-39.
Kimberly Clark. (2015). La matríz de priorización, el TIP y las herramientas de solución de
problemas
Kimberly Clark. (2018). Círculo de oro de sinek en el modelo de influencia.
Kimberly Clark. (2018). El modelo de influencia para sostener cambios en los procesos.
Kimberly Clark. (2018). Mentalidades comportamientos capacidades esenciales para asegurar la
sostenibilidad.

99
Knöbl, E. (2018). Objetivos SMART: qué son y cómo utilizarlos. Recuperado de:
https://www.titular.com/blog/objetivos-smart-que-son-y-como-utilizarlos
Maldonado, M. A. B. (2015). Circulo de Deming en el departamento de producción de las
empresas fabricantes de chocolate artesanal de la ciudad de Quetzaltenango. Universidad Rafael
Landívar. Quetzaltenango, Guatemala: sn.
MESA, J. I., & CARREÑO, D. A. (2020). Metodología para aplicar Lean en la gestión de la
cadena de suministro. Revista Espacios. Recuperado de:
https://www.revistaespacios.com/a20v41n15/20411530.html
Miranda Cárdenas, E. A. (2016). Aplicación de un modelo de excelencia operacional en las
organizaciones. Caso: Empresa CANELSA. Recueperado de:
https://cybertesis.unmsm.edu.pe/bitstream/handle/20.500.12672/5721/Miranda_ce.pdf?sequence
=1
Mitchel, J. s. (2015). Operacional Excellence: Journey to Creating Sustainable Value. John
Wiley & Sons, Inc.
Mondelo, S. A. (2016). Estudio Comparado de Modelos de Excelencia Operacional Con el
Apoyo de Juicio Experto y Desarrollo de un Modelo Maestro Para Su Aplicación Industrial.
Valencia, España.
Olivera Díaz, G. (2016). Diseño de un Modelo de Excelencia Operacional con soporte de la
Dirección y Gestión de Proyectos para la Industria 4.0. (Tesina fin de Máster). Universitat
Politécnica de Valencia, Valencia (España).
Palacios, R. (2013). Excelencia Operativa: Pilar del Crecimiento Rentable. Recuperado de:
https://sintec.com/p_innovador/excelencia-operativa-pilar-para-alcanzar-el-crecimiento-rentable-
en-colombia/
Palao Villasante, A. S., & Nuñez Delgado, E. J. (2014). Modelo de Sistema de Información de
registro y monitoreo socio ambiental participativo del proyecto de exploracion minero
Chucapaca comparando las Metodologias Ágiles Scrum y Kanban.
Chttps://www.pymerang.com/direccion-de-negocios/funciones-del-director-general/desarrolla-
talento/desarrolla-capacidades/582-que-tener-en-cuenta-al-marcar-metas-al-equipo-de-trabajo

100
Pérez, L. M., & Fernández, M. D. (2009). Procedimiento para la Mejora Procesos que
intervienen en el Consumo de Combustible. Ingeniería Industrial, 30(3), 6. Recuperado de:
https://dialnet.unirioja.es/servlet/articulo?codigo=4786644
Progresa Lean (2015). Origen y evolución del lean manufacturing. Recuperado de:
https://www.progressalean.com/origen-y-evolucion-del-lean-manufacturing/
Prosci (2018). Prosperar a través del cambio. Recuperado de: https://www.prosci.com/
Recueprado de: http://www.articuloz.com/coaching-empresarial-articulos/la-efectividad-del-
ciclode-deming-3691353.html
Reliability web. (2019). Los Indicadores de Gestion. Recuperado de:
(https://reliabilityweb.com/sp/articles/entry/los-indicadores-de-
gestion#:~:text=Un%20indicador%20de%20gesti%C3%B3n%20es,o%20preventivas%20seg%C
3%BAn%20el%20caso.)
Rey, S. F. (2003). TPM-Mantenimiento total de la producción. Fundación Confemetal. Madrid:
Fundación Confemetal.
Riquelme Torres, R. A. (2011). Una herramienta expresiva para implementación de tableros
kanban virtuales.
Saenz, V. (1998). Renfe, en el camino de la calidad total. destino la excelencia. Recuperado de:
https://ruc.udc.es/dspace/bitstream/handle/2183/10662/CC%2041%20art%2048.pdf?sequence=1
&isAllowed=y
Sanchez, H. y Lozada, R. (2013). Estructuración del Mantenimiento Productivo Total (TPM)
como herramienta de Mejoramiento Continuo en la línea de Inyección de Aluminio fábrica de
motores y ventiladores SIEMENS S.A. Bogota, Colombia. Tesis (Ingenieria Industrial),
Universidad Distrital Francisco Jose de Caldas, Disponible:
http://udistrital.edu.co:8080/documents/138588/3159125/PROYECTO+DE+GRADO+TPM.pdf
Sánchez, M. R., & Rajadell, M. (2010). Lean manufacturing, la evidencia de una necesidad.
Ediciones Díaz de Santos, España.
Sevilla, A. (2017). Economipedia. Recuperado de:
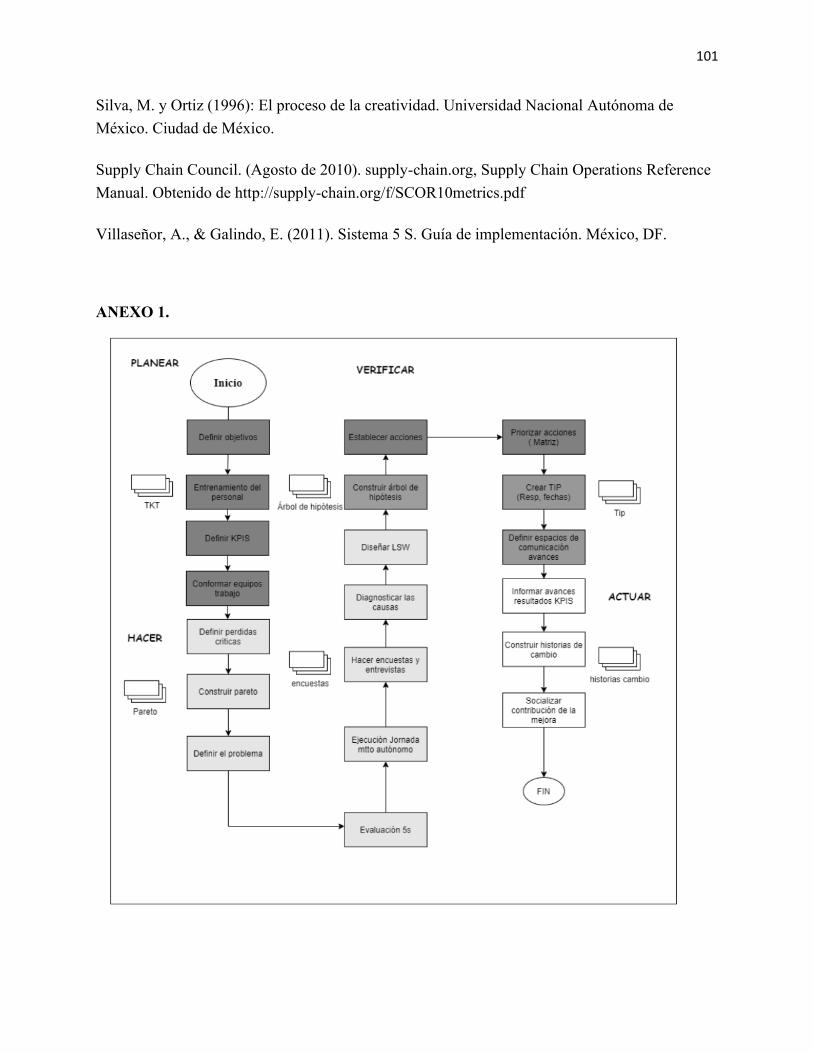
101
Silva, M. y Ortiz (1996): El proceso de la creatividad. Universidad Nacional Autónoma de
México. Ciudad de México.
Supply Chain Council. (Agosto de 2010). supply-chain.org, Supply Chain Operations Reference
Manual. Obtenido de http://supply-chain.org/f/SCOR10metrics.pdf
Villaseñor, A., & Galindo, E. (2011). Sistema 5 S. Guía de implementación. México, DF.
ANEXO 1.
Copyright © 2022 FDOKUMEN