Product Architecture Strategies in the Maritime Offshore Industry
19
*)Figures are fictive Product Architecture Strategies in the Maritime Offshore Industry Ola Jon Mork 1 Hans Petter Hildre 2 Vilmar Æsøy 3 Solvar Klokk 4 ABSTRACT The maritime offshore industry is known for innovation and highly customized products designed in close co-operation with customers. Manufacturing is increasingly performed in global value chains. Such industrial business is no longer about manufacturing single products but defining modular architectures allowing fast and effective customisation and robust value chain design ,insensitive to the needed customisation. Product architectures impact on maritime offshore value chains is elaborated in a case study from Rolls Royce Marine Department Propulsion. The case shows that advanced modification of the product architecture had significant impact of the manufacturing part of the value chain, and even on the business competition. The paper suggests that appropriate product architecture can balance the demand for customization and efficient manufacturing and support development of global value chains in the maritime offshore industry. KEY WORDS Maritime offshore industry, product architecture, value chain, strategies INTRODUCTION Product Family Concepts have become “best practice” in today’s world of mass customization (Pine, 1999,). The automotive industry develops advanced product families in combination with lean assembly lines. This industrial concept handles a large variety of products in combination with low cost, high quality, short lead times and volume production. The objective of this study was to investigate best practice methods from the mass production industries, and further on develop adequate methods for implementation in the maritime offshore industry. The Møre maritime offshore industry is an important partner for the offshore fleet and the oil rigs worldwide. The exploration and production of oil move to deeper water and harsher environment in arctic areas. At the same time, authorities have implemented strict regulations for health, safety and the environmental issues. The Møre maritime cluster is one of the leading offshore clusters in the world, with more than 200 companies covering a variety of technologies, knowledge areas and global business networks. The ship owners have a “hands on attitude” in the development of new ships and ship products. Ship product manufacturers are meeting the demand with 1 Aalesund University College 2 Aalesund University College 3 Aalesund University College 4 Rolls Royce Marine Department Propulsion
Transcript of Product Architecture Strategies in the Maritime Offshore Industry
*)Figures are fictive
Product Architecture Strategies in the Maritime Offshore Industry
Ola Jon Mork1 Hans Petter Hildre2 Vilmar Æsøy3 Solvar Klokk4
ABSTRACT
The maritime offshore industry is known for innovation and highly customized products designed in close co-operation with customers. Manufacturing is increasingly performed in global value chains. Such industrial business is no longer about manufacturing single products but defining modular architectures allowing fast and effective customisation and robust value chain design ,insensitive to the needed customisation. Product architectures impact on maritime offshore value chains is elaborated in a case study from Rolls Royce Marine Department Propulsion. The case shows that advanced modification of the product architecture had significant impact of the manufacturing part of the value chain, and even on the business competition. The paper suggests that appropriate product architecture can balance the demand for customization and efficient manufacturing and support development of global value chains in the maritime offshore industry.
KEY WORDS Maritime offshore industry, product architecture, value chain, strategies
INTRODUCTION
Product Family Concepts have become “best practice” in today’s world of mass customization (Pine, 1999,). The automotive industry develops advanced product families in combination with lean assembly lines. This industrial concept handles a large variety of products in combination with low cost, high quality, short lead times and volume production. The objective of this study was to investigate best practice methods from the mass production industries, and further on develop adequate methods for implementation in the maritime offshore industry. The Møre maritime offshore industry is an important partner for the offshore fleet and the oil rigs worldwide. The exploration and production of oil move to deeper water and harsher environment in arctic areas. At the same time, authorities have implemented strict regulations for health, safety and the environmental issues. The Møre maritime cluster is one of the leading offshore clusters in the world, with more than 200 companies covering a variety of technologies, knowledge areas and global business networks. The ship owners have a “hands on attitude” in the development of new ships and ship products. Ship product manufacturers are meeting the demand with
1 Aalesund University College 2 Aalesund University College 3 Aalesund University College 4 Rolls Royce Marine Department Propulsion
*)Figures are fictive
customization of the products, but the consequences are high cost manufacturing, low responsiveness to fluctuations of the market. Complicated manufacturing processes created dependency on local suppliers. A case study of an Azimuth Thruster from Rolls Royce Marine Department Propulsion is presented. The total value chain from ship owner’s equipments, through design and construction to final ship in operation has been analyzed. Thoroughly studies of the value chain and the manufacturing processes, using “lean glasses” was made. Critical manufacturing processes were identified. A targeted redesign of the product architecture for was done to improve the manufacturing system for the azimuth thruster. Small improvements in the product architecture had substantial impact on value chain processes. Crucial product architecture strategies are elaborated and highlighted. The paper is organized as follows: Section 1 presents the context and the concepts for the paper, Section 2 elaborates the research method, Section 3 elaborates the RRMP case, Section 4 discusses a set of product architecture strategies and the impact on the maritime value chain and Section 5 proposes conclusions and topics for further research. Based on the case study of the azimuth thruster, it is interesting to explore the relations between the product architecture and the value chain performance in the maritime industry. Formulation of the hypothesis:
“Modular product architecture will raise the value chain performance in the maritime offshore industry”
CONTEXT AND CONCEPTS
Context Maritime offshore industry is characterized of innovative solutions for marine operations in deep water, arctic areas and strict environmental regulations. The ship owners’ “hands on operations” in the design ship productst facilitate the development and challenges the manufacturer to make new innovative solutions. To a large extent the innovation method for the ship products is numerous iterations or customizations. Activity in the maritime offshore industry follows the oil price. Fluctuations in the maritime activity in combination with long lead time in the maritime offshore industry makes the manufacturing resource demanding. And, the ship owners speculate in the oil business’ cyclical activity, and build ship upon expectations for a growing or a maturing oil activity. Smaller and midsized companies have more a building process than an industrial manufacturing process. Customization is a crucial factor for success in the maritime offshore industry. The customization is not a subject only for the product designers. It is a “red tread” throughout the entire organization, starting with the sales man’s search for new product solutions together with the ship owner. Next comes the engineers’ searching for solutions, followed by the organizations enthusiasm for creation of unique products for the customers. Concepts Marine operations can be transport of goods to - and from oil platforms, winching and craning of goods, pipes, machineries, subsea operations like pipe maintenance, seismic operations, oil drilling from platform or oil production ship. The maritime offshore industry is manufacturing companies of ship products like propellers, gears, rudders, ship engines, winches, cranes, bridge systems, automation systems, communication systems, ship doors and other specialized parts for offshore ships.

*)Figures are fictive
Azimuth Thruster is a propeller with 360 degrees rotation around own axis, and with an option to be “hidden” into the hull by retraction or folding. Integrated product architecture is a set of parts and components designed and assembled for the purpose of solely create product functions. Modular product architecture is a set of modules, designed and assembled from parts and components, for a strategic purpose. A modular product architecture can be among others directed towards efficient product assembly, efficient supply network, or the modular product architecture can aim to cover a variety of product application and/or a variety of customers. Maritime offshore value chain
Figure 1 Typical maritime offshore value chains
Value chain architecture (Porter, 1980) (see fig 2) in the maritime offshore industry is a combination of a traditional value chain and industrial networks (common in the smaller companies). Value chain architecture (or network) is partly originated from a cluster effect, and expanded to global industrial value chains (or networks). One of the strengths of the maritime industry is the actors’ large network. Larger companies with a certain amount of volumes are closer to a value chain concept. Maritime offshore value chains can typical be described as seven processes. Interfaces among the value chain processes are diffuse. Several of the processes have to be done in parallel. There are multiple of suppliers in the value chain and they are changing from project to project. Products with radical new functions (high innovation) have in addition a comprehensive R&D process where the manufacturer and the customers are working close together, figuring out the best solution. Value chain processes for sales, engineering, and installation are resource demanding. Several of the value chain processes runs in parallel due to complex constructions, changes in specifications and delay in information and communication.
The sales process is based on strong relations and common knowledge between the manufacturing company, the ship owner and the yards. Sales manager, engineers, ship owner, ship designer and engineers from the ship yard is involved. The sales process can start with technical discussions and last for several months before a contract is closed.
The engineering process works out the technical solutions for customization of the product, and follows the
product throughout the manufacturing with coordination and technical support.
The suppliers are crucial in the maritime industry. 60 to 80% of the product cost is related to components, and partly it is high tech components. The manufacturers of maritime products buy both “hardware and knowledge” from the suppliers. Close interactions are crucial for success.
Installation and commissioning process at the yard is the final operation, where the installation engineers are
working hard for customers’ satisfaction.
Global service on ship products is crucial to keep the ship operative. In the installation process the service engineers are working “upon each other”. Prepare the ship for operations from the agreed the delivery date, and service throughout the life time is very important. Assume that ship participate in marine operations like moving an oil rig , and the ship has to be taken out of operation due to technical problems. This will lead to loss of revenues and reputation for the ship owner.
Application of the products is crucial for success in the business, since exploration of oil is moving to more demanding areas and requires more and more sophisticated products.
Sales Install. Service Application AssemblySuppliers Eng.
*)Figures are fictive
The material flow is order based due to customization of the products. Changes in the customers’ orders and technical specifications followed by changes in the supply chain are common.
The information flow consists of product specifications, components, changes of the specifications, and time
schedules. An order based production requires a considerable amount of information and communication. Meetings, personal relations, computer systems and emails are typical media for information exchange.
Value chain performance, typical for the maritime offshore value chain
High manufacturing costs due to of customization of the ship products Lead time from order to operation of ship product 12 and 52 weeks. Single manufacturing processes can have a lead time of 52 weeks. Quality meets customers demand Production volumes from 10 to 100 ship products annually. Volume fluctuations high, dependant on oil price. Order based manufacturing
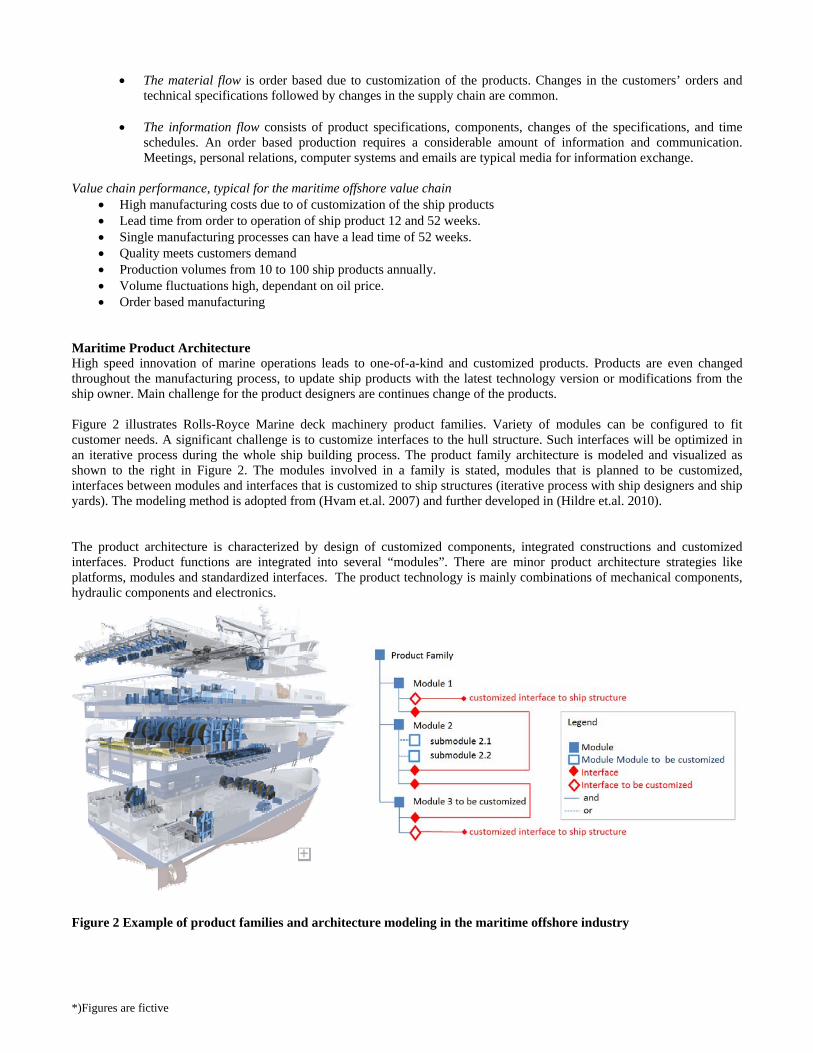
Maritime Product Architecture High speed innovation of marine operations leads to one-of-a-kind and customized products. Products are even changed throughout the manufacturing process, to update ship products with the latest technology version or modifications from the ship owner. Main challenge for the product designers are continues change of the products. Figure 2 illustrates Rolls-Royce Marine deck machinery product families. Variety of modules can be configured to fit customer needs. A significant challenge is to customize interfaces to the hull structure. Such interfaces will be optimized in an iterative process during the whole ship building process. The product family architecture is modeled and visualized as shown to the right in Figure 2. The modules involved in a family is stated, modules that is planned to be customized, interfaces between modules and interfaces that is customized to ship structures (iterative process with ship designers and ship yards). The modeling method is adopted from (Hvam et.al. 2007) and further developed in (Hildre et.al. 2010). The product architecture is characterized by design of customized components, integrated constructions and customized interfaces. Product functions are integrated into several “modules”. There are minor product architecture strategies like platforms, modules and standardized interfaces. The product technology is mainly combinations of mechanical components, hydraulic components and electronics.
Figure 2 Example of product families and architecture modeling in the maritime offshore industry

*)Figures are fictive
However, there are differences among the companies. RRMP has developed management systems and educated their engineers for designing industrial product architecture. They have developed product family concepts and built up supply chains, assembly lines and more structured engineering functions. But unpredictable and high speed innovations of marine operations, forces also RRMP to compromise between customers demand for special solutions and industrial design. It is a balance between solving the problem here and now, and making industrial and sustainable product architecture. There is no exact guideline of what to do, or how to do this. RESEARCH METHOD Case Study First impression indicated that it was challenging to define the product architecture as a single element of a complete manufacturing system. Searching for entry points and more knowledge, it was decided to do a case study at Rolls Royce Marine Department Propulsion; a complete factory for manufacturing of maritime offshore products. Rolls Royce Marine Department Propulsion had a variety of propulsion products, including an azimuth thruster (TCNS or TCNC) (www.rolls-royce.com) delivered to ship owners for more than 40 years. The azimuth thruster was especially popular among the ship owners in Norway since it was reliable, had several unique and used for a variety of operations. Rolls Royce Marine Department Propulsion had computer data for every single unit for the last year, means specifications, the customer who had bought the azimuth thruster and the upgrading and service record. The computer data were explored and organized and a map was development of the product (types and versions), the customers, the customers unique functions and by this the application of the product Participation Action Research Further on, it was decided that the researcher should take an active role inside the enterprise, exploring the value chain processes and the product architecture together with the employees in the environment where the operations and processes took place. This was the assembly line, the ship yards, the engineering department and at the supplier’s factories. The research project lasted for two years, elaborating for best practice methods for manufacturing and product architecture in the maritime offshore industry. The management of the Rolls Royce Marine Department Propulsion factory wanted business advantages from the project with of shorter lead times, lower cost and product family concepts. They opened up for development and changes in the product architecture as a part of the research project. An experienced product manager at Rolls Royce Propulsion was responsible for the changes in the product architecture and the technical specifications. He had strong relations in the company and could use his network “to make things happen”. Exploration and elaboration were made in cooperation with the middle level of the organization, product designers and engineers, product managers, sales managers, foremen at the assembly lines and operators in the factory. The value chain elaboration worked throughout maritime value chain, and included also customers and suppliers. Toyota Production System (TPS) (Ohno, 1990)(Womack, Jones, 1991) and Product Family Concepts(Hildre, 2003) was used as stances searching for best practice for product architecture. During elaboration of the product architecture, new solutions were put into detail engineering, discussed and implemented. An open communication and information strategy released a lot of valuable knowledge. The research method (participatory action research) created enthusiasm and action in the organization. The role of the researcher was demanding with several key questions. How much influence does the researcher have on the results? Would it be possible that the researcher took a role of leader and a facilitator to succeed with the architecture tools? (Burke Johnson, 1997) proposes several research methods to strengthen the validity of qualitative research. Thorough documentation of the research process showed that participation from the researcher on a regular basis seemed to be important for the progress. Visiting the factory was done at least one day in the week, two to three days was preferable. The researcher had to change the role and the attitude daily. The roles could be lecturer, consultant, personal coach and leader(see Fig 3). Simple documentation of the current situation and discussions of possible solutions for further progress seemed to lift the motivation and the enthusiasm. (Ottoson, 2003). The leadership of Rolls-Royce Marine Propulsion stressed the importance of having real business values. The case study of the azimuth thruster was important for the education of Master Students at the Aalesund University College.

*)Figures are fictive
Actions Roles Lecturer Consultant Coach Leader Timeline
Figure 3 Participatory action based research (PAR)
Methods for examination of the value chain
The examination of value chain was made by a method built upon adapted method consisting of five elements:
Visualization the value chain of together with the employees was an efficient technique for exploration and elaboration. The employees had a strong customer focus, and the employees’ creativity and competence could be utilized to elaborate obstacles and possible solutions. Proposals for improvements in the product architecture or value chain were continuously tested during the project. A3 sheets were used to take notes, visualize the employees’ thoughts and knowledge. Drawings proposals and corrections were made in an iterative process. Marine operations, product applications and manufacturing were in the center of the discussions. The discussions did not follow the value chain directly, but could instead go upstream and downstream to understand challenges and solutions. The elaboration was made in the “real learning studio”, like the assembly line, the design department, visit at several yards viewing the installation of the azimuth thruster, at the suppliers’ factories and in the sales meeting places.
Activity Based Costing (ABC) has been used with success in the maritime industry (Emblemsvåg, 2000), especially
due to comprehensive project-, engineering- and installation processes, where costs are more diffuse. In the examination of the value ABC costing is utilized to get rough figures for processes with minor cost overview and control. The ABC method does not give exact figure of process cost, but is accurate enough to point out directions for next step of actions.
Product - and Module Cost Calculations was examined to the extend figures are available. Estimations are made
were the calculations are missing or unsure. Material costs and working costs were separated. Product calculations were recognized as a basic tool for development and control of industrial manufacturing.
Lead Time was an important factor in industrial manufacturing, and is crucial in the Toyota Production System
(Liker, 2005).
The method will in the subsequent be named the A3 method. The complete product was elaborated thorough out the value chain processes as a first check. All the value chain processes were examined.

*)Figures are fictive
Iterative elaboration of the product architecture The TPS manufacturing improvement process starts with identification of waste (Liker et al., 2005) in the value chain processes. Elimination of the wastes is done by a set of defined tools in the Toyota Production System (TPS). TPS has developed unique pull system for material flow, which also including information of what and when material is needed (kanban). As the kanban systems strive towards one piece flow principles itstresses the operations in the value chain. New wastes occur, and are repeatedly eliminated with TPS tools. This is a never ending loop, aiming for continuous improvement. Product architecture, value chain examination and TPS material flow system are also utilized in a similar way. The A3 method defined the lead time, ABC cost centers, working and material costs, obstacles and possible solutions. Product architecture is used as a tool for elimination of industrial weaknesses (reciprocal to lean tools). The value chain is examined again to get exact figures of the improvements done. TPS tool for material flow is also applied in the maritime value chain, and new A3 factors are revealed. The product architecture redesign was repeated for further improvements. It was a never ending loop of continuous improvements (see Figure 4)
Figure 4 Iterative elaboration of the product architecture
Validity The azimuth thruster from Rolls Royce Marine Department Propulsion was manufactured in a typical maritime value chain, the product had a long history, and was sold to a variety of well known ship owners. It was likely to believe the findings from the case would be applicable for other maritime offshore products. There was not made specific actions to improve the validity. It was also taken into consideration that the “knowledge based” research method has minor scientific foundation. However, participation action based research is well known. Comparing the results from Ottoson (2003), the pattern is similar and can be recognized.
THE ROLLS ROYCE MARINE PROPULSION CASE
Rolls Royce Marine Department Propulsion was aiming for an industrial solution for the azimuth thruster to meet the customers demand for customization, lower costs and short lead time. In the maritime offshore industry there are “three customers”; the yards, responsible for the installation of the azimuth thruster, the ship owner the user of the thruster and the ship designer defining the makers list (preferred suppliers). For the most advanced ship equipment the ship owner decides the supplier, but the yard should also install the thruster and will have opinions about the installation process. Customer groups The research activities started with a mapping of the product vtypes for the units delivered back to 1984 (more than 20 years of history). This mapping pointed out that almost every unit was unique and customized upon customers’ request. A surprising finding was the azimuth thruster’s limited access to important markets. The product was mainly sold to Norwegian ship owners.et. Product Lines Examination of the azimuth thruster case, there is innumerous types of these products (McGrath, 2000). The basic functions were the same. In ship owners terms : Propulsion, thrust, lifting, rotating, controllable pitch, ice class or not, effects of the propeller, diesel or electric power unit and the hull unit. Grouping the deliveries of thrusters included both tags of product
Create Material Flow
Value Chain Examination
Product Architecture Redesign

*)Figures are fictive
type and the customer (ship owner). Defining the ship owner and the product type was supporting information for knowing how the ship owner used the used the azimuth thruster. All together this gave a rough idea of a product family concept. The complexity of a modular technical system is a second question. Would it be possible to separate one functional module into two modules, one taking care of the standard functions for the module, and the second one (optional) taking care of the variety of the functions? Mapping up the product architecture was done a background for elaboration of the value chain Defining a preliminary product architecture The main technical functions of the thruster were the power system (electric or diesel), the steering machine, the shaft- hub- propeller and hull module for installation into the ship. Defining the challenging module Before starting the elaboration of the product architecture it was made an evaluation of which functional module to be elaborated. The power module had numerous of types (diesel or electricity, different voltage, different shaft) However, standard components were used for customization. Both the hub- shaft module and the steering machine seemed to have minor types. There were only two main types, and Rolls Royce Marine Department Propulsion had core competence for manufacturing of these modules. The hull module was complex, costly, had long lead time and was resource demanding for engineering and installation. Several actors were involved in the manufacturing process of the hull module; the designer of the hull module, the engineering department for coordination and quality control of the hull module supplier and the yard for installation. The exploration indicated considerable challenges with the hull module. Another indication was the employees’ enthusiasm and many proposals for improvements of the hull module. Every single hull module was customized. The hull module became the entry point for the product architecture redesign. Value chain Exploration Application of the product The azimuth thruster had no user guide since the ship owners had developed their own application of the thruster.User guide was only made occasional for a few customers asking for it. The maritime offshore cluster at Møre includes also ship owners and crew responsible for marine operations. Application of the azimuth thruster was discussed with ship owners and ship officers (lead users). (von Hippel, 2010). Customers used the azimuth thrusters for marine operations were the ship should stay in a fixed position or move accurately, byusing dynamic position system. Marine operations were quite critical when the ship was moving close to oil rigs, or working together with other ships. The azimuth thruster was also used as a bow thruster. Another function of the thruster was “a take me home solution”. Ship authorities’ worldwide have rules for redundancy of propulsion. If one or several propeller fails, the ship should still be operative. The azimuth the thruster was popular in the offshore market, with unique functions and high reliability. The merchant market had also marine operations where the azimuth thruster could be advantage able, like moving in harbors and in shallow water. Sales process The sales process for offshore customers was work intensive since the products were customized and the sales manager had to follow the project from the sales process started to the installation of the azimuth thruster. An obstacle was the comprehensive installation of the hull module. Yards were complaining. Selling the thruster to yards abroad was almost impossible since the installation was complicated and required experienced workers at the yard. The merchant sales manager had strived hard to sell the azimuth thruster, but had resigned since it also was too expensive. A normal lead time from the first offer to the customer to finished delivery was approximately 52* weeks, and occupied valuable sales resources. The sales managers had accepted the situation and focused instead the maritime offshore market, where they obtained acceptable prices. Engineering The engineering process for the azimuth thruster was comprehensive; work intensive, had long lead time and required lot of communication. Rolls Royce Marine Department Propulsion had no core competence on designing the hull module. An external designer took care of it, but he was happy with making one of- a- kind- solutions. He had no incentives to make an industrial version. The engineering process lasted in many cases for 52 weeks and was done in parallel with the sales

*)Figures are fictive
process, the manufacturing process and the installation process. Some engineers had several ideas for the azimuth thruster as a whole. Especially technical parts were evaluated. Combining technical parts from one azimuth thruster to another type of thrusters were among the discussions. The engineers were aware of the resource demanding work of the hull module, but did not see any technical solutions to improve the situation. Supply A local supplier took care of the manufacturing of the hull module. He had an industrial approach, and was frustrated about the situation. He pinpointed several construction details for improvement; steel dimensions outside standards, and transport limitations in terms of physical dimensions. He was also frustrated of the comprehensive communication and changes during the manufacturing process, especially related to the hull module designer and the yard. Rolls Royce Marine Department Propulsion’s order based manufacturing system required short delivery times from the supplier. But in general the lead time was 8 to 10 weeks. Assembly Installation of the thruster body into the hull module was made at the assembly line, before it was sent from the factory. The hull module with the installed azimuth thruster was sent to the yard by special transport since it was huge and heavy. Installation Finally the installation of the hull module was done by the yard. Strength of the hull was built into the hull module by the hull module supplier,, but installation involved the yard, the ship designer, and the designer of the hull module. Coordination was done by the engineering department. New documentation were made for every single unit. Changes were done during the manufacturing process and installation process in most of the units. Two local yards were visited to study the installation of the hull. The installation of the thruster into the hull was complex. It could only be installed at the local yards in Norway possessing experience with the product. Even then the installation process was costly. The product was only for the offshore market due to the high manufacturing cost, though it was an excellent product also for merchant and cruise vessels. The hull module (interface module between the hull and the thruster) was tailor –made for every ship. But many of the yards were not confident with installation process, in many cases missing installation guide and had several failures. The installation was so complex that it could not be installed at yards abroad.The table for the hull module showed additional parameters Summary of the hull module value chain exploration
Value chain architecture
Characteristics - Number of processes: 8 - Number of actors: 4 - Local value chain
Value Chain Process’ Performance
Ap
pli
cati
on
pro
cess
Sal
es p
roce
ss
En
gin
eeri
ng
Pro
cess
Pu
rch
asin
g/
Su
pp
lier
s p
roce
ss
Ass
emb
ly
pro
cess
Inst
alla
tion
p
roce
ss
Ser
vice
p
roce
ss
Lead Time
100 100 8 1 3 Days
ABC costing calculation
2000’ 2000’ Nok
Material cost
5000’ Nok
Operator working cost
X 800’ Nok
Number of Obstacles
-
1 2 2 - 2 -
Number of Possible Solutions
- 2 2 - 1 -
Table 1 Figures from examination of the value chain (Figures are fictive)

*)Figures are fictive
Elaborating the product architecture The aim for the product architecture was efficient manufacturing process for the azimuth thruster. Rolls Royce Marine Department Propulsion had both business strategies and technology strategies, but these were not taken into consideration for this project. The subject for studies was the product architecture and the value chain. Elaborating the hull module The hull module functions (Ulrich, 1998) were tied up to heavy operations with a lot of momentum and power. Several of the existing design solutions were built on experience with minor technical calculations, rather using over - dimensions to be sure. Forces from the ship and the sea were not easy to calculate, especially slamming from the waves in bad weather. Application of the azimuth thruster was different from ship owner to ship owner. Technical specifications were custom made for the manufactured units the last twenty years. Redesign of the thruster opened up for utilization of existing modules from related products in the Rolls Royce Marine Department Propulsion’s product lines.(Hildre et. Al, 2010)
In the maritime offshore industry most of the ships are custom made. The hull module had three main functions covered by one integrated module. The hull module had to fit into the ship hull perfectly. Then the steel plates were welded together if the interfaces were 100 % adapted. The hull module supplier adapted this sealing to the ship hull. Location of the beams was unique for more or less every ship, both in terms of size and location in the hull. The hull module was adapted to the beams. The interface between the hull and the steering machine had to be accurate, since there were many moving parts and high forces. The hull module covered all these functions and it could only be made by Rolls Royce Marine Department Propulsion, due to its complexity. It was more or less hand made by experienced workers.(see Figure 5)
Figure 5 Original hull module
Figur 6 Customized and standardized hull interface
*)Figures are fictive
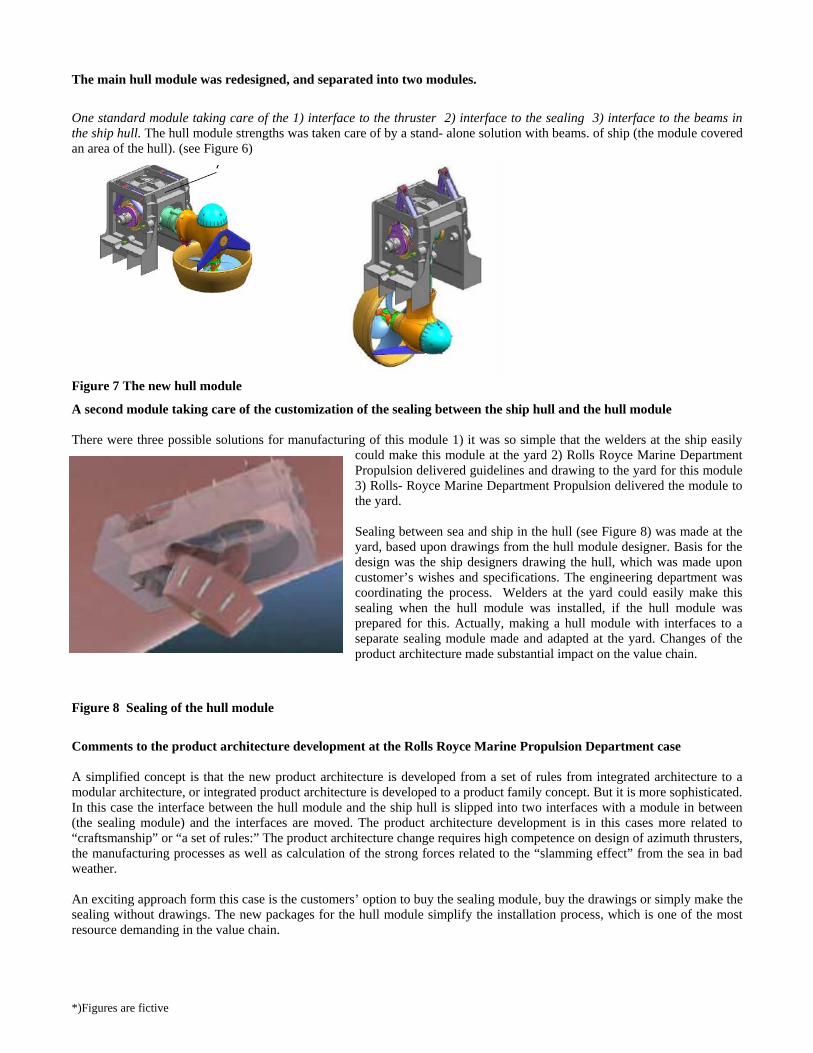
The main hull module was redesigned, and separated into two modules.
One standard module taking care of the 1) interface to the thruster 2) interface to the sealing 3) interface to the beams in the ship hull. The hull module strengths was taken care of by a stand- alone solution with beams. of ship (the module covered an area of the hull). (see Figure 6)
Figure 7 The new hull module
A second module taking care of the customization of the sealing between the ship hull and the hull module There were three possible solutions for manufacturing of this module 1) it was so simple that the welders at the ship easily
could make this module at the yard 2) Rolls Royce Marine Department Propulsion delivered guidelines and drawing to the yard for this module 3) Rolls- Royce Marine Department Propulsion delivered the module to the yard. Sealing between sea and ship in the hull (see Figure 8) was made at the yard, based upon drawings from the hull module designer. Basis for the design was the ship designers drawing the hull, which was made upon customer’s wishes and specifications. The engineering department was coordinating the process. Welders at the yard could easily make this sealing when the hull module was installed, if the hull module was prepared for this. Actually, making a hull module with interfaces to a separate sealing module made and adapted at the yard. Changes of the product architecture made substantial impact on the value chain.
Figure 8 Sealing of the hull module
Comments to the product architecture development at the Rolls Royce Marine Propulsion Department case A simplified concept is that the new product architecture is developed from a set of rules from integrated architecture to a modular architecture, or integrated product architecture is developed to a product family concept. But it is more sophisticated. In this case the interface between the hull module and the ship hull is slipped into two interfaces with a module in between (the sealing module) and the interfaces are moved. The product architecture development is in this cases more related to “craftsmanship” or “a set of rules:” The product architecture change requires high competence on design of azimuth thrusters, the manufacturing processes as well as calculation of the strong forces related to the “slamming effect” from the sea in bad weather. An exciting approach form this case is the customers’ option to buy the sealing module, buy the drawings or simply make the sealing without drawings. The new packages for the hull module simplify the installation process, which is one of the most resource demanding in the value chain.

*)Figures are fictive
Product architecture and value chain innovation for the new hull module Value chain architecture
Figure 9 Original value chain architecture and communication paths
The original value chain for manufacturing of the hull module had a number of integrated processes with several actors (see Figure 9). The interfaces in the product architecture were not defined. The result was costly manufacturing and long lead times with a comprehensive communication and information flow.
Figure 10 New and simplified value chain architecture for the hull module
Redesign of the hull module opened for substantial improvements for the efficiency of the value chain. The value chain architecture was changed by a standard main hull module superfluous the engineering process (see Figure.10) Number of value chain processes was reduced from eight processes to four processes. The value chain processes became standardized and required minor information and communication. Number of value chain interfaces (and communication and information paths) was reduced from nine to three. The new value chain architecture required only four standardized processes with three interfaces. The value chain processes were simplified. With a standard hull module the sales process of the azimuth thruster became less complicated. The lead time for manufacturing was reduced and the sales resources could be utilized for other purposes. The engineering process was superfluous. The resource demanding design process of hull module together with the yard, the ship designer and external design company for the hull module was left out. The installation process became less complicated and could be made worldwide. Information and communication in the value chain was reduced significantly. The processes became independent and could be done in a defined sequence . Value chain performance*) The hull module direct cost was reduced more than 25%5, the lead time was reduced from 1006 days down to 407 days, the expensive engineering and installation costs were left out. It was a substantial improvement for Rolls-Royce Marine Department Propulsion, the hull module supplier and the customers. Number of actors in the value chain was reduced from five down to two. Rolls Royce Marine Department Propulsion’s dependence on the former local supplier for the former local supplier was no- existent, and the hull module could be bought worldwide. The azimuth thruster could be manufactured in a global value chain. Still Rolls Royce Marine Propulsion could choose to make core technology parts in own factory.
5
Supply/Prod Assembly Installation Application
Supply/Prod
Supply/Prod Supply/Prod
Assembly Installation Engineering
Supply/Prod
Sales Application
Service
*)Figures are fictive
PRODUCT ARCHITECTURE STRATEGIES IN THE MARITIME INDUSTRY
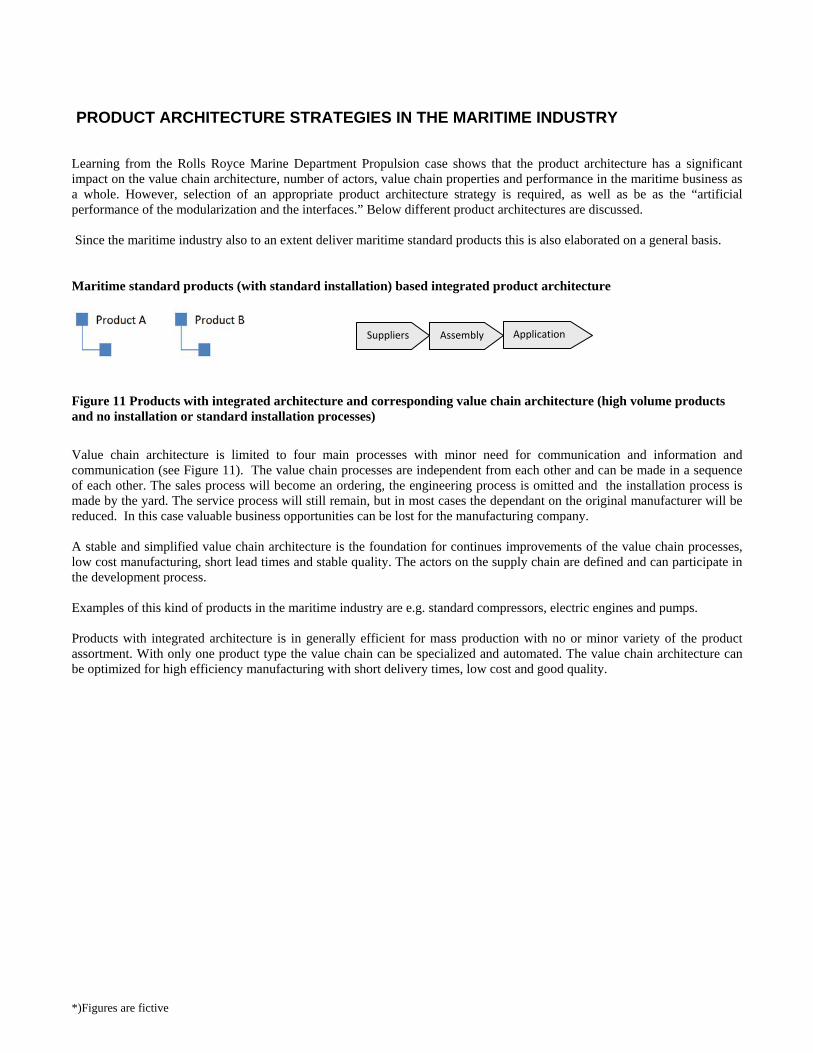
Learning from the Rolls Royce Marine Department Propulsion case shows that the product architecture has a significant impact on the value chain architecture, number of actors, value chain properties and performance in the maritime business as a whole. However, selection of an appropriate product architecture strategy is required, as well as be as the “artificial performance of the modularization and the interfaces.” Below different product architectures are discussed. Since the maritime industry also to an extent deliver maritime standard products this is also elaborated on a general basis. Maritime standard products (with standard installation) based integrated product architecture
Figure 11 Products with integrated architecture and corresponding value chain architecture (high volume products and no installation or standard installation processes)
Value chain architecture is limited to four main processes with minor need for communication and information and communication (see Figure 11). The value chain processes are independent from each other and can be made in a sequence of each other. The sales process will become an ordering, the engineering process is omitted and the installation process is made by the yard. The service process will still remain, but in most cases the dependant on the original manufacturer will be reduced. In this case valuable business opportunities can be lost for the manufacturing company. A stable and simplified value chain architecture is the foundation for continues improvements of the value chain processes, low cost manufacturing, short lead times and stable quality. The actors on the supply chain are defined and can participate in the development process. Examples of this kind of products in the maritime industry are e.g. standard compressors, electric engines and pumps. Products with integrated architecture is in generally efficient for mass production with no or minor variety of the product assortment. With only one product type the value chain can be specialized and automated. The value chain architecture can be optimized for high efficiency manufacturing with short delivery times, low cost and good quality.
ApplicationAssemblySuppliers

*)Figures are fictive
Maritime customized products based on integrated product architecture
Figure 12 Products with integrated architecture and the corresponding value chain architecture
Value chain architecture and processes Customization of a maritime product based on integrated product architecture means a change of the majority of the components and interfaces of the products. With a variety of versions and types of product, the most of product architecture has to be redesigned for order. The value chain processes will become highly dependent of each other (see Figure 12) and has to be made in parallel. A compensation for this complexity of the parts is to manufacture together with experienced and local suppliers. Additional there will be comprehensive engineering and installation processes. Especially the installation process is both complex and unforeseeable. Integrated interfaces towards the ship body will imply more installation work. In the maritime offshore industry “building processes” has been more common than industrial manufacturing processes. “Building processes” has not demanded modularity in the same way as industrial manufacturing processes, and integrated product architectures are still common practice. Value chain performance The manufacturing cost will be high, the lead time will be long due to comprehensive value chain process. Annual capacity of the factory will be limited and especially will engineering and installation will become critical factors. Quality of the product will be dependent upon the engineering and manufacturing operations, from delivery to delivery. Innovation and product development will be slowed down, since the technical resources have to be used for engineering. Modular Product architecture with Standardized interfaces
Figure 13 Products with standardized interfaces with a product family concept and the correspondent value chain architecture
Value chain architecture and processes Standardized interfaces make the value chain processes independent from each other, and they can be done both in parallel and in a predefined sequence (see Figure 13). The value chain processes becomes more cost efficient and an important factor; with standardization the value chain processes can be continuously improved. Further on, the sales the process will be less resource demanding, since the products are predefined and can be selected from a product assortment, the engineering process could be left out, product can be based on lean manufacturing concepts with a self running logistic system and predefined assembly lines. The installation process will also be simplified, but since another
Supply/Prod Assembly Installation
Supply/Prod
Supply/Prod
Application
Supply/Prod
Supply/Prod Supply/Prod
Assembly Installation Application Engineering Sales

*)Figures are fictive
actor is making the ship, optimizing of the installation is dependent on another actor. Minor dependency among the processes, simplified value chain processes, standard processes allows less communication and information, less manufacturing training and the transport paths can be changed. Dependency of local or specific suppliers is no issue.. Value chain performance The Rolls Royce Marine Department Propulsion above is based on this concept and the figures shows considerable cost - and lead time reduction. It is likely that these tendencies are valid for the majority of the maritime offshore products. Further on, flexibility in manufacturing, shorter lead time and improved quality increases the volume capacity of the product Experiences from other industries confirm that the quality of the product is improved. With Standard interfaces the innovation speed raises since the modules can be developed independent of each other by the suppliers, without requiring much resources from Rolls Royce Marine Department Propulsion. Standardized product architecture and value chain processes open up for global suppliers and global manufacturing. This can impact on value chain performance in multiple directions. Political claims for local manufacturing of maritime offshore products can have impact on the business as well. Modular Product architecture with a combination of standard and customized interfaces
Figure 14 Product architecture with customized interfaces and the corresponding value chain architecture
Value chain architecture and value chain process will be related to the strategic balance and performance of the product architecture.(see Figure 14) It is important to understand the competitive edge of the business and the products application and functions. The value chain architecture must be considered in parallel with the product architecture. However, products with even a minor customization will require a value chain with sales process, engineering process and installation process. It is likely to believe that the sales process will still be considerable, but the engineering and installation process can be reduced to a certain extent. The value chain architecture can consist of parallel processes, but not necessarily. Value chain performance can in most cases be developed by an appropriate product architecture, and reach an acceptabel level of manufacturing cost, lead time, quality and capacity. At the same time the application of the product can be is improved, and create good business for the customers. The key for the maritime offshore industry is in many cases a smart combination of customized and standard interfaces. The value chain architecture should be mapped at the same time, and the manufacturing performance calculated. The product architecture must have attention to application and functionality of the product. Customized interfaces for critical functions also raise the products responsiveness for new functions. Combining knowledge of application, technology and product architecture is an important organizational issue. Optimal use of resources for “innovative customization” should be considered continuously. The combination of standard interfaces and customized interfaces is crucial for product development and value chain performance. Further on, the captain’s demand for the best products should be always be priority no 1. The importance of developing the best solutions for Health – Environment and Security has become manifested with regulations and laws on a global basis. HMS has become keys to success in the maritime offshore industry. Product architecture is also important in respect to HMS.
Supply/Prod Assembly
Supply/Prod
Installation Application Engineering Sales

*)Figures are fictive
Modular Product architecture with standard and open interfaces
Figure 15 Product architecture with standard and open interfaces and the corresponding value chain architecture
Product architecture with standardized and open interfaces summarizes the properties of standardized interfaces and open interfaces. The value chain architecture becomes (from standard interfaces) optimal for low cost, short lead time, right quality and volume capacity (see Figure 15). With open interfaces, companies not yet in the value chain as suppliers, can on their own initiative develop and manufacture modules for the product, and even make a complete product. Companies can develop the modules and the product further from the existing version. The manufacturing firm defines normally which interfaces to be open and which to be internally defined. A company can decide to open up the interfaces for a limit number of suppliers or for the entire supply market. This can a change the business. (Cusumano et.al, 2002). In the manufacturing part of the value chain (mainly production and assembly), open interfaces will create a foundation for innovation of components and modules. New functions and more cost efficient manufacturing can occur. Modules can be developed without any coordination between the suppliers and the product owner. Strategic platforms can be made both for business purposes and for manufacturing purposes. Handling of the product architecture and the value chain architecture and processes will require a new level of performance. Modular Product architecture with standard and closed interfaces
Figure 16. Product architecture with standard and closed interfaces and the corresponding value chain
Product architecture with standardized and closed interfaces summarizes the properties of standardized interfaces and closed interfaces (see Figure 16). The value chain architecture becomes (from standard interfaces) optimal for low cost, short lead time, right quality and volume capacity. With closed interfaces, only a set of selected companies can be suppliers. Dedicated companies can develop the modules and the product further from the existing version, since they can have a close cooperation with the manufacturing firm. The manufacturing firm defines normally interfaces dedicated for the external suppliers and internal suppliers. In the manufacturing part of the value chain (mainly production and assembly), standard interfaces will create a foundation for innovation of components for the products, in terms of new functions and more cost efficient manufacturing. Modules can be developed without any coordination between the suppliers and the manufacturing firm. Strategic platforms can be made for manufacturing purposes. Rolls Royce Marine Department Propulsion defines closed interfaces in their product architecture, and offers complete product packages. Manufacturing capabilities inside the entire concern are unique..
Assembly 1 Installation Application Supply/Prod
Supply/Prod
Supply/Prod
Assembly 1 Installation Application Production
Production
Production
*)Figures are fictive
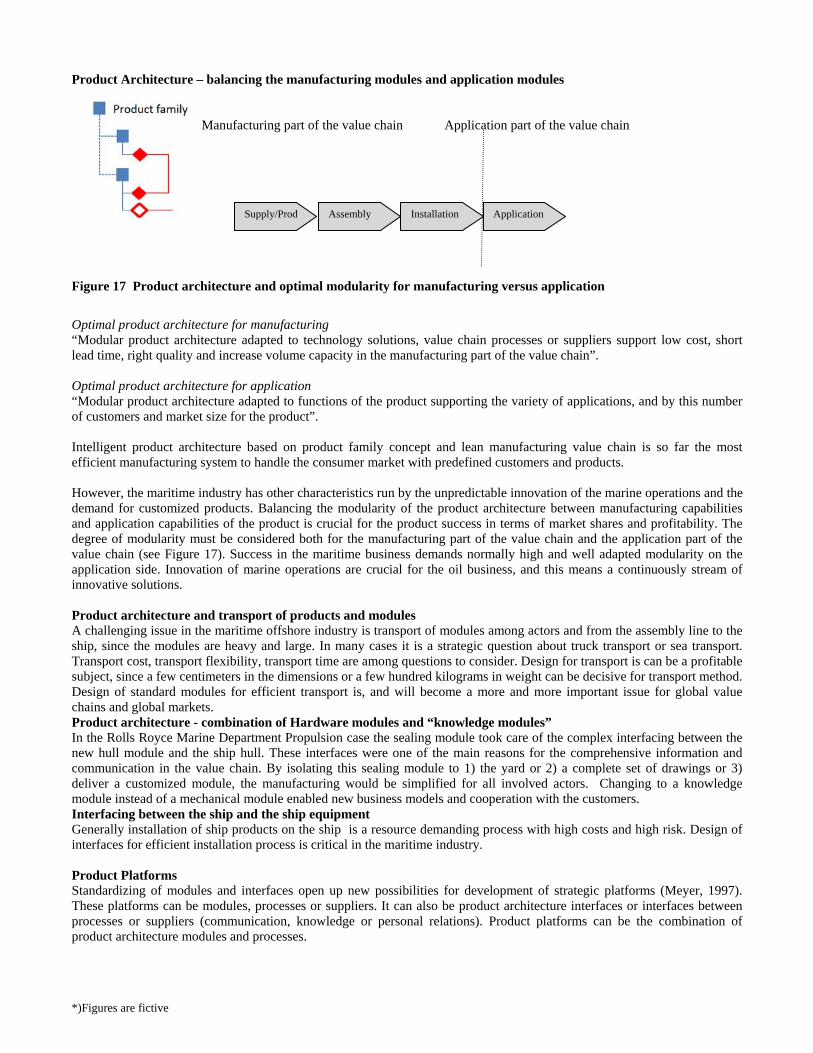
Product Architecture – balancing the manufacturing modules and application modules Manufacturing part of the value chain Application part of the value chain
Figure 17 Product architecture and optimal modularity for manufacturing versus application
Optimal product architecture for manufacturing “Modular product architecture adapted to technology solutions, value chain processes or suppliers support low cost, short lead time, right quality and increase volume capacity in the manufacturing part of the value chain”. Optimal product architecture for application “Modular product architecture adapted to functions of the product supporting the variety of applications, and by this number of customers and market size for the product”. Intelligent product architecture based on product family concept and lean manufacturing value chain is so far the most efficient manufacturing system to handle the consumer market with predefined customers and products. However, the maritime industry has other characteristics run by the unpredictable innovation of the marine operations and the demand for customized products. Balancing the modularity of the product architecture between manufacturing capabilities and application capabilities of the product is crucial for the product success in terms of market shares and profitability. The degree of modularity must be considered both for the manufacturing part of the value chain and the application part of the value chain (see Figure 17). Success in the maritime business demands normally high and well adapted modularity on the application side. Innovation of marine operations are crucial for the oil business, and this means a continuously stream of innovative solutions. Product architecture and transport of products and modules A challenging issue in the maritime offshore industry is transport of modules among actors and from the assembly line to the ship, since the modules are heavy and large. In many cases it is a strategic question about truck transport or sea transport. Transport cost, transport flexibility, transport time are among questions to consider. Design for transport is can be a profitable subject, since a few centimeters in the dimensions or a few hundred kilograms in weight can be decisive for transport method. Design of standard modules for efficient transport is, and will become a more and more important issue for global value chains and global markets. Product architecture - combination of Hardware modules and “knowledge modules” In the Rolls Royce Marine Department Propulsion case the sealing module took care of the complex interfacing between the new hull module and the ship hull. These interfaces were one of the main reasons for the comprehensive information and communication in the value chain. By isolating this sealing module to 1) the yard or 2) a complete set of drawings or 3) deliver a customized module, the manufacturing would be simplified for all involved actors. Changing to a knowledge module instead of a mechanical module enabled new business models and cooperation with the customers. Interfacing between the ship and the ship equipment Generally installation of ship products on the ship is a resource demanding process with high costs and high risk. Design of interfaces for efficient installation process is critical in the maritime industry. Product Platforms Standardizing of modules and interfaces open up new possibilities for development of strategic platforms (Meyer, 1997). These platforms can be modules, processes or suppliers. It can also be product architecture interfaces or interfaces between processes or suppliers (communication, knowledge or personal relations). Product platforms can be the combination of product architecture modules and processes.
Assembly Installation Application Supply/Prod

*)Figures are fictive
CONCLUSION A case study covers the purpose for the paper, which is mapping of the product architecture and impact on in the value chain in the maritime offshore industry. The A3 method seems to be appropriate for exploration of the maritime value chain, since it also collects valuable knowledge in the organization. Validity of the research is to a large extent covered by the action based research, where the implementation of the new product architecture and value chain for the azimuth thruster shows real results. The theoretical stance, Toyota Production System and Product Family concepts, was useful. However, the maritime business and the maritime value chain are unique, and the findings cannot be transferred to other businesses without a case by case study. This research project confirms earlier findings in other industries that the product architecture is crucial for manufacturing. But for the maritime offshore industry, with a great demand for customization the products, product architecture goes much further than that. Modularization strategy must be thoroughly balanced between the application of the product and the manufacturing value chain performance. It is useful to understand possible innovations of the actual marine operation and by this define functional modules and manufacturing modules. Product architecture design is both a “craftsmanship” and a set of more common rules. Product architecture interfaces is in the end crucial for value chain performance. Performance of maritime value chains is surprisingly responsive to the product architecture. The value chain architecture is changed significantly, and single value chain processes becomes more efficient. Designing product architecture, special attention should be made to the sales process, the engineering process and installation process. Another interesting observation is the product architecture impact on the value chain’s dependence of existing suppliers. This opens up for global value chains. Value chains with low cost and shorter lead time will also support responsiveness to fluctuations in the maritime business. Implications for practicing are thoroughly to study innovation for the marine operations connected to the actual maritime offshore products. The product architecture strategy is to balance a modular product architecture concept to meet a continuous development of the product application and efficient manufacturing. Product functions which will be innovated should have modules and interfaces prepared for customization processes along the innovation directions. Product functions likely to remain as is, should have standard modules and interfaces. The Rolls Royce Marine Department Propulsion case can be used as a practical guide for product designers. Findings indicate also that the product architecture strategy has implications for the maritime industry’s business strategies, and should be a subject for further studies.

*)Figures are fictive
REFERENCES R.Burke Johnson, “Examine the validity structure of qualitative research,” Education; Winter 1997;118, 2; Academic Reserch Library, Univerity of South Alabama Mobile Cusumano,M., Gawer,A, “Platform Leadership: How Intel, Microsoft, and Cisco Drive Industry Innovation”, Harvard Business Review Press; 1st edition, ISBN-10: 1578515149 (2002) Emblemsvåg, J., Bras, B. “Activity-Based Cost and Environmental Management - A Different Approach to the ISO 14000 Compliance,” 2000, Kluwer Academic Publishers, ISBN-13: 978-0792372479, Hildre et al, 2010; “The Maritime Innovation Factory, Modular Architectures;” report Aalesund University College, 2011 Hvam et.al. 2007; ”Produktkonfigurering, kundetilpassede produkter; ISBN: 978-87-571-2428-6,” Nyt Teknisk Forlag, 2007 Hildre, H.P. (2003);”Produktutvikling- Produktfamilier og kundetilpasning,” Institutt for Produktutvikling og Materialer, NTNU Liker, J., Meier, D., “The Toyota Way Field book”, ISBN-10: 0071448934,Mac-Graw Hill Companies, 2005 McGrath M. E., “Product Strategy for High-Technology Companies, McGraw Hill,” New York 2000
Meyer Marc H., “Lehned Alvin P., The power of Product Platforms, The free press,” New York 1997
Ohno, Taaichi, “Toyota Production System – Beyond large scale production,” ISBN 0-915299-14-3, Productivity Press, New York, 1990 Pine, J. ,”Mass Customization – The new frontier in Business Competition,” ISBN: 0-87584-372-7,” Harvard Business School Press, Boston, Massachusetts, 1993 Ottoson, S., “Participation action research- A key to improved knowledge of management” Technovation 23 (2003) 87–94, Porter, M. “Competitive Strategy: Techniques for Analyzing Industries and Competitors,” ISBN-10: 0684841487, The Free
Press, 1980
Ulrich, K., The role of the Product Architecture in the Manufacturing Firm, Research Policy (24) (1995) 419- 440
Hippel, E von, “Open user innovation,” Handbook on the economics of innovation, volume 1, 2010
Womack J., Jones D. T. and Roos D., The Machine that Changed the World, 1990; Harper Perennial, 1991
Rolls-Royce Marine, www.rolls-royce.com Rolls-Royce Marine– the lean factory (Rolls-Royce Marine concern guiding of lean production)