Physical Metallurgy and Heat Treatment - วิศวกรรม การ ผลิต
56
บทที่ 3 การเปลี่ยนแปลงคุณสมบัต ิ ทางกายภาพของเหล็ก Physical Metallurgy and Heat Treatment รองศาสตราจารย์ธรรม์ณชาติ วันแต่ง สาขาวิชาวิศวกรรมการผลิตและการจัดการ มหาวิทยาลัยราชภัฏเพชรบูรณ์
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of Physical Metallurgy and Heat Treatment - วิศวกรรม การ ผลิต

บทท 3 การเปลยนแปลงคณสมบตทางกายภาพของเหลก Physical Metallurgy and Heat Treatment
รองศาสตราจารยธรรมณชาต วนแตง สาขาวชาวศวกรรมการผลตและการจดการ มหาวทยาลยราชภฏเพชรบรณ

Strength
Hardness
Toughness
Ductility
Density
Mechanical Properties of Metals
Fatigue
Creep Impact resistance
Yield Strength
Tensile Strength
Hardening
Yield Stress
Abrasive Resistance
Elasticity
Fusion Welding Process
Forging
Machining Ability
Cold Working
Deep Drawing
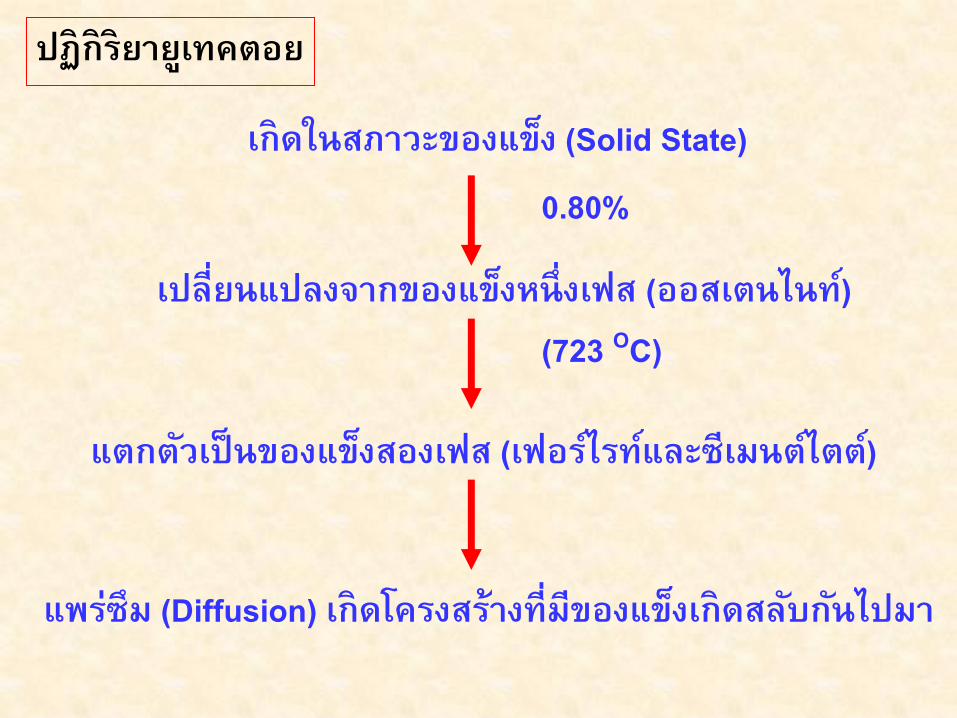
ปฏกรยายเทคตอย
เกดในสภาวะของแขง (Solid State)
เปลยนแปลงจากของแขงหนงเฟส (ออสเตนไนท)
แตกตวเปนของแขงสองเฟส (เฟอรไรทและซเมนตไตต)
(723 OC)
0.80%
แพรซม (Diffusion) เกดโครงสรางทมของแขงเกดสลบกนไปมา

ปฏกรยายเทคตก
ปฏกรยาทเกดในสภาวะของเหลว (Liquid State) กบสภาวะของแขง
4.30%
คารบอนแตกตวเปนของแขง 2 เฟส (ออสเตนไนทและซเมนตไตต)
(1,148OC)


โครง
สราง
(S
tru
ctu
re)
แผนภ
าพสม
ดลยเ
หลก-
เหลก
คารบ
อน (I
ron-
carb
on e
quilib
rium
diag
ram
)

ออสเตนไนท (Austenite)
เหลกแกรมมา (Gamma Iron : γ)
เหลก และคารบอนรวมตวกนอยในรปของสารละลายของแขง
F.C.C.
ออนและเหนยว เหมาะกบงานรด (Rolling) งานดนขนรป (Extrusion) และงานตขนรป (Forging)
คารบอนสามารถละลายเขาไปผสม ในเกรน หรอผลก (Space Lattice) ได

เหลกอลฟา (Alpha : α )
สารละลายของแขง
B.C.C.
มคณสมบตออน (Soft) เหนยว (Ductile) และเปนแมเหลก (Magnetic) เหมาะกบงานขนรปเยน
เหลกบรสทธ
เฟอรไรท (Ferrite)
(Alpha : α Ferrite ) ( Delta : Ferrite )
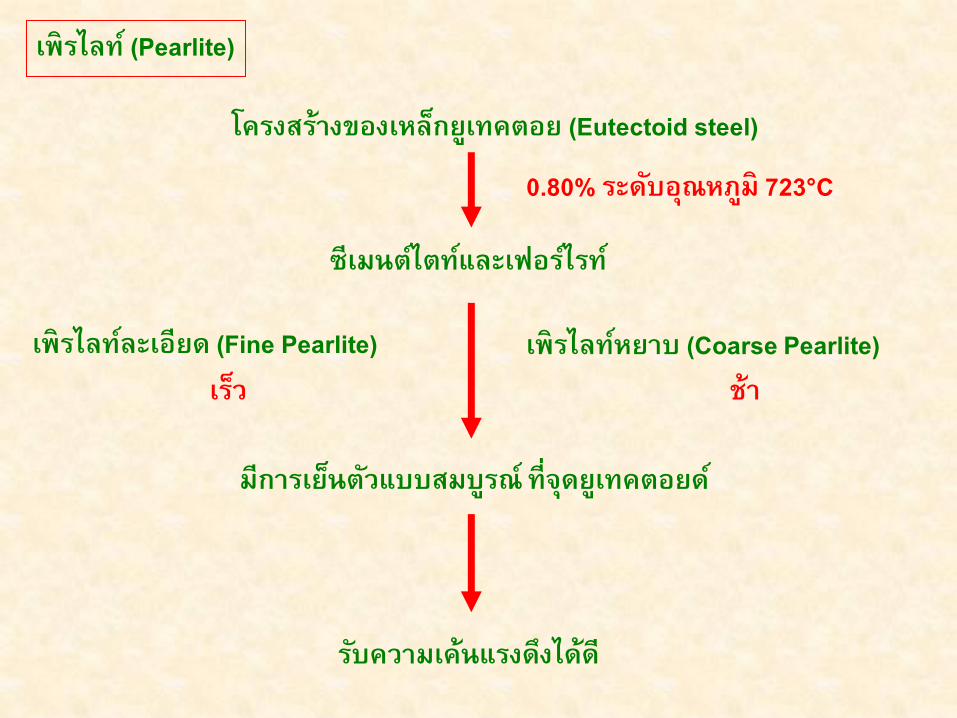
เพรไลท (Pearlite)
โครงสรางของเหลกยเทคตอย (Eutectoid steel)
ซเมนตไตทและเฟอรไรท
มการเยนตวแบบสมบรณ ทจดยเทคตอยด
0.80% ระดบอณหภม 723°C
รบความเคนแรงดงไดด
เพรไลทละเอยด (Fine Pearlite) เพรไลทหยาบ (Coarse Pearlite) ชา เรว
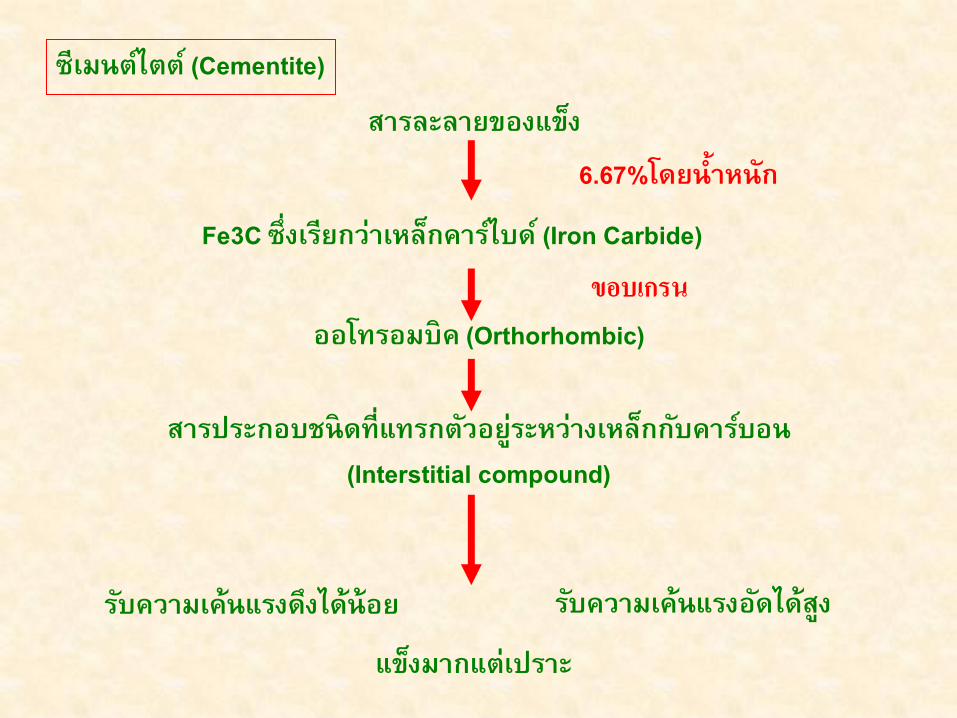
ซเมนตไตต (Cementite)
สารละลายของแขง
Fe3C ซงเรยกวาเหลกคารไบด (Iron Carbide)
6.67%โดยนาหนก
แขงมากแตเปราะ
ออโทรอมบค (Orthorhombic)
รบความเคนแรงดงไดนอย รบความเคนแรงอดไดสง
สารประกอบชนดทแทรกตวอยระหวางเหลกกบคารบอน (Interstitial compound)
ขอบเกรน
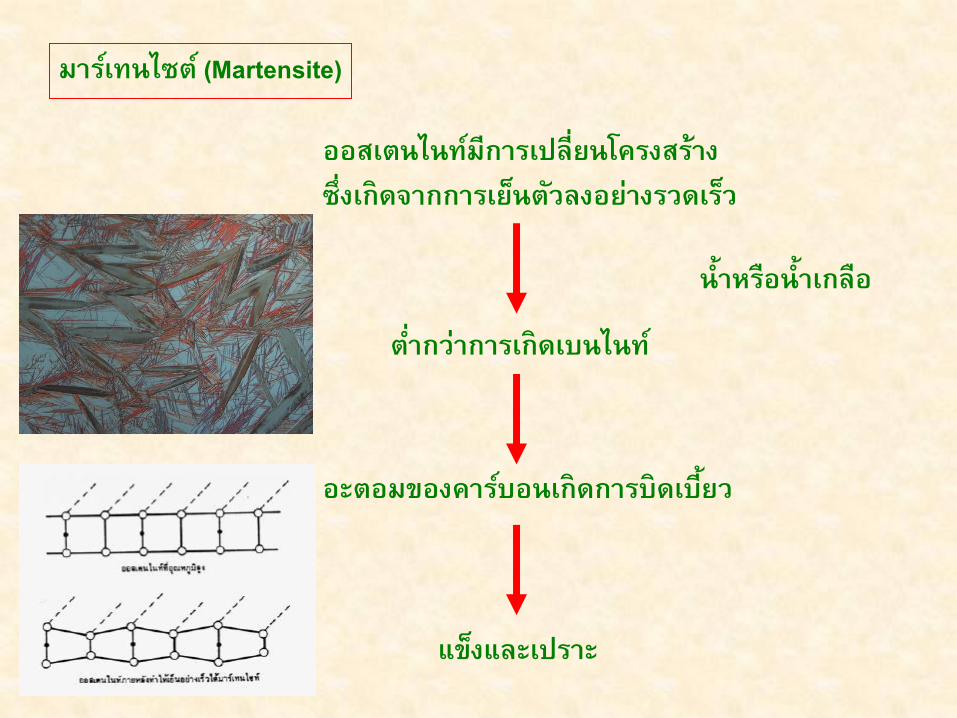
มารเทนไซต (Martensite)
ออสเตนไนทมการเปลยนโครงสรางซงเกดจากการเยนตวลงอยางรวดเรว
ตากวาการเกดเบนไนท
นาหรอนาเกลอ
อะตอมของคารบอนเกดการบดเบยว
แขงและเปราะ

Martensite
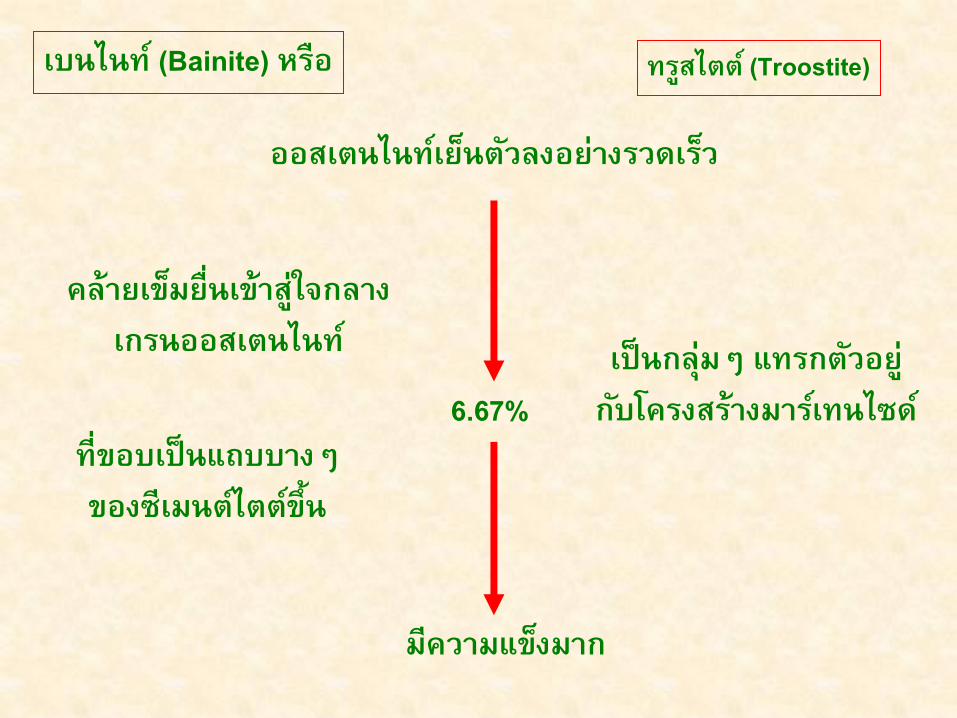
เบนไนท (Bainite) หรอ
ออสเตนไนทเยนตวลงอยางรวดเรว
คลายเขมยนเขาสใจกลางเกรนออสเตนไนท
6.67%
มความแขงมาก
ทขอบเปนแถบบางๆ ของซเมนตไตตขน
เปนกลมๆ แทรกตวอย กบโครงสรางมารเทนไซด
ทรสไตต (Troostite)
Bainite

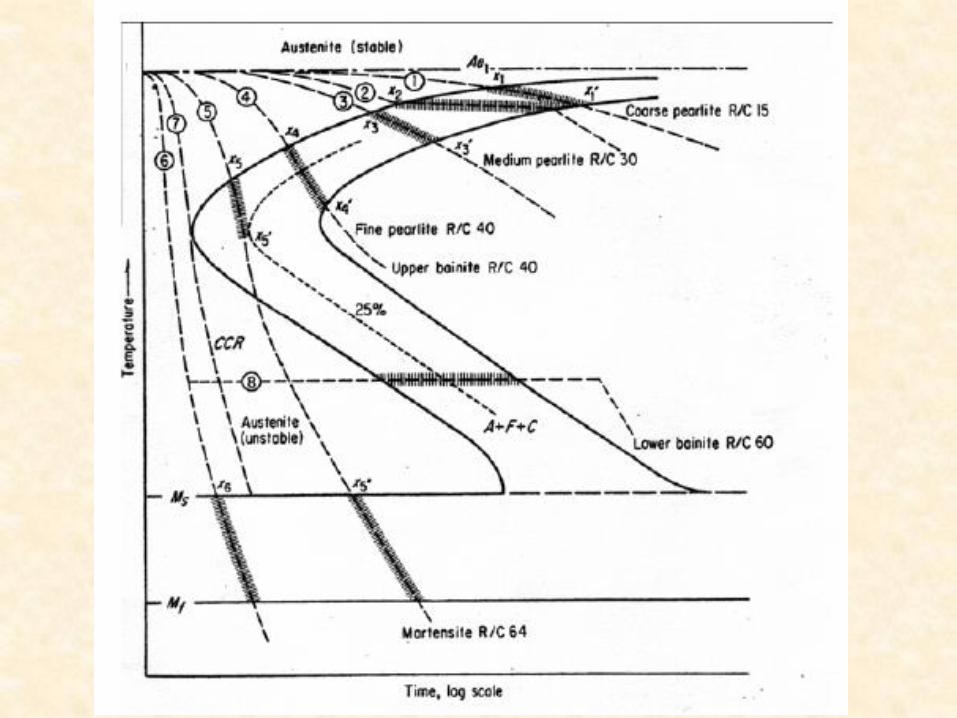
แผนภาพการเปลยนแปลงทอณหภมคงท (Isothermal Transformation Diagram) TTT Curve หรอ S-Curve

การเตรยมชนทดสอบเพอดโครงสราง
mounted specimen
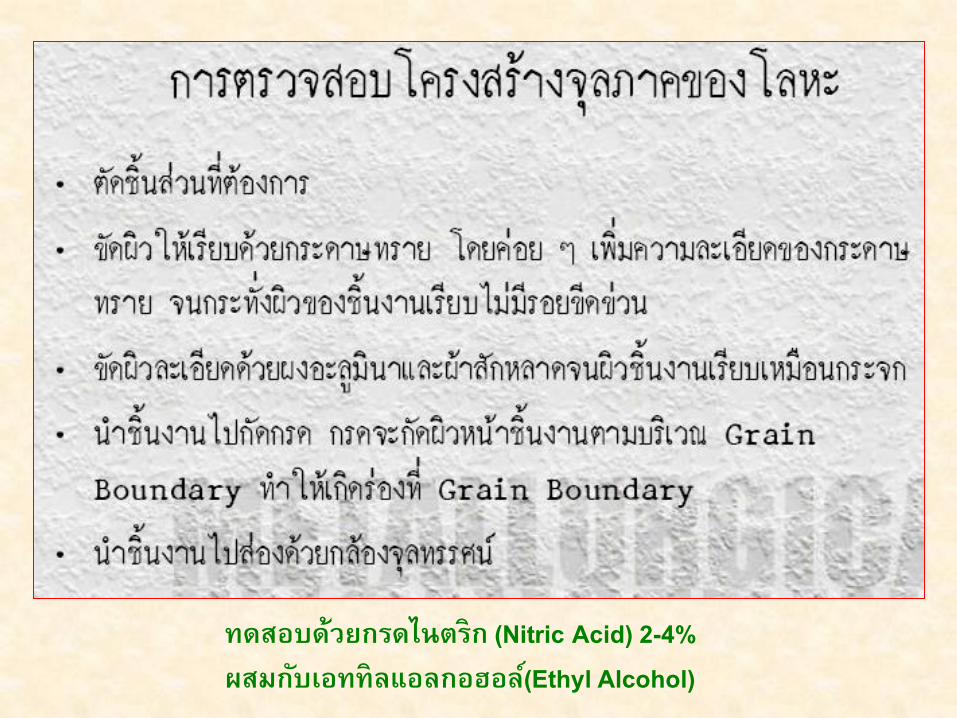
ทดสอบดวยกรดไนตรก (Nitric Acid) 2-4% ผสมกบเอททลแอลกอฮอล(Ethyl Alcohol)

เบอร 180 ,240, 320 , 400, 600, 800, 1,000 และ 1,200 นาไหลผานตลอด
ขดบนผาสกหลาดเปยกนา ดวยความเรวประมาณ 60 รอบตอนาท และใสผงอลมนา (Alumina)

สองดโครงสรางดวยกลองขยาย (Metallurgical Microscope)

(ช) ผานการกดกรดแลว (ซ) รอยกรดกดมากเกนไป
(ก) 180 grit (ข) 400 grit (ค) 800 grit
(ง) 1200 grit (จ) 6 micron (ฉ) 1 micron

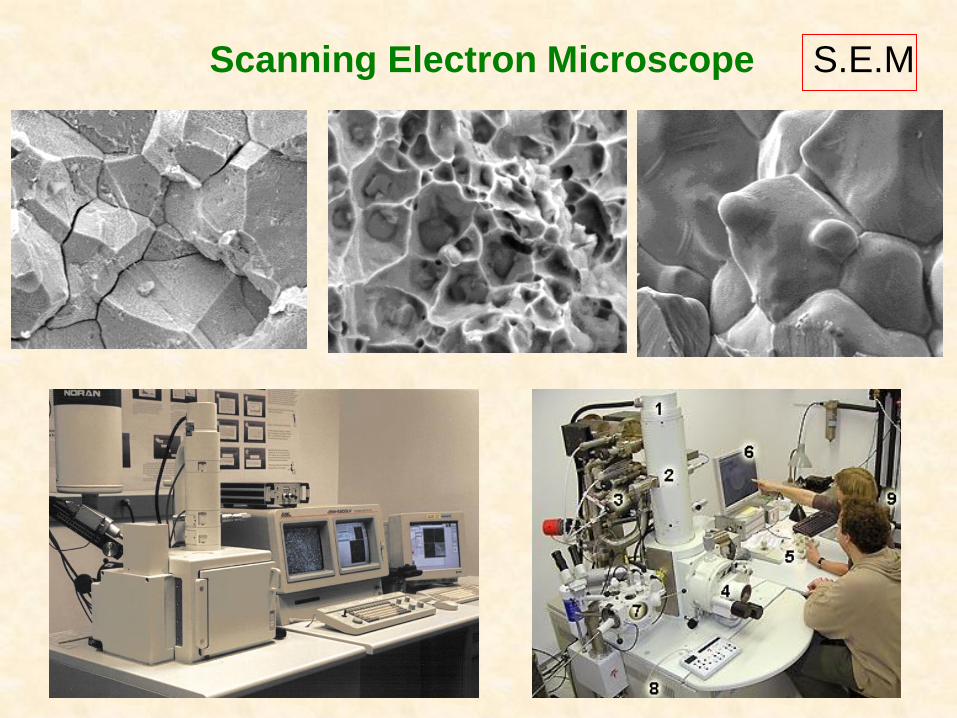
Scanning Electron Microscope S.E.M
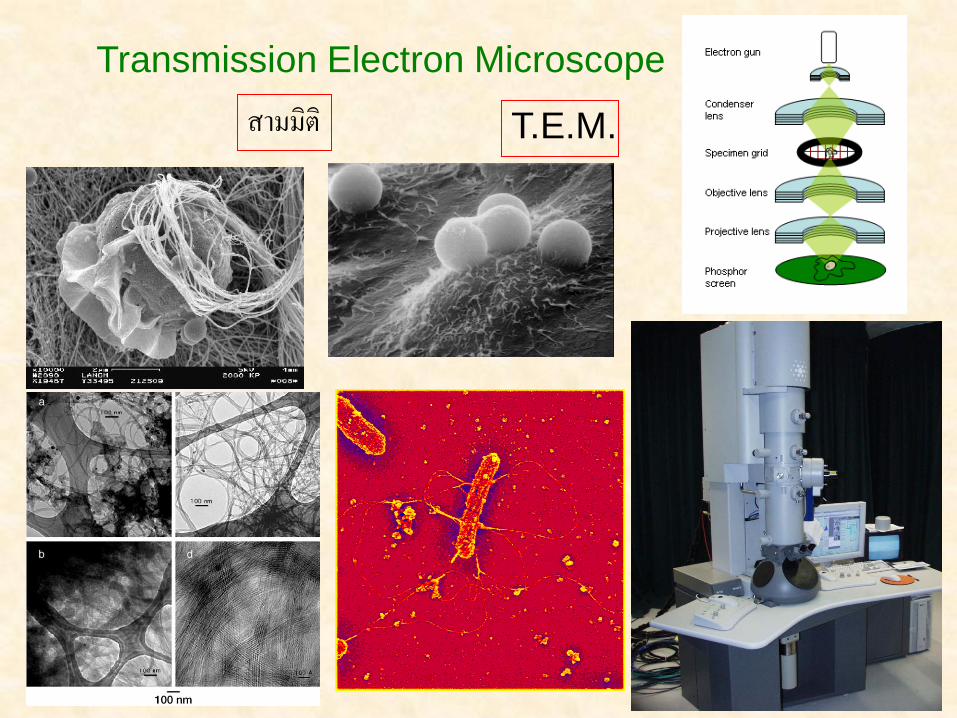
T.E.M.
Transmission Electron Microscope
สามมต
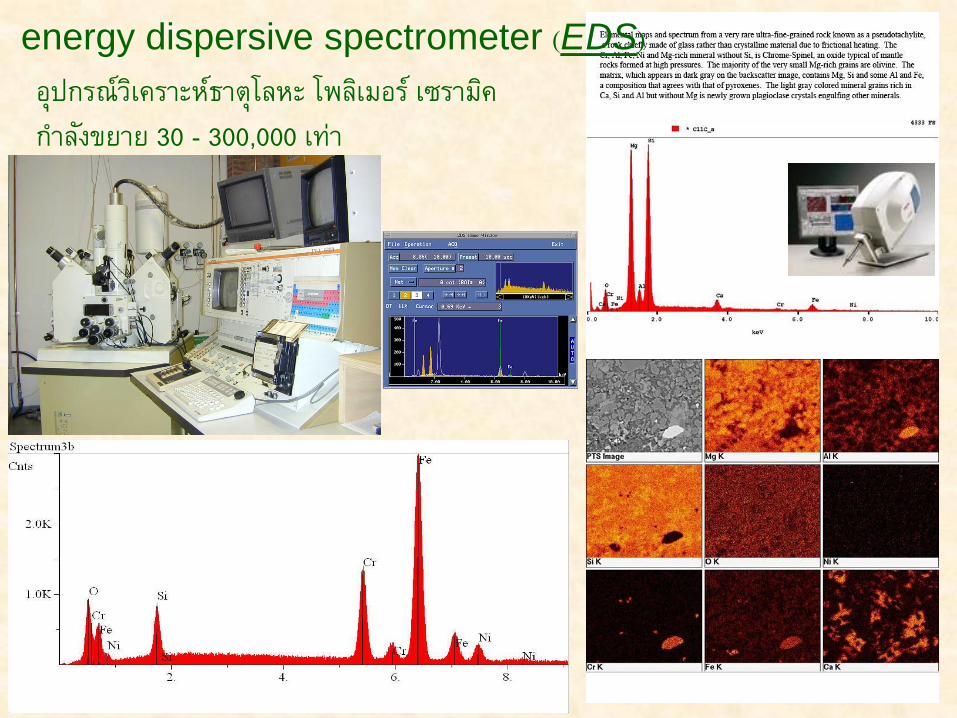
energy dispersive spectrometer (EDS) อปกรณวเคราะหธาตโลหะ โพลเมอร เซรามค ก าลงขยาย 30 - 300,000 เทา
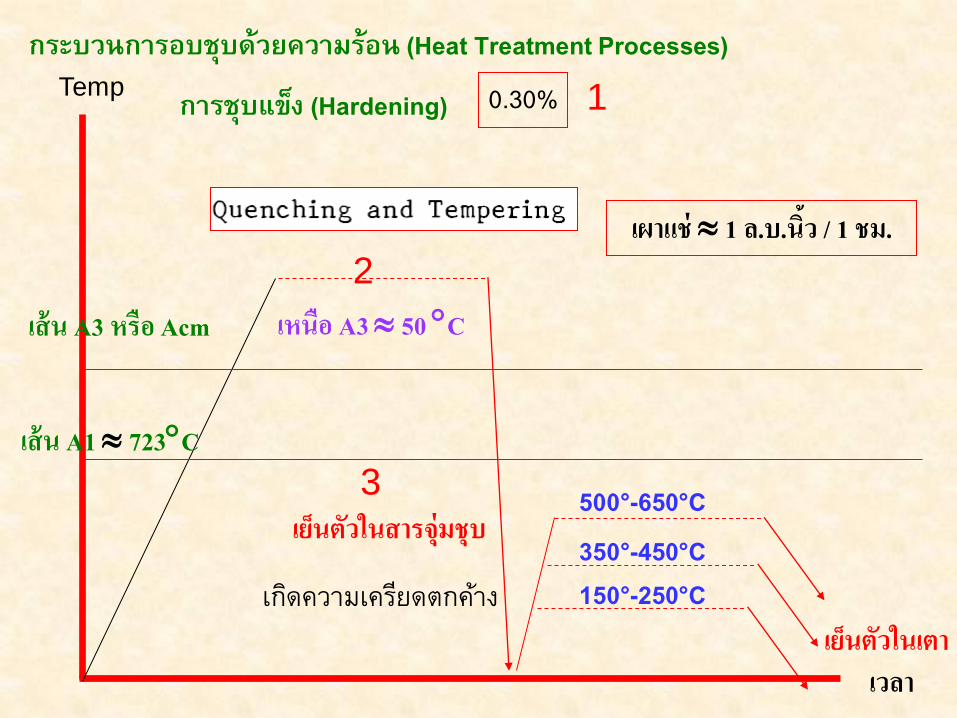
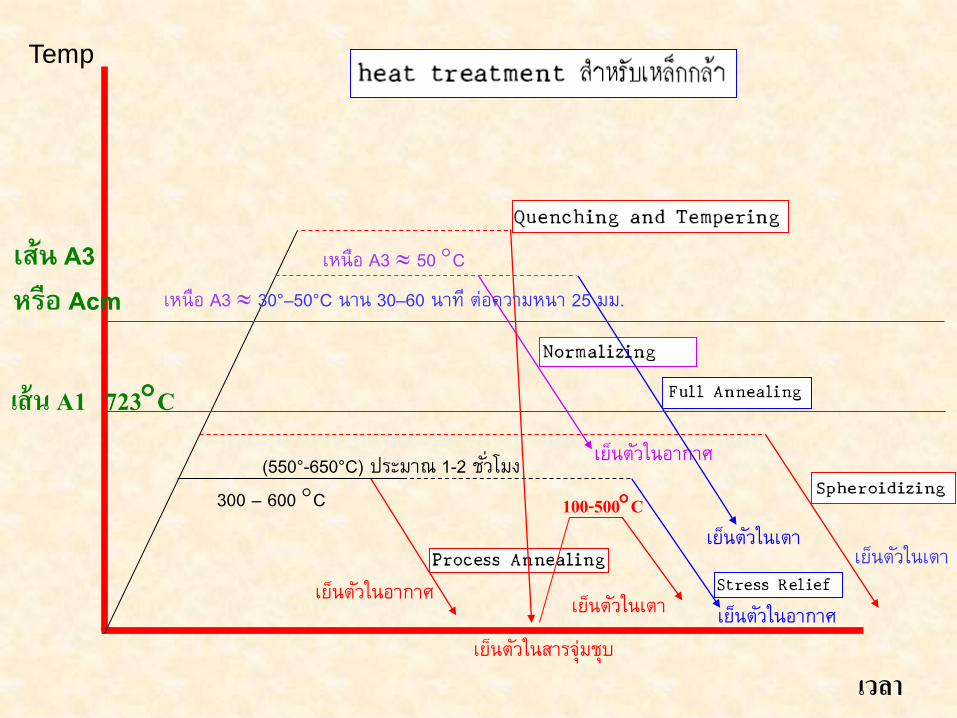
กระบวนการอบชบดวยความรอน (Heat Treatment Processes)
การชบแขง (Hardening) 0.30% Temp
เวลา
เหนอ A3 50 C
เผาแช 1 ล.บ.นว / 1 ชม.
เยนตวในสารจมชบ
เยนตวในเตา
เสน A3 หรอ Acm
เสน A1 723C
150°-250°C เกดความเครยดตกคาง 350°-450°C 500°-650°C
2
1
3

1) ชวงอบคนไฟทอณหภมต า ( 150°-250°C) กระท าเพอลด
ความเครยดภายใน แตความเหนยวจะเพมขน ระดบความแขงคงเดม
ใชเวลา 1–2 ชวโมง
2) ชวงอบคนไฟทอณหภมปานกลาง (350°-450°C) กระท าเพอเพม
ความเหนยวใหสงขน มกกระท ากบเหลกทใช ท าเหลกสปรงชนดตางๆ
3) ชวงอบคนไฟทอณหภมสง ( 500°-650°C) กระท าเพอลด
ความเครยดภายในใหหมดไป พรอมกบเพมความเหนยวและความแขง
การอบคนไฟ (Tempering)
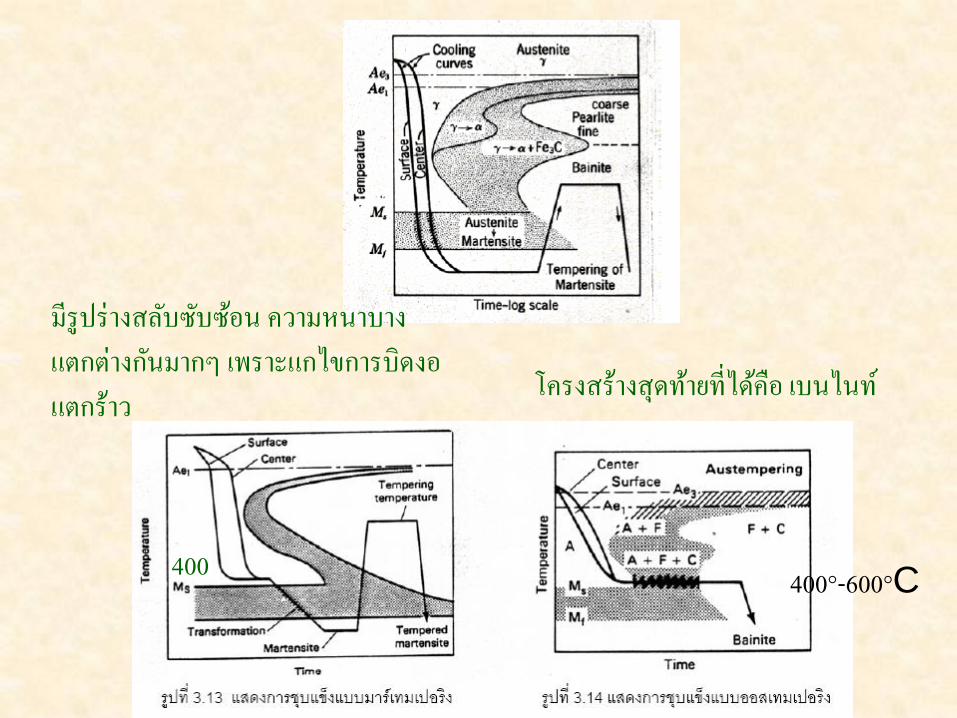
มรปรางสลบซบซอน ความหนาบางแตกตางกนมากๆ เพราะแกไขการบดงอแตกราว
400 400°-600°C
โครงสรางสดทายทไดคอ เบนไนท
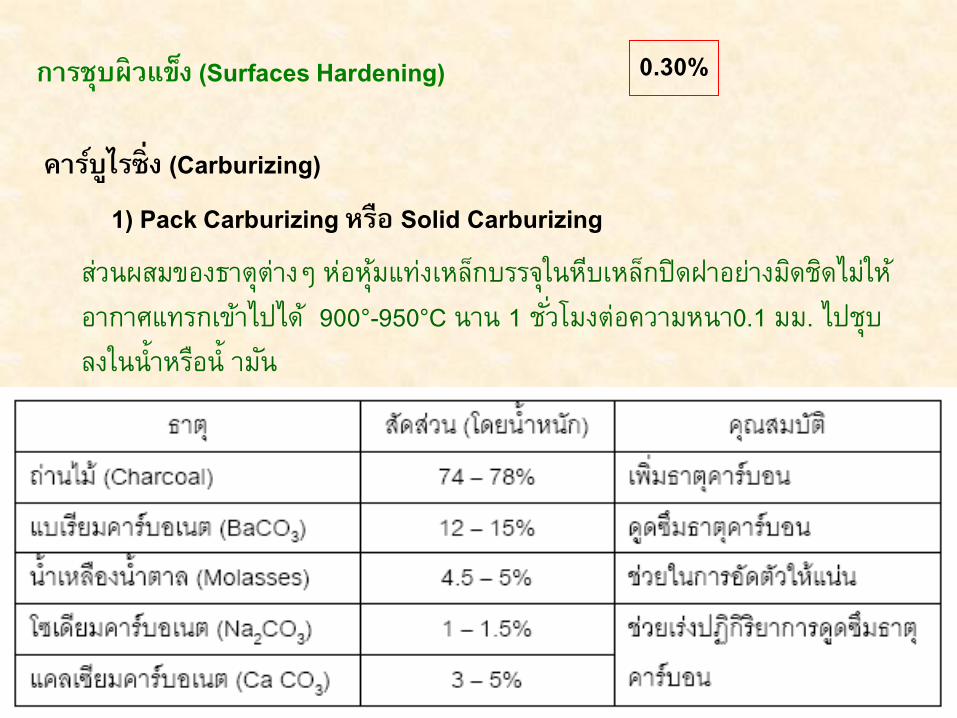
การชบผวแขง (Surfaces Hardening) 0.30%
คารบไรซง (Carburizing)
1) Pack Carburizing หรอ Solid Carburizing
สวนผสมของธาตตางๆ หอหมแทงเหลกบรรจในหบเหลกปดฝาอยางมดชดไมใหอากาศแทรกเขาไปได 900°-950°C นาน 1 ชวโมงตอความหนา0.1 มม. ไปชบลงในน าหรอน ามน

2) Liquid Carburizing
850°-900°C
NaCl 10–15% และ Na2CO3 75–85%

3) Gas Carburizing

คารโบไนตรายดง (Carbonitriding)
1) คารโบไนตรายดงทอณหภมตา (540°-560°C)
2) คารโบไนตรายดงทอณหภมปานกลาง (840°– 860°C)
3) คารโบไนตรายดงทอณหภมสง (900°–950°C)
Dry Cyaniding
Cutting Tool High Speed Steel Drill Tap
0.02–0.04 มม.
1 มม.
รปรางสลบซบซอน ท า Tempering
0.1–0.2 มม.ตอชวโมง
Tempering

ไซยาไนดดง (Cyaniding)
1) ไซยาไนดดงทอณหภมต า (550°–600°C)
2) ไซยาไนดดงทอณหภมปานกลาง (750°–850°C)
3) ไซยาไนดดงทอณหภมสง (900°–950°C)
0.02–0.04 มม. ใชเวลา 5-30 นาท Cutting Tool High Speed Steel Drill Tap
0.075–0.25 มม. ชนสวนเครองจกรกลทวๆ
ประมาณ 5 ชวโมง ประมาณ 0.5–1.5 มม. เหมาะกบงานทตองการผวแขงสงมากๆ
ไซยาไนด (NaCN) โปแตสเซยมไซยาไนด (KCN) แคลเซยมไซยาไนด (Ca(CN)2)
Pre-Heat อณหภม 100°–400°C
สารพษ

ไนไตรดง (Nitriding)
(500°–590°C) ชนสวนเครองจกรกลทวๆ ไป ความลกผวแขงนอย
ไดความแขงผวสง
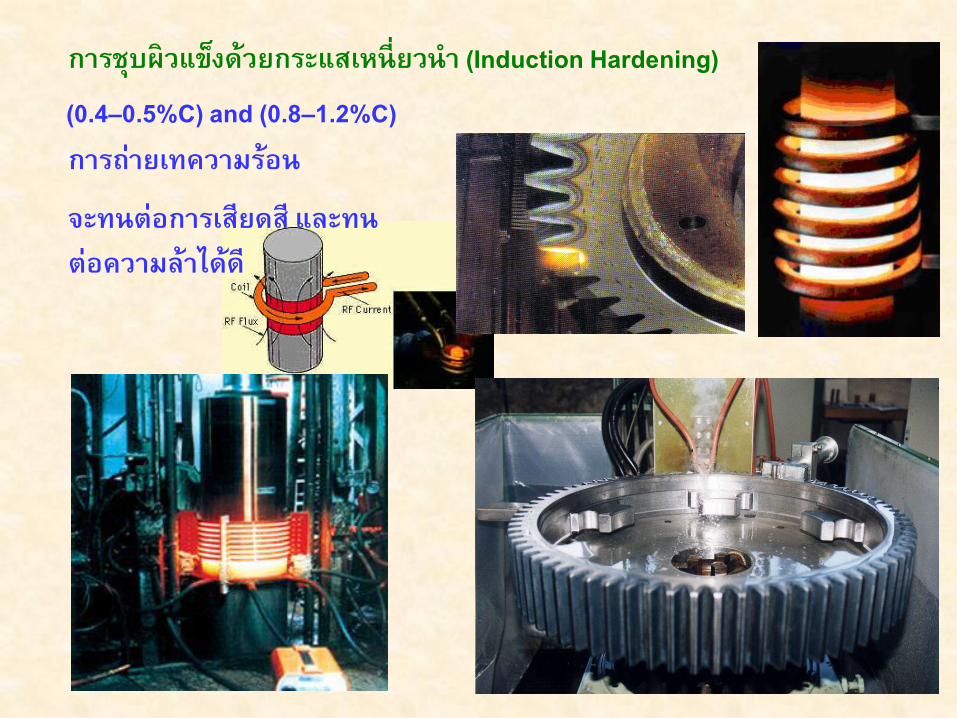
การชบผวแขงดวยกระแสเหนยวนา (Induction Hardening)
(0.4–0.5%C) and (0.8–1.2%C)
จะทนตอการเสยดส และทนตอความลาไดด
การถายเทความรอน
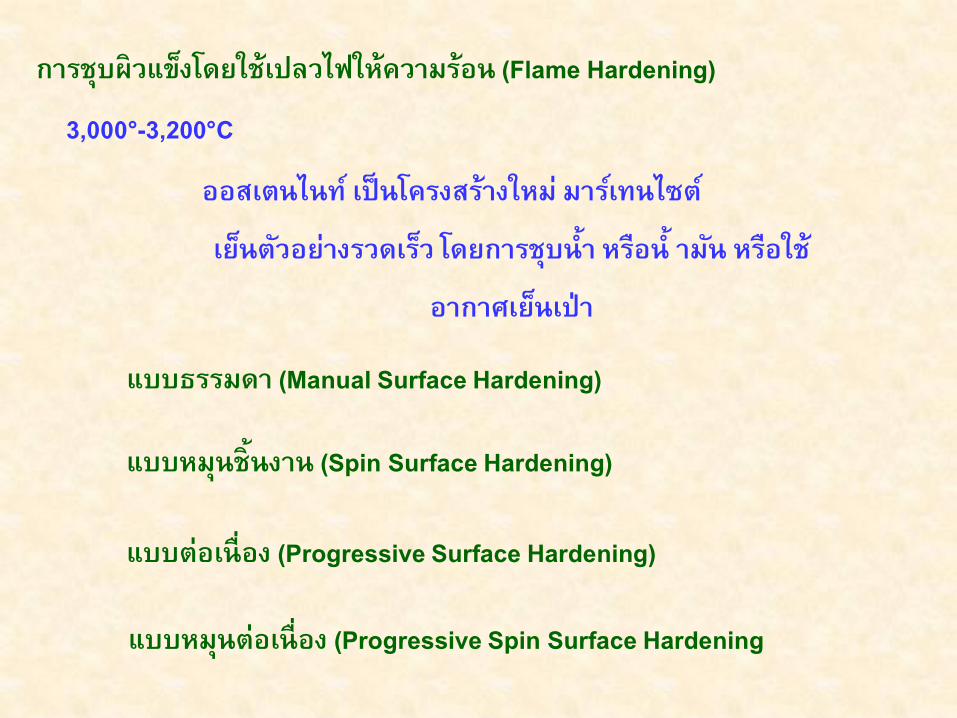
การชบผวแขงโดยใชเปลวไฟใหความรอน (Flame Hardening)
แบบธรรมดา (Manual Surface Hardening)
แบบหมนชนงาน (Spin Surface Hardening)
แบบตอเนอง (Progressive Surface Hardening)
แบบหมนตอเนอง (Progressive Spin Surface Hardening
3,000°-3,200°C
ออสเตนไนท เปนโครงสรางใหม มารเทนไซต
เยนตวอยางรวดเรว โดยการชบนา หรอน ามน หรอใช
อากาศเยนเปา
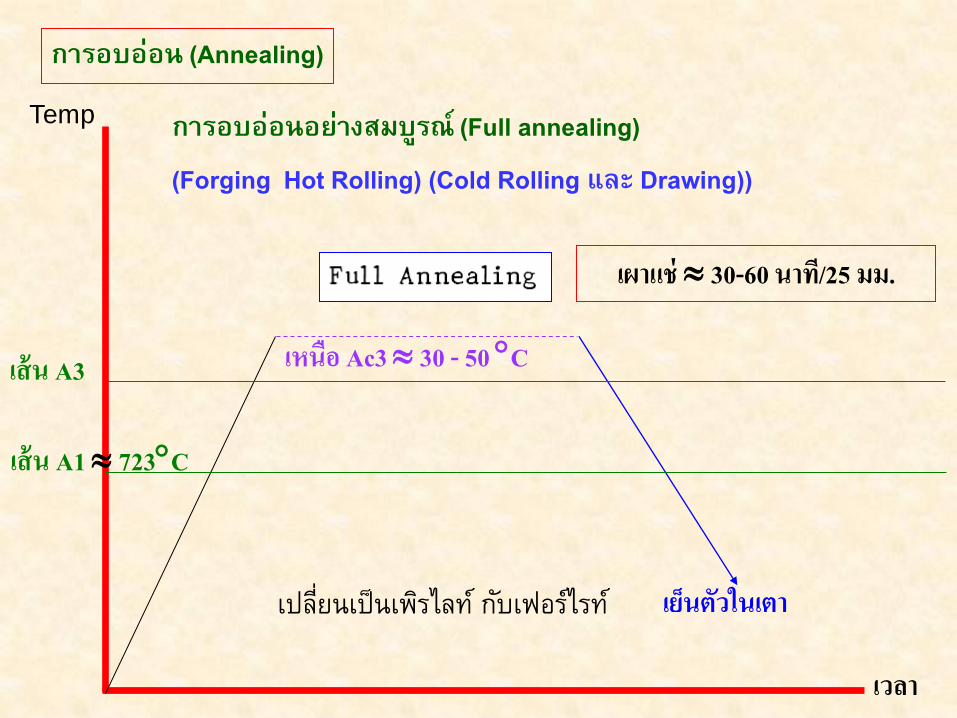
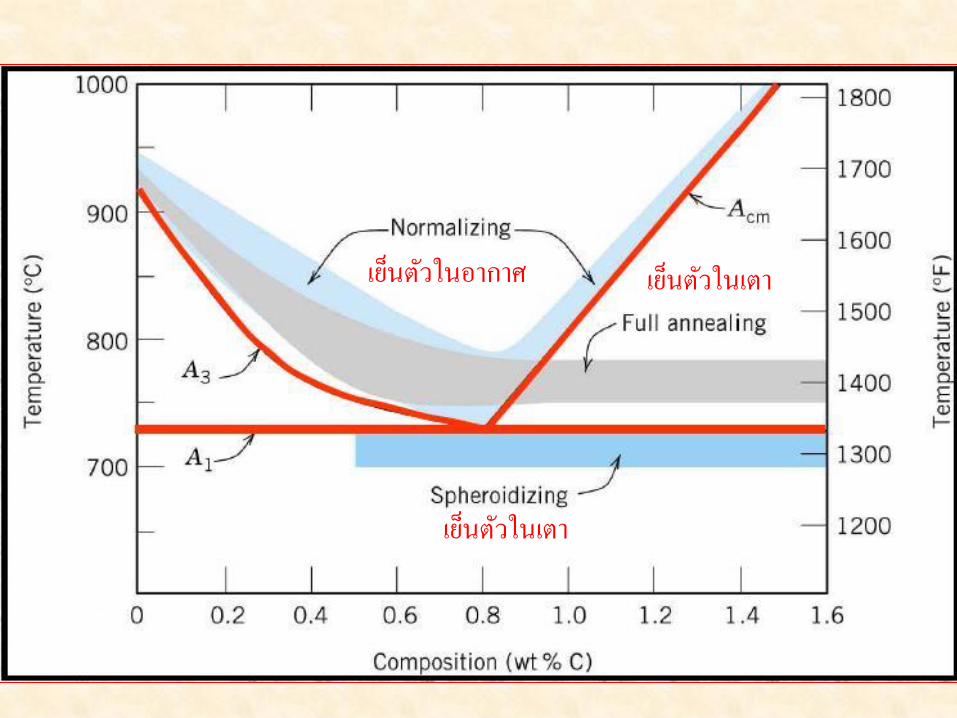
การอบออน (Annealing)
การอบออนอยางสมบรณ (Full annealing)
(Forging Hot Rolling) (Cold Rolling และ Drawing))
Temp
เวลา
เหนอ Ac3 30 - 50 C
เยนตวในเตา
เผาแช 30-60 นาท/25 มม.
เสน A1 723C
เสน A3
เปลยนเปนเพรไลท กบเฟอรไรท

การอบออนไมสมบรณ (Incomplete Annealing)
1) การอบออนเพอขจดความเครยดเหลอคาง (Stress-relief Annealing)
Lattice Distortion แขงแตจะสญเสยความเหนยว
Temp
เวลา
เยนตวในอากาศ
เผาแช ประมาณ 1-2 ชวโมง เสน A1 723C
(550°-650°C)
ต ากวาเสน Ac1
กลมอะตอมทไมอยในสภาพสมดลยกจะคอยๆ กลบคนสสภาพปกต
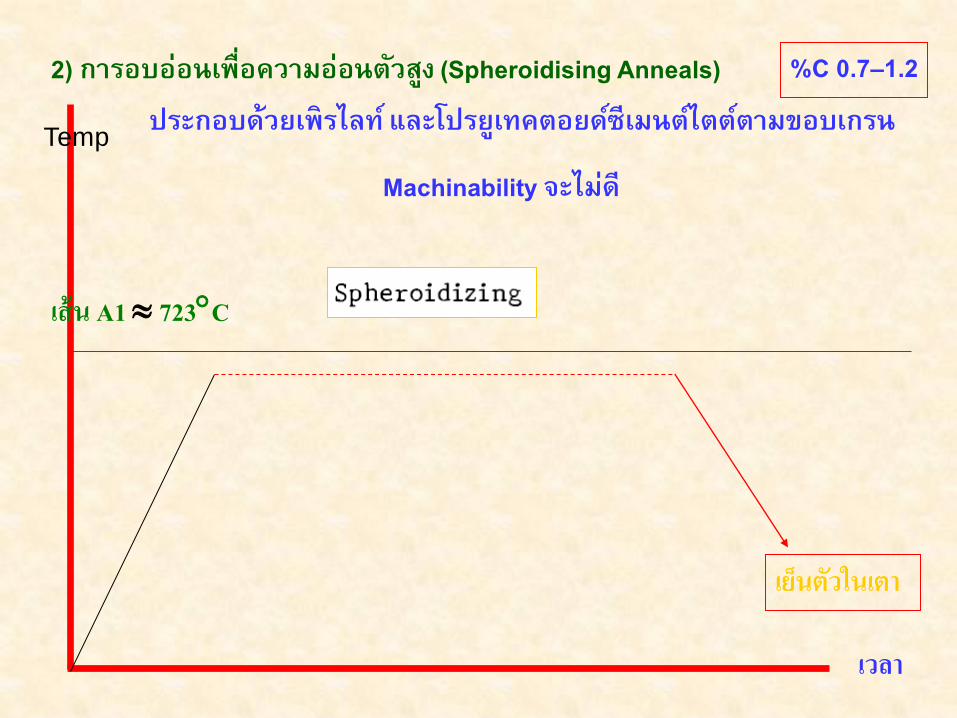
2) การอบออนเพอความออนตวสง (Spheroidising Anneals)
Temp
เวลา
เยนตวในเตา
เสน A1 723C
%C 0.7–1.2
Machinability จะไมด
ประกอบดวยเพรไลท และโปรยเทคตอยดซเมนตไตตตามขอบเกรน
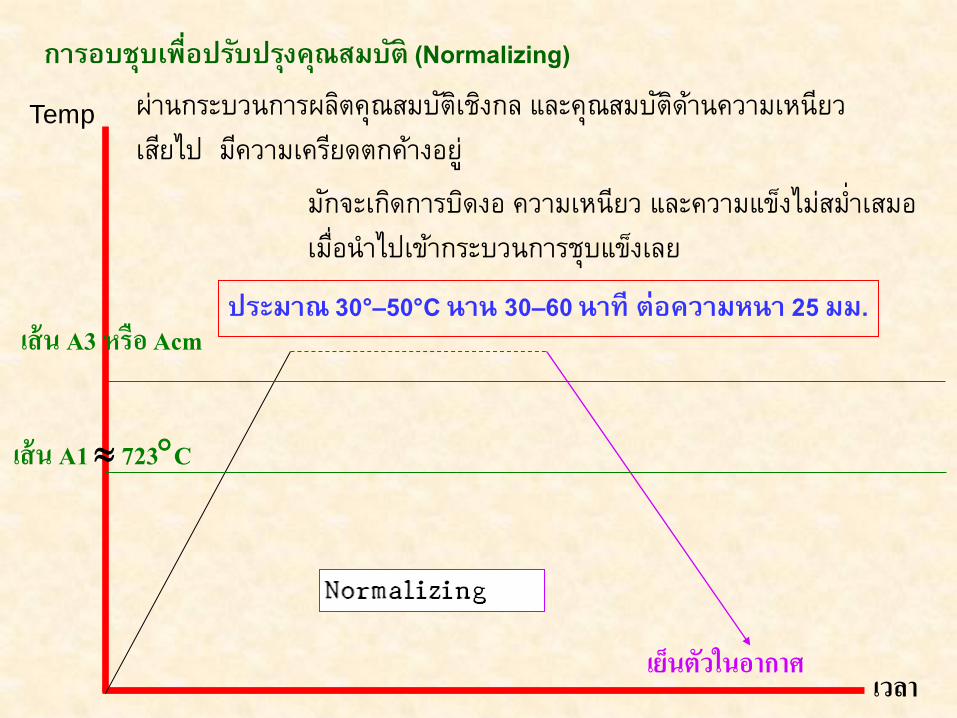
การอบชบเพอปรบปรงคณสมบต (Normalizing) ผานกระบวนการผลตคณสมบตเชงกล และคณสมบตดานความเหนยวเสยไป มความเครยดตกคางอย
มกจะเกดการบดงอ ความเหนยว และความแขงไมสม าเสมอ เมอน าไปเขากระบวนการชบแขงเลย
Temp
เวลา เยนตวในอากาศ
เสน A3 หรอ Acm
เสน A1 723C
ประมาณ 30°–50°C นาน 30–60 นาท ตอความหนา 25 มม.
เยนตวในเตา
เยนตวในเตา
เยนตวในอากาศ
Temp
เวลา
เยนตวในอากาศ
เหนอ A3 50 C
เยนตวในเตา
เสน A1 723C
เสน A3 หรอ Acm
เยนตวในสารจมชบ
เยนตวในเตา
เยนตวในเตา
100-500C
เยนตวในอากาศ
300 – 600 C
เยนตวในอากาศ
(550°-650°C) ประมาณ 1-2 ชวโมง
เหนอ A3 30°–50°C นาน 30–60 นาท ตอความหนา 25 มม.
สารชบ (Quenching Medium)
ก. อตราการถายเทความรอนของสารชบ
ข. ขนาดและรปรางของชนงาน
ค. ลกษณะโครงสรางทตองการภายหลงการอบชบ
นา (Water)
นาเกลอ (Brine)
นามน (Oil)
บดงอหรอแตกราว สนม เกดความเครยดมาก
ประมาณ 10% น าเกลอ ความเครยดภายในมนอยลง เกดการ
บดงอนอยกวา ถายเทความรอนดมาก อตราการเยนตวสงสด
ออสเตนไนทเปลยนไปเปนมารเทนไซท
จะท าปฏกรยาตอถงชบ และอปกรณตางๆ เกดการผกรอนอยางรนแรง
มจดวาบไฟ 160°-170°C ถายเทความรอนต า/อนน ามน
อตราการเยนตวสม าเสมอ ไมเกดความเครยด เหลกผสมต าหรองานขนาดใหญไม
ตองการความแขงมาก

สารชบ (Quenching Medium)
นาผสมนามนชนดทละลายนาได (Water-Soluble Oil)
นาผสมโซเดยมไฮดรอกไซด 50%
ลม (Air)
ออสเตนไนทเปลยนไปเปนมารเทนไซท
ผสมน ามนมากกวาถายเทความรอนจะคลายน ามน
ผสมน ามากกวาการถายเทความรอนใกลเคยงกบน า
(Emulsion)
แยกชนจากน ามนอยกนอาง
ผวงานทไดสะอาด เพราะสารละลายของไฮดรอกไซดท าหนาทกดเหลกออกไซดทเกด
ในขณะเผาไดด
เสอมคณภาพการระเหยของโซเดยมไฮดรอกไซด ซงเปนอนตรายตอคนงานได
เหลกทมสวนผสมสง เลกและบาง เกดสนม
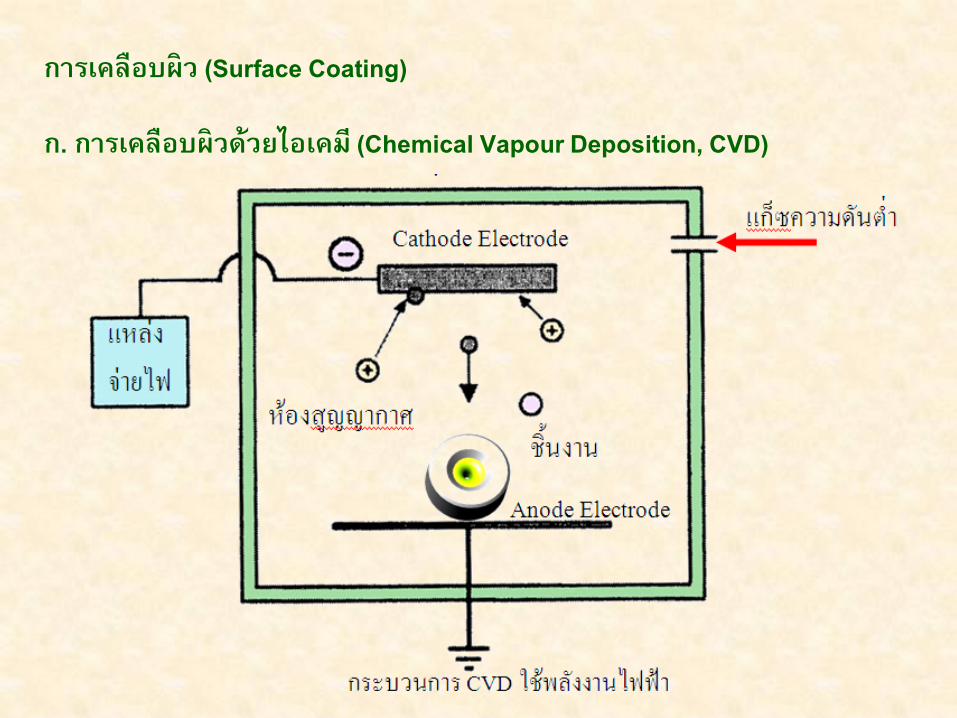
การเคลอบผว (Surface Coating)
ก. การเคลอบผวดวยไอเคม (Chemical Vapour Deposition, CVD)


ข. การเคลอบผวดวยไอกายภาพ (Physical Vapour Deposition, PVD)


ค. การเคลอบผวดวยฟลมคารบอนคลายเพชร (DLC)


ง. การเคลอบผวเหลกกลาดวยไนโอเบยมคารไบดโดย กระบวนการ TD

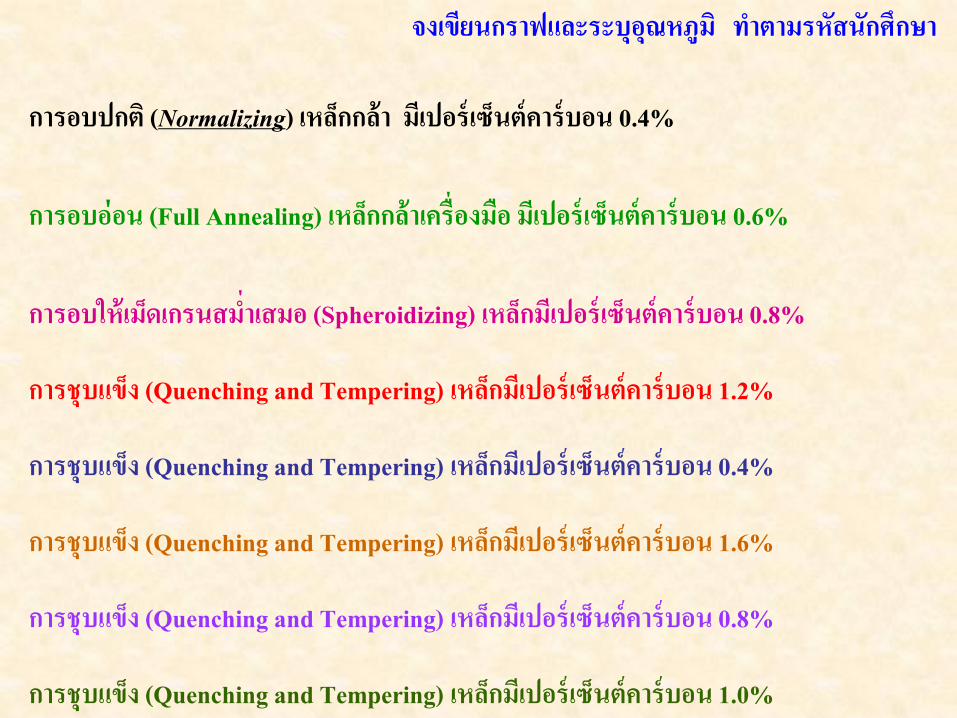
จงเขยนกราฟและระบอณหภม ทาตามรหสนกศกษา
การอบปกต (Normalizing) เหลกกลา มเปอรเซนตคารบอน 0.4%
การอบออน (Full Annealing) เหลกกลาเครองมอ มเปอรเซนตคารบอน 0.6%
การอบใหเมดเกรนสมาเสมอ (Spheroidizing) เหลกมเปอรเซนตคารบอน 0.8%
การชบแขง (Quenching and Tempering) เหลกมเปอรเซนตคารบอน 1.2%
การชบแขง (Quenching and Tempering) เหลกมเปอรเซนตคารบอน 0.4%
การชบแขง (Quenching and Tempering) เหลกมเปอรเซนตคารบอน 1.6%
การชบแขง (Quenching and Tempering) เหลกมเปอรเซนตคารบอน 0.8%
การชบแขง (Quenching and Tempering) เหลกมเปอรเซนตคารบอน 1.0%

1. ชลตต มธรสมนตร ปราโมทย พนนายม กลชาต จลเพญ, กระบวนการผลต (Manufacturing Processes) มหาวทยาลยเทคโนโลยราชมงคลธญบร, ส านกพมพศนยสงเสรมอาชวะ, กรงเทพฯ, 2544
2. สารมย บญม, Engineering Materials – วสดวศวกรรม และ foundry sands, สาขาวชาวศวกรรมโลหการ มหาวทยาลยเทคโนโลยสรนาร
3. อนวฒน จตลาภถาวร, กรรมวธการผลต2, ภาควชาวศวกรรมอตสาหการ มหาวทยาลยศรนครนทรวโรฒ องครกษ,2548
4. SCHULER, Metal Forming Handbook, Springer, Verlag Berlin Heidelberg New York, 1998 5. Repp McCarthy, Metalwork Technology and Practice, New York, 1989 6. Matthew Yuen, Extrusion , Research. May 15, 2009 from
http://faculty.ksu.edu.sa/maesaleh/IE%20351/Ch6-Extrusion.ppt 7. ทว เทศเจรญ, กรรมวธการผลต, สถาบนเทคโนโลยพระจอมเกลาเจาคณทหารลาดกระบง, กรงเทพฯ, พมพครงท 2,
2536. 8. สารมภ บญม, Engineering Materials, สาขาวชาวศวกรรมโลหการ มหาวทยาลยเทคโนโลยสรนาร, Research.
May 15, 2008 from http://www.sut.ac.th/Engineering/Metal/courses/engmat.html 9. ปญญา บวฮมบรา และอษนย กตก าธร, Physical Metallurgy Lab I, สาขาวชาวศวกรรมโลหการ มหาวทยาลย
เทคโนโลยสรนาร, Research. May 15, 2012 from http://www.sut.ac.th/Engineering/Metal/courses/phymet1.html
เอกสารอางอง