
Pengecoran logam
34
BAB I PENDAHULUAN 1.1 Latar Belakang Manufaktur memiliki arti sebagai aktivitas yang mengubah bahan baku menjadi produk yang memiliki nilai tambah untuk dijual. Dalam pencapaian tujuan dari manufaktur tersebut, diperlukan perancangan sebuah sistem manufaktur untuk menampung informasi yang akan digunakan untuk menentukan aliran input, proses, dan output. Selain itu dalam pruduksi suatu produk diperlukan proses dalam pengolahan tersebut. Dalam industri maufaktur tersebut diperlukan proses-proses dalam produksi. Maka dari itu proses manufaktur berkembang seiring berkembangnya industri maufaktur. Dalam kehidupan sehari-hari, manusia memerlukan berbagai macam produk manufaktur. Produk tersebut dihasilkan dari adanya proses manufaktur. Proses manufaktur sendiri merupakan suatu proses pengolahan bahan mentah menjadi barang yang siap jual dengan mengaplikasikan mesin, peralatan, dan tenaga kerja atau suatu prosedur/langkah-langkah mengubah material (bahan) menjadi bentuk lain yang memiliki nilai lebih (added value).Dalam proses manufaktur tersebut diperkenalkan tentang dasar-dasar proses pengecoran (casting), pembentukan (forming), dan pencetakan (molding). Proses-proses tersebut memberikan pengetahuan tentang pengolahan pada material, termasuk logam dan nonlogam. Oleh karena itu, untuk mengetahui pengolahan material tersebut, maka kita perlu mempelajari bagaimana proses terjadi. Pada tahap awal, yang akan dipelajari adalah proses pengecoran (casting). Kita tidak hanya dituntut untuk mengerti tentang teori pengecoran saja, namun juga harus dapat menjalani praktikum agar benar-benar memahami. Proses pengecoran adalah salah satu proses manufaktur yang pertama dikenal oleh manusia dan merupakan basic engineering dalam proses manufaktur. Pada dasarnya, proses pengecoran merupakan proses merubah bentuk logam dengan cara mencairkannya terlebih dahulu, kemudian setelah berubah menjadi logam cair, logam tersebut dituangkan dan ditekan ke dalam cetakan yang telah dibuat sebelumnya, lalu dibiarkan membeku, kemudian dikeluarkan dari cetakan. Pada praktikum ini, tahap-tahap dari proses pengecoran akan diterapkan langsung. Dimulai dari bagaimana cara membuat pola (pattern) dari lilin dengan menggunakan cetakan silikon, membuat cetakan dari gips menggunakan pola yang telah dibuat, melakukan pengecoran logam, dan sebagai tahap akhir yaitu finishing terhadap hasil pengecoran tersebut. Praktikum ini merupakan percobaan dasar agar mengerti dan memahami tahapan dari proses pengecoran logam. Dengan adanya praktikum ini, kita diharapkan dapat menganalisa proses pengecoran dan mampu melakukan improvement terhadap tata cara pengecoran. Selain itu, diharapkan pula untuk mengetahui berbagai macam jenis cacat sebagai hasil pengecoran yang kurang sempurna. Dengan begitu dalam
-
Upload
independent -
Category
Documents
-
view
3 -
download
0
Transcript of Pengecoran logam

BAB IPENDAHULUAN
1.1 Latar BelakangManufaktur memiliki arti sebagai aktivitas yang mengubah bahan
baku menjadi produk yang memiliki nilai tambah untuk dijual. Dalampencapaian tujuan dari manufaktur tersebut, diperlukan perancangansebuah sistem manufaktur untuk menampung informasi yang akandigunakan untuk menentukan aliran input, proses, dan output. Selainitu dalam pruduksi suatu produk diperlukan proses dalam pengolahantersebut. Dalam industri maufaktur tersebut diperlukan proses-prosesdalam produksi. Maka dari itu proses manufaktur berkembang seiringberkembangnya industri maufaktur.
Dalam kehidupan sehari-hari, manusia memerlukan berbagaimacam produk manufaktur. Produk tersebut dihasilkan dari adanyaproses manufaktur. Proses manufaktur sendiri merupakan suatu prosespengolahan bahan mentah menjadi barang yang siap jual denganmengaplikasikan mesin, peralatan, dan tenaga kerja atau suatuprosedur/langkah-langkah mengubah material (bahan) menjadi bentuklain yang memiliki nilai lebih (added value).Dalam proses manufakturtersebut diperkenalkan tentang dasar-dasar proses pengecoran (casting),pembentukan (forming), dan pencetakan (molding). Proses-proses tersebutmemberikan pengetahuan tentang pengolahan pada material, termasuklogam dan nonlogam. Oleh karena itu, untuk mengetahui pengolahanmaterial tersebut, maka kita perlu mempelajari bagaimana prosesterjadi. Pada tahap awal, yang akan dipelajari adalah prosespengecoran (casting). Kita tidak hanya dituntut untuk mengerti tentangteori pengecoran saja, namun juga harus dapat menjalani praktikumagar benar-benar memahami.
Proses pengecoran adalah salah satu proses manufaktur yangpertama dikenal oleh manusia dan merupakan basic engineering dalam prosesmanufaktur. Pada dasarnya, proses pengecoran merupakan prosesmerubah bentuk logam dengan cara mencairkannya terlebih dahulu,kemudian setelah berubah menjadi logam cair, logam tersebutdituangkan dan ditekan ke dalam cetakan yang telah dibuatsebelumnya, lalu dibiarkan membeku, kemudian dikeluarkan daricetakan.
Pada praktikum ini, tahap-tahap dari proses pengecoran akanditerapkan langsung. Dimulai dari bagaimana cara membuat pola (pattern)dari lilin dengan menggunakan cetakan silikon, membuat cetakan darigips menggunakan pola yang telah dibuat, melakukan pengecoran logam,dan sebagai tahap akhir yaitu finishing terhadap hasil pengecorantersebut. Praktikum ini merupakan percobaan dasar agar mengerti danmemahami tahapan dari proses pengecoran logam. Dengan adanyapraktikum ini, kita diharapkan dapat menganalisa proses pengecorandan mampu melakukan improvement terhadap tata cara pengecoran. Selainitu, diharapkan pula untuk mengetahui berbagai macam jenis cacatsebagai hasil pengecoran yang kurang sempurna. Dengan begitu dalam

dunia industri nantinya, kita dapat mengurangi risiko kemunculancacat akibat proses pengecoran yang kurang sempurna.
1.2 TujuanPelaksanaan pratikum ini memiliki beberapa tujuan yang akan
diperoleh. Tujuan tersebut adalah sebagai berikut :1. Praktikan dapat mengetahui secara langsung proses pengecoran
dari awal proses sampai terbentuknya produk sebagai salahsatu proses manufaktur.
2. Praktikan mampu melakukan analisa dalam proses pengerjaanmeliputi mekanisme yang seharusnya dilakukan, kebutuhanmaterial, kebutuhan alat, dan cacat yang tampak dalam hasilproses pengerjaan.
3. Praktikan mampu melakukan improvement terhadap tata carapengerjaan
4. Praktikan mampu menerapkan proses pengerjaan dalam industrimanufaktur dengan baik.
1.3 ManfaatPelaksanaan pratikum akan memberi manfaat bagi pratikan. Manfaatdari pelaksanaan pratikum ini adalah sebagai berikut :1. Menambah pengetahuan mahasiswa tentang salah satu proses
manufaktur2. Menegetahui rangkaian tahap dalam proses pengecoran3. Mengetahui aplikasi proses secara langsung mengenai proses
pengecoran4. Mampu membuat produk dengan proses pengecoran
1.4 BatasanPratikum dilaksanakan dengan beberapa batasan yang dianggapperlu. Adapun batasan dalam praktikum proses pengecoran iniadalah:1. Praktikum dilakukan di Laboratorium Sistem Manufaktur Teknik
Industri ITS2. Pola yang dibuat adalah pola bentuk pion3. Praktikan diwajibkan mengikuti prosedur kerja yang sudah ada4. Alat yang digunakan untuk mengukur hasil akhir produk adalah
jangka sorong dan penggaris.
1.5 AsumsiAdapun asumsi yang digunakan dalam pengerjaan laporan ini
adalah: 1. Proses praktikum berjalan sesuai prosedur. 2. Alat ukur yang digunakan presisi.3. Alat dan bahan digunakan dalam takaran yang sesuai.4. Temperatur atau suhu lingkungan dalam keadaan normal.

BAB IITINJAUAN PUSTAKA

2.1 Pengertian PengecoranSejarah Pengecoran
Pengecoran merupakan salah satu proses manufaktur yang telahberkembang sejak dahulu. Hal ini dibuktikan dengan ditemukannyaartifak-artifak tembaga di berbagai tempat, di Anatolia denganperkiraan umur artifak 5000 SM, di China sebelum 2800 SM, danSumeria 3000 SM. (Soetomo,2000)
Definisi PengecoranPengecoran sendiri adalah proses penuangan logam cair kedalam
rongga cetakan dan mengalami proses pendinginan di dalam cetakansehingga membentuk benda yang diinginkan. Terdapat berbagai macamkeuntungan serta kekurangan didalam proses pengecoran. Pengecorandapat membuat komponen dengan model geometri eksternal maupuninternal yang bentuk kompleks. Beberapa proses pengecoran dapatmembentuk produk akhir dalam bentuk geometri (net shape) sehinga tidakdiperlukan pengerjaan manufaktur lebih lanjut. Proses pengecorandapat dilakukan menggunakan berbagai jenis logam yang dapatdipanaskan hingga lebur (liquid state) jadi tidak harus logam khusus.Beberapa metoda pengecoran cocok untuk produksi masal.
Selain memiliki beberapa keuntungan, diperoleh pula kerugianyang ada. Diantaranya adalah terjadinya pengerasan yang menyusutsecara lokal dan terdistibusi secara merata pada structur dendritic(microporosity), keakuratan demensi geometrik dan kerataan permukaanyang rendah, serta keselamatan kerja saat peleburan logam dapatmembahayakan pekerja.
Pengecoran tidak hanya dapat dilakukan pada logam saja, tetapijuga dapat berupa material logam cair atau plastik yang bisa meleleh(termoplastik), juga material yang terlarut air misalnya beton ataugips. Contoh produk pengecoran diantaranya adalah blok mesin, velgmotor, perhiasan, kran air, dan masih banyak lagi. Adapun langkah-langkah pengecoran logam secara umum.:
1. Logam dilebur pada suhu tinggi hingga berubah dalam wujudcair
2. Logam cair dituang kedalam cetakan3. Logam cair dalam cetakan mengalami proses pendinginan.4. Seiring dengan penurunan suhu, logam akan mengeras. 5. Selama proses pengerasan, terjadi perubahan fasa pada logam
(membentuk karakteristik hasil pengecoran)6. Apabila proses pendinginan dan pengerasan selesai, cetakan
dilepas.7. Proses lanjutan dapat berupa trimming, cleaning, inspecting dan
heat treatment
2.2 Dasar-Dasar Pengecoran

Untuk menghasilkan produk pengecoran yang maksimal, adabeberapa hal yang harus diperhatikan selama proses pengecoranberlangsung, diantaranya :
SolidificationSetiap logam, paduan logam memiliki titik leleh dan titik bekumasing-masing sehingga saat proses peleburan, temperatur harusdiperhatikan agar logam maupun paduan logam mencair dengansempurna.
Fluid FlowKarakteristik aliran logam merupakan suatu ukuran kecepatanlogam cair yang dapat memenuhi bentuk dari cetakan sebelummembeku.Agar logam dapat mengalir dengan lancar maka ada beberapa halyang harus diperhatikan, yaituo temperatur penuangano komposisi logamo viskositaso perpindahan panas yang terjadi di sekitar proses
Heat TransferEnergi panas yang diperlukan:o Panas untuk menaikkan temperatur hingga titik leburo Panas fusi untuk merubah zat padat menjadi zat cairo Panas untuk menaikkan logam lebur hingga temparatur penuangan
yang diinginkan Pouring
Proses penuangan merupakan salah satu proses vital dalampengecoran, sehingga ada beberapa hal yang harus diperhatikan,diantaranya :o Temperatur Penuangan
Apabila temperatur saat penuangan terlalu rendah maka logamakan mengeras sebelum rongga cetakan terisi penuh
o Kecepatan PenuanganJika terlalu lambat logam akan mengeras sebelum ronggacetakan terisi penuh, dan apabila terlalu cepat dapatmenimbulkan turbulensi
o Turbulensi Mempercepat terbentuknya oksida logam dan terperangkap
dalam proses pengerasan sehingga kualitas cor menurun Menimbulkan erosi cetakan (mold erosion) sehingga cetakan
mudah terkikis/habis
2.3 Macam-Macam PengecoranSeiring berkembangnya teknologi, proses pengecoran pun
mengalami perkembangan. Berbagai teknik pengecoran pun ditemukan,diantaranya :

Pengecoran Pasir (Sand Casting)o Merupakan metode yang paling banyak digunakan.o Kelebihan :
Cetakan murahDapat membentuk geometri yang komplekDapat digunakan untuk berbagai macam paduan logamDapat membentuk ukuran yang besarEkonomis pada tingkat produksi rendah
o Kekurangan :Harga tiap bagian tinggiHasil permukaan tidak rataToleransi rendah
Die Castingo Merupakan proses pengecoran cetakan-permanen, dimana logom
lebur diinjeksi kedalam rongga cetakan dengan tekanan yangtinggi (7 – 350MPa)
o Kelebihan :Dapat memproduksi dalam jumlah besar dengan tingkat otomasiyang tinggiUkuran dinding tipisHasil permukaan baikEkonomis dalam tingkat produksi yang tinggiKontrol temperature cetakan baik
o Kekurangan :Biaya tinggiMemerlukan waktu yang lamaUkuran terbatasTerbatas pada beberapa jenis paduan
Investment Castingo Proses investment casting, disebut juga proses menghilangkan
lilin, proses ini pertama kali digunakan selama periode 4000-3500 SM, terbuat dari lilin atau plastik seperti polistiren.Pola ini dibuat dengan menyuntikkan lilin cair atau plastikcetakan logam dalam bentuk obyek.

o Kelebihan :Akurasi permukaan yang terbentuk bagusCetakan yang digunakan relatif murahKecepatan aliran produksi yang cukup tinggiBentuk yang dihasilkan relatif komplekSerta bisa digunakan kepada material yang memiliki temperaturyang cukup tinggi
o Kekurangan :Beberapa bahan catakan tidak dapat digunakan kembali sartaperputaran produksi membutuhkan waktu yang cukup panjangdikarenakan mahalnya harga setiap bagian dari produksi
2.4 Cacat pada Pengecoran Misrun; Pengecoran yang telah mengeras sebelum sebelum rongga
cetakan terisi sempurna. Penyebab: fluiditas logam leburkurang, temperatur tuang rendah, kecepatan penuangan lambat,bagian cross-section rongga cetakan tipis.
Cold shut; terjadi jika dua aliran logam lebur bertemu tetapikurang terjadi fusi antar keduanya akibat adanya pendinginanyang prematur
Cold shots; percikan (splattering) logam lebur saat penuanganmengakibatkan gelembung logam (solid globules) yang mengerasterperangkap dalam cetakan
Shrinkage cavity; depresi yang terjadi pada permukaan atau bagianinternal pengecoran akibat terjadinya pengerasan yang menyusut
Microporosity; terjadinya pengerasan yang menyusut secara lokaldan terdistibusi secara merata pada structur dendritic
Hot tearing/hot cracking; retaknya logam pada titik yang mengalamitegangan (tensile stress) yang tinggi akibat dariketidakmampuan logam untuk menyusut secara natural

BAB IIIMETODOLOGI PRAKTIKUM
Dalam Bab III Metodologi Praktikum ini akan menjelaskan tentangalur praktikum proses pengecoran, alat dan bahan, prosedur prosespengecoran, serta penjelasan flowchart praktikum.
3.1 Alur Praktikum Proses PengecoranPada bagian alur praktikum ini, disajikan tahap-tahap dalam
praktikum proses pengecoran.

Gambar 3.1 Flowchar Alur PraktikumAlur praktikum dimulai dengan membuat pola lilin sesuai
prosedur. Selanjutnya,didapatkan produk berupa pola lilin. Kemudian,praktikum dilanjutkan dengan proses pembuatan cetakan gips. Setelahterbentuk cetakan gips, dilakukan pengecoran menggunakan cetakangips yang telah dibuat pada proses sebelumnya. Setelah prosespengecoran selesai, dilakukan pengukuran diameter serta tinggi darisegmen-segmen yang telah ditentukan dalam lembar check sheet. Setelahitu, dilakukan proses finishing terhadap produk pengecoran. Setelahproses finishing,dilakukan pengukuran kembali terhadap produk tersebutuntuk menjadi perbandingan dengan ukuran produk hasil pengecoran.
3.2 Alat dan Bahan3.2.1 Alat dan Bahan Proses Pembuatan Pola Lilin
Lilin batangan 200 gr Kompor
Start
Pembuatan Pola Lilin
Pengukuran Pola Lilin
Pembuatan Pola Gips
Pengecoran Alumium
Pengukuran Produk
Pengecoran
Finishing
Finish
Pengukuran Hasil
Finishing

Panci Kecil Cetakan pola silikon Penggaris Jangka sorong
3.2.2 Alat dan Bahan Proses Pembuatan Gips Bubuk gips Air Pola lilin Spidol Kotak cetak plastik Lotion body Alas kaca Kompor Panci Kecil Paku Wadah adonan
3.2.3 Alat dan Bahan Proses Pengecoran Aluminium Fire blender Kompressor Mangkuk keramik Penjepit Sarung tangan Aluminium batang Bensin Pasir Cetakan gips Kacamata Sepatu Palu
3.2.4 Alat dan Bahan Proses Pengukuran Hasil Pengecoran Produk hasil pengecoran Penggaris Jangka sorong Check sheet
3.2.5 Alat dan Bahan Proses Finishing Amplas Mesin Turning Produk hasil pengecoran Kikir
3.2.6 Alat dan Bahan Pengukuran Hasil Finishing Produk hasil finishing Penggaris Jangka sorong Check sheet
3.3 Prosedur Proses Pengecoran3.3.1 Pratikan Prosedur Kerja Proses Pembuatan Pola Lilin
1.Pratikan menyiapkan alat dan bahan yang dibutuhkan2.Pratikan memanaskan lilin yang sudah dipotong

3.Pratikan menuangkan lilin cair kedalam cetakan silikon4.Pratikan mengeluarkan pola lilin yang sudah mengeras5.Pratikan melakukan pengukuran terhadap pola lilin
3.3.2 Prosedur Kerja Proses Pembuatan Gips1.Pratikan menyiapkan alat dan bahan yang dibutuhkan2.Pratikan menimbang bahan sesuai takaran3.Pratikan mencampur adonan gips di dalam mangkuk4.Pratikan menanamkan pola lilin dalam adonan gips di
dalam wadah5.Pratikan mengambil gips yang sudah mengeras6.Pratikan memanaskan gips yang telah terbentuk untuk
menghilangakan pola lilin7.Pratikan membersihkan air yang tersisa dalam gips hingga
kering1.Prosedur melebur aluminium batangan2.Ratikan menuangkan aluminium cair kedalam cetakan gips3.Pratikan mengeluarkan aluminum yang sudah adat dari
cetakan gips4.Pratikan melakukan pengukurann terhadap aluminium hasil
pengecoran3.3.3 Kerja Proses Pengecoran Aluminium
5.Pratikan menyiapkan alat dan bahan yang dibutuhkan6.Praktikan melebur aliminium batangan7.Praktikan menuangkan alumanium cair ke dalam cetakan
gips8.Praktikan mengeluarkan aluminum yang sudah padat dari
cetakan gips9.Praktikan melakukan pengukuran terhadap aluminium hasil
pengecoran 3.3.4 Prosedur Kerja Finishing
1.Praktikan menyiapkan alat dan bahan yang dibutuhkan2.Praktikan merapikan bagian-bagian cacat yang ditemukan
di produk hasil pengecoran3.3.5 Prosedur Kerja Proses Pengukuran Finishing
1.Praktikan menyiapkan alat dan bahan yang dibutuhkan2.Praktikan mengukur tinggi dan diameter produk yang sudah
di finishing
3.4 Penjelasan Flowchart PraktikumDalam subbab ini akan menjelaskan tentang flowchart proses
pembuatan pola lilin, pembuatan gips, pengecoran aluminium,pengukuran produk hasil pengecoran, proses finishing, dan pengukuranhasil finishing.
3.4.1 Penjelasan Flowchart Praktikum Proses Pembuatan Pola Lilin
Start
Siapkan cetak
silikon

Gambar 3.3.1 Flowchart Proses Pembuatan Pola Lilin
Pada proses pembuatan pola lilin, langkah pertama yangharus dilakukan adalah menyiapkan alat dan bahan. Lalu mengikatcetakanilicon agar tidak terjadi kebocoran. Setelah itupraktikan melakukan pemanasan lilin yang telah di potong-potongdi atas kompor yang sudah dipanaskan terlbeih dahulu. Setelahlilin mencair, lilin cair dituangkan ke dalam cetakan silikonyang telah dipersiapkan. Setelah lilin mengering di dalamcetakan, cetakan dibuka dan lilin yang telah terbentukdikeluarkan dari cetakannya. Kemudian melakukan pengukuran polalilin yang telah berbentuk seperti rongga dalam cetakan.
3.4.2 Penjelasan Flowchart Praktikum Pembuatan Gips
Cairkan lilin ke
dalam panci yang
dipanaskanBiarkan
hingga lilin mencair
Tuangkan Lilin cair kedalam cetakanTunggu hingga
pola lilin mengeras
mengambil pola lilin
dari cetakan
Melakukan pengukuran pada pola
lilin
Finish
Keluarkan gips dari panci &
dinginkan
Start
Siapkan alat dan bahan
Siapkan bubuk gips
250 grCampurkan
air ke bubuk gips
perlahan-lahanMasukkan
adonan & pola lilin ke
dalam kotak cetakTunggu adonan hingga kering
Panaskan air dan masukkan gips ke dalam air mendidihTunggu
hingga lilin
mencair

Gambar 3.3.2 Flowchart Proses Pembuatan Gips
Proses ini diawali dengan menyiapkan alat dan bahan yangdibutuhkan. Setelah alat dan bahan siap, praktikan mulaimenakar bahan untuk pembuatan adonan gips. Siapkan cetakan yangtelah dioleskan handbody. Lalu mulai membuat adonan gips denganbahan yang sudah sesuai takaran. Setelah adonan gips jadi,adonan dituang ke dalam cetakan. Pola lilin ditanamkan ke dalamadonan gips. Setelah adonan gips mengeras, gips tersebutdipanaskan di dalam air panas agar lilin yang ada di dalamkembali mencair sehingga terdapat rongga di dalam gips.3.4.3 Penjelasan Flowchart Praktikum Pengecoran Alumunium
Keluarkan gips dari panci &
dinginkanLubangi gips ada sebagai riser
Finish
Start
Menyiapkan alat & bahan
Mencairkan aluminium
Memanaskan cetakan
gips
Menuangkan aluminium
cair ke dalam cetakan
Mengeluarkan aluminium
dari cetakan gips

Gambar 3.3.3 Flowchart Pengecoran AluminiumProses pengecoran alumunium diawali dengan menyiapkan alatdan bahan sekaligus membuat lubang riser pada cetakan gips.Kemudian pratikan meleburkan alumunium batangan hinggamencair. Setelah alumunium batanganmencair, segeradituangkan ke dalam cetakan gips. Biarkan hingga alumium didalam cetakan mengeras, keluarkan alumunium dari cetakangips dengan cara menghancurkan cetakan gips.
3.4.4 Penjelasan Flowchart Proses Pengukuran Produk HasilPengecoranPratikan menyiapkan alat dan bahan yang dibutuhkan untuk
melakukan pengukuran, yaitu jangka sorong dan check sheetpratikum. Praktikan melakukan terhadap bagian-bagian yang telahdi tentukan di dalam check sheet. Setelah itu,ukuran tersebut dituliskan ke dalamcheck sheet kelompok.
Mengeluarkan aluminium
dari cetakan gips
Merendam hasil cetakan di dalam airMengukur hasil
pengecoran
Finish

Gambar 3.3.4 FlowchartProses Pengukuran Produk HasilPengecoran
Start
Menyiapkan alat & bahan
Menyiapkan objek ukur
Mengukur tinggi dan diameter objek
Mencatat hasil
Pengukuran
Finish

3.4.5 Penjelasan Flowchart Proses Finishing
Gambar 3.3.5 Flowchart Proses Finishing
Proses finishing dilakukan menggunakan mesin turning. Padaproses ini dilakukan oleh pekerja yang ahli. Roses diawalidengan pemotongan ada bagian bawah yang tidak diperlukan pada
Sisi produk yang belum
halus
Start
Menyiapkan alat & bahan
Memotong bagian bawah
polaProduk di pasang pada mesin bubut (turning)Produk di
kikir sesuai pola
Produk di
haluskan
Matikan mesin
Finish
Sudah Selesai?

pola. Setelah itu, dilakukan pembubutan terhadap produk sesuaipola. Setelah embubutan dilakukan pengikiran dan pengamplasanada produk supayamemiliki permukaan yang halus.
3.4.6 Penjelasan Flowchart Pengukuran Hasil Finishing
Gambar 3.3.6 Flowchart Pengukuran Hasil FinishingProses ini dibuka dengan persiapan alat dan bahan. Kemudian
praktikan mengambil data tinggi dan diameter dari produk hasilpengecoran dengan menggunakan jangka sorong. Data dituliskandalamcheck sheet.
Start
Menyiapkan alat & bahan
Menyiapkan objek ukur
Mengukur tinggi dan diameter objek
Mencatat hasil
Pengukuran
Finish
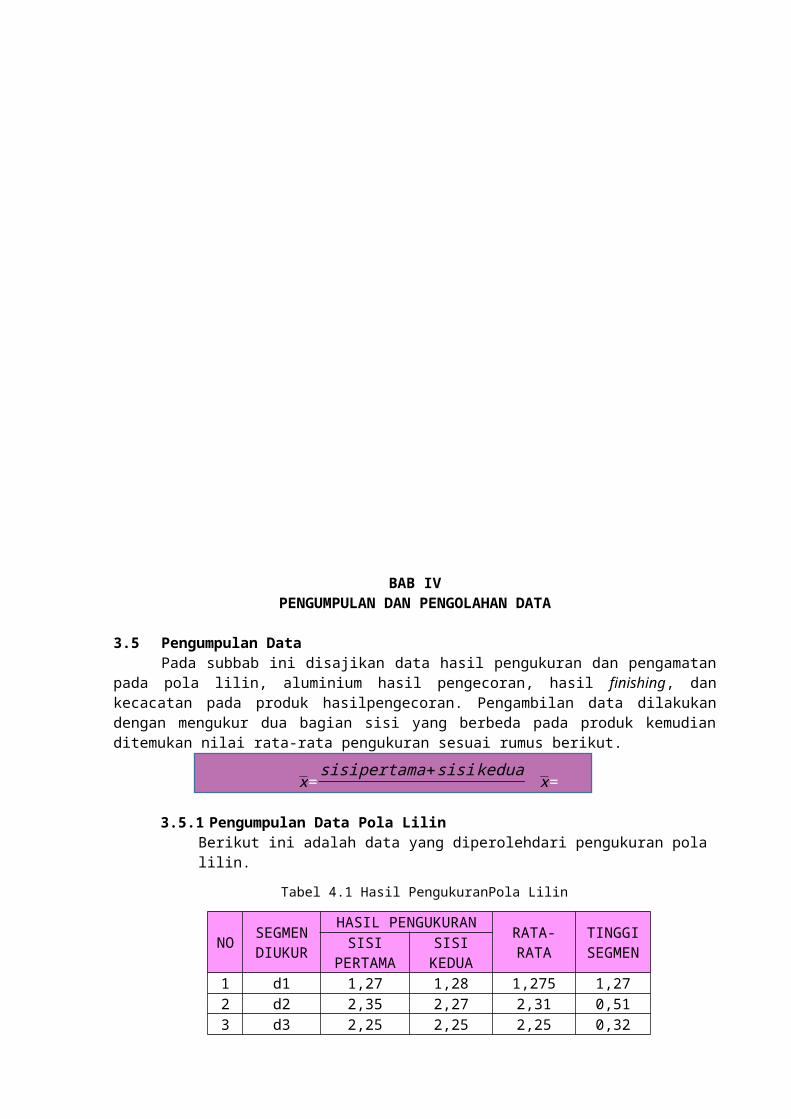
BAB IVPENGUMPULAN DAN PENGOLAHAN DATA
3.5 Pengumpulan DataPada subbab ini disajikan data hasil pengukuran dan pengamatan
pada pola lilin, aluminium hasil pengecoran, hasil finishing, dankecacatan pada produk hasilpengecoran. Pengambilan data dilakukandengan mengukur dua bagian sisi yang berbeda pada produk kemudianditemukan nilai rata-rata pengukuran sesuai rumus berikut.
3.5.1 Pengumpulan Data Pola LilinBerikut ini adalah data yang diperolehdari pengukuran pola lilin.
Tabel 4.1 Hasil PengukuranPola Lilin
NO SEGMENDIUKUR
HASIL PENGUKURAN RATA-RATA
TINGGISEGMENSISI
PERTAMASISIKEDUA
1 d1 1,27 1,28 1,275 1,272 d2 2,35 2,27 2,31 0,513 d3 2,25 2,25 2,25 0,32
x=sisipertama+sisikedua2 x=

4 d4 1,51 1,48 1,495 0,315 d5 2,35 2,31 2,33 1,776 d6 2,14 2,16 2,15 0,167 d7 2,64 2,58 2,61 0,208 d8 2,26 2,26 2,26 0,349 d9 3,35 3,34 3,345 0,9310 d10 2,76 2,72 2,74 0,5111 d11 3,34 3,35 3,345 0,77
3.5.2 Pengumpulan Data Produk Hasil PengecoranBerikut ini adalah data yang diperolehdari pengukuranhasil pengecoran.
Tabel 4.2 Hasil Pengukuran Hasil Pengecoran
NO SEGMENDIUKUR
HASIL PENGUKURAN RATA-RATA
TINGGISEGMENSISI
PERTAMASISIKEDUA
1 d1 1,30 1,20 1,25 1,272 d2 2,24 2,22 2,23 0,623 d3 2,00 2,07 2,035 0,224 d4 1,59 1,46 1,525 0,465 d5 2,18 2,06 2,12 1,626 d6 2,08 2,13 2,105 0,227 d7 2,11 2,25 2,18 0,238 d8 1,91 2,29 2,10 0,399 d9 2,97 2,78 2,875 0,8110 d10 2,59 2,51 2,55 0,6711 d11 3,12 3,13 3,125 0,72
3.5.3 Pengumpulan Data Produk Hasil Finishing.Berikut ini adalah data yang diperolehdari pengukuranhasil finishing.
Tabel 4.3 Hasil Finishing
NO SEGMENDIUKUR
HASIL PENGUKURAN RATA-RATA
TINGGISEGMENSISI
PERTAMASISIKEDUA
1 d1 1,238 1,20 1,219 1,062 d2 2,01 2,01 2,01 0,743 d3 2,09 1,89 1,99 0,394 d4 1,225 1,225 1,225 0,465 d5 2,00 1,81 1,905 1,796 d6 1,7 1,69 1,695 0,177 d7 1,835 2,07 1,95 0,24

8 d8 1,23 1,39 1,31 0,2359 d9 2,36 2,25 2,305 1,910 d10 1,8 1,8 1,8 0,7911 d11 2,415 2,415 2,415 0,79
3.5.4 Pengumpulan Data Cacat yang TerbentukBerikut ini adalah data yang diperolehdari pengamatankecacatan pada produk hasil pengecoran
Tabel 4.4 Data Cacat yang Terbentuk
NO SEGMEN YANG DIAMATI JENIS CACAT YANG DITEMUKAN
1 d1, d3shrinkage cavity.yaitu
penyusutan pada saatproses pengecoran
2 d5, d6, d7,d8,d9,d10
Gas cavity.es yaitu terdapatudara yang terperangkapsaat proses penuangan
cairan
3 d11Misrun yaitu terlalu cepatpengerasan yang terjadi
ada rongga tertentu
4.2 Pengolahan dataPada bagian ini akan ditampilkan data perbandingan hasil
pengukuran tiap-tiap tahap proses pembuatan produk.4.2.1 Perbandingan Master dengen Pola Lilin
Berikut ini adalah hasil pengamatan membandingkan polamaster dengan pola lilin.
Tabel 4.2.1 Perbandingan Ukuran Pola Master dengan Pola LilinNo Segme
nDiuku
r
HasilPegukuran (rata-rata)
Perbedaan
TinggiSegmen
Perbedaan
Master
Pola
Lilin
Master
Pola
Lilin
1 d1 1,225
1,275
+0,050 1,36 1,27
-0,09
2 d2 2,465
2,310
-0,155 0,64 0,51
-0,13
3 d3 2,335
2,250
-0,085 0,35 0,32
-0,03
4 d4 1,415
1,495
+0,080 0,41 0,31
-0,10
5 d5 2,36 2,3 -0,035 1,86 1,7 -0,09

5 30 76 d6 2,09
02,150
+0,060 0,23 0,16
-0,07
7 d7 2,715
2,515
-0,200 0,24 0,20
-0,04
8 d8 2,420
2,260
-0,160 0,45 0,34
-0,11
9 d9 3,400
3,345
-0,055 1,10 0,93
-0,17
10 d10 3,090
2,740
-0,360 0,62 0,31
-0,31
11 d11 3,410
3,345
-0,065 0,76 0,77
+0,01
4.2.2 Perbandingan Pola Lilin dengan Produk Hasil PengecoranBerikut ini adalah hasil pengamatan membandingkan pola
lilin dengan produk hasil pengecoran.
Tabel 4.2.2 Perbandingan Ukuran Pola Lilin dengan Produk hasilpengecoran
No
Segmen
Diukur
HasilPegukuran
(rata-rata) Perbedaan
TinggiSegmen
PerbedaanPola
Lilin
Pengecoran
PolaLilin
Pengecoran
1 d1 1,275
1,250 -0,025 1,2
7 1,27 -
2 d2 2,310
2,230 -0,080 0,5
1 0,62 +0,11
3 d3 2,250
2,035 -0,215 0,3
2 0,22 -0,10
4 d4 1,495
1,525 +0,030 0,3
1 0,46 +0,15
5 d5 2,330
2,120 -0,210 1,7
7 1,62 -0,15
6 d6 2,150
2,150 - 0,1
6 0,22 +0,06
7 d7 2,515
2,180 -0,335 0,2
0 0,23 +0,03
8 d8 2,260
2,100 -0,160 0,3
4 0,39 +0,05
9 d9 3,345
2,825 -0,520 0,9
3 0,81 -0,12
10 d10 2,740
2,550 -0,190 0,3
1 0,67 +0,24

11 d11 3,345
3,125 -0,220 0,7
7 0,72 -0,02
4.2.3 Perbandingan Produk Hasil Pengecoran dengan Produk HasilFinishing.Berikut ini adalah hasil pengamatan membandingkan produk
hasil pengecoran dengan prduk hasil finishing.
Tabel 4.2.3 Perbandingan Produk hasil Pengecoran denganProduk Hasil Finishing
No
Segmen
Diukur
HasilPegukuran(rata-rata) Perbed
aan
TinggiSegmen Perbe
daanPengecoran
Finishing
Pengecoran
Finishing
1 d1 1,250
1,219 -0,031 1,27 1,06 -0,13
2 d2 2,230
2,010 -0,220 0,62 0,74 +0,08
3 d3 2,035
1,990 -0,045 0,22 0,39 +0,17
4 d4 1,525
1,225 -0,300 0,46 0,46 -
5 d5 2,120
1,900 -0,210 1,62 1,79 +0,12
6 d6 2,150
1,695 -0,455 0,22 0,17 -0,05
7 d7 2,180
1,950 -0,230 0,23 0,24 +0,01
8 d8 2,100
1,310 -0,790 0,39 0,23
5-
0,155
9 d9 2,825
2,300 -0,525 0,81 ? -0,12
10 d10 2,550
1,800 -0,750 0,67 0,79 +0,12
11 d11 3,125
2,415 -0,710 0,72 0,79 -0,07
4.2.4 Perbandingan Produk Hasil Finishing dengan MasterBerikut ini adalah hasil pengamatan membandingkan produk
hasil finishing dengan ola master.

Tabel 4.2.4 3 Perbandingan Produk hasil Pengecoran denganProduk Hasil Finishing
No
Segmen
Diukur
HasilPegukuran
(rata-rata) Perbedaan
TinggiSegmen Perbe
daanPengecoran
Finishing
Pengecoran
Finishing
1 d1 1,250
1,219 -0,031 1,27 1,06 -0,13
2 d2 2,230
2,010 -0,220 0,62 0,74 +0,08
3 d3 2,035
1,990 -0,045 0,22 0,39 +0,17
4 d4 1,525
1,225 -0,300 0,46 0,46 -
5 d5 2,120
1,900 -0,210 1,62 1,79 +0,12
6 d6 2,150
1,695 -0,455 0,22 0,17 -0,05
7 d7 2,180
1,950 -0,230 0,23 0,24 +0,01
8 d8 2,100
1,310 -0,790 0,39 0,23
5-
0,155
9 d9 2,825
2,300 -0,525 0,81 ? -0,12
10 d10 2,550
1,800 -0,750 0,67 0,79 +0,12
11 d11 3,125
2,415 -0,710 0,72 0,79 -0,07

BAB VANALISIS DAN INTERPRETASI DATA
Pada bab ini akan dijelaskan tentang analisis dimensi dananalisis prosedur pelaksanaan praktikum pengecoran logam.
5.1 Analisis DimensiPada subbab ini akan dibahas mengenai analisa perbandingan
dimensi antara master, pola lilin, produk hasil pengecorann sertaproduk finishing. Analisa tersebut berdasarkan data-data yang telahterkumpul pada bab IV.
5.1.1 Analisis Perbandingan Bidak Catur Master dan Pola LilinPembuatan pola lilin ini sudah mengikuti prosedur yang
ditentukan. Dari hasil praktikum proses pengecoran didapatkanbeberapa perbedaan antara bidak catur master dan pola lilinyang dibuat pada saat pengukuran dimensi. Hal ini dikarenakankurangnya keakuratan dari cetakan yang dipakai, kesalahan dataterjadipada pengikatan tali silicon yang terlalu keras maupunterlalu longgar menyebabkan pada pola lilin yang dibuathasilnya tidak sesuai dengan master. Secara keseluruhan, prosesdan hasil berjalan baik namun terjadi perbedaan karena faktorcetakan.
5.1.2 Analisis Perbandingan Pola Lilin dan Produk HasilPengecoranBerdasarkan hasil praktikum pengecoran yang dilakukakan
telah diperoleh data dari pembuatan pola lilin dan produk hasil

pengecoran. Dari yang bisa diamati terdapat beberapa perbedaandimensiantara pola lilin dan hasil pengecoran. Selain itu, adasegmen-segmen yang tidak semurna seperti pola lilin yaitu adasegmen d1,d3,d5,d6,d7,d8,d9,d1 dan d11. Perbedaan yang terjadiadalah kecacatan yang ada pada produk hasil pengecoran. Namuntidak menghilangakan selurh bagian segmennya.
5.1.3 Analisis Perbandingan Produk Hasil Pengecoran dan ProdukHasil FinishingDari data yang didapat, terlihat perbedaan dari produk
hasil pengecoran dan produk hasil finishing. Perbedaan yang jelasterlihat adalah dari segi ukuran dan tampilan. Setelahdilakukan finishing, produk yang dihasilkan mempunyai ukuran yanglebih kecil dari sebelumnya, hal itu bisa dilihat dari diametersisi pertama dan sisi kedua yang berkurang. Produk hasilfinishing memiliki tampilan yang lebih halus, namun bagian-bagianyang terkena cacat pada proses pengecoran tidak daatdihilangkan karena volumenya cukup besar.
5.1.4 Analisis Perbandingan Produk Hasil Finishing dengan MasterPerbedaan dari produk hasil finishing dengan master terdapat
pada bagian yang terkena cacat dan dimensinya, sedangaknsegmennya masih sama dan tidak ada perbedaan. Bentuk produkhasil finishing sedikit berbeda dengan master, karena prosesdilakukan secara manual dan dan tidak terprogram sama denganproduk master. Kemudian, dimensi produk hasil finishing relatiflebih kecil dari pada produk master. Perbedaan dimensimerupakan kekurangan yang sering terjadi pada proses pengecorankarena karena adanya faktor penyusutan ada hasil cetakan.
5.2 Analisis Prosedur PelaksanaanPada subbab ini akan dijelaskan mengenai analisis prosedur
pembuatan pola lilin, pembuatan cetakan gips, penuangan alumunium kecetakan gips, finishing hasil proses pengecoran, dan analisisterjadinya cacat.
5.2.1 Analisis Prosedur Pembuatan Pola lilinPada proses pembuatan pola lilin dilakukan sesuai instruksi
ada modul, meskipun ada beberapa kegiatan di luar modul. Diantaranya adalah penggunaan tali untuk mengikat cetakansilikon. Penggunaan tali kami anggap lebih efektif karena mudahuntuk memindahkan cetakan ke tempat lain pada kondisi-kondisitertentu. Pada saat pembuatan pola lilin, lilin batangandipotong-potong terlebih dahulu kemudian dipanaskan pada panciagar mencair. Lilin cair dituangkan ke dalam cetakan silikon,ternyata terjadi penyusutan terhadap lilin di dalam cetakanakibat penurunan suhu lilin. Oleh karena itu, kami menambahkanlilin cair legi ke dalam cetakan untuk menutupi rongga yang

belum terisi lilin. Setelah itu, cetakan dibiarkan selama 15menit supaya lilin di dalama cetakan mengeras, roses terakhiradalah pengambilan pola lilin.
5.2.2 Analisis Proses Pembuatan Cetakan GipsPembuatan cetakan gips dilakukan sesuai modul. Pada awalnya
bubuk gips dicampur dengan air dan diaduk hingga menjadi adonangips. Selanjutnya adonan dimasukkan kedalam cetakan danmenenggelamkan pola lilin teat ditengahtengah. Setelah gipsmengeras, maka dilakukan pencairan lilin dengan merebuh cetakandi dalam air anas. Pada proses ini terdapat beberapa kesalahan.Yaitu, pola lilin yang ditenggelamkan ke dalam gips kentaltenggelam sepenuhnya, sehingga bagian bawah pola lilin tidakterlihat dari luar. Seharusnya pola lilin tidak tenggelamseluruhnya, namun hal ini dapat diatasi dengan membuat lubangtambahan tepat pada bagian bawah pola lilin yang tenggelamsebelum pola lilin dicairkan.
5.2.3 Analisis Prosedur Penuangan Aluminium ke Cetakan dariBahan GypsumProses penuangan aluminium ke dalam cetakan berjalan lancar
sesuai petunjuk. Pertama disiapkan fire blender dalam kondisi siappakai. Selanjutnya cetakan gips diletakkan ada posisi tegakpada wadah yang berisi pasir. Penggunaan pasir dalam wadahkarena pasir tidak terbakar oleh api. Setelah siap, makadilakukan pemanasan terhadap sisi-sisi cetakan supaya suhu didalamnya tidak dingan sehingga cairan aluminium tidak terlalucepat mengeras. Setelah itu, dilakukan pemanasan terhadapbatang aluminium hingga mencair seluruh bagiannya. Ada kondisicair tersebut, alumium di tuangkan ke dalam cetakan bersamadengan pemanasan terus dilakukan supaya cairan alumiun tidaksegera mencair sebelum semuanya dituangkan ke dalam cetakan.Pada proses ini terdapat beberapa kesulitan yaitu aluminiumyang terlalu cepat mengeras sehingga diperlukan ketelatenandalam mensiasati pengerasan tersebut. Selain itu, lubangcetakan yang relatif kecil mempersulit proses penuangan,sehingga seringkali aluminium tidak masuk teat pada lobangcetakan. Namun proses tetap dapat berjalan lancar.
5.2.4 Analisis Prosedur Finishing Produk Hasil PengecoranPada proses ini dilakukan langsung oleh tenaga ahli. Proses
ini dengan pemotongan bagianbagian yang tidak diperlukan dalampola. Selanjutnya pola yang akan dirapikan, di letakkan adamesin turning dan dilakukan pembubutan sesuai pola kasar padahasil pengecoran. Selanjutnya, pola yang telah dibubut di kiridan di amplas hingga halus permukaannya. Proses ini dilakukansecara benar dan tepat. Pola yang diinginkan memenuhi

segmensegmen yang diinginkan tanpa kekurangan. Namun, tidakmenutupi cacat-cacat ada beberapa bagian.
5.2.5 Analisis Terjadinya CacatPada pengamatan terhadap produk terdapat bagian-bagian yang
cacat. Berikut ini adalah diagram kecacatan ada produk.
Gambar 5.2.5 Diagram Fishbond kecacatan Produk Hasil Pengecoran
Berdasarkan diagram fishbond kecacatan tersebut, penyebabkecacatan pada produk hasil pengecoran adalah :
1. Man (Praktikan)Praktikan kurang berpengalaman dalam melakukanpengecoran, hal ini disebabkan karena belum pernahmelakukan pengecoran sebelumnya. Selain itu, praktikanjuga kurang memahami material cair yang menjadi bahanpengecoran. Seehingga hasil yang diingikan tidak daatterpenuhi seenuhnya
2. MaterialPemakaian material yang terlalu cepat mengerasmenyebabkan banyak terjadi kecacatan pada produk. Halini juga berkaitan dengan kurangnya keahlian praktikan
3. MeasurementEngukuran tidak berpengaruh terhadap kecacatan produk
4. MethodePada proses ini ada kesalahn yang terjadi pada prosespenuangan logam. Seharusnya logam cair terus dipanaskanhingga semuanya masuk ke dalam cetakan, karena jikatidak maka cairan logam akan segera mengeras. Hal inijuga berkaitan dengan keahlian praktikan dan sifatmaterial
5. Machine
CACAT
MAN MATERIAL MEASUREMENT
METHODE MACHINE ENVIRONMENT
Kurang Pengalaman
Tidak Memahami Sifat Material
S
Material Terlalu Cepat mengeras
Penuangan Aluminium tidak tepat dengan pemanasan
Peralatan tuang tidak sesuai dengan lubang tuang
Kondisi Suhu Lingkungan Rendah

Kecacatan yang terjadi akibat peralatan yang digunakanadalah pada keramik tuang. Ukuran keramik tersebut tidaksebanding dengan lobang cetak yang relatif lebih kecil.Hal ini juga yang menyebabkan terjadi kesalahan adametode yang digunakan
6. EnvironmentPengaruh lingkungan ada saat pratikum adalah suhu udarayang cukup dingin saat praktikum. Hal ini juga memacukecepatan mengeras logam cair saat penuangan.
Produk hasil Pengecoran yang kami lakukan mengalami tigajenis kecacatan, yaitu :
1. Misrun (d11)Misrun ada segmen d11, terjadi karena terlalu cepatnyalogam mengeras, hal ini didukung karena posisinya yangaling atas sehingga agak lama berhubungan dengan udara.Hal itu juga dikarenakan kekurangan yang terjadi adaproses penuangan dan pencairan logam aluminium yangtidak dilakukan secara sempurna pada bagian terkahir.
2.Shringkage Cavity (d1 dan d3) diakibatkan karena lokasinya yang paling jauh di bawahcetakan, sehingga ketika terjadi penyusutan tidak daatdiisi oleh logam cair yang ada di atasnya karenaposisinya yang terhalang oleh bagian lain yang telahmengeras
3.Gas Cavity.es (d5,d6,d7,d8,d9,d10)diakibatkan karena udara yang tererangkap ada bagiantersebut, sehingga tidak diisi oleh logam cair. Bagianyang terkena gas cavity.es tidak seenuhnya rusak, karena gascavity.es terjadi pada bagian-bagian tertentu saja sehinggabentuk segmen masih terlihat pada bagian yang lain
Dari hasil pengamatan, hanya ada dua segmen yang memerolehhasil sempurna yaitu segmen d2 dan d4.
Secara keseluruhan pola yang didapatkan menjadi memenuhibentuk segmen yang diinginkan, namun terdapat cacat pada sisi-sisi tertentu.

BAB VIKESIMPULAN DAN SARAN
Pada bab ini akan dibahas tentang kesimpulan yang dapat diambildari praktikum proses pengecoran dan saran untuk praktikan sertasaran untuk praktikumproses pengecoran yang dilakukan.
6.1 KesimpulanKesimpulan dari praktikum yang dilakukan berdasarkan tujuan
yang ingin dicapai adalah sebagai berikut. Proses pengecoran pada praktikum ini adalah proses investment
casting dengan menggunakan cetakan gips dan diharapkan mampumenghasilkan produk (pion catur) yang terbuat dari aluminiumdengan hasil yang terbaik.
Proses praktikum pengecoran ini termasuk proses yangmembutuhkan waktu yang lama karena dilaksanakan secarabertahap.
Berikut tahap proses praktikum pengecoran :1. pertama adalah proses pembuatan pola lilin : menggunakan
lilin batang yang dicairkan, kemudian dimasukkan kedalamcetakan silicon. Setelah lilin cair yang dimasukkan mengerasmaka akan didapatkan pion catur pola lilin.
2. kedua adalah proses pembuatan gips : Gips dicampur denganair kemudian dimasukkan kedalam cetakan, kemudiandimasukkan pola lilin serta menuang gipsnya kembali. Ketikapengadukan harus memperhatikan prosedur, pengerjaan haruscepat karena gips akan mengeras. Gips dikeluarkan ketikagips sudah benar – benar mengeras.
3. ketiga adalah proses pengecoran logam : proses pembentukanproduk utama, dalam proses ini aluminium dicairkanmenggunakanfire blender. Pada saat pengecoran, praktikan harusmenggunakan baju khusus yang aman agar tidak terjadibahaya. Lilin dicairkan kemudian dimasukkan kedalam gipsyang sebelumnya gips sudah dipanaskan. Kemudian setelahbebarapa saat kemudian gips dihancurkan dengan menggunakanpalu, hal ini dilakukan untuk mempermudah mengeluarkanhasil pengecoran. Pada proses ini keselamatan adalah halyang paling penting.
4. Proses yang terakhir adalah finishing. Hasil pengecorandifinishing dengan cara proses pembubutan, pengikiran lalupengamplasan.
Selama proses praktikum pengecoran dilaksanakan, terdapatbeberapa kesalahan yang dilakukan oleh praktikan. Kesalahan

tersebut mengakibatkan terjadinya cacat pada produk yaitu saatmengikat pola silikon, dan penuangan yang terlalu cepat saatproses pengecoran, sehingga terperangkapnya udara dalamcetakan yang disebut coldshots, pengerasan yang terlalu cepatdan terjadi misrun, serta shrinkage cavity..
Hal terpenting yang harus diperhatikan selama praktikumadalah selain harus memperhatikan prosedur proses pengecoran,juga harus memperhatikan ketelitian selama melakukanpengukuran. Pengukuran dilakukan tiga kali yaitu pada polalilin, hasil pengecoran dan hasil finishing. Ketepatanpengukuran akan menghasilkan data yang terpercaya sehinggaberguna dalam melakukan analisis dengan tepat.
6.2 SaranDari proses praktikum yang telah dilaksanakan berikut ini
adalah saran yang dapat diberikan untuk praktiku pengecoran.1. Pada saat pembuatan gips, perlu dilakukan pengadukan adonan
gips secara terus menerus dan memperhatikan volume air yangdigunakan agar gips tidak mengeras sebelum dimasukkan kedalamcetakan.
2. Pengukuran harus dilakukan secara tepat dan presisi. Mulaidari ketepatan dalam penentuan segmen-segmen yang akan diukurhingga ketepatan dalam membaca alat ukur yang digunakan.
3. Cetakan silikon sebaiknya berukuran sama antara kelompok satudengan yang lainnya.
4. Praktikan diharapkan memahami terlebih dahulu bahan – bahan yang digunakan, misalnya titik lebur pada logam, suhu pada fire blender, dan lain – lain.

DAFTAR PUSTAKALampiran (dokumentasi pratikum)
staff.uny.ac.id/sites/default/files/..../1.%20Pengecoran%20logam.pdfppt jugawikipedia juga

grover bisa jadii






















