PENYAMBUNGAN Logam
28
1 3. PENYAMBUNGAN LOGAM A. Pendahuluan Makna sambungan yang dipahami dalam bidang pemesinan, tidak jauh berbeda dengan apa yang kita jumpai dalam kehidupan sehari-hari, yaitu menghubungkan antara satu benda dengan lainnya. Sebagaimana yang diketahui, manusia tidak dapat memproduksi sesuatu dalam sekali kerja. Hal ini tidak lain karena keterbatasan manusia dalam menjalani prosesnya. Makanya benda yang dibuat manusia umumnya terdiri dari berbagai komponen, yang dibuat melalui proses pengerjaan dan perlakuan yang berbeda. Sehinggauntuk dapat merangkainya menjadi sebuah benda utuh, dibutuhkanlah elemen penyambung. Menilik fungsinya, elemen penyambung sudah pasti akan ikut mengalami pembebanan saat benda yang dirangkainya dikenai beban. Ukurannya yang lebih kecil dari elemen yang disambung mengakibatkan beban terkonsentrasi padanya. Efek konsentrasi beban inilah yang harus diantisipasi saat merancang sambungan, karena sudah tentu akan bersifat merusak. Ada dua jenis sambungan yang dikenal secara umum : 1 Sambungan tetap (permanent joint). Merupakan sambungan yang bersifat tetap, sehingga tidak dapat dilepas selamanya, kecuali dengan merusaknya terlebih dahulu. Contohnya : Sambungan paku keling (rivet joint) dan sambungan las (welded joint). 2 Sambungan tidak tetap (semi permanent). Merupakan sambungan yang bersifat sementara, sehingga masih dapat
Transcript of PENYAMBUNGAN Logam

1
3. PENYAMBUNGAN
LOGAM
A. Pendahuluan
Makna sambungan yang dipahami dalam bidang pemesinan, tidak jauh
berbeda dengan apa yang kita jumpai dalam kehidupan sehari-hari, yaitu
menghubungkan antara satu benda dengan lainnya. Sebagaimana yang diketahui,
manusia tidak dapat memproduksi sesuatu dalam sekali kerja. Hal ini tidak lain
karena keterbatasan manusia dalam menjalani prosesnya. Makanya benda yang dibuat
manusia umumnya terdiri dari berbagai komponen, yang dibuat melalui proses
pengerjaan dan perlakuan yang berbeda. Sehinggauntuk dapat merangkainya menjadi
sebuah benda utuh, dibutuhkanlah elemen penyambung. Menilik fungsinya, elemen
penyambung sudah pasti akan ikut mengalami pembebanan saat benda yang
dirangkainya dikenai beban. Ukurannya yang lebih kecil dari elemen yang
disambung mengakibatkan beban terkonsentrasi padanya. Efek konsentrasi beban
inilah yang harus diantisipasi saat merancang sambungan, karena sudah tentu akan
bersifat merusak.
Ada dua jenis sambungan yang dikenal secara umum :
1 Sambungan tetap (permanent joint).
Merupakan sambungan yang bersifat tetap, sehingga tidak dapat dilepas
selamanya, kecuali dengan merusaknya terlebih dahulu.
Contohnya :
Sambungan paku keling (rivet joint) dan sambungan las (welded joint).
2 Sambungan tidak tetap (semi permanent).
Merupakan sambungan yang bersifat sementara, sehingga masih dapat

2
dibongkarpasang selagi masih dalam kondisi normal.
Contohnya :
Sambungan mur-baut / ulir ( screwed joint ) dan sambungan pasak (keys joint).
2.1 SAMBUNGAN PAKU KELING (Rivet Joint)
Paku keling adalah batang silinder pendek dengan sebuah kepala di bagian
atas, silinder tengah sebagai badan dan bagian bawahnya yang berbentuk kerucut
terpancung sebagai ekor, seperti gambar di bawah. Konsruksi kepala (head) dan ekor
(tail) dipatenkan agar permanen dalam menahan kedudukan paku keling pada
posisinya. Badan ( body) dirancang untuk kuat mengikat sambungan dan menahan
beban kerja yang diterima benda yang disambung saat berfungsi.
Gambar 2.1 Paku Keling
Penggunaan sambungan keling dapat dipakai untuk :
1. Sebagai sambungan kekuatan dalam kontruksi logam ringan (kontruksi
bertingkat, kontruksi jembatan dan kontruksi pesawat pengangkat) pada setiap
kontruksi mesin pada umumnya.
2. Sebagai sambungan kekuatan kedap dalam kontruksi ketel, tangki dan pipa
dengan tekanan tinggi) tetapi sekarang ketel umumnya dilas.
3. Sebagai sambungan kedap untuk tangki, cerobong asap pelat, pipa penurunan
dan pipa pelarian yang tidak memiliki tekanan.
3
4. Sebagai sambungan paku untuk kuliat plat (kontruksi kendaraan dan kontruksi
pesawat udara).
Bahan Paku Keling
Bahan yang biasanya digunakan untuk pemakaian ringan adalah alumunium, untuk
pemakaian sedang adalah baja klasifikasi IS : 1148 - 1957 dan IS : 1149 – 1957 untuk
struktur konstruksi dengan gaya tarik tinggi. Sedangkan untuk pemakaian berat
termasuk yang kedap cairan dan gas adalah baja klasifikasi IS : 1990 - 1962 seperti
pada boiler.
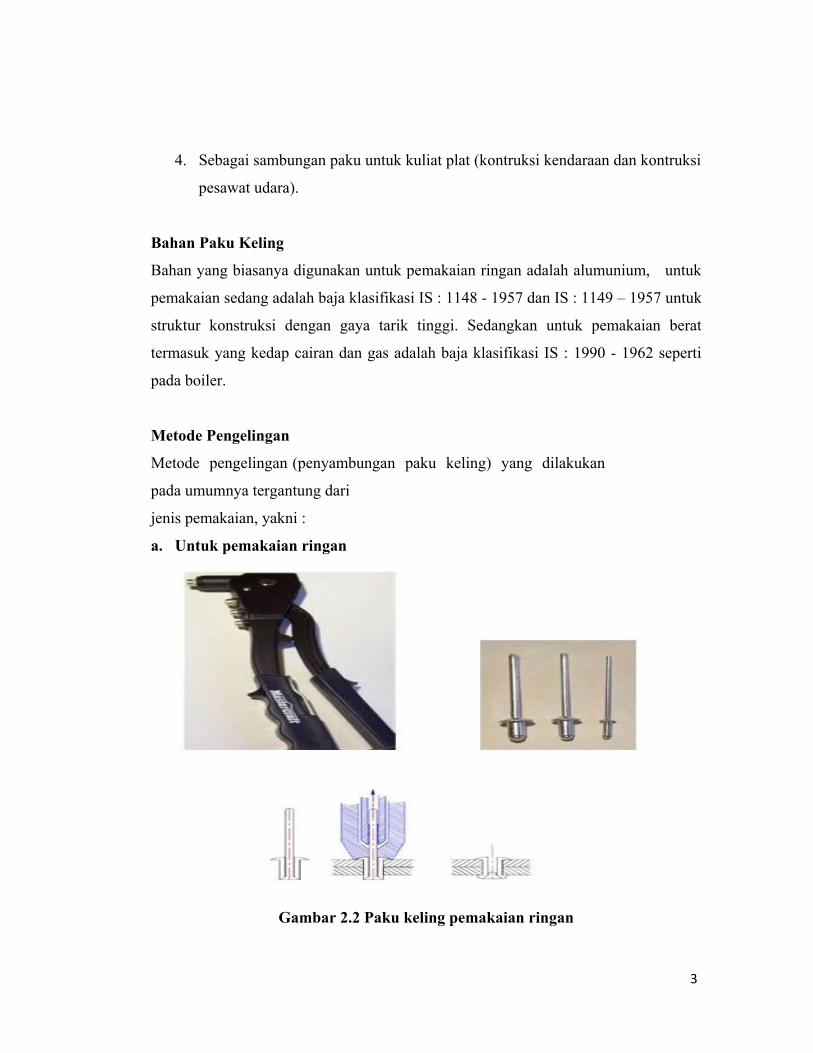
Metode Pengelingan
Metode pengelingan (penyambungan paku keling) yang dilakukan
pada umumnya tergantung dari
jenis pemakaian, yakni :
a. Untuk pemakaian ringan
Gambar 2.2 Paku keling pemakaian ringan

4
b. Pemakaian sedang
Ditujukan untuk mendapatkan kekuatan sambungan. Setelah pasangan pelat
dilubangi dan paku keling dipasangkan pada lubang, ekor paku dipanaskan
dibawah suhu kritis dan ditekan dengan pukulan palu tangan pada cetakan ekor.
Sehingga ekor tercetak seperti bentuk kepala.
Gambar 2.3 Paku keling pemakaian sedang
c. Pemakaian berat dan kedap air
Ditujukan untuk mendapatkan kekuatan dan kerapatan sambungan. Lobang
kedudukan paku keling dibuat lebih besar 1,5 mm dari ukuran diameter paku, agar
saat ekor paku ditekan oleh mesin pencetak kepala, bahan logam paku yang
mulai luluh karena sebelumnya dipanaskan sampai membara pada suhu kritis
(600 - 800°C), mengisi ruang antara tersebut. Logam luluh yang tertekan tentu saja

5
akan mengisi sampai ke celah-celah terkecil yang terdapat diantara kedua pelat.
Sehingga akhirnya diperoleh sambungan yang kedap fluida.
Tipe Paku Keling Berdasarkan Bentuk Kepala
Lembaga standarisasi India menetapkan ada beberapa bentuk kepala paku
keling yang dapat digunakan berdasarkan pada jenis pemakaiannya :
Gambar 2.4 Tipe-tipe paku keling
Keterangan Gambar :
1 Kepala bulat/paying
2 Kepala panci
3 Kepala jamur
4 Kepala rata terbenam 120°
5 Kepala rata terbenam 90°
6 Kepala rata terbenam 60°
7 Kepala bulat terbenam 60°
8 Kepala data

6
Pemakaiannya :
Kepala bulat dan jamur digunakan untuk mengeling konstruksi mesin
mulai dari pemakaian ringan sampai berat, seperti pemakaian rumah
tangga, jembatan,kereta api, bangunan tingkat tinggi dan lain-lain.
Kepala rata terbenam digunakan untuk bangunan kedap air dengan
permukaan rata,seperti kapal (laut / terbang)
Kepala bulat terbenam digunakan untuk bangunan-bangunan kedap dan
tahan tekanan tinggi fluida, seperti : ketel, tangki dan lain-lain.
Kepala panci digunakan untuk pemasangan dengan palu tangan.
2.2 Sambungan Las
Pengelasan adalah suatu proses penyambungan logam menjadi satu akibat
panas dengan atau tanpa pengaruh tekanan atau dapat juga didefinisikan sebagai
ikatan metalurgi yang ditimbulkan oleh gaya tarik menarik antara atom.
Mengelas adalah menyambung dua bagian logam dengan cara
memanaskan sampai suhu lebur dengan memakai bahan pengisi atau tanpa bahan
pengisi. Sistem sambungan las ini termasuk jenis sambungan tetap dimana pada
konstruksi dan alat permesinan, sambungan las ini sangat banyak digunakan.
Untuk menyambung baja bangunan kita mengenal 2 jenis las yaitu :
1 Las Karbid (las Otogen)
Yaitu pengelasan yang menggunakan bahan pembakar dari gas oksigen
(zat asam) dan gas acetylene (gas karbid). Dalam konstruksi baja las ini hanya
untuk pekerjaan-pekerjaan ringan atau konstruksi sekunder, seperti; pagar
besi,teralisdansebagainya
2 Las Listri (Las Lumer)
Yaitu pengelasan yang menggunakan energi listrik. Untuk pengelasannya
diperlukan pesawat las yang dilengkapi dengan dua buah kabel, satu kabel
dihubungkan dengan penjepit benda kerja dan satu kabel yang lain dihubungkan
dengan tang penjepit batang las / elektrode las. Jika elektrode las tersebut
didekatkan padbenda kerja maka terjadi kontak yang menimbulkan panas yang
dapat melelehkan baja ,dan elektrode (batang las) tersebut juga ikut melebur

7
ujungnya yang sekaligus menjadi pengisi pada celah sambungan las. Karena
elektrode / batang las ikut melebur maka lama-lama habis dan harus diganti
dengan elektrode yang lain. Dalam perdagangan elektrode / batang las terdapat
berbagai ukuran diameter yaitu 2½ mm, 3¼ mm, 4 mm, 5 mm, 6 mm, dan 7
mm.Untuk konstruksi baja yang bersifat strukturil (memikul beban konstruksi)
maka sambungan las tidak diijinkan menggunakan las Otogen, tetapi harus
dikerjakan dengan las listrik dan harus dikerjakan oleh tenaga kerja ahli yang
profesional.
Keuntungan Sambungan Las Listrik dibanding dengan Paku keling / Baut :
a Pertemuan baja pada sambungan dapat melumer bersama elektrode las dan
menyatu dengan lebih kokoh (lebih sempurna).
b Konstruksi sambungan memiliki bentuk lebih rapi.
c Konstruksi baja dengan sambungan las memiliki berat lebih ringan.
d Dengan las berat sambungan hanya berkisar 1 – 1,5% dari berat
konstruksi, sedangkan dengan paku keling / baut berkisar 2,5 – 4% dari
berat konstruksi.
e Pengerjaan konstruksi relatif lebih cepat (tak perlu membuat lubanglubang
pk/baut, tak perlu memasang potongan baja siku / pelat penyambung, dan
sebagainya ).
f Luas penampang batang baja tetap utuh karena tidak dilubangi, sehingga
kekuatannya utuh.
Kerugian Sambungan Las
a Kekuatan sambungan las sangat dipengaruhi oleh kualitas pengelasan. Jika
pengelasannya baik maka kekuatan sambungan akan baik, tetapi jika
pengelasannya jelek/tidak sempurna maka kekuatan konstruksi juga tidak
baik bahkan membahayakan dan dapat berakibat fatal. Salah satu
sambungan las cacat lambat laun akan merembet rusaknya sambungan
yang lain dan akhirnya bangunan dapat runtuh yang menyebabkan

8
kerugian materi yang tidak sedikit bahkan juga korban jiwa. Oleh karena
itu untuk konstruksi bangunan berat seperti jembatan jalan raya / kereta
api di Indonesia tidak diijinkan menggunakan sambungan las.
b Konstruksi sambungan tak dapat dibongkar-pasang.
Jenis sambungan Las
Terdapat lima jenis sambungan yang biasa digunakan untuk menyatukan dua
bagian benda logam, seperti dapat dilihat dalam berikut:
Gambar 2.5 Jenis sambungan las
Keterangan :
a sambungan tumpu (butt joint); kedua bagian benda yang akan disambung
diletakkan pada bidang datar yang sama dan disambung pada kedua
ujungnya.
b sambungan sudut (corner joint); kedua bagian benda yang akan disambung
membentuk sudut siku-siku dan disambung pada ujung sudut tersebut.
c sambungan tumpang (lap joint); bagian benda yang akan disambung saling
menumpang (overlapping) satu sama lainnya.
d sambungan T (tee joint); satu bagian diletakkan tegak lurus pada bagian
yang lain dan membentuk huruf T yang terbalik.
e sambungan tekuk (edge joint); sisi-sisi yang ditekuk dari ke dua bagian
yang akan disambung sejajar, dan sambungan dibuat pada kedua ujung
bagian tekukan yang sejajar tersebut.

9
Jenis – Jenis Pengelasan
Setiap jenis sambungan yang disebutkan di atas dapat dibuat dengan
pengelasan. Proses penyambungan yang lain dapat juga digunakan, tetapi
pengelasan merupakan metode penyambungan yang paling universal.
Berdasarkan geometrinya, las-an dapat dikelompokkan sebagai berikut :
a. Las jalur (fillet weld), digunakan untuk mengisi tepi pelat pada sambungan
sudut, sambungan tumpang, dan sambungan T dalam gambar berikut, logam
pengisi digunakan untuk menyambung sisi melintang bagian yang
membentuk segitiga siku-siku.
Gambar 2.6 Beberapa bentuk las jalur
b. Las alur (groove welds), ujung bagian yang akan disambung dibuat alur
dalam bentuk persegi, serong (bevel), V, U, dan J pada sisi tunggal atau
ganda, seperti dapat dilihat dalam gambar di bawah, pengisi digunakan
untuk mengisi sambungan, yang biasanya dilakukan dengan pengelasan
busur dan pengelasan gas.
Gambar 2.7 Beberapa bentuk las alur

10
c. Las sumbat dan las slot (plug and slot welds), digunakan untuk
menyambung pelat datar seperti dapat dilihat dalam gambar di bawah, dengan
membuat satu lubang atau lebih atau slot pada bagian pelat yang diletakkan
paling atas, dan kemudian mengisi lubang tersebut dengan logam pengisi
sehingga kedua bagian pelat melumer menjadi satu.
Gambar 2.8 (a) Las sumbat dan (b) las slot
d. Las titik dan las kampuh (spot and seam welds), digunakan untuk
sambungan tumpang seperti dapat dilihat dalam gambar di bawah. Las-an titik
adalah manik las yang kecil antara permukaan lembaran atau pelat. Las-
an titik diperoleh dari hasil pengelasan resistansi listrik. Las-an kampuh
hampir sama dengan las-an titik, tetapi las-an kampuh lebih kontinu
dibandingkan dengan las-an titik.
Gambar 2.9 (a) Las-an titik dan (b) las-an kampuh

11
e. Las lekuk dan las-an rata (flange and surfacing welds), Las-an lekuk dibuat
pada ujung dua atau lebih bagian yang akan disambung, biasanya merupakan
lembaran logam atau pelat tipis, paling sedikit satu bagian ditekuk. Las-an
datar tidak digunakan untuk menyambung bagian benda, tetapi merupakan
lapisan penyakang (ganjal) logam pada permukaan bagian dasar.
Gambar 2.10 (a) Las-an lekuk dan (b) las-an rata Ciri-ciri Penyambungan Pengelasan Lebur
Pada umumnya sambungan las diawali dengan meleburnya di daerah sekitar
pengelasan. Seperti ditunjukkan dalam gambar, sambungan las yang di dalamnya
telah ditambahkan logam pengisi terdiri dari beberapa daerah (zone) :
1 daerah lebur (fusion zone),
2 daerah antarmuka las (weld interface zone),
3 daerah pengaruh panas (heat effective zone, HAZ),
4 daerah logam dasar tanpa pengaruh panas (uneffective base metal zone).

12
Gambar 2.11 Penampang melintang penyambungan pengelasanlebur
Keterangan :
1 Daerah lebur, terdiri dari campuran antara logam pengisi dengan logam
dasar yang telah melebur secara keseluruhan. Daerah ini memiliki derajat
homogenitas yang paling tinggi diantara daerah-daerah lainnya. Struktur yang
dihasilkan pada daerah ini berbentuk butir kolumnar yang kasar seperti
ditunjukkan dalam gambar.
2 Daerah antarmuka las, merupakan daerah sempit berbentuk pita (band) yang
memisahkan antara daerah lebur dengan Haz. Daerah ini terdiri dari logam
dasar yang melebur secara keseluruhan atau sebagian, yang segera menjadi
padat kembali sebelumterjadi proses pencampuran.
3 HAZ (Heat Affected Zone), logam pada daerah ini mendapat pengaruh panas
dengan suhu di bawah titik lebur, tetapi cukup tinggi untuk merubah
mikrostruktur logam padat. Komposisi kimia pada HAZ sama dengan logam
dasar, tetapi akibat panas yang dialami telah merubah mikrostrukturnya,
sehingga sifat mekaniknya mengalami perubahan pula dan pada umumnya
merupakan pengaruh yang negatif karena pada daerah ini sering terjadi
kerusakan (mudah patah/retak).
4 Daerah logam dasar tanpa pengaruh panas, daerah ini tidak menagalami
perubahan metalurgi, tetapi karena dikelilingi oleh Haz maka daerah ini
memiliki tegangan sisa yang besar akibat adanya penyusutan dalam daerah
lebur, sehingga mengurangi kekuatannya. Untuk menghilangkan tegangan sisa

13
tersebut biasa dilakukan perlakuan panas (heat treatment) yaitu memanaskan
kembali daerah las-an tersebut hingga temperatur tertentu, kemudian
temperatur dipertahankan dalam beberapa waktu tertentu, selanjutnya
didinginkan secara perlahan.
2.3 SAMBUNGAN ULIR (SCREW JOINED)
2.3.1 Pengertian
Sambungan ulir adalah sambungan yang menggunakan kontruksi ulir
untuk mengikat dua atau lebih komponen permesinan. Sambungan Ulir
merupakan jenis dari sambungan semi permanent (dapat dibongkar pasang).
Sambungan ulir terdiri dari 2 (dua) bagian, yakni Baut (Inggris=Bolt, yakni yang
memiliki ulir di bagian luar) dan Mur (Inggris = Nut , yakni yang memiliki ulir di
bagian dalam).
Fungsi Sambungan Ulir
Dilihat dari kontruksi yang memiliki ulir (yang dapat di bongkar pasang)
sambungan ulir memiliki fungsi teknis utama, yaitu :
Digunakanu untuk bagian mesin yang memerlukan sambungan dan
pelepasan tanpa merusak bagian mesin perawatan.
Untuk memegang dan penyesuaian dalam perakitan atau
Keuntungan dan Kerugaian Sambungan Ulir
Ditinjau dari sisi teknik sambungan ulir memiliki keuntungan dan
kerugian sebagai berikut :
Keuntungan Sambungan Ulir
1 Mempunyai reliabilitas (kehandalan) tinggi dalam operasi.
2 Sesuai untuk perakitan dan pelepasan komponen.
3 Suatu lingkup yang luas dari sambungan baut diperlukan untuk beberapa
kondisi operasi.
4 Lebih murah untuk diproduksi dan lebih efisien.

14
Kerugian Sambungan Ulir
1 Konsentrasi tegangan yang pada bagian ulir yg tidak mampu menahan
berbagai kondisi beban.
Nomenklatur Ulir
Gambar 2.12 Nomenklatur ulir
Keterangan :
• Major diameter
Diameter terbesar pada bagian ulir luar atau bagian ulir dalam dari sebuah
sekrup. Sekrup dispesifikasikan oleh diameter ini, juga disebut diameter luar atau
diameter nominal.
• Minor diameter
Bagian terkecil dari bagian ulir dalam atau bagian ulir luar, disebut juga
sebagai core atau diameter root
• Pitch diameter
Disebut juga diameter efektif, merupakan bagian yang berhubungan antara
baut dan mur.
• Pitch
Jarak dari satu ujung ulir ke ujung ulir berikutnya. Juga dapat diartikan
jarak yang ditempuh ulir dalam satu kali putaran.

15
Bentuk Ulir
a. British standard whitworth (BSW) threat
Mata Ulir berbentu segitiga. Aplikasi : untuk menahan vibrasi, aero dan
automobile
b. British Association (BA) threat
Mata Ulir berbentuk segitiga dengan puncak tumpul Aplikasi : Untuk
mengulir pekerjaan yang presisi.
c. Square threat
Mata Ulir berbentuk Segiempat. Aplikasi : power transmisi, machine
tools, valves, screw jacks.
d. Acme threat
Mata Ulir berbentuk Trapesium Aplikasi : cutting lathe, brass valves,
bench vices
e. Knuckle threatMata Ulir berbentu Bulat.
Aplikasi : digunakan untuk tugas berat, railway carriage couplings,
hydrant, dll,
f. Buttress threat
Mata Ulir berbentuk Gergaji Aplikasi : Mentransmisikan daya pada satu
arah, bench vices.
g. Metric threat
Aplikasi : general purpose
Tipe Umum Penyambungan Ulir
Gambar 2.13 Tipe Umur Penyambungan Ulir

16
Bentuk Kepala Sekrup/Baut
Gambar 2.14 Model kepala paku keling
Tegangan yang terjadi pada Baut/Sekrup
Tegangan yg terjadi akibat beban statis
1 Tegangan dalam akibat gaya pengencangan.
2 Tegangan akibat gaya luar
3 Kombinasi gaya (1) dan (2)
Tegangan internal akibat gaya pengencangan
1 Tegangan tarik disebabkan pelonggaran baut.
2 Tegangan geser puntir akibat tahan gesek selama pengencangan.
3 Tegangan geser pada ulir.
4 Tegangan tekan pada ulir.
5 Tegangan tekuk, jika permukaan dibawah kepala baut/screw tidak
dalam posisi sempurna thd sumbu baut.
17
2.4 Sambungan solder
2.4.1 Pengertian Sambungan solder merupakan penyambungan dari logam (besi, baja,
tembaga, kuningan, seng dan baja paduan) dengan pewngkatan oleh bahan tambah
yang dicairkan, dimana titik cair bahan tambah lebih rendah dari titik cair logam
yang disambungkan.
Untuk sambungan yang membutuhkan kekuatan, kerapatan dan ketahanan
terhadap korosi maka permukaan logam yang akan disolder harus benar-benar
dibersihkan. Pada permukaan logam juga ditambahkan bahan pengalir untuk
membantu pengaliran bahan tambah ke seluruh permukaan bidang yang dlsolder.
2.4.2 Jenis-jenis Solder
Berdasarkan cara penyambungan, penyolderan dikelompokkan menjadi dua jenis:
1. Penyolderan lunak : titik lebur bahan tambah 300° C
2. Penyolderan keras: titik lebur bahan tambah 720° C
1. Penyolderan Lunak (Patri)
Penyolderan lunak digunakan pada semua logam terutama untuk logam-
logam tipis dengan beban ringan serta kedap udara dan air.
Contoh pemakaian:
Pelat-pelat pendingin pada kendaraan
Tangki air/minyak
Wadah/kotak peralatan
Instalasi pipa tekanan rendah
Sambungan kabel
Talang air dan tutup atap
Penyambungan logam yang dilapisi seng

18
2. Penyolderan Keras
Penyolderan keras lebih sering digunakan untuk penyambungan pelat-pelat
dari logam berat dan menerima beban yang besar.
Contoh pemakaian:
Flens pada pipa
Instalasi pipa tekanan besar
Penyangga dan rangka kendaraan
Tangki uap
Peralatan dari logam keras
Konstruksi dari alat-alat ringan
Bahan Pengalir ( Fluks).
Untuk memperoleh hasil penyambungan yang sempurnah maka
permukaan logam yang akan disambung harus benar-benar bersih. Karat atau
debu-debu pada permukaan logam akan menghambat aliran bahan tambah. Untuk
memudahkan pengaliran bahan keseluruh permukaan penyambungan, digunakan
bahan pengalir yang berfungsi menghilangkan karat dan memudahkan pengaliran
bahan tambah. Bahan ini diberikan pada seluruh permukaan yang akan disolderan.
Teknik Penyolderan
Dalam dunia industri dikenal berbagai teknik penyolderan. Untuk menentukan
teknik penyolderan yang dipakai, perlu memperhatikan hal-hal berikut:
fungsi benda kerja
bahan dari benda kerja
jumlah.
Tetapi pada prinsipnya semua teknik dapat digunakan untuk penyolderan
lunak dan penyolderan keras.
Macam Teknik Penyolderan
1 Penyolderan batang
2 Penyolderan busur api
3 Penyolderan celup
19
4 Penyolderan dalam oven
5 Penyolderan tahanan
6 induksiPenyolderan sinar.
1. Penyolderan Batang /Kawat
Penyolderan menggunakan bahan tambah (biasanya tembaga)berupa
batang yang dipanaskan. Lebih sesuai untuk penyolderan lunak. Membutuhkan
bahan pengalir, serta lebih sering untuk pekerjaan tunggal dengan bagian-bagian
yang kecil.
Gambar 2.15 Penyolderan Batang/kawat
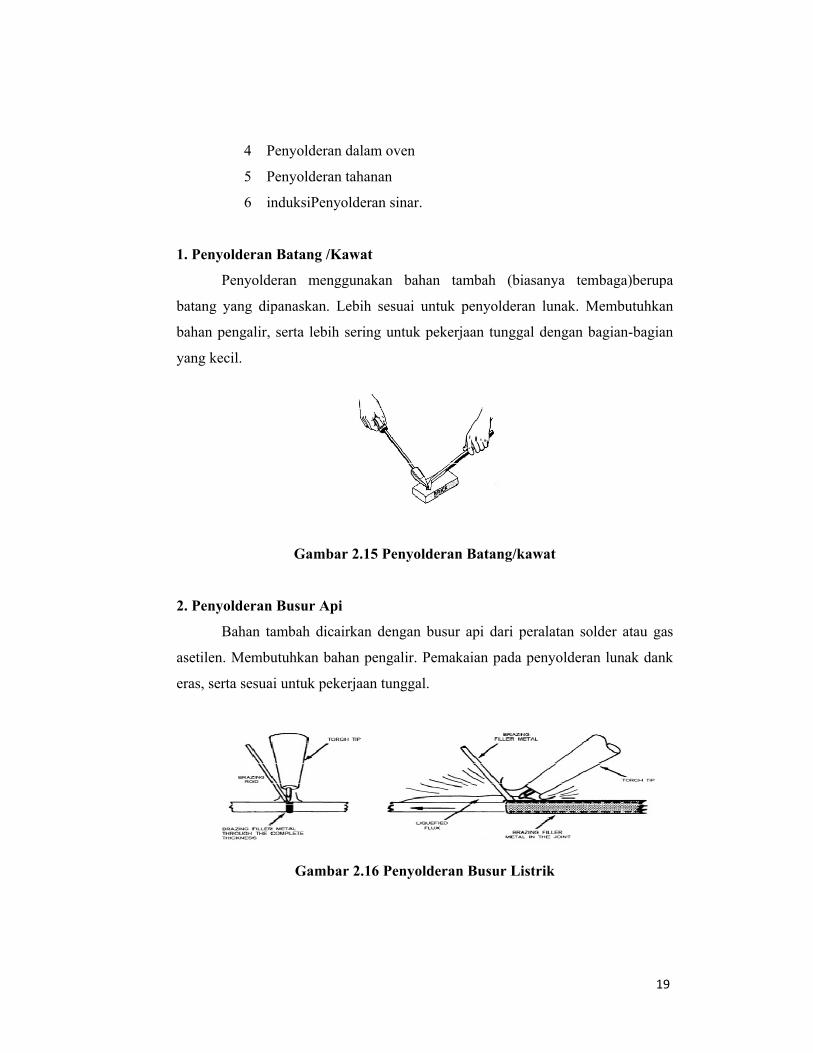
2. Penyolderan Busur Api
Bahan tambah dicairkan dengan busur api dari peralatan solder atau gas
asetilen. Membutuhkan bahan pengalir. Pemakaian pada penyolderan lunak dank
eras, serta sesuai untuk pekerjaan tunggal.
Gambar 2.16 Penyolderan Busur Listrik

20
3.Penyolderan Celup
Untuk penyolderan lunak atau keras. Bahan tambah dalam bentuk cair
ditempatkan pada sebuah bak. Bisa juga bahan tambahnya berupa larutan garam
yang dipanaskan. Logam yang akan disolder dicelupkan kedalam bak.
4. Penyolderan dalam Oven
Bagian logam yang akan disolder dipersiapkan, demikian pula bak
garamnya. Kemudian dilewatkan kedalam oven yang memberi panas terus-
menerus dengan pengurangan gas disekelilingnya, tanpa penambahan bahan
pengalir.
5. Penyolderan Tahanan dan Induksi
Bagian bahan yang akan disolder bersama bahan tambah dan bahan
pengalir dipanaskan dengan gulungan induksi listrik. Sangat sesuai dan
menghemat waktu untuk pengerjaan masal dengan ban berjalan.
6. Penyolderan Sinar
Panas dipanaskan dari sinar lampu Halogen ( Daya sekitar 150-4000W)
yang difokuskan lensa cekung. Daerah panas yang dihasilkan mencapai diameter
15 mm. Metode ini sangat cocok untuk penyolderan benda-benda teknik yang
presisi dan peralatan listrik.
Keuntungan dan Kerugian sambungan solder:
a. Keuntungan
1. Dapat menyambung dua buah logam yang berbeda.
2. Pada penyolderan lunak tidak merusak permukaan.
3. Tidak menghambat aliran listrik
4. Dibandingkan pengelingan, tidak ada pelubangan yang melemahkan konstruksi.
5. Umumnya kedap fluida
6. Pada pengerjaan masal, dapat dilakukan secara bersamaa.
7. Mampu menyambung pelat-pelat tipis.
21
b. Kerugian
1. Untuk penyolderan masal biaya lebih besar.(karena bahan tambah harus
dicampur timah putih atau tembaga).
2. Bahan pengalir yang tersisa dapat menimbulkan korosi listrik.
2.5 Brazing
2.5.1 Pengertian
Brazing adalah penyambungan dua buah logam atau lebih, baik itu logam
sejenis maupun tidak sejenis dengan menggunakan bahan tambah yang titik
cairnya jauh lebih rendah dibanding dengan titik cair logam yang akan disambung
dengan menggunakan temperature yang rendah. Brasing dapat pula disebut
soldering. Welding adalah penyambungan dua buah logam atau lebih baik itu
logam sejenis maupun yang tidak sejenis dengan menggunakan alat pemanas yang
temperaturnya sangat tinggi sehingga dapat mencairkan kedua logam tersebut dan
dapat menyatukan kedua logam tersebut.
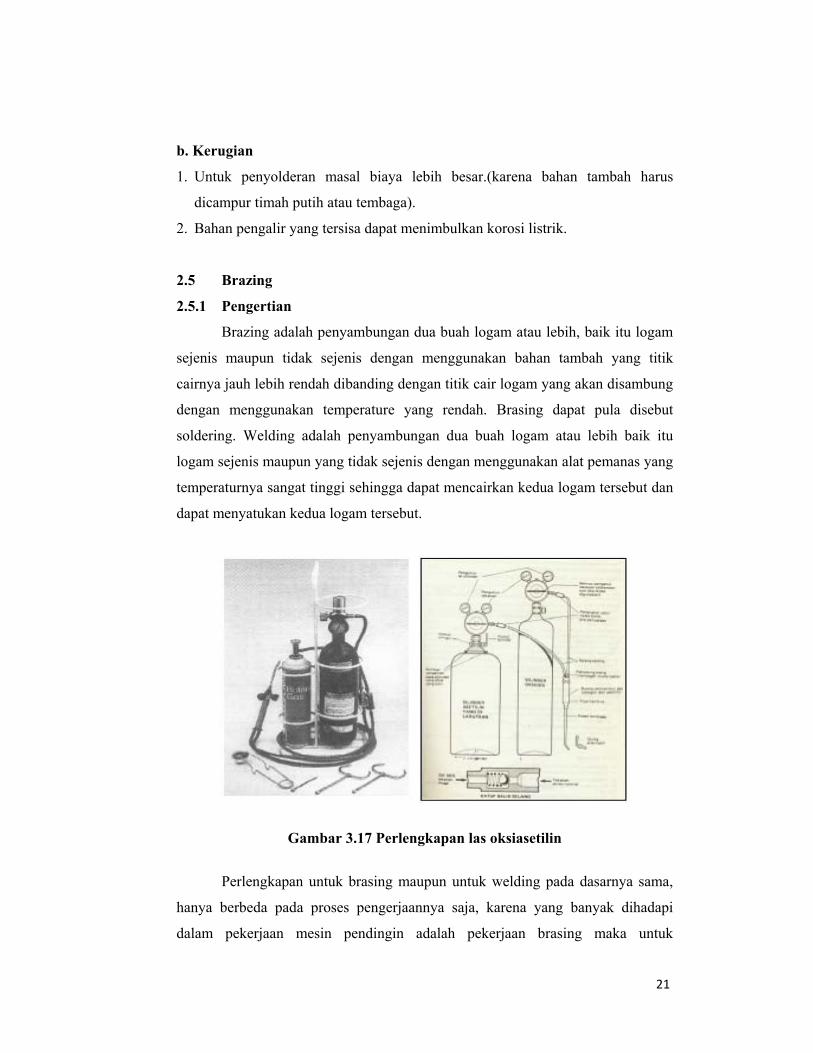
Gambar 3.17 Perlengkapan las oksiasetilin
Perlengkapan untuk brasing maupun untuk welding pada dasarnya sama,
hanya berbeda pada proses pengerjaannya saja, karena yang banyak dihadapi
dalam pekerjaan mesin pendingin adalah pekerjaan brasing maka untuk

22
kesempatan ini kita mencoba membahas bagaimana cara-cara melakukan proses
brasing tersebut. Dimana cara penyambungan pipa dengan system brasing ini akan
relatif lebih murah jika dibandingkan dengan istem flaring, terlebih jika pipa yang
akan dikerjakan/disambung berdiameter di atas ¾ “, dimana untuk ukuran ini
system flaring sudah tidak praktis lagi untuk digunakan.
Pada umumnya sumber panas yang digunakan untuk brasing maupun
welding adalah sama yang berasal dari hasil pembakaran bahan campuran
Oksigen – Asetilin (Oxigen-acetylene) yang dikemas dalam tabung yang berbeda.
Hal yang harus diperhatikan/dipahami adalah mengetahui fungsifungsi dan
langkah-langkah pengoperasian dari alat-alat tersebut di atas. Perlengkapan Las
oksiasetilin terdiri dari:
a. Silinder Asetilin
Silinder asetilin adalah tabung yang terbuat dari logam baja yang
didalamnya selain berisi gas asetilin juga berisi bahan berpori seperti kapas, sutra
tiruan, atau asbes yang berfungsi sebagai penyerap aseton yang merupakan bahan
dimana asetilin dapat larut dengan baik dan aman dibawah pengaruh tekanan.
Botol ini dapat berisi antara 40-60 liter gas asetilin. Bentuk botol pendek gemuk.
Tekanan isinya mencapai 15 kg/cm. Untuk membuka katupnya digunakan kunci
sok. Baut dan mur pengikatnya menggunakan system ulir kiri. Warna botol
merah.
Petunjuk dalam praktek :
1. Hindarkan botol asetilin ini dari botol oksigen
2. Lindungi botol asetilin ini dari terik matahari dan panas
3. Usahakan jangan sampai jatuh atau kejatuhan benda lain
4. Hindarkan dari tempat-tempat yang berminyak
5. Pemakaian gas harus selalu melalui regulator
6. Bukalah regulatornya bila tidak digunakan
7. Jangan merubah tanda-tanda yang ada pada regulator
8. Tempatkan silinder ini berdiri tegak

23
9. Bila silinder asetilin tiba-tiba menjadi panas, segeralah tutup katup silindernya,
kemudian siramlah dengan air sampai dingin
10. Dilarang merokok selama berdekatan dengan asetilin
b. Silinder oksigen
Silinder oksigen terbuat dari bahan baja. Bentuknya tinggi langsing.
Mempunyai tekanan isi maksimum 150 kg/cm. Baut serta mur pengikatnya adalah
ulir kanan. Botol ini berisi zat asam (O2) sekitar 40 – 60 liter. Warna botol biru
atau hitam.
Petunjuk dalam praktek :
1. Jauhkan silinder oksigen dengan silinder asetilin
2. Tutuplah katup silinder oksigen ini, buang gasnya hingga manometer tekanan
kerja menunjukan angka nol, bila pengelasan telah selesai atau istirahat.
3. Ikatlah silinder oksigen ini dengan kokoh pada kereta dorong waktu dipindah-
pindahkan
4. Bukalah dahulu regulatornya dari sislinder oksigen, Bila terpaksa memindahkan
oksigen tanpa kereta
5. Bersihkanlah tempat kerja pada radius kurang lebih 8 meter sebelum memulai
kegiatan mengelas
6. Tempatkan alat pemadam kebakaran pada tempat yang mudah dicapai.
c. Regulator silinder gas
Regulator merupakan perlengkapan silinder las dan pengatur tekanan isi
menjadi tekanan kerja yang tetap besarnya sesuai yang dikehendaki oleh operator
las. Pada regulator terdapat 2 (dua) buah alat pengukur tekanan : manometer
tekanan isi dan manometer tekanan kerja.
Tekanan isi sampai 30 kg/cm
Tekanan kerja sampai 3 kg/cm

24
Gambar 3.18 Regulator Silinder Gas
Petunjuk dalam praktek :
1. Jangan memegang regulator dengan sarung tangan berminyak.
2. Pegang regulator pada badannya jangan pada manometernya.
3. Sebelum membuka katup silinder, tutuplah dahulu katup regulator dengan
memutar baut pengatur berlawanan jarum jam hingga terasa longgar.
4. Putarlah baut pengatur perlahan-lahan searah putaran jarum jam ketika
mengatur tekanan kerja.
5. Berdirilah di samping, jangan dimuka manometer ketika mengatur tekanan
kerja.
6. Apabila regulator rusak segera diganti dengan yang baik.
d. Brander las
Brander las adalah alat untuk mencampur gas asetilin dengan zat asam
serta alat pengatur pengeluaran hasil campuran gas tersebut ke mulut brander.
Gambar 3.19 Brander Las
Petunjuk dalam praktek :
1. Jangan memegang pembakar dengan sarung tangan berminyak.

25
2. Mulut pembakar jangan digunakan untuk memukul-mukul atau mencungkil
sesuatu.
3. Bila lubang mulut tersumbat, tusuklah dengan alat penusuk khusus yang pas
ukurannya.
4. Untuk membersihkan bibir mulut pembakar, gosokannlah pada balok kayu
yang bersih sambil katup zat asam dibuka agar tidak tersumbat.
5. Matikan pembakar bila tidak dipakai.
6. Jangan membiasakan menggantungkan pembakar pada silinder las.
e. Nyala api las
Memilih atau menentukan nyala api las yang dipergunakan merupakan bagian
yang penting pada pengelasan dengan asetilin. Pembakaran yang telah terjadi
dapat menimbulkan nyala api yang berbeda beda bentuk dan warnanya. Pada
praktek pengelasan ada 3 (tiga) jenis nyala api yang dipergunakan, yaitu :
1. Nyala karburasi
Nyala karburasi adalah nyala api las yang berlebihan asetilinnya. Nyala api ini
dipergunakan pada proses pengelasan batang- batang permukaan yang keras.
2. Nyala Netral
Nyala api dimana pengaturan pengeluaran oksigen dan asetilin seimbang. Nyala
api ini sering dipergunakan pada pengelasan : baja, baja tahan karat, aluminium
dan tembaga.
3. Nyala oksidasi

26
Nyala api las yang berlebihan zat asamnya. Nyala oksidasi ini dapat terjadi
dengan mengurangi pengeluaran asetilin setelah nyala netral. Nyala api ini biasa
dipergunakan untuk pengelasan kuningan atau perunggu.
Perlengkapan Las
Perlengkapan las Oxy – Acetylene tekanan tinggi yang terdiri dari :
1. Tabung asetilin.
2. Tabung Okigen.
3. Pipa hembus dengan pipa pancarnya.
4. Regulator tekanan asetilin.
5. Regulator tekanan oksigen.
6. Pipa karet atau selang (house).
7. Satu set kunci ring/kunci sok.
8. Kaca mat alas.
9. Pemantik/penyulut api (flint lighter).
10. Batang kawat las.
11. Fluks (borak).
12. Trolly (roda dorong).
Cara Pengelasan (brasing)
Brasing (penyolderan) adalah salah satu cara penyambungan 2 (dua) buah
logam atau banyak yang sejenis maupun tidak sejenis dengan menggunakan bahan
tambah yang titik cairnya jauh lebih rendah dibanding logam yang akan
disambungnya, jadi brasing dapat juga disebut pengelasan dengan alat pemanas
dengan temperature rendah. Untuk pengelasan pipa tembaga bahan tambah yang
digunakan adalah kawat las silver, untuk pengelasan penyambungan besi atau baja
misalnya untuk kondensor digunakan kawat las kuningan, untuk menyambung
bahan aluminium digunakan kawat las platinum 52.
27
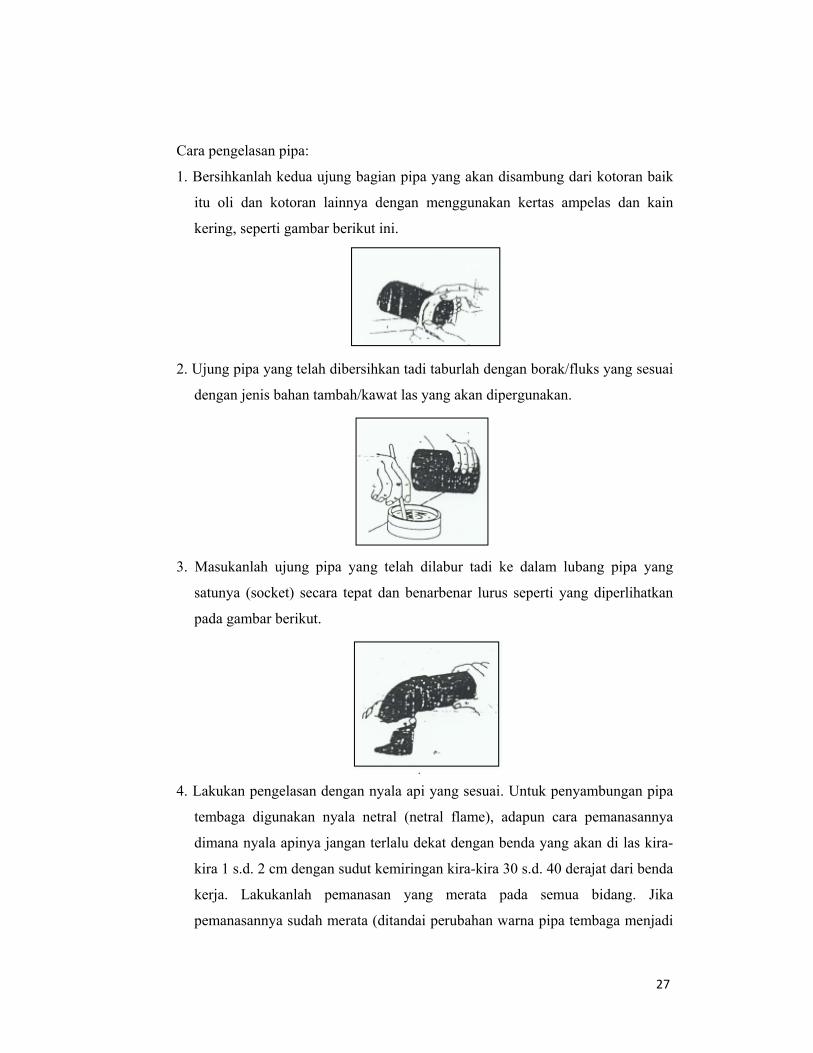
Cara pengelasan pipa:
1. Bersihkanlah kedua ujung bagian pipa yang akan disambung dari kotoran baik
itu oli dan kotoran lainnya dengan menggunakan kertas ampelas dan kain
kering, seperti gambar berikut ini.
2. Ujung pipa yang telah dibersihkan tadi taburlah dengan borak/fluks yang sesuai
dengan jenis bahan tambah/kawat las yang akan dipergunakan.
3. Masukanlah ujung pipa yang telah dilabur tadi ke dalam lubang pipa yang
satunya (socket) secara tepat dan benarbenar lurus seperti yang diperlihatkan
pada gambar berikut.
4. Lakukan pengelasan dengan nyala api yang sesuai. Untuk penyambungan pipa
tembaga digunakan nyala netral (netral flame), adapun cara pemanasannya
dimana nyala apinya jangan terlalu dekat dengan benda yang akan di las kira-
kira 1 s.d. 2 cm dengan sudut kemiringan kira-kira 30 s.d. 40 derajat dari benda
kerja. Lakukanlah pemanasan yang merata pada semua bidang. Jika
pemanasannya sudah merata (ditandai perubahan warna pipa tembaga menjadi

28
berpijar kemerahmerahan) berilah bahan tambah pada salah satu titik saja di
tepi sambungan. Dimana jika pemanasannya baik maka bahan tambah tadi
akan mengalir ke seluruh bidang yang akan dilas.
Khusus untuk penyambungan aluminium dengan bahan tambah platinum 52,
fluks yang telah dilaburkan pada permukaan ujung pipa yang akan di las tidak
boleh terkena nyala api (flame) secara langsung, dan dipergunakan nyala api
dengan suhu yang rendah dengan menggunakan pipa hembus yang kecil. Atau
pembakarnya bisa diganti dengan menggunakan Brander torch.
5. Setelah selesai pengelasan dinginkan pipa dengan menggunakan kain basah dan
bersihkanlah dengan menggunakan kain lap seperti halnya diperlihatkan
dibawah ini.