PDF 檔僅限學校教師搭配紙本教材用於課堂教學
25
敬愛的老師您好: PDF 檔僅限學校教師搭配紙本教材用於 課堂教學,並未授權其他用途!! 用心出版每一本好書
-
Upload
khangminh22 -
Category
Documents
-
view
10 -
download
0
Transcript of PDF 檔僅限學校教師搭配紙本教材用於課堂教學

敬愛的老師您好: PDF 檔僅限學校教師搭配紙本教材用於課堂教學,並未授權其他用途!!
用 心 出 版 每 一 本 好 書

優質好書.盡收眼底 書籍配套‧軟硬兼俱
用 心 出 版 每 一 本 好 書
tkdbooks.com http://ipoemaker.com/
前進專業‧淬煉身價 研習競賽‧沒有問題
Jin Yuan TechEdu勁園科技教育
http://jytechedu.com/ http://pacme.asia/

Chapter 3
後處理與程式傳輸
3hr
上課時數
1. 了解 CNC 控制器所使用的 ISOG-Code 國際標準。
2. 學會 SIEMENS 控制器如何切換 ISOG-Code 模式與 SIEMENS 模式。
3. 學會如何設定 MitsubishiM70 控制器之網路傳輸設定。
4. 學會如何利用專屬控制器之網路傳輸軟體,如 Mitsubishi 的 NC-
Exployer 進行程式傳輸。
5. 學習簡易修改後處理設定,轉出符合 CNC 可以接受使用的 G-Code。
學習目標
3-1 後處理應用
3-2 程式傳輸與應用練習
本章節介紹的 CNC 控制指令代碼,主要是國際標準 ISOG-Code 及各廠
商自行開發的專屬指令代碼,不只解說為何在教學上多以學習 FANUC 的程
式為主,也令使用者了解市面上各種控制器之種類、特色,讓使用者認識這
些控制器及學習控制指令代碼,同時明白如何對使用的控制器進行後處理設
定,順利轉出符合 CNC 控制器所能接受的程式碼。
電腦輔助製造實習 全124
前導說明
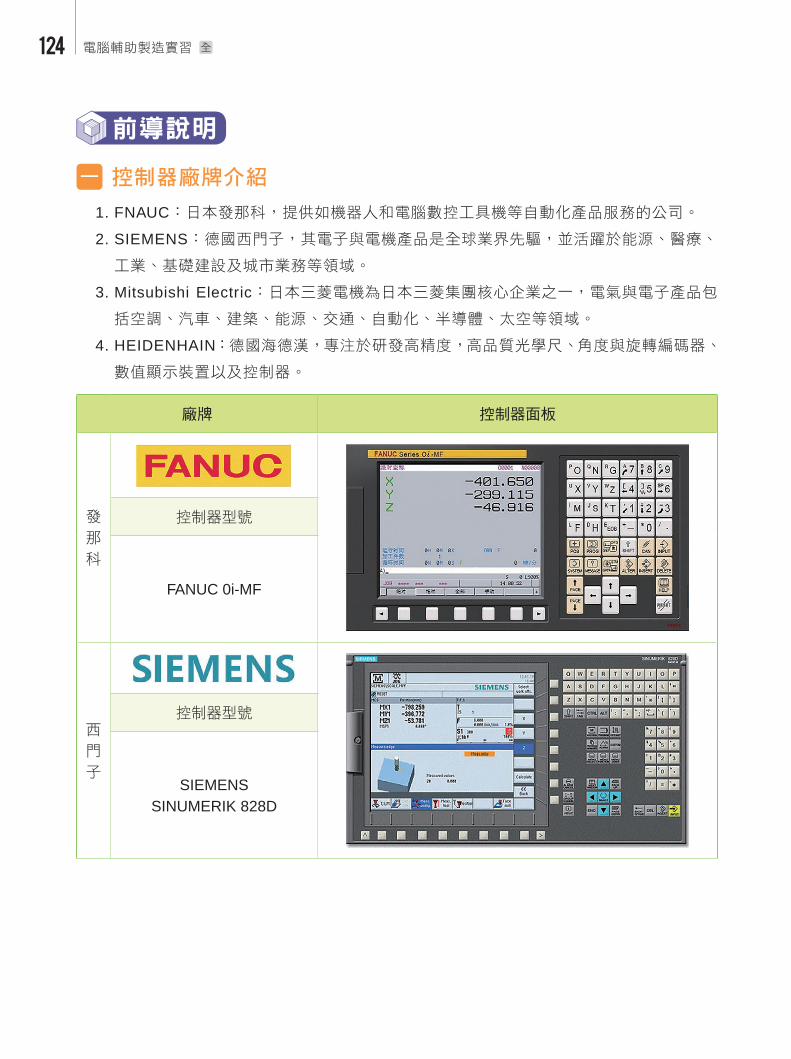
一 控制器廠牌介紹
1. FNAUC:日本發那科,提供如機器人和電腦數控工具機等自動化產品服務的公司。
2. SIEMENS:德國西門子,其電子與電機產品是全球業界先驅,並活躍於能源、醫療、
工業、基礎建設及城市業務等領域。
3. Mitsubishi Electric:日本三菱電機為日本三菱集團核心企業之一,電氣與電子產品包
括空調、汽車、建築、能源、交通、自動化、半導體、太空等領域。
4. HEIDENHAIN:德國海德漢,專注於研發高精度,高品質光學尺、角度與旋轉編碼器、
數值顯示裝置以及控制器。
廠牌 控制器面板
發
那
科
控制器型號
FANUC 0i-MF
西
門
子
控制器型號
SIEMENSSINUMERIK 828D

Chapter 3 後處理與程式傳輸 125
廠牌 控制器面板
三
菱控制器型號
MITSUBISHIM70
海
德
漢
控制器型號
HEIDENHAINTNC 620/640
高階五軸加工控制器
二 G-code
國際標準 ISO 6983 中,G 代碼(也稱 RS-274)是最廣泛使用的電腦數值控制(CNC)
編程語言的通用名稱,而數值控制(numerical control)程式語言有多種版本,主要在計
算機輔助製造中用於控制自動化工具機。
G 代碼(G-code)也稱為 G 程式語言,由麻省理工學院設計,最早出現於 1950 年代;
文件附檔名為:gcode、.mpt、.mpf、.nc 或其他,主要運用於:德國 SIEMENS(西門子)、
HEIDENHAIN(海德漢);美國 HAAS(哈斯);日本 FANUC(發那科)、Mitsubishi(三
菱)、OKUMA(大隈株式會社)、Mazak(馬扎克)等知名控制器上,有些 3D 印表機也
是讀 G-code,所以 G-code 已廣泛使用於各式自動化機器中。
G 程式語言:DesignedbyMassachusettsInstituteofTechnologyFirstappeared1950s.註

電腦輔助製造實習 全126
然而因各家廠牌的控制器功能不斷提升,甚至發展出自家的控制器語言,所以目前
控制器大致可分為兩類,即「遵守 ISO G-code」或「擁有自家專屬的控制器語言」;如
SIEMENS 就修改非常多指令,已可以說是自家專屬的控制器指令,當然 SIEMENS 也可以
接受原本大家遵守的 ISO G-code 模式,只要在 SIEMENS 控制器上輸入 G291 即可切換
為 ISO G-code 模式,再輸入 G290 便可再切換回 SIEMENS 專屬的控制器指令模式。
從表 3-1 可以輕易看出「不同控制器所用的代碼涵義不同」,裡面也有許多 SIEMENS
擁有但 FANUC 沒有的指令;不過,沒有這些指令也不代表此控制器無法完成此功能,應該
是說,當 CAM 由電腦轉出時,電腦會以具有的指令代碼來轉出可以完成加工的所需指令,
差異在於轉出程式的長/短、加工效率甚至是精度等。
表 3-1 SIEMENS 與 FANUC 差異比較
SIEMENS 銑床 G 代碼(非 ISO G-code) FANUC 銑床 G 代碼(ISO G-code)
G0 快速移動 G0 定位(快速移動)
G1 直線插補(含:倒角 CHF、倒圓弧 RND……) G1 直線切削(單純點到點,直線)
G2 順時針圓弧插補 G2 順時針切圓弧
G3 逆時針圓弧插補 G3 逆時針切圓弧
G4 暫停(F 與 G4 一起可以編程停留時間)
如:G4 F.5 暫停 0.5 秒
G4 暫停
如:G4 P500 或 G4 X.5 暫停 0.5 秒
CIP 中間點圓弧插補 無此指令
G33 恆螺距的螺紋切削 G33 螺紋切削。
G331 不帶補償夾具切削內螺紋 無此指令
G332 不帶補償夾具切削內螺紋、退刀 無此指令
CT 帶切線的過渡圓弧插補 無此指令
僅列出部分差異指令,並未全部列出。
日本系統控制器皆為 ISO G-code 模式,如學校與業界最常見的 FANUC,其月產
7000 套,市佔率佔全球 50%,所以早期數值控制相關的書籍皆是以 FANUC 控制器為主。
轉出為 FANUC 控制器使用的程式,使用者可以在 FANUC 的機器上使用,也可以在
Mitsubishi 的控制器上使用。FANUC 與 Mitsubishi 雖同屬 ISO G-code 模式,但因各家發
展不同,而在少數指令代碼之參數上仍有些差異,可以說是廠商自行加上去的,所以日系的
註

Chapter 3 後處理與程式傳輸 127
FANUC 與 Mitsubishi 的控制器也不完全百分之百一樣,但至少在同屬 ISO G-code 模式的
背景下,相似度可達 99% 以上,僅少數不同;不過若有使用到較特殊的指令參數,可能就
必須修改,未修改則可能出現錯誤或無效。
SIEMENS 指令中,即使是 G2、G3 圓弧切削,其參數也不同於 ISO,如表 3-2 所示。
表 3-2 FANUC 與 SIEMENS,G2 指令參數代碼不同
控制器G2 順時針圓弧切削
程式碼範例說明
FANUC G2 X20. Y30. R101. FANUC 依 ISO 標準,用 R 表示圓弧半徑。
2. 座標值應標示小數點,未標示表示單位為μm。
SIEMENS G2 X20 Y30 CR10
1. SIEMENS:非 ISO,用 CR 表示。
2. 座標值整數者,不用標小數點。
後來有些控制器也跟進,可以接受不用小數點,如:MitsubishiM70。
在手寫程式時,SIEMENS 有強大的計算功能,如:求正弦、餘弦、正切、平方根、絕
對值、取整數等(ISO-code 的 FANUC 無這些功能),所以 SIEMENS 的功能及程式使用
就比 ISO G-code 佳,因為除了 G2、G3 指令外,SIEMENS 在 G1 指令時還可以直接進行
去角 CHF、倒圓弧 RND 等功能,是依 2 點所構成的交角進行圓角、去角切削等。
表 3-3 SIEMENSG1 直線切削獨特的指令參數
指令 SIEMENS 控制器指令(非 ISO G-code)
G1直線切削
倒圓角 去角
程式範例:G1 X45 RND=30 程式範例:G1 X45 CHF=20
註
電腦輔助製造實習 全128
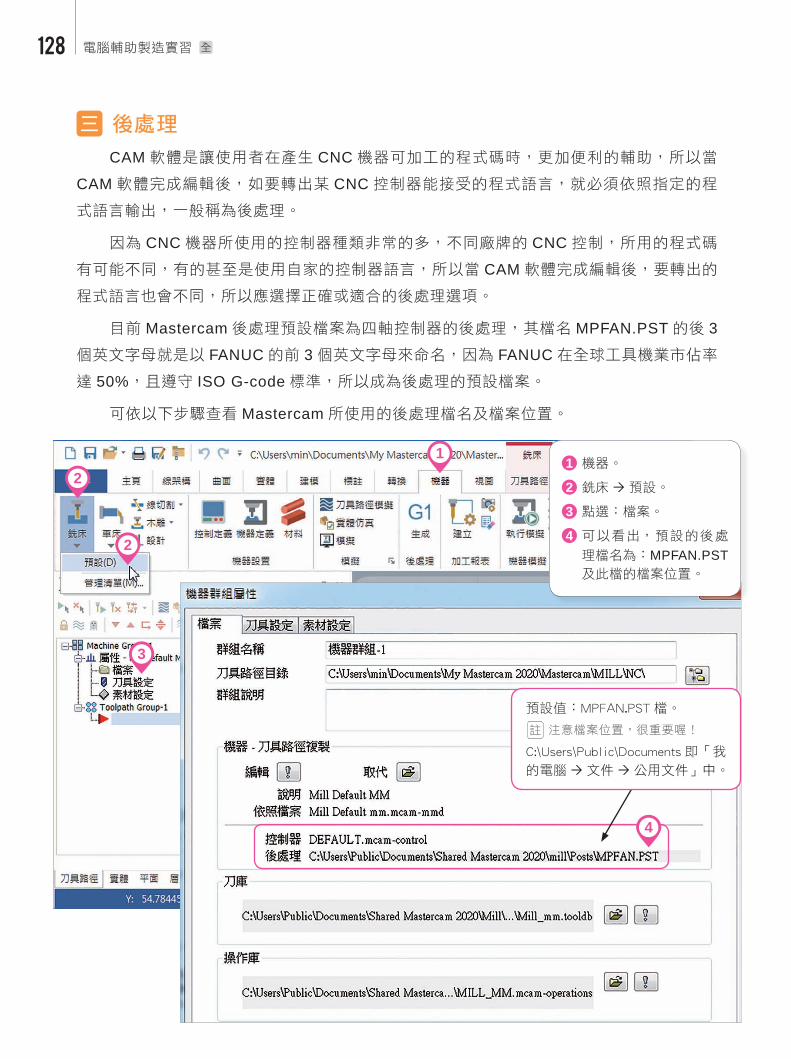
三 後處理
CAM 軟體是讓使用者在產生 CNC 機器可加工的程式碼時,更加便利的輔助,所以當
CAM 軟體完成編輯後,如要轉出某 CNC 控制器能接受的程式語言,就必須依照指定的程
式語言輸出,一般稱為後處理。
因為 CNC 機器所使用的控制器種類非常的多,不同廠牌的 CNC 控制,所用的程式碼
有可能不同,有的甚至是使用自家的控制器語言,所以當 CAM 軟體完成編輯後,要轉出的
程式語言也會不同,所以應選擇正確或適合的後處理選項。
目前 Mastercam 後處理預設檔案為四軸控制器的後處理,其檔名 MPFAN.PST 的後 3
個英文字母就是以 FANUC 的前 3 個英文字母來命名,因為 FANUC 在全球工具機業市佔率
達 50%,且遵守 ISO G-code 標準,所以成為後處理的預設檔案。
可依以下步驟查看 Mastercam 所使用的後處理檔名及檔案位置。
1
2
3
2
預設值:MPFAN.PST 檔。
注意檔案位置,很重要喔!
C:\Users\Public\Documents 即「我
的電腦文件公用文件」中。
註
4
1 機器。
2 銑床預設。
3 點選:檔案。
4 可以看出,預設的後處
理檔名為:MPFAN.PST及此檔的檔案位置。

Chapter 3 後處理與程式傳輸 129
3-1 後處理應用一 修改 MPFAN.PST 檔
目前市面上用的舊機器還是有很多只有三軸 CNC,這些控制器早期因只有三軸,所以
控制器並不認識第四軸之 A 軸代號;早期控制器的記憶體空間較少,也沒有 N 行號,所以
現在以新軟體預設的後處理來產生程式,若是用在較舊的機器上,可能就會出現錯誤。
可使用 ch3-1.emcam 範例檔案,先試著產生程式碼,即可知道有這兩個狀況。
2
1
3
4
5
6
7
問題 3:不接受預
設的程式號碼0。
問題 1:A0.,為
第 4 軸代碼。
問題 2:N 代碼,
程式行號。
開啟 ch3-1.emcam 範例檔案之
後:
1 確定路徑 是被選取的。
2 點選 ,進行後處理。
3 ¨編輯,不勾選。
不勾選便不會開啟編輯的軟
體,須自行用記事本打開。
4 確定。
會出現存檔檔名與位置,如檔
名:ch3-1-1.NC。
存放在桌面。
5 以滑鼠左鍵 2 下,點選桌面
的 ch3-1-1.NC 檔。
6 因不認識 .NC 檔,請選擇:
記事本。
7 再勾選:þ永遠用選取的程
式來開啟。
記事本開啟 .NC 程式後,可以
發現 3 種問題。
註
註
註

電腦輔助製造實習 全130
問題 (1):A0.,為第 4 軸代碼。
若為舊型的控制器不接受,請關閉。
Step 1 我的電腦文件公用文件Shared Mastercam2020millPostsMPFAN.
pst 檔。
我的電腦 文
件公用文件。
1
2
43
6
7
5
找到 MPFAN.pst 之後:
1 將 MPFAN.pst 複 製, 貼
上。
避免修改錯誤時,可以復
原。
2 以 滑 鼠 左 鍵 點 選 2 下
MPFAN.pst 檔。
3 出現無法開啟此檔的視
窗,請點選:¤從已安裝
程式的清單選取程式。
4 確定。
5 選擇:記事本。
6 再勾選:þ永遠用選取的
程式來開啟這種檔案。
7 確定。
8 按 Ctrl + F 鍵尋找:
# Rotary Axis Settings。
9 找到此處。
10 將此值改為:0。
註
目前設定值:1。
0:OFF。
1:有關 X。
2:有關 Y。
3:有關 Z。
因 為 是 修 改
MP F A N . p s t
檔, 所 以 是
永久有效。
註
將此處的 1
改為 0。
8
9
10

Chapter 3 後處理與程式傳輸 131
問題 (2):N 代碼,程式行號。
若為舊型的控制器不接受,請取消勾選:¨程式行號。
程式行號 N 代碼的取消修改,在 MastercamX4 之前的版本,須修改 MPFAN.pst 後
處理檔,後來因時常為了節省檔案大小或不接受 N 代碼而需要取消,所以在 MastercamX4
之後,不用進到 MPFAN.pst 後處理檔案,改由「控制定義」介面選單中取消即可。
Step 1 打開 ch3-1.emcam 範例檔案。
1 2
3
1 點選機器屬性的檔案。
2 點選:編輯 。
3 點選:控制定義 。
4 點選:NC 輸出銑床。
5 ¨輸出行號,不勾選。
6 點選 確定。
4
5
6

電腦輔助製造實習 全132
問題 (3):不接受預設的程式號碼 0。
可以將預設號碼改為 1,不要為 0,避免錯誤。
因有些控制器對於程式號碼的要求是必須符合 ISO-code 的規範,所以預設使用 0 號,
轉出的程式內容會出現 O 再 4 個 0,即 O0000,但部分的控制器會出現錯誤。當然也可以
在程式轉出後再手動修改,但有時如果遺忘,便要等傳到 CNC 機器後,才會發現錯誤,必
須再用控制器編輯的方式,來修改已轉到 CNC 的程式內容。
所以,可以將預設的 0 改為 1,這樣在轉出程式時則為 O0001,可避免忘了修改而出
現錯誤的情況。
Step 1 進入 Mastercam 後,開啟新檔。
1
3
2
2
補充說明:
若是已產生刀具路徑,才來修
改此處 檔案,則已產生的刀具
路徑上的程式編號,還是為 0,
並不會更改。
所以,這是一開始開新檔案時
就應先進行的設定,設定後再
產生的刀具路徑之程式編號才
會是更改後的預設值。但使用
者常忘了要設定,所以也可以
在最後轉出 NC 檔前,再統一設
定全部的刀具路徑為同一檔名。
5
6
4
1 機器。
2 銑床預設。
3 點選:檔案。
4 點選:刀具設定頁面。
5 預設程式編號:1。
6 點選 確定。
特別說明:
問題 2、問題 3 可透過修改檔案的方式進行後處
理修正,但只有跟隨目前編輯操作的檔案,當開
啟別的檔案或開新檔案,上述問題 2、問題 3 的
修改便皆會不見,必須重新設定。
請記得:這些設定是跟隨目前編輯操作的檔案,
並非永遠修改。

Chapter 3 後處理與程式傳輸 133
Step 2 轉出 NC 程式,看看修改的結果。
修改後
無第 4 軸代碼 A
的字母。
程式號碼 1,不為
0,則產生 O0001。
無產生行號:N。
修改前
問題 1:A0.,為
第 4 軸代碼。
問題 2:N 代碼,
程式行號。
問題 3:不接受預
設的程式號碼 0。
Mastercam 軟體客制後處理
目前 Mastercam2020 軟體,僅提供 ISO G-code 的後處理檔案 MPFAN.pst,若是像
SIEMENS 的控制器就得詢問軟體商,請軟體商提供適合的後處理。而 MPFAN.pst 有非常
多的代碼、參數,一般使用者無法完全了解,得透過 Mastercam 軟體工程師才有辦法,所
以 Mastercam 代理商也提供客製後處理,供客戶個別化需求使用。

電腦輔助製造實習 全134
3-2 程式傳輸與應用練習CAM 後處理轉出的 NC 程式要傳輸至控制器時,目前的新控制器提供四種方式:
(1) RS232 序列埠傳輸、(2) 網路傳輸、(3) 記憶卡、(4) USB 隨身碟;其實最佳的傳輸方
式是使用網路,因為是最快也最簡易的傳輸方式,10MB 只要數秒鐘即可完成。
但目前市面上仍有些舊款的控制器,只能靠 RS232 序列埠的傳輸,甚至因 CNC 控制器的主
記憶體過少,只有 64KB 或 128KB,無法傳輸較大的 NC 檔案,一般若有做到曲面加工,少說會
有數百 KB,舊機台是傳不進去的,這時就必須使用 DNC 直接傳輸模式,以邊傳邊做的方式傳輸。
表 3-4 為目前臺灣常見的控制器,了解控制器後,才能依實際之情況選用適合的方式
將程式傳輸到機台。
表 3-4 臺灣現今常見的控制器品牌與特色
常見的控制器 款式型號 控制器特色
FANUC(發那科)
30i/31i/32i/35i
1. 目前銷售的中高階控制器為奈米系統。2. 數字 3 系列,數字越小、等級越高。3. 35i、32i、31i:4 軸聯動;31i-B5:5 軸聯動。4. 30i:24 軸聯動,為最高等級的 CNC。
0i-MF
目前銷售的低階控制器,四軸加工機使用,加工中心用 CNC(從「0i-」代號後面,M 表示銑床,F 表示 MODEL F,目前銷售款為 F,舊款為 0i-MA、0i-MB、0i-MC、0i-MD)。
i 系以後,才開始有網路、記憶卡、usb 碟、RS232。
0i-mateMF0i-MF 與 0i-mate MF 之差別,Oi 系列為 4 軸加工,而 mate為精簡版,僅為 3 軸加工。所以 mate 僅 3 軸 3 聯動,3 軸 CNC 銑床使用。
0-M1. 更早期低階舊款,僅適合 3 軸 CNC 與 RS232 序列埠傳輸。2. 早期舊款還有 15M、18M 等。
Mitsubishi(三菱)
M800 系列 適合超高速模具加工與高階複合式車床。
M80 系列 適合高速模具加工與複合車床的控制器。
M700V 系列 高階款,支持 5 軸聯動,為高端產品,完全奈米控制系統。
M70V 系列 中階款,M70V 系列,追求高速與高精度。
E70 系列1. E70 為 M70 之精簡入門款(畫面操作與 M70 相同)。2. 適用於一般標準型車床或簡易銑床。3. E70 以上都有網路、記憶卡、USB 隨身碟、RS232。
SIEMENS(西門子)
840D1. 頂級,符合高階需求與應用,是開放架構的強大武器。2. 分 840D Basic、840D、840 Advanced 等 3 種。3. 有網路、記憶卡、USB 隨身碟、RS232。
828D
1. 精實級,精簡而強健,中高階標準工具機。2. 分 828D Basic、828D、828 Advanced 等 3 種。
前款為 810D(停售)。
3. 有網路、記憶卡、USB 隨身碟、RS232。
808D
1. 入門級,簡單易用,入門型工具機的絕佳選擇。2. 分 808D、808D Advanced 等 2 種。
前款為 802D(停售)。
3. 有網路、記憶卡、USB 隨身碟、RS232。
註
註
註

Chapter 3 後處理與程式傳輸 135
控制器接受的傳輸方式有四種方式:(1) RS232 序列埠傳輸、(2) 網路傳輸、(3) 記憶
卡、(4) USB 隨身碟;記憶卡及 USB 隨身碟是最直接且簡易的方式,但仍有一些風險,如
插拔久了,USB 介面與記憶卡介面插座也會受損,曾有因多次插拔記憶卡,導致 CF 卡接
到控制器介面的針腳斷了的案例,因為記憶卡的插座針腳是做在控制器螢幕上,導致整個控
制器的螢幕及主機都需要更換,所以不建議記憶卡插拔。
相較之下,USB 還可以使用轉接線將資料傳輸出來,所以若是 USB 接頭損壞,只要換
延長轉接線即可。
至於本節的傳輸應用,主要以網路傳輸及 RS232 傳輸設定來做說明。
一 FANUC 網路傳輸工具
FANUC 在 i 系列後,有提供網路界面,可以透過 FANUC 專屬的程式傳輸工具
「Program Transfer Tool」來傳輸程式,非常的便利。
● 圖 3-1 ProgramTransferToolV142019 年版
即可將電腦檔案
傳輸至控制器中
CNC 控制器
記憶體區
電腦資料區
直接拖曳
此傳輸程式在 FANUC 臺灣官方網頁(www.fanuctaiwan.com.tw)中的技術情報常見問題中,第 1 個問題:PC與CNC之間的程式傳輸(透過程式傳輸工具),有放置此工具之詳細網路設定及操作說明影片。
網站連結也可掃左方 QRCODE。
註

電腦輔助製造實習 全136
二 Mitsubishi 網路傳輸工具
NCExplorerVer.1.3.3(for64bitWin7 以上)。
Mitsubishi 在 M70 以後,即 M70、M80 系列的控制器,皆配有網路傳輸,須安裝專屬
的網路傳輸工具 NC Explorer,V1.3 後才能在 Win7 以上的作業系統執行。
Step 1 了解目前電腦所使用的 IP 區段。
檢查目前電腦使用的網路區段 IP(因 CNC 機器的 IP 也必須在同區段)。
3
2
1
1 於 Windows 功能列開始。
2 在執行上輸入:CMD 再按
Enter 鍵。
3 出現命令列指令視窗,黑底
白字的文字畫面,於視窗中
輸 入:ipconfig 再 按 Enter鍵,可看到此電腦的 IP 資
訊。
● IPv4:192.168.25.121
● 遮罩:255.255.255.0
● 閘道:192.168.25.254
由遮罩來看,可以得知 IP 的
前 3 組號碼為同一區段,即
192.168.25.??? 是同區段,也
就是同一子網路。
註
Step 2 CNC 控制器內的 IP 設定,也要和電腦同區段。
以下為 Mitsubishi CNC M70 控制器網路設定頁面。
1
24
3
1 點選控制器 維護鍵。
2 在維護畫面選擇參數頁面。
3 點選:參數號碼。
4 輸入:1926 再按 INPUT 鍵。
Mitsubishi 網 路 相 關 參 數 在
1926 ~ 1928,所以請先輸入
1926,再按 INPUT 鍵,即可找
到參數 1926 位置。
註
註

Chapter 3 後處理與程式傳輸 137
設定 Mitsubishi CNC M70 控制器網路 IP。
參數號碼 說明 CNC 的 IP 資料1926 控制器 IP 位置 192.168.25.411927 子網路遮罩 255.255.255.01928 通訊閘 192.168.25.254
1
2 3 根據前面的步驟 1,已找出同區段號碼
為 192.168.25. ?; 所 以,CNC 的 IP也必須是 192.168.25. ?。
如:指定控制器為 192.168.25.41。
但要確定此 IP 不在 DHCP 自動分配 IP
的範圍中,避免日後 IP 相衝。
1 請確定在 1926 的參數位置,直接輸
入:192.168.25.41 INPUT 鍵。
2 方向鍵 至 1927 位置:
255.255.255.0 INPUT 鍵。
3 方向鍵 至 1928 位置:
192.168.25.254 INPUT 鍵。
設定完成,CNC 請重新開機。
註
Step 3 測試電腦與 Mitsubishi CNC 控制器的網路是否相通。
12
網路正常
3
網路線不通
或未取得 IP
於 cmd 命令提示字元:
1 ping 192.168.25.41。
2 若正常,則應出現左圖中的
訊息。
3 若網路連不通,則顯示對此
IP 的訊息:
Request timed out.
要求等候逾時。
此時請檢查網路線是否接上
(燈號會亮),或檢查 CNC控制器中的 IP 設定是否正確。

電腦輔助製造實習 全138
Step 4 軟體安裝,安裝後請重新開機。
Step 5 NCExployer 的 Subnet 區網設定。
放大
2
3
1
1 在電腦畫面右下角的工作
列上找到白色三角形。
2 找到 圖示,在圖示上
點擊滑鼠右鍵。
3 點選 Subnet 進入設定。
Step 6 指定區網的所有 CNC 機器的 IP 於 Subnet。
例如,要將某一台 CNC 的網址
設定為:
IP :192.168.25.41
mask :255.255.255.0
getway:192.168.25.254
1 點選 按鈕。
2 依上面的 IP 資訊,輸入。
3 輸入後,按 鈕。
4 將剩餘每一台的 IP 資訊,
加入。
共 6 台 CNC 的 IP。
即 192.168.25.41 ~ 46。
5 最後,按 ,完成。
4
1
5
2
3

Chapter 3 後處理與程式傳輸 139
Step 7 執行 ,直接將電腦檔案傳輸至控制器。
1
2
3 4
5
執行桌面的 後:
1 點選 Subnet,進入 CNC 網域。
2 此網域會顯示已連線的 CNC,像控
制器圖片,請點選進入。
3 進入 192.168.25.46 這台 CNC 後有
2 個資料夾。
CNC MEMORY:CNC 主記憶體。
MEORY CARD:記憶卡。
CNC 控 制 器 的 主 記 憶 體, 約 1M;
而 MEMORY CAD 容 量 比 較 大。 如:
512M。
4 進入 MEMORY CARD 資料夾。
5 直接將所要的檔案,拉進 MEMORY
CARD 資料夾即可,完成傳輸約 2秒鐘。
註

電腦輔助製造實習 全140
三 Mastercam 使用 CIMCOEdit8 來進行 RS232 傳輸
檔案位置在「C:\Program Files\Mastercam 2020\
Mastercam\common\Editors\CIMCOEdit8」內。
1. DNC 傳輸設定
要用 RS232 來傳輸,必須先確定 CNC 機台所設定的傳輸協定,
如 CNC 設定值:4800 bps、偶同位、資料位元:7、停止位元:2。
11
2
3
所謂 COM1 是指序列埠第 1 孔,早期電腦有 2 個序列
埠,因滑鼠使用 COM1,所以通常只剩 COM2 可以來
傳輸。
但現在的滑鼠皆是用USB,所以桌上型電腦只剩1個,
即 COM1,而現在的筆電幾乎沒有序列埠了,所以要
用筆電來傳輸,必須再使用 USB 轉 RS232 的傳輸器。
4
5
6
執行 CIMCOEdit.exe
1 Transmission 選 項 卡 中 的
DNC Setup。
2 選擇:Machine 1。
3 設定值:
Port:COM1 要看線接到電
腦的哪一個序列埠。
Baud rate:4800 bps;
Stop bits:2,停止位元;
Data bits:7,資料位元;
Parity:Even,偶同位。
4 點選:Transmit。
5 勾 選:þWait for XOn, 執
行時處於等待,當 RS232有資料時,才會開始。
6 點選 OK 完成設定。
Chapter 3 後處理與程式傳輸 141
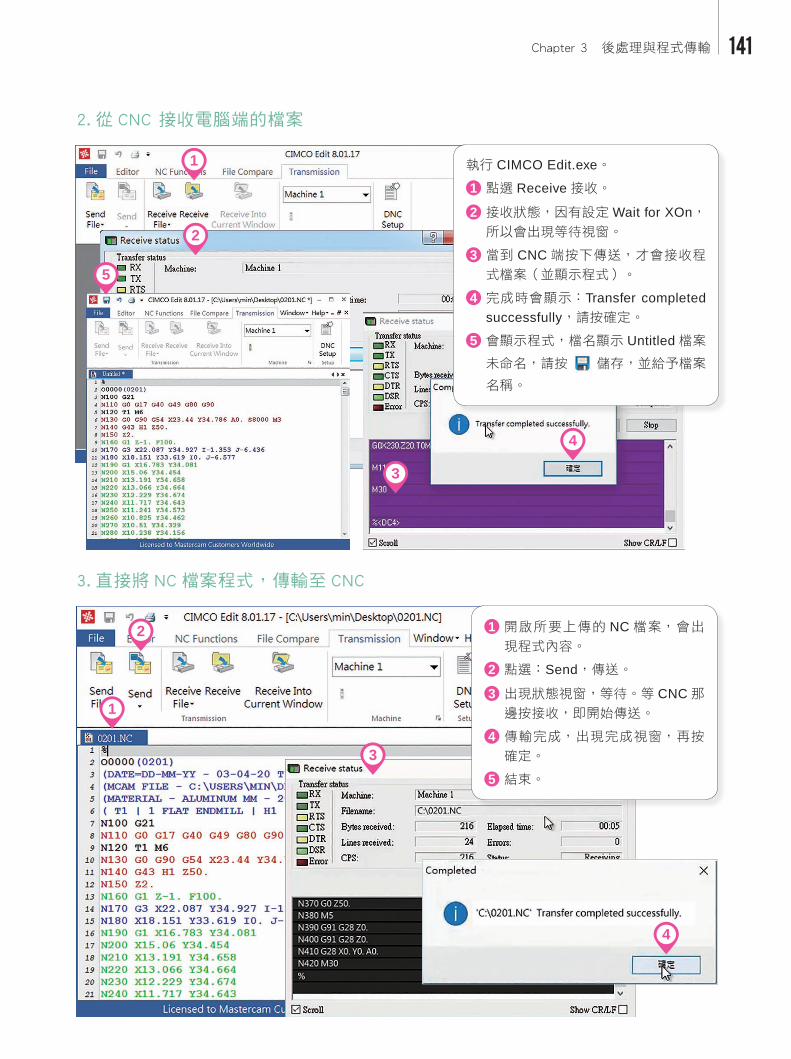
2. 從 CNC 接收電腦端的檔案
1
2
5
3
4
執行 CIMCO Edit.exe。
1 點選 Receive 接收。
2 接收狀態,因有設定 Wait for XOn,
所以會出現等待視窗。
3 當到 CNC 端按下傳送,才會接收程
式檔案(並顯示程式)。
4 完成時會顯示:Transfer completed
successfully,請按確定。
5 會顯示程式,檔名顯示 Untitled 檔案
未命名,請按 儲存,並給予檔案
名稱。
3. 直接將 NC 檔案程式,傳輸至 CNC
2
1
3
4
1 開啟所要上傳的 NC 檔案,會出
現程式內容。
2 點選:Send,傳送。
3 出現狀態視窗,等待。等 CNC 那
邊按接收,即開始傳送。
4 傳輸完成,出現完成視窗,再按
確定。
5 結束。

電腦輔助製造實習 全142
4. 由刀具路徑轉出 NC 程式時,由編輯器進行傳輸
在 Mastercam 2020 中,要使用 RS232 傳輸,還有更方便的方式,一樣也是使用
CIMCO Edit 來傳輸,就是在刀具路徑 轉出程式時,直接將程式傳輸。
1
2 3
4
5
7
6
8
1 確定刀具路被打勾 。
2 點選:G1,進行後處理。
3 þ編輯,打勾。
4 按 ,確定後,再輸
入檔名及存放位置。
5 點選傳送。
6 出現等待視窗。等 CNC 端
開始接收即會開始傳送。
為什麼不用傳輸設定呢?其
實是要的,是因為前面已設
定過了,程式編輯器的傳輸
也是透過 CIMCOEdit。
7 可以進入 傳輸 選項卡的選
項。
8 再點選 DNC,可進行設定。
註
Chapter 3 後處理與程式傳輸 143
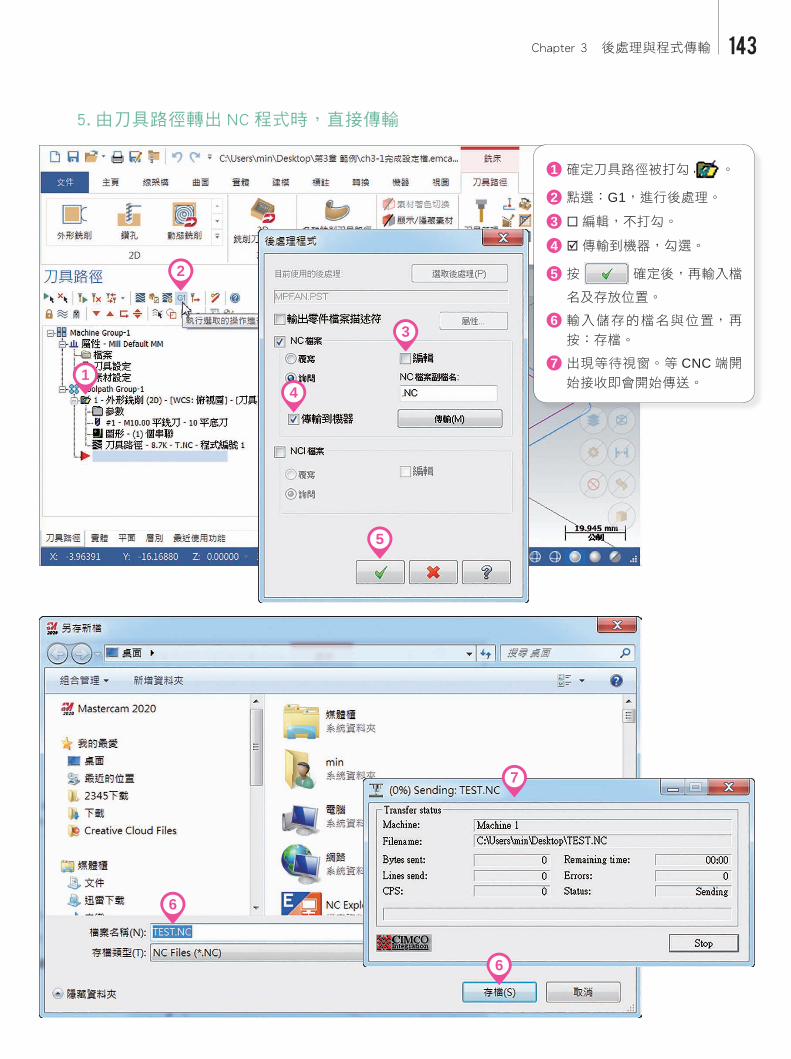
5. 由刀具路徑轉出 NC 程式時,直接傳輸
1
2
3
4
5
6
1 確定刀具路徑被打勾 。
2 點選:G1,進行後處理。
3 ¨編輯,不打勾。
4 þ傳輸到機器,勾選。
5 按 確定後,再輸入檔
名及存放位置。
6 輸入儲存的檔名與位置,再
按:存檔。
7 出現等待視窗。等 CNC 端開
始接收即會開始傳送。
7
6

電腦輔助製造實習 全144
6. 程式傳輸與控制器(PC 至 CNC)
由於控制器的種類太多,即使是同個廠牌,不同時期的控制器,其操作步驟、選項、
顯示資訊也不太一樣,所以本書僅以 FANUC 0-M 之控制器,與 RS232 進行傳輸程式之步
驟說明。若是不同型號之控制器,在步驟上可能也會不同,故僅供參考。
不過,新型的控制器通常會附上說明書,也有廠商會進行簡易的操作教育訓練,故在
CNC 傳輸端的操作方面,應該不是難事。
(1) 全部傳輸(請確定 CNC 記憶空間足夠)。
A. 控制器之操作步驟(以 FANUC 0M 控制器解說):
①必須在自動執行、DNC、edit 其中一種模式。
②並且進入 program 頁面。
③按下 INPUT 鍵→螢幕右下角,出現標頭 SKP 閃爍,表示機台接收準備 OK。
B. 電腦端之操作步驟:
①點選 Mastercam G1 NC 程式後處理轉出。
②勾選 þ傳輸至機台。
③再按確定,出現等待傳輸設定之畫面,開始傳輸。
檔案儲存完時,傳輸視窗會看到程式一直進行傳輸,而 CNC 螢幕右下角則出現 INPUT;若是沒有出現 INPUT 則沒有成功接收,可能是 PORT 或 BPS 速率設定錯誤,完成時按電腦 Enter 鍵,即可離開。
(2) 邊傳邊做傳輸(記憶空間不足夠時)。
A. 控制器之操作步驟(以 FANUC 0M 控制器解說):
①必須在 DNC 模式。
②按單節執行鍵。
③按 啟動鍵(有按單節才不會在 Mastercam 傳送時就立即執行),CNC 螢幕
右下角出現標頭 SKP 閃爍,表示機台接收準備完成。
B. 電腦端之操作步驟:
請先確定 CNC 機台的相關參數,依此來設定。
①在 Mastercam X 版,點選 G1 轉出時出現的畫面。
②勾選 þ 傳輸至機台。
③再按確定,出現等待傳輸設定之畫面,開始傳輸。
此時會先要求存檔,傳輸視窗的程式會一行一行出現,將其傳給 CNC,而 CNC 螢幕上會由標頭 SKP改變為 AUTO 文字,表示接受傳輸;當 CNC 有在運行,電腦才會再自動傳給 CNC,即可繼續按啟動鍵執行程式,若 OK 則取消單節,全動執行。
註
註

145
Chapter 3 課後習題
Chapter 3 後處理與程式傳輸
選擇題
1. 有關控制器下列哪個廠牌的控制,不是日本廠牌?
(A) HAAS 哈斯 (B) FANUC 發那科 (C) Mazak 馬扎克 (D) OKUMA 大隈。
2. 目前全球市佔率最高的控制器是何種廠牌?
(A) HAAS 哈斯 (B) FANUC 發那科
(C) HEIDENHAIN 海德漢 (D) SIEMENS 西門子。
3. 所以目前的控制器大致分為兩類,即遵守 ISO G-code 與非 ISO G-code,下列
哪個控制器是具有「非 ISO G-code」模式?
(A) HAAS 哈斯 (B) FANUC 發那科
(C) HEIDENHAIN 海德漢 (D) SIEMENS 西門子。
4. 西門子控制器要使用 ISO G-code 模式,需輸入何種指令代碼?
(A) G90 (B) G91 (C) G290 (D) G291。
5. 何種廠牌的控制,可以 G1 指令直接進行倒角 CHF、倒圓弧 RND 等功能?
(A) HAAS 哈斯 (B) FANUC 發那科
(C) HEIDENHAIN 海德漢 (D) SIEMENS 西門子。
6. 西門子控制器不使用 ISO G-code 模式,要切換回西門子模式,需輸入何種指令
代碼?
(A) G90 (B) G91 (C) G290 (D) G291。
7. Mastercam 中,透過 RS232 序列埠傳輸至 CNC,使用的程式是?
(A) CIMCOEdit (B) 記事本 (C) NC Exployer (D) NC Tool。
8. 依照 FANUC NC 程式的檔案開頭格式,如檔案號碼為 1234,則 NC 檔的開頭則
為 (A) P1234 (B) N1234 (C) O1234 (D) G1234。