PASTAS DE VACIADO
30
FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTES Página 1 de 30 1. -INTRODUCCION Las barbotinas cerámicas para vaciado pueden definirse como suspensiones de alto volumen de sólidos (fracciones de volumen entre 45-60%) de uno o más materiales poli dispersos en un medio líquido (generalmente agua), fluidificadas por la acción de uno o más agentes defloculantes. Las barbotinas cerámicas para vaciado tradicionales están generalmente compuestas de arcillas y caolines, fundentes (feldespatos carbonato de calcio, dolomita, talco, etc.), agentes para estructura y permeabilidad (sílice, chamota o grog, alúmina calcinada, etc.), carbonato de sodio, silicato de sodio y agua. El proceso de vaciado puede considerarse como la consolidación de las partículas suspendidas mediante la remoción de una parte del medio líquido (agua) por un molde absorbente (usualmente yeso), acercando entre sí las partículas y permitiendo la acción de las fuerzas naturales de atracción inter-particular. Durante este proceso tienen lugar gradientes de tensión, humedad y contracciones que conllevan a la aparición de roturas y mermas a lo largo de las etapas subsecuentes de manufactura. Las barbotinas de vaciado son sistemas complejos que ameritan ser considerados en el contexto de la física y de la química. Se ha encontrado que las numerosas propiedades que se manifiestan durante la preparación y el procesamiento de las barbotinas son consecuencia de las interrelaciones entre un limitado número de características determinantes. Las propiedades reológicas y de vaciado de las barbotinas cerámicas dependen de la interacción de: a) Especies minerales presentes b) Distribución de tamaños de partículas c) Área específica o superficial. d) Coloides modificadores
-
Upload
independent -
Category
Documents
-
view
8 -
download
0
Transcript of PASTAS DE VACIADO

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 1 de 30
1. -INTRODUCCION
Las barbotinas cerámicas para vaciado pueden definirse comosuspensiones de alto volumen de sólidos (fracciones de volumenentre 45-60%) de uno o más materiales poli dispersos en un mediolíquido (generalmente agua), fluidificadas por la acción de uno omás agentes defloculantes.
Las barbotinas cerámicas para vaciado tradicionales estángeneralmente compuestas de arcillas y caolines, fundentes(feldespatos carbonato de calcio, dolomita, talco, etc.), agentespara estructura y permeabilidad (sílice, chamota o grog, alúminacalcinada, etc.), carbonato de sodio, silicato de sodio y agua.
El proceso de vaciado puede considerarse como la consolidación delas partículas suspendidas mediante la remoción de una parte delmedio líquido (agua) por un molde absorbente (usualmente yeso),acercando entre sí las partículas y permitiendo la acción de lasfuerzas naturales de atracción inter-particular. Durante esteproceso tienen lugar gradientes de tensión, humedad y contraccionesque conllevan a la aparición de roturas y mermas a lo largo de lasetapas subsecuentes de manufactura.
Las barbotinas de vaciado son sistemas complejos que ameritan serconsiderados en el contexto de la física y de la química. Se haencontrado que las numerosas propiedades que se manifiestan durantela preparación y el procesamiento de las barbotinas sonconsecuencia de las interrelaciones entre un limitado número decaracterísticas determinantes.
Las propiedades reológicas y de vaciado de las barbotinas cerámicasdependen de la interacción de:
a) Especies minerales presentesb) Distribución de tamaños de partículasc) Área específica o superficial.d) Coloides modificadores

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 2 de 30
Las barbotinas de vaciado consisten de:
a) Fase lubricante de partículas coloidales ionizadas deminerales arcillosos, electrolitos, coloides protectores yagua
b) Partículas semi-coloidales de arcillas y de desgrasantes(componentes no plásticos).
c) Partículas no-coloidales de arcillas y de desgrasantes.
La fluidez de una barbotina es función de:
a) La cantidad de arcilla coloidal.b) La proporción entre este coloide y el aguac) El Grado de ionización de la arcillad) El área superficial de las porciones semi-coloidales y no-
coloidales.
Todos los componentes están involucrados en el comportamiento delcuerpo en la defloculación. La producción por vaciado de barbotinasdemanda del cuerpo o pasta las siguientes características:
Bajo contenido de aguaDrenado limpioDesmoldeo fácil y rápido del artículoVaciado firme y consistenteVaciado relativamente rápidoPlasticidad para facilitar el recorteFacilidad de manejo de las piezas antes del quemadoContracción adecuada del artículo Estabilidad de la barbotina durante su almacenamientoCompatibilidad con el esmalte
Durante la defloculación el equilibrio alcanzado entre laspartículas del cuerpo, agua y electrolito, el cual comprende lasuma de las propiedades reológicas del cuerpo, no alcanza la plenaestabilidad debido a que las reacciones de intercambio iónico solose puede ajustar teóricamente.

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 3 de 30
La meta más importante de la defloculación es siempre alcanzar unabuena formación del artículo con la barbotina con el mínimo posiblede esfuerzos inherentes a gradientes de humedad y contracción. Eneste sentido se puede resaltar lo siguiente:
Buena dispersión de las partículas plásticas = lenta formacióndel artículo
Pobre dispersión de las partículas plásticas = rápidaformación del artículo
Partículas finas = lenta formación del artículoPartículas gruesas = rápida formación del artículo
2. SISTEMAS POLIDISPERSOS
Las propiedades de flujo y de vaciado de las barbotinas cerámicasdependen en gran medida de: a) la distribución de las partículassólidas entre un tamaño menor y un tamaño mayor, y b) laaproximación de la distribución a un empaquetamiento particularóptimo. Las propiedades plásticas y de cohesión inter-particular enhúmedo y seco están determinadas por la fracción de tamaños en elrango coloidal.
Existen diversos mecanismos por los que las partículassuspendidas afectan la viscosidad y propiedades de vaciado delsistema. Las barbotinas para cerámica tradicional son normalmentedispersiones de una o más arcillas y uno o más componentes noarcillosos. Los componentes arcillosos consisten de una mezcla decaolines de bajo contenido coloidal y de arcillas bola altamentecoloidales, en tanto que los minerales no arcillosos sonrelativamente no coloidales.
Las curvas de la Figura 1 ilustran las distribuciones de tamaños departículas de una fórmula de vaciado típica de porcelana y de suscomponentes.
Las distribuciones de tamaños de la Figura 2ª se les denominandistribuciones de finos; esto es, porque representan partículas
FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 4 de 30
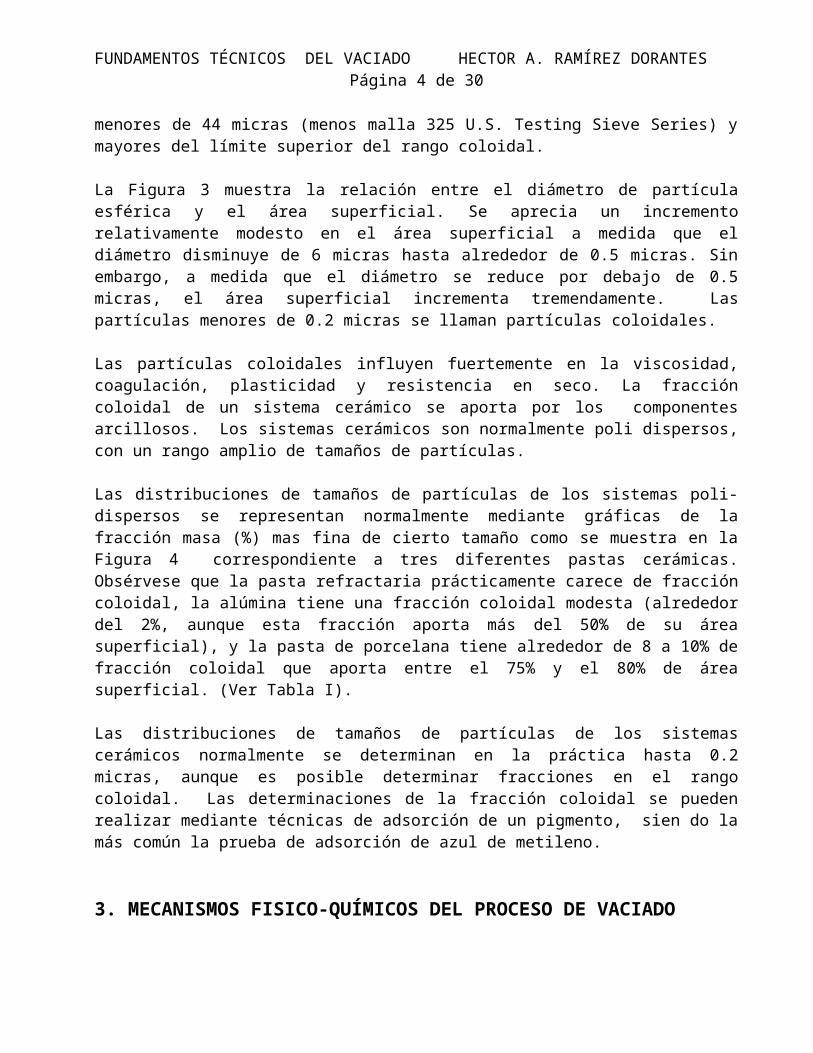
menores de 44 micras (menos malla 325 U.S. Testing Sieve Series) ymayores del límite superior del rango coloidal.
La Figura 3 muestra la relación entre el diámetro de partículaesférica y el área superficial. Se aprecia un incrementorelativamente modesto en el área superficial a medida que eldiámetro disminuye de 6 micras hasta alrededor de 0.5 micras. Sinembargo, a medida que el diámetro se reduce por debajo de 0.5micras, el área superficial incrementa tremendamente. Laspartículas menores de 0.2 micras se llaman partículas coloidales.
Las partículas coloidales influyen fuertemente en la viscosidad,coagulación, plasticidad y resistencia en seco. La fraccióncoloidal de un sistema cerámico se aporta por los componentesarcillosos. Los sistemas cerámicos son normalmente poli dispersos,con un rango amplio de tamaños de partículas.
Las distribuciones de tamaños de partículas de los sistemas poli-dispersos se representan normalmente mediante gráficas de lafracción masa (%) mas fina de cierto tamaño como se muestra en laFigura 4 correspondiente a tres diferentes pastas cerámicas.Obsérvese que la pasta refractaria prácticamente carece de fraccióncoloidal, la alúmina tiene una fracción coloidal modesta (alrededordel 2%, aunque esta fracción aporta más del 50% de su áreasuperficial), y la pasta de porcelana tiene alrededor de 8 a 10% defracción coloidal que aporta entre el 75% y el 80% de áreasuperficial. (Ver Tabla I).
Las distribuciones de tamaños de partículas de los sistemascerámicos normalmente se determinan en la práctica hasta 0.2micras, aunque es posible determinar fracciones en el rangocoloidal. Las determinaciones de la fracción coloidal se puedenrealizar mediante técnicas de adsorción de un pigmento, sien do lamás común la prueba de adsorción de azul de metileno.
3. MECANISMOS FISICO-QUÍMICOS DEL PROCESO DE VACIADO

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 5 de 30
Casi todos los materiales cerámicos son de naturaleza liofóbica,esto es, floculan rápidamente en presencia de electrolitos quepropician que las fuerzas de atracción de Van der Waals mantenganlas partículas formando aglomerados.
El mecanismo por el cual las partículas liofóbicas se acercanentre sí a la distancia en la que pueden actuar las fuerzas de Vander Waals es la difusión por movimiento browniano.Mientras más pequeñas las partículas, más rápido es su movimiento,por lo que la floculación de las barbotinas cerámicas depende de lafinura de la fracción coloidal, el porcentaje de coloides, y elgrado de neutralización de las fuerzas de atracción provocado porlos agentes defloculantes.
La teoría de la doble capa de Helmholtz y la existencia delpotencial zeta explican el desarrollo de las fuerzas de repulsiónentre las partículas arcillosas a través de un selectivointercambio de iones sobre su superficie, lo que da por resultadopartículas con carga superficial negativa.
En el caso de barbotinas arcillosas, los agentes defloculantes máscomunes son el carbonato de sodio y los diversos tipos de silicatode sodio. Los iones como (Ca)2+, (Mg)2+, (SO4)2-, y (Cl)1-,tienden a reducir la defloculación o, aún más, causan lafloculación.
En la barbotina operan entonces dos sistemas de fuerzascontrapuestos. El manejo correcto de estos dos sistemas de fuerzapermite producir barbotinas de alto contenido de sólidos en las quela coagulación ocurre de manera controlada a través de la remocióngradual del agua por acción capilar del molde. Las barbotinas devaciado son siempre suspensiones concentradas en las que lasdistancias ínter partículas están críticamente controladas.
La distancia inter-particular promedio en una suspensión sólidos-líquidos generalmente está controlada por la densidad deempaquetamiento de los sólidos y la cantidad de agua presente, Sinembargo, no toda el agua debe considerarse como líquido; se tieneuna película de agua adherida tan firmemente a las partículas

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 6 de 30
sólidas que debe considerarse como una caja rígida que incrementael radio efectivo de las partículas y que disminuye ladisponibilidad de la fase líquida para lubricación. (Figura 5)
Las partículas de tamaño coloidal de las arcillas proporcionan lamayoría del área superficial de la fórmula del cuerpo a pesar deque representan una pequeña fracción del total. La porción noplástica opera esencialmente como carga o relleno durante elproceso de vaciado. Como tal, puede afectar significativamente ladensidad de empaquetamiento, pero juega un papel secundario en elmecanismo de la floculación-defloculación.
Una barbotina de vaciado requiere del desarrollo de 1) carganegativas adecuadas y una capa de agua rígida lo suficientementedelgada para permitir el libre movimiento de las partículas y 2)suficiente agua libre para llenar todos los huecos y proporcionaruna adecuada fase lubricante entre partículas. Sin embargo, lamayoría de las buenas barbotinas de vaciado contienen una redestructural débil y reversible originada por la aglomeración ofloculación de partículas en ausencia de agitación. (Tixotropía)
La remoción de agua por la acción capilar del molde durante elvaciado origina que las partículas sólidas se aproximen entre síhasta que las fuerzas de atracción de Van der Waals predominansobre las fuerzas de repulsión de las cargas negativas. Laspartículas se unen así con sus vecinos adyacentes (Figura 6). Ladistribución y la densidad de las cargas negativas ésta controladaspor una química compleja de superficies afectadas por el tamaño departícula, área superficial, mineralogía, sales solubles,defloculación, floculación y modificadores de superficie.
Dado que la fuerza de repulsión es una función de la fuerza delcampo negativo y las fuerzas de atracción son una función deltamaño de partícula, la distancia crítica es diferente para lasdiferentes partículas. Como resultado, en el complejo entorno deuna barbotina, algunas partículas se aglomeran mientras otras no.El control de la barbotina consiste en regular este balance.

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 7 de 30
La estructura de vaciado de una barbotina defloculada en ausenciade suficientes iones floculantes y de coloide orgánico es muydensa. En consecuencia, exhibe baja permeabilidad y baja velocidadde vaciado. Adicionalmente, el vaciado tiene insuficiente aguaretenida para proporcionar plasticidad, por lo que resulta reseco yquebradizo. La adición de coloide orgánico aumentará la cantidadde agua retenida en el vaciado, induciendo plasticidad perodisminuyendo la velocidad de vaciado.
La adición de sales floculantes como el sulfato puede aumentartambién la retención de humedad. Pero, los materiales con altocontenido de sulfatos y bajos contenido de coloide orgánicorequiere de dosis excesivas de defloculante. El vaciado resultantepuede ser dilatante o meramente suave o “bofo” en lugar deplástico.
Durante el vaciado, la viscosidad de la barbotina adyacente almolde es tan alta que puede considerarse como “sólida” estáseparada del resto por una interfase claramente definida. El mecanismo de vaciado continúa provocando que la barbotinaempiece a gelar. La gelación se origina por la aglomeración de laspartículas coloidales más finas – ya sea entre sí o con partículasmás grandes – actuando entonces como partículas más grandes.(Figura 7).
Una diferencia significativa entre estos aglomerados y laspartículas más grandes es que las primeras contienen agua adicionalentre sus superficies internas. Estas partículas aglomeradasestablecen una separación entre sí mayor que la de aglomeraciónproducida por deshidratación. Por tanto, el vaciado tendrá unaretención de humedad mayor, en tanto la velocidad a la que sedepositan las partículas sobre el molde disminuye con el tiempo, lavelocidad de vaciado aumente. La disminución de la densidad debidaa la gelación progresiva dentro de la barbotina origina ungradiente entre la parte exterior y la interior del vaciado. Sieste gradiente aumenta demasiado, durante el secado se desarrollantensiones que frecuentemente resultan en roturas.

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 8 de 30
4. CONCENTRACIÓN DE SÓLIDOS Y DISTRIBUCIÓN DE TAMAÑOS DEPARTICULAS
Pequeñas diferencias en la distribución de tamaños de partículas delos sólidos originan variaciones notables en las propiedades deflujo de la barbotina y en las propiedades del vaciado. Porconsiguiente, las propiedades de flujo de las barbotinas dependende sus distribuciones de tamaños de partículas.
En los últimos años ha surgido una mayor conciencia del papel quetiene la distribución de tamaños de partículas en la regiónintermedia (subsieve) sobre la reología y las propiedades devaciado de las barbotinas.
Aparentemente cambios menores en la distribución del rangointermedio de partículas, originados por cambios en ladistribución de tamaños de partículas del caolín o de loscomponentes no-arcillosos, coinciden con cambios significantes enla respuesta a la defloculación como puede apreciarse en lasfiguras 8a y 8b.
El déficit de partículas de tamaño intermedio se refleja en unaumento de la porosidad y de la velocidad de vaciado acompañadode un comportamiento dilatante (aumento de la viscosidad alaumentar o prolongar la agitación). El exceso de tamañosintermedios también produce un aumento de la porosidad pero, condisminución de la velocidad de variado. La combinación dedistribuciones de tamaños de partículas mas gruesas condistribuciones más finas permite restablecer una distribución detamaños óptima, y en consecuencia, las propiedades reológicas y devaciado adecuadas.
Las barbotinas satisfactorias tienen una distribución de tamañosubicada entre la de los componentes bajos de coloides y la de altosen coloides; permiten una concentración de sólidos mayor a la quese puede obtener con cualquiera de los componentes por separado.
Este efecto de concentración de sólidos y de la distribución detamaños de partículas puede explicarse por el empaquetamiento de
FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 9 de 30
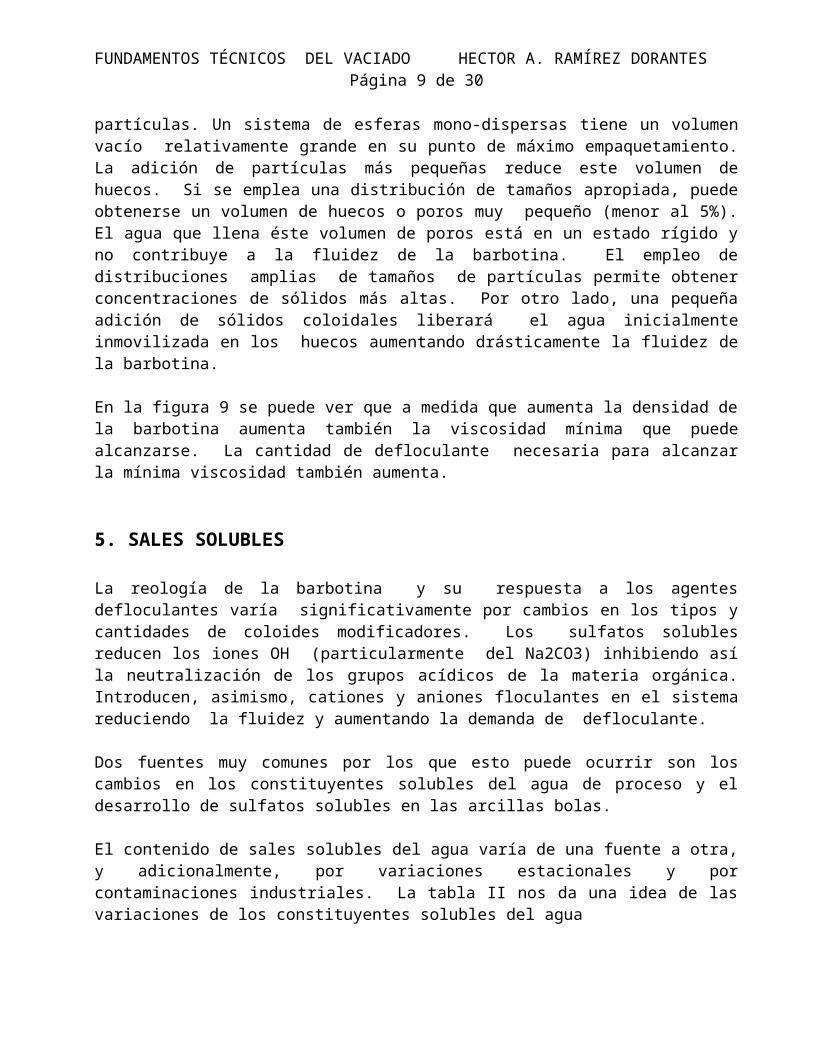
partículas. Un sistema de esferas mono-dispersas tiene un volumenvacío relativamente grande en su punto de máximo empaquetamiento.La adición de partículas más pequeñas reduce este volumen dehuecos. Si se emplea una distribución de tamaños apropiada, puedeobtenerse un volumen de huecos o poros muy pequeño (menor al 5%).El agua que llena éste volumen de poros está en un estado rígido yno contribuye a la fluidez de la barbotina. El empleo dedistribuciones amplias de tamaños de partículas permite obtenerconcentraciones de sólidos más altas. Por otro lado, una pequeñaadición de sólidos coloidales liberará el agua inicialmenteinmovilizada en los huecos aumentando drásticamente la fluidez dela barbotina.
En la figura 9 se puede ver que a medida que aumenta la densidad dela barbotina aumenta también la viscosidad mínima que puedealcanzarse. La cantidad de defloculante necesaria para alcanzarla mínima viscosidad también aumenta.
5. SALES SOLUBLES
La reología de la barbotina y su respuesta a los agentesdefloculantes varía significativamente por cambios en los tipos ycantidades de coloides modificadores. Los sulfatos solublesreducen los iones OH (particularmente del Na2CO3) inhibiendo asíla neutralización de los grupos acídicos de la materia orgánica.Introducen, asimismo, cationes y aniones floculantes en el sistemareduciendo la fluidez y aumentando la demanda de defloculante.
Dos fuentes muy comunes por los que esto puede ocurrir son loscambios en los constituyentes solubles del agua de proceso y eldesarrollo de sulfatos solubles en las arcillas bolas.
El contenido de sales solubles del agua varía de una fuente a otra,y adicionalmente, por variaciones estacionales y porcontaminaciones industriales. La tabla II nos da una idea de lasvariaciones de los constituyentes solubles del agua

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 10 de 30
Las arcillas bola, por otro lado, contienen sulfuros que se oxidanen presencia de aire y agua para formar sulfatos solubles durantesu almacenamiento. (Figura 10).
La posibilidad de cambios súbitos y amplios en los tipos ycantidades de sales solubles conduce a marcadas diferencias en elcomportamiento de las barbotinas de vaciado.
Los iones principales generalmente presentes en el agua de procesoy que afectan la defloculación son (Ca)2+, (Mg)2+, (Fe)2+, (Cl)1-y (SO4)2-. La dureza del agua se expresa en términos de partes pormillón (ppm) de CaCO3 aunque esta figura incluye la suma de lasppm correspondientes a las ppm de Mg y Fe. Un agua muy suavellega a tener tan sólo 15 ppm de dureza mientras que el agua duratiene de 100 a 200 ppm. Durante el tratamiento de las aguasmunicipales se introducen los iones (CO3)2-, (OH)1-, (SO4)2- y(CI)1-. La presencia de estos iones incrementa la demanda dedefloculante y la viscosidad resultante. La velocidad de vaciado yel porcentaje de agua retenida por la pieza en el vaciado tambiénincrementan debido a la presencia de los iones alcalino térreos, desulfatos y cloruros. (Ver Figuras 11, 12, 13, 14 y 15).
La figura 16 muestra las curvas de defloculación de dosbarbotinas. A la barbotina A se le redujo el contenido de sulfatossolubles por adición de carbonato de bario. La barbotina B es unlote de la misma pasta a la que se le incrementó el contenido desulfatos por adición de sulfato de calcio precipitado. Ambasbarbotinas se prepararon de idéntica manera a la misma temperaturay densidad, defloculándolas a idénticos valores de viscosidad ytixotropía. Obsérvese la diferencia sustancial en la demanda dedefloculante.La barbotina B vació mucho más rápidamente que la barbotina A, ysu vaciado fue de calidad superior; él % de agua retenida en elvaciado también aumentó. La prueba de filtro prensado a bajapresión reveló una permeabilidad sustancialmente más alta de labarbotina B.
Es evidente que la presencia de cationes y aniones floculantespresentes en las arcillas y el agua, en adición al defloculante y

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 11 de 30
la materia orgánica, es de gran importancia en la velocidad ycalidad de vaciado.
6. INFLUENCIA DE LA MATERIA ORGANICA
La arcilla en contacto con la materia orgánica de carácterlignítico absorbe los coloides orgánicos sobre la fracción másfina de las partículas arcillosas. La cantidad de coloide orgánicoque una arcilla puede absorber depende de la finura de la arcilla yla naturaleza de la materia orgánica.
La acidez de los ácidos húmicos es variable, y disminuye a medidaque su masa molecular aumenta. Los ácidos húmicos de mayor acidezson de color café claro, los de acidez intermedia son cafés, entanto que los de menor acidez son negros o grises. A mayor acidezse tiene mayor reactividad del ácido húmico con los álcalis paraformar humatos alcalinos y menor el pH al que la neutralizacióntiene lugar.
Los grupos ácidos comúnmente encontrados en arcillas con materialignítica son los grupos carboxil y fenatos. El contenido decarboxil parece ser inversamente proporcional a la masa molecular.Mientras mayor sea la carbonificación de la arcilla aumenta elcontenido de grupos fenatos. A menor grado de carbonificaciónmayor contenido de grupos carboxil. Sin embargo, si lacarbonificación aumente con disminución de la acidez, el contenidode grupos acídicos disminuye, y el pH requerido para la disoluciónaumenta.
La naturaleza polar de los dos grupos acídicos propicia laabsorción de los coloides orgánicos en las superficies basales y enlas orillas cargadas de las partículas arcillosas. Esta capaabsorbida, a su vez, absorbe una capa apreciable de agua polardisminuyendo la coagulación por bloqueo. La figura 17a muestra elefecto de adiciones progresivas de diversos coloides de ácidohúmico sobre la viscosidad de una barbotina de caolín de partículafina libre de materia orgánica. Puede apreciarse que laviscosidad disminuye en todos los casos sin cambio evidente en el

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 12 de 30
pH. Algunos ácidos húmicos fueron más efectivos en la reducción dela viscosidad debido posiblemente a un mayor contenido y diversidadde grupos polares. Se infiere que la materia orgánica dediferentes fuentes provoca diferentes respuestas en ladefloculación debido a los tipos y cantidades de grupos acídicosfuncionales presentes.
LIGNITA MASIVA
La figura 17b muestra el efecto de adiciones al 1% de tresdiferentes residuos de materia lignítica a una barbotina al 50% desólidos libres de materia orgánica. Los residuos se tomaron detres arcillas tipo bola americanas oscuras sobre malla 200 U.S.Std (74 micras) eliminando los gruesos de malla 20 (840 micras).Las barbotinas se deflocularon progresivamente con NaOH midiendo laviscosidad y el pH.
Los coloides de los humatos alcalinos derivados de la lignitamasiva funcionan como polielectrolitos en la defloculación de laarcilla. La variación en los puntos iniciales de respuesta aldefloculante se debe, posiblemente, a la naturaleza de la materiaorgánica y de sus grupos acidicos...
Las partículas coloidales de los humatos con sus múltiplesvalencias aniónicas son atraídas fuertemente por las orillascargadas de las partículas arcillosas desplazando en parte a loscationes monovalentes de sodio. Se tiene también absorción de loshumatos coloidales por atracción polar sobre los planos basales delas partículas arcillosas. El resultado neto es el desarrollo deuna superficie negativa en la partícula arcillosa a un pH muchomenor que el que sería posible con barbotinas libres de materiaorgánica.
La presencia de ciertos tipos de materia orgánica asociados demanera natural a las arcillas bola, mejoran la eficienciadefloculante del carbonato de sodio en presencia de ionesfloculantes.

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 13 de 30
7. INTERACCION DE LAS SALES SOLUBLES-MATERIA ORGANICA
Las curvas de las figuras 18 y 19 muestran el comportamiento en ladefloculación de una barbotina sanitaria bajo diferentescondiciones: sin modificación, con neutralización de salessolubles mediante BaCO3, con remoción de la materia orgánica portratamiento con agua oxigenada, con eliminación de sales solubles ymateria orgánica, con restitución de los niveles iniciales de loscontenidos de materia orgánica y sales solubles en la barbotina ala que se eliminaron previamente la materia orgánica y las salessolubles.
Solamente la barbotina original sin modificación y la barbotinareconstituida manifiestan rangos satisfactorios para un buenvaciado. Ninguna de las barbotinas sin materia orgánica y sinsulfatos solubles es satisfactoria. Las curvas nos indican queuna buena barbotina depende de un balance entre la materiaorgánica como estimulante de la defloculación y los sulfatossolubles como inhibidores de la misma.
8. EFECTO DE LA TEMPERATURA
Las variaciones de temperatura en la barbotina conducen avariaciones significativas en sus propiedades y en sucomportamiento al vaciado.
La viscosidad de la barbotina disminuye a medida que aumenta latemperatura incrementándose también el intervalo de defloculacióncomo se aprecia en la Figura 20. La disminución de la viscosidadcon la temperatura se debe, sobretodo, a modificaciones en elestado de agregación de las partículas coloidales.
Asimismo, una menor viscosidad a temperatura constante resulta enuna menor velocidad a vaciado. Sin embargo, se ha encontrado queaquellas barbotinas cuya viscosidad se ha reducido porcalentamiento vacían más rápidamente que la misma barbotina másfría y de mayor viscosidad.

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 14 de 30
Las temperaturas del molde y de la barbotina son factoresimportantes en la calidad y velocidad de vaciado. En los casos enlos que la barbotina está caliente (p. Ej. 40°C) y el molde frío(15°C), se tiene un drenado deficiente y un vaciado suave. Porotro lado, si los moldes están calientes (30 a 40°C) aún lasbarbotinas relativamente frías (20°C) vacían y endurecenadecuadamente.
Estudios realizados sobre la cinética del proceso de vaciadomuestran que la velocidad de difusión del agua a través de la paredde vaciado (adyacente al molde) gobierna la velocidad del vaciado yque la velocidad es inversamente proporcional a la viscosidad delagua a la temperatura de la barbotina. Se ha establecido tambiénque la velocidad de vaciado es función directa de las temperaturasde la barbotina y del molde. De igual manera, la velocidad devaciado es una función lineal de la viscosidad y la tensiónsuperficial del agua a las temperaturas de la barbotina.
En consecuencia, las variaciones de temperatura de la barbotinaconducen a diferencias sustanciales en su viscosidad y niveles degelamiento. Así, dos lotes de barbotina ajustados idénticamente ensu densidad, viscosidad y tixotropía pero mantenidos a diferentetemperatura van a vaciar con diferentes velocidades y condiciones.
Durante el período invernal en las zonas frías del país, esprobable que se puedan alcanzar los valores especificados dedensidad, viscosidad y tixotropía. Pero la barbotina requerirá unacantidad mayor del defloculante, se tendrá una velocidad menor devaciado y afectaremos la calidad del vaciado. La menortemperatura inhibe la interacción completa de los grupos (Na)1+ y(OH)1- con la materia orgánica.
En algunas zonas las condiciones ambientales del área de vaciadopueden variar enormemente de una época del año a otra o,inclusive, sobre un periodo de 24 hrs. La presión de succión de losmoldes de yeso varía no solamente con la temperatura, sino tambiéncon la humedad relativa ambiental.
FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 15 de 30
Si la humedad relativa aumenta a temperatura constante, lavelocidad de vaciado disminuye notablemente y los tiempos defraguado se incrementan de manera muy significativa.Cuando la humedad relativa aumenta y la temperatura disminuye, lasituación anterior se agrava aún más. Si la humedad ambiental esmuy baja, la velocidad de vaciado aumenta y el fraguado (ofirmeza) de la pieza vaciada tiene lugar más rápidamente.
Cuando la humedad relativa es uniformemente alta y la temperaturarazonablemente constante, se puede mejorar el vaciado manteniendouna humedad relativa alrededor del 60% mediante acondicionamientodel aire. Por otro lado, si la humedad relativa es de 15% a 25%,los moldes deben protegerse de las corrientes de aire para evitarvaciado disparejo y fraguado prematuro de las piezas.
9. MOLDES DE YESO
Aunque en algunos casos se usan otros materiales para moldes devaciado, el material más usual es el hemidrato de sulfato decalcio o yeso. Cuando el yeso se mezcla con agua tiene lugar unarehidratación, con formación de una masa entrelazada de agujas deCaSO4.2H2O de porosidad significativa.
El yeso se obtiene comercialmente por deshidratación del mineralgypsum o CaSO4.2H2O a 160 ° C en charolas de acero.
CaSO4.2H2O ====== Ca SO4.1/2 H2O + 1 ½ H2O
La eliminación del agua tiene lugar en dos etapas claramentedistinguibles, el “primer hervido” a 128°C y el “segundo hervido" a163°C. Si el proceso de calentamiento se continúa, se obtieneyeso “calcinado” o CaSO4 anhidro.
Durante el proceso de calentamiento pueden obtenerse dos formas deyeso, los tipos alfa, y beta. Si el proceso de calentamiento se
FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 16 de 30
realiza en forma rápida y con agitación del material para facilitarel escape del vapor, se forma mayormente el tipo beta. El tipoalfa se obtiene con un calentamiento en atmósfera húmeda o convapor.
Los moldes se fabrican normalmente con yeso tipo beta, pero estepuede contener también el tipo alfa dependiendo de lascondiciones de la calcinación. La forma alfa produce moldes demayor resistencia pero se sacrifica la absorción.
La cantidad estequiométrica de agua para la rehidratación del CaSO4. ½ (H2O) es de 18.5 Kg. Por cada 100 Kg de yeso perola cantidad de agua empleada en la fabricación de los moldesoscila entre 40 Kg y 100 Kg por 100 Kg de yeso. Durante lafabricación del molde, una vez que el yeso fragua con una reacciónfuertemente exotérmica, el agua sin combinar se evapora provocandoun sistema poroso.
Por lo que, a mayor proporción de agua se tendrá mayo porosidad delmolde. Al aumentar la porosidad del molde aumenta su capacidad deabsorción pero llega un momento en que la presión de succión de loscapilares del molde muy poroso decae. Por otro lado, laresistencia mecánica del molde (al despostillado, a la abrasiónmódulo de ruptura, compresión, etc.) disminuye a medida queaumenta la porosidad.
Normalmente los moldes de vaciado son más porosos que los moldesempleados en el moldeo plástico. De manera ilustrativa, lasmezclas típicas yeso-agua para diferentes aplicaciones son:
Agua/100 partes de yeso
- Moldes de vaciado 70-80- Moldeo plástico (jigger, roller) 60-72- Prensa RAM 40- Moldes maestros y prototipos 30-40

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 17 de 30
Las propiedades del moldeo pueden afectarse por otros factores,además de la proporción yeso-agua, tales como el proceso demezclado y el tiempo en que ha estado almacenado el yeso por elproveedor y por la planta, Un yeso “viejo” exhibe tiempos mayoresde mezclado y fraguado, y menor resistencia mecánica. En lapráctica, las mayores variaciones se deben a lasfluctuaciones en los suministros del proveedor.
10. EFICIENCIA DEL MOLDE EN EL VACIADO
La figura 21 (a) muestra los resultados de un estudio de laeficiencia de vaciado obtenidos con dos diferentes yesos (A y B)bajo diferentes relaciones agua / yeso, Los picosde sus respectivas curvas indican la relación agua/ yeso queproporciona la máxima toma de agua de las barbotinas en un tiempodado.
La figura 21 (b) indica que a medida que el contenido de agua sereduce, el tamaño de los poros disminuye y la presión de succiónaumenta. Puede apreciarse también que, la máxima eficiencia en laremoción de agua de la barbotina durante el vaciado, nonecesariamente coincide con la máxima presión de succión. Estaaparente anomalía puede explicarse con ayuda de las figuras 21(a)y (b).
Partiendo del lado de relaciones bajas de cada curva de la Fig. 21(a), se observa un incremento en la velocidad e vaciado a medidaque el volumen del poro va aumentando por aumento en el tamaño delporo y que la presión de succión disminuye. De esta manera, cuandose vacía la barbotina en un molde hecho con poco agua, la presiónde succión alta origina la formación de una capa compacta y pocopermeable adyacente a la cara del molde. Los tamaños de porospequeños que resisten al movimiento del agua, su baja capacidad deacarreo, y la baja permeabilidad de la capa vaciada interactúanpara reducir la velocidad de vaciado. Sin embargo, a medida quese usa más agua en la fabricación del molde, el tamaño y lacantidad de los poros aumenta, facilitando el movimiento del agua eincrementando la capacidad de acarreo de agua del molde. Así, a

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 18 de 30
pesar de que la presión de succión disminuye, la velocidad devaciado aumenta, Pero una vez que se pasa del pico de las curvas,la reducción de la presión de succión (a medida que los poros sonprogresivamente más grandes) produce una decreciente velocidad devaciado. La densidad adecuada para una óptima velocidad de vaciadovaría de un yeso a otro, aún del mismo fabricante.
Por otro lado, es práctica general el vaciar los moldes nuevosvarias veces antes de utilizarlos en producción normal paradesbloquear sus poros. Adicionalmente, es conveniente retener enlos moldes de 5% a 15% (base seca) de agua para prevenir unaformación muy rápida de la capa inicial de vaciado.
La capacidad de absorción de los moldes se reduce a medida queaumenta su nivel de agua retenida por el uso continuo. Un moldepuede saturarse completamente con agua (hasta 50% de su pesoseco) en alrededor de una hora cuando se sumerge en agua pero suvelocidad de secado es solamente del orden del 2% de su velocidadinicial de mojado.
Algunos defloculantes reaccionan con el yeso formando salesinsolubles de calcio o sales solubles de sodio sobre la superficiedel molde, reduciendo la presión de succión y retardando el secadodel molde.
11. DISPERSIÓN DE LA BARBOTINA
Las propiedades de la barbotina así como las características delvaciado, se ven afectadas por diversos factores durante sudispersión. Los factores principales, ajenos a la barbotina, sonla intensidad y tipo de agitación, y el tiempo de agitación. Laintensidad de la agitación depende de la velocidad, forma, número yarreglo de los agitadores así como la geometría y relación volumen:altura del tanque de dispersión.
La agitación muy prolongada de la barbotina puede provocar elrompimiento o disgregación de partículas coloidales aglomeradas de

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 19 de 30
los minerales arcillosos, alterando así la distribución detamaños de partícula. La dispersión excesiva incrementa también elgrado de subdivisión de los coloides orgánicos, los que a su vezabsorben más agua, cambiando así la consistencia de la barbotina.La temperatura de la barbotina puede variar durante la dispersiónen magnitud suficiente como para alterar la velocidad y calidad delvaciado.
A medida que los bafles y las propelas del mezclador se vangastando, va cambiando la energía por unidad de volumensuministrada efectivamente a la barbotina. La barbotina resultantepuede no funcionar adecuadamente aún y cuando se tengan laviscosidad, tixotropía y temperatura buscadas.
La dispersión primaria puede efectuarse en 20 min con un dispersorrápido de 500 rpm o en aprox. 20 hrs. en un mezclador lento concapacidad suficiente para almacenar el consumo de un día. Elmétodo lento es más conveniente ya que usa menos manos de obra ymenos energía pico. El método rápido requiere de un rigurosocontrol del tiempo de mezclado para evitar la sobre dispersión yla consecuente disminución de la velocidad de vaciado. El métodolento además, es menos sensible al control del tiempo dedispersión.
En el método de dispersión a baja velocidad los defloculantestienen más tiempo para reaccionar por lo que al final del ciclo, labarbotina resultante es más estable y facilita juzgar que ajustesrequiere. Además, sólo se tiene un lote en el día para evaluacióny ajuste.
La barbotina preparada se almacena por lo menos un día antes deemplearla, para aumentar su estabilidad por añejamiento y paratener la oportunidad de realizar, en caso necesario, lascorrecciones pertinentes. El añejamiento también permite elescape de las burbujas provocadas durante la dispersión y eltransporte de la barbotina, para reducir la aparición de puntos dealfiler en el producto terminado. Las propiedades de lasbarbotinas y del vaciado cambian por el añejamiento; generalmentese hacen más fluidas y menos tixotrópicas.
FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 20 de 30
12. SECUENCIA DE ADICION DE LOS COMPONENTES
El orden y la manera en que se adicionan los componentes de labarbotina, así como los intervalos de tiempo entre las adiciones yel tiempo total de mezclado pueden afectar profundamente lascaracterísticas de la barbotina final. En la figura 22 se muestranlas curvas de defloculación obtenidas al cambiar el orden deadición de las arcillas de una barbotina sanitaria. La fórmulacontiene tres tipos de arcillas:
Arcilla fina de color gris claro, baja en materiaorgánica.: Al
Arcilla fina de color café oscuro, muy plástica:A2
Arcilla gruesa de color gris claro. A3
Orden No. 1: primero se agrega Al junto con el carbonato de sodio,después se agrega A3 y A2. La dispersión de la barbotina secompletó en 2.5 hrs con una adición total de silicato de sodio de0.30%. El tiempo necesario de estabilización en los tanques deañejamiento fue de 6 a 8 días.
Orden No.2: Se añade primero A2 y se somete a una fuerte dispersióndurante 15 min; después le sigue Al y A2. El tiempo de dispersiónpara completar el lote fue de 1.5 hrs. El período de añejamiento oestabilización resultante fue de 2 a 3 días y la demanda desilicato de sodio se redujo en un tercio respecto al Orden No.1.
Orden No. 3: rápida introducción conforme al orden 2 pero sin lapre-dispersión de la arcilla muy plástica oscura. Los tiempos depreparación y de estabilización resultantes fueron muy prolongados.
Las variaciones en el comportamiento de la barbotina al cambiar elorden y la manera en que se incorporaron las arcillas, se debenaparentemente a las variaciones en la cantidad y finura de loshumatos solubles producidos bajo cada orden. En el orden 1, laarcilla fina gris clara, con bajo contenido de materia orgánica

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 21 de 30
dispone rápidamente de los iones (Na)1+ y (OH)1- , dejando pocacantidad para reaccionar con la materia orgánica de la arcillaplástica oscura. Cuando las arcillas se introdujeron en unasucesión muy rápida, la reacción soda ash-arcilla oscura tiene quecompetir con las necesidades de Na y de OH de la arcillla clara,dejando cantidades variables menores de humato de sodio.
Algunas veces se desea agregar floculantes para mejorar lapermeabilidad y la firmeza plástica del vaciado. El punto en elque se adiciona tiene una gran importancia. Si, por ejemplo,CaSO4 se agrega al agua junto con la soda ash, parte de los ionesNa y OH requeridos para reaccionar con la materia orgánica de laarcilla oscura reaccionan con el sulfato de calcio formando sulfatode sodio + hidróxido de calcio; ninguno de los cuales forma humatossolubles. Por regla general, el sulfato debe agregarse después deque se hayan dispersado todas las arcillas tipo bola.
Cuando es necesario reducir los sulfatos solubles, la práctica másconveniente es la de incorporar el carbonato de bario al principiopara tomar ventaja de la disponibilidad total del agua y permitiruna intensa agitación. Un buen número de plantas le agregapedacería cruda al lote a dispersar; si la adición se hace alprincipio junto con la soda ash y el carbonato de bario, y antes dela arcilla oscura, la barbotina final es muy diferente a la que setendría si la pedacería se adicionase después de la dispersión deuna o de todas las arcilla tipo bola.
13. DESHIDRATACIÓN
El grado de defloculación de una barbotina gobierna la velocidad ala cual el agua es removida por el molde. Una operación de vaciadoes básicamente un proceso de concentración mediante el cual seeleva la densidad de coloide incrementando la coagulación. Para unaviscosidad y tixotropía dadas, las barbotinas que contienen (Ca)2+y (Mg)2+ como cationes intercambiables vacían más rápidamente ytienen un mayo contenido de agua retenida que las que contienen(Na)1+. De igual modo, la velocidad de filtrado de barbotinas no
FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 22 de 30
defloculadas aumenta debido a la introducción de cationespolivalentes.
La temperatura de las barbotinas de vaciado y de filtrado tiene unprofundo efecto sobre la viscosidad, velocidad de vaciado y defiltración. Se ha demostrado que a medida que se incrementa latemperatura de la barbotina disminuye su viscosidad y aumenta suvelocidad de deshidratación.
Una vez moldeada la pieza se requiere remover el agua residual tanrápida y eficazmente como sea posible. Un error frecuente de losceramistas es el considerar el contenido de agua como parámetrobásico para el movimiento del agua. Sin embargo, el agua sólo semueve en respuesta a su gradiente de energía potencial, denominadoesfuerzo o tensión de humedad. La barbotina tiene una menortensión de humedad que el vaciado el cual, a su vez, tiene unatensión menor que el molde. De aquí, en el vaciado se tiene unatransferencia continua de humedad de una menor a una mayor tensiónde humedad.
Una barbotina cerámica típica tiene un contenido de humedad entreel 35 a 40%. Casi la mitad de éste es absorbida por el molde, laliberación del molde ocurre cuando el contenido de humedad delvaciado se ha reducido a un 22% aprox. La pérdida de agua dentrodel molde es, más que un proceso de secado, un proceso dedeshidratación.
La formación de una pieza firme y relativamente rígida al poner encontacto la barbotina con la superficie porosa del molde de yeso esel resultado de dos mecanismos:
- Remoción del agua de la barbotina por la succión capilarejercida por el molde
- Difusión de iones (Ca)2+ de la superficie del molde a labarbotina, provocando la floculación y consecuentereducción de fluidez dentro de la delgada capa debarbotina adyacente a la superficie del molde

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 23 de 30
En tanto se está transfiriendo agua del vaciado al molde, laadhesión de uno al otro previene la contracción paralela a lasuperficie del molde. Los esfuerzos producidos por estarestricción aumentarán a medida que disminuye el contenido dehumedad del vaciado y eventualmente, serán los suficientementegrandes para vencer las fuerzas adhesivas que surgen de la tensiónsuperficial, permitiendo la separación del molde y del vaciado.Tras el desmoldado, la humedad del artículo vaciado se pierdeúnicamente por evaporación.
14. CONTRACCIÓN DIFERENCIAL
En la práctica, la contracción de un artículo cerámico esanisotrópica en la medida que depende de la manera en que ha sidomoldeado o secado. Durante el proceso de vaciado las partículas sedepositan con sus ejes menores paralelos a la dirección delmovimiento del agua, dando como resultado que los espacios ocupadospor el agua son mayores en el sentido perpendicular a la superficiedel vaciado que en el eje paralelo al mismo. Este gradiente dehumedad interpartícular es el responsable de la contraccióndiferencial que se tiene en la pieza seca y cocida (ver Figura 23).
Adicionalmente, se pueden introducir durante el proceso de secadogradientes de humedad en la pieza y, consecuentemente, gradientesde contracción que pueden resultar en deformaciones o roturas. Entérminos generales, aumentando la velocidad de evaporación de lasuperficie de la pieza se incrementan los gradientes de humedad enel interior; asimismo, poros finos o materiales finos desarrollangradientes de humedad más pronunciados.
15. ROTURAS DE SECADO
En términos generales, un sistema defloculado es más difícil desecar porque ofrece más resistencia al movimiento de agua que siestuviese floculado. Las roturas de secado se deben a lacontracción diferencial del cuerpo, la cual puede surgir pordiferentes causas:

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 24 de 30
- Gradientes en la velocidad de secado en la pieza; porejemplo entre la superficie y su interior.
- Distribución heterogénea de la humedad dentro del cuerpoantes del secado, lo que resulta en una contracción totalno uniforme.
- Contracción anisotrópica debido a al orientación de laspartículas durante el moldeo.
- Restricción mecánica de la contracción, Eje. En laspartes donde la pieza está en contacto con la superficiesobre la que está descansando.
La causa más frecuente de roturas y/o deformaciones son losgradientes de humedad impuestos en los artículos durante el secado.
En el caso de artículos de formas relativamente complicadas, lasáreas expuestas tenderán a secar más rápido. Las diferencias deespesor pueden hacer que ciertas partes sequen más que otras.
En general, no es probable que un artículo plástico se raje porsecado cuando su contenido de humedad esté abajo del punto crítico(cuero duro).
Frecuentemente el secado se termina en el horno; aunque a bajoscontenidos de humedad el daño debido a la contracción diferenciales improbable, un incremento abrupto de la temperatura puede romperel producto debido a la presión desarrollada en su interior alevaporar el agua en los poros.
16. REOLOGÍA Y CALIDAD DEL VACIADO
Para obtener una barbotina de vaciado satisfactoria no basta conmeramente seleccionar las materias primas correctas, añadir lasuficiente agua y defloculante para hacer fluido el sistemapermitir un drenado limpio.
Es necesario balancear el sistema completo de tal suerte que lafloculación que resulta del proceso de deshidratación produzca un

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 25 de 30
vaciado con la calidad estructural que demandan los procesos de laplanta. Esto significa controlar la densidad de empaquetamiento,la cantidad de agua retenida y la manera en que se mantiene en laestructura, y el gradiente que existe a través del espesor delvaciado. Una barbotina satisfactoria es aquella que produce unvaciado de máxima uniformidad en el contenido de humedad y deplasticidad a través de cualquier sección de pared.
La meta de las industrias que usan barbotinas de vaciado esdesarrollar un vaciado de espesor adecuado en un tiempo razonable.Se pretende tener tanta plasticidad como sea posible con unafirmeza equivalente. Si se excede el rango plástico se tiene unvaciado pegajoso y suave; mientras que excediendo el rango defirmeza se tiene un vaciado duro y quebradizo.
La correcta aplicación de las bases reológicas para estructurar elsistema de barbotina de vaciado tiene un contundente impacto en lareducción de las mermas por roturas.
Infortunadamente, no podemos templar nuestros productos pararelevar los esfuerzos inducidos desde el moldeo como acontece en laindustria del vidrio. La relevación de tensiones tiene quellevarse a cabo durante el vaciado mediante una correcta estructurade plasticidad y firmeza del vaciado.
Una pieza con un óptimo binomio plasticidad-firmeza puede vaciarsey manejarse una vez desmoldada con menos tensiones, y secarse conmenores gradientes de humedad y de contracción diferencial. En lapráctica, la enorme mayoría de roturas y fallas estructurales delas piezas se resumen en una contracción diferencial.
El objetivo genuino en cualquier sistema de vaciado es el dereducir todos los esfuerzos o tensiones. Frecuentemente se pasapor alto la consideración del sistema completo, observándosesolamente cambios individuales un nuevo material, aumento oreducción de materiales como arcilla fina, arcilla gruesa, silicatode sodio, sulfatos, etc.

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 26 de 30
Normalmente nos referimos a la defloculación como el procesobásico de preparación de la barbotina cuando en realidad lo quebuscamos es un balance entre las fuerzas atractivas y las fuerzasrepulsivas; es decir un balance entre la floculación y ladefloculación.
Durante el inicio del vaciado, debe formarse una estructuraplástico-firme al actuar el molde sobre la barbotina. El molde deyeso tiene una enorme afinidad por el agua y tiende a segregar laspartículas, cambiar la distribución de humedad, y en general, aromper la estructura del vaciado para conseguir el agua. (Figura24)
Si se carece de un ligero gelamiento a medida que procede elvaciado, las partículas más finas atraídas a la capa inicial devaciado pueden causar un despegue deficiente, marcas o manchassobre la superficie adyacente al molde, o distribución heterogéneade partículas finas cerca de las superficies del molde y partículasgruesas cerca de la superficie de drenado.
En una barbotina de vaciado, la mayoría de partículas finas sonpartículas plásticas o de arcilla, mientras que la mayoría departículas gruesas corresponden a las partículas de desgrasantes ofeldespato y sílice. La segregación de partículas pequeñas ygrandes, plásticas y desgrasantes, provocará con seguridad fuertesdiferencias de humedad y de concentración así como gradientes defraguado durante el vaciado y el secado; produciendo, enconsecuencia, roturas. (Ver tabla III).
La segregación de partículas origina en el quemado una matriz congradientes de composición susceptible de problemas enprecalentamiento, calentamiento y choque térmico.
Asimismo, cuando se tiene separación o segregación de partículas,la distribución de humedad en la sección transversal del vaciadono es uniforme. Esta condición puede originar superficies devaciado (en contacto con el molde) duras y quebradizas, y unasuperficie de drenado suave y deformable.

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 27 de 30
Por lo aquí mencionado, es de capital importancia atenuar al máximolos diferenciales o gradientes a través de la pared de vaciado delas piezas. En este sentido juega un papel importante ladistribución y el tamaño de poros en la estructura del vaciado.
El tamaño de poro del vaciado está determinado por las partículasmás finas presentes en la distribución. Es importante notar quela porosidad y la distribución de tamaños de poro son propiedadesmuy diferentes. Las porosidades de monodispersiones de esferas de 1micra y de 100 micras en un empaquetamiento ortorrómbico sonidénticas (alrededor de 40%). Sin embargo, el tamaño de poro delarreglo de esferas de 1 micra es mucho menor que la del arreglo deesferas de 100 micras. El contenido de humedad en el punto desaturación es también idéntico, pero el esfuerzo requerido paramover la humedad a través de los poros de 1 micra es mucho mayorque para el paquete más grueso de partículas de 100 micras. Estose complica aún más si consideramos el área superficial de laspartículas más finas y la capa de agua rígida absorbida sobre sussuperficies.
De lo anterior se infiere que dos composiciones pueden tener lamisma área superficial y al mismo tiempo tener diferentesdistribuciones de tamaños de poros.
El propósito de la floculación parcial de las barbotinas de vaciadoes el de incrementar el tamaño de poro y la retención de humedaddel vaciado por aglomeración del material coloidal; produciendo enconsecuencia, mayor velocidad de vaciado, mejor uniformidad de lahumedad a través de la pared de vaciado y mejor plasticidad.(Figura 24)
La floculación parcial de las barbotinas de vaciado incrementa laporosidad y el tamaño de poros al quitar los coloides de suexistencia como partículas individuales y transformarlos enaglomerados. En este estado los coloides actúan como partículasmás grandes, incrementando su porosidad pero manteniendo su áreasuperficial.

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 28 de 30
La figura 25 nos muestra que el esfuerzo de humedad aumenta (y lavelocidad de vaciado disminuye) al reducir el tamaño de partícula.
Esto implica que cuando la velocidad de vaciado es baja debido auna insuficiente floculación y tamaños de poros pequeños, elgradiente de humedad desarrollado durante el vaciado permanece unavez que el vaciado cesa y no asume una distribución uniforme de lahumedad a través de la pared de vaciado. Esto resulta en unasuperficie quebradiza, fuertemente dilatante sobre el lado delmolde, y una superficie húmeda, suave y de alta contracción sobrela cara del drenado. En un vaciado sólido, ambas caras del molderesultan quebradizas mientras que el centro es suave.
Por otro lado, los aglomerados actúan de la misma forma que laspartículas más grandes, produciendo una estructura de poros mayorlo que causa una velocidad mayor de vaciado pero proporcionando almismo tiempo una alta retención de humedad. Se tiene, además, unmenor esfuerzo de humedad en el movimiento de agua una vez que hacesado el vaciado; por tanto, se tiene un menor gradiente dehumedad en la pared del vaciado una vez que se ha desmoldado.Porque los poros más grandes facilitan la redistribución de lahumedad.(Figura 26).
Una barbotina defloculada o insuficientemente floculada va aretener un pronunciado gradiente de humedad, exhibe un vaciado durosobre la superficie del molde, pérdida lenta de brillo en lasuperficie de drenado, fuertes gradientes de contracción entre lassuperficies de vaciado y drenado, y tiene una alta tendencia alrajado. Un corte transversal a través de un vaciado fresco bajoestas condiciones nos mostrará una superficie de vaciado seca y unasuperficie de drenado muy húmeda.
17. DEFLOCULANTE
El silicato de sodio es el defloculante que se utiliza másampliamente en la industria cerámica y se encuentra disponible enel mercado en diferentes proporciones de sílice: sodio.

FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 29 de 30
Generalmente se emplea Carbonato de sodio junto con el silicato desodio. También se emplean otros tipos de defloculantes enaplicaciones especiales, tales como poli fosfatos, humatos y poliacrilatos entre otros.
Las diferentes arcillas generalmente requieren diferentes tipos dedefloculante para obtener los mejores resultados. Por ejemplo, lasarcillas bola que contienen lignita se defloculan mejor con unacombinación de silicato de sodio y carbonato de sodio; a fin dellevar la lignita en solución y asistir a la defloculación. Cuandono se tiene lignita, o en el caso de caolines, el empleo desilicato de sodio solo es a menudo más efectivo.
Con los caolines que tienen en forma natural un pH alto por estarfloculados con cal, resulta a menudo conveniente usar una pequeñacantidad de fosfato o de carbonato de sodio junto con silicato desodio a fin de reducir el periodo de añejamiento y producir unabarbotina estable más rápidamente. Tales arcillas puedendeflocularse frecuentemente con silicato de sodio solo.
La secuencia de la adición del defloculante, ya sea en una soladosis al inicio de la preparación o en pequeños incrementos, asícomo el tiempo entre estos incrementos, puede cambiar la cantidadfinal de defloculante requerida.
18. PREPARACIÓN Y CONTROL DE LAS BARBOTINAS DE VACIADO
Dos son los principales criterios para preparar barbotinas devaciado satisfactorias:
Que las barbotinas vacíen de la misma manera, lote tras lote,sin mermas significativas en el departamento de vaciado o enel secado.
Que las piezas quemadas no muestren defectos imputables aproblemas de vaciado
Previa a la etapa de preparación, las materias primas debencontrolarse rigurosamente:
FUNDAMENTOS TÉCNICOS DEL VACIADO HECTOR A. RAMÍREZ DORANTESPágina 30 de 30
Las arcillas deben someterse a las siguientes pruebas:1. distribución de tamaños de partículas (tamaños de malla e
intermedios).2. sales solubles3. contenido de coloides (por adsorción de pigmento).
En los materiales no arcillosos debe determinarse rutinariamente ladistribución de tamaños de partículas (extremadamente importante).
Para el agua de proceso es fundamental medir y controlar las salessolubles.
Debe seguirse siempre el mismo procedimiento de preparación de labarbotina: la secuencia y la manera en la que se introducen lasarcillas y el tiempo de mezclado tras las adiciones afectaprofundamente las propiedades y la calidad de la barbotina final.
En resumen: la reducción significativa y permanente de las roturasen el proceso de vaciado solo es posible a través de la preparaciónde barbotinas de vaciado de comportamiento consistentementeuniforme. Esto requiere poner una estricta atención a aquellosfactores relativamente simples que gobiernan las propiedadesfísico-químicas de las barbotinas y mantener las condiciones deproceso lo mas uniformes posibles.