Oxidation behaviour of an Alloy 617 in very high-temperature air and helium environments
24
1 Oxidation Behaviors of an Alloy617 in Very High Temperature Air and Helium Environments Changheui Jang*, Daejin Lee, and Daejong Kim Department of Nuclear and Quantum Engineering, Korea Advanced Institute of Science and Technology, 373-1 Guseong-dong Yuseong-gu, Daejeon, 305-701, Republic of Korea, *Tel.: +82-42-869-3824, Fax: +82-42-869-3810, e-mail: [email protected] Abstract The oxidation characteristics of Alloy617, a candidate structural material for the key components in the very high temperature gas-cooled reactor (VHTR) application, were investigated. High temperature oxidation tests were conducted at 900 o C and 1100 o C in air and helium environments and the results were analyzed. Alloy617 showed parabolic oxidation behaviors at 900 o C, but unstable oxidation behaviors at 1100 o C, even in a low oxygen containing helium environment. The SEM micrographs observation also revealed that the surface oxides became unstable and non-continuous as the temperature or the exposure time increased. According to the elemental analysis, the Cr-rich oxides were formed on the surface and the Al-rich discrete internal oxides were formed below the surface oxide layer. After 100 hrs in 1100 o C air, the Cr-rich surface oxide became unstable and non-continuous, and the matrix elements like Ni and Co were exposed and oxidized. Depletion of grain boundary carbides as well as matrix carbides was observed during the oxidation in both environments. When tensile loading was applied during the high temperature oxidation, the thickness of the surface oxide layer, the internal oxidation, and decarburization were enhanced because of the increase in diffusion of oxidizing agent and gaseous reaction products. Such enhancement would have detrimental effects on the high temperature mechanical properties, especially the creep resistance of Alloy617 for the VHTR application.
Transcript of Oxidation behaviour of an Alloy 617 in very high-temperature air and helium environments

1
Oxidation Behaviors of an Alloy617 in Very High Temperature Air and
Helium Environments
Changheui Jang*, Daejin Lee, and Daejong Kim
Department of Nuclear and Quantum Engineering, Korea Advanced Institute of Science and Technology,
373-1 Guseong-dong Yuseong-gu, Daejeon, 305-701, Republic of Korea,
*Tel.: +82-42-869-3824, Fax: +82-42-869-3810, e-mail: [email protected]
Abstract
The oxidation characteristics of Alloy617, a candidate structural material for the key components in the
very high temperature gas-cooled reactor (VHTR) application, were investigated. High temperature oxidation
tests were conducted at 900oC and 1100oC in air and helium environments and the results were analyzed.
Alloy617 showed parabolic oxidation behaviors at 900oC, but unstable oxidation behaviors at 1100oC, even in a
low oxygen containing helium environment. The SEM micrographs observation also revealed that the surface
oxides became unstable and non-continuous as the temperature or the exposure time increased. According to the
elemental analysis, the Cr-rich oxides were formed on the surface and the Al-rich discrete internal oxides were
formed below the surface oxide layer. After 100 hrs in 1100oC air, the Cr-rich surface oxide became unstable and
non-continuous, and the matrix elements like Ni and Co were exposed and oxidized. Depletion of grain
boundary carbides as well as matrix carbides was observed during the oxidation in both environments. When
tensile loading was applied during the high temperature oxidation, the thickness of the surface oxide layer, the
internal oxidation, and decarburization were enhanced because of the increase in diffusion of oxidizing agent and
gaseous reaction products. Such enhancement would have detrimental effects on the high temperature
mechanical properties, especially the creep resistance of Alloy617 for the VHTR application.

2
1. INTRODUCTION
The very high temperature gas-cooled reactor (VHTR) is currently the most promising reactor type among
the generation-IV (Gen-IV) reactors for producing electricity and hydrogen economically. It is a graphite-
moderated reactor which uses helium gas to remove the heat generated in reactor core to the power conversion
unit or the hydrogen production plant. To achieve the high thermal efficiency and the hydrogen production
capability, the helium coolant will be operated at the temperature of about 850oC or higher [1]. Also, the coolant
gas pressure of up to 8 MPa is being considered. Therefore, the structural materials of the VHTR have to survive
such a harsh condition for the lifetime of the reactor, or up to 60 years. In the VHTR, the high temperature
helium coolant from the reactor core will go through the hot-gas duct (HGD) and the intermediate heat
exchanger (IHX) where the heat is transferred to the power conversion system and the hydrogen production
facility. Among the variety of materials reviewed, several nickel-base superalloys are seriously considered as the
materials for these high temperature components [2].
Nickel-base superalloys, especially the precipitation hardening superalloys have been widely used in many
high temperature applications because of high temperature strength, oxidation resistance, creep resistance, and
phase stability [2]. However, the proposed operating temperature of the VHTR is so high that the precipitates
responsible for the high temperature strength of those alloys are no longer stable. Because of the dissolution of
the precipitates, the precipitation hardening superalloys are not suitable for the VHTR application. On the other
hand, the solid solution hardening superalloys which depend on the lattice distortion caused by alloying elements
for their strength, can maintain considerable strength at higher temperature [2-4], and considered suitable for the
VHTR application. Among these superalloys are Alloy617, Haynes230, and Hastelloy-XR.
When superalloys are exposed to the VHTR coolant for prolonged period, they will be subjected to the
degradation due to creep [2,5]. Therefore, the creep properties of the candidate superalloys should be well
understood and characterized to be used in design and analysis. In addition, oxidation or other high temperature
corrosion resistances of these superalloys are of concern because they would have effects on the mechanical
property degradation of superalloys by metal loss, decarburization, internal oxidation, etc. [5-7]. Therefore, to

3
understand creep resistance of the candidate superalloys, the oxidation behavior and the stability of oxides
should be properly understood. Accordingly, there have been several studies on the high temperature oxidation of
superalloys in various helium environments [7-16]. However, the evolution of oxides and microstructure changes
of Alloy617 during the high temperature oxidation have not been clearly identified. Furthermore, the effects of
tensile loading on the oxidation behavior of Alloy617 have not been properly investigated.
Therefore, in the present work, the oxidation behaviors of Alloy617, a one of the candidate alloys, were
investigated by oxidation tests at 900oC and 1100oC in air and impure helium environments for up to 200 hrs.
The evolution of oxides and microstructure changes during the high-temperature oxidation were also analyzed
through the scanning electron microscope observation and the elemental analysis of the oxidation tested
specimens. Finally, the effects of tensile loading on the oxidation behaviors and microstructure changes were
investigated by analyzing the creep specimens tested in high temperature air.
2. EXPERIMENTAL PROCEDURES
2.1. Test material and specimens
The material used in this study is an 18 mm-thick plate of Inconel Alloy617 produced by Special Metals
Corporation. Chemical composition of the material is shown in Table 1. The material was solution annealed at
1175oC for an hour and water quenched. The typical microstructure is shown in Fig. 1. As shown in the figure,
the as-received microstructure contains twins, well-distributed primary carbides and grain boundary carbides.
These carbides were known to be primarily M23C6 type carbides precipitated during solution anneal heat
treatment in Alloy617 [8]. According to the supplier’s information [12], the average ASTM grain size is 4.6. The
mechanical properties at room temperature are summarized in Table 2. As shown in Fig. 2, the oxidation test
specimen used in this study is a 1 mm-thick coupon type specimen. The round bar type specimen shown in the
figure was used in creep tests and analyzed to investigate the effects of tensile loading on the oxidation behaviors.
<Table 1>

4
<Table 2>
<Fig. 1>
<Fig. 2>
2.2. Test setup and conditions
The oxidation tests for coupon type specimens were conducted in air and helium gas environment at 900oC
and 1100oC. A box furnace was used for the oxidation tests in air. The specimens were exposed at the test
conditions for up to 100 hrs. In helium test, vacuum furnace shown in Fig. 3 was used. The helium gas used in
this study is of 99.999% high purity containing small amount of impurities, such as 1.8 ppm H2O, 1.4 ppm O2,
3.1 ppm N2. Before the tests, the vacuum furnace was purged with helium after achieving 10-3 torr vacuum. This
process was repeated 3 times. Then, a constant helium flow rate at 60 cc/min was maintained for 5 hours at room
temperature. Finally, the furnace was heated up to the test temperature in about 2 hrs. The helium test was
conducted up to 200 hrs with the helium flow rate at 60 cc/min. The creep tests using the round bar type
specimens were conducted in air at 900oC using a servo-electric loading machine equipped with an induction
heater.
<Fig. 3>
2.3. Measurement of weight change and microstructure analysis
To measure the weight change due to oxidation, a specimen was removed from the furnace at each pre-
determined hour. To measure the weight, a microbalance with accuracy of ±0.00005g was used. Then, the
oxidation rate was calculated as the weight gain per unit surface area, ∆W/S (g/m2), from the measured weight
change using following equation:
oot SWWSW /)(/ −=∆ (1)
where, Wo is the weight before oxidation, Wt is the weight after oxidation, and So is the surface area before

5
oxidation. After the measurement of the weight gain, specimens were prepared for the microstructure
observation. The specimens were cut normal to the surface and polished, etched at room temperature in 100 ml
HCl/0.5g-CrO3 solution for 60 to 80 sec, and gold-coated. Then the surface and sub-surface oxides and
microstructure were observed under the scanning electron microscope (SEM). For composition analysis of the
elemental mapping, an energy dispersive X-ray analysis (EDX) was used.
3. RESULTS AND DISCUSSION
3. 1. Weight gain in high temperature air and helium environments
The weight gain test results are summarized in Fig. 4. From the figure, a similar weight gain behavior was
observed at 900oC in both air and helium environments despite of the huge difference in oxygen content between
air (200000ppm) and helium (1.4ppm). Also, the weight gain followed a parabolic curve at 900oC. However, the
weight gain behaviors at 1100oC were quite different from those at 900oC. At 1100oC, after initial weight gain
behaviors following a parabolic curve, decrease in weight gain, or the turnaround, was observed, which resulted
in weight loss at longer oxidation time. Also, the turn-around of the weight gain happened later and the
maximum weight gain at the turnaround was greater in helium environment than in air condition.
<Fig. 4>
The potential sources of weight change during high temperature corrosion tests are oxidation, spallation,
carburization, decarburization, and etc. [13]. However, in our tests, carburization was not expected to happen
because there is no carbon containing impurities in helium gas. In case of Alloy617, oxidation of alloying
elements like Cr, Ni, Al, and Ti at the metal surface and inner matrix could be the reason of weight gain. On the
other hand, the sources of weight loss are spallation of oxides, evaporation of oxides, decarburization, and
thermal etching [5-7,14]. The proofs of the spallation, or tiny black particles were observed on the specimen
holders around the vertically placed specimens in 1100oC tests, but not in 900oC tests. In addition to the
spallation, another major source of weight loss is the evaporation of Cr-rich oxide layers which become

6
thermodynamically unstable and begin to be evaporated at 1100oC [17]. Other sources of weight loss, like
decarburization and thermal etching were also observed, but their contribution to the weight loss was considered
not so significant. Therefore, the sharp drop of weight gain in 1100oC was thought to be primarily caused by the
spallation and vaporization of Cr-oxides during the extended exposure. In high temperature helium containing
variety of impurities, Christ et al. [16] reported a stable weight gain behavior at 900oC for up to 150 hrs.
However, at 1000oC, they observed initial weight loss caused by decarburization prior to stable weight gain
afterward. On the other hand, Ganesan et al. [9] reported a similar behavior as observed in our study, though the
turnaround time was about 3 times larger in air + 10% water vapor at 1100oC. Therefore, it could be said the Cr-
rich surface oxides would be stable in oxidizing environments at up to 1000oC, but became unstable at 1100oC.
Based on the weight gain test results, it was found that Alloy617 did not have the proper oxidation resistance at
1100oC even in a very low oxygen containing environment.
3.2. The morphology and stability of the oxide layer
The SEM micrographs of specimens oxidized for 100 hrs are shown in Fig. 5 and 6. In general, similar
morphologies were observed in air and helium environments. Thin outer oxide layer and inwardly protruded
oxides, or the internal oxidation were present. Also present was the area free of grain boundary carbides, or the
decarburized zone, just below the surface oxide layer. However, the thickness of oxides, the penetration depth of
internal oxidation, and decarburized zone were smaller in helium environments than in air at both test
temperatures as summarized in Table 3. At 900oC, the depth of the decarburized zone was similar in air and
helium environments. However, the surface oxide in air showed a relatively rough surface while that in helium
looked smooth and continuous as shown in Fig. 5. Thus, the larger penetration depth of the internal oxidation in
air could have been caused by the enhanced diffusion of oxygen through the less dense surface oxides in air. The
gaseous product of carbide decomposition reactions [13-16] could easily escape through the oxides to the
environment, too. Therefore, at 900oC, it could be said that the surface oxide was less dense and the oxidation
resistance was less in air than in helium environment despite of the similar weight gain behaviors shown in Fig.
7
4.
<Fig. 5>
<Fig. 6>
<Table 3>
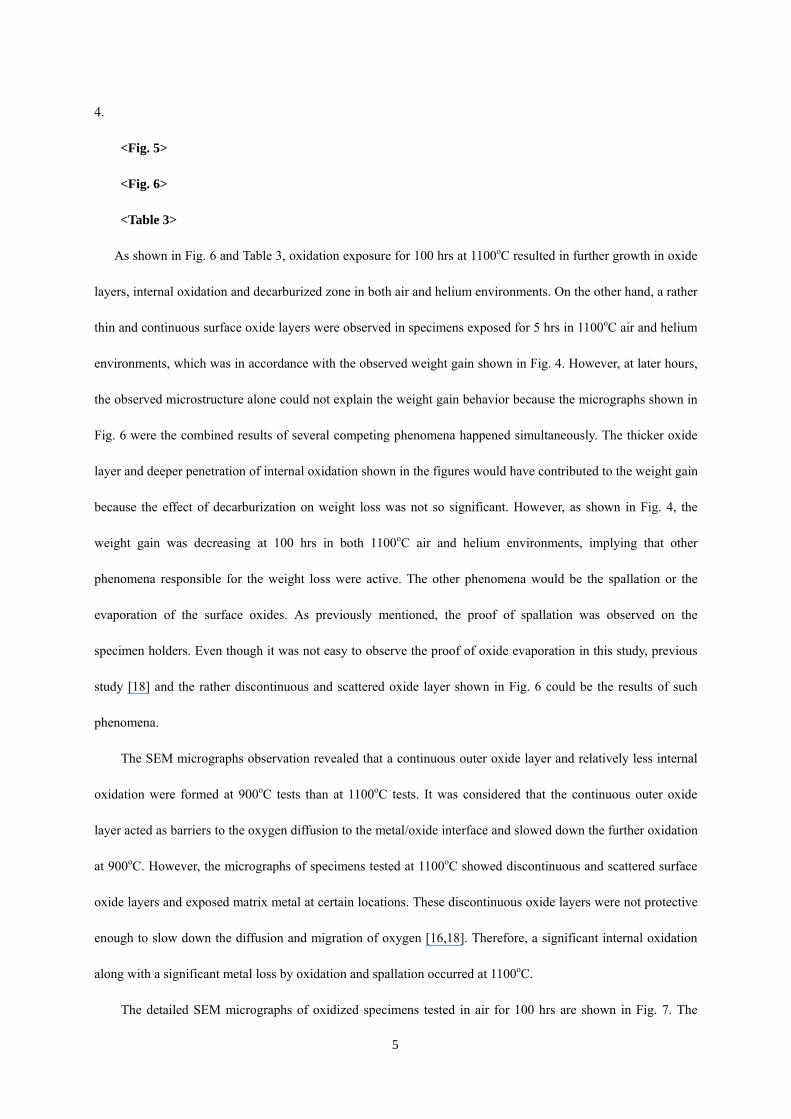
As shown in Fig. 6 and Table 3, oxidation exposure for 100 hrs at 1100oC resulted in further growth in oxide
layers, internal oxidation and decarburized zone in both air and helium environments. On the other hand, a rather
thin and continuous surface oxide layers were observed in specimens exposed for 5 hrs in 1100oC air and helium
environments, which was in accordance with the observed weight gain shown in Fig. 4. However, at later hours,
the observed microstructure alone could not explain the weight gain behavior because the micrographs shown in
Fig. 6 were the combined results of several competing phenomena happened simultaneously. The thicker oxide
layer and deeper penetration of internal oxidation shown in the figures would have contributed to the weight gain
because the effect of decarburization on weight loss was not so significant. However, as shown in Fig. 4, the
weight gain was decreasing at 100 hrs in both 1100oC air and helium environments, implying that other
phenomena responsible for the weight loss were active. The other phenomena would be the spallation or the
evaporation of the surface oxides. As previously mentioned, the proof of spallation was observed on the
specimen holders. Even though it was not easy to observe the proof of oxide evaporation in this study, previous
study [18] and the rather discontinuous and scattered oxide layer shown in Fig. 6 could be the results of such
phenomena.
The SEM micrographs observation revealed that a continuous outer oxide layer and relatively less internal
oxidation were formed at 900oC tests than at 1100oC tests. It was considered that the continuous outer oxide
layer acted as barriers to the oxygen diffusion to the metal/oxide interface and slowed down the further oxidation
at 900oC. However, the micrographs of specimens tested at 1100oC showed discontinuous and scattered surface
oxide layers and exposed matrix metal at certain locations. These discontinuous oxide layers were not protective
enough to slow down the diffusion and migration of oxygen [16,18]. Therefore, a significant internal oxidation
along with a significant metal loss by oxidation and spallation occurred at 1100oC.
The detailed SEM micrographs of oxidized specimens tested in air for 100 hrs are shown in Fig. 7. The

8
formation of voids within the oxides and breakdown of the surface oxide layers are evident in the figure. It is
clear in Fig. 7 (b) that after 100 hrs at 1100oC, the surface oxides were so unstable that some of them were about
to be detached from the surface revealing the matrix below. The detachment of the surface oxide, or the
spallation would have contributed the decrease in weight gain as shown in Fig. 4. Also shown in Fig. 7 is the
extensive formation of internal oxide below the unstable surface oxide layer. The composition and formation
mechanism of the internal oxides will be discussed later.
3. 3. Evolution of oxide layers and internal oxidation
The EDX analysis results of the surface oxide and the microstructure below are shown in Fig. 8. The
elemental mapping was done for the specimens tested for 5 hrs and 100 hrs at 900oC and 1100oC in air
environment. At 900oC, the surface oxide was mostly Cr-rich oxide, or Cr2O3 when the exposure time is 5 hrs.
Furthermore, Al was slightly enriched just below the surface oxide layer, forming semi-continuous Al-oxides. No
internal oxidation was evident at this early stage of oxidation. At much later, or 100 hrs of exposure, the surface
oxide was still predominantly Cr2O3, but a little more partitioning of Ti and Mn was observed. The most
significant difference between Fig. 8 (a) and (b) is the existence of the discrete Al-rich areas below the surface
oxide after 100 hrs of oxidation test. The Al-rich particles were thought to be Al-oxides, or Al2O3.
The evolution of the surface oxides and internal oxides were similar at 1100oC. Compared to the 900oC
results, a slight partitioning of Ti was observed. However, the amount of Ti partitioning in Cr-oxide was far less
compared to the results exposed for 1000 hrs in HTGR helium condition [15] despite of the extensive Al-rich
oxide formation below the surface oxides. However, the Cr content in the surface oxide became non-uniform
after 100 hrs at 1100oC, as shown in Fig. 8 (d). Instead, Ni and Co were enriched in areas of lower Cr-content on
the surface. This means that the Cr-rich oxide layer was no longer stable or continuous, and the matrix elements
like Ni and Co were exposed and oxidized where the Cr-oxides were damaged. The formation of such oxide-free
surface was also reported in the highly decarburized specimens [16]
Al was added to nickel-base superalloys primarily improve the high temperature oxidation resistance by

9
partitioning into and stabilizing the surface oxides like Cr2O3 [18]. However, no evidence of Al partitioning into
the surface oxide was observed in this study. Instead, Al formed discrete internal oxide in the matrix below the
surface oxides. The internal oxidation would have been formed by the diffusion of oxygen through the surface
oxide and matrix. Therefore, the internal oxidation was promoted and formed at much below the surface as the
temperature increased and the surface oxide became unstable.
<Fig. 8>
3.4. Decarburization
As shown previously, the grain boundary near the surface oxides became gradually depleted of the carbides
as the oxidation progressed. The depletion of grain boundary carbides would have been caused by the reaction
between grain boundary carbide and oxygen provided by diffusion from the environment or oxidation/reduction
reaction of surface oxide layers [13,14,16]. It is well known that the grain boundary carbide prevents grain
boundary migration and sliding, therefore optimal distribution of grain boundary carbide would improve the
creep resistance of high temperature alloys [5,14]. Because our test environments were oxidizing condition
without containing reducing agent like CH4 or CO, significant decarburization was expected and the results
shown in Fig. 5 and 6 confirmed our assumption. As shown in the figures and Table 3, the decarburized zone was
greater as the temperature and exposure time increased. However, the effect of the test environment on the
decarburized depth was greater at 1100oC than at 900oC. This could be attributed to the relative stability of the
surface oxide layer in helium, as shown in Fig. 4.
When the superalloys were exposed at high temperature environment containing oxidizing agent like O2
and H2O, the carbide exposed on the surface and along the grain boundary would react with oxidizing agents
[13,16] and gradually disappear as shown in Fig. 9. It is clear in the figure that the dispersed carbides within the
grains were mostly disappeared after oxidation tests in air and helium environments. Decarburization also occurs
far below the surface as shown in Fig. 5 and 6. However the degree of decarburization observed in this study is
far less than the previously reported results [16]. In that result, the 2 mm thick coupon was completed depleted

10
with grain boundary carbides when exposed for 150 hrs in 1000oC in helium with H2-H2O impurity, while the
depth of the decarburized zone was about 230µm at 950oC. They also suggested that the increase in oxygen
content in the gas would lower the extent of the decarburization, because of the stabilization effect of the surface
oxides at higher oxygen content. However, in out tests, the surface oxides were not stable in a highly oxidizing
condition, and the decarburized depth was greater. Also, despite of the increased stability of the surface oxides in
helium, considerable decarburization was observed, especially at 1100oC. Further investigation is needed to
clarify the effects of the oxidizing agents on the degree of the decarburization of Alloy617 at the VHTR
temperatures.
<Fig. 9>
3. 5. Effects of tensile loading on oxidation behaviors
The microstructures of the creep tested specimen at 48 MPa in 900oC air are shown in Fig. 10. The
specimen was sliced along the loading direction to examine the effects of tensile loading on the microstructure of
Alloy617. As shown in Fig. 10, many crack-like features and voids were observed near the surface of the highly
strain region (Fig. 10 (a)). At the region further away from the surface, very fine and serrated grains along with
the voids were observed despite of the very high strain under the tensile loading condition (Fig. 10 (b)). The fine
and serrated grain was considered as the evidence of the dynamic recrystallization (DRX). DRX is the
strengthening mechanism during hot deformation caused by the generation and migration of high angle
boundaries inside the sub-grains [19,20]. At areas farther away from the rupture region, no DRX was observed
because the strain was not high enough.
<Fig. 10>
Fig. 11 shows the effect of tensile loading on the oxidation and decarburization of Alloy617. On the figure,
it is clear that the thickness of the surface oxide layer was thicker and the internal oxidation was deeper in the
loaded specimen than in the unloaded oxidation specimen. Similar behavior was also observed by Mino et al.
[10]. They suggested the enhanced intergranular oxidation was attributed to the localized fracture of external

11
oxide layers and internal Al-oxides due to grain boundary sliding. Enhanced oxidation and decarburization were
clear in our tests as shown in Fig. 11 and 12 and summarized in Table 4. It is thought that these differences
would have been caused by the enhanced diffusion of oxidizing agent and gaseous reaction products formed
along the grain boundary in the tensile loaded specimen. As the creep resistance is affected by the grain
boundary carbides, the enhanced carbide depleted zone under the tensile loading would have detrimental effects
on the creep properties of the materials.
The various microstructure features of the tensile loaded specimen are shown in Fig. 12. It is clear from the
figures that the tensile loading caused surface cracking along the grain boundary, voids below the surface, and
voids within the matrix during the creep tests. It could be said that these features are closely related to the creep
resistance of the materials by providing the crack initiation and void nucleation sites during creep deformation.
Similar results on the contribution of the unstable surface oxides on the formation and growth of cracks during
creep tests in high temperature air were reported [14]. However, in out tests, the triple point carbides, or the
carbide particle gathered at triple point to release accumulated stress [14] was not observed because of the
relatively high stress level.
<Fig. 11>
<Fig. 12>
<Table 4>
4. CONCLUSIONS
High temperature oxidation tests were performed at 900oC and 1100oC in air and helium environments to
investigate the stability of the oxide and the change of the microstructure of Alloy617, a candidate superalloys
for the VHTR application. Additionally, the effects of tensile loading on oxidation behaviors and microstructure
were also evaluated analyzing the creep specimens tested in air. Based on the oxidation tests and subsequent
microstructure analyses, the following conclusions were drawn.
1. At 900oC, Alloy617 showed a similar weight gain behavior in both air and helium environments despite of

12
the huge difference in oxygen content. However, at 1100oC, after initial weight gain, the surface oxides
became unstable and the weight loss was observed due to the spallation and evaporation of the surface
oxides, even in low oxygen containing helium environment.
2. The SEM micrographs observation revealed the presence of the thin outer oxide layer and the internal
oxidation, and the decarburized zone in oxidation tested specimens. Such features increased as the
temperature or the exposure time increased. In high temperature air, the formation of voids within the oxides
and breakdown of the surface oxide layers were so extensive that they could not provide proper oxidation
protection.
3. During the oxidation, the Cr-rich oxides were formed on the surface with a slight partitioning of Ti and Mn.
However, Al formed the discrete internal oxides below the Cr-rich surface oxides by the diffusion of oxygen
through the surface oxide and matrix. After 100 hrs in 1100oC air, the Cr-rich surface oxide was no longer
stable or continuous and the matrix elements like Ni and Co were exposed and oxidized. Also, the depletion
of grain boundary carbides was observed in air and helium environments, and the effect of the environment
was greater at 1100oC. The decarburized zone became greater as the temperature and exposure time
increased.
4. When the tensile loading was applied, the thickness of the surface oxide layer, the internal oxidation, and
decarburization were enhanced by the enhanced diffusion of oxidizing agent and gaseous reaction products
along the grain boundary. Along with the enhanced carbide depleted zone, various microstructure features
like surface cracking along the grain boundary, voids below the surface, and voids within the matrix would
have detrimental effects on the creep properties of the materials.
ACKNOWLEDGEMENTS
This study was supported by the Korean Ministry of Science and Technology (MOST) under the Basic
Atomic Energy Research Institute (BAERI) Program and the US-Korea i-NERI Program. Part of the funding
was provided by the Second Phase BK21 Program of the Ministry of Education and Human Resource

13
Development of Korea.
REFERENCES
1. Baccaglini G., Ball S., Burchell T., et al. Survey of materials research and development needs to support
early deployment. INEEL/EXT-03-00141, 2003.
2. Greene C. Materials behavior in HTGR environments. NUREG/CR-6824, ANL-02/37, 2003.
3. Stoloff N. Basic alloy system: fundamentals of strengthening. In: Superalloys II high temperature materials
for aerospace and industrial power. Wiley, 1987:66-77.
4. Li J., Wahi R. Investigation of γ/γ’ lattice mismatch in the polycrystalline nickel-base superalloy IN738LC:
Influence of heat treatment and creep deformation. Acta Metall Mater 1995;43(2):507-517.
5. Ohnami M., Imamura R. Effect of vacuum environment on creep rupture properties of inconel 617 at
1000oC. Bulletin of the JSME 1981;24(195):1530-1536.
6. Kim D., Kim G. Oxidation behavior of superalloys for gas turbine blade at elevated temperatures. Jnl of Kor
Inst Met and Mater 2000;38(9):1258-1262.
7. Hussain N., Shahid K., Khan I., et al. Oxidation of high-temperature alloys (superalloys) at elevated
temperatures in air. II. Oxidation of Metal 1995; 43(3/4):363-378.
8. Markins W., Hosier J., Bassford T. Microstructure and phase stability of Inconel alloy 617. Metall Trans
1974;5:2579-2590.
9. Ganesan P., Smith G., Yates D. Performance of Inconel alloy 617 in actual and simulated gas turbine
environments. Materials and Manufacturing Processes 1995;10(5):925-938.
10. Mino K., Ohtomo A., Saiga Y. The effect of stressing on the intergranular oxidation of Inconel 617. J Japan
Inst Metals 1980;44(12):1397-1403.
11. Chin J., Johnson W., Chen K. Compatibility of aluminide-coated Hastelloy X and Inconel 617 in a simulated
gas-cooled reactor environment. Thin Solid Films 1982;95:85-97.
12. Special Metals Corporation. Inconel alloy617. Technical Bulletin, 2005.
13. Kaczorowski D., Chapovaloff J. Corrosion behaviour of Inconel 617 in VHTR environment. Proceedings of
ICONE14 2006; ICONE14-89014.
14. Cook R. Creep properties of Inconel-617 in air and helium at 800 to 1000 oC. Nuclear Technology
1984;66:283-288.
15. Hirano T., Okada M., Araki H., et al. Corrosion of Inconel 617 in HTGR grade helium. Metall Trans A
1981;12A:451-457.
16. Christ H., Künecke U., Meyer K., et al. High temperature corrosion of the nickel-based alloy Inconel 617 in
helium containing small amounts of impurities. Mat Sci and Eng 1987;87:161-168.
17. Seal S., Kuiry S., Bracho L. Studies on the surface chemistry of oxide films formed on IN-738LC superalloy
at elevated temperatures in dry air. Oxidation of metals 2001;56(5/6):583-603.
18. Huang J. High-temperature oxidation behavior and mechanism of a new type of wrought Ni-Fe-Cr-Al
superalloy up to 1300 oC. Oxidation of Metals 2000;53(3/4):273-287.

14
19. Brünger E., Wang X., Gottstein G. Nucleation mechanisms of dynamic recrystallization in austenitic steel
alloy 800H. Scripta Materialia 1998;38(12):1843-1849.
20. Wang X., Brünger E., Gottstein G. Microstructure characterization and dynamic recrystallization in an alloy
800H. Mat Sci and Eng 2000;A290:180-185.
15
Table captions
Table 1. Chemical composition of Alloy617 used in the study
Table 2. Mechanical properties of Alloy617 at room temperature
Table 3. Comparison of oxide layer thickness, internal oxidation depth, and decarburization zone depth
depending on the oxidation test conditions
Table 4. Effects of the tensile loading on the oxide layer thickness, internal oxidation depth, and decarburization
zone depth in 900oC air environment

16
Figure captions
Fig. 1. Microstructure of Alloy617, as-received condition
Fig. 2. Oxidation test specimens, (a) Coupon type and (b) Round bar type
Fig. 3. Schematic diagram of oxidation test setup in helium environment
Fig. 4. Weight gain versus oxidation time in various test conditions
Fig. 5. SEM micrographs of oxidized specimens tested in air and helium for 100hrs at 900oC. (Bottom photos are
the enlarged view of the area in the square on the top photos)
Fig. 6. SEM micrographs of oxidized specimens tested in air and helium for 100hrs at 1100oC. (Bottom photos
are the enlarged view of the area in the square on the top photos)
Fig. 7. SEM micrographs of oxidized specimens tested in air for 100hrs at 900 and 1100oC
Fig. 8. EDX analysis result of oxidized specimens tested in air, (a) for 5hrs at 900oC, (b) for 100hrs at 900oC, (c)
for 5hrs at 1100oC, (d) for 100hrs at 1100oC
Fig. 9. SEM micrographs of the oxidized specimen tested in air and He, taken at the center of the specimens
Fig. 10. Optical microstructure near the rupture region of the creep tested specimen, under 48MP of tensile creep
loading at 900oC
Fig. 11. Comparison of the microstructures of loaded and unloaded specimens; (a) at uniform elongation area of
the creep tested specimen, 82hrs in air at 900oC and (b) oxidation tested specimen for 100hrs in air at
900oC.
Fig. 12. Various features observed in the creep tested specimen (stress = 60MPa, for 5hrs in air at 900oC,
diameter reduction = 0.09); (a) Near surface optical microstructure, (b) Inner matrix SEM microstructure,
and (c) Near surface SEM microstructure, compared with (d) oxidation tested specimen for 5hrs in 900oC
air.

17
Table1. Chemical composition of Alloy617 used in the study
element C Mn Fe S Si Cu Ni Cr Al Ti Co Mo P B
w/o .09 .06 1.16 .001 .08 .05 53.94 21.68 1.14 .52 11.53 9.74 .006 .002
Table 2. Mechanical properties of Alloy617 at room temperature
Yield strength Ultimate tensile
strength % elongation
Reduction of
area
Average grain
diameter
364 MPa 823 MPa 53.3 % 55.9 % 71.9 mm
Table 3. Comparison of oxide layer thickness, internal oxidation depth, and decarburization zone depth
depending on the oxidation test conditions
Temperature Environment Outer oxide layer
thickness, [µm]
Internal oxidation
depth, [µm]
Decarburization zone
depth, [µm]
900oC Air 4 10 25
Helium 3 7 20
1100oC Air 10 42 200
Helium 8 40 80
Table 4. Effects of the tensile loading on the oxide layer thickness, internal oxidation depth, and decarburization
zone depth in 900oC air environment
Loading condition Duration Outer oxide layer
thickness, [µm]
Internal oxidation
depth, [µm]
Decarburization
zone depth, [µm]
No 100hrs 4 10 25
48MPa creep load 82hrs 8 30 80
No 5hrs 2 2 10
60Mpa creep load 5hrs 6 25 50

18
Fig. 1. Microstructure of Alloy617, as-received condition
(a) (b)
Fig. 2. Oxidation test specimens, (a) Coupon type and (b) Round bar type
Fig. 3. Schematic diagram of oxidation test setup in helium environment

19
Fig. 4. Weight gain versus oxidation time in various test conditions
(a) Air at 900oC (b) He at 900oC
Fig. 5. SEM micrographs of oxidized specimens tested in air and helium for 100hrs at 900oC. (Bottom photos are
the enlarged view of the area in the square on the top photos)

20
(a) Air at 1100oC (b) He at 1100oC
Fig. 6. SEM micrographs of oxidized specimens tested in air and helium for 100hrs at 1100oC. (Bottom photos
are the enlarged view of the area in the square on the top photos)
(a) for 100hrs at 900oC (b) for 100hrs at 1100oC
Fig. 7. SEM micrographs of oxidized specimens tested in air for 100hrs at 900 and 1100oC

21
(a) for 5hrs at 900oC
(b) for 100hrs at 900oC
(c) for 5hrs at 1100oC

22
(d) for 100hrs at 1100oC
Fig. 8. EDX analysis result of oxidized specimens tested in air, (a) for 5hrs at 900oC, (b) for 100hrs at 900oC, (c)
for 5hrs at 1100oC, (d) for 100hrs at 1100oC
Fig. 9. SEM micrographs of the oxidized specimen tested in air and He, taken at the center of the specimens
900oC, air, 5h 1100oC, air, 5h 900oC, He, 5h
1100oC, He, 100h 100h 100h 100h

23
Rupture, 82hrs, 48MPa (a) Surface (b) Inside
Fig. 10. Optical microstructure near the rupture region of the creep tested specimen, under 48MP of tensile creep
loading at 900oC
Rupture, 82hrs , 48MPa (a) tensile loaded specimen (b) oxidation specimen
Fig. 11. Comparison of the microstructures of loaded and unloaded specimens; (a) at uniform elongation area of
the creep tested specimen, 82hrs in air at 900oC and (b) oxidation tested specimen for 100hrs in air at 900oC.
0
0
DDD −=0.42
Loading direction
0
0
DDD −=0.06
Loading direction
8µm 30µm
80µm
25µm

24
(a) near surface (b) inner matrix
(c) near surface (d) Oxidation tested specimen
Fig. 12. Various features observed in the creep tested specimen (stress = 60MPa, for 5hrs in air at 900oC,
diameter reduction = 0.09); (a) Near surface optical microstructure, (b) Inner matrix SEM microstructure, and (c)
Near surface SEM microstructure, compared with (d) oxidation tested specimen for 5hrs in 900oC air.
Loading direction
25µm 50µm
20µm