Order-winning criteria and factory automation: an empirical study
10
Order-winning criteria and factory automation: an empirical study TONI M SOMERS and YASH P GUPTA* Abstract: In this paper we identify important market segments based on order-winning criteria, and examine how well they coincide with a firm's factory automation decisions. Cluster analysis of the results produced five groups of manufacturing firms who differ in the emphasis they accord 12 order-winning criteria. Situational factors and demographic variables are used to explain the differences, and establish the clusters as meaningful segments. Keywords: order-winning criteria, factory automation, manu- facturing and marketing strategy, cluster analysis I n recent years a preponderance of literature has focused on the new challenges faced by US manufacturing companies 1. US manufacturers declining competitiveness has been attributed to their lack of responsiveness to shrinking product lifecycles, proliferating product varieties, and escalating con- sumer expectations on quality, reliable delivery dates, and product functionality (e.g. see Hayes and Wheel- wright 2 and Gunn3). Many authors have warned about the consequences of this competitive decline. Cohn and Zysman 4, for example, suggested that many service jobs are directly linked to their manufacturing counter- parts, and that from one to seven service jobs may be lost for every manufacturing job that is lost. In response to this declining competitiveness, how- ever, a growing number of organizations have intro- duced factory automation (FA) technologies, such as computer aided manufacturing (CAM), flexible manu- facturing systems (FMS) and computer integrated manufactuing (CIM) systems. General Motors, for example, has spent more than $40 billion over the past six years modernizing its production capacity, with much of this sum spent on FA 5. Department of Finance and BusinessEconomics,School of Business, Wayne State University, Detroit, MI 48202, USA *Department of Management, School of Business, University of Louisville, Louisville, KY 40292, USA Hill 6 argued that the choice of manufacturing technologies must be dependent upon their ability to support organizations competitively in the market- place. Manufacturing capabilities provided by these technologies pose several implications for a business in terms of the volume and variety of products that can be marketed, and influence the speed with which market- ing can respond to changing customer needs. The alignment of manufacturing capabilities and marketing strategies will, therefore, contribute significantly to the overall success of the organization. The wrong fit, however, will cause the organization to be well wide of the mark 6. Support for the integration of manufactur- ing capabilities with marketing strategies has come from both manufacturing and marketing researchers and practitioners 7-9. Hill concluded that: '[The] inconsistency between market and manufac- turing process capability, in terms of supporting the business specification of its products can be induced by changes in the market or process investments, or a combination of the two. In all instances, the mismatch is created by the fact that the investments within manufacturing are both significant and fixed in nature. On the other hand, corporate marketing decisions can be relatively transient in nature, should a company so decide. While this allows for change and repositioning, manufacturing decisions bind the business for years ahead. Thus, linkage between these two parts of a business is not just a felt need, but a reality requiring strategic awareness, recognition, and action.' Marketing strategies are based on the concept of market segmentation. Most organizations segment their market on the basis of product sold or customer type. Management typically assumes that the segment- ation used for marketing strategy is adequate, even correct, for manufacturing. This assumption, however, can deter the effective development of manufacturing strategies 7. A basic chemical company, for example, 0951-5240/92/030219-10 © 1992 Butterworth-Heinemann Ltd Vol 5 No 3 August 1992 219
Transcript of Order-winning criteria and factory automation: an empirical study

Order-winning criteria and factory automation: an
empirical study
TONI M SOMERS and YASH P GUPTA*
Abstract: In this paper we identify important market segments based on order-winning criteria, and examine how well they coincide with a firm's factory automation decisions. Cluster analysis of the results produced five groups of manufacturing firms who differ in the emphasis they accord 12 order-winning criteria. Situational factors and demographic variables are used to explain the differences, and establish the clusters as meaningful segments.
Keywords: order-winning criteria, factory automation, manu- facturing and marketing strategy, cluster analysis
I n recent years a preponderance of literature has focused on the new challenges faced by US manufacturing companies 1. US manufacturers
declining competitiveness has been attributed to their lack of responsiveness to shrinking product lifecycles, proliferating product varieties, and escalating con- sumer expectations on quality, reliable delivery dates, and product functionality (e.g. see Hayes and Wheel- wright 2 and Gunn3). Many authors have warned about the consequences of this competitive decline. Cohn and Zysman 4, for example, suggested that many service jobs are directly linked to their manufacturing counter- parts, and that from one to seven service jobs may be lost for every manufacturing job that is lost.
In response to this declining competitiveness, how- ever, a growing number of organizations have intro- duced factory automation (FA) technologies, such as computer aided manufacturing (CAM), flexible manu- facturing systems (FMS) and computer integrated manufactuing (CIM) systems. General Motors, for example, has spent more than $40 billion over the past six years modernizing its production capacity, with much of this sum spent on FA 5.
Department of Finance and Business Economics, School of Business, Wayne State University, Detroit, MI 48202, USA *Department of Management, School of Business, University of Louisville, Louisville, KY 40292, USA
Hill 6 argued that the choice of manufacturing technologies must be dependent upon their ability to support organizations competitively in the market- place. Manufacturing capabilities provided by these technologies pose several implications for a business in terms of the volume and variety of products that can be marketed, and influence the speed with which market- ing can respond to changing customer needs. The alignment of manufacturing capabilities and marketing strategies will, therefore, contribute significantly to the overall success of the organization. The wrong fit, however, will cause the organization to be well wide of the mark 6. Support for the integration of manufactur- ing capabilities with marketing strategies has come from both manufacturing and marketing researchers and practitioners 7-9. Hill concluded that:
'[The] inconsistency between market and manufac- turing process capability, in terms of supporting the business specification of its products can be induced by changes in the market or process investments, or a combination of the two. In all instances, the mismatch is created by the fact that the investments within manufacturing are both significant and fixed in nature. On the other hand, corporate marketing decisions can be relatively transient in nature, should a company so decide. While this allows for change and repositioning, manufacturing decisions bind the business for years ahead. Thus, linkage between these two parts of a business is not just a felt need, but a reality requiring strategic awareness, recognition, and action.'
Marketing strategies are based on the concept of market segmentation. Most organizations segment their market on the basis of product sold or customer type. Management typically assumes that the segment- ation used for marketing strategy is adequate, even correct, for manufacturing. This assumption, however, can deter the effective development of manufacturing strategies 7. A basic chemical company, for example,
0951-5240/92/030219-10 © 1992 Butterworth-Heinemann Ltd
Vol 5 No 3 August 1992 219

Order-winning criteria and factory automation
identified two market segments, the pulp and paper market and the water treatment market. The manage- ment of this organization then attempted to develop manufacturing strategies for the two segments. On a deeper examination, however, it was found that other segments were more appropriate from a manufacturing perspective - markets where delivery was a high priority, and markets where cost was a high priority. These two manufacturing-relevant segments cut across both the pulp and paper and water treatment segments 1°.
Hill 6 proposed a framework to link manufacturing with corporate marketing decisions. This framework enables an organization to assess the degree to which manufacturing can support its products in the market- place by identifying order-winning criteria (criteria which enables products to win orders in the market place), and matching it with appropriate manufacturing processes and infrastructure necessary to support them. His approach involves identifying important market segments distinguished by order-winning criteria, and examining how well they match up with process choices. Similarly, these market segments would also effect the decisions related to manufacturing tech- nology.
Recently, Fitzsimmons et al. 1 extended Hill's frame- work by arguing for the integration of design, manufacturing, and marketing strategies. They sug- gested that for a business organization interested in a product-market segment has to position itself along several dimensions such as price, quality, speed, flexibility, and service. Depending on the product- market segment of interest, some of these dimensions become necessary to qualify into a market, and the remaining dimensions help to win an order.
The purpose of this paper is to examine the relationship between the market segments defined by order-winning criteria (including both under the control of manufacturing and design), and factory automation decisions; for example, the extent to which FA has been implemented, the extent of integration of automated systems, and the extent to which the concerns for short-term profits have severely restrained the adoption of FA.
Methodology
Primary data for this study were collected from top level personnel (e.g. CEOs, president and vice president of manufacturing, and other operating executives who had the proper qualifications to provide reliable and knowledgeable information) of large manufacturing firms (with 500 or more employees) by means of a self-addressed mail questionnaire.
The research instrument was designed and pretested in consultation with three academicians, four CEOs of manufacturing organizations, and three management consultants, whose collective experience extended across a broad range of manufacturing organizations. Dillman's 11 Total Design Method (TDM) principles of
mail questionnaire construction and implementation procedures were used in this survey. A total of 1600 questionnaires were mailed nationwide to five types of US manufacturing firms obtained from a mailing list directory: precision machinery, electrical and elec- tronics, industrial machinery, metal products, and automobile and automotive parts manufacturers. Approximately 51 firms declined as a general corporate policy to participate in mail survey studies, and 207 were returned by the postal service marked as undeliverable. Approximately 279 questionnaires were returned (ten were unusable because of missing data), representing a response rate of 21%.
One of the questions in this survey asked respon- dents to specify the extent to which the following 12 order-winning criteria were important to their firm's corporate mission: product research, product develop- ment, product design, after sales service, price, product quality, delivery on schedule, rapid delivery, cost minimization, quality assurance, flexibility to volume changes, and flexibility to customer specification changes. Each respondent was asked to assign import- ance to each order-winning criterion using a five-point likert-type scale ranging from (1) totally unimportant to (5) very important. Our brief was to explore the clustering of these variables, based on the importance value assigned to each of these items, to see if patterns of response would emerge. The advantage of using cluster analysis is the inclusion of more than two dimensions for sorting manufacturing firms into strat- egic groups.
Data analysis
The first stage in the analysis was to calculate the mean for each of the order-winning criteria based on the total sample of 269 manufacturing firms that responded. An examination of the rank order of the 12 dimensions indicates the relative importance the sample attached to the various order-winning criteria.
The second stage in the analysis involved a cluster analysis of the respondents to assess the consistency of opinion within the sample regarding the relative importance of the order-winning criteria. This tech- nique enabled us to segment the firms, differing as to the relative significance associated with the order- winning criteria, which may provide a basis for understanding their FA decisions.
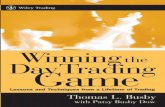
A two-stage clustering approach was employed to segment the manufacturing firms. Figure 1 is a schematic representation of the procedure. As a preliminary analysis, Ward's minimum variance hier- archical method was used to examine the order of clustering of firms, identify and eliminate outliers, and determine a candidate number of 'natural' clusters in the data. A non-hierarchical, nodal clustering tech- nique known as the 'K-means' method was applied to help determine the most appropriate number of manufacturing firm clusters, and to look for the existence of important differences between the group
220 Computer-Integrated Manufacturing Systems

Average linkage or Ward's minimum variance method
Preliminary cluster solution
I. Select candidate number of clusters 2.Obtain centroids of clusters :3. Eliminate outliers
Iterative partitioning algorithm using cluster centroids of preliminary analysis as starting points (outliers not included)
I Final cluster solution I
Figure 1. Two-stage clustering
of respondents. The ultimate goal was to arrive at clusters of firms which have high internal (within-cluster) homogeneity and high external (between-cluster) heterogeneity 12. Once the clusters were formed, they must be compared to get some idea of how they differ, and examined to see who they consist of. The most straightforward approach was to compare the resulting clusters with respect to their means and rankings of the 12 order-winning criteria.
The final stage of the analysis involved an attempt to distinguish the manufacturing firms that were isolated by means of the cluster analysis on the basis of the situational factors and demographic variables listed in Table 1.
Alternative cluster solutions
The choice to report five clusters was not arbitrary. The clustering algorithm examined differences among manufacturing firms along the 12 order-winning cri- teria. It began by seeking the lowest 12-dimensional distances between firms, because the initial stage of the
T M SOMERS AND Y P GUPTA
clustering process was hierarchical. The pairs of firms with the smallest distance between them was chosen as the node of the first cluster, and the average values of that pair computed as additional points were added to this cluster. Furthermore, clusters began to be formed around the most similar pairs of firms first, and these grow outward to form five non-homogeneous groups of firms.
The appropriate number of clusters will be a trade-off between parsimony and one's need for detail. The researchers had the problem of deciding how many clusters (between 1 and n) provided the most meaningful portrayal of the data. The general rule of thumb is to look for a pronounced increase in the 'tightness' of the clusters, as measured by the mean square error, as the algorithm progressively combines groups; for example, moves from a 5-cluster to a 4-cluster solution 13. Although there is no optimal procedure for choosing the number of clusters, the five clusters extracted by the algorithm as being a satisfactory number was clearly identifiable.
Alternative cluster solutions (two through seven node passes) were examined, but produced clusters that lacked clear-cut groupings. There was little difference between the clusters, and they were not readily identifiable.
Validity issues
Even after careful analysis of a data set and the determination of a final cluster solution, the researcher has no confirmation of having arrived at a meaningful and useful set of clusters. A cluster solution can be obtained even when there are no natural groupings in the data. Some test or set of tests are generally applied to determine whether the solution differs significantly from a random solution. As with other multivariate statistics, one must demonstrate the reliability and external validity of a cluster solution in addition to its statistical significance. Reliability may be established by cross-validation, while external validity requires demonstrating that the clusters have utility in some larger sense. Numerous authors (for example, Sherman and Sheth 14) have recommended the cross-validating of cluster solution, and many methods for doing so have been proposed. Mclntyre and Blashfield 15 propose an approach to cross-validation which we use here. Cluster analysis was first carried out using only half of the observations. Once a statistically significant cluster solution was identified, cluster centroids were obtained. Firms in the hold-out data set were assigned to one of the clusters based on the smallest Euclidean distance to a cluster centroid vector. The degree of agreement between the nearest-centroid assignments of the hold-out sample and the results of the cluster analysis of the hold-out sample provided an indication of the stability of the solution. A coefficient of agreement, Cohen's 16 kappa, was computed as a measure of stability. Since it indicated strong similarity
Vol 5 No 3 August 1992 221

Order-winning criteria and factory automation
Table 1. Situational factors and demographic variables used to profile clusters
Q1 Which category best describes your manufacturing environment?
1 Process 2 Discrete 3 Repetitive 4 Jobshop
Q2 Please circle the appropriate overhead cost allocation method employed in your organization.
1 Labour-hour 2 Machine-hour 3 Combination 4 Other
Q3 Please indicate below the extent to which you have implemented factory automation (FA) in your SBU.
1 Computer aided analysis (CAD) 2 Computer aided manufacturing (CAM) 3 Computer aided engineering (CAE) 4 Computer aided process planning (CAPP) 5 Computer aided testing (CAT) 6 Automated guided vehicles (AGV) 7 Automated storage/retrieval systems
(AS/RS) 8 Flexible manufacturing systems (FMS) 9 Group technology (GT)
Q4 In which stage would you classify your SBU's FA system?
1 Early-implementation to mid- implementation
2 Late implementation (near completion) 3 Implementation completed in last year 4 Implementation completed over 1 year ago
Q5 Please indicate below the capital budgeting technique employed to justify all investment decisions on automation projects.
1 Payback period 2 Internal Rate of Return 3 Net Present Value 4 Combinations
Q6 Please indicate below the expected payback period of your typical factory automation investments.
1 Two years 2 Three years 3 Four years 4 Five years 5 Six to ten years
Q7 Factory automation projects require an extraordinary amount of financial investment. It may significantly drain a company's financial
resources and thus hinder its capability of short-term profits. Please indicate below if the concern for short-term profits have restrained your company in aggressively adopting FA.
The concerns for short-term profits have severely restrained my firm from more aggresively adopting FA.
1 Strongly agree 2 Agree 3 No opinion 4 Disagree 5 Strongly disagree
Q8 Now we would like to ask you to indicate below by circling the appropriate number the percentage of your SBU's factory operations which have already been automated
1 0% 2 0-50% 3 51-80% 4 81-100%
Q9 Please indicate below by circling an appropriate number the status of the integration of automated systems in your SBU.
1 No integration attempted as yet 2 Still in the planning stage 3 Order entry, product design, manufacturing
and shipping 4 Marketing, finance, personnel, R&D,
manufacturing 5 fully integrated
Q10 Please indicate the range of annual sales ($) of your organizational unit.
_ _ Less than 25 million _ _ 251m to 500m _ _ 25m to 50m _ _ 501m to 1000m _ _ 51m to 100m _ _ Over 1000m _ _ 101m to 250m
Q l l Total number of employees (operations and administration).
_ _ under 10 _ _ 251 to 500 10 to 50 _ _ 501 to 1000 51 to 100 1001 to 5000 101 to 250 _ _ 5001 to 10 000
_ _ over 10000
Q12 Category that best describes your business (or major business)
1 Precision machinery 2 Electrical and electronics 3 Industrial machinery 4 Metal products 5 Automobile and auto parts
222 Computer-Integrated Manufacturing Systems

(0.84), the researchers felt that this indicated an acceptable level of stability had been obtained, and the data sets could then be combined to obtain the final solution.
Resul t s
This section describes the characteristics of the clusters extracted by the algorithm. Specifically, we attempt to distinguish the five groups of manufacturing firms that were isolated by means of the cluster analysis on the basis of the importance these firms assigned to the 12 order-winning criteria, situational factors, and demo- graphic variables.
Cluster characteristics - order winning criteria variables
From the comparative profiles of the clusters on the various order-winning criteria, it is usually easy to draw a thumbnail sketch of the distinguishing qualities of the clusters. Table 2 presents findings with respect to the relative importance manufacturing firms assigned to the order-winning criteria. Results of the analysis for the total sample indicate that firms perceive the
T M SOMERS AND Y P GUPTA
following order-winning criteria as most important to their firm's corporate mission: product quality, delivery on schedule, quality assurance and after sales service. Flexibility to volume changes, rapid delivery and product research are ascribed as least important of the order-winning criteria.
Firms comprising cluster 1, representing 38% of the sample respondents, view product quality, delivery on schedule, quality assurance, cost minimization, and price as the five most important order-winning criteria. Cluster 2 firms, representing 21% of the respondents, ascribe significantly greater importance to product quality, delivery on schedule, quality assurance, flexibility to volume changes, and cost minimization. Comparable to those firms in clusters 1 and 2, product quality is the single most important order-winning criteria for the firms in cluster 3, followed by quality assurance, product design, delivery on schedule, and product development. For the firms in cluster 4, product design is the single most important criteria, followed by after sales service, price, product develop- ment, and delivery on schedule. Cluster 5 firms ascribe significantly greater importance to all 12 criteria as revealed by the larger means. Cluster 5 firms appar- ently regard product quality as the single most
Table 2. Description of sample clusters by means and standard deviation values
Total Total sample Cluster 1 Cluster 2 Cluster 3 Cluster 4 Cluster 5 Sample Mean Std. Dev Rank Mean Rank Mean Rank Mean Rank Mean Rank Mean Rank
Order-winning criteria N=269 N=269 N=I01 N=57 N=31 N=41 N=39
Product quality 4.451 0.660 1 4.673 1 4.913 1 4.548 1 3.781 8 4.872 1 (0.4714) (0.6392) (0.7229) (0.6524) (0.3387)
Delivery on schedule 4 .317 0.774 2 4.643 2 4.028 2 4.032 4 3.975 5 4.693 5 (0.5583) (0.7744) (0.6575) (0.4229) (0.5208)
Quality assurance 4.272 0.747 3 4.584 3 4.001 3 4.291 2 3.317 11 4.864 2 (0.4953) (0.7071) (0.5884) (0.6496) (0.3655)
After sales service 4.101 0.799 4 4.416 6 3.456 9 3.581 7 4.195 2 4.538 7 (0.5526) (0.7808) (0.8475) (0.6008) (0.7199)
Product design 4.089 0.825 5 4.376 8 2.894 12 4.129 3 4.268 1 4.821 3 (0.5450) (0.6460) (0.4995) (0.4486) (0.3888)
Cost minimization 4.059 0.777 6 4.535 4 3.895 5 3.354 10 3.731 10 4.079 9 (0.5013) (0.6731) (0.6082) (0.6334) (0.7844)
Product development 4 .037 0.763 7 4.287 9 3.105 11 4.001 5 4.049 4 4.743 4 (0.5165) (0.6731). (0.4472) (0.6305) (0.4424)
Flexibility to customer 3.993 0.769 8 3.949 10 3.697 7 3.518 8 3.246 12 4.126 8 specification changes (0.6712) (0.4988) (0.5912) (0.6001) (0.6539)
Price 3.955 0.782 9 4.524 5 3.578 8 3.258 11 4.171 3 3.333 12 (0.5214) (0.5960) (0.7732) (0.5433) (0.6213)
Flexibility to volume 3.941 0.823 10 3.875 12 3.915 4 3.449 9 3.756 9 3.987 10 changes (0.6132) (0.6462) (0.6076) (0.5476) (0.6719)
Rapid delivery 3.911 0.874 11 4.401 7 3.859 6 2.709 12 3.853 7 3.947 11 (0.5685) (0.6106) (0.6426) (0.6914) (0.7333)
Product research 3.873 0.792 12 3.911 11 3.315 10 3.774 6 3.927 6 4.589 6 (0.6016) (0.8272) (0.9205) (0.6079) (0.6373)
Note: Values in parentheses are standard deviations.
Vol 5 No 3 August 1992 223

Order-winning criteria and factory automation
important criteria, followed by quality assurance, product design, product development, and delivery on schedule.
Cluster characteristics - situational factors and demographic variables
A variety of situational factors and demographic variables were used to interpret the clusters in manifest terms. The first cluster, consisting of 101 manufacturing firms, has several distinguishing features with respect to these situational factors and demographic variables. Most (62%) were large (39% had 1001 to 5000 employees) electrical and electronic jobshop firms, mainly (45%) with annual sales ranging from $501 million to $1000 million. Most (52%) of these firms employ labour-hour as their overhead cost allocation method. Over half (51%) the firms classified their factory automation systems in the early- to mid- implementation stage. Of these firms, 45% indicated that anywhere from 0-50% of their factory operations were already automated. The integration of automated systems in their order entry, product design, and manufacturing and shipping functions was reported by 41%. Almost every (97%) firm in this cluster had already implemented computer aided design (CAD), more than three-fourths (78% and 77%, respectively) had implemented both computer aided manufacturing (CAM) and flexible manufacturing systems (FMS), and about two-thirds (64%) had implemented computer aided engineering (CAE). Few (less than 10%) of these firms currently employ automated guided vehicles (AGV) or computer aided process planning (CAPP) technologies.
While factory automation projects require an extra- ordinary amount of financial investment that may significantly drain a firm's financial resources, and thus hinder its capability of short-term profits, approxi- mately 65% of the firms in this cluster disagreed that the concern for short-term profits had severely restrained their firm from more aggressively adopting FA. Two-thirds of these firms employed the payback period technique as the capital budgeting technique to justify all investment decisions on automation projects, and greater than half (53%) indicated that a two or three year expected payback period was typical for their automation investments.
Cluster 2 firms are described as predominantly (59%) metal product, jobshop firms, with mostly (48%) 501 to 1000 employees, and annual sales ranging from $501 million to $1000 million (40%). These firms typically employ a combination labour/machine hour overhead cost allocation method. The factory automa- tion systems of cluster 2 firms are mostly (52%) in the early- to mid-implementation stage of development. Firms in this cluster, in comparison to cluster 1 firms, reported more automation of their factory operations. Of these firms, 51% indicated that 51-80% of their factory operations were already automated. More specifically, the factory operations of these firms were
not as integrated as cluster 1 firms, who had integrated automated systems in their order entry, product design, manufacturing, and shipping functions. Further, cluster 2 firms (38%) indicated that integration of automated systems in their firms was still in the planning stage. Of these firms, 90% had already implemented CAD, 72% had implemented FMS, and more firms (55%) had implemented CAE than CAM (34%). Only 11 firms (19%) in this cluster reported the use of AGVs or CAPP technologies.
Many (59%) of the firms in this cluster disagreed that the concern for short-term profits had severely restrained their firm from more aggressively adopting FA. Of these firms, 51% employed the payback period technique to justify all investment decisions on automation projects, and greater than half (58%) responded that a two year expected payback period was typical for their factory automation investments.
Cluster 3 is composed primarily (49%) of precision machinery, jobshop, firms with less employees (55% have 251-500 employees, and only 30% have 501 employees or more), and a lower range of annual sales (over half, 52%, had sales between $51-100 million) than cluster 1 or 2 firms. Comparable to cluster 1 firms, most (59%) of these firms use the labour-hour overhead cost allocation method. Similar to cluster 1 and 2 firms, most (67%) cluster 3 firms classified their factory automation systems in the early- to mid- implementation stage; about three-fourths (74%) of these firms operations were currently 0 to 50% automated; and exactly half stated that order entry, product design, and manufacturing and shipping functions were integrated in their automated systems. The five most implemented factory automation tech- nologies of these firms were: CAD (96%), CAM (71%), CAE (52%), AS/RS (40%) and CAT (34%). Interestingly, very few (23%) of these firms had implemented FMSs.
The firms in this cluster were equally split with respect to whether the concern for short-term profits had severely restrained their firm from adopting FA. While 39% disagreed that this was a concern, 39% agreed. More firms (32%) in this cluster used the internal rate of return, in contrast to the payback period capital budgeting technique mainly used by cluster 1 and 2 firms, to justify all investment decisions on automation projects. The expected payback period for many (42%) of these firms typical automation investment was two years.
Cluster 4 consisted mainly of industrial machinery firms (51%), with 501-1000 employees (69%), and annual sales ranging from $501-1000 million (54%). The principal manufacturing environments of these firms were repetitive (44%) and jobshop (46%). Most (47%) of these firms use machine-hour as their overhead cost allocation method. Unlike firms in clusters 1 to 3, the automation systems of 25 of the 41 firms (61%) in this cluster are in the late implement- ation (near completion) stage. Among cluster 4 firms, about half (49%) reported that 51-80% of their factory
224 Computer-Integrated Manufacturing Systems

T M SOMERS AND Y P GUPTA
operations were already automated, and had integrated automated systems in order entry, product design, and manufacturing and shipping functions. Unlike firms in clusters 1 to 3, the single most implemented FA technology was FMSs (95%), followed by CAD (85%), CAM (80%), CAE (74%), and AS/RS (49%).
An overwhelming majority (79%) disagreed that the concern for short-term profits had severely restrained their firm from more aggressively adopting FA. Comparable to the firms in other clusters, most (80%) of these firms employed the payback period technique to justify investment decisions on automation projects, and many (74%) typically expect a two or three year payback period.
The final cluster, consisting of 39 firms, had several distinguishing features. This cluster had the greatest proportion (67%) of automobile and auto parts, jobshop firms. This cluster was comprised of smaller firms (78% have between 250-1000 employees). Firms with the lowest annual range of sales are in this cluster, i.e. the annual sales of 29 of these 39 (74%) firms ranged from $25-250 million. Cluster 5 firms (67%) generally employ the labour-hour overhead cost allocation method. Half (51%) of cluster 5 firms' FA systems are in the early- to mid-implementation stage. While over half of these firms specified that 0-50% of their factory oeprations were already automated, the largest proportion of firms (21%) with 0% of operations automated were also in this cluster. The integration of automated systems in order entry, product design, and manufacturing and shipping, was reported by 72% and 12% reported integration of their automated systems in marketing, finance, personnel, R&D, and manufacturing functions. The most imple- mented FA technologies of these firms are CAD (87%), CAM (59%), CAE (56%), CAT (39%), and FMS (36%).
About half (47%) strongly agree or agree that the concern for short-term profits severely restrained their firm from more aggressively adopting FA, while about half (49%) strongly disagree or disagree that this was a concern. Many (51%) of these firms use the net present value capital budgeting technique to justify all invest- ment decisions on automation projects, and 49% expect a three year payback period for these invest- ments.
Situational factors and demographic variables affecting importance of order-winning criteria - chi square tests for association and tests for differences between means
It was theorized that the importance of the order- winning cirteria for manufacturing firms in various clusters would be a function of the firm's situation, and related to demographic variables; for example, the stage of the firm's automation system, automation technologies currently in use by the firm, type of manufacturing firm, and size of the firm, to name but a few. To test this, chi square tests of association were obtained between various situational factors and
Table 3. Manufacturing firms cluster differences on situational factors and demographic variables (p > 0.05) *(p > 0.85)
Chi Significance Variable d.f. square level
Q1 Manufacturing environment of 12 14.732 0.25637* firm
Q2 Overhead cost allocation method 12 34.927 0.00045 employed in your organization
Q3 Extent towhich firmhas 32 67.660 0.00023 implemented factory automation (FA)
Q4 Stage of firm's FAsystem 12 43.451 0.00001 Q5 Capital budgeting technique 12 5.781 0.92669*
employed to justify all investment decisions on automation projects
Q6 Expectedpayback period of firm's 16 19.137 0.26160* typical factory automation investments
Q7 The concerns for short-term 16 45.573 0.00011 profits have severely restrained my firm from more aggressively adopting FA
Q8 Percentage of firm's factory 12 34.278 0.00060 operations which have already been automated
Q9 The status of the integration of 16 35.095 0.00385 automated systems in your firm
Q10 Range of annual sales of your 24 65.445 0.00001 organizational unit
Qll Total number of employees 32 52.819 0.01170 (operations and administration)
Q12 Category that best describes your 16 40.766 0.00399 business
demographic variables of the firm and the cluster membership.
Of the 12 variables analysed, the results presented in Table 3 indicate that the stage of the firm's automation systems, its annual sales, whether the concern for short-term profits had restrained the firm from more aggressively adopting FA, and the extent to which the firm had implemented FA were the most statistically significant discriminators among the cluster groups. It is particularly noteworthy, as seen in Table 3, that the manufacturing environment of the firm, capital budget: ing technique used to justify automation investment projects, and expected payback period of automation investments failed to significantly differentiate the clusters. A more detailed presentation of cluster profiles based on predominant situational and demo- graphic variables appears in Table 4a.
In Table 4b we present the means and standard deviations for another set of situational and demog- raphic variables to show further how these clusters differed. A one-way analysis of variance indicates overall differences in cluster means to be significant at the 0.05 level for all variables in Table 4b except three. This table suggests no significant intercluster differ- ences among means for age of firm, number of years
Vol 5 No 3 August 1992 225

Order-winning criteria and factory automation
Table 4. (a) Cluster profiles based on predominant situational and demographic variables; (b) cluster profiles based on predominant situational and demographic variables (values in parentheses are standard derivations; *p > 0.05)
Variables Cluster 1 Cluster 2 Cluster 3 Cluster 4 Cluster 5 N = 101 N = 57 N = 31 N = 41 N = 39
Manufacturing environment of firm Jobshop Jobshop Jobshop Combination Jobshop repetitive and jobshop
Overhead cost allocation method Labour hour Combination Labour hour Machine Labour hour of methods hour
Top fivefactoryautomationtechnologies a) CAD a) CAD a) CAD a) FMS a) CAD implemented (in order) b) FMS b) FMS b) CAM b) CAD b) CAM
c) CAM c) CAE c) CAE c) CAM c) CAE d) CAE d) CAM d) CAPP d) CAE d) CAT e) AS/RS e) AS/RS e) AS/RS e) AS/RS) e) FMS
Implementation stage of FA systems Early to mid Early to mid Early to mid Late Early to mid
Capital budgeting technique most used to justify Payback Payback Payback and Payback NPV investment on automation projects IRR
Typical expected payback period for FA investments (years)
Short-term profits have restrained firm from aggressively adopting FA
Percent of operations which have been automated(%)
Status of integration of automated systems
Range of annual sales (m) Total number of employees
Type of firm
2-3 2 2 2 3
Disagree Disagree Half agree Disagree Half disagree
Half strongly disagree/disagree Half strongly agree/agree
0-50 51-80 0-50 51-80 51-80
Order entry Still in Order entry Order entry Order entry Prod. design planning stage Prod. design Prod. design Prod. design Mfr. & ship. Mfr. & ship. Mfr. & ship. Mfr. & ship.
501-1000 501-1000 251-500 501-1000 25-250
1001-5000 501-1000 251-500 501-1000 251-1000
Electrical & Metal Precision Industrial Automobile & auto parts electronics products machinery machinery
(a)
Variables Cluster 1 Cluster 2 Cluster 3 Cluster 4 (N = I01) (N = 57) (N = 31) (N = 41)
Cluster 5 F - statistic prob. values (N = 39) in parentheses.
Production costs of firm: average percentage of labour intensive
Production costs of firm: average percentage of material intensive
Production costs of firm: average percentage of overhead intensive
Average percentage of firm's production: that is make to stock
Average percentage of firm's production: that is make to order
Average age offirm
Average years respondent has been employed with company
Average percent of firms sales generated outside US
Firms average R&D expenditure as a percentage of sales
Average percent of sales spent on costs of initiating and implementing product market innovations
53.079 47.281 25.871 56.878 11.718 F = 22.654 (31.068) (29.569) (20.038) (29.022) (7.837) (0.000)
28.257 33.368 43.194 27.707 54.538 F = 13.465 (22.408) (22.545) (18.134) (19.419) (18.801) (0.000)
16.574 17.140 28.968 15.171 31.487 F = 7.948 (15.023) (17.674) (16.245) (13.094) (14.661) (0.000)
59.248 53.035 39.001 61.415 32.103 F = 6.853 (32.813) (34.698) (34.401) (29.754) (32.368) (0.00002)
38.683 45.211 54.548 38.585 53.282 F = 2.426 (32.027) (34.513) (35.876) (29.754) (37.901) (0.0484)
31.287 24.071 26.323 28.001 27.385 F = 0.9922 (23.787) (16.960) (19.629) (19.895) (31.436) (0.4122)*
14.634 14.667 16.419 15.878 14.256 F = 0.4245 (8.098) (9.703) (10.411) (7.561) (9.835) (0.7908)*
10.554 10.018 14.484 9.732 23.513 F = 7.352 (10.825) (14.829) (17.873) (9.721) (20.207) (0.00001)
5.317 4.228 4.677 4.220 5.385 F = 1.138 (4.814) (3.742) (3.563) (2.641) (3.401) (0.33897)*
4.960 4.158 3.258 4.293 2.692 F = 3.124 (4.224) (3.391) (3.624) (3.251) (3.419) (0.01554)
(b)
226 Computer-Integrated Manufacturing Systems

the respondent has been with the firm, and the percentage the firm spends on R&D expenditures. How labour/material intensive the firm is appears to vary much across clusters. For example, cluster 4 firms are more labour intensive than cluster 5 firms, who appear to be more material intensive. The production policy of cluster 4 firms suggests that it is mainly make to stock, whereas cluster 3 and 5 firms are mostly make to order. Further, the table reveals that cluster 5 has the highest average percentage of its sales generated outside the US. The average percentage of sales these firms spent on costs of initiating and implementing product market innovation appears to be higher for cluster 1 firms than cluster 5 firms.
Discussion
The purpose of this paper was to identify important market segments based on order-winning criteria, and to examine how well they coincide with a firm's FA decisions. The results provided in Table 2 reveal that in all clusters, except cluster 4, product quality is the most important order-winning criterion. This is in conso- nance with the observation made by DeMeyer et a1.17 who suggested that American firms are mostly con- cerned with producing high quality products. Presum- ably, this is because they feel this is the most important order-winning criteria. Further, the results indicate that in two out of the five clusters, delivery on schedule ranks second in order of importance. Interestingly, the results of DeMeyer et al. 17 suggest that lead time reduction has been ranked as the second major concern by American firms. It would appear that these firms wish to deliver their goods on schedule by reducing lead times. As can be observed from this table, flexibility to customer specification changes, flexibility to volume changes and price are ranked relatively low in most of the clusters. This can be explained by the fact that quality, dependability, cost and flexibility as competi- tive priorities can only be addressed in a segmented manner rather than as alternative points of emphasis 17. The US firms are still evolving through the stages of quality and dependability, and have not progressed to the stages of cost and flexibility. Cox TM found that managers do not perceive flexibility to be an important consideration in their manufacturing organization. This concurs with the results found in this paper.
Table 3 indicates that all five clusters differ significantly on 12 questions related to demographic variables and FA decisions, except questions Q1, Q5, and Q6. Companies in cluster 4 who emphasize product design, after sales service and price as order-winning criteria, predominantly use machine hours as the overhead allocation method, and tend to be principally labour intensive and make to stock firms. Companies in clusters 1,3 and 5, however, use labour hours, and tend to be mostly material intensive, and make to order, except cluster 1, who are primarily more labour intensive and make to stock. Skinner 19 warned that most US companies are concerned with direct labour
T M SOMERS AND Y P GUPTA
efficiencies, and allocate overhead on direct labour. This forces them to focus on incorrect targets, as the direct labour costs exceed 10% of sales in only a few industries. He further suggested that this productivity paradox can be overcome to some extent by shifting their emphasis in cost accounting from labour hours to machine hours.
The companies in cluster 4 are at a later stage of FA implementation, with 51-80% of their operations being automated. These firms (and cluster 1 firms) tend to be older firms who had more time to automate their operations, as they had been in business longer than other firms. They disagree that the consideration for short-term profits have restrained them from aggres- sively adopting FA in the form of flexible manufac- turing systems. On the other hand, the companies in cluster 3 are relatively smaller, are at the early- to mid-stage of their implementation, and have fewer operations that are automated. The average age of the manufacturing executive who returned the survey is the oldest for this cluster, suggesting that these individuals may be averse to automating their operations. These results differ from other clusters, indicating that as the order-winning criteria change, an organization's FA decisions change accordingly.
Conclusions
This study of order-winning criteria and factory automation decisions has produced a variety of significant findings. It was found that manufacturing firms can be classified into five groups according to the importance they associated with 12 order-winning criteria. Product quality was the single most important order-winning criteria for firms in clusters 1, 2, 3 and 5, while product design was most important to cluster 4 firms. It was found that cluster membership was associated with certain characteristics of the firm. Twelve situational and demographic variables were examined to determine their usefulness in distin- guishing the clusters. Nine of the variables were found to yield statistically significant differences among the clusters, as revealed in Table 3. All of the significant variables may help managers and researchers better understand the decision process underlying factory automation choices.
In summary, although no causal linkage has been established, organizations should first attempt to identify order-winning criteria, which in turn will effect the decisions related to processes and infrastructure.
References
1 Fitzsimmons, J A, Kouvelis, P and Mallick, D N 'The design strategy and its interface with manufac- turing and marketing strategies: a conceptual framework', Proc. Decision Sci. Inst. Meeting, San Diego, CA (November 1990) pp 1507-1509
2 Hayes, R H and Wheelwright, S C Restoring our Competitive Edge, Wiley, New York (1984)
Vol 5 No 3 August 1992 227

Order-winning criteria and factory automation
3 Gunn, T G 'Manufacturing for Competitive Advan- tages', Ballinger Publishing, Cambridge, MA (1987)
4 Cohn, S C and Zysman, J Manufacturing Matters, Basic Books, New York (1987)
5 Krafcik, J F 'Triumph of the lean production system', Sloan Manage. Rev., Vo130 No 1 (1988) pp 41-52
6 Hill, T Manufacturing Strategy: Text and Cases, Homewood, IL (1989) p 54
7 Avishai, B and Taylor, W 'Customer drive a technology-driven company: an interview with George Fisher', Harvard Bus. Rev., Vol 67 No 6 (1989) pp 106-114
8 Day, G S 'The product life cycle: analysis and applications issues', J. Marketing, Vol 45 (1981) pp 60-67
9 Schlie, T W and Goldhar, J D 'Product variety and time based manufacturing and busirless manage- ment: achieving competitive advantage through CIM', Manuf. Rev., Vol 2 No 1 (1989) pp 32-42
10 Leonard, F S 'Integrating business and manufactur- ing strategies', in P E Moody (ed), Strategic Manufacturing: Dynamic New Directions for the 1990s, Irwin, Homewood, IL (1990) pp 316-403
11 Dillman, D A Mail and Telephone Surveys: The Total Design Method, Wiley, New York (1978)
12 Aaker, A 'Cluster analysis', in D A Aaker (ed), Multivariate Analysis in Marketing: Theory and Application, Wadsworth Publishing Co, Belmont,
CA (1971) pp 299, 322-333 13 Hambriek, C Strategies for Mature Industrial -
Product Businesses: a Taxonomic Approach, Work- ing Paper, Columbia University (January 1983)
14 Sherman, L and Sheth J N 'Cluster analysis and its applications in marketing research', in J N Sheth (ed), Multivariate Methods for Market and Survey Research, American Marketing Association (1977)
15 Melntyre, R M and Blashfield, R K 'A nearest centroid technique for evaluating the minimum variance clustering procedure', Multivariate Be- haviour Research, Vol 15 (1980) pp 225-238
16 Cohen, J 'A coefficient of agreement for nominal scales', Educ. Psychol. Measure., Vol 20 (1960) pp 37-46
17 DeMeyer, A, Nakane, J, Miller, J G and Ferdows, K 'Flexibility: the next competitive battle the manu- facturing futures survey', Strategic Manage. J., Vol 10 (1989) pp 135-144
18 Cox, J 'Toward the measurement of manufacturing flexibility', Prod. & Inventory Mange. J., (1989) pp 101-107
19 Skinner, W 'The productivity paradox', Harvard Bus. Rev., Vol 64 No 4 (July-August 1986) pp 98-106
20 Wheelwright, S C and Sasser, W E 'The new product development map', Harvard Bus. Rev., Vol 67 No 3 (1989) pp 112-125
228 Computer-Integrated Manufacturing Systems