On the reported attempts to radically improve the performance of the steam methane reforming reactor
10
REVIEW On the Reported Attempts to Radically Improve the Performance of the Steam Methane Reforming Reactor A. M. ADRIS** and B. B. PRUDEN* Department of Chemical and Petroleum Engineering, University of Calgary, Cdgay, AB T2N IN4 and C. J. LIM and J. R. GRACE Department of Chemical Engineering, University of British Columbia, 2216 Main Mall, Vancouver,BC V6T I24 Steam reforming of light hydrocarbons is a key step for producing hydrogen and syngas for important processes in the petroleum and petrochemical industries. Since the establishment of the SMR process in 1930, research and development have led to improved catalyst performance and improved reactor tube materials. Since about 1970, new reactor config- urations have been considered. The authors critically review recent attempts to radically improve the SMR reactor per- formance, analyze the areas of improvement and the suitability of proposed configurations for different reforming appli- cations. Le reformage a la vapeur d’hydrocarbures legers est une etape cle dans la production de I’hydrogene et du gaz de syn- these pour certains procedes importants des industries petroliere et petrochimique. Depuis la creation du procede de reformage a la vapeur (SMR) en 1930, la recherche et le developpement ont conduit a une amelioration de la perfor- mance des catalyseurs et des materiaux utilises dans les tubes des reacteurs. Depuis 1970 environ, de nouvelles config- urations de reacteurs sont considerees. Les auteurs menent une etude critique des recentes tentatives pour ameliorer rad- icalement la performance des reacteurs de SMR; ils analysent les domaines d’amelioration et de meilleure adaptabilite des configurations proposees pour differentes applications de reformage. Keywords: steadmethane reforming; reaction engineering; energy conservation; chemical reactor configuration. HISTORY OF SMR process for the conversion of hydrocarbons into hydro- A gen in the presence of steam was first described by Tessie du Motay and Marechal in 1868, where hydrocarbons and steam were passed over calcium oxide resulting in the formation of calcium carbonate and hydrogen. The applica- tion of nickel as catalyst for this process was claimed in 1889 by Mond (Rostrup-Nielsen, 1984). The industrial interest in the reforming process was reflected by patents of Dieffenbach and Moldenhauer in 1909 (Rostrup-Nielson, 1984) and by BASF in 1912 (Rostrup-Nielsen, 1984). The fmt detailed study of catalytic reaction between methane and steam to be published was apparently that of Neumann and Jacob (1924). Numerous patents were issued around 1930, reflecting extensive study of the reforming reaction. These patents described a process where a nickel catalyst is placed in externally heated tubes of alloy steel (Fraser, 1937). The first industrial steam reformer was installed at Baton Rouge by Standard Oil of New Jersey and commissioned in 1930 (Byme et al., 1932). Six years later a steam reformer was commissioned at ICI Bellingham (Rostrup-Nielsen, 1984). The reforming process was adopted mainly in the U.S. where natural gas was abundantly available as feedstock. **Sabic Industrial Complex, P.O. Box 42503, Riyadh 11551, Saudi *Author to whom correspondence should be addressed. Arabia. During the 1950’s, light distillate naphtha became an eco- nomic feedstock for steam reforming in Europe. At the same time, metallurgical developments made it possible to design reformers for operation at elevated pressures. Despite its negative effect on the equilibrium conversion, high pressure operation improved the efficiency of the overall process (Topsoe et al., 1967), because higher pressure facilitates heat recovery and results in savings in compression energy in ammonia and methanol plants. In 1962, two tubular reformers operating at around 1.5 MPa and using hgh mol- ecular weight hydrocarbons were commissioned by ICI. Less than five years later, a Topsoe reformer was operating at 4.0 MPa (Rostrup-Nielsen, 1984). IMPORTANCE OF THE SMR PROCESS Steam reforming of hydrocarbons, especially natural gas, is the most important and economic process for production of hydrogen and syngas needed in many chemical and petro- chemical processes (Van Hook, 1980; Rostrup-Nielsen, 1984; Wagner and Froment, 1992). Based on a plant started up in the US. in 1987, steam reforming of natural gas proved to be the most economic choice for syngas produc- tion (Goff and Wang, 1987, Table 1). Balthasar (1984) esti- mated that 76% of all hydrogen produced comes from steam reforming (primary and secondary) of natural gas. A recent record of available process licenses offered for ammonia and methanol synthesis plants (Petrochemical THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 74, APRIL, 1996 177
Transcript of On the reported attempts to radically improve the performance of the steam methane reforming reactor

REVIEW
On the Reported Attempts to Radically Improve the Performance of the Steam Methane Reforming Reactor
A. M. ADRIS** and B. B. PRUDEN*
Department of Chemical and Petroleum Engineering, University of Calgary, Cdgay , AB T2N IN4
and
C. J. LIM and J. R. GRACE
Department of Chemical Engineering, University of British Columbia, 2216 Main Mall, Vancouver, BC V6T I24
Steam reforming of light hydrocarbons is a key step for producing hydrogen and syngas for important processes in the petroleum and petrochemical industries. Since the establishment of the SMR process in 1930, research and development have led to improved catalyst performance and improved reactor tube materials. Since about 1970, new reactor config- urations have been considered. The authors critically review recent attempts to radically improve the SMR reactor per- formance, analyze the areas of improvement and the suitability of proposed configurations for different reforming appli- cations.
Le reformage a la vapeur d’hydrocarbures legers est une etape cle dans la production de I’hydrogene et du gaz de syn- these pour certains procedes importants des industries petroliere et petrochimique. Depuis la creation du procede de reformage a la vapeur (SMR) en 1930, la recherche et le developpement ont conduit a une amelioration de la perfor- mance des catalyseurs et des materiaux utilises dans les tubes des reacteurs. Depuis 1970 environ, de nouvelles config- urations de reacteurs sont considerees. Les auteurs menent une etude critique des recentes tentatives pour ameliorer rad- icalement la performance des reacteurs de SMR; ils analysent les domaines d’amelioration et de meilleure adaptabilite des configurations proposees pour differentes applications de reformage.
Keywords: steadmethane reforming; reaction engineering; energy conservation; chemical reactor configuration.
HISTORY OF SMR
process for the conversion of hydrocarbons into hydro- A gen in the presence of steam was first described by Tessie du Motay and Marechal in 1868, where hydrocarbons and steam were passed over calcium oxide resulting in the formation of calcium carbonate and hydrogen. The applica- tion of nickel as catalyst for this process was claimed in 1889 by Mond (Rostrup-Nielsen, 1984). The industrial interest in the reforming process was reflected by patents of Dieffenbach and Moldenhauer in 1909 (Rostrup-Nielson, 1984) and by BASF in 1912 (Rostrup-Nielsen, 1984). The fmt detailed study of catalytic reaction between methane and steam to be published was apparently that of Neumann and Jacob (1924). Numerous patents were issued around 1930, reflecting extensive study of the reforming reaction. These patents described a process where a nickel catalyst is placed in externally heated tubes of alloy steel (Fraser, 1937).
The first industrial steam reformer was installed at Baton Rouge by Standard Oil of New Jersey and commissioned in 1930 (Byme et al., 1932). Six years later a steam reformer was commissioned at ICI Bellingham (Rostrup-Nielsen, 1984). The reforming process was adopted mainly in the U.S. where natural gas was abundantly available as feedstock.
**Sabic Industrial Complex, P.O. Box 42503, Riyadh 11551, Saudi
*Author to whom correspondence should be addressed. Arabia.
During the 1950’s, light distillate naphtha became an eco- nomic feedstock for steam reforming in Europe. At the same time, metallurgical developments made it possible to design reformers for operation at elevated pressures. Despite its negative effect on the equilibrium conversion, high pressure operation improved the efficiency of the overall process (Topsoe et al., 1967), because higher pressure facilitates heat recovery and results in savings in compression energy in ammonia and methanol plants. In 1962, two tubular reformers operating at around 1.5 MPa and using hgh mol- ecular weight hydrocarbons were commissioned by ICI. Less than five years later, a Topsoe reformer was operating at 4.0 MPa (Rostrup-Nielsen, 1984).
IMPORTANCE OF THE SMR PROCESS
Steam reforming of hydrocarbons, especially natural gas, is the most important and economic process for production of hydrogen and syngas needed in many chemical and petro- chemical processes (Van Hook, 1980; Rostrup-Nielsen, 1984; Wagner and Froment, 1992). Based on a plant started up in the US. in 1987, steam reforming of natural gas proved to be the most economic choice for syngas produc- tion (Goff and Wang, 1987, Table 1). Balthasar (1984) esti- mated that 76% of all hydrogen produced comes from steam reforming (primary and secondary) of natural gas.
A recent record of available process licenses offered for ammonia and methanol synthesis plants (Petrochemical
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 74, APRIL, 1996 177

Handbook’93, 1993) indicates that all are based on natural gas as the feed stock and all licensers recommend steam methane reforming as a preferred method to obtain the hydrogen and syngas required for these two major industries.
The largest user of steam reforming is the ammonia industry. More than 80% of the world ammonia production is based on the steam reforming of hydrocarbons (Xu, 1988). Prentice (1986) reported that the annual sales of the ammonia-based fertilizer industry approached US $90 bil- lion, with the capital value of the world installed capacity being about $240 billion. This industry is an effective microcosm of the entire world economy, reacting to macro- economic changes.
Hydrocracking and hydrodesulfurization rank second in hydrogen consumption, only behmd ammonia synthesis. Hydrocracking is one of the main processes for producing light products from heavy oil, and one of the most important advances in petroleum refming in recent years. Hydro- desulfurization is also on the rise due to increasingly strict environmental regulations, resulting in more severe restric- tions on the sulfur content of fbels. A portion of the hydrogen consumed by these processes is provided by the catalytic reforming of naphtha in the refineries (for producing aro- matics or raising the octane number of gasoline). The remainder is usually produced by steam reforming of methane or other light hydrocarbons, and this will increase as naphtha reforming for octane improvement declines in response to legislation restricting benzene and other aromatics in transportation fuels.
Steam reforming of natural gas also provides the feed- stock for methanol synthesis, oxosynthesis and the Fischer- Tropsch process. The methanol can be used as an energy source, as a substitute for gasoline, or as a feedstock for the Mobil process to produce synthetic gasoline. In oxo-synthesis, the ‘0x0-gas’ (CO + H2) is used for hydroformylation of olefins to synthesize aldehydes and alcohols. The Fisher- Tropsch process produces hydrocarbons directly from the syngas produced by either steam reforming or partial oxida- tion of coal.
Another important application of steam methane reform- ing is to prepare the reducing gas for the direct reduction of iron, as the first step in converting raw iron ore to steel. The iron ore, which is primarily iron oxide, is contacted with an H,/CO reducing gas through a shaft h a c e to remove oxygen from the raw iron. The reduced iron, known as sponge iron, can then be treated to produce the desired steel product.
In a novel application, methane steam reforming coupled with the methanation process was used in the “EVA- ADAM” project in a closed thermodynamical cycle to trans- port the heat produced by a nuclear reactor to distant points of consumption (Xu, 1988). This program, sponsored by the German nuclear establishment Kernforschungsanlage (KFA) at Jiilich, was meant to develop high-temperature gas-cooled reactors targeted at both the electrical and chem- ical energy markets (Scott, 1987).
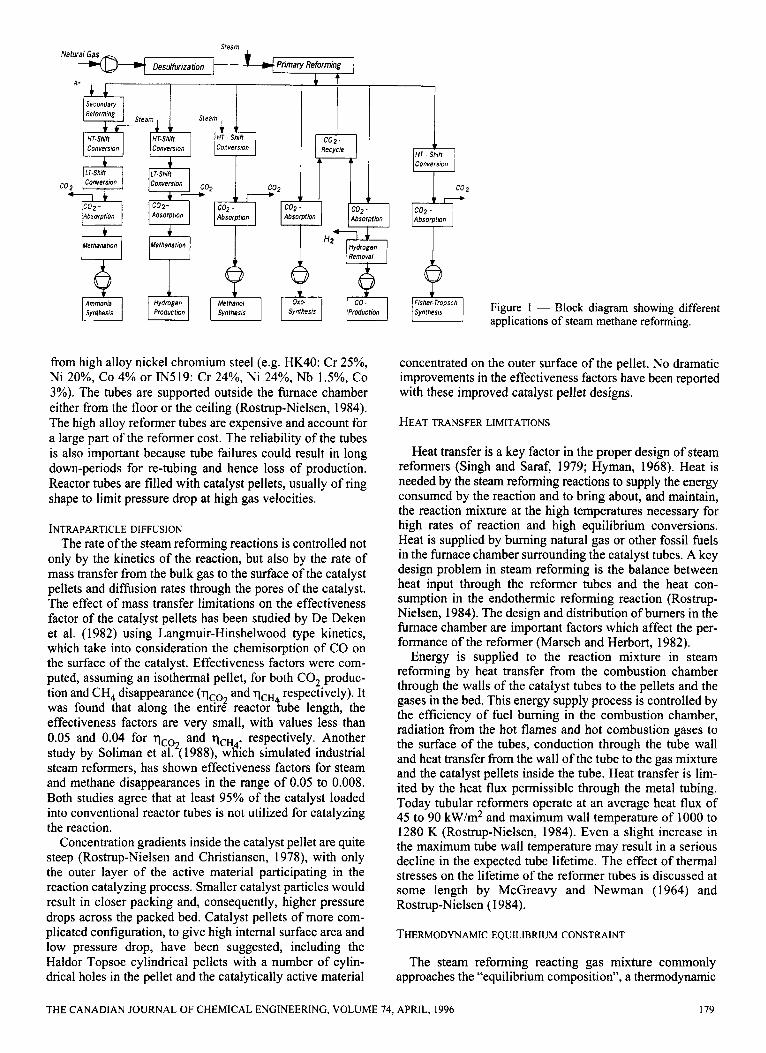
Figure 1 is a block diagram for the different applications of SMR, indicating the essential units in each process. The approximate percentages of hydrogedsyngas consumption are given by Balthasar (1984) as follows: ammonia synthe- sis: 36%; petroleum refining: 47% (approximately half for hydrocracking and the other half for hydrodesulfurization); methanol: 10%; with 7% for miscellaneous uses.
Hydrogen is also a fuel and hydrogen-fueled products are gaining footholds in different areas of application. In some applications, e.g. space vehicles, its importance reflects the lack of technical feasibility of the other fbel alternatives, such as thrust characteristics or response to conditions in space. Similarly, proposed transatmospheric vehicles - half aircraft, half spaceship - would have to use hydrogen. For some other applications, conventionally fueled products could be used, but hydrogen-fueled products have some clear advantages in cost, efficiency and environmental emis- sions. Typical examples of such applications are the envi- ronmental advantages of hydrogen mining vehicles over diesel vehicles and the efficiency benefits of hydrogen fuel cell power plants.
In a comprehensive study of the opportunities and chal- lenges of the hydrogen industry in Canada, the advisory group on hydrogen opportunities (Scott, 1987) projected that SMR will dominate in the production of hydrogen for at least three decades and be important for more than fifty years. Accordingly, they concluded that hydrogen produced by S M R will set the reference price for hydrogen. The report estimated the cost of hydrogen per unit energy to be 1.6 times the cost of natural gas, and this ratio may drop with improved methane steam reforming technologies. The report focused on the need to improve the energy efficiency of the steam reforming process, since the S M R is projected to be a key process in integrated resource systems. It also emphasized the need for economic and efficient purification technologies for fossil-derived hydrogen, like that produced by SMR, especially for hydrogen-fueled vehicles.
Design features and limitations of conventional SMR units
CONVENTIONAL SMR REACTOR DESIGN FEATURES
The main reactions taking place in steam reforming are:
. . . . . . . . . . . . . . . . . . . . (1)
(2)
(3)
In conventional S M R units, the steam reforming reactions are carried out in tubes containing catalyst particles heated in a fired furnace. Four different fiunace types are commonly used today (radiant wall, terrace wall, down-firing and up- firing types). The radiant-wall fired furnace (supplied by Topsoe and Selas) is side-wall fired from burners placed in several rows on the walls of the furnace chamber supplying heat to a single row of tubes. In terrace wall units (supplied by Foster Wheeler) the burners are placed in terraces along the side walls. Top-fired furnaces (supplied by Kellogg, ICI, etc.), which are the most common type, have several rows of tubes in the same furnace box separated by rows of burner in the furnace ceiling. Burners may also be placed in the bot- tom of the furnace (as practiced by Exxon). Different firng arrangements result in different temperature and heat flux profiles (Rostrup-Nielsen, 1984).
A typical reformer may contain 40 to 400 tubes. The internal tube diameter is in the range 70 to 160 mm, with a tube wall thickness of 10 to 20 mm. The heated length is 6 to 12 m, depending on furnace type. The tubes are made
CH, + H,O t) CO + 3 H,
CO + H,O f) CO, + H, . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . CH, + 2H,O c) CO, + 4 H,
178 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 74, APRIL, 1996
Secondary I Steam
Conversion
Absorption c 0 2 - Absorption
4 Methanation Methanation
Hydrogen
Steam I 1 Recycle Q
Absorption Absorption Absorptmn
Synfhesis Synthesis Production
from high alloy nickel chromium steel (e.g. HK40: Cr 25%, Ni 20%, Co 4% or IN519: Cr 24%, Ni 24%, Nb 1.5%, Co 3%). The tubes are supported outside the furnace chamber either from the floor or the ceiling (Rostrup-Nielsen, 1984). The high alloy reformer tubes are expensive and account for a large part of the reformer cost. The reliability of the tubes is also important because tube failures could result in long down-periods for re-tubing and hence loss of production. Reactor tubes are filled with catalyst pellets, usually of ring shape to limit pressure drop at high gas velocities.
INTRAPARTICLE DIFFUSION The rate of the steam reforming reactions is controlled not
only by the kinetics of the reaction, but also by the rate of mass transfer from the bulk gas to the surface of the catalyst pellets and diffusion rates through the pores of the catalyst. The effect of mass transfer limitations on the effectiveness factor of the catalyst pellets has been studied by De Deken et al. (1 982) using Langmuir-Hinshelwood type kinetics, which take into consideration the chemisorption of CO on the surface of the catalyst. Effectiveness factors were com- puted, assuming an isothermal pellet, for both CO, produc- tion and CH, disappearance (qco2 and qcH4 respectively). It was found that along the entire reactor tube length, the effectiveness factors are very small, with values less than 0.05 and 0.04 for qco2 and qcH , respectively. Another study by Soliman et al. (1988), wffich simulated industrial steam reformers, has shown effectiveness factors for steam and methane disappearances in the range of 0.05 to 0.008. Both studies agree that at least 95% of the catalyst loaded into conventional reactor tubes is not utilized for catalyzing the reaction.
Concentration gradients inside the catalyst pellet are quite steep (Rostrup-Nielsen and Christiansen, 1978), with only the outer layer of the active material participating in the reaction catalyzing process. Smaller catalyst particles would result in closer packing and, consequently, higher pressure drops across the packed bed. Catalyst pellets of more com- plicated configuration, to give high internal surface area and low pressure drop, have been suggested, including the Haldor Topsoe cylindrical pellets with a number of cylin- drical holes in the pellet and the catalytically active material
Conversion
Figure 1 - Block diagram showing different applications of steam methane reforming.
concentrated on the outer surface of the pellet. No dramatic improvements in the effectiveness factors have been reported with these improved catalyst pellet designs.
HEAT TRANSFER LIMITATIONS
Heat transfer is a key factor in the proper design of steam reformers (Singh and Saraf, 1979; Hyman, 1968). Heat is needed by the steam reforming reactions to supply the energy consumed by the reaction and to bring about, and maintain, the reaction mixture at the high temperatures necessary for high rates of reaction and high equilibrium conversions. Heat is supplied by burning natural gas or other fossil fuels in the furnace chamber surrounding the catalyst tubes. A key design problem in steam reforming is the balance between heat input through the reformer tubes and the heat con- sumption in the endothermic reforming reaction (Rostrup- Nielsen, 1984). The design and distribution of burners in the furnace chamber are important factors which affect the per- formance of the reformer (Marsch and Herbort, 1982).
Energy is supplied to the reaction mixture in steam reforming by heat transfer from the combustion chamber through the walls of the catalyst tubes to the pellets and the gases in the bed. This energy supply process is controlled by the efficiency of fuel burning in the combustion chamber, radiation from the hot flames and hot combustion gases to the surface of the tubes, conduction through the tube wall and heat transfer from the wall of the tube to the gas mixture and the catalyst pellets inside the tube. Heat transfer is lim- ited by the heat flux permissible through the metal tubing. Today tubular reformers operate at an average heat flux of 45 to 90 kW/m2 and maximum wall temperature of 1000 to 1280 K (Rostrup-Nielsen, 1984). Even a slight increase in the maximum tube wall temperature may result in a serious decline in the expected tube lifetime. The effect of thermal stresses on the lifetime of the reformer tubes is discussed at some length by McGreavy and Newman (1964) and Rostrup-Nielsen (1 984).
THERMODYNAMIC EQUILIBRIUM CONSTRAINT
The steam reforming reacting gas mixture commonly approaches the “equilibrium composition”, a thermodynamic
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 74, APRIL, 1996 179

situation at which the net rate of all reactions equals zero. The state of equilibrium, which is independent of the catalyst activity, is very nearly achieved in tubular reformers, pro- vided that sufficient residence time is given for gas-solid contacting. Thermodynamic equilibrium depends on three operating variables: temperature, pressure and steam-to- carbon molar feed ratio (S/C).
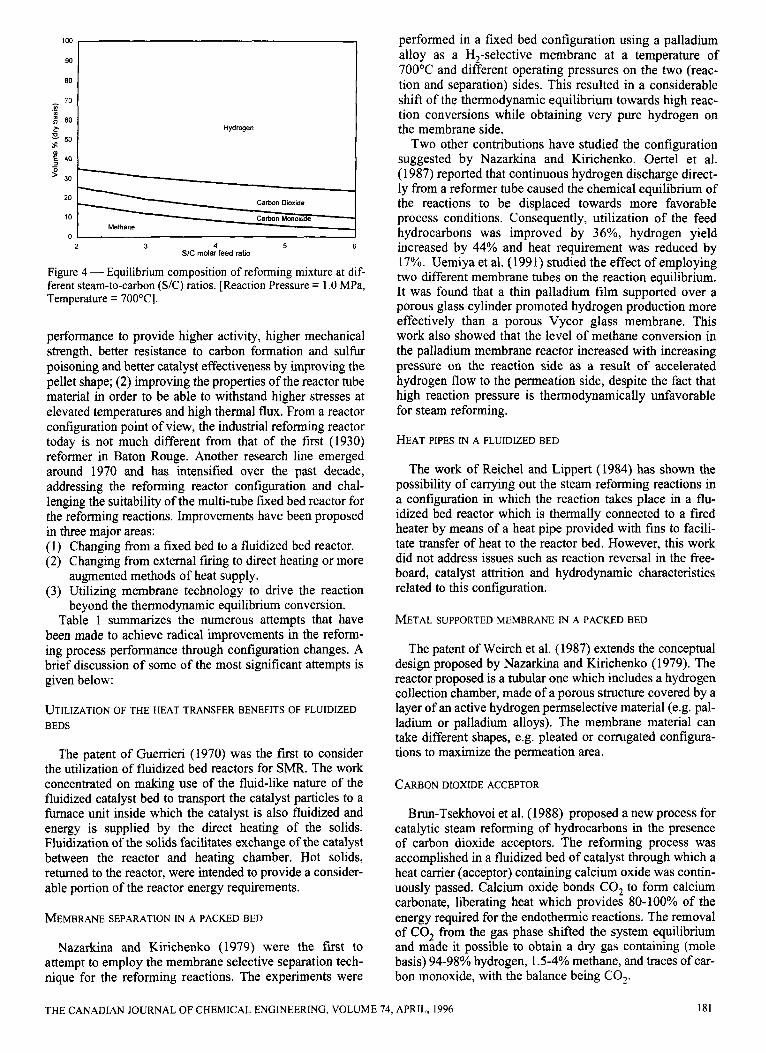
As shown by Figure 2, the conversion of methane, as well as hgher equilibrium CO/CO, ratios, are favored by high temperature. This is because high temperature favors reac- tions (1) and (3), while suppressing reaction (2). The higher the temperature, the higher the methane conversion into H,, CO and CO, and the lower the CO conversion into CO,. Figure 3 reflects the opposite effect of the reaction pressure to that of temperature, as it shows that higher pressures favor lower CH, conversion, i.e. lower hydrogen produc- tion, as well as lower CO/CO, ratios. This is because the increase in the total number of moles according to reaction (1) is higher than that due to reaction (3), which makes the production of CO, at higher pressure favored over CO pro- duction. Figure 4 shows that higher S/C ratios favor higher CH, conversions but lower CO/CO, ratios. This is because steam promotes the forward reaction for all three reactions. From stoichiometry, excess steam favors the conversion of methane through reaction (3), which takes two moles of H,O for each mole of CH,, rather than reaction (1) which requires one mole of each reactant.
The above analysis indicates that: (1) High temperature has a positive influence on the reaction conversion. However, the reformer is limited by the ability of the reactor tube material and the catalyst to stand high wall tempera- tures and high thermal fluxes, and by carbon formation which is promoted by high temperatures. (2) High pressure has a negative effect on the reaction conversion, yet eco- nomic aspects require high pressure operation for better heat recovery and lower compression costs for downstream processes operating under high pressures, e.g., in ammonia and methanol production. (3) High steam to carbon (S/C) ratios enhance hydrogen production, but excess steam bur- dens the process economics, while some applications, e.g. methanol production and 0x0-synthesis, require high CO/CO, ratios which are reduced by high S/C ratio.
CARBON FORMATION
The formation of carbon or coke is a major problem in the operation of an industrial steam reformer, not only because of catalyst deactivation, but also because of the severe con- sequences of the maldistribution of heat and the danger of tube metal failure due to overheating caused by formation of “hot spots”, “hot bands” or “hot tubes”. When the concentra- tions of steam and hydrogen fall below certain limits, carbon is formed, as can be shown by a thermodynamic analysis. Also, bed channeling and intraparticle diffusion may cause maldistribution of reaction species on the catalyst active sites, leading to carbon formation. The minimum concentra- tions of H,O and H, in the reacting mixture, below which carbon forms thermodynamically, can be calculated by solv- ing the following equations simultaneously (Xu, 1988):
K, = Pco PH,3/(PcH, PH20). . . . . . . . . . . . . . . . . . (4)
K, = Pco, PHJ(PCO PH20) .................... ( 5 )
K6 = a, PH2,/PCH4 . . . . . . . . . . . . . . . . . . . . . . . .
100
80 I 70
d 60 t.
50
- v) ._
m 5 40 ’ 30 -
20
10
0
Hydrogen
Methane
500 600 7M) 800 900 Temperature, ‘C
Figure 2 - Equilibrium composition of reforming mixture at dif- ferent temperatures. [Reaction Pressure = 1 .O MPa, S/C = 3.01.
100
80 I 70
2 60 f
50
- v) u)
Hydrogen
Carbon Dioxde
20
Methane
I 0 0 0 5 1 0 1 5 2 0 2 5 30
Pressure, MPa
Figure 3 - Equilibrium composition of reforming mixture at dif- ferent reaction pressures. [Temperature = 700°C, S/C = 3.01.
where Pi is the partial pressure of component i and a, is the activity of the carbon formed. Paloumbis and Petersen (1982) reported that the experimental value for the mini- mum steam-to-carbon ratio for carbon formation is higher than the thermodynamically predicted value. For example, at an operating temperature of 9OO0C, it was experimentally found that the S/C ratio should be kept over 1.3 to avoid coke formation, while thermodynamic calculations estimated no carbon formation at S/C ratios above 1.0. They concluded that studying the coke formation kinetically (mechanisms and rates of reactions) is important for the design of the reformer. Carbon formation is usually bal- anced by steam oxidation of carbon. This reaction is contin- uously taking place during the normal reformer operation due to the presence of steam in the reacting mixture. Steaming with pure steam is also used when the catalyst shows clear deactivation by the coke formed. The coke for- mation problem is analyzed more rigorously by Paloumbis and Petersen (1 982).
Reported attempts to radically improve SMR performance
Research and development efforts to improve the SMR process have proceeded primarily along two lines since the establishment of the process: (1) improving the catalyst
180 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 74, APRIL, 1996
80 I 70
60 f 73 50
- u)
Hydrogen
Carbon Dioxide 20
Methane J
2 3 4 5 6 S/C molar feed ratio
Figure 4 - Equilibrium composition of reforming mixture at dif- ferent steam-to-carbon (S/C) ratios. [Reaction Pressure = 1 .O MPa, Temperature = 700°C].
performance to provide higher activity, higher mechanical strength, better resistance to carbon formation and sulfur poisoning and better catalyst effectiveness by improving the pellet shape; (2) improving the properties of the reactor tube material in order to be able to withstand higher stresses at elevated temperatures and high thermal flux. From a reactor configuration point of view, the industrial reforming reactor today is not much different from that of the first (1930) reformer in Baton Rouge. Another research line emerged around 1970 and has intensified over the past decade, addressing the reforming reactor configuration and chal- lenging the suitability of the multi-tube fmed bed reactor for the reforming reactions. Improvements have been proposed in three major areas: (1) Changing from a fixed bed to a fluidized bed reactor. (2) Changing from external firing to direct heating or more
augmented methods of heat supply. (3) Utilizing membrane technology to drive the reaction
beyond the thermodynamic equilibrium conversion. Table 1 summarizes the numerous attempts that have
been made to achieve radical improvements in the reform- ing process performance through configuration changes. A brief discussion of some of the most significant attempts is given below:
UTILIZATION OF THE HEAT TRANSFER BENEFITS OF FLUIDIZED BEDS
The patent of Guerrieri (1970) was the first to consider the utilization of fluidized bed reactors for S M R . The work concentrated on making use of the fluid-like nature of the fluidized catalyst bed to transport the catalyst particles to a fiunace unit inside which the catalyst is also fluidized and energy is supplied by the direct heating of the solids. Fluidization of the solids facilitates exchange of the catalyst between the reactor and heating chamber. Hot solids, returned to the reactor, were intended to provide a consider- able portion of the reactor energy requirements.
MEMBRANE SEPARATION IN A PACKED BED
Nazarkina and Kirichenko (1979) were the first to attempt to employ the membrane selective separation tech- nique for the reforming reactions. The experiments were
performed in a fixed bed configuration using a palladium alloy as a H2-selective membrane at a temperature of 700°C and different operating pressures on the two (reac- tion and separation) sides. This resulted in a considerable shift of the thermodynamic equilibrium towards high reac- tion conversions while obtaining very pure hydrogen on the membrane side.
Two other contributions have studied the configuration suggested by Nazarkina and Kirichenko. Oertel et al. (1 987) reported that continuous hydrogen discharge direct- ly from a reformer tube caused the chemical equilibrium of the reactions to be displaced towards more favorable process conditions. Consequently, utilization of the feed hydrocarbons was improved by 36%, hydrogen yield increased by 44% and heat requirement was reduced by 17%. Uemiya et al. (1991) studied the effect of employing two different membrane tubes on the reaction equilibrium. It was found that a thin palladium film supported over a porous glass cylinder promoted hydrogen production more effectively than a porous Vycor glass membrane. This work also showed that the level of methane conversion in the palladium membrane reactor increased with increasing pressure on the reaction side as a result of accelerated hydrogen flow to the permeation side, despite the fact that high reaction pressure is thermodynamically unfavorable for steam reforming.
HEAT PIPES IN A FLUIDIZED BED
The work of Reichel and Lippert (1984) has shown the possibility of carrying out the steam reforming reactions in a configuration in which the reaction takes place in a flu- idized bed reactor which is thermally connected to a fired heater by means of a heat pipe provided with fins to facili- tate transfer of heat to the reactor bed. However, this work did not address issues such as reaction reversal in the free- board, catalyst attrition and hydrodynamic characteristics related to this configuration.
METAL SUPPORTED MEMBRANE IN A PACKED BED
The patent of Weirch et al. (1987) extends the conceptual design proposed by Nazarkina and Kirichenko (1979). The reactor proposed is a tubular one which includes a hydrogen collection chamber, made of a porous structure covered by a layer of an active hydrogen permselective material (e.g. pal- ladium or palladium alloys). The membrane material can take different shapes, e.g. pleated or corrugated configura- tions to maximize the permeation area.
CARBON DIOXIDE ACCEPTOR
Brun-Tsekhovoi et al. (1988) proposed a new process for catalytic steam reforming of hydrocarbons in the presence of carbon dioxide acceptors. The reforming process was accomplished in a fluidized bed of catalyst through which a heat carrier (acceptor) containing calcium oxide was contin- uously passed. Calcium oxide bonds CO, to form calcium carbonate, liberating heat which provides 80- 100% of the energy required for the endothermic reactions. The removal of CO, from the gas phase shifted the system equilibrium and made it possible to obtain a dry gas containing (mole basis) 94-98% hydrogen, 1.5-4% methane, and traces of car- bon monoxide, with the balance being CO,.
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 74, APRIL, 1996 181

TBLE 1 Summary of Attempted Radical Improvements in the SMR Process.
Reference Title Area of Improvement “Integrated Reforming of Hydrocarbons” Improved energy efficiency by combining primary and
secondary reforming in one apparatus. Korwin (1 969)
Guemeri (1 970)
Nazarkina and Kirichenko (1 979)
Robinson (1980)
McCallister (1982)
Cummings (1983)
Reichel and Lippert (1 984)
Toyo (1984)
Makihara et al. (1 986)
Suzumura and Makihara ( 1986)
Weirch et al. (1987)
Maejima et al. (1987)
Fuderer (1 987)
Shimadzu et al. (1987)
Marsch (1 987)
Fujii (1988)
Echigo et al. (1988)
Richardson et al. (1 988)
Brun-Tsekhovoi et al. (1988)
Goetsch et al. (1 989)
“Steam Reforming of Hydrocarbons”
“Improvement in the Steam Catalytic Conversion of Methane by Hydrogen Liberation via Pd Membrane”
“Reforming of Hydrocarbons”
“Reformer Employing Finned Heat Pipes”
“Production of Methanol”
“Fluidized Reactor System”
“Economic Steam Reforming of Methane”
“Manufacture of Hydrogen Containing Gas”
“Manufacture of Hydrogen Containing Gas”
“Process and Apparatus for Conversion of Water Vapor with Coal or Hydrocarbon into a Product Gas”
“Apparatus for Steam Reforming of Natural Gas”
“Integrated Process and Apparatus for the Primary and Secondary Catalytic Steam Reforming of Hydrocarbons”
“Method and Apparatus for Preparing Hydrogen by Catalyhc Steam Reforming of Hydrocarbons”
“Apparatus for Manufacturing Hydrogen and Carbon Oxide Containing Product Gas with Tube Plate Design”
“Apparatus for Catalytic Reforming of Hydrocarbon Gases”
“Process for Producing Mixture Containing Hydrogen Gas”
“Dynamics of a Sodium Heat Pipe Reforming Reactor”
“The Process of Catalytic Steam- Reforming of Hydrocarbons in the Presence of Carbon Dioxide Acceptor”
“Synthesis Gas Preparation and Catalyst Therefor”
Fluidized bed steam reformer with solid circulation.
Selective separation of hydrogen in a fixed bed SMR reactor by means of a Pd based membrane.
Furnace and catalyst tubes pressurized to 5.0 MPa to produce syngas at high pressure and improve compression economics.
Utilization of sodium heat pipes to supply heat to a fixed bed catalytic reforming reactor.
Burned fossil fuel in a pressurized fluidized bed combustor, with power obtained by expanding the flue gases.
Fluidized catalyst bed provided with finned heat pipes to improve the energy efficiency.
Improved preheating of feed by means of product and combustion gases.
Fluidized bed to produce hot gases required to heat the catalyst packed concentric tubes. Better energy efficiency is claimed.
Reactor is a U-tube and the furnace is a fluidized bed. Better energy efficiency and tube life are claimed.
A tubular reactor containing a tubular membrane which is selective to hydrogen.
A heat exchanger type steam reforming apparatus with internal baMes to change the flow pattern and effect better heating.
Heat integration between primary and secondary reformers for higher efficiency.
Fixed bed membrane reactor using multiple porous glass tubes of fine pore structure. Lower reaction temperatures for same conversion.
Improved tubular reactor with better feed distribution, and jacketed reactor tubes for heat integration.
Improved heat integration by utilizing a compact multi-tube reactor configuration that minimizes heat losses.
Device consisting of a porous radiating member and a porous heat receiving component which carries the catalyst. Goal is energy efficiency.
Experimental study of the sodium heat pipe reformer configuration.
Removal of CO, from the gas phase to change the system equilibrium.
Producing synthesis gas by reaction of light hydrocarbons in a fluidized bed reaction zone of an attrition resistant nickel on alpha-alumina catalyst, with steam and oxygen.
I82 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 74, APRIL, 1996

TABLE 1 CONTINUED
Reference Title Area of Improvement Marianowski and Fleming ( 1 989)
Goetsch and Say (1989)
Lywood (1 989)
Adris ( I 989); also Adris et al. (1991)
LeBlanc (1991)
Minet and Tsotsis (1991)
Spagnolo et al. ( 1992)
Adris et al. (1994)
Laursen and Udengaard ( 1994)
“Hydrogen Forming Reaction Process”
“Synthesis Gas Preparation and Catalyst Therefor”
“Two-step Steam Reforming Process”
“A Fluidized Bed Steam Reformer for Methane”
“An Autothermal Reforming Reactor for Ammonia Synthesis”
“Catalytic Ceramic Membrane SteadHydrocarbon Reformer”
“Direct Electro-Stream Reformaing: A Novel Catalytic Approach”
“Fluidized Bed Reaction System for SteadHydrocarbon Gas Reforming to Produce Hydrogen”
“Heat Exchange Reformers Development and Application”
~
Fixed bed membrane reactor employing a hydrogen ion porous metallic foil for shifting the thermodynamic equilibrium of the SMR and water-gas shift reactions.
Rapid cooling of the product gases in a fluidized bed steam reformer to lower the gas temperature below that which favors methanation.
Feed is split into a major stream reformed in a tubular reactor heated by a fired furnace, and a minor stream reformed in auxiliary tubes heated by the reformed major stream.
Combining the fluidized bed configuration with a high temperature solid membrane and a sodium heat pipe.
A portion of the fresh hydrocarbon gas is reformed in an exothermic reactor with steam and an oxidant, the other portion undergoes conventional reforming, with heat provided by exchange with the first portion.
A fixed bed membrane reactor employing a tubular porous ceramic membrane which carries a catalytically active metallic substance.
A novel approach which utilizes electricity to supply heat directly to the catalyst surface through resistance heating. Catalyst support is a metal screen coated by alumina on which Ni catalyst is dispersed.
A reformer purifier unit which employs perm-selective membranes in the form of modules which suits the fluidized bed operation. Reaction is suppressed in the freeboard by product separation. Product stream recycle is used to control fluidization quality.
Two developments, the “Heat Exchange Reformer” and “Concept-3’ are described which have high heat efficiency for smaller (5 to 20 MW) reformers.
The investigators claimed that the heat carrier was almost completely separated from the catalyst and that the process led to a reduction in fuel consumption. In addition, they suggested that the process can avoid the use of expensive heat-resistive tubes in the production of hydrogen or nitrogen- hydrogen mixtures.
RAPID QUENCHING OF PRODUCT STREAM FROM A FLUIDIZED BED
Goetsch et al. (1 989) attempted to solve some of the prob- lems associated with utilizing fluidized beds for steam reforming reactions. The catalyst support was chosen to minimize attrition. Another crucial problem was also dealt with, this being the tendency of the reaction to reverse itself over the surface of entrained catalyst at the relatively low temperatures of the freeboard region and downstream lines. The inventors devised a rapid cooling technique to quench the product gas mixture to below those temperatures whch favor the methanation reactions, thereby preserving the reaction conversion.
COMBINED FLUIDIZED BED, MEMBRANES AND HEAT PIPES
Adris et al. (1991) were the first to combine the fluidized bed configuration with the use of permselective membranes
for hydrogen separation together with the use of an aug- mented means of providing energy to the reaction, the uti- lization of heat pipes as thermal flux transformers. Ths con- figuration combines the advantages of previously suggested improvements including the great reduction in the intra- particle resistance and improved heat transfer characteristics offered by the fluidized bed, the beneficial shift from con- ventional thermodynamic equilibrium offered by the selec- tive separation technology and the efficient energy supply offered by heat pipes.
Combining these three features should be a remedy for some of the shortcomings of these features when used indi- vidually. For instance, the use of membranes in the fluidized bed reduces reaction reversal in the freeboard since the product gas mixture is already shifted away from the equi- librium composition due to hydrogen removal. The free- board can also be filled with more membrane tubes for fur- ther hydrogen separation and further shift of the gas mixture away from the equilibrium composition. The temperature uniformity offered by fluidized beds is also advantageous because it reduces thermal stresses on the membrane material and ensures better utilization of the membrane surfaces.
The simulation results of this work demonstrated quanti- tatively the potentials of the proposed configuration in com- parison with industrial reformers. An experimental program
~~ ~ ~~
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 74, APRIL, 1996 183

has now been carried out to validate the proposed concept using a pilot scale reforming plant (Adris, 1994; Adris et al., 1994b). This concept has also been patented (Adris et al., 1994a).
THE KELLOGG REFORMING EXCHANGER SYSTEM o(REs)
LeBlanc (1 99 1) described an exchanger-type reforming reactor where the heat required by the reforming reaction is supplied by the effluent gas from another autothermal reactor in which exothermic partial oxidation of hydrocarbons as well as hydrocarbon reforming is taking place. The KRES design replaces fuel burning on the outside of the reforming tubes by a limited duty preheater together with the heat gen- erated from the exothermic partial oxidation reaction. A retrofit of an existing ammonia plant to the new KRES con- figuration is currently underway, with several claimed ben- efits: lower capital cost, improved energy efficiency and reduced NO, and CO, emissions.
Analysis of the suitability of the new technologies for different reforming applications
CLASSIFICATION OF Sm APPLICATIONS ACCORDING TO THE TARGET PRODUCT
SMR applications can be classified on the basis of the target product type into three categories:
Production of H, and N2 mixture for ammonia synthesis
Steam reforming reactions occur as the first step of the process for producing ammonia. In the primary reforming reactor, steam and methane (and other hydrocarbons con- tained in the natural gas) react to yield H,, the desired prod- uct of the process, CO, and CO. A certain amount of CH, and H,O remain unreacted. The temperature is usually chosen to be around 8OO0C, and the steam-twarbon ratio to be about 3.5-4.0. A typical effluent gas composition of the primary reformer is as follows (dry gas basis, vol- ume%): H,: 67.3, CO: 10.4, CO,: 10.1, CH,: 11.3, N,: 0.9 (Xu, 1988).
Air is added to the reformer products to provide nitrogen to make ammonia and to supply oxygen to react with the excess methane and hydrogen in order to generate heat in the secondary autothermic reformer. Steam reforming con- ditions still apply in the secondary reformer. The amount of air added is controlled such that the molar ratio of H2/N2 is about 3: 1 after the secondary reforming and methanation. A typical effluent gas composition from the secondary reformer is as follows (dry gas basis, volume%): HZ: 55.7, CO: 13.8, CO,: 7.2, CH,: 0.4, N,: 22.9 (Xu, 1988).
Carbon monoxide is converted into CO, in high and low temperature shift converters by reacting with water. Carbon dioxide is removed by acid gas treatment processes, such as Benfield or Vetrocoke. The remaining traces of CO are removed by methanation, the reverse of the steam reforming reaction, before compression. Sulfur compounds poisonous to the reforming catalyst such as H,S CS,, RSH, COS, RSR’, RS,R’ are removed from the natural gas before it is fed to the primary reformer to reduce their proportions to levels which the catalyst can tolerate.
Hydrogen production
The temperature is usually higher in this process. There is no secondary reformer. The remaining parts of the process depend on the hydrogen purity required. In conventional plants, the reformer is followed by high and low temperature shift conversion to remove CO, a CO, absorption process and methanation to convert the traces of CO remaining. A typical effluent gas composition of the primary reformer is as follows (dry basis, volume %): H,: 69; CO: 12; CO,: 8.8; CH,: 6.1; N,: 4.1. This composition is achieved at the fol- lowing reforming conditions: steam-to-carbon molar feed ratio: 3.0, pressure = 1.9 MPa and an outlet temperature of 815°C. The final hydrogen purity with the conventional purification is about 98%, while more recent plants employ- ing pressure swing adsorption (PSA) can produce a hydro- gen stream with over 99.99% purity (Balthasar, 1984). The PSA replaces the low temperature shift, CO, removal, and methanation steps.
When CO production is also desired, the purification sec- tion is preceded by a partial condensation cryogenic process which produces liquid CO containing CH, impurities. This liquid stream is distilled to produce 99.5% purity CO. Other methods such as the methane wash cryogenic process and Cosorb process are also utilized for H,/CO separation (Goff and Wang, 1987).
Production of H i C O mixture
The effectiveness of syngas as a reducing agent depends on having a high H, + CO content and does not require a spe- cific H,/CO ratio. H,O and CO, are undesirable since they are oxidized and lower the reactivity of the syngas for reduc- ing iron oxides. An important parameter is the ratio of H, + CO)/(H,O + CO,). The higher this ratio, the more effective the reducing gas. Typical values of this ratio are between 9 and 10 for reducing gas applications. Reforming conditions that favor production of an effective reducing gas are high temperature, low pressure and low steam-to-carbon ratio.
The H,/CO ratio suitable for methanol synthesis is about 2.5, which allows for the hydrogen needed for methanation. This requires a feed hydrogen-twarbon ratio of about 2.0, which is difficult to achieve when natural gas or light hydro- carbons are used as a feedstock. The shortage of carbon is usually compensated for by recycling CO, to the reformer, or sending flue gases to the reformer. This carbon-rich envi- ronment usually involves considerable rates of carbon depo- sition and hence catalyst deactivation.
When the H,/CO mixture is adjusted for 0x0-synthesis, the desired H,/CO molar ratio is about one. Complete CO, recycle is not sufficient to achieve the desired ratio, so that either additional CO, is added or hydrogen is rejected (Goff and Wang, 1988).
One of the significant achievements in the area of the S M R catalysis is the sulfur passivated catalyst recently developed by Haldor Topsoe Inc. to produce low H,/CO mixtures (Dibbern et al., 1986; Rostrup-Nielsen, 1984). The so-called SPARG process which utilizes this sulfur passi- vated catalyst has solved the problem of carbon deposition at low H,/CO ratios, thereby lowering the capital investment and operating cost for oxosynthesis plants.
SUITABILITY OF THE NEW TECHNOLOGIES FOR DIFFERENT REFORMING APPLICATIONS
With the exception of the KRES configuration which is in the practical implementation stage, all configurations
184 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 74, APRIL, I996

discussed above are in the laboratory, pilot or demonstration stage of development. The practicality of such new systems for a specific reforming application depends on technical factors such as the characteristics of the application and the process requirements down stream of the S M R reactor.
The two technologies which attempted to improve heat integration aspects without altering any process variable on the reaction side (Guerrieri, 1970; Reichel and Lippert, 1984) would be suitable for any S M R application and should offer no special advantage for a specific application. Configurations involving permselective separation of hydrogen in the reaction zone (Nazarkina and Kirishenko, 1979; Weirch et al., 1987; Adris et al., 1991) are particularly advantageous when pure hydrogen production is sought. Hydrogen can be obtained as pure as 100% from the sepa- ration side of a metallic membrane. In addition, membrane reactors can be advantageous in situations where adjustment of H,/CO ratio is desired, in which case a certain amount of hydrogen could be removed from the membrane side so that the required H,/CO ratio is produced in the reactor effluent. Membrane reactors offer no special benefits for SMR in ammonia plants other than improving the reaction conver- sion at the same energy input by shifting the thermodynamic equilibrium beyond the conventional limits.
The reforming technology involving the CO, acceptor (Brun-Tsekhovoi et al., 1988) would not be appropriate for situations where H,/CO adjustment, usually to lower than stoichiometric values, is sought. This is because the CO, removal would alter the water-gas shift reaction towards higher CO conversion and therefore lower CO concentration in the reactor effluent stream. However, the CO, acceptor technology is adequate for the ammonia industry and hydro- gen production applications from a technical point of view because it increases the hydrogen concentration in the efflu- ent gas stream and therefore reduces the load on the purifi- cation section.
The Kellogg reforming exchanger design introduces nitro- gen to the reaction system and therefore it best suits the ammonia industry where nitrogen is needed for the ammonia synthesis. On the other hand, having the nitrogen in the prod- uct stream would be a disadvantage in other S M R applica- tions as it will seriously burden the purification section.
Conclusions
The steam methane reforming reaction system has been reviewed to highlight the main characteristics of both the reaction and the conventional reforming reactor configura- tion. Recent attempts to change the reformer configuration to improve its performance are discussed, and the suitability of each of the promising techniques to the different reform- ing application is analysed. Membrane reactors are techni- cally feasible as reformers for pure hydrogen production and for adjustment of the CO/H, ratio. Operating the membrane reforming reactor in the fluidized bed mode has several advantages over the fvred bed mode. Carbon dioxide acceptor technology is not suitable for applications requiring CO/H, ratio adjustment. The Kellogg reforming exchanger is most suitable for ammonia synthesis.
Nomenclature
a, = activity of carbon formed in reaction CH, + C + 2H2 K , = equilibrium constant for Equation ( I ) , kPa2 K2 = equilibrium constant for Equation (2), dimensionless
K6 = equilibrium constant for the reaction CH, -+ C + 2H,, kPa Pi = partial pressure of component i, kPa
References
Adris, A. M., “A Fluidized Bed Steam Reformer for Methane”, MSc. Thesis, University of Salford, Salford, England (1989).
Adris, A. M., “A Fluidized Bed Membrane Reactor for Steam Methane Reforming: Experimental Verification and Model Validation”, Ph.D. Dissertation, University of British Columbia, Vancouver, Canada ( 1 994).
Adris, A. M., S. S. E. H. Elnashaie and R. Hughes, “A Fluidized Bed Membrane Reactor for the Steam Reforming of Methane”, Can. J. Chem. Eng. 69, 1061-1070 (1991).
Adris, A. M., J. R. Grace, C. J. Lim and S. S. E. H. Elnashaie, “Fluidized Bed Reaction System for Steam-Hydrocarbon Gas Reforming to Produce Hydrogen”, U.S. Patent No. 5,326,550 (1 994a).
Adris, A. M., C. J. Lim and J. R. Grace, “The Fluidized Bed Membrane Reactor System: A Pilot Scale Experimental Study”, Chem. Eng. Sci. 49, 5833-5843 (1994b).
Balthasar, W., “Hydrogen Production and Technology: Today, Tomorrow and Beyond”, Int. J. Hydrogen Energy 2, 649-668 (1 984).
Brun-Tsekhovoi, A. R., A. R. Zadorin, Ya. R. Katsobashvili and S. S. Kourdumov, “The Process of Catalytic Steam-Reforming of Hydrocarbons in the Presence of Carbon Dioxide Acceptor”, in “Hydrogen Energy Progress VII, Proceedings of the 7th World Hydrogen Energy Conference,” Vol. 2, Pergamon Press, Oxford (1988), pp. 88S900.
Byrne, J. P. J., R. J. Gohr and R. T. Haslam, “Recent Progress in Hydrogenation of Petroleum”, Ind. Eng. Chem. 24, 1 129 (1 932).
Cummings, D. R., “Production of Methanol”, U.S. Patent No. 4,395,495 (1983).
De Deken, J., E. F. Devos and G. F. Froment, “Steam Reforming of Natural Gas: Interinsic Kinetics, Diffusional Influence and Reactor Design”, in “Chemical Reaction Engineering”, ACS Symp. Ser. 196, American Chemical Society,, Boston, MA
Dibbern, H. C., P. Olsen, J. R. Rostrup-Nielsen, P. B. Tottrup and N. R. Udengaard, “Make Low H2/C0 Syngas Using Sulfur Passivated Reforming”, Hydrocarbon Processing, June, 7 1-74 (1 986).
Echigo, R., Y. Yashizawa, M. Ikeda, M. Aoki, R. Shimizu, M. Onomura, K. Iwasa, Y. Ide and N. Yamana, “Process for Producing Mixture Containing Hydrogen Gas”, European Patent No. 0 291015 (1988).
Fraser, 0. B. J., “Nickel as a Catalyst”, Trans. Electrochem. SOC. 71,425 (1937).
Fuderer, A., “Integrated Process and Apparatus for the Primary and Secondary Catalytic Steam Reforming of Hydrocarbons”, U S . Patent No. 4,650,65 1 (1987).
Fujii, I., “Apparatus for Catalytic Reforming Hydrocarbon Gases”, Japanese Patent No. JP 63248703 (1988).
Goetsch, D. A. and G. R. Say, “Synthesis Gas Preparation and Catalyst Therefor”, U.S. Patent No. 4,877,550 (1989).
Goetsch, D. A., G. R. Say, J. M. Vargas and P. E. Eberly, “Synthesis Gas Preparation and Catalyst Therefor”, U.S. Patent No. 4,888,131 (1989).
Goff, S. P. and S. I. Wang, “Syngas Production by Reforming”, Chem. Eng. Prog. 38(8), 46-53 (1987).
Guerrieri, S. A., “Steam Reforming of Hydrocarbons”, U.S. Patent No. 3,524,s 19 (1 970).
Hyman, M. H., “Simulate Methane Reformer Reactions”, Hydrocarbon Processing, July, 13 1-1 37 (1968).
Korwin, P., “Integrated Reforming of Hydrocarbons”, US. Patent No. 3,450,507 (1969).
Laursen, C. and N. Udengaard, “Heat Exchange Reformers Development and Applications”, 1994 Fuel Cell Seminar, San Diego, CA November (1994).
(1 982), pp. 18 1-1 97.
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 74, APRIL, 1996 185

LeBlanc, Joseph R., “Autothermal Steam Reforming Process”, U.S. Patent No. 5,011,625 (1991).
Lywood, W. J., “Two-Step Steam-Reforming Process”, European Patent No. 0334 540 (1989).
Maejima, T., T. Suzuki, N. Sakai, K. Mukai, M. Ota, M. Oku and T. Hirabayashi, “Apparatus for Steam Reforming of Natural Gas”, Japanese Patent No. JP 62027304 (1987).
Makihara, H., H. Suzumura and K. Niwa, “Manufacture of Hydrogen-Containing Gas”, Japanese Patent No. JP 6 1232203 (1986).
Marianowski, L. G. and K. D. Fleming, “Hydrogen Forming Reaction Process”, US. Patent No. 4,810,485 (1989).
Marsch, H. D., “Apparatus for Manufacturing Hydrogen and Carbon Oxide-Containing Product Gas with Tube Plate Design”, Deutsches Patentamt No. DE 3605 81 1 (1987).
Marsch, H. D. and H. J. Hebort, “Produce Synthesis Gas by Steam Reforming Natural Gas”, Hydrocarbon Processing, January, 101-105 (1982).
McCallister, R. A,, “Reforming Employing Finned Heat Pipes”, US. Patent No. 4,3 15,893 (1 982).
McGreavy, C. and M. W. Newman, “How to Reduce Refractory Spalling on Steam Reformer Furnaces”, IEEE Conference on Industrial Applications of Dynamic Modeling, Durham, NC, September ( 1 964).
Minet, R. G. and T. T. Tsotsis, “Catalytic Ceramic Membrane Steam Hydrocarbon Reformer”, U S . Patent No. 4,98 1,676 (1991).
Nazarkina, E. G. and H. A. Kirichenkom, “Improvement in the Steam Catalytic Conversion of Methane by Hydrogen Liberation via Palladium Membrane”, Khimiya i Tekhnologiya Topliv i Masal3, 5-7 ( 1 979).
Neumann, B. and K. Jacob, “Equilibrium Relationships in the Formation of CH, from CO and H,, or from CO, and H i ’ , Z. Elektrochem. 30,557-562 (1 924).
Oertel, M., J. Schmitz, W. Weirich, D. Jendryssek-Neumann, and R. Schulten, “Steam Reforming of Natural Gas with Integrated Hydrogen Separation for Hydrogen Production”, Chem. Eng. Technol. 10,248 (1987).
Paloumbis, S. and E. E. Petersen, “Coke Deposition on a Commercial Nickel Oxide Catalyst During the Steam Reforming of Methane” in “ Chemical Reaction Engineering”, ACS Symp. Ser. 38,489494 (1982).
Petrochemical Handbook’93, Hydrocarbon Processing, March, 89-90 (1993).
Prentice, B., “World NH, Industry in Transition”, Hydrocarbon Processing, January, 98-B-98-J (1986).
Reichel, W. and H. Lippert, “Wirbelbett-Reaktorsystem”, Deutsches Patentamt No. DE. 33 3 1 202 (1 984).
Richardson, J. T., S. A. Paripatyadar and J. C. Shen, “Dynamics of a Sodium Heat Pipe Reforming Reactor”, AlChE J. 34,743-752 (1 988).
Robinson, L. F., “Reforming of Hydrocarbons”, U.S. Patent No. 4,224,298 (1980).
Rostrup-Nielsen, J. R., “Catalytic Steam Reforming”, in “Catalysis Science and Technology,” J. R. Anderson and M. Boudard, Ed., Vol. 4, Springer, Berlin (1984), pp. 11-14.
Rostrup-Nielsen, J. R. and L. T. Chrestiansen, “Aspects of Natural Gas Reforming for Reducing Gas”, 6th Simposio Ibero- American0 de Catalise, Agosto, Rio de Janerio, Brazil (1978).
Scott, D. S., “Hydrogen, National Mission for Canada”, Report by the Advisory Group on Hydrogen Opportunities, Ministry of Supply and Services Canada, Ottawa, ON Cat. No. M27- 86/1987E (1987).
Shimadzu, K., S. Nokita and Y. Naganuma, “Method and Apparatus for Preparation of Hydrogen by Catalytic Steam Reforming of Hydrocarbons”, Japanese Patent No. JP 62 162601 (1987).
Singh, C. P. P. and D. N. Saraf, “Simulation of Side-Fired Steam- Hydrocarbon Reformers”, Ind. Eng., Chem. Process Des. Dev.
Soliman, M. A., S. S. E. H. Elnashaie, A. S. Al-Ubaid and A. M. Adris, “Simulation of Steam Reformers for Methane”, Chem. Eng. Sci. 43, 1803-1 809 (1 988).
Spagnolo, D. A., L. J. Cornett and K. T. Chuang, “Direct Electro- Steam Reforming: A Novel Catalytic Approach”, Int. J. Hydrogen Energy 17, 839-846 (1992).
Suzumura, H. and H. Makihara, “Manufacture of Hydrogen- Containing Gas”, Japanese Patent No. JP 6 1 1 8620 1 ( 1 986).
Topsoe, H. F. A., H. F. Poulsen and A. Nielsen, “Catalytic Processes and Ammonia Plants”, Chem. Eng. Prog. 63, 67 (1967).
Toyo Engineering Co., Ltd., “Economic Steam Reforming of Methane”, Japanese Patent No. JP 59083904 (1984).
Uemiya, S., N. Sato, H. Ando, T. Matsuda and E. Kikuchi, “Steam Reforming of Methane in Hydrogen Permeable Membrane”, Appl. Catalysis 67, 223-230 ( 1 99 I).
Van Hook, J. P., “Methane-Steam Reforming”, Catal. Rev. Sci. Eng. 21, 1-15 (1980).
Wagner, E. S. and G. F. Froment, “Steam Reforming Analysed”, Hydrocarbon Processing, July, 69-77 (1 992).
Weirch, W., H. Barnet, M. Ortel and R. Schulten, “Process and Apparatus for Conservation of Water Vapor with Coal or Hydrocarbon into a Product Gas”, U.S. Patent No. 4,713,234 (1987).
Xu, J., “Kinetic Study of Steam Reforming of Methane”, Ph.D. Thesis, University of Ghent, Belgium ( 1 988).
10, 1-7 (1979).
Manuscript received November 9, 1994; revised manuscript received October 31, 1995; accepted for publication November 13, 1995.
186 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 74, APRIL, 1996