
New directions towards structure formation and stability of protein-rich foods from globular...
10
Review New directions towards structure formation and stability of protein- rich foods from globular proteins Nanik Purwanti a,b , Atze Jan van der Goot a,b, * , Remko Boom b and Johan Vereijken a,c a Top Institute Food and Nutrition, Nieuwe Kanaal 9a, Wageningen, The Netherlands b Food Process Engineering Group, Wageningen University, Bomenweg 2, 6703 HD Wageningen, The Netherlands (Food Process Engineering Group, Wageningen University, Bomenweg 2, 6703 HD Wageningen, The Netherlands. Tel.: D31 317 480852; fax: D31 317 482237; e-mail: [email protected]) c Wageningen UR, Food Technology Center, P.O. Box 17, 6700 AA Wageningen, The Netherlands Concentrated protein-rich foods have strong potential to be de- veloped in terms of health and well-being roles. Unfortunately, limitations in creating products with the rights texture and stability hinder the use of those products by consumers. Main reason is that the formation of micro- and macrostruc- tures in concentrated protein systems is not fully understood yet and hence not controlled. As a result, their multi-level structures are not optimal. This paper overviews possible routes to produce protein-rich foods with emphasis on options to produce protein-rich materials that have the potential to be stable and desirable in terms of the combination structuree textureesensory. The main conclusion is that these demands could be met by introduction of well-defined heterogeneity in the product using new plasticizing components and innova- tive production methods. Introduction to protein-rich foods Proteins in food products have both nutritive and techni- cal functionality. Examples of their technical functionality are their foaming, emulsifying, thickening/gelling and tex- turizing properties. Their nutritional functionality has been extensively investigated. Recent studies, however, indicated more advantages of protein-rich diets. Intake of protein-rich foods give a stronger feeling of satiety compared to a carbo- hydrate-based product with the same caloric value. Intake of dairy fruit drink enriched with protein before lunch, trig- gers less energy consumption at lunch compared to the same drink enriched with carbohydrate (Bertenshaw, Lluch, & Yeomans, 2008). Specific on the type of protein, whey protein seems to induce a satiety signal that influences both short term and long-term food intake (Luhovyy, Akha- van, & Anderson, 2007). Lower subsequent food intake due to high-protein diets (Halton & Hu, 2004; Luhovyy et al., 2007; Westerterp-Plantenga et al., 2006) led to a statistically significant decrease in total body weight in case of long- term diets (6 months or longer). A group of people with higher protein intake experienced lower weight regain and a decreased waist circumference compared to a control group (Lejeune, Kovacs, & Westerterp-Plantenga, 2005). The satiety effect is influenced by the source of the pro- teins, but this effect varies with dose, product form, treat- ment and formulation, the duration to the next meal, and the presence of other macronutrients (Luhovyy et al., 2007). It also increases with concentrations of satiety hor- mones, energy expenditure, concentrations of amino acids, and gluconeogenesis process (Veldhorst et al., 2008). In ad- dition, a higher dietary protein intake by elderly people may slow the progression of sarcopenia (Campbell & Leidy, 2007). The recommended dietary allowance of proteins, i.e., 0.8 g kg 1 d 1 is generally not enough for elderly people to maintain their fat-free mass, in particular their muscle mass (Campbell & Leidy, 2007; Gersovitz, Motil, Munro, Scrimshaw, & Young, 1982; Kurpad & Vaz, 2000). These findings concerning health effects are drivers for the food industries to develop and provide more and better * Corresponding author. 0924-2244/$ - see front matter Ó 2009 Elsevier Ltd. All rights reserved. doi:10.1016/j.tifs.2009.10.009 Trends in Food Science & Technology 21 (2010) 85e94
Transcript of New directions towards structure formation and stability of protein-rich foods from globular...

Trends in Food Science & Technology 21 (2010) 85e94
Review
* Corresponding author.
0924-2244/$ - see front matter � 2009 Elsevier Ltd. All rights reserved.doi:10.1016/j.tifs.2009.10.009
New directions
towards structure
formation and
stability of protein-
rich foods from
globular proteins
Nanik Purwantia,b,
Atze Jan van der Goota,b,*,Remko Boomb andJohan Vereijkena,c
aTop Institute Food and Nutrition, Nieuwe Kanaal 9a,
Wageningen, The NetherlandsbFood Process Engineering Group, Wageningen
University, Bomenweg 2, 6703 HD Wageningen,
The Netherlands (Food Process Engineering Group,
Wageningen University, Bomenweg 2, 6703 HD
Wageningen, The Netherlands. Tel.: D31 317 480852;
fax: D31 317 482237;
e-mail: [email protected])cWageningen UR, Food Technology Center, P.O. Box
17, 6700 AA Wageningen, The Netherlands
Concentrated protein-rich foods have strong potential to be de-
veloped in terms of health and well-being roles. Unfortunately,
limitations in creating products with the rights texture and
stability hinder the use of those products by consumers.
Main reason is that the formation of micro- and macrostruc-
tures in concentrated protein systems is not fully understood
yet and hence not controlled. As a result, their multi-level
structures are not optimal. This paper overviews possible
routes to produce protein-rich foods with emphasis on options
to produce protein-rich materials that have the potential to be
stable and desirable in terms of the combination structuree
textureesensory. The main conclusion is that these demands
could be met by introduction of well-defined heterogeneity
in the product using new plasticizing components and innova-
tive production methods.
Introduction to protein-rich foodsProteins in food products have both nutritive and techni-
cal functionality. Examples of their technical functionalityare their foaming, emulsifying, thickening/gelling and tex-turizing properties. Their nutritional functionality has beenextensively investigated. Recent studies, however, indicatedmore advantages of protein-rich diets. Intake of protein-richfoods give a stronger feeling of satiety compared to a carbo-hydrate-based product with the same caloric value. Intakeof dairy fruit drink enriched with protein before lunch, trig-gers less energy consumption at lunch compared to thesame drink enriched with carbohydrate (Bertenshaw, Lluch,& Yeomans, 2008). Specific on the type of protein, wheyprotein seems to induce a satiety signal that influencesboth short term and long-term food intake (Luhovyy, Akha-van, & Anderson, 2007). Lower subsequent food intake dueto high-protein diets (Halton & Hu, 2004; Luhovyy et al.,2007; Westerterp-Plantenga et al., 2006) led to a statisticallysignificant decrease in total body weight in case of long-term diets (6 months or longer). A group of people withhigher protein intake experienced lower weight regainand a decreased waist circumference compared to a controlgroup (Lejeune, Kovacs, & Westerterp-Plantenga, 2005).The satiety effect is influenced by the source of the pro-teins, but this effect varies with dose, product form, treat-ment and formulation, the duration to the next meal, andthe presence of other macronutrients (Luhovyy et al.,2007). It also increases with concentrations of satiety hor-mones, energy expenditure, concentrations of amino acids,and gluconeogenesis process (Veldhorst et al., 2008). In ad-dition, a higher dietary protein intake by elderly peoplemay slow the progression of sarcopenia (Campbell &Leidy, 2007). The recommended dietary allowance ofproteins, i.e., 0.8 g kg�1 d�1 is generally not enough forelderly people to maintain their fat-free mass, in particulartheir muscle mass (Campbell & Leidy, 2007; Gersovitz,Motil, Munro, Scrimshaw, & Young, 1982; Kurpad &Vaz, 2000).
These findings concerning health effects are drivers forthe food industries to develop and provide more and better

86 N. Purwanti et al. / Trends in Food Science & Technology 21 (2010) 85e94
protein-rich products. However, protein-rich foods gener-ally have low stability. The stability problem arises becauseprotein-protein interactions upon storage may give rise tostrong and tight networks, product hardening and syneresisof water. The additional formation of intermolecular disul-phide bonds and/or non-covalent interaction lead to in-creased protein aggregation (Labuza, Zhou, & Davis,2007; Zhou & Labuza, 2006). The changes in protein-richproduct properties seem unavoidable, because they are re-lated to inherent properties of proteins. The product harden-ing is further favored by moisture-redistribution and theMaillard reaction (Labuza, 2008; Labuza et al., 2007;Zhou, Liu, & Labuza, 2008a). This reaction, initiated bythe reaction between reducing sugars and amine groups inproteins, contributes to the formation of covalent bonds be-tween protein molecules resulting in hardening duringlong-term storage (Labuza et al., 2007). The physical-chemical changes in properties of protein-rich productsthus lead to changes in texture and, subsequently, the sen-sory properties. These physical-chemical changes also de-pend on the protein sources added to the product. As anillustration, the addition of whey protein in meal replace-ment bars (100% whey bar) gave dense products withstrong cohesiveness and adhesiveness. The use of soy pro-tein (100% soy bar), however, led to products that were lessdense, more sticky and showed increased hardening in time(Childs, Yates, & Drake, 2007).
The shortcomings of the current protein-rich foods im-pose several challenges to product development. Unfortu-nately, most production processes for protein-rich foodsare rather empirical and innovations are limited by lackof scientific insight. Therefore, the main goal of this paperis to map possible pathways towards structuring of protein-rich foods. We will focus on the use of dairy globular pro-teins with concentration higher than 10 wt% that mostlygive soft solid products. These proteins are chosen becausethese are often used to enrich the protein content of foodproducts. The outline of the paper is as follows. Section‘‘production of protein-rich foods’’ provides an overviewof the existing literatures with main focus on the existingfood products. Section ‘‘trends of new design technologiesfor structuring protein-rich foods’’ describes how recentlydeveloped scientific insights can be translated to improvethe stability and properties of protein-rich foods.
Production of protein-rich foodsProtein-rich foods are often produced using a thermal
treatment, leading to protein denaturation. Denaturation isgenerally defined as uni-molecular process in which a proteinmolecule unfolds. Protein denaturation has to precede pro-tein aggregation, being the process in which unfolded pro-teins form larger structures. This makes aggregationminimally a bi-molecular process. It has been reported thatrandom networks formed upon protein aggregation canlead to gelled systems (or at least thickening) for soy proteinisolate (SPI) (Rampon, Robert, Nicolas, & Dufour, 1999) and
pea legumin (O’Kane, Happe, Vereijken, Gruppen, & VanBoekel, 2004). Protein denaturation offers many possibilitiesto produce foods, but also pose limitations to process globu-lar proteins in terms of the texture to be obtained (Schmitt,Lionel, Frederich, & Matthieu, 2007). Especially, the useof only a high concentration of globular protein in the nativeform to create high-protein foods is challenging, becauseabove the critical concentration of whey protein, i.e.,12% w/v (Hongsprabhas & Barbut, 1997; Otte, Ju, Skriver,& Qvist, 1996), gelation may already occur below the dena-turation temperature. A highly concentrated proteins disper-sion might give rise to a dense network, which becomes evendenser at elevated temperatures. Below, we described a num-ber of scientific approaches that are applied to relieve theabovementioned problems. The potential of ingredientsand processing are described to create product structureswith higher protein content, providing acceptable sensorytextural properties (Foegeding, 2007).
IngredientsIngredients are often used to soften the product texture.
The use of whey protein hydrolysate instead of whey pro-tein isolate in nutritional bars leads to a softer and moreflexible product, and lowers the hardening to a minimumover time (Childs et al., 2007; Labuza et al., 2007).
The protein matrix in low-fat cheeses has low porosityleading to a more compact matrix (Bryant, Ustunol, &Steffe, 1994; Guinee, Auty, & Fenelon, 2000). As a result,the cheese becomes more viscous and, hence, less spread-able. It also has an increase in firmness and fracture stresscompare to full-fat cheese (Guinee et al., 2000). A greatvariety of ingredients has been investigated to improvestructures and textures of low-fat cheese by increasingthe moisture content, for, e.g., by using fat replacersand exopolysaccharide (EPS)-producing starter culture(Perry, McMahon, & Oberg, 1998; Rodrıguez, 1998).Higher moisture content in low-fat cheese reduces thedensity in cheese by inducing a higher porosity in the pro-tein matrix. Rodrıguez summarized that the use of fat re-placers in low-fat cheese, i.e., Simplesse�, Dairy-Lo�
(protein-based fat replacers), Stellar� and Novagel�(carbohydrate-based fat replacers) all of which resultedin higher moisture content than the control cheese andmore porosity in the protein matrix of the cheese. To in-crease moisture content in reduced-fat cheese, capsularand ropy exopolysaccharide (EPS)-producing strains ofLactococcus lactis ssp. cremoris were used in the starterculture (Dabour, Kheadr, Benhamou, Fliss, & LaPointe,2006). This led to better textures and structures of re-duced-fat cheese.
ProcessingDifferent processes exist for creating protein-rich foods
with good microstructure, such as extrusion and spinning.This paper describes the processes used for globularproteins.

87N. Purwanti et al. / Trends in Food Science & Technology 21 (2010) 85e94
ExtrusionExtrusion of protein is used to texturize the protein (in
case of a protein-based product), to increase protein contentin the end product (in case of a protein-enriched product),to create an anisotropic structure, and probably to obtainbetter expansion in the case of porous products. Often,other biopolymers were added to the protein. During extru-sion, protein structure changes following the sequence ofactivation, structuring and solidification. Activation is in-duced by protein denaturation. Structuring then takes placeby protein association and deformation by heat and shear.In addition to colloidal interactions, covalent bonds maybe formed at high temperature. Solidification then takesplace by cooling, which leads to the formation of non-cova-lent and as well as further covalent binding, and glassifica-tion at low moisture content (Areas, 1992).
Most studies have been performed using a twin-screw ex-truder for texturization of whey protein (Onwulata, Kon-stance, Smith, & Holsinger, 1998; Onwulata, Konstance,Cooke, & Farrell, 2003; Onwulata, Smith, Konstance, &Holsinger, 2001). Initial mixing of whey protein with 40%moisture content in the extruder led to paste or slurrieswith irregular aggregates (string and granules), rangingfrom 10 to 200 nm. The extruder-denatured insoluble proteinshowed a dense and compact structure at nanometer scale(Onwulata et al., 2003). The starch for up to 25% was re-placed by whey protein to increase the protein content ofcorn puffs from 2% to 20%. However, some tradeoffs onsnack properties became evident because the addition ofwhey protein led to un-expanded products with higher break-ing strength (Onwulata et al., 1998). Similar findings werereported by other researchers. A high-protein content(16%, 32%, and 40%) in extrudates of starcheprotein sys-tems resulted in a reduced expansion ratio, reduced productdiameter, increased product density and increased breakingforce (Allen, Carpenter, & Walsh, 2006). The reduction inexpansion ratio was attributed to the binding of water neededfor the gelatinization of the starch by the whey protein (On-wulata & Tomasula, 2004). Hence, the gelatinization of thestarch was reduced. An alternative hypothesis to explainthe reduced expansion is that amylose and whey proteinhave a certain physico-chemical interactions, leading to theformation of amyloseeprotein complexes (Matthey &Hanna, 1997). In general, above a certain protein concentra-tion, products obtained from extrusion become hard, resis-tant to disruption by water and, therefore, less suitable fordirect consumption (Areas, 1992).
Process modifications could partly compensate for theeffects mentioned above. For example, a twin-screw ex-truder that was designed with specialized die holes anda pressure chamber, maintaining the pressure at the dieend below atmospheric pressure, was claimed to produceconsistent texture of products and better product expansionthan that obtained using a super-atmospheric pressurechamber (Bohner & Reynolds, 2006). In addition, a certaindegree of alignment was achieved in the cooling die as
a result of laminar flow, especially when the product isphase separated (Cheftel, Kitagawa, & Queguiner, 1992).
Unfortunately, it is still difficult to predict the structuresand textures resulting from an extrusion process, especiallyin combination with a varying product formulation. As an il-lustration, different volumes of food are subjected to differ-ent flows being elongation, rotational and simple shearflows at different areas, due to the chaotic nature of the extru-sion process. This includes inhomogeneous distributions oftemperature, shear, elongation rates, and the coupled effectsof the process parameters that can be adjusted (van denEinde, 2004). Thus, the effects of process parameters onthe structure formation of protein-rich extrudates are com-plex and the available knowledge is still rather empirical.
SpinningSpinning is applied for a specific purpose, e.g., to create
yarns, fibrous materials, or films. It is hardly used for foodproduction, except for the production of edible or biode-gradable films for instance casein films (Frinault, Gallant,Bouchet, & Dumont, 1997). Spinning generally results inanisotropy at the level of the fibers. A globular protein stillretains its globular shape in the network formed from ran-dom aggregation (Rampon et al., 1999). Therefore, there isno preferential orientation of the protein network in thefilm. However, the physical properties of food that are per-ceived as texture by consumers are dependent on the struc-ture from molecular scales and up (Aguilera & Stanley,1993; Foegeding, 2007). Thus, this process might not yieldthe desired product microstructure especially for globularproteins. At the same time, the process does not lend itselfeasily to scaling up to large volume throughputs, which fur-ther hampers its development.
Trends of new design technologies for structuringprotein-rich foods
In this section, emerging trends for improving the struc-turing of protein-rich foods from globular proteins are dis-cussed. This is done because protein-rich products witha homogeneous and dense microstructure are not stable.Here, we describe how the inclusion of new ingredients,the creation of heterogeneity by pre-texturization and theuse of structure elements, and novel processing conceptsmay help to solve the problems of protein-rich foods. Abrief overview on possibilities of concentrated proteins re-sult in protein-rich product that is acceptable for consumersis depicted in Fig. 1. Whey proteins are used as the illustra-tion of globular proteins.
IngredientsHardening of protein-rich bars involves solvent rear-
rangement, disulphide bonds formation, non-covalent inter-actions, and Maillard reaction (Labuza et al., 2007). Torelieve this problem, ingredients can be used that opposethese negative aspects. Plasticizers are often used to softenthe products and to retard the hardening. In addition,

Concentratednative whey proteins
Additional
ingredients
Pre-texturization
Conversion to structural elements
Protein-rich foods with well-defined structures
Acceptable textures over product’s shelf life
Fig. 1. Overview of conceptual strategies to use concentrated globularproteins, illustrated with whey proteins, to produce protein-rich
product having acceptable textures over time.
88 N. Purwanti et al. / Trends in Food Science & Technology 21 (2010) 85e94
plasticizers may also influence other mechanical propertiesof the products for, e.g., change the formulation at which itis glassy, brittle, rubbery or viscous (Roos, Jouppila, & So-derholm, 1998). Plasticizers such as reducing sugars are of-ten used, but the use of these sugars may lead to hardeningdue to the Maillard reaction (Labuza et al., 2007). There-fore, non-reducing sugars are usually preferred as plasti-cizer. Some researchers also indicated the possibility ofusing whey protein hydrolysate to partially replace WPIin WPI-based nutritional bars, as mentioned in sub-section‘‘ingredients’’ of the previous section. Protein hydrolysatesmay have different gelling properties (Panyam & Kilara,1996). It has been shown that particular whey protein pep-tides can affect gelation of whey proteins (Doucet, Gauth-ier, & Foegeding, 2001; Doucet, Gauthier, Otter, &Foegeding, 2003; Otte et al., 1996), either promote strongergels or inhibit gel formation. Some of these peptides havebeen identified and were shown to affect aggregation ofWPI in mixed hydrolysates/WPI systems if sufficient ag-gregating peptides are present (Creusot, Gruppen, van Ko-ningsveld, De Kruif, & Voragen, 2006). Unfortunately, theinteraction of these peptides with the intact protein duringgelation and the properties of the resulting gel are stilllargely unknown. Furthermore, deeper knowledge aboutwhey protein peptides inhibiting gelation will be usefulfor protein-rich foods production.
The influence of plasticizer (often water) rearrangementon the hardening of protein-rich products might also be re-lated to the hydration state of the protein in the matrix.Zhou, Liu, and Labuza (2008b) indicated that whey proteinwith moisture content below 30% did not aggregate at
a temperature below 35 �C. Aggregation reached maximumat a moisture content between 70 and 80%. It reduced uponfurther dilution. Moisture-induced aggregation of wheyprotein was later recognized as an important factor influ-encing microstructure and texture of high-protein food ma-trix during storage (Zhou et al., 2008a). The facts describedabove might suggest that hardening process of protein-richfoods could also be related to changes in the hydration stateof the protein upon storage.
Another possibility to avoid hardening of protein-richfoods is to inhibit the formation of additional disulphidebonds. Addition of a disulphide reducing agent, i.e., dithio-threitol (DTT), resulted in a brittle gel with strain values of0.30e0.39 and a stress value of 44% of that of a gel withoutDTT at pH 7.0 (Errington & Foegeding, 1998). The use ofa free-thiol group blocking agent, i.e., N-ethylmaleimide(NEM) was also effective to reduce hardness of whey proteinsgels (Matsudomi, Rector, & Kinsella, 1991) and (Alting,Hamer, de Kruif, Paques, & Visschers, 2003). Nevertheless,to perform this kind of inhibition by using food grade ingredi-ents that ally with consumer preferences remains a challenge.
Structural elementsThe use of structural elements may play important roles
to create desirable structures from concentrated globularproteins. We aim for protein-based structural elements forthis purpose and we define these structural elements as do-mains (from only protein or in combination with other in-gredients), in the shape of particles, fibers, etc. in the sizerange of nm until mm. By using structural elements, colloi-dal scale interaction will play an important role. The inter-actions might be among the structure elements themselvesand between the elements and continuous phase.
In Fig. 2, two modes of using structural elements are de-picted. Structural elements prepared from low-protein con-centration, may act as structural breaker in a high-proteinmatrix (Fig. 2A). These structure elements create weakspots in a relatively strong matrix and can act as nucleifor cracks, reducing the product’s strength. This effect is al-ready prominent in cheeses, in which fat droplets act asstructural breakers. The effect of hardening of the proteinphase is here suppressed by the structural breaker functionof the fat droplets. Reducing the number of fat droplets re-duces the suppression, which probably causes low-fatcheeses to have more problems with texture and stability.Thus, the presence of sufficient structural breakers will re-tard and reduce the effect of protein phase hardening.
Structural elements that contain a high-protein concen-tration may act as structural builders in a low-protein ornon-protein matrix (Fig. 2B). The storage stability may in-crease because an additional increase in strength of theseelements will probably not influence the overall sensoryperception if the continuous phase remains constant. Theperceived increase in strength depends on the size of struc-tural elements. Nonetheless, additional increase in strengthof the concentrated protein domains in Fig. 2B is much

A B
Fig. 2. Overview of structural elements having low-protein concentration as structural breakers in a high-protein matrix (A) and a protein-richstructural elements as structural builders in a low-protein continuous matrix (B).
89N. Purwanti et al. / Trends in Food Science & Technology 21 (2010) 85e94
lower compared to that of the concentrated protein matrixin Fig. 2A. In both conditions (Fig. 2A and B), the struc-tural elements may act as inert fillers. This type of fillermay result in more brittle product. When the structural el-ements tend to aggregate to some extend, or the continuousmatrix behaves visco-elastic, different networks may beformed such as mixed, bi-continuous, or phase separated.When shear is applied on such a system, anisotropy maybe obtained.
Below, we describe two processes to create protein-based structural elements from solely protein (pre-texturi-zation) and from combining ingredients.
Pre-processing and structuring of single proteinsystems
Pre-texturization induces a first change in protein proper-ties with process conditions that differ from the final structur-ing process. Unfolded state of whey protein can be achievedthrough shear at 50 �C (Onwulata et al., 2003), which is wellbelow the denaturation temperature of 70e80 �C (Ju, Het-tiarachchy, & Kilara, 1999). A gel that was prepared frompre-texturized WPI, processed between 35 and 50 �C to in-duce partial denaturation, resulted in significantly increasedgel strength. In contrast, a complete loss of gelling propertieswas obtained when pre-texturized WPI was processed at75 �C or higher in the extruder (Onwulata et al., 2003).Thus, controlling the denaturation level during pre-texturiza-tion of whey proteins is important for tuning the functionalproperties. Under extrusion conditions, some of the proteinscan become insoluble and act as a dispersed phase within themelt phase (Areas, 1992), and thus may induce an anisotropicmicrostructure. The combination of native whey protein withaggregated whey protein at a total protein concentration of10% w/v (pH 7) led to a decrease of the size of pores and net-work strands in the gel microstructures (Vardhanabhuti, Foe-geding, McGuffey, Daubert, & Swaisgood, 2001). Thisaggregated whey protein was prepared by heating a WPI so-lution (11% w/w, pH 7.4) in a water bath at 80 �C for 1 h.This concentration produced aggregates with a high intrinsicviscosity, indicative of larger, non-spherical aggregates
(Vardhanabhuti & Foegeding, 1999). This type of aggregatesis known as reactive protein aggregates (Alting, Hamer, deKruif, & Visschers, 2000) or whey protein aggregates (Juet al., 1999). Their properties can be varied using differenttime-temperature profiles. It is reported that the presenceof more aggregates produce stronger gels (Alting et al.,2003; Ju & Kilara, 1998). Protein fibrils with a typical lengthof 1e10 mm and a diameter 1e10 nm were used to modifystructuring properties of concentrated WPI solutions(Akkermans, Van der Goot, Venema, Van der Linden,& Boom, 2008). WPI/fibrils dispersion showed complexbehaviour. Both shear thickening and shear thinning wereobserved at increasing shear rate. The addition of the fibrilsincreased the viscosity and the gel strength while the matrixbecame more porous when shear flow was applied.
Generally, the globular proteins behave as inert particlesin diluted solutions or dispersion. They lack the naturalability to interact with each other to form more complexstructures in which this ability is reflected in the Newtonianbehaviour of, e.g., WPC in the range of 4e12% w/w. How-ever, the behaviour of globular proteins depends on the con-centration, temperature, and pH to a certain extent. WPC ispseudoplastic at intermediate concentrations (14e16%) andfeatures a yield point with thixotropic behaviour at evenhigher concentrations ((>40% w/w) at 20e40 �C) (Her-mansson, 1975). At higher temperatures, these solutions be-came rheopectic (Alizadehfrad & Wiley, 1996).Pseudoplastic behaviour was also reported for WPI at20% w/w (Bazinet, Trigui, & Ippersiel, 2004). An individ-ual globular whey protein, such as b-lactoglobulin, showsa strong shear thinning behaviour at concentrations of23% w/w and 27% w/w, but the dispersion became lessshear thinning at 45% w/w and 52% w/w. This was ex-plained by the reduced solvent mobility at higher concen-trations due to solvated layers formed by the interactionof the disperse system and the solvent (Tung, 1978).Even with these deviations from Newtonian behaviour atcertain concentrations, it is unlikely that the use of globularproteins only will result in structured heterogeneity. Ho-mogenous gels are expected. Shear flow of practical

90 N. Purwanti et al. / Trends in Food Science & Technology 21 (2010) 85e94
intensities is simply not sufficiently strong to induce ar-rangement on the molecular scale.
For better results, the original structureefunction relation-ships of globular proteins have to be changed. This can bedone in concentrated as well as in diluted systems. In general,it can be stated that pre-texturization aims for a continuousprocess with the main process, i.e., formation of well-defineddomains and subsequent interactions to form the product tex-ture. Pre-texturization should make use of the potential ofproteins to be able to create desirable interactions for themain processing (Areas, 1992). In concentrated protein sys-tems without other polymers involved, phase separation ornon-linearity within the systems can be utilized to createstructural elements. However, even though phase separationin diluted systems is a popular subject, this phenomenon ishardly studied in concentrated systems. Liquideliquid phaseseparation for b-lactoglobulin at pH 5.1, 10 mM buffer with-out addition of salt was observed at mass fraction< 27% w/w(Parker, Noel, Brownsey, Laos, & Ring, 2005). Under super-saturated condition, a two phase liquid region exists as an in-trinsic feature of globular proteins (Muschol & Rosenberger,1997). Nevertheless, more research on concentrated systemsis needed to obtain better understanding of the phase behav-iour and its potential to use this in structuring processes.
Formation of structural elements (protein dispersephase)
A number of methods exists to form small particles thatcan be applied to create protein-rich structure elements.These methods are microparticulation, double emulsifica-tion, or in combination with other biopolymers throughphase separation. These options are mainly explored to cre-ate products with a dispersed protein-rich phase. The pro-tein content of the final product is then to a large extentdetermined by the protein content of the proteinaceousstructural element in combination with its concentrationin the product. Still, the overall textural-sensory propertieswill be determined mostly by the continuous phase.
The most pragmatic way to create structural elementsis by microparticulation. Several methods for microparticu-lation have been described. Microparticulation of WPC-su-crose was done by high shear homogenization at 34 �C for2, 4, and 6 min, ending up with 16.7% protein content inthe syrups which was formed after evaporation of micropar-ticulated slurries at 45 �C, 5.2 MPa (Onwulata, Konstance,& Tomasula, 2002). Reduction of particle sizes were ob-served by increased processing time but re-aggregationwas observed at longer microparticulation time. Micropar-ticulation was also done by dissolving a protein gel pre-pared from 16.7% w/w WPC into alkaline solutions attemperature up to 60 �C with or without agitation (Yoo,Chen, Mercade-Prieto, & Ian Wilson, 2007). In anotherstudy, whey protein microparticles were obtained by ho-mogenizing a 25% w/w WPC solution at pH 5.8 at690 MPa for 5 min at room temperature (Lee, Clark, &Swanson, 2006). Addition of 5% w/w ultra high pressure
(UHP)-treated WPC microparticles to a low-fat processedcheese resulted in high meltability and acceptable firmness,yet an undesirable grainy texture was obtained that was at-tributed to the presence of WPC microparticles.
Surh, Vladisavljevic, Mun, and McClements (2007) pre-sented double emulsification as an alternative method toproduce protein particles. A w/o emulsion was preparedby dispersing protein in water (up to 15% w/w) followedby emulsification of the aqueous phase into oil that con-tained PGPR as emulsifier. This mixture was redispersedin water. Then, a heating step was applied to gel the proteinphase, which led to protein particles inside each oil droplet.The protein particle had a Sauter diameter (d3,2) of1.95� 0.07 mm and d4,3 of 10.5� 1.6 mm, indicatinga rather polydisperse particle size. The oil droplets werelarger and contained a number of protein particles. Unfor-tunately, due to the presence of oil, the overall protein con-tent in the system will remain rather low.
Another method for preparing structural elements is byutilizing phase separation between biopolymers, e.g., be-tween protein and polysaccharide. Two driving forces forphase separation are mentioned, i.e., temperature reduction,which reduces the mixture’s entropy and increases incompat-ibility in the system, and molecular ordering as well as mo-lecular weight increase, which results in reduced entropyof the mixture (Norton & Frith, 2001). The demixing processhere may follow a nucleation and growth mechanism, or itmay follow spinodal decomposition, depending on the exactinteractions and phase behaviour. Especially spinodal de-composition (demixing by deepening of concentration fluc-tuations, followed by a coarsening process) is known toyield domains with rather uniform size. Gelation duringdemixing process is often used to solidify the domains(Edelman, Van der Linden, De Hoog, & Tromp, 2001;Williams et al., 2001). In that situation, the phase separationprocess has to start from a homogeneous protein/carbohy-drate solution. Therefore, the typical protein concentrationfor this application is low (de Jong & van de Velde, 2007;Tromp, Edelman, & van der Linden, 2004; van den Berg etal., 2008). Phase separation can be induced by a change intemperature or by a (slow) change in pH through the use ofglucono delta lactone (GDL). At high concentration of b-lac-toglobulin in the mixture (e.g., 14% w/w), phase separationoccurred with still high concentration of b-lactoglobulin inthe carbohydrate phase, implying that phase separation wasnot complete (Wang & Qvist, 2000). Nevertheless, generalapplication of biopolymers phase separation to get protein-rich domains only occurs in the metastable region at the di-luted side of the critical point. For protein, the critical pointis situated at low-protein concentrations. This fact raises toa challenge to use biopolymers phase separation methodfor protein-rich structural elements production.
Towards new processes for protein structuringRecently, well-defined deformation was introduced for
inducing novel structures in concentrated biopolymer
91N. Purwanti et al. / Trends in Food Science & Technology 21 (2010) 85e94
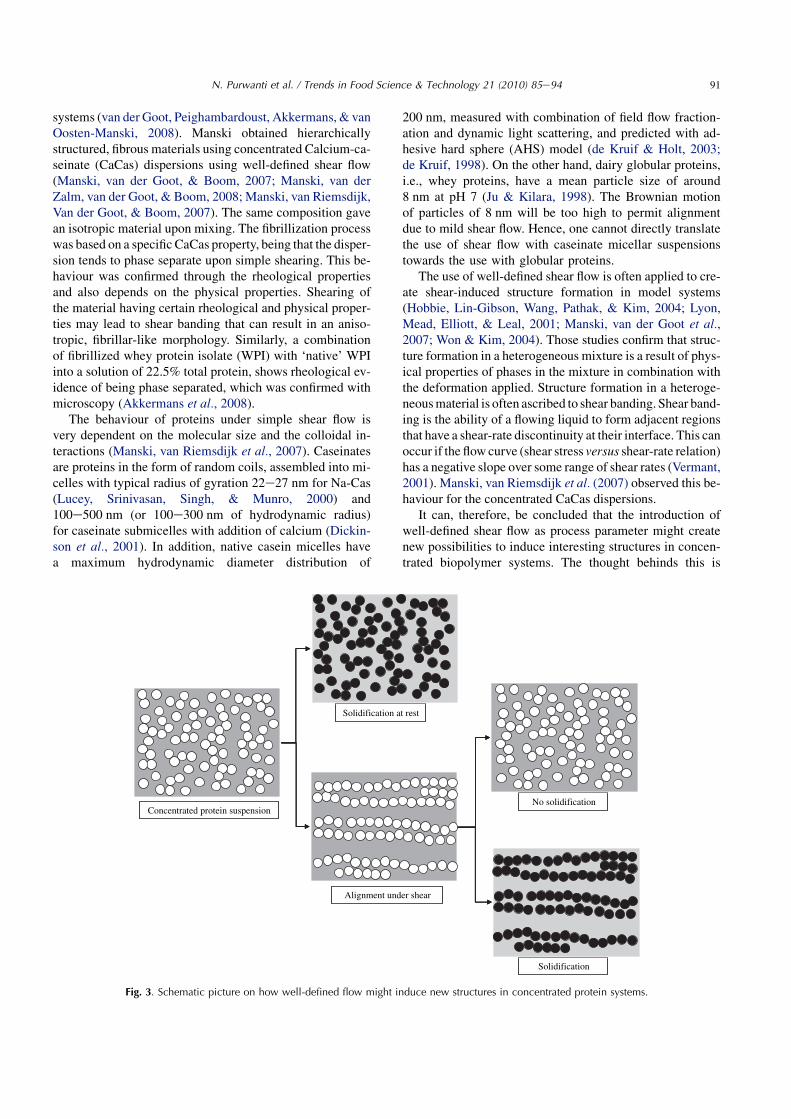
systems (van der Goot, Peighambardoust, Akkermans, & vanOosten-Manski, 2008). Manski obtained hierarchicallystructured, fibrous materials using concentrated Calcium-ca-seinate (CaCas) dispersions using well-defined shear flow(Manski, van der Goot, & Boom, 2007; Manski, van derZalm, van der Goot, & Boom, 2008; Manski, van Riemsdijk,Van der Goot, & Boom, 2007). The same composition gavean isotropic material upon mixing. The fibrillization processwas based on a specific CaCas property, being that the disper-sion tends to phase separate upon simple shearing. This be-haviour was confirmed through the rheological propertiesand also depends on the physical properties. Shearing ofthe material having certain rheological and physical proper-ties may lead to shear banding that can result in an aniso-tropic, fibrillar-like morphology. Similarly, a combinationof fibrillized whey protein isolate (WPI) with ‘native’ WPIinto a solution of 22.5% total protein, shows rheological ev-idence of being phase separated, which was confirmed withmicroscopy (Akkermans et al., 2008).
The behaviour of proteins under simple shear flow isvery dependent on the molecular size and the colloidal in-teractions (Manski, van Riemsdijk et al., 2007). Caseinatesare proteins in the form of random coils, assembled into mi-celles with typical radius of gyration 22e27 nm for Na-Cas(Lucey, Srinivasan, Singh, & Munro, 2000) and100e500 nm (or 100e300 nm of hydrodynamic radius)for caseinate submicelles with addition of calcium (Dickin-son et al., 2001). In addition, native casein micelles havea maximum hydrodynamic diameter distribution of
Concentrated protein suspension
Solidification a
Alignment und
Fig. 3. Schematic picture on how well-defined flow might in
200 nm, measured with combination of field flow fraction-ation and dynamic light scattering, and predicted with ad-hesive hard sphere (AHS) model (de Kruif & Holt, 2003;de Kruif, 1998). On the other hand, dairy globular proteins,i.e., whey proteins, have a mean particle size of around8 nm at pH 7 (Ju & Kilara, 1998). The Brownian motionof particles of 8 nm will be too high to permit alignmentdue to mild shear flow. Hence, one cannot directly translatethe use of shear flow with caseinate micellar suspensionstowards the use with globular proteins.
The use of well-defined shear flow is often applied to cre-ate shear-induced structure formation in model systems(Hobbie, Lin-Gibson, Wang, Pathak, & Kim, 2004; Lyon,Mead, Elliott, & Leal, 2001; Manski, van der Goot et al.,2007; Won & Kim, 2004). Those studies confirm that struc-ture formation in a heterogeneous mixture is a result of phys-ical properties of phases in the mixture in combination withthe deformation applied. Structure formation in a heteroge-neous material is often ascribed to shear banding. Shear band-ing is the ability of a flowing liquid to form adjacent regionsthat have a shear-rate discontinuity at their interface. This canoccur if the flow curve (shear stress versus shear-rate relation)has a negative slope over some range of shear rates (Vermant,2001). Manski, van Riemsdijk et al. (2007) observed this be-haviour for the concentrated CaCas dispersions.
It can, therefore, be concluded that the introduction ofwell-defined shear flow as process parameter might createnew possibilities to induce interesting structures in concen-trated biopolymer systems. The thought behinds this is
t rest
er shear
No solidification
Solidification
duce new structures in concentrated protein systems.

92 N. Purwanti et al. / Trends in Food Science & Technology 21 (2010) 85e94
described in Fig. 3. This is especially true if the protein dis-persion contains structural elements having colloidal size.These might be naturally present or created by the methodsdescribed in sub-section ‘‘structural elements’’. By apply-ing well-defined shear flow as a process parameter to becontrolled, the understanding on the structures develop-ments in the product matrices during processing might berevealed.
Conclusion and future trendsHigh-protein foods attract much attention due to their
relevance to society such as balanced nutrition for the el-derly and the combat against obesity. Unfortunately, tillnow the properties for concentrated protein systems arehardly studied contrary to diluted protein solutions. Hence,structuring high-protein products is still firmly rooted inempirical approaches. However, for the development ofthose products with better sensory attributes regarding tex-ture, we need better structured products that retain theirstructure for sufficient times to allow preparation and distri-bution. Thus, insight in the properties and processing ofconcentrated protein systems is needed.
There is a promising trend to create more structures ofprotein-rich foods and to understand their formation. Twooptions show potential in order to improve stability of pro-tein-rich foods, i.e.
a The addition of plasticizers may modify the rheologicalproperties of the starting protein system, by which itsfinal structure and morphology may be predicted. Dif-ferent plasticizers can have different roles and interac-tions with the protein matrix. The main role is softeningthe protein matrix. A more advanced option is the useof a plasticizer that may suppress disulphide bond for-mation. But, such a plasticizer is not available yet forfood applications.
b The use of structural elements. The addition of proteinparticles, known as structural elements, in a protein/non-protein matrix, may give freedom in optimizingthe properties of the product. Hardening might be con-trolled by the use of a low-protein matrix around high-protein structural elements. Alternatively, the use ofstructural breakers (low-protein domains in a high-pro-tein matrix) would modulate the mechanical behaviourof the matrix and reduce the effects of hardening by fa-cilitating breakage. Different methods for preparingstructural elements can be applied depending on thefunctional properties to be achieved.
It is clear that the development of these types of complexproducts needs a bridge between fundamental understand-ing and the development of techniques to prepare them.By using simple shear flow instead of complex mixing pro-cesses, one may be able to bridge those two aspects. In ad-dition to the different methods that exist to form thestructure elements/building blocks, outlining of them into
a structured morphology in our view has to take place usingwell-defined shear flow. The fact that simple shear flow canalso be utilized to induce phase separation and tune domainsizes, indicates the central role of well-defined flow in fur-ther endeavours towards structured high-protein foods.
References
Aguilera, J. M., & Stanley, D. W. (1993). The microstructure offood protein assemblies. Food Reviews International, 9(4),527e550.
Akkermans, C., Van der Goot, A. J., Venema, P., Van der Linden, E., &Boom, R. M. (2008). Properties of protein fibrils in whey proteinisolate solutions: microstructure, flow behaviour and gelation. In-ternational Dairy Journal, 18(10e11), 1034e1042.
Alizadehfrad, M. R., & Wiley, D. E. (1996). Non-newtonian behaviourof whey protein solutions. Journal of Dairy Research, 63,315e320.
Allen, K. E., Carpenter, C. E., & Walsh, M. K. (2006). Influence ofprotein level and starch type on an extrusion-expanded wheyproduct. International Journal of Food Science and Technology,42, 953e960.
Alting, A. C., Hamer, R. J., de Kruif, C. G., & Visschers, R. W. (2000).Formation of disulfide bonds in acid-induced gels of preheatedwhey protein isolate. Journal of Agricultural and Food Chemistry,48(10), 5001e5007.
Alting, A. C., Hamer, R. J., de Kruif, C. G., Paques, M., &Visschers, R. W. (2003). Number of thiol groups rather than the sizeof the aggregates determines the hardness of cold set whey proteingels. Food Hydrocolloids, 17(4), 469e479.
Areas, J. A. (1992). Extrusion of food proteins. Critical Reviews in FoodScience and Nutrition, 32(4), 365e392.
Bazinet, L., Trigui, M., & Ippersiel, D. (2004). Rheological behavior ofWPI dispersion as a function of pH and protein concentration.Journal of Agricultural and Food Chemistry, 52(17), 5366e5371.
Bertenshaw, E. J., Lluch, A., & Yeomans, M. R. (2008). Satiating effectsof protein but not carbohydrate consumed in a between-mealbeverage context. Physiology & Behavior, 93(3), 427e436.
Bohner, H. F. & Reynolds, K. J. (2006). Extrusion apparatus and methodfor extruding high protein foodstuffs. WO2006019320.
Bryant, A., Ustunol, Z., & Steffe, J. (1994). Texture of cheddar cheeseas influenced by fat reduction. Journal Food Science, 60(6), 1216e1219.
Campbell, W. W., & Leidy, H. J. (2007). Dietary protein and resistancetraining effects on muscle and body composition in older persons.Journal of the American College of Nutrition, 26(6), 696Se703.
Cheftel, J. C., Kitagawa, M., & Queguiner, C. (1992). New proteintexturization processes by extrusion cooking at high moisturelevels. Food Reviews International, 8(2), 235e275.
Childs, J. L., Yates, M. D., & Drake, M. A. (2007). Sensory properties ofmeal replacement bars and beverages made from whey and soyproteins. Journal of Food Science, 72(6).
Creusot, N., Gruppen, H., van Koningsveld, G. A., De Kruif, C. G., &Voragen, A. G. J. (2006). Peptideepeptide and proteinepeptideinteractions in mixtures of whey protein isolate and whey proteinisolate hydrolysate. International Dairy Journal, 16, 840e849.
Dabour, N., Kheadr, E., Benhamou, N., Fliss, I., & LaPointe, G. (2006).Improvement of texture and structure of reduced-fat cheddarcheese by exopolysaccharide-producing lactococci. Journal ofDairy Science, 89(1), 95e110.
Dickinson, E., Semenova, M. G., Belyakova, L. E., Antipova,A. S., Il’in, M. M., Tsapkina, E. N., et al. (2001). Analysis of lightscattering data on the calcium ion sensitivity of caseinatesolution thermodynamics: relationship to emulsion flocculation.Journal of Colloid and Interface Science, 239(1), 87e97.
93N. Purwanti et al. / Trends in Food Science & Technology 21 (2010) 85e94
Doucet, D., Gauthier, S. F., & Foegeding, E. A. (2001). Rheologicalcharacterization of a gel formed during extensive enzymatic hy-drolysis. Journal of Food Science, 66(5), 711e715.
Doucet, D., Gauthier, S. F., Otter, D. E., & Foegeding, E. A. (2003).Enzyme-induced gelation of extensively hydrolyzed whey proteinsby alcalase: comparison with the plastein reaction and character-ization of interactions. Journal of Agricultural and Food Chemistry,51(20), 6036e6042.
Edelman, M. W., Van der Linden, E., De Hoog, E., & Tromp, R. H.(2001). Compatibility of gelatin and dextran in aqueous solution.Biomacromolecules, 2(4), 1148e1154.
Errington, A. D., & Foegeding, E. A. (1998). Factors determining frac-ture stress and strain of fine-stranded whey protein gels. Journal ofAgricultural and Food Chemistry, 46(8), 2963e2967.
Foegeding, E. A. (2007). Rheologyand sensory texture of biopolymer gels.Current Opinion in Colloid & Interface Science, 12(4-5), 242e250.
Frinault, A., Gallant, D. J., Bouchet, B., & Dumont, J. P. (1997).Preparation of casein films by a modified wet spinning process.Journal of Food Science, 62(4), 744e747.
Gersovitz, M., Motil, K., Munro, H. N., Scrimshaw, N. S., &Young, V. R. (1982). Human protein requirements: assessment ofthe adequacy of the current Recommended Dietary Allowance fordietary protein in elderly men and women. American Journal ofClinical Nutrition, 35(1), 6e14.
Guinee, T. P., Auty, M. A. E., & Fenelon, M. A. (2000). The effect of fatcontent on the rheology, microstructure and heat-induced func-tional characteristics of Cheddar cheese. International Dairy Jour-nal, 10(4), 277e288.
Halton, T. L., & Hu, F. B. (2004). The effects of high protein diets onthermogenesis, satiety and weight loss: a critical review. Journal ofthe American College of Nutrition, 23(5), 373e385.
Hermansson, A.-M. (1975). Functional properties of proteins for foodse flow properties. Journal of Texture Studies, 5, 425e439.
Hobbie, E. K., Lin-Gibson, S., Wang, H., Pathak, J. A., & Kim, H.(2004). Ubiquity of domain patterns in sheared viscoelastic fluids.Physical Review E, 69(6), 1e5, 061503.
Hongsprabhas, P., & Barbut, S. (1997). Protein and salt effects onCa2þ-induced cold gelation of whey protein isolate. Journal ofFood Science, 62(2), 382e385.
de Jong, S., & van de Velde, F. (2007). Charge density of polysaccha-ride controls microstructure and large deformation properties ofmixed gels. Food Hydrocolloids, 21(7), 1172e1187.
Ju, Z. Y., Hettiarachchy, N., & Kilara, A. (1999). Thermal properties ofwhey protein aggregates. Journal of Dairy Science, 82, 1882e
1889.Ju, Z. Y., & Kilara, A. (1998). Gelation of pH-aggregated whey protein
isolate solution induced by heat, protease, calcium salt, andacidulant. Journal of Agricultural and Food Chemistry, 46(5),1830e1835.
de Kruif, C. G. (1998). Supra-aggregates of casein micelles as a preludeto coagulation. Journal of Dairy Science, 81(11), 3019e3028.
de Kruif, C. G., & Holt, C. (2003). Casein micelle structure, functionsand interactions. In: Advanced dairy chemistry. Proteins, Vol. 1(pp. 233e276). New York: Kluwer Academic/Plenum Publishers.
Kurpad, A. V., & Vaz, M. (2009). Protein and amino acid requirements inthe elderly. European Journal of Clinical Nutrition, 54(3), S131eS142.
Labuza, T. Influence of moisture on aggregation of protein duringstorage. Abstact for oral presentation on 5th Conference on Waterin Food. 6the8th April 2008, Nurtingen, Germany.
Labuza, T., Zhou, P., & Davis, L. (2007). Whey to go. The world of foodingredients. Vol. October/November, pp. 108e112.
Lee, W., Clark, S., & Swanson, B. G. (2006). Low fat process cheesefood containing ultrahigh pressure-treated whey protein. Journal ofFood Processing and Preservation, 30(2), 164e179.
Lejeune, M. P. G. M., Kovacs, E. M. R., & Westerterp-Plantenga, M. S.(2005). Additional protein intake limits weight regain after weightloss in humans. British Journal of Nutrition, 93(2), 281e289.
Lucey, J. A., Srinivasan, M., Singh, H., & Munro, P. A. (2000). Charac-terization of commercial and experimental sodium caseinates bymultiangle laser light scattering and size-exclusion chromatography.Journal of Agricultural and Food Chemistry, 48(5), 1610e1616.
Luhovyy, B. L., Akhavan, T., & Anderson, G. H. (2007). Whey proteinsin the regulation of food intake and satiety. Journal of the AmericanCollege of Nutrition, 26(6), 704Se7712.
Lyon, M. K., Mead, D. W., Elliott, R. E., & Leal, L. G. (2001). Structureformation in moderately concentrated viscoelastic suspensions insimple shear flow. Journal of Rheology, 45(4), 881e890.
Manski, J. M., van der Goot, A. J., & Boom, R. M. (2007). Formation offibrous materials from dense calcium caseinate dispersions. Bio-macromolecules, 8(4), 1271e1279.
Manski, J. M., van der Zalm, E. E. J., van der Goot, A. J., & Boom, R. M.(2008). Influence of process parameters on formation of fibrousmaterials from dense calcium caseinate dispersions and fat. FoodHydrocolloids, 22(4), 587e600.
Manski, J. M., van Riemsdijk, L. E., Van der Goot, A. J., & Boom, R. M.(2007). Importance of intrinsic properties of dense caseinate dis-persions for structure formation. Biomacromolecules, 8(11),3540e3547.
Matsudomi, N., Rector, D., & Kinsella, J. E. (1991). Gelation of bovineserum albumin and betalactoglobulin: effects of pH, salts, and thiolreagents. Food Chemistry, 40(1), 55e69.
Matthey, F. P., & Hanna, M. A. (1997). Physical and functional prop-erties of twin-screw extruded whey protein concentrate-corn starchblends. Lebensmittel-Wissenschaft und-Technologie, 30(4),359e366.
Muschol, M., & Rosenberger, F. (1997). Liquideliquid phase separa-tion in supersaturated lysozyme solutions and associated precipi-tate formation/crystallization. The Journal of Chemical Physics,107(6), 1953e1962.
Norton, I. T., & Frith, W. J. (2001). Microstructure design in mixedbiopolymer composites. Food Hydrocolloids, 15(4e6), 543e553.
O’Kane, F. E., Happe, R. P., Vereijken, J. M., Gruppen, H., & VanBoekel, M. A. J. S. (2004). Heat-induced gelation of pea legumin:comparison with soybean glycinin. Journal of Agricultural andFood Chemistry, 52(16), 5071e5078.
Onwulata, C. I., Konstance, R. P., Smith, P. W., & Holsinger, V. H.(1998). Physical properties of extruded products as affected bycheese whey. Journal of Food Science, 63(5), 814e818.
Onwulata, C. I., Konstance, R. P., & Tomasula, P. M. (2002). Viscousproperties of microparticulated dairy proteins and sucrose. Journalof Dairy Science, 85(7), 1677e1683.
Onwulata, C. I., Konstance, R. P., Cooke, P. H., & Farrell Jr., H. M.(2003). Functionality of extrusion e texturized whey proteins.Journal of Dairy Science, 86(11), 3775e3782.
Onwulata, C. I., Smith, P. W., Konstance, R. P., & Holsinger, V. H.(2001). Incorporation of whey products in extruded corn, potato orrice snacks. Food Research International, 34(8), 679e687.
Onwulata, C., & Tomasula, P. (2004). Whey texturization: a way for-ward. Food Technology, 58(7), 50e54.
Otte, J., Ju, Z. Y., Skriver, A., & Qvist, K. B. (1996). Effects of limitedproteolysis on the microstructure of heat-induced whey proteingels at varying pH. Journal of Dairy Science, 79(5), 782e790.
Panyam, D., & Kilara, A. (1996). Enhancing the functionality of foodproteins by enzymatic modification. Trends in Food Science &Technology, 7(4), 120e125.
Parker, R., Noel, T. R., Brownsey, G. J., Laos, K., & Ring, S. G. (2005).The nonequilibrium phase and glass transition behavior of beta-lactoglobulin. Biophysics Journal, 89, 1227e1236.
Perry, D. B., McMahon, D. J., & Oberg, C. J. (1998). Our industry to-day: manufacture of low fat mozzarella cheese using exopolysac-charide-producing starter cultures. Journal of Dairy Science, 81.
Rampon, V., Robert, P., Nicolas, N., & Dufour, E. (1999). Proteinstructure and network orientation in edible films prepared byspinning process. Journal of Food Science, 64(2), 313e316.

94 N. Purwanti et al. / Trends in Food Science & Technology 21 (2010) 85e94
Rodrıguez, J. (1998). Recent advances in the development of low-fatcheeses. Trends in Food Science & Technology, 9(6), 249e254.
Roos, Y. H., Jouppila, K., & Soderholm, E. S. (1998). Crystallization ofamorphous food components and polymers in Water Managementin the Design and Distribution of Quality Foods (Proceedings).International Symposium on the Properties of Water in Foods-ISOPOW 7, Helsinki.
Schmitt, C. J. E., Lionel, B., Frederich, R., & Matthieu, P. (2007). Wheyprotein micelles. EP 1 839 492 A1.
Surh, J., Vladisavljevic, G. T., Mun, S., & McClements, D. J. (2007).Preparation and characterization of water/oil and water/oil/wateremulsions containing biopolymer-gelled water droplets. Journal ofAgricultural and Food Chemistry, 55(1), 175e184.
Tromp, R. H., Edelman, M. W., & van der Linden, E. (2004). Gelatine/dextran solutions-a model system for food polymer mixtures. Gumsand Stabilisers for the Food Industry, 12, 201e210.
Tung, M. A. (1978). Rheology of protein dispersions. Journal of TextureStudies, 9, 3e31.
van den Berg, L., Carolas, A. L., van Vliet, T., van der Linden, E., vanBoekel, M. A. J. S., & van de Velde, F. (2008). Energy storagecontrols crumbly perception in whey proteins/polysaccharidemixed gels. Food Hydrocolloids, 22(7), 1404e1417.
van den Einde, R. (2004). Molecular modification of starch duringthermomechanical treatment. Food and Bioprocess Engineering.PhD thesis. Wageningen: Wageningen University and Research.
van der Goot, A., Peighambardoust, S., Akkermans, C., & van Oosten-Manski, J. (2008). Creating novel structures in food materials: therole of well-defined shear flow. Food Biophysics, 3(2), 120e125.
Vardhanabhuti, B., & Foegeding, E. A. (1999). Rheological propertiesand characterization of polymerized whey protein isolates. Journalof Agricultural and Food Chemistry, 47(9), 3649e3655.
Vardhanabhuti, B., Foegeding, E. A., McGuffey, M. K., Daubert, C. R.,& Swaisgood, H. E. (2001). Gelation properties of dispersionscontaining polymerized and native whey protein isolate. FoodHydrocolloids, 15(2), 165e175.
Veldhorst, M., Smeets, A., Soenen, S., Hochstenbach-Waelen, A.,Hursel, R., Diepvens, K., et al. (2008). Protein-induced satiety:
effects and mechanisms of different proteins. Physiology and Be-havior, 94(2), 300e307.
Vermant, J. (2001). Large-scale structures in sheared colloidal disper-sions. Current Opinion in Colloid and Interface Science, 6(5e6),489e495.
Wang, Q., & Qvist, K. B. (2000). Investigation of the composite systemof [beta]-lactoglobulin and pectin in aqueous solutions. Food Re-search International, 33(8), 683e690.
Westerterp-Plantenga, M. S., Luscombe-Marsh, N.,Lejeune, M. P. G. M., Diepvens, K., Nieuwenhuizen, A.,Engelen, M. P. K. J., et al. (2006). Dietary protein, metabolism, andbody-weight regulation: dose-response effects. International Jour-nal of Obesity, 30(S3), S16eS23.
Williams, M. A. K., Fabri, D., Hubbard, C. D., Lundin, L., Foster, T. J.,Clark, A. H., et al. (2001). Kinetics of droplet growth in gelatin/maltodextrin mixtures following thermal quenching. Langmuir,17(11), 3412e3418.
Won, D., & Kim, C. (2004). Alignment and aggregation of sphericalparticles in viscoelastic fluid under shear flow. Journal of Non-Newtonian Fluid Mechanics, 117(2e3), 141e146.
Yoo, J. Y., Chen, X. D., Mercade-Prieto, R., & Ian Wilson, D. (2007).Dissolving heat-induced protein gel cubes in alkaline solutionsunder natural and forced convection conditions. Journal of FoodEngineering, 79(4), 1315e1321.
Zhou, P., & Labuza, T. (2006). Hardening of whey protein basednutritional bars resulting from proteineprotein interactions.Technology News Quarterly of American Dairy ProductsInstitute, XX.
Zhou, P., Liu, X., & Labuza, T. P. (2008a). Effects of moisture-inducedwhey protein aggregation on protein conformation, the state ofwater molecules, and the microstructure and texture of high-pro-tein-containing matrix. Journal of Agricultural and Food Chemistry,56(12), 4534e4540.
Zhou, P., Liu, X., & Labuza, T. P. (2008b). Moisture-inducedaggregation of whey proteins in a protein/buffer model sys-tem. Journal of Agricultural and Food Chemistry, 56(6),2048e2054.




















