Nature inspired novel processing routes for ceramic foams
14
Nature inspired novel processing routes for ceramic foams S. Dhara 1 , M. Pradhan 1 , D. Ghosh 1 and P. Bhargava* 1 A closer look at some natural materials from animal and plant sources and the phenomenon driving their use in day to day applications resulted in investigation of their potential in processing of ceramic foams. Ceramic foams were made using aqueous ceramic slurries based on chicken egg white, soap nut fruit extract and sucrose. Egg white and soap nut extract were utilised for their natural foaming ability and binding of ceramic particles. Ceramic foams were produced by foaming the aqueous ceramic slurries by mechanical agitation followed by casting. The egg white based foams were set by coagulation achieved through sprinkling of acid, however use of acid was not successful with foams made from slurries with low and high ceramic loadings. Sucrose was utilised for its moisture retention ability and it not only simplified the egg white based process but also helped to achieve foams with exceptional characteristics including porosity exceeding 95%. Sucrose containing egg white based ceramic foams could be set by heating soon after casting. The soap nut based foams were processed in a similar way and were set simply by drying. Soap nut based foams exhibited a much higher number of interconnections per cell. Foams with a range of porosity and microstructural features could be produced from egg white and soap nut based slurries by using different combinations of ceramic loading and binder content in the premix or by varying the foaming time and slurry to container volume ratio. Keywords: Ceramic foam, Egg white, Microstructure, Natural materials, Rheology, Soap nut, Sucrose Introduction Natural materials and structures have long inspired engineered materials such as damage tolerant fibre reinforced composites, layered structures, nanostruc- tures, nanocomposites and high specific strength cellular materials. Similarly, natural materials such as wood, honeycomb, bone and coral have inspired the fabrica- tion of cellular materials or foams under controlled conditions in the laboratory and in industry. The structure of other forms of foams in nature, particularly that of bubble assemblies in aqueous systems, has intrigued scientists and researchers for some years. 1 A number of methods for preparation of ceramic foams by direct foaming and casting of aqueous ceramic slurries have been reported in the literature. 2–13 One popular technique, gelcasting of ceramic foams, suffers from several limitations, many of which are associated with the free radical in situ polymerisation involved in the setting of the foams. 8–15 The whole process has to be carried out in an inert environment such that oxygen in the air does not inhibit the free radical polymerisation as is commonly seen for gelation in air. Uniform gelation throughout the bulk of the cast foams requires prior mixing of small amounts of an initiator and a catalyst into a much larger volume of the foamed slurry. Ceramic foams have also been made by slurry infiltration of polymeric sponge structures followed by drying and removal of the polymeric preform by heating in steps. 16–24 The burnout of the polymeric preform material, most commonly polyurethane, produces a large volume of toxic combustion products. A consider- able amount of research has recently been carried out on the use of dried wood from various trees as templates for producing ceramic foams. 25–28 The structures of wood derived from different trees have been reproduced in the form of ceramic foams by pyrolysing the original structure in an inert environment and infiltrating it with ceramic compositions in the form of chemical vapour or slurries. One of the most important characteristics of all foams is relative density, or the ratio of bulk density to the density of the solid, which for foams is typically below 0 . 3. Indeed a large number of foams produced both in the laboratory and in nature have a relative density of less than 0 . 1, indicating over 90% porosity. Many applications of foams depend on the cells or pores being isolated from or interconnected with each other and on whether the orientation of the cells depends upon the way they have been formed. 1 Ceramic foams are used in a large number of applications, for example high temperature gas 1 Materials Science Centre, IIT Kharagpur, West Bengal 721 302, India *Corresponding author, email [email protected] ß 2005 Institute of Materials, Minerals and Mining Published by Maney on behalf of the Institute Received 30 July 2004; accepted 6 August 2004 DOI 10.1179/174367605225011007 Advances in Applied Ceramics 2005 VOL 104 NO 1 9
Transcript of Nature inspired novel processing routes for ceramic foams

Nature inspired novel processing routes forceramic foams
S. Dhara1, M. Pradhan1, D. Ghosh1 and P. Bhargava*1
A closer look at some natural materials from animal and plant sources and the phenomenon
driving their use in day to day applications resulted in investigation of their potential in processing
of ceramic foams. Ceramic foams were made using aqueous ceramic slurries based on chicken
egg white, soap nut fruit extract and sucrose. Egg white and soap nut extract were utilised for
their natural foaming ability and binding of ceramic particles. Ceramic foams were produced by
foaming the aqueous ceramic slurries by mechanical agitation followed by casting. The egg white
based foams were set by coagulation achieved through sprinkling of acid, however use of acid
was not successful with foams made from slurries with low and high ceramic loadings. Sucrose
was utilised for its moisture retention ability and it not only simplified the egg white based process
but also helped to achieve foams with exceptional characteristics including porosity exceeding
95%. Sucrose containing egg white based ceramic foams could be set by heating soon after
casting. The soap nut based foams were processed in a similar way and were set simply by
drying. Soap nut based foams exhibited a much higher number of interconnections per cell.
Foams with a range of porosity and microstructural features could be produced from egg white
and soap nut based slurries by using different combinations of ceramic loading and binder
content in the premix or by varying the foaming time and slurry to container volume ratio.
Keywords: Ceramic foam, Egg white, Microstructure, Natural materials, Rheology, Soap nut, Sucrose
IntroductionNatural materials and structures have long inspiredengineered materials such as damage tolerant fibrereinforced composites, layered structures, nanostruc-tures, nanocomposites and high specific strength cellularmaterials. Similarly, natural materials such as wood,honeycomb, bone and coral have inspired the fabrica-tion of cellular materials or foams under controlledconditions in the laboratory and in industry. Thestructure of other forms of foams in nature, particularlythat of bubble assemblies in aqueous systems, hasintrigued scientists and researchers for some years.1
A number of methods for preparation of ceramicfoams by direct foaming and casting of aqueous ceramicslurries have been reported in the literature.2–13 Onepopular technique, gelcasting of ceramic foams, suffersfrom several limitations, many of which are associatedwith the free radical in situ polymerisation involved inthe setting of the foams.8–15 The whole process has to becarried out in an inert environment such that oxygen inthe air does not inhibit the free radical polymerisation asis commonly seen for gelation in air. Uniform gelationthroughout the bulk of the cast foams requires prior
mixing of small amounts of an initiator and a catalystinto a much larger volume of the foamed slurry.
Ceramic foams have also been made by slurryinfiltration of polymeric sponge structures followed bydrying and removal of the polymeric preform by heatingin steps.16–24 The burnout of the polymeric preformmaterial, most commonly polyurethane, produces alarge volume of toxic combustion products. A consider-able amount of research has recently been carried out onthe use of dried wood from various trees as templates forproducing ceramic foams.25–28 The structures of woodderived from different trees have been reproduced in theform of ceramic foams by pyrolysing the originalstructure in an inert environment and infiltrating it withceramic compositions in the form of chemical vapour orslurries.
One of the most important characteristics of all foamsis relative density, or the ratio of bulk density to thedensity of the solid, which for foams is typically below0.3. Indeed a large number of foams produced both inthe laboratory and in nature have a relative density ofless than 0.1, indicating over 90% porosity. Manyapplications of foams depend on the cells or pores beingisolated from or interconnected with each other and onwhether the orientation of the cells depends upon theway they have been formed.1
Ceramic foams are used in a large number ofapplications, for example high temperature gas
1Materials Science Centre, IIT Kharagpur, West Bengal 721 302, India
*Corresponding author, email [email protected]
� 2005 Institute of Materials, Minerals and MiningPublished by Maney on behalf of the InstituteReceived 30 July 2004; accepted 6 August 2004DOI 10.1179/174367605225011007 Advances in Applied Ceramics 2005 VOL 104 NO 1 9

purification, molten metal filtration, thermal insulation,high efficiency combustion burners and carriers forcatalyst.29–32 They are also used for biomedical implantapplications and impact absorbing structures, and arenow being considered as a better alternative to fibrousceramic insulation since they are much more environ-mentally friendly and less hazardous than fibrousmaterials. Each of these applications may require foamswith distinct microstructural characteristics and thus theprocesses developed must have sufficient flexibility tomeet the specific requirements.
InspirationThe present study has derived inspiration from materialsin nature that foam spontaneously under shear, mechan-ical agitation or when air is directly injected and mixedinto them. Such materials are available from plants,trees and even animal sources.33–38 Many proteins,whether derived from plant or animals sources, areknown for their foaming ability. Proteins have been usedin forming foams to increase softness or providedifferent texture in food items ranging from cakes toice creams, cookies and so on. In that context, egg white,which is mainly composed of proteins (ovalbumin), hasbeen commonly used in many food items for its naturalfoaming tendency.33,34 Proteins have also been utilisedin stabilisation of foams in alcoholic beverages such asbeer.
A number of materials derived from plant sourcesincluding roots, stems and fruit are known to be naturalfoam formers. Among these plant derived materials afruit belonging to the Sapindus family, popularly knownas soap nut, has been in use for hundreds of years ormore in making soaps for various cleansing applica-tions.35,36 The pulp of the soap nut fruit containssaponin, which gives it its natural foaming ability. Thesenaturally derived materials even if used on an industrialscale do not threaten the environment, as they arebiodegradable.
The present paper reports processes for the fabrica-tion of ceramic foams by consolidation of foamedceramic slurries based on natural materials such as eggwhite, soap nut extract and hybrid compositions thatemerged as natural developments of the initially chosencompositions. These natural materials are water solubleand thus all processing can be carried out with water asthe solvent. Also, the use of these natural materialsoffers numerous advantages over many other processesthat use synthetic materials that are either toxic or havetoxic byproducts and are not biodegradable. Althoughthe newly developed processes have been successfullyused in fabrication of ceramic foams from materialsincluding alumina, zirconia, silicon carbide and silica,the most detailed studies have been carried out usingalumina as the model system.39,40
Naturally available materials such as egg white andsoap nut extract appear to possess most of the propertiesthat would be desirable for making ceramic foams fromaqueous ceramic suspensions. Egg white and soap nutextract solution have much lower surface tension(respectively 57.5 and 40 mN m21) than water. Besideslowering the surface tension, both egg white and soapnut extract contain active hydrogen, which plays a rolein reducing drainage of the solvent (water) by forminghydrogen bonds.
Egg white undergoes rapid gelation on heating(Fig. 1) or on change in ionic strength with the additionof acid or other electrolytes. Owing to its macromole-cular character it can be used to adjust the viscosity ofaqueous slurries suited to different processing require-ments. Egg white on average consists of 88 wt-% water,9 wt-% protein and 0.6 wt-% minerals.33 The density ofhomogenised egg white is 1.01 g cm23. Among theminerals present in egg white, Na, S, Cl and K are themajor constituents.34
Soap nut extract is capable of playing a very similarrole to egg white in the fabrication of ceramic foams,except that it does not undergo gelation as is character-istic of egg white proteins. Soap nut based ceramicfoams develop strength simply upon drying. Soap nutextract contains a mixture of saponin and gums, whichare responsible for inducing foam formation in suspen-sions and stabilising the foam, as well as for providingstrength to the green dried ceramic foams. The soap nutfruit on average consists of 56 wt-% pericarp, fromwhich saponin and other soluble organics includinggums and resins are extracted. Saponin is a carbohy-drate containing 56.9 wt-% carbon, 8.3 wt-% hydrogenand 34.8 wt-% oxygen.35
Processes based on use of the above natural materialshave a number of attractive features in comparison withother processes utilising synthetic materials.7–14,41,42
Egg white and soap nut perform dual functions, ofboth foamer and binder. No other organic additives insignificant quantity are required, thus keeping theamount of organic material in the dried green foamsmall and reducing the amount of material that has tobe burnt out later. The two materials leave little or noash content as a fraction of ceramic powder weight.Also, unlike ionic foaming agents both materials can beused in any quantity, within the limits of acceptableviscosity, without causing coagulation in the ceramicslurries. Observations of aqueous foams for similar orlower concentration of egg white and soap nut insolution indicated that both provided significantlyhigher foam stability than cetyl trimethyl ammoniumbromide (CTAB), a commonly used foaming agent. Thehighest foam stability among all three materials wasprovided by egg white, followed by soap nut and thenCTAB. Both egg white and soap nut are used in foodprocessing and thus are non-toxic and environmentfriendly.
1 Temperature induced gelation behaviour of egg white
Dhara et al. Nature inspired novel processing routes for ceramic foams
10 Advances in Applied Ceramics 2005 VOL 104 NO 1

Sucrose: magic additive for processingceramic foams?It is well known that preventing solvent drainage fromthe lamellar region in foams can enhance foam stability.In view of this, another material from natural sourceswell known for its moisture retention capability, sucrose,has been considered as an additive to stabilise foams.Sucrose possesses polyhydroxy functionality, whichcontributes to significant hydrogen bonding betweensucrose and water molecules.43 The network structuredue to bonding between sucrose and water moleculeshas been confirmed by the shear thinning behaviourexhibited by sucrose solutions.
With a view to evaluating the potential of sucrose as afoam stabiliser owing to the ability of sucrose moleculesto associate with water molecules, ceramic foams wereprepared from deflocculated aqueous alumina slurrieswith and without sucrose. Cetyl trimethyl ammoniumbromide (CTAB) was used as the foaming agent and thestability of bubbles in the foamed ceramic slurries withand without sucrose was compared. Addition of sucroseclearly enhanced the stability of aqueous foamedslurries. When comparing two slurries with 35 vol.-%alumina loading that foamed to nearly 10 times theiroriginal volume, it was observed that the slurry with10 wt-% sucrose had a rate of drainage 2–3 times lowerthan slurries made without sucrose. The fact that thefoams were highly stable in the presence of sucrose alsoenabled fabrication of foams with porosity exceeding95% in the sintered state (Fig. 2).
In addition, sucrose contributed to strengthening ofgreen ceramic foams (Fig. 3), as was seen from strengthmeasurements of samples with very similar totalporosity and microstructure. The strengthening arosefrom a network that apparently existed between thesucrose molecules, the polyacrylate dispersant moleculesand water. The moisture retention ability of sucrose wasexploited successfully in other processing routes, whichare presented below.
Processing routes
Protein coagulation casting of ceramic foamsBasic process
The protein coagulation casting (PCC) of ceramic foamsinvolves foaming of the egg white based aqueous
ceramic slurries, which can be ‘set’ by coagulation ofthe proteins, which are the major constituents of eggwhite.2,44 In the present study, ‘egg white’ refers to thewhite part extracted from fresh hen’s eggs, but theprocess is also applicable to other proteins whichundergo coagulation upon change in ionic strength orheating irrespective of their source.
In the present study the slurries were prepared withfreshly extracted egg white, but a few experimentsconducted with egg white flakes showed very similarresults. A larger scale application of the process wouldhowever become more expensive using egg white flakes.The use of freshly extracted egg white appears feasibleeven on a larger scale in view of known practice inautomated extraction of egg white for the food and drugindustries.
Prior to its use in slurries, as extracted egg white washomogenised by magnetic stirring for about 30 min.Viscosity of as extracted, homogenised egg white isshown in Fig. 4. For alumina slurries (Alcoa CT 3000
2 SEM micrograph of sintered foam prepared from slurry
with 35 vol.-% alumina loading and 10 wt-% sucrose
3 Compressive strength of green alumina foams pre-
pared from suspensions without and with (30 wt-%)
sucrose for different ceramic loadings
4 Viscosity of egg white and soap nut solution mea-
sured at 30uC using parallel plate configuration with
0.1 mm gap
Dhara et al. Nature inspired novel processing routes for ceramic foams
Advances in Applied Ceramics 2005 VOL 104 NO 1 11

SG, d5050.70 mm) the commercial dispersant Darvan821A (polyacrylic acid ammonium salt) was used, whilethe silica slurries (Chettinad Fused Quartz, d5057 mm)did not require the use of any dispersant or pHadjustment. Slurries were prepared by allowing thepolypropylene jars containing the slurry componentsand zirconia milling media to roll on a pot mill (Fig. 5a).For foaming of the slurries, an arrangement was madeto turn the orientation of the jars such that the millingjars tumbled about an axis perpendicular to the height ofthe jars, causing much greater agitation (Fig. 5b). Theagitation was caused by a complex interaction of theslurry and zirconia media, which travelled verticallydownwards as the jar tumbled.
It was observed that, for the method of tumblingshown in Fig. 5b, the foaming action was inhibited whenthe viscosity of slurries was higher, while it waspromoted for slurries with lower viscosity. With a viewto exploiting natural differences in foaming behaviour,slurries were prepared with different solids loadings andegg white contents in the egg white–water premix(Table 1). There was a limit to the minimum viscositythat could provide stable foam for reasons other thanthe mechanism of foaming. Very low viscosity slurries
resulted in unstable foams owing to rapid drainage ofthe solvent. Thus, the lowest alumina loading (15 vol.-%)slurries did not yield stable foam unless undiluted eggwhite was used to maintain the viscosity above a certainminimum.
The foamed slurries were cast into moulds and wereset by spraying concentrated nitric acid to inducesimultaneous coagulation of the egg white proteins aswell as the alumina particles in the slurry. The influenceof slurry viscosity on foaming behaviour and consequentdifferences in foam microstructure can be seen fromFigs. 6–10. It should be noted that slurries with a rangeof viscosities were produced by simultaneously orindependently varying the ceramic loading and eggwhite content in the slurries (Table 1).
Extent of foaming, as measured in terms of factorincrease in volume of the slurry with incorporation ofair, was a strong function of slurry viscosity. Slurrieswith lower viscosity foamed faster while those with
5 Schematic diagram showing container orientation dur-
ing a slurry preparation by roll milling/mixing and b
foaming by tumbling
Table 1 Range of viscosity for slurries with different alumina loadings and binder contents (egg white and soap nutrespectively) in premix: composition with 2.4 wt-% egg white in premix was difficult to produce
Binder Binder content in premix, wt-% Solids loading, vol.-% Viscosity at 0.5 s21 shear rate, Pa s Total porosity, %
Egg white 2 55 177.6 68.42.4 55 Too viscous to measure 49.53 45 29.4 82.84 45 55.1 82.04.8 45 79.2 71.04 35 27.3 84.16 35 52.5 77.28 35 81.5 68.29 35 69.5 70.76 25 29.0 87.08 25 23.5 86.19 25 26.5 85.4
12 25 25.1 85.412 15 9.4 92.0
Soap nut 2 55 28.2 86.55 55 35.8 89.12 50 10.7 89.95 50 14.5 89.32 45 3.9 Unstable foam5 45 6.4 90.92 40 0.7 Unstable foam5 40 2.5 91.52 35 Too fluid to measure Unstable foam5 35 0.8 92.0
6 Extent of foaming and cell separation as function of
viscosity (at 0.5 s21 shear rate) of egg white based
alumina slurries
Dhara et al. Nature inspired novel processing routes for ceramic foams
12 Advances in Applied Ceramics 2005 VOL 104 NO 1

higher viscosity required longer foaming times. Toobserve the maximum extent of foaming for each slurrycomposition, slurries were subjected to a foaming timeof 22 h, during which all attained a steady foam volume.Slurries with low viscosity corresponding to low ceramicloading could be foamed to great extents. Withincreasing viscosity the maximum extent of foamingdecreased, reaching a steady state value of just under 2for viscosities above 80 Pa s (0.5 s21 shear rate) (Fig. 6).The maximum extent of foaming for individual slurrycompositions was a useful processing parameter thatindicated the maximum achievable porosity with thatcomposition.
For the same slurry, foams with a range of porositiescould be produced by varying the foaming time. Forexample, foaming of silica slurries for times rangingfrom 2 to 4 h yielded foams with porosity ranging from67 to 76% produced from a 55 vol.-% silica slurrycontaining about 20 vol.-% egg white in the premix.
In general, slurry viscosity (or composition) deter-mined the extent of foaming, which in turn governedseveral microstructural parameters besides total poros-ity. Thus it was seen that the cell wall thickness in
sintered foams increased with decreasing extent offoaming for slurries with higher viscosity (Fig. 6).
In all foams prepared by the present method, some orall of the individual cells were connected to each otherthrough an interconnection that developed on fractureof the cell walls between individual cells. The numberand area of interconnections between the cells wasgreater as the cell walls thinned with a greater extent offoaming for slurries with lower viscosity (Figs. 7 and 8).These results could also be viewed in terms of slurrycomposition, where slurries with similar egg whitecontent in the premix but lower ceramic loading resultedin foams with greater interconnection area (Fig. 9). Theopen porosity in alumina foams increased with increas-ing total porosity owing to the increased number ofinterconnections between cells.
Control of microstructural variation as demonstratedin Figs. 6–9 can be a tremendous advantage whendesigning microstructures for specific applications. Forexample, ceramic foams with greater fractions of closed
7 Relation between cell wall thickness and number of
interconnections per cell in sintered alumina foams
prepared from egg white slurries
8 Area of interconnection as fraction of sample cross-
sectional area in alumina foams produced from egg
white based slurries
9 Change in per cent interconnection area in alumina
foams as function of egg white content in premix for
slurries with different alumina loadings
10 SEM micrograph of alumina foam with nearly isolated
cells produced from highly viscous slurry with
55 vol.-% alumina loading and 2.4 wt-% egg white in
premix
Dhara et al. Nature inspired novel processing routes for ceramic foams
Advances in Applied Ceramics 2005 VOL 104 NO 1 13

porosity (Fig. 10) useful for thermal insulation applica-tions could be made by foaming highly loaded slurries toa lower extent; while foams with a higher fraction ofopen porosity (Fig. 11) useful for filtration and otherapplications requiring higher permeability could bemade by foaming lower ceramic loading slurries togreater extents.
Other major advantages with the PCC process includethe exceptionally high strength of ceramic foams in thegreen state, which permitted machining of foams in thegreen state, the tolerance of the process to higher density(zirconia) or larger size particles (silica) without anysignificant settling, and the relatively low expense of theprocess. It is also environmentally friendly as a result ofthe easy availability and non-toxicity of egg white.
Modified process
While there are advantages with the PCC process, thereare also certain limitations, particularly in making foamsfrom slurries with very low and high ceramic loading,and these need to be addressed to make the process moreattractive and user friendly. Although the process couldbe utilised to fabricate foams with lower porosity andgreater fraction of isolated cells to very high porosityfoams with high cellular connectivity, either end of thespectrum presented some difficulties.
Highly loaded alumina slurries (55 vol.-%) with ahigher concentration of egg white in the premix,required for preparation of foams with isolated cells,could not be prepared easily owing to their very highviscosity. Further, the slurry could not be foamed to asignificant extent and the foam produced was nothomogeneous (Fig. 10), with some cells in the range0.5–1 mm, resulting in low mechanical strength in thesintered state.
Slurries with low alumina loading (15 vol.-%) usingundiluted egg white, required for preparation of foamswith very open structure, foamed the most, but thecorresponding cast samples crumbled during dryingowing to extremely high shrinkage. The use of acid forsetting the foams, as mentioned above, was alwaysaccompanied by large linear shrinkage, which wasresponsible for cracks in foams with very low aluminaloading. The microstructure of the high porosity sinteredfoams produced from 15 vol.-% alumina slurriesrevealed strut microstructure indicating incompletedensification (Fig. 12).
Use of acid for setting the foams also did not workvery successfully for samples produced from highlyviscous slurries that foamed to a lesser extent. The acidcould not penetrate through the thickness of the foamedsamples, resulting in observed migration of the uncoa-gulated binder during drying. Binder migration causedminor problems such as differences in surface and bulkstrength and microstructural inhomogenity at thesample surface.
Although in contrast to the above observations, acidaddition was successful in setting alumina foams madefrom other slurry compositions, this may not be thepreferred means, as use of concentrated acid poseshealth hazards. To achieve uniform coagulation throughthe bulk of the foam samples, acid had to be spreaduniformly across the sample surface and to penetratethrough the sample thickness, thus lengthening thesetting process. Foam samples set using acid requiredmuch longer drying times. Difficulties with acid pene-tration also limited the thickness of the foam samplesthat could be set with the use of acid. As an alternativeto the use of acid, thermally induced gelation of eggwhite for setting the ceramic foams resulted either incollapse of foams or development of macrocracks or insamples that were highly fragile even during handling, asobserved in the development of alumina and silicafoams.
In order to address the above problems or limitationsthere was clearly a need for an additive that could servethe following purposes. The additive must lower theviscosity of highly loaded slurries to avoid non-uniformity in microstructure, enhance the stability offoams such that setting of foams could be achieved
11 SEM micrograph of alumina foam with larger number
of interconnected cells produced using egg white
based 20 vol.-% alumina slurry
12 SEM micrograph of strut in sintered foam made from
15 vol.-% alumina egg white based slurry showing
incomplete densification
Dhara et al. Nature inspired novel processing routes for ceramic foams
14 Advances in Applied Ceramics 2005 VOL 104 NO 1

uniformly throughout the volume by thermally inducedgelation instead of directional gelation as governed bypermeation of acid, lower the drying rate, and increasethe binder content without raising the viscosity forattaining defect free high porosity (.95%) ceramicfoams.
Based on previous studies by the present authors,parts of which are reported below, it was thought thataddition of sucrose to the egg white based ceramicslurries might satisfy many of the above requirements.Accordingly, experiments were carried out with aluminaand silica slurries. The volume occupied by sucrose inthe aqueous premix was measured when preparingslurries with specific ceramic loading. During binderburnout of sucrose containing foams, special care had tobe taken to heat the samples at a lower rate (1 K min21)in the vicinity of the melting point of sucrose (180uC),with holds at 150uC (30 min) and 200uC (60 min).
Addition of sucrose to the egg white based slurrieshad a significant influence on slurry rheology. Additionof as little as 2 wt-% sucrose (alumina weight basis) tothe 55 vol.-% alumina loading egg white based slurryresulted in lowering of viscosity (Fig. 13) and enabledeasy foaming with homogeneous foam microstructure(Fig. 14).
The observed decrease in viscosity of the aluminaslurries upon sucrose addition was primarily due to acorresponding decrease in egg white content and thepossible role of sucrose in weakening the interparticlenetwork through enhancement of steric hindrance.45–47
On the other hand, above a certain level of sucroseaddition, the viscosity increased owing to the decrease inwater content (Fig. 13).
Without the addition of sucrose, it would not havebeen possible to prepare ceramic foam samples fromsome of the highly loaded alumina slurries. Addition ofsucrose resulted in sintered foams with improvedmechanical properties. Despite higher porosity (56%),the alumina foam samples made with 2 wt-% sucrosehad average flexural and crushing strengths of 28 and74.5 MPa respectively, about twice the level in foamsamples made without sucrose addition.
Similar to the behaviour of highly loaded slurries, theaddition of sucrose to 15 vol.-% slurries resulted in adecrease in viscosity with increasing sucrose contentuntil it reached a minimum at 45 wt-% sucrose, fromwhich it increased on addition of further sucrose(Fig. 15). As discussed below, this addition of sucrosethat lowered slurry viscosity also helped to obtain defectfree samples with high green strength and porosityexceeding 96%.
The influence of sucrose additions on processing ofalumina foams was remarkable. Sucrose containingfoam samples, made even with the lowest aluminaloading of 15 vol.-%, could be set and simultaneouslydried at 50uC soon after casting without any cracking.The placement of samples in a preheated oven soon aftercasting led to temperature induced setting owing todenaturation of protein molecules. Foam samples madewithout sucrose could not be placed in the oven soonafter casting without experiencing foam collapse, crack-ing or curvature development. Despite the use of lowsolids loading (15 vol.-%), the sucrose containing foam
13 Effect of sucrose addition on 55 vol.-% alumina slur-
ries with 20 vol.-% egg white in premix
14 SEM micrograph of alumina foam showing homoge-
neity in microstructure obtained by addition of
sucrose to 55 vol.-% alumina slurries with 2.4 wt-%
egg white in premix
15 Viscosity of 15 vol.-% alumina slurries prepared with
egg white and different amounts of sucrose (dry pow-
der basis)
Dhara et al. Nature inspired novel processing routes for ceramic foams
Advances in Applied Ceramics 2005 VOL 104 NO 1 15

samples had negligible shrinkage during drying, thusmaking the samples less sensitive to drying conditions.
The amount of sucrose used to produce defect freealumina foams from 15 vol.-% alumina loading slurrieswas optimised through a systematic study. Ceramicfoam samples were prepared from 15 vol.-% aluminaloading slurries with sucrose amounts ranging from 11to 65 wt-% (alumina weight basis) (Table 2). The slurrywith 11 wt-% sucrose addition resulted in samples thatcrumbled during drying, and the damage increasedsignificantly during binder burnout. The samples madewith 22.5 and 45 wt-% sucrose were defect free and hadno crack formation. Green ceramic foam samples madefrom slurries containing 65 wt-% sucrose deformedduring the binder burnout step owing to melting andflow of the sucrose.
Sucrose containing foam samples appeared to possessplasticity and thus were not susceptible to damage due tostresses developed during drying or upon impact. Insteadin the presence of moisture the foam samples could bedeformed into different shapes. The presence of sucrose inceramic foams also inhibited binder migration duringdrying as verified by weight loss measurements of pieces
taken from different parts of the samples. The use of acidfor coagulation in foams resulted in large shrinkage,which was seen to limit the maximum total porosity toabout 92% at the lowest solids loading. This limit wasraised by the use of sucrose, which minimised dryingshrinkage and increased the total porosity to over 96%.
Addition of sucrose also had a bearing on the foammicrostructure. Experiments with variable sucroseamounts for the same egg white amounts indicateddifferences in connectivity of the cells. The connectivitybetween the cells in ceramic foams prepared with15 vol.-% slurries increased as the sucrose amountdecreased from 65 to 22.5 wt-% owing to easier fractureof the cell walls (Fig. 16).
It was observed that the green silica foam samplesmade without sucrose bent during drying while thosewith sucrose addition remained flat. The curvaturedevelopment in samples without sucrose was a resultof non-uniform drying from the exposed to the bottomsurface. This difference in drying between the top(exposed) and bottom surfaces was minimised in thepresence of sucrose owing to its capacity to holdmoisture.
Table 2 Summary of foams prepared by sucrose addition to 15 vol.-% alumina–egg white slurries, showingmicrostructural characteristics and mechanical properties
Sucrose ceramicpowder basis, wt-%
Total bindercontent, wt-%
Porosity, %
Number ofcells, cm22
Averagecell size, mm
Crushingstrength, MPa
Elasticmodulus, GPa RemarksTotal Open
0 15 92 83 149 400 … … Damaged11 23 96 96 117 500 … … Damaged22.5 30 96 96 193 350 0.3 0.68 Good45.0 39 96 96 503 200 0.85 1.15 Good65.0 45 94 93 350 300 0.15 … Deformed
a b
c d
16 SEM micrographs of foams prepared with 15 vol.-% alumina and egg white slurries containing a no sucrose, b 22.5,
c 45, d 65 wt-% sucrose
Dhara et al. Nature inspired novel processing routes for ceramic foams
16 Advances in Applied Ceramics 2005 VOL 104 NO 1

The marked effect of sucrose addition could be seenfrom the fact that ceramic foam samples with porositygreater than 96% could be green machined into differentshapes. The green foam samples could be drilled easilywithout causing macroscopic damage to the material.The sintered foams with 96% porosity, as expected, werefragile. The crushing strength of sintered alumina foamswith 96% porosity ranged from 0.30 MPa for 22.5 wt-%sucrose addition to 0.85 MPa for 45 wt-% sucroseaddition (Table 2).
As can be seen, the addition of sucrose to aluminaslurries contributed to simplification of the overallprocess as the foams prepared could be set simply bytemperature induced gelation of egg white and simulta-neous drying without collapse or cracking of the foamsamples. The fact that the sucrose containing foamswere less sensitive to drying conditions made possiblecasting of defect free thick sections, which was notpossible with the use of concentrated acid for setting offoams. The presence of sucrose also minimised bindermigration observed in foams prepared from highlyloaded slurries. Foam samples made from sucrose basedslurries had improved edge retention after unmoulding.The overall reliability of the process rose greatly with theuse of sucrose, thus ensuring defect free samplesconsistently. All of the beneficial effects of sucrose, asdescribed above, arose from the special moistureretention capability of sucrose owing to the presenceof polyhydroxy groups and association of sucrose withprotein molecules.
It was only a long time after this work had been carriedout that the authors noted that egg white–sucrosecompositions are used in making meringue, a foamedfood item (seeRef. 1, Fig. 2.6b, p. 18) that appears to havea structure similar to ceramic foams (Fig. 16).
Ceramic foams from soap nut based slurriesBasic process
Unlike egg white, which could be easily obtained,saponin and the other water soluble components hadto be extracted from the pericarp of the dried soap nutfruits in steps. The pericarp of dried soap nut fruits wasground in a food processor. The ground powder wasmixed in water using a magnetic stirrer. The soap nutpowder–water mix was kept in a water bath at 80uC for3 h to extract the water soluble components of the soapnut. The insoluble components of soap nut wereremoved by filtration and weighed to determine thepercentage of soluble components.
Water soluble soap nut extracts of different concen-trations were used to make slurries with a range ofalumina loadings (Table 1). Darvan 821A was used asthe dispersant for all alumina loaded slurries. As can beseen from Table 1, two different concentrations of soapnut extracts were used for slurry preparation. The 5 wt-%soap nut extract solution which was most commonlyused in the present experiments had a viscositysignificantly lower than that of egg white (Fig. 4).
Slurries with solids loadings of 35–50 vol.-% wereprepared by diluting 55 vol.-% slurry with soapnut extract of the corresponding concentration.Combinations of ceramic loading over the range35–55 vol.-% with 2 and 5 wt-% soap nut in the premixresulted in slurries with viscosity ranging from 0.7 to35.8 Pa s (Table 1).
Foaming of the slurries was achieved by tumbling(Fig. 5b), the same process as used with egg white basedslurries. For the soap nut based ceramic slurries twodifferent sets of foaming experiments were carried out.In one set slurries with different compositions werefoamed by tumbling for a period of 3 h. In another setof experiments the extent of foaming for a fixed slurrycomposition was constrained over a defined range byusing different initial slurry amounts in the samecontainer.
Foamed slurries were cast into moulds, and immedi-ately after casting samples were subjected to drying in apreheated oven at 50uC. Drying at higher temperaturesoften resulted in expansion of bubbles leading to non-homogeneity or even macrocracking in the samples.Drying at lower or ambient temperatures resulted ingradual destruction of foam structure through coales-cence or even collapse.
Foaming of slurries with different compositions
All foaming experiments were carried out with a fixedamount of slurry (45 mL) in a container of 300 mLvolume. The rate of foaming of slurries with differentalumina loadings was quantified by measuring the timerequired for the slurries to foam to about 3 times theoriginal slurry volume (Fig. 17). As can be seen fromFig. 17, the rate of foaming was inversely proportionalto the slurry viscosity. When subjected to a constantfoaming time of 3 h, the lower viscosity slurries (35 and40 vol.-% ceramic loading) foamed faster and filled thecontainer within the first 30–45 min. In the remainingtumbling time, the foam became more homogeneous.
The stability of foams produced from soap nut basedceramic slurries was critically dependent on the con-centration of soap nut in the aqueous premix solutions.The slurries with 2 wt-% soap nut solution and aluminaloading below 50 vol.-% foamed rapidly to the max-imum extent of 6.8 times the original slurry volume, butthe foams were unstable. In contrast, slurries preparedwith similar ceramic loading and higher concentration ofsoap nut solution (5 wt-%) formed stable foams whenfoamed to the same extent. Observations have revealedthat foam stability is closely related to slurry viscositywith stability decreasing with decreasing slurry viscosity.Even for aqueous foams, enhancing the viscosity of
17 Influence of solids loading on viscosity of 5 wt-%
soap nut based alumina slurries and on time to foam
slurries to approximately 3 times original volume
Dhara et al. Nature inspired novel processing routes for ceramic foams
Advances in Applied Ceramics 2005 VOL 104 NO 1 17
solutions is a commonly adopted strategy to stabilisefoams.48 In the present case viscosity does not appear tobe the reason for instability of the foams as many of theslurry compositions prepared from 2 wt-% soap nutsolutions had nearly the same or even higher viscositythan the slurry compositions prepared with 5 wt-% soapnut solution which yielded stable foams (Table 1).
It is thus likely that the instability of foamed slurriesfor 2 wt-% soap nut solutions was due to insufficientsurfactant molecules. This observation must be seen inlight of the fact that the 2 wt-% soap nut based slurries,which were unstable when foamed to 6.8 times theoriginal slurry volume, were found to be stable whenfoamed to a lesser extent. For example a 55 vol.-%alumina slurry with 2 wt-% soap nut content foamed to4.4 times its volume was stable and could be cast and setwithout any difficulty. In contrast, the same slurry whenfoamed to 6.8 times its original volume started tocollapse during drying.
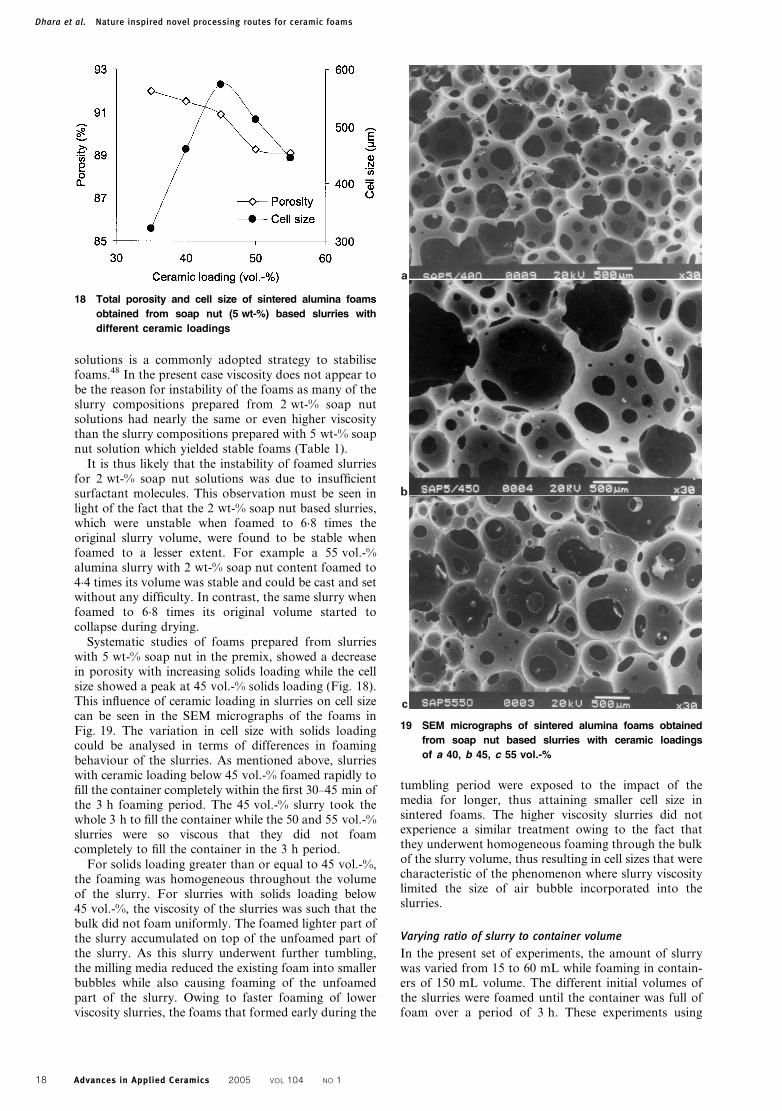
Systematic studies of foams prepared from slurrieswith 5 wt-% soap nut in the premix, showed a decreasein porosity with increasing solids loading while the cellsize showed a peak at 45 vol.-% solids loading (Fig. 18).This influence of ceramic loading in slurries on cell sizecan be seen in the SEM micrographs of the foams inFig. 19. The variation in cell size with solids loadingcould be analysed in terms of differences in foamingbehaviour of the slurries. As mentioned above, slurrieswith ceramic loading below 45 vol.-% foamed rapidly tofill the container completely within the first 30–45 min ofthe 3 h foaming period. The 45 vol.-% slurry took thewhole 3 h to fill the container while the 50 and 55 vol.-%slurries were so viscous that they did not foamcompletely to fill the container in the 3 h period.
For solids loading greater than or equal to 45 vol.-%,the foaming was homogeneous throughout the volumeof the slurry. For slurries with solids loading below45 vol.-%, the viscosity of the slurries was such that thebulk did not foam uniformly. The foamed lighter part ofthe slurry accumulated on top of the unfoamed part ofthe slurry. As this slurry underwent further tumbling,the milling media reduced the existing foam into smallerbubbles while also causing foaming of the unfoamedpart of the slurry. Owing to faster foaming of lowerviscosity slurries, the foams that formed early during the
tumbling period were exposed to the impact of themedia for longer, thus attaining smaller cell size insintered foams. The higher viscosity slurries did notexperience a similar treatment owing to the fact thatthey underwent homogeneous foaming through the bulkof the slurry volume, thus resulting in cell sizes that werecharacteristic of the phenomenon where slurry viscositylimited the size of air bubble incorporated into theslurries.
Varying ratio of slurry to container volume
In the present set of experiments, the amount of slurrywas varied from 15 to 60 mL while foaming in contain-ers of 150 mL volume. The different initial volumes ofthe slurries were foamed until the container was full offoam over a period of 3 h. These experiments using
18 Total porosity and cell size of sintered alumina foams
obtained from soap nut (5 wt-%) based slurries with
different ceramic loadings
a
b
c
19 SEM micrographs of sintered alumina foams obtained
from soap nut based slurries with ceramic loadings
of a 40, b 45, c 55 vol.-%
Dhara et al. Nature inspired novel processing routes for ceramic foams
18 Advances in Applied Ceramics 2005 VOL 104 NO 1

different slurry to container volume ratios wereperformed with a single slurry composition of 45 vol.-%alumina loading and 5 wt-% soap nut in the premix.
The use of different slurry to container volume ratiosresulted in the same slurry yielding foams with differenttotal porosity (Fig. 20). The smaller slurry amount hadto foam much more to fill the container, resulting inhigher porosity in the sintered foams and vice versa.Interestingly, the above method of foaming not onlyyielded foams with different total porosity but alsodifferent average cell sizes. The average cell sizes alsodecreased with increasing slurry to container volumeratio (Fig. 20 and 21).
The decrease in cell size with increasing slurry amountcould be attributed to the decrease in intensity of
agitation for increasing content of slurry present in thesame container volume. Some contribution to decreas-ing cell size with increase in slurry amount may alsohave come from the higher hydrostatic pressure actingon the bubbles owing to the larger slurry volume thatfoamed less and thus had higher effective density. Theother microstructural parameter that varied system-atically as a result of varying the slurry amount was thenumber of interconnections per cell, which increasedwith decreasing cell wall thickness accompanying anincrease in degree of foaming (Fig. 22). Almost all of themicrostructural data in the figures presented here had acoefficient of variation less than 0.05, while a few datapoints had a coefficient of variation between 0.05 and0.1. In summary, this approach of varying slurry
20 Variation in porosity and cell size obtained by foam-
ing different volumes of 45 vol.-% alumina, 5 wt-%
soap nut slurry in 150 mL container
a b
c d
21 SEM micrographs of sintered alumina foams obtained by foaming a 15, b 30, c 45, d 60 mL of 45 vol.- % alumina,
5 wt-% soap nut slurry in 150 mL container
22 Influence of extent of foaming on microstructural
parameters of soap nut based alumina foams
obtained by varying slurry to foaming container
volume ratio
Dhara et al. Nature inspired novel processing routes for ceramic foams
Advances in Applied Ceramics 2005 VOL 104 NO 1 19

amount in the same container provided a novel means tosystematically vary the microstructure of foams madefrom a single slurry composition.
Unique features of soap nut slurry based process
The use of soap nut simplified the process of fabricationof ceramic foams. The foams prepared by this processdeveloped strength simply on drying. Foams could beprepared with as little as 2 wt-% soap nut extract in thepremix. Regardless of whether foaming was carried outfor a fixed time or to a fixed extent or by varying theslurry to container volume, use of soap nut as thefoaming agent resulted in unique foam microstructure ascompared to foams prepared by comparable processesfor similar porosity. It is notable that foams producedfrom soap nut based slurries had an exceptionally openstructure with a large number and area of interconnec-tions between the individual cells regardless of ceramicloading (Fig. 19).
The exceptional behaviour of soap nut based slurrieswas most clearly evident from comparison of foamsprepared from soap nut based slurries with thoseprepared from egg white based slurries for 55 vol.-%alumina loading. While the egg white based foams hadminimal interconnections (Fig. 14), the soap nut basedfoams showed a significantly higher number of inter-connections between cells (Fig. 19c). Microscopy ofsoap nut based foams at different stages of processingrevealed that interconnections were mainly formedduring the drying stage.
The above differences in number and area ofinterconnections in foams prepared from egg whiteand soap nut based slurries appeared to be related to themaximum total porosity attainable in ceramic foams(Fig. 23). Considering the fact that the maximumachievable porosity in ceramic foams was inverselyrelated to slurry viscosity (Table 1), it is worth notingthat for similar ceramic loading and binder content the
soap nut based slurries had exceptionally low viscositycompared with the egg white based slurries (Table 1).
Summary and conclusionsNovel processes utilising natural materials such as eggwhite, soap nut and sucrose have been developed forfabrication of ceramic foams. The applicability of theprocesses has been demonstrated using a range ofceramic materials with significantly different powderparticle characteristics. The present study has demon-strated that egg white, soap nut and sucrose based foamfabrication processes offer numerous possibilities ofmicrostructural tailoring, in terms of total porosity, cellsize and interconnections between cells.
Both egg white and soap nut serve the role of foampromoter/stabiliser as well as binder in forming thegreen ceramic foams. Sucrose owing to its moistureretention capability not only played a crucial role inenhancing the foam stability by minimising drainage ofthe solvent (water), but it also addressed some of thelimitations encountered during processing of foamsfrom egg white based slurries.
The single most critical parameter determining themicrostructure of foams produced by mechanical agita-tion of slurries was found to be slurry viscosity. Thus,control of foam microstructure through slurry rheologywas demonstrated by making foams from slurries withdifferent combinations of ceramic loading and bindercontent. Lower total porosity with larger fraction ofisolated cells in foams was obtained from slurries withhigher solids loading, while slurries with lower loadingresulted in foams with higher porosity and intercon-nected cells.
Setting of egg white based foams was achieved byadjustment of pH through acid addition, however theacid posed several problems. Use of acid resulted inextensive cracking in foams prepared from low ceramicloading slurries and non-uniform gelation owing to slowacid penetration in foams prepared with highly loadedceramic slurries. The addition of sucrose eliminated theneed for acid and instead had a remarkable effect inachieving setting of ceramic foams simply by heating,without defects such as collapse, macrocracking orcurvature development. Addition of sucrose loweredthe viscosity of slurries and also raised the highestachievable porosity in these foams to over 96%.
Soap nut based foams were set simply by drying undercontrolled conditions. Foams produced from soap nutbased slurries had a very high extent of interconnectionbetween cells, which was not seen in foams producedfrom either egg white or sucrose based slurries. Besidesthe use of different slurry compositions (solids loading,binder content), controlled variation in foam micro-structure with use of soap nut based slurries was alsoobtained by foaming different initial volumes of a slurryof fixed composition in the same container each time.
The processes based on sucrose, egg white and soapnut presented here do not suffer from many of thelimitations faced by comparable slurry based directfoaming and casting processes such as gelcasting forfabrication of ceramic foams. Unlike gelcasting offoams, these processes require no additives to initiategelation (setting) of cast foams, thus simplifying ceramicfoam fabrication. The use of natural materials makes theprocesses environmentally friendly, with the possibility
23 Number of interconnections per cell as function of
total porosity in alumina foams processed using dif-
ferent additives
Dhara et al. Nature inspired novel processing routes for ceramic foams
20 Advances in Applied Ceramics 2005 VOL 104 NO 1

of the processes being adopted easily on an industrialscale. While in the present study mechanical agitationvia tumbling of the container with the milling media andslurry was used for foaming, it is likely that all of theslurries discussed can be foamed by many other methodsincluding direct air injection and mixing or other highshear mixing processes.
Acknowledgements
The authors are grateful to Sarika Mishra for data onsilica foams and to DST and CSIR for financial supportthrough projects SR/FTP/ET-72/2000 and 03(0917)/00-EMR-II. One of the authors (MP) would like also toacknowledge support from CSIR in the form of a seniorresearch fellowship.
References1. L. J. Gibson and M. F. Ashby: ‘Cellular solids’; 1988, New York,
NY, Pergamon.
2. S. Dhara and P. Bhargava: J. Am. Ceram. Soc., 2003, 86, 1645.
3. I. Garrn, C. Reetz, N. Brandes, L.W. Kroh and H. Schubert:
J. Eur. Ceram. Soc., 2004, 24, 579.
4. M. Pradhan and P. Bhargava: J. Am. Ceram. Soc., to be published.
5. M. Pradhan and P. Bhargava: Indian Patent 473/KOL/2003, 2003.
6. S. Dhara, M. Pradhan and P. Bhargava: Indian Patent 331/CAL/
2002, 2002.
7. H. X. Peng, Z. Fan, J. R. G. Evans and J. J. C. Busfield: J. Eur.
Ceram. Soc., 2000, 20, 807.
8. P. Sepulveda: Am. Ceram. Soc. Bull., 1997, 76, 61.
9. P. Sepulveda, F. S. Ortega, M. D. M. Innocentini and
V. Pandolfelli: J. Am. Ceram. Soc., 2000, 83, 3021.
10. J. G. P. Binner: Br. Ceram. Trans., 1997, 96, 247.
11. P. Sepulveda and J. G. P. Binner: J. Eur. Ceram. Soc., 1999, 19,
2059.
12. F. S. Ortega, P. Sepulveda and V. C. Pandolfelli: J. Eur. Ceram.
Soc., 2002, 22, 1395.
13. F. S. Ortega, F. A. O. Valenzuela, C. H. Scuracchio and V. C.
Pandolfelli: J. Eur. Ceram. Soc., 2003, 23, 75.
14. A. C. Young, O. O. Omatete, M. A. Janney and P. A. Menchhofer:
J. Am. Ceram. Soc., 1991, 74, 612.
15. M. A. Janney, O. O. Omatete, C. A. Walls, S. D. Nunn, R. J. Ogle
and G. Westmoreland: J. Am. Ceram. Soc., 1998, 81, 581.
16. F. F. Lange and K. T. Miller: Adv. Ceram. Mater., 1987, 2, 827.
17. S. J. Powell and J. R. G. Evans: Mater. Manuf. Process., 1995, 10,
757.
18. J. Sherman, R. H. Tuffias and R. B. Kaplan: Am. Ceram. Soc.
Bull., 1991, 70, 1025.
19. X. Zhu, D. Jiang, S. Tan and Z. Zhang: J. Am. Ceram. Soc., 2001,
84, 1654.
20. X. Miao, Y. Hu, J. Liu and A. P. Wong: Mater. Lett., 2004, 58,
397.
21. H. Haugen, J. Will, A. Kohler, U. Hopfner, J. Aigner and
E. Wintermantel: J. Eur. Ceram. Soc., 2001, 24, 661.
22. L. Montanaro, Y. Jorand, G. Fantozzi and A. Negro: J. Eur.
Ceram. Soc., 1998, 18, 1339.
23. F. R. Cichocki Jr and K. P. Trumble: J. Am. Ceram. Soc., 1998, 81,
1661.
24. X. Zhu, D. Jiang and S. Tan: Mater. Res. Bull., 2002, 37, 541.
25. E. Vogli, H. Sieber and P. Greil: Ceram. Eng. Sci. Proc., 2002, 23,
211.
26. C. Zollfrank and H. Sieber: J. Eur. Ceram. Soc., 2004, 24, 495.
27. C. Zollfrank, R. Kladny, H. Sieber and P. Greil: J. Eur. Ceram.
Soc., 2004, 24, 479.
28. C. Zollfrank, R. Kladny, H. Sieber, P. Greil and G. Motz: Ceram.
Trans., 2002, 129, 43.
29. D. Trimis and F. Drust: Combust. Sci. Technol., 1996, 121, 153.
30. L. A. Strom, T. B. Sweeting, D. A. Norris and J. R. Morris: MRS
Symp. Proc., 1995, 371, 321.
31. A. Krajewski, A. Ravaglioli, E. Roncari and P. Pinasco: J. Mater.
Sci., 2000, 12, 763.
32. J. F. Zievers, P. Eggerstedt and E. C. Zievers: Ceram. Bull., 1991,
76, 108.
33. T. Yamamoto et al.: ‘Hen eggs: their basic and applied science’;
1997, Boca Raton, FL, CRC Press.
34. A. L. Romanoff and A. J. Romanoff: ‘The avian egg’; 1949, New
York, NY, Wiley.
35. J. L. Sarin and M. L. Beri: Ind. Eng. Chem., 1939, 31, 712.
36. L. R. Row and C. Rukmini: Indian J. Chem., 1966, 4, 36.
37. R. M. Arriaga-Orihuela, L. E. Maqueda-Hurtado, C.B. Calzada-
Espinosa and F. Beristain: Mex. Inform. Tecnol., 2003, 14, 25.
38. J. L. Jane and S. S. Zhang: US Patent 5710190A, 1998.
39. S. Dhara: PhD thesis, Indian Institute of Technology, Kharagpur,
India, 2003.
40. D. Ghosh: MTech dissertation, Indian Institute of Technology,
Kharagpur, India, 2004.
41. O. Lyckfeldt and J. M. F. Ferreira: J. Eur. Ceram. Soc., 1998, 18,
131.
42. S. Komarneni, L. Pach and R. Pidugu: MRS Symp. Proc., 1995,
371, 285.
43. B. S. Bahl and A. Bahl: ‘Advanced organic chemistry’; 1989, New
Delhi, S. Chand and Co.
44. D. Ghosh, S. Dhara and P. Bhargava: Trans. Indian Ceram. Soc.,
to be published.
45. C. H. Schilling, C. Li, O. Tomasik and J. C. Kim: J. Eur. Ceram.
Soc., 2002, 22, 923.
46. J. C. Kim, C. H. Schilling, P. Tomasik and K. H. Auh: Mater.
Lett., 2000, 42, 221.
47. M. Pradhan and P. Bhargava: submitted to J. Am. Ceram. Soc..
48. F. Sebba: ‘Foams and biliquid foams – aphrons’; 1987, Chichester,
Wiley.
Dhara et al. Nature inspired novel processing routes for ceramic foams
Advances in Applied Ceramics 2005 VOL 104 NO 1 21