"N) WL-TR-92-4060 CHARACTERIZATION OF EA9396 ... - DTIC
488
"N) WL-TR-92-4060 CHARACTERIZATION OF EA9396 EPOXY RESIN FOR COMPOSITE REPAIR APPLICATIONS D. Robert Askins University of Dayton Research Institute 300 College Park Avenue Dayton, Ohio 45469 October 1991 Interim Technical Report for Period November 1988 - May 1991 Approved for public release; distribution is unlimited. MATERIALS DIRECTORATE WRIGHT LABORATORY AIR FORCE SYSTEMS COMMAND WRIGHT-PAT'ITERSON AIR FORCE BASE, OHIO 45433-6533 THIS DOCUMENT CONTAINED BLANK PAGES THAT HAVE BEEN DELETED
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of "N) WL-TR-92-4060 CHARACTERIZATION OF EA9396 ... - DTIC

"N) WL-TR-92-4060
CHARACTERIZATION OF EA9396 EPOXY RESINFOR COMPOSITE REPAIR APPLICATIONS
D. Robert Askins
University of Dayton Research Institute300 College Park AvenueDayton, Ohio 45469
October 1991
Interim Technical Report for Period November 1988 - May 1991
Approved for public release; distribution is unlimited.
MATERIALS DIRECTORATEWRIGHT LABORATORYAIR FORCE SYSTEMS COMMANDWRIGHT-PAT'ITERSON AIR FORCE BASE, OHIO 45433-6533
THIS DOCUMENT CONTAINED
BLANK PAGES THAT HAVE
BEEN DELETED

NOTICE
When Government drawings, specifications, or other data are used for anypurpose other than in connection with a definitely Government-related procurement, theUnited States Government incurs no responsibility or any obligation whatsoever. Thefact that the government may have formulated or in any way supplied the said drawings,secifications, or other data, is not to be regarded by implication, or otherwise in anymanner construed, as licensing the holder, or any other person or corporation; or asconveying any rights or permission to manufacture, use, or sell any patented informationthat may in any way be related thereto.
This report is releasable to the National Technical Information Service (NTIS).At NTIS, it will be available to the general public, including foreign nations.
This technical report has been reviewed and is approved for publication.
R03ERT B. URZI THEODORE J. R12PHART, Chief
Materials Engineering Branch Materials Engineering Branch
Systems Support Division Systems Support Division
M-terials Directorate Materials Directorate
-1Y-CAS D. COOPER, Chiaf/
Systems Support Division
YMa:erials Directorate
If your address has changed, if you wish to be removed from our mailing list, or if theadd.ressee is no longer employed by your organization, please notify WL/MLSE,WPAFB, OH, 45433-6533 to help us maintain a current mailing list.
Cc.ies of this report should not be returned unless return is required by securityco::siderations, contractual obligations, or notice on a specific document.

Form ApprovedREPORT DOCUMENTATION PAGE 0MB No 0704-0o88
PI,,o 100o0Mtq 0.no en .•7 th'S CIeCtIOM Of ,mfOrmatrom is estimated to averaqe 1 -our oer *e$panse. ,nmcuaing the tne for rev-ew.n'q intruGeOrS •eAf(,me . tf••g data sources.gatr'erAq en 'ecnta,, - the oath needed. anra COM letnetq and ren,erng the collect on c' mi'rn'ation f seno ommentf '.ardirg th$ ,tourden esr~mate or inn ýther anoect Of ttns(OIll•cltn Jfamtornffl4AtlOt'..eqlu c uqQa1 • or tý1 .iClin tt burden 0 to -vashlngton ,eaaauarterl Serfrces. OreCtorate for Infornaton O eer.fOM AndO Roorft. 1)t15 efferonDavr.qtn'av. Sute 204. Aington. vA 22202-4302 and to thre Off-ce ol Manaqement and Bu.dget. PhDerworm ReducttOn Project (0704-t 188).W•VCngtOn. 0-i OS03
1. AGENCY USE ONLY (Leave blank) 2. REPORT DATE 3. REPORT TYPE AND DATES COVERED
October 1991 Interim; 11/01/88 - 05/31/914. TITLE AND SUBTITLE S. FUNDING NUMBERS
CHARACTERIZATION OF EA9396 EPOXY RESIN FOR C F33615-89-C-5643COMPOSITE REPAIR APPLICATIONS PE 62102
PR 24186. AUTHOR(S) TA 04
Rooert Askins WU 89
7. PERFORMING ORGANIZATION NAME(S) AND ADDRESS(ES) 8. PERFORMING ORGANIZATIONUniversity of Dayton Research Institute REPORT NUMBER
300 College Park AvenueDayton, Ohio 45469-0130 UDR-TR-91-77
9. SPONSORING/ MONITORING AGENCY NAME(S) AND ADDR:SS(ES) 10. SPONSORING/ MONITORINGMaterials Directorate, Wright Laborator, AGENCY REPORT NUMBER
WL/MLSE, ATT'I: Mr. Robert Urzi (513-255-7483)Air Force Systems CommandWright-Patterson AFB, Ohio 45433-6533 WL-TR-92-4060
1l. SUPPLEMENTARY NOTES
12a. DISTRIBUTION /AVAILABILITY STATEMENT 12b. DISTRIBUTION CODE
Approved for public release; distribution is unlimited.
.3. ABSTRACT (Maximum 200 words)A program was completed to develop material property data for an epoxy resin
system for aircraft repair applications. The epoxy resin wai developed by Hysol andis designated EA9396. An extensive array of mechanical proper.y data was generatedfor both glass and graphite r:inforced laminates. Comparative properties of threeresin lots were obtained. The effect of several processing and environmentalvariables on laminate properties was cetermined and the effect of long-corm storagewas established.
All laminates prepared and tested during this program were cured with vacuuim-bag pres•ure only. Mechanical tests were carried out at temperatures ranging frGm-65'F to 200'F on both dry and humidity-aged specimens. Processing variables thatwere studied included cure time and temperature, vacuum pressure level, resin im-pregnation procedure, alternate bagging s,.hemes, alternate bleeder materials, andalternate resin/reinforcenert ratios. tnviI'onmental variables that were studiedincluded, in addition t3 numidity-aging, elevated temperature exposure and exposureto a high-intensity heat-pulse. (Continued on attached page)
14. SUBJECT TERMS 15. NUMBER OF PAGES
(See attached page) 500
"17 SECURITY CLASSIFICATION 18. SECURITY CLASSIFICATION 11. SECURITY CLASSIFICATION 20. LIMITATION OF ABSTRACTOF RFPORT OF THIS PAGE OF ABSTRACTUNCLASSI7,IED UNCLASSIFIED UNCLASSIFIED UNLIMITED
I'SN 1 ,:').01 280 5500 Standard norm 298 (Rev 2-89);'1 ". flflfl 2 i ) , t 4' J
/r

REPORT DOCUMENTATION PAGE (Concluded)
13. ABSTRACT (Concluded)
Test results indicated that the neat EA9396 resin system absorbed about9 percent water by weight during humidity aging and that its glass-transitiontemperature decreased from around 176%C (349°F) to around 107%C (225 0 F) as aresult of moisture absorption for a 200°F/45-minute cure. Storage at tem-peratures ranging from 720 F to 120°F for up to 24 months had no adverse effecton achievable interlaminar shear strength. Pot/work life of the resin wasonly slightly shorter after 18 months than it was for fresh resin and exceerded90 minutes at 720 F and 10 winutes at 100'F. Mechanical properties werevery consistent from batch-to-batch.' The absorption of moisture significantlylowered most mechanical properties, particularly with glass reinforcement.
14. SUBJECT TERMS (Concluded)
Epoxy Tg GlassTwo-Part Bearing GraphiteRepair Dry Elevated TemperatureComposite Wet Vacuum BagWet Layup Storage Life Humidity AgingProperties Pot Life ProcessingMechanical Laminate TemperaturePhysical Honeycomb PressureTensile Sandwich Thermal FlashCompressive Reinforcement CureShear
ii
PREFACE
This report covers the work performed during the period from November 1988 to
May 1991 under Air Force Contract Nos. F33615-86-C-5031 and F33615-89-C-5643,
Project 7381. The work was administered under the direction of the Systems Support
Division of the Air Force Materials Directorate, Wright Laboratory, Wright-Patterson
Air Force Base, Ohio. Mr. William Purcell (WL/MLSE) was the Program Project
Engineer.
The Principal Investigator on this program was D. Robert Askins. The major
portion of the laboratory work was conducted by Messrs. L. Dee Pike, Jr.,
Gary Andrews, and Don Byrge.
This report was submitted by the author in October 1991. The contractor's report
number is UDR-TR-91-77.
IC - .. .. .. TC T3 T '
ooeUsion For
Fa C hA& IDTIC TAB f
f lrntio
D t u t r i a. t I o n / " . . -
vwia ll and/oriDist puoial
TABLE OF CONTENTS
SECION PAGE
I INTRODUCTION 1
2 APPROACH 2
2.1 MATERIALS 22.2 EXPERIMENTAL DESIGN 42.3 TEST METHODS 4
2.3.1 Interlaminar Shear 82.3.2 Glass Transition Temperature 82.3.3 Bearing Strength 92.3.4 Viscosity 92.3.5 Viscosity Curing Profile 92.3.6 Differential Scanning Calorimetry (DSC) 92.3.7 Fourier Transform Infrared (FTIR)
Spectroscopy 102.3.8 High Pressure Liquid Chromatography (HPLC) 10
2A4 PROCESSING PROCEDURES 11
3 DISCUSSION OF RESULTS 123.1 LAMINATE PHYSICAL PROPERTIES 123.2 BATCH-TO-BATCH MECHANICAL PROPERTY
COMPARISONS 143.2.1 Tension 143.2.2 Compression 143.2.3 Inplane Shear 143.2.4 Interlaminar Shear 14
3.3 GLASS TRANSITION TEMPERATURE 313.4 BEARING STRENGTH 313.5 EFFECT OF NONBASELINE CURE/
PROCESSING CONDITIONS 313.5.1 Effect of Cure Temperature on Degree of
Cure by DSC 353.5.2 Effect of Cure Time and Temperature on
Interlaminar Shear Strength 403.5.3 Effect of Cure Vacuum Pressure on
Interlaminar Shear Strength 403.6 RESIN POT/WORK LIFE 403.7 EFFECT OF STORAGE TIME AND TEMPERATURE 433.8 EFFECT OF FIBER CONTENT 55
V
TABLE OF CONTENTS (Continued)
SECTON PAGE
3.9 ALTERNATE IMPREGNATION AND BAGGINGSCHEMES 583.9.1 Alternate Ply Impregnation Procedure 583.9.2 Alternative Bleeder Materials 613.9.3 Alternative Bagging Schemes 61
3.10 HONEYCOMB SANDWICH BEHAVIOR 663.10.1 Effect of Skin Cocuring on Edgewise
Compression Behavior 663.10.2 Effect of Fillet Size on Flatwise
Tensile Strength 693.11 EFFECT OF SIZING ON GLASS FABRIC
LAMINATES 723.12 EFFECT OF NON-BASELINE ENVIRONMENTAL
EXPOSURE 743.12.1 Elevated Temperature Exposure 743.12.2 Exposure to Thermal Pulse 74
4 CONCLUSIONS 81
5 REFERENCES 82
A STANDARD LAMINATE PROCESSING PROCEDURE A-I
B NONSTANDARD LAMINATE PROCESSINGPROCEDURES B-i
B. 1 NONSTANDARD CURE TIME/TEMPERATURE B-iB.2 NONSTANDARD CURE VACUUM PRESSURES B-iB.3 NONSTANDARD FIBER CONTENT B-iB.4 NONSTANDARD PLY IMPREGNATION
PROCEDURES B-2B.5 NONSTANDARD BLEEDER MATERIAL B-3B.6 NONSTANDARD BAGGING SCHEMES B-3
C LAMINATE PHYSICAL PROPERTIES C-1
D INDIVIDUAL SPECIMEN TENSION PROPERTIES,BASELINE D-l
vi
TABLE OF CONTENTS (Continued)
SECTION PAGE
APPENDICES
E TNDIVIDUAL SPECIMEN COMPRESSION PROPERTIES,BASELINE E-1
F INDIVIDUAL SPECIMEN ±450 TENSION/INPLANESHEAR PROPERTIES, BASELINE F-1
G INDIVIDUAL SPECIMEN INTERLAMINAR SHEARPROPERTIES, BASELINE G-1
H INDIVIDUAL SPECIMEN BEARING PROPERTIES,BASELINE H-1
I INDIVIDUAL SPECIMEN GLASS TRANSITIONTEMPERATURE MEASUREMENTS I-1
J INDIVIDUAL SPECIMEN INTERLAMINAR SHEARSTRENGTHS, EFFECT OF CURE TIME/TEMPERATURE/PRESSURE VARIATIONS J- 1
K INDIVIDUAL SPECIMEN INTERLAMINAR SHEARSTRENGTH, EFFECT OF EXPOSURE TO 177°C (350°F) K-1
L INDIVIDUAL SPECIMEN INTERLAMINAR SHEARSTRENGTH, EFFECT OF RESIN/FIBER CONTENT L-1
M INDIVIDUAL SPECIMEN PROPERTIES, EFFECT OFSTORAGE TIME AND TEMPERATURE M-1
M. 1 HPLC SPECTRA M-1M.2 BROOKFIELD VISCOSITY MEASUREMENTS M-1M.3 HEAT OF REACTION TESTS (DSC) M-2M.4 FTIR SPECTRA M-2M.5 RHEOMETRIC VISCOSITY PROFILES M-2M.6 INTERLAMINAR SHEAR STRENGTH M-3
N INDIVIDUAL SPECIMEN HONEYCOMB FLATWISETENSILE PROPERTIES, EFFECT OF ADHESIVEFILLET SIZE N-i
vii

TABLE OF CONTENTS (Concluded)
SETO PACE
APPENDICES
0 INDIVIDUAL SPECIMEN HONEYCOMB SANDWICHEDGEWISE COMPRESSION PROPERTIES, EFFECT OFCOCURING VS. SECONDARY BONDING 0-1
P INDIVIDUAL SPECIMEN COMPRESSION PROPERTIES,EFFECT OF THERMAL PULSE P-I
Q INDIVIDUAL SPECIMEN MECHANICAL PROPERTIES,EFFECT OF SILANE SIZING ON ENVIRONMENTALDEGRADATION OF GLASS REINFORCED LAMINATES Q-1
R COMPUTATION OF BLEEDER ABSORPTIVITY R- 1
vi ii
LIST OF FIGURES
1 Typical DMA Cure with Tg Value 33
2 Typical Dynamic and Isothermal Heat Release TestResults for Curing of EA9396 37
3 Dynamic DSC Residual Heat Release Test for Postcuringof EA9396 After Isothermal Cure at 82'C (180"F) 38
4 HPLC Spectra of EA9396, Part A 45
5 FTIR Spectra of EA9396, Parn A 47
6 FTIR Spectra of EA9396, Part B 48
7 Rheometrics Viscosity Cure Profile for Fresh EA9396 Resin 49
8 Heat Release Test Results for Fresh EA9396 Resin 51
9 Comparison of Cocurea and Secondarily BondedHoneycomb Sandwich Skins 67
10 Effect of Adhesive on Fillet Size and Flatwise TensileStrength of Sandwich Constructions 73
A. 1 Typical Vacuum Bag Lay-up Scheme for Curing EA9396Composite Laminates A-7
A.2 Heat-Up Curve for T aminate Cure A-8
B. 1 Nonstandard Vacuum Bag Lay-up Scheme with PerforatedBleeder/Breather Barrier Filn B-9
B.2 Nonstandard Vacuum Bag Lay-up Using Double-BagScheme B-10
I. 1 Determination of Tg for Specimen 1-2, Batch 1, Dry Condition 1-3
1.2 Determination of Tg for Specimen 1-4, Batch 1, Dry Condition 1-4
1.3 Determination of Tg for Specimen 1-6, Batch 1, Dry Condition I-5
ix

LIST OF FIGURES (Continued)
FIGURE PAGE-
1.4 Determination of Tg for Specimen 2-2, Batch 2, Dry Condition 1-6
1.5 Determination of Tg for Specimen 2-4, Batch 2, Dry Condition 1-7
1.6 Determination of Tg for Specimen 2-6, Batch 2, Dry Condition 1-8
1.7 Determination of Tg for Specimen 3-2, Batch 3, Dry Condition 1-9
1-8 Determination of Tg for Specimen 3-4, Batch 3, Dry Condition I-10
1.9 Determination of Tg for Specimen 3-6, Batch 3, Dry Condition I-11
1I .) Determination of Tg for Specimen 1-1, Batch 1, Wet Condition 1-12
1.11 Determination of Tg for Specimen 1-3, Batch 1, Wet Condition I-13
1.12 Determination of Tg for Specimen 1-5, Batch 1, Wet Condition 1-14
1.13 Determination of Tg for Specimen 2-1, Batch 2, Wet Condition 1-15
1.14 Determination of Tg for Specimen 2-3, Batch 2, Wet Condition 1-16
1.15 Determination of Tg for Specimen 2-5, Batch 2, Wet Condition I-17
1.16 Determination of Tg for Specimen 3-1, Batch 3, Wet Condition 1-18
1.17 Determination of Tg for Specimen 3-3, Batch 3, Wet Condition 1-19
1.18 Determination of Tg for Specimen 3-5, Batch 3, Wet Condition 1-20
M. 1 Initial HPLC Spectra for EA9396 Parts A and B M-26
M.2 HPLC Spectra for EA9396. Part A After I Month Storage M-27
M.3 HPLC Spectra for EA9396, Part A After 6 Months Storage M-28
M.4 HPLC Spectra for EA9396, Part A After 12 Months Storage M-29
M.5 HPLC Spectra for EA9396, Part A After 18 Months Storage M-30
M.6 HPLC Spectra for EA9396, Part A After 24 Months Storage M-31
x
LIST OF FIGURES (Continued)
FIGURE PAGE
M.7 Heat R,;lease Cuive for EA9396 Stored at 220C (72 0F)for 1 Month M-32
M.8 Heat Release Curve for EA9396 Stored at 380 C (lOOTF)for I Month M-33
M.9 Heat Release Curve for EA9396 Stored at 490 C (120 0 F)fcr 1 Month M-34
M.10 Heat Release Curve for EA9396 Stored at 22'C (72°F)for 3 Months M-35
M.1 1 Heat Release Curve for EA9396 Stored at 22°C (720 F)for 6 Months M-36
M.12 Heat Release Curve for EA9396 Stored at 38 0C (lOOTF)for 6 Months M-37
M.13 Heat Release Curve for EA9396 Stored at 490C (120 0 F)for 6 Months M-38
M. 14 Heat Release Curve for EA9396 Stored at 220C (720 F)for 12 Months M-39
M.15 Heat Release Curve for EA9396 Stored at 38°C (100F)for 12 Months M-40
M. 16 Heat Release Curve for EA9396 Stored at 490C (1 20'F)for 12 Months M-41
M.17 Heat Release Curve for EA9396 Stored at 220 C (72 0F)for 18 Months M-42
M.18 Heat Release Curve for EA9396 Stored at 38°C (100F)for 18 Months M-43
M.19 Heat Rclease Curve for EA9396 Stored at 490 C (120'F)for 18 Months M-44
M.20 Heat Release Curve for EA9396 Stored at 22'C (72 0F)for 24 Months M-45
xi

LIST OF FIGURES (Continued)
FIGURE PAGE
M.21 Heat Release Curve for EA9396 Stored at 38*C (100*F)for 24 Months M-46
M.22 Heat Release Curve for EA9396 Stored at 490 C (120 0F)for 24 Months M-47
M.23 FTIR Spectra for EA9396, Part A, Initial M-48
M.24 FITR Spectra for EA9396, Part A, Stored at 38 0C (100 0 F),for 1 Month M-49
M.25 FTIR Spectra for EA9396, Part A, Stored at 490C (120 0 F)for 1 Month M-50
M.26 FTIR Spectra for EA9396, Part A, Stored at 220 C (720 F)for 3 Months M-51
M.27 FHTR Spectra for EA9396, Part A, Stored at 220C (720 F)for 6 Months M-52
M.28 FIR Spectra for EA9396, Part A, Stored at 38 0C (100°F)for 6 Months M-53
M.29 FTIR Spectra for EA9396, Part A, Stored at 490C (1200 F)for 6 Months M-54
M.30 FIR Spectra for EA9396, Part A, Stored at 220C (720 F)for 12 Months M-55
M.31 FTIR Spectra for EA9396, Part A, Stored at 38 0C (1000F)for 12 Months M-56
M.32 FTIR Spectra for EA9396, Part A, Stored at 490C (1200F)for 12 Months M-57
M.33 FTIR Spectra for EA9396, Part A, Stored at 220C (720F)for 18 Months M-58
M.34 FTIR Spectra for EA9396, Part A, Stored at 380C (100WF)for 18 Months M-59
xii
LIST OF FIGURES (Continued)
FIGURE PAGE
M.35 FTIR Spectra for EA9396, Part A, Stored at 490 C (120 0 F)for 18 Months M-60
M.36 FTIR Spectra for EA9396, Part A, Stored at 220 C (720 F)for 24 Months M-61
M.37 FTIR Spectra for EA9396, Part A, Stored at 380 C (1000F)for 24 Months M-62
M.38 F1IR Spectra for EA9396, Part A, Stored at 490C (120 0F)for 24 Months M-63
M.39 FTIR Spectra for EA9396, Part B, Initial M-64
M.40 FTIR Spectra for EA9396, Part B, Stored at 380 C (100 0 F)for 1 Month M-65
M.41 FTIR Spectra for EA9396, Part B, Stored at 490 C (120 0 F)for 1 Month M-66
M.42 FTIR Spectra for EA9396, Part B, Stored at 220 C (720F)for 3 Months M-67
M.43 FTIR Spectra for EA9396, Part 73, Stored at 220 C (72*F)for 6 Months M-68
M.44 FTIR Spectra for EA9396, Part B, Stored at 380 C (100 0F)for 6 Months M-69
M.45 FTIR Spectra for EA9396, Part B, Stored at 490 C (120 0 F)for 6 Months M-70
M.46 FTIR Spectra for EA9396, Part B, Stored at 22*C (72°F)for 12 Months M-71
M.47 FTIR Spectra for EA9396, Part B, Stored at 380C (100 0F)for 12 Months M-72
M.48 FTIR Spectra for EA9396, Part B, Stored at 490C (120TF)for 12 Months M-73
xiii

LIST OF FIGURES (Continued)
M.49 FTIR Spectra for EA9396, Part B, Stored at 22*C (72 0F)for 18 Months M-74
M.50 FTIR Spectra for EA9396, Part B, Stored at 38 0C (100IF)for 18 Months M-75
M.51 FTIR Spectra for EA9396, Part B, Stored at 49"C (120 0F)for 18 Months M-76
M.52 FTIR Spectra for EA9396, Part B, Stored at 22°C (72°F)for 24 Months M-77
M.53 FTIR Spectra for EA9396, Part R, Stored at 380C (100IF)for 24 Months M-78
M.54 FTIR Spectra for EA9396, Part B, Stored at 49°C (120°F)for 24 Months M-79
M.55 Viscosity Cure Profile for EA9396, Initial M-80
M.56 Viscosity Cure Profile for EA9396, After Storage at380C (100°F) for 1 Month M-81
M.57 Viscosity Cure Profile for EA9396, After Storage at221C (72°F) for 1 Month M-82
M.58 Viscosity Cure Profile for EA9396, After Storage at22°C (72°F) for 3 Month M-83
M.59 Viscosity Cure Profile for EA9396, After Storage at220C (72°F) for 6 Months M-84
M.60 Viscosity Cure Profile for EA9396, After Storage at38°C (100lF) for 6 Months M-85
M.61 Viscosity Cure Profile for EA9396, After Storage at491C (120'F) for 6 Months M-86
M.62 Viscosity Cure Profile for EA9396, After Storage at221C (721F) for 12 Months M-87
xiv

LIST OF FIGURES (Concluded)
EIGURE PAGE
M.63 Viscosity Cure Profile for EA9396, After Storage at38°C (100°F) for 12 Months M-88
M.64 Viscosity Cure Profile for EA9396, After Storage at49°C (120°F) for 12 Months M-89
M.65 Viscosity Cure Profile for EA9396, After Storage at22*C (72°F) for 18 Months M-90
M.66 Viscosity Cure Profile for EA9396, After Storage at38*C (100*F) for 18 Months M-91
M.67 Viscosity Cure Profile for EA9396, After Storage at49°C (120°F) for 18 Months M-92
M.68 Viscosity Cure Profile for EA9396, After Storage at22*C (721F) for 24 Months M-93
M.69 Viscosity Cure Profile for EA9396, After Storage at38'C (100°F) for 24 Months M-94
M.70 Viscosity Cure Profile for EA9396, After Storage at49*C (120°F) for 24 Months M-95
0.1 Types of Failure Modes Observed in EdgewiseCompression Tests 0-2
Q. I Failure Location of Tensile Specimens That Failed InsideTab Area Q-11
xv
LIST OF TABLES
TABLE
I Glass and Graphite Fabric Reinforcement Description 3
2 Test Matrix for Batch-to-Batch Comparisons and BaselineMechanical Property Data 5
3 Summary of Supplemental Tests to Determine SpecificMaterials Properties and the Effects of Processingand Environmental Variables on Properties 6
4 Physical Properties Summary for Laminates Prepared withBaseline Processing Procedure 13
5 Baseline Longitudinal (Warp) Tensile Properties of GlassReinforced E-7781/EA9396 Composite Material 15
6 Baseline Transverse (Fill) Tensile Properties of GlassReinforced E-7781/EA9396. Composite Material 16
7 Baseline Transverse (Fill) Tensile Properties of GlassReinforced E-7781/EA9396 Composite Material 17
8 Baseline Longitudinal (Warp) Tensile Properties of GraphiteReinforced T300-W 133/EA9396 Composite Material 18
9 Baseline Transverse (Fill) Tensile Properties of GraphiteReinforced T300-W133/EA9396 Composite Material 19
10 Baseline Transverse (Fill) Tensile Properties of GraphiteReinforced T300-W I33/EA9396 Composite Material 20
11 Baseline Longitudinal (Warp) Compressive Properties of GlassReinforced E-7781/EA9396 Composite Material 21
12 Baseline Transverse (Fill) Compressive Properties of GlassReinforced E-7781/EA9396 Composite Material 22
13 Baseline Transverse (Fill) Compressive Properties of GlassReinforced E-7781/EA9396 Composite Material 23
14 Baseline Longitudinal (Warp) Compressive Properties ofGraphite Reinforced T300-W133/EA9396 Composite Material 24
xvi

LIST OF TABLES (Continued)
TAB.LE PAGE
15 Baseline Transverse (Fill) Compressive Properties ofGraphite Reinforced T300-W133/EA9396 Composite Material 25
16 Baseline Transverse (Fill) Compressive Properties ofGraphite Reinforced T300-W133/EA9396 Composite Material 26
17 Baseline In-Plane Shear Properties of GlassReinforced E-7781/EA9396 Composite Material 27
18 Baseline In-Plane Shear Properties of GlassReinforced E-7781/EA9396 Composite Material 28
19 Baseline In-Plane Shear Properties of GraphiteReinforced T300-W133/EA9396 Composite Material 29
20 Baseline In-Plane Shear Properties of GraphiteReinforced T300-W133/EA9396 Composite Material 30
21 Baseline Interlaminar Shear Properties of EA9396Composite Laminates 32
22 Glass Transition Temperature of EA9396 NeatResin Castings 34
23 Room Temperature Bearing Strength of EA9396Composite Material 34
24 Effect of Temperature on Cure Exotherm Behaviorof EA9396 Neat Resin 36
25 Effect of Cure Temperature on Interlaminar ShearStrength of Graphite Reinforced EA9396 Laminates 41
26 Effect of Cure Pressure on Laminate PhysicalCharacteristics and Interlaminar Shear Strength 42
27 Pot Life Observations for 200-Gram Batch of EA9396 44
28 Work Life Observations of 12-Ply Graphite LaminateImpregnated with EA9396 A/B Resin 44
xvii

LIST OF TABLES (Continued)
ALE PAGE
29 Effect of Long-Term Storage at Elevated Temperature onthe Curing Viscosity Profile Characteristics of EA9396 50
30 Effect of Long-Term Storage at Elevated Temperature onthe Calorimetric Cure Characteristics of EA9396 52
31 Effect of Long-Term Storage at Elevated Temperature onthe Viscosity of EA9396, Part A 53
32 Effect of Long-Term Storage at Elevated Temperature onAchievable Interlaminar Shear Strength of Graphite-Reinforced T300-W133/EA9396 Composite Material 54
33 Effect of Resin/Fiber Content on Interlarninar ShearStrength of EA9396 Composite Laminates 56
34 Effect of Resin/Fiber Content on 22°C (72 0F), DryCompressive Properties of EA9396 Laminates 57
35 Physical Properties Summary of Laminates Preparedwith Variant Processing Procedures 60
36 Physical Properties Summary of Laminates Preparedwith Alternative Bleeder Material 62
37 Effect of Perforated Film Processing Modification onLaminate Properties 64
38 Effect of Double-Bag Processing Modification onLaminate Properties 65
39 Effect of Skin Bonding Approach on EdgewiseCompression Strength 70
40 Effect of Adhesive Application Rate on FlatwiseTensile Strength of Honeycomb Sandwich 71
41 Longitudinal (Warp) Tensile Properties of Al 100-SizedGlass Reinforced E-7781/EA9396 Composite Material 75
xviii
LIST OF TABLES (Continued)
AL PAGE
42 In-Plane Shear Properties of Al 100-Sized GlassReinforced E-7781/EA9396 Composite Material 75
43 Interlaminar Shear Properties of Al 100-Sized GlassReinforced E-7781/EA9396 Composite Material 76
44 Effect of 177*C (350*F) Cure Cycles on InterlaminarShear Strength of EA9396 Composite Laminates 77
45 Effect of Radiant Thermal Pulse on Compression Strengthof Glass-Reinforced E-7781/EA9396 Composite Material 78
46 Effect of Radiant Thermal Pulse on Compression Strengthof Graphite-Reinforced T300-W 133/EA9396Composite Material 79
A. 1 Laminate Thicknesses and Dimensions A-5
A.2 EA9396 Baseline Laminate Fabrication Parameters A-6
B. 1 Laminates Cured at Nonstandard TimesTemperatures B-6
B.2 Laminates Cured Under Nonstandard Vacuum Pressure B-6
B.3 Laminates Prepared with Nonstandard Bleeder Plyin Resin Ratios B-7
B.4 Laminates Made with Nonstandard Bleeder Material B-8
C. I Physical Properties of T300-W133 Graphite FabricReinforced Laminates C-2
C.2 Physical Properties of E-7781 Glass Fabric ReinforcedLaminates C-5
D. 1 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 1, Warp Direction, 221C (72*F) Dry D-2
D.2 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 2, Warp Direction, 221C (721F) Dry D-3
xix
LIST OF TABLES (Continued)
TABLE
D.3 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 3, Warp Direction, 221C (72'F) Dry D-4
D.4 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 1, Warp Direction, 221C (721F) Wet D-5
D.5 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 2, Warp Direction, 22°C (72°F) Wet D-6
D.6 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 3, Warp Direction, 22°C (72'F) Wet D-7
D.7 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 1, Fill Direction, -54°C (-65WF) Dry D-8
D.8 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 2, Fill Direction, -54 0C (-65WF) Dry D-9
D.9 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 3, Fill Direction, -54 0 C (-65'F) Dry D-10
D.10 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 1, Fill Direction, 22 0C (72F) Dry D- 11
D. 1I Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 2, Fill Direction, 22°C (72WF) Dry D-12
D.12 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 3, Fill Direction, 22°C (72°F) Dry D-13
D. 13 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 1, Fill Direction, 93°C (200'F) Dry D-14
D. 14 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 2, Fill Direction, 93°C (200'F) Dry D-15
D.15 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 3, Fill Direction, 93°C (200'F) Dry D-16
D. 16 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 1, Fill Direction, -54°C (-650F) Wet D-17
xx

LIST OF TABLES (Continued)
D. 17 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 2, Fill Direction, -54'C (-650 F) Wet D-18
D. 18 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 3, Fill Direction, -54°C (-65°F) Wet D-19
D. 19 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 1, Fill Direction, 22*C (72°F) Wet D-20
D.20 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 2, Fill Direction, 22°C (72°F) Wet D-21
D.21 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 3, Fill Direction, 22'C (72°F) Wet D-22
D.22 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 1, Fill Direction, 93°C (2000 F) Wet D-23
D.23 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 2, Fill Direction, 93°C (200 0F) Wet D-24
D.24 Individual Specimen Tensile Test Results, Baseline Tests,Glass Reinforcement, Batch 3, Fill Direction, 93°C (2000F) Wet D-25
D.25 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 1, Warp Direction,22 0C (72'F) Dry D-26
D.26 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 2, Warp Direction,22 0C (72°F) Dry D-27
D.27 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 3, Warp Direction,22°C (72°F) Dry D-28
D.28 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch I, Warp Direction,22 0C (720F) Wet D-29
xxi

LIST OF TABLES (Continued)
TALEAE
D.29 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 2, Warp Direction,220C (72 0 F) Wet D-30
D.30 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 3, Warp Direction,220C (72 0 F) Wet D-31
D.31 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 1, Fill Direction,-54'C (-65°F) Dry D-32
D.32 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 2, Fill Direction,-54°C (-65°F) Dry D-33
D.33 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 3, Fill Direction,-54°C (-65°F) Dry D-34
D.34 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 1, Fill Direction,22°C (72°F) Dry D-35
D.35 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 2, Fill Direction,22°C (72°F) Dry D-36
D.36 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 3, Fill Direction,22°C (72°F) Dry D-37
D.37 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 1, Fill Direction,93°C (200'F) Dry D-38
D.38 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 2, Fill Direction,93°C (200'F) Dry D-39
xxii
LIST OF TABLES (Continued)
D.39 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 3, Fill Direction,93°C (200'F) Dry D-40
D.40 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 1, Fill Direction,-54 0C (-650 F) Wet D-41
D.41 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 2, Fill Direction,-54 0 C (-650 F) Wet D-42
D.42 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 3, Fill Direction,-54 0 C (-650 F) Wet D-43
D.43 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 1, Fill Direction,220C (72°F) Wet D-44
D.44 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 2, Fill Direction,220C (720F) Wet D-45
D.45 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 3, Fill Direction,220C (720 F) Wet D-46
D.46 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 1, Fill Direction,930C (2000F) Wet D-47
D.47 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 2, Fill Direction,930C (200°F) Wet D-48
D.48 Individual Specimen Tensile Test Results, Baseline Tests,Graphite Reinforcement, Batch 3, Fill Direction,930C (200WF) Wet D-49
xxiii

LIST OF TABLES (Continued)
TABLE PAGE
E. 1 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Warp Direction, Batch 1, 220 C (72 0F) Dry E-2
E.2 Individual Specimen Compression Test Results. Baseline Tests,Glass Reinforcement, Warp Direction, Batch 2, 22°C (72'F) Dry E-3
E.3 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Warp Direction. Batch 3, 220 C (72 0 F) Dry E-4
E.4 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Warp Direction, Batch 1, 22 0C (720 F) Wet E-5
E.5 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Warp Direction, Batch 2, 220 C (72 0F) Wet E-6
E.6 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Warp Direction, Batch 3, 22°'C (72 0F) Wet E-7
E.7 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Fill Direction, Batch 1, -54°C (-65°F) Dry E-8
E.8 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Fill Direction, Batch 2, -540C (-65°F) Dry E-9
E.9 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Fill Direction, Batch 3, -54 0 C (-65 0 F) Dry E-10
E.10 Individual Specimen Compression Test Results. Baseline Tests,Glass Reinforcement, Fill Direction, Batch 1, 220 C (72°F) Dry E-Il
E. 11 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Fill Direction, Batch 2, 22 0C (72 0F) Dry E-12
E. 12 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Fill Direction, Batch 3, 22°C (72°F) Dry E-13
E. 13 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Fill Direction, Batch 1, 930 C (200'F) Dry E-14
E. 14 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Fill Direction, Batch 2, 93'C (200'F) Dry E-15
xxiv

LIST OF TABLES (Continued)
TABLE PAGE
E. 15 Individual Specimen Compression Test Results, Baseline Tests.Glass Reinforcement, Fill Direction, Batch 3, 93°C (200'F) Dry E-16
E. 16 Individual Specimen Compression Test Results, Baseline Tests.,Glass Reinforcement, Fill Direction, Batch 1, -540C (-650F) Wet E-17
E. 17 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Fill Direction, Batch 2, -54°C (-650F) Wet E-18
E. 18 Individual Specimen Compression Test Results, Baseline Tests,Glass R•inforcement, Fill Direction, Batch 3, -54°C (-650 F) Wet E-19
E. 19 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Fill Direction, Batch 1, 22°C (720F) Wet E-20
E.20 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Fill Direction, Batch 3, 220 C (720F) Wet E-21
E.21 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Fill Direction, Batch 1, 930 C (200°F) Wet E-22
E.22 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Fill Direction, Batch 2, 930 C (200'F) Wet E-23
E.23 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Fill Direction, Batch 2, 93°C (2000 F) Wet E-24
E.24 Individual Specimen Compression Test Results, Baseline Tests,Glass Reinforcement, Fill Direction, Batch 3, 93°C (200'F) Wet E-25
E.25 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement. Warp Direction, Batch 1,22°C (72°F) Dry E-26
E.26 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Warp Direction, Batch 2,22°C (72WF) Dry E-27
E.27 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Warp Direction, Batch 3,220 C (72WF) Dry E-28
xxv

LIST OF TABLES (Continued)
TABLE PAGE
E.28 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Warp Direction, Batch I,220C (72 0F) Wet E-29
E.29 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Warp Direction, Batch 2,22 0C (72 0F) Wet E-30
E.30 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Warp Direction, Batch 3,22 0C (72 0 F) Wet E-31
E.31 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 1,-540C (-650F) Dry E-32
E.32 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 2,-54°C (-65'F) Dry E-33
E.33 Individual Specimen Compression Test Results, Baseitne Tests,Graphite Reinforcement, Fill Direction, Batch 3,-54°C (-65°F) Dry E-34
E.34 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 1,22°C (72°F) Dry E-35
E.35 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 2,22°C (72°F) Dry E-36
E.36 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 3,22 0C (72°F) Dry E-37
E.37 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 1,93 0 C (2000F) Dry E-38
xxvi
LIST OF TABLES (Continued)
TABLE PAGE
E.38 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 2,93°C (200'F) Dry E-39
E.39 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 3,93°C (200'F) Dry E-40
E.40 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 1,-54 0C (-650F) Wet E-41
E.41 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 2,-540C (-650F) Wet E-42
E.42 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 3,-54 0C (-65WF) Wet E-43
E.43 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 1,220C (720F) Wet E-44
E.44 Individual Specimen Compression i cst Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 2,220C (720F) Wet E-45
E.45 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 3,220C (72°F) Wet E-46
E.46 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 1,930C (2000F) Wet E-47
E.47 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 2,930C (2000F) Wet E-48
xxvii

LIST OF TABLES (Continued)
TABLE PAGE
E.48 Individual Specimen Compression Test Results, Baseline Tests,Graphite Reinforcement, Fill Direction, Batch 3,930C (2000 F) Wet E-49
F. 1 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 1, -540 C (-65 0F) Dry F-2
F.2 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 2, -54 0C (-65 0F) Dry F-3
F.3 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 3, -54'C (-650F) Dry F-4
F.4 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 1, 220 C (720F) Dry F-5
F.5 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 2, 22 0C (72 0 F) Dry F-6
F.6 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 3, 220C (72°F) Dry F-7
F.7 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 1, 930 C (2000 F) Dry F-8
F.8 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 2, 93 0C (200'F) Dry F-9
F.9 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 3, 93 0C (200'F) Dry F-10
F.10 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 1, -54 0 C (-650 F) Wet F-I I
F.] I Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 2, -540C (-650F) Wet F-12
F. 12 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 3, -54°C (-650 F) Wet F- 13
F. 13 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 1, 22°C (720F) Wet F- 14
xxviii
LIST OF TABLES (Continued)
TABLE PAGE
F. 14 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 2, 220C (72 0F) Wet F- 15
F. 15 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 3, 220C (72 0F) Wet F-16
F. 16 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 1, 930C (2000 F) Wet F- 17
F.17 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 2, 930C (2000 F) Wet F-18
F.1 8 Individual Specimen Inplane Shear Test Results, Baseline Tests,Glass Reinforcement, Batch 3, 930C (200 0F) Wet F-19
F. 19 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 1, -54 0C (-65'F) Dry F-20
F.20 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 2, -540C (-65°F) Dry F-21
F.21 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 3, -54°C (-65°F) Dry F-22
F.22 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 1, 22°C (72°F) Dry F-23
F.23 Individual Specimen Inplane Shear Test Results. Baseline Tests,Graphite Reinforcement, Batch 2, 22°C (72°F) Dry F-24
F.24 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 3, 22°C (72°F) Dry F-25
F.25 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 1, 93°C (200'F) Dry F-26
F.26 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 2, 93°C (200'F) Dry F-27
F.27 Individua! Specimen Inplane Shear Test Results, Baseline 'rests,Graphite Reinforcement, Batch 3, 93°C (200'F) Dry F-28
xxix
LIST OF TABLES (Continued)
TABLE PAGE
F.28 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 1, -54 0C (-650F) Wet F-29
F.29 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 2, -54 0C (-650F) Wet F-30
F.30 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 3, -541C (-650F) Wet F-31
F.31 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 1, 22 0C (720 F) Wet F-32
F.32 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 2, 220C (720 F) Wet F-33
F.33 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 3, 220C (72 0F) Wet F-34
F.34 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 1, 930C (2000F) Wet F-35
F.35 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 2, 930C (200 0F) Wet F-36
F.36 Individual Specimen Inplane Shear Test Results, Baseline Tests,Graphite Reinforcement, Batch 3, 930C (200 0F) Wet F-37
G. I Individual Specimen Interlaminar Shear Test Results. BaselineTests, Glass Reinforcement, Batch 1, 22°C (72°F) Dry GY-2
G.2 Individual Spcchmen Interlaminar Shear Test Results, BaselineTests, Glass Reinforcement, Batch 2, 22°C (72°F) Dry G-3
G.3 Individual Specimen Interlaminar Shear Test Results, BaselineTests, Glass Reinforcement, Batch 3, 22°C (72°F) Dry 0-4
G.4 Individual Specimen Interlaminar Shear Test Results, BiselineTests, Glass Reinforcement, Batch 1, 220C (72 0F) Wet G-5
G.5 Individual Specimen Interlaminar Shear Test Results, BaselineTests, Glass Reinforcement, Batch 2, 220C (72°F) Wet G-6
xxx

LIST OF TABLES (Continued)
TABLE PAGE
G.6 Individual Specimen Interlaminar Shear Test Results, BaselineTests, Glass Reinforcement, Batch 3, 220 C (72 0 F) Wet G-7
G.7 Individual Specimen Interlaminar Shear Test Results, BaselineTests, Glass Reinforcement, Batch 1, 930 C (2000 F) Wet G-8
G.8 Individual Specimen Interlaminar Shear Test Results, BaselineTests, Glass Reinforcement, Batch 2, 930C (2000 F) Wet G-9
G.9 Individual Specimen Interlaminar Shear Test Results, BaselineTests, Glass Reinforcement, Batch 3, 930C (200 0F) Wet G-10
G.10 Individual Specimen Interlaminar Shear Test Results, BaselineTests, Graphite Reinforcement, Batch 1, 220C (72 0 F) Dry G-11
G.1 1 Individual Specimen Interlaminar Shear Test Results, BaselineTests, Graphite Reinforcement, Batch 2, 220C (72 0 F) Dry G-12.
G. 12 Individual Specimen Interlaminar Shear Test Results, BaselineTests, Graphite Reinforcement, Batch 3, 22 0C (72 0F) Dry G-13
G.13 Individual Specimen Interlaminar Shear Test Results, BaselineTests, Graphite Reinforcement, Batch 1, 220C (72 0 F) Wet G-14
G. 14 Individual Specimen Interlaminar Shear Test Results, BaselineTests, Graphite Reinforcement, Batch 2, 220 C (72 0 F) Wet G- 15
G. 15 Individual Specimen Interlaminar Shear Test Results, BaselineTests, Graphite Reinforcement, Batch 3, 220C (72LF) Wet G-16
G. 16 Individual Specimen Interlaminar Shear Test Results, BaselineTests. Graphite Reinforcement, Batch 1, 930C (200 0F) Wet 0-17
G. 17 Individual Specimen Interlaminar Shear Test Results, BaselineTests, Graphite Reinforcement, Batch 2, 93 0C (200 0F) Wet G-18
G.18 Individual Specimen Interlaminar Shear Test Results, BaselineTests, Graphite Reinforcement, Batch 3, 930C (200 0F) Wet G-19
H. 1 Individual Specimen Bolt-Bearing Test Results,Glass Reinforcement, Dry Condition H-2
xxxi

LIST OF TABLES (Continued)
TABLE PA.E
H.2 Individual Specimen Bolt-Bearing Test Results,Glass Reinforcement, Wet Condition H-3
H.3 Individual Specimen Bolt-Bearing Test Results,Graphite Reinforcement, Dry Condition H-4
H.4 Individual Specimen Bolt-Bearing Test Results,Graphite Reinforcement, Wet Condition H-5
1.1 Individual Specimen Glass Transition Temperature 1-2
J. I Effect of Vacuum Pressure on Interlaminar Shear Strengthof Glass Reinforced EA9396 Composite Laminates J-2
J.2 Interlaminar Shear Strength of Graphite Reinforced EA9396Composite Laminates Cured 45 Minutes at 107 0 C (2250F) J-3
J.3 Interlaminar Shear Strength of Graphite Reinforced EA9396Composite Laminates Cured 30 Minutes at 93 0 C (2000 F) J-4
J.4 Interlaminar Shear Strength of Graphite Reinforced EA9396Composite Laminates Cured 30 Minutes at 82oC (180'F) J-5
J.5 Interlaminar Shear Strength of Graphite Reinforced EA9396Composite Laminates Cured 45 Minutes at 79'C (175°F) J-6
J.6 Interlaminar Shear Strength of Graphite Reinforced EA9396Composite Laminates Cured 7 Days at 22°C (72'F) J-7
K. 1 Effect of Elevated Temperature Exposure on InterlaminarShear Strength of Glass Reinforced EA9396 CompositeLaminates K-2
K.2 Effect of Elevated Temperature Exposure on InterlaminarShear Strength of Graphite Reinforced EA9396 CompositeLaminates K-3
L. 1 Effect of Fiber Content on Interlaminar Shear Strength ofGlass Reinforced EA9396 Composite Laminates L-2
xxxii
LIST OF TABLES (Continued)
TABLE PAG
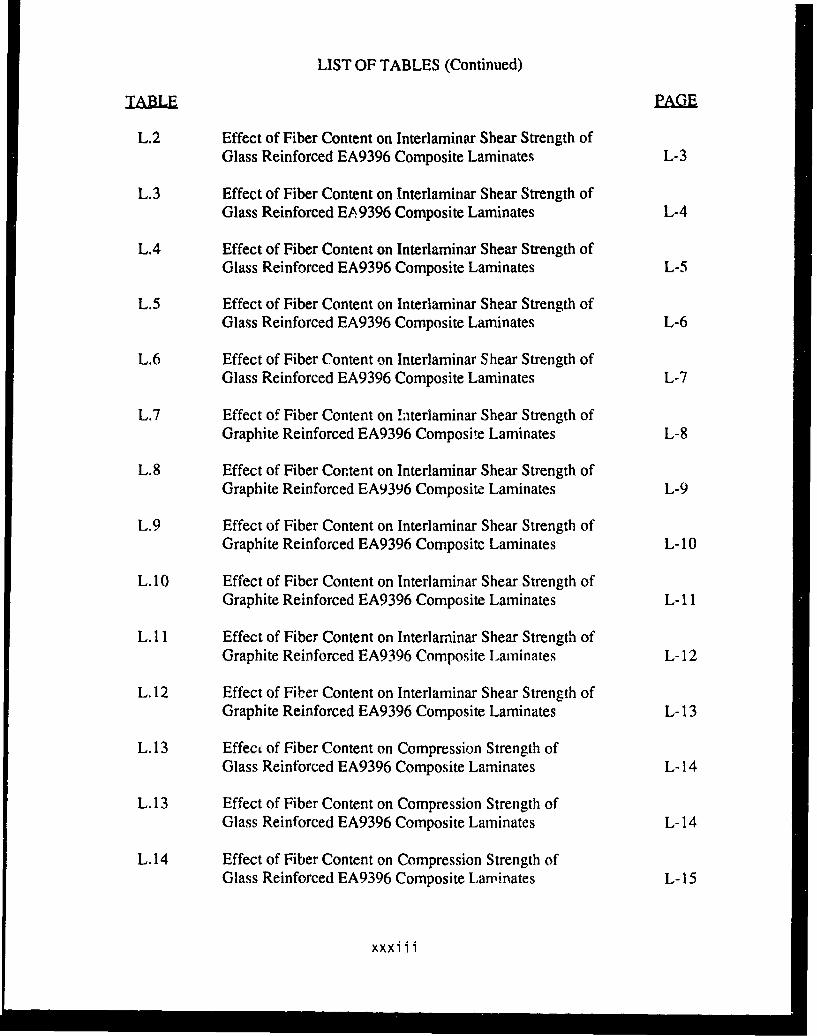
L.2 Effect of Fiber Content on Interlaminar Shear Strength ofGlass Reinforced EA9396 Composite Laminates L-3
L.3 Effect of Fiber Content on Interlaminar Shear Strength ofGlass Reinforced EA9396 Composite Laminates L-4
L.4 Effect of Fiber Content on Interlaminar Shear Strength ofGlass Reinforced EA9396 Composite Laminates L-5
L.5 Effect of Fiber Content on Interlaminar Shear Strength ofGlass Reinforced EA9396 Composite Laminates L-6
L.6 Effect of Fiber Content on Interlaminar Shear Strength ofGlass Reinforced EA9396 Composite Laminates L-7
L.7 Effect of Fiber Content on !Mterlaminar Shear Strength ofGraphite Reinforced EA9396 Composite Laminates L-8
L.8 Effect of Fiber Content on Interlaminar Shear Strength ofGraphite Reinforced EA9396 Composite Laminates L-9
L.9 Effect of Fiber Content on Interlaminar Shear Strength ofGraphite Reinforced EA9396 Composite Laminates L-10
L. 10 Effect of Fiber Content on Interlaminar Shear Strength ofGraphite Reinforced EA9396 Composite Laminates L-11
L. 11 Effect of Fiber Content on Interlaminar Shear Strength ofGraphite Reinforced EA9396 Composite Lraminates L-12
L. 12 Effect of Fiber Content on Interlaminar Shear Strength ofGraphite Reinforced EA9396 Composite Laminates L-13
L. 13 Effect of Fiber Content on Compression Strength ofGlass Reinforced EA9396 Composite Laminates L-14
L. 13 Effect of Fiber Content on Compression Strength ofGlass Reinforced EA9396 Composite Laminates L- 14
L. 14 Effect of Fiber Content on Compression Strength ofGlass Reinforced EA9396 Composite Laminates L-15
xxxiii
LIST OF TABLES (Continued)
TABLE
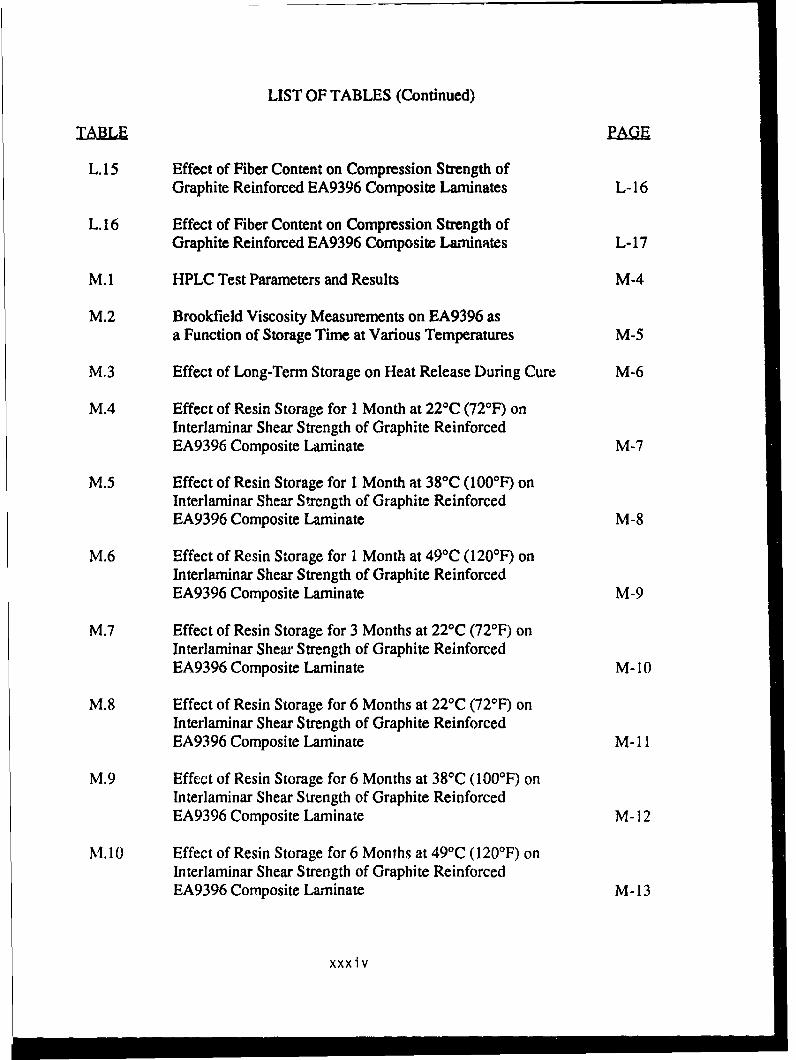
L. 15 Effect of Fiber Content on Compression Strength ofGraphite Reinforced EA9396 Composite Laminates L-16
L. 16 Effect of Fiber Content on Compression Strength ofGraphite Reinforced EA9396 Composite Laminates L-17
M. 1 HPLC Test Parameters and Results M-4
M.2 Brookfield Viscosity Measurements on EA9396 as
a Function of Storage Time at Various Temperatures M-5
M.3 Effect of Long-Term Storage on Heat Release During Cure M-6
M.4 Effect of Resin Storage for 1 Month at 221C (72*F) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M-7
M.5 Effect of Resin Storage for 1 Month at 38 0C (100*F) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M-8
M.6 Effect of Resin Storage for 1 Month at 49*C (120'F) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M-9
M.7 Effect of Resin Storage for 3 Months at 220C (72'F) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M- 10
M.8 Effect of Resin Storage for 6 Months at 22°C (72'F) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M-11
M.9 Effect of Resin Storage for 6 Months at 38*C (100'F) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M- 12
M. 10 Effect of Resin Storage for 6 Months at 49'C (120'F) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M- 13
xxxiv
LIST OF TABLES (Continued)
TABLE
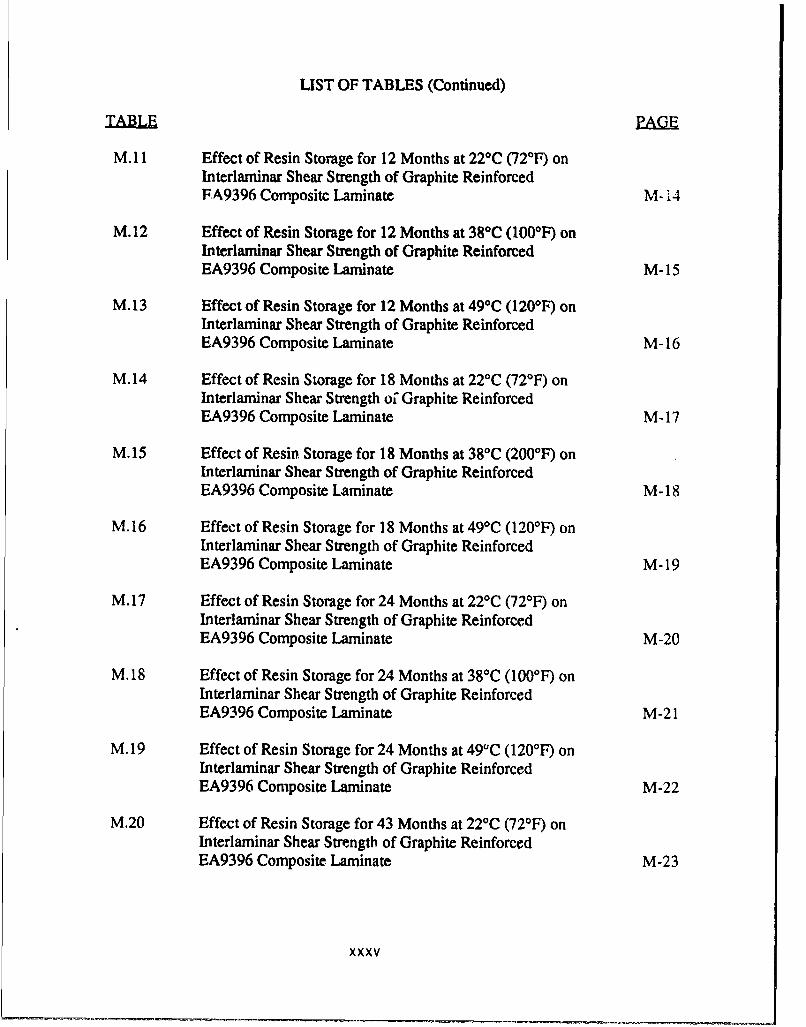
M.11 Effect of Resin Storage for 12 Months at 22°C (72°F) onInterlaminar Shear Strength of Graphite ReinforcedFA9396 Composite Laminate M- 14
M. 12 Effect of Resin Storage for 12 Months at 38°C (100°F) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M- 15
M.13 Effect of Resin Storage for 12 Months at 49*C (120*F) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M- 16
M. 14 Effect of Resin Storage for 18 Months at 22°C (72*F) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M- 17
M.15 Effect of Resin Storage for 18 Months at 38°C (200'F) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M- 18
M. 16 Effect of Resin Storage for 18 Months at 49°C (120'F) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M- 19
M. 17 Effect of Resin Storage for 24 Months at 22°C (72WF) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M-20
M.18 Effect of Resin Storage for 24 Months at 380C (100°F) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M-21
M. 19 Effect of Resin Storage for 24 Months at 491C (120°F) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M-22
M.20 Effect of Resin Storage for 43 Months at 221C (721F) onInterlaminar Shear Strength of Graphite ReinforcedEA9396 Composite Laminate M-23
xxxv

LIST OF TABLES (Continued)
TABLEP
M.21 Effect of Resin Storage for 43 Months at 38°C (100 0F) onInterlaminar Shear Strength of G'raphite ReinforcedEA9396 Composite Laminate M-24
M.22 Effect of Resin Storage for 50 months at 22"C (72°F) onInteiaminar Saear Strength of Graphite ReinforcedEA9396 Composite Laminate M-25
N. 1 Flatwise Tensile Strength of Honeycomb Sandwich WithNo Suppplemental Adhesive N-2
N.2 Flatwise Tensile Strength of Honeycomb Sandwich WithModerate Adhesive Layer Along Top Skin N-3
N.3 Flatwise Tensile Strength of Honeycomb Sandwich WithLight Adhesive Layer Along Both Skins N-4
N.4 Flatwise Tensile Strength of Honeycomb Sandwich WithModerate Adhesive Layer Along Both Skins N-5
N.5 Flatwise Tensile Strength of Honeycomb Sandwich WithHeavy Adhesive Layer Along Both Skins N-6
0.1 Edgewise Compression Strength of Cocured HoneycombSandwich With Light Core and Graphite Reinforced Skins 0-3
0.2 Edgewise Compression Strength of Secondarily BondedHoneycomb Sandwich With Light Core and GraphiteReinforced Skins 0-4
0.3 Edgewise Compression Strength of Cocured HoneycombSandwich With Heavy Core and Graphite Reinforced Skins 0-5
0.4 Edgewise Compression Strength of Secondarily BondedHoneycomb Sandwich With Heavy Core and GraphiteReinforced Skins 0-6
0.5 Edgewise Compression Strength of Cocured HoneycombSandwich With Light Core and Glass Reinforced Skins 0-7
xxxvi
LIST OF TABLES (Continued)
TABL PEAE
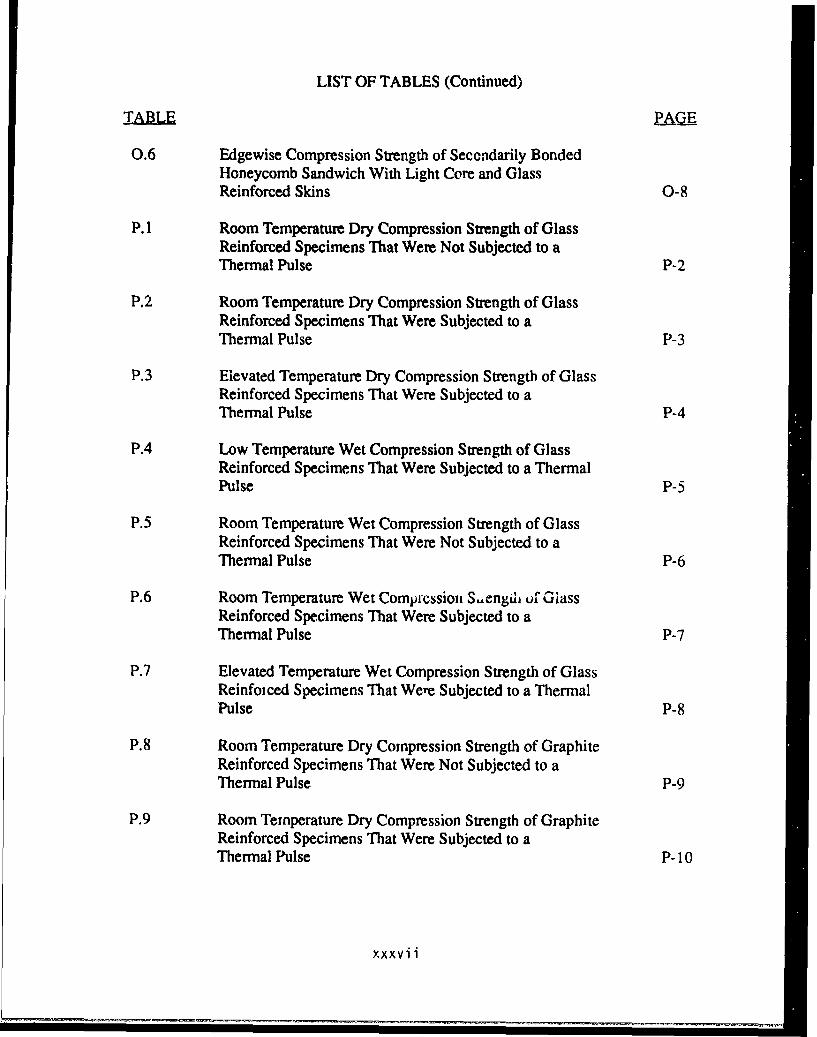
0.6 Edgewise Compression Strength of Secondarily BondedHoneycomb Sandwich With Light Core and GlassReinforced Skins 0-8
P. 1 Room Temperature Dry Compression Strength of GlassReinforced Specimens That Were Not Subjected to aThermal Pulse P-2
P.2 Room Temperature Dry Compression Strength of GlassReinforced Specimens That Were Subjected to aThermal Pulse P-3
P.3 Elevated Temperature Dry Compression Strength of GlassReinforced Specimens That Were Subjected to aThermal Pulse P-4
P.4 Low Temperature Wet Compression Strength of GlassReinforced Specimens That Were Subjected to a ThermalPulse P-5
P.5 Room Temperature Wet Compression Strength of GlassReinforced Specimens That Were Not Subjected to aThermal Pulse P-6
P.6 Room Temperature Wet Comprcssion S,.engdih uf GlassReinforced Specimens That Were Subjected to aThermal Pulse P-7
P.7 Elevated Temperature Wet Compression Strength of GlassReinfoiced Specimens That Were Subjected to a ThermalPulse P-8
P.8 Room Temperature Dry Compression Strength of GraphiteReinforced Specimens That Were Not Subjected to aThermal Pulse P-9
P.9 Room Temperature Dry Compression Strength of GraphiteReinforced Specimens That Were Subjected to aThermal Pulse P- 10
xxxvii
LIST OF TABLES (Continued)
TABLEPAGE
P.10 Elevated Temperature Dry Compression Strength of GraphiteReinforced Specimens That Were Subjected to a ThermalPulse P-l I
P. 11 Low Temperature Wet Compression Strength of GraphiteReinforced Specimens That Were Subjected to a ThermalPulse P-12
P. 12 Room Temperature Wet Compression Strength of GraphiteReinforced Specimens That Were Not Subjected to aThermal Pulse P- 13
P.13 Room Temperature Wet Compression Strength of GraphiteReinforced Specimens That Were Subjected to aThermal Pulse P- 14
Q. 1 Room Temperature Dry Tensile Properties of EA9396Laminates Reinforced With Silane Sized Glass Reinforcement Q-2
Q.2 Room Temperature Wet Tensile Properties of EA9396Laminates Reinforced With Silane Sized Glass Reinforcement Q-3
Q.3 Elevated Temperature Wet Tensile Properties of EA9396Laminates Reinforced With Silane Sized Glass Reinforcement Q-4
Q.4 Room Temperature Dry Inplane Shear Properties of EA9396Laminates Reinforced With Silane Sized Glass Reinforcement Q-5
Q.5 Room Temperature Wet Inplane Shear Properties of EA9396Laminates Reinforced With Silane Sized Glass Reinforcement Q-6
Q.6 Elevated Temperature Wet Inplane Shear Properties of EA9396Laminates Reinforced With Silane Sized Glass Reinforcement Q-7
Q.7 Room Temperature Dry Interlaminar Shear Properties ofEA9396 Laminates Reinforced With Silane Sized GlassReinforcement Q-8
xxxviii
LIST OF TABLES (Continued)
TABLE PAGE:
Q.8 Room Temperature Wet Interlaminar Shear Properties ofEA9396 Laminates Reinforced With Silane Sized GlassReinforcement Q-9
Q.9 Elevated Temperature Wet Interlaminar Shear Properties ofEA9396 Laminates Reinforced With Silane Sized GlassReinforcement Q-10
xxxix
SECTION 1
INTRODUC-'ION
With the increased application of fiber-reinforced, resin-matrix composite
materials in aircraft structure, the need for effective repair materials and procedures has
led to a great deal of activity over the past 5-10 years. Some of this has focused on the
development of equipment and procedures for repair while others have resulted in the
development of new materials for use in repair.
Because of limitations in available equipment and the need for rapid turnaround
in field repair scenarios, the techniques and materials used in repair differ from thoseemployed in original construction. These considerations imposed a number of
constraints on both the materials and procedures employed in this program. Some ofthese include, but are not limited to, the following:
* The material should have a long storage life at ambient temperatures rangingup to 120"F. This generally precludes the use of prepreg material and leads totwo-part resin systems.
* The material should be curable at temperatures below the boiling point ofwater. This is desired so that any residual moisture absorbed in the substrateto which the repair is being applied does not catastrophically volatilize duringcure and cause blistering, debonding, or excessive bondline porosity.
* The material should have a reasonably long pot life (approximately 1 hour)while being curable in a relatively short period (1 hour or less).
* The material should not lose a large proportion of its mechanical strengthunder hot/wet conditions.
a Only vacuum pressure will be available to provide compaction during cure.
An initial series of materials screening tests were carried out on several candidate
materials that were identified by a review of vendor literature and direct vendor contact.The result of that screening test effort was a selection of one material for morecomprehensive characterization. The investigation reported here dealt with the
characterization of that material. The goal of this work was to develop a mecharical andphysical property database for EA9396 glass and graphite fabricate laminates that would
enable aircraft repairs to be designed using these materials.

SECTION 2
APPROACH
The materials used during this investigation are described in Section 2.1. Section2.2 discusses and describes the mechanical and physical test methods that were employed
and the experimental design that was followed. Section 2.3 discusses the processing
procedures employed to fabricate both the baseline laminates, which represented the bulk
of the panels, as well as those fabricated by procedures that varied from the baseline
process.
2.1 MATERIALS
The principal material of interest in the investigation reported here was a wet-
layup epoxy resin manufactured by Dexter-Hysol designated EA9396. This is anunfilled, low viscosity, two-part system. It was obtained in both gallon and quart kit
forms directly from Dexter-Hysol. Three different batches of EA9396, produced inAugust, September and October of 1988, respectively, were supplied. The baseline
property measurements (to be discussed in Section 2.2) employed all three of these resin
batches in order to generate batch-to-batch comparisons. In addition to the baseline
properties, many supplemental tests were also performed to assess the effects of various
processing, reinforcement, and environmental variables on resulting properties. Batch-
to-batch comparisons were not generated for these supplemental tests. Rather, these tests
employed resin from only one of the three batches.
Laminate mechanical properties were generated for both glass and graphite fabricreinforced composite panels. The specific types of fabric used in these laminates are
detailed in Table 1. Both of these were balanced 8-harness satin (8HS) style fabrics.
The ply orientation of each laminate was such that the warp yarns of every ply ran in the
same direction. Since 8HS fabric has a "top" side that consists of predominantly one
yarn dihection, and a "bottom" side that consists predominantly of the perpendicular yarn
direction, the up/down orientation of the plies was reversed at the laminate midplane so
that all plies above the midplane were oriented in the "up" direction while all plies below
the midplane were oriented "down." In the data tables to follow in this report the "warp"
direction is synonymous with the longitudinal or 00 direction, while the "fill" direction is
synonymous with the transverse or 90' direction.
2
I--- - r...I...I.. ... i....V ' ° TV -
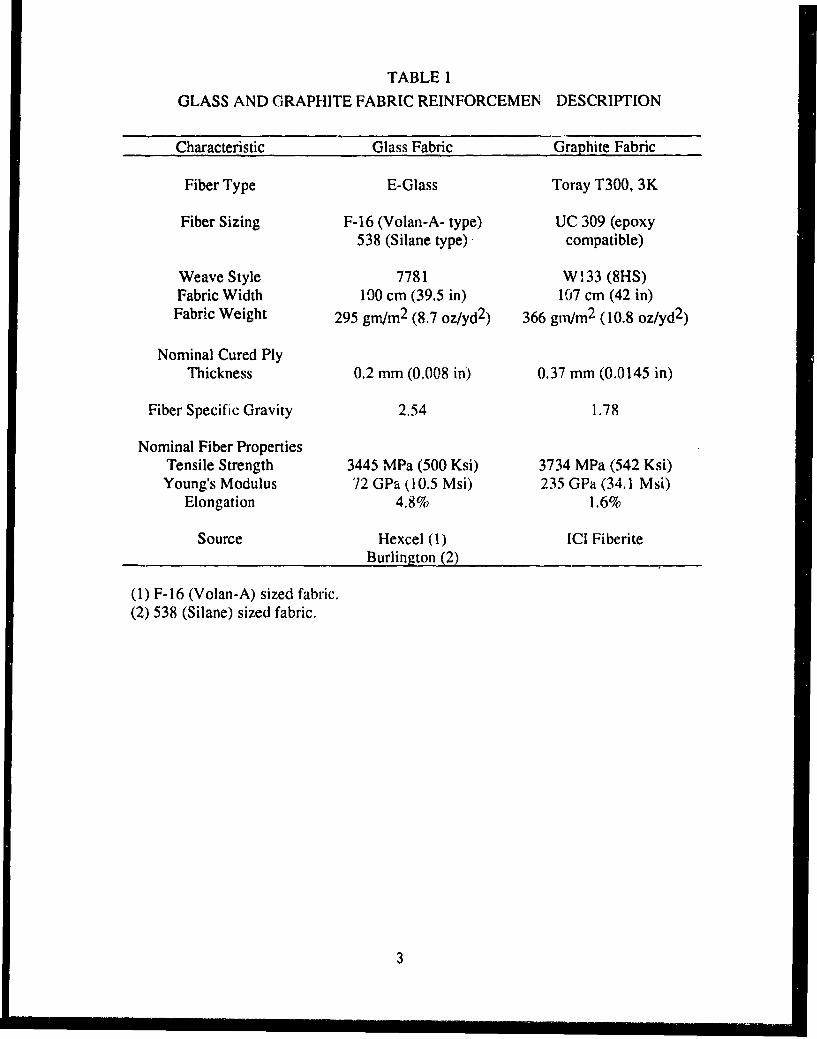
TABLE 1
GLASS AND GRAPHITE FABRIC REINFORCEMEN DESCRIPTION
Characteristic Glass Fabric Graphite Fabric
Fiber Type E-Glass Toray T300, 3K
Fiber Sizing F-16 (Volan-A- type) UC 309 (epoxy538 (Silane type) compatible)
Weave Style 7781 W! 33 (8HS)Fabric Width 100 cm (39.5 in) 107 cm (42 in)Fabric Weight 295 gm/r 2 (8.7 oz/yd 2 ) 366 gm/rn 2 (10.8 oz/yd 2 )
Nominal Cured PlyThickness 0.2 mm (0.008 in) 0.37 mm (0.0145 in)
Fiber Specific Gravity 2.54 1.78
Nominal Fiber PropertiesTensile Strength 3445 MPa (500 Ksi) 3734 MPa (542 Ksi)Young's Modulus 72 GPa (10.5 Msi) 235 GPa (34.1 Msi)
Elongation 4.8% 1.6%
Source Hexcel (1) ICI FiberiteBurlington (2)
(1) F-16 (Volan-A) sized fabric.(2) 538 (Silane) sized fabric.
3
2.2 EXPERIMENTAL DESIGN
Seven different properties were measured on all three resin batches. These are
referred to here as the baseline property measurements. Six of these seven were
mechanical properties and the seventh was glass transition temperature. Table 2 lists the
test matrix and test methods used for the baseline property measurements. This test
matrix was repeated for both the glass and graphite fabric reinforcement and for each of
the three resin batches. The glass transition tests were performed on unreinforced neat
resin samples.
The baseline material properties derived from the test matrix presented in Table 2
provide a comprehensive database for repair design purposes. It incorporates the effects
of different batches, reinforcement type, temperature, and dry-wet variables. The
material properties generated from this test matrix represent the basic design needs.
In addition to the baseline properties listed in Table 2, numerous other
supplemental tests were carried out to determine the effect of various processing and
environmental variables on resulting properties. Only one batch of resin was used for
these tests, and the results were compared to the baseline values, where appropriate, to
assess the effect of the respective processing or environmental condition. Table 3 lists
these supplemental, nonbaseline tests.
2.3 TEST METHODS
Nearly all of the testing conducted during this effort was performed in accordance
with standard ASTM test procedures. The specific ASTM methods employed are listed
in Tables 2 and 3 and are not discussed further here. The remainder of the tests were also
performed in accordance with generally accepted laboratory procedures. Since, however,
these are not as readily referenced as ASTM procedures, each of these non-ASTM
procedures is briefly discussed in the following sections.
All specimens that were tested at other than room temperature in the dry
condition were allowed to equilibrate for 20 minutes before loading was started. In orderto minimize specimen dryout, testing of moisture conditioned specimens was started
4 minutes after the specimen wa.; installed in the test fixture and the chamber door
closed.
4

C6C
00t n unV nt
el, V
C 0 Ii 00
4)4
>~ >
S St
~QI .L

TABLE 3
SUMMARY OF SUPPLEMENTAL TESTS TO DETERMINESPECIFIC MATERIALS PROPERTIES AND THE
EFFECTS OF PROCESSING AND ENVIRONMENTALVARIABLES ON PROPERTIES (1)
Variable of Concern Type of Tests Conducted Method
Effect of Maximum Cure DSC (2)Temperature on Degree ofCure
Cure Time and Interlaminar Shear Four-Point Shear (5)Temperature
Cure Pressure Laminate Physical ASTM D3171, D792,Properties and Interlaminar D2584, D2734, Four-PointShear Shear (5)
Bearing Strength MIL-HDBK-17B Bearing MIL-HDBK-17B
Strength
Effect of 350'F Exposure Interlaminar Shear Four-Point Shear (5)
Effect of Resin Content Interlaminar Shear and Four-Point Shear (5)Compression ASTM D3410B
Effect of Storage Time and Interlaminar Shear Four-Point Shear (5)Temperature Viscosity ASTM D2393
Viscosity Curing Profile Rheometrics RSA IIDSC (2)FTIR (3)HPLC (4) ---
Effect of Temperature on Manual/Visual Assessment N.A.Pot Life
Effect of Adhesive Fillet Flatwise Tension ASTM D297Size on HoneycombSandwich
6

TABLE 3 (Concluded)
SUMMARY OF SUPPLEMENTAL TESTS TO DETERMINESPECIFIC MATERIALS PROPERTIES AND THE
EFFECTS OF PROCESSING AND ENVIRONMENTALVARIABLES ON PROPERTIES (1)
Variable of Concern Type of Tests Conducted Test Method
Effect of Skin Processing Edgewise Compression ASTM C364Technique on HoneycombSandwich
Effect of Thermal Flash Compression ASTM D3410B
Effect of Alternate Physical Properties ASTM D792, D3171,Impregnation and Bagging D2584, D2734Schemes
Effect of Al 100 Sizing on Tension ASTM D3039Wet-Strength Retention Inplane Shear ASTM D3518
Interlaminar Shear Four-Point Shear (5)
NOTES:
(1) Only one resin batch used for these tests.(2) Dynamic Scanning Calorimetry.(3) Fourier Transform Infrared Spectroscopy.(4) High Pressure Liquid Chromatography.(5) See Reference 1 and Section 2.3.1.
7
2.3.1 Interlaminar Shear
The most common test for interlaminar shear strength of compositelaminates is the short beam shear (SBS) test of ASTM D2344. While this procedure callsfor specimens 6.4 mm (0.25 inch) thick, most short beam shear tests on compositematerials do not meet this requirement. The specimens are more commonly only around3.2 mm (0.125 inch) or less thick. The typical result of such a test is that while a numberfor apparent interlaminar shear strength is generated, the failure mode is seldom
interlaminar shear. An alternative test, referred to as Four-Point Shear (FPS), has beenproposed and has been demonstrated as more likely to produce true and consistent
interlaminar shear failure modes (Ref. 1). As a consequence of the advantages of theFPS test over the SBS test, the FPS test was used in this investigation to generateinterlaminar shear data.
The FPS test is a modified version of the flexure test described in ASTMD790, Method II, Procedure B. In order to ensure an interlaminar failure mode, however,
the support span is reduced to half the span used in flexural testing. Thus, the FPS testscarried out in this investigation were conducted at support span to specimen thicknessratios of 8 to 1 for the glass reinforced specimens and 16 to 1 for the graphite reinforced
specimens.
2.3.2 Glass Transition Temperature
Glass transition temperature (Tg) can be determined by means ofdifferential scanning calorimetry (DSC), thermomechanical analysis (TMA), anddynamic mechanical analysis (DMA). In DSC, the Tg is determined from the position ofthe shift in the baseline on a plot of heat release vs. temperature. The Tg values obtainedwith DSC are consistently lower (by 20-40'C) than those obtained with either TMA orDMA. In TMA, the Tg is determined from the location of change in slope of a plot of
change in specimen length vs. temperature. The Tg values obtained from TMA areusually within 0-10'C of the value obtained with DMA. In DMA, the Tg is detcrminedfrom the position of the peak in either the loss modulus (E") vs. temperature curve or thetan 5 vs. temperature curve. The Tg values from the tan 8 curve are always higher thanthose from the loss modulus curve.
8
In this investigation the Tg values were determined on neat EA9396 castresin samples by means of the loss modulus curve in a DMA test. The test was carried
out at a heating rate of 0.5°0C/rin.
2.3.3 Bearing StrnDth
Although this test was not carried out in accordance with an ASTM
standard, it was in accordance with the standard procedure for bearing strength presented
in MIL-HDBK-17B (Ref. 2).
2.3.4 Viscosity
Viscosity of the uncured resin was measured in general accordance with
ASTM Method D2393 using a Brookfield RVF Viscometer. All measurements were
carried out at 22±2°C (72±4°F).
2.3.5 Viscgsity Curing Profile
A viscosity curing profile is a continuous measure of polymer viscosityduring polymerization (cure). While the procedure can be carried out for any time-temperature history, it is usually performed by heating the test sample at a constant rateuntil cure is complete. This procedure was used for this investigation. Resin sampleswere tested in a Rheometrics Solids Analyzer (RSA TI) at a heating rate of 1°C/minute
and a frequency of 1 Hz. The sample was contained in a parallel plate configuration andboth dynamic (1'V) and loss (1") viscosities were continuously recorded throughout the
test. The dynamic viscosity (1') was used as an indication of the resin viscosity behavior.
2.3.6 Differential Scanniing Calorimetry (DSC)
A DSC test measures the heat released by a test sample as its temperatureis raised. As the sample undergoes polymerization, the heat released during the
polymerization process is reflected as the area under the hump of the heat release vs.temperature curve. If a sample is only partially polymerized, only part of the heat ofpolymerization will be released and the area under the curve will be correspondingly
reduced. Thus, the heat release during a DSC test can be used as a measure of degree of
cure.
9
' -
The DSC tests carried out in this investigation were performed on a
DuPont 9900 instrument in accordance with generally accepted thermal analysis
techniques. Sample sizes were 5 mg.
2.3.7 Fourier Transform Infrared (FTR] Spectroscopv
FT1R spectroscopy is a widely use and standard analytical procedure that
can be used to identify the presence or absence of different chemical groups. FTIR
analysis in this study were performed with a Nicolet 200XD Transform Infrared
Spectrometer. These tests were performed on uncured resin samples after variousperiods of storage to determine whether chemical changes occurred. The resin sample
was simply spread onto a salt crystal for mounting in the spectrometer.
2.3.8 High Pressure Liquid Chromatography (HPLC'
HPLC is also a widely used and generally well standardized procedure
that separates multicomponent formulations into their constituent parts. The separation
occurs because different components have different transit times through
chromatography columns. These differences arise because of differences in molecular
size and relative attraction to the column packing material.
In this program, samples were prepared for HPLC analysis by dissolving
in dioxane to a concentration of 1% by weight and filtering through a 0.5-micron PTFE
filter to remove insolubles. The gradient profile used during the HPLC test is listed
below. The flow rate during analysis was 0.5 m!/minute.
Time (minutes5) % Water 50ioxane
1 50 50
10 50 50
40 30 7050 30 70
The analyses were carried out on a Hewlett-Packard Model 1090 instrument with a
reverse phase C-18 ZORBOX ODS column (250 x 4.6 mm) and a UV detector.
10
S...--j• ~ •-F =~ i i i i i i i i i
2.4 PROCESSING PROCEDURES
The "Standard" laminate processing procedure is described in detail inAppendix A, and the various "non-Standard" procedures are described in Appendix B.
We must note that this effort was not to develop or use the precise repairprocessing procedure that might be used in actual on-aircraft repair with these materials.
Rather, a laboratory procedure was employed that was both convenient and that producedlaminate quality comparable to what would be expected in repair scenarios.
All of the laminates prepared during this investigation were prepared by wet-layup hand-impregnation procedures. Most of the laminates were prepared in the same
manner, by what will be referred to as the "Standard" procedure. This includes all of the
baseline laminates (Table 2) and many of the supplemental laminates (Table 3). Theprocessing procedures used for the remainder of the supplemental laminates (Table 3)diffcred from the "Standard" procedure in a variety of ways, depending on the particularvariable being investigated. Examples of such differences include a difference in cure
temperature, cure pressure, resin/reinforcement ratio, bagging scheme, or plyimpregnation procedure. A detailed step-by-step description of the "standard" procedureis presented in Appendix A, along with the rationale for certain of the proce6,1ral details.
The amount of resin used to impregnate the reinforcing fabric was about 50%more than the amount remaining in the laminate after cure, with the excess bled out thetop of the ply stack. The quantity of resin used to impregnate the reinforcing fabric was
determined as a ratio to the amount of reinforcement being impregnated. In the case of
the laminates used in this program, the resin was not apportioned equally to each ply ofreinforcement. Rather, every other ply was impregnated. This approach was adopted fortwo reasons. First, it considerably shortened the time required to complete the wet-layup, thereby eliminating potential pot life problems. Secondly, it permitted much more
resin to be distributed onto and worked into a ply. This made it much easier to uniformly
spread and impregnate a ply. The alternating dry plies were laid atop each wet
impregnated ply and manually tamped down so that in short order it was uniformlywetted by resin from the preceding plies. The laminates were cured in an air circulating
oven for 45 minutes at 93°C (200'F) under vacuum pressure. The vacuum level appliedto the vacuum bag was typically -635 mm (25 inches) Hg.
11
SECTION 3DISCUSSION OF RESULTS
As would be surmised from the tests outlined in Table 2, a very substantialquantity of mechanical property data was generated during this program. The majorityof these data represent baseline tensile, compressive, inplane and interlaminar shearproperties that were determined on three different resin batches. In addition to these
baseline data, additional data, as outlined in Table 3, were generated on only a single
resin batch for a variety of different properties and processing or environmental exposure
variations.
The following sections (3.1 through 3.12) discuss these various test results item
by item. In these sections, all the data presented in either tabular or graphical form
represent average values. Individual specimen data are presented in Appendices C-Q.
3.1 LAMINATE PHYSICAL PROPERTIES
The physical properties of nearly every laminate fabricated during this programwere determined. These included specific gravity (D792), cured ply thickness, fiber
content, resin content, and void content (D2734). In the case of the glass reinforced
laminates, the fiber and resin contents were determined with an ignition loss procedure
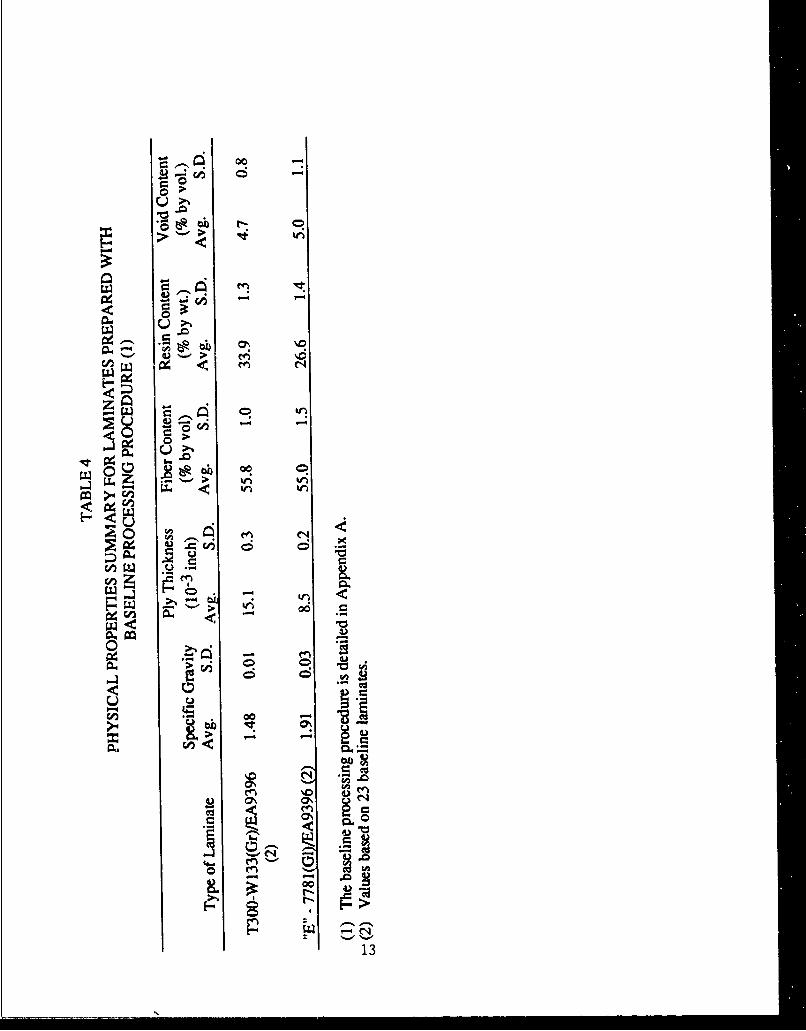
(02584), while in the case of the graphite reinforced laminates, an acid digestionprocedure (D3171, procedure A) was used. Table 4 presents a summary of the laminate
physical property data for all the laminates prepared with the baseline fabrication
procedure. Appendix C presents individual panel data. The physical properties oflaminates fabricated by procedures that deviated from the baseline processing procedure
may have been different or equivalent to those listed in Table 4. depending on the nature
of the processing deviation. These will be noted as appropriate in the following sections.
It is apparent from the data in Table 4 that the laminate quality produced by the
standard baseline processing procedure described in Appendix A was very consistent.
While the void contents of these laminates was consistently in the vicinity of 5% byvolume, it must be remembered that this was for a vacuum bag cure. While no
mechanical property data were generated in this program on autoclave cured laminates.
some were prepared in this manner for another project and were essentially void free as aresult of the positive pressure during cure instead of vacuum pressure.
12
m C1
".4-
4-
cn >
00
ot
31
3.2 BATCH-TO-BATCH MECHANICAL PROPERTY COMPARISONS
The following four subsections present and discuss the results from the batch-to-batch mechanical property comparisons in tension, compression, inplane shear, and
interlaminar shear. Table 2 listed the test matrices for these tests and indicated the data
that was obtained. All of the laminates used for these tests were prepared in accordancewith the standard processing procedures described in Appendix A. The data from these
tests are considered as the "baseline" properties and are so referred to in later sections and
tables of this report.
3.2.1 Tension
Tension tests were carried out in both the longitudinal (warp) andtransverse (fill) directions for both reinforcements (graphite and glass fabric) and all
three resin batches. Tables 5-10 summarize the tensile data from the baseline tests.While it is evident from the data in these tables that there are no appreciable differences
evident between the three batches of resin, the effect of temperature and moisture are
very apparent.
3.2.2 Compression
Compression tests were carried out in both the longitudinal (warp) andtransverse (fill) directions for both reinforcements (graphite and glass fabric) and all
three resin batches. Tables 11-16 summarize the compression data from the baseline
tests. As with the tensile data, it is evident that there are no appreciable differences
evident between the three batches of resin.
3.2.3 Inplane She
Inplane shear tests were carried out on both reinforcements (graphite and
glass fabric) and all three resin batches. Tables 17-20 summarize the inplane shear data
from the baseline tests. As with the tensile and compression data, no appreciable batch-
to-batch differences are evident in the inplane shear data.
3.2.4 Interlaminal Shear
Interlaminar shear tests were carried out on both reinforcements (graphite
and glass fabric) and all three resin batches. interlaminar shear tests, however, were not
performed for as many of the test conditions as was the case for tension, compression,
14
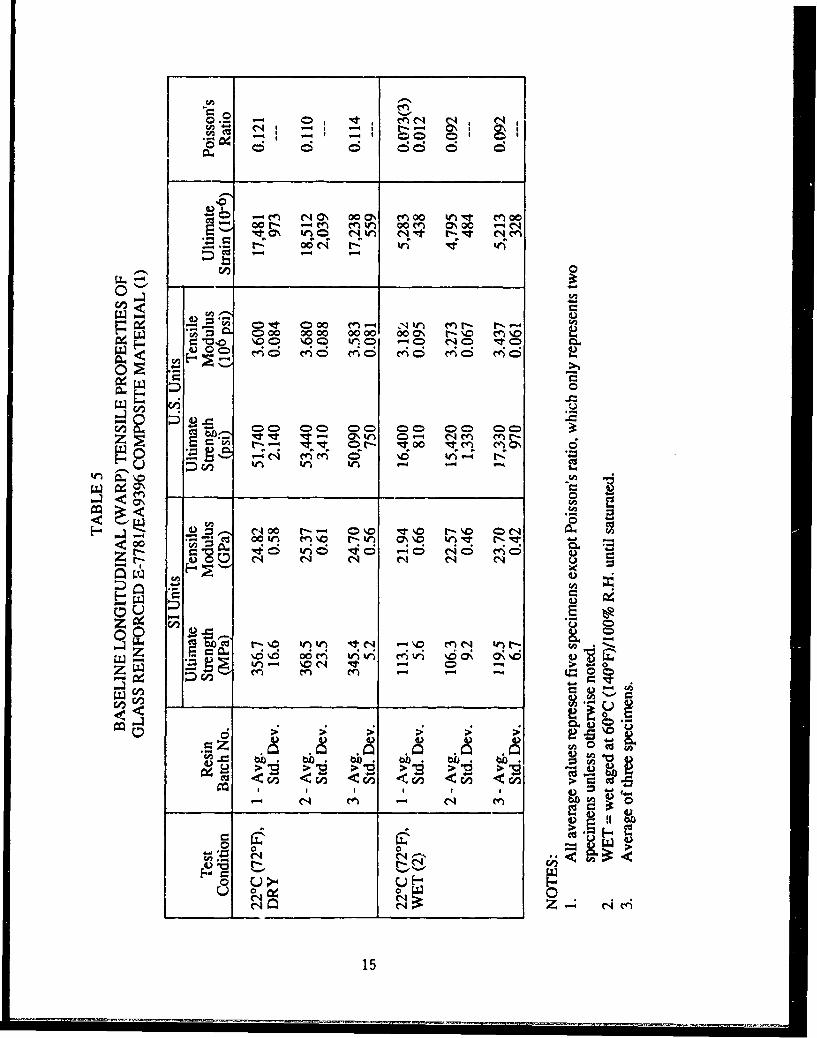
w I--,
C6 6; 6 666 6
CD en C14 0 00O c7A V)00 kn m 0000 r- .- cf) m n m O 1
-n -= C ) C t I ~ 1
w 00 5 ~ -w'~f wr m r0 07% % m0,0 %0= o Q tr'. a -0 C:) l (Z It C00 C-; 6 er;6 cli6 Cfi d CfiCZ
00 00 00 0 00 00 m~
CO as) -
r- At __ __ 0=Ae q N
rioc -- 0.o ~ r-'. cex
ZýZ C14 J :
Z
00P
> LU
> > >~ > Is li .
A4)
o 0
15
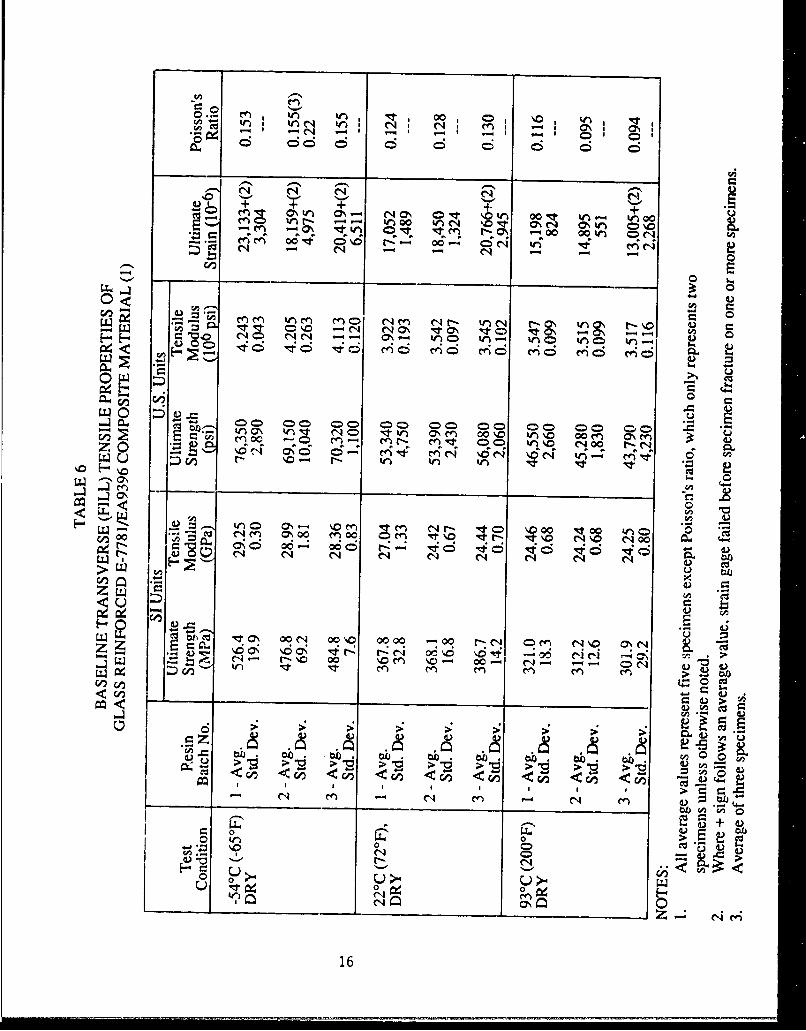
6 6 0 0 00 6 0 0
CD CD
4., + + + + +C\ C t~ %n 0%- (N ON 0~ In w 0~ tn. 'n 0c%n 'r- -- '00 in N % qOtr ON C4 0%'nW %0~
enC) 0qT C%0 l-. 00- OC) N n (4q('4
N< -1 C1C44.)
a0r-t =\,o -e' " '0 N ON qt\ It0 = C% -0 -4 C\0r- 'cc C1 O C4e N -4 - ON-' 'n (= W)- W)(= teO = 'O '-I
~ ~ 0
00 00 AQI nolV 00 00 00 00 00 00 O0 enm 0 enO f r:-' 0C4kT CD ) W 'n'0 00e4 * 0%, C
W)\ en- crr C14CD 00 'n' q (00 tn CD4 *LL-Q 'c- C -00 e 0 n 'n 'n\ C40
cn- 0
06-4 66 t: CD .t 0C4~~~U C1 "0 q
>w
bk C6
LL m CS 00 C14 00 %0 00 00 w0 r--' 014 m -i. cCý~\0 Od 1.6 16 Ti 1-:0 C-i i -4
<C,4 _______Ce_\D 0
eJ ,Z 4.+4.
1 fS I 0
0- > E .y
"7~0('0 0%
16
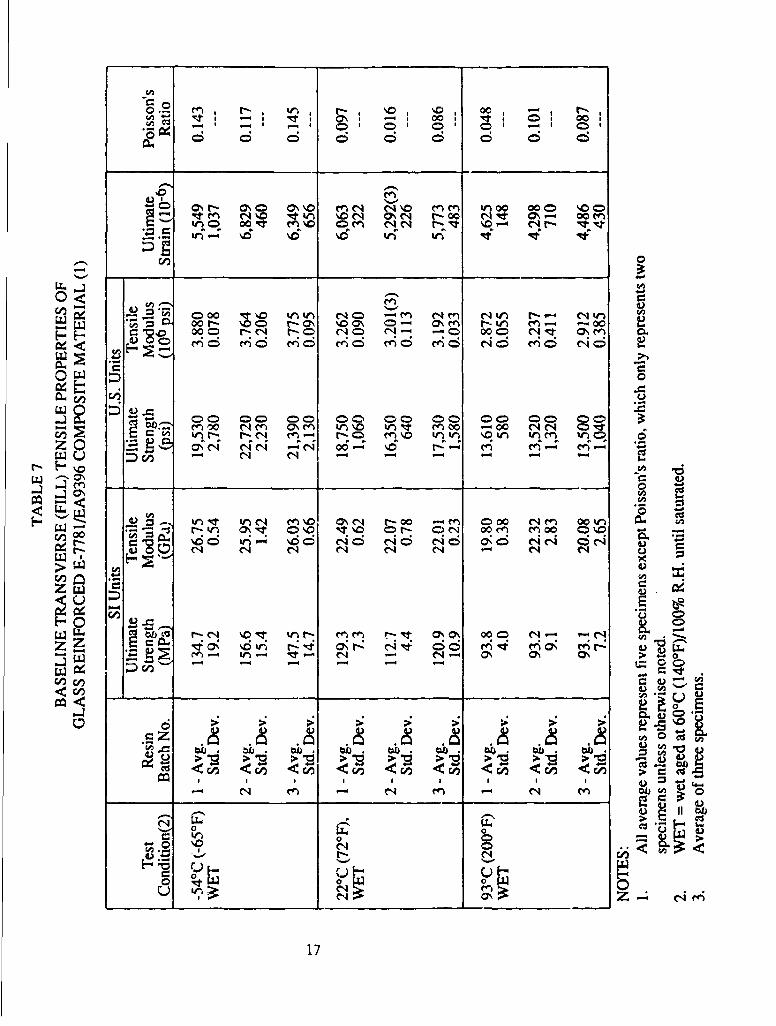
0~~o CDI 00 ~g~ 0
en C14 C4 c'o ' en(n W)00 000 C) 0C4 -C U 0% C1 00 I
-- w0 I'D tn tn m' eqa en N W r-- C14 W00r- ~ ~ ~ ~ .0n r0 0 0 er *. CO- -00000 r-O mO 2'.'-000
<i~ en, ri 6 ~ ci; In0 C: m c)6 C-46 L
00 00 0D C)0 0D 00 00 00 00 C0 (D0j: In 00 IN C4 ONe' m r~ W) ýo n00 -' 00 C14C N~
-ý/ ( -In -- -- -q In r n- ) DI qn I
L1~CL
C7,~
<6
< U.
r- -ý "t c) %0 ' S)00e w Q%
(SI 0
r- '66 4 ",66 C.- 6 46( 6 6.4C' '
C4~~~Z c*N 4 C4 C4C I
> 17

CA~ -. 0 r-r-_' %'O c'J oCD
C))
ocr- 00' '-.0- W)b en fl- 0
00 00 000 CD s 000C 000
N ON
000
00 cn C cnj ~ m r CD 6oNC to -4 0 oo-i (I '-o4 1-4 6
"00tn C 00 Irl 00 00 0041
ý i-4 o r-:6 ci~ 4 6 ei., m %c-4 m (7"e o m a
9F W~') = 0
E 0 E
(~~)>04 oW>: > > -
18 >40

CD 00 ao, Cf ýr- CF 1c,0 6' 0 00 : ýo CD ~0
c0'
m5 N~f e'n 000 'IT ~ qq NM q 01 l ý 0
ýo 00C-r -t. w r -E , 'm w c
-r C14 _ _ _ _ _ r- 0 C M k
r-cý 0.0 C) 0-o 0000 06 ~CE 0' -- 00'CD 00' 0"%(* L
000
00 00 00 *- 00 00 00 00 00CN %C M~ N0' 00I- 0%0 es-'D r-c' M n tr~000 '.00' ýq q Nr- %.00 01 0i -4C i n~~
0%nO 00 co 00 0% 0000 V
Cs r, en 'c' *-C' or- m ON I'.N 0 C'~\ Crl0%Q'. 6~- C;- r%: ~ -. 0 C C 'i I-C'i 006
> 4)
z .4)S
C4) 0 -C.4 ýDC 00- -- srIe ) c'c 'o >'.0 %Q0 %0 W) W)~Ir
C6 b.A A Aow~4) > > > >
z c
C1 en C1 e
0 0
0 > >
19-

.0ý000 c~ 00Q %0C' %0 r 00 O 4 00 0
~ '-O'o0 r- ( 0 000 '0- Osg 4 -dwV 4 k l
m- a,~ tn Ov r-e ~ ~' r- 'o e c-i- ent 000 \0 Inr (1'\0 00 00 oo0. mr0 4z 00 C) 00
0o C 0\0 C0 066 066 00 C r-.o 006 r-6
0
r- r)00 00) 00 0\N 0 00 a 1 00 00 I 0\0 0C4c ne l"(100 w( '00 0 r-C \d 0 c='! m Z
Z T 0 0 - N1 r~- (2\ W) Lr) et(1 m -a' 0' 00- 00 00 '
en_ _ _ 4o)
- _ _C.
r-1r ir0 %0'J 00 '0 ~ 0000t=0 '0
>>
tom en' C) rl- 00 eq 4 1 (1te '10010 -r- c!e O-I 0 or,:
-0 ; -6v 00 (0 pi( 0ý0 o6 m00 00,. -,f \0w)00mLL in in '~ r- vi r- r--e -,r A~ e - F4
'j 0 '0 '0 '0 '
mI 0000
I > >
(11
00
20

\OD Ocp00 mg ,O
GON 00 Ik0 a% 8 v Q
M- -l l
-4ý Q4C :k 6W
m- cl ý C-fi cti 6 -a
~roo r r- 00~ '0
q0o
20
Cýc qc- -, 00 l e
c-iri
n21

tn~ NM C'ot (ON~ - C' 'rnr Cý-ar- c.O- NOý (N- C7 Iý
4C4
'nO' NO00 M00 y 0II t, In r C4
I(N
0 00 00 0 > ,0 00z 00 C 00 00It t "CC ~tn= O(N " 0( M % o ý ) nU
ELI CL W r- OC %C it C0N \0 h O
C4)
4.o
UNCC NOV N (1Lf tnct m- C-4 - NC
c4 C4 CN t C14 C4 (N Cl 4
00 0
C4~~~ ~ ~ ~ N.0 r-0 0 t-m a r:0 0 , DR0m O 00 C1 o0( eq 10 N 00~ M' - r-Cl Cl en "i -* (1
0>
co4rOA.
N =N
Is 0sJsL
22 O ~u b. bu4

m- 00(1 -A0 ýe D nm C4
1:3 !ýo enm w le- 00 0-qq
C4-
M,-D (Z
Cq CV % t
00i c0 00i 00 00 00 00 i 00 00
(ON 0t % - r c m
0 Oý 0
mT CI t
0 Ci l CýCi q i C, q -
z\' -w r-- D -qr M %
='~ N
g ý, rý:ci w r-ýo6,6 cý r: -R C14 C14 .- 0 W;L-4 enz.A A A A A ~b.b
q! 0 0 0
0 4 W ~ o 0 4 , . 7_> >_ _ >_ _ a_ _ _ >z
23 C O
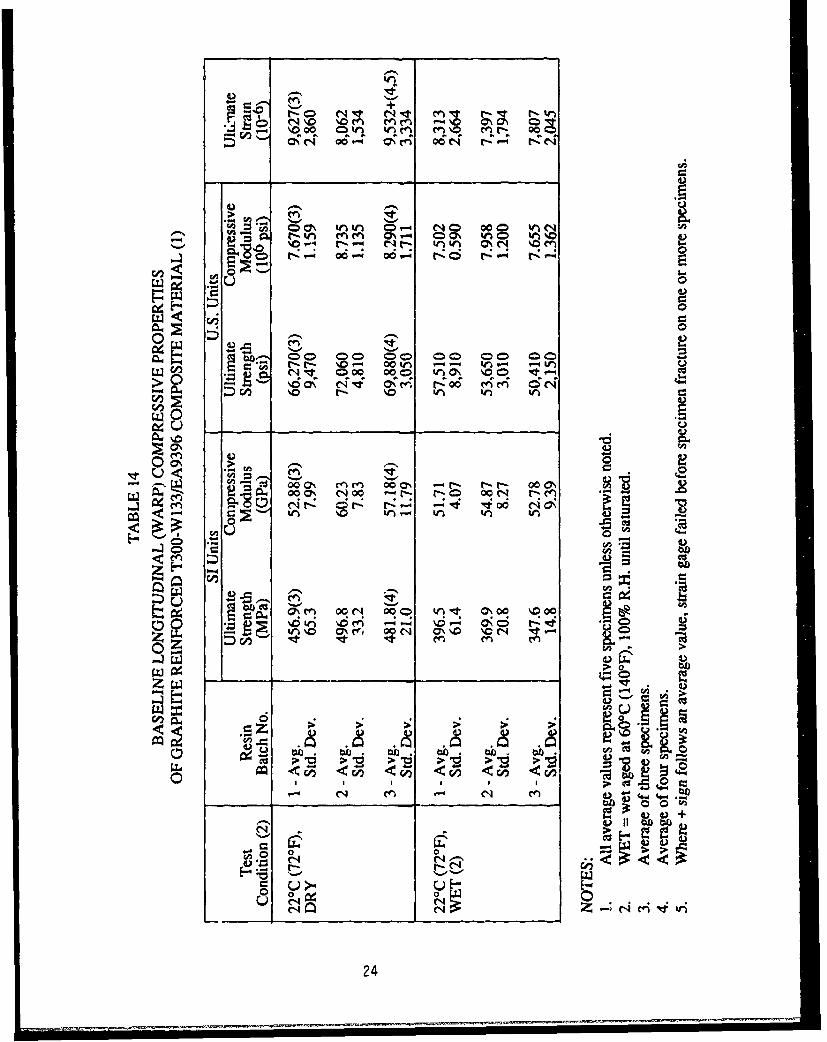
-C.-,
1.0000 = I
N7- 00; 0w N4 r-- t-
0C
00- -.
t- %.0- knr -- 'r- )
00
00
000 (01% C4%M O00tf C7, N- ooC 00 C r- Cf
C4)~ a'I r. ý: -4 4 d (i07a wl n wl i a-
uj rd0L) M
CV 00 -- _ _ _ 00,0_ V) 0 0 o0
N CG ý C'I C
> - .
0 > 0
24.
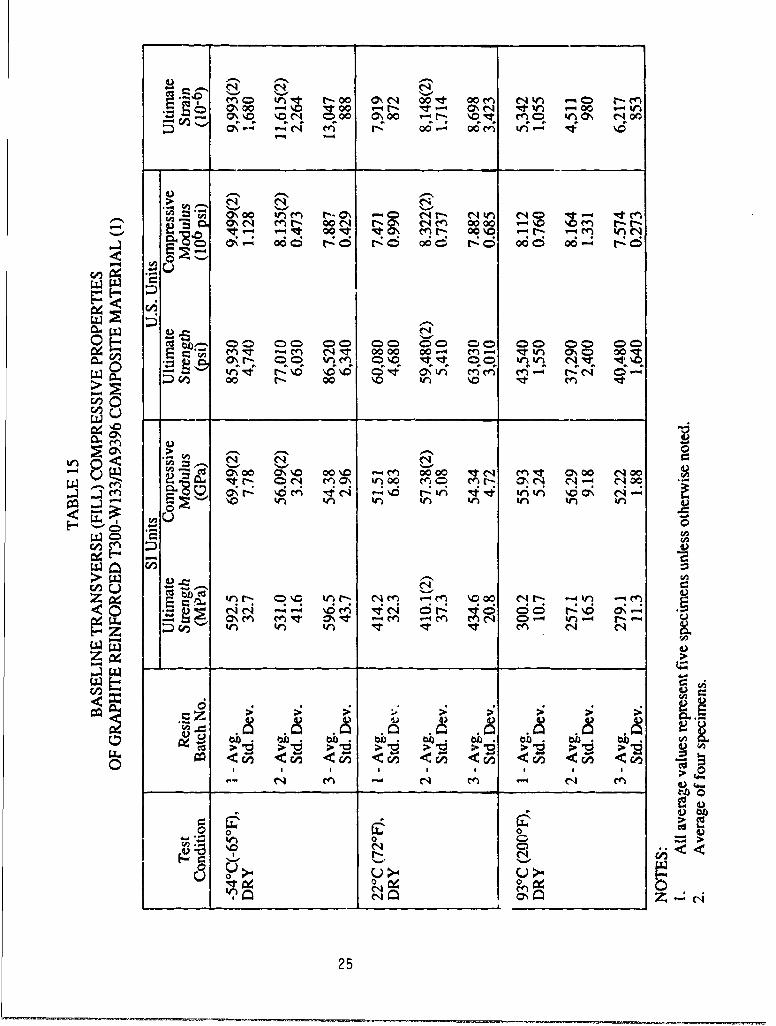
o\ 00 0- V" r N ON~ e00 --KO e4
4.) lc. %R- i 0CD W
-O CN 00 e - 7 N tn' N4 cf
ON- N 0 M! O Nw 4C wC w 0 -Z
00 Nnt 00 \0 -V
"'0 C
LU 0-
H ' - 0
u
en
<0 \0 kr r- N m' \N 0 00 N'4 r- CV
tn 4
0u g
eq cin m
4.)-
F Ubo0 4.)
u (1
0 0
25

- 000 m en N 00 00 m -e 1:~t No>4 6 -- oCý 4 K Rrv en 1- eq M- M
r-- 00 0f9'~ N 0-0 ~Itt 00El r- 00 -0 0Vc= C\ 0 00 000 06c &.-: .1 0ý 006 000
EnE
a ~ ~ 003 r 4W Or C %00 00- 00 00 00, r- 0 00Oý ~~~~r orc tl- r- tn "t II, C4
Cd'0
100all-~
m C' 0 C1 -ON u "
4) ,O .n If f n %c pnU
CE,7E
0.50
Z > 0
LL26
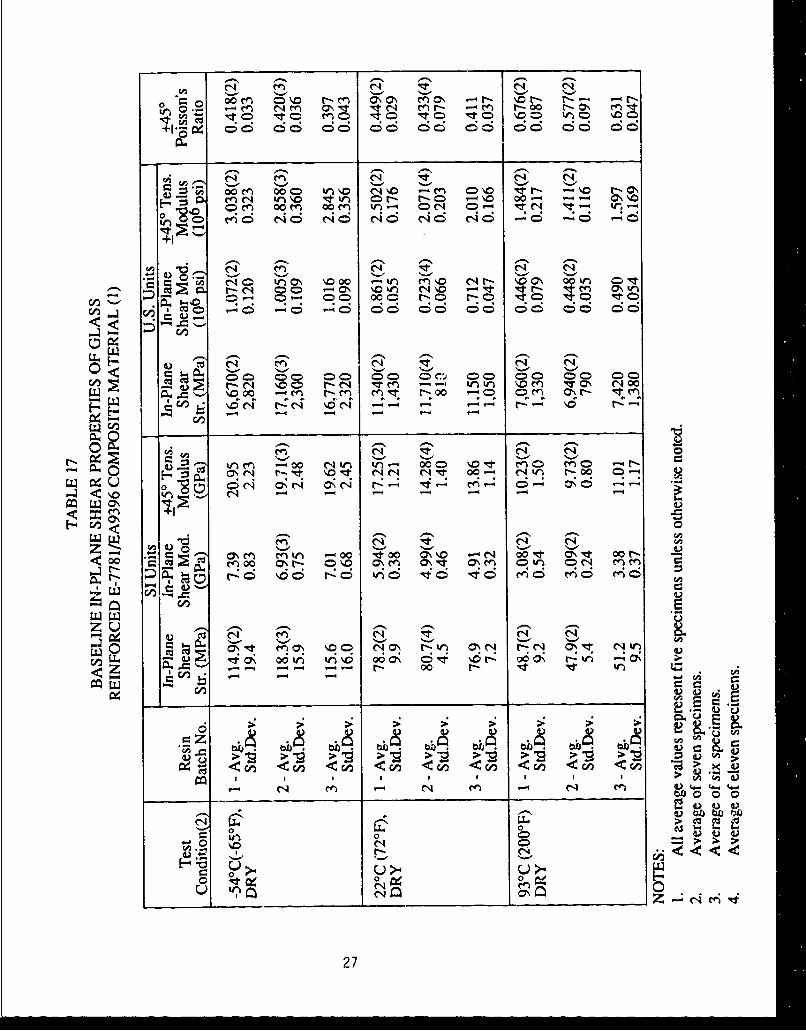
00 00 0DknS0 00 0m0
In ~ ~ ~ ~ ~ ' 1. T'nCDt - (,%
0C "0e W)r N~ OID 0- \
S - cia, N- 1tr
w 00 W) in'f \ 0 cn C c O
0 10 en 00 0 O, 00 00
'CO N~f \6r N~ t--.0o~~0
Cýc -'t \ 9 lc! i t 00 cq V) t-i 00 Cu . N i r-i~ 'Cý C -4 - r-0 U- C
V)- C14 C-44 -
<0M n 00 7 - QI C\ en0 0\' .-4t - 00ý m% 4=00N
LLI U)
zQ -u- ~V)0 i ' 6 s6 " \-i ci C ý t-ý i
r- 00 .
~CIO
.g ; -4l ; - .- .
<C,,4
r- C1i -~ -C4 -C! <c
ou 0c-0 0
u C\,0 _-; c-i r;
27

o kn t-.- 0. O~1 0 00 e' o- or- uinC?'n r-'r 0 \ a\C- kn r r- r- M-~ *- M (*C4
+I ~ 0; 6 66 666 66 66 66 66
Q 'I M'% kn% - C \ '.Clk kn Oe C\~r ",, 6 e Co eo ei 6 .- 6 -46 66 66 .- s
+1
- c r- ar F-0 in c\. - o r:-'. 6 c- 6~0 r-o 000 Q ql C) 0CD in (= 0 C) M~-
0~
<tW - ,0 - r- r-~ ,,t .o t-o' -O 00 C)en Cor-Icdý en 0- 00 mr I t ý . t-- ' 00 t-r
001000~
r- 00 C)~ 00 oOc 000 'fr-\0 v 00-0 '. (i 0000 %f) rcl'00 00 CDt o6,4 6 -Ci -oc 00(1<00)
00)
L.)
0. m v- r-e 7 0e 0, \ . 1
6 U,
.r-~~ Z o
ccWj 0)=
'0 21
t0 0~L v~
_ _ _ _N Clf
28
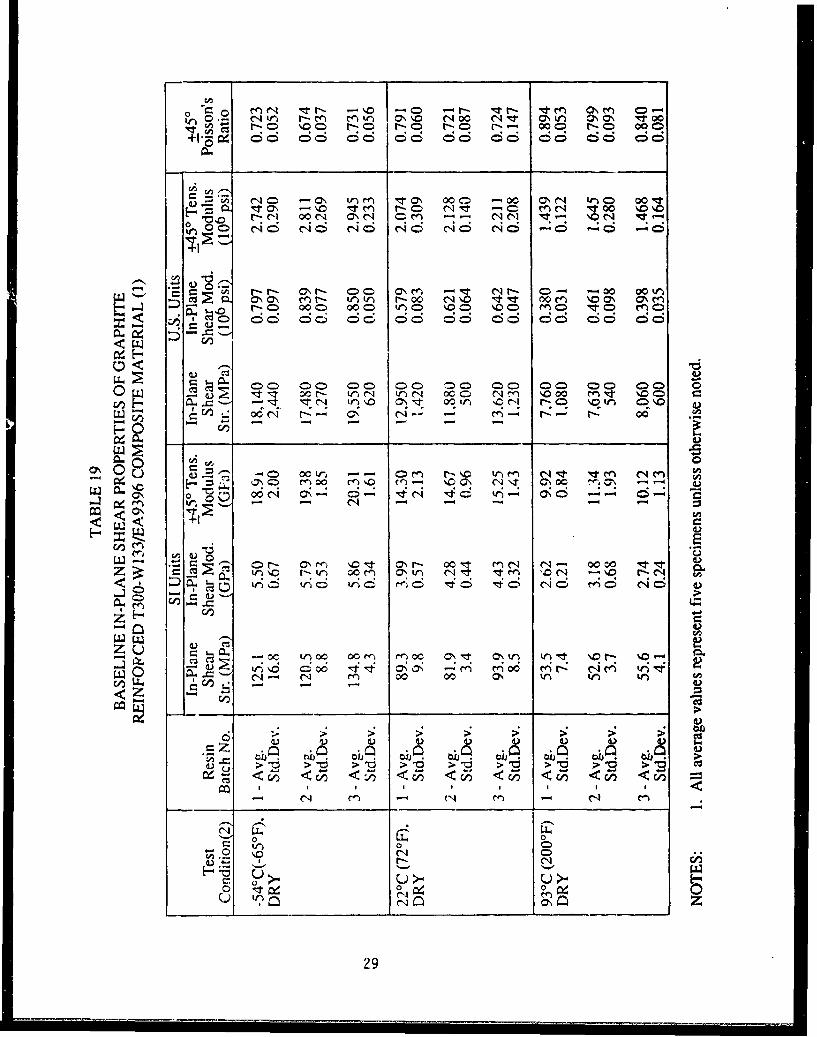
kn 0 -qtr) fne en kn C-7\ 10 cOO CN~ W)~r 0\a ON oO 0a -C 00 ý-co r- C r-o r,- 000 C)rOC 000C
00 00 00 6 00 c0 00 60 6 5C0C
4.) cO CO V)f en t C 000 -00 a'e% (1 t Q 0010. !tON .-\1 W NO N ~ j -0 M~c 00 jo0 c6 C'i6 C-i6 Ci -i 6 ri6 -6 -46 -
Sr- r-- C\r- 00 C\e M -~t- 0-t0 nra r-0 000r 000 It- 0 'CO 4q0 C0 C -O cNCh V
66c 66 66 66 66 d6 8 6 6 C5 66
-'T 0 00 00 00ý CZ 0 - c5 N- 0 00 00 't \0 00,: C1 n . ON -T 0 f , - r- CD \0C tn Cý %0
oci Oc-4 r- ' C- C' r-: r 00
00
a, .> m 0 r,ý (- 0 O C(N -- - 0000 0 M C\
fr4) t-tr 000a'~ e e 0l -C r-
0,0
C/))
C=ln C-4 re 00 00 0'. tn L
5 Cý < r(N -Z C'/
0 0
29
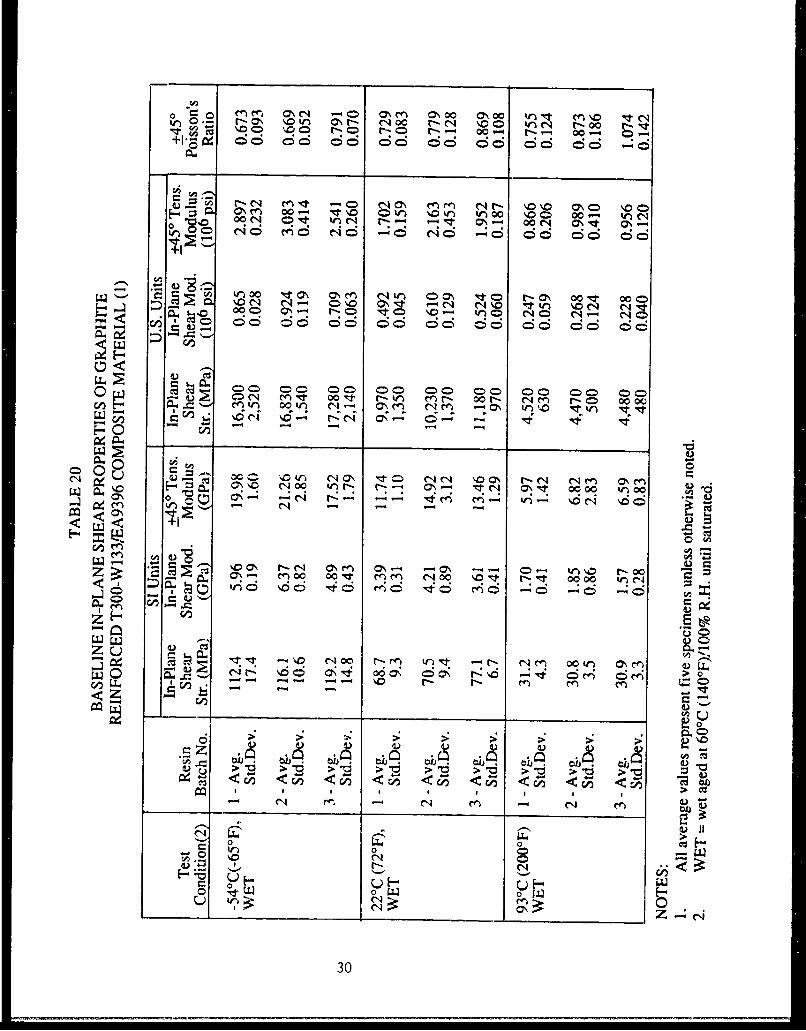
o o C7%(~ -. '0 aen OcoO o C\ 00k tM zITkeO.0-- rO \0Lr ar- Ncq 0 -0 '0 're r- oc. t)c r- 0 l'tc i CD ,cc t-o= r-o( t- 0c0 r-.-ý 00-4 o-)71.~ C 66 6 6 66 66 66 .-:6
r-cL a ' -o0 \ (D n \0W tnr 00. \0 0 0'0'WD 0N =~ cNb t- - -' a'\- W N Ca' C
kO N-6 C~i6 C 6 -6 C'i6 -46 66 66 66
-J 0 0.- mro ma m\C 'rt ta' m- w-a cr w00Nl N - =0'D C1 NE %N0 It4 \0 N N000 CD C r-o (=NC '%D- uri CD 04 (Nb4 - N
0< 8
00) 00 00 00 00 0 00 00 00= Ni m~ ,too4 r- v) cr, cr, "e'm r-ocoeAc V 0 ) c co- N 7N C4) Clqen -0% Ir)' ýo k6 '! \ o-- r-N 4 p a'. 6-
C\ \- %4 0 fr- -ý(ý 4 C tr 00 )
0j 0r -4 OCO '0&ii e'JO 'k-o \6~ ooi \-6 (Ne
z' %- O\ ON m ~ -2 \0--
z u4
~I&rN 0 0 '66 o f) o t) 6'F r-o -n 00ef)C 0en
w _- N \- (-(- nb C
LL o
F- q0i tij . o
0 30
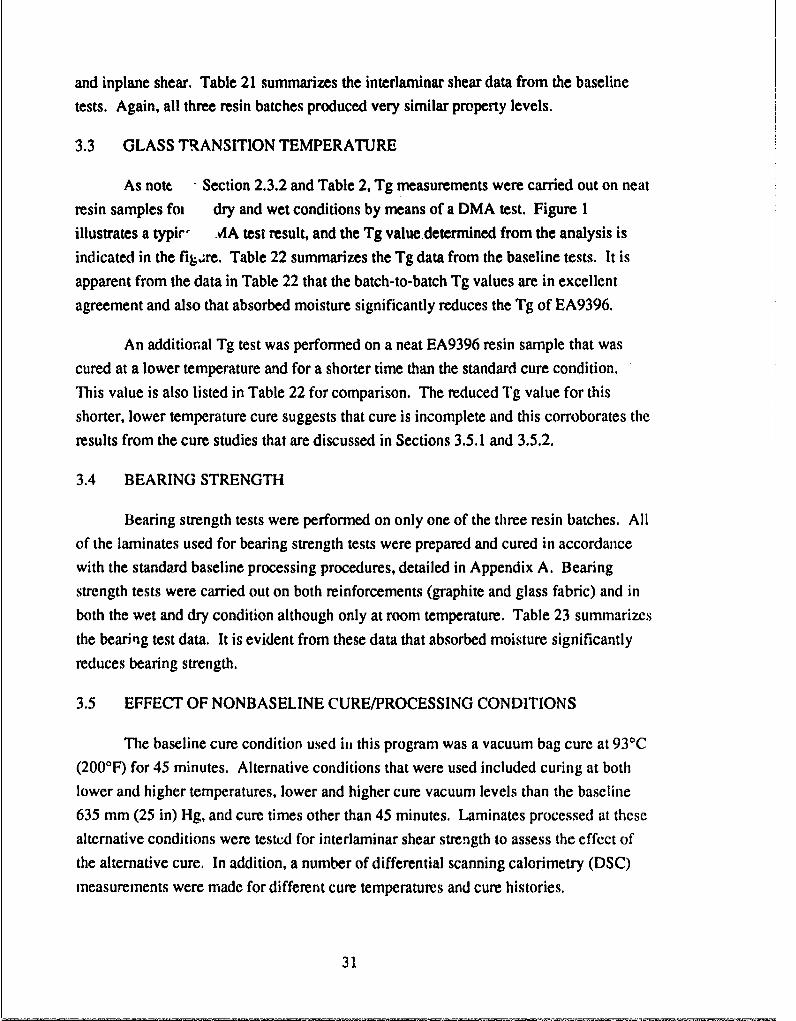
and inplane shear. Table 21 summarizes the interlaminar shear data from the baseline
tests. Again, all three resin batches produced very similar property levels.
3.3 GLASS TRANSITION TEMPERATURE
As note - Section 2.3.2 and Table 2, Tg measurements were carried out on neat
resin samples foi dry and wet conditions by means of a DMA test. Figure 1
illustrates a typir" .AA test result, and the Tg valuedetermined from the analysis is
indicated in the figre. Table 22 summarizes the Tg data from the baseline tests. It is
apparent from the data in Table 22 that the batch-to-batch Tg values are in excellent
agreement and also that absorbed moisture significantly reduces the Tg of EA9396.
An additional Tg test was performed on a neat EA9396 resin sample that was
cured at a lower temperature and for a shorter time than the standard cure condition.
This value is also listed in Table 22 for comparison. The reduced Tg value for this
shorter, lower temperature cure suggests that cure is incomplete and this corroborates the
results from the cure studies that are discussed in Sections 3.5.1 and 3.5.2.
3.4 BEARING STRENGTH
Bearing strength tests were performed on only one of the three resin batches. All
of the laminates used for bearing strength tests were prepared and cured in accordancewith the standard baseline processing procedures, detailed in Appendix A. Bearing
strength tests were carried out on both reinforcements (graphite and glass fabric) and in
both the wet and dry condition although only at room temperature. Table 23 summarizes
the bearing test data. It is evident from these data that absorbed moisture significantly
reduces bearing strength.
3.5 EFFECT OF NONBASELINE CURE/PROCESSING CONDITIONS
The baseline cure condition used ini this program was a vacuum bag cure at 93°C
(200°F) for 45 minutes. Alternative conditions that were used included curing at both
lower and higher temperatures, lower and higher cure vacuum levels than the baseline
635 mm (25 in) Hg, and cure times other than 45 minutes. Laminates processed at these
alternative conditions were tested for interlaminar shear strength to assess the effect of
the alternative cure. In addition, a number of differential scanning calorimetry (DSC)
measurements were made for different cure temperatures and cure histories.
31
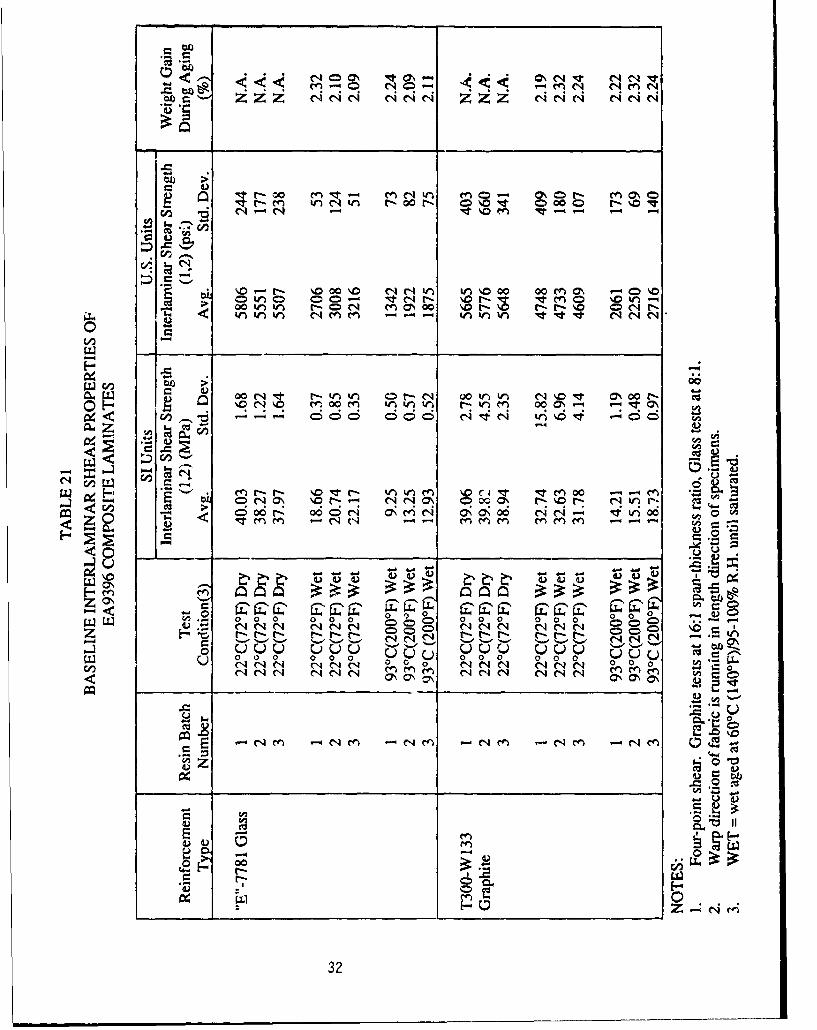
zz z N ci (Iei C'i C4cli Zz chi 04 eie C
C4
Col. .CC ( ~-~l
t oz- "DC\ 00'0 C4C1i 'tv0ooo 00 m a ( '0 o
0 4
Z C/)C,,
> 4)
4-0I C o 0 0 o o 0LLLCf. 0 0 0 0 0 0 0C 0 0=( 0 0 0 0 000~
(ý C CINC (C14 (qC4''4 CN N C14C N
0 0 eq q N 0 C0
4)4) m-qc qC) C4e - 4
00 4.0r-
C)C
32

E I >.
E0
v-4
o Vq -4 0
CD< CD "L0
4-)P-4
E ol•
0 LLP4 01CD
0-WC3
4)n C.-
p-I -
04 O) 0 W
[SCd ., ..o.1- ... 0
330
InI
00
U)4
0Y 0 U
a,<
ofo-4 0 0c0 O,
a. Q c EE jNc' .0E
0 - -U 0
n..OI.E Ol 3360-1d
33
TABLE 22
GLASS TRANSITION TEMPERATURE OF EA9396NEAT RESIN CASTINGS (1)
Resin Batch Tg (2) Weight GainNumber Test Condition (°C) (OF) During Aging (%)
1 - Avg. Dry 175 347 N.A.
2 - Avg. Dry 176 349 N.A.
3 - Avg. Dry 177 350 N.A.
1 - Avg. Wet (3) 106 223 9.1
2 - Avg. Wet (3) 108 226 8.7
3 - Avg. Wet (3) 107 225 8.8
NA (4) Dry 149 300 N.A.
(1) Castings cured 45 minutes at 93°C (200'F) unless otherwise noted.(2) Listed values represent averages of three test samples from each resin batch.(3) Wet = Aging at 60'C (140'F), 95-100% R.H. until saturated.(4) Casting cured 30 minutes at 82°C (180'F).
TABLE 23
ROOM TEMPERATURE BEARING STRENGTH OF EA9396COMPOSITE MATERIAL
Bearing Strength @ Max. BearingReinforcement Aging Condition 4% Elong. (ksi) Strength (ksi)
E-7781 Glass None(dry) 42.4 54.9Wet (1) 21.6 35.1
T300-W 133 None (dry) 58.3 71.3Graphite Wet (1) 33.7 89.0
(1) Wet aged at 60'C (140'F), 95-100% RH until saturated.
34

3.5.1 Effect of Cure Temperature on Degre of Cure by DSC
Both isothermal and dyc~aar,.c DSC measurements were made on neat
uncured EA9396 resin samples. Table 24 summarizes the data obtained from these tests.
Figure 2 illustrates typical dynamic and isothermal DSC test scans. Heat released as a
result of the polymerization (or cure) reaction causes the plotted curve to rise above the
baseline. The area under this curve corresponds to the total heat released during the
curing reaction. In the two curves illustrated in Figure 2, the total heat released was
535.1 J/gm for the case of the dynamic scan and 479.3 J/gm for the case of the isotheniial
scan. The higher heat release value for the dynamic test implies that the sample wasmore completely cured during this test than in the isothermal test. This is a logical result
since the sample was heated to a substantially higher maximum temperature in thedynamic test (>2000C (>392 0F)) than in the isothermal test (82°C (180'F)).
In the case of the isothermal tests, a second DSC test, carried out in the
dynamic mode at 2°C/minute, was performed on each sample to determine residual
exotherm. Figure 3 illustrates a dynamic DSC test result from which residual exotherm,
or heat release during postcure, was obtained.
The first two tests listed in Table 24, dynamic tests at 1OC/minute andl°C/minute, respectively, were performed to establish the total exotherm (total heat
release during cure) of the EA9396 resin and to determine whether heating rate caused
significant differences in exotherm. From these tests, it appears that between 535 and
574 J/gm are released by EA9396 when it is completely cured. Following these tests,
four isothermal tests were carried out over the temperature range of 66-1071C
(150-225 0 F).
It is evident from the isothermal data that as the cure temperatureincreases, the degree of cure, as measured by the heat release, increases and the residual
exotherm (or remaining cure that can be achieved) diminishes. Examination of the
residual exotherm DSC curves are particularly interesting in that they demonstrate that
the remainder of the cure still to be accomplished after the initial cure, does not begin
until the temperature is considerably higher than the temperature at which the initial cureoccurred. This is evident by comparing the curves in Figures 2b and 3. The data in
Table 24 show that the postcure initiation temperature becomes progressively higher as
the initial cure temperature is increased. Another point of interest from the data for the
four isothermal tests in the center of Table 24 is that the sum of the heat released during
35

'Con -to I
ýg%
4) - --- "
t a
2< .'4 -..-
tC:4) '• • .•••. u •.
o b O ,•J-.__Io •
'4)
'0 zO
00 00 ()N 0"0T t -
U
0~ 0 u
CA.6
0 400
4)
C4~ mO4C6U 4
2-4 Nr C -4 040
4)4 >~K
E E E 2
36

Somplov EA 9396S1Z4h S. 7940 PQ
Comm•ri.. IGO C/NI N.
112. 491C
to-
A50S 92
31, 2'SI.21C535. * J/tg
~25 300 0. 5
(a) Dynamic DSC Heat Release Test for Curing of EA9396.
k-2oq~s EA WMU
Sixes 5.r7DD eq USCxeth,4 Dec-ISO 0 •6'CCo.ia4nU 2oc/piv1n0 0 92C
40
12:
20 40 so 00 140 100 ISO 20CTimes (join)
(b Isothermal DSC Heat Ulease Test for Curing ot EA9396 at 820C(1800 F).
Figure 2. Typical Dynamic and Isothermal Heat Release Test
Results for Curing of EA9396.
37

~~4-
C30 0
tY.4-)
0
in S-o
00
LU (
V4 0 =D LQZE in 0 ~co
cD of w C
I--~0
ww
U.
U)~ 4
E E
t I- a
a r4
U)E A) AI 48
<I38

the cure and postcure ranges between 522 and 544 J/gm. These total heat release valuesare in excellent agreement with the total heat release values determined previously for thetwo dynamic tests.
The last two DSC tests that were conducted were aimed at determining:
(a) whether an 82°C (180*F) cure, followed by a 7-day postcure atroom temperature, would produce full cure, and
(b) how much cure could be achieved in a 7-day cure at roomtemperature.
In the former instance, one would expect a dynamic residual exotherm test that was
delayed 7 days after the initial 820C (180°1) isothermal cure, to exhibit no additionalheat release if cure had proceeded to completion during the intervening week at roomtemperature. In the latter case, the amount of residual exotherm remaining wouldprovide a measure of how complete the cure was in the initial 7-day room temperature
cure.
Note from the data in Table 24 that after an 820C (1800F) cure, anadditional 7 days at room temperature did not appear to produce any additional cure since
only an additional 60 J/gm of exotherm was measured after the 7-day period.
The 7-day room temperature cure appeared to produce only about 68% offull cure since an additional 170 J/gm of exotherm was measured in a dynamic DSC testafter the 7-day room temperature cure. This is consistent with the pattern observed in the
other isothermal cure tests.
Based on these measurements, the baseline cure schedule of 45 minutes at
93°C (2001F) would appear to produce approximately 90% of the full cure in so far asheat release is concerned. Thus one would expect that extended subsequent exposure to
temperatures above this level would drive the material to more complete cure. Theseresults are consistent with the Tg data discussed in Section 3.3, in which a shorter, lower
temperature cure produced a lower Tg than the standard cure, implying a lower degree ofcure.
39

3.5.2 Effect of Cure Time and Temperature on Interlaminar Shear Strength
Graphite fabric reinforced laminates were impregnated and cured at
various combinations of time and temperature and then tested for interlaminar shear
strength. Table 25 presented the data obtained from these tests.
It is evident that for all of the cures carried out at 800C (175°F) or higher,
the room temperature dry shear strength is basically equivalent while it falls off
somewhat for the reduced temperature cure. There appears to be a slight loss of wet
shear strength levels for reduced cure temperatures but so long as the cure temperature
remains at 80'C (175°F) or above, the loss is not much more than about 10%. The room
temperature cure, on the other hand, results in a wet room temperature shear strength that
is nearly 25% below that produced by the higher temperature cures.
3.5.3 Effect of Cure Vacuum Pressure on Irterlaminar Shear Strength
Glass fabric reinforced laminates were impregnated and cured at the
standard baseline cure condition of 45 minutes at 93°C (200*F) but at vacuum pressure
levels both above and below the nominal 635 mm (25 in) Hg used with the baseline
laminates. These laminates were then tested for interlaminar shear strength. Table 26
presents these test results, as well as the physical properties for each of these laminates.
The physical property data show several logical trends. Specific gravity increases and
ply thickness decreases with increasing cure vacuum level. The shear strength behavior
appears to be independent of vacuum level until the vacuum level falls below 625 mm
(25 in) Hg. At lower vacuum levels than this, the shear strength is noticeably lower.
This may be, in part, a result of the fact that the void contents of the laminates cured
under the reduced vacuum levels are higher than the normal 5% that occurs in the
laminates cured under 635 mm (25 in) Hg vacuum.
3.6 RESIN POT/WORK LIFE
Two different types of pot-life or work-life tests were carried out. The purpose of
the first was to determine the time available before a freshly mixed resin batch advanced
to gel. The purpose of the second was to determine the time available before an
impregnated layup advanced so far that it was no longer workable.
In the first test, two 200-gram samples of EA9396 were mixed and placed in
22'C (72'F) and 38'C (100°F) environments while pot-life observations were recorded.
40

TABLE 25
EFFECT OF CURE TEMPERATURE ON INTERLAMINARSHEAR STRENGTH OF GRAPHITE REINFORCED
EA9396 LAMINATES
Interlaminar Shear Strength (psi) (2)Cure Condition 22°C (72*F), Dry 220C (72 0 F), Wet (4) 93°C (200°F), Wet (4)
45 min. at 107°C 6120 4540(2250F)
45 min. at 930 C 5700 4700 2340(2000F) (3)
30 min. at 93°C 6220 4430 2270(2000 F)
30 min. at 82'C 6230 4340 1900(180 0 F)
45 min. at 79.50C 5640 4020(175 0 F)
7 days at 220 C (72°F) 5010 3410plus additional 3 mos.
dry storage or wetaging
(1) All cures were under nominally full vacuum pressure - 25 in. Hg).(2) Four-point shear test procedure.(3) This represents the baseline cure schedule used throughout the program.(4) Wet aged at 600C (140 0 F), 95-100% R.H. till saturated.(5) Laminate under compacting vacuum bag pressure only during first few hours of
22°C (72°F) cure. Remaining 164 hrs. of cure at 22'C (72°F) under ambientconditions.
41

< z so truS
COO0
k00
z -Q 00 %n It -0
C-)n
U.5
>0 c
42
These pot-life measurements were repeated on samples from the same batch of resin after20 months of storage at 4°C (400F). Table 27 presents the results of these tests.
In the second test, two 12-ply graphite fabric reinforced laminates wereimpregnated with freshly mixed EA9396 resin and then placed in 220C (72°F) to 38'C
(100°F) environments while observations were recorded on the state of the matrix resin.Table 28 presents the results of these tests.
It is apparent from the data in Tables 27 and 28 that the pot/work life is markedlyshortened by increasing the temp - e from 220C (72°F) to 380 C (100 0 F). In addition,
the effect of long-term storage is to reduce the available pot life and especially to shorten
the time betwetrn first noticeable exotherm and final kick-over. In spite of the shortenedpot-life or work-life available after extended storage for the conditions examined, theavailable time is still probably sufficient to permit most repairs to be satisfactorily
completed.
3.7 EFFECT OF STORAGE TIME AND TEMPERATURE
The purpose of these tests was to dntermine how the processability of the materi,1l
changed and whether good mechanical property levels could still be achieved after
extended resin storage at ambient and elevated temperature. The tests listed in Table 3were periodically conducted over a 30- month storage period. Samples of both parts A
and B of a single batch of the EA9396 resin system were placed in storage at room
temperature, 38'C (IOOOF) and 490C (120'F). The samples were stored in the cans theywere received in from the vendor.
The HPLC, FTIR. DSC and Rheometrics viscosity profile measurements failed to
reveal any significant changes in the resin system as a result of 24 months storage at any
of the three storage temperatures. Figure 4 presents HPLC spectra for part A of theEA9396 system in the freshly received condition (-3 months after manufacture) and after
18 months of storage at 49°C (120'F), respectively. Both spectra were generated using
the same test parameters. It is evident that no significant difference appears. The tl'11-spectra for 24 months at all three storage temperatures indicated equivalent behavior.
Since no comp inents are pre~ont in Part B of the EA9396 system that prxdL!ce significant
feature.; in P- 'IPI.C spectra. thi., test was not perfonned on Part B.
43
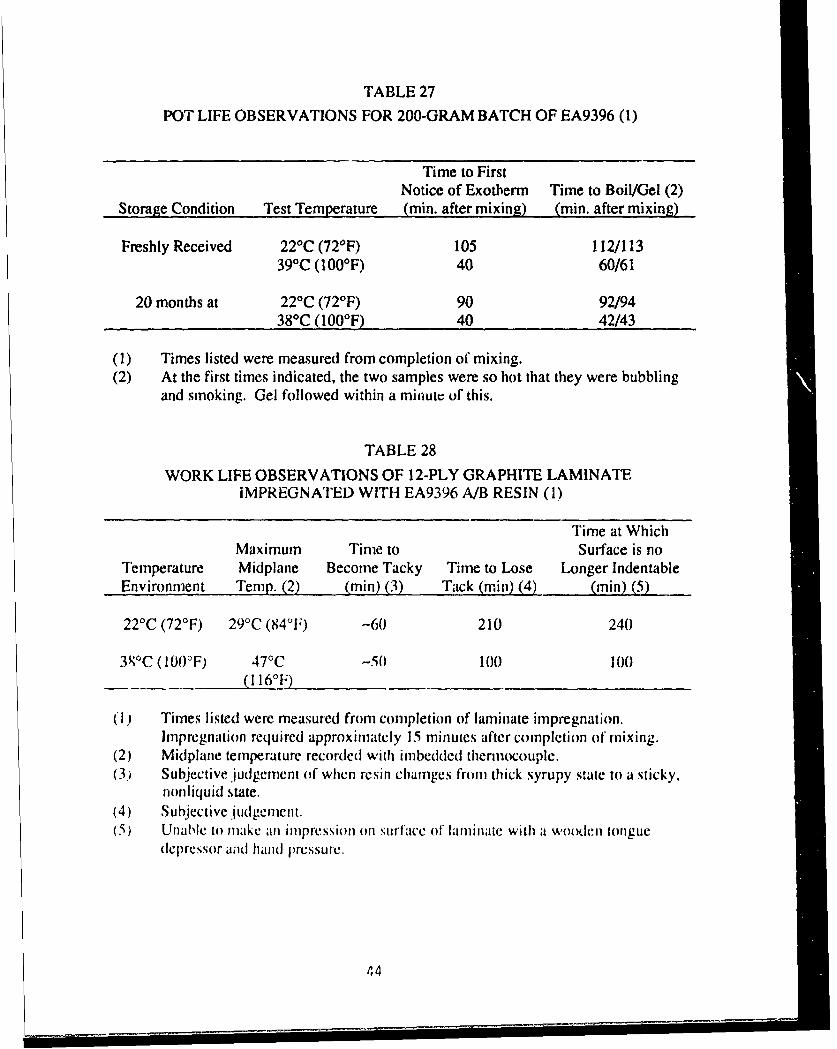
TABLE 27
POT LIFE OBSERVATIONS FOR 200-GRAM BATCH OF EA9396 (1)
Time to FirstNotice of Exotherm Time to Boil/Gel (2)
Storage Condition Test Temperature (min. after mixing) (min. after mixing)
Freshly Received 22 0C (720 F) 105 112/113390C (100IF) 40 60/61
20 months at 22 0C (72°F) 90 92/94380C (100 0 F) 40 42/43
(1) Times listed were measured from completion of mixing.(2) At the first times indicated, the two samples were so hot that they were bubbling
and smoking. Gel followed within a minute of this.
TABLE 28
WORK LIFE OBSERVATIONS OF 12-PLY GRAPHITE LAMINATEiMPREGNATED WITH EA9396 A/B RESIN (1)
Time at WhichMaximum Time to Surface is no
Temperature Midplane Become Tacky Time to Lose Longer IndentableEnvironment Temp. (2) (rini) (3) Tack (min) (4) (min) (5)
22°C (72°F) 29-C (84°F) -60 210 240
3ýOC (1O00F) 470C -5) 100 100(116°F)
(i) Times listed were measured from completion of laminate impregnation.Impregnation required approximately 15 minutes after completion of nixing.
(2) Midplane temperature recorded wi0h imbedded thermocouple.(3) Subjective judgement of when resin chamges from thick syrupy state to a sticky,
nonliquid state.(4) Subjective judgement.(5) Unable to make an inipression on %[urface of lamina.te with a wooden tongue
depressor ain hailnd pressure.
44

U
(a) Fresh Resin.
I K:
(b) Resin Aged for Eighteen Months at 490 C (120 0 F).
Test Parameters: Resin dissolved in dioxaneFlow rate: 1 ml/minGradient Profile
Time (minutes) % Water % Dioxane
0 50 5010 50 5040 30 7050 30 70
Figure 4. HPLC Spectra of EA9396, Part A.
45

Figuies 5 and 6 present FTIR spectra for both parts A and B in the fresh condition
and after 24 months storage at 49°C (120°F). No significant changes between the fresh
and 24-month aged material is apparent for either parts A or B.
Figure 7 presents a Rheometrics cure profile for fresh EA9396 material. Similar
curves were obtained every 6 months for up to 24 months at each of the three storage
temperatures. Table 29 lists key information extracted from each of these cure profiles.
It is evident from the data in Table 29 that no changes are apparent as storage time
increases.
Figure 8 presents a DSC curve for fresh EA9396 material. Additional curves
were generated every 6 months for up to 24 months at each of the three storage
temperatures. Table 30 lists key information extracted from each of these DSC tests. As
with the data from the cure profiles, no significant changes are apparent in the data of
Table 30 as storage time increases.
The room temperature viscosity of parts A and B was also measured, using a
Brookfield viscometer, as storage time increased. While the viscosity of the unmixed
part B did not change during storage, part A did. Table 31 lists these changes. It is
evident that at the 490C (1201F) storage temperature viscosity starts to increase markedly
after 12 months. After 30 months storage at 49'C (120°F), part A had become much too
viscous to use at room temperature for wet layup impregnation of a laminate. After
36 months at 38'C (100'F), the viscosity of part A was still low enough to be processible
by wet layup impregnation although the material was starting to show a marked viscosity
increase. At the 22'C (72°F) storage condition, the resin was still usable after over four
years.
In addition to the tests discussed above, the EAQ396 resin samples that were in
storage at the three different temperatures were also used to prepare graphite fabric
reinforced laminates for interlaminar shear testing after various storage intervals. The
interlaminar shear properties achievable from stored resin was not degraded at all so long
as the viscosity remained low enough to permit wet layup impregnation of the
reinforcement. In fact, it appears that an increased interlaminar shear strength is possible
over time. Table 32 presents these data.
46

89 EAO3QG PART A 21 Nov as 12.01.01
d
4000.o 2o00.0 2 400.0 o 000.0o 150o0.0 1100o.0 o 30.0 6 50.00 400. 00
W AVENUMBEVR1 (CM-I)
(a) Fresh Resin.
C aA 6000 Z YR AT MIOW 9 Dan 00 ,4, Z• I,
S PART A
z
S-4000,.0 21200. 0 2400o 0 190,0. a •100.0 1100(. 0 65C.0 $5'08•~.0I0 cc0.O
WAVENUMBERS (C:M-"I)
(b) Resin Aged for Two Years at 490c (1200F).
Figure 5. FTIR Spectra of EA9396, Part A.
47

9 CA9868 PART 0 ZI Nov an 12. 1•t•311
ZU
VI
4000. 0 Z200. 0 Z400. 0 1800. 0 19O0.0 1100.0 850g. oO 50o. 00 A00. 00
WAVENLJUMERS (CM-10)
(a) Fresh Resin.
8S 9A 0902 PART Be I YR AT 120F 2 Doe 90 Is$Itoas
T
U
0d
O• §0
o 4-4 ,
0I
4000. 0 3200. 0 2400. 0 1900. 0 1500.0 1100. 0 so. 00 50. 00 400. 00WAVENUMOERS (CH-I)
(b) Resin Aged For Two Years at 49 C (120'F).
Figure 6. FTIR Spectra of EA9396, Part B.
4 Ir
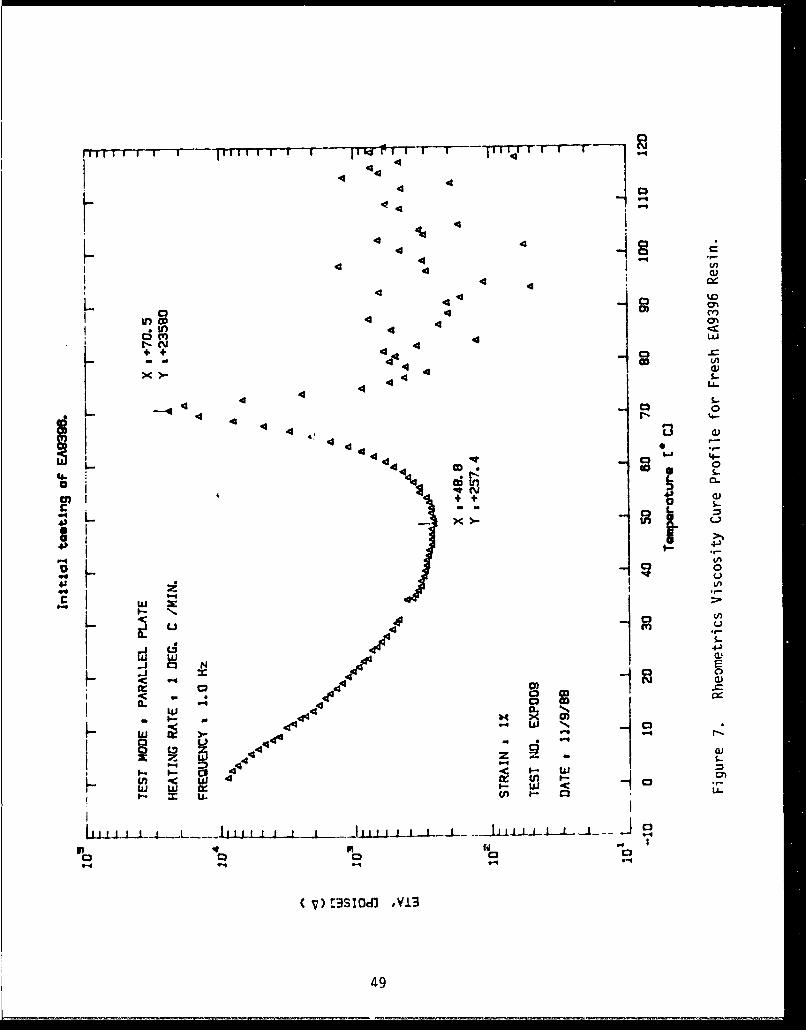
F IFi ii If -r Ilia 1- 1 vIt$ I IF I
X -4 4-4L
144
4 -4-
4 4
1. 04 4 0
.4 4 14441 Li
I-. U.E I-
44

TABLE 29
EFFECT OF LONG-TERM STORAGE AT ELEVATED TEMPERATURE ONTHE CURING VISCOSITY PROFILE CHARACTERISTICS OF EA9396
Storage Conditions Temperature at Minimum Viscosity Gel TemperatureMinimum Viscosity (poise) (OC)
Initial 49 -257 70.51 month at 38°C 51 -150 71.6
(100 0F)I month at 49°C 47 -150 71.9
(120 0 F)3 months at 22°C 50 -40 73.3
(72°F)6 months at 22°C 48 -110 66.8
(720 F)6 months at 380 C 45 -110 65.9
(1O0OF)6 months at 49'C 44 -200 67.8
(120 0 F)12 months at 220C 67 -149 71.9
(72 0F)12 months at 380C 66 -46 72.6
(I00°F)12 months at 490C 64 -64 71.4
(1200 F)18 months at 22 0C 49 -54 70.5
(72°F)18 months at 38°C 47 -54 68.4
(100°F)18 months at 49°C 47 -127 68.4
(120 0F)24 months at 22°C 47 -60 71.6
(72 0F)24 months at 380 C 50 -60 71.6
(100°F)24 months at 490 C 51 -120 70.5
(120 0F)
NOTE: Test conducted on Rheometrics Solids Analyzer using a heating rate of lVC(340 F)/minute.
50

0
C')0
1r) <(6 _rIn<
V4
N
a) N)0)
octo
IL 0cic0
"4 a4-C)0 4LIn
CEl 0)
V) )0 R0
'-in
CONrL-
00
0) ý p-
CT)
E N
CM"') A0ld 40 0H
51
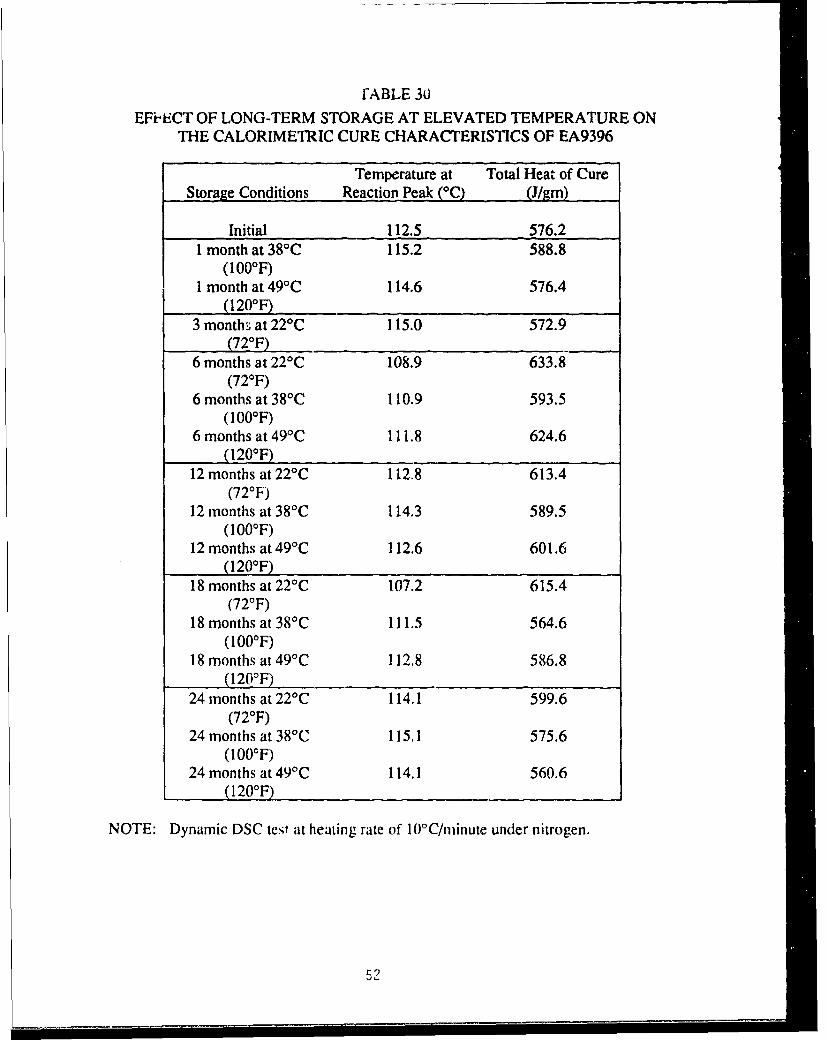
FABLE 30
EFi-ECT OF LONG-TERM STORAGE AT ELEVATED TEMPERATURE ONTHE CALORIMETRIC CURE CHARACTERISTICS OF EA9396
Temperature at Total Heat of CureStorage Conditions Reaction Peak (0C) (J/gm)
Initial 112.5 576.21 month at 38°C 115.2 588.8
(100-F)1 month at 490C 114.6 576.4
(120°F)3 months at 22*C 115.0 572.9
(720F)6 months at 22 0C 108.9 633.8
(720F)6 months at 38*C 110.9 593.5
(100WF)6 months at 49°C 111.8 624.6
(1200F)12 months at 22°C 112.8 613.4
(72-F)12 months at 38'C 114.3 589.5
(100°F)12 months at 49C 112.6 601.6
(120 0F)18 months at 22'C 107.2 615.4
(72°F)18 months at 380 C 111.5 564.6
(100-F)18 months at 49'C 112.8 586.8
(120WF)24 months at 22'C 114.1 599.6
(72 0F)24 months at 38'C 115.1 575.6
(100OF)24 months at 490 C 114.1 560.6
(120°F)
NOTE: Dynamic DSC test at heating rate of I00 C/minute under nitrogen.

TABLE 31
EFFECT OF LONG-TERM STORAGE AT ELEVATEDTEMPERATURE ON THE VISCOSITY OF EA9396, PART A
Storage Storage Time (1) Brookfield Viscosity of Part ATemperature (months) (Pa-s) (Poise)
220C (720F) Initial 84 8403 92 9206 72 72012 72 72018 112 1,12024 82 82030 78 78036 80 80043 100 1,00050 100 1,000
38cC (100°F) 1 84 8407 84 84012 96 96018 108 1,08024 84 84030 234 2,34036 460 4,60043 >2,000 >20,000(2)50 --- (3)
490C (120 0 F) 1 88 8807 88 88012 100 1,00018 263 2,63021 344 3,44024 650 6,500
1 30 >2,000 >20,000(2)
NOTES:1. Months after receipt of resin. Resin was manufactured three months before receipt.2. Material no longer processible into laminates.3. Hard crust on surface.
53

TABLE 32
EFFECT OF LONG-TERM STORAGE AT ELEVATED TEMPERATUREON ACHIEVABLE INTERLAMINAR SHEAR STRENGTH OF GRAPHITE-
REINFORCED T300-W133/EA9396 COMPOSITE MATERIAL
Storage Interlaminar Shear Strength (32 Wt. GainStorage Time (2) DRY WET (4) During WetTemp. (months)_ (MPa) (psi) (MP (.si) Aging(%) (4)
22-C (72 0F) Initial 37.56 5447 25.91 3758 3.913 38.27 5515 31.46 4563 1.56(5)6 42.60 6178 30.40 4409 2.6812 36.94 5357 29.95 4344 2.5918 42.21 6122 31.88 4624 2.6524 46.28 6712 32.00 4641 2.6343 45.59 6612 33.86 4910 2.8650 43.76 6347 ---
38-C (100-F) 1 42.52 6166 32.82 4759 2.706 42.77 6202 32.31 4686 2.6112 43.72 6341 32.77 4752 2.5418 44.32 6427 35.80 5192 2.6524 40.48 5871 28.05 4068 2.8043 45.59 6612 33.48 4856 3.02
49-C (120-F) 1 39.29 5698 29.83 4326 2.906 42.88 6218 29.29 4247 2.7912 42.52 6167 26.08 3782 4.2518 46.41 6731 35.65 5170 2.6524 43.15 6257 31.59 1 4581 2.83
NOTES:1. EA9396 Parts A and B stored at temperature listed for time listed before resin was
mixed and laminate prepared.2. From date of receipt. Resin was manufactured 3 months before receipt.3. All tests were conducted at 220C (72°F). Dry values represent average of three
specimens, wet values represent average of two specimens.4. WET = specimens immersed in water at 60'C (140'F) until saturated before being
tested unless otherwise noted.5. Immersed in water at 22°C (72)F) until saturated before being tested.
54

In summary, it appears that the EA9396 resin system is very tolerant of long-term
storage. It is still useable after 24 months storage at 49°C (120 0F) and after over
50 months storage at a temperature of 22°C (72TF).
3.8 EFFECT OF FIBER CONTENT
Since field or depot repairs may be subject to greater inconsistency in control of
processing parameters than was the case in a laboratory environment, several laminates
were prepared with deliberately lower fiber contents than the baseline laminates. These
were then tested for both interlaminar shear and compressive properties. Both glass and
graphite fabric reinforced laminates were prepared with fiber contents ranging from thestandard 55% by volume down to as low as 34% by volume. The low fiber content
laminates were all cured by the same "standard cure cycle", described in step (m) of
Appendix A, that was used for the baseline laminates. The differences in fiber content
were achieved by changing the bleeder ply/laminate ply ratio used during cure and/or the
ratio of resin to reinforcement used during impregnation (see Table A.2 in Appendix A).
Two attempts were made to obtain higher than normal fiber content laminates. In one
case, the bleeder ratio was increased by 50% and the resin ratio reduced by 5% from the
standard. In the other case, the bleeder ratio was not changed but the resin ratio was
reduced by 27% from the standard. In each case, the resulting laminate exhibited
practically identical physical characteristics (fiber content, void content) to the baseline
laminates. This implies that one is not likely to obtain much higher fiber contents than
that exhibited by the baseline laminates regardless of processing variations encountered
in the field. The same should not be said with regard to void content since it is likely that
some processing variations would affect porosity. Reduced fiber contents, on the other
hand, were achieved by simultaneously reducing the bleeder ratio and raising the resin
ratio during impregnation. In the extreme cases, in which the lowest fiber contents were
achieved, the bleeder was eliminated entirely while the resin ratio used duringimpregnation was increased to 150% and 180% of the standard ratio for graphite and
glass reinforced laminates, respectively. Interlaminar shear and compression specimenswere machined and tested from these reduced fiber conter. laminates. The data from
these tests are presented in Tables 33 and 34.
Examination of the data in Table 33 reveals several points. First, it appears that
the interlaminar shear strength is influenced by both fiber and void content. In the case
of the glass reinforced laminates, the two lowest shear strengths were produced by
laminates that had significantly lowei fiber content and significantly higher - oid content
55

. . 0 00 -r 0 IC 000ýcC~C4l
vl ol -ýCý1-
!=j' ONI, W
C4 e.-
W) r16 0000W00 0 Ir nwC 0 ~0 00o0n )W 00
E L. kn 0tro0 0s cqr n\C ý r
0
060
t- C,0,t~ r- \. % 4
>. w - c r - In -Tr --
0.0
>ZJ -,t 4 r - n 7 -
-~ ~ ~~~t i)tt-n' 0 ' :c-
LHn-o r- -i rx'r c-
a a
N14. r) r4C4r)F""trt- e
LT..
000
v4.M 0 rn0 w) In c-4t ) O\ 4
56
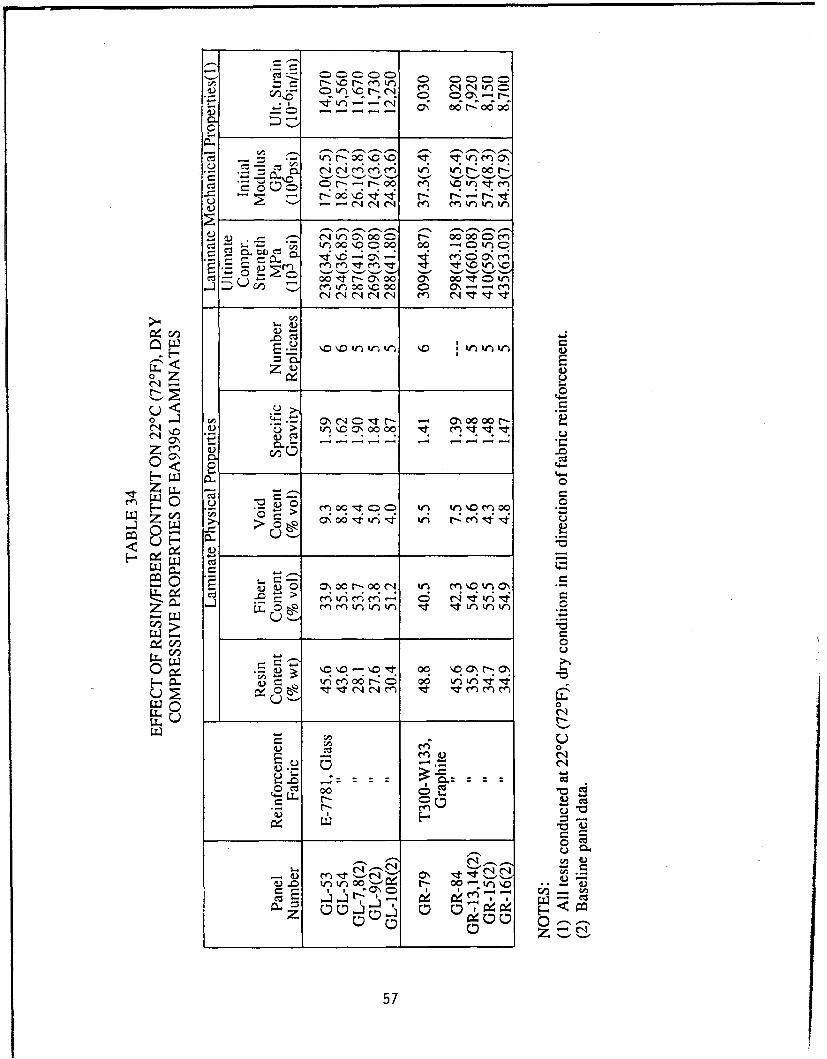
CDCD0 o- [--- -- o6 -- o6 oRo%6
-ý .- 00'.\ 11 clr f n
_1 4r) CN C''~ 00 0 OC00encZ t) 0 1,C\0 00 00 -0LD00 C
C t - 0\ N3o0 Q\ 00 Rt ) fru wm W) 00ýc\Coc CD \ý - e
0 0
C14-
C' 10 3> -tn oo %ZC 0It m-I
C 05 __ ___ __:
Z m-
u 00
Z C/ *r*fAtu--LLl
0 ý0~0~ 00 00C4W)M3C'n0C
C/) >
LT. - -
0r m0 0r 06 t* n1:
C C4~u cn 0E cl en(u C1
zl 00 ~ 0 lF0 0q
57l

than the other five laminates. In the case of the graphite reinforced laminates, the two
laminates with the lowest fiber content exhibited significantly lower shear strengths than
the other five laminates. Similar behavior is observed in the case of the compressive
properties, presented in Table 34. For both the glass and graphite reinforced laminates,
the compressive strength is lowest for the laminates with low fiber content and high void
content.
In summary, the shear and compression data in Tables 33 and 34 indicate that
laminate strength is reduced with decreasing fiber content and increasing void content.
For example, in Tables 33 and 34, panel numbers GL-53 and GL-54 had the lowest fiber
contents and the highest void contents and also produced the lowest strengths. Similarly,
panel GR-79 had the lowest fiber content and an intermediate void content and produced
the second lowest strengths, while panel GR-84 had the second lowest fiber content and
the highest void content and produced the lowest strengths. It also appears that the
laminates that were deliberately prepared with low fiber contents generally had higher
void contents than baseline laminates. This indicates that low fiber content (resin-rich)
laminates should be avoided if optimum properties are desired.
3.9 ALTERNATE IMPREGNATION AND BAGGING SCHEMES
Appendix A describes the rationale behind the individual steps in the "standard
processing procedure." This procedure was selected for use in the laboratory because it
was convenient and because it produced laminate quality consistent with what would be
expected in repair scenarios using a vacuum bag curve. A number of laminates were
prepared during the program, however, by procedures that differed from the standard
procedures. These differences were in the areas of ply impregnation procedures, bleeder
material used, and bagging scheme employed. Each of the activities undertaken in these
respective subject areas are discussed in the following sections.
3.9.1 Alternate Ply Impregnation Procedure
It was recognized that repair technicians working in the field might elect
to employ different processing procedures than were used here. In order to anticipate
what these different procedures might be, and to determine their effects on resulting
laminate quality, two variations from the standard ply impregnation procedure were
investigated.
58

In the first, the resin was applied to every ply instead of every other ply asin the standard procedure. In the second, a lower ratio of resin to reinforcement was
employed during the impregnation steps than in the standard procedure. Each of these
variant procedures is described in detail in Appendix B but a brief summary of each is
presented in the following paragraphs.
The first variant impregnation procedure involved applying resin to every
reinforcement ply during the wet layup procedure instead of every other ply. The reason
for doing this was to determine whether laminate quality (specifically, void content)
would be adversely affected. Since only half as much resin was available to be applied
and worked into each ply, it was thought that resin distribution might be less uniform and
that more voids due to air entrapment might result. As in the "standard procedure," the
total amount of resin used during impregnation represented a 50% excess over what was
desired in the final laminate. The same amount was applied to every ply, including the
first and last, as opposed to the resin distribution approach described in steps (e)-(j) of
Appendix A. Other than this, all other steps were identical to those described in
Appendix A.
The physical properties of specimens cut from this panel are presented in
Table 35. Table 35 shows that while this laminate had a slightly higher void content than
the baseline laminates made with the standard processing procedure (Table 4), the
difference was within the range of the standard deviation of the baseline panels. The
other physical properties are also very nearly equivalent to those exhibited by the
baseline panels.
The second variant impregnation procedure involved using a smaller
quantity of resin during impregnation of the reinforcement plies than the amount
computed in step (c) of Appendix A. The reason for doing this was to determine whether
equivalent laminate quality (specifically void content) could be achieved without
bleeding excess resin out of the wet layup stack. Instead of the 50% excess used in the
standard procedure, the amount used for this laminate represented 0% excess (nominally
net resin content). Thus, the resin/reinforcement ratio employed for this laminate was
only 0.370 gm resin/gm reinforcement instead of the 0.555 gms listed in Table A.2. The
other difference was that since no excess resin was used, no bleeder plies were used
during cure. Other than these two variations, all other steps were identical to those
described in Appendix A.
59
...... ........... ...... .II~ l . 7

zcc
CD
>. V)
4-Z3
0z0
4-Tx
060
The physical properties of specimens cut from this panel are presented inTable 35. It is evident from these data that void content was not adversely affected by
this alternative processing procedure. It does appear, however, that the panel wassomewhat more resin-rich than the baseline panels made with bleeder plies during cure.This is probably because the amount of resin used was only nominally net resin content,
not precisely net resin content.
Based on these two variations in resin impregnation procedures, it appearsthat essentially equivalent laminate quality can be achieved with a variety of procedures.
3.9.2 Alternative Bleeder Materials
All of the baseline laminates prepared during this program, as well asnearly all the other laminates prepared in accordance with the "Standard LaminateProcessing Procedure," were bagged according to Figure A.1 using Mochburg CW 1850
bleeder, which had an area weight of 71 gm/im2 . It was empirically determined that thisbleeder material typically absorbed about three times its own weight of EA9396 resinduring a cure cycle when used in the ply ratios listed in Table A.2. This was used asbleeder material only because it was readily available and because of prior experiencewith it. It was recognized, however, that in field repair scenarios, this particular bleedermaterial might not be available. Several laminates were, therefore, prepared using the
same fabric material as bleeder as was used for reinforcement in the wet layup,specifically, the E-7781 glass and T300-W133 graphite fabrics described in Table 1. Theabsorptivity of these materials as bleeder was characterized, and the physical properties
of the laminates made using them were determined to demonstrate equivalence to thebaseline laminates made using the standard processing procedure. The procedure used todetermine bleeder material absorptivity is described in Appendix R. Table 36summarizes the results obtained for the laminates made with the glass and graphite fabricas bleeder material. Other than the bleeder material, these laminates were prepared in
accordance with the standard procedure described in Appendix A.
3.9.3 Alternative Bagging Schemes
The standard laminate bagging scheme, illustrated in Figure A. 1, wasemployed for the large majority of the laminates prepared in this program. Two
alternative bagging schemes were investigated, however, in an effort to see if the void
61
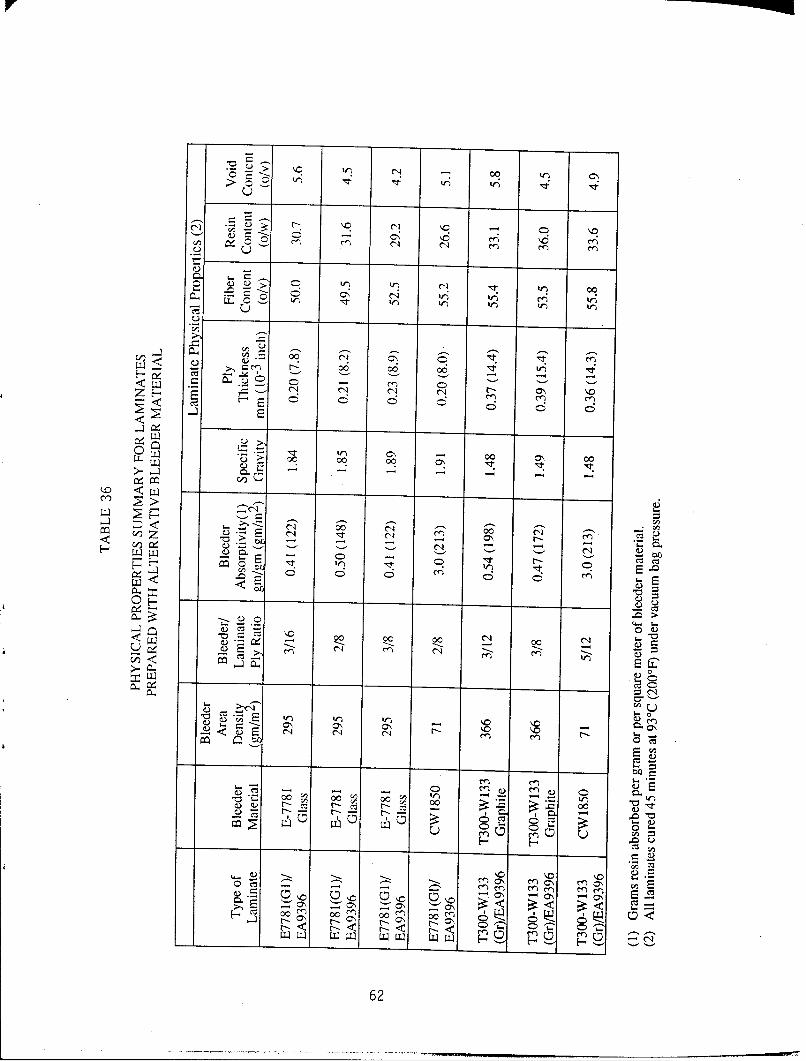
Cl 000O
LL
Li .cn
z L10 ON
0.) 00 Cl 0N 0H ~ - N 00 00 o6N/
4 ~C-4 0lClC NO
Q~~0 > 0 0 00
000 - - 00
U.- E -. __ _~ < ~ . Cl 00 Cl00CC
0~CA)
00~1. 00 0 0 C
4~c -E
C.)
s- cn Cl
r, zI: 00
CL0 -C:)
- - - C ..) 0~ 00 ~ 00~ 0~ ' ~ - - -
N - N -N ~ C0 C ~E .0cz CNO CoNO m
_ _ _ c_ H H
_ 'sO 'sO 'O enLT S -- S7-
62N CNO 'O
content could be reduced by means readily available to technicians carrying out field
repairs.
The first variant was to perforate the normally nonporous barrier between
the bleeder material and the breather material. The rationale for this was that this
perforation permits the vacuum, when it is applied, to draw air out of the bleeder instead
of forcing it into the layup. It was speculated that air might be trapped in the bleeder
when the vacuum was applied because the caul plate would be pressed down so tightly
that air escape paths would be shut off. The altered layup scheme is described in detail
and illustrated in Appendix B. Instead of separating the bleeder material from the
breather material with the two layers of nonporous teflon and a caul plate, the modified
layup scheme consisted of a single layer of nonporous teflon film with a series of knife
slits separating the two. A glass fabric reinforced laminate was prepared in this manner.
Physical and interlaminar shear properties of this laminate were determined. Table 37
presents the data for this laminate and also for comparable baseline laminates. While the
physical properties of the experimental laminate prepared with the perforated film
procedure are slightly inferior to those exhibited by the laminates made with the baseline
procedure, the interlaminar shear strength is about 15 percent higher. Since the higher
void content of the experimental laminate is higher than that of the baseline laminates,
one would normally expect the interlaminar shear properties to be lower. The only
reason that can be offered to explain this is that the experimental laminate was made
approximately 12 months after the baseline laminates. As was discussed in Section 3.7,
interlaminar shear properties delivered by laminates made with 1 year old resin are
higher than those delivered by laminates made with relatively fresh resin (by about 11%
in the case of 22°C (72°F) dry tests -- see Table 32).
The second variant was to ulitize a double-bag vacuum scheme rather than
the single-bag scheme illustrated in Figure A. 1. The rationale for this approach was that
while the vacuum applied in the single bag scheme supposedly aids in drawing air and
volatiles out of the laminate, the compaction of the layup resulting from the vacuum bag
may pinch off escape paths and trap air and volatile• iii the iayup. The idea of the double
bag scheme is to permit the layup to "breathe" even while under vacuum by reducing the
compacting force during the early part of the cure cycle. The double bag layup scheme is
described in detail and illustrated in Appendix B. A graphite fabric reinforced laminate
was prepared using this double bag scheme and both physical and interlaminar shear
properties of this laminate were determined. Table 38 presents these data for both this
63

Cn cl
zz '
-~ oc
00
t-- 0
0 ~ -zp
r- C r-
~6

CID
izz
UU
00 cn I
C/) 0
CIA
73!V
U U
E7-
,-' ~ - 65
laminate and also for comparable baseline laminates. While the physical properties of
the experimental laminate prepared with the double-bag vacuum scheme are essentially
equivalent to those exhibited by laminates made with the baseline procedure, the
interlarinar shear strength values are about 10 percent higher. As noted for the laminate
made with the perforated film (Table 37), the higher interlaminar shear strength listed in
Table 38 for the double-bag laminate may well be attributable to the fact that the
EA9396 resin used for this laminate was 13 months older than that used for the baseline
laminates. Again, Table 32 shows that 1 year old resin produces an interlaminar shear
strength about 11% higher than fresh resin.
Based on the results of these two modified bagging schemes, it appears
that both produced laminates that were essentially equivalent to those produced by the
standard baseline processing procedure.
3.10 HONEYCOMB SANDWICH BEHAVIOR
Two types of honeycomb sandwich specimens were made and tested, edgewise
compression, and flatwise tension. The former type specimens were utilized to
investigate whether skin dimpling, if it occurred, would reduce the edgewise compression
strength. The latter type specimens were utilized to investigate the effects of adhesive
fillet size on flatwise tensile strength. Both specimen types consisted of honeycomb core
with composite skins bonded to the core with a layer of epoxy adhesive (EA9394 by
Dexter Hysol). The honeycomb core was either 126.5 Kg/m 3 (7.9 lb/ft3 ) or 91.3 Kg/m3
(5.7 lb/ft3 ) density material. Both cores were from Hexcel and were designated CRIII-
1/4-5052-.004N-7.9 and CRIII-3/16-5052-.002-5.7, respectively. These two honeycomb
sandwich investigations are discussed in detail in the following sections.
3.10.1 Effect of Skin Cocuring on Edgewise Compression Behavior
When skin repairs are made on honeycomb core substrates, the skin is
relatively thin, typically as few as only two plies in some cases. If the skin is cocured,
under a compacting vacuum bag pressure, the cured skin may exhibit the imprint of the
honeycomb substrate. This is called dimpling and results in a skin that is not flat, but is
somewhat rippled, as illustrated in Figure 9. Since one failure mode in edgewise
compression can consist of skin buckling, it was felt that if dimpling does occur during
cocure, the resulting edgewise compression strength may be reduced from what it would
be with straight, undimplied skins.
66
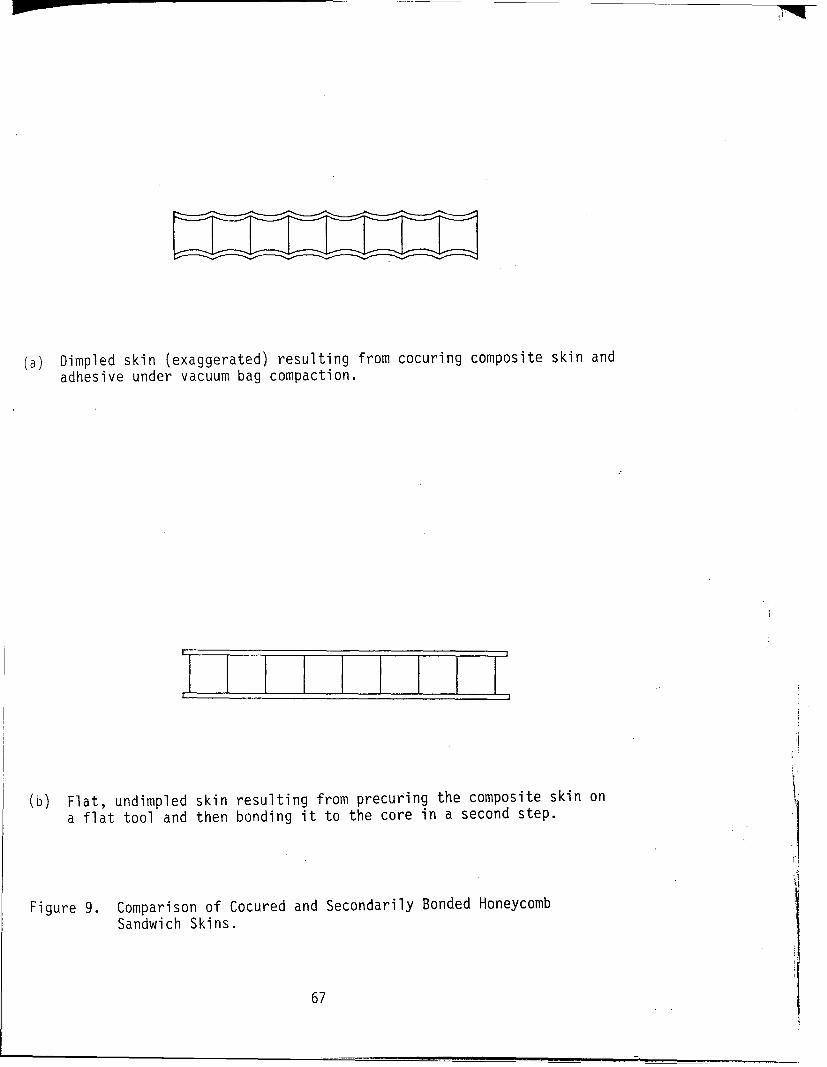
(a) Dimpled skin (exaggerated) resulting from cocuring composite skin andadhesive under vacuum bag compaction.
(b) Flat, undimpled skin resulting from precuring the composite skin on La flat tool and then bonding it to the core in a second step.
Figure 9. Comparison of Cocured and Secondarily Bonded Honeycomb
Sandwich Skins.
67

This possibility was investigated by preparing honeycomb sandwich
panels both by cocuring and by secondarily bonding flat composite skins to the core.
When graphite fabric was used for the skin, each skin was two plies thick. When glass
fabric was used, each skin was four plies thick, since the glass fabric plies were only
about half as thick as the graphite plies. On all sandwich panels, an adhesive layer
consisting of a ply of style 120 glass fabric impregnated with 0.21 gm/cm 2 EA9394 paste
adhesive was used to bond the skin to the core. This paste adhesive layer was used
because the viscosity of the EA9396 resin used in the skins became so low during cure
that satisfactory filleting along the honeycomb cell walls could not be achieved. Two
different cores were used: one with a 6.35-mm (1/4-inch) cell size and one with a
4.76-mm (3/16-inch) cell size. It was felt that if skin dimpling indeed did occur and
caused a reduction in edgewise compression strength, the effect would be greater for a
larger cell size and lesser for a smaller cell size.
In the case of the cocured panels, the skins were impregnated in the
standard manner, as described in Appendix A. The bottom skin rested on a flat tool
surface while the upper skin was atop the core (and adhesive layer). The entire sandwich
assembly was bagged in accordance with the layup illustrated in Figure A. 1 except that
no caul plate was used. The cure cycle was the same as that described in Appendix A.
In the case of the secondarily bonded panels, the two skins were prepared
by the standard processing procedure described in* Appendix A. These were then bonded
to the core using a layer of EA9394 adhesive on a style 120 glass carrier fabric between
each skin and the core. The two skins were lightly sanded and wiped with solvent prior
to bonding to ensure a clean surface. The adhesive was cured for 1 hour at 93'C (200'F)
under vacuum bag pressure.
The cocured panels were 30.5 x 30.5 cm (12 x 12 inches) and three
specimens 7.6 x 22.9 cm (3 x 9 inches) were machined from each panel. The secondarily
bonded specimens were prepared individually in a 10.2 x 25.4-cm (4 x 10-inch)
dimension, then trimmed to the final specimen size. Individual specimens were
secondarily bonded because it was found that secondary bonding of large panels resulted
in disbonds. These were manifested as large blisters in the center of the panels. All
specimens, whether cocured or secondarily bonded, were oriented such that the fill fibers
in the fabric reinforced skins were in the length direction of the specimens.
68

Table 39 summarizes the results of the edgewise compression tests. As
the data in Table 39 indicate, the cocured samples produced higher compression strengths
than the secondarily bonded samples, by around 15-20%. All of the secondarily bonded
samples failed by virtue of the skin debonding from the adhesive layer. All of the
cocured samples exhibited compressive failure of one or both skins and no debonding of
either skin from the adhesive layer. In addition to the failure modes described above,most of the samples made with the lower density core, regardless of the type skin/core
bond, exhibited general buckling. No evidence of skin dimpling was observed on any of
the cocured panels.
3.10.2 Effect of Fillet Size on Flatwise Tensile Strength
Several preliminary attempts were made to prepare honeycomb sandwichpanels in which the EA9396 resin in the composite skins served simultaneously as the
skin-to-core adhesive. This proved generally unsuccessful because the viscosity of theEA9396 resin became so low during cure that satisfactory filleting along the honeycomb
cell walls could not be achieved along the upper skin. Suitable fillets did form on thelower skin because the resin from the upper skin ran down the cell walls and accumulated
along the lower skin-to-core interface. As a consequence, it was found that suitable
fillets, and a reasonable strength of the skin-to-core bond could only be achieved by the
addition of a layer of paste adhesive between the skins and core. As noted earlier in
Section 3.10.1, this paste adhesive layer consisted of a ply of style 120 glass scrim fabricimpregnated with EA9394 epoxy adhesive. This adhesive is a filled version of the
EA9396 resin system.
Since flatwise tensile strength of a sandwich construction is influenced bythe size of the fillets that are formed, the purpose of the investigation described in this
section was to determine how much the flatwise tensile strength is affected by variousfillet sizes. Fillet size was varied by applying different amounts of adhesive to the style
120 glass scrim cloth.
Table 40 summarizes the results obtained in this study. It includes datafor honeycomb panels made with no adhesive layer, with an adhesive layer along the top
skin only, and with an adhesive layer of various weights along both skins. It is evident
from the data in this table that the flatwise tensile strength increases as the amount ofadhesive, and the accompanying fillet size, are increased. There is a dramatic increase in
flatwise tensile strength as the amount of adhesive increases from zero to about
69

U 00)
I . .
=S -
0 003
ct~ >
Hq <
\3J cq M' -~ O
00C CCd~-
L12 CJd
r-L 4.) -
0~~ 0 E K~- ~ a
z 00 CgI oA~
>1 r 40 r.-e ~ -e u
ze - )4
0~ m rZ~4) -4
"o 2
~4) )
00 ~ O00
C-1
70~

7-- kf) 00
r- 00 O
0 z
r~tt)
E 0
a 0- 0. 0 C
ciC1 ciz0C
CO .
00-~ I00oo
ci u
cn
>I2 -- .<.. En LLLi
-z71

0.08 gm/cm2 along the skin-core interface. Above this weight of adhesive application,
additional strength increases are achieved but at a much lower rate. Figure 10 illustrates
the relationship between adhesive application rate and resulting flatwise tensile strength
and the relationship between fillet size (or area of contact between adhesive and core cell
walls) and adhesive application rate. With no adhesive at all, the fillets result solely from
the EA9396 matrix resin in the sandwich skins, and the fillet size ranges from nearly zero
along the upper skin (0.1-0.3 mm by visual estimate) to approximately 0.3-0.5 mm along
the lower skin. In those cases where a layer of EA9394 adhesive was employed, the fillet
sizes ranged from approximately 0.5 mm for an adhesive application rate of
0.08 gm/cm 2 , to 1.5 mm for a rate of 0.21 gm/cm 2 , and 4 mm for a rate of 0.73 gm/cm 2 .
While it is evident that flatwise tensile strength levels can be raised
significantly by the use of large quantities of adhesive, and that without an adhesive layer
the strength levels are quite low, a point of diminishing returns is reached at adhesive
application rates in the vicinity of 0.1 gm/cm 2 . Above this level the increases in strength
that can be achieved may not be worth the weight penalty that accompanies it.
3.11 EFFECT OF SIZING ON GLASS FABRIC LAMINATES
Except for the work reported in this section, all of the glass-reinforced laminates
made and tested during this program had a Volan-A type fiber sizing. This fiber sizing
was used because it is the most commonly used fiberglass sizing and is epoxy-
compatible, even though it is not the most environmentally durable finish. It was felt
that there was a high likelihood of Volan-sized glass fabric being used in repairs, and the
data would therefore provide conservative numbers. The property levels delivered by
glass-reinforced laminates made with Volan-A sized fiber were listed in the various
tables in Section 3.2. It is evident from these data that very significant property losses
are encountered as a result of moisture absorption. Because of this substantial moisture-
induced property degradation, it was decided to prepare and test a limited quantity of
glass-reinforced laminates that incorporated a silane sizing rather than the Volan-A type
sizing.
Laminates using silane-sized glass fabric were prepared in the same manner as
those for which property data are reported in Sections 3.2.1, 3.2.3, and 3.2.4. The
standard processing procedure described in Appendix A was followed in the preparation
of these silane-sized laminates. Tensile, inplane shear and interlaminar shear properties
were generated from specimens machined from these laminates, and the results of these
72
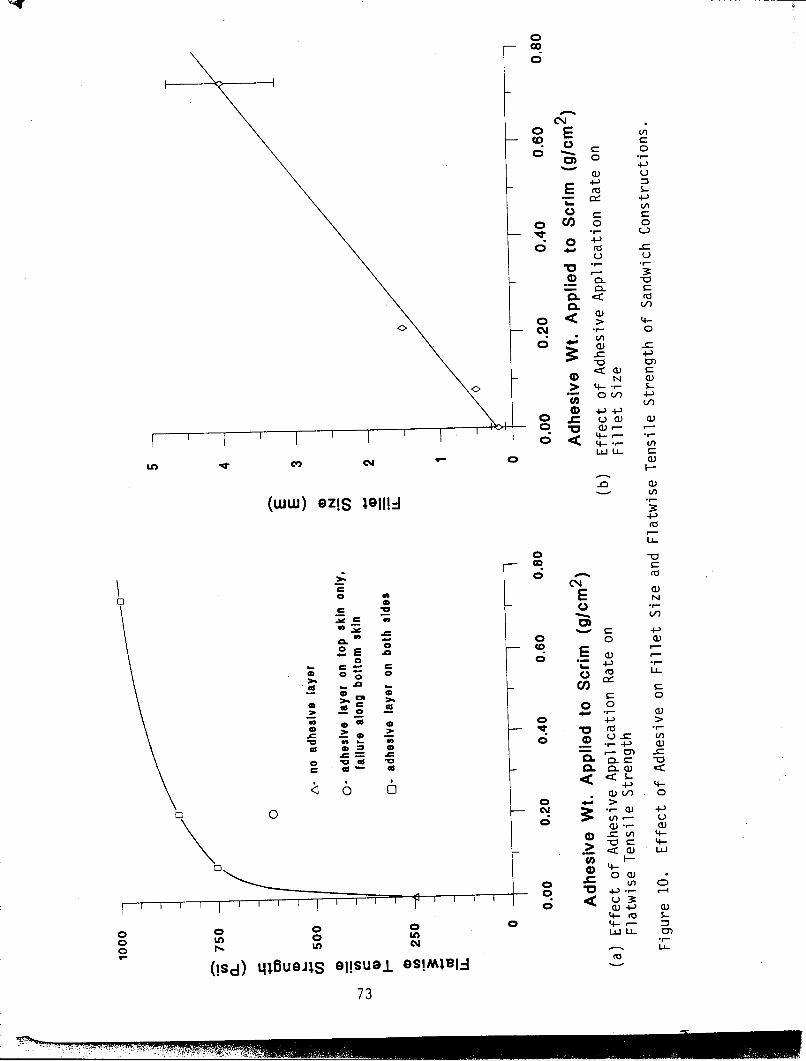
0
00
-.4-')
0 0
0 . --
o u.
> U-
0~ 0- -- 4-.
0..o L 4--
~w U-C) N W
C> > -- a)
(WW)0( 4zi II
oL 'o co 0
0 C; 4-)
.0 0
(ww)~4- >zs~I -
(0< s-
.- (1) 4-
0(3
.04-
0 0(D
) C 0
~. ~o - 4-.-)
.C Ž0*0 5.- 0~0 0 -C it
S. ~ -4-' 0
oL LL 0.0)-in L 0 o.
(!Sd) ~ ~ ~ ~ ~ ~ ( 01UISOSGL'SML~
73o
tests are presented in Tables 41-43. It is apparent from these tables that the silane-sized
fiber produces appreciably higher strength retention after wet aging than the Volan
sizing.
3.12 EFFECT OF NONBASELINE ENVIRONMENTAL EXPOSURE
The baseline environmental exposure condition utilized during this investigation
was a wet-aging exposure at conditions of 60'C (140'F)/100% R.H. until saturation was
achieved. This was followed by mechanical testing at -54'C (-65°F), 22°C (72'F), or
93°C (200'F). Two nonbaseline types of environmental exposure were carried out,
however, to assess durability of the repair material to various thermal environments.
These are described in the following two sections.
3.12.1 Elevated Temperature Exposure
The purpose of this test was to determine whether exposure to 177°C
(350'F) was detrimental to composite mechanical properties, specifically interlaminar
shear. This was of interest because a repair initially cured at 93 0C (2000F) might, at
some later date, be exposed to one or more 177°C (3500 F) cure cycles. Two exposure
levels, 2 hours and 16 hours at 177°C (350'F), were carried out. Interlaminar shear tests
were conducted after these exposures and the results are presented in Table 44. No
degradation is evident in the shear strength values for the glass reinforced material in
spite of the visual darkening that was evident. In the case of the graphite reinforced
material, the shear strengths after the 177°C (350'F) exposures are approximately 15%
lower than the baseline shear strength levels.
3.12.2 Exposure to Thermal Pulse
Both graphite and glass reinforced laminates were painted on one side
with a standard aircraft paint scheme in a dark gray shade. Some of these painted
laminates were humidity aged until saturated while some were stored in a desiccated
environment. After completion of the environmental exposure, these laminates were
exposed, on the painted side, to a thermal pulse by means of a quartz lamp bank. A
Mach 0.7 air flow was maintained over the laminates during the thermal pulse and the
laminates were not loaded.
After exposure to the pulse, the laminates were machined into
compression specimens and tested for residual strength. Tables 45 and 46 present the
74
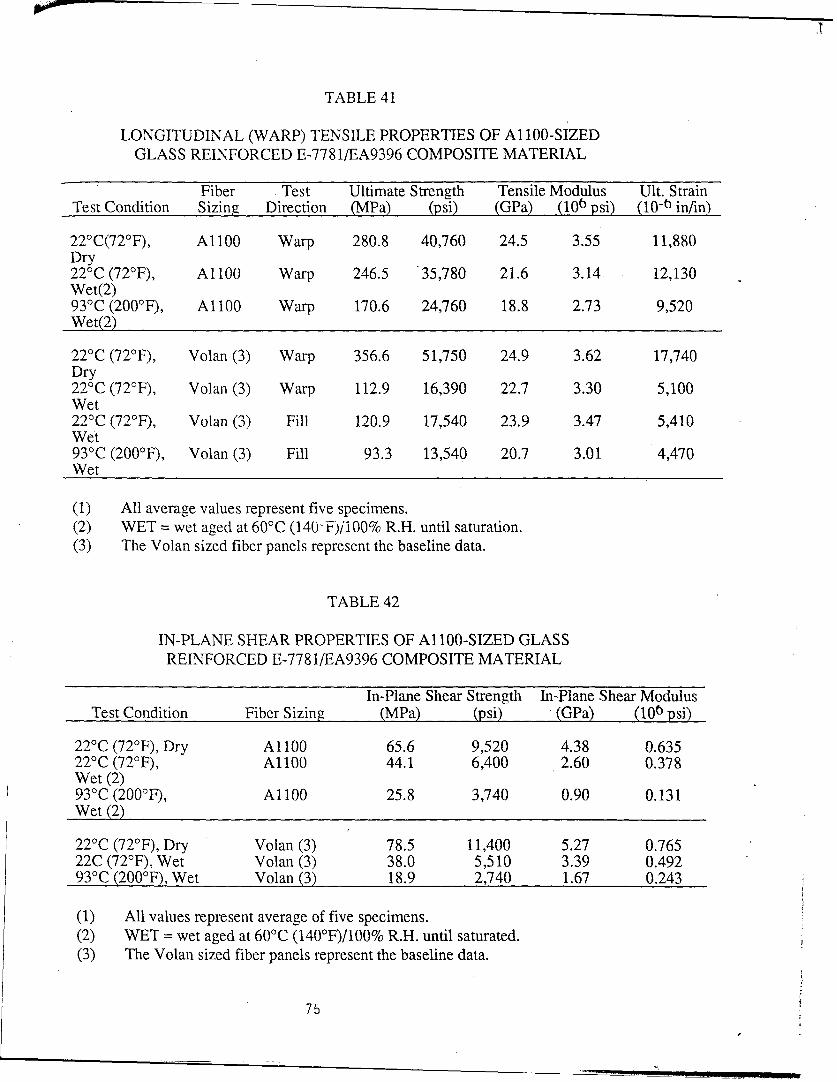
TABLE 41
LONGITUDINAL (WARP) TENSILE PROPERTIES OF A1100-SIZEDGLASS REINFORCED E-7781/EA9396 COMPOSITE MATERIAL
Fiber Test Ultimate Strength Tensile Modulus Ult. StrainTest Condition Sizing Direction (MPa) (psi) (GPa) (10 psi) (10-6 in/in)
220 C(720 F), A1100 Warp 280.8 40,760 24.5 3.55 11,880Dry22-C (72°F), A1100 Warp 246.5 35,780 21.6 3.14 12,130Wet(2)93°C (200°F), A1100 Warp 170.6 24,760 18.8 2.73 9,520Wet(2)
22°C (72°F), Volan (3) Warp 356.6 51,750 24.9 3.62 17,740Dry22°C (72°F), Volan (3) Warp 112.9 16,390 22.7 3.30 5,100Wet22°C (72°F), Volan (3) Fill 120.9 17,540 23.9 3.47 5,410wet93°C (200'F), Volan (3) Fill 93.3 13,540 20.7 3.01 4,470Wet
(1) All average values represent five specimens.(2) WET = wet aged at 600 C (140-F)/i00% R.H. until saturation.(3) The Volan sized fiber panels represent the baseline data.
TABLE 42
IN-PLANE SHEAR PROPERTIES OF A1100-SIZED GLASSREINFORCED E-7781/EA9396 COMPOSITE MATERIAL
In-Plane Shear Strength In-Plane Shear ModulusTest Condition Fiber Sizing (MPa) (psi) (GPa) (106 psi)
22°C (72°F), Dry A1l00 65.6 9,520 4.38 0.63522°C (72°F), A1l00 44.1 6,400 2.60 0.378Wet (2)93°C (200°F), A1100 25.8 3,740 0.90 0.131Wet (2)
22°C (72°F), Dry Volan (3) 78.5 11,400 5.27 0.76522C (72 0F), Wet Volan (3) 38.0 5,510 3.39 0.49293 0C (2000F), Wet Volan (3) 18.9 2,740 1.67 0.243
(1) All values represent average of five specimens.(2) WET = wet aged at 60'C (140'F)/100% R.H. until saturated.(3) The Volan sized fiber panels represent the baseline data.
75
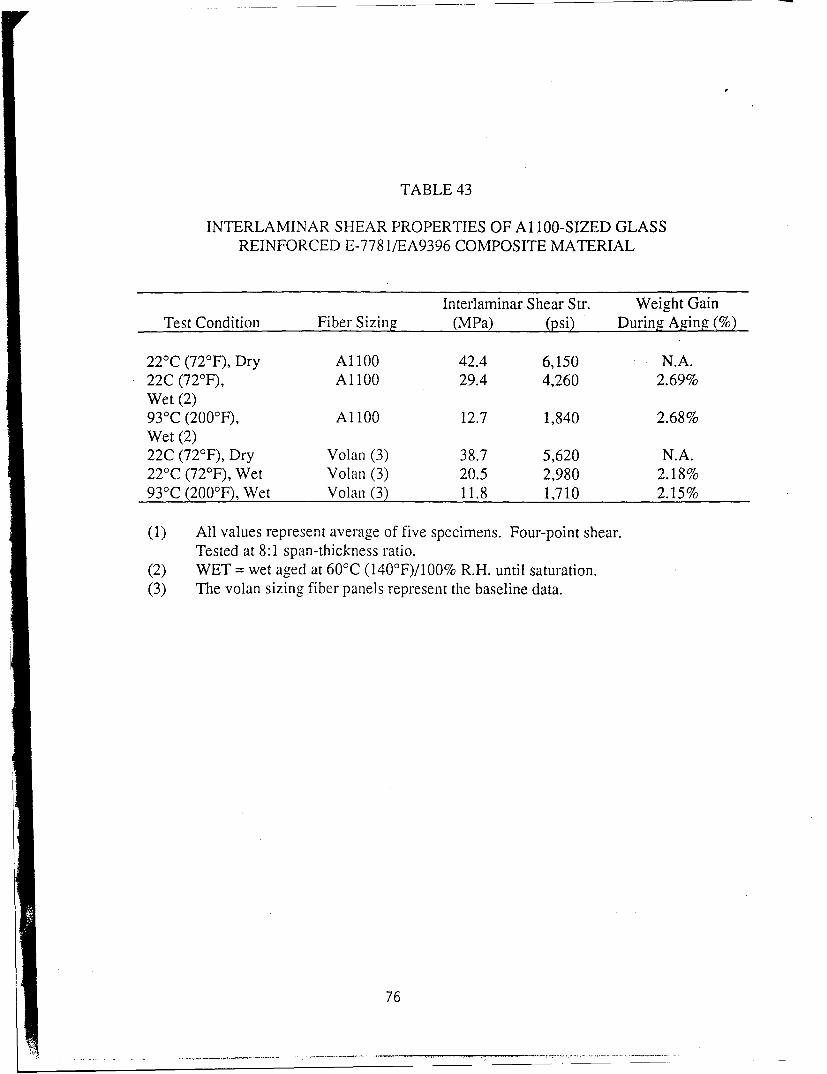
TABLE 43
INTERLAMINAR SHEAR PROPERTIES OF Al 100-SIZED GLASSREINFORCED E-7781/EA9396 COMPOSITE MATERIAL
Interlaminar Shear Str. Weight GainTest Condition Fiber Sizing (MPa) (psi) During Aging (%)
22°C (72°F), Dry A1100 42.4 6,150 N.A.22C (72-F), A1100 29.4 4,260 2.69%Wet (2)93°C (200°F), A1100 12.7 1,840 2.68%Wet (2)22C (72'F), Dry Volan (3) 38.7 5,620 N.A.22°C (72 0F), Wet Volan (3) 20.5 2,980 2.18%93 0C (200 0F), Wet Volan (3) 11.8 1,710 2.15%
(1) All values represent average of five specimens. Four-point shear.Tested at 8:1 span-thickness ratio.
(2) WET = wet aged at 60 0C (140 0F)/100% R.H. until saturation.(3) The volan sizing fiber panels represent the baseline data.
76

TABLE 44
EFFECT OF 177°C (350°F) CURE CYCLES ON INTERLAMINARSHEAR STRENGTH OF EA9396 COMPOSITE LAMINATES
Shear Strength(1,2) Weight GainReinforcement Exposure Test During Aging
Type Condition Condition (MPa) (psi) (%)
"E"-778 1-Glass None (3) 22°C (72°F), 38.7 5620 N.A.Dry93°C (200°F), 11.8 1710 2.15Wet (4)
2 hrs. @ 177°C 22°C (72°F), 38.9 5650 N.A.(350°F) Dry
93°C (200°F), 13.3 1930 2.04Wet (4)
16 hrs. @ 177°C 22C (72°F), 41.4 6010(5) N.A.(350'F) (3 seg- Dryments of 6 + 93°C (200°F), 13.2 1920(5) 2.256 + 4 hrs) Wet (4)
T300-W133 None (3) 22°C (72°F), 39.3 5700 N.A.Graphite Dry
93°C (200°F), 16.1 2340 2.20Wet (4)
2 hrs. @ 177°C 22°C (72°F), 34.5 5000 N.A.(350°F) Dry
200'F, Wet (4) 13.7 1990 2.35
16 hrs. @ 177°C 22°C (72°F), 36.2 5260 N.A.(350'F) (3 seg- Dryments of 6 + 93°C (200°F), 13.2 1920 2.356 + 4 hrs.) Wet (4)
(1) Four-point shear (Graphite tests at 16:1 span-thickness ratio Glass tests at 8:1).(2) Warp direction of fabric is running in length direction of specimens.(3) The shear strength values listed for the no exposure condition represent the
baseline interlaminar shear strengths.(4) WET = aging at 60'C (140'F)/95-100% R.H. until saturated.
(5) These glass reinforced specimens turned very noticeably darker after thisexposure. This darkening could not be noticed on the black graphite reinforcedspecimens.
77

000(N 7 00 00) v0 00 z
00 -~ .oc \~10 kn C c4Nc1 -,I N
ca cd
=0
C)f
VQ) - =
rj. t4*) r-m00 0 ) )
U U \C
Z E
0 0 -Uc3
00 Cd0U .. ,~ 00 00 ~"~ oo 0
jz. 0 :
cn 0 0 0 0) 0 :) ~ 0 0 0 0: 0)
u~~ ~ ~ H 0uu u C)
U > >
~~)C U
>H r- W)- JHH W)cl m
> > >78
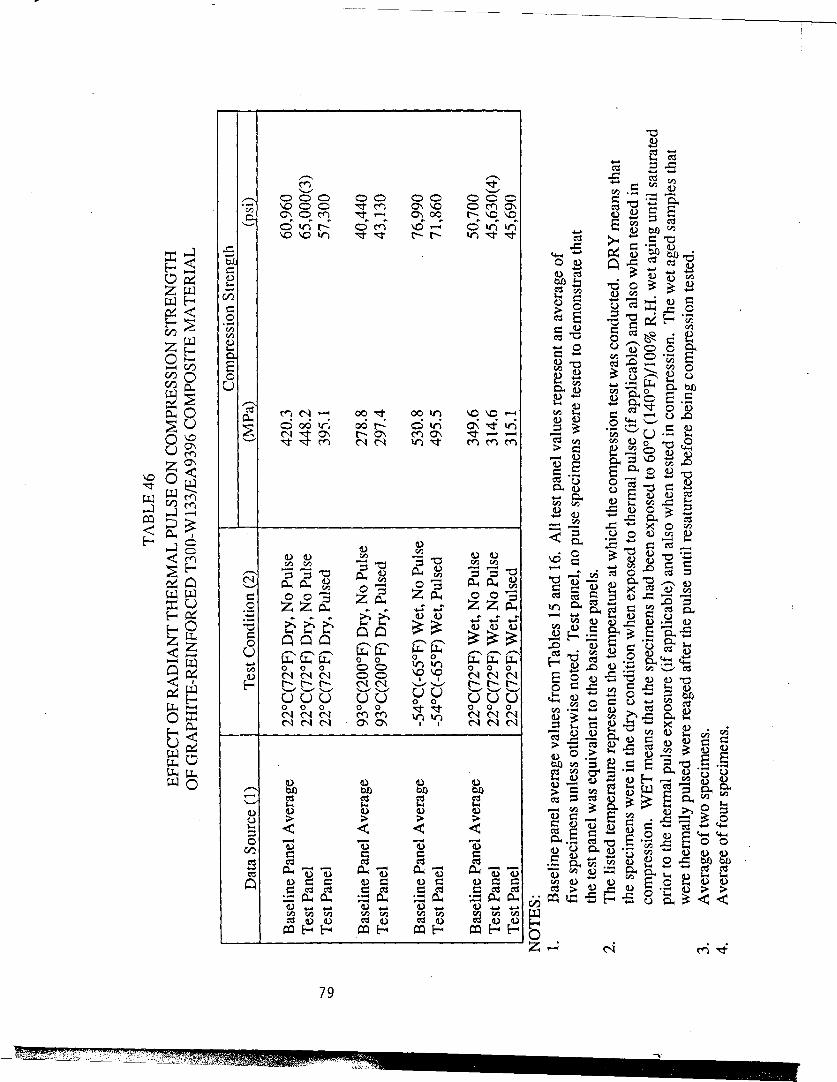
C* Dm ý N00 r 10010 -D
r .-to8.
4.) -6
cd~ E0' c
6oo =o 60 ccl-
U)) 4)4
u4 0 4-0- V-1 0 - N W) = ý -%, r
Z0r C, ZZ-, z, mo Cc -t - n
mH0
\O\
000 0 zi Z7
W) tn
u U U
-~~r 4) S-~~4)4)P C04 0~)~ )4~~HH~~ >H~- ~ H
t
79v
to to to >C

results of these tests. The data in these tables indicate that the laminates used in thethermal pulse tests were equivalent to the baseline laminates in the unpulsed conditionand that exposure to a thermal pulse resulted in relatively small decreases in compression
strength.
80
SECTION 4
CONCLUSIONS
Based on the results obtained during the test program described in this report, the
following conclusions were drawn.
" Reproducible composite mechanical and physical property levels can beachieved using the wet-layup impregnation and vacuum-bag curingprocedures described here.
"* With vacuum-bag cure pressure, the void content of cured composites is in thevicinity of 5% by volume.
"* Batch-to-batch property values are quite consistent and reproducible.
"* Significant reductions in composite property levels occur with increasingtemperature over the range of -65°F to 200'F.
" The property levels of EA9396 composites reinforced with a Volan-A sizedglass fabric are significantly reduced when the composites become moisturesaturated. A silane-type sizing on the glass reinforcement provides markedlybetter wet strength retention than the Volan-A type sizing and nearlyequivalent to that of the graphite reinforced composites.
" Measurements made during this program indicate that nominally completecure and peak property levels can only be achieved with elevated temperature(180°F and up) curing.
"* 7he EA9396 resin system has a reasonable pot and work life at temperaturesup to I 00°F for use in repair.
"• The EA9396 resin system appears to have good storage stability, even atelevated temperature.
"* Exposure of EA9396 composites to simulated 350'F cure cycles had noadverse effect on mechanical properties.
* A high heat flux thermal pulse did not cause a major degradation incompressive strength levels.
81
SECTION 5
REFERENCES
1. Browning, C.E., Abrams, F.L., and Whitney, J.M., "A Four-Point Shear Test for
Graphite/Epoxy Composites," Composite Materials: Quality Assurance and
Processing, ASTM STP 7979, C.E. Browning, Ed., American Society for Testing
and Materials, 1983, pp. 54-74.
2. MIL-HDBK-178, Polymer Matrix Composites, Vol. 1, Ch. 7, 29 February, 1988.
82
APPENDIX A
STANDARD LAMINATE PROCESSING PROCEDURE
Most of the laminates prepared during this investigation were made by a
procedure designated the "Standard Procedure." This "Standard" laminate processing
procedure is described below, first in a general stepwise listing of the procedure, and then
in a more detailed description of each step. The general step-by-step procedure consisted
of the following.
(a) Cut fabric (total number of plies = P).
(b) Weigh or measure the total area of all the plies cut in step (a).
(c) Compute total amount of resin needed to impregnate fabric cut in step (a),(see Table A.2).
(d) Weigh out and mix the total amount of resin needed. This is in the ratio of100 parts A to 30 parts B by weight. A few grams extra should be allowedsince some resin will adhere to sides of mixing container (total weight ofmixed resin = W).
(e) Lay down first two plies of fabric, one atop the other.
(f) Weigh out an amount of mixed resin equal to 2.5 W/P. Pour this resin on topof the second ply and manually spread it over the entire surface as uniformlyas possible.
(g) Lay down two more plies on top of the two in steps (e) and (f). Manuallytamp these down so that the resin applied in step (f) is soaking into these twonew plies.
(h) Weigh out an amount of mixed resin equal to 2 WIP. Pour this resin on topof the last ply and manually spread it over the entire surface as uniformly aspossible.
(i) Do steps (g) and (h) a total of P-4/2 times.
(j) Lay down the last two plies of fabric on top of the previously impregnatedplies.
(k) Lay down an amount of mixed resin equal to 1.5 W/P. Pour this resin on topof the last ply and manually spread it over the entire surface as uniformly aspossible.
(1) Bag the layup in general accordance with Figure A. 1.
(m) Cure the laminate in accordance with the standard cure cycle.
A-1

Each of the steps listed above, and the relevant rationale is described in detail below.
(a) The graphite (W133) and glass (7781) fabrics were cut to the size needed for
the laminate being made. In this investigation, laminate sizes varied depending on the
type and number of specimens that were required from the laminate. Table A. 1 lists the
thicknesses and dimensions used for the laminates prepared in this investigation.
(b) The amount of fabric used for each laminate was weighed. Alternatively, if
a scale is not available, the total area of all the plies used for a laminate could be
determined by measuring the dimensions of each ply.
(c) The amount of resin needed for the laminate being prepared depends on how
much fabric needs to be impregnated. After some initial experimentation, we settled on
using a 50% excess to provide for flow and bleed and to provide sufficient resin to allow
uniform wet out of plies during the hand layup operation. Table A.2 lists the ratio of
resin to fabric, on both a weight and area basis, that was used during laminate layup.
(d) Quantities of resin mixed for laminate preparation in this program ranged
from around 50-60 grams for the smallest panels to 800-900 grams for the largest. In the
case of the largest quantities, as many as three separate mixing containers were used
(-300 grams each). This was done both to minimize the chance of a premature
exotherm/gel and because larger mixing containers were not readily available. Between
5 and 10 grams of extra resin, beyond the quantities determined in step (c), were mixed
in each mixing container to allow for the fact that some of the resin would be left behind
on the container walls after impregnation.
(e) The actual impregnation process was performed on an 0.16 mm (0.063 inch)
thick aluminum sheet coated with Frekote 44 release agent. Two dry plies of
reinforcement were laid down atop one another on the aluminum sheet. Care was taken
to keep track of the warp and fill direction of each ply of fabric so that the warp fibers
were all aligned in the same direction for every ply. In addition, because both the W133
graphite and 7781 glass fabrics were 8-harness satin weaves, the predominant fiber
direction on one side of the fabric was in the warp direction while on the other side it was
in the fill direction. The plies were stacked such that the plies in the lower half of each
laminate had the warp face down while the plies in the upper half had the warp face up.
This ensured symmetry about the laminate midplane.
A-2
(f) The amount of resin poured onto the top of the first two plies laid down in
step (e) was 2.5 W/P, where W represents the total weight of the resin computed and
mixed in step (c) and P represents the total number of plies in the laminate being
prepared. After addition of this resin to the first two plies, it was manually spread over
the entire ply surface as uniformly as possible using a plastic spatula.
(g) This step is straightforward and requires no further elaboration.
(h) It will be noted that the amount of resin to be applied in this step (2 W/P) is
less than the amount applied to the first two plies (2.5 W/P) in step (f). The reason for
this is that since the intermediate plies pick up resin from the bottom, from previously
impregnated plies, not as much resin needs to be added to these intermediate plies as to
the first two plies, which do not pick up resin from below.
(i) The thinnest laminates made in this investigation were 8-ply except for those
used as skins on honeycomb sandwich. For this case, steps (g) and (h) would be done a
total of two times ([8-4]/2 = 2). For a 16-ply laminate, steps (g) and (h) would be done atotal of six times. For a 4-ply laminate, steps (g) and (h) would not be done at all
([4-4]/2 = 0).
(j) This step is straightforward and requires no further elaboration.
(k) Again, it will be noted that the amount of resin applied in this step (1.5 W/P)
is less than that applied in previous steps (f) and (h). The reason for this is that since
these last two plies do not give up any resin to succeeding plies, but do gain resin frompreviously impregnated plies, not as much resin needs to be added to these top plies.
(1) In this investigation a Zip-Loc reusable vacuum bag system was used for
laminate cure. The bleeder material used in the "standard" processing procedure beingdescribed here was Mochburg CW1850 (-71 gm/r 2 ). Table A.2 lists the number of
bleeder plies that were used, relative to the number of plies of reinforcement in thelaminate being cured. After completion of the layup and closing of the lid, the unit was
placed in a circulating air oven, and a vacuum was drawn to verify that a good seal was
present before heating commenced.
(m) The "standard cure cycle" consisted of curing the laminate for 45 minutes at
93°C (200'F) under vacuum pressure. The laminate was subjected to a nominal vacuumof 635 mm (25 inches) Hg before the oven was turned on. In the oven used, the
A-3
temperature of the circulating air reached 93°C (200'F) in approximately 3-4 minutes
while the laminate in the vacuum bag reached 93°C (200'F) in about 50 minutes.
Figure A.2 illustrates a typical heat-up curve for a Iminate during a vacuum bag cure in
the oven. The 45-minute cure period was started when the laminate temperature, as
indicated by a thermocouple inside the vacuum bag, reached 90.5°C (195°F). At the
conclusion of the 45-minute cure, the oven heaters were turned off, the door was opened,
and the circulating air fan was left on. The vacuum was left on the laminate during
cooldown. Cooldown time varied from as little as 1 hour to overnight, depending on
time of day and oven schedule.
A-4

TABLE A. 1
LAMINATE THICKNESSES AND DIMENSIONS
Type Reinforcement7781 Glass W133 Graphite
Size Range Size Range
ype Test Thickness(l) (cm) [in] Thickness(l) (cm) [in]
Tension 8 ply max. (51 x 51) 8 ply (51 x 51)
(D3039) [20 x 20] [20 x 20]min. (35.5 x 51)
[14 x 20]
Compression 16 ply max. (51 x 51) 12 ply max. (51 x 51)
(D3410B) [20 x 20] [20 x 20]min. (23 x 43) min. (23 x 43)
[9 x 17] [9 x 17]
45' Tension/ 8 ply max. (51 x 51) 8 ply max. (51x 51)
Inplane Shear [20 x 20] [20 x 20]
(D3418) min. (30.5 x 51) min. (30.5 x 51)[12 x 20] [12 x 20]
Interlaminar 16 ply max. (51 x 51) 12 ply max. (30.5 x 30.5)
Shear (Four- [20 x 20] [12 x 12]
Point Shear) min. (12.7 x 20.3) min. (12.7 x 20.3)[5 x 8] [5 x 8]
Bearing (MIL- 8 ply (30.5 x 35.5) 8 ply (30.5 x 35.5)
HDBK-17) [12 x 14] [12 x 14]
Flatwise --- 2 ply (15.2 x 15.2)Tension (2) [6 x 6](C297)
Edgewise 4 ply (3.3 x 35.5) 2 ply (33 x 35.5)
Compression [13 x 14] [13 x 14](2) (C364)
A-5
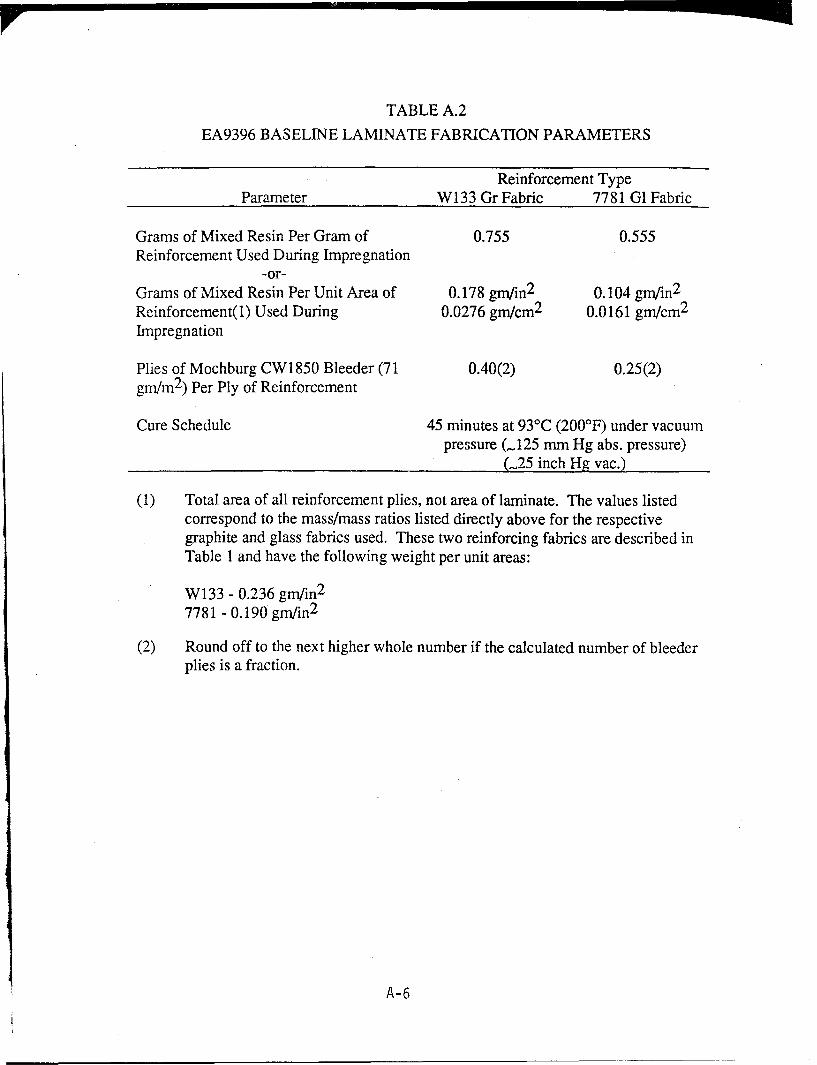
TABLE A.2
EA9396 BASELINE LAMINATE FABRICATION PARAMETERS
Reinforcement TypeParameter W133 Gr Fabric 7781 GI Fabric
Grams of Mixed Resin Per Gram of 0.755 0.555Reinforcement Used During Impregnation
-or-Grams of Mixed Resin Per Unit Area of 0.178 gm/in2 0.104 gm/in2
Reinforcement(l) Used During 0.0276 gm/cm 2 0.0161 gm/cm 2
Impregnation
Plies of Mochburg CW1850 Bleeder (71 0.40(2) 0.25(2)gm/m 2 ) Per Ply of Reinforcement
Cure Schedule 45 minutes at 93°C (200'F) under vacuumpressure (-125 mm Hg abs. pressure)
(-25 inch Hg vac.)
(1) Total area of all reinforcement plies, not area of laminate. The values listedcorrespond to the mass/mass ratios listed directly above for the respectivegraphite and glass fabrics used. These two reinforcing fabrics are described inTable 1 and have the following weight per unit areas:
W133 - 0.236 gm/in 2
7781 - 0.190 gn/in2
(2) Round off to the next higher whole number if the calculated number of bleederplies is a fraction.
A-6
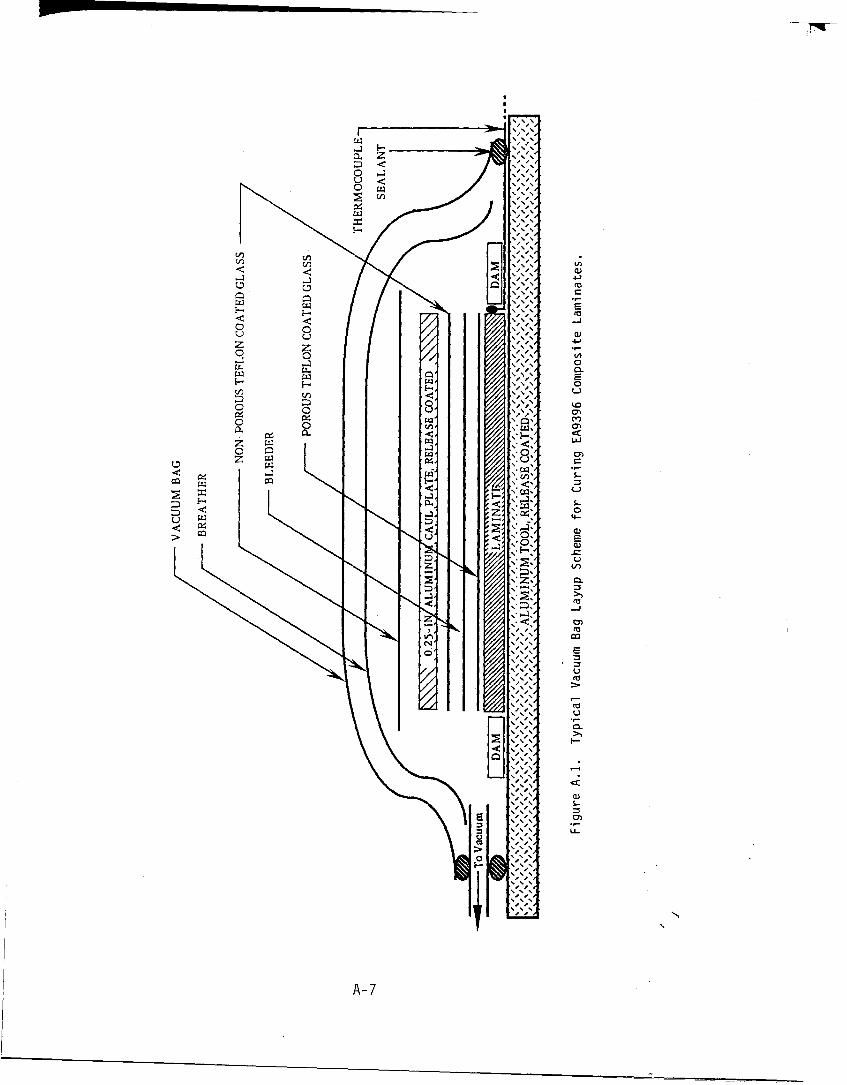
44-
IN-I
Z~
0 % 0
~~L. %i01 1
I-A-0
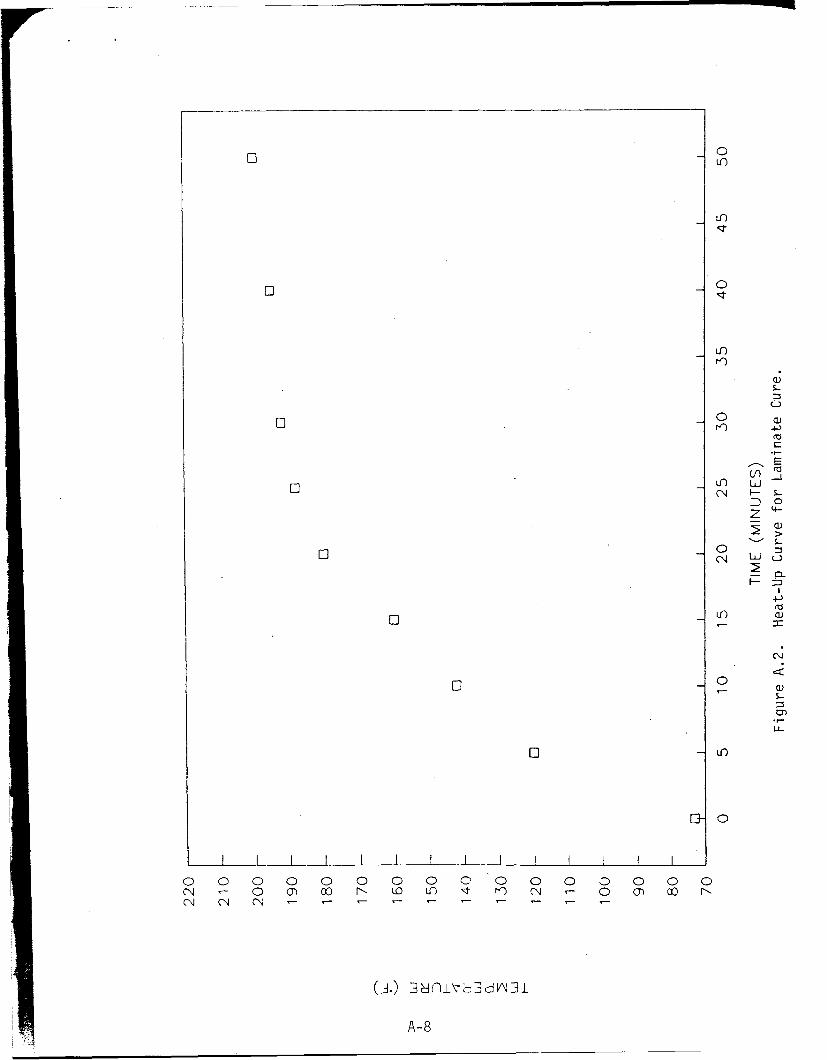
U')
Lr)
. E
5- LUJF- S-
0 0
4-,
41
LL-
0 0000 00 0 0 0 0 0c"4~ 00 0- Qo U-) I f t rý) i~j - 0 m' 00 r~
A-8

APPENDIX B
NONSTANDARD LAMINATE PROCESSING PROCEDURES
Quite a few laminates prepared during this investigation were not made inaccordance with the "Standard Procedure" described in Appendix A. The processing
procedures for these nonstandard laminates were varied in order to determine the effect
of processing variations that might occur in field repair situations on resulting
mechanical and physical laminate properties.
The processing variations described in this Appendix are subdivided into sixcategories and each is addressed respectively in Sections B. 1-B.6.
B. 1 NONSTANDARD CURE TIME/TEMPERATURE
In Section 3.5.2, the effect of cure time and temperature on interlaminar shearstrength was discussed. Five graphite reinforced laminates were prepared using differentcure conditions than those described in step (m) of Appendix A. Except for this
difference in cure condition, all five of these laminates were prepared in accordance withthe "Standard Procedure" described in Appendix A. Table B. 1 identifies the fivelaminates cured at alternative times/temperatures and lists the time/temperature history
used for each.
B.2 NONSTANDARD CURE VACUUM PRESSURES
In Section 3.5.3, the effect of vacuum bag vacuum pressure level during cure oninterlaminar shear strength was discussed. Four glass reinforced laminates were prepared
using different vacuum pressure levels than that noted in step (m) of Appendix A.Except for this difference in vacuum pressure level, all four of these laminates were
prepared in accordance with the "Standard Procedure" described in Appendix A.Table B.2 identifies the four laminates cured under alternate vacuum pressure levels and
lists the vacuum level used.
B.3 NONSTANDARD FIBER CONTENT
In Section 3.8, the effect of fiber content on mechanical properties was discussed.Both glass and graphite fabric reinforced laminates were prepared with fiber contentsranging from the standard 55% by volume down to as low as 34% by volume. All these
low fiber content laminates were cured by the "Standard" cure cycle described in step
B-1
(m) of Appendix A. The differences in fiber content were achieved by changing either
the bleeder ply/reinforcement ply ratio used during cure, or the ratio of resin to
reinforcement used during impregnation. Other than these differences, the laminate
processing was identical to that described in Appendix A. Table B.3 identifies the
laminates for which either the bleeder or resin ratios were varied and lists the particular
details for each.
B.4 NONSTANDARD PLY IMPREGNATION PROCEDURES
Section 3.9.1 discusses alternative ply impregnation procedures that were
investigated. The two alternate impregnation procedures that were investigated were felt
to be representative of procedures that might be employed by repair personnel working in
the field.
Laminate No. BIL-GL-14
The first variation consisted of applying resin to every ply instead of every other
ply, as in the "Standard Procedure" described in Appendix A. The difference between
this nonstandard procedure and the standard procedure was in steps (e)-(j) of Appendix
A. Instead of the procedure described in steps (e)-(j) the procedure outlined below was
followed.
(e) Lay down the first ply of fabric.
(f) Weigh out an amount of mixed resin equal to W/P. Pour this resin on top of
the first ply and manually spread it over the entire surface as uniformly as
possible.
(g) Do steps (e) and (f) a total of P times.
After step (g) was completed, the procedure reverted to steps (1) and (m) of Appendix A.
Laminate No, BIL-GL-16
The second variation consisted of using a smaller quantity of resin during
impregnation of the reinforcement than the 50% excess used in the "Standard Procedure"
described in Appendix A. This smaller quantity of resin represented 0% excess (net resin
content). Further, since no excess resin was used, no bleeder plies were used during
cure.
B-2
Thus the differences between the "Standard Procedure" described in Appendix A,
and that used for this laminate, occurred in step (c) (and by reference, Table A.2) and in
step (1) (and by reference, Figure A.1). The resin ratio used for glass reinforced
laminates in the "Standard Procedure" was 0.555 gm resin/gm reinforcement. In
laminate BIL-GL-16, the ratio was 0.377 instead. In addition, the bleeder ratio used for
glass reinforced laminates in the "Standard Procedure" was 0.25 plies of bleeder/ply
reinforcement (Table A.2). In laminate BIL-GL-16, no bleeder plies were used at all.
B.5 NONSTANDARD BLEEDER MATERIAL
Section 3.9.2 discusses the use of alternative bleeder materials to the Mochburg
CW1850 bleeder used in the "Standard Procedure" of Appendix A. Three glass and two
graphite reinforced laminates were prepared using alternative bleeder material. The threeglass laminates were made using the E-7781 glass fabric as bleeder while the two
graphite laminates were made using the T300-W133 graphite fabric as bleeder. Other
than this difference in bleeder material, the laminate processing was identical to the
"Standard Procedure" described in Appendix A. Table B.4 identifies the laminates madewith the nonstandard bleeder material, the applicable bleeder ratios that were used, and
the resin absorption characteristics of the alternative materials.
B.6 NONSTANDARD BAGGING SCHEMES
Section 3.9.3 discusses the investigation of several laminate bagging schemes thatvaried from the standard scheme illustrated in Figure A. 1. The goal of each of these
variant bagging schemes was to improve laminate quality by reducing void content
below that normally resulting from a vacuum bag cure (see Table 4). The two variant
bagging schemes described in this section were felt to be readily usable in the field.
Each is discussed separately below.
Perforated Barrier Film
The first approach was to perforate the normally non-porous barrier between the
bleeder material and the breather material. It will be observed in Figure A. 1 that in the
standard bagging scheme, this nonporous barrier consists of a caul plate sandwiched
between two sheets of nonporous teflon-coated glass. The purpose of the teflon-coated
glass is to keep excess resin absorbed in the bleeder plies from being absorbed into the
breather, where it might clog the vacuum paths and prevent full vacuum pressure from
being uniformly exerted on the laminate surface. The purpose of the caul plate is to
B-3
prevent inadvertent wrinkles that may develop in the vacuum bag from imprinting the
laminate surface and to prevent the vacuum bag from drawing down more tighly around
the laminate edges than in the center, thereby producing nonuniform thickness. In the
modified bagging scheme, the two layers of nonporous teflon-coated glass and the caul
plate were replaced by a single layer of the teflon-coated glass that had been perforated
with a series of knife slits. Figure B. 1 illustrates this bagging scheme.
The rationale for investigating this type of bagging scheme was that perforations
in the film between the bleeder and breather materials would permit the vacuum to draw
air out of the bleeder instead of forcing it into the laminate layup. It was speculated that
air might be trapped in the bleeder when the vacuum was applied because the caul plate
would be pressed down so tightly that air escape paths would be shut off.
Other than the altered bagging scheme illustrated in Figure B. 1, the processing of
the laminate made with this procedure, BIL-GL-39, was identical to the "Standard
Procedure" described in Appendix A.
Double-Bag
The second nonstandard bagging scheme that was investigated was the use of a
double vacuum bag rather than the single bag scheme illustrated in Figure A. 1. The
rationale for this was that while the vacuum applied in the single bag scheme supposedly
aids in drawing air and volatiles out of the laminate, the compaction of the layup
resulting from the vacuum bag may pinch off escape paths and trap air and volatiles in
the layup. The idea of a double bag scheme is that this approach permits the layup to
"breathe" even while under vacuum by reducing the compacting force during the early
part of the cure cycle. The double bag arrangement is illustrated in Figure B.2. An
essential element of this arrangement is the "hardback" shell that holds the outer vacuum
bag off the inner vacuum bag, thereby allowing the compacting force on the layup to be
reduced during the early part of the cure cycle while simultaneously imposing a vacuum
on the layup to draw off air and volatiles.
In using the bagging scheme illustrated in Figure B.2, a different cure cycle than
that described in step (m) of Appendix A was followed. The cure cycle for the double-
bag cure was as follows:
B-4

1. Draw a vacuum (23-24 in Hg) on the shell (#2).
2. Draw a vacuum (-25 in Hg) on the inner bag (#1).
3. Hold these two vacuum levels for 30 minutes at 22'C (72TF).
4. Vent line #2 to the atmosphere while maintaining full vacuum (-25+ in. Hg)on line #1.
5. Heat to 93'C (200TF).
6. When the temperature in the inner bag reaches 91°C (195°F), start a 45-minute hold, maintaining full vacuum on line #1.
7. Cool to 49°C (120TF) or less while maintaining full vacuum on line #1.
8. Remove.
B-5
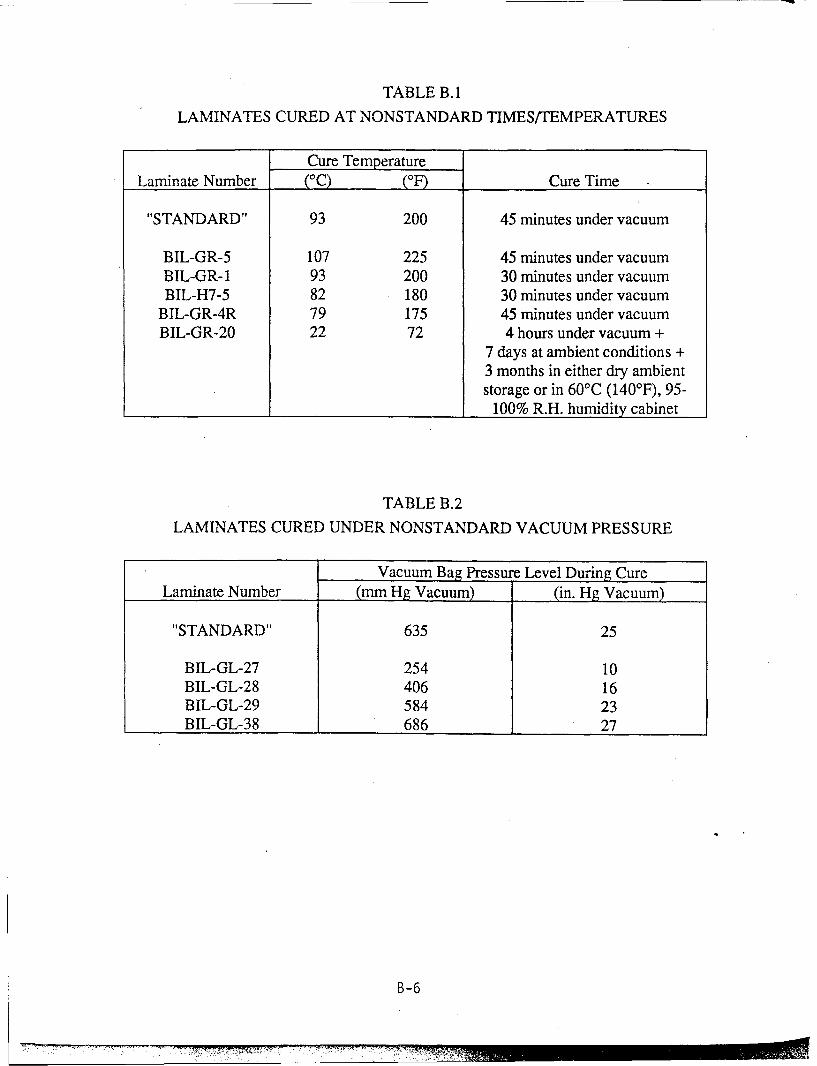
TABLE B. 1
LAMINATES CURED AT NONSTANDARD TIMES/TEMPERATURES
Cure TemperatureLaminate Number (°C) (OF) Cure Time
"STANDARD" 93 200 45 minutes under vacuum
BIL-GR-5 107 225 45 minutes under vacuumBIL-GR- 1 93 200 30 minutes under vacuumBIL-H7-5 82 180 30 minutes under vacuum
BIL-GR-4R 79 175 45 minutes under vacuumBIL-GR-20 22 72 4 hours under vacuum +
7 days at ambient conditions +3 months in either dry ambientstorage or in 60'C (140'F), 95-
100% R.H. humidity cabinet
TABLE B.2
LAMINATES CURED UNDER NONSTANDARD VACUUM PRESSURE
Vacuum Bag Pressure Level During CureLaminate Number (mm Hg Vacuum) (in. Hg Vacuum)
"STANDARD" 635 25
BIL-GL-27 254 10BIL-GL-28 406 16BIL-GL-29 584 23BIL-GL-38 686 27
B-6

TABLE B.3
LAMINATES PREPARED WITH NONSTANDARD BLEEDERPLY IN RESIN RATIOS
Bleeder Ply/Reinforcement Resin/ReinforcementPly Ratio (1) (plies Ratio (1) (gm resin/
Laminate Number bleeder/ply reinforcement) gm reinforcement)
GRAPHITE"Standard" 0.40 0.755
BIL-GR-51 0.42 0.548BIL-GR-52 0.42 0.787BIL-GR-53 0.33 1.000BIL-GR-54 0.25 1.160BIL-GR-79 0 1.150BIL-GR-84 0.083 1.115
GLASS"Standard" 0.25 0.555
BIL-GL-10 0.25 0.755BIL-GL-31 0.375 0.555BIL-GL-33 0.25 0.706BIL-GL-53 0 1.000BIL-GL-54 0.125 1.000
NOTE:(1) See Table A.2 (Appendix A) for baseline laminate fabrication parameters.
B-7
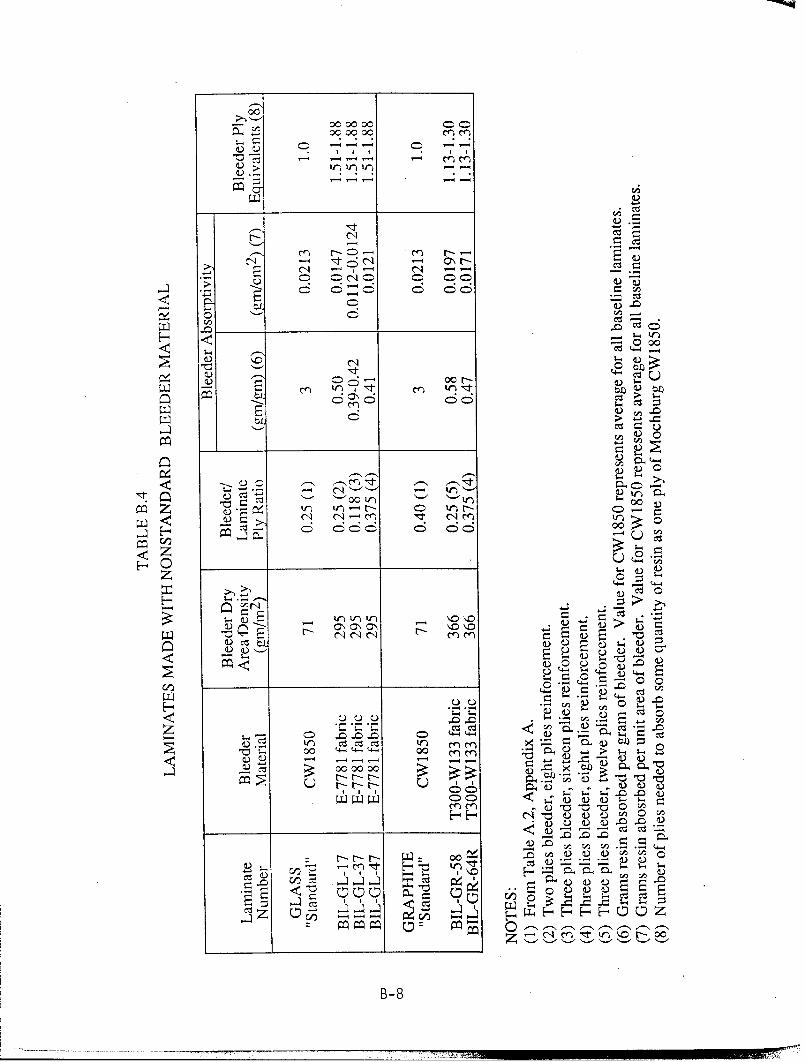
00 0000
~.0
-CI
2 tz~
00 r- 4)0z
W. m > T-4
cid
oc V'- W6 00N U
6n r W -- 4-
2 '-
ý
I t ) 0 C l C l \ 4 ') I O N ~
-~~~ u CC.)
~~
QI4 ~ b- 0 3.
U- 00
00 I)
ý2 *ý " .- -' 0D 0
-4 In \-
'-C
m In
\I 000t )
B-

cdcu
H% %
z z c
o 0
ICIO
o ao
C'o
S0-
o ro
'4-
B-9

uN
0S
914
0 04
o Eo
C~ % )
B-10

APPENDIX C
LAMINATE PHYSICAL PROPERTIES
The laminate physical properties for all of the glass and graphite reinforced
laminates prepared and evaluated during this investigation are listed in this Appendix.
Each property value listed represents an average of three replicate determinations from
various locations within the same laminate.
The data are organized generally as follows:
Baseline Laminates
Laminates Processed at Nonbaseline Temperatures or Pressures
Laminates Prepared from Stored Resin
Laminates Prepared with Variable Fiber Content
Laminates Prepared with Alternate Impregnation and Bagging Schemes
Laminates Prepared with Silane Sized Glass Reinforcement
Laminates Prepared for Nonbaseline Environmental Exposure
This sequence corresponds to the sequence in which these various types of laminate,processing and test variables are discussed in Section 3 of the text.
The laminate number listed in the first column of Tables C. 1 (graphite reinforcedlaminates) and C.2 (glass reinforced laminates) corresponds to the individual specimen
numbering system that appears in the appendices to follow.
C-1

> Oq I! I w " 0ýýc r IR lq n q Cý (i c! ,* In n t-'- O
'I >'T'TI0W ' ) )- ) 0W ) lIrt- l>
u
25Ui" q* - ýa I ýO RI ' ' Nc
M- > ~ nMc,'Tr I TMV nMt4M6 CiC - ~
u
. M cO Cl 00 00 0 4r-0nN" 00a04 0C %MO .cntnM lýviVý4lf k) i i4 -ýWýW~ i .6tr w 44 r)tr r 4"TW)6
-) -0
a~~\ r - %
ON w 07 \r \C (1 wC -wt -rz2 E e cnen n nC 66cn n 6 M 6 c:,6l e enn6ntn
z -
> w(7ý00 \ \ wr- c \ w w -c 0
I:V I El I I ,:N t V:Z I** * : q V :11:11*V:V*: iV
-
UC
-~ ~ ~ C -
u CL4- 0.0
r,*7 *;*7
.0 00 t In A I (4 n V tn l V
9 9 E E.s
4.) F- F. 0 5 2 3M" 3!
'E- E
C-2

allý. \0e C14 C 0cqýc~ 0~- CI - -
N ON C11 1.0 \ ý 00qr- el 0q9 C) N ~ e' iio m 0 C
cz -ý -i C' W;~ t, 4 'i 'I t- Z C,of - W) in n f tfl tr W n W) W tr n ur ) W) Wt ) W)l t) w- - V')
u
\.q el '-t In e ~ r-;r-- qrl ý C 00l- O\q' 0C1i 00
-1-4
'0 -\ '0 '-' -- r-- 00r- 00 00 00 C\ W)0 00
E6 6 656 o= o=5oo o6 6 6 66 6 66 66(= 6
u
00 -n r- 00 t r- c---- t-0'0 t- '-0r- Ch ONOO 00 00 C>C
~trn
oz-
Q Q 00 00 0 000 0 0 00 0 0CO\ O 00' 010 40 e
N C14 Crl - -C
U UU 00000 0 00 00 0U UU 0 0 0 00 e-q~i- 000N000N C14-J 00C' 0:\ N0
0 0 cq 7 0N e "-c 't -q cici cr) IT dci ci
m) C1 ) )@
0~ 9 99 9 90 09 99 09 0 9 0
C-3 5EEEEE

or 'I~~ oq -1 oý n
> 00- '~ o s
uO
W r-- q % ý "
t-rON -
2 r- z r- C- 00-a C\ -2n "ItC It 66 0
'0
Ozz
C-4)

>
r
. .
Ir -t r ,Vjk ný f)0 )'t\ n\ 0WCI (1 I I I - I 1 I I 1 I I I I 1 1 1
u
7)U ýqrý1;=CiLýtýr ýCAw0C t\ oO
= 6n k ,r q1-:- m r ' 6 tf - - iý 6 t; ti(iC;w )5 V)V-nk ntk )t - ) ni nW )- nW )mmW
u
2 nV)ýlt)Ccr)C~ 1 l- VCW n -TCt- Zqn-N ko6 o6 o6o6o6o6o6o6c6wo6o6o6o6r-o6o6o6o6o6o6o6o6 t6 2 6o6 666 c;
00 Z
< < < <en e
V. V) c t.- (n ' V
0 0 0 j%
tZ ~ ~~ -nt j u c
C" a C C = C E m
0000o 0. 0. cl 0. a
CCC ~>d
C-5
NO0ON0NNON\0O%~O\ NMI N
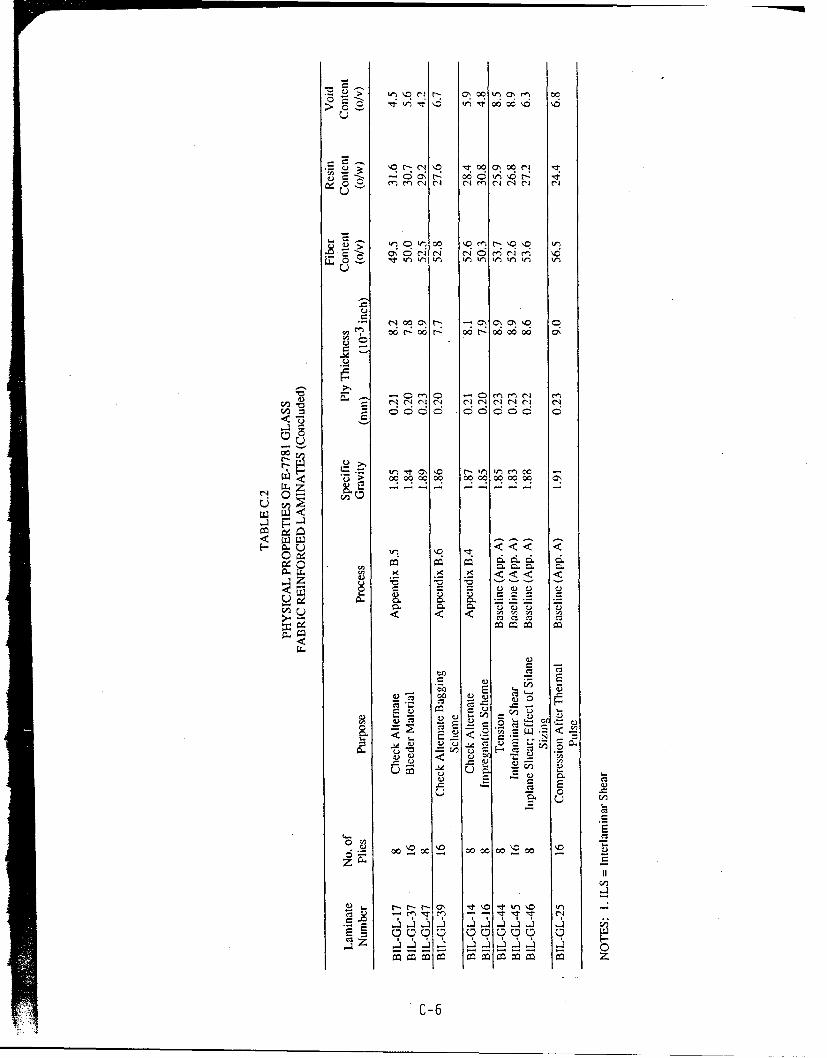
rr~~
-;; !* *t z -~o~cr 'I 0C 0 I
v) 6> OOýt OCrJOt 066t;ýUn M (4C4 C4r 1 1 1
u
Wiqr 0c~ l ~ q r
eq 00ONt- - Cý CNaN
> (~- 000 c 0 C0 00 00 00 C
C) ~ ~ ~ ~ / tm.- ~ ~ rr I !*
'to 66 6E6 ~oi
000
1I~ ~<
d> Ui < w --
u u <
U CI
EE
C) -
E= Coc UOU0 0
C-6

APPENDIX DINDIVIDUAL SPECIMEN TENSION PROPERTIES, BASELINE
The 48 tables in this appendix present the detailed mechanical property test datameasured during this program for each baseline specimen tested in tension. A summary
of these data was presented and discussed in Section 3.2.1.
D-1

-Y
-i - vE c! .- c!c -
oc 00~-LO -L LO LOU'
0~ CO o
a)~c~)r.)
C'J 0ccc( r c r LO- ccc I-C
-j -w Occ~ccCC
V) '-a- 0EN~U~ N-cnL< C)Ž ) C) N- _- C") C') C"Ct
c~ L'DC . (D' (B LOLO -t wL-)a L 6 L 4 4
-JJ
(n '-) .- N - O 0 N tF-0
C") C") C')c) Y CY)>
0 Z c c LOl 0) a '-V)4 = - jGO N (D-cc o
=c c c c U E w U)o-, ,
C )J '5 7 0 -0 C Y Y c ) C
" = (Y) U) N~ Lo ()- t ;
ULJ 0 ) (n r-c oN a Zc0) 0Y (D ED CD (.C)-D
Cdl c: 0 CC 6 6 )C1
N- C) ) 0c) U)< U-i C) C
Cl a ) 0 1)
C)0--ccc CC)OCC)dE
En U') a) j ~~c-o 0N)C mmDr C) )
< a) N - a
-j - (D 0-2
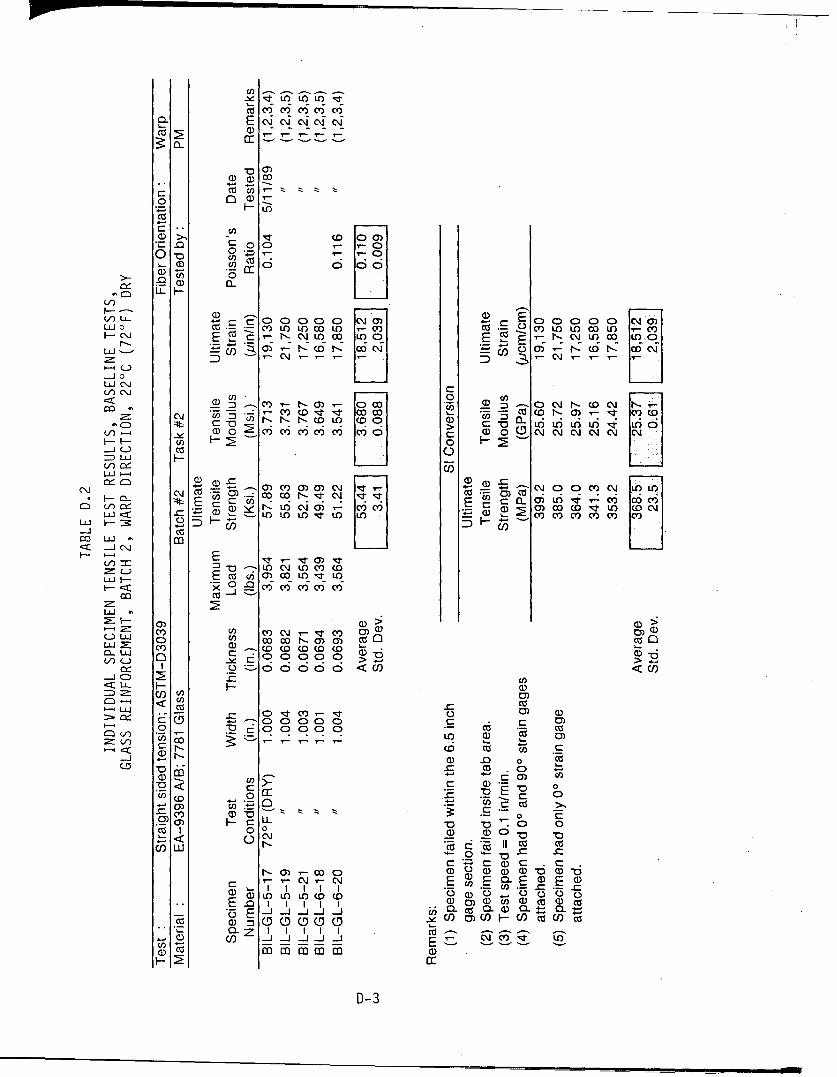
-l tLOLO LO It
co Cl) C6) C6 C6) CV)
-0 M
ccj- ;T D C00)
0 0 CD0
LD L -
(AL-a) E C'J C) E 0 0 c)c)cLU~~ C) 0-c L CD 0 l 0.C) .. CVL)O fl r )
CO LO LO 00 CfO
CD t-CJ - 0 CM m~ (D r-, co ,-C, rc\Ci
_j 0 wU Ciii ~ -
LC). U) F
F 0
::D LL) ICI-J C/)I
a)Y C') Cr CO'CL D
0) U )>a,
-:C0 ca i-i
LO C~ OC)t
0 C'(D>
CY COj-I M 0 )0
w C) c~n c o to r* 0 )c z c
-j- C) I I (n
< D-3
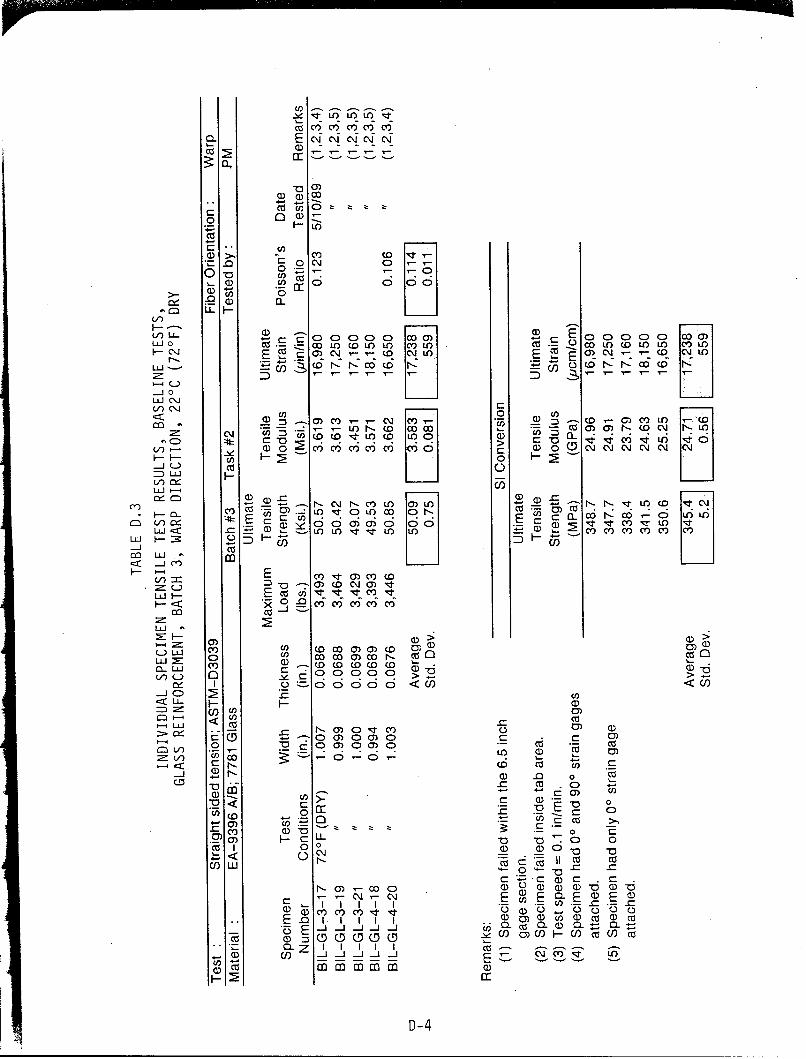
cz ci) C6) C6 C6) C6)
a),0
O)OW
C d.T -. -C
CDo.- Ca) a_ 3
.~ LL I
Vc) UH HDw C\j
o n CO )CV C') CV 0C;, CD J ' CJ " M \
I-I- o n 03L l . 00 ýa - C ~ -
CD ci -0 ( D C , L o L )a
zit*** >. It6 ~ ~ r ItmU)I LFL7 5F-ý- HLU '
LiJ a)>
Coo r C0l -O )O)O 0)L CdOýq:L D -Ja- CVo (n0~ 0 Lo c )L) c d'(n0s, 0 - C) i
_L < D<C6(3 ic;C)C l
<~ CoC'
E Cl) Co 0 r)(
Co Cd
u d cC!) U) CD o 0) 0) 0D))
u M: 0n D000 0G)0C0 N Cdcw~f *-o a) w) w w
0 C Ce C-V CD .d .C:!
< - (D-a, .CC)
CD 0) CD~ 0)0o0 a~ co 0
(M Ln FP - Fo 0).CV - 0
.- O (D ~ C .1 0 0 0z
C Cý C) C /.
0U) Co 1E Cd E) C)En C: Ii >
I~C .- II IC - -
Cl) w z C:.JaC *m m 0,
D-4a .c
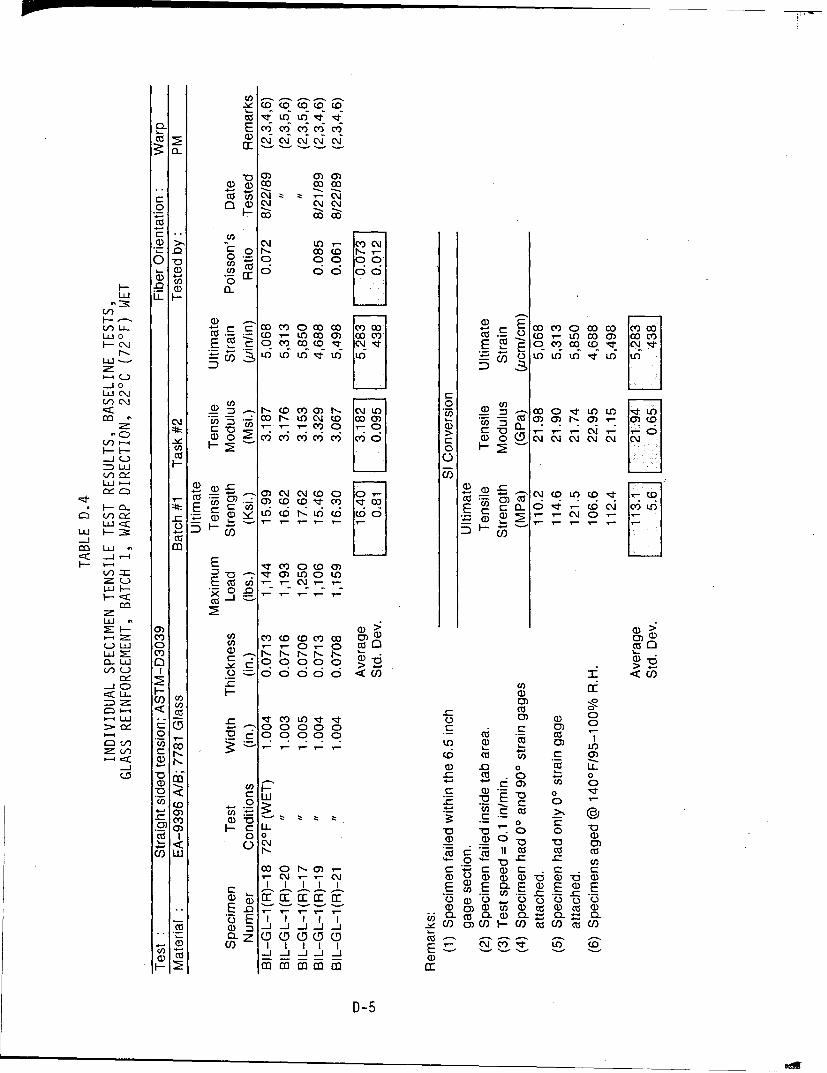
_le (0 (0 (0D CO DCcz 4 L6 L6J "Z
cuz a) C\TC\T C\ C4 C4
Wu cnC\J 0
oz 00coJ \0
N LO- CY)C'N
0-0 0 ~ 0=C )0 0 0
CO02~ C~ Co\JW ~ ) O ~ j -~L L~)~-r toF!- 30 a)
F- ~
U.. LO L6 CZL 6U)0 L OU- ; 6 L
LUH C~
m - a) a)CO :3CD ~ ZC#Z >)
czi
=) Cl 0cr Dc ~ ~ DC Cu l( O D t t~CV)LOCV W ) ~
cCf) CD( D , t 0 Cu a-
Z#Z c; .0 - 06C CiL
- a) T ~
_j a)c U C
E9a It .Y C0 0)-V) * 't ) LO C) tE ct~I~ Cu Cu
nw N
C-) LU 0~
ui~~u- M- _Y , ,Nt )(C" .~ . .2 C-ulC)'7 D 0 : c ) fmwma
_j CD
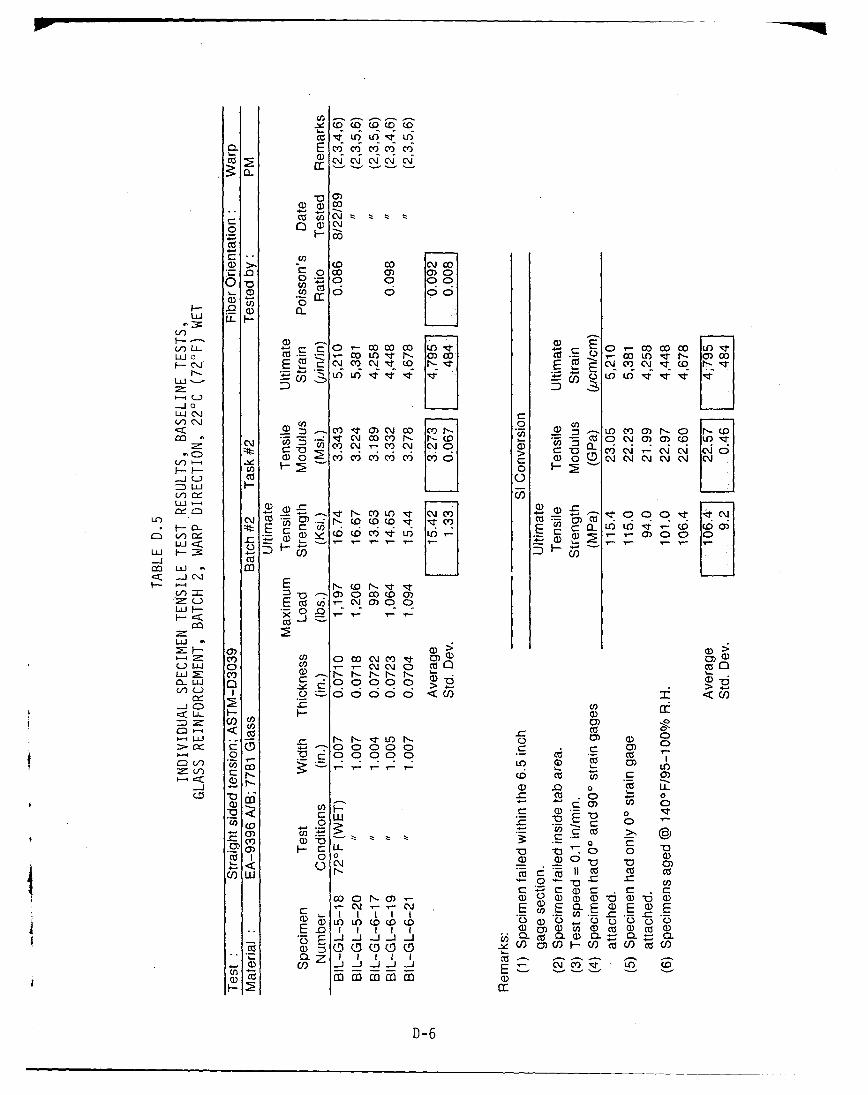
cci, C\j C'i C\J C\j
o.0
a) ~ ci >1( c ~ j
o D c ~co
LU E
CD a
uci cil6
(E:n H OMa l '(Ic iyDEor_ t o n = C5C) ~ )m (, - ,i
i..4 ld) C/ a)CJc ) o) C N C C N Ci
0- LU Q 0O 0 9 >
0-~ cCD (no o o 0) w0)c - -i c CScV) CC (6 6 0 50 i ') Ct, CLt),O q (0 ( 0
-- ci f3 ~< -i CIA0 -
V) - ) 0 CiO 0Da
< < 0
0)) > >
IY 00 ci, C~ Cl)) Y)aL.) Ui C)C~j ~j 0 cz0 c
0)'
Cd) CO U 1
tn U')
< (D as-6
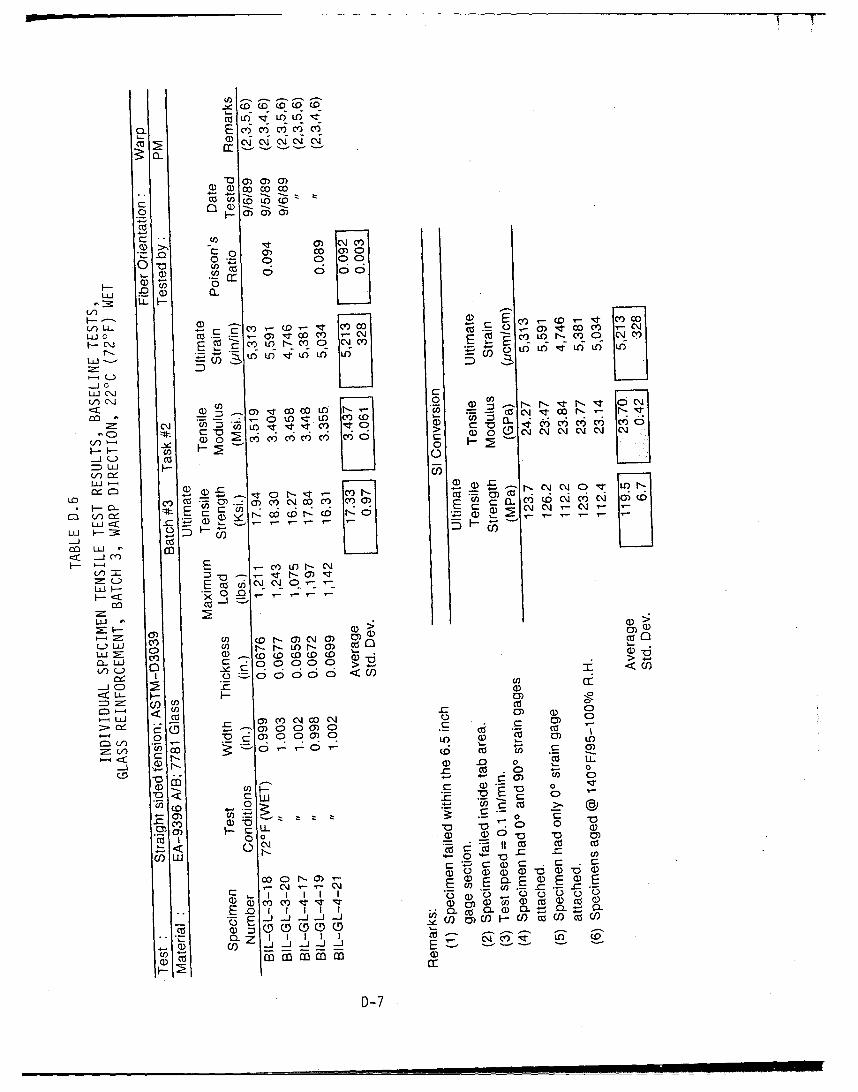
aCi E -6 c c-icl
0 ) 0") ;3)
Cd:
0 0 C) C0 cn co
u- .0 pU) I
LLd(.)
V)~j 0 :Cý ) ', a w v - E4ý cf 0vUNC0 C:4~
EC~, LO w -Or ~ Y
Ci) 0
w C\1
JLn Cd, a
a) 0) ;1- 00CO COtOO)C I 14 C) CQ
c~C' (0, m.)J0
LJO :2 CiV(3
Cf t- l-cm)~ 0IT O
cv c ) Z 0) (3)
u i -. o- C
0(11 , *-'- U) (3
-i '' U 0
5I0: --jC
.
a) E 4-) COO t-- 0
<~. -5 0
0T
0)Q
I-~ Crd >Op-m
d
a- -o C. o c)c D QCd C.050
a, aO' -0 >
-i~~ Cd)C
Io 0) co I ~ 0 0 C.) 0 00
F) )' )U C 0) Cd
0)- -'- -C)~-C~ C/) 0) Cl
(6) -- 5 s a
(30) a) jo Cd L
ýo asD-7
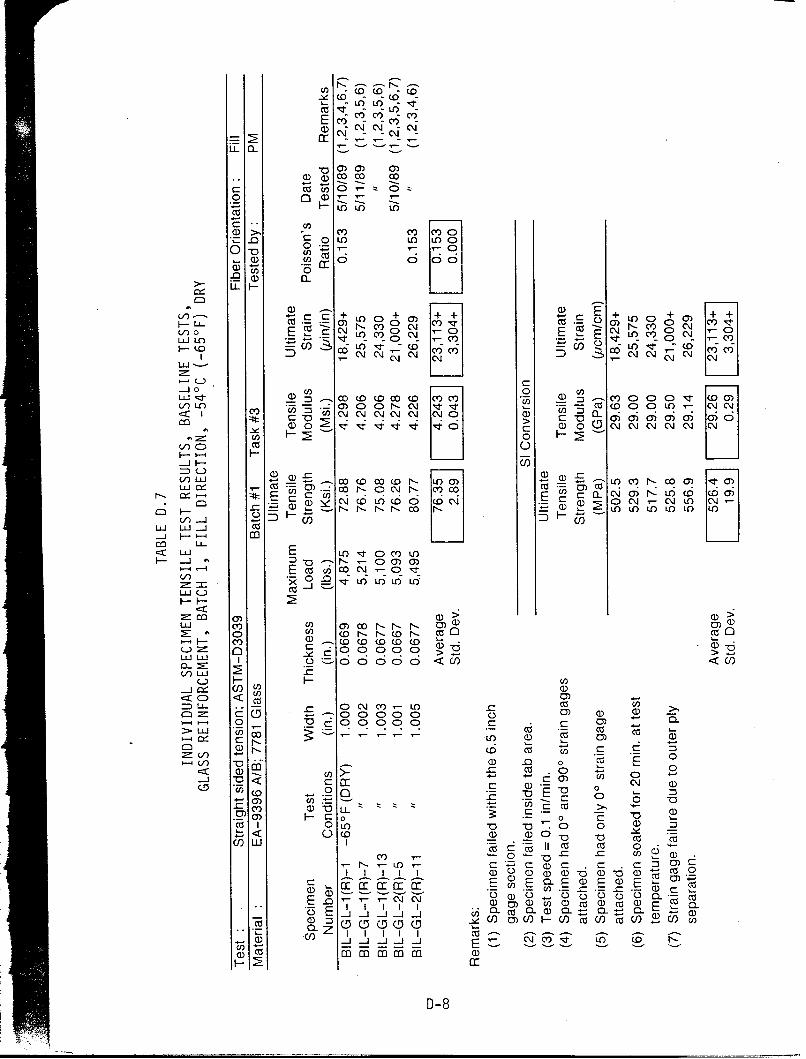
a U) -\ ~ \
0C) ) 0)
cz-n 0 - 00 n ' 0)
T) >,COco coC
.0l LOLOLO 0
O'toczCDC)0
LiH
cz ++ r- co +
LU) OD-- O ,- -'
i-IL oj c C Y DCjCl- Cj c
-j 0 CLU' zl O
) ~D 0(0 CO(D cy) cy) (2 0 )C ) (D00)V) 5 .)0) C)C - C'j Iq t =2 ( - 5 C C) C)LO ~ C\J C'J
C") Coc'jc'jc\JmJC\ C\J0 0)j cm a C- ~ j
U'))
Li( 0o ) m r.- DC\j r- co Ccoa CZ .&
=, C J ~ O 0 ;E- (DN L O c (DDDCrV) -N-N- -N-0) D
L UU wO -j ED ELU
LU C') "0 -- :, N-N- C0
CDlMED czC c OOc
=--- Cj');- O LO
CD L.) 0)
>) >~L L -Y c 0') OD )r- L Cý P, CDj (
CV) (D (D (D w ( Coi-' 0 c0 00 C) > ) - 0
'LU 3 CO CCl a: .0 CD) CD 0 C) 0) )< /
< CD co- W~ O c=)LL 0)ý C1)> C\ COO - 0Oin CO 0.)CD00 0) ) (
0 - 'a0 o.. 0 C) -DCDCY
-.ý LO .- cmCO >LM Hz C : ~
uo I0 0
U)- 0 0
.2w ECI~ E CC0
cn LLII 7C -a Iz c
-ý Cl) -)/ H Cl Cl) c) Cl-0 -6 000CZ
(D') If ) (0 Q -
D-8
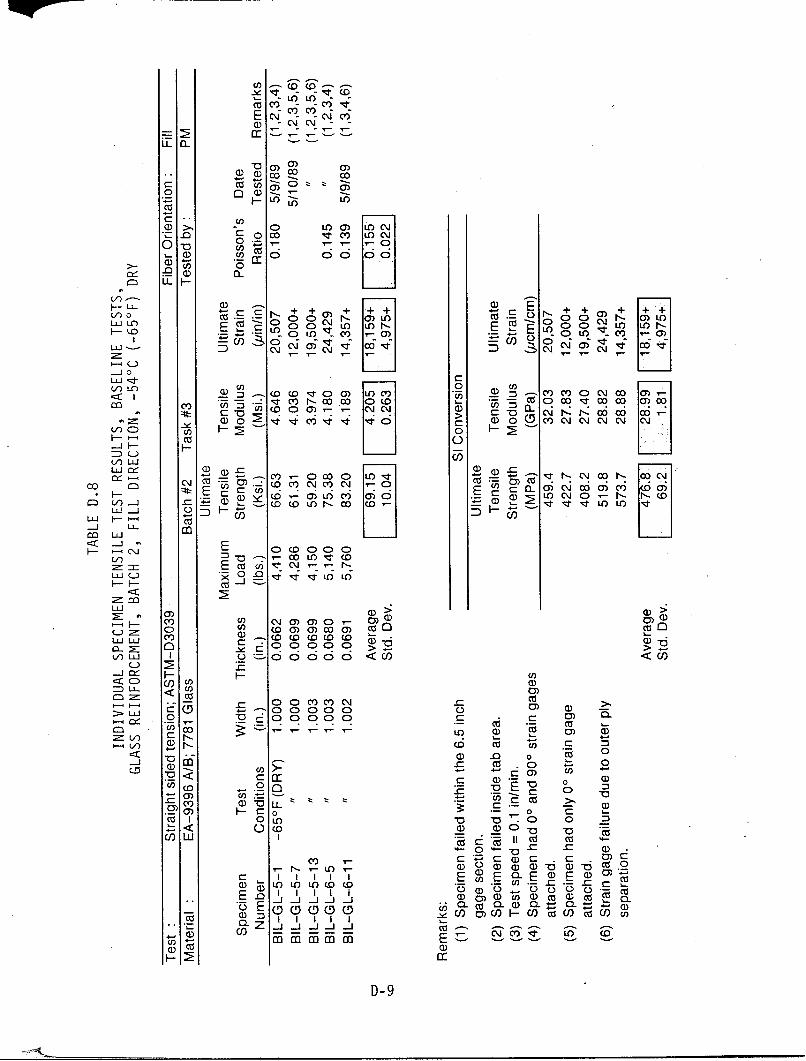
(D .- L00 - 0-=2 0 a ') -
LO -CC\ LO
I- LO3 LfC'C,
a)> .( 0i C5)O 6O>- .-
in LLH
H-U 0 :C -++ + +C/) En C) o~!LO LO N-1HLU-i ::I-\J
>-r c_ l - r- ODO- 0
V0) L])C', o- o 0 D C)
C-) (D V l 0 c -ý o L -j0- F-ClLU c C/) U)
.-- - N ED CC~ C) -o C) CD C
:3 CU 0 0 DLO (
LU)2:) V )
u CfU0 o 0 C.0 (. (a0 (DCC:C -- a >CDC CC
Ln OUU ) ); U) U)
U) CI) C/) (nC CEnj)1 U)0)< ca
C: m~ C,)C ~
COnnrr E C6VV ~ tO C
CD U)C1
ED-0
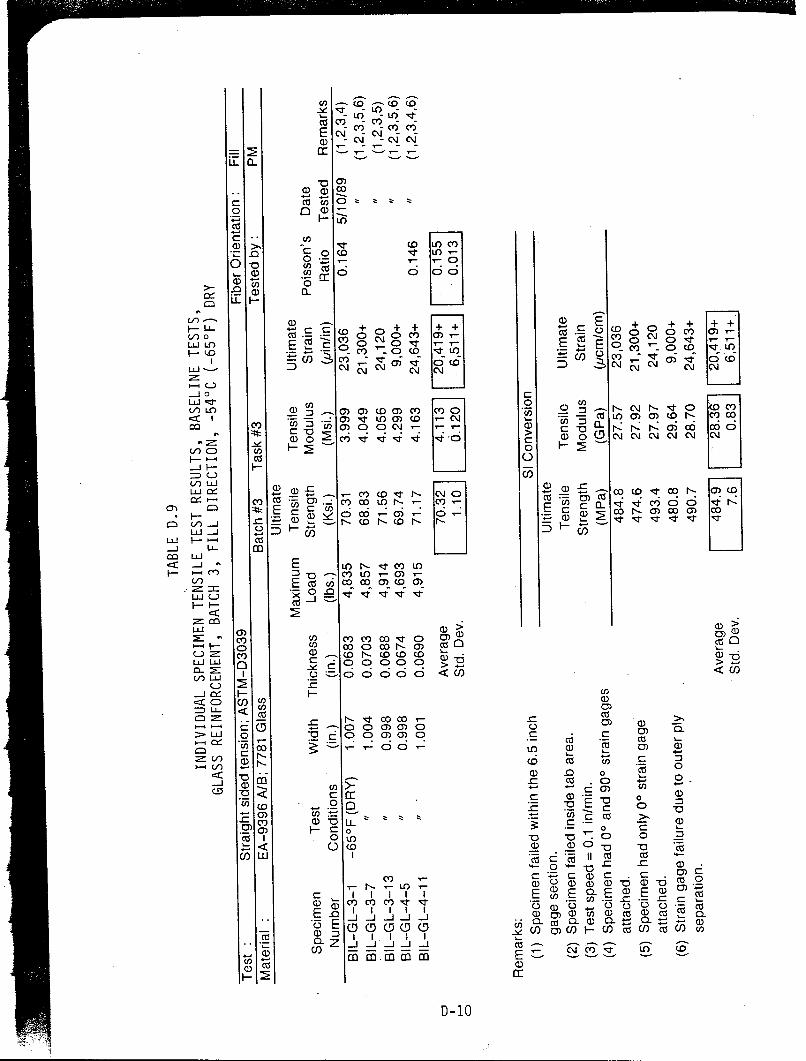
Ci -') LOQts C i -C'!
E C4\i Cjco m
CCDc0 C\ C4
E
Cd) _CD 0O
Co - C)
L/')0 CO0 L2 0CWCY)JCJ'
0 -C(D ( LO i0 ' (n C'. OC
>- (f D
CD( E + +.~L EliI-H CD C Z ) C C)0
Li. C) W>) a)C') 0 CV) Ct)l V Ft
1 C)Y) CLLI LrC) E : D0 0 'tE - o) (D~ cj Q
zJ C Y Ca)~a (0 ' LI CDaa6 Co <C:5
U)o Ho Hlt ; T C\,l) (<0~c Cl d)a
(A)Cl C) j
CC O D =3. ~0) 0)(0 M C))V l al f-It0 ( f
Ct ) -0) (C0 0 0 \0 . . .Ci C)U) 3 c)o Q ) cn r- m2 0 cc
(D 2~0 (yi .4 4c C Cj C~ ~ ~ ~
V7 C < 0:~* 4 0
a) C V) C.0 C- qC W -- M
Ir 0) CO 1' 0 .00 _ ) OL jI M~ ' "'T *t'T z
as,
C LO r Izi If I LO -E 0
_i E n-) 5< 0 -0
0) CD >Ž $ a)E: CY a) Y) c cc)Iq 0 0) 0
0 co C co r- m c
CY) rl C.0(D D -

E)2 CM) C j C~) C')
a) O 00 O)
0 C ~ l U)~O to
o) coNNc0~ co
C" U) Hzc 66c(D) c~tc
9f CQ ) NLLO
CDEI L D oIC)L C L Ila>nL- u-H C)NWi0)L ocs ~ jCl0 oc
LU0 Ec -- tm F )-d I ;- ) 0 I
U~jC\i U) Q~*~ (nUV) C~ia) :3 CC) L C~j cc r- C\N (
CIOC toocococa
-it-)
CcQ C)
Ua)
NT~~ ~ ~ ~ coV l 0 'TLO0 oaL~C d = . . . .
wc/ CD ~ 0 0) .O- to 0o Lo 0) D cr -t
~Lf 0)NU- w
CO D -j- E C- t(DC)
co ~
(D o u- C- i- l oca) toO -
Nc--Dj C) 0 C.C
< U)0)C0) C
wmmcm
21- ~~~D 110 6 z c

-,e "I! G-Lf! Lf) "z
0 - - - - -
L00
CZ U)F -
.a) >1 ~ CO l)C
0 C
(I) CD E. O0 0 c)c: )C) c *000 CD CDC C ) ' C j:j
CfLO~ U- as NOLOOCl) LO U')C\J U) N~ t-o U-) co) LO010CW o E )- -t o c'j -,tco 'I cl ~ ".
(D 0 F 0 F 0 F F0 F) F F. 00 CJ 00
w C C
=3 0 ~j- 0) ~l1-00)SDo >o Cy) C6cc c
U) (2) ao 0 C\j mC'j C'\j cm JV4-) 0-
.-) acl_:) 1C1 l
LUJ
C\ 3 CZCy) C1) Cm c') ,C' ) oCZ 0 @. . . . . . . .
LU a,>o,Cl) u) C\7~CJ CWC
'-) E cis cn v)(DLor- -o QU 0
U) C
> >
=-0 F, 10 w coN C) zzLU C) ED (D (D co
CD L- -) .0 -: )C /-j CC) c
< U- U) c -nU
NCU C) - C CJ0) 0 )C )(
0~~~IU M U)) ac
~- ci CC6, *c
70 (1) -01 0DC
-0 cf \ CT)~
CD CO-U C z >aV)
0)D010
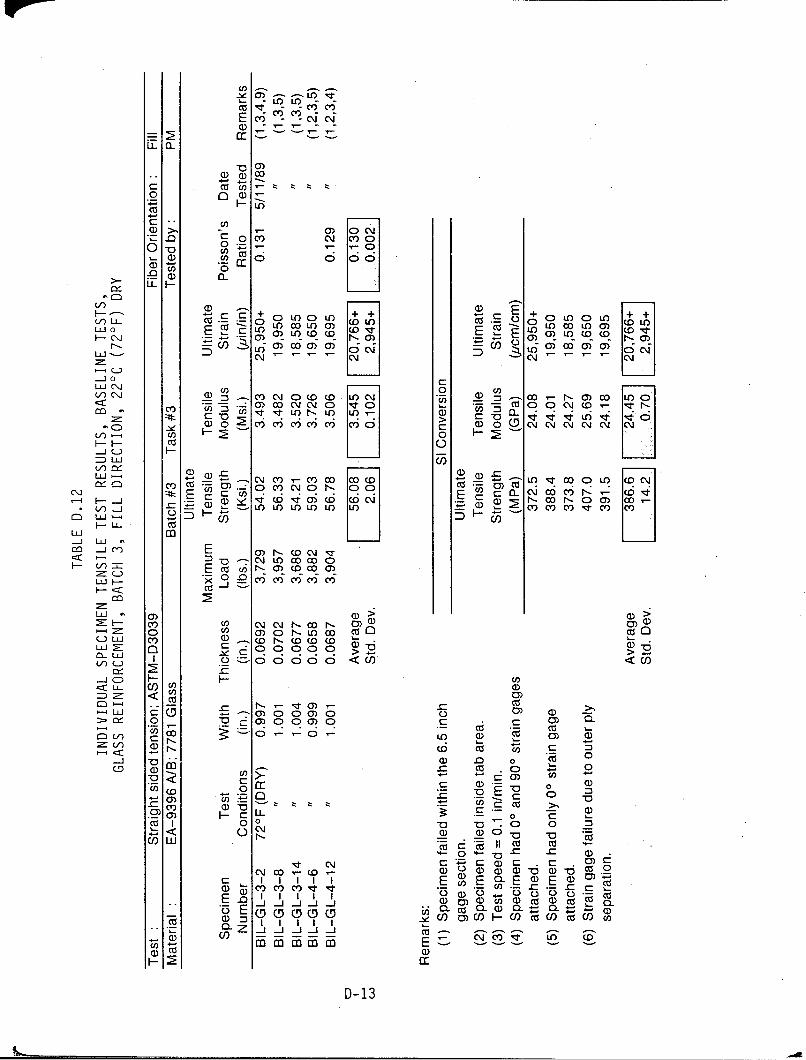
a) Z, - -
Fu a-
CCS cin-
.0)l >, 0')CM CV)0
"~~ ~ ~ 00C)N nC0 -07I7a) u-o C)C)
LLJ
ý- EC+0L 0f ++ E E+(f)L C: C) LO0 L ( o + +
D L)O 0 C 6C) CM L6
-1 0LU C'j 0cn~'
U) C- =3 CY) C\J C)W(D. LO C'J a) 0 r- M 00) L C)C) -.. 0) 0 MC\JC'0 *Cj-0 =3 C 5 C 0 C\J CO - qt
> 0 Vi6~ 4 4 'CD (CD "0 Cscsc ic )6co Cjc QC cmj
Cd) 0 ILU-- a) a)ICV 1 H V l 0 O o- - -L ~ 0C
C ~ ( ) ocmC r ) )co= )cr . . . qzpC
LU co
CMo.__jNE 0) rl DCj'I<=- j O 0 0 L C> ~V)666 EC)<)I< LI-izz
C U ) 0)moN o00 oc
Q-. -i _-- >
.Z - -
-j:j CC'J<, Li- a, a, a)~ ,-
E< (n 0
S Io(n0 ) C O a ) a
C/))
0 0,
CD Q :EDE13
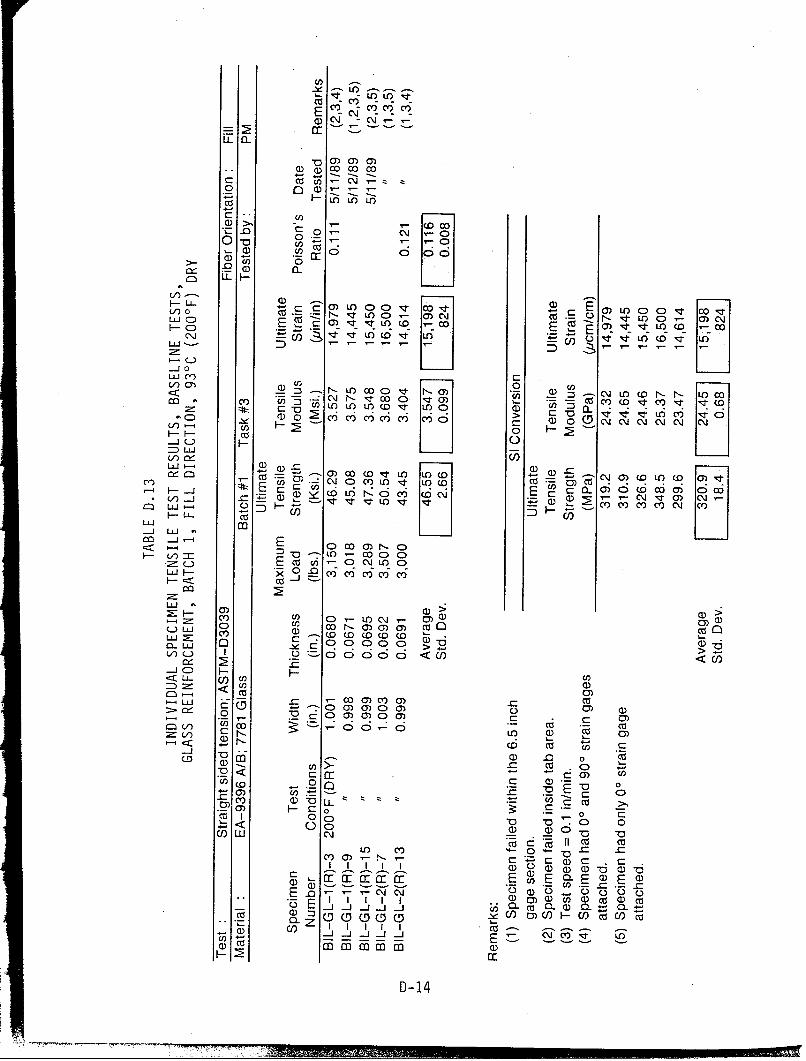
a) 0C) a) -
co - C\Jl ~.10~
(D-C C) - (D*Cf -0 ~ C\j C0
Oc) -:0d) a_0
V) 0 )L 00 - Dq E cy)Lo oo 0 t o -j
cz ' L~j O CD' - ) N- Dz -C - " L C)- m-
LU Cam It I tCV) c ~ LOfC~~ (0 C ) I0I O D
U)~Z C/N)0 c
_j o~6 6 o~ZI
V mto0 co a= - r- LOco0C) 't N mrnE, cnOO 0
CY- o- Lfo aD)- Y '
a7 n) F-
ul> = U
M~~~O CO( tL )C
U- c
a) I ~<o o 00( NC
L() CV)o - cc) c:> c)0 ~ ~ ~C C0 a)) CY .6CY
If to C) IO N aD 4D CM a)
0 ~ U co N I m I)mc
0-m m m a)_l ýCýC )-
V) C- C-) C) ) C)D < 4
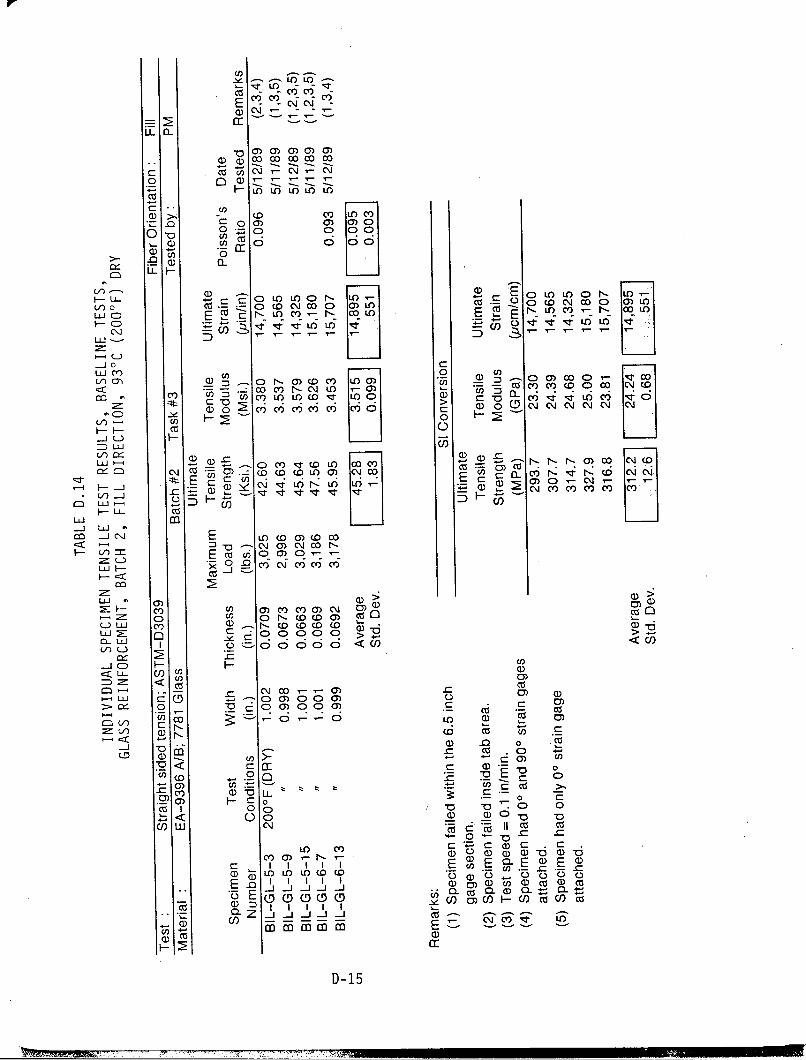
pCj,
_ )It- :; -c~ G-
~00) ) 0)
H ) ) a ) 0)
U) C
Ll- ~ ~ C: 0V LOL 0 1- OE : u)Loo L
O) U) 0 K 0 0 0 tU 0 I C IT U)L
_j 0
U)!-m U)EO ) ON U-
= LO ) =3 C$0 ) 0C C D -O0 0)Lf
EV7 C2D-cEUO)~L U 2 -
0L U)
_j I:E c :wc 6r 6 L .c0t)C U cD~ a- N N ) C'.J -N
V) _ - 0 '-D C C tU 0 I~ E: I- -.- f 2- Ncor - co o c c o.
LU cz U)> U)
_j E 0 m~ (.0DC 00C
0:_ - =;-0 M C'cO -r-0
S(.) = ) 0) ~ 0
w 0) -0 aoN mcic
wm o0 > ))
~C) _n 0) Fý( D0 d
00 Q) -- F-(0c
V) C-) C) 0 ) 0 CV) )U
<t __ I I I )
-z N/ 0)0/ 0- C/ cz l)
ml Vrn nr C\nO COC ) O)
72 ~ ~ D 15 c-

-o C i ' ' CV)
E Ci C! C"J
a) ~ -Lg a)0 0 0 0
CC",Z - C 0 C:) 0 0O)
c0 -=) 0.. C0 UH C C :
cmaC) )LC L + + + C)0DLO+ ++
C) C iC\H "- - o'
c-j 0c) C~f
r,, CC\J00 C\JCLO
CaYa U) L t L D c) L 1 u''0 i - 6 v
CV) =i4L )I O1 0 0' 0N. C)
LO . OD -- 0 0 00 >l -\ o u)1"L QCD)
V)-j r-c C)lm CjC)cLL- -z U
co CC! m--- o o E C' ) -0W
21 CC E coan(
cncra a) > o a ) a
-J 0) a) 0
Q.) C-i CC)C:9 cC o-~ 0: 0c
0-" .i -y -C .- . >>
a)LL CD Cn< U- C ) co a) C
U) 0'0) 0
Co C) 00 C) 00O CDJ
a) (6 )a)Cl C -C a 0 0)
<a) c E 0 a
0) )CO cOCC CC
Cmmm =0- 3: ~ 2 E- (0 aa)C a)o,
cz 1 0C) '0 0D-1C
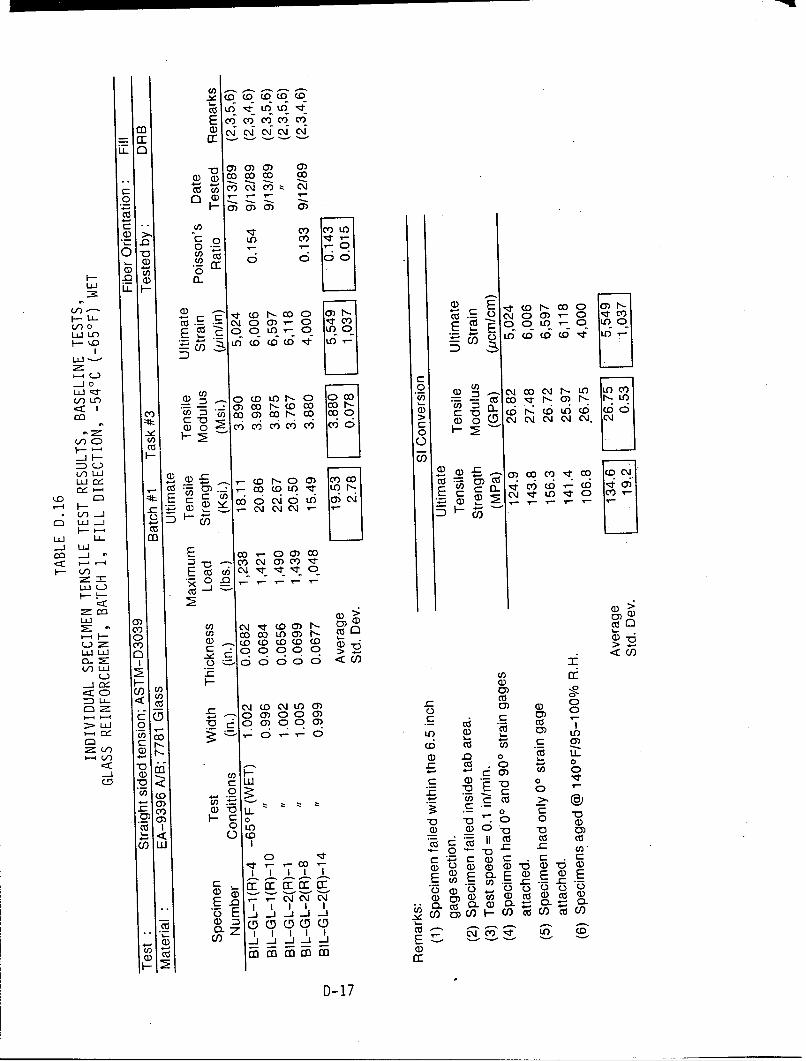
Eu in) m tf O to )W Coi C4 C\o C4) CO
Wz Wv)C\j cS4:zC\J
CC:(D >1 c) C) L
0i> - .; C Coi0.0 C0 tO o
C) CD$
0) E o -co CJ 0. t_-C
w CulC > 0.) -, C
V) 00 (z 0.ED(InOLSOa,'
0 ~uj:d () 0 ) n cm0c Cj OCOuY
V) O 4[ý,C) 0 0 cn -E -cz C 0~c)C 'C .I
V) C 0 ) 1-- 2 0
'L 1)()= D1 0 0) CoQDL00 z uO aa D Y tO CuO l
co Co) c (0(0 LO " f - ný-c D , ( i a
f mJ L E, c ci4qt U ) q ) C f)
(LU U-
cc C/) E O -) )0<Cu M C\j(C.tO a) M~ It)
V)~ CE . \L ,zl ,;Ii C
ZCu
0) (3) 0>~.CJ Cu) .0 >~ 0 )
~ 0 < 65H co' Lh0 (3 r-
~~o) >)-.Ci ci)Lj C: >
0H7 C 0 c) C>~. 0 :0) U
Vu IL 6 C) _) (D c)
=) -, Cu C
C E: _
cn ) /)c: )C /) u
c.jg~ Cu: (iC) to 0
(151

co 0) ~Cli ,
0C0 OD CO CDC)cz CO Cf) C~ L() k4 C~
.0)~ O 0)(
o -Z, CD aC ~ ~~~ Cd ci6CiC)
CCca),
V) 0V)~ ~ ~ ~ 0C\Jl( d C)ý . D )rl cit
-1 0
U- :Zt H) CLO CD N)f r-. 0)0 'IT \0)LL U)J t- C ECN )10 It in
V) CD -(n 2 0
cz C)
2~jcocn 0) C\oJN C~jc) Lo NCD E CD . N 0 .OC'.L/#zC C/) 7 ] 0) T C)',toE) c:) L6 6 )0C\N cO)Z>L LO Nd1 (0)NC ) LO~
V)-j0 \ _ ~ tCM C~) - v C\0~ 3
EH- Ht LOwi
Li 5<-W 0Li ý
u~J U)>co c4) C', C'JC 0 a) 0 *,QU)cUl ) (D o (D
V) (/) C/ a ) ) <U)<
--. 0Ora CCd*0 l CO (D 00 LO CI-4L c 0 _C -C. 0)00)00) C
m CO) 00 C; a) C2-1 ) UU-
_) 0l cz LL.C d 0 -. 0
CD co F-o )C
C0) (1) 4-5 .-. .-CCD ) U 0U- -. 0 *cC~Cd
HC0 w =0c U) = U
I ITT' E E C.E 0E 0 EU 3LO LO w(D CD (nU . =.5 = .
E .ii a) 0) a)H-(n ) co Q) c )E- J J JC 0- CZ a-~ a)- _ - 0
(D ClD 0Z (D~' 0 Ocis C D
IT
D- 18
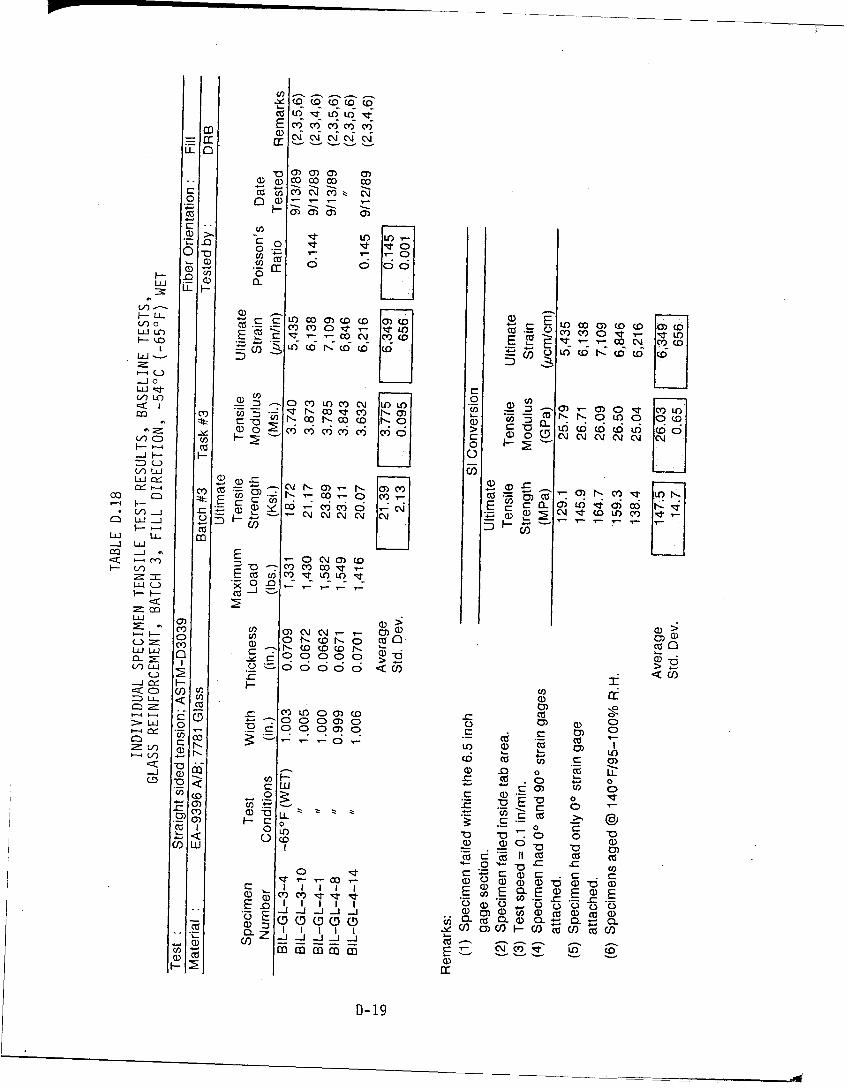
inE c6 c vi c6vjc
0 CoiC4 C C\TC
0)
.( LO )C: C 0 C, 't t
W Ln c
CA-:
N o0C ( N)C co Eo1,0C 0 LO( oLQi CV Li6 D6 NC6 CD Y56>
c --C 'jC K C D (l C~
~ 0
=D) C- oC -)'~
V) Li
L~i CO J\ M_ )a J t )V
LU l
V) E m " O L I
LU xi, 0 -
Cl) 0)INC\iC4- - 0)) a) a)0 0 M:N >tl>
-Jn HU 7- c: C ; <
ccco:z C)0 0 ) C/-
C )>LL- <
-0L/ a~N C) Mc C)
LOI
Q) Mi oo~ 0(D HC -
0< WM 0U) E .0c 0
ci) ci)O- LL ci)>0) F - 0< C)
o~- "a ~ CYC0 w ifC cc; co) ~c
EnEco E11 0
CD0 4 .- EooEE 0jCD a)C a) c )cC
CL Z(Dc U) - - -- -- - ;;:, - -
D-19

cz L6 .1 L-L6) "i
E m m o 6v
m a) clý C\i C4 C4
Cd)
.2 C0 a) 0)0
0r C) C)0C
- ~ co 6) U ; 6c
a),
c/LO a)_D E - c 00) N c) cC\jfl C)CcF\J)C ~ CV)LLUC a o CD c n Lo o j z 0 oE( mL co~ 0C~
L U - =j D E
-.j 0LUJC\J
Lf) -. (ONC(D (oc:> (D O CA~ (
<-H Cd 00 -- I(D 0 0)O a)CJC %J 'JLUD CO - .0 (3 f00)J L tCm- CY N- EU' ¾C ' o ::3 a5y C~ coH H~ C) ~ c 0 IC:) le 1j0 C 6c 6 o c)6> l) ýC ý C
a- E~j UC'JCjCCj C\J \LUF (n 0 --
LUr 0)DC
C-LU cv o c-.(D (DC (C)0(O0 L D YL 00 >y m oF zw0
- <0\ - - - -
V) -j 0 U'0
M LU C0 0) ~CO -,- 0, E0 0)) co 0)C
VL) _0N (D CD~
1< N- .
-J 0) (D 0 )cn0 N- co N' 000 0
0UC) (D D c (Cl w >'~ >~
<5 N-- U) aCd CZ
LUC - 0) ' -e-) czUc 0 C) C) 0))0))W0) 0)0)
0JJ~ 0
Cd E ) cz~cn CO H cis 0)d
< co CS c0)
CD ~ ~ -20o
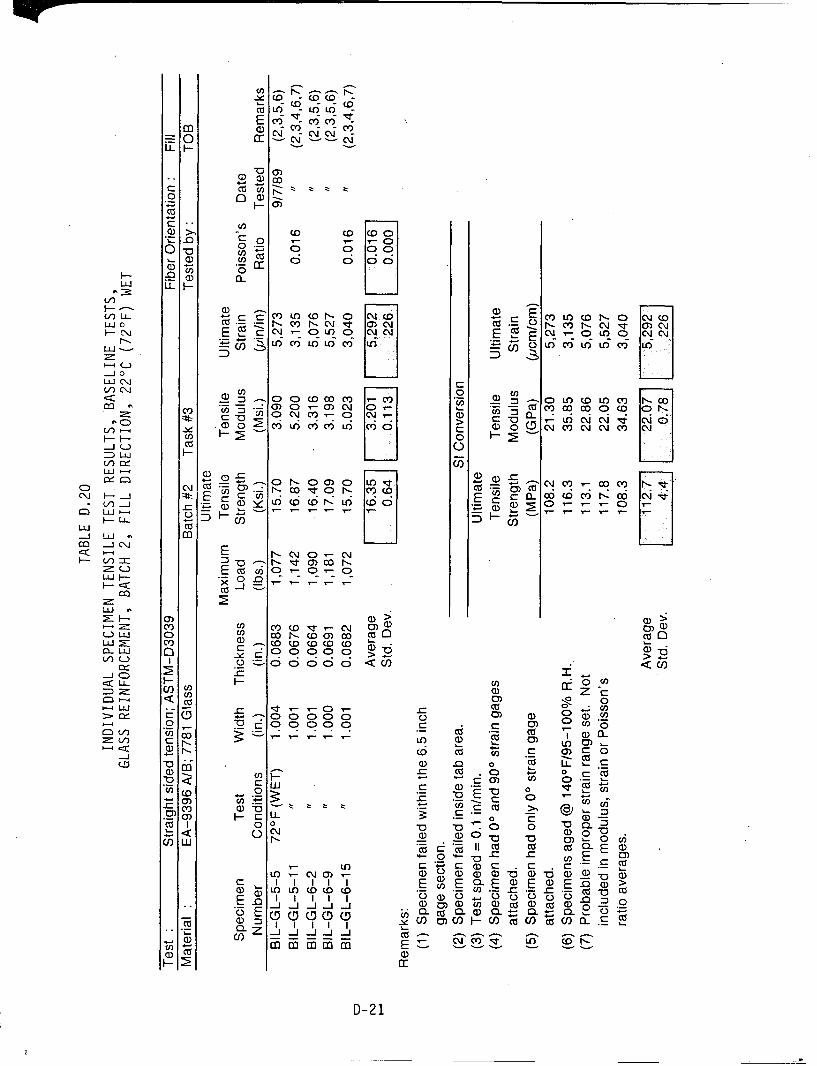
HO)
(0)-: Co r-C
0~ 0 C
LU UL H
C'J(
L/)C\ Cj) me o( ý oE c)L ot-0 cltLLJ 0 r-CO i-CO C't) 04 a r c F- C~-.0L;oLOC N.
S * OC'LO C') LOL6 C')0 L6 C/) 0 LOCO'J(oV)
0 U-1 0
LU -U) HI- C./)r)
=- 0) ( 0CYZ:~ C' C') Col )- C'J CI 1 6 cýc f ci
C)~ C> W,0(( (0(0~L/)a c 6 c cy o c : a ' coo0 lC~ 0' ) l
LJODV U
C) . N CZ u) F0c iC , e .z 0
Cý~~~C 4,z E u)L D o1)Lo ,0
V .) --i .6 c) E 00 (D c) -0
co -i CU 0 'X~~O E 'N )- )
V) C') 70 1- tl M -
coo
IU M: m~ a)'~ 0ot D
w C: C) C3C) C) C) o 0)
=:) 0)0 0) (r0 zU)
CZ 0
E ~ ~ ~ ~ D 21-0) a ()C

as LO 't M 6 C
~OD
-- C
.0 0) Cr- 0 (00C0 rr .C) C) 0 -~0 00 00
a) c 6 00
LLHa
wj 0 E - o mC y tE 2 q-L )( y - z
ai .7- E I I\ r I, I 1--
_- U) DL L oL 0 LO HoL O OL-- 1 0
<:I- -n =, _2 - It a)N(M CD (0 4
D ~ CO)C 'ý 75 -- (0- C) - t0 ) LOLO w 3C OCj 0,0,
LOJ ry r) c y c)i 8 >-
L 7 C)c a 0C qDQc
L, I
V- CY:
LLJI )o < - -(D -f -Y o c)c
LUi F- -- , E Ua), 6o C " 6 NE ca m r-q )0 a,
ý:- U- V)
_jLU~ Q Cy;LO Ii E c60666 o <U)OU
S< =3- ( t , 0)E0 w, w 0 ~
<d -K
CYD Cd CD qt 0D')L )
a, co o Nd N - o. cL< LW Cy NO CO 0Dco(a- _i >,
*0 -D 0 C)C )U
- >
U)W , _ - ~ 0
0 C) (3)C6 C .C).
Cd - -~ -O
4-' a, ) -0 2 0 z L
0:S
D-2
< ca
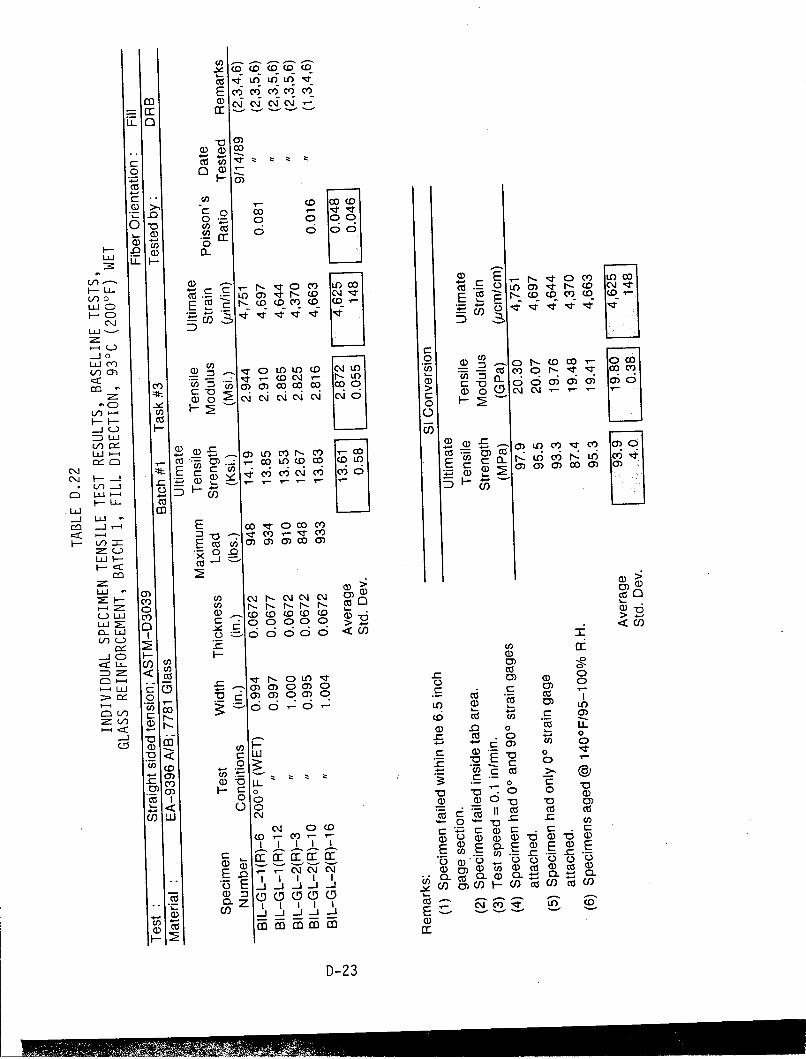
E cvi coi c)C) covc
= a: a:
oC E
0 C))
~co CO coo~0 .2 0 C>00
0f 00 co
U) t y LO icO E p-o cy, Lo) c
F-9 ~)r C CDJ z.9O ,t ctrt.CD c'1-
-j 0-
F-0 CY 0c
U)~co0TD=DCD 0 r-~cc' c
Z# . .0 N ~
U) 0
Cf)C)
9 mV) =)
LiLi 0)L y ,c) c) )L)() C)) 0>
uc) 6 c c- cy coc) ) M M c 0) 0))
Cv) -- l ) a)\J \
V)-j~ FQ
U) -r N -
Cv)U)- DDDCDC
on _j E OD a00 c
-O -0 I- .tC O0 0)
a)c 0) a)))0
)
CD U) t" I, -r- r a
w) M.c0)C o o oL
_ C5I C-' 0cO U) 0
0i C
M ccs ~~~~-,;-t-C o -tý
M n o-700 0_ LO ~ 0) z M O
N~~c 0Cc 0-~ ~ -
U) ci a--'5C) o f) 0 .
:2 c ) U Cl c) CU 1- 0 U
cfe D 'acD . CCDUC
< ) CD~ Nv)~ 0
(n U Lrrnnr U) 1 o C5 ca: c
C ~ D-20

co I~ Iý L6 L6 U)E m~ vi co- cY, cvi
00) Co 0)
cu cc ~ .- -
a)) 0) 0Dto)
C-. mu N -- 00I, -0 0 = , o(-
03 Lid)L- ~Cv CO tCl) coo E~ Ec,-vtTýc co ol
CD co CD CD cy r- co vj 1Uco wCY-co NP
5 / T-- L JO1-' )0 tC Nr
mV aLo -(o r- C~j4 a a nu- i Cv, -:Cvw 1ý
V) 0)
V)6 66 -- I) a>
CV) LI-C )
.C Cu :3 0 0
21- C-3 "; 2 C - 0
CCC
Cu co 0) m vo (D Q
CDW 0 0I~ Cu Cu
-j .2 C
< 0) C )~C*
LU~00 C.) C)C)00 C
CD 11 a~ C) 0C/ Im C/ uU)t
C6
V) co cr-24

m ~~~ '~ CJ CD cmC~
CC00
co a)co co -JC:c cooo
0 C0 0 C00 00 0n
0
LL
E
LUC E C ' ll a C Jr,- -ýL 'tEC
__U 0 )c
L U 0 0 - 0)c
~a 0 0)~oDD '
LU n C
V) Cl) I-
co Fo c 0) M a o 0
CýE r - -4" 7 JZ-- aD )
N - U -CD0
cc~ __j E~ .0 -: oC*-r =30 LOU) ~
E 0-C cn 0)(m
o o
C'.J a)D C> 0) CaC
C) aC
_o CC
= < cn 0)
C~j -4 c LO C) ~j I -2)5
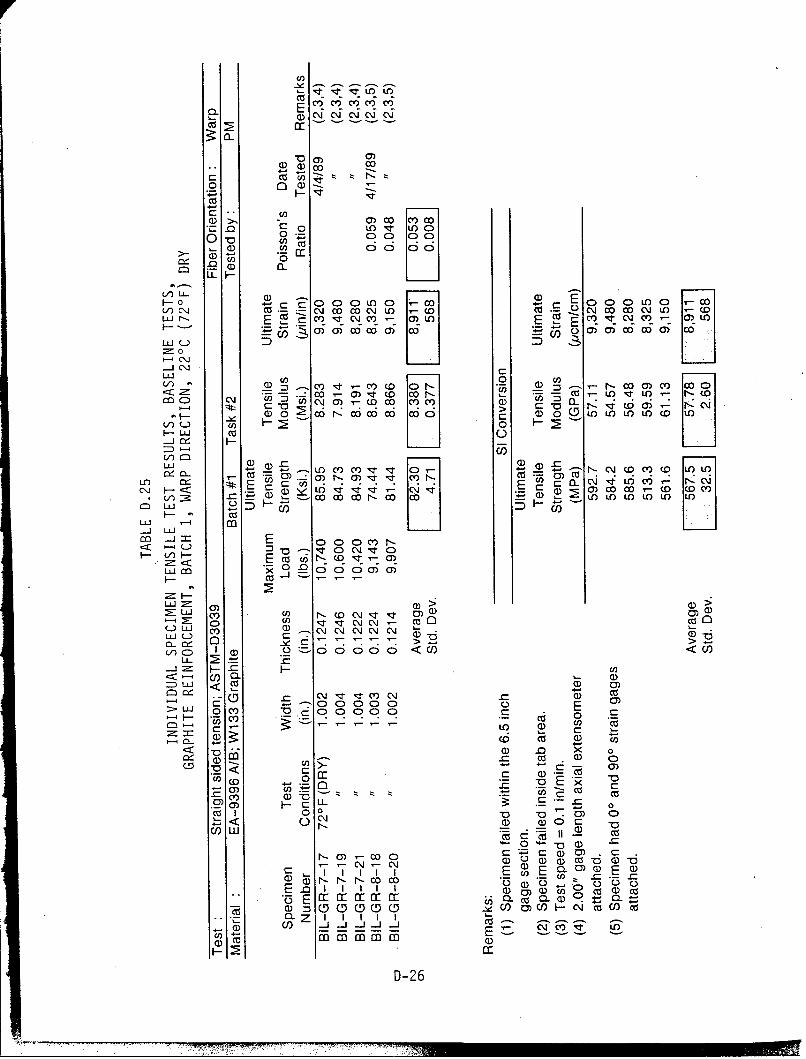
asa,
a) 00 000 H)a) 6666) o
tf)C\J~ C CD C\J -CD CU)0 ~joo'1o ,C
0N -0 __
S1L/) 000L.F- 0fl (D : E0 :) L c: c
E O o t~ --- - c )L l o---cj ) mL
MV CO CO 000 M 0 0 0 M
LLjL C' 'JCJCJ'
cic I-n r- CO 00 C OC<-o CD n C.- U)-M " D 0 "LOIz-L - L
Z#:i <n C ~ l 0) - D0)))c ( ; P:
to 0 ) C) C.
C)*a
U:) cmC- 0
CKC-= -Oce f -t "- C) ca .0Cj( C)( )L
9)0) <C zit Ea:c nE qa ) OC O (V)~~~~0
0)a OItCJ':ýma CDO coc " o cF-) _O _OL O O
Tcz CD_/ui -1~
-i ULC9CCD!-j~~ ~ ~ = EI C)C )C)
< mmC.a)
I-- = -0 -t b C D-26
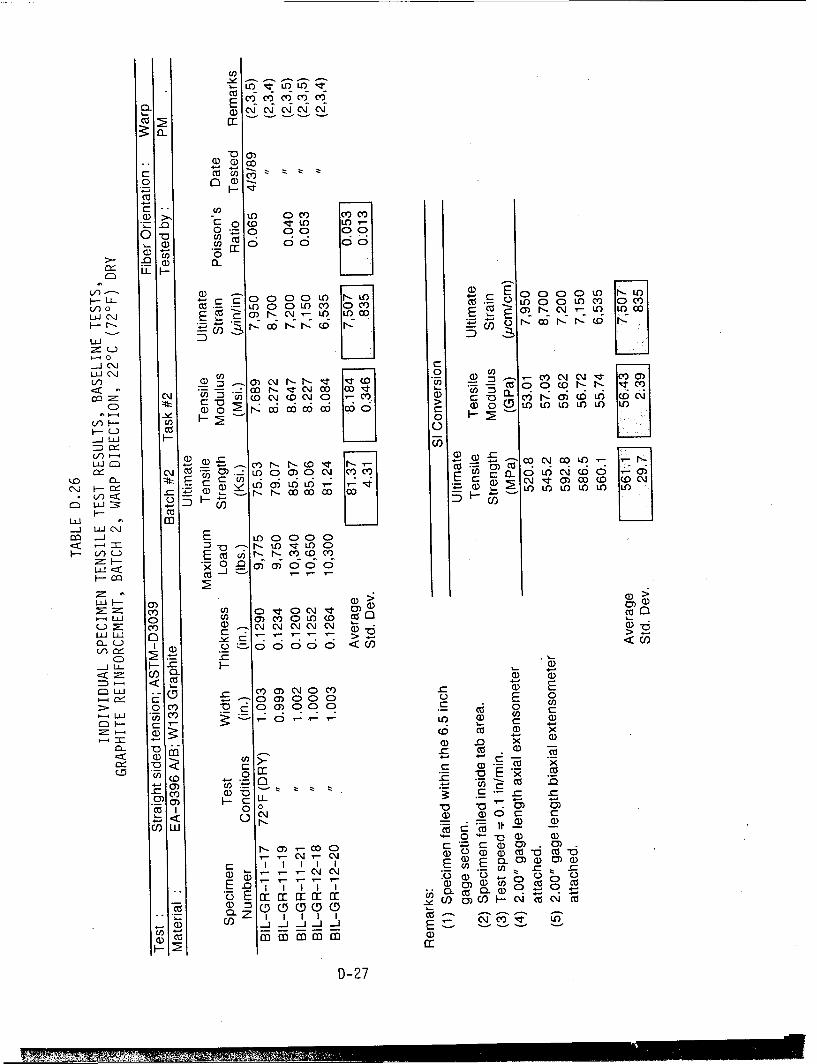
Uf) cy U) Cf) M
caz
.00)
(1) LO - CCV) CY) CV)= 0 CQ(0 (D -t LO~
0 0 o 00CC 00H) a) E 0 05
U)a00 O C 6L c.OL 0L0 Y 6CC)
0CUE0)N U)uc
0- cOO -. CVC:(L C:0 0 ON- -- L
-- ~ z' ) -Cl u oO Ea a) -O ) r ) l -LO LO)0
U) 06 Ea(6~U U c 0 rN.:06c CONr: 6 l
Ln ~ ~ ~ 0).20)00C0C~ Cl co0
LI7I 0)0 a )aco) cc'i a
EW 00) Lo :>C3)OL) (cfa0)E oN o0 0
L)) LO a) L6 L6 -4 L a) -
(DJ a p- r-- 00 >C 00 0
V) ~ ~66 6 <:C0oL o o
Ez CD0 a) a) C)(D
LU a) a)= C- a' ~ 0 ' U)t . aqý )a
C) a) ca a) O
C- - -- 7
V)~~~~~a CD L .C 6c )C
< U)aa ) ~~)
-0. (M 0 0 CDEca 0f o :0 .0) 0) )
0 CJ M) a)6 aOWo
C:0.0O a)
a( a )0 ) .0)
< a) a a CD. C f
co .2, NE . 0 E 0 x C
co a)) H0 Nt CtCU-z-a) Cl) 0 C)~mwmmrn a2) l)C
a)as
D-2M70a) (3
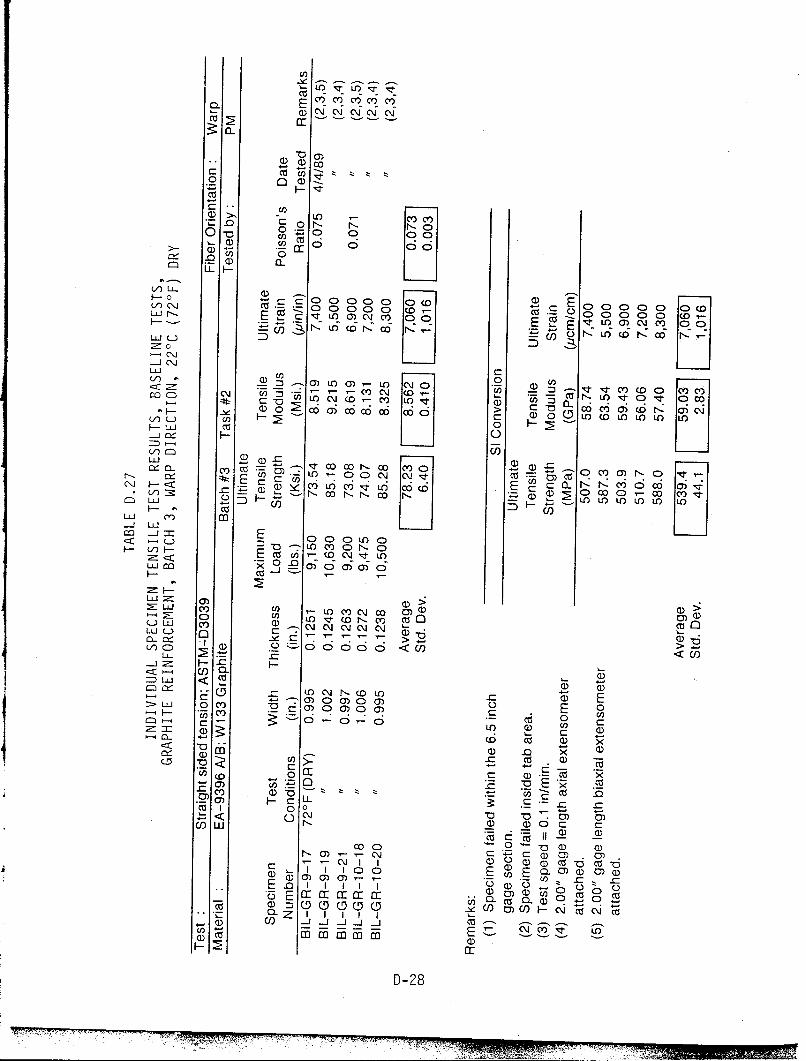
0-E y -co i CY)Ccz l IN Ný NO2
a) C CC)
. d,0 0 a)6
.0O LO~ CQ 0 0 CD,-0 0 0c 000N0r O C-) E- F)cci
cm i a Cl-
o~L O , f C'E c: :>c c)c) oc
C/) :ý N '~U-) D N x2 00 l-P: 6( r7C6-LU U ~
0 U
LU V) .2c) LU0 O CJ )= e V
CV)~C/ I-~ coC~C\C w C D>(JLU o~ 0c)
0) 000 D c > ()0 L ( OLLU) C-) ( F
LLJCV H- Z T- OD0--0 y 0C oCD L o o C\I ~j v CZ , 0
Q) C) C C Z~LU 0~ -1-(D -'o) U)o a
*U m
co Cj
ED x>C U)< CD.- U) M >Cd)>. a)- CD
C:D
Ln~~~~C CC) a) o, C;oC ) <<
>ýL c 0 o )o Ecn~,0a
CD:
< (1) -28
,z

-- ( M(
C: ~ W U -r Z
co ~ Ct) - )La)C~ >1 coCrc0~ - 't-~
C -;- - C) C)C0 -0cn CO )
U-)
0)>) co CO .0L
0t O ZI M 00( DCf 0c
00 C) 6) C5a;a)a
21L- H0LIL) D ŽV) 0
0) co LO~ I,- N 0C~) C-.0 cf) (D N c 0(D
m D 1 0 Cl00C 'I LO N- c (D a) C' C'J'I--0 , '
:1L c) - o60 o oC c o q ý c 1-CHL 000C CI coW~ 0 Cr-o
-7n o5 H 0) (.0 No Co .4 )jo -
_: CO -O c C D r
-jLU m
cc ---
CV) = ) c r-- c 0- Lo m~
a)L >.NN ' (D >
CY co0 - H ' M' CD 0 a IaCC)
ClU C~j OOOO0 )~
Ln D ) ~ C0 0 0 0
C < <-C
F- 0)
<) fl a) ~ U
< CZ ) -0)
H.U- CU- 0 C) )MC)0CO 0 0:0 C) 00~. 0) o. c
LO a) C .C Lo
CD C) -0D0
w) cJi~~ C a) 0f Sw 0 - 0 0
CF) T-2:
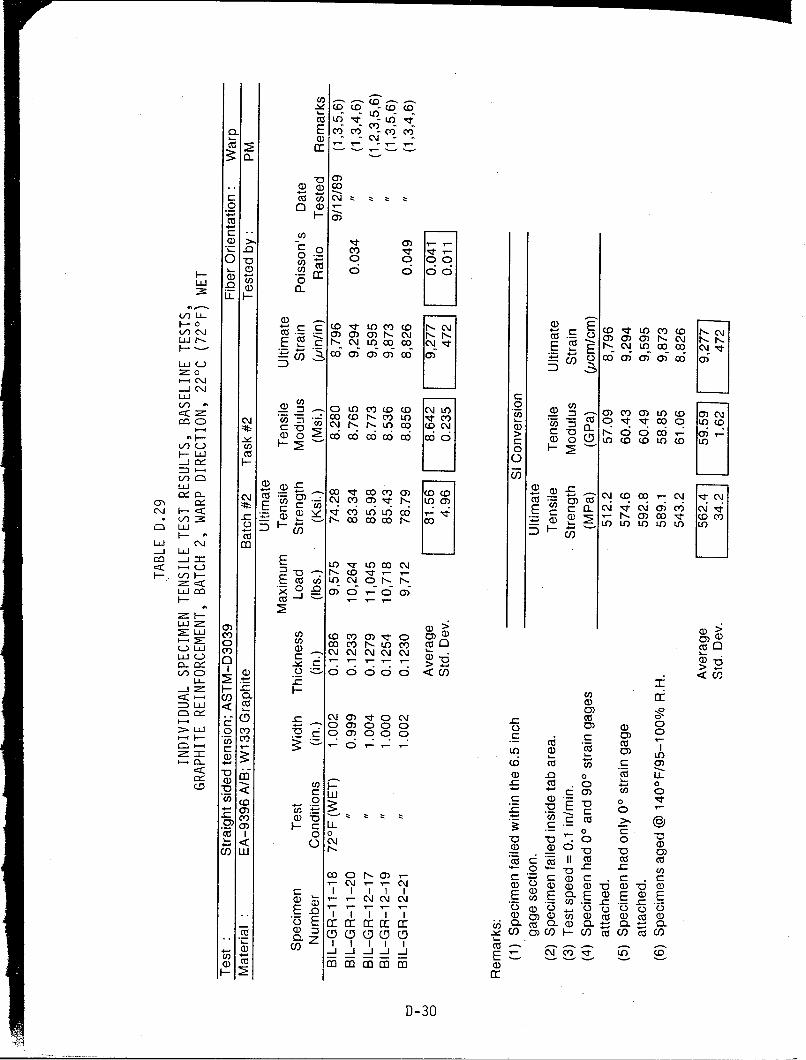
z Lg6 -i L
a) -~ Cl!c'
ao. as C-C-CA
WQnc
cO C; cLU (0
U--0 ~ ~~~ ~ ~ (0 C'Jr U- oU ~ Dt O) (D C
LU)
LI) ~ ~ . U C ) ~ C\U) C,,ca M Cf CD)OL ()D OCJ00J (C r COC C) LO) ItCY) *- It q 0 U)C
cc C) Co~Coc1)O, cLca
(1 5 c6o6cooN o6 c6r- o6 cac;iie c Lf) ( ( Lf) (D O E
I-LU 05I
L~U)
V)' m ' ovr-O V ULUL)
CAD0 " 0 Ca) o(-66o <CD . CZ()-f)
C ~ -- < a) ItIr )0 : 0
DLU < j
co U Ec LO It LO)00o o a= 5 0 U) - C
-j cccd_ : 0)C
> >,
co 'ITa >
00LI CN Ni V)0 C' 0) cCOO NO) i-j a)j C~. cm C
a)0
(-. a, C, -oa_ = : -:- -: 7 a>
V)CD 0 c:) c)00< )<CUa,
D-3

Q)z- ýCV) -CV C,
a) ) 0 ) 0 0)Oc aCd n \ CO CN
- - -M 0) -
co
LB0 >, I 0)
C: 0 CY) It IS0 0; ) C 00
H- i 6 C500LU 0
U- H
H-- o~C N C ~ CC)~C
UJ(.7 - LO000)0)m - a o o0)0 0m)o(
E~ cv K't w Ci- 00'FDc) or c *cU)Z C D )m )U)0001 A )a a0)j
Li Lij:3 't ) CO C) 0 1 C~j = ca( O qt CO ) CO) CV I
m C -E U~o') o It ~ m qt a I O i 7 0(D 04o 0)04 >i 'a oicoo o
Wz CC
LU ~ 0)) ())>a
CD i- 0) 11 )-t m , o z c iCI-,, C06 DI ciE - oU)C: ' O D-
:11zJ 0 10 -CMJL CD -0C C
0) 0Y
m -iEA 0) C 0) 0C) -0 - CO 0D) r
<~0 El 0z U)0 IL 0"
CW Ca 'T a0 ;C
.U C) 1-C': C~ *\o C>-
Co0n C) I0 C C COC
< F- cn 0
0
_) _. a)(C ~ ~ .Cl)C)C CC)~
N~ r-Z C\J 0 - LA C)c)) m--o- ---- --.
aC: LO a)0))
(6-3o
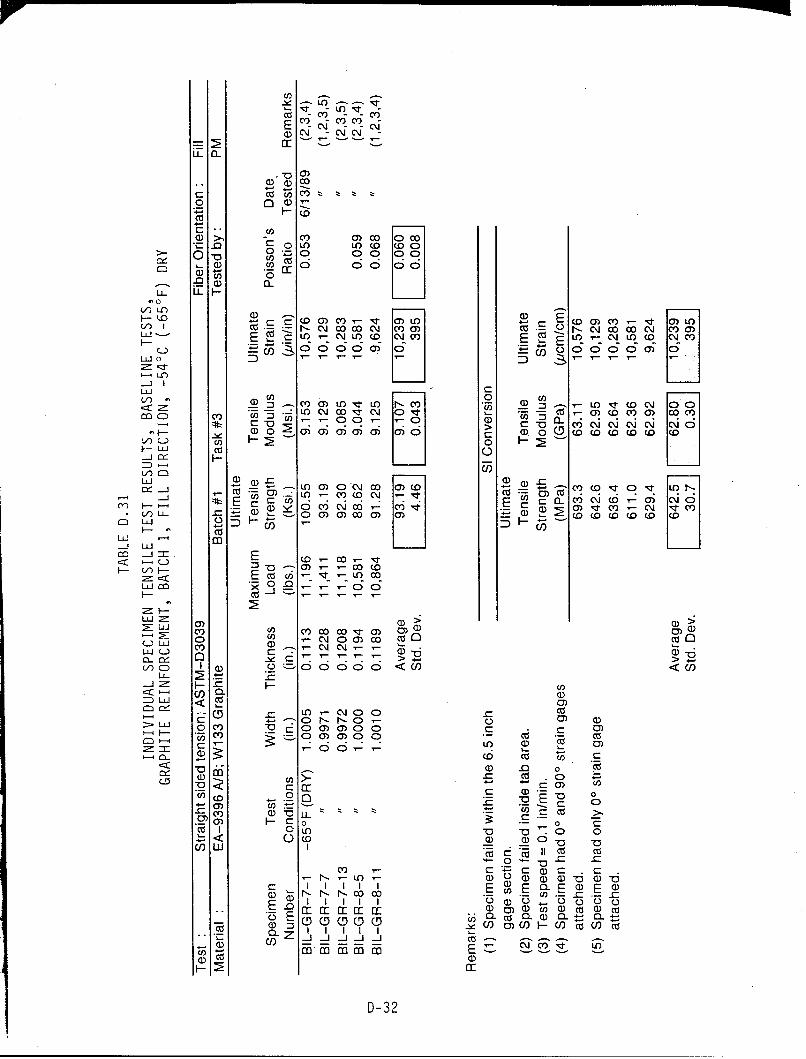
Ul, -' '!v v l
0 0 a)~F-4-
>1 (Y) 0 o 0c
m 0 L LO (0 (D C0 ;- C 00C 00
a,6 6 666a-) II
LrLJ_- i ij 0)0 00 T-L O 1-(CMJ 0
cz 0 Pj Iic oc o(E~E
0) a).0Cl
C'0 ') 0 C) 0)a () - a-c)c c c4 c uQco- 2)o a -cyioa; c ai0 )c; )oCu(ODE C o
F-LLJL C) ~C4~ )
~~ ~ F--aUU0)
CL (10 -N 0. O 0) O' aa)))Q(15 ~ ~ ~ 0) 0)C)( ~lý' )0
M0 F- C:)0 y 0a MQ CO CuCLnL) a) - 0)
-4 0> m0 mu co m mc t DCO tum -D. CD 0n
a)-. UU - - i
CZa
C-0 *U C) .-j 0 n 0 zcC0) N) t C -
a- .- - .- >0 ~ >
V) ) 7- 0 0 a0
<' ) CL
LOa) a~l )D 0)cI- CI 0 ED 0) CE 0- 0)E
C) 0) c a) Cu ) Cu c
-~~~( a)) C:J-- u ~-a))0u a)
c C
CV) a) L UD-c3c
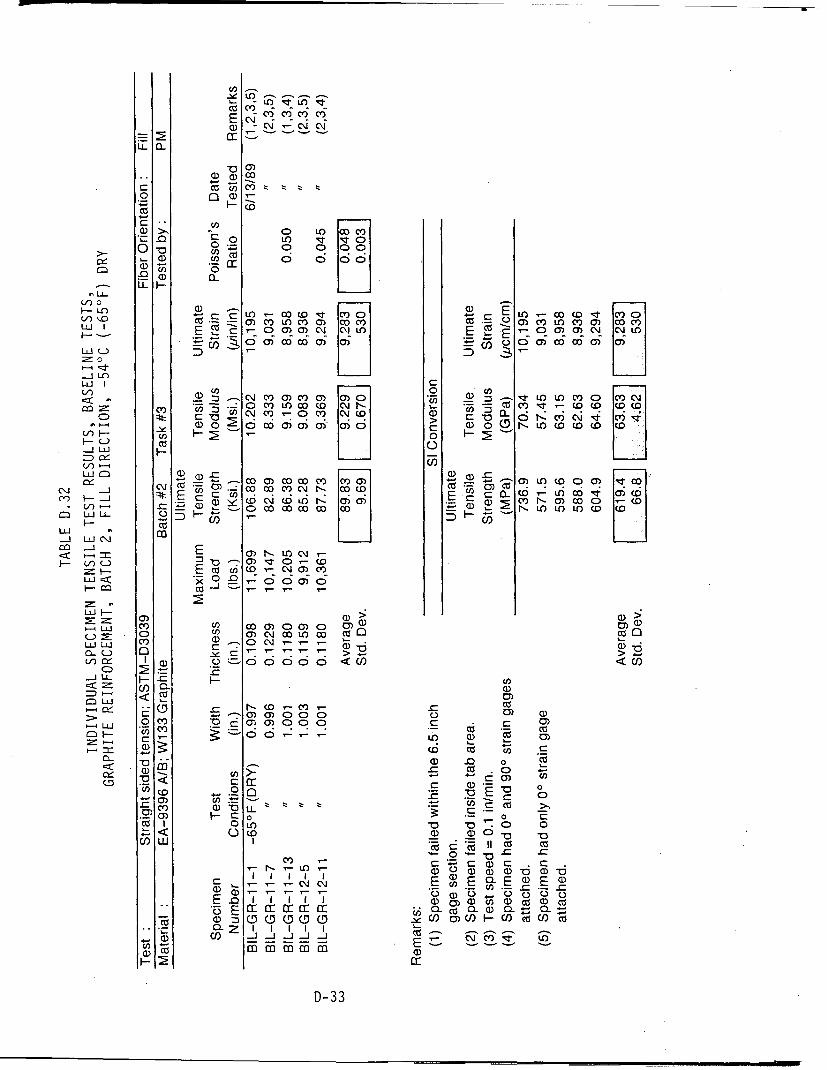
w~ UiL) It LO_
aUC) -7 2 - 2 -2
a) C'C\C'
C" C D
C 0 LO 00 C.0- 0-Z 0 0 00
Cao
U-H
C~0)O H EUrc! CD Cý c0LOjCC-. C O 0 C ) CT O Cr
0 C
czr~~~) *E;3c 0 ) C-a ) D. t LO ) cy)0c ce) C~0 O O 0 O C'~J 0) 7C)l Z#Z C~ c o co Hjc ý - PI RI
ED)0 0 o a, 0) a; a) c (0 N 0.0(N.) (D(D D CD
CU )
-LJ cm~
ECM =I (0 0) LO( C -C
Q)JH a)a0)>[- 0C) -C) o Cco OD ( ) 0)0 0)0 N0)0)LOCD C
C LC Lii U- Cf) CO
LU co
E 0) 1 LO 0)
=3l CU CU CE w-
u L (0 CU 0 C06do-
LU .0o 0) 00 0) CU ) )oa
w .!) .. < C ) C ) CoV)( CD 0C )<U
C/) Co - -L-
0D(0 0)) 0) .0z
M 0) C) C) C) L
LU~~0 0/ Ho C) a) 0/ CDC aCU>- C) 0 II/ J Uz- -
0C: mmOm W0)
0) c6 CIS3(
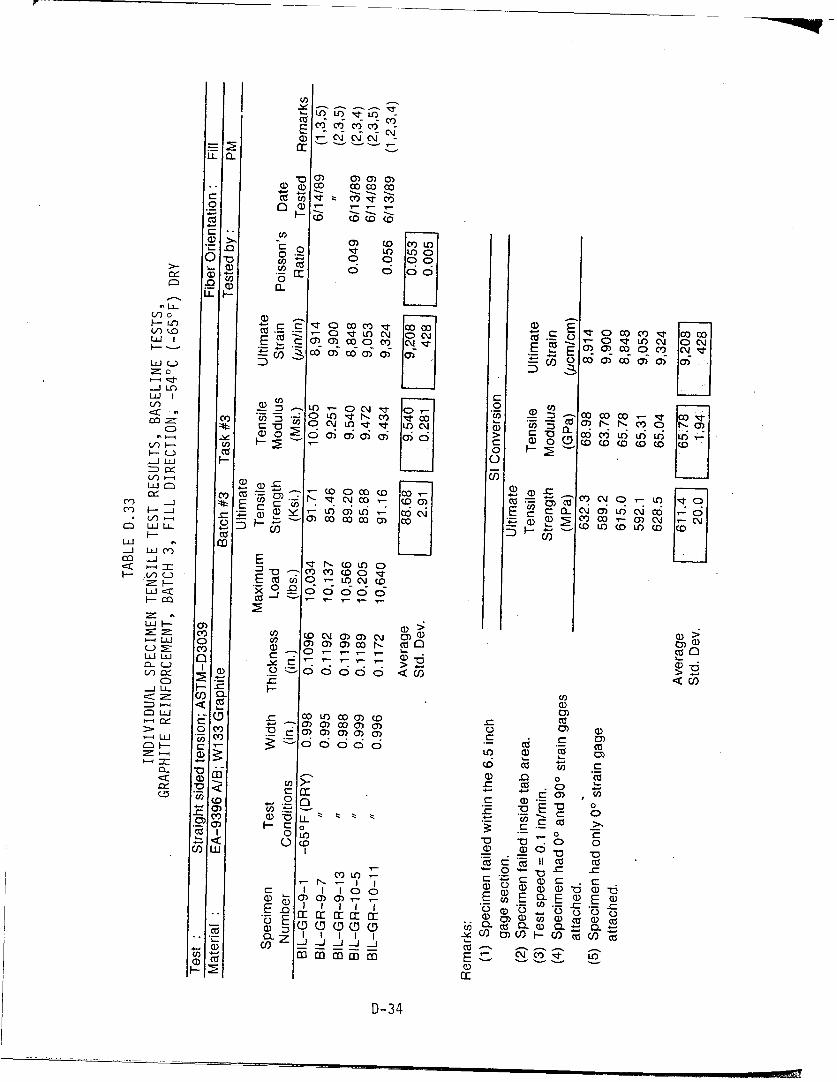
E- c) c) cO c"
-D C\T C\T C'JC\
iLL
(D ) CO 0 0 o 0
C.0
C: ~ (0 (YLO LO C00 0C 0
6 0c
FF-V) o" C7
0'O mC m "t coc g o T ocV)10 "tLONj : L C.Jc;- C-~) -. N O C:Cd, LO ( ( ( ( ( CM0 ( mCT6~~ a~, E~ MV 0'V Ifl OD0 Y) C
0)) EH HEc) LO - 0 C~j( 0i0co, - = , 00 00 c
CD 10 C)(jLn-;,tt L 0) D-
w F-- 0 -
0r .C 0 0 ( aju. (n CDMI-z
0)~0 -)a, o(A6 66 a)a ra0 0Cý W L-U)(0 Lo coLoto
co~~ vj E~ 0;-N D
.. )E z(n0 L) 0)0j CD0IU m ;C
a,*~~a a)
Ln = I a) .2 C C; < U)
crncm w 00LODC 34
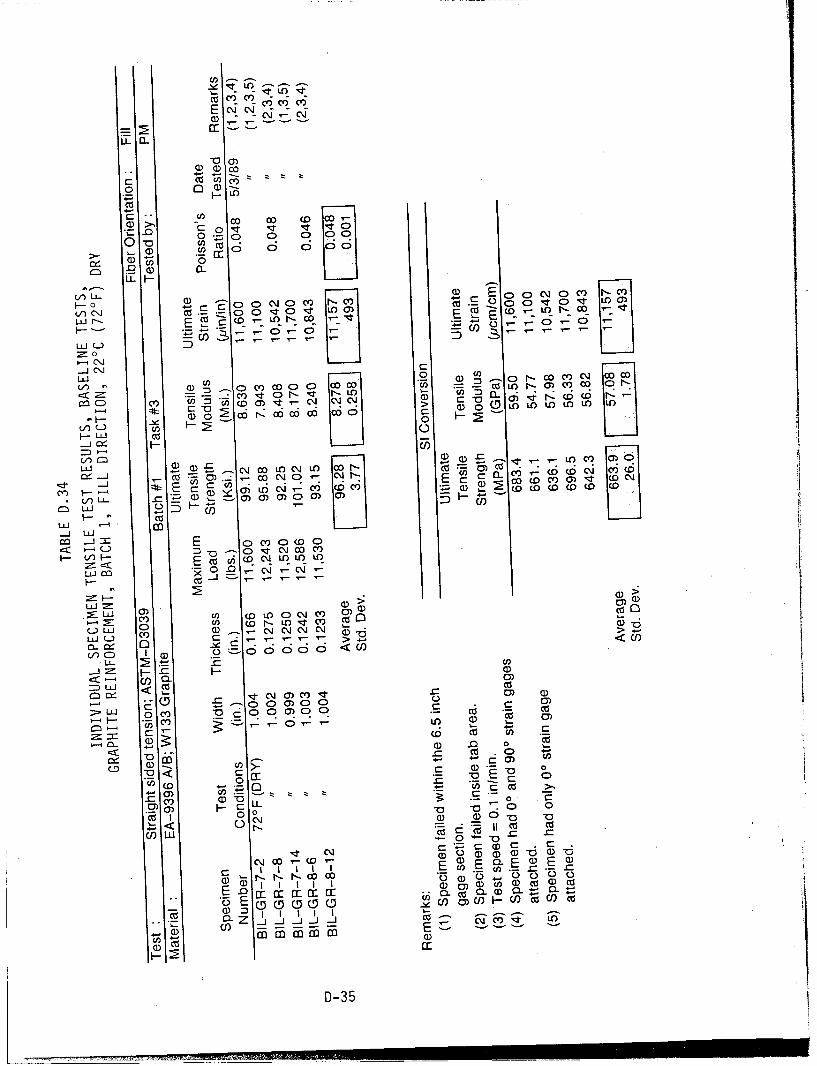
- LOaco C') C' C') C6) C')E N4 N4 C4 C4
a) 0 0 ~ .
0 0)0) Qo
0 zt ;I - ~
_0 co K5 ci CD C'
000
0)) 0 000 ~iom t- lV0 U ) H0 a) C. . - c) M P COO) CO U O 0 0 -I- p ~ LO ()SC: Co .I-c' ) -,t CO 0) cz - ( ' LO 0r- LO H- 0) EO N C > .
LUj L) 5S0
j C~~j 0 Cfl
w/ 0)-.Cvc 0 00~ (i) C OI0 COC 0 CON
CoO C') CfC~oOlr - NNj 0), It
mU C) co I 0 L L OL OH) 0)0 0NC6V~ rCcoc c Cf) C-) -cn -
U-1O CJ C co-0)z-C )
CODV') (D to *cj'j-C m C
0) -i 8\ 0f C'0 CO a) co0 oH AI-U- U aE( ) a 5 C
H:: .- -0 ~ - -Zr N 0 Y
>- 0)
w 0 0) 0)Cj ~j aU -4H ~C') >c0 ) OC
0) . 0)
a C6 .0C
clD as 0.
fnN co 0)0 )
0)CD (1Cl Cu C) Cu
0)0
(0 .230
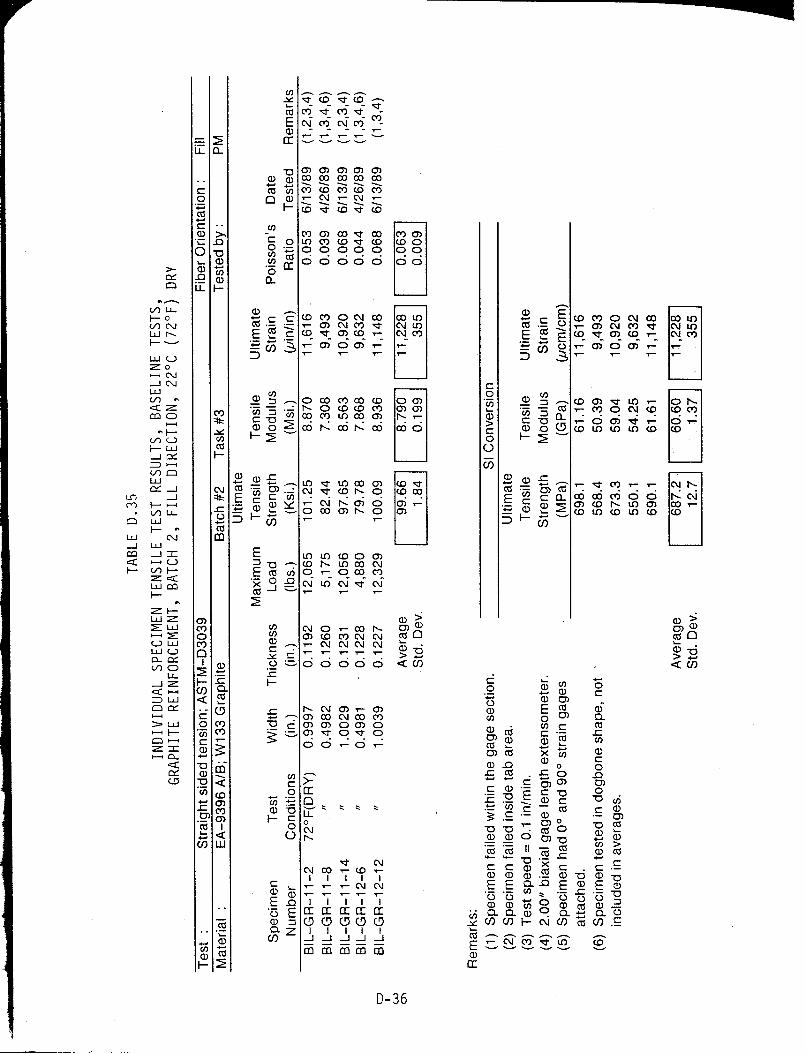
a) - -
0~~ 0 0) - - - -
~f LO co to't(D (0 O0 0c) C)0 C 00
~a) w*C15 06 66
LL FF- ¶7rD -C (D0 0 lco c oa
LUL 0 - :-C:E( r-0Il o wL-cM\JC) t ~ LO O - )N J mLn C\J Ca C0 " D D Cl CwLUE .0" m (D N C(I) S Zý.- 0 ) Cv)( 0M C) C3 D0~-0)-
0-U
a)J UC 0Lfl0 00 clCCI -00)6 D0) -l L~-~ O V O C rlc'
< ~ H-, 0 o( II )"CY ~ D C fco CD 00 Cf( NO 00 0c r
H- F-
J L LU C
H-
Ca)>ELU m ~ U ~'-'J 0D L) "I.C )'J ' LOO c( ;1 O=)L (Y) NCZ=c )
C-)
w , =))l U
'-o H __ EC L CC'- E 0 )CO)
co 0 -0 0- O r 0)Cd qU) aco C~C
> >0or =a) 0)
LC CYX C ~ N C~
V)C D0CD C ,- 0, <C.-<C
EE0-~Ea)EaEn w < CZ a) 0)Q)~
M_0 a~lD CD(DO COf w l 0 fl0) .ai0C) C/) M C)~- 0) !3 C6 U c
a)C:
.7n Y) - M t C qt 0-36

E C' 6 ic
VO0) Q)
C) (D Coj C co
C:- .-
C- C 0 ýJ-
0 0 C(f)LL
LULQ
CQ ~ 2 - c C: 0 U') 00 DE a L 0 CLU r C15 -- - 00 0 .t cm c Cf)co 00 -. cx o -F N CV V
F-- E T 0 )O c"t E s ' - 0 - t ~-LU C-) CD 0 CD00 O 6a
I- LC') c n
CC :3 LOE C) ' 00 LO o a, 0 ao")C ODIm ) Y ce) (0 ) O 0L U a0 (n 't- 0c 0 ) (D 0 c y)a C C a O DF - Q ) 0 m 0 c o c > 0> a
V) C-) c o I 0 OIm- Lj CI--
UL Q ) a)>
nLU L - (D 0) Z> - a tLLI~~~ CO C> N C C C 0 O C
w~ <Cll
.- i LU <cosa
.=c 0o0 0 0 LOC
0-R " C0 U) 0)
a, cr Q)-f IfD aD a, T
F- --
COC
cow 0 CV 0) 0:a ) 0 C Daa, aso
a) 0) ),
to 'a
0) D- 37
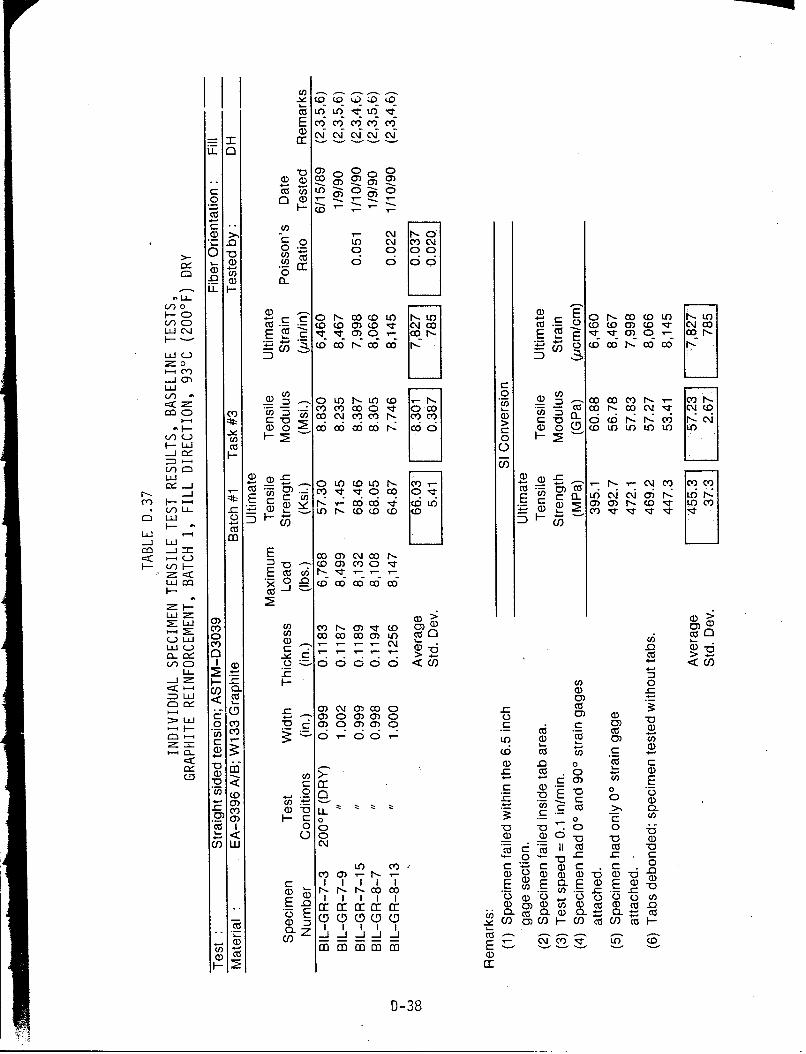
cis U) Lo -;I L6 'i
E CD) Cý) C CV) 0V
c a c't ' ~jCJC.0 (D
o -;, C) 0 0 C
>0 0 00 C
D) cn c; 666;
C/) 0HF-,~c N C C) E D o N cc) co Lo
.- - - - - '- - C; ,
U) CD-)1' 0 0 r -' 0C 0 C6 C6t-:C6 0 r-
2= 0
U)- 0UC UN- Ci )C)V
co x3 CD co 'o7 y cv o 00 C) z 0-oJ0 c t N
H- F- C
U)> U)>
0 Cl O Co DoLO 1) CUQN CJCV OC
LUL EV C- ) 10 - -6 C6 J n 6E c -L \ )r OI
C/ LL- oý 6 66 2 )0 1 0't L V
-Cl - - o P o(0 (D c DC j ;-' C
C> LU Qc ~ )OG0CC 0
U) :)
cLU) CD C) U)) C
=U <l E CzU -
Cf C/) mE- 0 ( )C
.) co 00 co 00c o ow) LL Ll)CC CV) c. a
Hco 00
CU CIU)C~ ) 00C)' C U co .
U- 0) D a a) C) a)~U- N - C) C, 0O o z-
(6 cz (j) 0 ~ c U
CD __ I I II1C: Jfr J J~ CU- ---- co
U)C)
0) :-_ t zz Zý :D -3s >
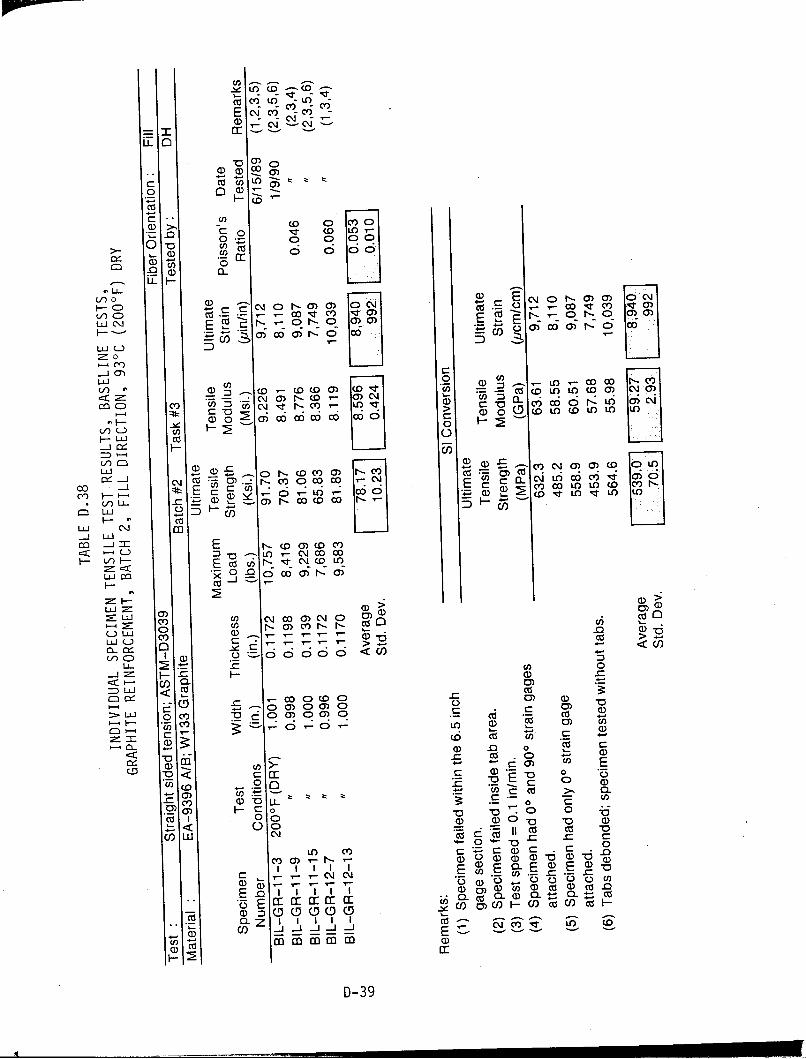
as Ci f) C6 - Q CD -
E &jc)c~ y0) -~ -N~
CC
0 Cc ci
U). C 0 Itt to o TC 0 CD c: C > C)~>- H nc
cn 0O
U U
(no E) c'\J r..d cN I,,C~ - a) a> q l-
V)-C) coIt f *'t a) ECN- - O 'CTO -I C
w--- " E C> 1--0 CD
2LU-1L.) D H -:z EN> o
LU 0c
< ~ O~.=3 (D w-C D CP CD~ = - I DLoL-o0)Cj
LU cC)N)0C
N-Cr m
(nLJ 0r- C0 - OD
m) LU o5H- C/ C) , m DCD q
I-l (zI C 0 0 0u
ZUZ c E N-CDO)Lo
o mDC C
00 (n-j n t
V)UCD r 0) -C O .0) CC) 0 -)0ý L o
czi
Cr) Ci) mC O
E I- D0)Cr N-D cuL.=3O U- C-j-0 -
a) ac6 6 6 C) >Cl>-)
a) ciM 0
CLU <n Cu com-joc
L. - -C 0 r-C O O ) coU)r- cC -00C0)O " -0 D-
ZLU (Dr _z >
V)C) ICD ;U
<c ,0 , U) CLa
=) w Cd C D
m ~ 0 01... -_
(D COCD(D
C)0Cr ) 0) C) a) 0 0 )a
H0 C 0 0
Cu I ~ U) a)0 *000 ~Icu Cu (D
" () 0 NC)~ ) C
Cl) LL C~j cD-z -

Lo--
0)' -7 -: -i C
C" co000
Oo CO 000
0/) 000
LU D >, of) Coj Coq CooHC: .H :: H )c
CAL -- C)'C)OC
LU Co '0-0 o
LUI 2 (D HCLH
CD a)4L 0)0
Ln ~ ~ ~ 3 .3 ) LO C) C) (DnO- o oc c
00 C') C/) ca)LU 0o 0_ 0)) C') 0))
.;-- . = - E) I -- -Dl) 0) 00 00C ) 0 C)0 O 00 ) 0
zCu 0)
~LU c ao oC c
V) .0 (D ta)~ ~~ ~ ~ ~ COO C)C)0L 00Cl l O0 \
mj CD (f) 'in 05 u 0 C f O )I \
Ha: 0o CC0( i ' :C ic
00 o ( oc o( 0 E
F-r ., LL Q)
Cf) ~ ~ ~ ~ ~ ~ ~ 0 -~l 0D - 0L tCl Ort,
m 5 ~ c ~ C E- c: 06 a, 040 iL -1- 40- r -- (~C 0) (D 0)LOH0 C) (0W
uCu 0 D) -
U-D-40
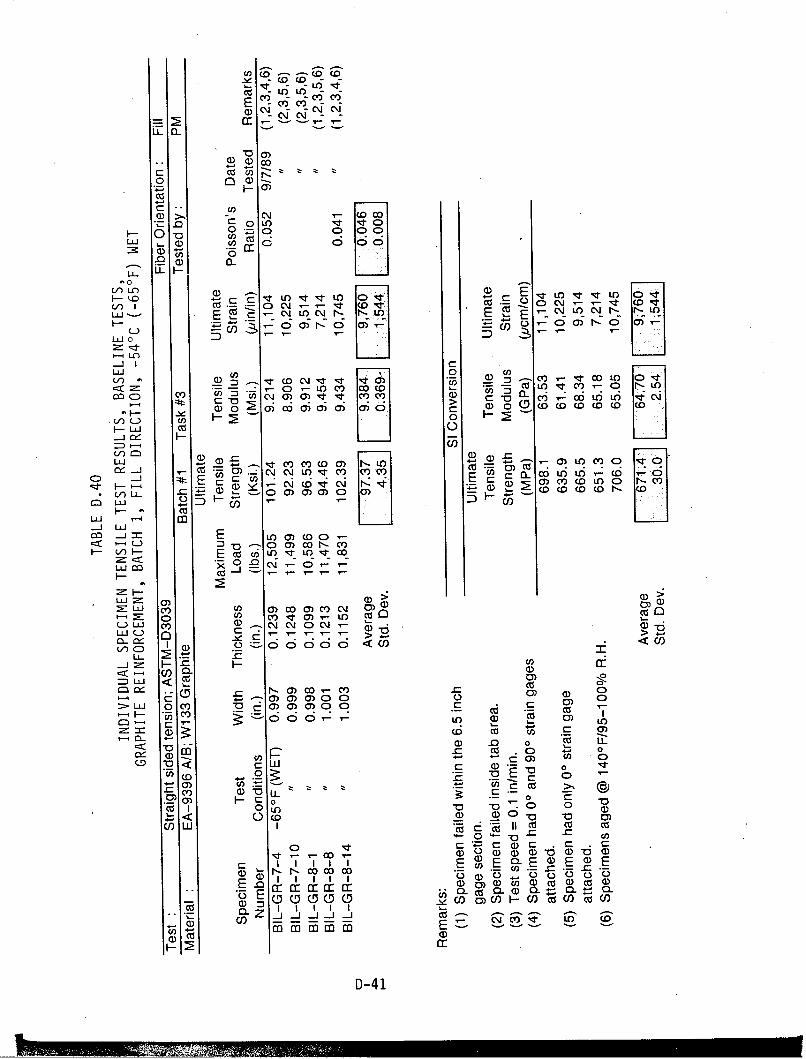
(D CL D i - -Ci C\LCD
a:: '- -
Cn
O-j 0o 00
cj, toas 66 6
LL"0
E
LO N -o-t0O --:*' O0 o.-
o m r- dLA Cf 0fC) ED fl C) CD
Ln-r0) coc . C O 0 1
.2 (Dl EL ~ A CDj- ýL -- V '
C'o CDD Cf a
L)LL cis -~'JciI <Cl)
o.-ooo ( 0 <Cl_ LOC OTf tC
a) CD CO (D fl CU- a-~C) 0u 0
m LU OC' ~ C 0 C Cn
-1 4 u5 C) jc-j E - ~ Lo 0) CD C) L
CDA =u -0 - 00)orl
Ln o F - E) .0 wao't L -
= = ::c
CU 2- 0LA > (D0
U) coO It 0 LOciLU~c C- -e
0I C < )CV) CD 7- CD 0 a 0 0 U
I I EUE0--E
uCJC LA Cf ma 0U)C U)CO cOa)
D-41)

C- CD -Z C L6 CD Nu~ -CD -
j=- -v ' CDi C' -fU C\J' -C\! C\!
aU) oco ccD co
O)Oa)OC) a)
.. D C/O0 -= C) 00f C 0 J
H- c;) 6 6 66
L/ 0 aLn1ý W Z- Wrl aCD IOCDj-I cU) Ecco C C)(D1- 0 o.oIo
M 0 O'J DN- 0C) CD (M. 0~t 4 N
H-CO 0~ Or C
1~jn * ~ C~ C' 0C) -@CV C) (Doo~ I' C C)C'It HrCO.. CU30)LO)ItDO 0C V')CD
m1 H--i 'T) 0N CD L q D
c- a)CI Li (~U~D (D cDCD Ho(n WC\0
C-) -'0co0 )C
LUH- 0 ) )S C ') Cl) Cf N CD C)t- N'- 0 ) ) C) C1
a Cl) m 0co N- )w c ocz . . a = '
41 E -6E ca nL oL o qc
a) m~ IoC )ma (DL CD LO CDlo)
-j C Cl)0 U)
VC) C-) )0 'T0 0) 0) C 0
"w 0/) C6 C4 -
=H co 0 0 0 CD U) r, 0)(D0)2:- mCD
Ui- CU 0) 0a_ L-- U) >0o ~ I
V) = < 1C CI) 0)C DC nCD ~~
U)U )CU >< CZ
0C .0o
.7~~ .C C -C
LOZ lii lz -'-LC ) Cl6 c
mm0m a) '-- o '- o LL
CD coDC4

(0 CD D (0 CD0C
CI 1iL6 L6 L6 11
E c) c) c'.'m C)a) C4~ C4 C4J C'J C\i
UD 0
-O)
m 0 Oc CD Cfljt0Cf CO4- c C C> C).
0O. U) 0 66
.L L L --
ll 0
V)IDczU)rc LO LO _o _ - Lo m, LooCO, .' C)(3 C ) ,
-E cJ cy a)- w l -c E<D 0-) m a c) aC-) C7iDNC; 6 C;
C a n 1U) 0 c .Cc c ['a a-.cJ6 r' cj t ' 6v-7 F'-O) ' O) O C'JC
Ft- L-) E1 C)
C') 0) C'I0 00C\j 00 ~ , C. Li0 c CJO - ~Cd co Lo , 00oen too o~ CD oc 06cy - - ,
UJH m) OD00)C
C/)
E CC t 't 0OCO C- -0 r-CU00N "
co CZ -j
a.)0 (D ~ LC-) CU 0) F, F0c)ý o0
H C 0 :CU c L) c) -C c.0 C) U)
C)D a) ~ v
cCI)
C-- = 10 0E) - a) 0 )0) M ) a 0) 0) CUM CU)
H- CJ) CU Cl) Cl
Cl) 0~WE
.2 D-43
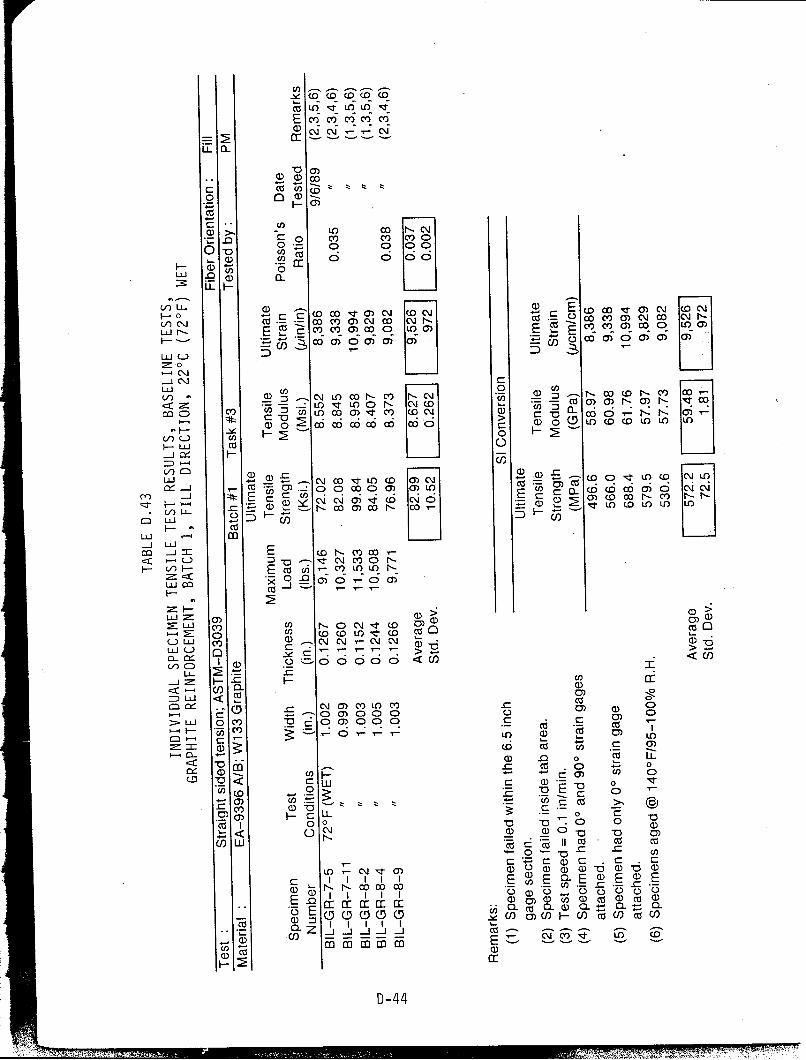
ct Lo LO LO I~
E Vi- co,~ c6V- c6
C: o CfJ Cf- C,- C'
0 -Z.- CD C C
o)C
LU U)
F-rýE T 0c cv) o~\ M(.0 C oC\IE E c.0 ce) 0)co 0 CLO 0
ZL O ) ) ) CD a, a)- C5 c' C3Ca;
S0
LU I0 aU
(fo CD Cf)LO LcON v 0 r- C\j oCSa m r- ) _ 10 D
c ~c~o a)ITcfv ( ~ D COC' 0, -Ua
Ln 0
U-LU cdz
Z: a) a) 0 t or-0 0Il lF) - CdC C l C
LU a
'- ~ cz U,
<c LU) = 0 - -' -~ 'Y > r
DLU 0 C~ tC 0 Ma
E: 0u-F ~CV) .q Cd -CJ
LO C.. o) L
V)) -: : : )< UU- M
dD 00 CO .0) 0 a
0C\j a a,) LO~c C, C)
cnF M-. *- .n - . C , .. . Cz
c: LO~C a, a)a az a0)
I0 -,0 .0 0 0 0
a, C"
CY) cz
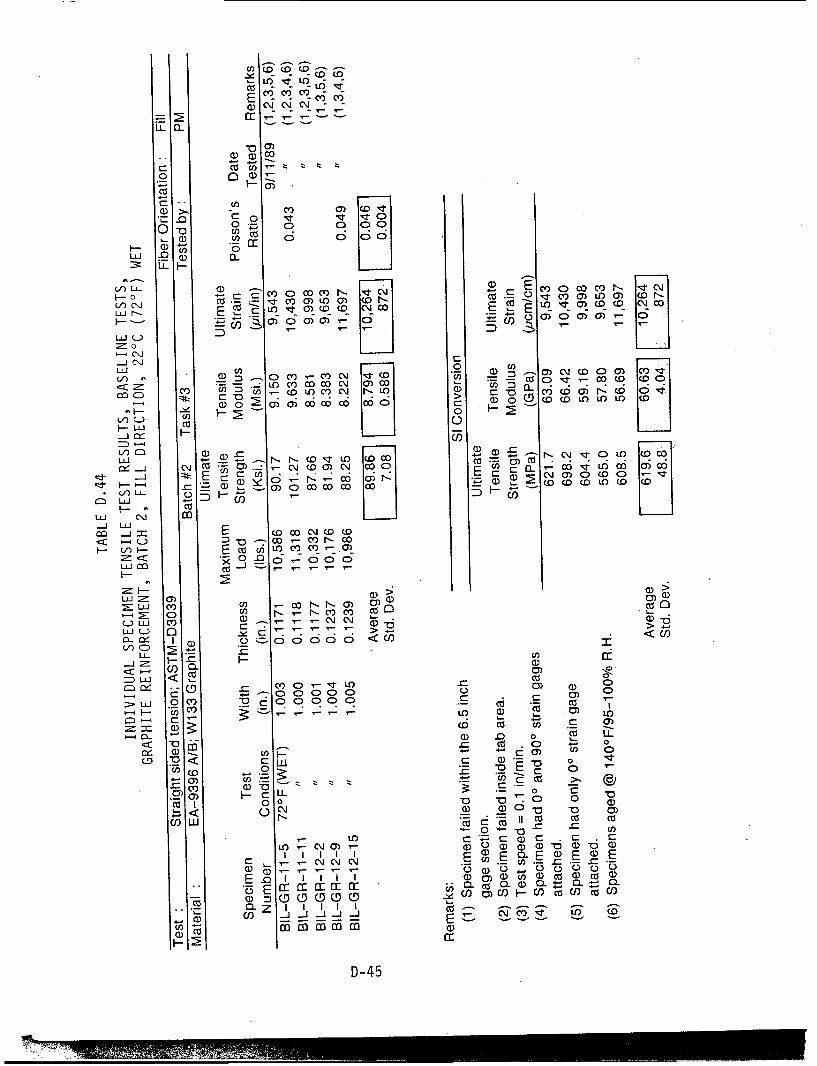
-. LO) 'Z LO) -
E ~a)c'! Ci .j C'! '
r_ CZ cn~0
CUV
: 0 V It -t 00 0 0) 00
0 -0 ( CO~ 6
(f)LI U)) 00C-.lE c r)r j
C-o ~ cCV) CflC) 0)LO ) t::-ccz C.5'i rC)O() Lo ) (D r-1
0 a) c) 0)0C;L.LiC\C
CL 5 .. L C)J~' V)c i. 0 ( - C 0 ) C j D O C V) .I
(3)-
F- - 2 r
L-) 0 l) 0) )
LU CV) Cý) ,-C----0 0 )U ;I )oCD0
Z: a) a) y =~-C ) V a)D 04C CUD) - -
toL C0) 0 * o0 0 c D ( D L . .
wCU U)
C~i m
uiU) .0 0. co LL r
21-- <C CU7 0 -coCLU cc
*~(Duj C) U,4 00t01-0 )0
2: 0 ICDC cn C.) 0Y C6
C-) w)0
C0 0DCA
COW *C:IC CU C
Ul C:) Q C C) C5 0 6 C
U)UU))U)U< CZ
-U 0 -) C) 0 CDJ a' C
nE 1111 IC: T LO COCU O LO
CU- Cf)
CO as ELzv-< t -0nm 0)
U)c cCY) (1 'D-E5

a) a) O ? U) -
Ci)
Q >1 c CY) CD C')-0l C:0O U) OU LO 0
0 -=o 0 00C)CLU 0 0 HC
a ~)
Lt)LJ w) c')1-G a) (D E. VrT )E C r- (D LO - Nq(N14D
rý 1 JL c c
oiJCId)
Nw ~ ~ a cica)¼
w 0 cocco 0000co a)o L o(DL o ((/)) (i1 H01LU (D _
LU a , iI c E tCO CO CO (0 &c6
LU Ci 51--C ILU (0
-jLU~ ) )
)L 0j E ~CO N CDCIt
V) CD W T d)CE cz
0 u)r-r C o-4
>) 0
W) C) (n ýt (0V ) zo- Co =C)N " "
V)~a CD (DC C o o )U
EC oD coNNNNC
U)U CD C) 0 C) C
.::rO~ -0 (1) m.0 .C(1) (n Iz 0 a
0 a a ) 0aC I 000EE0E)~
2) 0) C:-LL. 0 cdU
rC =a) z d c
0-460 (

'-0CD -CDCOC
ccO 'n M C# V
.2 aC)C IO
oo
0-00 0
(D~0 a-
l) o
urn dIzC n0 - - 6t- ir:C
cco C:) CV)a :3 CD O I ) -it: 'D*- - *0 -'J CD - >L -) ) ~ 'C0 )O a-N mo ~
cn 0>t-- U-1 D
-. F- ~ 0 0 0 C)£<l=D U) a
s:4 CD a) V 0JC 0 Y
CD -o orl nC D ) ; V, U-T T 0
m' 0 oo qV) (3) W,-. 0) .0 440
U1mR 0 > -0 N00CO
uj V) M a Cu )aCu CM 00 0 CV co0
U.1 L.) (D~
V)) cj CO CucC
>-) C..1 01 CV o o'
PD-4
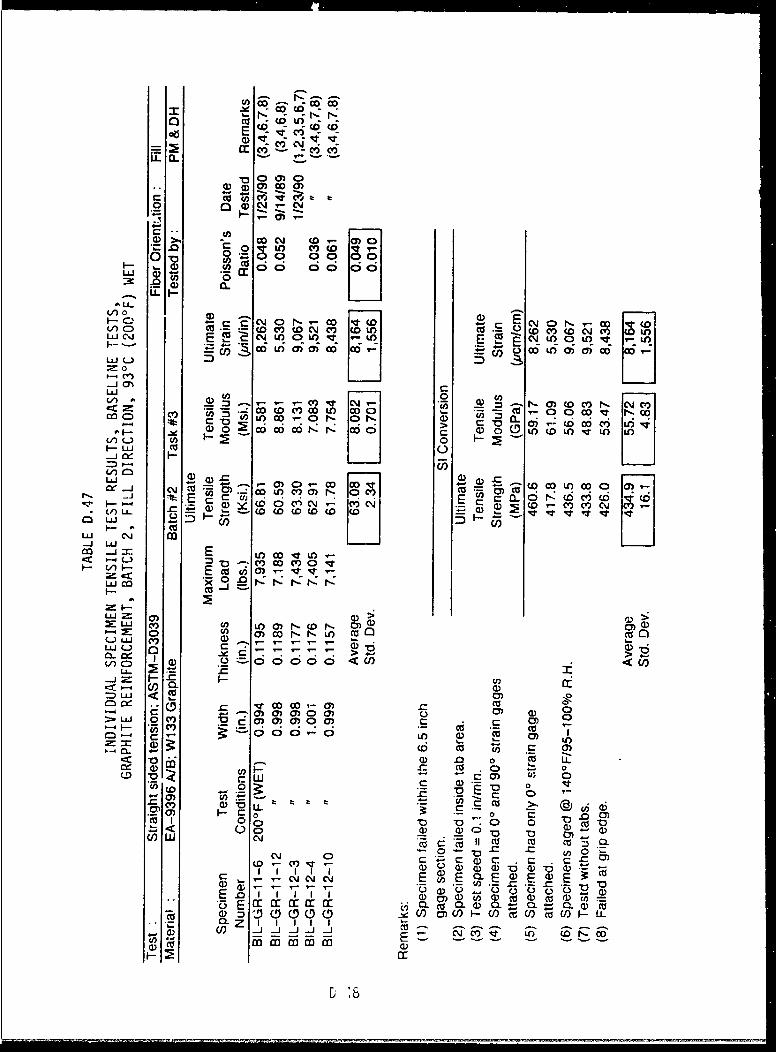
0) '1,: I - -
CL -1 , -' . -
- 0 0 ,0
C 0 C( CYJ CO G.22C L O0-0 ca- - - - 0 C.
U; 0,,
0)>. E ~ CM V D.. 0,0 ý
Co:
00
o) 0) ;rjr~c C14 N 2 J0R c) co M
cou C: V n: * CDU
0)-'- u) CD 0 N 0 (j) 'm DO0,0, HV )'r,: > Q) 0 .IOCD O v U'L ) LfA
II 0 -
Li(LL -(C C
0) 0 t- 0- 00 V I o oc-a
LiJj 0, LO0 1'I-E . -- ( 0 tO ,c N-N CcD
()4JJ CVD Q "Cl C)Cl O C)0 C
V) <C 0) w0ot oc o T' 1' C
U Cu7
on Cu =5 E LO0,qL< ~ " 0), =0 00 COCO Mu
ul~ E c u*2m 0 x-C 0 0D~~f
Co -J 0ZV V : C U-~ ,C
OWJ C\J > ~ I~ Cu>u
urCJCJ% Ef) 0o N co -E 0)0
LU C-.) (D a) V j-
UCU
CO 00-0
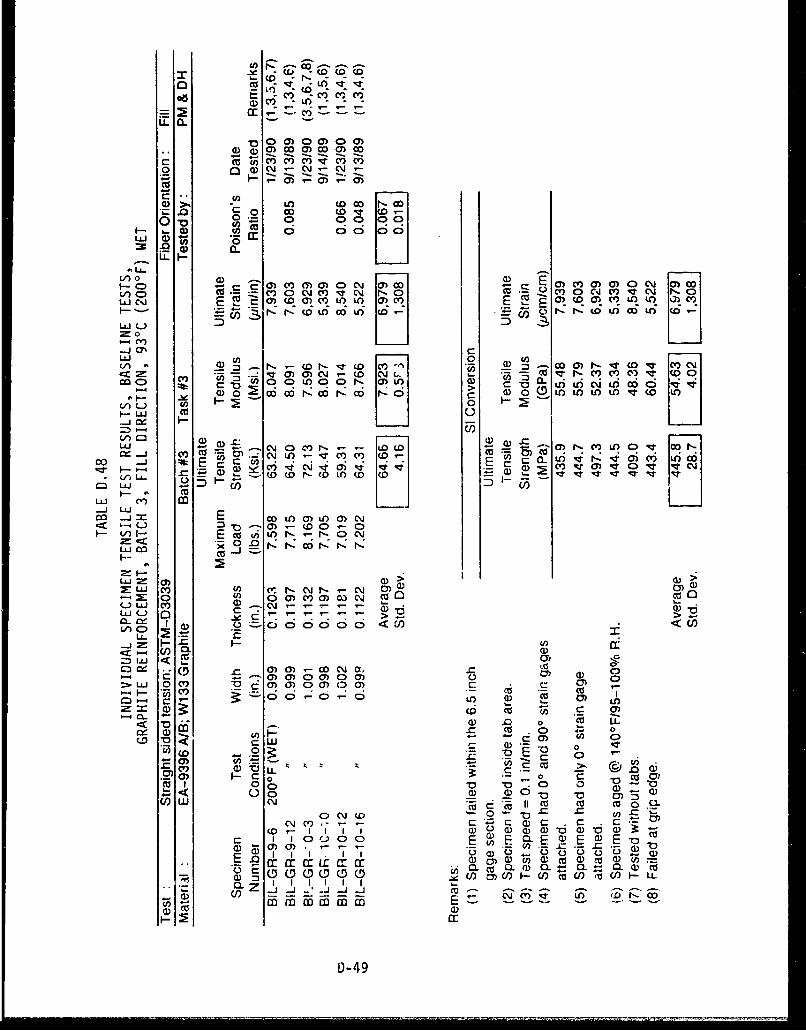
r-C 6r- Z: z-
MLo -
.2 -1 M 0 4 - - . , - .
4)>. (D LI) t-~ co 00 (D lc CO~
0r 0 00a 00(1 to 6 i ;O c
0
0.0
LLLL
0-L (1) ( K-J C) cz Z-V \ V ~ -0 a c)b CJc)'rC
I- Lii wo w 0 C 0 NI-DI)C O C
I;. 00 CU
1, > c 0 U) i, U)0
m ~ oo 6 mu N n r 0 u17 2
-j L . L
m .. OC= E 0 ') aC) ) d) 0O) N." -) :3'D -0 CU CD 0 7
V) E0 Lo t- N.C Cc c0 .- 0
ý~~~ ~ ~ ~ X0 .0 )m )c NcC o a)a ~ ~ 0 )
N () I- z - C)Z a, .C
OL a)
Lu < Cc40

APPENDIX E
INDIVIDUAL SPECIMEN COMPRESSION PROPERTIES, BASELINE
The 48 tables in this appendix present the detailed mechanical property test data
measured during this program for each baseline specimen tested in compression. A
summary of these data was presented and discussed in Section 3.2.2. Two types of
compressive failure modes are referred to in this Appendix. Figure E. I illustrates the
type of failure behavior associated with each verbal description.
Shear ShearCrimping Fracture
Figure E.1. Types of Compressive Failure Modes Observed.
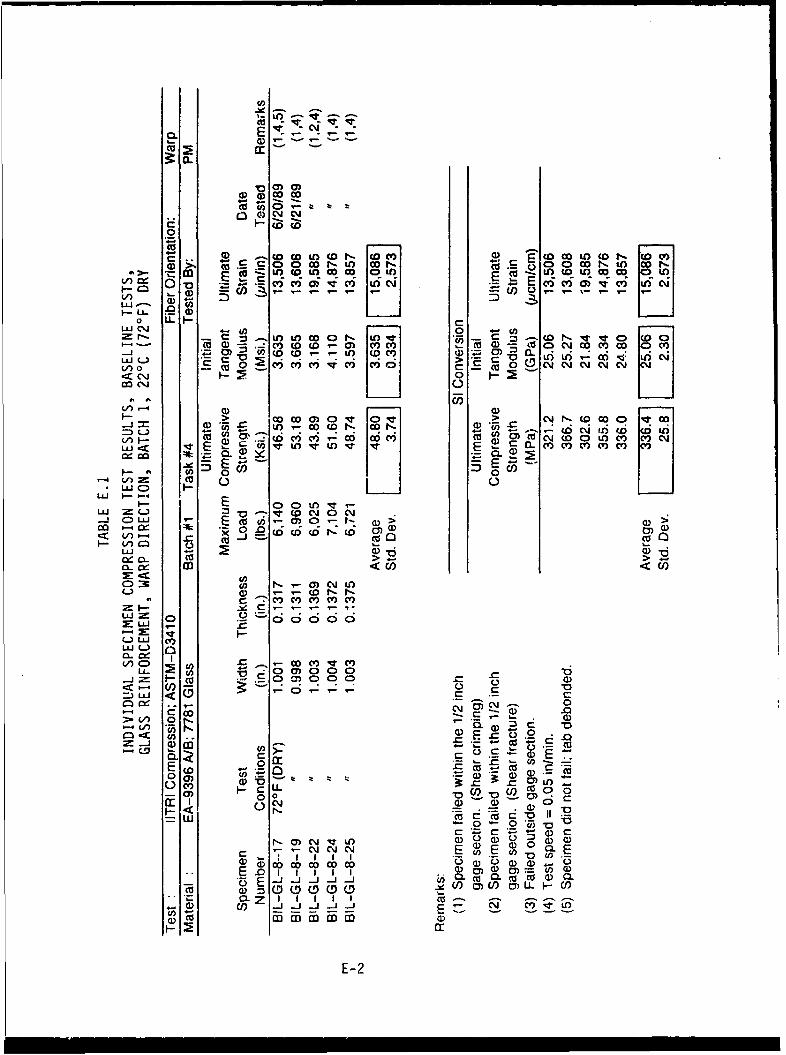
LO~O
cc ~ ccc
4) 4) 00 CD =- I-
r. (D OD cOW N CD CV) c(~ co o Oo t.co co
CO cc-r L~C Octo.LO O O CD Ln ~~c~t) W
SE a Eo0 c cu to( f oc )03 LM ~ M3)VC OC4Ec6c ;v v i
0 LLIUJC% -n cn [] Va -c nCCn t DC
0) 75 cr) (D 0 -0)cItO75":) N 00 m U OD (D000) ,.(D (D¶- ) W~ COO 'Jc c c a)'
U)~~0 -Dr-C
Cfl0 Cf
(W Y .- *0O 0
I-- Ei) 0 . C.) lqZ~j =LJl '- 0-- CDCiC ~
-. C) ccco ý = E 0 0 (D 0D.(
.C a)~ U.. ci >C>
IUCU
= m. C) C)~ C
w. ) ~ f 03j C.) 03~
C3 )ccccc CD a) m3.(.En i ii
CV)C)~U
-E-
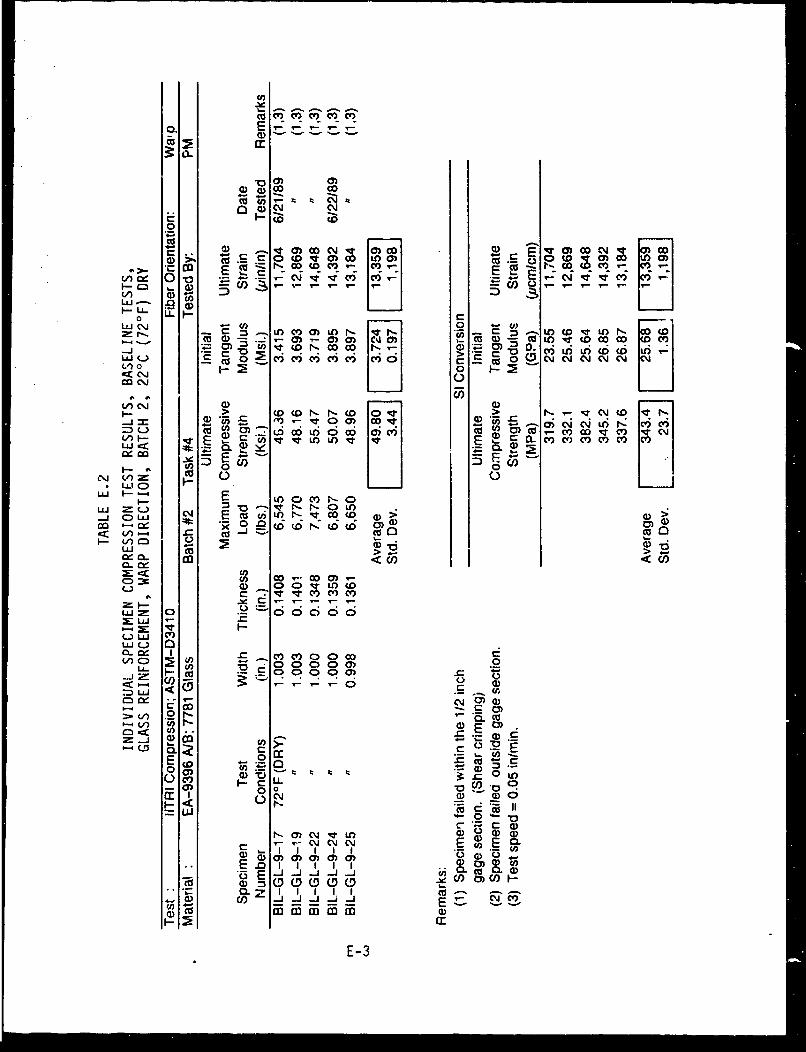
~aa:
00
r-~ ~ -O E O
V)~a (D Z5-4
0
Cu O0 DCi 0) U')J 0)
or U)CtC DC D cLzJC, -0 > T]0
0 (
1I- - V00 0- (D OW V . . . . . . -
cce~ Cu CD C M Ou-
Uc) j o6~ L6 6 civi
~ A0 U)U-1J C 0
-J OLU. a) or-vww > C>
< CC's cc i
CDO 3:C O0
L. -j Cl
.- C LU.---
0MW 0-40)0
V) CL C
4) co ~ ~9
U) -. l i i %: Z:
-2-0 CO -0E-3

06. 0 c ' R-~0)
0 )
oDc
-. o)o 0) 00000 0 COGo ~.t 0 -e 0 coac ~0 0 0 ww l 0COC a0 CQO
9=- Oo -( ( L ~ O CO - 0 Ir Tm-c a), -3 15I-L ýL L
F-% Li r0 0
(I 3 CJL v V 0 CO
zo C M 0 M e O v
r~ 0CO LO r- (DODN CO0 (1 ) f - 0 .
C> "a 1t )(0 OL L)CI- 00 0
<2 04
u)V U)C V C)V. .C1 -06) IJ 6 C : Li) c f o q
W~~~ ~~ 00E0 - U)CO) CV) 0 Uq ~.~I
E ca co r'- T cvc a aCD~ wii x , 0 6(6r. 0CMa
ý W ~~c cc
VE)TTcm ca >0LU U) < rr
2: CX c 00 E-40

U) - -. -. -
a.:
(DCuC)
00 cc o vaE 00ccCo 0)0 o- 0 C 0C)C
LUo Cj 0 o
- 0 CO c n c v) v O COca (Dt 0 0 V )M - (D M "r M CU- L LI- a c CjC ~-ccncv 0c CC C0 -. C' r~- vi Cv) 0 o- 6 )L-iJc .-j 0
co C)
0;)C/)Ka> UDC~i c) - r- > L) cn )O C) CV) 0)~M- f-mc oc O-C OC Co [j L j
COC. % C4-\ ~ E/ a)
O~s5 E )NC'C'1V V) cc
E <0L 0m(
-j C> oUE m u - O Oc )d
<o V) ý-j o ci
u)~ C')n 9
o '- 0
oj C'I)
CoJ Ui CUL/)~0 C) mo LON
LL. 0 C) C) 0 I
V 0) :3 _u co~J.J~ '~~
0) co caiinr a)o
E-
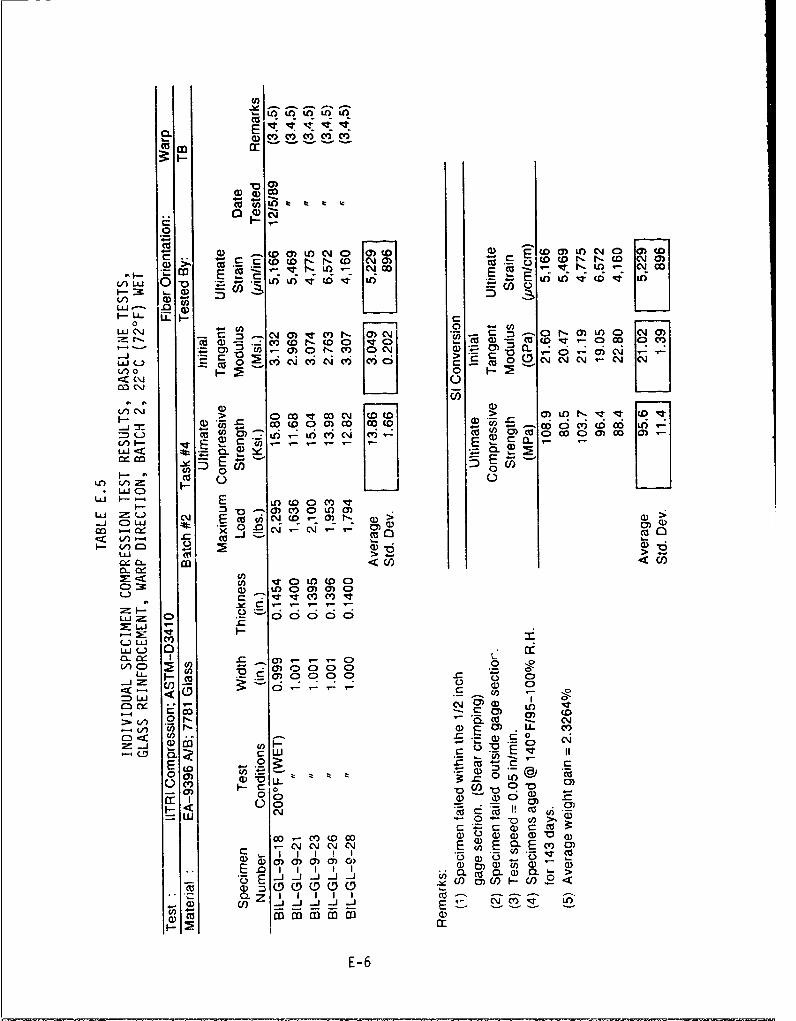
cc,
'- ) a ) U) M LMU)
cc
Y-i
.2
4- ~~ -~COV U) CJ0 CO~( (OLl%0C
F- ~ ~~~~ E Tr ) -Cjcuj~~~~ ~ ~ ~ 0 -0U)LOITCD L6E cýEviL6v7cd.jL
7M C: C )r cNC ) r'- O3)C04 0 t-cu~ - ,--oc) C'J 0)
(.1) [1) o. coI Do v-Q t ~ ý0 f
V~u~o F-) 0 C F u-N~
0) 77C) aF-. > 0 c 9 oN ( c 1L)NI
00coo o o c doto - OD0cr) toOD Uf)i
-on ý-' C a.
)0) U)0000U0
U0 E Ln o 0L ) mLU MV
-j C.) 0i N E N t )t )>a
.c wo o z- o~
V, cmg .
a- Ne
a) a) 'c)
-U o -o ,
C"c C0 C3 C)u
ci'
0, 0 rnn cio
E E-D

o-W e. tn LO
10
'gr Na D' CO N0) CD Ln co
4) CcO 4 0 -%Z -40) C)f CD) 0 c! c! J C'J
(10 (A 0 I-
) ID > C: 0E
c. C6 6 D EiCo 00000
-CC fla-')C
o 6666
w" m 00 0 CSL i 6CC ~ ~ ~ ~~. rA N 0 ~ qC~ >aa
0 0_j CoL-
s
.- Co Co. 0-'
t.0 V)
W 00 COr))%
-cc V)O -F- (n C:3 w
C:) Oc O r- ?- cn Ccq
CV))
coc
0 C)CD C E-7

(00 c
LO.2
LO W04LO VC OLOC4Lfl ý C9 -0 Qf r l
4-'
LU)0 QO .0-0,CCOR
I-u- a) 75 cr0 )L \ -ClJ ) c oa)V )C0) -i C 11) QCRU
CE ) 0 FEE4-)
()~~U I)F]>CV) cx) CD CU f t L ~ l M C T 0 V
(Io t; a) N I COU). .
-J% or- U) aCu D 'oo a, a,)Cm>) 0 C~
I- m) 0 ,U
CUUC) ECl <Cl)) O
(- =. 4)0m - (J 00u7Lo-i~. C) ,- r- r ) >-
V)LU CO O ) 066 -666 c c(LU C')
-o >C >< C.)
w- C 0
C: 0-~ a) C
Cv- cm -
LoA E)C coo-a
LL 3: r- 0
C)r "a~ 4)0 LCc , IC) .0( a~)
r- N co- 0 L)
Zl E ~ -- CO - n
U))
a:
E-8

U)
~,cc
.2
E. co0 CV Oh E'C' Cu tq ccq- a,
V)O Ez Lr COO) Eu0 L6 O 6 OO)T
P- u CO (n 0 -~-a O C~a -.. ,.
wJL U)0)
M CLU) Ho 0I :=3 OD~oo ococ r-Dc N M-c~~c OD -
CM= c.vCjN 0 Ict ~ C'u s LO4mcYo 0-4 CODC-3
II 0
Co LOcN~ Lf0. II
0)V)~JVCCC~~~~j ~ >- .- to - r- 0 ~ ~ - N CA 0
co 0 0) q n
-4Uf -4 m'
C</ C/) -
tj io
CO ... o .2 o a .2
<cw = - - . .: 0: u
0 'E 0
V) EC)I
Q) EZD U-c 0r

U,
Q))
a:0
s -. ' 0) ~ U0 0 O C-4 co cr--m 0 - c N a-C)) 0.)OM0 CO LO N
0- -0 -- COG P-- (Dcc c 00 ~Ec6 c6 :cj c6 c6iOf 0 "C )ii. a (D -l C~ -aa- i-
V)im 0 ) L ~ ~ ~c ) 0
0 0 I
tD z 4) 7c r- V , 0DC Oa o4 Oc )o0 oc;m0 t0 OflQ) CO CO CO 0 D 11 C ) ) ;C
r 'a > aaloI. c O ) JOj )C <c)U) 00000
V) 0 Q-~-CC.) -*I. .- C - ,
LI 0
0). cU) V 00 v0600 c D 0c c
0C 0)<).
Hj C) M~ 0) w0 V
E ~ ~ ~ ~ ~ U ql )0)- )0(
<O V V) 2 a) acc >c >-C)~
V) VJJ .J CV) 0-V) a-
C/) 0g
C)C 0 CC)C
Cl-EL1O
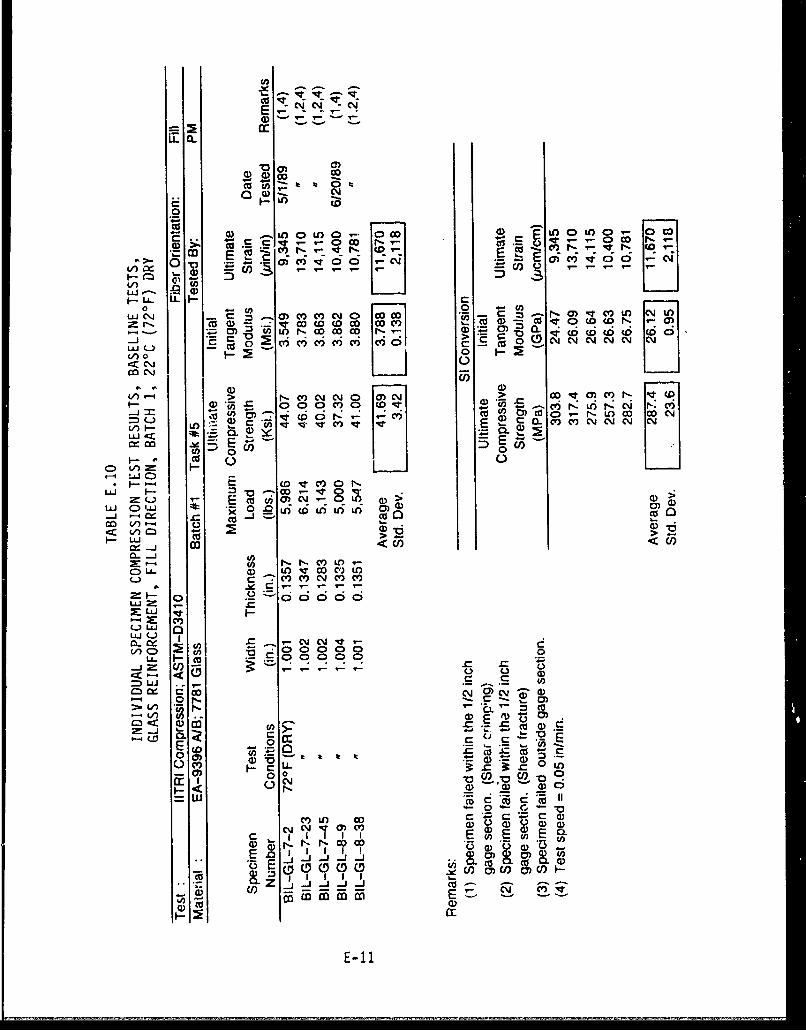
E CL
COJ(0l
0
0D cc L OUO 0 0 rlfl0Ur ýC>0O'- I,r M
E Cf va0 10 KY C)I~ 0CV) c
C.O
~ h!! Eliui r- -0) c) m N0 r- M nt IO U) 4 U*
-) 0 F- F-
UE r,: C aLU~ ~ ~ CCCU-L%
cn00 (n0
C)~u a) C 2C
aC a,
Uý~ ~ ~ ~ - 1-C V

a)
CU a ) CV C C
0) cm
IL 0c.
CY. 0) U ) CCl)
0
cc U 75 00 -t 0)0)0 G)0) 07 ~ ca m m ,. toCD t-00S cc 0 -0- - 6 6c o00 jCjCl 04C
0 L) 0 () Coci >VC LO LO CV- ) Lf)OD76 V ~ C 0- - ;! N .(D r-c')
(ACn a a
0/1 2l CV) C)IqC) m E c cm 04 m (DC 0 c\CJL C,
0- 0
E~ W/9- 'T CV) CVU
cc caQ 0 0L6( 6 6VLn CZ
OLL >,uto~'
o ~ C; o i 6
L)La
0U C- 00
C
C" cl a
0)00
000(AD 0O v~.z
ED ~ ~ ~ 0- 0, MMv
. C/O) ch(f I-
CL U-
E-12

0)
0) w -
I0
.2 -0a00M coV)40) Z&ooc~ CM 04 0o oo~ CCM
V; 5 coI~
(Z~ I-Uu-
C') 00)>C n )a)O:1t - M~ V.f U O) rLt)D* oo
> ~ NU~ MU COED U-C.) 6 - 6 C ... ;c 0 C Y CJ I V C
V) 0)
CoO> oITvC 00 00 V 00 C) a
0) rO0C O c m C o 7 )0
V) I-
to0 0C 5 0O0O
V) m
uj ~ ~ ~ ~ E0)0 c)c21 SR0i 6o L dL DQ
w 'T7I C C 0w0) V) >
LU r
Iww1
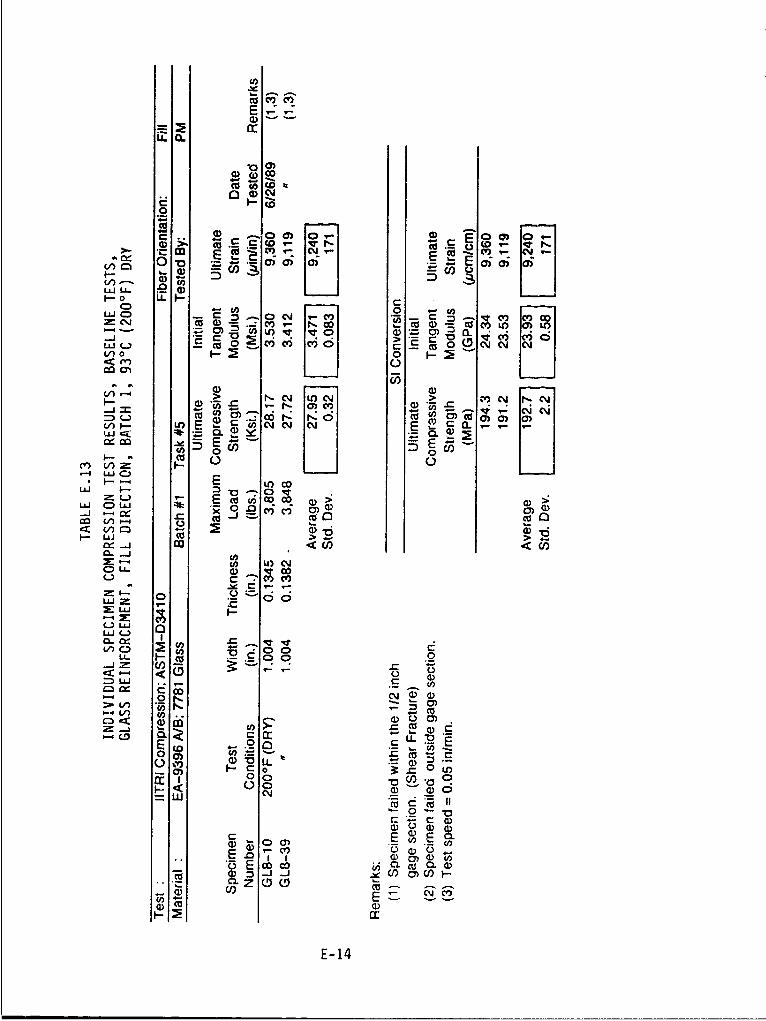
cii
cru-a-
00,a) 0) C-
V) Q. 0 ) ~ 00 *
10) coL!J U-Qo)) cnV -
-F a
4- 0, aI- j L.) o 60(U o0 4
< 0I
-T U
Eli cz W-U)C 0J
m V) c.CýY
LU C-
u JZ C Cfl
< C.') M (D 4
0c- U) > 65
U) N)coC*~I
U-)U U))
C coEO
U)VI NVL) 0
cm- 14

cts CV) cY) cf) C) c')
M) a.
4d a C) cm~
cc. 'CEOl)fl~ M W) Waacc2tw)cooI 0WL Iq ~-O Ci
oCo = 4CO f
C)C V M()a)) V I,- 0 aaD)) (00 *LaiCa4)aON nu)aD or ) OD CV V 'I*- U) 0)
CIQcj v NCV)0 N )CV )'-c aCD - ici i O>jJ a Kjcc- Ic* C.,)m Cý v XS0 N C N CJ0
o) ~'CV) VODCO ) 0 D - O s0
oo W f. W00 0 P
'--
w~ Cl Z- 0c)con V) -, ' DC
0) cmO 3aO>f>000
0~ U) )0t
C*4 CO) V) N
CD~0 M ) 0) 0Mc) 0M
E-E1

E
0) -0 0) L oa
ro I- n RrCl) to uq -4: c a ucoE r.: cq0 )EE 2P
V) 0 = .3= E- LiC400MLnJw U-c
o .2
0) C O OD P- 0 W C', OIm'C LOLrA~~VC)VC)V m~ ED C~l O L
U0)
In C) C\CNCOO
Im I II
uiL E E c
E--

cc - - - - -
M) 0) v- '- w- V DC)CDI C
3c ~ ~ ~ 0 'o E 6C c i-
0j0
*3 al 'J 6 V 0 % CV) _O0t oc oc
0 0-..~-~'C ')r' 00 CL.o-( ~criwaso1iC 60CD0 -iCJ qC CV)0
V) 0)t
oAJ - -a - D -(00) )
u) E T~ l 0C ( r- U)
0)
E~J to OU)ONOw
V) w~ '6) CV) Ti C
2- 0
cDLLJ(- a oa o
'0 0 0 0
V) C)C 0 - -. 0Ll- 0
LU ( )~~ ~ cor-- C
Ca) U%.- tm00
CL L0 ) a)0)4)~~ l0iL c
W I ~ *
6- 0) (n_ 4
0 0) U ~ -
E- 17La)a - )Q

E c6 6 vi c~vi v
'0)
0 0
.2
a) M UL '0)- 00C a) ~ t) Oy ' 00)1 I. m 00 CD~ CV) 0 7) ~ 0 ~ ' cycO C'0a- m cw, Go to~0O 'J co 0
(11) U L(L.1 0)
ko M ,CV) Da(M00U -C'J .0 = -M N co co.- 0) [7.:C - Ot DV 5C
';ICD o r-cItcr)o cm co o0 D.0a O)4q ccfcr6': Dz!~O cvi v cv) iiC6 cj6 o_ Q o C~j C14NYcm 0
0)j 0 ~
cnu
CCD
v; c,7 w u) (D ( ) O) '4r C). . .
0) ý*--=)C)
w~~ ~ Cz X.)E
WE CDE C0C) c)G
U)0)w~ *Qr v 0
Cý~~~- C W-C C)c r~..(A CO..
.- (i~A
V) CD 0 0 C 0<~ C CDIC
V) 0 OO >O
V) ~ U imc - E - La) 0) )
E-1E

0) ()0)4---
.2-
a- r- lJ LO C43 C
ILOI -C5
V0)
LU LiW U t.0 4 75 NCO LO1. 0)>CMT-
CD 'a. Cu 4mv vco O ( 5v )t
0 = o C :~() 0) N ) 0' ) ( O t . . . . . . .ca~. . .i f) U c CV Ci- K
LLiJ 0 C)C00 -00a
r-L) ccu -. 0u00 C(AO (fl 0 0
.cc ~c >
u~. -- -i 0
Lo A ) U
CO00 Q~C) )
G) E c)) LC3 ))C X: c~ a)C 0- 0-'0
-jn 0 ) )E c
CD LE-U)
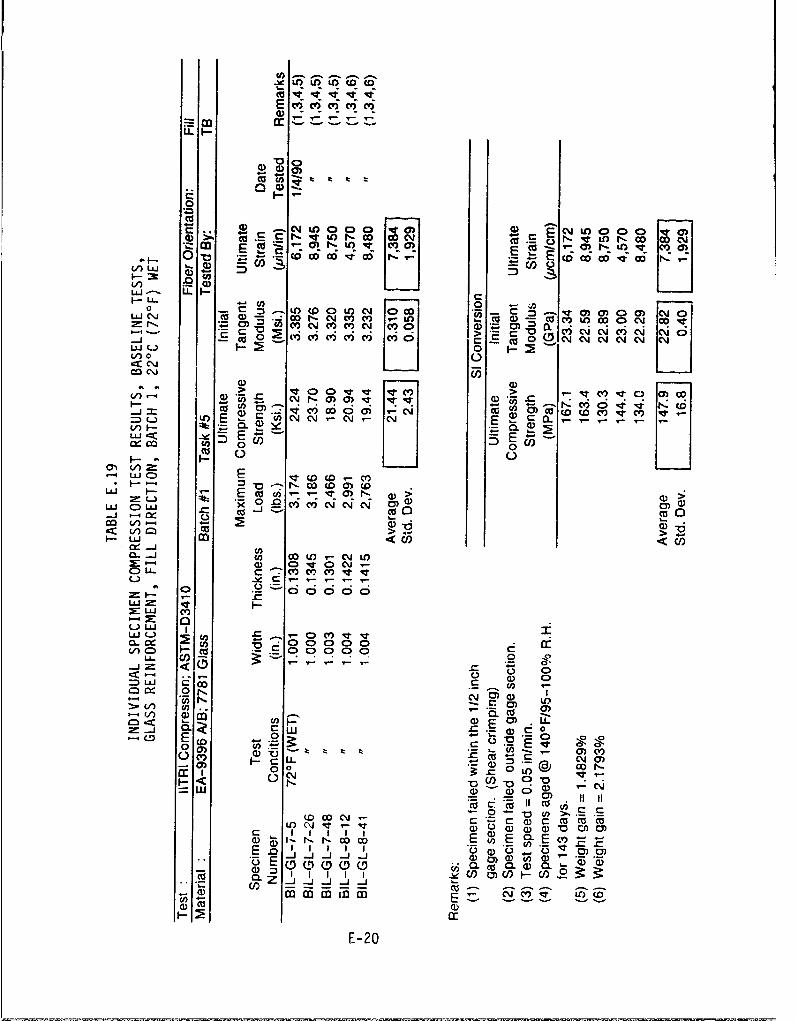
aeL nLO WC 'CD
E2c cvi vi) vi coi0) - :ý :ý
04- 4 4LOC
V)q
0LzJ (D Lo C,4 i) 00)c$'T4 "0 (D00)Lui) F1i 0c Q)7 0l'I4c)n -
"a CV) CQ0)C) 4 C
L') 0-) 1-- 0
V0) 0
ccU CC CCO 04 .. (
0 M -0)0 V I V) ' CO
V) C W
-w E E
EC (D Cu II CfE c oi c T ) - a)~ >~ _ >
C-O W) 04 u) 0
F -2

U) It U) i2 UF
-0 1
C ~ ~ 0 0) 0 4,L
a- 0) dNO) ) E .) 0 -- CM
ItI 4ci 0 h
cm'- CDC ) ) Mo L
(A% 0
VL) 0
co~Ln~~ ~ ~ ~ CD-T O -~
H--i CD - )r
cc$ 00000 L D oL C -CD0
L) COCrL
cc (1)' 0' C' C6
w- C: E r- 'IT O
CZ V) ca c000
0~ 0
(D OoN O
a ~ ~ ~ 0 m 0)c* o
LUC. C*.v
V) 0)as0 0 C) 0U- C/) C; 0
C'J-C C' C I
0 N.) 0)0 0)
I I I I I CU-
0)0)L cncolna
CV) c=3 .-E-211
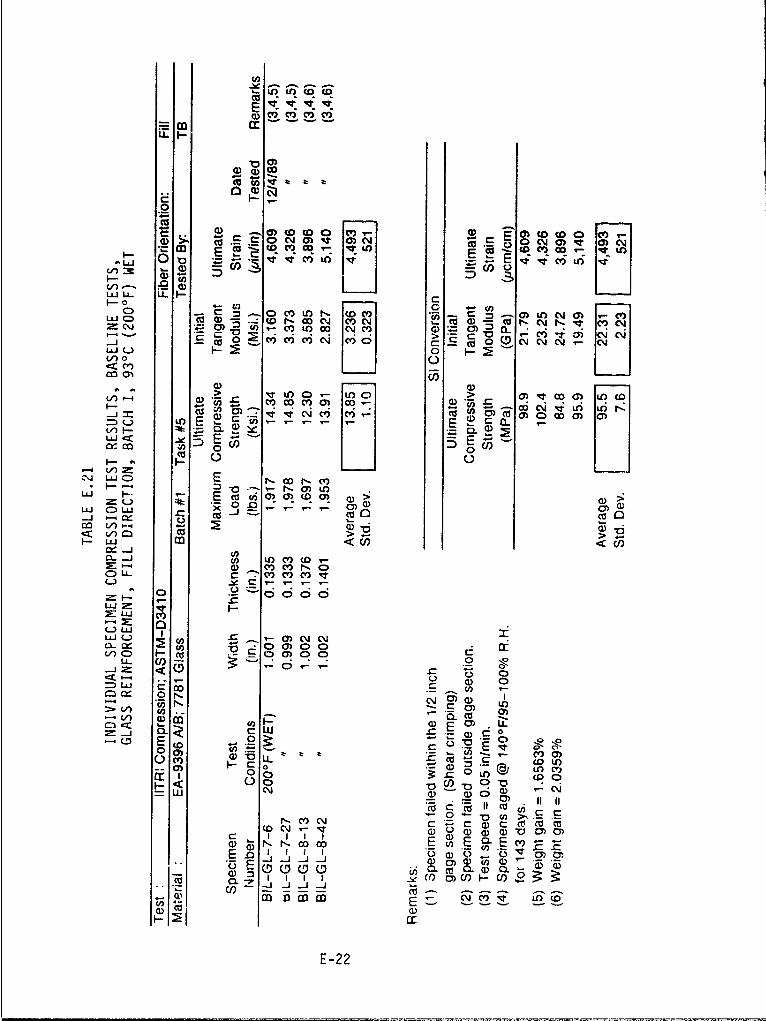
E v
.LD Cd ~~0)C CCV) C) (v ) Nc - 00 )V
0))LCu U-
C) m ~~- 0 m OI omL N YLU . ca ) - W --O(D NO C C)-4 MO c o W - -
V)~o Vtns 00V
Q) a.'LO0. WO ~) ifC
LUC < e5E:
f~ofInl 0 0 U
V) 2cCV
E n o a >c aC)>
CL ico) U) CO (D-co C#) CV) vO
OLL C CVC)C)
~Lj C-)
LL 2. (a0)C1 ~Q L Co) 0) 0 C
.) C 0 CO 0 D0C
0) 0 U
< WW
E o 0CV:v CV) a)
-0) 0DIr00 ~. 0 @) LI)C',
WC\J a) (DO0)
(D CVJ CL)m)a) a)N l oi00 E conE cLE cv)
a) cm W Na) CE. (9 0 D( 0. 0 M L C o~
:3 1 1 Y c UCL I Ij -i i
m :) -al) rn mr a)- ~
I~II
E-22
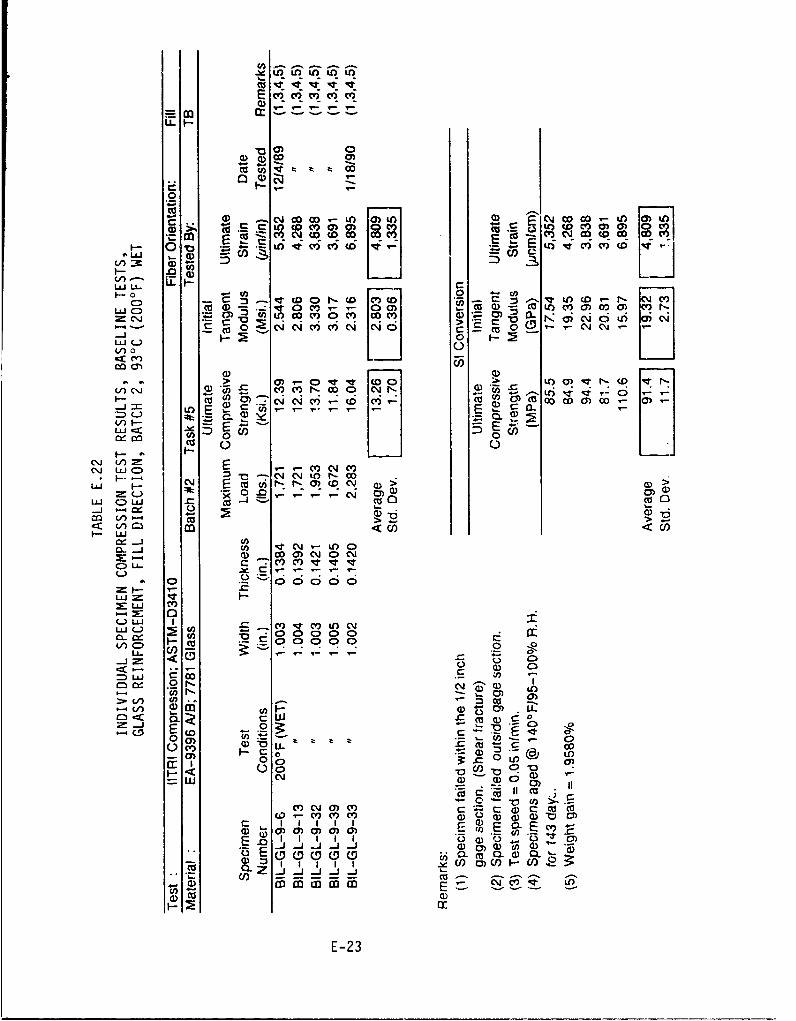
. ~Ln AL Ol
cc- - -
co W 0 co tn 0) an ) w co - IO)LLOto> cC o c 0) 0m 0 m ,Ica L~ Cf)00) iD C>
~0 II) qtu Cr t iC)ca) - E CO
LW LJCDi-c o 0) 0 2 1cn
w C 4) ~ cv -V0 a. U cc ~LO0 CV)020 c m c 02-
LLIL 00 CI-0M ODM4)
0C.) 0
a)a)
>o LoCcvf--( qr
cao 4 A' P2 o).2 i c6 6c Co c0 OMCC* LA
V))
Of co 0 0I CU *
ul E 3 ))000 Er e- En N- M
E)C cz w1a P, )Iq )E
;7( 0 ýo E-23
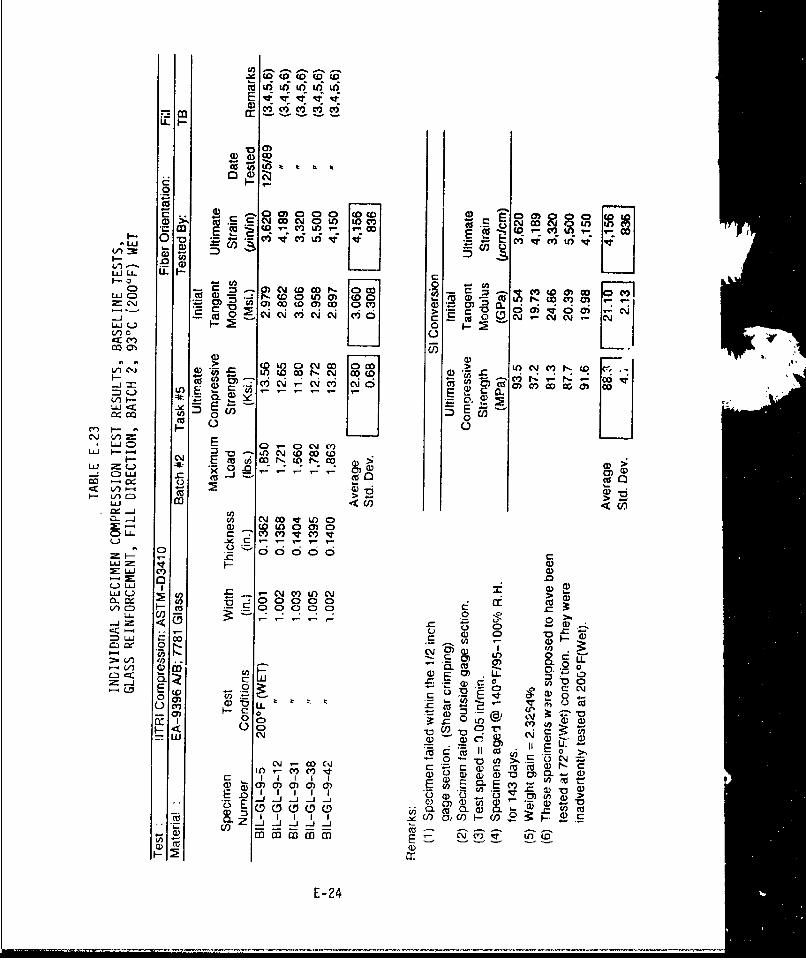
-19 co t t CD (cc it6 %6L6u L6
QO (0 0 a OC C o cC - oDQ at o oc 140 J U ocw I-,inE0 ! c EV :c
VE M. U) CO0 o o Co o ~ ~o a o g
Q~C: 0 a-0 Cj O CO- r..b a CO Mt 0 7
ca 0N C-.....C04 Cli 0 0 N 004 I- C
(Ac 0
LM 0*0
C.o U- C) COj co 0C )~ :co
Mo r,0 ce'CO C LJ ) 0
C: (L C mCco * 0).c
V) o- 0-Tca 0 0
0~ C-
Cc-(A wm0
Co U- c 0 m~ v mv
LU ;m
00
Ln~~ ~ ~ ~ -24 C ý ,CýC
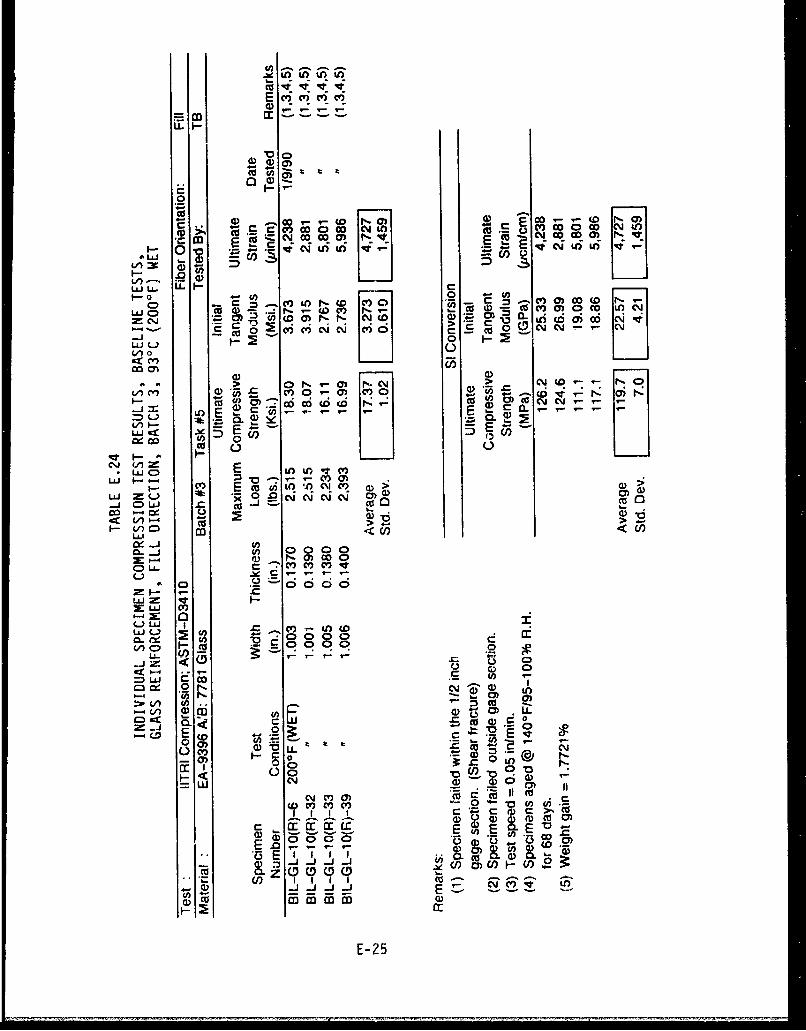
Co - - a
co co0000 CMI
.r ~ 04- O0 ,0
4- 0r) -. ,- ( 040 0) Uy vr Y LO LO V
I- ( l 5 u
ALiJ ULF- o .2 U
Ccc4- - P. cm( ~ -:3 W0 N0 c v )Qc n 4
> OF- IS0 ic c 6z
0) F/5
> l Y ý 04 > 0D ý
coD coww r,0 C c MC
L)I <CO
w 0~~ .0 000 mC4
CD
Lo 0)
C) ~ ~ ~ 0 U-c mCV
2E~ I- m
u.. ..) Ir , U) w
V) 0 C).JJU-= 0<0 rnnrrn0
wE-2

cn
cc C#) CV) CV)
6. 4) co '
00
N) CV) co ( o a
.E
-- m cC D E -2 ý o M(
ý U- 0) 0
mw-LLJ CIIVI~
E- -.ý C .u COj 1,r L'c Vv o 0) I-]
N - co I UCYJi 0) 6v
CA:~O~ U)5 )
CD 0 IICU , I-- I
LUL EuCY C0c 0) >
r- E~ cis o. m m. w-)
Cd) CL
V) ) ck a
LUL < in(n(
uLI") I 6
cr) 0
Lu~. -- 1C m
V)V
-j c
-0) cn 0)
Cuj 00
C-C0
1r) F - -LLC
rErrc Cu14C0 d
0) Cj~ ZU - a
C/) -0)CU m 0)
E-26

CL E,
V co
4) 0
a) 4) E 0Q
0) 5 C/) 5 O
V) I-
on O1 0W C4 o0
*c C) U) V Cn M . CM D 5 a a ; c -
a) II HL)OU cc~--0 D'- 7 OVC N 00 6c]c 6o
(1)~j .. 0j 3 C NU 4L Nc ý4c c .L - 0
*z0 )~ Wi- CL
V) anII -19-.WCJ 5 E0Nh 0- U) 0 0" 0
cc 0
L w m-. ~ -0 cDC(D ww
Ec C) ýq m co cc) t(b
0u 00 0 Q
CD -
0c C. OC-)'-
XL
CDW <cvnC4)v
V)~ ~ ~ ~ = 0)
o I-
CL cc%E .2 C) 0
;ti .5 'M EI0~ 0) -0 cc U .
C0) C4 0t
OCDOOW - Q)
E-2E

h.. 0) CO 00 C
cdc qL a l-c
LU 0 Cn 0
c.. 0 ~ 0 eoo.
0O C/ Cr N c , O
Q ~~]0 'oCV f)W n'a)0-c c u~~ 'i-.cO
AsLC~ M I 0, " ~ D)C )M( W000V)rC, cc) (DC)O0 CL
uj EE0 C) 0 U
Cý~E ~ o 0U m 0 -: -(CV O czc-r gr~ 0 )> 0 >
0J m- .4 vi~ 0,L C6
V) 0- m C/m
0 0 000
LU- CV OCc- 000 CDCDC
u C; C; 0 0
ui~ CV) C.)
cm wC CME
CLcLJ.E cmC
0) C 0)in
crEcr acz
0) C 0
E -28

CL Ecwivi c6 c6 c
Co I
(DD C
I- L CMCO 0 V) O ( 0 0 '
V-) 0) Cc
) O )0n -%C0)E 5
CF r
-> .2 r_ -cuoU 0 Ua C,</
cnO0)O C
>oc N 0v ->( N C n w 0S.-CD.. Jgs Cf 04 0 n0 i C
cc cmc.6 .Cv: -:c c )C ,U
< Ew w'-: LocO ) E a- ~r c\ V-v0
.C C)
w E co VCýC Q_- a) a)i: r<0C- c - )4
-j C &-- coc2~- 0 co).
CD w 0) a) Go c
2 CV U (..DOC
0- - --) C;
cU
a)) Oc c
CD IM p E)29
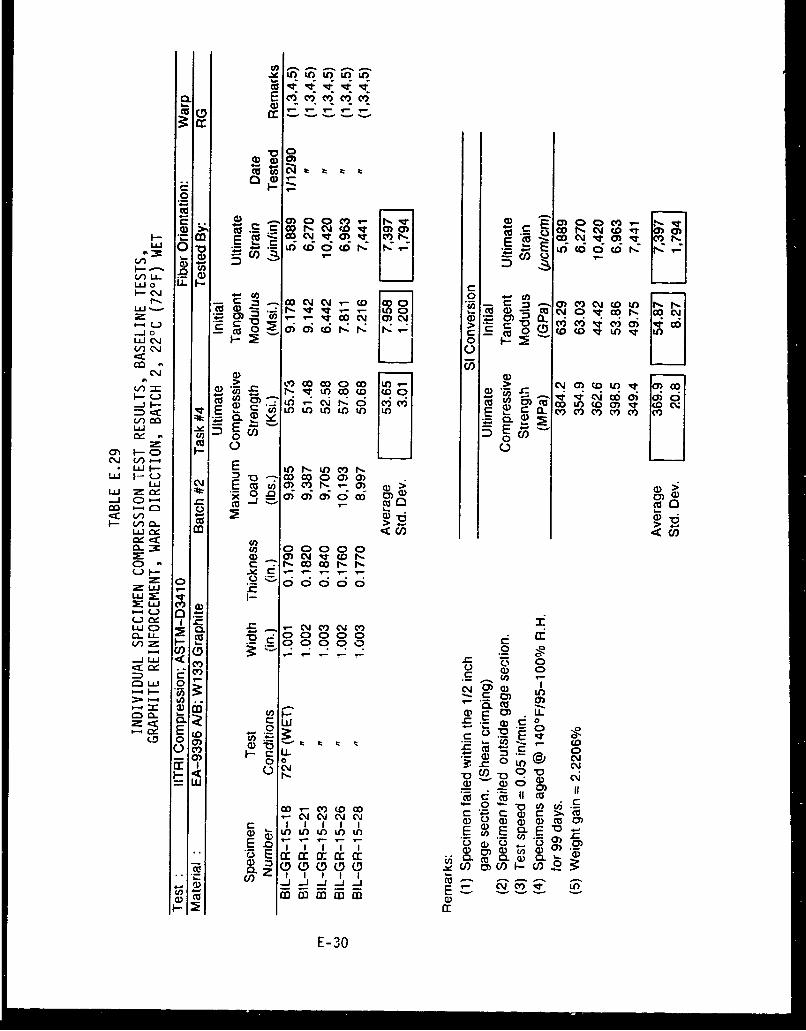
a) ' a; -ý a
IVL
cr- CC
C-1
00(
oo r, C- D v 0 o Mc rc) C4 ) - l
0
V) - .0 TD-COC
CJ CD 1
>2i LLI c c[] 0 asCO CC~~~WC~JCVJ,-CD ~ 10~ C---0C) JD)
LW
> ) 0.)00 000CO U)> C MCD lV )D
VLJ m V a-) 0-
U ~ - En O r-LU~j - u -0 --: w w p m
V) 2()~I
V)0 0- >
U~ CUc C 0
00 Q 0 0
C)~a N 0oGoI-)
M-0 VJ Ci) CI
LuC CD C) N m.Cm
cc. a 0) t0 4)
V) 00
0)C LO
E-30s

Cc -. - - -
'004) a) 0
o- v) o -C2 a) 00 H 4 0 l/)L- v-- cv- c"'r - c oEc
001 0f( CU CU CON O 1 0) 0 co L c N cmECU0(DDClO 0) I-" C c 0~2 ~ O O L Lt
VL) L" LII c 0 I-)
uLJc ca 0 Dc 0 O C O
F-i C'Jb~('
CU) CUD
V; 4)C( C 000 00 OC 0q'(
WCV)co CV)E0 .n 0 c
V)i E 0)l O Y,-i. =. 0000
C.) -~ c. LO W 0 > 0 >w j mcim oo0) Ci
V 0 0 0 0- 0
.C t0 0 ýa_3 CV) CD q c)C
V~ F
.- 0)
wU CD CLICCL - C 1 ci0 0 0 t0
V) m 6- .- . 0 0 0 a 0)C/) 2 E iE
Zi ,cm
co
EE-)31a

c~.0
4) Co co~V
E E
V) LO 0
m2 -c
CIO
V; >* m 0000 0r 0 > EP 000 co, ocU.S. \1o co 0)0 .. .0 D . .0
M 0 ND 0)jL W NCD (J 0 00)O C LO E coa to CD a)L
M- LW0 0U
C))
EILC 'f CIO 0Y co IvI -C 0 D - - 0
LJ L
0ECNO0a LL-tnooc~ U)2: wl 00M 0
Ct)
E0u "0)0 0 0 0D ci(. - a ý ac,(f
Q) 000 cVm cv~0~
Q .CWDCC
CY CM (D
0~ M 0) .
E o .2 a -'0c') Q LL .2~ cO
m- L 0 .-
Oto -D ý-D0 'O-I 0 o 0)0
C\) OD c1rJJ-- c ca)-
EE-3
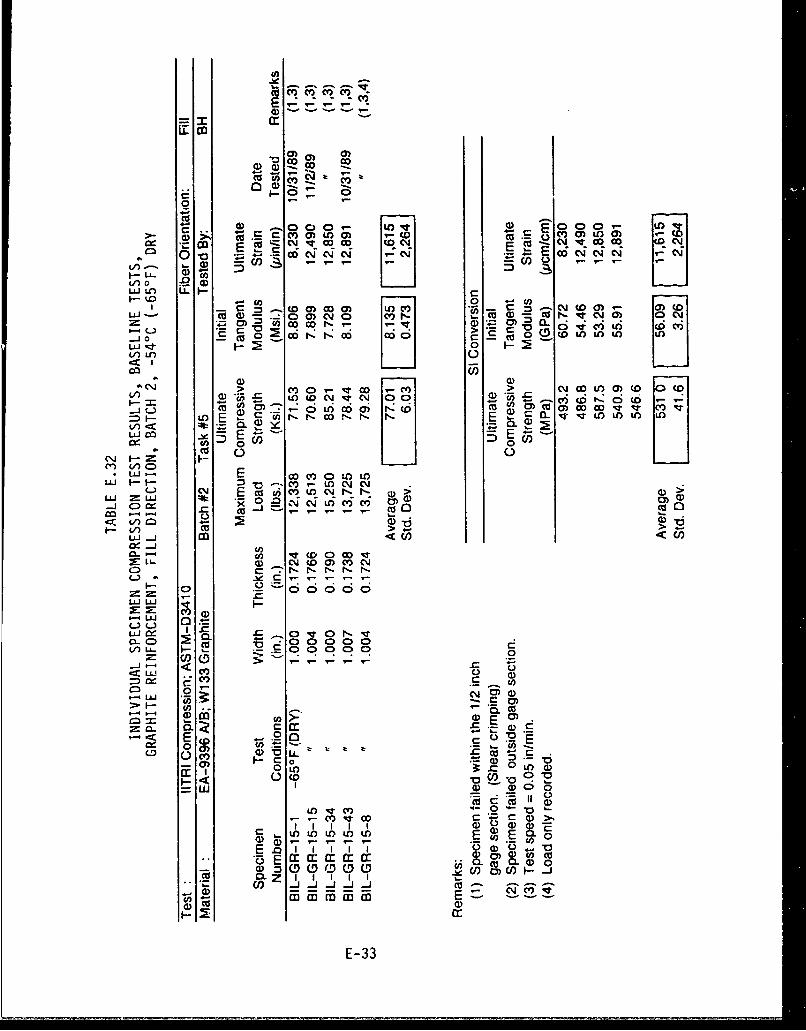
c(D ) CV) Cf)
4-r a) C-.. oo LO' V) C 0 '
0 (U. aC2G O E0' OD CMNC CMC'
U- - ) 5 cn, - ItI-LL- (D
LLJLC LO I-
WC(M W M LO V) C 0 CD- aO)- a) CDOD OD I-(U0) L.)0O CIJ I'mN a- C; q4 vi % JOC6I
CoO' 0coU Lf)0Lto LOL-J1 0 Ct% LDI- - 6 6c
C.) LiC') w(j/0 t
CUD co 19 E~L U) 0...0
CV! 0) CD(0)~).
C.. F- m C6- - U) -y r-
-j 0-w C
w~~ C/)~ C/)C_ C
0: LL C~ CDj CY)oV
0J C) ci c;
0- CDQ CO(A~~
0L0 0) 00
=:)~0 w0)00 C
"4 LC J C a)>D
U) t : tf) t : C
C.) .. J JJ CU- ct4a)0
CUO .) Ca: 41 CD 0)0
(D co
E -'a3
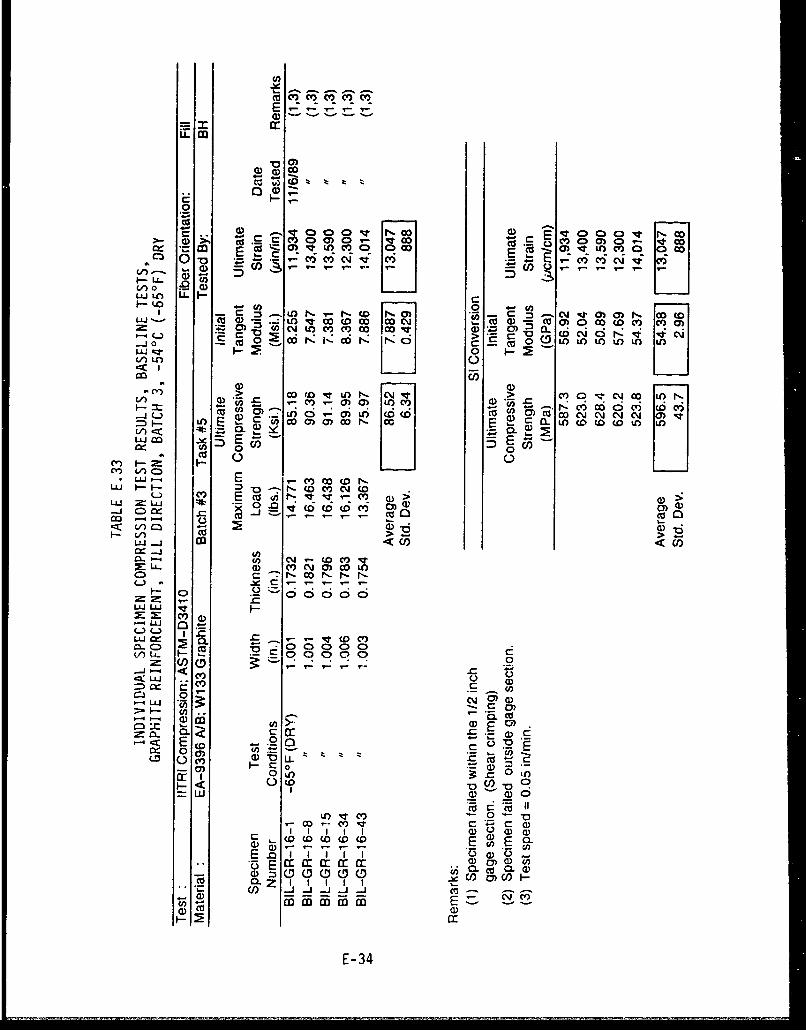
a) 00
.2
C) Av a 0r E ' D 0 c ,04) a, s 0 W0 V0 O00I D 1,0
vo c2 IM rLmJL O a aG
Va, a)
to 4 O m mo (00 v (D CYQI ~ ~ ~ ~ ~ E aI C ".a o- (D CD Cd rU) It 4
Ln UlU
-14 >L cO(flO - 0 C t0 00 ) N-J oz r XJ~D(CW DC') 0) U' C0
F- -ci r- C") 00i -DC) C
0 0(
E ) C'V)CO (D NDLL -0--, CV) to m N w
CO .o C C),
F- V)c
2: CU ) a)a, ) oLC..) a -r- 'CO CDC
LU U CX C00*Coo o Cý
C/ .0
Ca o~
CLC aZ c a:
rO 0 Co. 'a U C
(7) F- a 0 a1,C
a,' C f
<~~~ -34(oC
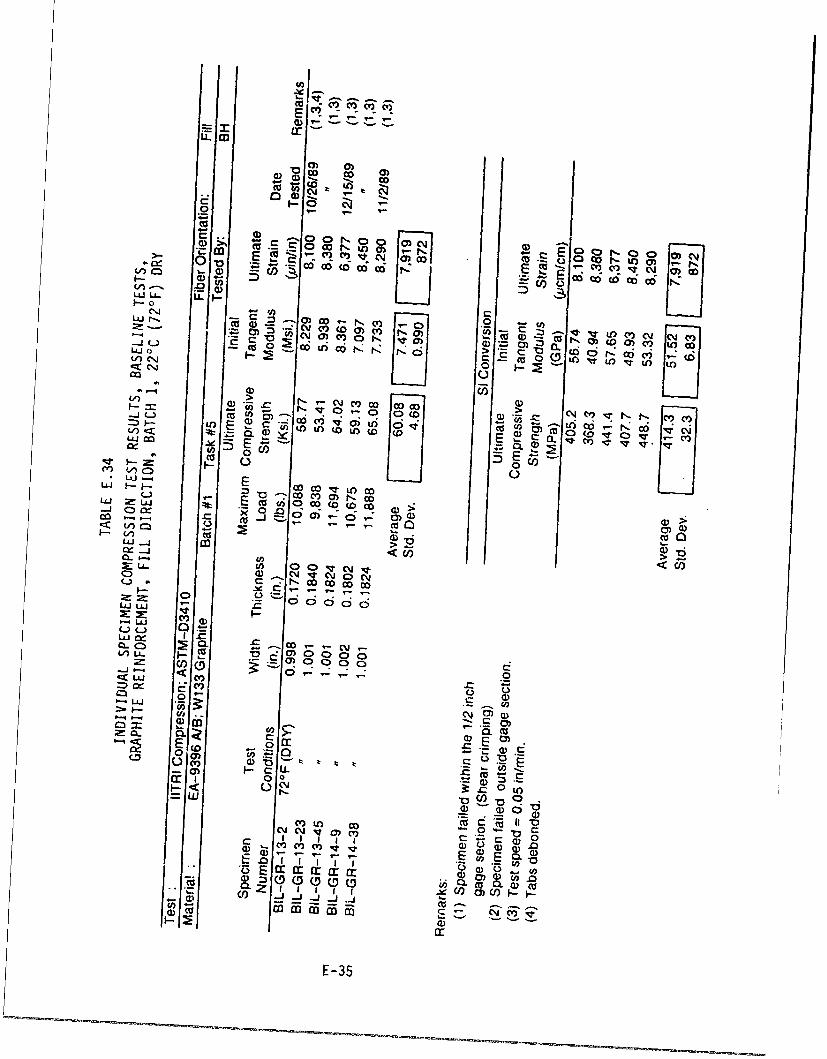
Lr~
Co l
toC
.2 ~ z '- i 00 m-
U,- a)(6000
w cu0ci LL
L U C1
m 0 C6 XU2ia 06Kr )a)ce0 ) ncQ C t- C6 V)
U) o' a))o C wý
~ 0 .
Ca)
~LU <'t Q
0 canJ (mJ 0
<~~ J -
ca CM C
I~a 0ca)o
C:)~a 0 -" N o
-J a) O
Cý C'Jvý
a M)Q
E-3E

0
a) OD~
a~~ 0 0 c-cr0>_ cd Lt. O U -r-00 )c
o H5V) Lj.. 0)
LU) CLI m -ccc4U m ) 7] 0 V -v)
i-IL,~ ~ C0'Jf', 'a)i a.- -6 6--'E C ~ ~ o 2c1Nc6 Kc6oc 6 oc :6u-LjJ_ cc 0 W LO O
Ln C\J I0I
0) IT C) 0
LO M
EE50ý 0
- 40ZW cc_
I-c V).. 04- cu
V) C)Y)J
V)- o > >6O
: (D ;. 0000-C)So o N
C-)aow C~~
V)~C 00 C)0
0>. 0) Q0)CC
-) c 0 .
<. 0 . 0 Cc C
(D i 00 co-'
0) 0 0 0
Lo i- r 0
G.0 I I 1 0 0,0.
EI a:c.c i )0 )CEL-L3a
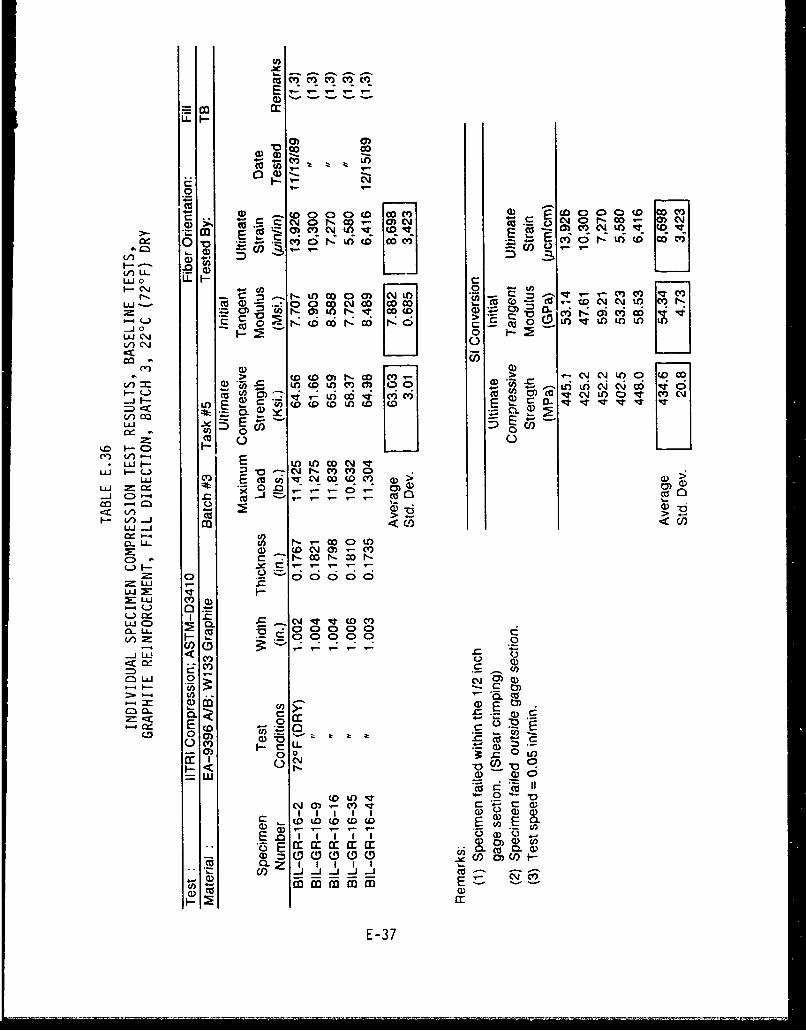
-~ co
cmJ
00 co 04o N O v- 4M C* E(00r00 0) C
m 4)d c.)n ~.I
ALU. 00.F F7 fl- LOO Y 4uI - Cf) CO) V M'uW CO CM'J CM' tC0OCC JC J CV) t-
75 ~H 0 0 0N0 O 0a
ZLI ED0 c)I MC)O
h... 0 -V) CCU
ui 06 4 .26 TC6 L 6I66)~LLI C'D
V) cc * I
Q) 00
L - .20-NI-
w'p cnr- E l
00)
ca co coI
(Dfl -0-j--
U- O) 0 LO
U- X:j C-
0 CU CV)I
E-o
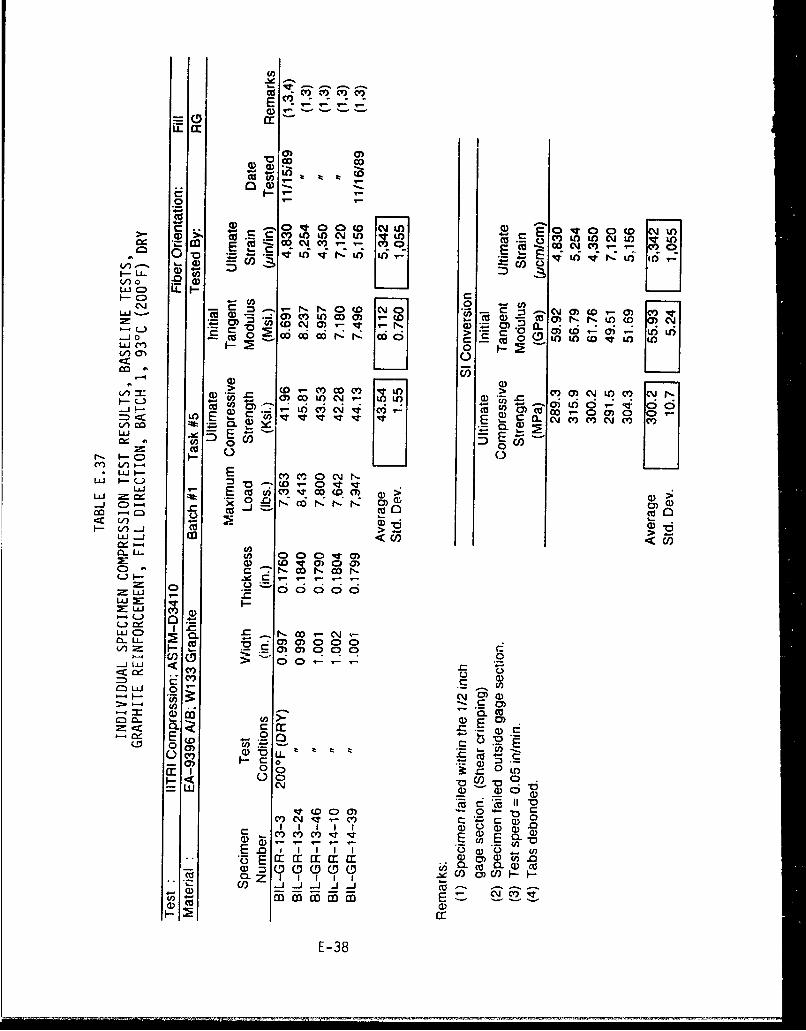
(0
co
E 10- w ' L \ o L
4-
V) oooc a)c~oc j
-CDr- N r- 0 co CM 0C N )cD)Cua0)-. CO Cf ) LO CDCO C 0 uaf. ,)( 0)C'
V) ONC1 CD .CVlc'
U) 0)cYo¶J LI) 14' 001Ej Lo (1 0. (C14)(0)~~U ~ j L j cv L i46cs C c O 0()C
V 0 0
2 ' cco~~,C)u
ZW(/ - O )D
V) -j (4 >
a-L 0 0 IT 02: CD~ O) a )
CD' r-. co C
u~ CeCLUL cd IDO .. M.. () -D
V ; ~ CD 0 0 C> 0cri 00
<W O '-0- Cf 0E CV)
Q 0a) o
E co o s .'DCD 0 CO - 0) uOC ' -a)
Ci) .0JL c5-a) 0a)3.
(0 - CYY
I)C CD a))D
M E-38 ~ta

00
a) coo -o-~_
a)) -- M E
.. ) LO e 60O
V)LA -ClQLLJO i U.-
0 to a n 0 L_~jC CUO -m- m in Lo .
a CL
0
-.80 CUO.U)E~~O O)U)Lfl) Cc c rc, !
CY C.) C',( Ln < k C )V) V V mE 0 Np
-J00 2- 0~')oi
00
P"~~~ MR-O 6Sc 0 )
cc
cco
I 0000 ( OD Y CV )l(
vi ~ ~ a U. i- m o -0) 0
z U) o~ CZ- C)C?
00
E -39) 0
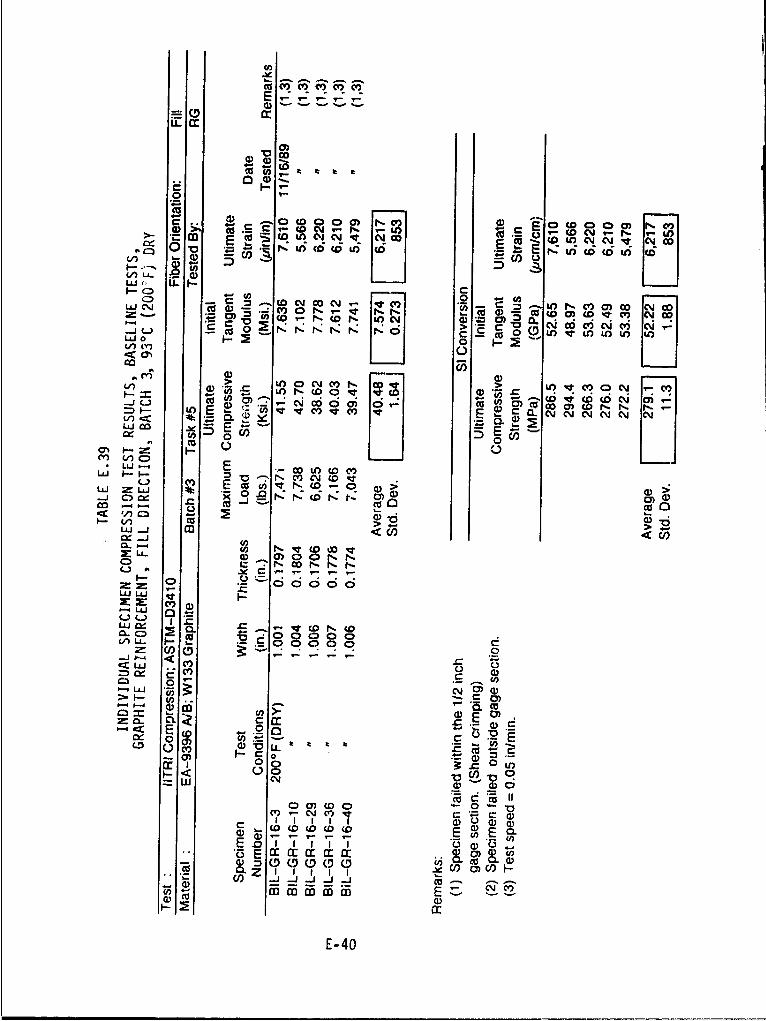
(U~~ C'M "' C' Ca
(D(U
V - a
LJ 0 a 10 CM OD Cv) 04 M CM~
(UJ 0
L4 (Y)
ca .. Cc )
C') a,0 0 0F - (ncc0(9j
rV) l< aC - 2
U.x.5ED U
co 0LL
'a J M (UJ 0oEo ~ cc o~ m C
-i ~( a, Z-- co 3-o-
co <J.J.~ CUO-00
6 6 6 C; C;
L~a,
uE -40
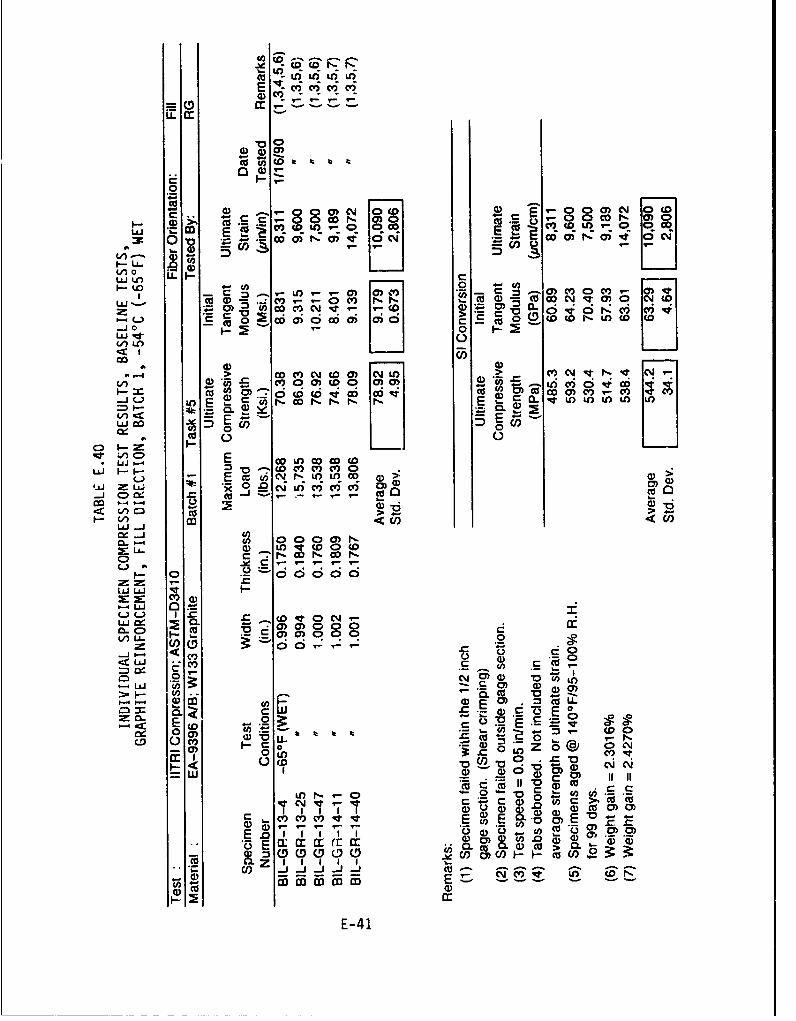
U.-) -
M L~ cc- -
-0 04) a)0
4)--
0.4-'
I- %* 0 CO00ý I0) 0 a4QC - G o.L cc - - - ILi LEi)c L 0
O-S 0)0 Fý 0]q 0 cm(
(AL' 00N C" 6
V) 5(o 5E
4a)
VI oko 0
.... 0U) 0)0 0 ) a)C0 f D C) a g
(J4 LO
-4 >,0a c- Inc o0 4L ~ -*4) V)0 ) o I m) LO m 0 c lcE r r- N. 'E u CL L L u L L
ww 0O nV
J E~ Q0 -' co O CD
.9 C.) 02 0)j f- L . -W 4 >0C' CY L) CV) 0 C6 )4
CY C u - - -
X LL- ) LO o 0 c
C) a r- N c-4r

to U) LO At
a)
0) C
w ) 0) V- 0 r C)c o
ram00 fI :-0I
4-o
Ln 0~~O
0) LJ - V 0 ) O0 OC)4W
U c 4- >0 1i0) 0 , c iI.U Ogr 0U00i
II 5 a ....- J Mz EJC
ul 0)
W " E CM a 0 CV
LnJ
CL C,)( CDCJ N fl- N - N
U~jw v 'X: CC'M,
cca 'a
CD)
w w _
0)Od 0)0 d0
L) LL -- 0
Fi - 0) - '
w~ ~~ -42 I
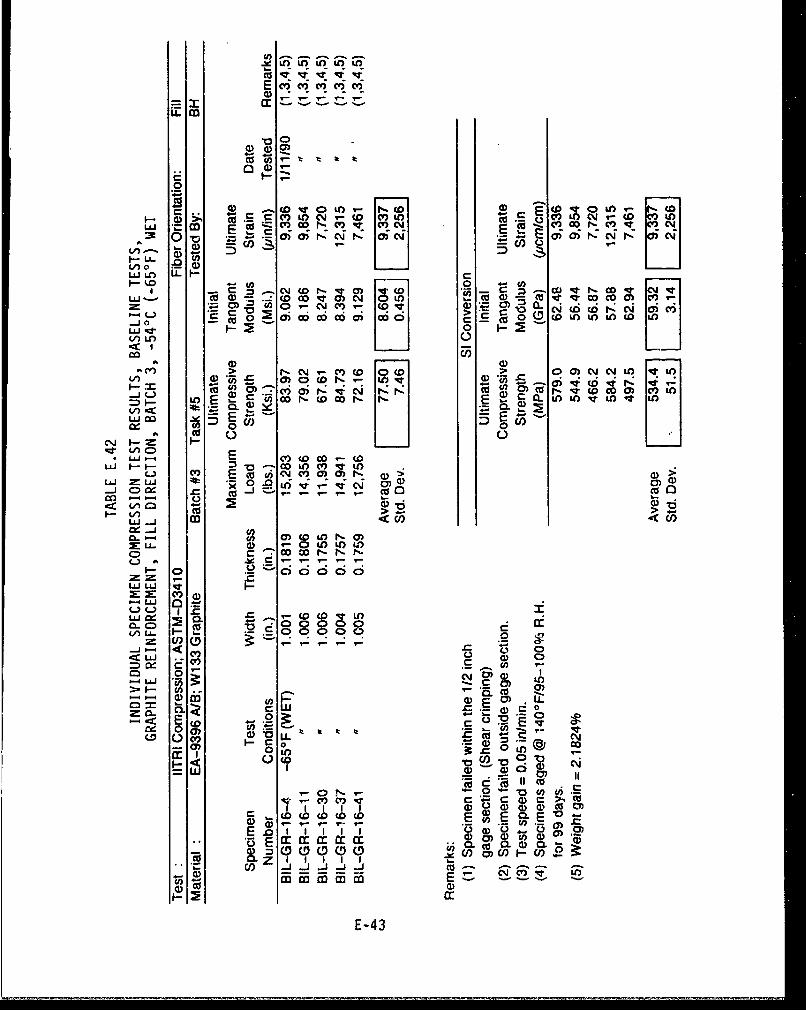
E vi i c6,cvicvi
a ) 1: ý:1:1 .
C) 4)
.2
r c 0L r-ou-. w 4) E O~ 0if~ LO (0(D Ccc eLO C~j r-c W%,( Cf)fO
V)~ II" 5ý- U- (D
cu 0)-7. w wv 0) N Ou) 0. -5 a) d: co '1ýC I ýce,
-j 0 o coico c6 6 i coo 6 c 0( L U O DOLLJ' II~ 0<J H
t'C'y)~. 0(0 0 CDf-t)Ov(D
w- - 0) toI I- c0 ) aiI:-- ý rý ý r m o ( C)t
U~E M~ AdE0 0 CO 5 0 ro
cc2
w~. t5 ocCnC.c CDL R. 0 M 0d4 C
-CO
o
U - Ua) ;00
a)) aCO W C9Ac r- 9-T
a)C Ei 6. ci
E-4

cc - - -. -
-0 0)
cc -
CU 0 LO V t-t
0 L r: L L U) K
W LL- L i5 U O ir:L6 6L- L
U)U
co
LiJ% 0) 0M 0 V - V - 0aI 06C 66 >'
0)I FC~] F_)F
> I- C~Jl -O 0 D0(0 > CO)¶-OLfl Lf) 0) Ct)U)~ - V) co O00() a,OL CI
EI -0 co 0I 0l
L-0
_j CD 0 -0 CD M ; 0) ( 0) (
U, 0X" co- co cC) Go N
E -4

U) -' -' - --
-0)4
CD 0) 000c
4--
.00
0_ r co aS a fl c c 0 (0 v0 ( co51/ m- 77oWL oia 0 o wLco ZZ e-0 . -Ct) M co - Co r- #(nC M
0 L6 Cd eiu # d r-:C6 i E c6d i vi L n :c
HCJ o-" U. 0 r_M 0) LO 04 'r- 0) VV c
LL7-5 00C. C4 CV) CO) ~C4(n 0 I-n 0 rII -(
a D> 'a O 0c g l .
0L m,% 0
> L5,.Cr Lf) UC) 0DNLoL
LU W Eco o E>U)- 0 co D- c
2- co~JO
V)Iui0E to 0 COOi z
uio Ecco Ni06666q 4-j J CDx0J DO 0MC Y
w' 0-
LLI 0 1- LON 0) I
C)V
coi
-0 0 0C 0' 0 0
-0m a) 0)L
E wJ 4 .--2--
4) 0)cv) L :3 C
CYE -45

E c!~ C') q' q' qG) ml mm .0 nca
Cu (.0
N) m=(D O A ~ 0) 3 U) 00M)0 MCO Lco CD CM M MM ,-F-Ci E 4- ! C -f
Lu- -0 ) (6 C6 06 ,-'IT- (0" E.u0-C co'' J cocU)-v o
tn -,
0) 0)00
LU 75 L CD) GO- V" C) (0 m c c nL>a~ a' E9 LO U') L w'-0'
L j 0 d 1- r- c6 06) c a c
1- V)..J C
co c .rV). L- W~ M 0)( Z .. .- .-
*z o 4 CL 6 6
LuO ECO E0u 000
Cii b.- C)C 0 0 0
wL Ec C.O 0 )t
w~ a Vw E i , ),cmc )>0LU~0 =*LL QCo )Cw
<~ .V2 -EV) -i > >..
c) (n 0) Cl_ ) O* ~ vW-
m~~~ U- 0) 0 ~ VAW~~ V-rJ0
r-_ m co r- r
_Ile6
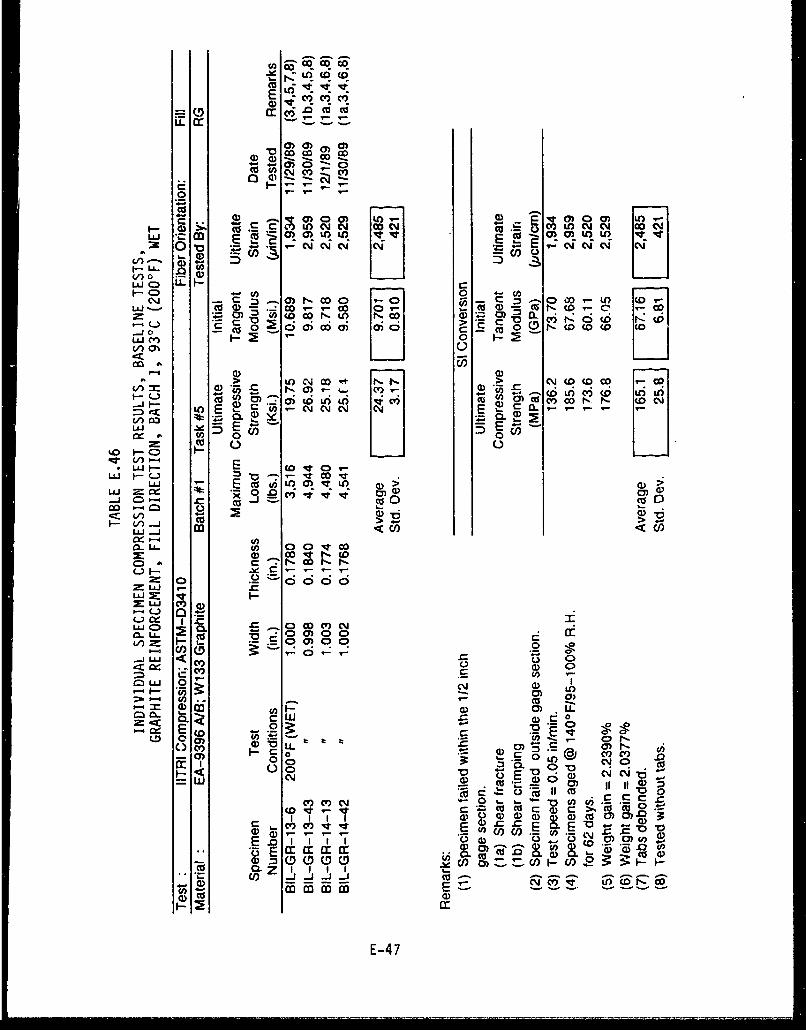
LO to - D
Go 1* o c
a 00 CD W E v 0)0 Q L
4) 11L C % co i -cc M O0J oC0~ ~~~iu-: El _ET ý lL q'1004 L C i T- ElCMCJ -V) 0~ 0
N- CD CDCa W toC*j Nd) fýO 0' C.DL C) WDU
LLJN CDCJ-
(6~ Li pi H icu M c uc)c - t lC2 0
LO )-L-E)a
V). 01-4 .C c-- o
0 1 a
R 0 ac wKCt 0 co C)6
~LU ,-<cn<C
JU-( 0 01wc
OLU 0 .C'J0
m~ 1, i 0) 0) -ý C
C. - .- o -ooo
U) -.0
0u .0 -~
0000) 0) LL )0
Cia- 0000 0'
LD 0 a; -- E -
0 cl0
Fr 1Ea47

a) 0 0o -.
ot 0 o cCU C
Li -
,a ý2 -~- '- NLnM0 CO -
L--I a~ I C-( M0 ClV- C 0t \
ii 00L
to\ N0C 0t Uf MC (D0 cV)'0In0 I -D r- 6c ,L" 0. 0
0l mCuCO
(D U') to IU-- CO 0) (DcCo aCO.)toC 0
V; .- ýý
V). CZ E- )fNE~i.. 0 0e~D o
C... E 0) C O M - CW - 0 O3 .. q 0) (
V)L Cd >OO O >
"0) LO~ I'. N)
C: Coý 1
LA4 IX Cu
2-1 .20_j CC
oo (n"
CD-4)'C) ~C CO cn F-C
E) .0 LO f~fU C) ~
.0 j . j .
044) c a
(D -o CV)m NCV)U LflCaa)aD,
E -48L
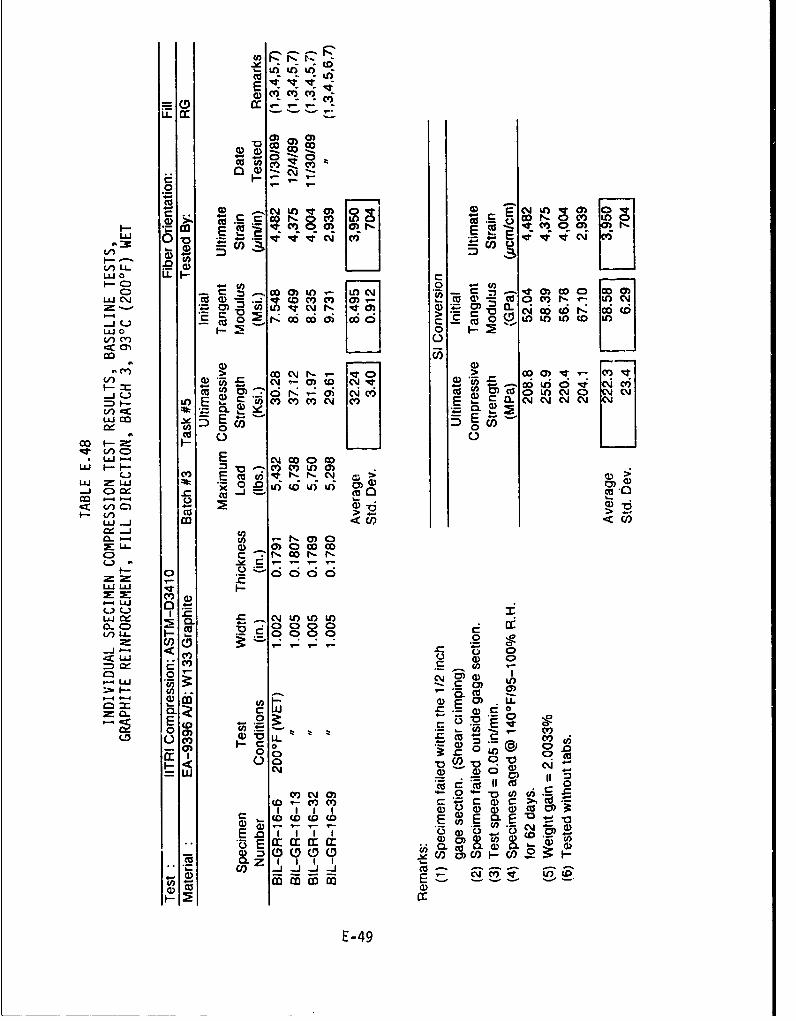
iT- a:0
00
.2 ' 0 01'
Cu
(Dc c -i 0 WMI-v--OC
uj0 0
co- *-C COW 9'r 0
E El
coo oc o
LU I 0 -I I 10 CV) LO
V) C) )-EZ -
Cu --- in >
Cf) Cu CuO% ofl ,
ooC
0 ~ 0 0 0
0 10 110U
cm0 0 000 g.c 0) U
0) La E( 00 ~
-.-
Cu CM
co V colC,
to~Cu Mu~ Cu) a ýcu0
I I I 1 O0 0 w 0 m
E ~ au-
CuC~ d
E-4S
APPENDIX FINDIVIDUAL SPEC vAEN :450 TENSION/INPLANE SHEAR
PROPERTIES, BASELINE
The 36 tables in this appendix present the detailed mechanical property test datameasured during this program for each baseline specimen tested in inplane shear. Asummary of these data was presented and discussed in Section 3.2.3.
F-1

coC6 cV (4 C4) 6' C6) c'
E c4i c4J c4Jci iJ 4
0) - - - - -
U 20)O 00)c+i CL
o ~r,- 0CT) 0 r-~ CD t ODO
a~:O O 0 s1001 0 - 0COC
Cu0
9; 0)w W( U) t- ] 0M c 4ii0 V ITFE 0) CO CM= a) . M -
_or, 0C 5It0 0 C> C)
LO~
__ 0 ~075 Lf (0 D *-r-t- cv) m (1) cl0 )C'JO iCO 17I 7 O 4
Lc 0 I- F
-u LI -
A? 0 i C i V))j0 tTJ V, E MCi C) C') C3) . .00 0. cU a. 0 mq C c\, t 0' 0_j~~~ ~ ~ ~ -L CC I C CV) N D N -cq V)I zt-.\ ~ \J CJCJ
F- cc
U_ U)C .
f")~~~C m0 OC0 00 r-c -"
P0 000
o00 IC0 Dii
0 >0
0CO C) COC )000 0o, o o
c- 20 0 -LO 0 L) Eu 'a
wmwrrnnF cc~ e' a-
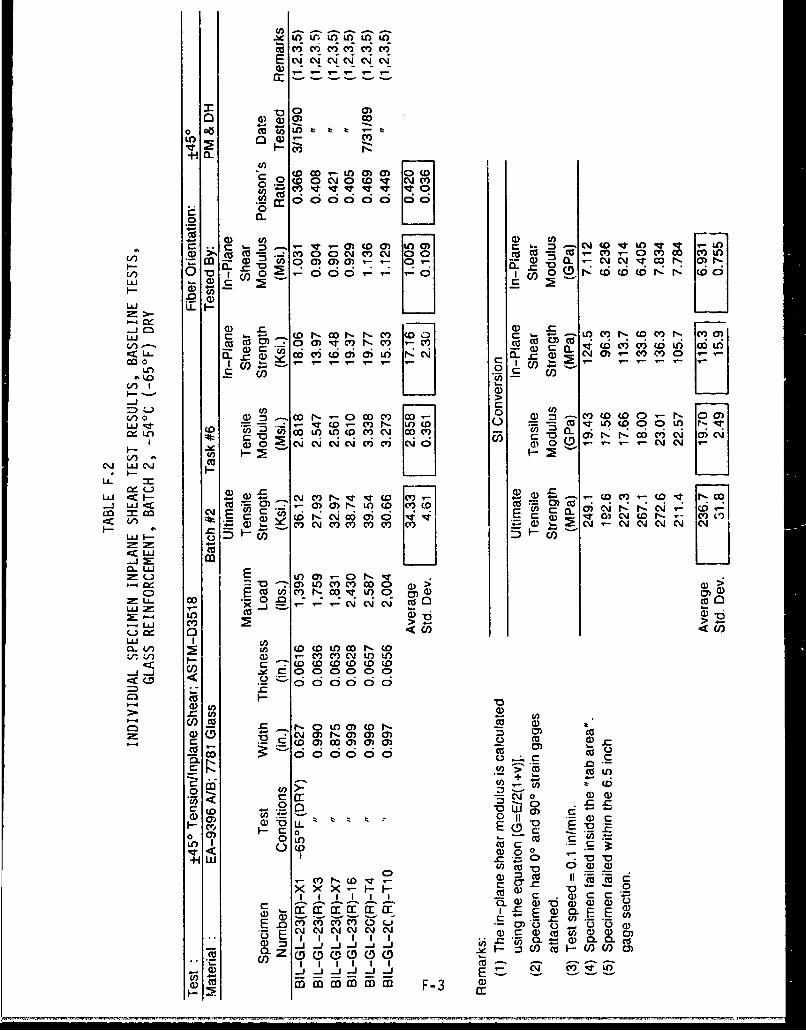
Ae U) U')U) 0 LgCd C6) co, cli cli cli cl)E N c4 c4c4 c4 c
0 cc 'a ,O toT Cu fU)
U)0 o 00 ' C') 00 = o0 j0 oNrC4 -
CO- QdC)" KC;6c;c 6C
Ln 0 0 a) C5 c
a)>CD r- OD.0O N Cv)C 0D0 -~y CV)r- 0m - av)
CL Cl 0 V)fv) 0 )<i U-c-) C0 M 6c oui r:C ) C
*24)
Ln 0 a) :3 C .- 0 DC9 C a) v)w wc - pa
U-) c a) -.cr -o 70 =Ch 5 o )LOCD 0 C ) 00t- ):
10r U) OD LO LOC C DC aa )r-ý l:CD CO C OCM
V) Cv) -, ( ODF- -~ c~
LiJI-
= L.)
-Li =v =. 04 E-r)ý, 6rýcýc '60 cQ
< )0 Clt I,-) V)F- N N N N 04D
E~U LOC=0 0 U-) t y)cr- 0 >AO C>-
g C ) f)t- OD I ) 0 0
2' L CODo . - - --- - O )
LL C) >- >0 C
U) Ln r-f M V C fCL
+1W -Y CýC 0 0 0 0CDUCu C0a) C C
t-- 0v LO 0 CJD r -C I-C*4 ~ ~ ~ ~ C 0)t )a)C)c(D~a o) 0 ) 7)CF a) a ... c%%r~ IcE)aE
: Ca
0n 0)ou Cc
0I a) g' D(. ID IIB
0 ICu cxn n~ F-3 2+1 w = 0 7 -
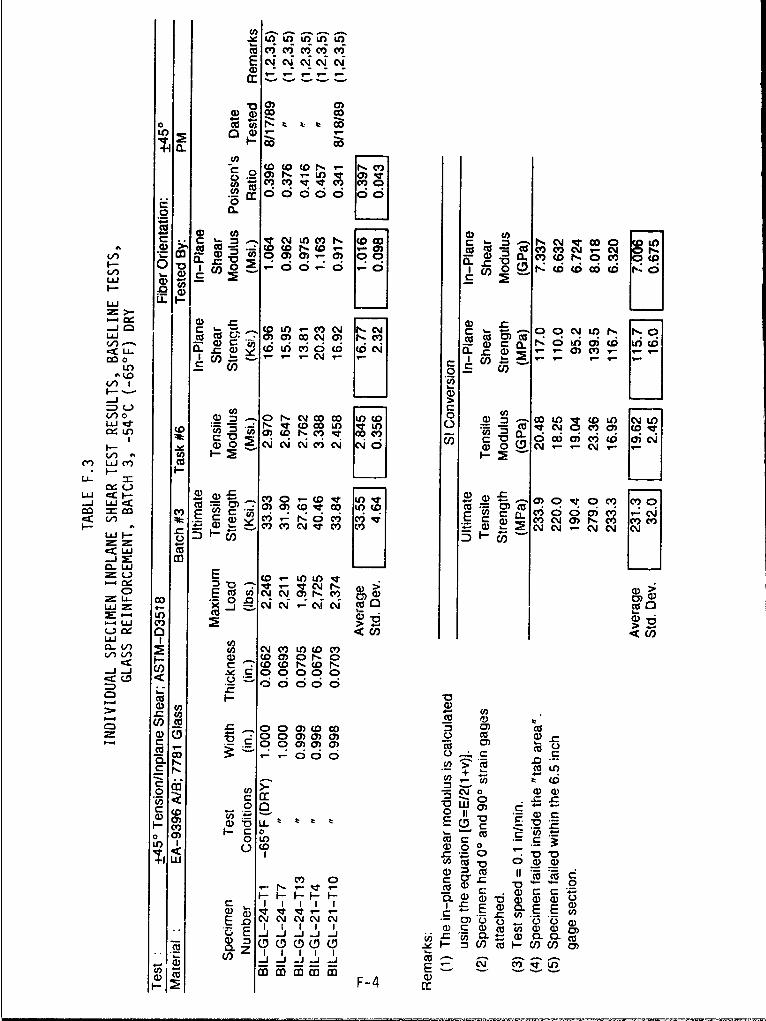
Su c') C) Co) C4) C)a)
Loa))oa
a-)'
Ci o
o ~a. L
a. 1 7)(6 (-0 a .0VCL MCDr% QCV) 0 c
o) I UV) 1- - U LJJ L.J -
c~ca
A-i
4))
L C) 0)
Co -. 0 0)Dr co c m ou)a oq
J9000C ýC ciC ý 0 CUl C
cv;~J 0)0-
cci~L 0V) : -:r, ciC vi'iE c ~ rLc)0 a ' ) w ~CV m C~- IN V Y D m c )N c V
u Cu
2m:F-

10 LO0 10 LO) LO)
0~~~ CJ
(D 0) 00 0)ca -C0
,w ~ 0a- Go
44-
co CO co LoLO NIL a) 10 goC _m 0 V
w N 03 .0C J¶r-co U) N oC C MC-ca r Ln m w vowlaI S wv : ia 60
LL.-
(D c L,)1 D) C (0 CV) (I Q L
I- L4)(1 J- (L v a) 0 K 'l -I-
O..LLJ t~-'~i~ o Nco co N> aOE *r-f r. 60jc ý6C 0 l O M V V1,L
Xo =. a -- I--- -
CV ) _ >
EII 000 CI: - WU0 10 00C')Om O 1 oO >0
(w) E m U) 00NLO00000Ln 4)0)(
ao 0 3cU- ( O 0 ) ) 0
(
wu LO 0 00ca C) oiwc wwwr
ID c0u OM 0) 0 ) .
a)- 0) o ooa )co
ca cu _n
-0 FC-5C-4 - )(
aCY)u5ý
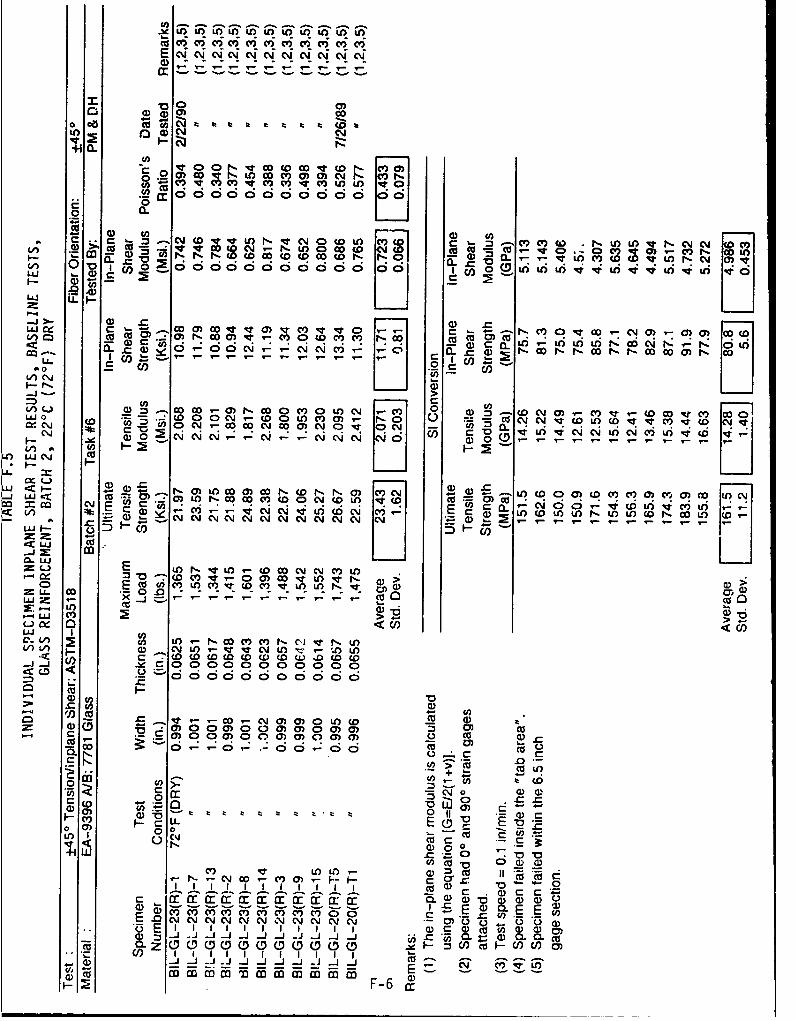
CfW LO r.. LO .. w w. .. LO W
cc C6) 6V C6) CV Cvi 66 6
E a 4c c c 4c
cc -
x 0 0 cr
0 )0 IM 2.2
cq a.-I a ~1r- Goc J0c I c CV) (DI1? .CJ O'
0.> 0) co 0) Pý G )( m C)r
LI. (0 0 a 0 6 c; 6 60 0 Y6
0 CL a.1-- 1j 0 c ; O )L v q. LO %r v LO vCLOc v 00
t I
HD zw cc c GCONO )C V MN)CO C;r CDL V- O g O 40 3 0C
LAJ-
ixe " C4 140 ýC t :c D C01 ECu wc)nc C -0~uu V O0)>JC O * L
LA LA~
C 0O 0 00 0) 0- 0) 0 00 0 0
0 U CU -.
0- 'J0)- '
i2' ,,( Cf)000)OO0)a~oa _0 LOV - 0U- CU0.m , 0 0. .... oZ-c
"0:-C < C/
J)1 000)oU
0~u 00)0) (
CO 0 ZC;C CuCU
C 0. 0
C/) wii 11 1 0
F- a LLF E (

U)d U' - o
E oici c-& c4 cs
a) 4)0
F--
0 12 M 0) CO) M LO M
.2 L.CU :3 4M LO0 U ) f Y WN n
.5 cc7 (-,.JI 0 )t~-- cO r '"' v ccV)J 75 0 CN W V M0)') c -c r- 00 ( a) .u0 C d0 - ) 0 vODc ,Lo C
ui 2~i 26
u .J U.
Cc 4)) KIT T fCc ý a
_- CO) F- Co
V. 0 ~~I
>)
(00
'-4 L.), 4)U Y C - * (DN 0 L V * O L.CU) o- L)CMCC V 0c 10(UI 1q D 0'D iv i4 C -
Do L o
c ~ , 0 (D0)0C4 ) 0)0 a :rV P c
co = c a- w(D Ev-c)r ('-CV E 0V.-0 7;v C ýQC) CM-* CUM -C
F-~ £ F- ' V
0- ,-E~~ ~ cov )%tt
IX CM CCfl N OD Lo CD (C/) .7 0 -0 ca.4.-a) c
F-7 O
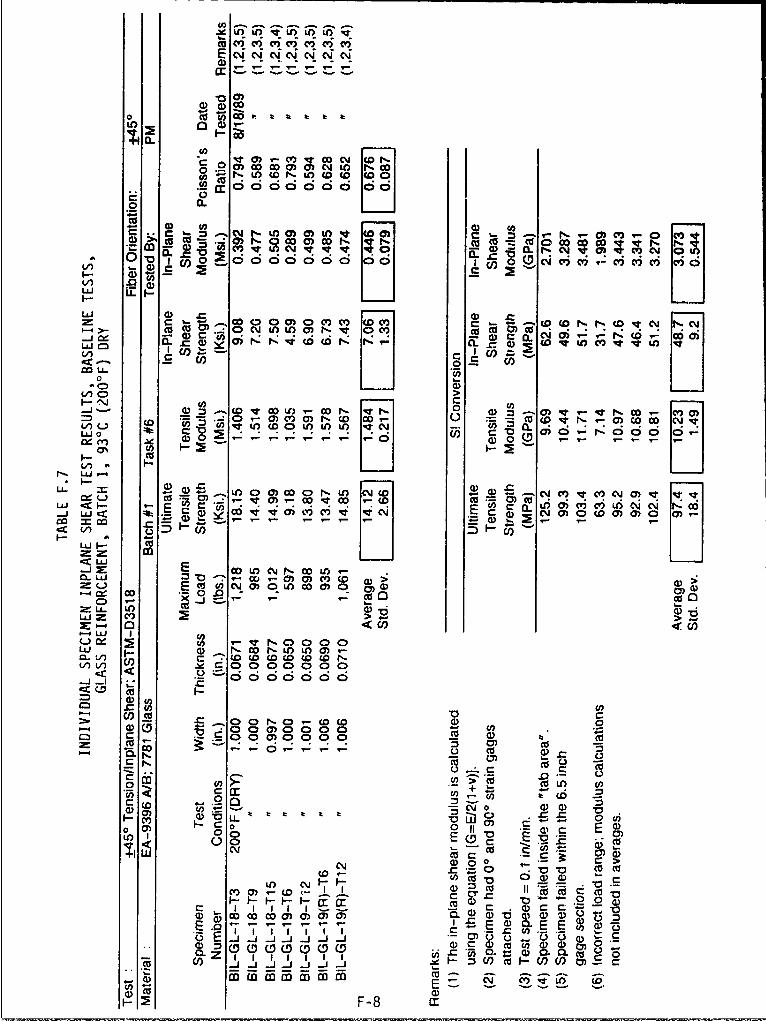
EU c4)C c4~ aY c4a c4 c4)
a) a) CO
0 16vsG
0 CD 0) 0) CNI LO r-C
0U CD00C 000 0.2 L.J
0)0
5- .s %-0ýN 0C DL g r I
cc~ a .c mF ] G a) coNC c. d0 c vq l
(A'o O-~- 0I C;C ; 6c C60 C 6 CiCiciCi
1.')0~( II w) W~N N* t3G ~~ N O - 0)0)(AC.. c (M..0i0C)OtC cc- (a C 9 t .- o W .C.
a..1 N II NvC C) ca 0 i N . o6 06'-a) C r a -oCO i=1 IPZrI4 6Q lý r:t I oC)' D I
CU Li
C) 0)_j 'D v Oa) NW LD f O N VNcnv q -- 0 M0
10 (0 (0 VD C N 0 6
L) o " Ca)0 00
P- c., -412 -~ 0)) aC.) ý -L 4(DC l V M
0 4- .)v 0 -0 t0 (
C D C* CO a)0 0 Ca) 0 ) -~-- ~(-
CL~~~~CC 0a: ' ': -CU 0anC M>a
M~~~E U.U) c
Nc ,~g l 00 r- Ln in
Q1 V) cn CQ00000-< C 4 -c i iC-1F-8

.1c Ln Lo'cM mV m' (V(V m m C6E a aC'ic4 aa
LD ~~4)1- lF- C - - - -
U)cj0 O a CV) 0
Scrgooooooo 0
.2 a.
b_ 4)- ) ~ - O f 0 c c C
i- LI-~ 0 E -C N~)
COLL. 0
OCC)a
_ ) -1 C# D -CY Y l O (o; 0) 0)N( o t
-L 0 5. O ~ 0 00C)0C 0
0)U
UI-CO f) co0)Cc ca 0 0 Lf "r l.COO. l
00J EcDC E-v ) RU . . . .
E3 El; In o C 0)0 0 0D4) ~Cl) cII I r<-a' oc
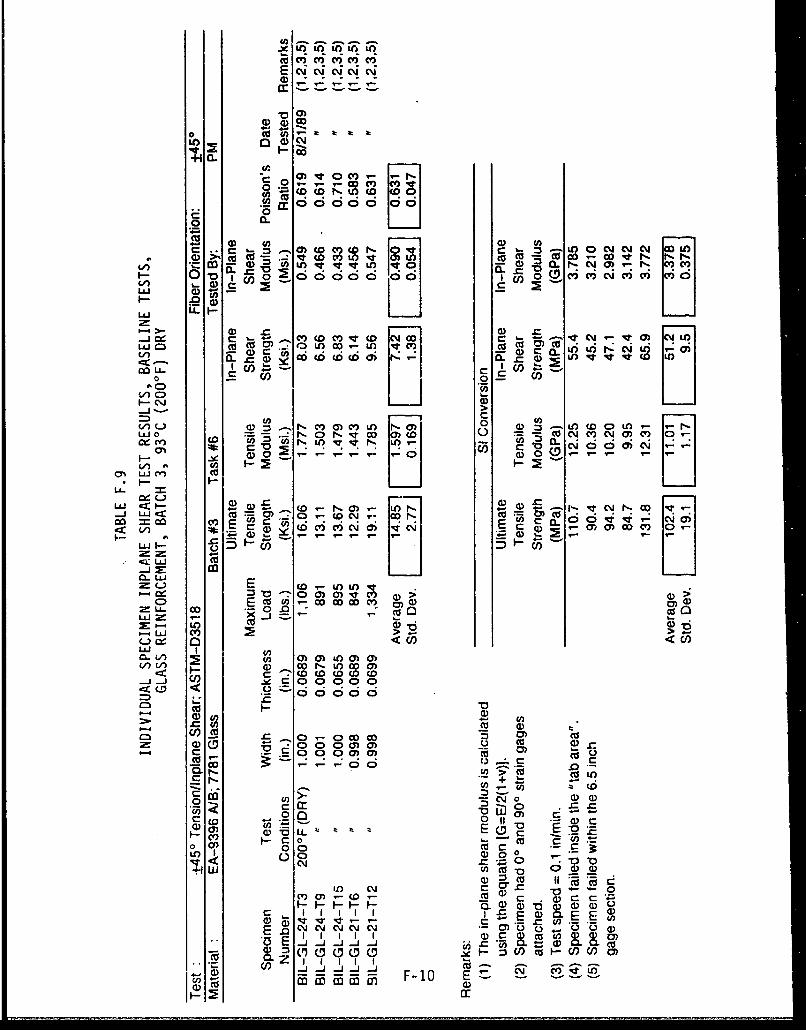
Ch - - -. O LO LO Lflt
E 4 c4 c4 i c
0) 1: I.: 1- ý-
LO0 4) CM
r 0
a: r00 000 00
.2 0.
W 4 ') ~f U)U W_
RD & o ~ o o 00 cd 75--' c L m Occcs 5cO 00CI 00qt N t'(A 'D0) 0) [ j qt q 00 ' . - C D N m V
LiJ
_r w iT ,- - V- ) C4U
co U- C/7Cu II
CDz ___
V) CD4) E(N'
LO q N NO 0)a af) a C Y -v
olt .2 V- V-F- adC
V)~ CCu0 ý
-L CO t- 0) L t PuU -O-jc -L x0 t I D r 8 = 0 c,- ý c
co =- _a C r C C
cuj cc~ ~
cc:~~'C~ m00)0) r )>
If) CV) >
=) 0) 0)tC/) W M 75 cm as
C', ~ ~ zm0 F-bC )
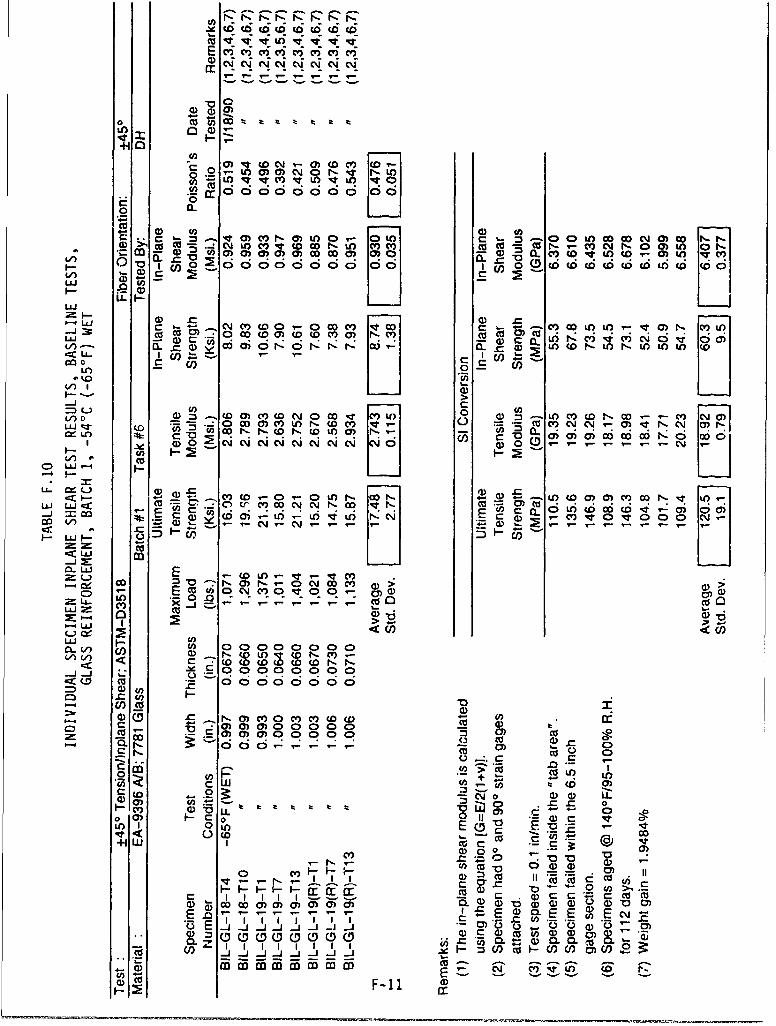
E 0 Cq C4 ) C4) (V C4 ) a a C4
cc I I - I I I
0)0 0) DC 0COM Oo CU C) 0)c l -L
V a: r0 i 00 600 ; 6 0ica_
to0) )7c C Cr~) C4) I- o Un0 T- CLOCDa LO 00- ~-0L~ C C'J MCO N t--
L/ N 0 mC)0I. ~ j; U ic~ N 0 0 ) Ln r0: a)ooc6c o0 a.omcov Lo toccc oCL D 0Cb m 0 m o D 0 m01 .C)t
UL t0 II
U-i m0)J CvC 77 0) .C ODC) O f)O L cr0 OCo ~Cc -7CVwcDMW-0WM CV) c c -cv, M D Lfl r-.: vi 0) NiC C; )i
UU,-
LL V ) I 0
F- >
CD 0)
CD CDU0) a O 'JJv
c6 ci 6 . i L6 ~ r,:t - r- 4-- - i
U) 00 00 0
E ON CO).
0) 0
0A .0 0o
2 -4 2. >'6 ,~,~--C) C .
W)C U)CA.~~~~ CD C/ 0()L 'V)D V)J
UOC C o.or
U)- ~-0)LL 0)O mo 0 o a0cc ammmoo 00 coc
YTS 0 00 y-
0- y +t~ .. 00
a )0 0)C 0Ln~~ 0 U)>Ec:.
0 to c CtC U
CT) a) 0a
M- ) ~ C) )'*U) D
cq F- Fcli

Ec6 c6 cr vicE c, C4 ) (4 C4 ) C4 )cr
0 ada) ccZ
4 CL ~ 3Y)Q)= LOC D(
en = cf nU o L
.2 0
... N) LO0V(I0 -I M NW -5 (uu .(0 W *~N (00) w 0 w' m~ wv w- a- 0
I.UJ o = n In)0 v-CO')0i ci Lj i iC
U~U)
cc 0I m v
Cuj '-M a) CL a;I HcLf) =w5 ic , o c60 ) w U -v W
cm Lii .0 rCV)
a -)0 D0 =-C3L ON Cu-<,)</W 0 qL C 10 V VCJC40 0'' c , 6L
qr ~ Ci Je 0 0)O00ýC Cj1 I U
CO. W D0)0 M V
2:0 o O V)o Cu.aCuI v m 0) Cu
r- 00 x v .- 0 0. m
C) U- LOa-!
X: >
uCu
vC~ 0 0 0
Je~u 0 0 00,VI < 0 =_C
oC3 a) 9?~ ) 0(0N N *o
0 )0 C4cI-a)to- D)w
S) 'n EI
aCD.2F-12 3

E clivi 6 c6~ 6w
(D C -C4ci -qC
ca V o k f
- - r - D0 - a 1co ( O Cl q(0 v I
a:c c 66 ic
o I M 0!C(7 rL J R%- U
0) 0) fll0
rI 00 0 00 LO~(Lf( U COO
V)) -,g co5LA- I L- (D oic oc c d( ) - 0 V -cC I-(D)0
=1) a.) z wC ovlour o
(Ao C, I
N U() 0U 0
LX U-) =i KOMC )-( 5c nU)- OC 0c_13OC~ 10 4-a c6aAO:(6
-~ II0UJ
(0 ED o V- toa a)0C- IV 0 WN -cr 0~~4LJ a).
Cl)i I- - C) ( NC C r
0 5 -10
') a)EU- ECl ct o-ja o)Q'o,4
0 o . 0.0U') a) ~0
- 00O00 0 0U 0
-14 0 0 0 0 0)
COC 0
c ~ ~ ~ 0 0)a ) ) C
C" C) 0 00> cccU al0cz .0C ~ ( 0
C M~
0)~: CV~L (
E- 10 FD--m3c
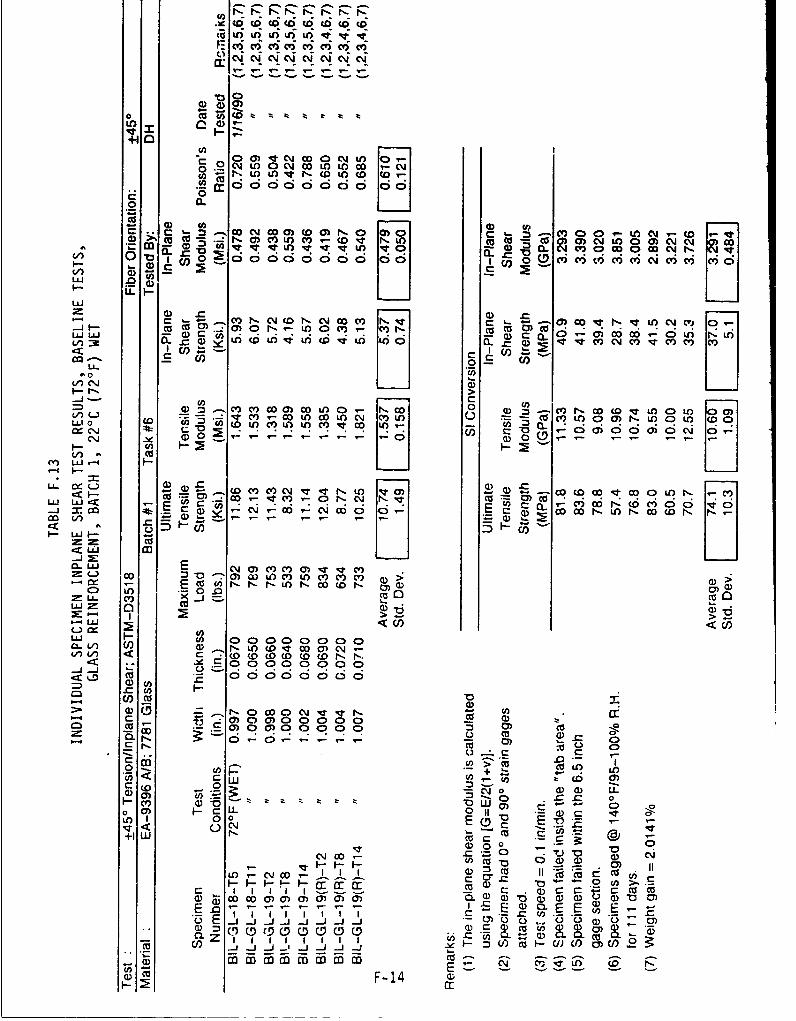
FZR P FZ' FZ'.~(q co co t (D (D (0( co
(a LO) L~ Li L~i 6 ~4 Ili-
~:Csi CV) Cs Csi C4)(V Csi C4 )l
00
LI)
-H,-
Ca N~ Lf )I - CD LO) (D oCC C;cr0 06060c; 6 0;0Sc
o LJ0 ) c ia cc 7] r - (7 oc ) w o u*c D c rv-tL '-~C CiD ) )-T 0)0 v- 5 a.ClCV)o a O 000N N-Co q
*~~~~C Lf-U U O-0 Q .II VSO( (VCVc)C)LLI 0I-- L F
ci .CJ 'a ci -:a 6 6 :6 i tV) X - (-' G ) I Noe ~ ~ C~CDv Lei~ c6u ic :L 66E-Q -a r'TC)0 V - V
binl 0 i
(1 u,6 CV)CV 0 0 C U)0 N00a):CV) Nww v 0CO w 0III 0 (1-Io7CD-4 Cl; CL) _ 0
'AC) . ASL )C U C 4
LL. I I L)(3-~ COC)C I T'Tr f - OC OI D0I)N Ccc H ccCD
<t - cc 0 - v. cr) 0-6N 66ij'vnC') noa C o O 0r U)N-O( N r
ua E
U)~~.- 0; 0 z
"R C/.. < CO
a. cc a)~ 3 C\ LOc coU- c
V)f -- 00( o(0( "1
w ~ 0 0 NC 'I 0T N as
ccci Odici I
(D a) -;_ O) d)
qCl) 04U) UI W
rnrrn CnwwCD EZ 7M
F-C F-C[- C :4t
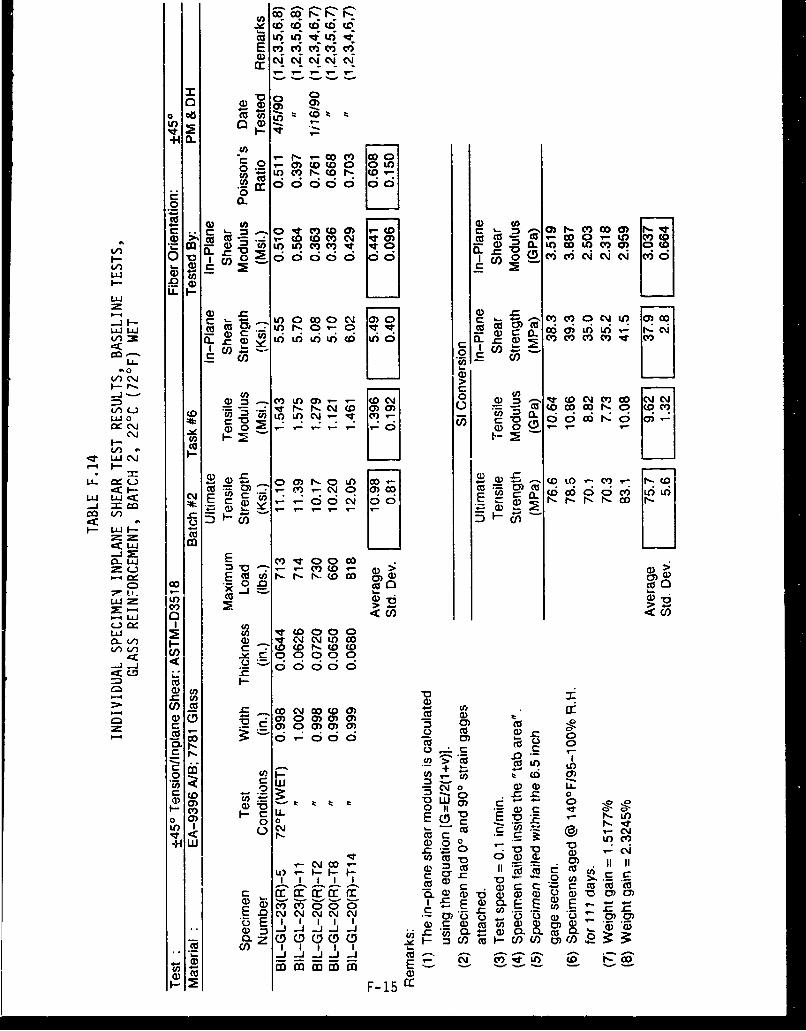
Co -~ - r-
E c6 c6 c6 cvi cv
U) (D4)
.2 La-
MU 0) M o0 -coCI -C)C )tRDc. v7 t t II M -- W 0 W C) to
v;C OL (cY()~ m T00 0C OODt o0 0 wII cv6
Ui ~ ~ HUt ,o qo6- ai L6u tIc
pci ) (nCO f)La OU (0 U
i-. cnI 0.F]F- C- > 0 t~- Dv
4.~ cc
(00
co ~-~ :3 (D (7 M(. cco 0co66Cl o t- LJ 0 h ' OV . - -6 cq 'ti 6V' :3a Sc 6t. 7
F-t V1- m)
V)) ,: cc
Cu I
-L = S) (D0 O 0: DL C) -(
< F o C.- 3v C~j c)0 oC3 CuLULJ< Cu4 ý67-.666 0 4)i u
-lit ~ ~ ~ ~ 0 a) C ;C ;EO c . - 0 l
a-V u0) E* 4 0o cc 0=i C4)C M nW 4
) o -z 0 0 C cof
n -c COC
< LO L:0~ > ~.
C" C) a) uCEnCj:~j' :3C )4 0 )
Co + - -g.. ;.
3.1-1 75c\
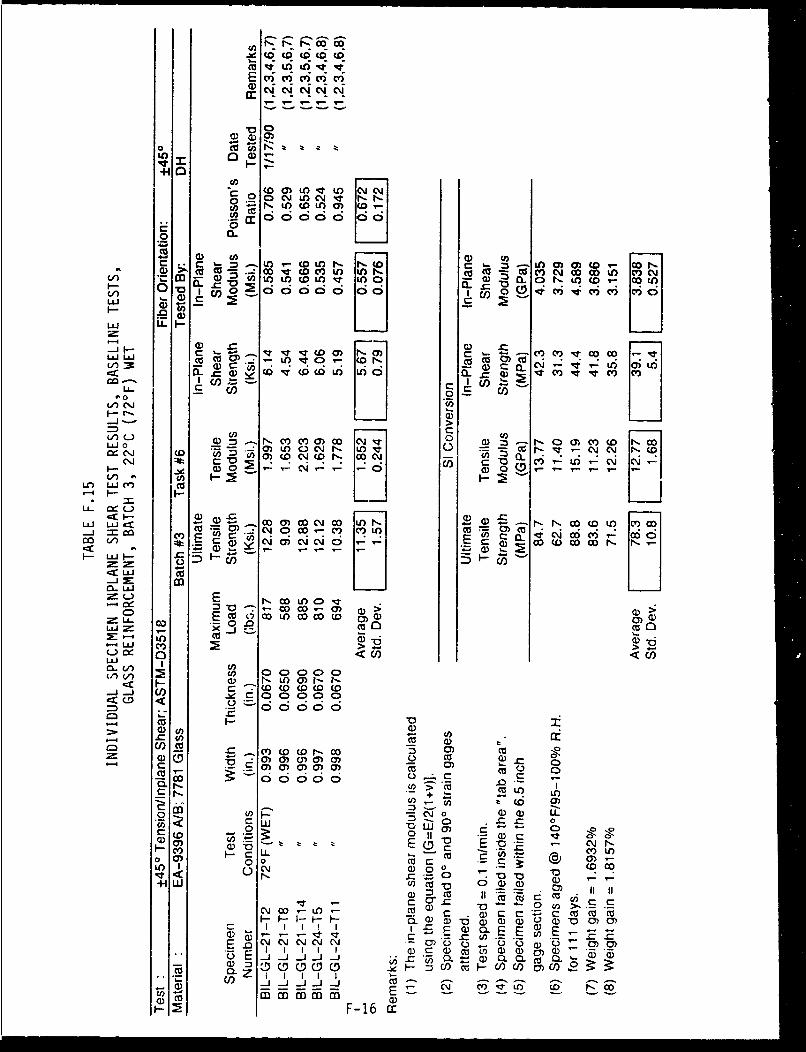
ED cvi C') C4 C4) C4)
000 ~ lz co
-H- 0
oO cc N U DL )tU).
0C i 6 06 :H0
V)~tn ' W cc 750 CL ) )cý 000L r ~
M- F-0 (0. v
O- v vq~ c ) - )MCW RrC 00 -~(c ~ ' IV
CO ~ IL CO
0) .c Ff] 0 C/
(A L3_O IN CDN D
-:J coc;cc ION ui C
-ld 0 0 0
an~ -- C CO MO CO aD
E 0 00 o00%;
C:) :3 ~c'CO OD-a ) C >co
LO.~ (D CO
-Ii 0)C Cf ot ( o
Ecm L
cC)~ ~ CD , .000 V) (nmca a
1W COCu 0a) Q) 01
10
Lo CUl a)) 0 ) To) 00
V - - = ) L

CD 4) CDCOCD
0)0).0) V0)0 0 toI
o Nuo ) Lo 00 -r M - P
U)4) U
0 0 0) 6 ; ;c Cl) [~LU 4) ,-I
U-
-jLUjC CO CO (00 rCO~ N ~ O '- -- CO' V~ '- Co 0) r'- cn
Uj ~ CuO 'C)'0 ) cu C
V) C))
V) ~~ L.)~ 0): CuC NV - aOD0)NC 4"0L cLLJ o = OUr.Cv0 O C.- W ) Da) ( ( D )c
exJ HY U) w~ CD m C 0 .) . . .-.
F-
LL JI =U ~ Cj<rU CUf O I-a 0( ti ~lL.c )a ) ý o, vc
0i 0) 5Ca
Lu. E )C)L OM D 0 D D a a) 00 0 0
UI-i 00 0; 0 0 cac
0~ ~ ~ 0)))0) ) w V) V )0 t-0)0p
-j oCD oU( * 0 ) )00C o o< 0)
CCd
0) U-
cc 0
*):t. - COo
C" 0C'00'0 a~U- 00
U)0 0 E E)0 )0 )o o~00~000w r~ ýa - .-~E 0 -- a( E c r o
=~ EM= 0 . D04 LO
F-- Ct

cq CO I -cc L6 L6 L) L) L6)E vi c6 c6, cvi 6
C( i cli e'ici cs
o cc~ r- Lo c 0
ca
.2 a.4. D 0 c
(D cc a C~ M- ODCJU0)U
LUV ) L i C4 C~ 4CI- ý a a lq iC
0) 4.- 0. 0 0 ,~LLiV) L o)CW C\ C666iCV6 Of CD CV )U
< -I
ca-N D 0)CD 0
0 0) a -
C) c 0> W a) ( L ): - ) -Rc2V)cv1cv ,.7c.,cv, c) 0)LLI 0 4t: a *D (N N OD LO CD N' -L r 6 v rc
v) ca~~
r" .U c,,
OL ( N. (C10 D N CO o< - cc 00 U)0 co 0)j RT U Cuc ý ý1 ' R
ca Vu 0) M~
_L 0)0. ELi.)(.U)L-)- = 00 N V0DVC
ce 0d U *0v)0 .. C) ov . ) C Da0D 00~ cc~ cr
LOUu m0C0)00
V)~~0 V)(0 c c<u, C/) C C C C C
-- E < c; II I 0 ) W0 0 ) ) )CDli i
cm -
co.
C/) cF-U8

r-a ODc
E c6 6cvi 6 6~13, cli c~i 4ci 4
a)0) 0)
o c
C> a ao.2 a..L
Ov -- o66 m~ (- co~-- otn c 5a.5 wO or'.0 TM-0 -a) IO CM .~LiCl COLJLU. '3' cf) H 0) COC Na CD ONL WLCOoo~ or- r- ---j r'- wuO r
LI) (D w C 0O0 iC 6r 6C4) C CiC%j CLi) NC' C~oc jwr .~
e -C f)0 a)
V) 0_Uo( ) -0 0) It Cr) C\J 04
r- N~ W N'CO OC'JC) 0475CLyr.c
cn 2
coE CLL c-
a) C - r)*t s 0) . It O L ) M C o =Cf Eu cu-0- ND o r- M
4i -o CuD
0.CL U)C-.') U 00 N000O
ci: E c cf)cOCD-q mc) a MLO cccc coD
aiC) >)
COW .s~ ~.c c oc ) Cul (A)O0 0
to)1O0 Cu CO (D 0
00- CDLL COM75CD Mi¶* 0)0 () 0
.5W Oý -) 0))0
cC) 00 o0 C6 ci -'aII) 5 , 'L I
0 u F 04 Ca0 Q) Q)a 0*
W 04,Oa0 0
F-1 9
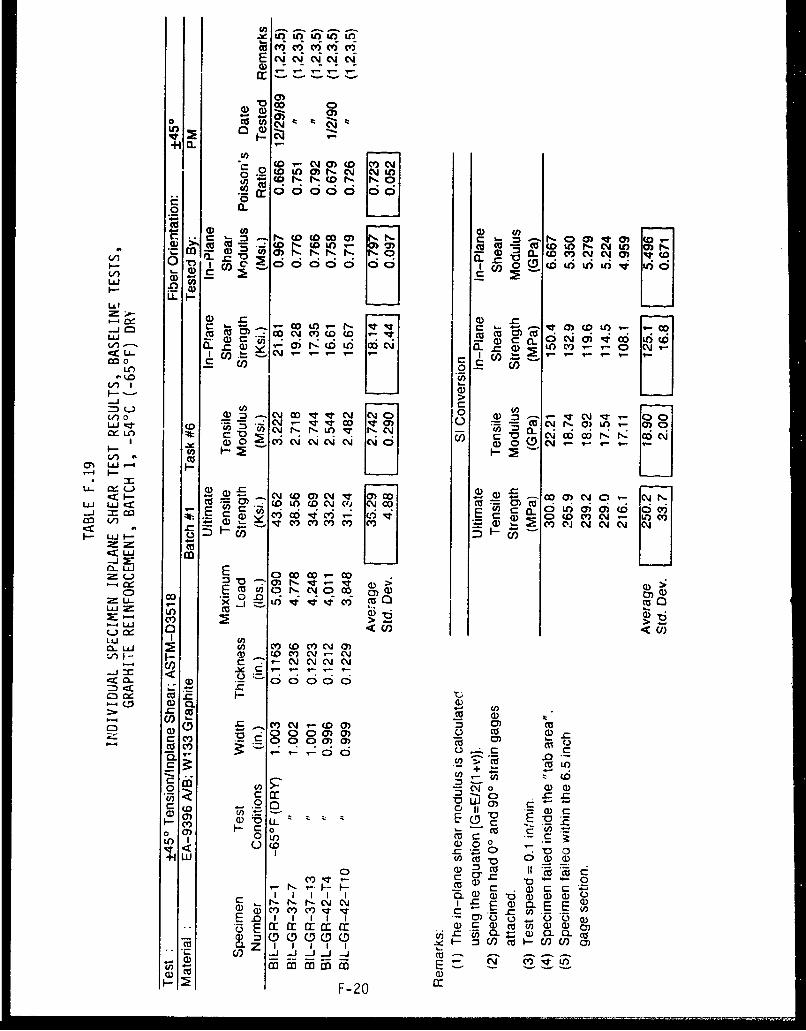
0)0
0 4-4-0
CL '~ co 04CD Cr CD- J0( ICW) CJ
0 rrco- NoL )Nc !Lco rl- Noi
.2 C
.. c m r~- CcO 0 COCOM N N) M Cvi L " C a) N - r-. NO aCb . w N N I c
o c 2C; o6 C ; 6wiU 00 e'Jc'Jo4- 0) 0~ I OO U~ 1n
Ln,Lj.1 w
LLiP-4L, (CI
Lu U) -NCt V - -Ot )t OC(D CO': C P (6L6 06- ) a0- = a)c2 Jc'JcYJ
Xl CO -0 r
00Q
LL%;- CJMb V 0, D )L CUjr 0 u ~a' 0 2 6*oooOý ~iCMo ) 0 C14
m CULL
<'0 I- 0 7)C.0
Lf (DUCcc ) E a. COC mC
WUC
CU-. -j0 CO CO C
a'C r- -- vC:) E wo NN 0 o CMFD20

-Io - . a n
Scc ) M V M ' co C6 vE cli c4 c4J c4 ca:
'004) 4) 0D
0 c
Ha-
C~j 00)C~1A 0
co N ICR I.CC0 0 0 0 0
o LL
a) W)
a) a)0 COC )r- =a! M000V O
Wf o )co c 0W (D w CL) - '~ coVv ) -j
0 10 -aoC 66 c l oc6c 6L 6c
LJV)t L)C~ 'O )N M - 0 co r-cve N M M 0 101
V) U- 6:4 4-. . . .
a)t
4))
o~ WC aC
0i C') 10) 0) 0r O 0t
C) q. co) ~orI CD) _W 75k( C
4) o C ýC' C'ýJCý ý f c;0 00 -N
V) C-i0 )0 U) F-
C 1 0 5 ~ of *oa c 0 nC 5CDc
coV c) m o C: amQ. C *4U 1
cnC)CV) 0nC) V
-j U)-.
0 -w .
F-2 co

E c'j 0.4 a'~ 04 cJ0)
0 ~
oD 00 1) Go(a m' V)'P~-coZr-: -. cp Prý I
0 ix 0 00 00ZI.9 a.
0) W0 0M C00 D L
'D .r-0 O O D00a
a . (
LO 0 0 )1 0al0 6 O 4 U 6 I
ccC~c~0 U' C)_Vu ) 0 0 O lCDtP 0 0 m 0J CV)
<~ 0J C/.J CJ L ioo LO ao
CY CO 000 0) ~ r Oc 0 )Cjm
U-
.<()0000 ) 0 OCC(YC 0 0 0) r*- MCDNu 0a ý DP D (CuV) o* V 1 M c ~ ~ Cjc Y 0
-U 2-1 0
0cc No _0
E0 %V0( Y 0C O W
U04)
0 (C -M-ýW
CD, 0 6co ')L
cF-2
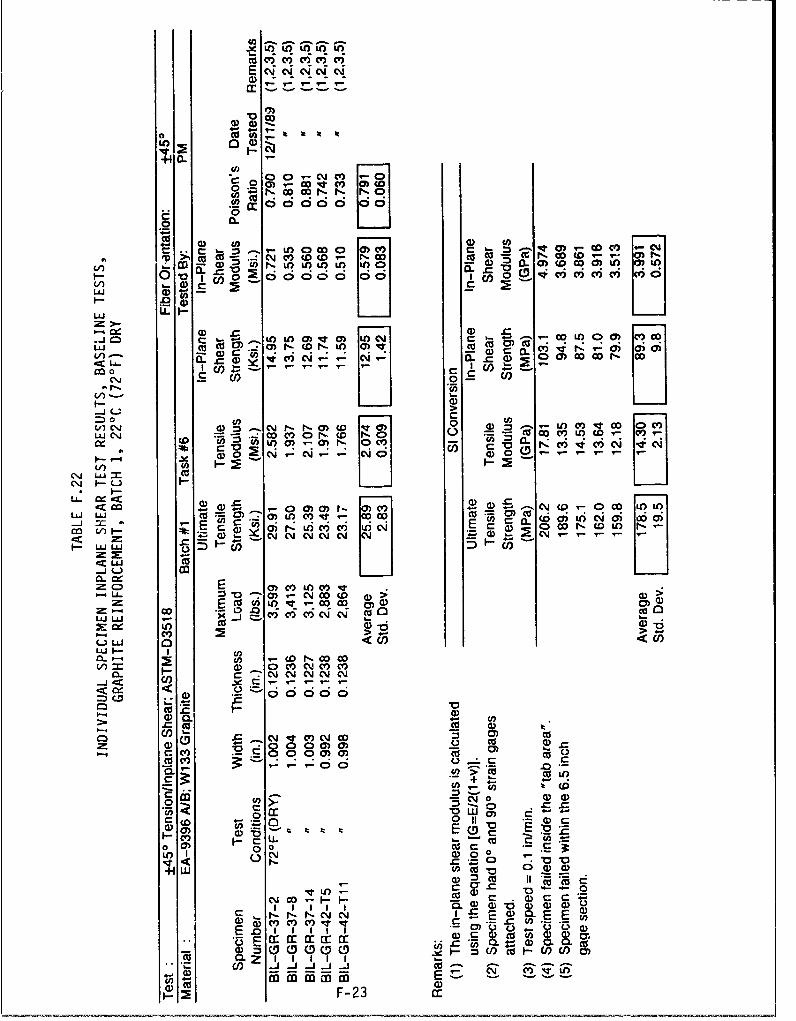
E c4 i c4 c&&ca:
LOc
a (UC CMc
L00
toCC 0. 7LC. c )Jn 0L
ui F-
cu. ... Cj ' DD -DItoLn0) * 0) 10 CY WLO 0 M M 0
U_ cm CL = 0) 0a o o III II
c 0 Cl'
'I, IA F-i _) II V i - ý0 CCJO U, 6 0 ~
Cj F- L.)F-
LL. x<(~ .~-~ 0)~- 0) 0) ca, ~-CMJC -0 ~ U
I-J LLJLLJCO-t 0O
V)F- C 0) c'0 C L6 0)>~i u ý ) C
< (U
E) 0). C4-OM I
M.LL 00 -7CC T-<C00W)
ODC 6 C6~ cvJ C4J C'J C'J<a,~( -6666
CDo N- COOV) ~ Cu a,_ C I
0)0 o\ CuCVC\Cc'
Cut' Cuce C C
a COJ 0 0 4-)m
a,0 mo E) Co~c 0)mOO
.2~u 0a110) C
F- ccu a
LO 0
a)2 :3r1

c! c'! c'! cl c!E ci cl! c! c!Ný
0)
4) C) 0)C
0=I- T- o;n cIx0C 00 C 011
m D00T - =~ - M N0
V; - . D 0 (D 0w LL co a) CU wn 0D N o r-.l00 g10o cw c r.'s o iC ;6 c i.l iv i iuj ) Uj 2
c ~ 4) (7) N) coc ooMI N 000)CNCOr- Co CO L nr~o o
CL ) C CO C 0 CUO) CD Ot-00CUca o Dc C
I- 4
4h C cq ) 0 - )
CO),0 c LnU) icov 'ic
WI- I
Li- Ci. < r -
< Do- -0O V 0 )-(1 ar DuW 4)- a.4)C - -O v
C14~ ~ ~ ~ Co l ClCj ~w c/,0 -3 .n 5
C.0O )0 0)C.CD E0IV0m 0 c
o: Ix 0) CU a)-6(0- > >V
4) Cfl'C C C (7) co) C~ W i)0
a) , ci ci ;
a) a,= 0 F-CO
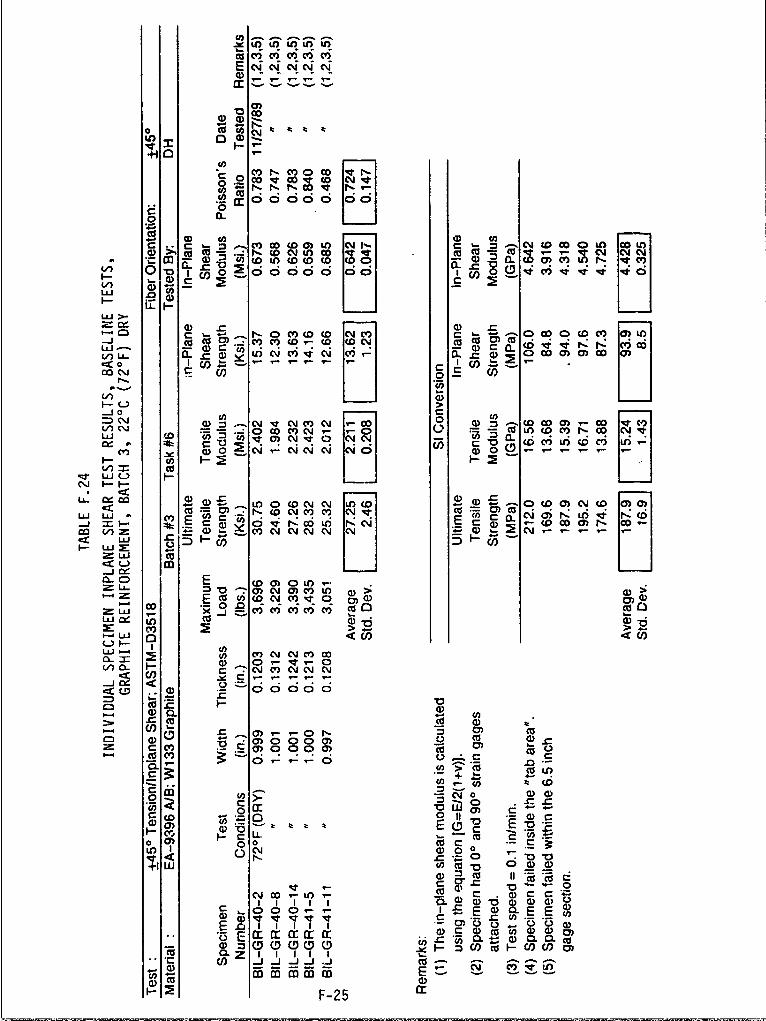
Co - - -~
a) ) _:- :1:1-cc -
+0
Of) f- r.Cf) 0OD
M o o.6
cn .9 ~ 6 6 oo 766 COC QO m W7 CC 1
V) a (DCLAJ mII- ILii >-
V)- (D~o (D jc CM Cn Q 0 CD CV) 0) U)C13c% CO) Cl D C DC4cuc 1 ,44)C :viC
Li)- viC~ *~ -ý vi C, 0..6a 00 0 D
.c Cuaa)1.-CJ~C'JC) 0 ) - ~ .DW)- UC
O 0-j' 0 ca~c ' r .a co
I- F-
CCu
Ct- (D 04 CV o ~ cr() 0 l 0) N '
u 'j ' L" ) a)O-D0 )l- O
Cu ccc~CJC
u in-
a- *a) E~ to6)666
OD 4U 0- a)-ccc>- .- C _i CV )
ui LO coa)
r- N~ M)--O C1 0)l C\
C ý C
>u- Cu 4) t
0)0 000
CLu
a)) CY o C.)c0 0 - -0 6300)0~'nl 0)C40a
Ei E
LO ) 04 a)- 0a) -r ,- 7
11 w ( MF-25
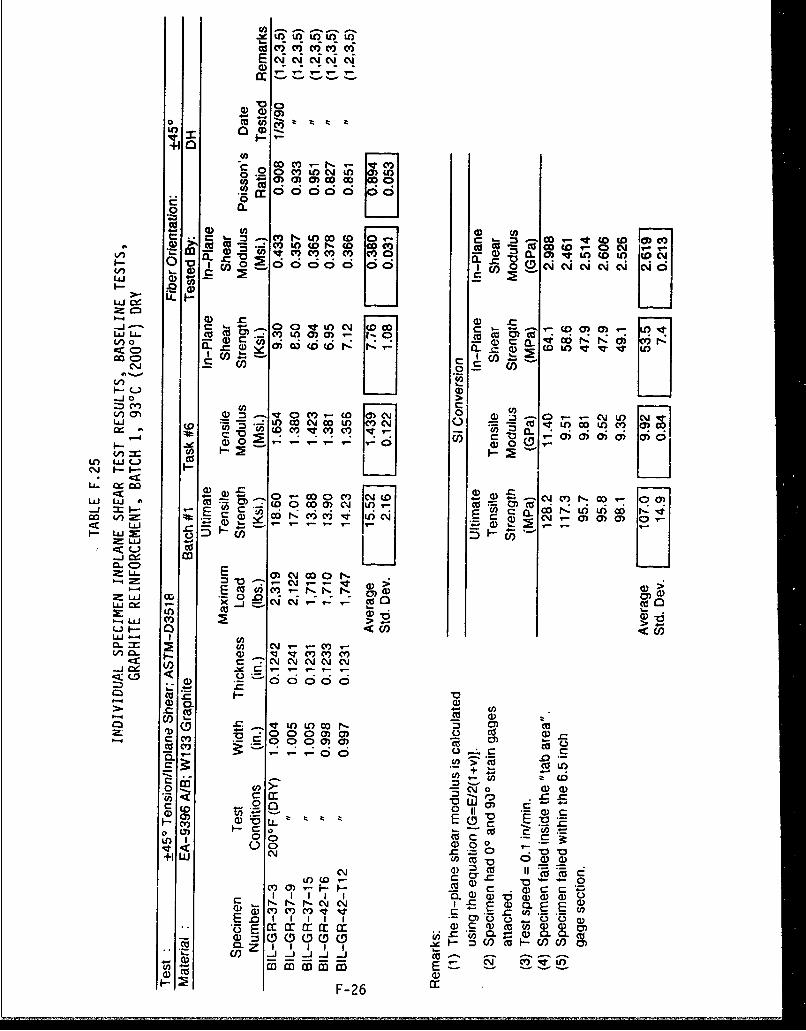
toU)LO Un t
cc cli (f) v6 (C6 C6)
0)Ec: je : 1: ý
V 00
0) t)ooa a = - MNL 0C r(cc cc 5- nwNC OC S0 .
V) c c ocO
I-s II )0)0 -a c
< CD I) c z] w_ oL N qvLiJo.. CU a U..'UO0i a- a, ClU-V)0 f-i- 0 co 11
-j 0
InW cn ID:3 0 - to M (UQ 0 3- UD WI
(3).. 0) 4)
CO -,J C-) CcC% '~
CU.C F- 0)4. CIOa)- 0 V Cc( 0 - OI
.C-. C
Z'> U-E )0)c 0r
CO DC
Eo~co
C\1 C0*n
Ln~E CL V It (n IY
MIz N ii I~ -l CO C
co :a-26

CO -. - -. -
E c4 c4 ci i s
Q, )
to
r) 0 a r..0C
'= co Gc~o ) 0) C)
.5ar00000 00
o. cc 5 -I -C l w t 0 c c c0 otV;u a) WCO ov t I V0a.1 4O )C) I-c
0 -0 CL = o C;C 0 i ; io CV)( N Otfm)-)>uC -. ~~ 0) Cuuu( coD(O CA.t.
LU LiII 0
V) ccc D t V I rt DU
CD 0f-C0(W C'lCC)
-j 0) >v'0 )0
(10 oa LO f-f OOD t)a) m 0) 000 cv,
'. UC..7 4t C a 0u) Ct )0
F-. J4 o 0 0
to LaJE UD C
LL. ~ 03
CCa0 o0 00 ) oC)()0r QCl 'CfO
CD ~ ~ - aA4 r C) OC¶JOC i u E - aaJ
.-r_ .y.-ooooo
21- I- au ~ cc
a 0 Ec LO~ ) C* 0N Cu
wo Go Cu0Cj x 0 -0 C4
L)~ cn C
o9 Q- _0 CM CDCCV
< 6 C~ N) CCl -~jC
as,
(DF-27
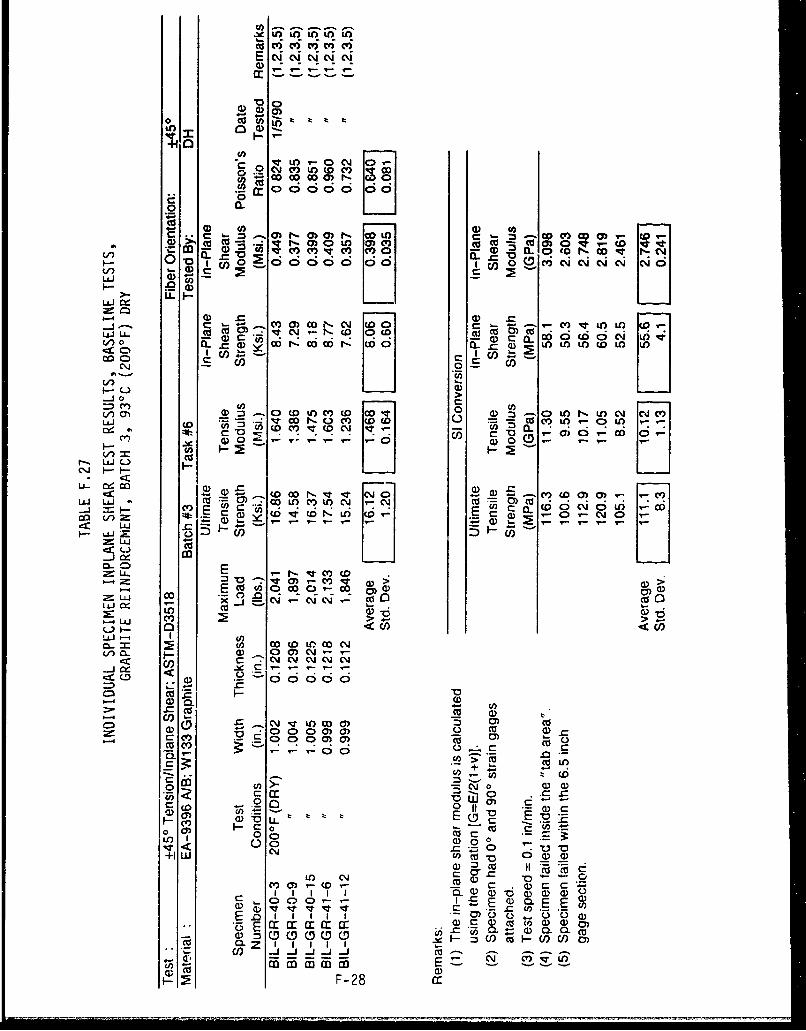
m~ Co) C6) C6) C6 C6
E ci ciý c4 c'i
1000) 0)
Z0
o ( ym n o l5 310
it) 0 0)-. c ; ,
.2 a. LC ~ ~ ~ ~ ~ ~ ~ ~ 0 G)r )I (CD nC oC ) t
= 1A0~~L CL m0- 'm ai ;6c ;C c;o C/)T
UI.. LL L1C g -m )0 N~.~ t'O f (04 0o ce' Vt U, ) In C -
LIJ~~~- LL- a) VtO, 04-NC IDC C 6 66 6 u(0 0I a
a. L±Jn. c6P:c 6 I- 6 D a , )I n w InCC a
_1 CD 0 -c-
uJ V'C) KLj.JCD 7- -- CW:) u) C) U) --
0t (1) 0
C LJ - 0 -i
COCDP V % 1C,) c 00 LinmL C -4 ,Cc ~ jV C ? J
ca V) (CD E N C
cC: 5 CFVCJ-J~
as66 6
C).. CD
LO 00
a) - 0 0) W~ -
<O)c 000C~= +<-W C-1 - ?*-
a)) -7- C; 06
C)) (v -C KT 0n co5 CD u0 1 1 0 00)VC00t
0~~ 0- 0 0) 2.-
ocoo cco o
.. J.JJJ+ CO In-
00 0F-28(

S- - cq- iZ -
0 ca
to WuC to cD0)
00
4. a. 'a
V) a) o c c sciC ; S 6( ( iviv
LIJ~~Z -ac-I
WW LU L -
mI U))O VLf CJN,co \(Y0 0)Y -0
COI-( ' U"0 ) 0)D LO N CM 0o c o o) C O OW-.v-- 'i O C~ COJ C N 0)OC3J % m 'n 75 m'-u
co U) w 2
0)).oLr-0-O w
co LLUJ cc
clii
-j j -) - o Dw
CuD
=I CD~J
:3 (D F- KC v 0) a)J,-
Eu cc(a)w0)a.Cu Cu c
Ljj Uj~- o Cu9 >0
<- = < I - -
0~~~C 0oN)- 5 0
4)0 0 0 00 0 a
co 1
T)) +C mu LO LnU) -V5 c6 -
a) O- N 1)a L.L0 C. r_
0)a EV~ 0 0 CV) 0)II- - o r ) ~
E) U- I 0 O -O 0(-c .2sI I_- ,- C)'0 'C3 d) CDU)0)C/
Cu 0 . Z CZ -0 ) )
Cf) =3~j CO- 11= = ) . 1 1
F-29ý a :-=I
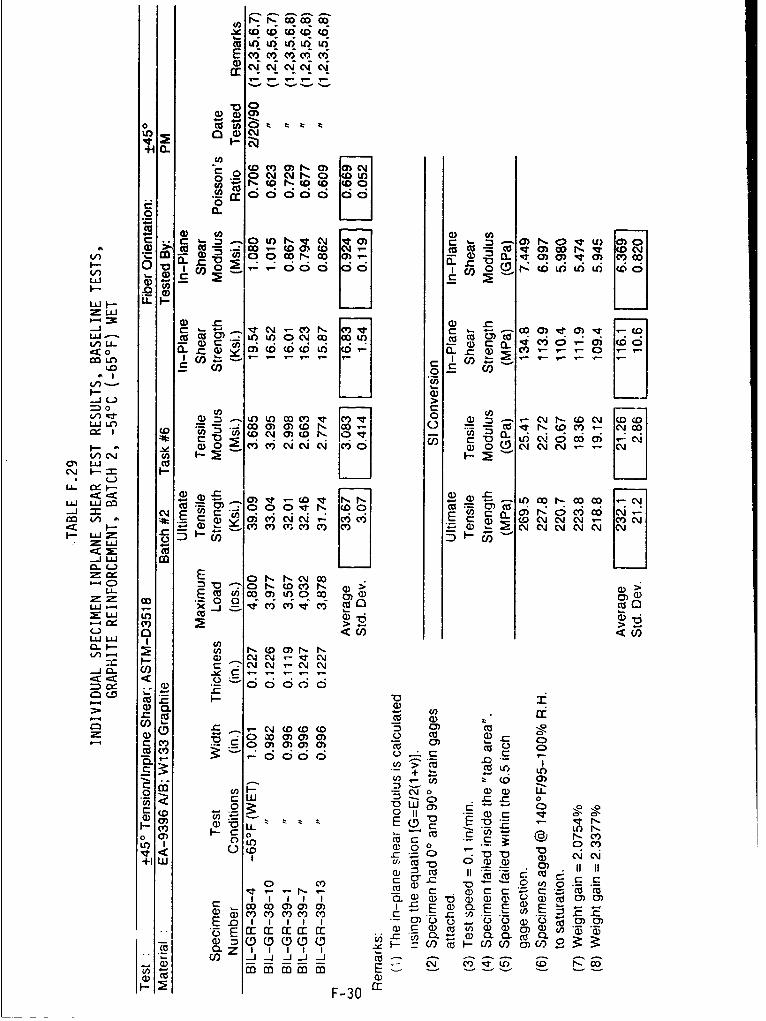
.(CD CC~
to a) CM
CD CV )r 0 b0o cm m CI c L
C:) to co (o R
.22 a.
b 0) c CD )
.2 L
LU I1q, CMQ0 - -IIvO a T T
V) U-E C )c 0) coo
<C : DU ) ic 6U UuO'c6 L6 i 6U r- (D
CO Li
t.0 C/)0U
Inc0 o Cvrj~~~
d- 0U I- 00c- mCc C-t O Cd)
to ~ ~ ~ ~~C 0) )wK 0v7 z qN( n-clOvi (jL -6 6 (vU;100 oc.C;c )
Cp) (\ 0
LAJ~~C 0)C a Q03 : .0) P-c)c) 0
F: ~ ~ ~ ~ ~ ~ 0 0 '=( cnc r nc)m;-a - -~ 0i ~ cqCl j
=U Q(E ) N)~0-4 WOO3 a C: C
I, W E 0. *. .0m 0Do (
LU ~~~ 0 C)0 .1i C6ci' l o
04 CV) > >
t-E (D CD) t- N.
N N Tt
c C~j C~ C F-30~
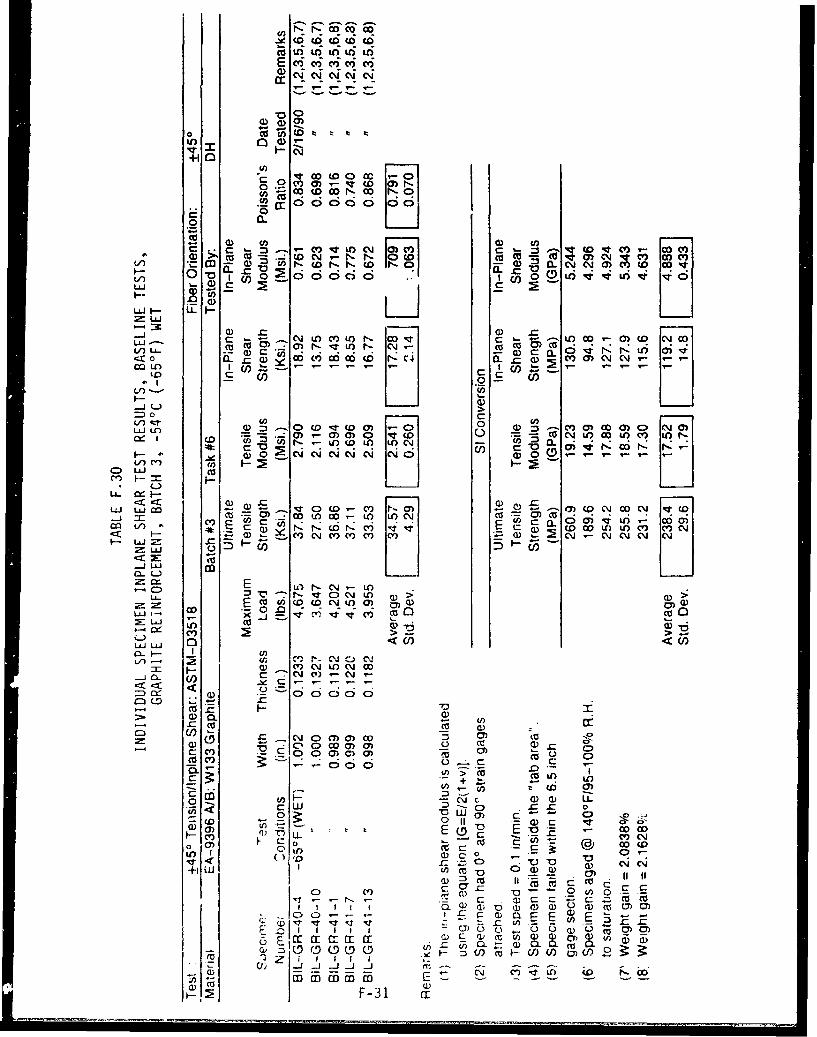
J oto- Cot ca ocsL6 Ld L6 It6 Ld
E vi ci (I6 ci cvi
a:- 1i-
00
00 CO 0 O
cI
.ccr00 n0 C 001
.2 a. L
co. c75 ( * I -tl D 0w cc U- 5 C 0y) C% cf) (0oVm
V) co N N t iN ) .1--I- 0.A-LN1--R 0I [cn 0) LOV.CV '
(C)Li LO M -O 0 ) 0 0NýL LOC )W ClIL2 CV) 0_)r . Oca Lo I n e - --- - - I=-2 V
0)
o o >fLL "I .j -- a) a) a ) a q( pO Q)C 4 U O L) CO OI'
./0 in t C\j C C'.ý ý ;V) CvC'LAJ)
0)0- CC-L~ -L CC LTac c -a mco - obj
ca Ln 0) C:CC: . -CJ 0 )cc; 0)ý vi0 -C OL n V
-c ) e C~0 (Y0) C) 0v CQ ClCj ~
CL L-)L
o __ 7)C) ILU) co U
og 0n U
aCD Eo- r-- Co C) oCf) 1-l U) NU OD- V)
0-~ U) CC0 CO<)~ -,
0.
0~0 0 )C)C
0L a) 0 I~~ C c c
C Cý ~ ~ 0 OD M 0 c
c~ Cf- 0 U) C ) 0) pa C)CJ)2
cc CV) L)
> ca Rca+ 31 &

cc L6) Ltj IL6 L L6
E) cli C4) C') C4 C'~)
W 0)
V ~ - z-
-HO
COao Cr- CDCD rN 0-
a 0
ULLJ0) .C0)
.f f p Cj I ' , c 7 4 1ýCCO]cc r- r" 0 CV) M CcoCC
(1- a-~ qJ 0)N 0 . 0
_o C')
CI) .0. C')-0
F- LJ.I)CUI
.- 1 00 >~- )~
*~ LU C6 o ~ c (D' -0 a --0V qa ) OV C)C=3 '- I
ZLU Of~o , M
co(y C"JqC'6Ja r as -C JC'J 1
M-- Va)
ii.U CoD
U- E 00
IJ < I
En i Q- 0 ~. a 0
co C) o~ CDU o) h
F-3 -

.x CO CO CO W(
E cvi c6 cvi ci c6i
IV C4 i C4 C4-
LOO+) 0) O
o C)U Ll C-
Cc F
A) cu75 U)v - NI0 CM uc M vc CV) U) CD 0 00d - ) rCD1O )r-O LO c RF D. L 4 L OL 40
Ln 0) C
L)
LU )c-waa0) ai r-:- C5 .C6a ) D( o ow
cm 0) 0V C C-/DC)0( D
C,)- F-I->V)C\j = II7 ' 0U 7 tt -P D0U.j co. o_ HovC 0r
Je ()oI ýC i ('C'
U) ClD0,~- F- - ,'0
LJ CC )C
Nj LAJI
~0)D o 0 C) V)CD~ qtrCV 0C' .. QLUJ LU 0\J4 u a-d~ V*-Qr-
co Ln z LAJT CV C - CS (
W HU= E0) mL t
m C): OO r ' V ) > -)
~L&J W - a(
V) a:~ C'j C\J C\I C'O U C) r-
I W
~CD3 CV0CV)0t m m) CO
a) 4m 0~)) ) C) C" 0ca m) ~ 6 0 00 0 " c
-> @ co U')
.00
C~ 000
-V Ed 0 E L- tHC~~. cu ~ ~
U)C\J Q)00 0 V
+1W CO)u 00)0w)
o m C
wu 0 Cu (1) ) - -
W :3C::
FD co Fn ra 8-00, E0
0)Q)
F-33 cl

.Il - -a
E c6 cvi cvivi cvi
-0o0) 0)
o t CU(OD
~00=OD0)N- 000 T
- CO
0) r ll- N'-uV, M0) V C) r- M -0) j.N O CM0c) 0 c
C: M. tO V= CC Dt* ) D DN v
Ln- EL - U= ( 0(m w 0. W N r ý t
UNJ W C C/C)C
(00 0
LUC. C Di co - oc 0 ''O o 0L)c)ON L i 0 V0F- C)0) F-v
Cu I--
cc, w0 OD r 1 q CJ O IT " it
CV)0 CU0)C CV )N C r ; N
(D Cn0 i ý - CuD E c-( )m r-L l
C- PQ <C,,m
:3) 'a -_ ~ N r
EI. w ) D0)NqT 5OD 0u I.-LO u as C,
0- ) V) CO
l- CM M u
(D CL
- -U 0
c cn 0 0 m.-' 0
m 0
3: + wi.) .LO LO~CUC
.0 I~ 0i Q 0) a)0)~
0E E t -0 u 0) ,0
mmwr E- CO 0LL c F-34C

I- 1C -CD GO 06 C
E Lli U) U6 U6 w
a: Cl C-4 C~ CV CM)
0 co c,)0
UO a0) CM
+10
ICT NCD C'j V)UC0 Lor-0) m Q ) CM~
r- m r CD f-wCC 0a..ý0 0
CCU
0)00 D I = .2 m ~c'j04C'o r-. LO oa - L >ccs CC..0 ') ) CO CU CC O D 0 0cc- 75 CD C#J) 0)J' C4 0 a0 C)=a-C C 14 0 M Iq f- qc
LU CO0) C\ Cf C~ 0II0L.Li
I- (D CLA 0).- j ~ CV) C: -. '.CO OD0) CY) ) C\J
VCDO)O COO Q)II V)C ~ca 0 U)
LU~ ~ ~ ~ ~ .CUrOcnC C1 U0
-L C') -~ - -DC DM G 0C 50 N r Y
LLJI w
-j - -- E 0) o - Dc::t. C: (-)Yn )co0), i
C- 0) CU D._z U)
0 C.-..) 0) OD (D
0~C) CD0))ODi1 0 - cacc
LO ~ L~
U)L U)
JML.~'~- - F.)0co- 0+1W1) Cl (1) (Y)0 -, 01 I
-j <)C U) AcC~0)00 W C) 0 0i 0~
CV.C i 0 C) C) C" 0) C)c ~ 0 . IV Iz CYI CII)
mmmmcr -- N -
F-35 Cr

ror-. N- co co co
CC 0D C-4 CJ C-4 C\
C),
V 0
CC V5 0)
a -.oCD M I C)t
Q0)
.2 Lia 5 C - 0 - M M M M M vo :3 00. r- CV)NCDJ U) N
0 o. ) COl [ ]) I0)-C4 (0 ~ O 0 G0D 6O ~ C0 U 'iC . i c Uc D icV) (D
wLL M) .o (D] U* 0aMNcnr-C ot-J- DC %onC~ V-C C' (6A ~o i a;co o 6 6
c/)cC)l
V) a'- 6 6
'a 00 C)U- o q
(Y0)
:c- - F o)- : Q) (0.0)-z N M It W ) C',,
V) .- LF
0,0, LL U
CL) VW 0 ) C 0- Y)
.M~ CD .zL c)CY (Ij 0 >) ~ 0
cn C> >n- _ )oO)) <~~~
U-)-4, 0 0 (nQ co LO 'IT
zV) a) cl IT l gzC + W N liii - CV
CO - -
M\ co c .
0-c, oc) " C C - *= o'
5_ a- I 1E5 I+ -r CD _o L 0 c
aLF- O6

0) -i -4C 4N
-00
00 C1 0)
LI) O0 ) 0
0)() LO I C
o -= N D OD t- IT
CIS 0) 0 ) ~
a) C'to (0 r- CM1 ct q- M 0L 0-co - l
co go~ ~ O 00 L 1 CN '-0~ m0 ) a T00L DL Dc; 0) ci oWA0 (9 c-L NLv l
V) ) , lcC/
0) -.0(0~ (0 N~0 w-~ VrC' 04 CCý6 66
.) Ci
*L )7 '1O 0' 't )O 0 - YC) CV 0 ~ LA -N-N LO co6
w ~ 000 0c 0) 0)4k: LU( c 'a Iof r:r. 0I6
U-L7 0)-0,c0n NC
k-I LAOEULAO(CW (
C c Z\ LO C') D LO (A CHL LLILJ (~ CIS v IC)L r- 0 0 Il - ) c
ECUNj ~ 0)>U
=3' c e 0 ) > >
< U)
0 -C Nn V C 'J- 0 4 W
-j *
ca CO'cucv) D0)C)7 cuz
-> C) 0) N 0 0o
Co co 0 a coC0J0)
+o M ooL
0C Z NVf *0 LLNW1 N3 c 0) 0) ij
Q)I V ) 0L E (D c I) C~ >Cf) ja
o) CU a) 0)0 0) )Lo ~0L O I~ ~CI 0 UC)I 0,I)
U)) C~ cr (A
oCU a' (1 L E -

APPENDIX G
INDIVIDUAL SPECIMEN INTERLAMINAR SHEAR PROPERTIES, BASELINE
The 18 tables in this appendix present the detailed mechanical property test data
measured during this program for each baseline specimen tested in interlaminar shear. A
summary of these data was presented and discussed in Section 3.2.4.
G-1

0 t
4)M
Ln E
0.0)L a:
U..2
-U ---
V)0 CDw~~ COWa
W o D LoNs~ E COO oo, )
J4:~* R -1 7-- CM
U-i) (U >~
-j Ln 0)
F- cc- a ' C!~ C')C'2w-- 00 0 0
.CL
2= = C C l) CV- ) '-(D)Cf
LAJ
EL) au
L/) - j ~ 0 0) 0 0 0C~
V) m 0 0" 0
mCh C')-L JC)L
0 0
q) Cl Y
CLi E I I I 1 1
G- 2
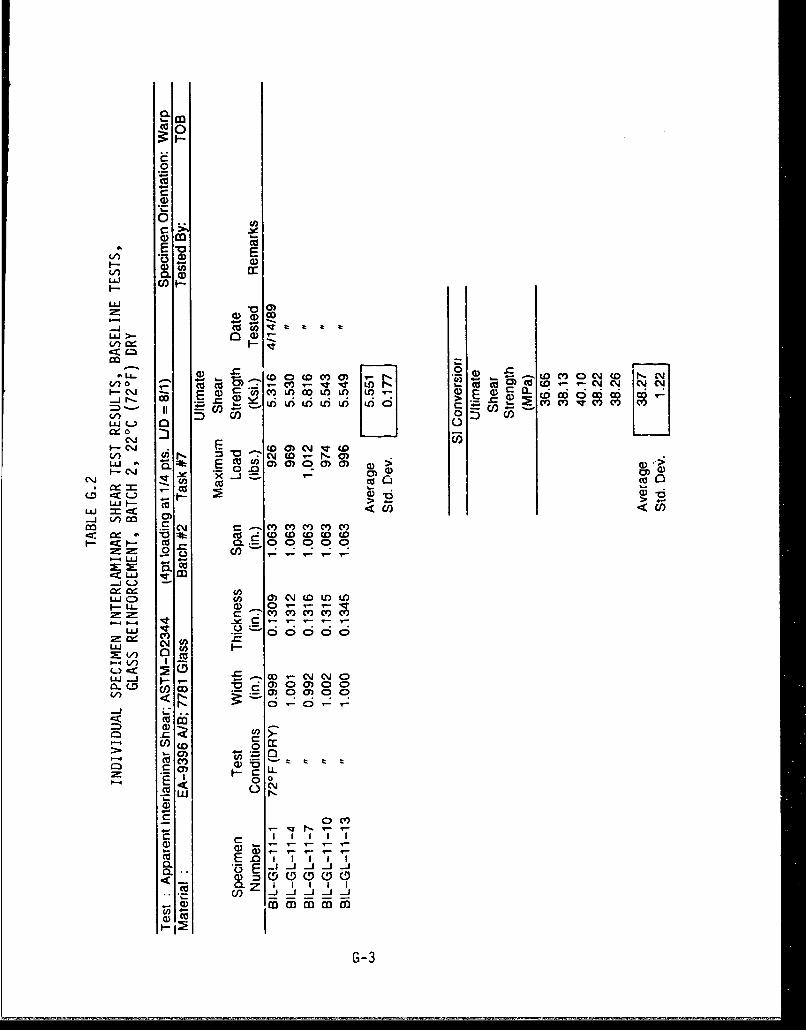
0.
.2
04
Ad
E E
I-
Lu
- m-U- E)4 CD) L~L L 0 o V ))P,
0Lo . g ccLC 0 C1 CD I,0*
Q) c)LCwL O LO Dc 60 <C6
*c C/)DD 0C (
F- "E0) 0 -14;zcCC ) C'O CF)
.- 0 .r a) ,- -
Cuce F- >.Eo = CCU) C
-j Ln Cc cca C ~ M M)
dc~~~r * c w w1< . -o CL 0C
CuUi
UG-
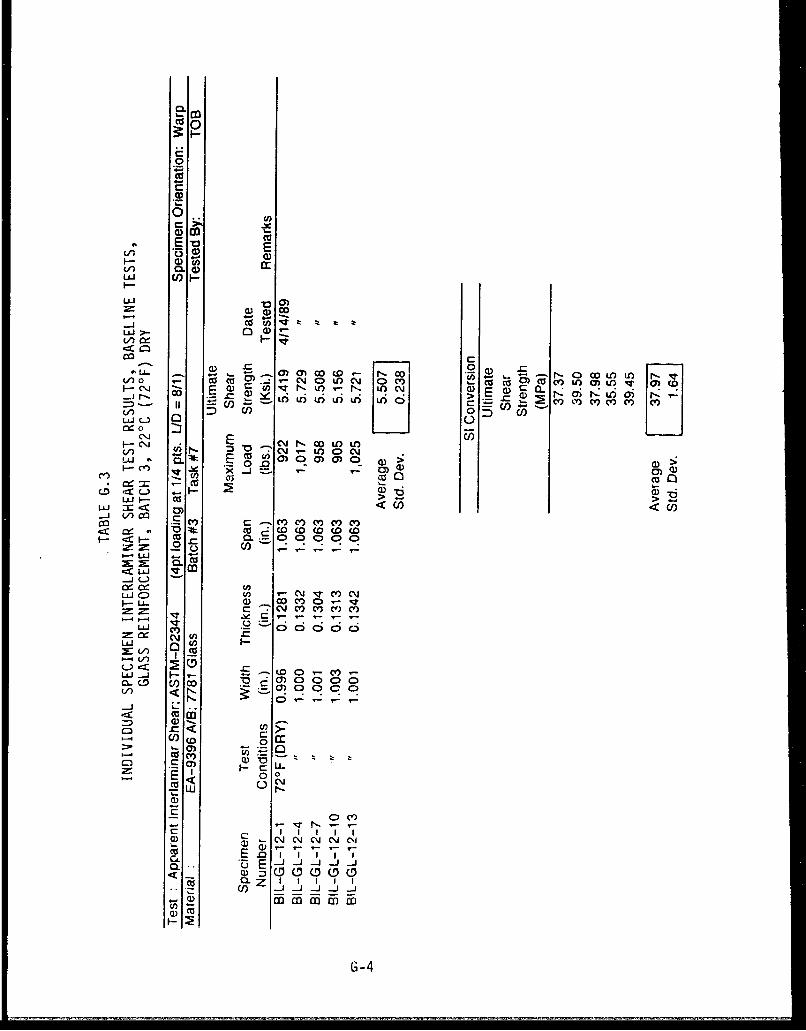
CLo
C 0.o
.22
E -
CC m 77 MO C ýC . )r CiO~u LO M O)OI(10 ca w 04C~ 0 LO C*4 C cr C~-0-CC$O M fLO )tn- C
vi-6u) 6u -rO. l= j- H>JL C.O LJ)
~C\J . £~ Pýc )L /(/)
w oAC E c.o 0) C)oon) ( .y a)> 0>
m 0 (r) 0u c. -, w u* = -asO
Lo -;tu ) )1LU- =< CD < <C
Cdq (n
CD CO 4"mO
I-LL- a) CV~) 0vq
-V) Co
C-)D 4 c I - Cca) CD cncoa ) 0 0
oc=D CDW
- < 00
Q) ,1u 0 0
-cc < ( 0
0) CV
CG-
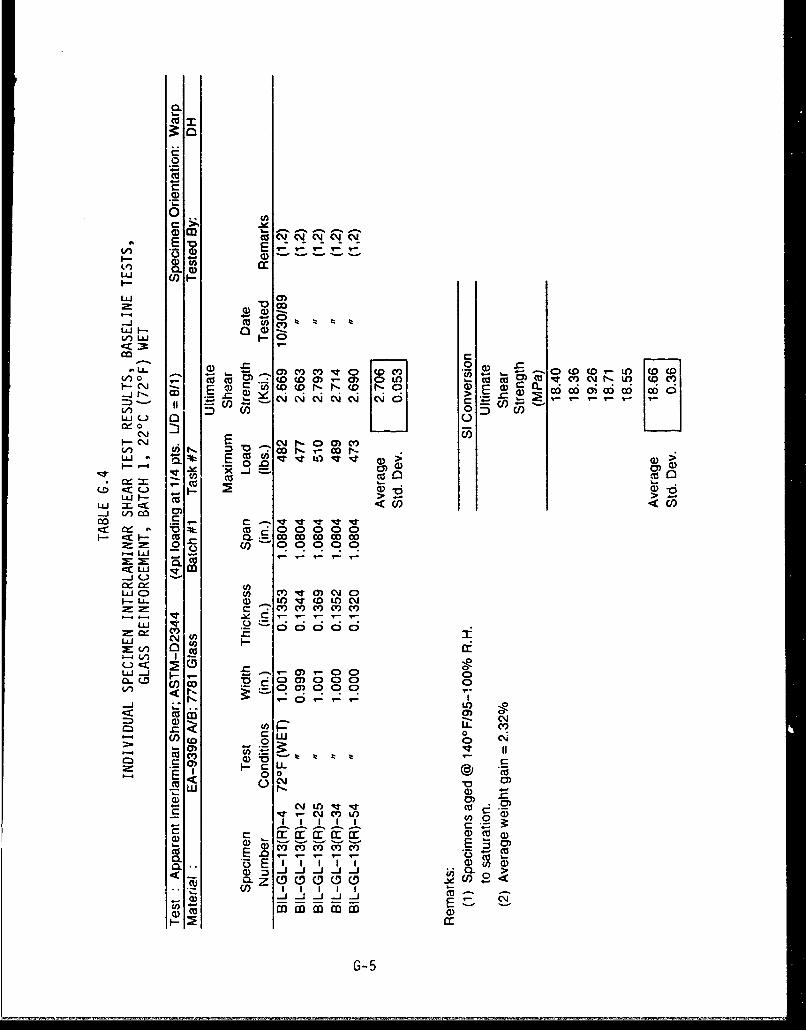
CL
0..
cc
Cl)u
La- -mo m m eNJe i'a CDJ co C.-CO CD¶---O' Oo o c 0 0 - m L co) Cal (0) r rc)CIN U) c
C\ ýC iC- C\ 0)0c D (D a
00 C~
m- cc:I 1CUT*C
P- r-4 . .0- W
Lim ccC'~)C J
m CC~ <' CD C) 'c -. Cr- V r
;m.. m0 0 0
0U C.DU cCV) q 0 o c
C: - 0'--'-cv c) f
<o 7Cui z) 0Y
0- C,.J
0 ý
M C13 ~ a)
a: C)C u< *0
>P - I,) -I, -=-4 C1 CFu - u
C u C M CY--E
Co I I I I I
4, ~ M4W VL) m
CL EGco

.2
CdAd
CL
0 C
0) w
cc C co co -- - -T 00 CJ Cm -. CUCDC)O. ) r ) *0 - 0Q E 0 iCD0
C/)i 0)D /
cmL E. CV) 0) 1-C'
Ad) x* -r .CN0YO)~~ -
4<%
LU)00
00
cn
F-~ ~ ~ 1- a) N - C gr
~ui ci0cC~C0
V- 11 CO C - r
4V) I'
V) <N()0) a ) 00
L: U)
CV0)
a,-. 0 0 )0t (J) I-
- Q)( 0 W )
0a CF)HL~
CL Q)
Z) U 0 < )~a
T - -
G-6

0.2
.0)C
C,..
0)0
CD'-
U~j 0)
LU F- C.(0D
cc C:
VCO (D()- oC 04 rt O_jr OD E . ~ 0 0> 0>E
LD ~L.) a 0
C% E 0) N0 0
F- CO(. 0.0(C0
I-LLJ ý
u.oCO a o W D(0 to
F - 4 -: to - - .r
cr ui Cr
(/' ) <,. D00)0Lr
w CV)) 00
cc 2 0 IiCý-l (D U) ODrC 00ct )C
In) 0.
-j 1
M cn L
c0.Cl) CO 11
wG 7
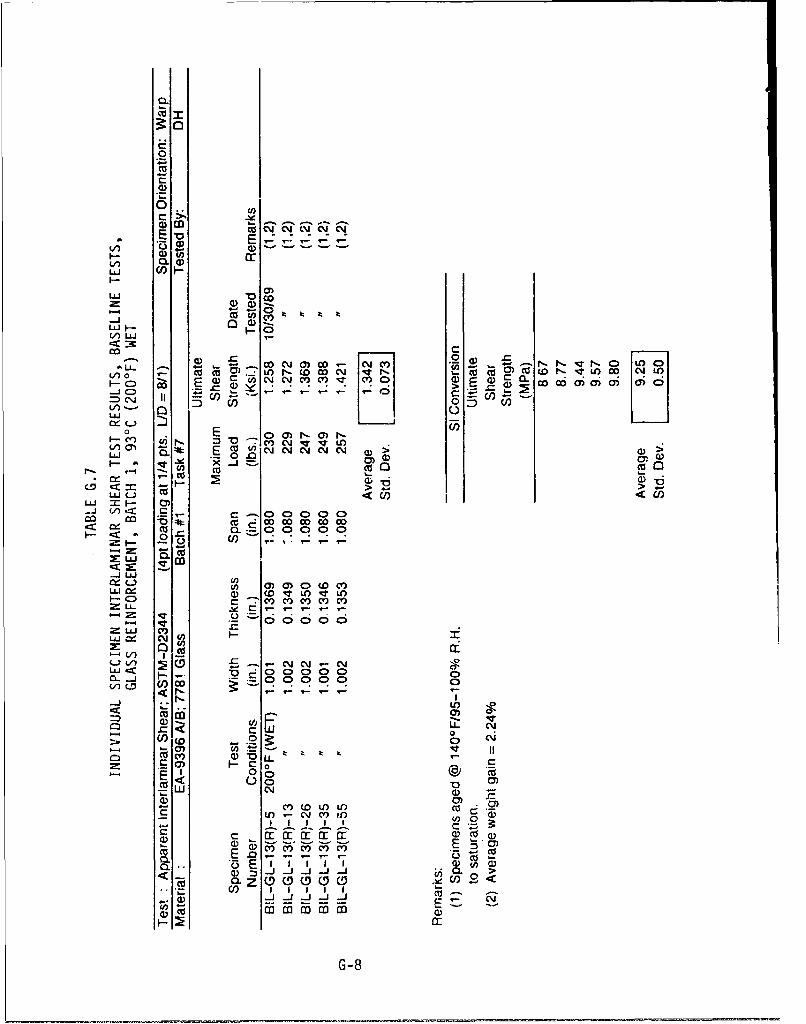
LU)
CO COJCVC
Q.00
=) ") 1, SO
-Jo 0
en ~~ C* C VL
~~ ...-
LU L.) CC < CC/LUj 1- 0Y)
I-< " 0 C::000
ceuU) ) O( C
F-
LU Cv) _)Q
LU.J CV)Y
0-- -j .
Vo V) (V- qC
U) D 0~
C) @) M~
C~ L - C'C) if)- ~~I II
E c m
E/ I I I I I (/CL) Z **JJ*lJ.J
E £
G-8

.2asl
0
0*
crL!
ul
UCu Coc0LU I-
c o . 0 e 0V; n~ r - cM co CO LO 0 cc ~co L\i U-)
-- c o w~ C V Ntc C E a) Ci' coc )0 0( L ý iv ýc
:3 C/) 0 CO
U-i
0 E 0) ) CO 0)m m 10 -7,ir O)
-J cLU OL E
=O~ w-L 0 0 R
U- Ad
c; c;JL co-U ccca'-
uj CY
co co 0 ) 0 CD 0
cac
co 0 om -
0)'-9

0
a)CO
ui.
< -7
Lii 0C
f-0 0 L O-0 or a 4
Ln
CurL CU . Ic b' (' r.) cv 'WvO) CAT)9-04 -.- 2 0 I.ICuQ
C/) Lcl w~o~
Liik c 0 wD w l)
F- cu a~ on C! 0
X:.
W CC
ý- Cl ~CV) CV) CY ( CY
-w 4- M C) T
2, LLI1
V~)
r/ 00)C- )
Cl) OD c C) C, 0 Q
cc o- 0) 9
ab~ oI 0- 0 M'
E 1 C @C 0 O
4)
C ~ ~ ~ Cjcia CU f
-'% E 'o-- CnO.
C.D 0 (L z U) I
(I) ~C -
G- 10

CL
a))
~L0) a:
LAj CflF
U-4 - -)
f- Z0 (0-(
W N0)(0
LU-0 a 0
E 00Cf) OD lt
(.0 EAJ 0 0 c!c! qUt ( >; 3
u-ir 4.' . <C - - - Da
'i C%%%'cc
-E
EL'J
C)~a Cj)
o4LLIJ C J
m < CV) 0 0 0 0 0 )
z (5:'COC
- ~~0) (~o (ca~ CV) ~ '
0)0
-c CVJ(W CV
En' CIl CV C
CL ~ E a: a: cc ccc
G- 11
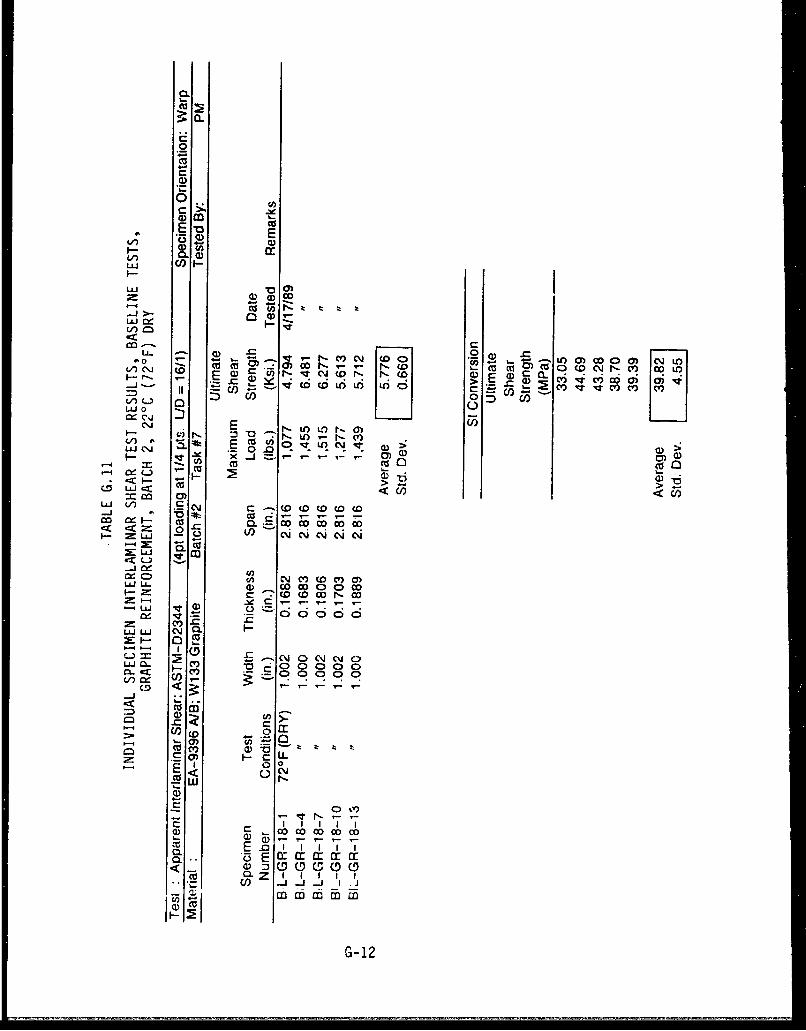
0.
JA.2
E
00
ui cc-
Io a
EL - 0) 6.C6c
(D, 4d K]t 6L S9- )vv ' c:5L Cf U) 0
c COCJE r- to .)r- 0
NA m~ -0 N o r
I-j j :=,i ~ - , CDa 0)0'-4- -0C0 ~
co 000
cz LU c aU
co~0 CO CI C C0C0 a 'n_
LLJL CU 0C
. 14C*
CDJ m~ w Cf) 0)CO U ~ - a) GO CiC O
CV) ýC
CL < LI)
0 0
C: 0 IMI
a) ~CD(- - --
CL Z I
G-12

Ln ClU-1
0) m
a) 2. toO-1 t Dc
_j 05d Lo N iC - n L n m " n I f
5- 0 0 0
VC) w L)
C') 000
CVCcoir- . o Lo m 0
1-- 0 cc- ca
co Cco..0 00
0-. -t ( C ( (
Z zk: ca * r.
Ie 00C OCDC 0O
< i< 0 N J
L"N lýcoc 0)'0 0 0
" ~ ~ 0 0, , 0 r - -M C\c ~ ~ E i = CV -9I00 0 cU~j0- F- V)0 0 0 0CL 0 .cc C
V,) =o <..J .. .LD0
G-o
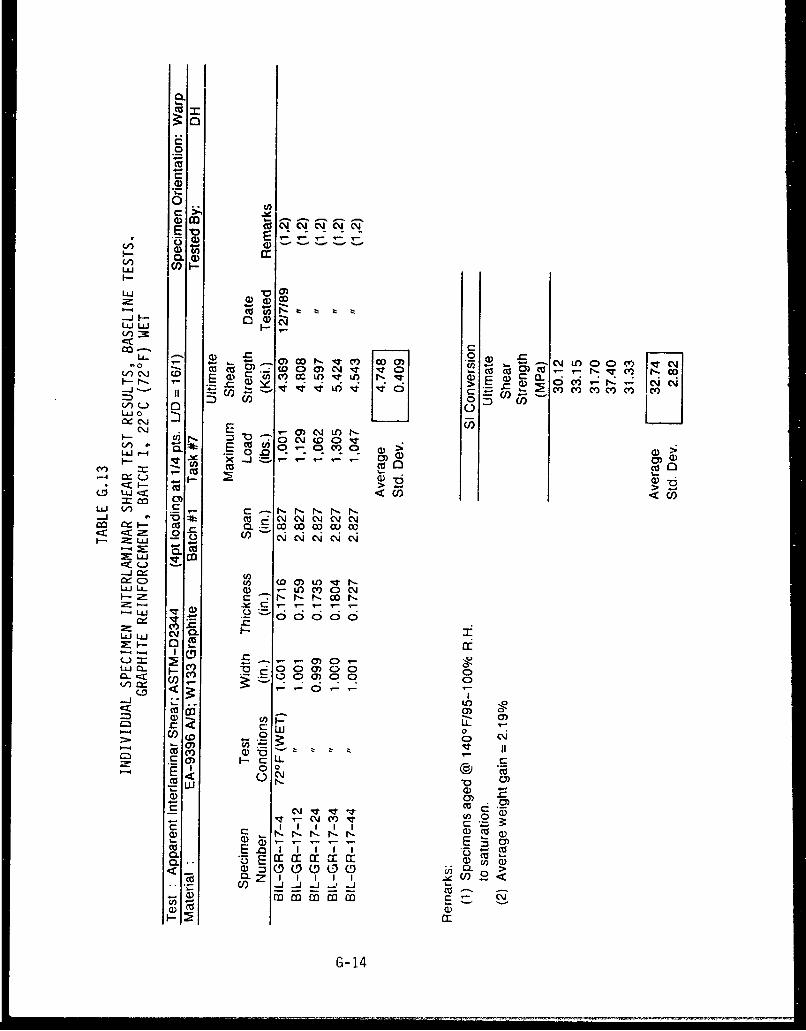
CU'
0
~a A
E -
LULL
CDC
w iziLU Li 0
0~ a CKS c- a --- )C t f D0 ML)CUCci COa r V cL c l 9Lii q- L6C- ic ) " )c
CLjJ E CJ ")I
LU L E c'c a) r-fl v)OC\ D>J)s-c 0 0 - - r- -r
-4 -= 24)a.s <3gsd3 > >
Lo 0i<U
cc Cudv cc- CL-
a))U - Wu -
r- I- N CO I
Cu:
CU--a);o )2-wwr EZ-ui ui a)
G-1

0~
.5
0L ) cc - -
E'o CO F-C'C~
LU
OU)O(AKý
0W LLUr-o. 2)~1
CcC/
> E-)a 3cqmc 6 C
~LL) o 'J'
LU9. Co (DC')0)a D (Z) _ 0 co w-0
ui -ý C ~ r- r-N-- 1 10 :z N N
in xF: = a co p co m c
0!rý00 00-CDC
U)) Z
-i Cwl C- a (
co r 0
V) C: C? .C
U) 0CU 0
',sxi 0) ( 0
Co0
0) ID ID'IDI 0' OD
a ~ ~ ~ G 15 C :i

0.
as
0*a) CC C1 -
E -o E .C) 0) * -
0.0CL CEI
LU
LU - -au() CO
Ln
04 W rI C , 0 CJI O 4V) w i Li a), Li Oc ý ,(LU aAg= CL00 0 CV> 0 0)>
c.C *= C/ c m c 5 nc
LU (n Acc o o '>a
LLI0 0 n
<UX- > -
-LJ M-I
. ~~~~~t G f -I' '
<~~~ ~ ~ ~ X L ý ýC ýF-..* --X - 0 U)IICJ VCJ0
C=, I-C)
IE E s
UO Q " 4 0J -.. .4Lo C) Cu c) -c
Q-- £v C
G-1

CL
0*
E -c
LAm CJOI-.n
-- v Nc
0i M 0 m-. LDOi- ~ 0 0)) C~ F 1 -c6cjc j-,
w -0
DD *0 w m - - a(JiL H- 00 Cl) 4)
)x C.)
V) cn. oc tr-
?- '
-0 LO0)C
.C, CD I- ~ -- r
Lii) Z)
I- LJ CL 4~C'cZCL)
F- 04-ILWC: W- -L UN
Q coJ CV) ) L
F- -0 0.
LA O <yO0))
D~< ~) ~ OO)O0
CV)n LfD L mC
- ' C c,-) CW LL ,)
< ( =0 0 0 ~ 00
w CUs
MC E
CC aEn Ii ii
G- 17

Cu'
.2
A?
0.4) W . ..-.EE
auu
0~ -0
0 l
RU -I Z-a0 ~ U) ca CDN f cc. 0
'0 .-. Cu LfCC)S-0
2-1L 0 N 0qcj mCLUJ
o C C
C A. w1 C\' CLf L ~ l t) f )
LiJ Cl C)) 0) 0 C))C
I-- C WU
ui LI LOcD OC C (. 004
CC) .0i CC'JC%
a) o ;-CO fl
LU1a 0) _ : @)- Cco ) c 0
coLA cis
WO. =C~ ~ ~ 0 O ) 0
G-1
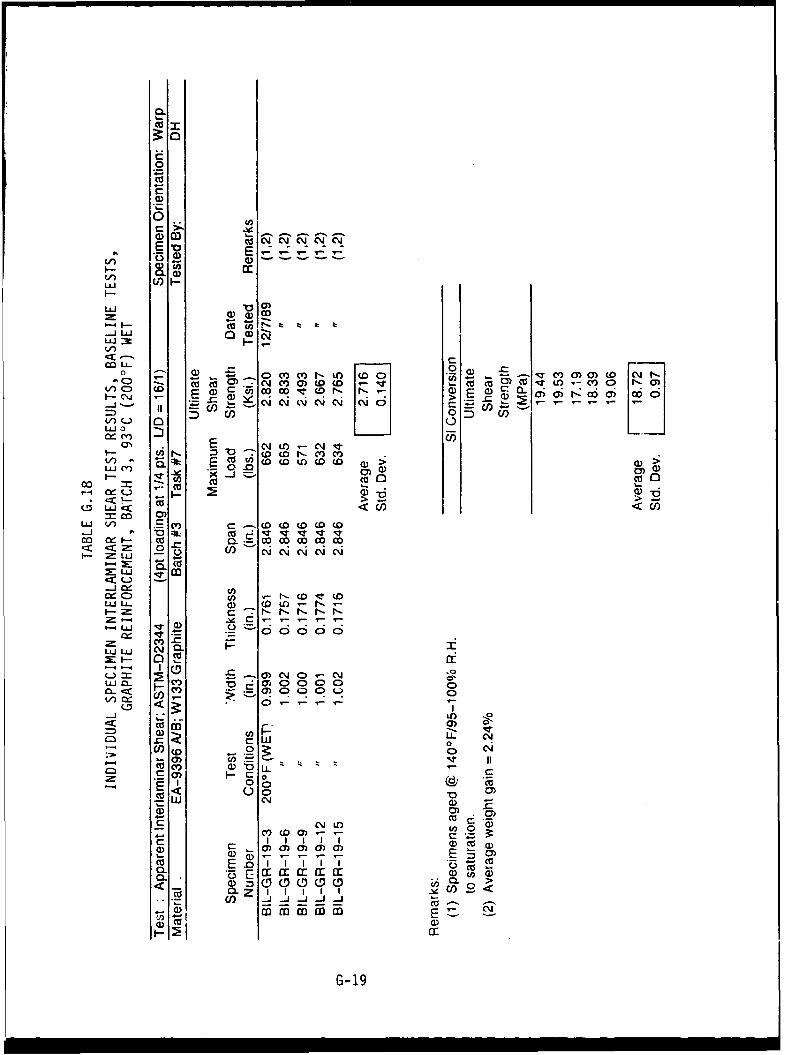
CL
0)
E* U) 'i c05 ) E
V) t5 N N)(D E -'
150 CD
(n- - 0
0o 0)) cv o v r-' in o oo -z'.VJmr.c 0ts ca (1 CV) a)CDto o CO u~utL.C) ~O
-l E a Cinco o v o r -Ea a a) r--co a co oID .c - Cý c"i C'jN ,i e'id r
j ClV ) O- Cl
Lu 0
mUL E 0. O - 4i
:373- o r-0~ mIn c cDIDLo D- a)>-)
V.L
00 cu
Lu "i CE cc < u
w) V) rn a
CCL
crcE
LU LAJ CV19
APPENDIX HINDIVIDUAL SPECIMEN BEARING PROPERTIES, BASELINE
The four tables in this appendix present the detailed mechanical property test datameasured during this program for each baseline specimen tested in bearing. A summaryof these data was presented and discussed ir Section 3.4.
H-1
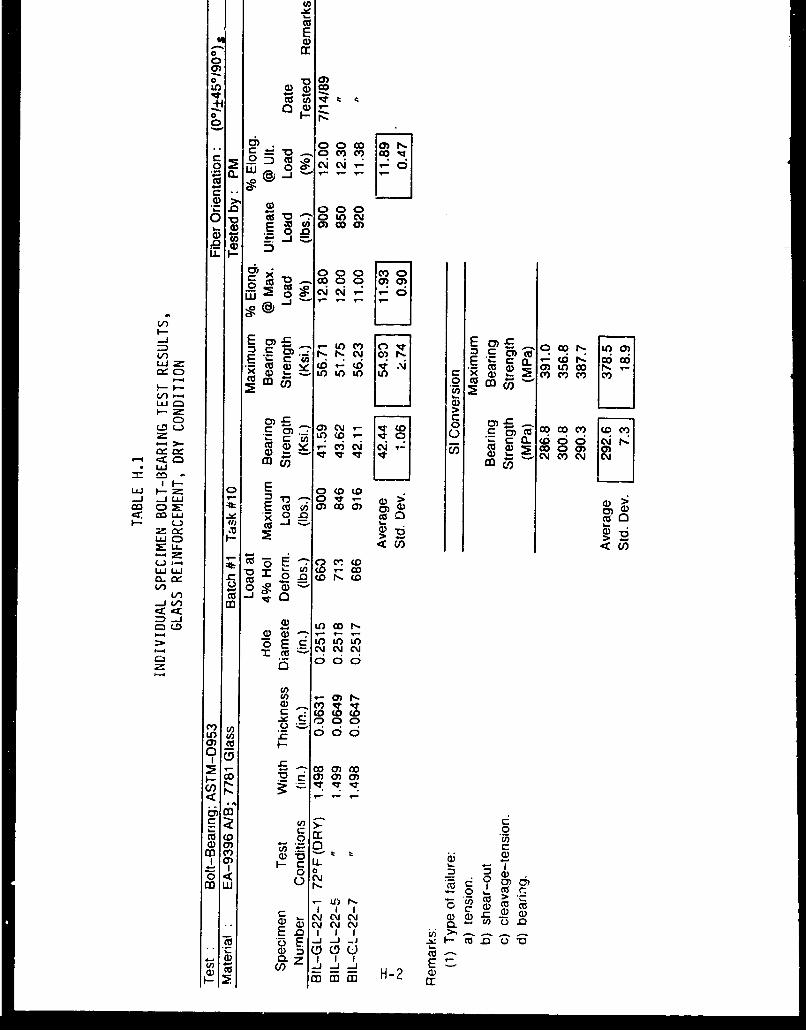
E
0 c
0)
o
-0 - 0 r r oIc0-
02 d
C .0 0 _ 0 CD)C)I~
-0
LL-
E tv E c
cd CD
L.Jo>
C.D L.) _ -7- M 7] O 0 c 0 om c V
r.-.v cm cm(D. -. 0 C0 ) Cu(6 ' (CV)4)~ C\1 cQ )C~ 6
I F-
Ij 4-.E 0 EDt-i Ecu n0 0 > 0)>cc CD M w ( o i cm C 0)0
_jco, co0
U- U)
2CC
0- ~- w 0 0o 0
V) o 0)0 )
10C j C~
aoo
C) D-CD c 0) Jc
inE i-Ii
IIs o Ccu0
a) C/) _ )
0 H-2 0 c

.bgcv) cv) cv0 4 c'j csic~
o a:0
0)
.2 L2L (0(00L
0C0 w crJE c tZZ to
(D~4m
0) 0
CY0r V (0010
oCO (D' omc O CY I
j OZ m~ cm cmuc cmD
LJJOZLn.
Ir- c00 ca
a'G0) z-NCv- M 0-
-m <c~- imC)
Do0 Z:q 2LW 4
gT >
= 0)
00 )
coo
H-3 ~0cd'

0
0
1: 13 uo ýCO
- 2 E0) w 0 C' 0 C.
- I
Z. El0 1:~~tl locol~
0 0 0ci LO CY 0
<Uo W) . c
w o M JLnCO)
z 000 ct
V) CDE '=cD E r- a
cc(a) )
V) 2M)
W.1 C)
0 c-0) cD C
10) Cl
co Eo o
w4 C) .C R~ 0 \1C
I- cu C
4cu a)mmH4 cor

E ci dcio a:
0.
00
0
00%1
0 -0 w o 0 m
LLoI- C I0 cc0
lA0 ai cq C;) ac'i EC Aj C0LuY N
E Era:2sL M-0Cym 0(
UJ ~ ~ ~ u w-' P-o- c ) M c T )
c CDD
4)~~~ 0 mC m c
- I LU 0 E 00
0) 7- T 3 W zW4
Do = e: mcyc cc
w -6 16
cjo
:it: 0 75
uj -0k 3: 0 M- Ca 0 .00)C-J 't
cU;
IV ..- 0 .0) c
C QC: 4NCY
0 0) III N % 4

APPENDIX I
INDIVIDUAL SPECIMEN GLASS TRANSITIONTEMPERATURE MEASUREMENTS
This appendix presents the results of the glass transition temperature (Tg)
measurements on each individual specimen. The specimens were in the form of neatresin castings with approximate dimensions of 22 x 13 x 2 mm (7/8 x 1/2 x 1/16 inch).
The measurements were performed by dynamic mechanical analysis (DMA) at a heating
rate of 0.5°C/minute. Glass transition temperature was taken from the peak of the log E"
(loss modulus) vs. temperature curve. The tests were performed on a DuPont Model 983
DMA. Table 1. 1 summarizes the individual results and Figures 1. 1-1. 18 illustrate the
DMA curves for each specimen. The curves for specimen Nos. 1-2 (1.1) and 1-1 (1. 10)
are labelled to indiciate the location at which the Tg was identified for the dry and 'vet
test conditions.
I-1

TABLE I. 1
INDIVIDUAL SPECIMEN GLASS TRANSITION TEMPERATURE
Specimen Batch Test Wt. Gain Glass Transition Temp.(2)Number Number Condition (%) (1) ,(C) (OF)
1-2 1 Dry tN.A. 174 3451-4 1 Dry N.A. 176 3491-6 1 Dry N.A. 175 347
Avg. 175 347Std. Dev. 1.0 2.0
2-2 2 Dry N.A. 176 3492-4 2 Dry N.A. 176 3492-6 2 Dry N.A. 177 351
Avg. 176 350Std. Dev. 0.6 1.0
3-2 3 Dry N.A. 177 3513-4 3 Dry N.A. 178 3523-6 3 Dry N.A. 176 349
Avg. 177 351Std. Dev. 1.0 1.5
1-1 1 Wet 9.2 107 2251-3 1 Wet 9.1 106 2231-5 1 Wet 9.1 106 223
Avg. 106 224Std. Dev. 0.6 1.0
2-1 2 Wet 8.7 108 2262-3 2 Wet 8.6 1112-5 2 Wet 8.9 106 223
Avg. 108 227Std, Dev. 2.5 4.6
3-1 3 Wet 8.8 109 2283-3 3 Wet 8.9 107 2253-5 3 Wet 8.7 105 221
Avg. 107 225Std. Dev. 2.0 3.5
NOTES: (1) After aging at 60'C (1404") and 95-100% R.H. until saturated.(2) Specimens cured for 45 minutes at 93'C (200'F).
1-2

E (Od ) .33SO1] Eo ----- 3
'--I
m
oc5
a 4 C3
0
La 0
1 .
ER
6S-
u44
I-4
41C1
~E
0 CD
--- TC3
1-3~
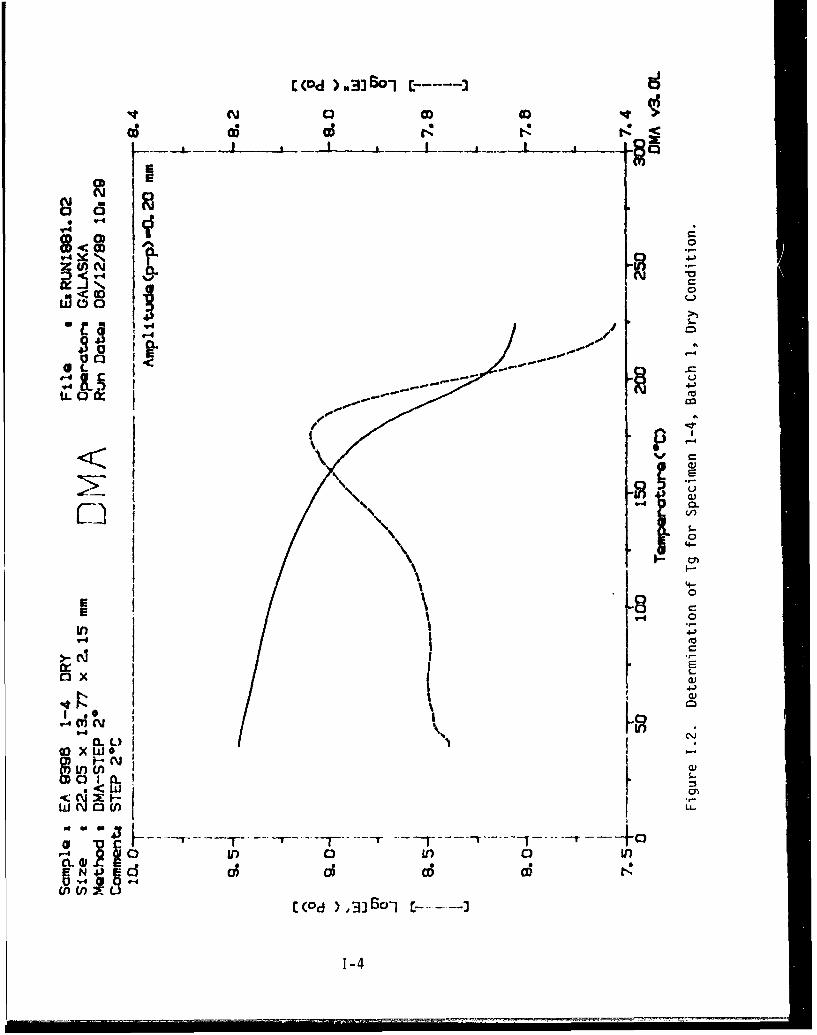
asas aS
'--4
AL 0
N V)
18 0
-- 4-
10. ..-- 0
I In
Es CIC) II (
<~ LLJ
to -4a
n- 0, lo a in
1-4

t(Od ).,3360-1 E----.-3 eN0 0 .0
I' .
Q <
Ia.a
v-Im
4-
Q x
I-5-
IIIi
0-4
1 A,,
1-5

S(Odc ).33J6 0-1 1----
,.4 N
(V
a. 00
"r40 al
E0 L CIO-4 0a. :) 0 c
LL 0a:C1
Ci
SE
L o
004.-
00
EDE4-
x a)cxm
I O
*l U)
0) N-(
l< LW U-
hi AV 03 (PY
0~ 0IV 1 Inc )Cr).-40 01 0 .
1-6

ci ti
X ~I i
.- IJ
:) < €- %0
ix A %N a
woo
011
43 E
0 0 00 L
-D X m.10o
SL)
1.4 0 s
.<ICL
04))
-4-
LL0i0
0 E4
ILW
0- 0
Nt 0
CAC
0 CY C(f
CL0 C E
CA0x u
-1-7
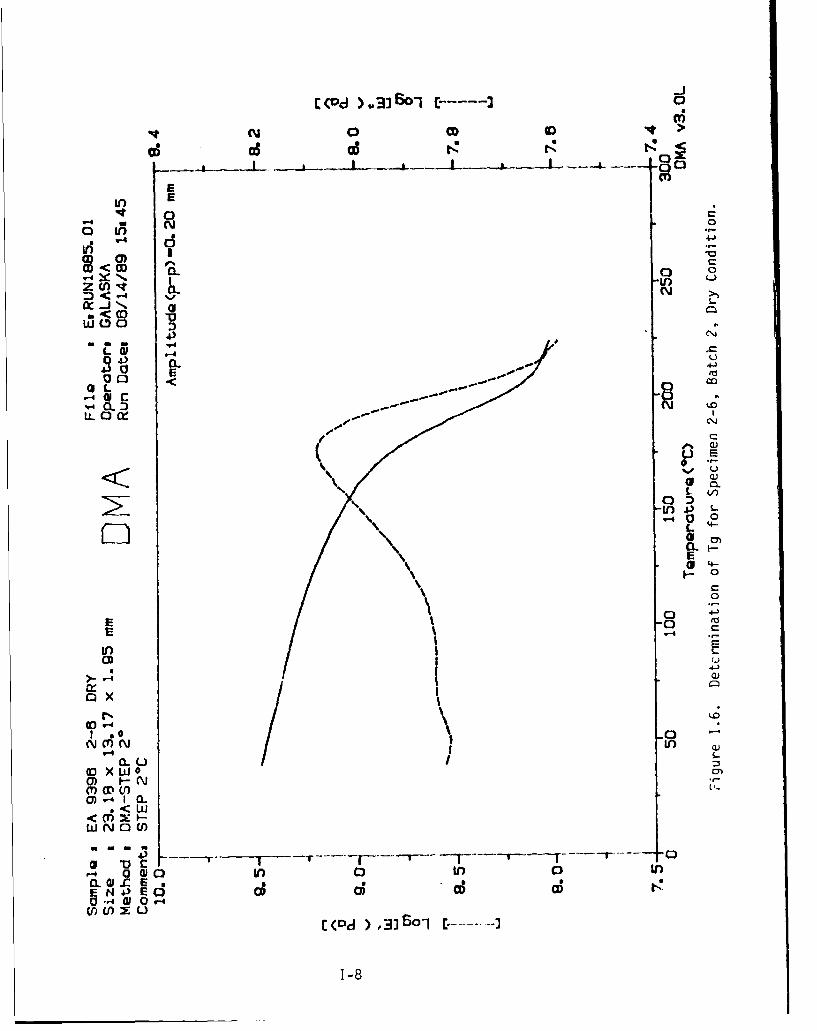
E (Od ) .33JS01 E------3 0i
CD 0 >
as as carz.
C3Ca 03o i
CL4~:3 0) -0 N
< Lo
v4'
0.0
'I U
CD
-4 0DLasI.E
C 40
o
E 0
tn S-
a I-
0~0N Y 9-4 Lr) c
w (N 0 -n
0) I-N
cl4 r-
I.-d )WC 33 0- 0------ --
1-8
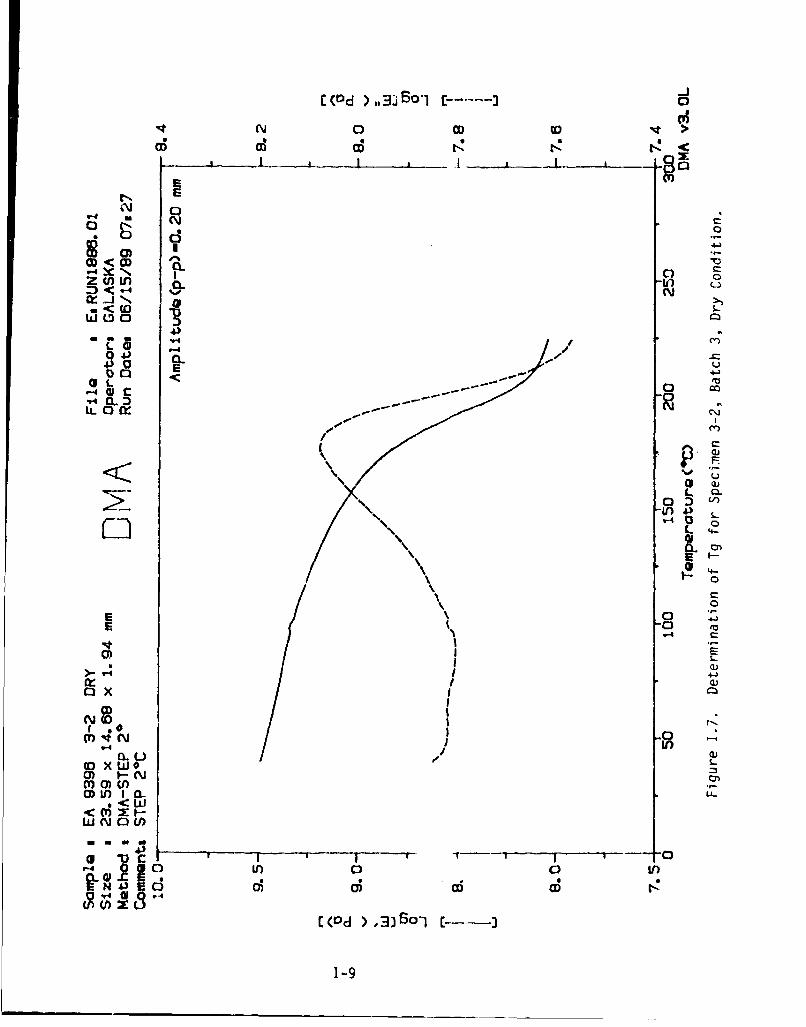
C(Dd ),,3jr:O1 [-----3 0
a;
It N EDt
OD4 Cd (\
CDC ^CLzO in-nL
0 ~0-
4.) E
LL Ir \
aD 0L14 Li
1-
0
E a 2E 0
a)- a)
N cL
< w
< Mx I
"" a
I1-9

ca cxa I.. r
o
CDC
woo.Y4
00 r
C
CL
o0
E 0 4-'
E 0 (
I '-4 4
0 a)
0)r
Iw AI 0 (n
CL0) E 0
0 .- doT J0 (n-- x-- -~ f
Cn oD )f 30 If) --
I-10

ci5
N0 CD(0 >
0
050)0
w a)
LEOL
-- C
-S
E 0
4J1
w4%
09 ,.. wo(
CD N.I i<. w
I 4-
In I L
In CA
E O 36 -1E
./lto
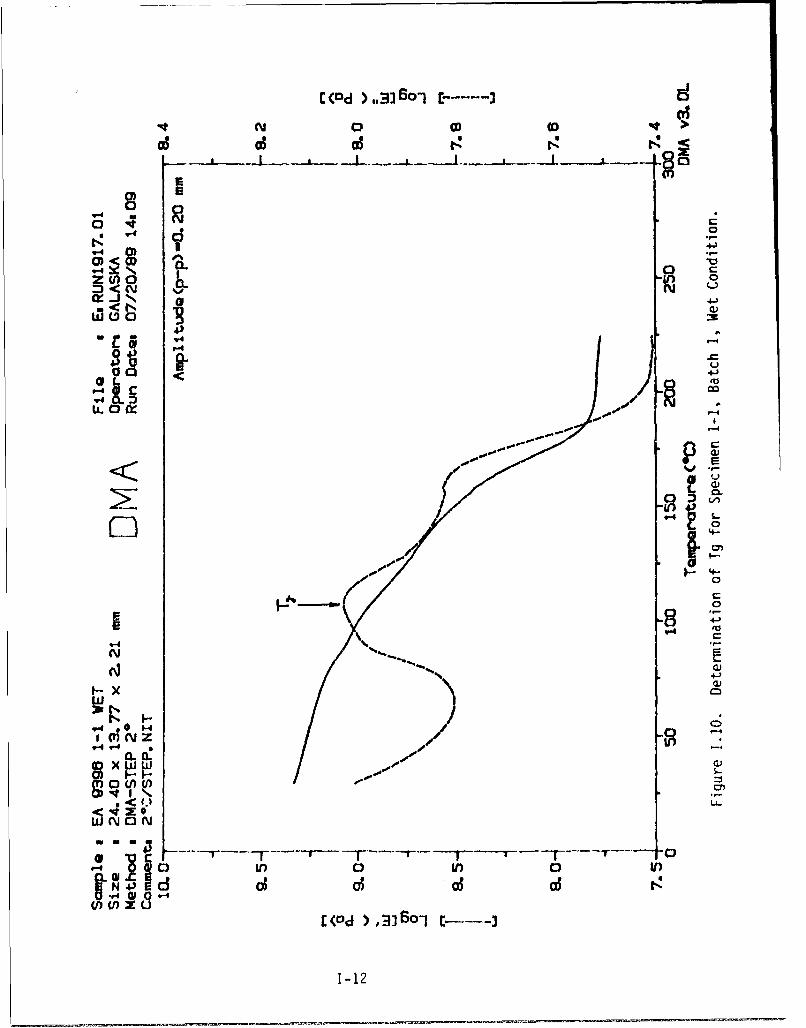
C(0 ~d )..3360-1 E ---,
a5 a
CDC
00
44
14~
9--3
LLa C3a. 6
p o<:1:
2)v-4
-4
-8 0
4-)
ww
q4 ** 4I Q! N z doq4V.4
a -a.O CI
r_ Oil50ina n
N gw0 dn 0; al 0d
1-12
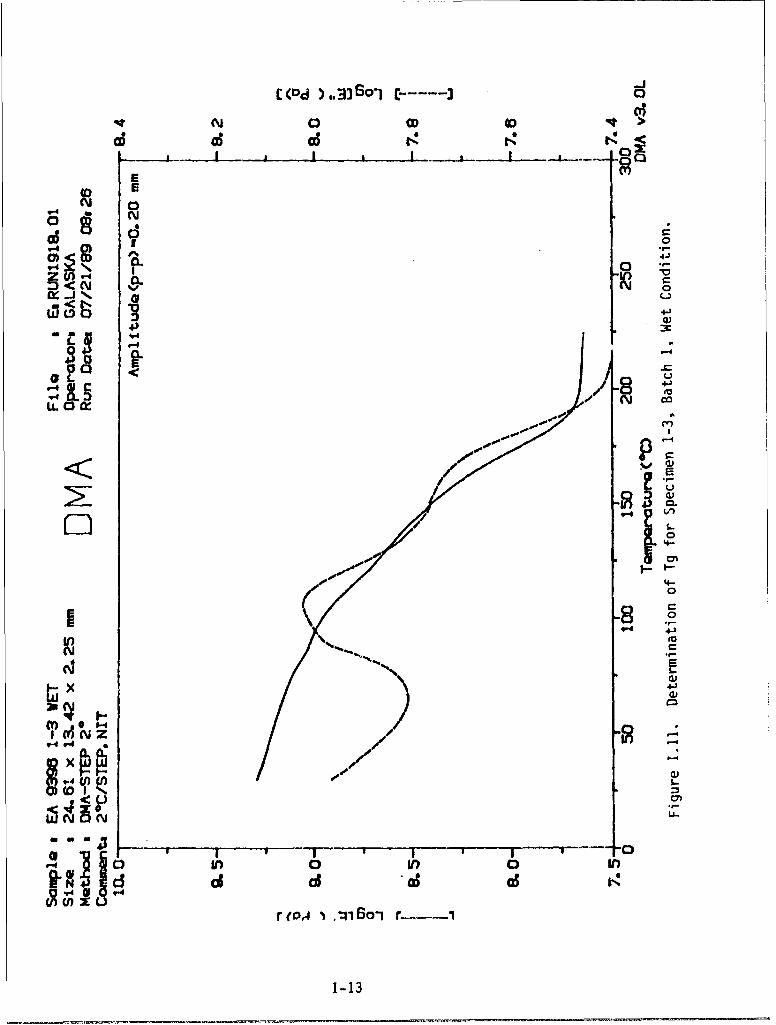
E(Dci )..33SOI E-----
N0 CD0 >
(0
w.4
:3 < Ca9-4 _ <&
4-J
LL 0 i
p c~
LiC/9-4
-- 4-0
4-3
Lx 4-
I109.94 v4 94
bIn I 0 I
1 -13

0)1
Q 0)
CD
V4~
EU ( 0
a Q
414 k CU. a o
IDV- 0 00I
1-14ý

-j
E(Od ),.3J6 01 E-----3 0
44 ~ (V 0 CD CD t
CY?aE
cr (J 4
E- 4--l
r4J
.00
ooCL
0
41J
'-44-'40
r-*0
x C3
0 0P4
-T1
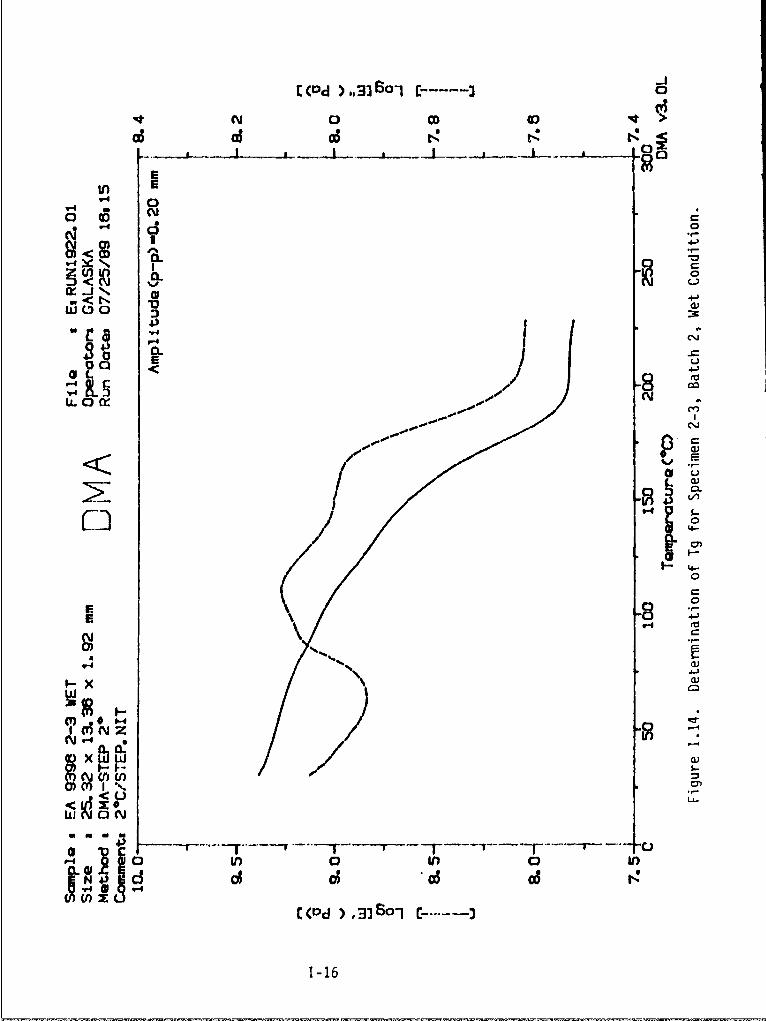
•-i
C4;
W4 0
< V
('O 0 0U
a L9
wc o
p*4d , C 'o7.-.. .
*1-1
4-
0
E 8E 4-J,
tx
wwM 0-
0A I in 0 In) 0 in)
1-16
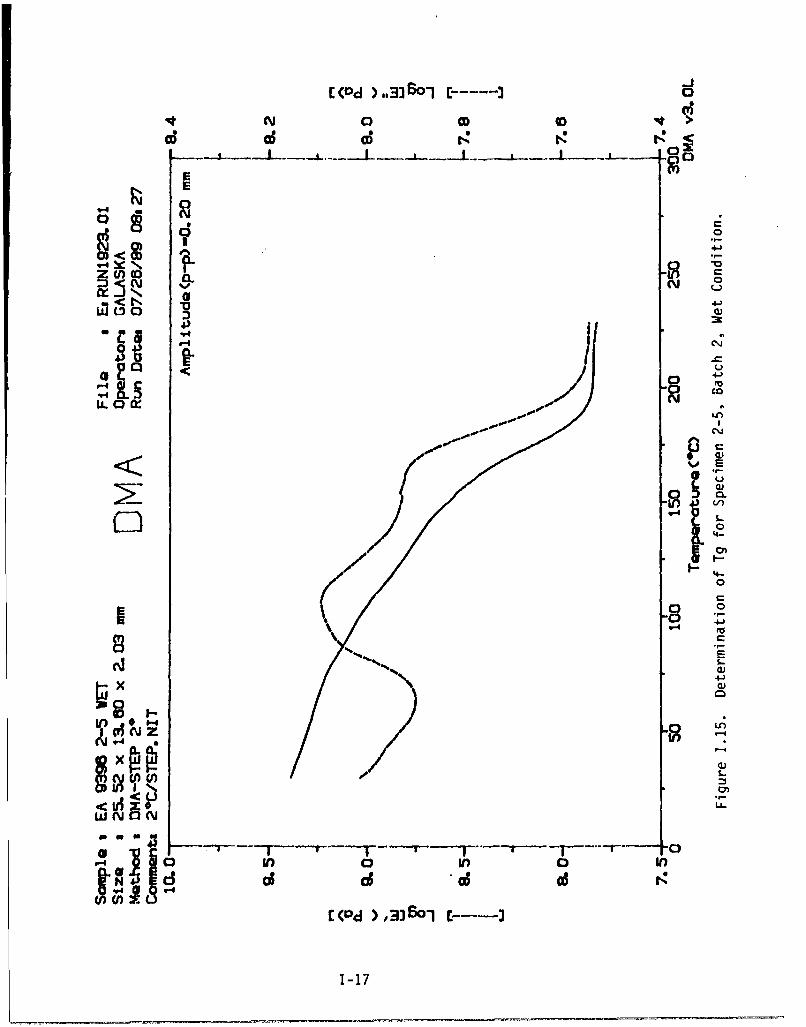
E((d )..33 6 0-1 E------3
'~rn
z0 in
0 co:
L 0 I
- '4-1 0
0
If
X0.0
VI 7. LL-
04 C,
cmnm
1-17

C(0c1 ).,3J 6 01 E-----3
0 80
co5
vI CL
LL 0 i
44
C]U
c ax w U)
Ur) t H c
IC N ----
CT)-4 0)(n a. 1
CXW (O USO)1-
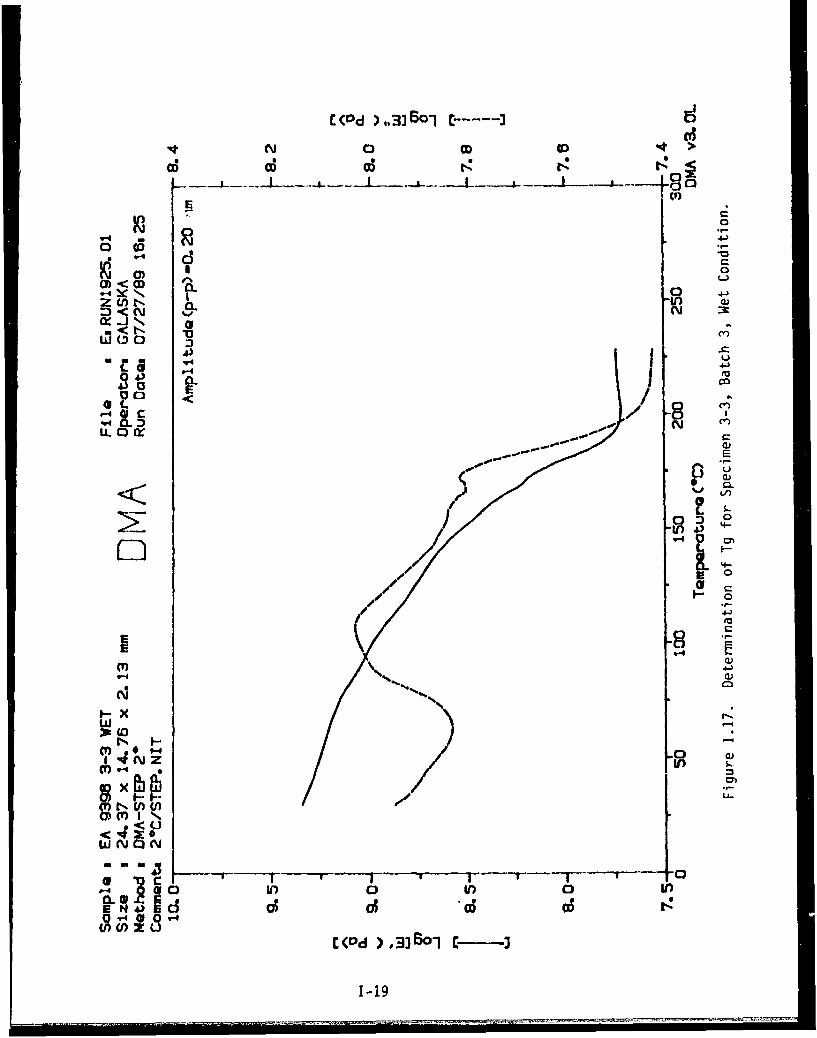
rJ CD N >
Cd 05 t43
0T
CKC
Ul 0
aa
u-rn u
f2 0
(1 0
ED14
m 0 a)( 4 m ZV) SU-.
r-n I-%%
L)l
w <UCl(
010 LoJ
E N 0e0 0 It) 0 I
(n cn 2 E d 33 r)JOl C.-J
1-19

EC~od ),.3360' E---3 ... 8"o Dc 4>
E
C E
oI
ODO
V4 No am C_.
cr. _j +w 3 ia,.. ".0 d, 0
a-4
001-20
E~
/L 0 i
CaCL
00
/D CD
)~ c c Nin $ 4 do
a~ 0G 0 In)N ECA -as as 1
E((d ) ,3360-1 C--3
1-20
APPENDIX J
INDIVIDUAL SPECIMEN INTERLAMINAR SHEARSTRENGTHS, EFFECT OF CURE TIME/TEMPERATURE/
PRESSURE VARIATIONS
The six tables in this appendix present the detailed interlaminar shear strength
data for specimens prepared with nonstandard cure schedules. These nonstandard cure
schedules involved curing at temperatures and vacuum pressures both above and below
the baseline levels of 930 C (2000 F) and 635 mm (25 in.) Hg, respectively, or for other
than the standard cure time of 45 minutes. A summary of these data was presented and
discussed in Section 3.5.2.
J-1

.2
CU
0)
10 a)
40)
C) CCco -.
U-0 t-~ CO O V p 0) LO 0 -I c c n LCD 0.0 oo m n- )c ~ * 0 O qc n
.I7 r m CV)0v I
wU co ~ . .
V) co)~ c ') 00 c 0 1, ) C)O c ) C') Cf) to 0
(D0 a) t f IIl ) t c OCMr 9 C f O 'rLI- LJ L Li iI'446v 6c L6 i
LU ~ ~ C Cl) E u v c) (D > c nO c D> a)a ) a
Cccu co cocI cis 0)
DLJ [i.nE) ccC cuJ0 CsLS
L O > Q . CCV) L,> 0) ) 0)>
U LJ (m 0)
.. D UJY a) (0 . d,' 00C 000a C
:: c/L 0Y) CV) 6o6f ~ jCjC) MCJ0
XLUJ V .m
a) 00 04..) N C) C) C. C- rO a) a) c)
CD~ 0ci o6 c6;6
wLL/ 0 L)
U- cc9 0E~oc~cJU- CUU 0D 000 0)0)>0C
I- ) 0
Li- CO~D 0 ) a>
to) Q.I L)
0) 0)coiCL0
Eni
CL Z I I 0)
J-2

oo co0
0. ) 0 N
(do0 LLU to 00a)>\ ~ O OM N - '
C0.
0U Cd) C'TC.-) o-'ctooN--C~ Nc t
0. .. -
LnJ
cx E m Y) q,3:c!)c! 0 0) )0) a m00) (t - o -cc-66~
CO0j - --
-i < ) 0 D0 0 C)
CIýe C'J .D-LA.C4 C" N T 4 C
0), UDt-U I- , N t
c.. in 0 Da0 DC )0C
rwR ~ '- 0 toc -r - oC o1-0)(Do- 5C e 0 0
V)) C"
-1 r-.. LL C
0.L
ixDC C- 0 0
F-- (D C C)i
~C) CiO
.E- C)Jo3
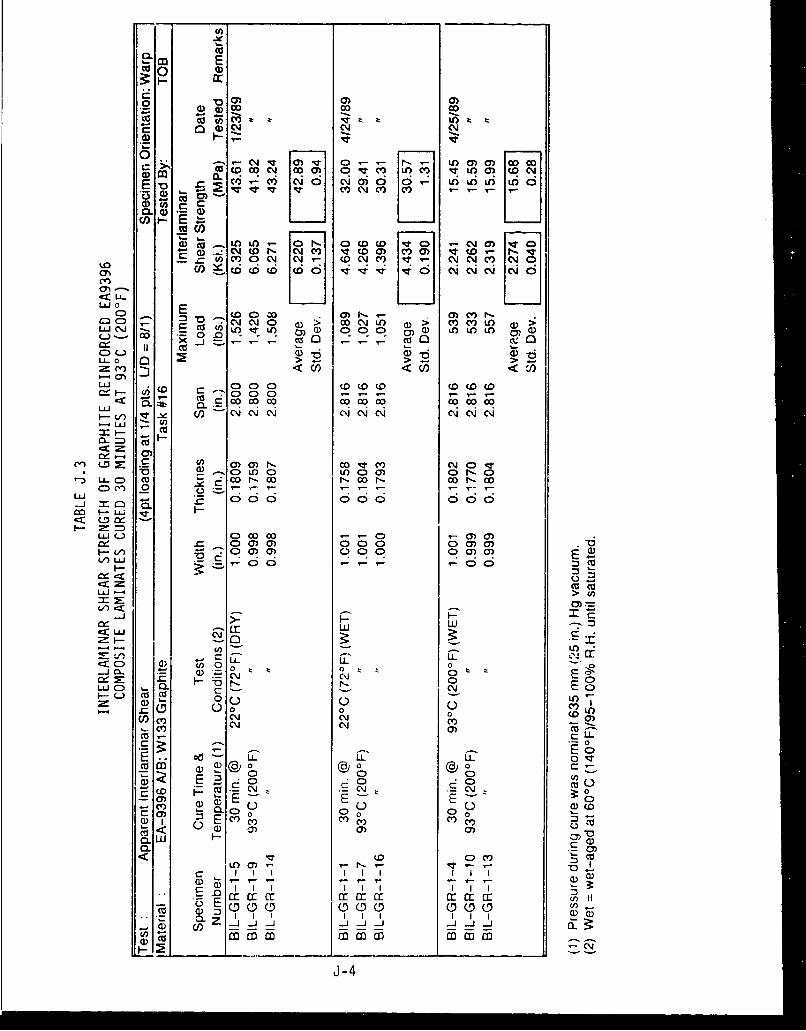
C.
a:
0)0
~~a) 0 ~ j0
(D F-
C4q )V C'40 L1)-U) 0) CO Occ toa)j wC Tm Om vL )t *
CLiCEl(Dw O LI) ( (D qC f 0) )C% a) 0
E ) ( N 0 4W 0004(Da l)W I= ~ ~ ~ ~ <, 0 V<) ~ ~l ( flc)04 (
S0)
C) EL. (D 0 00 0 V
cm 0 0 r r Mr cc c
I- MLLJ.L CD C-'- 0coCD0(
as 00)0 0-00-0 o00 0)Icl) CR0)0 000 00
LI-F- COU
C:) L o LOC) 0)001-
<0 L C) 0
ca au F-
0 00b 0 0 - YU a
CDc' 0)C C ) )a
Cu, u - ; 6 3CUL
L6 UJL
C ) LLC, Ea ,0)0
(1)0 0CQ)
.- M~0 Ci
Co LLI I
E~~~, .c'J C
p Clic C~jC~J-4
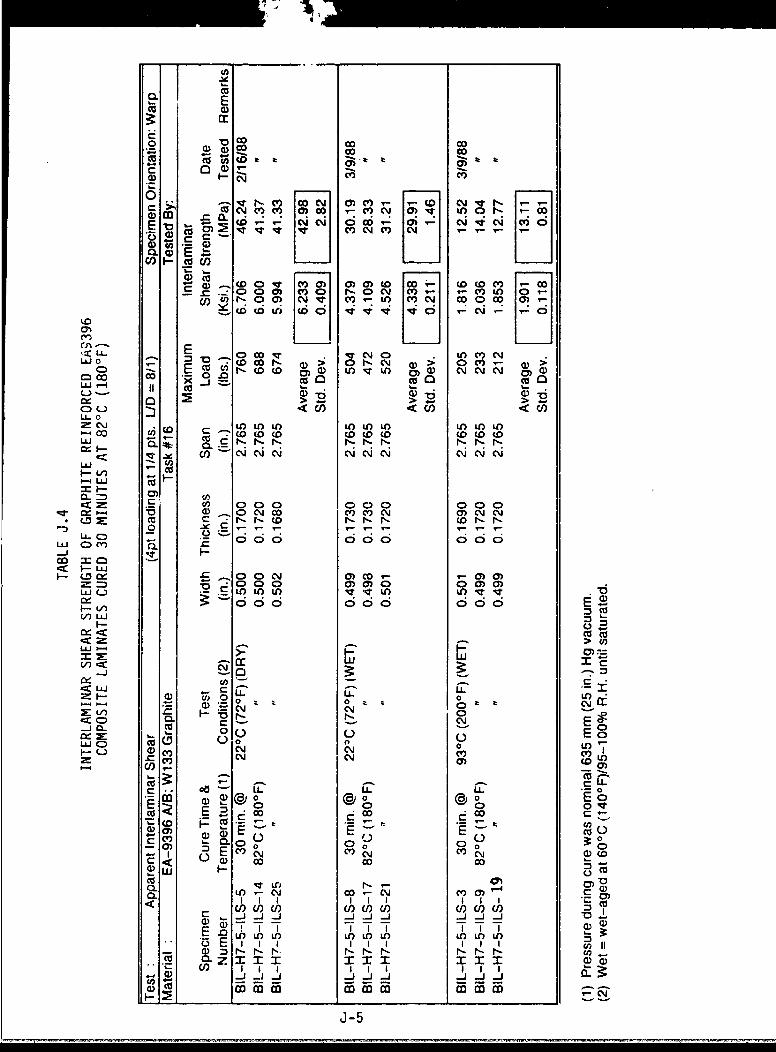
Ecc 0)
Go co
0V) CV
V t J 00 C1 k-I NV1
(D~~)O( a)- mil ýC - iCý I t U -Im ED N J I CY) 04 U) C14%JI
-00 ) a 1 0CI cL V LO
1, 0 0) CJV M L V)C4 O O 0
%0
C> ~ . 00 v v C)0-4aOmLU 0 -to 0 0 1 )> 0 t' CM0 > 0 M - a)
-cm , 006 66o 0 .
coc
C~ L. O 0OU O OL * OL
00 cEao
u z E w *o CDw o c CD w
- V)V~~UU
a) 0 N oC9m D
ccl WI III r-r-coN-,o ~ 7 I
U- CD 7 J-5
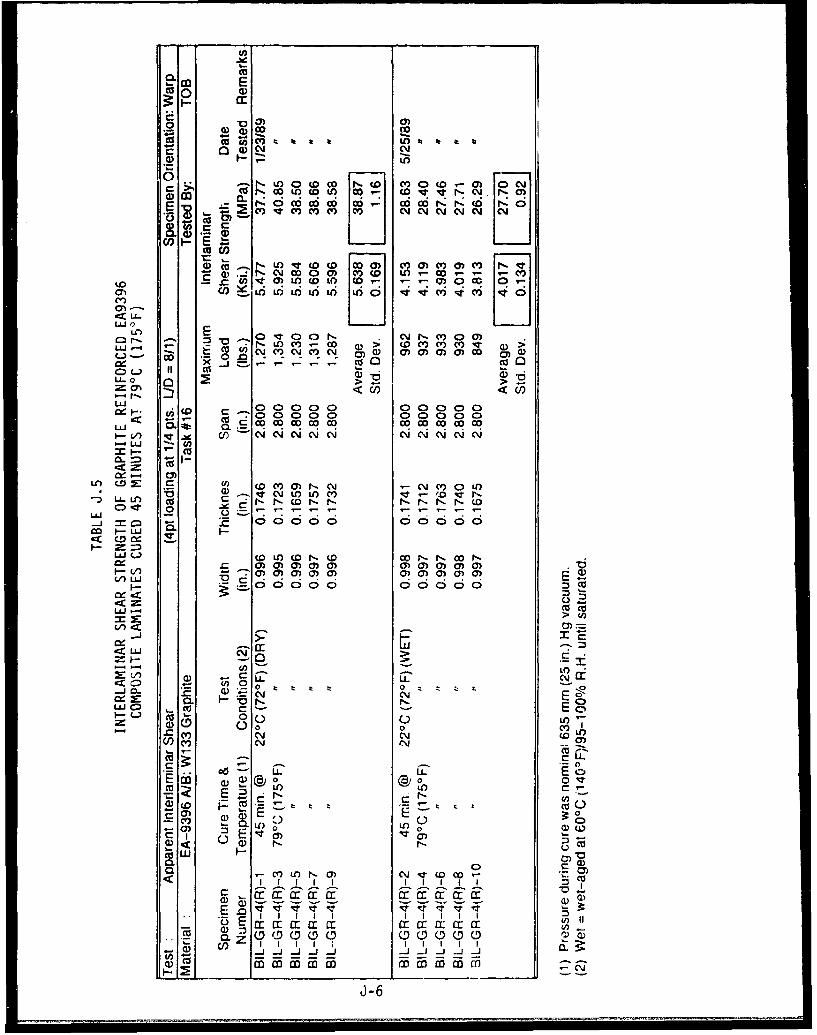
cn E
0 4
CA ( 0CV) : t i Lfl t aN cli
LA)
0 U)0C 0 O V C ) 1r-o C)o-O
4 ) . .- I~ OC 0 o U)I
r- -=3-0 0 00 )(0 l r U~CVi 0 -fl M C a > t CVy) MCV) 0 )
u cowo r- - N o- ))OOCO1
c"i
U1- > > 0
C /)
=~ ~ -- r s -o -c o- 0- 0 Cl0 C
W Hn
ccc
Lo L4J 2: ro f4mP 04C V) ov N~ m It V
C:) cC-=Cm - 00 00 0 )C
00 F0- LA T
NU N. w ocoNCOcLl Nc
0 a 0 ) )
w~
~~t w~s u
dct ~ ~ LI)"~j
V) ~ ~~ -Lc4a
(d 0S( Lo0(
IC I-I
Im LLmmw nmmn-
LL L6

cc 0 4)
F- -
cc- cc L
CD C _-__ O
0)
4)4
0 cOc a)D DC CD OC CO CD LO 0)Il 0 0 (0C0O
0) 0
=.~i 0. 11 co6 6 6 6 6
:!!.. 0xNNCJC VCJC \ ~ ~ ~ ýC
<I- 5-cclO
In qt Cv 0D0 O O 0r Dr
ooN
0o F-o.
LAJ CO O V)L O0 V OL
UlO -- C;
Lco coNcO uN O
Ca) EN-D. o D-
""-I c 0)
CD 1 0 t t kJ : : t u
C/) L. R L) EJ
U) CV) )
0 J-
APPENDIX KINDIVIDUAL SPECIMEN INTERLAMINAR SHEAR STRENGTH,
EFFECT OF EXPOSURE TO 177 0C (350 0F)
The two tables in this appendix present the detailed interlaminar shear strength
data for specimens exposed to 1771C (3500F). A summary of these data was presented
and discussed in Section 3.12.1.
K-1
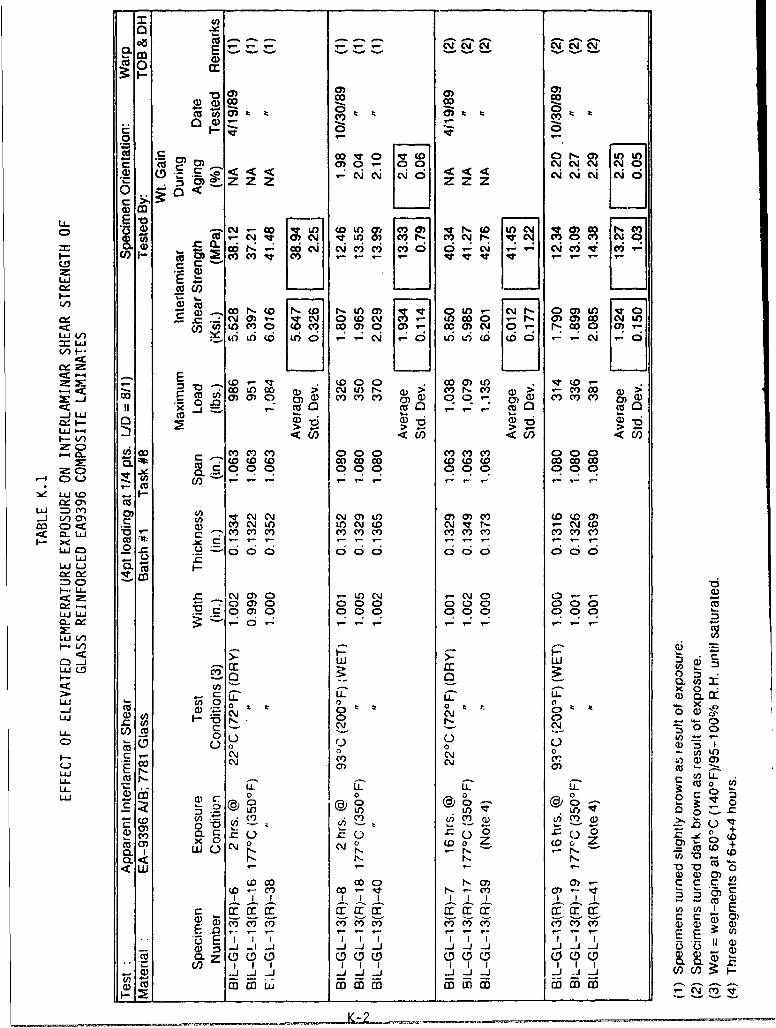
ad C1 CY qC
CLU
0 a:
c4eO00t00 co cotC') t: : C :. a;
0M co v0 oa1-0 n
a U ~ ) 0 0'- 00 C4 "C4 4
( Fm-z1 zzzCUW
CUC' CD)) ~O
0 wrl') 4)c CO~ LO~ CC) LO -I
00 r- CO C. cu0 M M C 0 NC CCDL CU
00 NCi <0 N<DI- na V 0W \iP D0)LC~lIM V IJ 0 00 C ) L CO 0 1- P- 0)M00 04U
0 LO M0t o00 c)0 CC000 0~ -00a )Tw Ci) t6 -i (. L6 r rý ,- vi L. 6 (66= ui
V)0
;m Y- E U to iL( w 0 C'JD 0) LOqq JCoo E csU c" V- q cy) c-)Cv) r'C)C~
0~i 2 .0'. 6 mo a) cD o a) vomd-jLU c
Z, C'O0 -'i0C00f e)C)0 000C)C)0 0 0 0
1 ioo0 00a0 0 00 CC)00LLJLU -W. 6. CL.--
1ý LU k/DC
I- i m
>< CU -_
LU U
Lii a)~0CUj C
0 ) 00 - Ool \0 0) 0 C0 0 )0 ) o
UL wo0)o 0 C 0 C 0 0
0 00 0CC
LU V)
LL 1LI Ua
0L (Do- a:. cc i
aU0 Ž0 -CL -0
NO) 0).0jI:= .6 X
F- -- N -F
0~ ~ O(C) 0(0~~ 0 Lf II I
CU a).... ... I.... 4- . 4 .. CU)

0 CF-d u
a))0) a) COODODO
cc ac cc ' L 0a
aJW CV)'J
A? EGc < 0 )o C i CV) C% CV)O c
0L( C)) 'J-I
mI OlC 0 ) a CV m-
04l P,0 ) )i\ ) 04 E 0 C L I O l L )
uiqT u u (6( (0(0( (00( 6 00( L6L6L(0(60ý
o 'alt C) CV) co "T v
LU V) coC:iUJ) cl 'Jc
-~~~U U))CJ)-0-'
uc >co 0 0C'.J(D L(0CJ wC V w ww wto DC) Cuw .r9tr ITr t --
14OO 00 000 00 C
< -w u 'a c r- r.- 00~ co t O 0D P- t- ODI-
Z- 0 C> ci i 6 c;
=6 IV
-0'~ 0V \ Nm0mC)C *CLu .0 C 0 0)00ac )aC
r- 000 0 C 0 0.Ec c'IC)C'-0£'
0 0 0 0L
C)U' U') - ')C'Jl
0V )0000 0J +U-O CV)CV
U- 0)
0 O -' -' - U- - '- -0
(D CO 0)
(6- 000 0t a Y(D CV vCV m0
-3E

APPENDIX L
INDIVIDUAL SPECIMEN INTERLAMINAR SHEAR STRENGTH,EFFECT OF RESIN/FIBER CONTENT
The 12 tables in this appendix present the detailed interlaminar shear strength
data for specimens prepared with nonstandard fiber contents. All of the laminates from
which these specimens were machined were cured in accordance with the baseline cure
schedule. The reduced fiber contents were achieved by varying the resin/reinforcement
ratios during impregnation and the bleeder ratio during bagging. The laminate
preparation details were described in Appendix B.3. A summary of these data was
presented and discussed in Section 3.8.
L-1

00
0-LjJ
L)
U-1 a.0 C)ccJ ~ o ~
V) 5. ~ 'J f cC, ~ '(D00 ca vo oc)~ w '
-m CO0 -6( 6c ic :_
LJJ ~ ~ ~ c CO ~ o0((
V) 2 lY- L i ui --c 6v v
cci
0. C% 0v P V
.YL66 <6 CuC )CMaw I- co
-j CD COC'0CO a.O 00
Cu >~0 00
0 D 0ý00C Y
_i ko co tot: r-
0 wnt , 0 0
cx0 cc$a< . co cl
U) Il N c C)% -V I
J. -ý 5 -6 0 OC 0)6 Cu %
ca,~ a. 0~ 0) C
En cn 3. Z- -: ':
C))
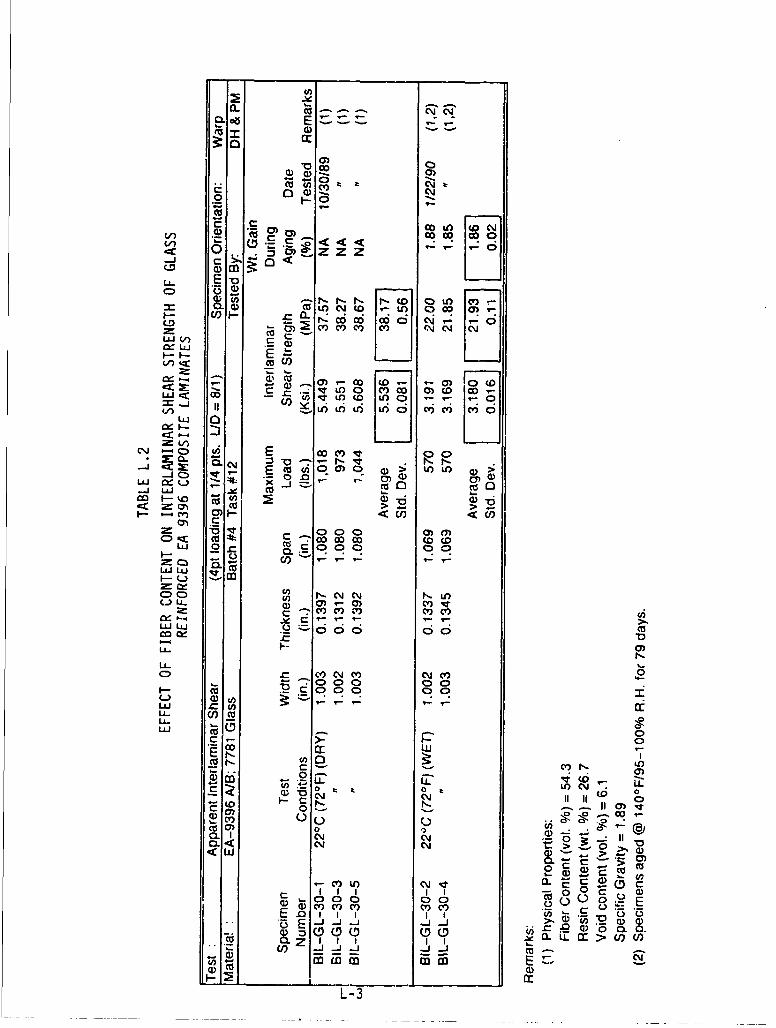
U)
CC
.2
-) 'c) O
CD ..5 :ýz
wi -a (0O '0 ) M((D CVto )O 0COD 0-)EE
C VJ -o o) ~ 0
cl: (L . a-)ocnc - -0)> o co
< : o vL 0 0 M0 0) CO) C0m i
co ( 0(0-
LU u C O 00
co >1 -- >
cm Clc
I-- 0 u coc Dc
U-
Lu(,,C
LU ( ~ ~ _~.
(4t 0 LL0C 1o C-4
0.o j-, 01 )i0Y0 o0o 00.I)
0 '-0C3L C ~ C~j - > -
0 C D co~0
,CV) U) CjIrC
c- 00E!n 8 0 0,~ L) *0 E
'G E J -J J Jp
C/)0Z
F_ 2 I _ _ _ _ _ -
L-3

w cc
E00 a)
.2 Q ).
CM CM 0) mc')CC/) 0) cc a T-Cl) E- C . Z< < <0 .oz z z C
U- E
LiCL= 0~ U) g)D 7 ~ -R)' '
COO a)( t 0 LO
o II
VD cpu
Ofl <U) f- 0 )c
co~ &0DO 00c ) qc T q CLii 4C.~ NNC iC; C l
LLJL
- C) I00))n0
0 -0 0
U.. iI- 0.
cuD- CD U) W0 Dc
2LLLWV~j NU c;00 ;
c)y 0 CN 0 t C0>
Cu
0 I InII
<) C~)C) 1 C~l
Cn I I~ C
< IL flU. >U)/
L-4L
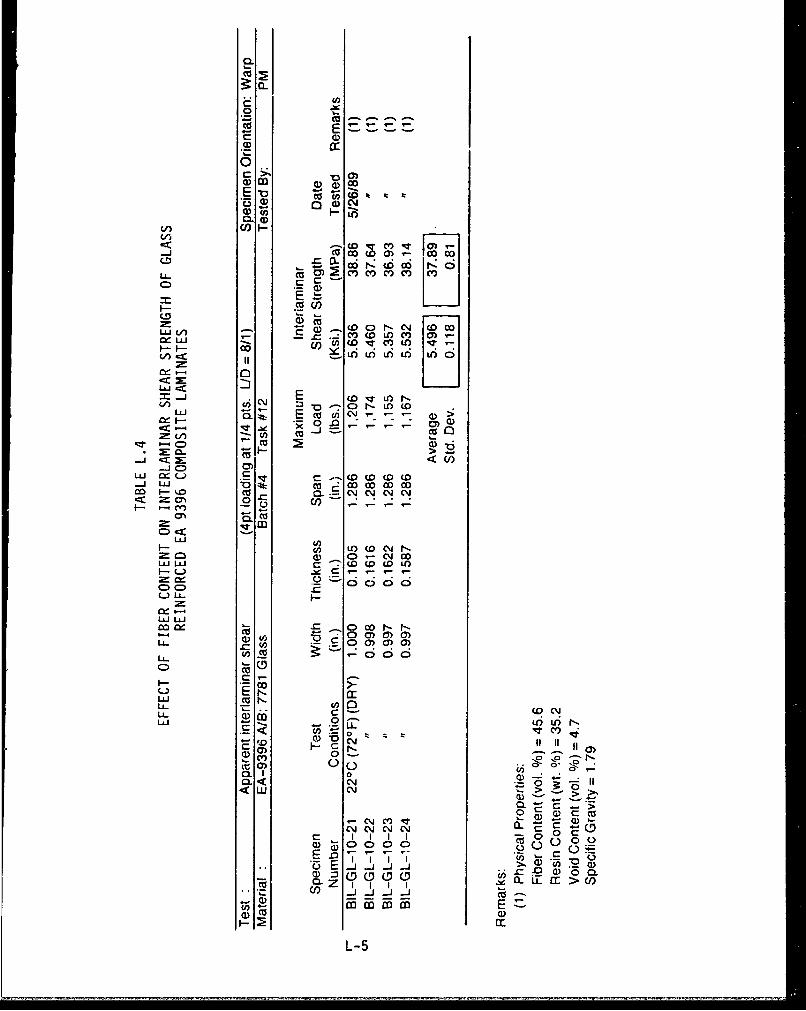
0.
.2-.- r0)
0.0
C13 a) ) C
E~~CD) o ~
V)
CCV
C)a)CY
0 jc
0 c m I I
F-
00 UCD.
Cc ~ 0 ) 0 CV) CVDC)
Q0)
LU5 V)t_)
t D c
wo m-.C c Locri 0
0 ' C O C T cD )L O
LU CC
uV j C IA- - ) t
0)0)
cia
C:'0 L -5 0>

-0
Co
V) ) CO C O) a) V
U-C r-o ~ aC
I-I- G
CDU0jCL 000-a W.c
I- -Cv)c -- ' - -- 7 r-C
LLJL
V-) X 66a
__.jL C: 0 C)0C)
UCUc %0
CD,
UjLU X _ C
U- a) -. 6 c
0'- --U I
E~ cc
0.4 z 0~ 0-LL-~~ C: 0>O.c
0 il
CYI ) -- Ja
L-
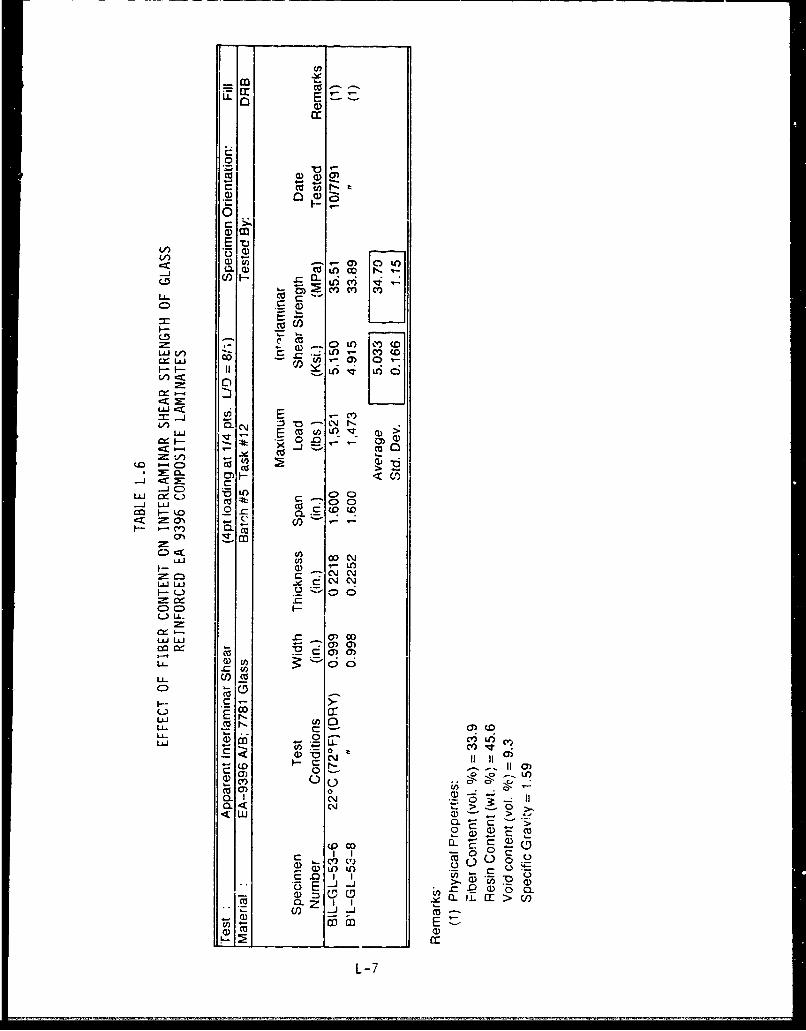
ca,
.2
CO'
V)) a)LA)-JCa 0.0 0~fc to2
oZ Ll 0 L iL C
LIJ f ) - 0 ,.0L m
C)~LJJ LO Co~L l w'
U) ) U-C)
C)-
-J ct
.- J U C0 .0 0
c 2t L-n be wCC
-j LU Uo)a *
C -= ) -ttCL ca
CDU -::rU) co o~
C.C. U.5
.C 0)O
C,01- CC:)
E P,
U- CD
LL-ECD ~ ~ ~ ~ , (D2U 6L V
:R -* 0
0) 0
OLL-7
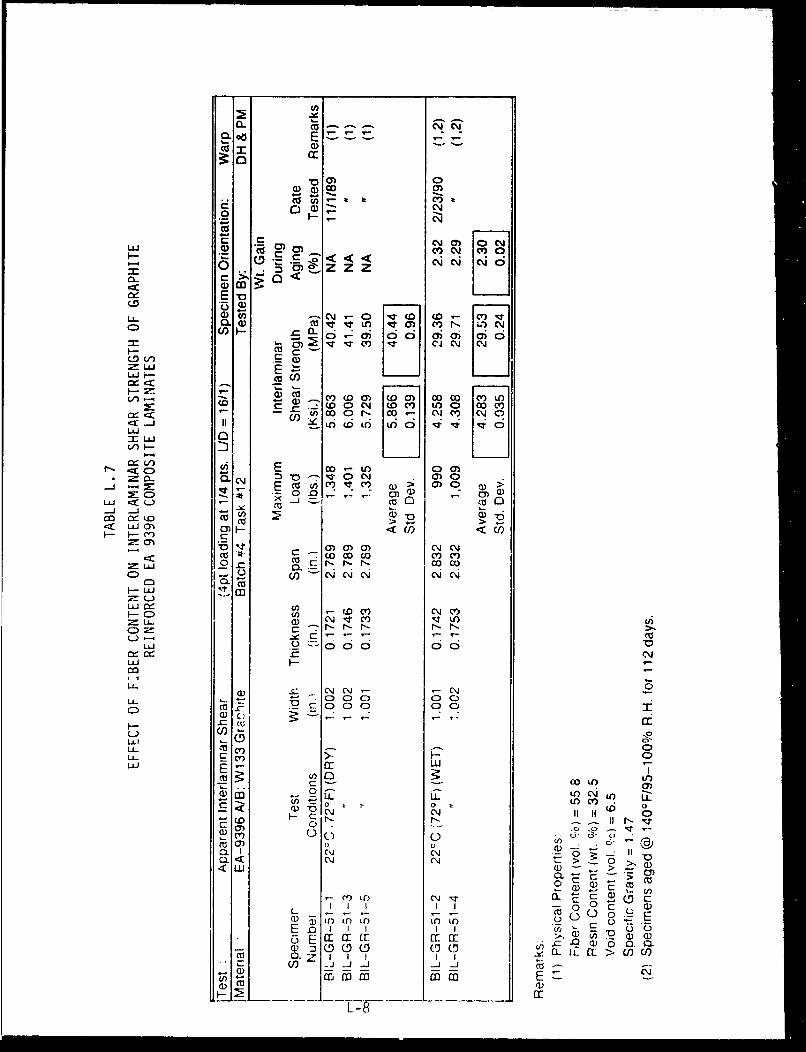
CLn
E
CuV)
.2 Cflý
D CO CIO q q
LU Cý c'.
Of E
C.DZ
*L -CJ-0 rD (0'to- M 1)1
RrJI v n r ) )Na. c
C;-:ai 6 ) LOO coimI qrf :r n co- i C\j( C'~0
=LU E ucL ) t
0)C (D H)C4C L O(LoI 6o i i 4IT
-Jo- 0)0qM a
L E CL) M. -on .0 0)0 a)>~J ... J -cc
a) Q
C: LU0 CD~ m
C:)U) )0)0)C1 C\JC\J
oc
= - CD " qL
C U C - r- rl r-L U -- --
LJ-7-0
ca~
C-,
LD ca(~ 0c :Q 0 C )c
F-. cCY) >-H
L-)o U) LOF
LL- Cv) C)~
C)- -)5'D
~a)
LLJ 12- LO C\ Lt)
a'~~~L C3LfYft( LOlLL(
CD NT) CV)C)
CL C~j 0 7CL < C ~ C~j a
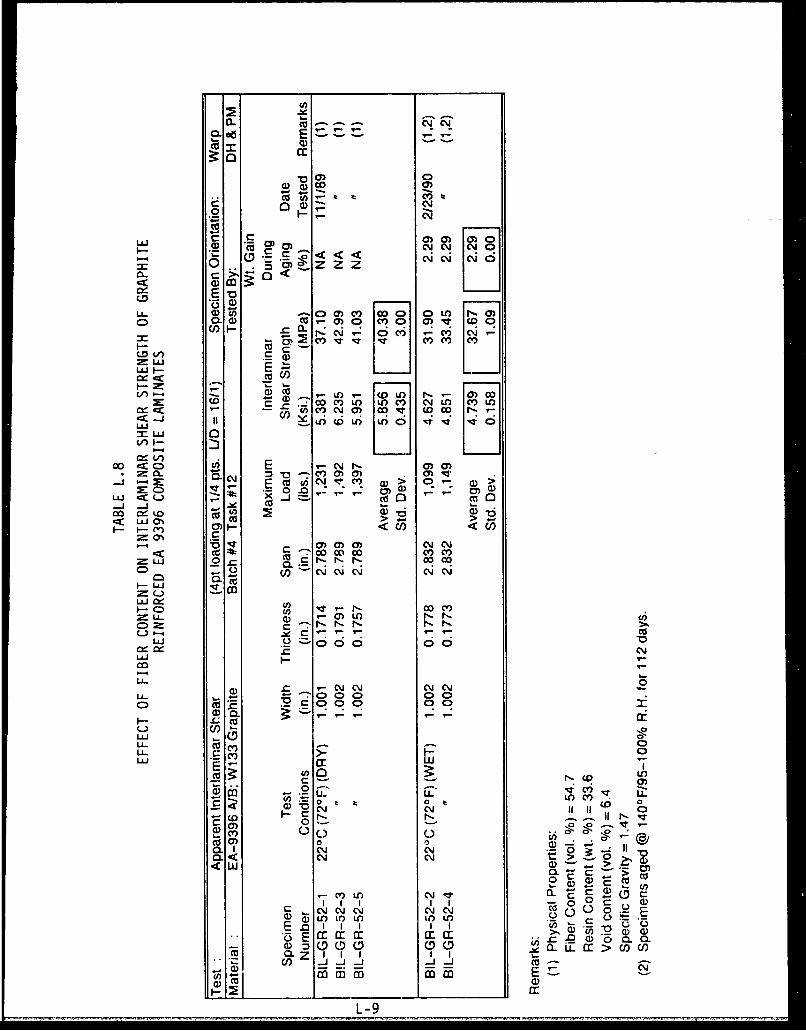
c~cz
a) C
Cc0
LUj C a 0b
0 cmic 0 Z Z
LA.-0-0 ~ LA NOU- CDP a)~ CfV 00 0 O~ (00
V) a)cc LO CO LA r- - O)GO
c COCl) O LOCV) Oj ) C)LM V ) D C 0- l
co-c CDI E <Cl) 0 aa- aO)4O' C ) Ch'JmN0
0 ) x l~~'N ' 0 0C ) r:N )4
LU CCC)- c i
<- w-ha
Cl) CD C/
qu cnO a) a)C LAjCcc 4h OD CO CV CV
C)) U) ' OD C'
U- 0) ,
040
U-~L LI> Cl) C/)C~0 z II I I 0
C/, co cn~ CoLA- EZI-) C
E Cc____ ____ _____ __ O
~~CY)
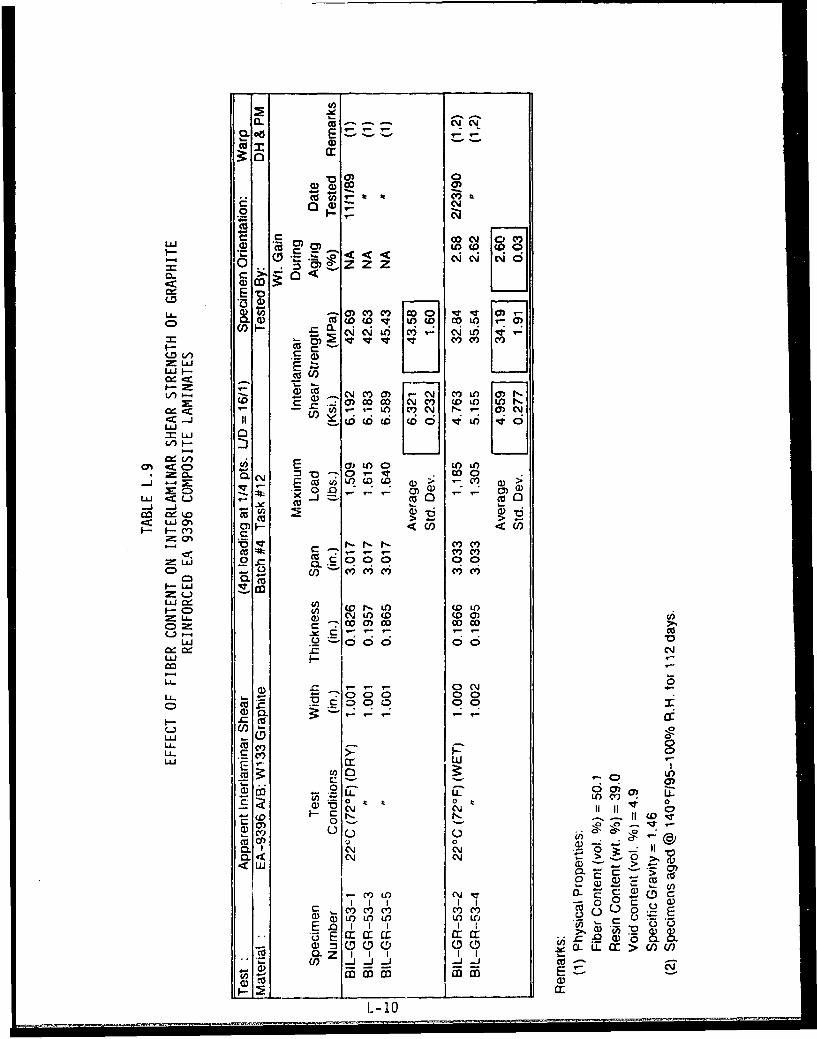
coo
000
C~t
< 04Jc N CNJ 6
0)
LA -.. U)0 N) 0 CV Vg 0)z a~.~occ Nc4 Dt 6 v ug
LiJ
04h M0) N CV O 0
coA. a' a)00 00C l C O L
ZL)
Lii
CL C... M -- c 0 -
.D 000 >
0) .F-C/FccU
Li.CU 01 z f
LL.- U' wl U-)0
CD. o co 0 O
LLLJ
U- () O C.-
f jL<U.
LL- c CO
(4J 0 ) l
C:- 0)
d)Cl co0ci0)0
____ m__ C_ _ a:
c cn-010

a-)
-00
.2 R
CDp CV)C\j CV Oco * r a0 ~ N N N1-0
6. Cý Cýe c'i c
0a) coeJ c~c4 1 ~04)t CV) 0 O ) o ) U)O
U-CLa)coW - NI CIcCD~ CLciu L - ui L6 1 i
LU LIZc c= a) m v0 oCO ;
=- M0 LD- 0'
<J CD .
21- ICL~ CL Y MC
ZLa a)oo 0
2tLU C
cooLU I
0-C Mu C00 00~CC
CY.LU0
LL COr = - i )
CO~
00
Q) 0- 0 ~CuO o U,
CL Cu CjU.;- >
0- C 0 co
.EY
(A 0 0 U. cc > U) U)
L-11
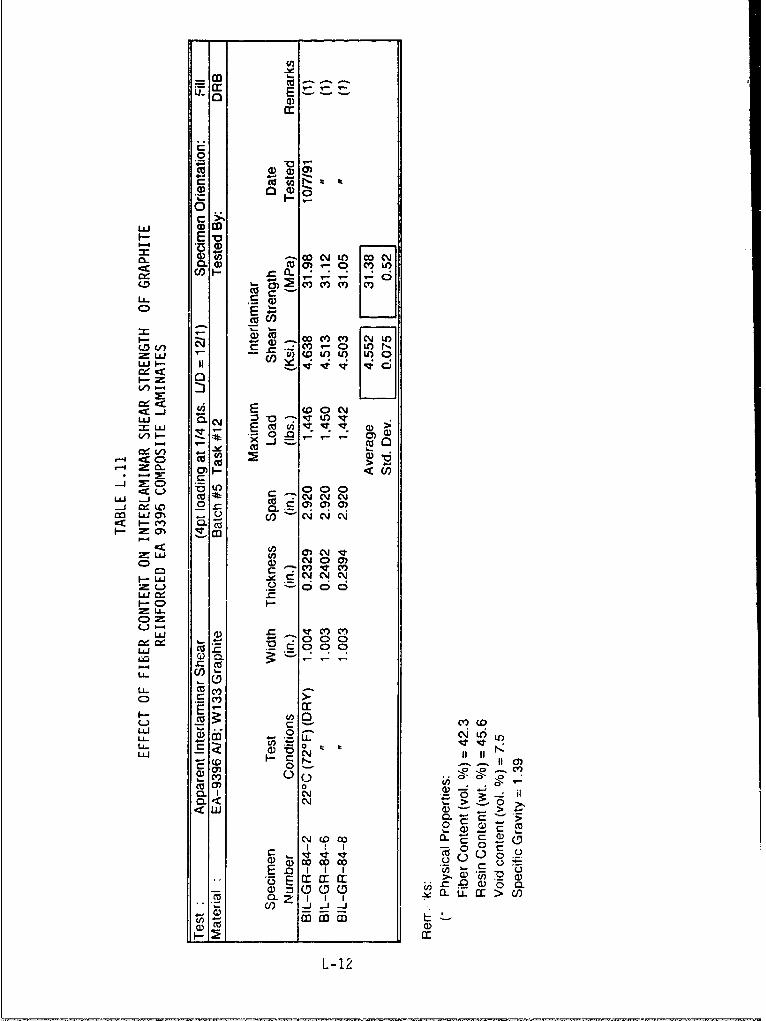
.2
0~ (D -C0
0*
U,.- EHLi. CO _l o O
a)a) o .)L
o EoU- S)(.D'/ E-I
cc
cc~ 0oC)CV V(D"- V) c
.j E m 't IT )q >
-) . n, . ,
4= cc w
CL,
L MJ CU N N C
CD ~ 0 l 00r- m Na Cf0
0u IDv0 ) MOC
LUJ
EU-
WCl w)C
u.J CU=C O
LLLL.j -)U
Li.10a N~Y
Lii C, N~flo
CL000
Oa-0 > ,.-0a)-* LJ W
a, 2 . L
a) a)-j -
L-12
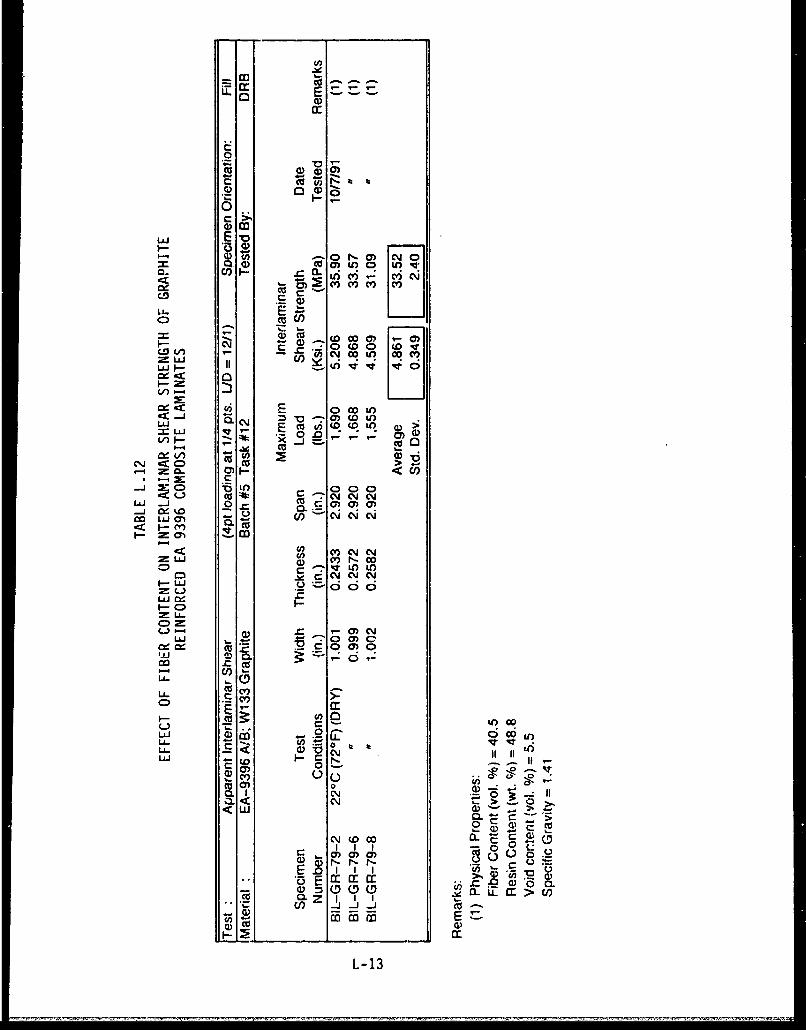
C)*.
00 £0 N " V
0 0 W
CD, HEE
C) ~ CU U
-co coa 0) 0)
= LAJJI-) y- ui4 4
ZLV(0 C)C) ~E 0 . cU7UO
V E to (D u)I-0 0 1- 1
w ~ 0g 0) C
0i -j 0 0 C
m- C14
C)oUCD6
0 )
cu ci 0 )-
CDC
E a:D
-C r U cCU Q 0 C
U- :t-- v-1t

0 - -- ý- --
cro
000 00a
0 q) co-
00LU 0 0006
o . 5U-
.-. 0) JO 1m61 0)L P )a)c0 ECJ Lf)NMOci10 MCO C1
0) ýz c) Hou ncju )E c!0 lf qq-V)) -34)--()Fo Q~ r-,. )d)%CJ~ - 0
-4~ ~ i D O (
0010
CD E F a,
oU 0
Q)O O~))O
w~- u- c ' 4 COC
-j u ) U 0 0HCo a- c
U-C) M~ cn) CV C) r- ) a)79-1 1, x 0 )10 61': 0) a)l U)
L. CI) .4 V4 r .
C0)
L-1

C6 C6) (V 6 V C6 (V 6 C6
CC M) -- - - I- 1-
000 00VQ)Q)) 0)0
4)a, ~ () ~() i
*coc 0 o.
c 0 co to
0 CU
Z '~ ~I~I E 0 .'c
Lcc H0 Ia0
L..) ,. .a
coIzcum IJ c;4 C-i'T C4) (LO _- Dn4 )I( O0)NODOD CD L IM. ~CO COCO f C) 0 -
m cmJ- 'vC, u
Ln (D( O C'C~LL F-i)C)O
*~~0)O0
U _ CD 0) v w coa-- C. m
0 no CiC ýcýC ý CýC 00 YCLQC
ul. N T0 t 00w lwc
Lo =J CL C
Uc4 V) le Ew0 H)CU-c
a- CD1 1 E0 N co aLOto-
(n o - (_J Z,
Cl L- a5

cc - - -.--
IO (Y D ( ) 0~C ) c")C'
-B - -- tas--
o 0)oQ Z)0
co r-cCOCl( 0 ) CM 0) C
LU~ 0 -. - -l
C)(**) 0-
a L.(D .r CD 00(c) Dc nc (0(0 C" 0'a00C04 (00T) cc L c n O) C . uLn CO cn V00 - 0 )L1 E6R 6o E o--- c ; li0-.oj~c o o& * -E ;r:o ý:c id
CfC
0)
5z f- N9 N VCu ý. -- 4 - I-13:l i-c -m c6
~LU0
CC .CdDz)OO"
0o 0 * C ) nI N N N NO 00 N00
c0O)00m 0 T-M - )0 0 )
Ll a) CLE/. 02C0m) V LCV)O V
ft. '= CLO
ncm cx X:l
CDEt0 0 CO CO CD0
m 4:- 0 0 C; C3) C, CO
En co co ~ '
M CD) 0 Nc- CY LO O)n ((J HOO CLYE>
CLO
U- co-C!
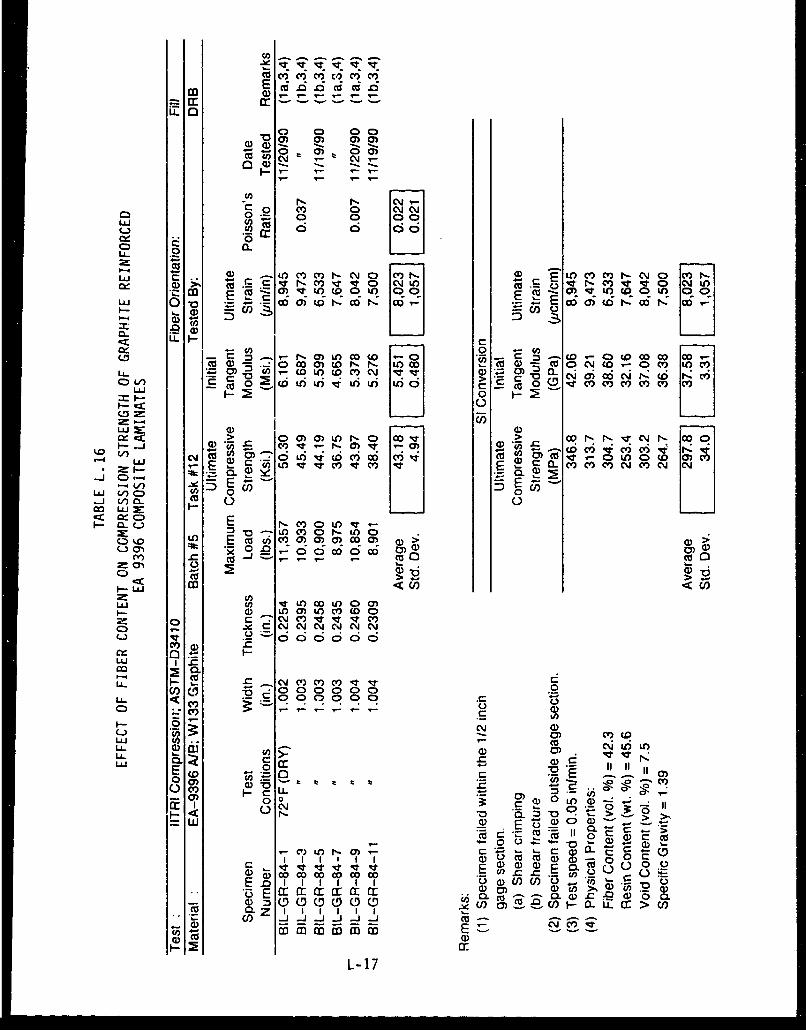
to m c') (v) vi 6 C6)
o0 0 0
0) ) a) m - -
-6V50 () 00)
C14~ 04
Cu~
C-.) Cc- 0
0e.2 CL
0); r ... fCY)Cv t-Na C')NO E ~LO ) M C't'--cmJ0 m 'f-.
I- mIIo0%ýr W q NI0) v) LO to0to 0
E E -- cr) 4T Ln c 0* C C' O-0C' UC
0w LID0 Cf- 0NC rEd ic Zc00
N a) U) C
a. ) - wZ C Co(0 O C Oo5 C ~CD LO WCl)CM q V4Z:
> M~ C~ N) NoC N N N CO
C~) 0 0
44C
-a M C0 r-0) )o-o
k L ) as 0)oM I c)C
0(l C)L 0 0
cx C)E~~- I-Cu0 )I
00 0D
L- 1

APPENDIX MINDIVIDUAL SPECIMEN PROPERTIES, EFFECT OF
STORAGE TIME AND TEMPERATURE
The tables and figures in this appendix present the detailed mechanical, physical,thermophysical, and chemical property data measured during this program. The data
include HPLC spectra, viscosity measurements on both parts A and B, DSC analyses,
FTIR spectra, Rheometrics viscosity profiles, and interlaminar shear strengths. Each ofthese specific types of data are presented separately in sections M. I through M.6 of this
appendix. These data are summarized in Section 3.7.
M. I HPLC SPECTRA
Figures M. I through M.6 present the HPLC spectra obtained during the program.It can be seen from Figures M. I (b) that part B of the EA9396 resin system produced nosignificant features. As a result, no further HPLC tests were performed on part B.Table M. I summarizes the pertinent features and test parameters for each of the testsrepresented by Figures M. 1 through M.6. It will be observed, both in Figures M.4 and
M.6 as well as in Table M.1, that the retention times for the 12- and 24-month tests areabout twice what .hey are in the other tests. This is due to the fact that the flow rateduring the test was only half what it was in the other tests, thereby doubling the retention
times.
In each case the test samples were prepared for analysis by making a 1% solution
by weight in dioxane and filtering the solution through a 0.5-micron PTFE filter to
remove insolubles.
M.2 BROOKFIELD VISCOSITY MEASUREMENTS
Viscosity measurements were made on both parts A and B of the EA9396 resin
system using a Brookfield type RV Viscometer. This viscometer comes with a set of
seven spindles to cover a wide range of viscosities. Spindle No. 7 was used for viscositymeasurements of Part A, while Spindle No. 3 was used for Part B.
The samples that were tested were tested in the cans they were received in fromHysol. In the case of Part A, this was a quart can, while Part B was in a pint can. Ineach case the cans were not large enough to accommodate the spindle guard so this was
removed during the viscosity measurements. While this is not in strict accordance with
M-1
the recommended procedure, since all of the tests were performed in the same way, themeasurements do provide a consistent comparison of the material for each aging time
from its initial receipt until the final measurement after 36 months of storage. In all
cases the spindles were immersed to the recommended depths. Table M.2 lists the results
of all the viscosity measurements made on both Parts A and B. These results were
summarized and discussed in Section 3.7 (see Table 31 in particular).
M.3 HEAT OF REACTION TESTS (DSC)
Dynamic scanning calorimetric (DSC) tests were conducted on EA9396 in the as-
received condition and after storage times of up to 24 months at various temperatures.From these tests the heat released during cure is obtained. Resin samples of
approximately 5 mg were heated at a rate of 10°C (18°F)/min in these tests. Figures M.7through M.22 present the DSC curves from each of these tests and the heat release during
cure in these tests is tabulated in Table M.3.
If one considers only the heat release data for the 6-24 month storage times, there
is a relatively consistent decrease in heat release as aging time increases and the decrease
is greatest for the highest temperature storage condition.
M.4 FTIR SPECTRA
Figures M.23 through M.54 present the FTIR spectra obtained during theprogram. The tests were carried out using a Nicolet FTIR instrument. Spectra were
obtained on both Parts A and B of the EA9396 resin system after storage times of up to24 months at various temperatures. Samples were deposited on NaCI plates to perform
the MRR tests. No attempt has been made to interpret these spectra.
M.5 RHEOMETRIC VISCOSITY PROFILES
A Rheometrics Solids Analyzer (RSA-II) was used to measure the changing
viscosity of EA9396 during cure. The test was carried out using approximately 0.1 gmsamples in a parallel plate arrangement. The plates were positioned about 0.36 mm apart
and oscillated at a frequency of 1 Hz. The motion of the plates was to slightly open andclose in a tensile mode rather than to rotate with respect to one another in a torsional
mode. The amount of motion represented a cyclic strain of 1.0% (±0.0036 mm) about
the midpoint.
M-2

Both dynamic viscosity (fl') and lc ss viscosity (ri") were measured in these tests.
Since the dynamic viscosity is the rP ost commonly used measure of material viscosity,
only these charts are included in this section. Several points should be cited in regard to
these data. First, the viscosity values plotted in the accompanying charts are not
quantitative. The parallel plate arranigenment was a novel way to use the RSA instrument.
Normally the tests are carried out using a shear sandwich type arrangement. The low
viscosity of the EA9396 system preCludei usc oi the shear saidwich arrangement
because the minimum gap setting was 0.5 mm and the material ran out of the fixtureduring the test. While the parallel plate approach wz', nonstandard, the viscosity vs.
temperature curve wa,. very similar to that obtained with the shear sandwich fixture. For
this reason it is felt that so long as all of the tests were carried out in the same manner,
comparisons of test results would be vaid (i.e., temperatures at which minimumviscosity and gel occur). Second, due to compliance limitations of the RSA instrument,
data recorded after gel are meaningless.
Figures M.55 through M.70 present dhe viscosity profiles obtained after various
storage times up to 2 years and at storage temperatures up to 490 C (120 0 F). Pertinent
features from these figures were listed in Table 29 of Section 3.7.
M.6 INTERLAMINAR SHEAR STRENGTH
Tables M.4-M. 19 list the individual specimen interlaminar shear strength
properties of laminates made with EA9396 resin that had been in storage for up to two
years at temperatures up to 490C (120°F). These data are summarized and discussed in
Section 3.7 (Table 32 in particular).
M-3
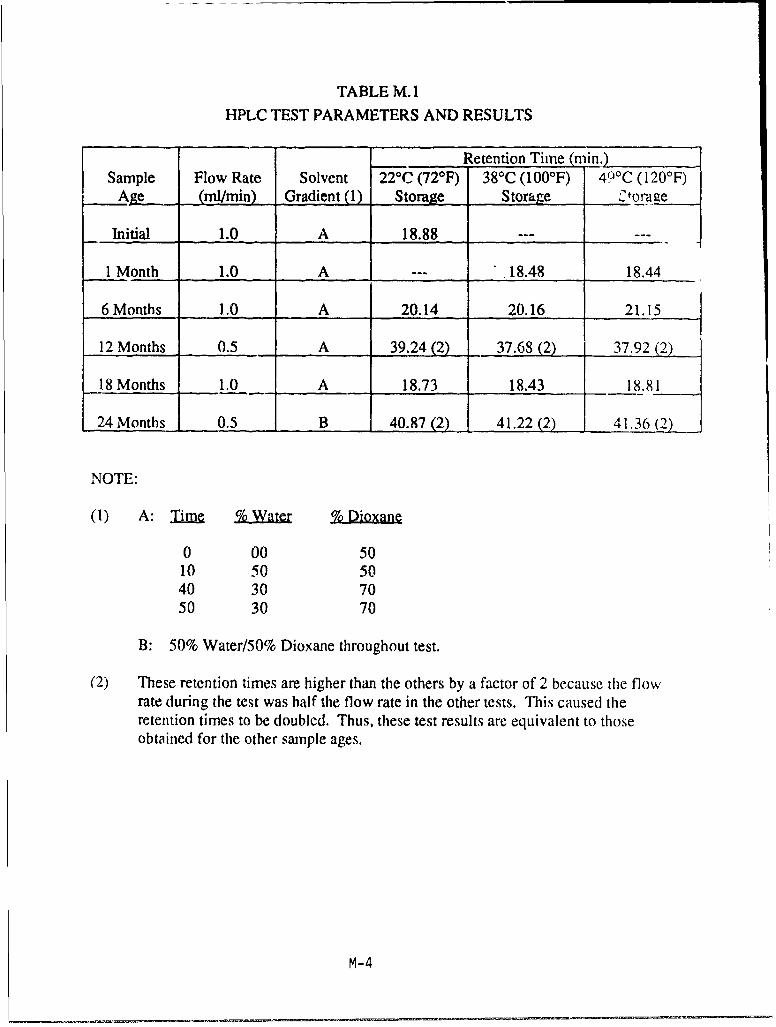
TABLE M. 1
HPLC TEST PARAMETERS AND RESULTS
Retention Time (min.)Sample Flow Rate Solvent 22-C (72 0F) 38-C (lOO°F) 490 C (120 0 F)
Ag (rnl/min) Gradient (1) Storage Storage Ctoraize
Initial 1.0 A 18.88 ---
1 Month 1.0 A 18.48 18.44
6 Months 1.0 A 20.14 20.16 21.15
12 Months 0.5 A 39.24 (2) 37.68 (2) 37.92 (2)
18 Months 1.0 A 18.73 18.43 18.81
24 Months 0.5 B 40.87(2) 41.22(2) 41.36(2)
NOTE:
(1) A: Ii2 % •Wa% r
0 00 5010 50 5040 30 7050 30 70
B: 50% Water/50% Dioxane throughout test.
(2) These retention times are higher than the others by a factor of 2 because the flowrate during the test was half the flow rate in the other tests. This caused theretention times to be doubled. Thus, these test results are equivalent to thoseobtained for the other sample ages.
M-4
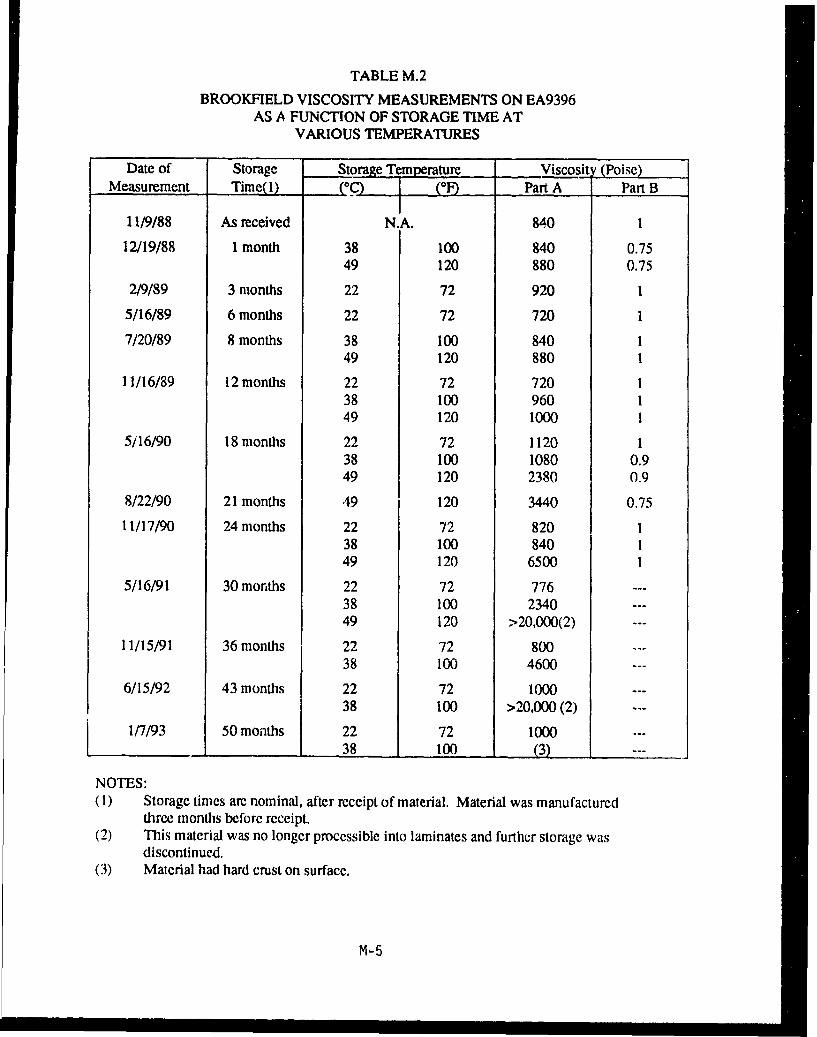
TABLE M.2
BROOKFIELD VISCOSITY MEASUREMENTS ON EA9396AS A FUNCTION OF STORAGE TIME AT
VARIOUS TEMPERATURES
Date of Storage Storage Temperature Viscosity (Poise)Measurement Time(l) QC (E) Part A Part B
11/9/88 As received N.A. 840 1
12/19/88 1 month 38 100 840 0.7549 120 880 0.75
2/9/89 3 months 22 72 920 1
5/16/89 6 months 22 72 720 1
7/20/89 8 months 38 100 840 149 120 880 1
11/16/89 12 months 22 72 720 138 100 960 149 120 1000 I
5/16/90 18 months 22 72 1120 138 100 1080 0.949 120 2380 0.9
8/22/90 21 months .49 120 3440 0.75
11/17/90 24 months 22 72 820 138 100 840 149 120 6500 1
5/16/91 30 months 22 72 776 ---38 100 2340 ---49 120 >20,000(2) ---
11/15/91 36 months 22 72 800 -38 100 4600 ---
6/15/92 43 months 22 72 1000 ---38 100 >20,000 (2) ---
1/7/93 50 months 22 72 10001 38 100 (3) ---
NOTES:(1) Storage times are nominal, after receipt of material. Material was manufactured
three months before receipt.(2) This material was no longer processible into laminates and further storage was
discontinued.(3) Material had hard crust on surface.
M-5
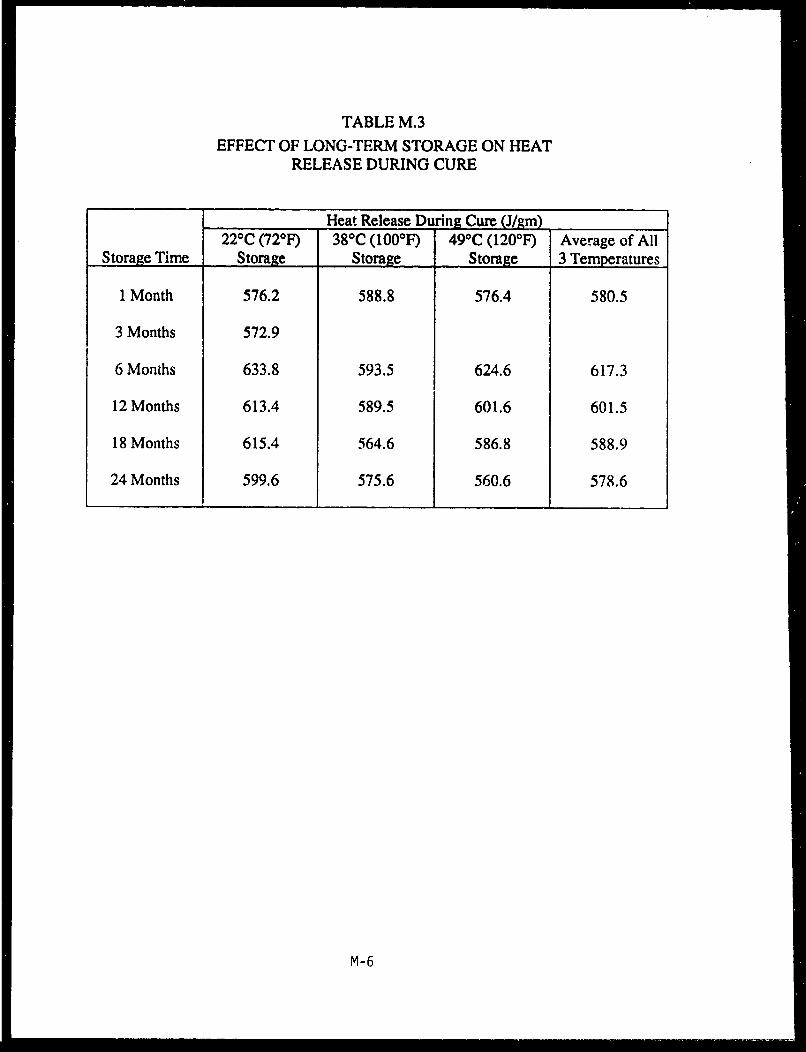
TABLE M.3EFFECT OF LONG-TERM STORAGE ON HEAT
RELEASE DURING CURE
Heat Release During Cure (J/Rm)220 C (72 0F) 38-C (1000 F) 49*C (120 0 F) Average of All
Storage Time Storage Storage Storage 3 Temperatures
1 Month 576.2 588.8 576.4 580.5
3 Months 572.9
6 Months 633.8 593.5 624.6 617.3
12 Months 613.4 589.5 601.6 601.5
18 Months 615.4 564.6 586.8 588.9
24 Months 599.6 575.6 560.6 578.6
M-6
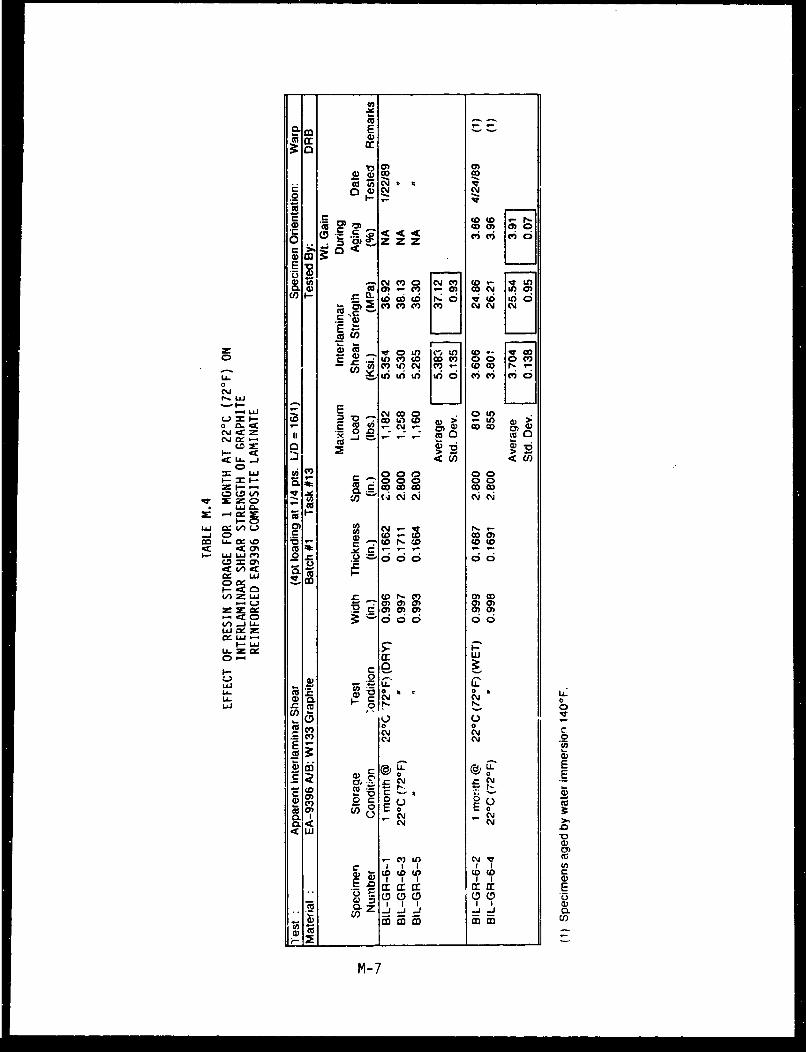
El Ea:
.2
A? ccrm D
(D -a Fj p v v 44
0%(~ C'JCZ Z Z
0 C M l C CV) CD JCL0 Y) ( . " n
cc V 0 011)' n DZ; VC( in 0) 1. 0 V
-k -L wn 0nmm C)4
0
~jO .- 00)0
~ .2~ 6OOcoCD S 0.
_ L3C~ >)
94.
co - wko - -:, Wr &0 w< N
0.~ = S - oC 0 0
V) 'aP-m )
CA:
V)~~~ 0jL.-00C
w. w =cr,
U- 0) a 0
Cc crC
-IJ COt:, !r
0 a z
MV-7c

E
100) 0"
Co QCM< <:
*go *jnO 0)( Ir) to'g
04 (a( ' o0 wC
C. c) c co to c# ) 'w ) co 6
LiCD~I~)ICC)x w :3*0 ,;00 )a0 M a)O ~>= - E w M 0) 4) 00 aim)
cc, cc m.cu
i CO 00 COD00C.0 -C) U)CJCJ) c~C'
CD C0 Lf Lna)
LU en)L 0)0j V) < : o
I- =LU C) C ~ OD00
CK LU
U- C- 00
4) 0I LL
t!! to ..z LL LL
00
aA. @) 0 & 0
oj C)tu,)0 o
CV)ECL 0 0
ui C. M
Cl) .O
S I I I I f w
EE
mmmU
M-8
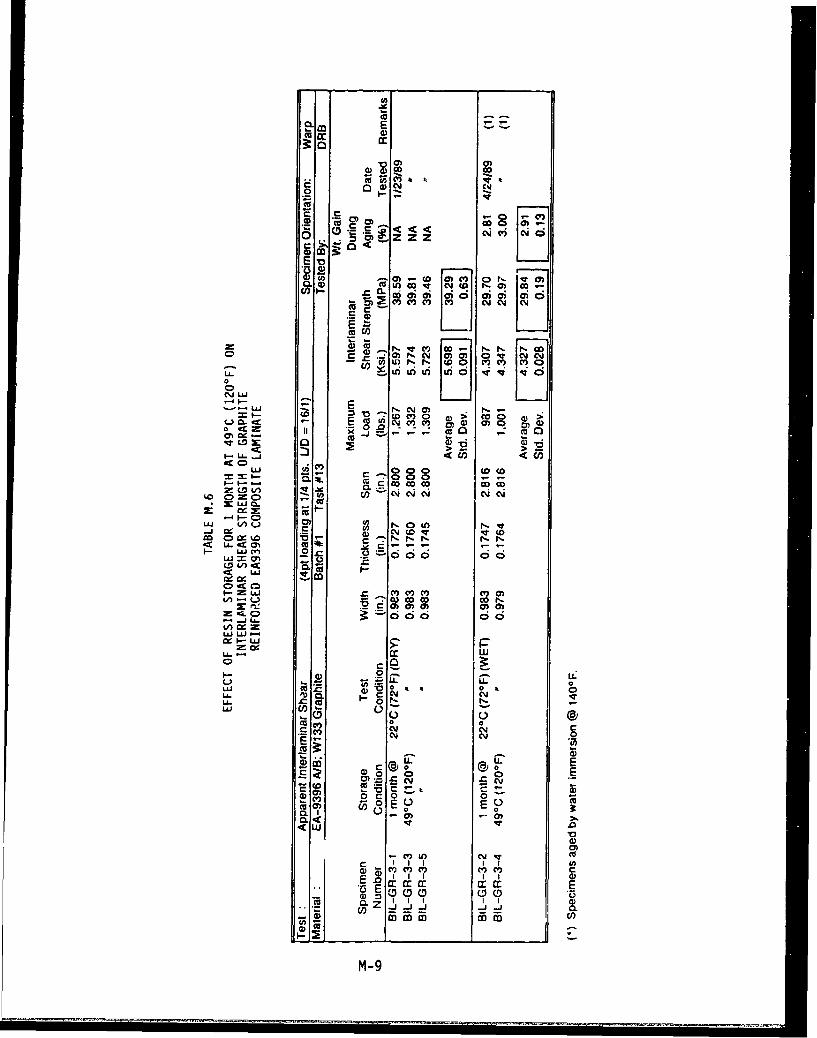
C~in E
-0 IMCu C.J
cc r(0i C O( 0 O ) Cu
EVC to 0) 0) Q r C T 0
Go0)0)M 0)0 cn D
co) m m~ Vj, CNCJC~Z k~co
C
f4 U)~0 I,.k N CD0 t) l
004~ LU f
:3I. 10 CCVCV) 0 > c'o 4) >
L~o >'~ 000
c r, W oc OC
%0 .C) 0.
CD ..Cui V mN0 0nNl
Ni= N 40; v;U- -c 0) c k c r P
-i =.. 0%=f
cc Cu
0) E s'' C) C)uCD C;C,,ici
...C
r _. U.Cu0
-)
M- E
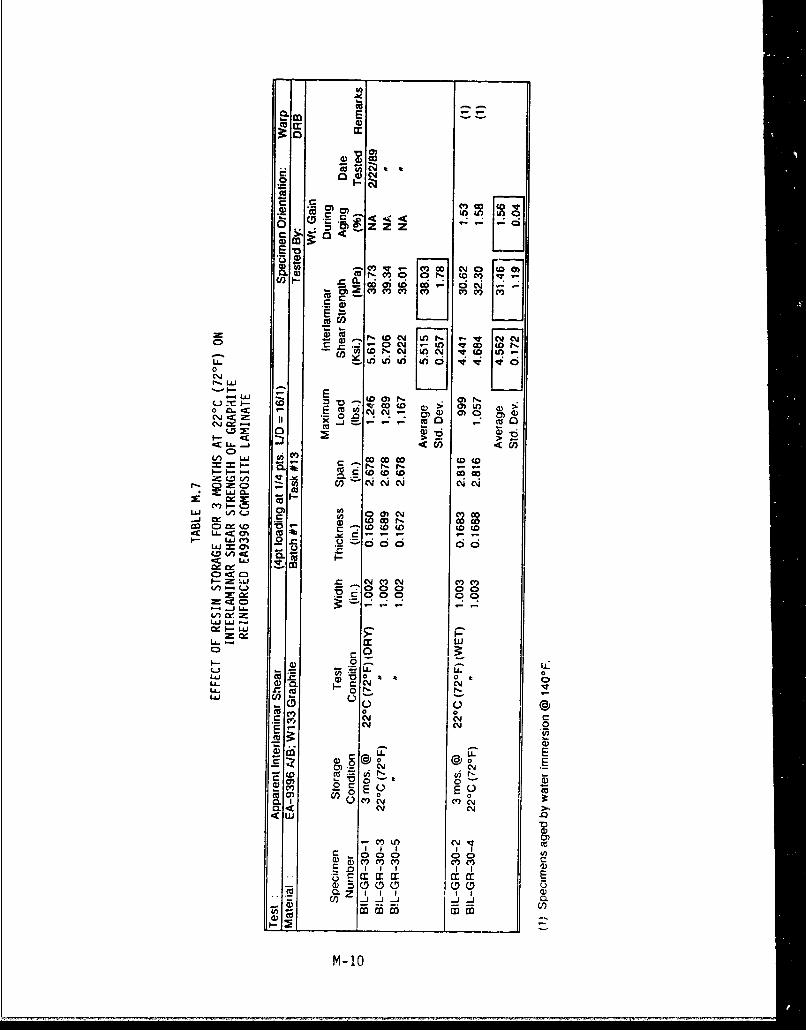
CL -,
0
.2 0 O4
C rCo
r, ) 0 to~ M v
co.4m ccJ c6l cO
om G O1I c oI
S E (
w.D 0)P
~Ca)0>
L/2 Lii col co c w
r-. oD = CD M
F-
w V C-)0 .2 C 0 0 0 C
m (.2
ci00 00
LLJI.- .1
~: LL. 0oU 0 0
U- 0
Ne NY MN~ NY .2
EE
-o 0)
0 E E
C) 00 00I L I cm m C%
CL < V CEw .
m Ln CMc,
aM-81'OC)

GO0.
LOicmc~ cm 0 0w
COi
N 0-f to C' o 0 CY)r
- mv - co~ in
OD. .. I((D (00 CO CO Lo ChW II c r q
H CU
101
ZGuCcc~cjc00 O O
EJ~y 0). 00
0i~O a.EC q Cb4 M4
(ki~ = m (~LA. t
M C 00CO 00
LJi~ 0.
I-. C-) CD InCML
Lcm CD f. ooC z)00L 0 C
N CJ 0f O L)L)UGn 40
IL L I.
0
Cc M 0
cm C)vi N t)
00
0))
ct-C CjY.i-JJ--wn 0i:
MM-1C1c

? co
C -Q
C CW CA4O .,
0) C
ri6iC
LJ ('J
w CIO
-0~- 0 OWU (A(Y Cr YCY A
CD
(')O
d) ^4W) CY LO)
00
coJ en 0 :. 'M 0
Uf l 10 w tom
Ix c
LU .ct
LU M'L 0 ;c0- V0C
L. 0*0QCD0
<LUL0 0,
L6 0) L C 0)
a) U) ) QO
a LOI I Ia)
CO .. ~.JU.U,-0 _0 _
M-1E2E
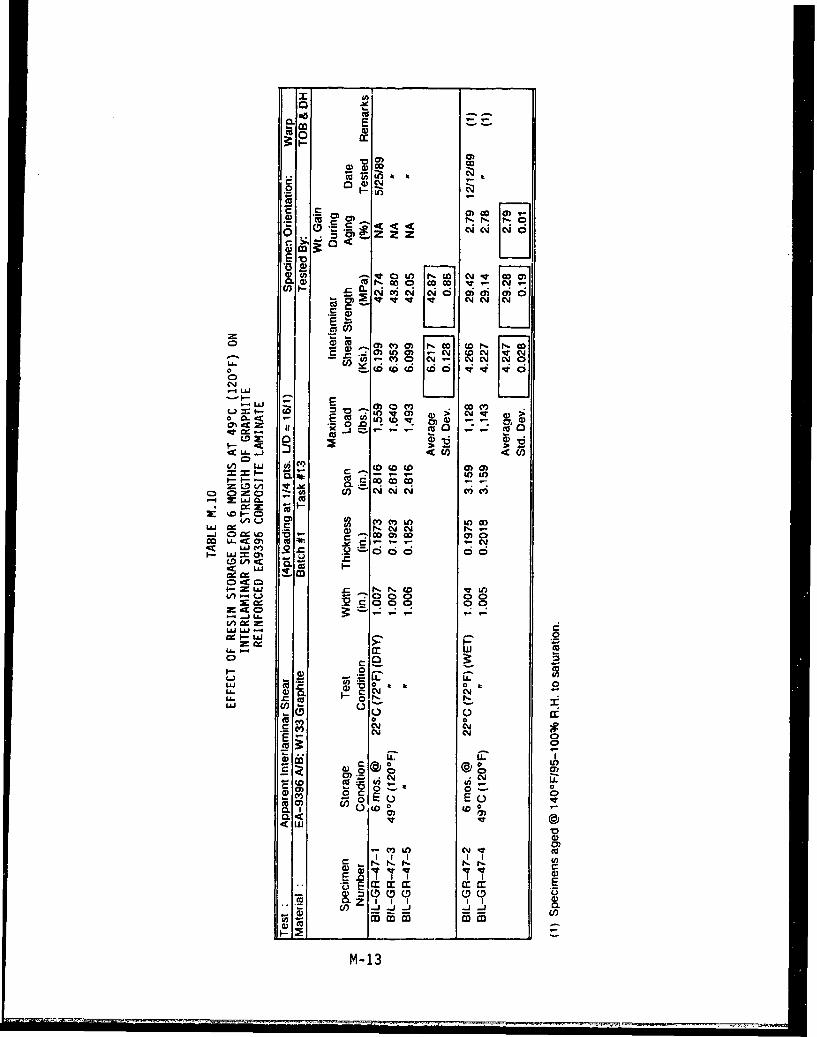
0)
10 CU
-L -- t
a~ jLn r -r 10 V OIco a ~~ cIC v- CYi
co ch0 0 t c oe, .j Go
"wC' LW L G
o CLU cc E- cut coLJ% -x 0 n C .0J CLq' C'J4
Ln CcoO co o to qJ
ajOumlY ~ uv vii~z
jjJ %Q 0aw0DCh0r- -a~ : CJ
CD "-
f-- w a N CDtn a 0 0
CDo
Ia.LA - cc
wi Lo 0
LA.G) cm~
4) U.a 0 0L_ 0
~E EoC W 1
CDM LO 0V
0 (D
- n Zr -1..J-1i l-j
M- 13

ca
E
0))
4) C
zi LOE v
S
05 h m ( o o- CD c'Jcv N'ro- n MC-4- ) vLi-6 u uiL6-6 F7]4 c
C- L) .7 0. qCt M4 )0 C
-r Ecc~~c< I C/)
Lei*~ CCw-t CM 0 0
4h CZ -Q CD o m N-N 0 mI r NO Cý Cý
C)LLLJC C D 0
-i C ) 0O)t ciw~ LL )(' Cc00-
<~ QV) 2(-. Im0) m m0)0
1/) ccZ
Wi CU
00
a0 %
CoM0 0
(D 0
0 Eu Eu
I I I C,
5 00 00 00.z ZIi I I aC,,
M- 14
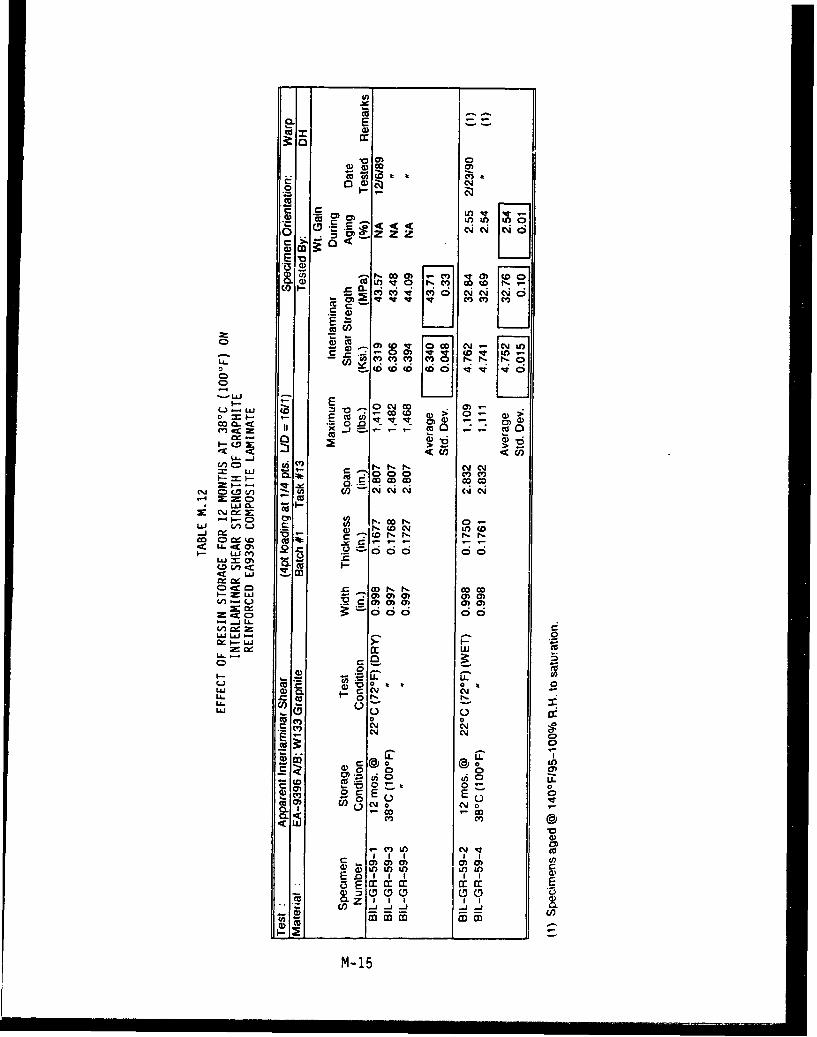
cd06 E -
4)
CO
4) a ~.Iq)loW r- C ICy) 0 CV) v 0) CD l
4)) II) V iiM DtV) L.J VLV.QJJ VCýV) ItV . m V
. CD
W mi
E CM 0-
0 - 0T VI M4 M(
C~~N N N NqC4J
= Lii 'Z ad a.;7 - .
U.0*0 00C' .I C(DV cm co r
'-O 0~ m 01
LL -cc 0) X~O 6 o0I- LiJ f) .2 tU i 0iC
LL rii
2-:LC0m0C) 0 0) 0)
Lii Lii -
0w C
LA ) a 0YC
& 04
LLL000 e)
cc 46 0 LLo 0 0
C ') C')o V00 C0
E .5 . I IZ ))0 E : c c0)I
iD m (D
M-15

ca
El E
20Cc V
r0) & 0) OtI- C4 C4
, m - M Lf D C,ý C l -0S UT-V qIC4fli C
.5 01
CUCOa M tO CD r- N 04 LOCcv. imC~ to co.J- Ln C) C6O
0 c 66 r v C Ji
uo Um'o-ýt NCD m) >O OD ;; CDJU>
o, (0 -0~
II I C> 05 C>Lo 13
=0 0-- aV .
aý 0Cý CU C
-= CD)'LU a-
I. (0 )-CD
< ~ L,- '- 2 z . -6 0 C ;C
< wULLU
o, 00
f-- 0L. C0) -3
M:i x (-J c; ccc.J 0
CD9
LL) L-)
00S~j C. M U
2n Z, k 0E L) E
Cl) UJJ cm v0.
M- 16

.2CiiO
c E P tto 1
w ~ =O v 0 W00 CO 00.0 U 9 C4 J( " .-R U -EE1~
W .'C CD 04D CO C W 0)- C'j C%J CIJ CO (00 C'J C.
oo V.vP, 0CI0 LiT w DoC 00-() (1) > r U)L
"(\'00 00 C M(04 w~ 10 ' T
.. a)-
LL.JO
~ LuO - -- oc
CL wJ0 C C4C- I
S LLI C
I-- C)
m- N 00)~ N o - IDCI
F- . 0)i ChJ
14. = 0~ 0 ZV))C.) CD
W Xe'j CLJ
a:0
0cEo0..4
L'i0)
00.CY)f CmJ £
EE
LL Qi U-La00
t- i CY L
M 17

El
(DD
C Ih
Ic C2C' L)
to H DC
B E
f- - j 0ju j u
M n ,00 r CO C\
00 0ot n c -, b F
0~~I = n "Q )ý- . -
a,, _I & a, >
0- .0 ':___
CC ~ 18c
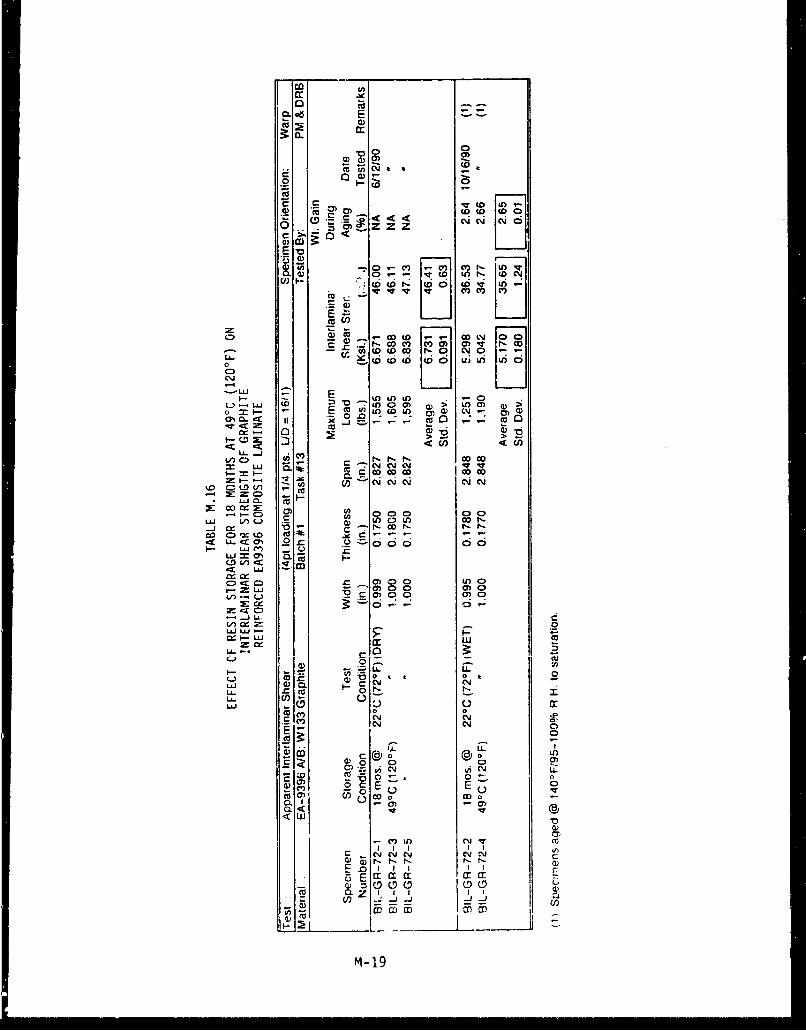
CL I
m
-00 0
o 0 0FIn'
C) C. 1w C)r- j
C, U) r- (D - cm.
-W IT v l C) V
4DQoc 00t 04 01ao7 t- oI Im0) a g lc
C=)/
LC o 0 0(0U a
~~~~O~~ C/C)) ~ CJCJCJ-4 L.
ko ~ 0 Cl tz6o 0
r-ZI CD 0)00 C) 0
I- O.J L4- f
U-) < ON c
= w
(-) 0)0 C)C' C
U)).
0 k t0
c- o LI)!L 0
CV
0) co0)
00
En I L)
C l) U') J14I I I It
C,,-
MI-19
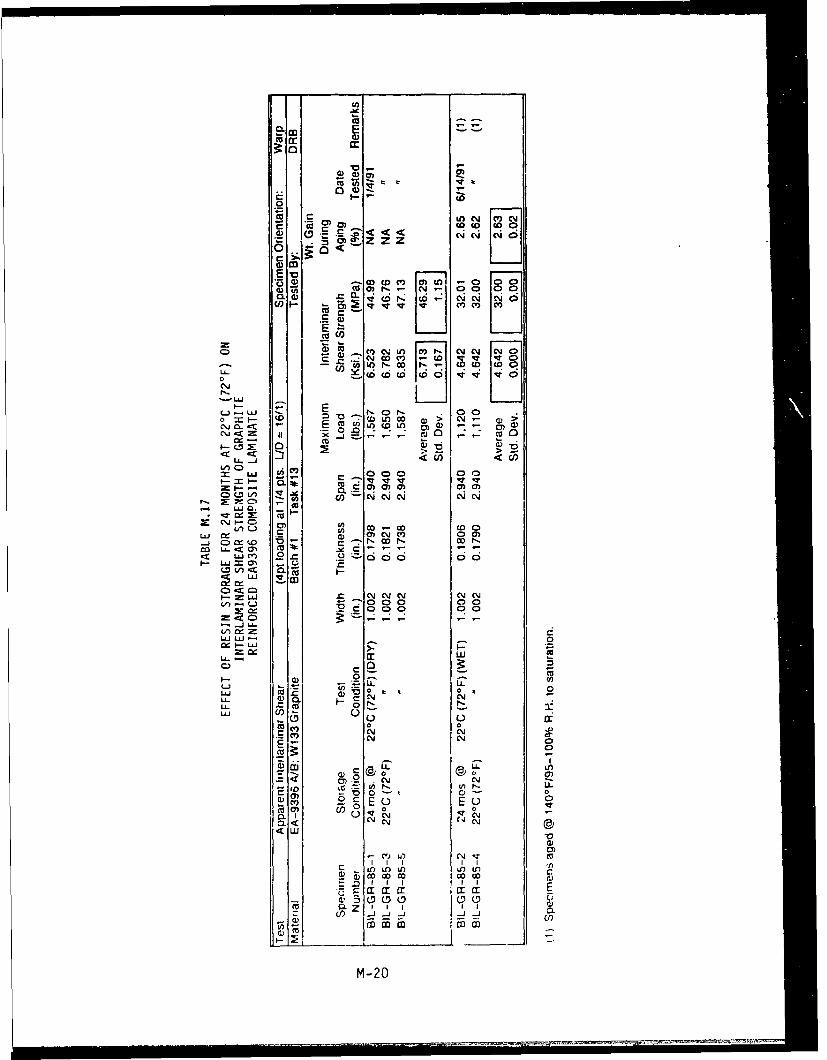
El- co-
.n 04 M 04
6 Z Z
E ~ OC -o~-o 0a) co to M M cnJ - 00 0 006' c'-c' v'i
Ucc
(a O - 0 t- to J0~- 1--~ .oc c )
CNJa-CCE u 4CD
E C\jt- < 0 jcc
ui cooLAJ m C) OC') m I c
CD LA0O ul ..2d'
Lo o.o~ cc
-L)U0 oc 00c I mN 00)
-o -ý (7 aU-r C
wi m ia
coo.000 0
LU 1 0
040
C14
-w LLL l)
V- 0. 0__ o__
cm-20
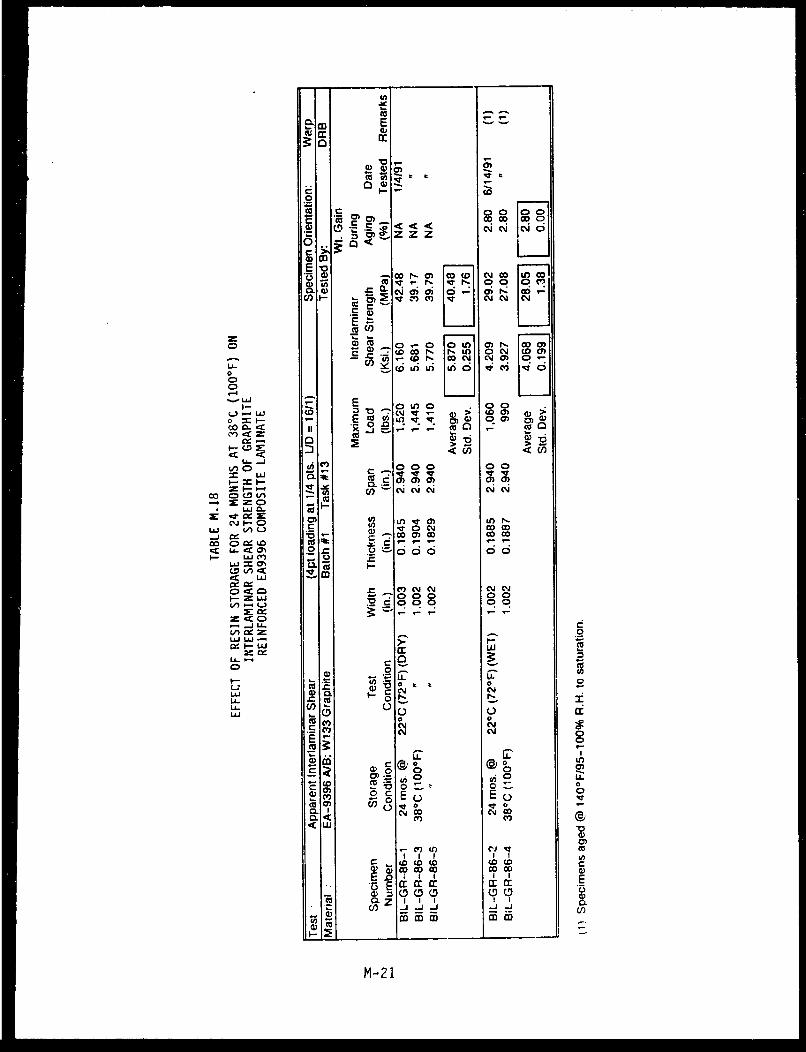
CD
~0) CR0. Q
E) -o
W P00 C to-Y ]CL0) cm0 0 d m .
I rI
CD a) M -0 - a~ 0,r 00 00)NcoI
00
00 o
E~ 00LO0 0 0Lz = CUE v o4m 0
. 0 ~ CD) )0
VJ CD~L '0 ' WWco c
~ 0~(0 CUU~ C.. -
ui V)L. ~ 'cr ) o 00 C
I- LL. a 2
*u LU M a
m C 0 NNNLU-710 00 00u ' a0 6 0 0
r-ý = _ :-- .. LL
CDC LA--
ui LU
Co~- a
t t 0
LlU =T 0~C 0 ) Nn N)L)
=i Li.
cm C)
~5o~oNW EN) L
cyCO GOCl) *n
II IC) O 00 ( C0O OD0(0 D
EU ; ' I IE ca:c C
M- 21

cc cr.a)
cc)
r co co cC 0
MD Lf NC N ;qz.. z zzo
C
C0, to)t 00oc v 06- t,- CD 0)I)g L n Lo 0 ,V
00 0
171 ULO0
co- 0) co >V)C;, 0 .0 O0 CDLI)v C
CUU 0
V) LAj C) CD
uJ= CD
co 00 00C52
P.- I -i m0A
dj MCi 0j 0
w ca
CD5
00LL~ U-
& ft % 0 t I
wi 0,r- 0
LA-z = I IaLL.~
wiM-26
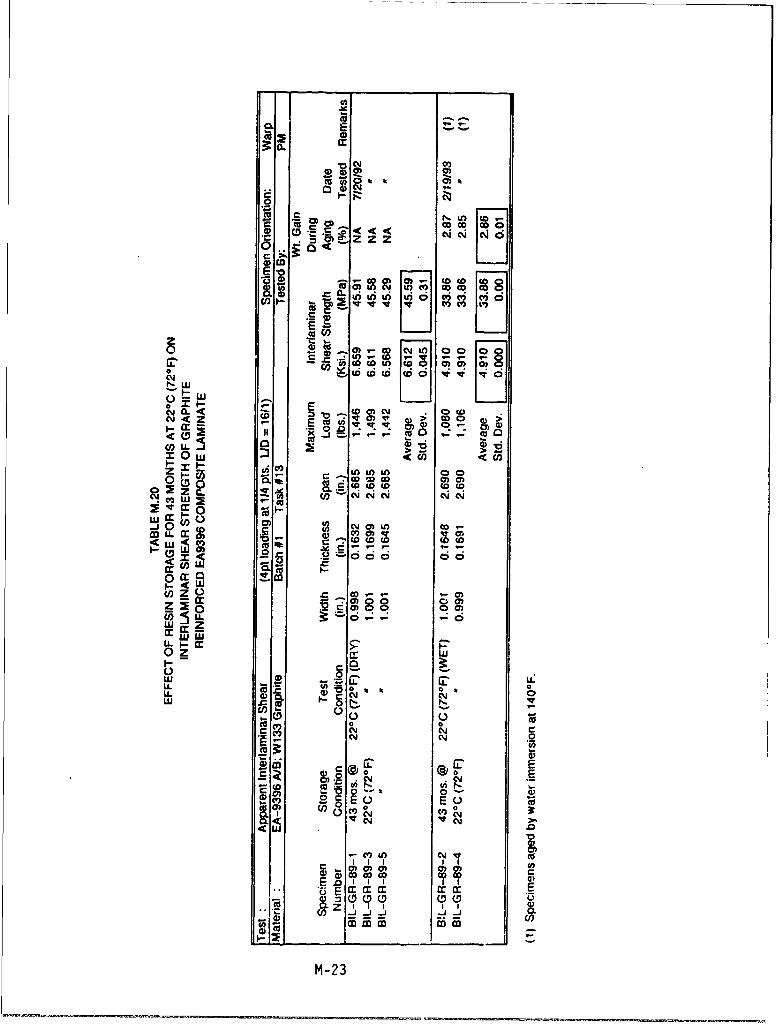
0)m
C4,
0)I UAm
0 cc - ) U)L0 U) LO t 2 V *
ci V ~ t leI0 V V
N ~ co u q V)t cU o0)
00
wE"v
CL w M cm
ID'0 -W w co0)0)
(D 0c! o w I 00w
LU 2 co
0 13 ,4 0)U) C
0)00)
00
0 C! CLA.
w m z
.- -. P0 z a: -a0
0 C
LL o
LU 0 t- P
CY .0
0I Ec '0
mm -O cOE O E
M-23 m
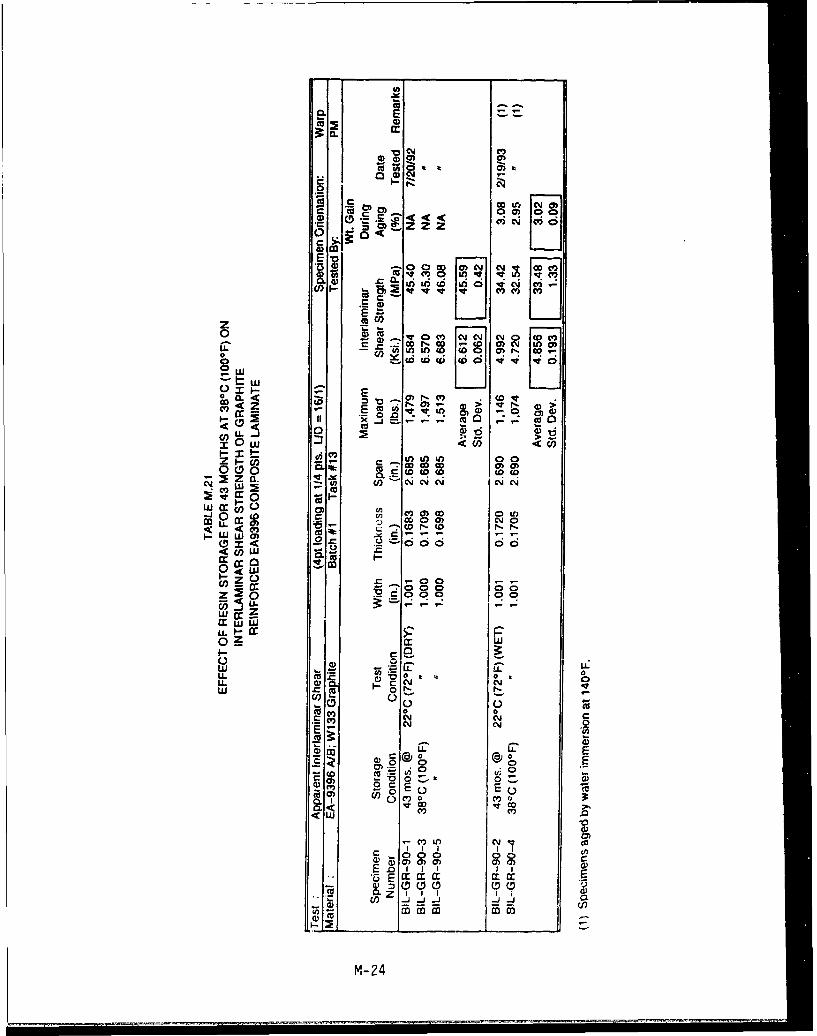
m 0)
IL cIT iz Iý
0 m 0
E -
u 0 008 0 YCl c
IV -T V v c(n CV
M--O fLtfll0 00 C
coC V -( ,0)o > >.4 f < Zw
cc= 0 o00L a
0 0 00c C
v CC 0w .. *; L
CcU. CC 0. co..cC c CY J< V3 w N. w
00 -7 4-' Sc;C4 0 cCCj CD
LL
UO000E0
4W CCC z
CC uj Cl
U. ~ ~ 00L a CCjC
a oo 0o
En ii L) I
C.) 0 c(Dv, CO c
-0))I a
M- 24
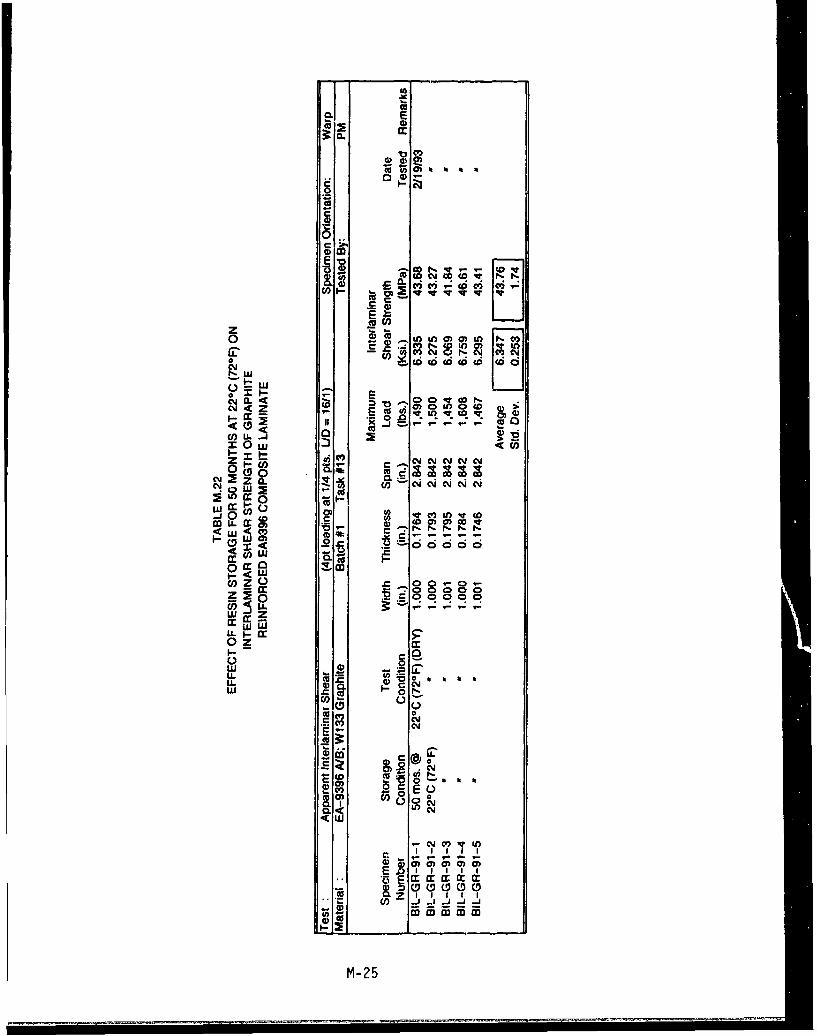
cucc
li USa it % k at
Q4 ~-
E2CON
0~ 0 n 0 )LoN
t LLJ
E o 0 vv,
Cl) U.
0 u.0 _
*0 4h 0
(U CC -w
CD = <.2.
4c 00-0.
cc -0 cW 0
w m ~ zcc 0-W 8
~~0
cn .2.2, - -
CDC
M-2 &

U
fPt
(a) Part A
.. J'IIl - - I __ L 1_
I'I " I "T • I I '"
(b) Part B
Figure M.1. Initial HPLC Spectra for EA9396 Parts A and B.
M-26
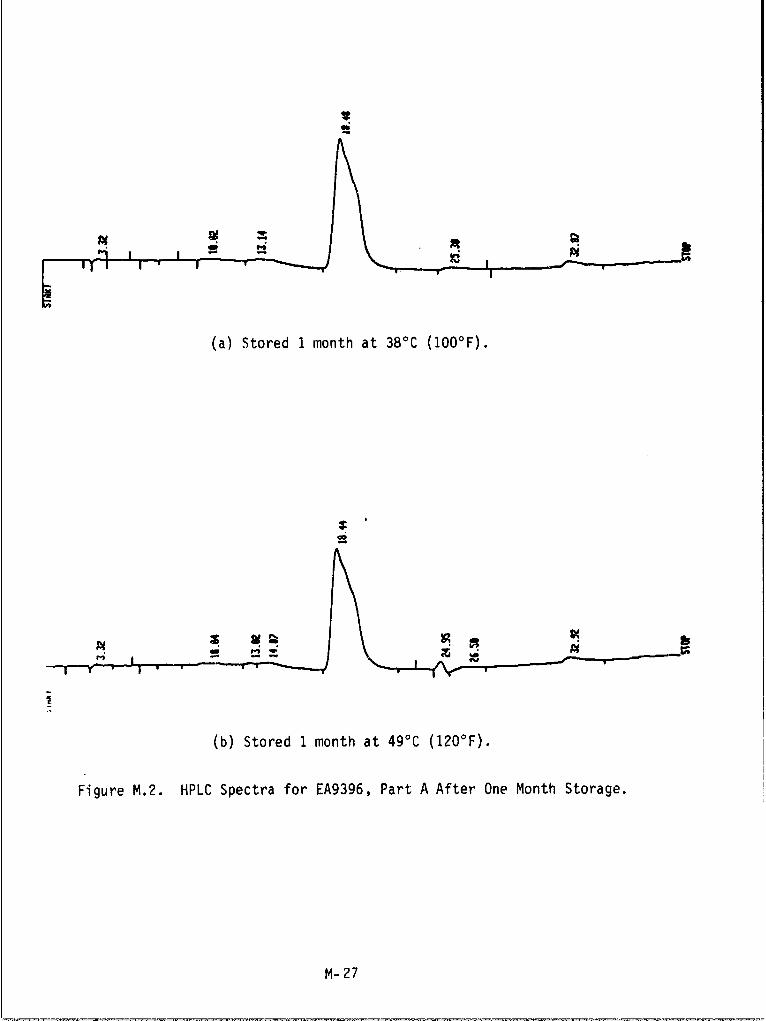
(a) Stored 1 month at 38°C (100°F).
(b) Stored 1 month at 49%C (120'F).
Figure M.2. HPLC Spectra for EA9396, Part A After One Month Storage.
M-27

(a) Stored 6 months at 22%C (72°F).
.1.::
U-
(b) Stored 6 months at 38'C (100'F).
(c) Stored 6 months at 49°C (120'F).
Figure M.3. HPLC Spectra for EA9396, Part A After Six Months Storage.
M- 28

.,:m
- tQ.
(a) Stored 12 Months at 22°C (720F). (b) Stored 12 Months at 38 0C (100°F).
(c) Stored 12 Months at 49 0 C (120 0F).
Figure M.4. HPLC Spectra for EA9396, Part A After 12 Months Storage.
M-29

tz
M to,
El. -
(a) Stored 18 months at 228C (72 0F).
(b) Stored 18 months at 38%C (100'F).
(c) Stored 18 months at 49'C (120'F).
Figure M.5. HPLC Spectra of EA9396, Part A After 18 Months Storage.
M-30
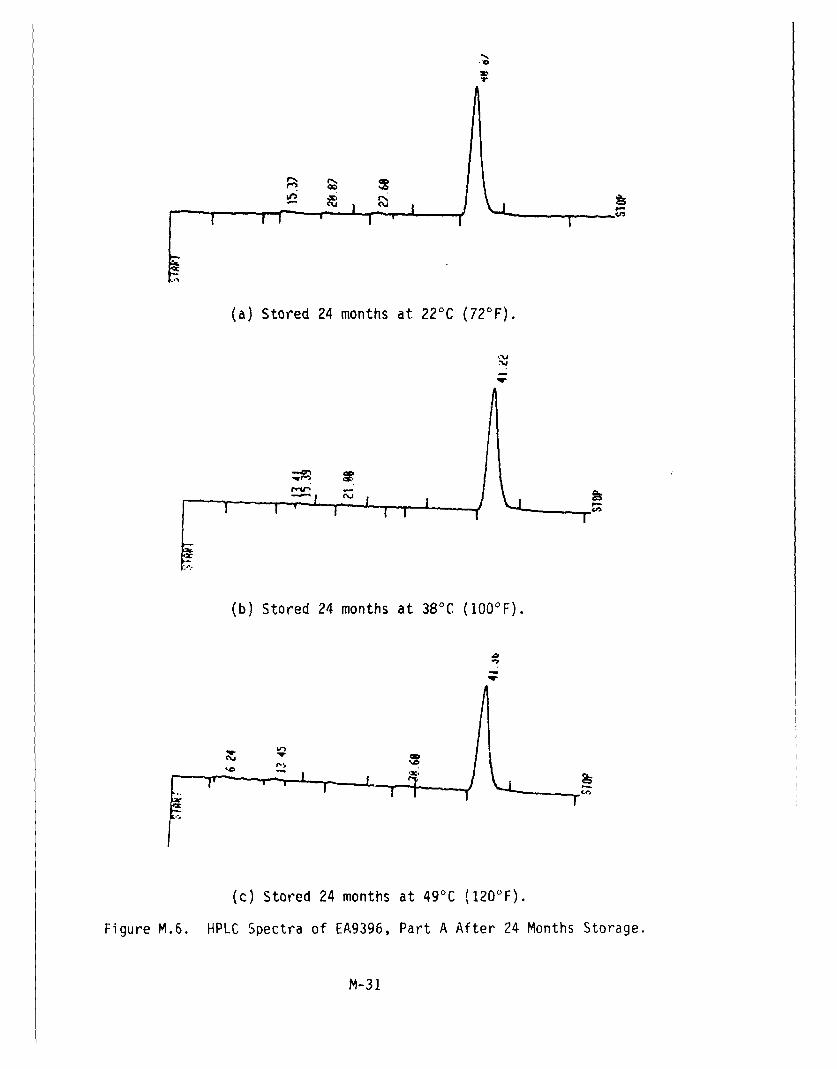
30
(a) Stored 24 months at 220 C (720 F).
'-U
(b) Stored 24 months at 380C (1000F).
Cuj
= -4
(c) Stored 24 months at 490C (120 0F).
Figure M.6. HPLC Spectra of EA9396, Part A After 24 Months Storage.
M-31

Cu
CYUA')
0
sc-0
L CY)0
IL)
%ouo I
m00 aL4.(f))
If) E~
Cuu
0 N
MoV0, I0(o t) N
c-inOn0If0
o~MW doI: in C i
14- 32

10.0 0
00
OL)0
< CD 0
U) U) -a
L 00
00
C!)YE
Cu
CD V)
*) 0
L) LfO
0 U 0 U)1
I (9) (MW -04 S
V;M M33

030
0)
00
0<
~pu *cn 0
J"'o'-4 0
0 V0
C4-
Cf) 0
rID) C-)A 5D
'M-3

mI
'Ic U
C4)
0~
cl-
E T
'.4 U7I N
94~jCAW)A1014 IL
pM-3
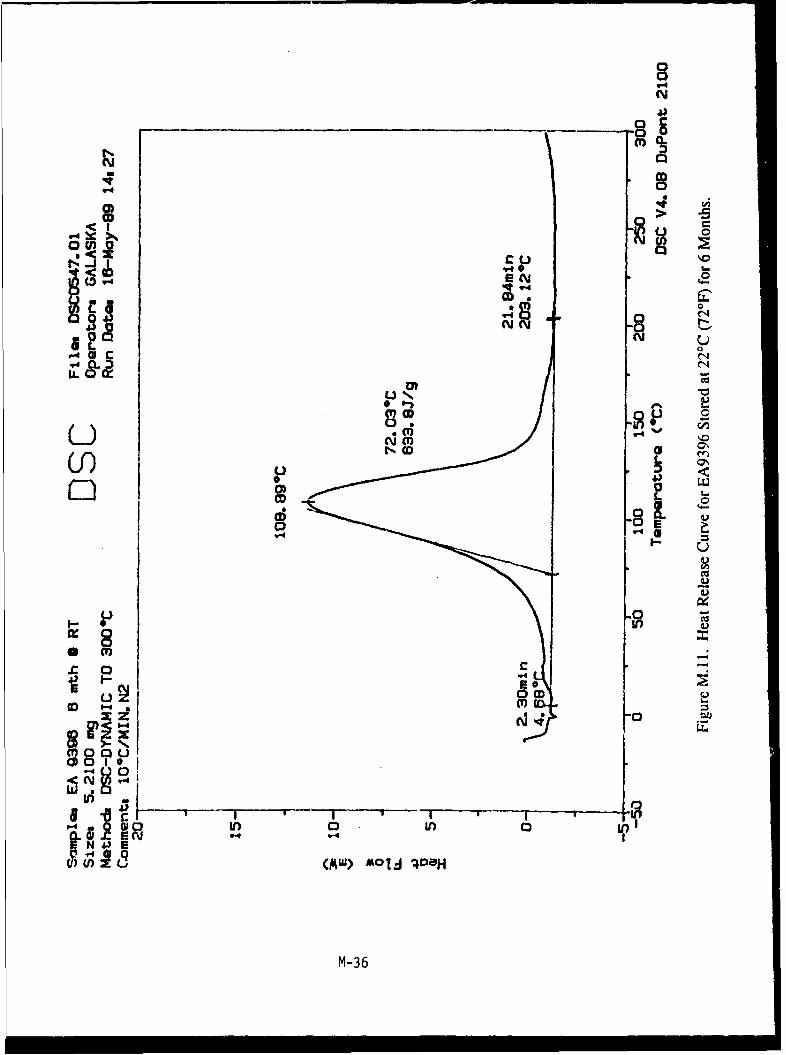
0>
UU
u3 (V (a
CLD
0~0
(A 05 CD
28~ UA)ACI "
M-3

00
-CL 0
gc -
>
aE 0
U 0(Mf)* 4) 0a1:312
Lw
CC
CC
f)Z00
E:) C U CIn
'.4
M- 37
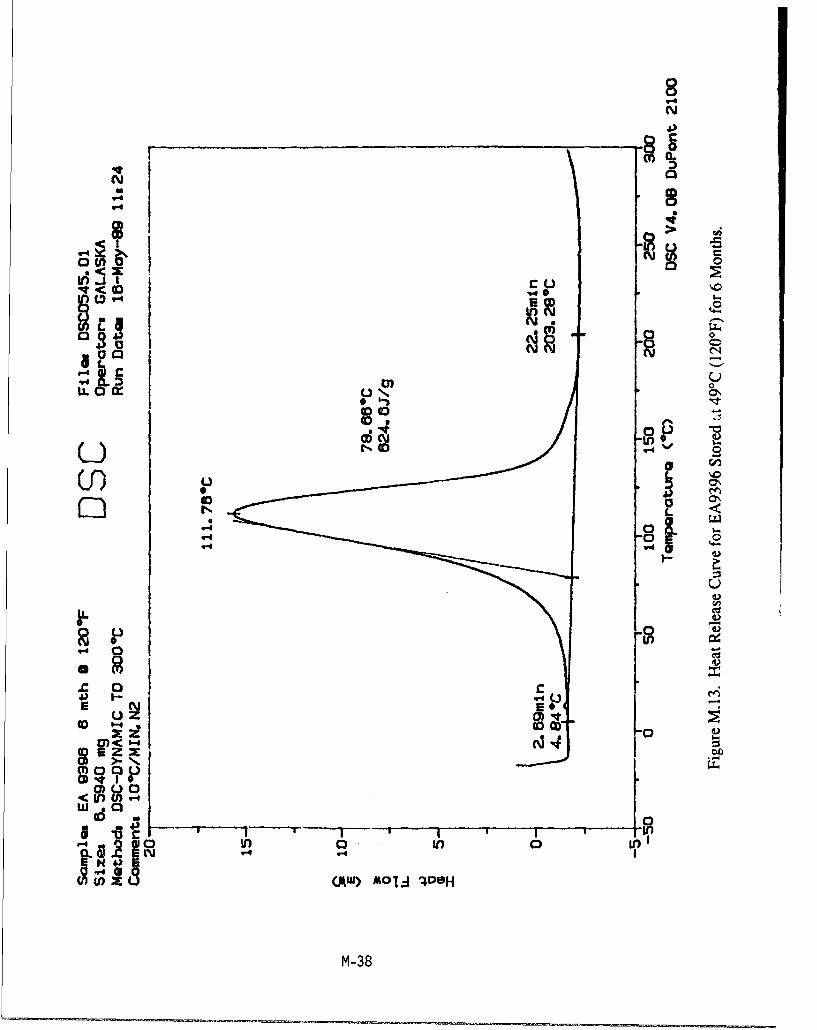
N
4.Y
0
0
N N
0'~-
in0
UL
I 00%"
>--0 u
Cdu
0 0
4)w II-J-48
UM-N
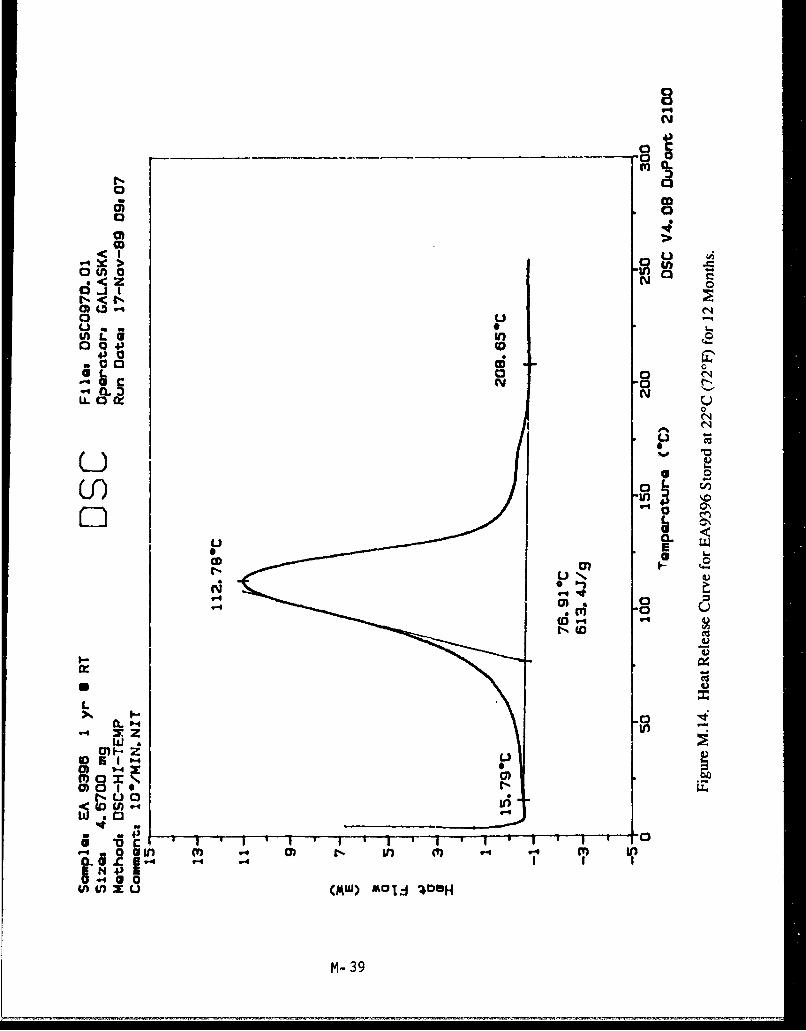
N
a a
o CA-
a Q t to4- 00W
NY 00
IL3 30
Li C 0
V--CF)D ~4i
o oaU
LL
a 0
G.4 In
-T I C3
'.0 aIf) m ~ 0) In. mf m1 In
0Uin xu (MW) AOTJ 106H
M-39
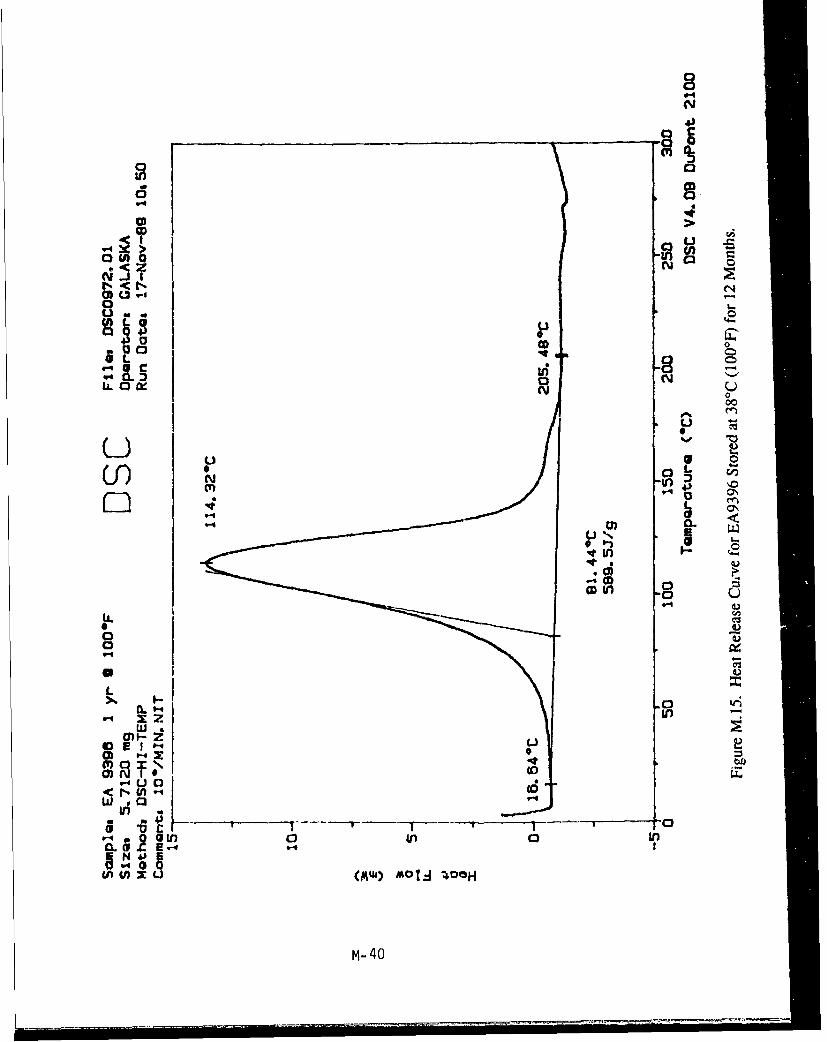
8
> 0n
o4 51
00
0 0C)c L Go
In
m0
ciN
o Ln
00
LUN..
C0 0x z i
0(vc
I-0- Ln C in-
(A -. UI-u(A ) IOI 4 0
t'M- 40
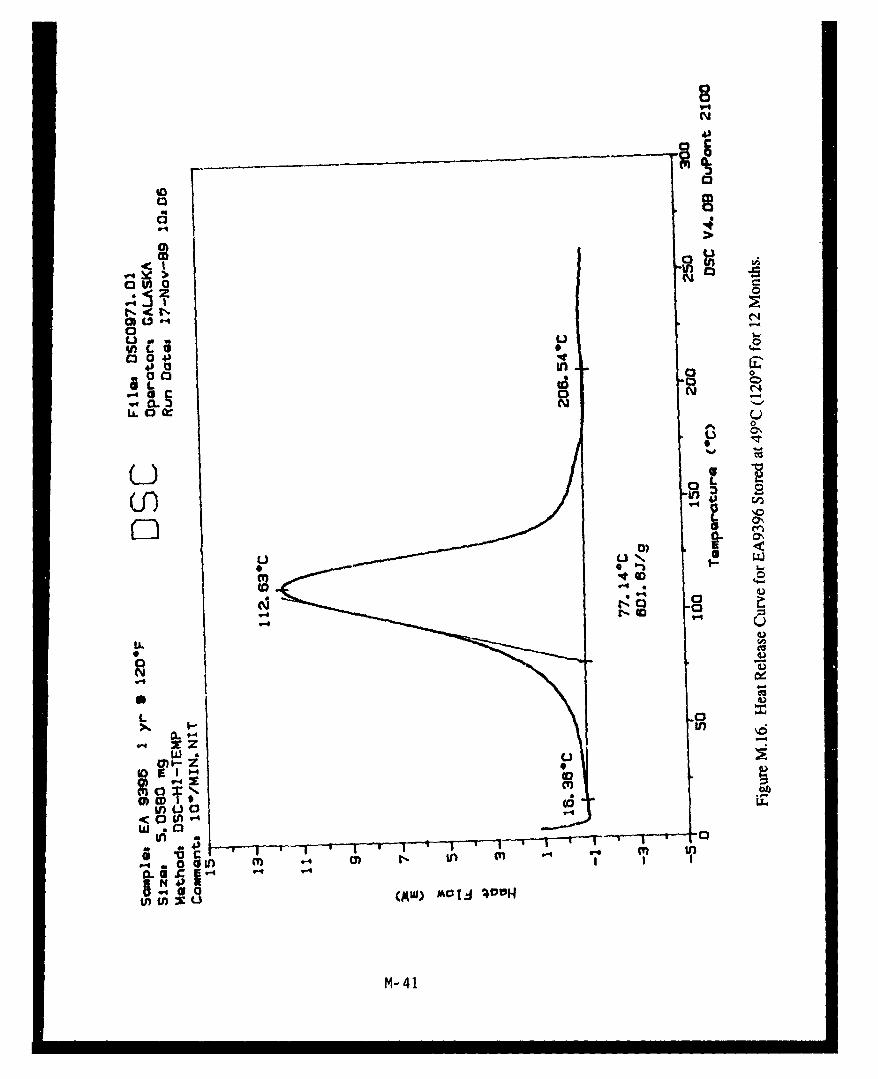
8V4
ED V00
UU
C0 4U)
u4J
Cl'
m -4 CD
x in
CfLU
o04) -ICD0
in 0
In-
4))
-") a s4-W
M-44
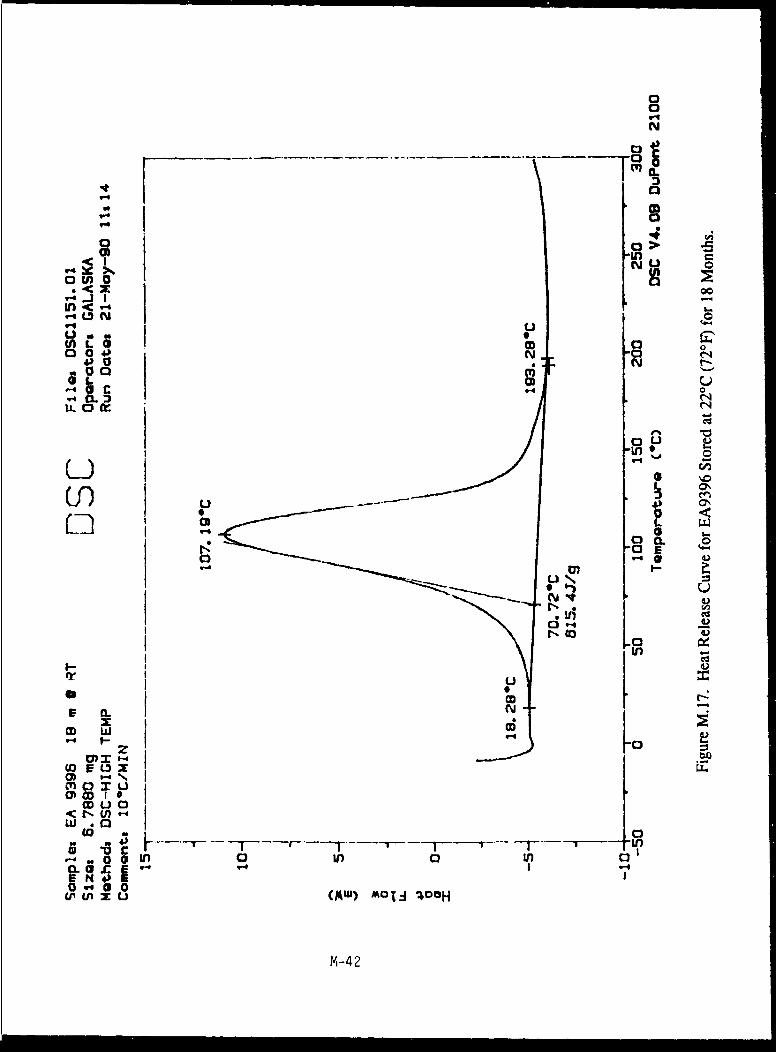
a in
< I N ua U)
< 00
0 0y
LL. 0 cc
in0
CD L IS
00-u
'4 04
In'od,
E (L
ý4~ I-
(I U [0
a C
wc I (A)I-c 1DO
zM-4
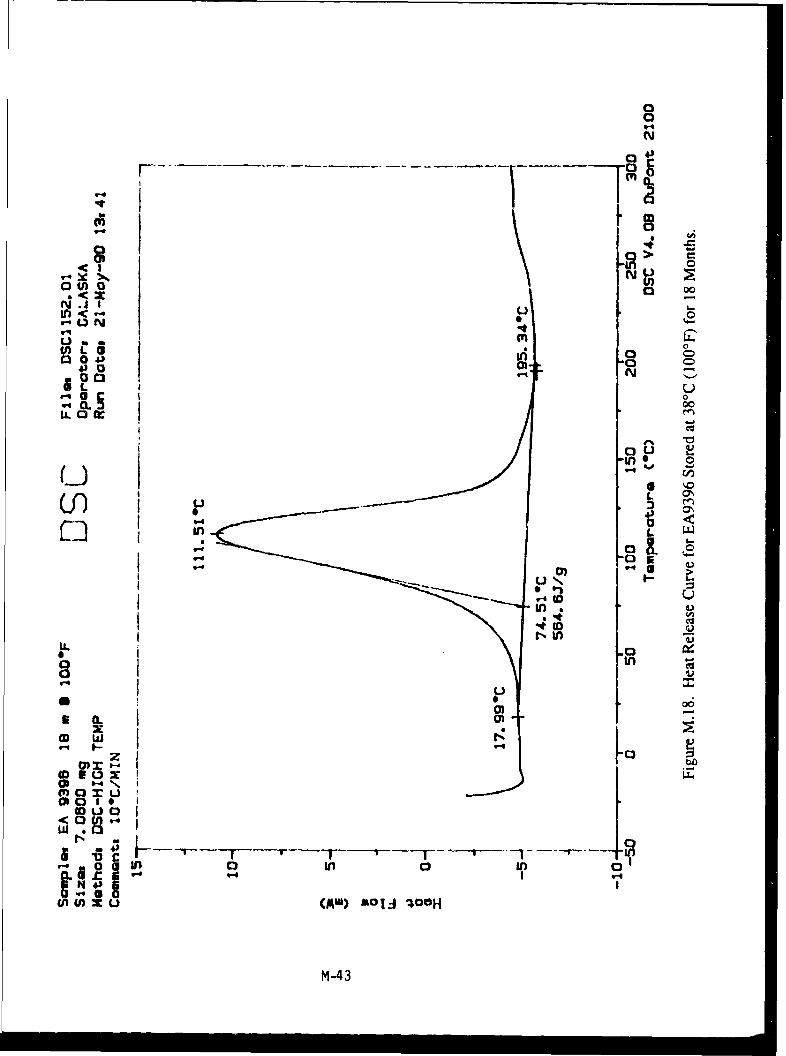
0
0N
00
CRC U
O~tU
0 0
1_.) em-,
4.0 .-4 N '
uo~
• , •,p. -I
* "0
C] Mi a
a z in 0 4.)
43 0 a40
00 NW4 6.4 0
rmn
* 0
o-i 0 n4
a 00
Go.l in-LL.
z0
01 4
MI 0
MX"4

0
C,)
-X X0u
(A LOgo 0
* 0l
(fL0
CL 3c. o
I * U
U C/)
ciU))
rN. In.U.U
UU
x i mOD UJ
ZL(D EO a x
<N U)-w 00
(0
W w u (MW) 'AO~I '40H
M.-44
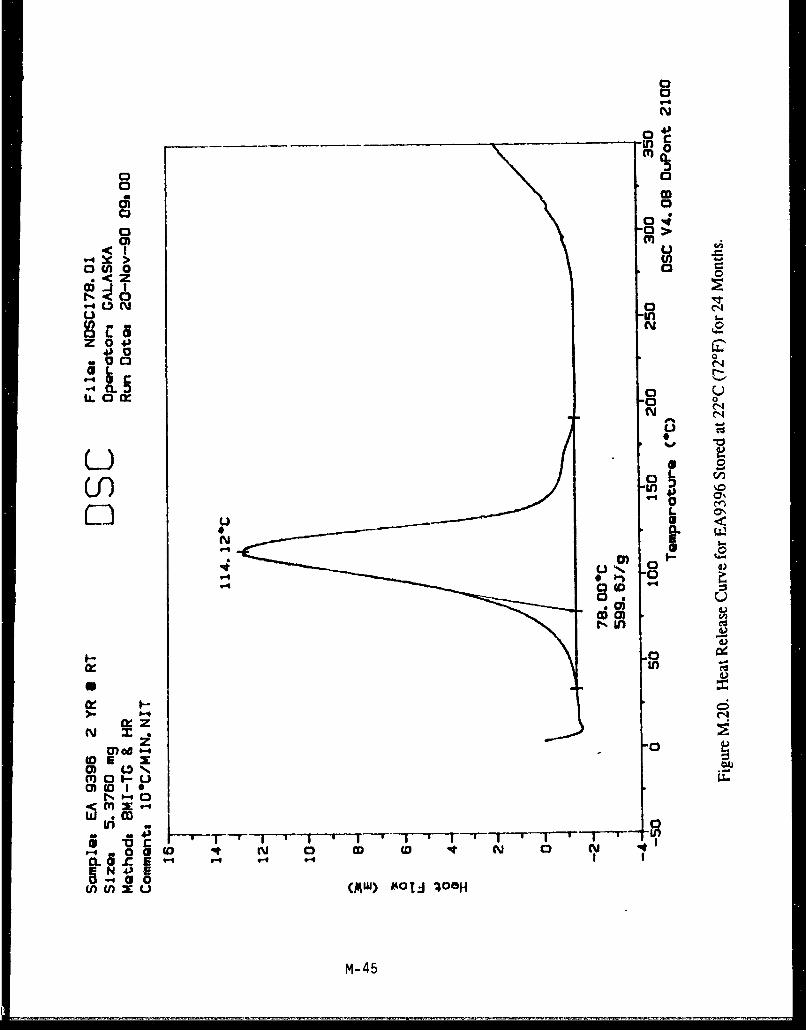
0
0 4-
o 0
0004
< ILuw > Ui)
a() 0
r- < 0
u If-(1) CYZ 0 43
~0000 L
U.~~ a U-
L)E
C!))fl L
.0 C4
C.)
N x :
0 E x0) 0%%
m 0 w- N uCLGE co I
PM- 45

a0
NN
tn
0 >0) 0< I~S> (
Ozl
9-0(3
0
CL 0LL 0 x 0 N
12V
0 6 j
U C)
(0(0't'
r- i
UQ
CI)0 Iu
V-T,
4o N 4 O 1 N 1n
W 0 x u(AUJ) M0I.A -4DOH~
M- 46

0
0'-4
0 U) a
V4 4 U
0rN
CLI
0<00
Cf) U
00
Cm Z
CM-4

00
00
I.
0
0 o 1
d
10
dro)*N
x a< N1
M-48
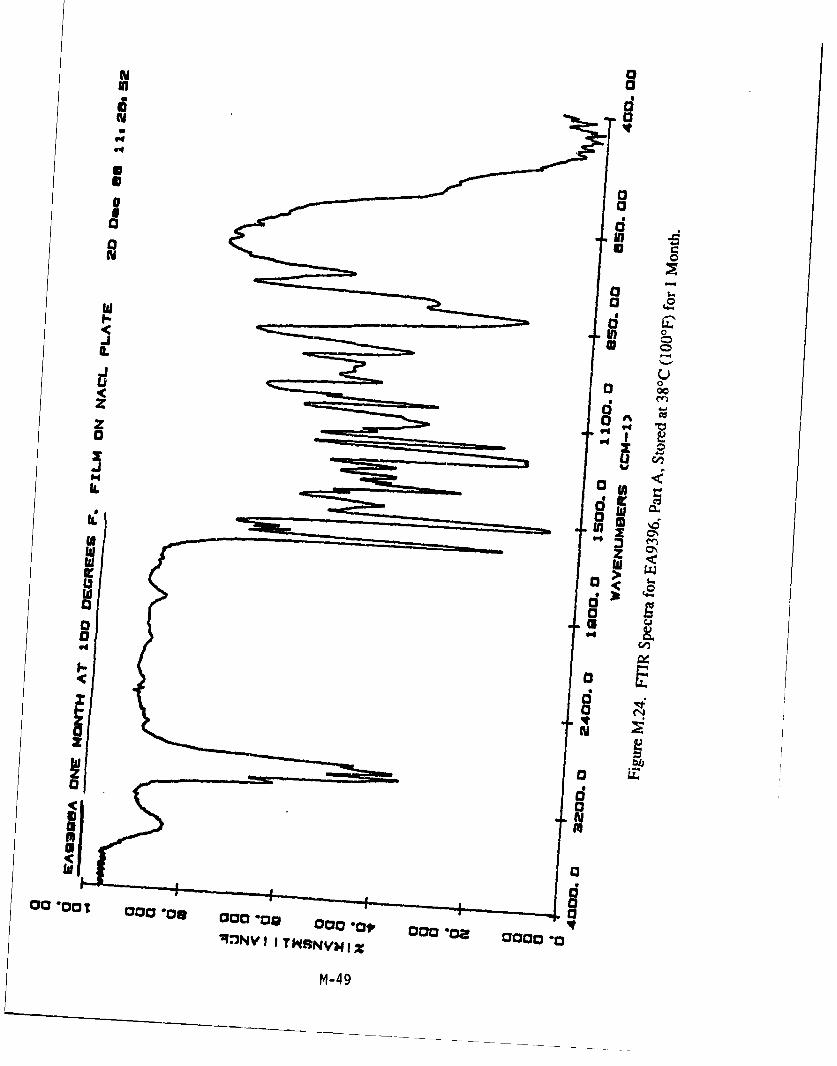
IV a
d d
N .d 0~
'04
'44
aN to
w I-W
a. d
00
4Cid.4Y
'aa
<
00000
InNVI 00 0S000V 000
M-49

d
S 0z 0N
IU
w <ax
d
a 0
<0
xdw0z -
z~M 500
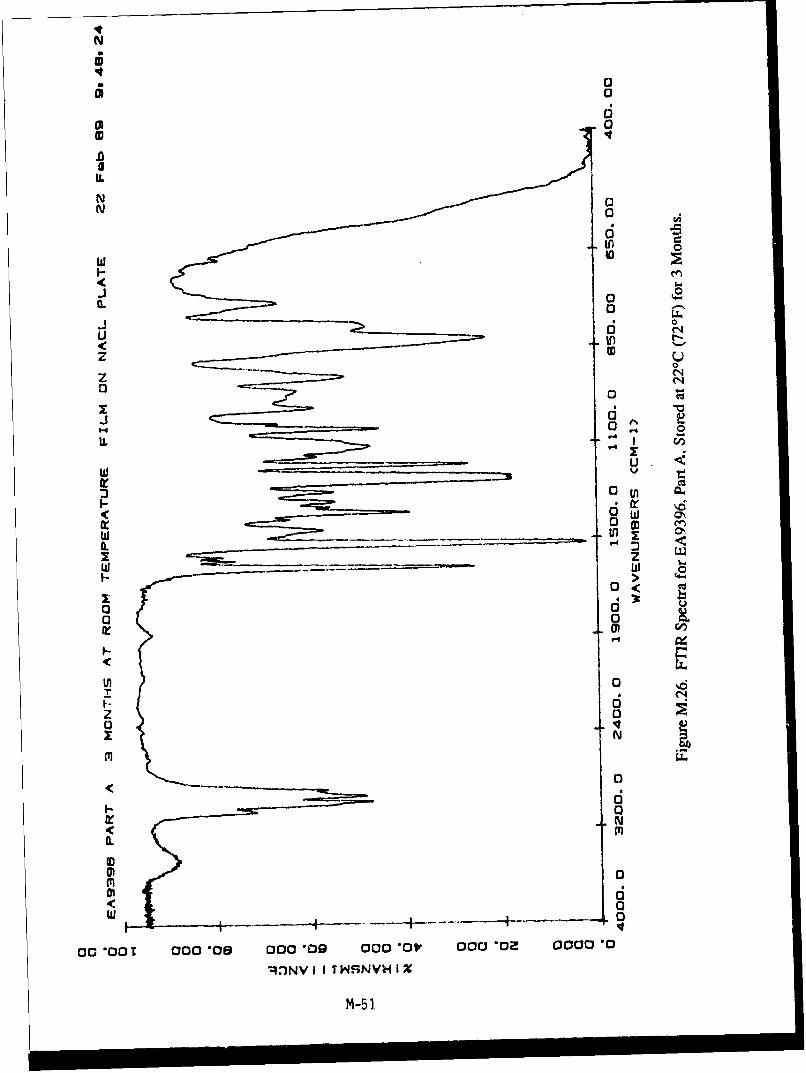
N
0
.00
aN
Inw
-~ a 0
-~ 6 0
z
IL COOI
w ow
< 0 W
w ____I
0. z>- 40.
0<
0~01
(m
z0
00
I-N
N
m1 0
00 00o 000,08 000,09 000 *0V 000 *0; 0000 *0
qINVI ITHJSNVHIIX
M-51.
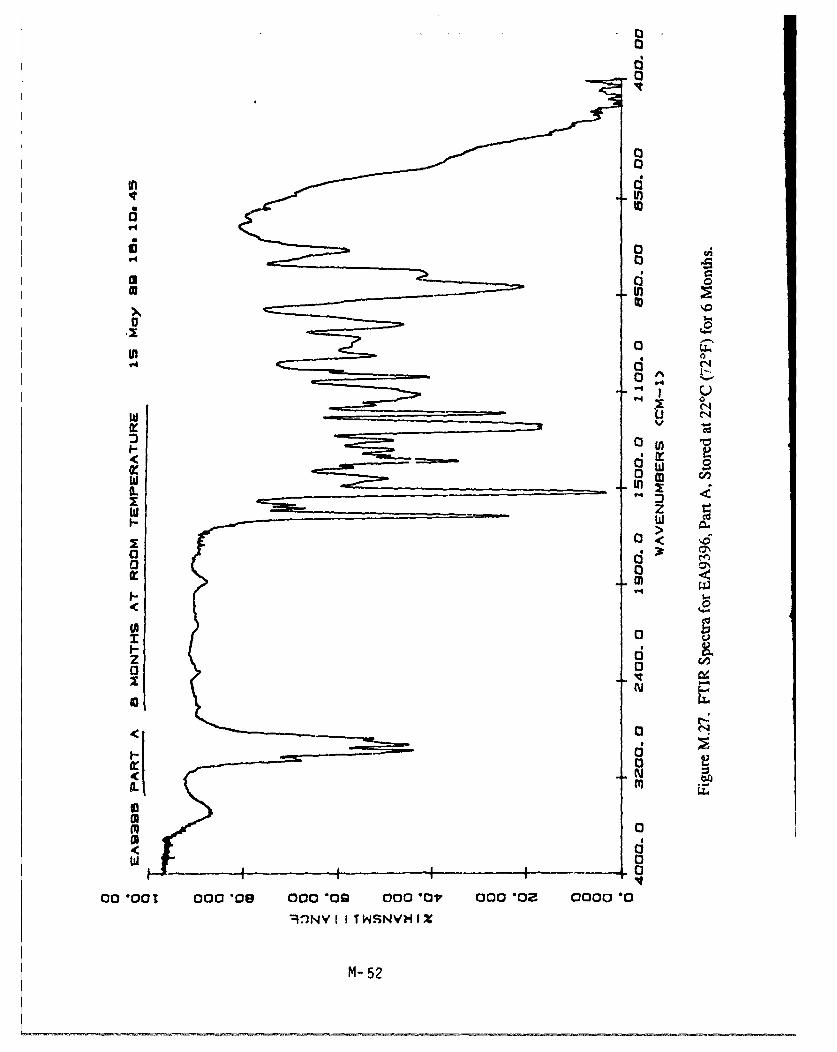
in0
'44
00ItI
01
a: '-40
w 0z
0< .C3 CON0
V4
00
t- 0
A,. ci010m01
000 *01 00,0 00009 00 OV 00 lo 000) 1
0ANITSVI
M-5
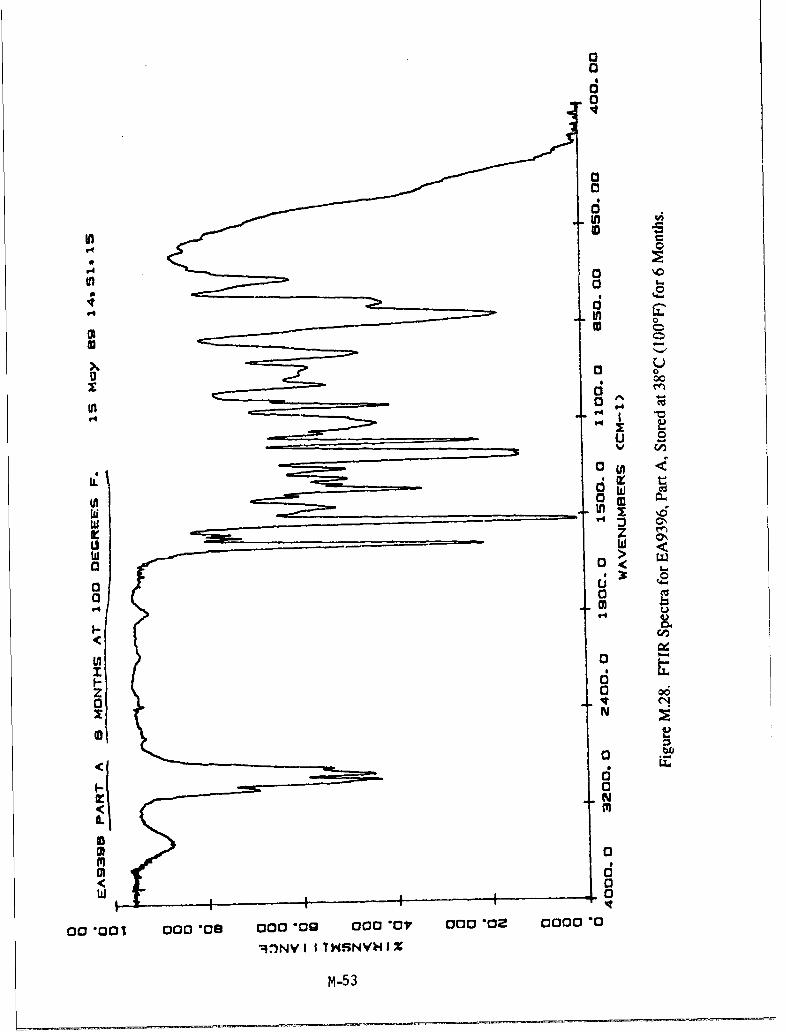
0
0
0
a
d
'4
4 00
0 00
u 0
U; Iw CV)
Q 0 < 1
00
r4 al
z14
E00
N1k 0
m d< 0
00 001 000 '08 000"09 000,04F 000*02 0000,0
qInNYI ITHS4NVY4JZ
M-5 3

0
00
0
I I
0 0i
w 0
(i z
LU
(.2 04~
z0 a U l
NN
It-0
01
IM--
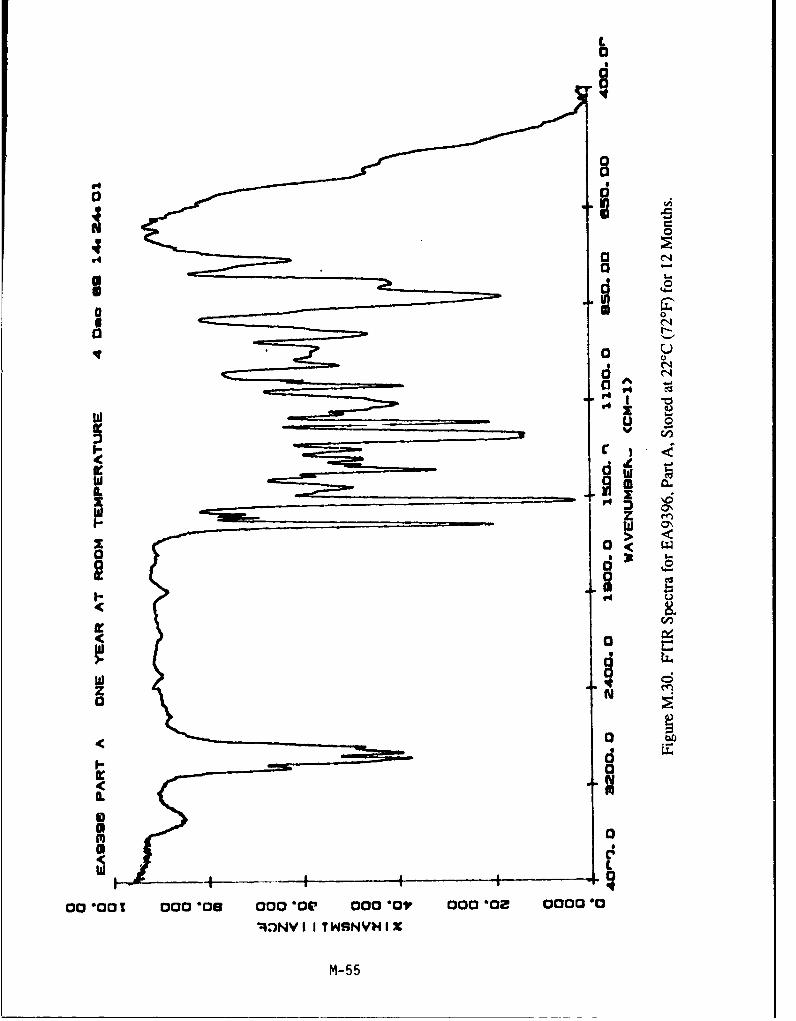
0 a
d
0
IL p z0
z N<<L,
wU
M--
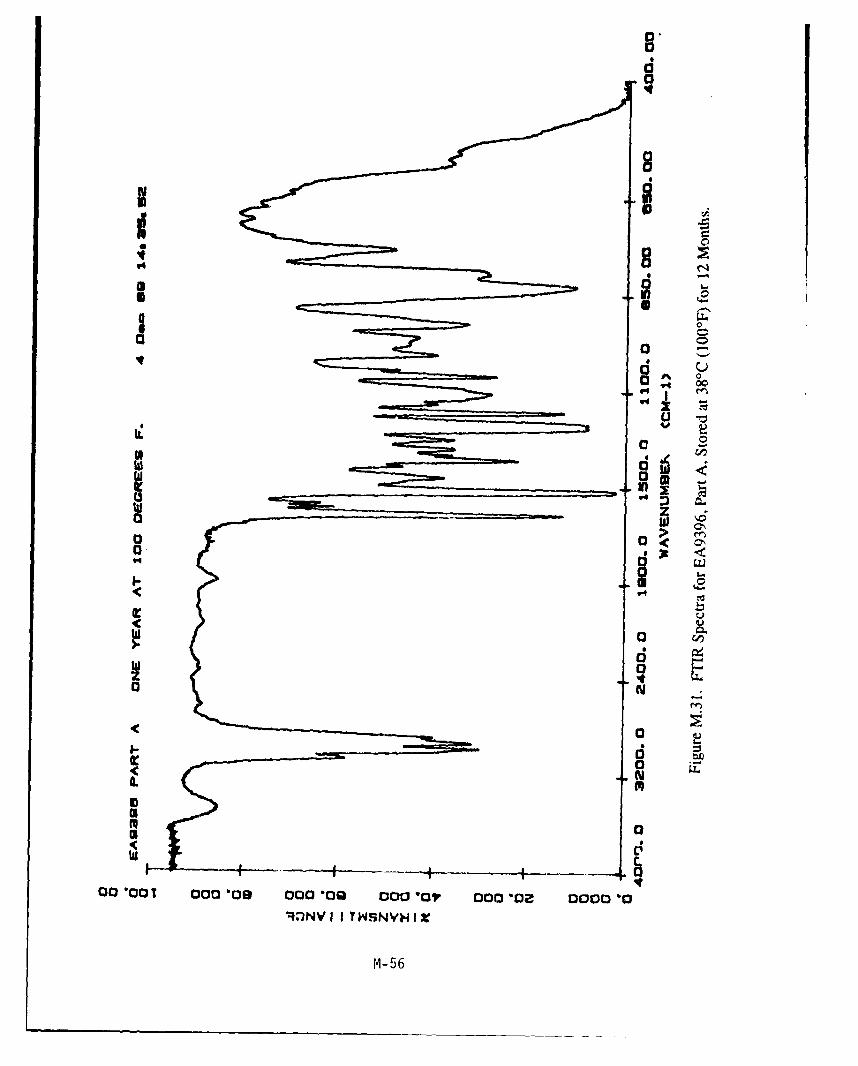
0*0da
q4 U
6 00
0w
d w
0
In I
en~
< ~
94 0 w
< (
a.
00co "Do 1 0 0 0000 000'O 000 *() 0000 '0*4nNV11I WSNVNIX
14-56
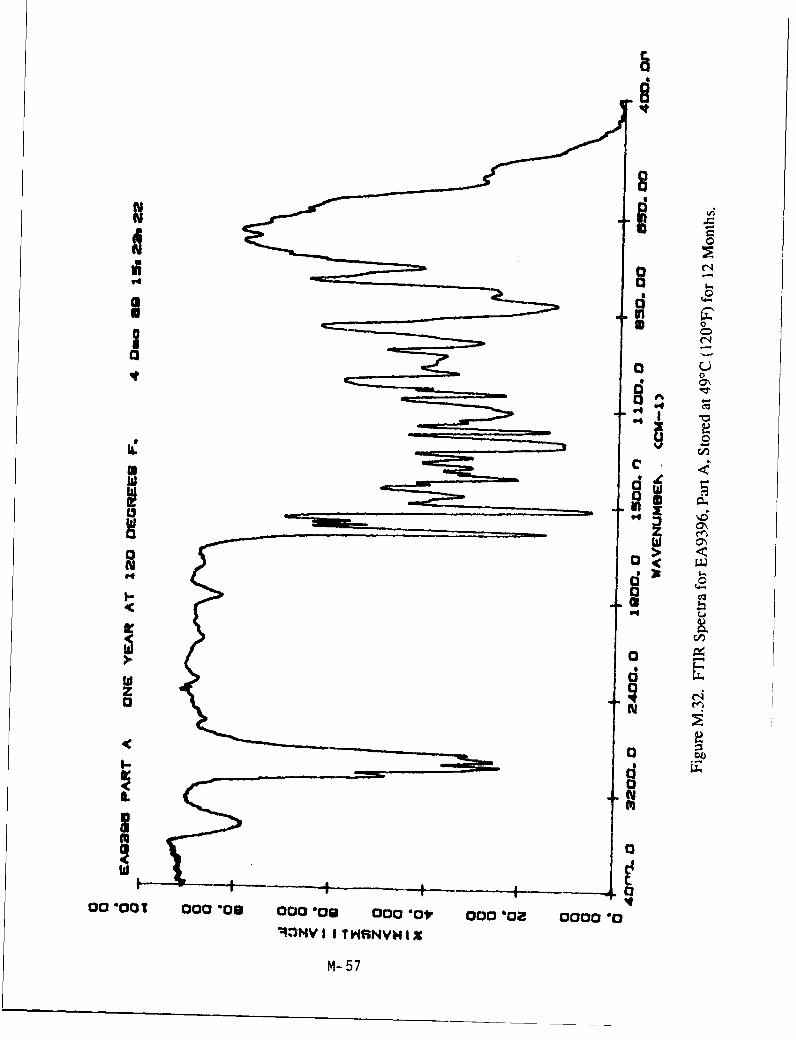
A
§
QB
V4
Sz
00I -(N
o
M ' u
00
m
00"001 0000O09 006000 GasO 000,02 O0000o0
"AnNVlITNRNVWIX
M- 57
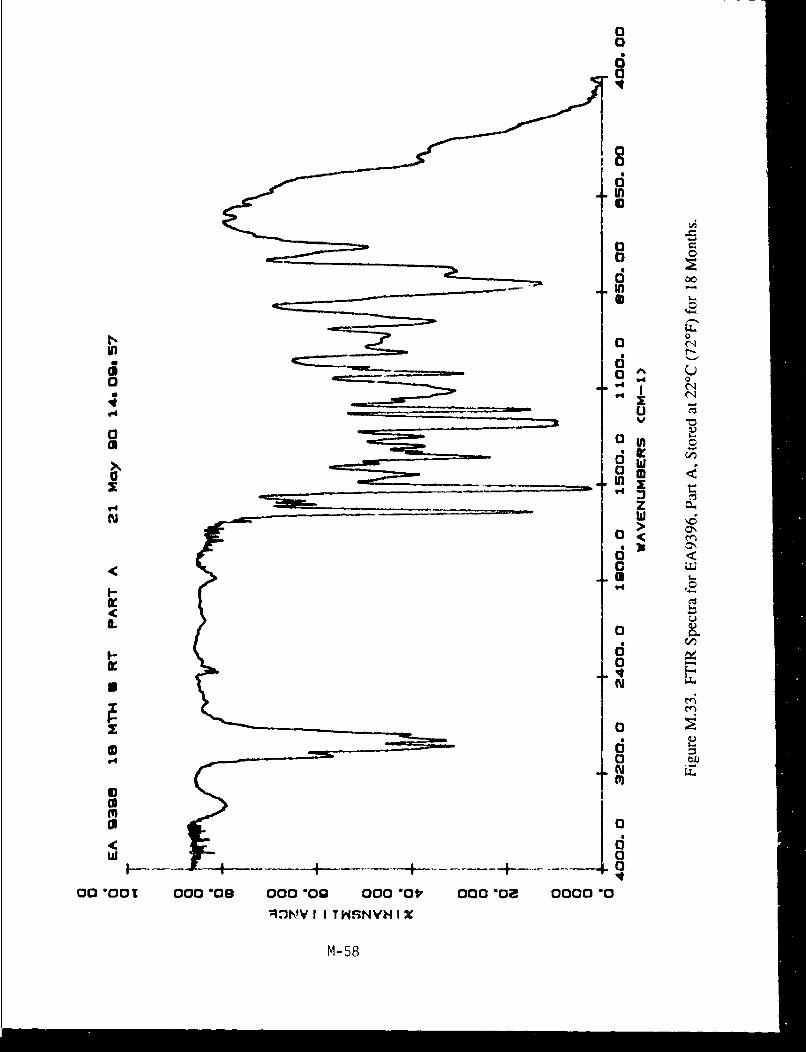
a0
dIn0
00
Ml da
0 z
d<- a t
I-
0. K
d 04
0
ffl;
cm
< dwi 0
00*001 000*08 000*09 000 0o' 00010a 000010ATh!V I IT&SNVH IX
M- 58
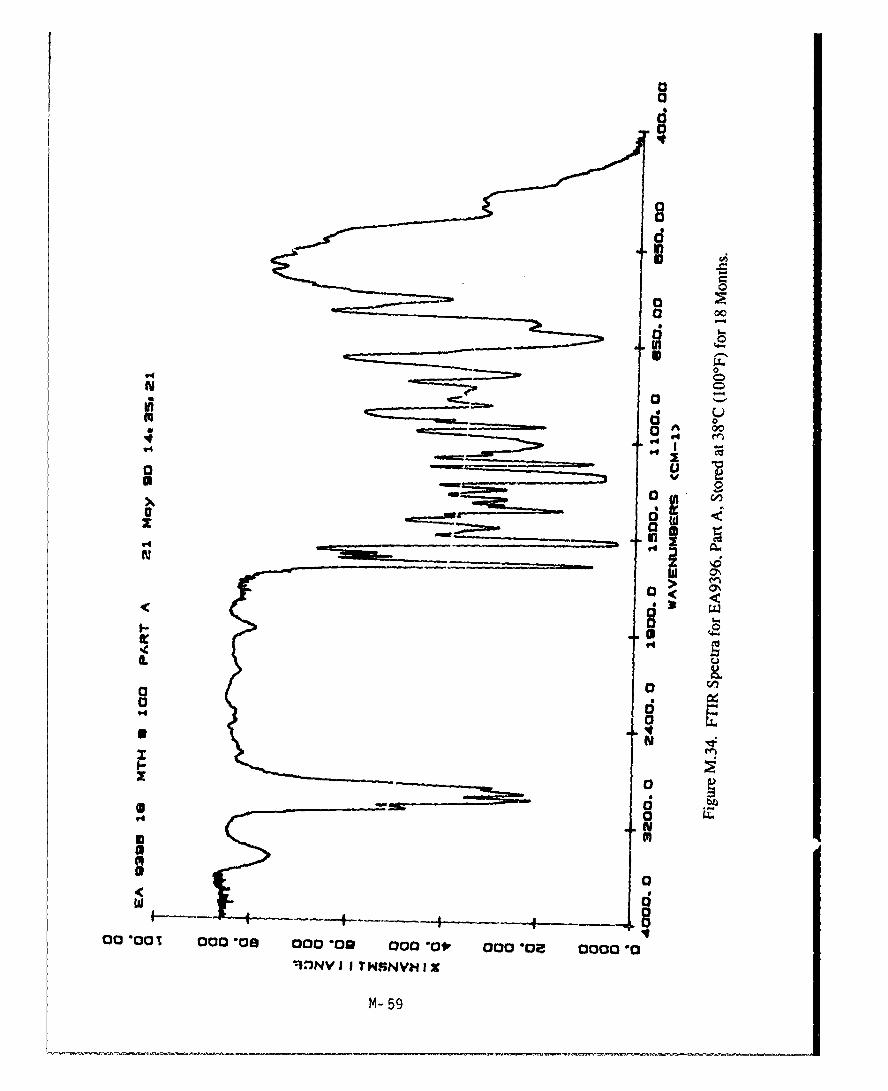
00
dump=
en
0 CA
ui 0
0
x
00001 00 0,9 00*i 0 0 0000
M--5

8d
0
00
9)4
V4m
CI C
V4'
wo
IL~ d
a
V4V
10
a a
'4'4 9T)NY I
M- 60
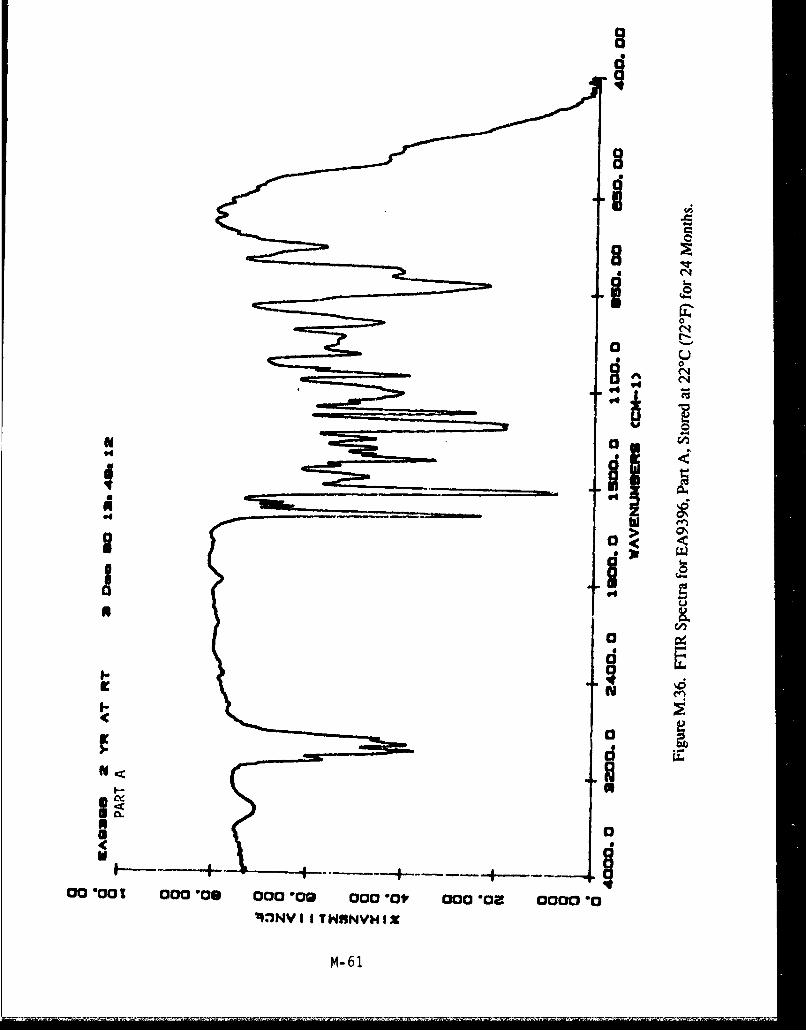
8
I8
g8I
(2a I-
00
.4 _('�1
Up.
4_ lbp.
W
8 0<Q
0
A UC,,
(I. I
dII.-
UcLU 0
U
I'
00 001 000.06 000 09 000 SOt 000 0� 0000.0�NVI I TNSNVHIX
M- 61

a
40.
0
00
g CI-
ii 0
'4n
M--
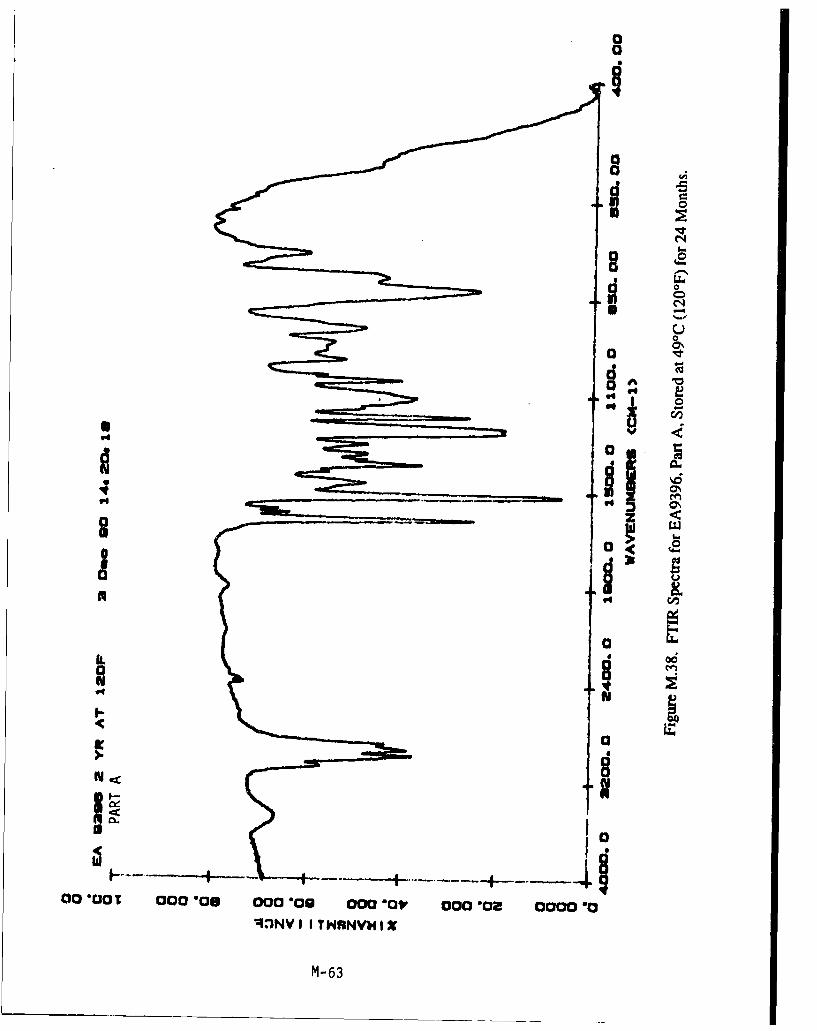
u0
W4.
IL-
M-63

d
0V
ON
00
WK
0
d00
NN
* d
(U a
* a0
00 0O01 000,08 00*0U 000 OV o000 *02 00C~00
jnlNvi iTPsNVH4IX
M- 64
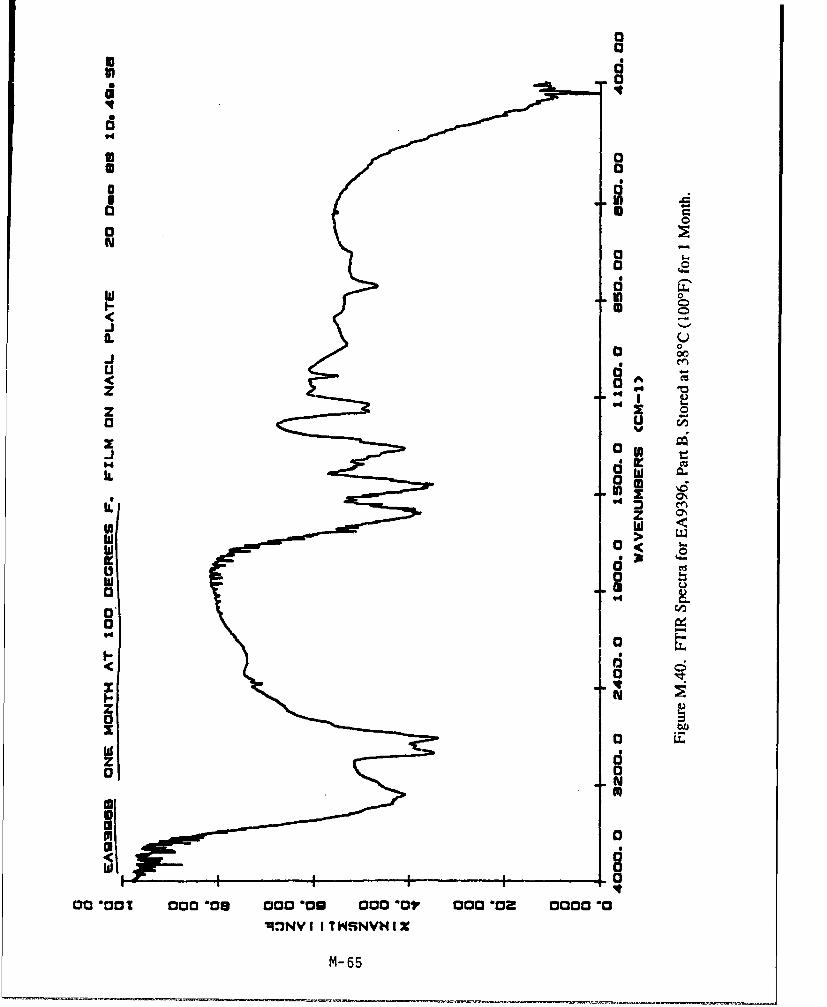
00
ii "z
*l U
43 daL M
0om
ao
A. <d 01
C/:
z0U
0a1(
mC
U,0
w a.9
a 40 !
M--6

* d
5 In
L
J
IL 0 la d
w >,o <r 31
0M 0
A. 0J
< dzl a
aacobol 00 *0 000"Ol cooeov 00 ca 0000
UANITSVI
M-66

in
Aoin
I°
mmj Lo
w
zJ I
a.i~I-R
U LL< toz
z
uo 00
-j 6
0 0
0 o 0
< CL
x 3
w zI- w
0< 0
o IIT•NRI
I-6
z aDo '0
tow
0ir
00 *001 000 *08 000,09 000 01F 000 10? 0000 *
M -67
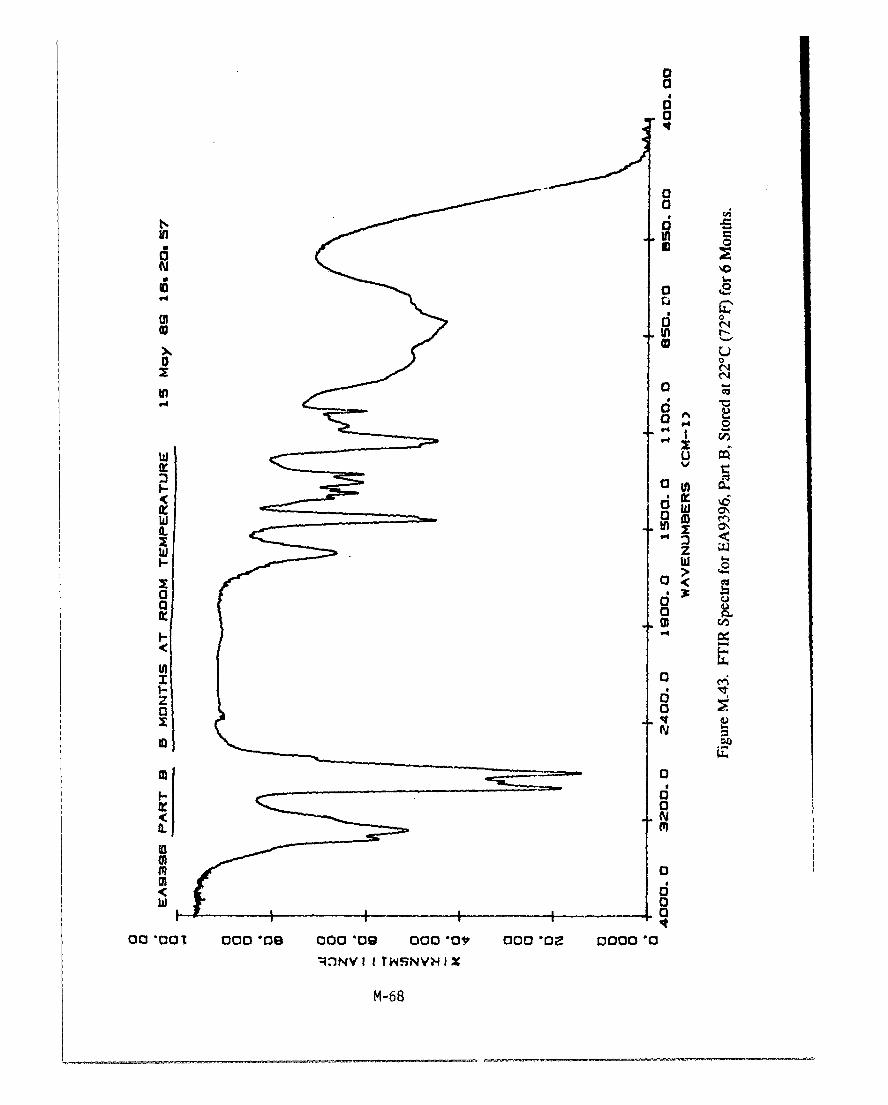
da
0d
00
dU) II)
0
(V4
iia It
0 Wo 0 (U) 0
94 <
W L
tow
w 00<
0001 00*1 00 0 00 o 00az 001
o aIIHNYIM-68,

a
0
0
co In
a 0
II
0w
0
o fnw z
< 0
za0
0ft 60< a
al 0<. a
0
gill
00 *001 000 .08 co00'0g 000 *01, 000 .0z 0000 '0'-INYI ITN'SNVHIX
M- 69

ul if)aa
dC0
a
Inaa
0
In 0
0.4 0w'I
U S
wi z0
N.4d
00
1 0ID N
M-70

0
w do V4
dd
* :*V
M--7

0
aa
o0 a
'4 0
0000
u 00
%0 0
c
a w0 0 -
.a
w9
>--
< a
0<1 d
wI 0
W 0
00 *001 00C .0o 000,09 000 lov 000 0oa 0000 *0
-ANYI ITHNVHYIX
M- 72

p~h,
00
V4-
I
4*D
z
0 0
00 *oa 0Co 008 coo 80 09 oO' 000 *0' 0000 Q*
q~inNVIITHR4NVHIX
M-73

0a
a
0
d
0
oL
£3d
In
lu 0
'4 d 0
M-7

00
0
00
0
o 00
0000
L 0 Ix
00
0~
fo
M-75
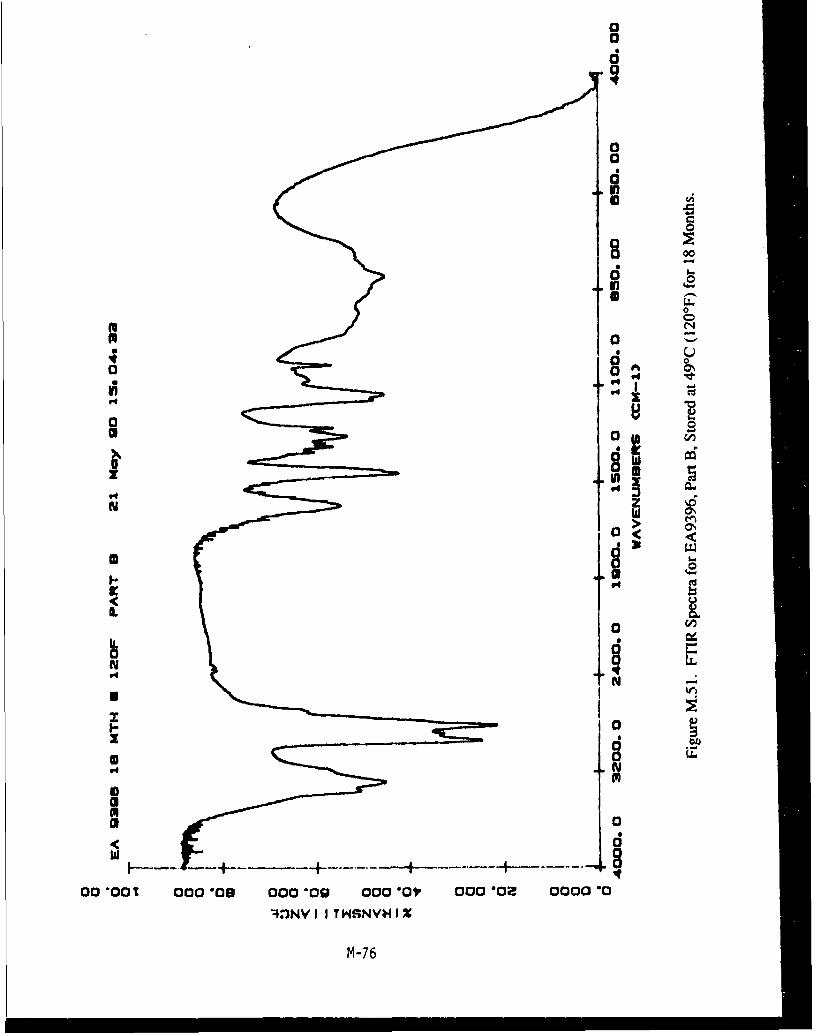
a
0
a
In00
00
d
0 + E
o 0
d
00
<0
0 00 0004 00,61 00*1 0 ~ 0 000a 0%THNY I
M-761

0
IKI1- 0 0
IK.
100
00,101 oola co *08 cooOOV 00 'M 0008o 0IYWNYI
M-77,
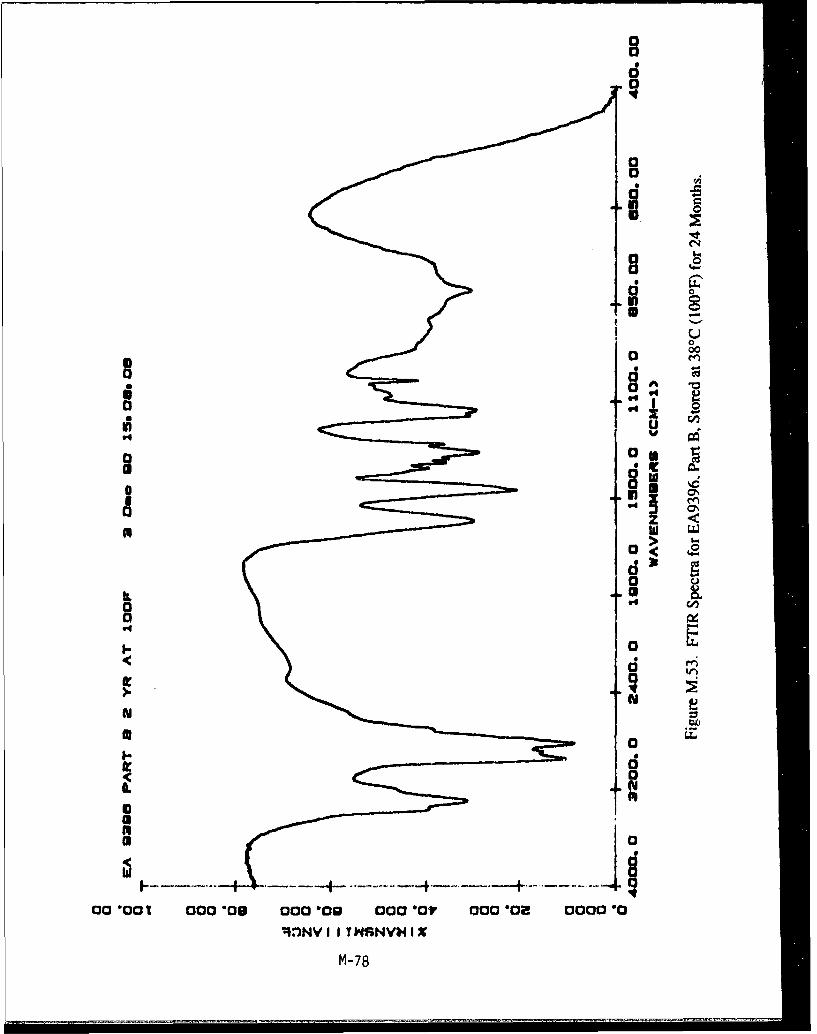
8d
da
%0
00(
0 C
IL
0~
0
00
0001 00*0 000 co*v 004a 000
InV-T aVIM-78

00
0od
00
00M 0
a 0
0I 0
0 0g00
00
<0w0
00001 00008 00009 co OV 00 OO 00 004nNYIINRNVH0
IM-79

14
-4
4 44
-4
x 4 14 4 0
.4 0
144
L <414 .414
U. C3
ly-
M- 80
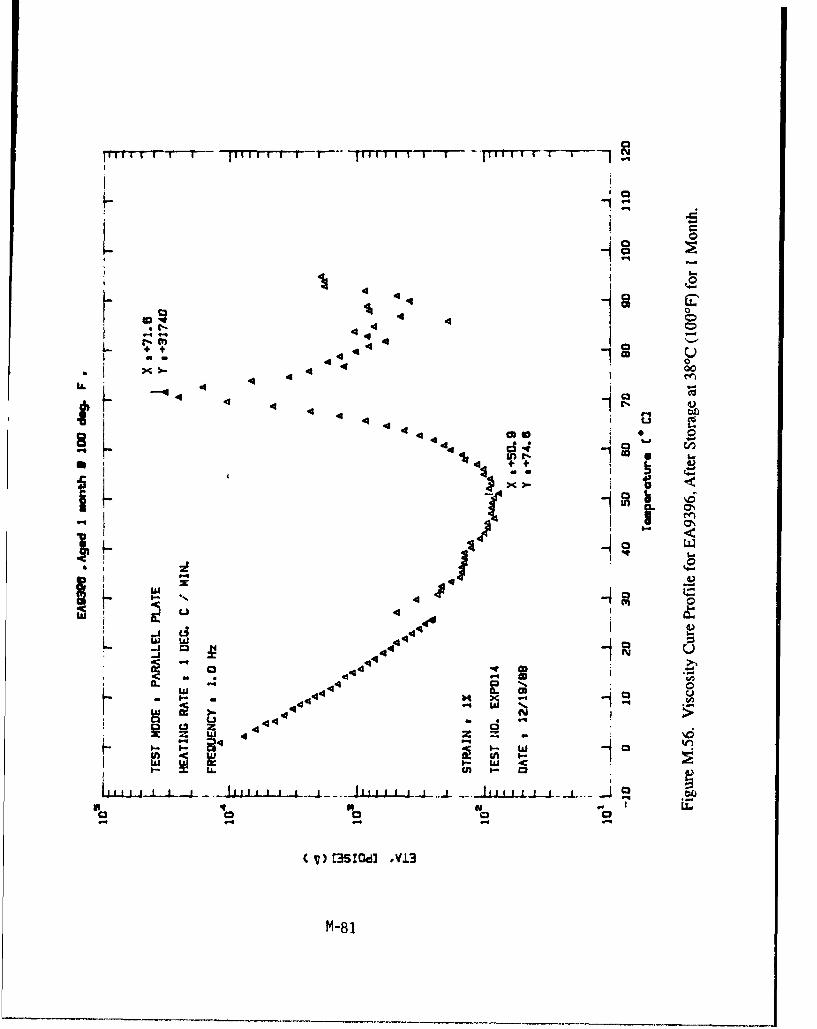
0 0
X 4 4 10"44q
-4 to
-- 4dc
4 +0+
44
(T) -r'-I510•] ,,J.
M-44 41
'E i 4
44444
I.- ul
gn " 00
C V) ~3s!odl .VI3
M-8 1

[rr,- - -r I T- I r I r-T jut u i 11 r fT T I I I I I I
4C
4 0to
.t~~~~ I-t4440-0
4 44 44q
0-44sf.. 0
CL 4414 44 &03
La Ca
144
V)~ CMSO13Ii
W ~ M 82U

44 1
44 0/
-4~ Ii4 a S
44
44 4
44 I 4
4c to 4
4 06
44 I
* 44 C3 0
M-83

111111 I I j-tl~ll I I flIlIl l I , It'''''' I •.
4 0"4• LL.q 4
4 (NI0
4•
M-84.
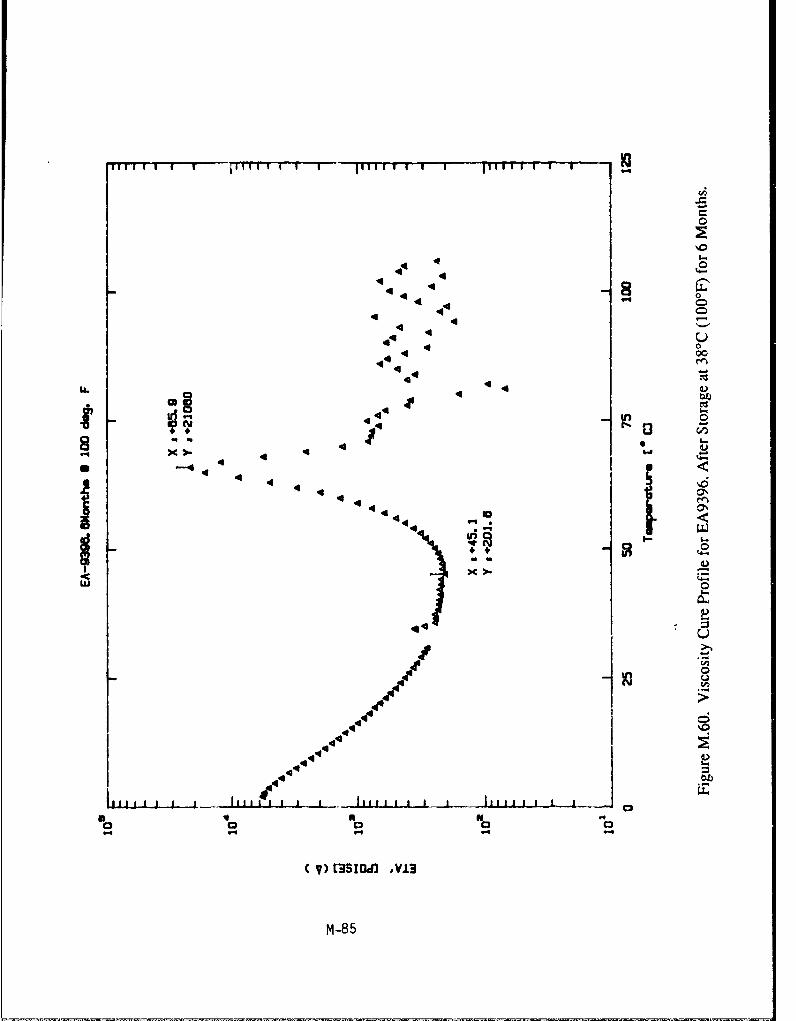
TVg IA I I t -IT T sII
0
4 t 4
444
.444
IL 4 3
4) mI-nN1
0 M -80
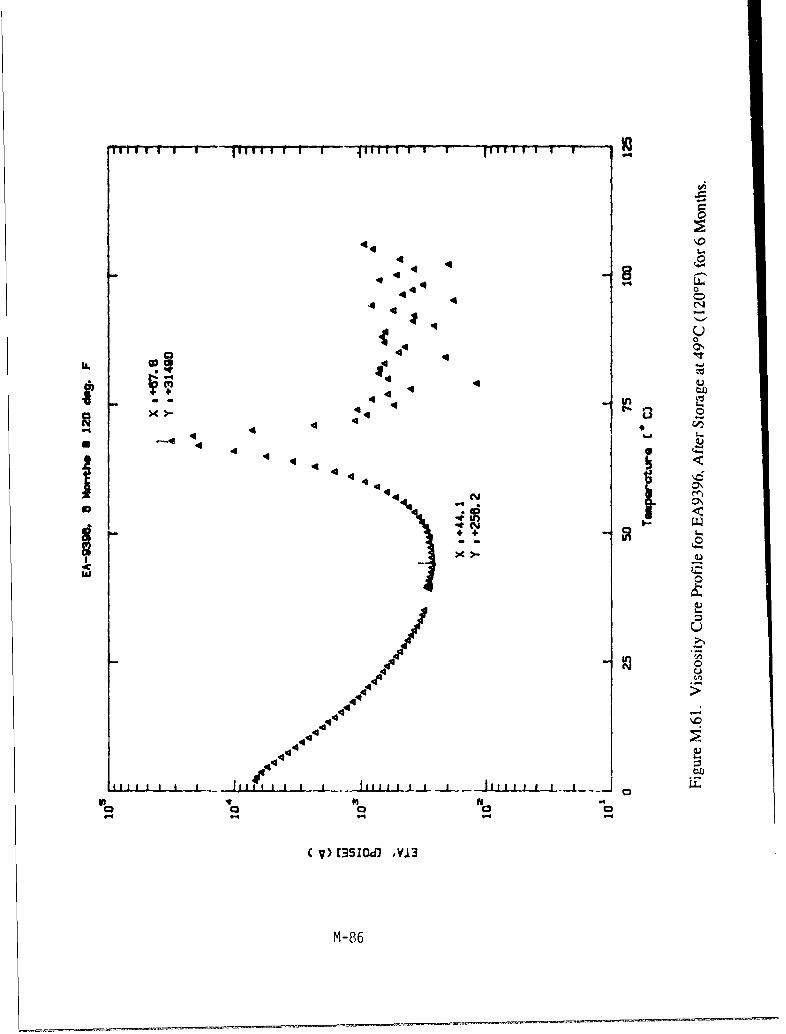
4410
4, O
m40 4b.q
124
0.)
44 -- 44
L..
fil I I I I I i l I I 1 1
)V) 03510d) V3
M-86

fil II= 111 1I u Ir-tTT I JF I I[ I I~ t TT r rrT t ig1-
ON
FL414
-M-8

x 0S4 4
44 m
Li .
x )0-
0 C)0%"
C V) E•3S10d3 ,NJ3
M- 88
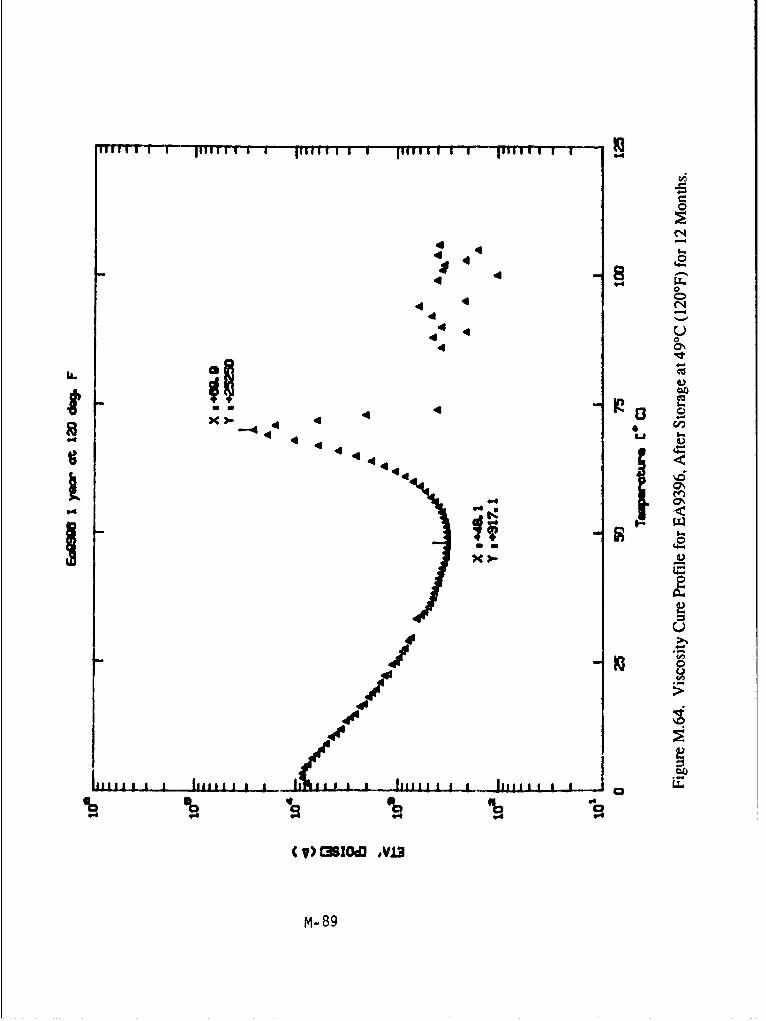
0
4444
0\
44 <
44
4 %2
T) Gslco OV 4
M-8
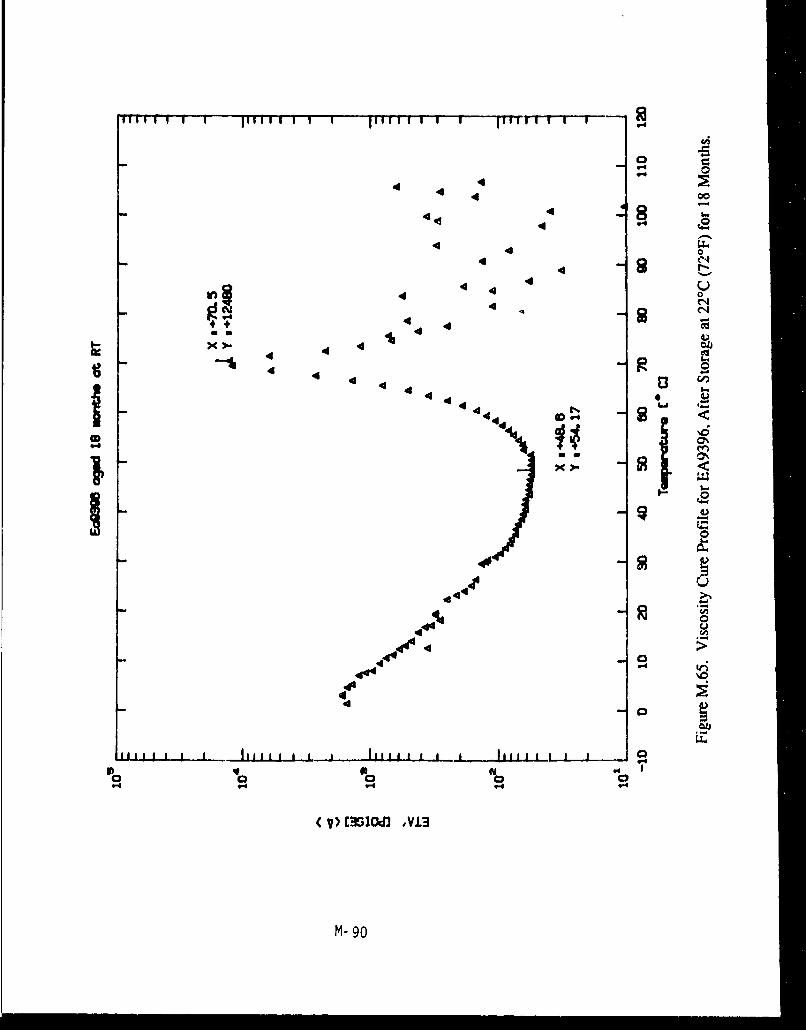
4 44
4~00
444
44 4 Q
44d444
-L-
4 V4
M- 90
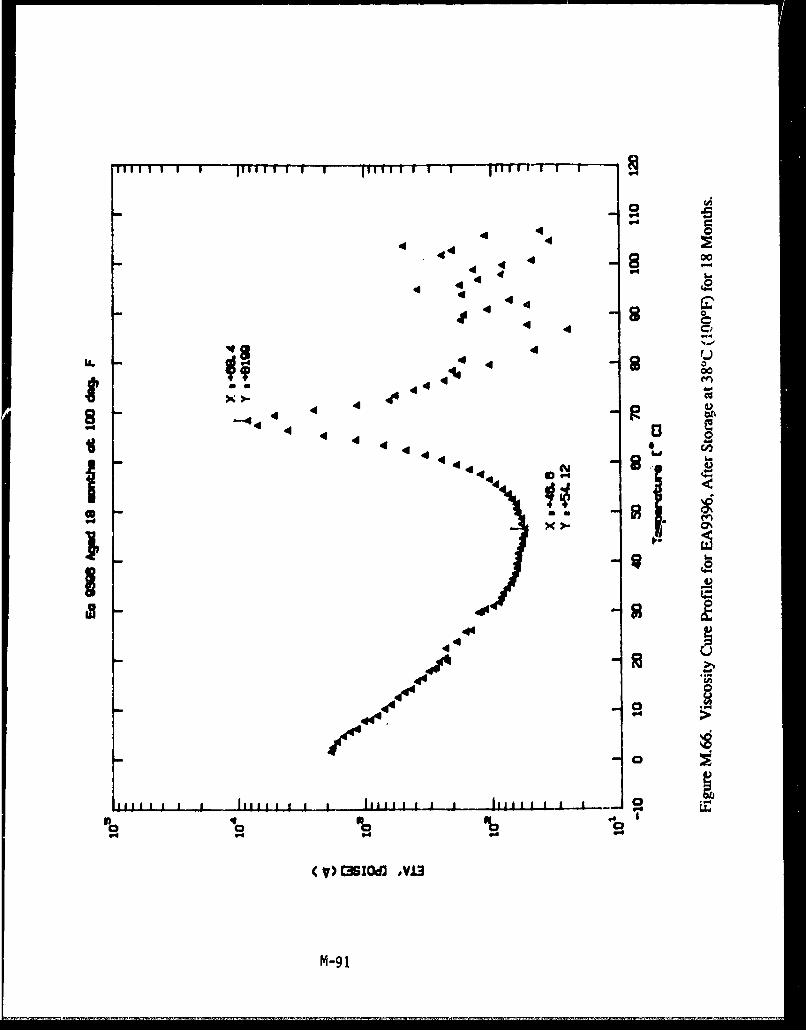
4 0
4 400
4~4 I.>
44 No owC
V)~- 43ld i
*~~8M-91

,fit 1 I I h ll I I ~ ll I I 11 M -I11 1 hI1 1 I
00 -0
0
S 0- 4 4
4 '8 , -
eme
ILI LI- ,| 1 l tl It I I It I I1 I .I I I I]_ I I I _ _ C ,
V44,-4 4e
MU Vi(SIdJ Yl3
M-92
m l ll I !m t

leiw I I I I Iif I I r I pii lt r rT- piill I u T I,,I I I -I,, ,,,
Ii . 11 r r r l rr I 1 - rI 1 1 1 1
1-
' C , 1 O O
M-93.
C4 4-
qd1IFoc V) E3S104 *VJ3 ( MI I)SQ V1I3
M-93

00
VY 1=0
x :00
V~d 00
M- 94
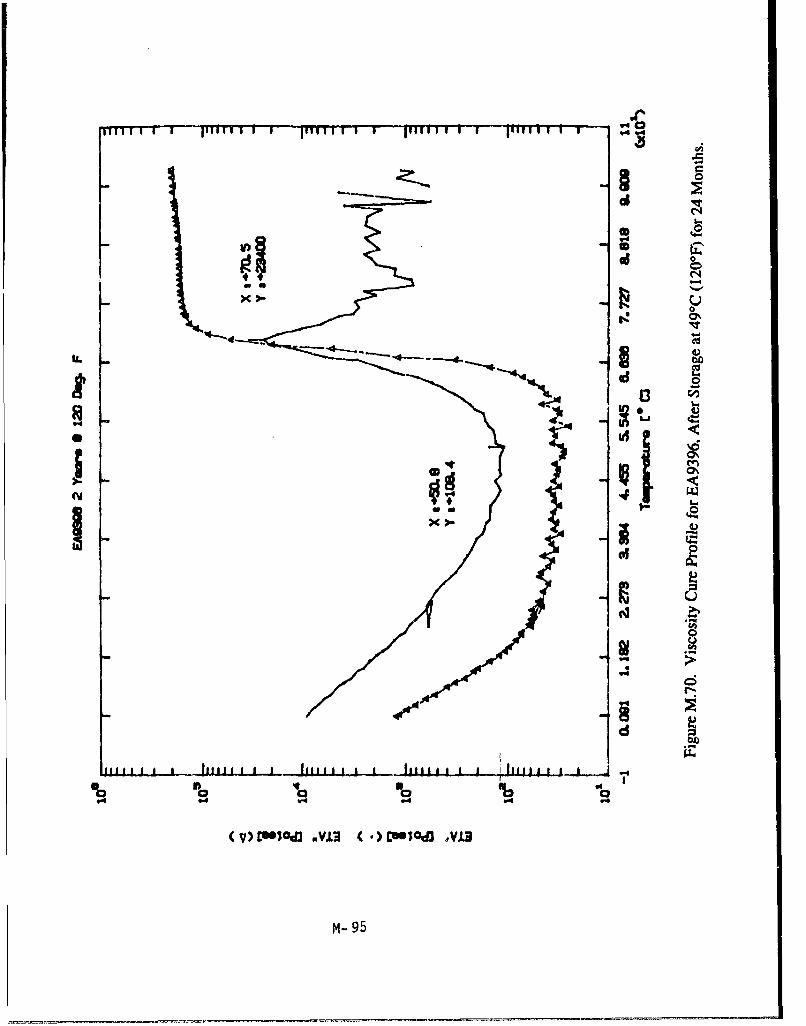
511111 T 1 111111 1 1 1 ~Itil r, r I nn im,1 i T - c,2
Cd
0
%7 00*C
W4 V -- -d -d ~
95 @

APPENDIX N
INDIVIDUAL SPECIMEN HONEYCOMB FLATWISE TENSILE PROPERTIES,EFFECT OF ADHESIVE FILLET SIZE
When honeycomb sandwich constructions are pulled apart in a flatwise tension
mode, the limiting strength is that of the core. Heavier core, with smaller cell size and
higher cell wall thickness obviously requires higher loads to tear the core than lighter
core. The strength of the core however does not necessarily determine the flatwise
tensile strength of a honeycomb construction. Failure may occur at lower loads than that
required to fail the core because a variety of other failure modes can occur. Some of
these alternative failure modes include debonding of the adhesive from the facing shin,
debonding of the adhesive fillets from the core cell walls, cohesive failure within the
adhesive itself, or, in the case of composite skins, delamination of the facing skins.
Whichever of these various locations is the "weakest-link-in-the-chain" will fail first.
Probably the most common of these alternative failure modes is the failure of the
bond between the adhesive fillets and the core cell walls and the leading reason for this is
inadequate fillet size. It is intuitively obvious that as the adhesive fillet size increases,
and concurrently the area of the fillet-cell wall bond increases, this "link-in-the-chain"
will become stronger and failure loads will increase until the strength of the next weakest
link in the chain is exceeded.
Since the fillet size is the most easily controlled variable in a honeycomb
sandwich bond (one only has to use more adhesive to increase the fillet size), the effect
of this variable on flatwise tensile strength was investigated.
Honeycomb sandwich panels were prepared and tested with varying amounts of
adhesive (ranging from none to 0.73 gm/cm2 ) between the skin and the core. The
individual specimen flatwise tensile strengths obtained from these panels are presented in
Tables N. 1 - N.5. These results were summarized and discussed in Section 3.10.2.
N-1
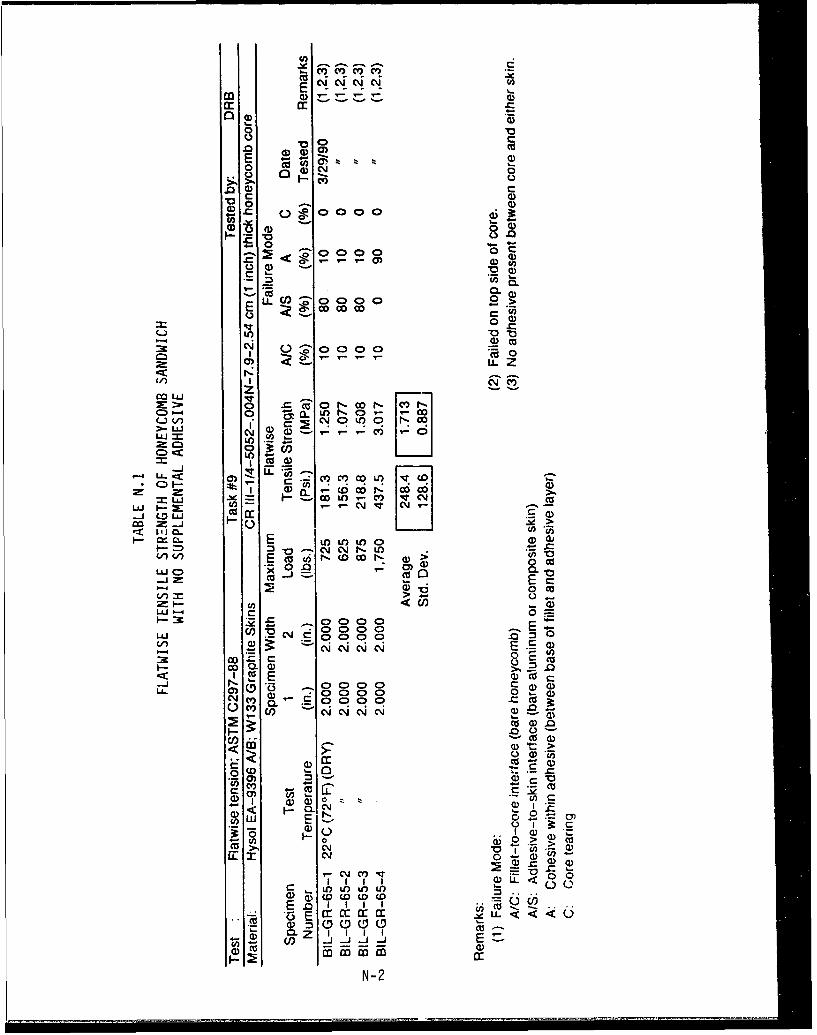
E1 -- a) -C
Eco
CM .)
~~0)
aa)
00
0.
C.Cc
-4 04 M
CO LL
c -.o tr-o- 00 , c t
-LU =C4U
LOJ
Ci Ci~ Li .U
ui F-J COLO MVui - X:i C4 CnL tO aCd
(/)V CD~(D D a)>c
=IJ -10 1
)a)v 0 wLLJI.-4 1 CL -0
E r
ý-
CLw co~ C) 0 000 E
V). 0.g.~~ CUj a)CýC
Ca,
COWC Q=
__ 1, 0 C) 0>0
U- Nn CV) 0 0
cn CD CO CD CD
F- CL - l4
CDa)
w E 0N-2
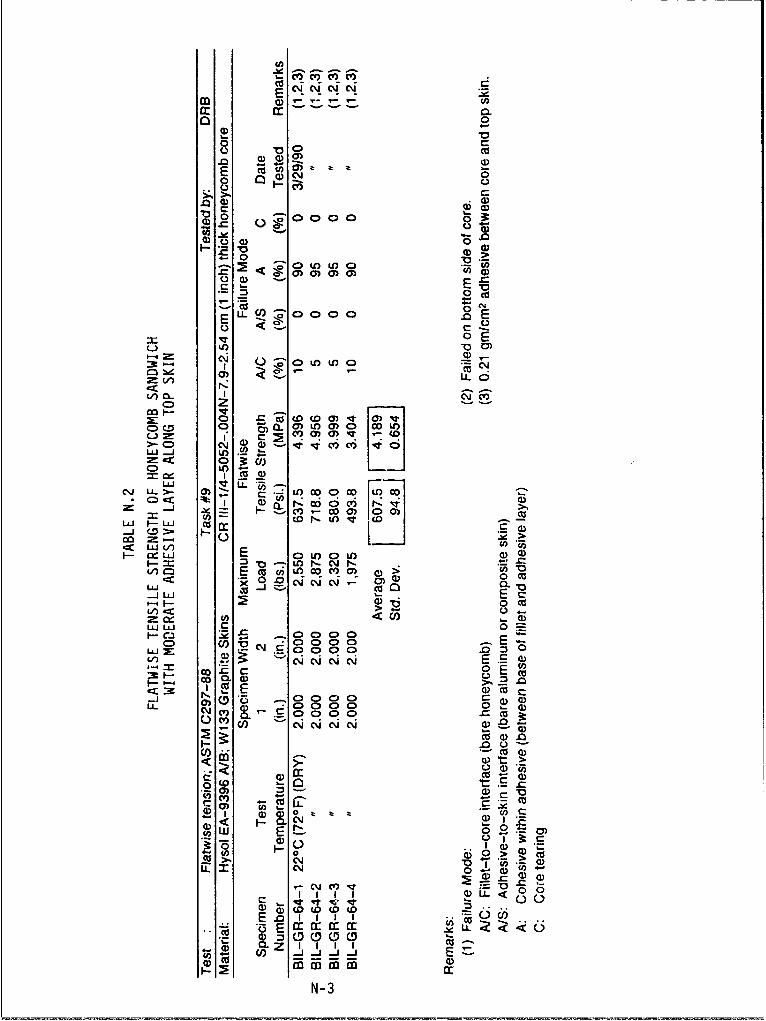
c'! c'
0 a
0 0,0
0)
CC
E 0,
IT 0
u 00)Cý
C) U)
a 'a tot )" )R0 'Cl CDO) 't I0)P
(0 (D~ 6) WLCcý U-C .) U)OD0CO IO
oo =[j
<O LDU (nF- CD>. IJ E Lo C.)
V) LAn/ E m )C ) CC-cL& q O. LOOLI)C 0 0 cc
0 >t
C.3 COd 0Cl _> C0-C. V) , ~~~0 0-)C
V )Cý CJQCjC. E. 0)M 00 0E cp
E- C
-j L)(~ 0 C0,aU- C4 M C) 0 C) cc
0 m a-
0)Cu00)i 0o t
0~0~ I-II0 0.,>ccc
LLa CJ 7r 1
C14 004
- ~ ~ ~ \ 0,C'DCV)uIl I ) L
U E a cc a cc LN-3 D D

0)0
xc
Cdl
o Cý
C.) V)
E cmX: ~ 0- CD c C C
C) C 0)C
CD C) ajLOu
C)~~ -e C C OCO0
lot -LC w V
x r- cor- P
a:. 0)r- 0)(
-i cmc
00( 0 ca0) >Cv
00 Li0co CF-]
U- 0 .¶C~) 0 )d
Icl a-c 0l C>
.Cuu LAJLJ) .0
M -)- Q COV
o~
0) a)/ *L 0)iC
= E n
-N-

W o N 04N
coccr .0
0)CDC
a Q) 0
00
0.
- 0 Cl)
Kr O O U E
o~ ~ *-.')--
V) 0)0)
v~z I
0o C(O)CO V IT)oo v U) -hN mCvrtý-
CUO
4 _i c c.6 6
-1 (.0LLJ c
C~ z>- 0) .J-w )E 0) 0)ONcl 00
-- 0(0 L
00 co
m~0 - 0=0 )-LU C:) 1c oCg0
VX:.-0 00 0 = 0
0 c n CL 0)0 't
U-( 0.0l0 a 0 a)
*-a 4) -'
m >
C. c~ v cvL co)<
Q> COO
3: Z - rI I
U) CJJJ 0
m n-5) r
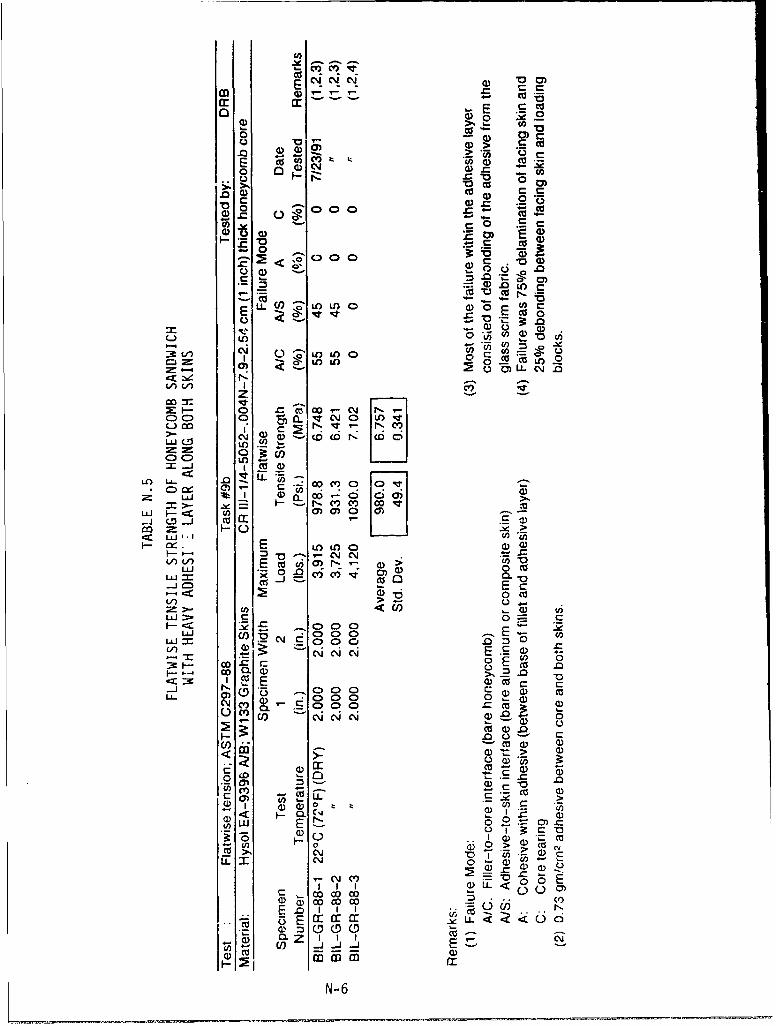
I-c') CO) V
2 C'J C4J C'i
ECm) a)
0 :g .2
C.) EU0 CC0 >
i6 0
-m - Ca)(Ut.
0C-)C C) 0Q .
-- 0
00 0 n Lo Lo0 0))
as U) ae
0- L.J N
V) .V)
C 0 Co C ý
0 (D
31- ODCn0CD C
U-i~C 0) a)a)0
M 2t 0)
E0 LOU-Ca(V) ~ ~ l V)E .o . (
- , 0 n)0 CU
LLJ cz j Z- c
=~~ >0 0)l<'
0)0
OD (zN-6

APPENDIX 0
INDIVIDUAL SPECIMEN HONEYCOMB SANDWICHEDGEWISE COMPRESSION PROPERTIES, EFFECT OF
COCURING VS. SECONDARY BONDING
The six tables in this appendix present the detailed edgewise compression strength
data for honeycomb sandwich specimens prepared by either cocuring of the skins to thecore or secondarily bonding the skins to the core. The specimens consisted of eithergraphite or glass fabric reinforced skins on two different density aluminum honeycombcores.
In order to prevent crushing of the ends of the sandwich specimens duringloading, approximately 4.5 cm (1.75 in) of the core on each end of the specimen wasfilled with epoxy resin, leaving a central, unpotted, gage section between the loading
fixtures of approximately 14 cm (5.5 in).
Figure 0. 1 illustrates the various failure modes observed for these specimens.
0-1

0
44-
Aw E
44-
S-
C CL
(U.cn3.
LjL)
(U
p41 4-
C. CL
L.
Q).
C
a))
0-2-
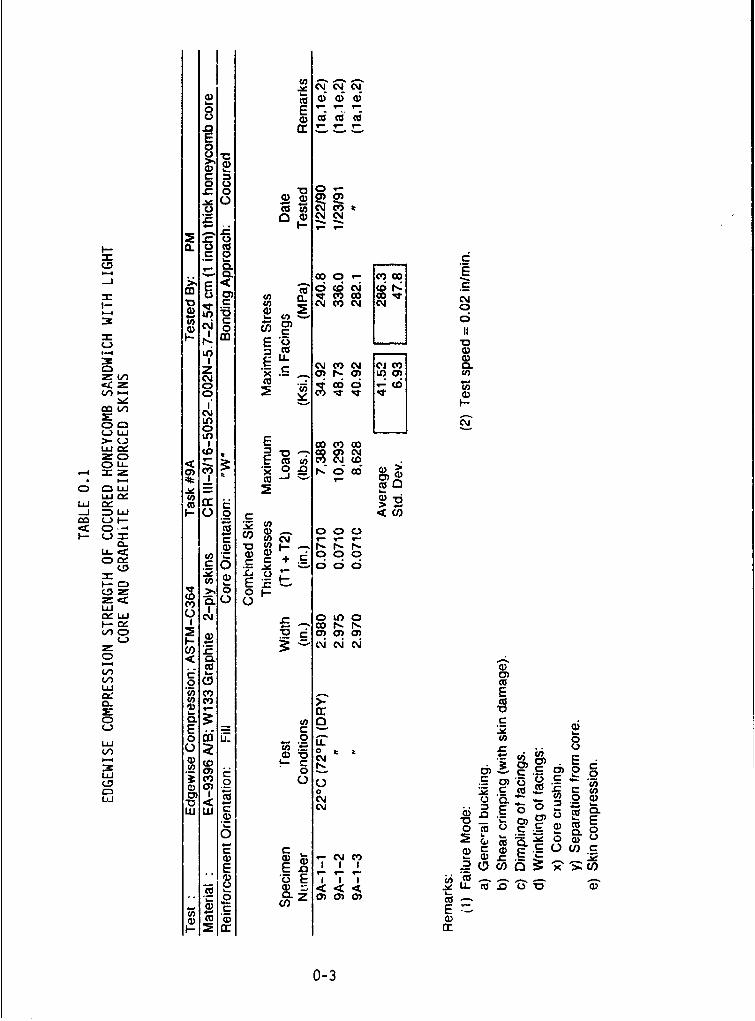
0)
E
0 0
4)0) 0
-jC '0.o~ co
So
- .- O~r 0 lI) COO
m E ;( I .00 LI) Iuv m o cov
0 -/
E Z
LLJc 1 L
2 1
>- (ul E),-.. m000a, ,, :3 -: G
-4 cc - 6667
LUjWU L&J =cc' >=_0L)
4-- (D 4) +CD)
c* E0O <0
Cd') 0)=U .2i C-CUL
z ') C> c ?Vý0COO =
L) cmc'LU .~
o .T . 0.
a) -CM 0 E
-0)U
0 .ZO0 E L)
cm COU-aLU C2-- - =
wwc ~ j E o--0-3C

0 a)
cC
O)CM
C.)
CL COov t-U
o) .. 0 0CL 1- to A.UC1
0an 4)~-'n~vKm c;0
00 L z x 0)0 0.L1J CM c
u0 0;
.. LL CD 1 0 0)(.10
C) I LU cUDi
-I E ~ LUOM- OD) *)CM 00
0_ u cc c .0)~ 0 0 V
0 -0
cm a- (.50
LL'- CO (D C
c 0 0
CoD CU COD CU
0D 0 0LJ- 0-i m
"i ooaE
W c) cu ~O0 cc 'a
E r~aWWJ LL U) 0
V)~~o -C .L C :z 0.0O
LU ~ a r-< cmI-u~. Eui in 0) a)))0 ~ ~ ~ C - D-c
aCal 0))
0-4 c
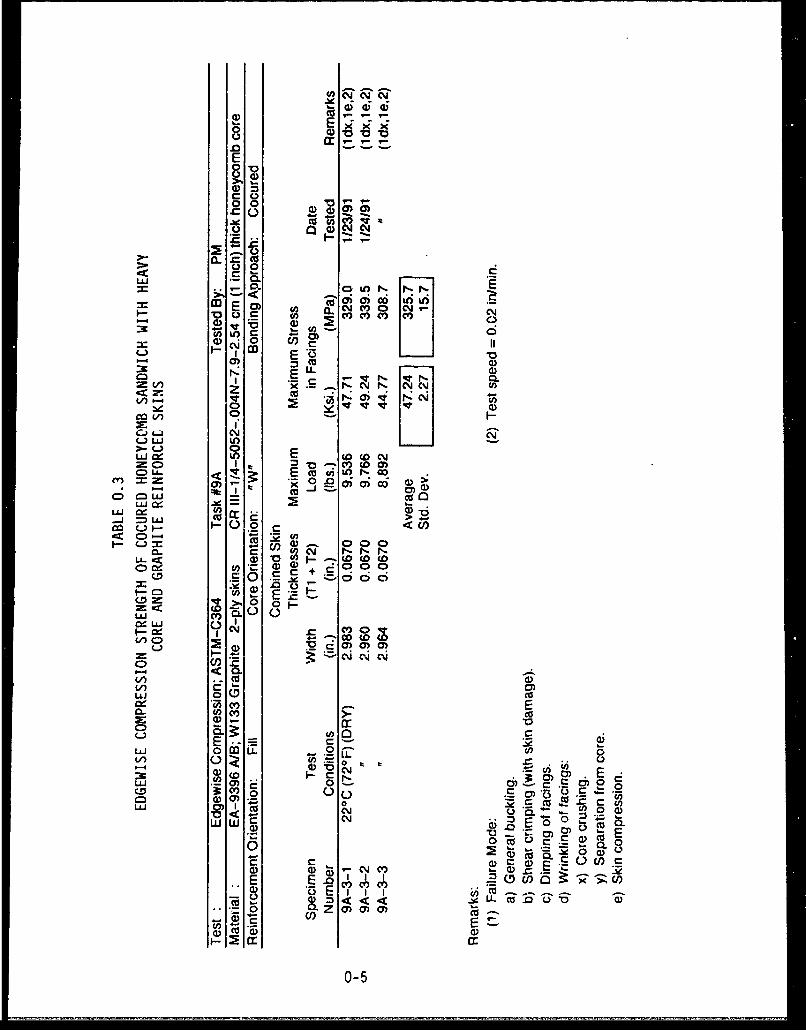
.0
E00
C.)
0 0
oCL
a.00
0) m V)m
ii 00
No~ IftN Ir< G -C CMJCMJ
2 . f- i4 ?:C0)'I
C-) CJU E O~0)0)
cx 0 1-. a; a; 6 )i Z'_ CM a)~ 0
C0) M 1- w In
LU= .-0 ~-0
S 0~
LU E
0),-
C/ ý 0 c
CLC
Lu .0O) 0D'c
0L 0)0).) cc )
CD a:
4) 4 0)) Cu E~:m to c0Iw . 0 L CD 0
CD 31 C9 0 L)C0-5
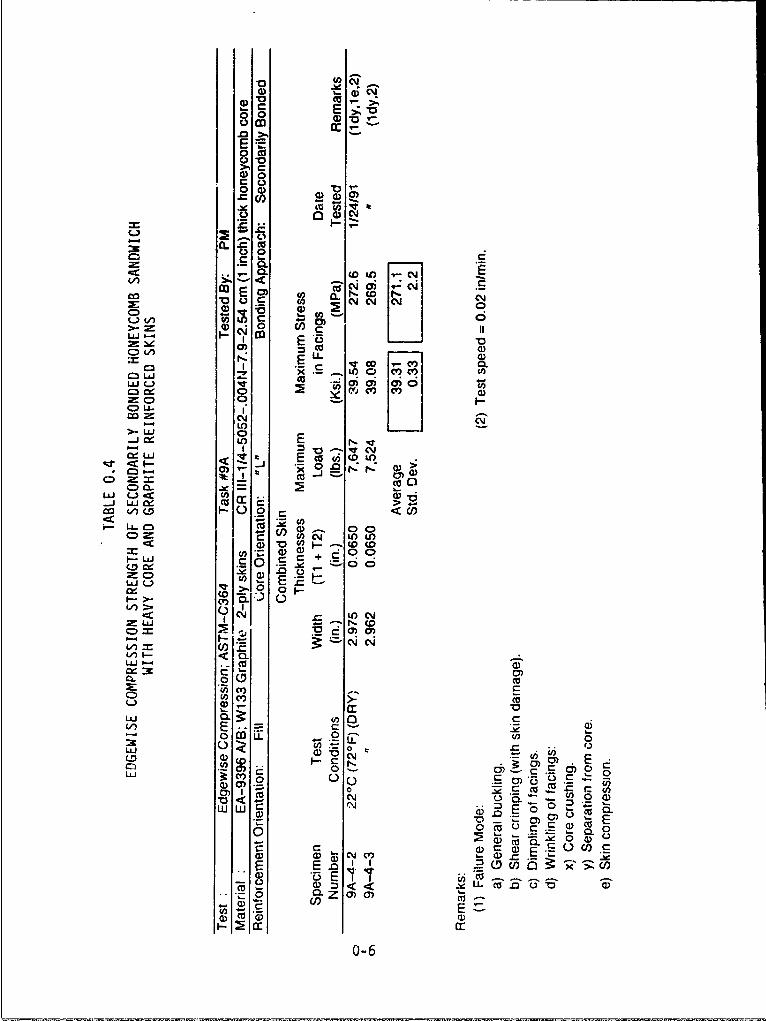
r
o cEo -o
>CO
0 0CL.CC C0O L 0
>- C 0 nr
aUu, ý- IIoIC)C Ln LL4i
i= -o z(
=aL. Co
U~U,
U) EE cc g co L
d caDLii LU) W >
... LA3O C/u 0 C
a 00 a-.co
0 0F
C),
5ZOC-t O-
C.R.
C Im 0) CLU (
WwN cocoC ) 0) CY-U G~ cm 0) 0 0.
C: Cu 0. L) 0 l r- E
u w NE 00 C=3~' 0) 0) C2V r
E D E 0ca) CuC u
cc cr
0--6

to E*4 C
.0E
0 0
.19
a.co cvd- 0'. c
CL~ CO~N O C C
:M~I 0 M Y
LNo to Lto ICU
N x -0 -I N.-
0 WI
C)J Ecawc'c
~cc >4L)Q
I-0 U - 00 =-000
RD (D tr-(
LO 4
o LUC..) U)
coO w)
7- omu. o-
CdO4
F-C N *- 0: a .WLi 3: El 0
C CW .0 cu
Li Cc C
(D cm CM
00-7l
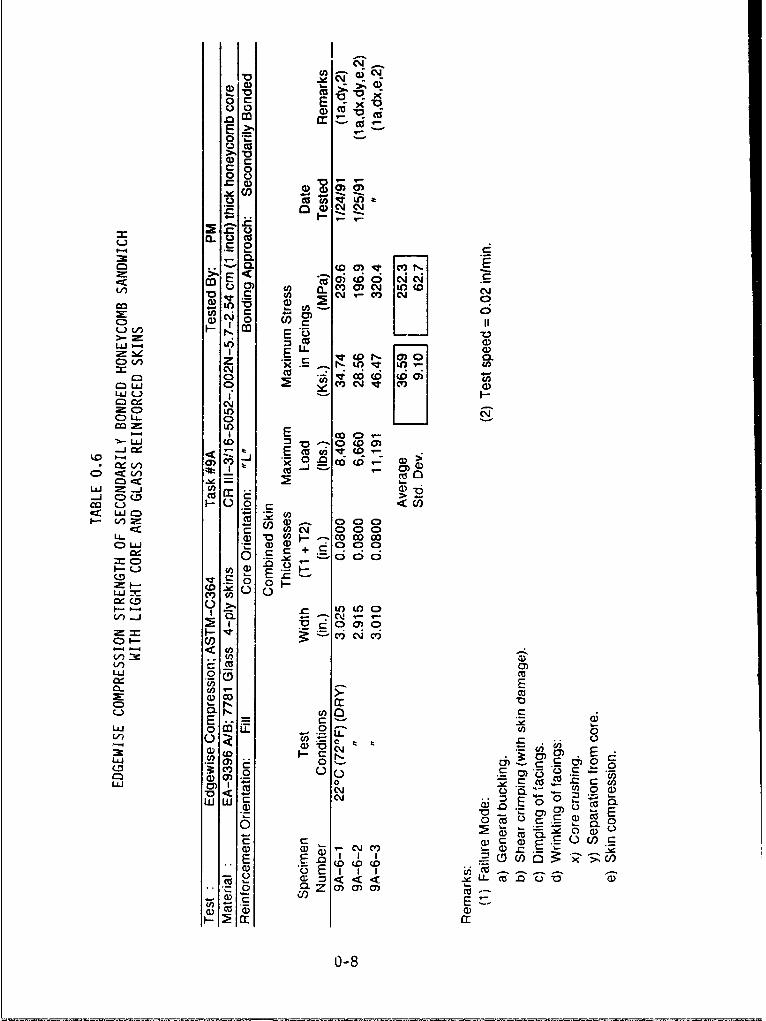
10
.0CO a
o a:
= 0
CO
o~C~ C-O 'i.-
C) 0 c:Lm< coco % E a066 CýC
0 ) ZI V U O I- CM)Lo Cu C
C )0 LoE
LOi. CD C
E co r- C- 0C
.0. olo C6~ 6 -cz cj 0-~ 2 <C/)4 (
C000LL. t, 0
O~LO
E~ ClO C
01- 'o - WC
to i nR C)-0 as(
LU a)
cc~ ~ ~ -- 0
cci 0) C~ 0 C> C>...
0- Cu 'D) CO C1CO
C, LUC) (D
C-C
uu 4)a
C)r
Ln in
APPENDIX P
INDIVIDUAL SPECIMEN COMPRESSION PROPERTIES,EFFECT OF THERMAL PULSE
The 13 tables in this appendix present the detailed compression strength data for
specimens exposed to a thermal pulse. A summary of these data was presented and
discussed in Section 3.12.2.
P-1

C6 C
0 r-~C a. coa)-
0) 4) -n
CL ~ C1Ml CJ.
ww
V)0 0) [;c CDCIC LLlr-
-4 0- =.X L m< C) 00
C.,i Ci _A
=w Uo
X:V)
C- j~L Clu C
C0) _L 0.
F- Ct- N -
0CO 0~
ClJ >-00 0
04
L&J L
0 !CLi x- 0 -
CI I 4)
0 :0
cD. CC FOa)o -
I..-2

E i C6 ) (6cV C6
Lr 0tUD .2
0 0) oWMCMN =;
~.0 -o r . .t c o'o 0
U- C)
E
a) -c
0~I-.CV U)) V
M LU E0 0C
ce O wco u) mco J co)
EIJ)LL NC m o 66
) ~LU j( 4 qM
<ý CL -) or w -.C 0OCJCJ\tl- CD .I
~Li
<Li L.)
Lo
I-1
0 oFL~- Z5
CV)l
ICo l
0 r-_
C'Or- -0
Co.- -U)
E~E - -J -0-J-JC
z (D (D0 (
P-3-

1c o U') LO 10 LO-
E v
'0
0) a)00
'a -(LO4
O (D CL OD co0Q)
LL I- cc 0) h.. 0
i.-z -- 0 c D
0 c
CXLhJ E 0 LO 0
CD V)
02L1 Cu- M 0 C)
CY) Cl) L.)
C-)UW ±J 0 " Ca. =~ Q
LUJ m-j m <~cc LU O()%C)Y
~~ 0LL) 0oo
I--i U-Q
0U.i V)
w JC.D
F-
(D (::: 9 L Z . Z
Li~ ~ U cc Q/ ~,~LU M 0 C~
w0 -
CV))
0 ~~C\J va
Q) . a
0 0 c
cr1 UJ0cc E :
Ui Cý
- CO ') C:'Z-
oaL0,Q EE
EnZ I I aZ L
P-4
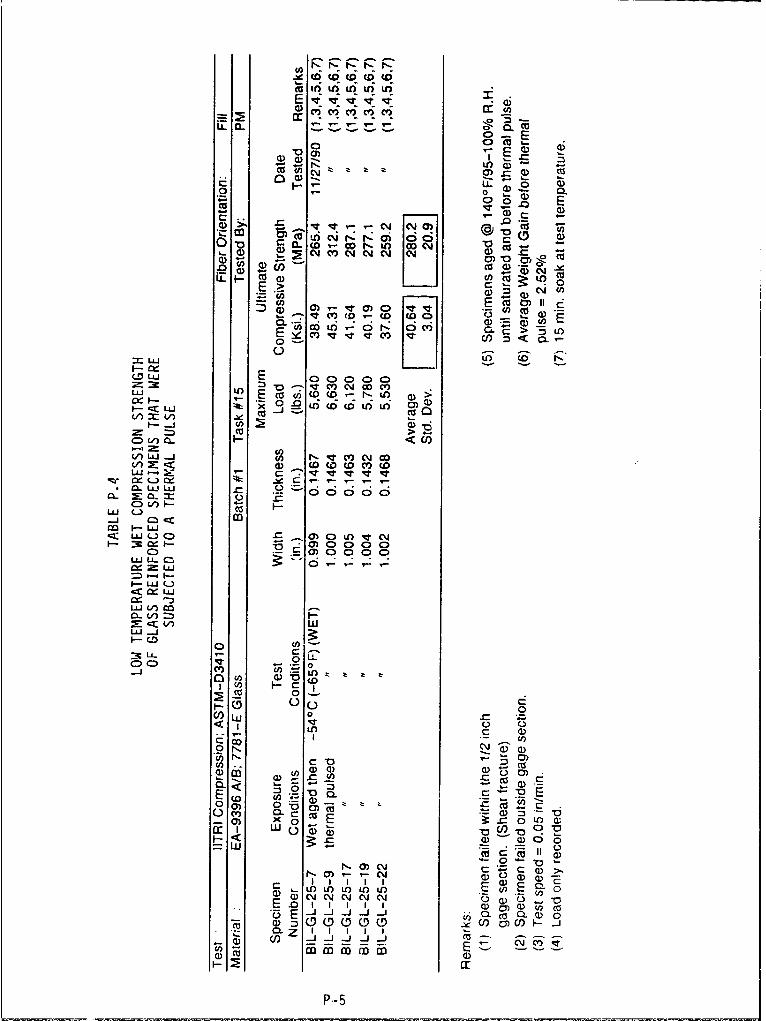
-1 ( CD CD co(a II6 L~ L6) L6) L6
EL 0.. v: -i ia ) c - . ' -i 6 - Vi 0l o . C
.2 -- Eo
U.))
0- 0) -
.( V0 t C0.
a U C O% C V C J .0 ) . N 0 0 o C UCC~~C U) CYr - M 0Qr (
4)~ (D CM CJ04C- Co
E~ ~ c a)E01
m ) U) U) C
I-jCo 0 :t
EI > COCr M = C\1 co
ELJL cn * 0LO 0 l66CV r >75a
00
(DLu E 0000LO E o w o(D r-L (
-LLJL)M - -CZui o- :-L Dc - ) Ccn V)c
ca >CDv V)pl
,-ý 2tV) j jPlqm Nc
(n X: 0 CO C DC)(
ujou-00
L!c cx 0U0)
w ULC-Lu)U
C: El
F-< c I
F- 0 0. C 'ý 'COLI W 0 3
c I U)O
SCM- a)>
(L 1 a )c
0 C> C)c cV)
C) (p).5
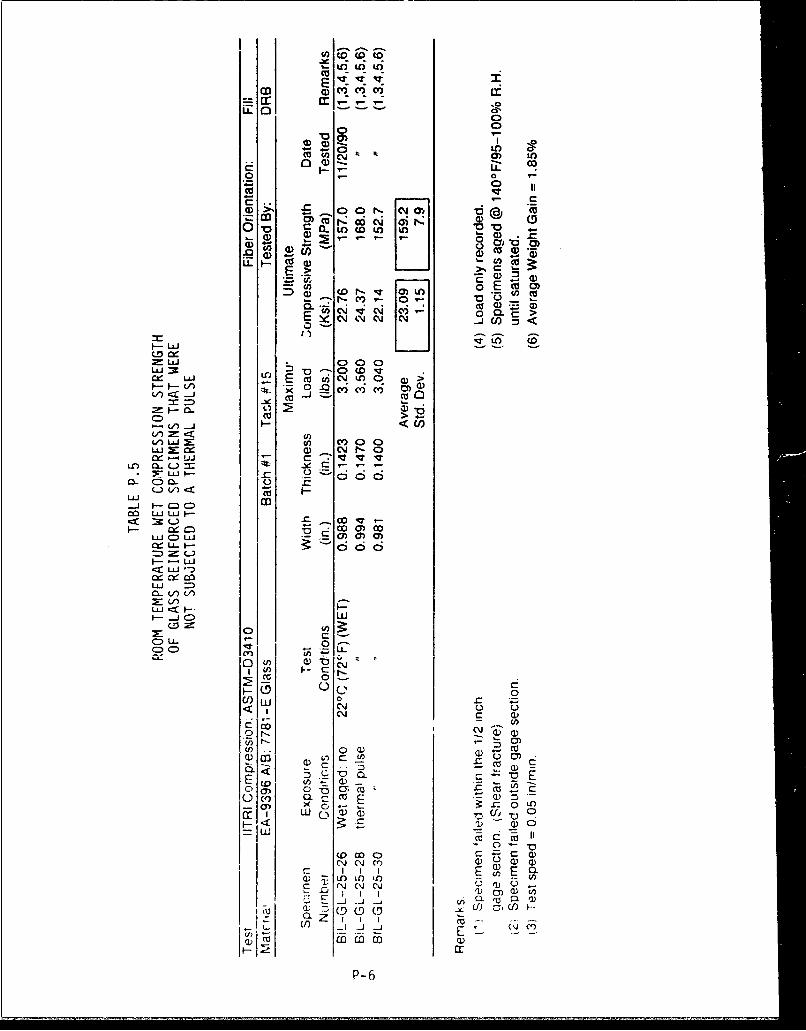
- 0 1' C'!c'
LoQZ
0 0
10
co0
0
ca (D ut~~~ 0) cc
LL 0) .a
r-I CU 0 ) LJ c D
X -4Cq4NI to <)LLII
2 m L U C ) a* Q
~LU :m 0cov
Ln-cc-V) cv y
CU)
(w ~ ffl ~00Ln CL. C- 0)C C~ J
If)~C 0C 0 .--
o ~ c v ~6
LULd LLI-D
F - V) L/
V)'
C: (, -- CCD C:C
C,. C.)Y)C,
C,) W -
EI C~(Q CNCa)(
0)'I C) (20ca) (D Wc
LLI 7- -r- )
C)(D co C)c cc
P-6~iC)
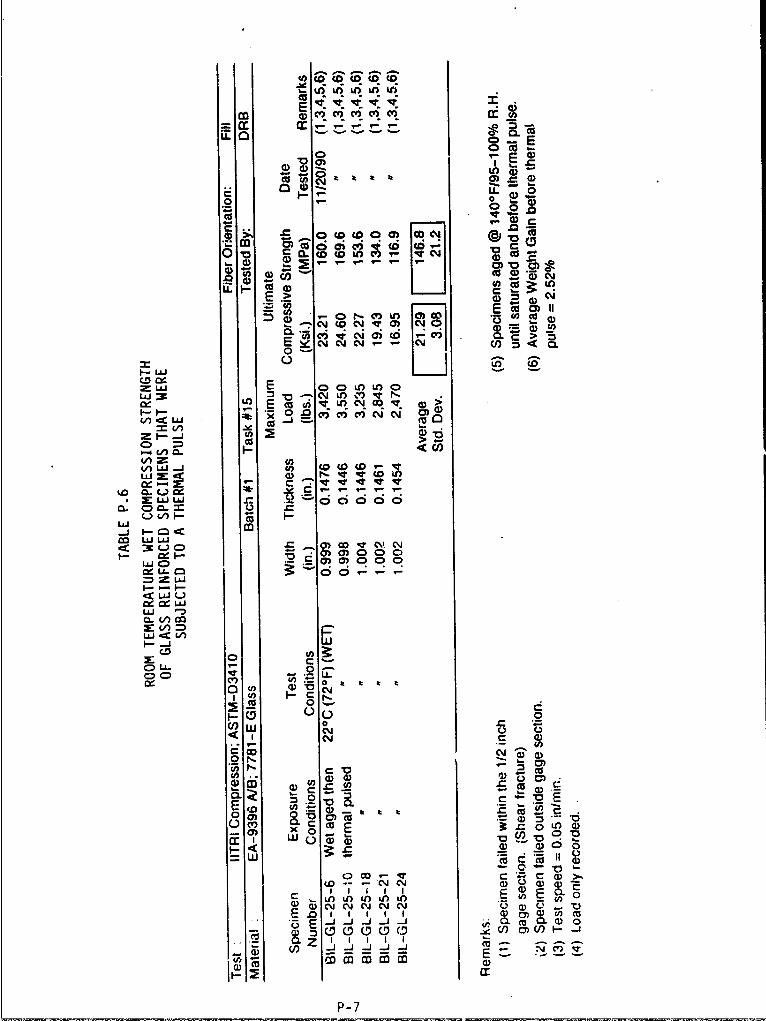
40)
o- E
~ a) 0E
0 -
(00
Cis M Cq
, o .- c
0)0C C v00
;cLU E-DanW
Ce) =V) ~ D 0I-j;DCOCO
i--
IAJ CDJ 40
c..J C
C). a)
a 00
0 Oý*0 .
CDCOCD 4)1 ts,)-
0 cm~x cc E o Lo
IIU ci s c
(D 7 N NC)Q -

U) - - - - ia
MLV CV) 0. c'-~ E- .2-
CJ 0) a) *
LL 0 a
M )0 UC R -0 f 0
00)10 C0 C ar.Nc D P.CU 4
a)~ cc )(1) CM~
E cc 0)'11'a) Co VCDOcco LO cc
0) r-0CD000 0 N T.2 - S
Uj E 0101O0 00
OV) LO E cu)vL v(ft re0.
V) >)
ul U 10C6( <) CJ
w~ LO o C.)
L" U 0c l
U- - 0) 0
zuJ
I= -j
LUJ CV) 0
0-
LU CV) 0
-C 00
0 0,C4 L
:z 3 0)orE CLc E~a
E0 0 t: to0 00) =0~~ -C~
_ ) CX C 40 0
FE I V)11 ) C0O
a) i
013 C% CV jCV. C - - - :
E m i i i 4) c
P-8
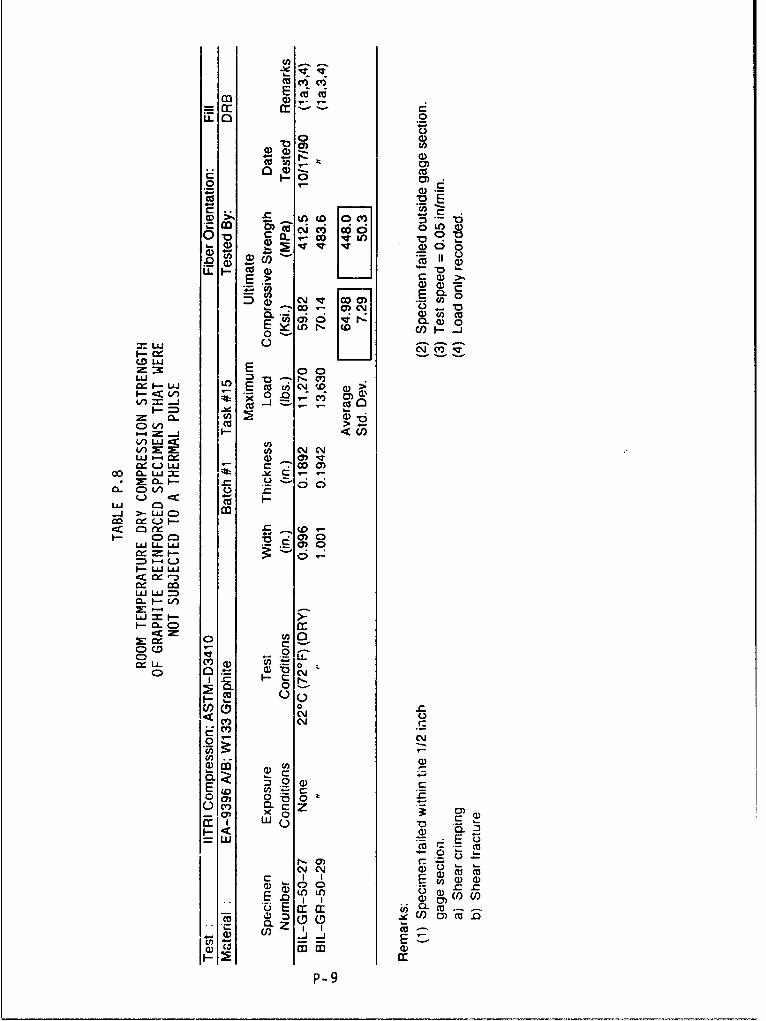
LO 0
0
CYl)
a co
oo r
0OU) 00v CO,. cc) *0cr G
b~() 00
wE0 oEo CLJ o
CD 0) CI
0.0
LU
cLU - =E- u c v)J~ ~
0( ) Cu .
V) - :4z 5-< 0 -0 d l c- ' cis 0
VC. -U
V) 0(f) 00
- J " = D -0
=- 00U- 00
CD LM LU 0
ULU U - ,C
LU L-
Qý- CDa:CD cQ0
cLL. CV) a) o Z LL
0 0 0 0 ýC..
cI-C, 04CL o
0f. 0
a0) M W
0 0 -0 0
X~ 0 . D
U) Cu--
r- a)P-49~ a

co m - - - -v)cf
a: cc C
u-C .2
0 CD
D ). . C ocm Gococ m0O 0W) a
0 0 C LO (OU 0 ) '4) 0O )C) v t U)(
(D 4)C~ Ci 00Mi~=I
0
E 00 0 00
V) w R0 - cm o O & cm o .- 0 ) CiCuu
C)o to :fl3ra
-- Cc 0 _ 0 U) 1'- 0)m X: ~ c 0) IM ) 0)00
a- ) CD V)I
-J >- LUg ccco
I- Us-o
LLJL
'LU
C Li
0CD O
0L 0-
(n (D0;M n
-o -L4:z . a' a
Ucv
04 1
I.- (V O U -I I I I I
E Q~ 0 I I
TCi 5 C" .0
o co m ) co cE3:
P- 10
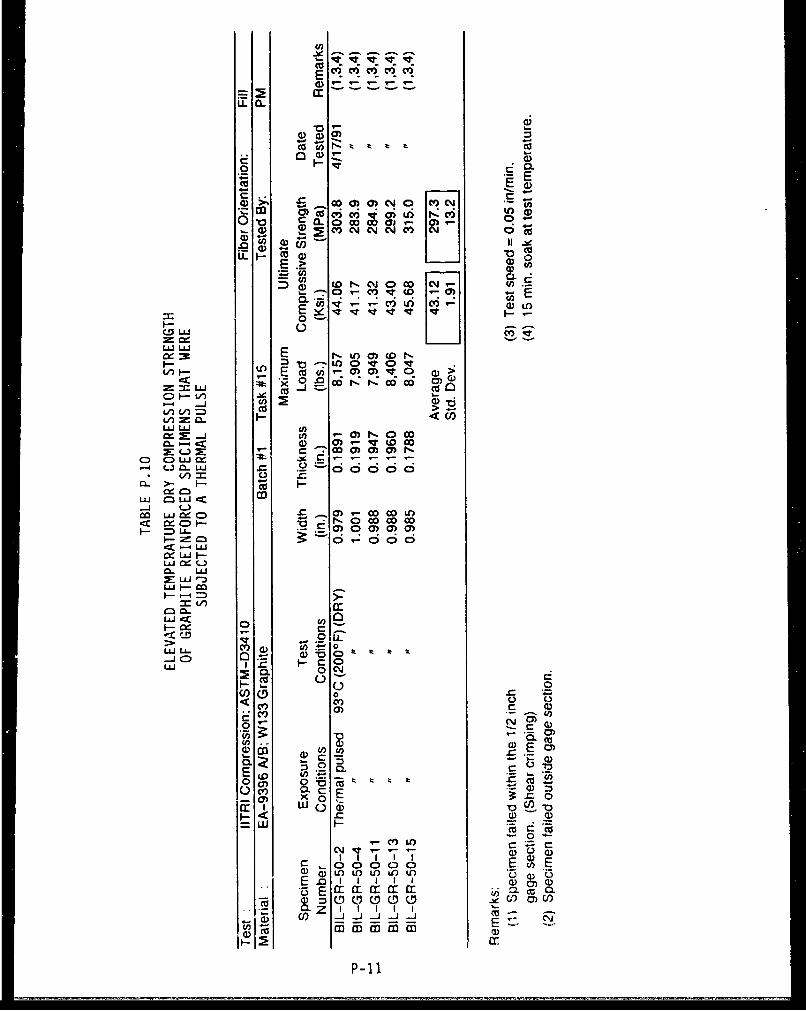
&n
Cu L
Go0 ) Cuj 0 m t Cu
.- mc' ) c m C Y @C -'J ) C -4 6~
E .> 0
C3, CV V C 0CLiF-L 0
cc- :! E VL m CO r:3~ 10 Ec 0,O~ 0 1T0) 'Iq u
V)~/ E o -
tn = CLC/W <U,
= = Lii co 0) N 0< C..0.i T- V W M2: 9,,f r- .C c o) )f
ccts=i 0LCý m
I-L-. aE) 0oa) a)m
Lii
Q- Li
= Ln
i -JO 0 C 0
uCu
0 .2
CVCu
EC, Cl)
4) C3 E c0) X 0,
a ) x EEr I *-
¶~ v cr) Lo 0-a
Cl 0 Cp 0E 'W E
E cr cr : cc a:a MC
m ,0 - (D( leC l)(
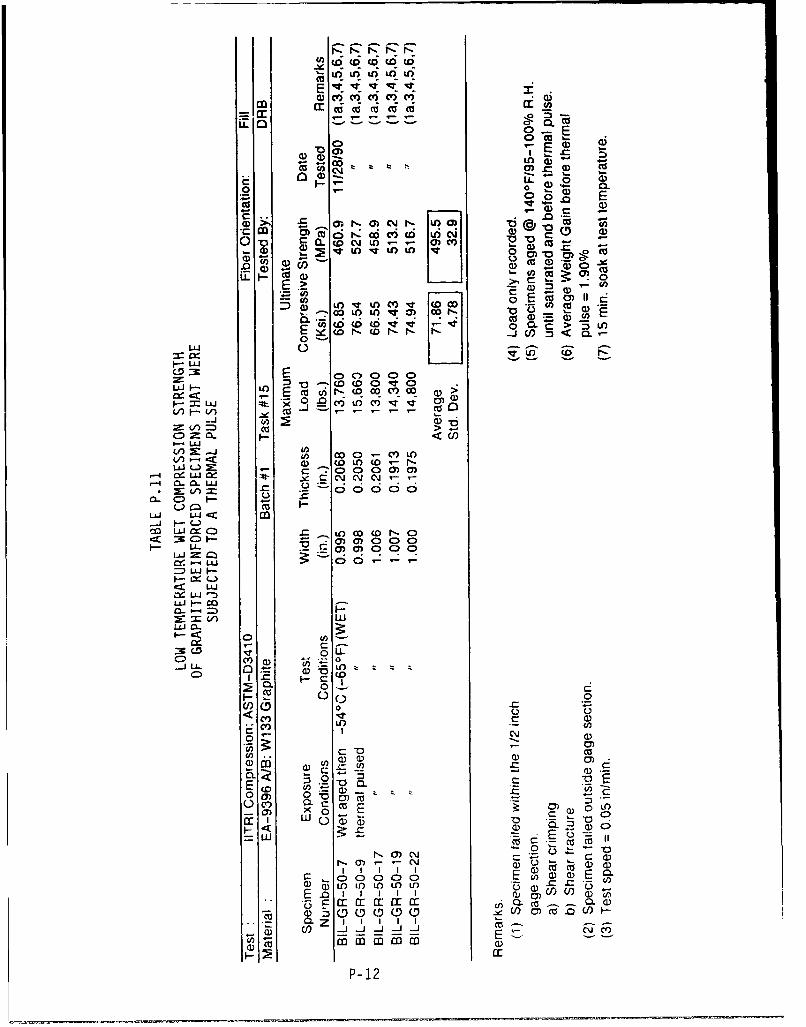
FZRZ PFZR
E.
- O- ECc t
d)) 0 )
.~~ E0'I
mI 1U 0L0 cm I-R ).
I-
ca LI! r, 6 v c i0 - C M O - - ) v
"CV1 0) CCO cc a) - ,
co0 ' 7 0-
u-) v-o c c
0*
LU ~ELO0 :3 Eo (D 0 0C
M . c (D 0 c~a) E - oL o m oD a) ;P;
Ci) V) cz
ý-P 12J
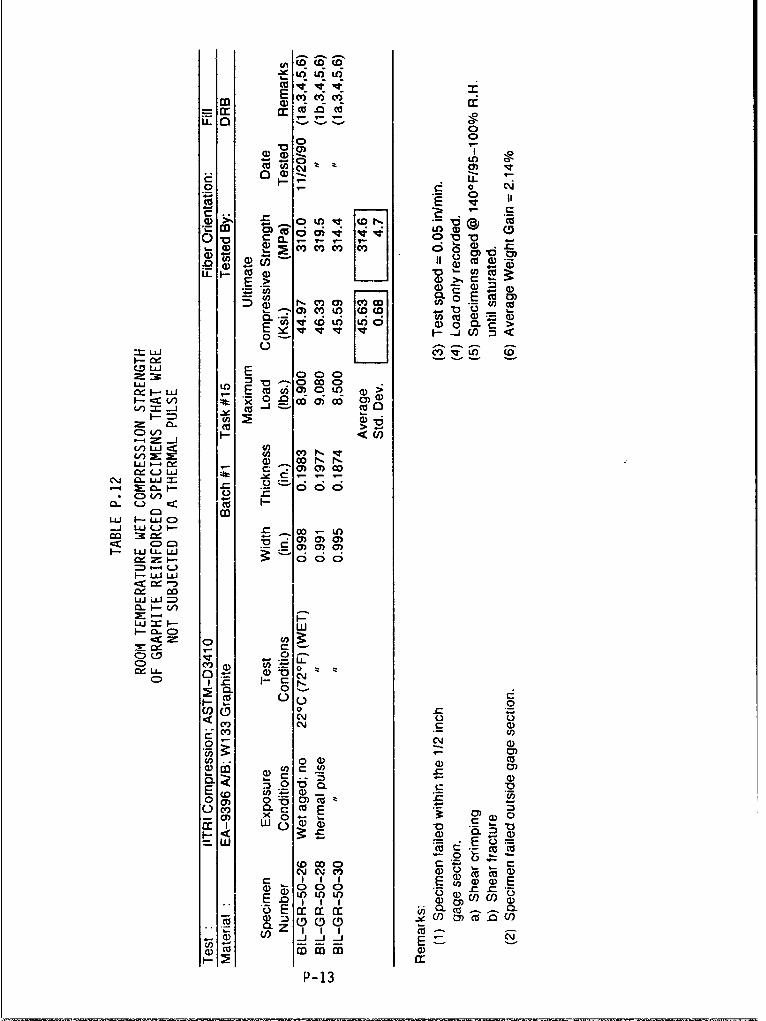
CA to to (
xCf~
Cj 0)
F- L-
Cu) mI co co co a)
LLi I- C )
V)EE. CaC'r%0) m L ( -
-. ~u C;)0~E'. co.J v co Lo - >
-o <~'
oc.,-)
VL) -j Cu t%0m
CD~ V)LCJO
I~ - LU M X
M: mi~ Lii9 17
::u. C: 0,*n
ci LUC)C
CD. C)) 4)U
C:)V .- 'I,
-L 0
0-0 L ) Cu
0 0 -
o C~ 0 D0
oo 4)
Cff0)ccuI
I W0)
< ý:z a)-L 3
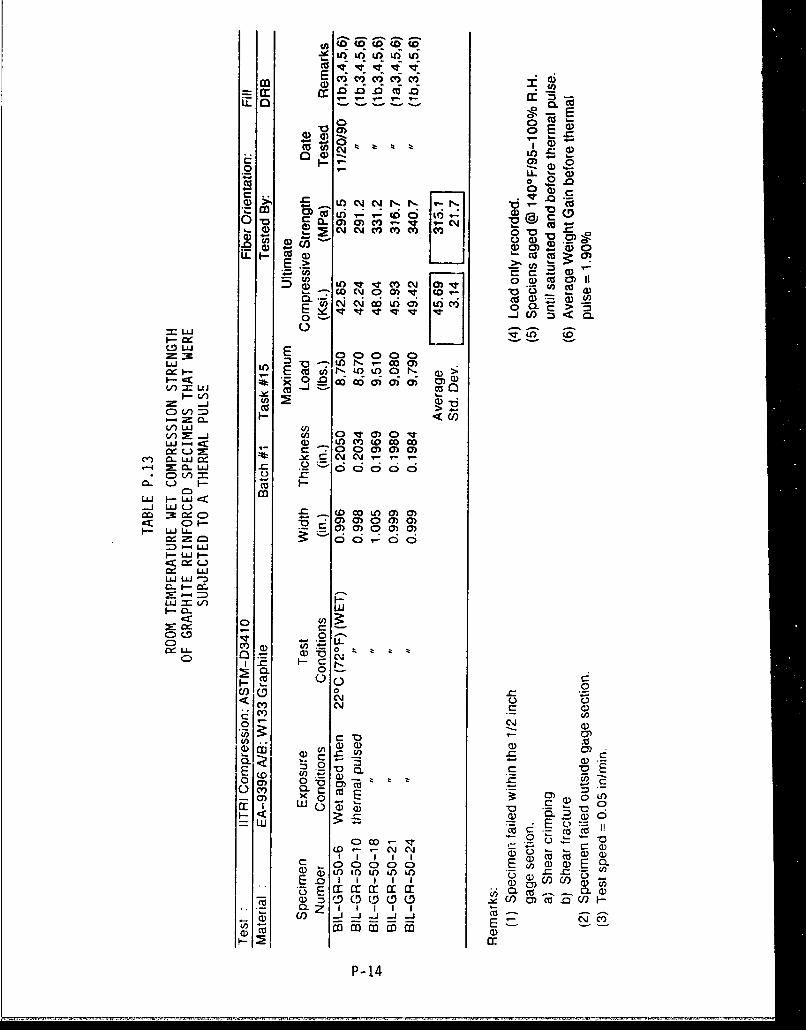
CuflJ 4) - -
f C 0
CCc
V E
rm -to c6 .0 ~ ~ ~ ~ U im aa )mc
a.,)qff m aflN cmV D UCM1
co 0 0)0N I
C ~~0 a..L2 CD m C'JCJ
.. Jr UJL)
(D LIJ
CVV)C)
e~j C)ja.CV)r c C5J C, 0
mi a',. a' CDc c o )a
< ~ ~ CD F0 CY 0) C) IM C
w -wc0 C; C;~
*-j u) -DJ J ~ ~uj V)
P-1

APPENDIX Q
INDIVIDUAL SPECIMEN MECHANICAL PROPERTIES,EFFECT OF SILANE SIZING ON ENVIRONMENTAL DEGRADATION
OF GLASS REINFORCED LAMINATES
The nine tables in this appendix present the detailed mechanical property data for
specimens prepared with silane-sized glass reinforcement. The properties measured on
these laminates included tensile, inplane shear, and interlaminar shear. It will be noted in
Tables Q. I - Q.3 that the tensile specimens failed inside the tab area. Figure Q. I
illustrates the location and nature of these failures. A summary of these data was
presented and discussed in Section 3.11.
Q-1

0l. E -)m r
CC
00 0
iLJ~
LJJ-1- 004 0 0) -q.~ 0C::~ ~~'jo- r-
aCu rmc ~ ,ýF-C -- .C'J 10- 04C 0 t- I-L*fC .~ -O - a~ uo ND 'c \(aF D
Ch Ci-> u~ C6i El cio0~
Cu
LU- (A ~ -Dw t 1 co - W-
<-L ce). Hac) -c - o r oc
In "H 0) 0)6 0) c .cD )u0JL y'))0O M a, n O C
0n U- ru LOLOu
= cz0 Q C4 -~ n-C
- C) < c-
>- cn ct 00a c -)Q
CV) LO 00 C7 >C )ooC) I o *_.
COW 8'. Cu
F-()C)()0c) -).
X- aC C.
CD U) 00 , ri 00
- ~ a(C~ J9 (COO) Cl)C col
- 3 Cl) O E -CY) 0 ra,
.2 () .ICM 0 cQ-2
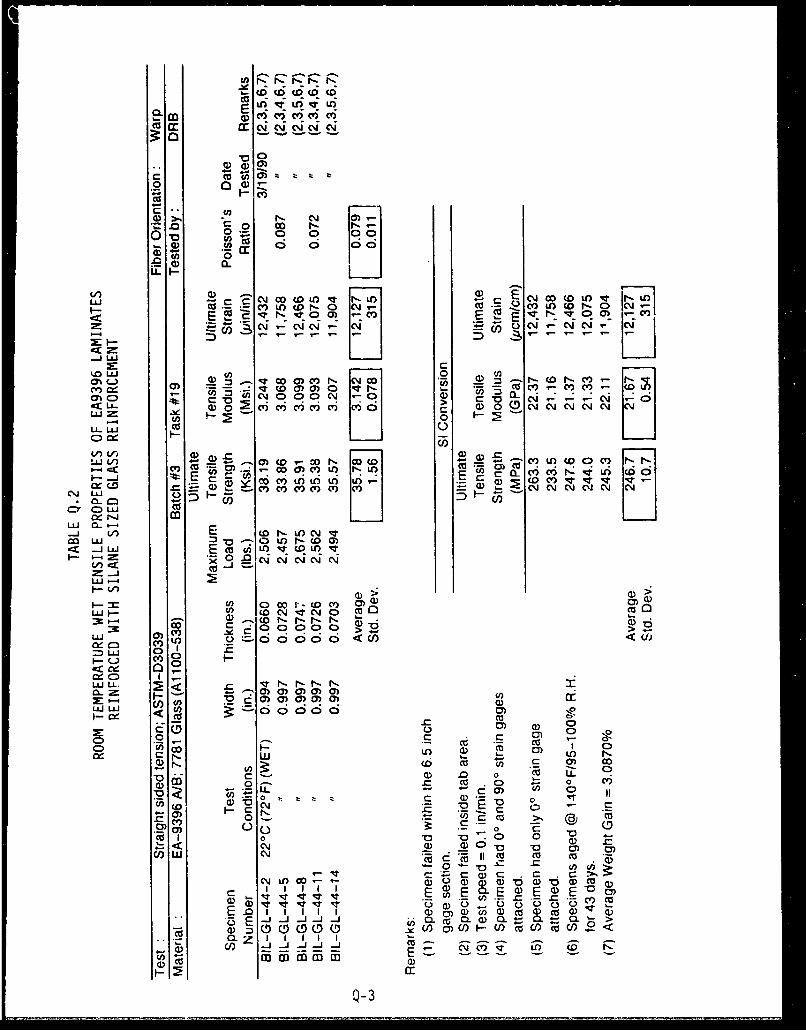
Ct) N -
M ~ C 0 q C-1 cq q v
0.0
.0 CV) 4)(
.0 C:0 c 0
C')
N N'
00 a) 04 0 00L 4 r OEc4c oL ,L
I.' N EN4 CDI C=I 6 N LI)C
I-cl = -Cu . C O 0) CD N C4-Oc r-. !? ' CCO DNO NI-j
C.DM. 00004(n C> a 'a >~ a. Z ~C\A -')C CDLI
C-c -o 0 0 - 6mC6*;c )0 Ni-i-i-- Cl ~lN 0
W O CO COLLL& Cu sV l
CL CM__j .JLL E ý l ')ujI
< -iw E a wLo v(0oo V U
V)3 a) >) a)cn -6 o 6o 6Qii IO 4 1Ev* 0c
CI)D w C
= CD I
F-~~~~Q 300 ) ))

CL, cE V) v ')
crC%i :4C4 C4 C4
C - D
.2
0) >, -~ 00J ' co~'% -0 0 Q- 00
5a:.
v- ) 1)'O t\J 0 .r Cit)Q N o -v v Ma )M 0) N 0 cu ) QO CV3cyO C1oE4- tqo IoF-LIoE c Q i0r.
rr D0 DC i r,)0
en Li 0C(Y) -3 NN D O CD am w o ~
04 QLý C- I IC C : 1
LU LU.- E Q)- CV) ;; - - - C ) o P ,-
cc .o ,. co m - - P---T
Cr C wu
Ln > a>
Li N O D D D 0a) !0)CL
mi CY 'F)C)0
IL- cv) ~ ~ 6 ci . oa
C) ) w cuL i < 0
m c 0) 0Wm a) Cu
<b~ 00 m 0LU C : 0) co 0l
Ico
ai co. U. WC cu . o C'(oi 0 l
Z? 00o) 'o co ca ,
(D a C CCa) 0 0~ 'j"T 00~C) C: C(
C'JLI C)Q
in) EJ - CL- E )E )E -0aCq a, ~ )Q cj0 0 5 Cjc
E . 1 1 () C) ( V) (5 m a m ) ' Z
E -J -J - - Q- 4 LC L( l L: :.t
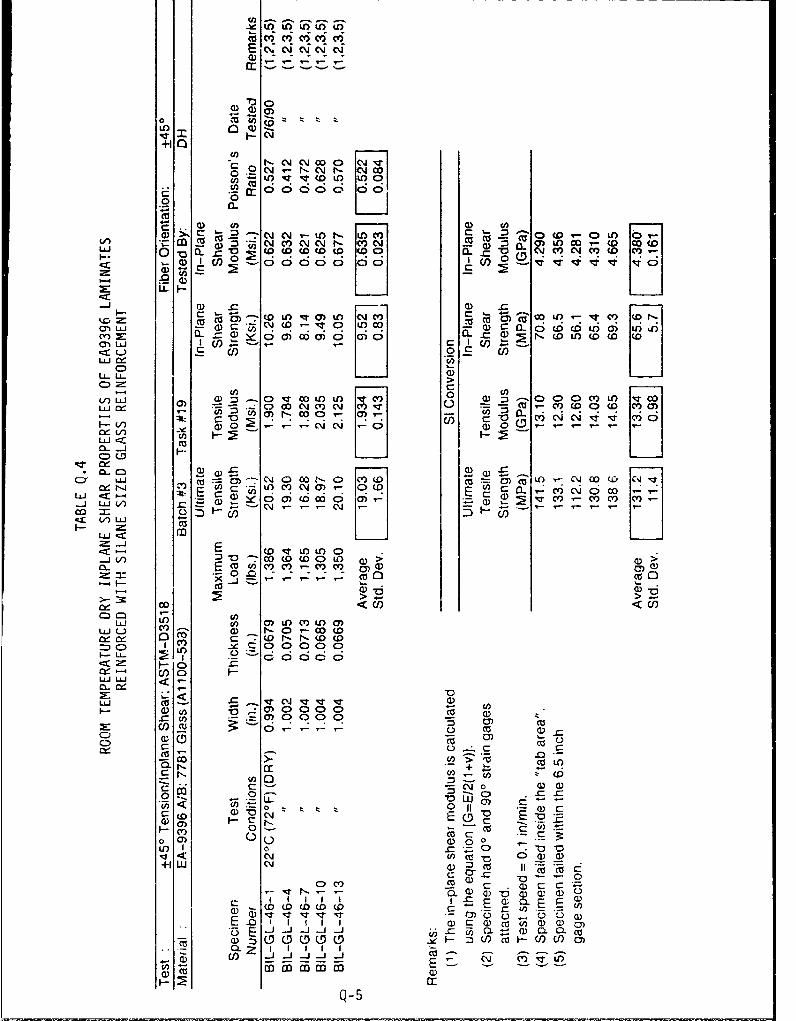
Eu C') C' C\!C' Cý!
0 U)Lo
+10
C)~ ~ C Li) I* N000 0I";0 -ZN r-0 - CMJC
(I) [cc) d
CL = CNCVN C4) , Lor- L c o D
.0 03 C nc q I,- M 'Va Q - D (
I- a) .c II 0) a > ) 0Cý
ko ~ co W Cj Ito '- 1-o )O in cZc' C D Ca
.< C- U .
U-LLJ-I I
C> C'C(/LzJ 0 .0CDOi CV) 0 0)~ C CD C C'LLJ', a)- 77C *0 )L)Va )C V O V0
M~ r- 00 Co - Or)
10~U)) U)w 'am u C N .)C
Li Li~ CV)C CD D U (2)0)
GOJ <C :Co
CI) Lo )C'U)O
LLOL 0) ) N 0)0- Oto'Z a) 0C r-)CD ODo ma) 4M l ) )
C') V-I-L± m' c6 6
E- 0,00 Cu 0)a
5R coc
c-Ci (n
U-L 0 0.- Cu 0 aI
MN0 0 CD 00050a+w m00 0 ) CD co
CD~-
C:t r- *- a-- ), - ) a, D)a, 0(0 0( C -C, ~
0~~ J t kC 0 i - u0 .C
J J 4 J Cu) _ tl
cC 0) aCOt 2
I Q3) (V a

to) -co (CO w
0 10 I- -dL
0 0QCDa,0 0)
-co-
a: ci 8 C; c
10
a- L
_): 4 )0( ~ t CYJU V 0] rO )C N o)].w4[0 1I0
LL~-
Mi .~ a. CV
< u7 C 4
LLJ- LL-
C)) cV~)0
7C a) CO 0 OO t
4k W)00 Ci
V). S a o 0 toaI- c 0(00- C' 0) rc( ý)C.
W- WUD) 0CV- CO Dc)0)w r-vU
co.j =a u-.WV)L 0) c
_-j E CO CO C LO
aa)0, mi) o 0# ma 0)0 )~
U) 9 j3 U),)V7f _q Y Orwn CIO. M% MVVU () CO I
u I Q- W D D(DC

E0 -C C4 oio C4
LO0) 04
CD: 00 -- ~ . r - ~
0) 04 0 OC C V)aC) ZZ W - D0)P
o C;O cic ;C
CO m)D'-' FMMV % O a w J] -o a. ' L ) C
U-
-..7. m 7 ] r0) v )C o ; t o'0)u .c)co r C\1 C~Cl C~ LCDj N C4
U) ým - c I
< iC)O0oo 00iO6660
LLIV) = ~ C CD LO
-.J 00 a)0 F1C oNrl mr 0Wc o'0 'D 0- VC C\, i C6 vic)vi
CU- In
CD <
< LU Eau) LO U) c V ctE)U .)C4 o0
< M'- I (
0 . cc <cJ
LOOLLV ) CO WOC' (D0
pIJ F-0 0 C
LM -cc
0u 0
F-J Cl CO CL-J w (n LA
-j( .-C + C1 V -
U)) -3 T
CA a) - CV a (1 L
F- C., 0)o0" "')U 00- E- 0) II,
4 U) 0 0CO0 'a
< 0) C13 (U (D00 (D 4)
-w 0) .m m =~ .Ž- C~ CF) 1CD= O 5 c 0 ý c C
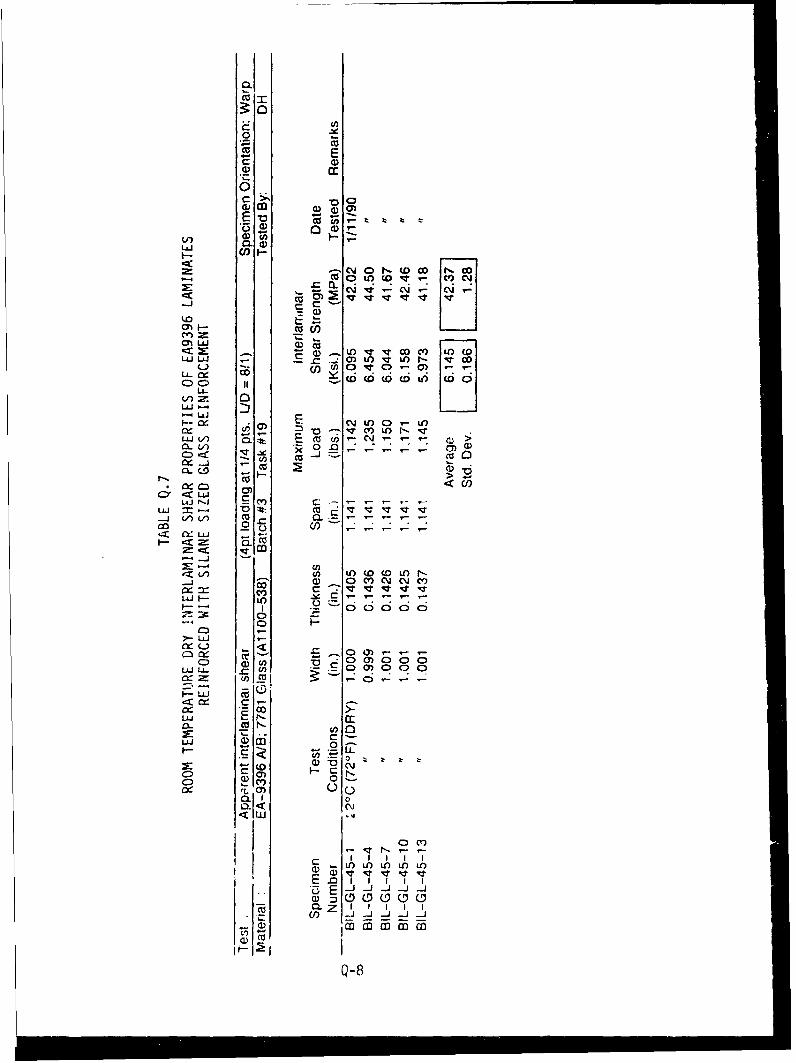
0.cuI
4- ECc
Q-z : ~0f CD'. CýC
cc CM T : :
< :a L tn oV LOicLL)j V) T V) )Lfr- vI3-o
Ca- IV ICD C g:D O~L) (6 i 6
-LLU
LiC ) c~
-e j ccC%%
CL - cc1 a)
VI) CV) co0-.. - .
~<
fl)
cc~ -0 0 - - -
d)0 0 C) C
LU~~~ LA Z 0 0) C) 0 -
F--UJ~i cz~O) 0
0*0CDL rImC
CD 0D
00
0 Y
c,'
E nz I I I I
Q-8
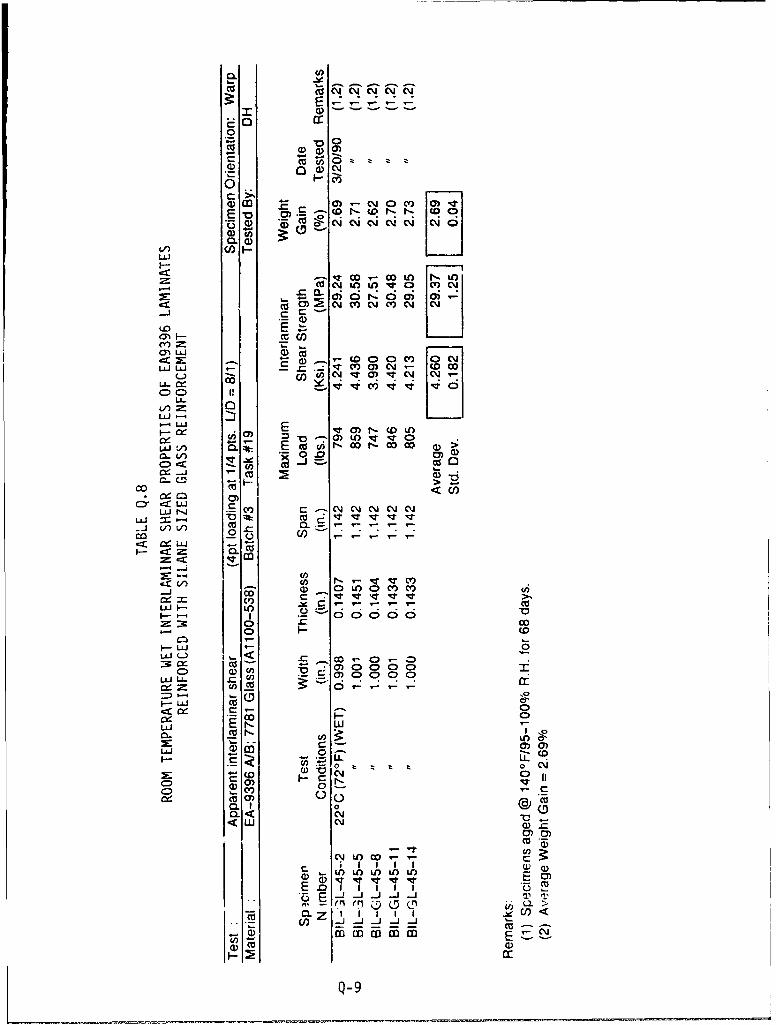
0.c
.2 0
0V
E C -(Pt r-I, toC
V))
EV: % O~DN t 9-00 00NL
cc CD L--~
a) C~JO C, 0 CY) 0 '0
L- =IICDr6a C) 1
(V)~
~) C 0 0C 0oC'4
Cl.C % C3 >~
00 U
CVCIQ
L<U)
-j L/ V)
- a -
CV)
0ii CD)
0- LLJ 0
C-La. D m
0L U U)f .~o ooo o
iLij
_~ 0
F-a c'.j0DO~ oiCl
0 ~C 0' -CVO)
CL < CUj
Cl)
E .0>
U)C U)= ý !=
Q-9
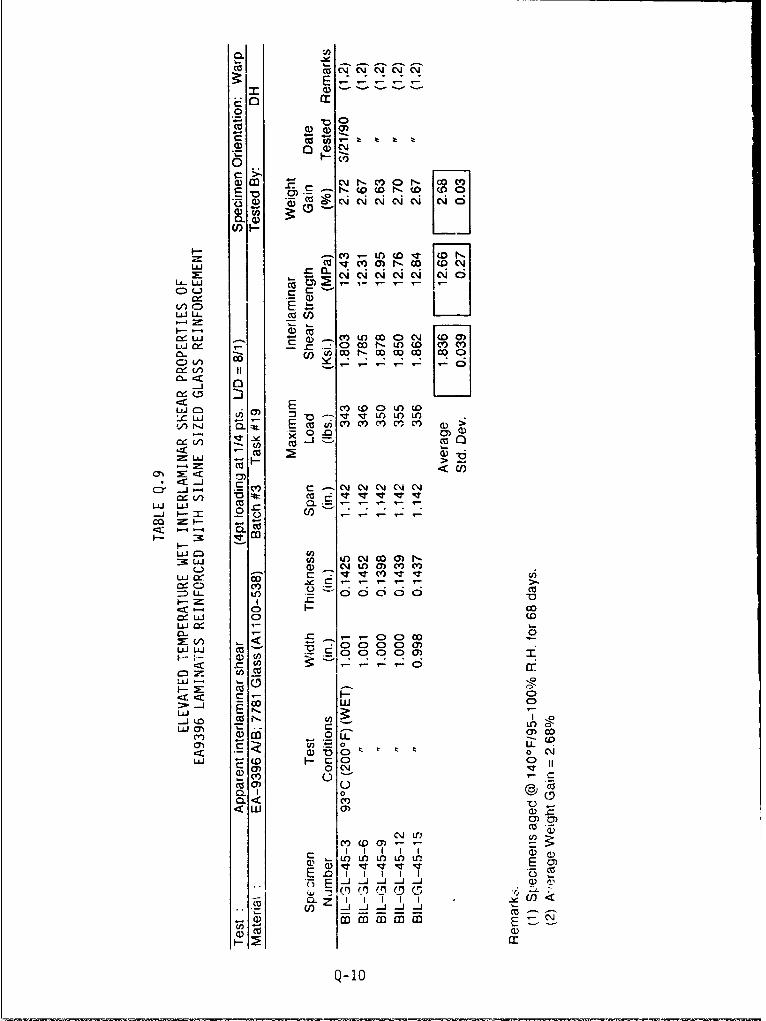
C 0 -
0(f
CD M - ~ r- c)C - c
(D Cu C\ C -u ý CI
0*n
CIS qcv) () N 0 ( ICO4LL- 161cC) L C ýCýC QC
C) (-) a rNN
L-J~ -L (z C/
LU-
5 LLJ C(W C NCIOLOC\C) )N 0aC) 00 Cuý U.., (D m Q)
Cl < l
EIJ (0 w 0LOwL Co LfC')0r
V) IT ýc , 0) m fl0 C a)
LU C1 a)
w V) Z41t c C= J- 'T -g 't
< CL C13 C
:MJ (0( OC~ oC
U-l: C U) c 0 00
U- 0n
i- a) 0n0 C)C
N I
cia
enJ co 0 oalNCD
< u0 (3 00o
0)i 0)C~
asn Cu&
(Ia)
a) 10
Figure Q.1. Failure Location of Tensile Specimens
That Failed Inside Tab Area.
Q-11
APPENDIX R
DETERMINATION OF BLEEDER ABSORPTIVITY
The bleeder materials used in this program may not be available when performing
a repair. If an alternative bleeder material is used, its absorptivity can be determined by
the procedure outlined below. It is suggested that absorptivity be determined by this
procedure for several bleeder/laminate ply ratios that bracket the layup actually used so
that a reliable average value can be determincd. The primary reason that bleeder
absorptivity is of interest is to provide guidance in selecting a bleeder/laminate ply ratio
that will produce the desired final resin content. It must be recognized, however, that not
all resin is removed by the bleeder. Some will be lost around the edges of the layup.
Additionally, the amount absorbed by the bleeder will probably vary if the amount of
excess resin used in the laminate layup or the bleeder/laminate ply ratio varies
significantly from those used in the absorptivity determination.
1. Select Bleeder/Laminate ply ratio.
2. Bleeder plies are to be same size as laminate plies, and should be both weighedand measured (length x width) prior to layup.
3. Compute area density (gm/r 2 ) of dry bleeder material
wt. of DBPS = area density of DBP(gm / M 2 )area of DBPS x no. of plies in DBPS
where DBPS = dry bleeder ply stack.
4. Layup and impregnate laminate plies in accordance with standard proceduredescribed in Appendix A (except for bleeder ply differences if using other thanMochburg CW 1850).
5. Bag and cure in accordance with the standard procedure described inAppendix A.
6. After cure, dismantle the bagged layup and separate the impregnated stack ofbleeder plies from the nonporous teflon/glass and the porous teflon/glass sheets.
7. Weigh and remeasure the impregnated bleeder stack.
8. Compute amount of resin absorbed in each unit .area of bleeder
wvt. of IBS = area density of IBS(gm / m 2 )
area of IBS x no. of plies in IBS
where IBS = impregnated bleeder stack.
R-1
area density of IBS - area density of DBPS= area density of resin in bleeder, or absorptivity (g9ri / mnno.of plies in IBS
9. Compute amount of resin absorbed in each unit weight of bleeder
wt. of IBS- wt. of DBPSwt. of D--= absorptivity (gin resin / gm bleeder)wt. of DBPS
R-2
USJP.3: 550-106/90579/10-27-93/150